separaÇÃo do azeÓtropo thf-Água por pressure swing ... · marcos diego pereira santana...
TRANSCRIPT
UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA – EEL/USP
MARCOS DIEGO PEREIRA SANTANA
SEPARAÇÃO DO AZEÓTROPO THF-ÁGUA POR PRESSURE
SWING DISTILLATION: SIMULAÇÃO E OTIMIZAÇÃO
Lorena 2012

MARCOS DIEGO PEREIRA SANTANA
Separação do azeótropo THF-água por Pressure
Swing Distillation: simulação e otimização
Trabalho de Conclusão de Curso
apresentado à Escola de Engenharia de
Lorena da Universidade de São Paulo
como requisito parcial para obtenção do
título de Engenheiro Químico
Área de Concentração: Modelagem e
Simulação de Processos
Orientador: Prof. Dr. Félix Monteiro Pereira
Lorena 2012

Autorizo a reprodução e divulgação total ou parcial deste trabalho, por qualquer
meio convencional ou eletrônico, para fins de estudo e pesquisa, desde que
citada a fonte.
AGRADECIMENTOS
Ao Prof. Dr. Félix Monteiro Pereira por ter acreditado na proposta de
desenvolvimento da monografia e pelo suporte durante a execução para atingir o
resultado final.
À engenheira química Beatriz Cassens, pela ajuda na proposição do tema e
pelo apoio durante a realização do trabalho.
Aos funcionários da biblioteca do campus I da EEL, Joel Santana e Regina
Horta, pelos treinamentos sobre pesquisa bibliográfica e apoio na busca de
artigos, que foram de suma importância para a concretização deste trabalho.
À Escola de Engenharia de Lorena da Universidade de São Paulo, por todo
conhecimento adquirido durante o período da graduação.
Para os crentes, Deus é o princípio. Para os cientistas
é o fim de todos os seus pensamentos.
Max Planck
RESUMO
SANTANA, M. D. P. Separação do azeótropo THF-água por pressure swing
distillation: simulação e otimização. 2012. 48 f. Trabalho de Conclusão de
Curso - Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena,
2012.
Misturas que apresentam comportamento não ideal são frequentemente
encontradas nas indústrias químicas. A separação dessas misturas em seus
componentes puros, no entanto, não pode ser realizada por destilação
convencional. Este trabalho tem o objetivo investigar, por meio de simulação
computacional, a separação da mistura THF-água utilizando o processo chamado
pressure swing distillation ou PSD, para obtenção de THF puro. A mistura THF-
água apresenta um azeótropo de mínimo ponto de ebulição em 83% (mol de
THF). Atualmente, os processos convencionais fazem uso da adição de solventes
como agentes de separação, que em muitas vezes, são tóxicos e ou danosos ao
meio ambiente. A técnica por PSD baseia-se na sensibilidade dos azeótropos à
mudança de pressão e utiliza duas colunas de destilação operando em diferentes
pressões. As simulações foram realizadas no software comercial Aspen Hysys,
utilizando os modelos termodinâmicos de Wilson para a fase líquida e de Peng
Robinson para a fase vapor. Foi observada uma alteração na composição
azeotrópica com o aumento da pressão, o que possibilitou obter THF com 99,99
% de pureza. Após a convergência do processo proposto, aplicou-se a
metodologia do planejamento fatorial que indicou as variáveis “razão de refluxo” e
“número de pratos” da segunda coluna como as variáveis que possuem maior
significância no consumo energético total do processo. O modelo obtido no
planejamento fatorial foi otimizado através de um algorítimo genético que
convergiu nos limites adotados neste estudo.
Palavras-chave: destilação, pressure swing distillation, sensitive distillation,
mistura azeotrópica, THF-água, simulação de processos, otimização.
ABSTRACT
SANTANA, M. D. P. Separation of THF-water azeotrope by pressure swing
distillation: simulation and optimization. 2012. 48 f. Trabalho de conclusão de
curso – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena,
2012.
Mixtures that exhibit nonideal behavior are often found in chemical
industries. The separation of these mixtures into their pure components can not be
achieved by conventional distillation. This study aims to investigate, through
simulation, the separation of the THF-water mixture using a process called
pressure swing distillation or PSD, to obtain pure THF. The THF-water mixture
contains a minimum boiling point azeotrope with 83% (mol of THF). Currently,
conventional processes use the addition of solvents as separating agents, which
are often toxic or harmful to the environment. The PSD process is based on the
pressure sensitivity of azeotropes and uses two distillation columns operating at
different pressures. The simulations were performed on Aspen Hysys software,
using the Wilson thermodynamic model for the liquid phase and Peng-Robinson to
the vapor phase. It was found a change in azeotropic composition with increasing
pressure, which allowed obtaining THF with 99.99% purity. After the convergence
of the proposed process, it was applied the methodology of factorial design of
experiments which has indicated that the variables "reflux ratio" and "number of
plates" of the second column are the variables that have significance in the overall
energy consumption of the process. The model obtained in the factorial design
was optimized using a genetic algorithm that converged in the limits adopted in
this study
Keywords: pressure swing distillation, sensitive distillation, azeotropic mixture,
THF-water, process simulation, optimization.
LISTA DE FIGURAS
Figura 1: Processo Pressure Swing Distillation. Fonte: Knapp e Doherty (1992). ............ 21
Figura 2: Diagramas de equilíbrio líquido-vapor: (a) diagrama Txy. (b) diagrama xy.
Fonte: Luyben (2006). ..................................................................................................... 24
Figura 3: Diagramas de equilíbrio líquido-vapor - não idealidade. Fonte: Luyben (2006). 25
Figura 4: Azeotropia sistema binário. (a) azeótropo de mínimo ponto de ebulição. (b)
azeótropo de máximo ponto de ebulição. Fonte: Perry, Green e Maloney (1997)........... 26
Figura 5: Coluna de destilação em corte transversal. Fonte: Barcza (2012). ................... 27
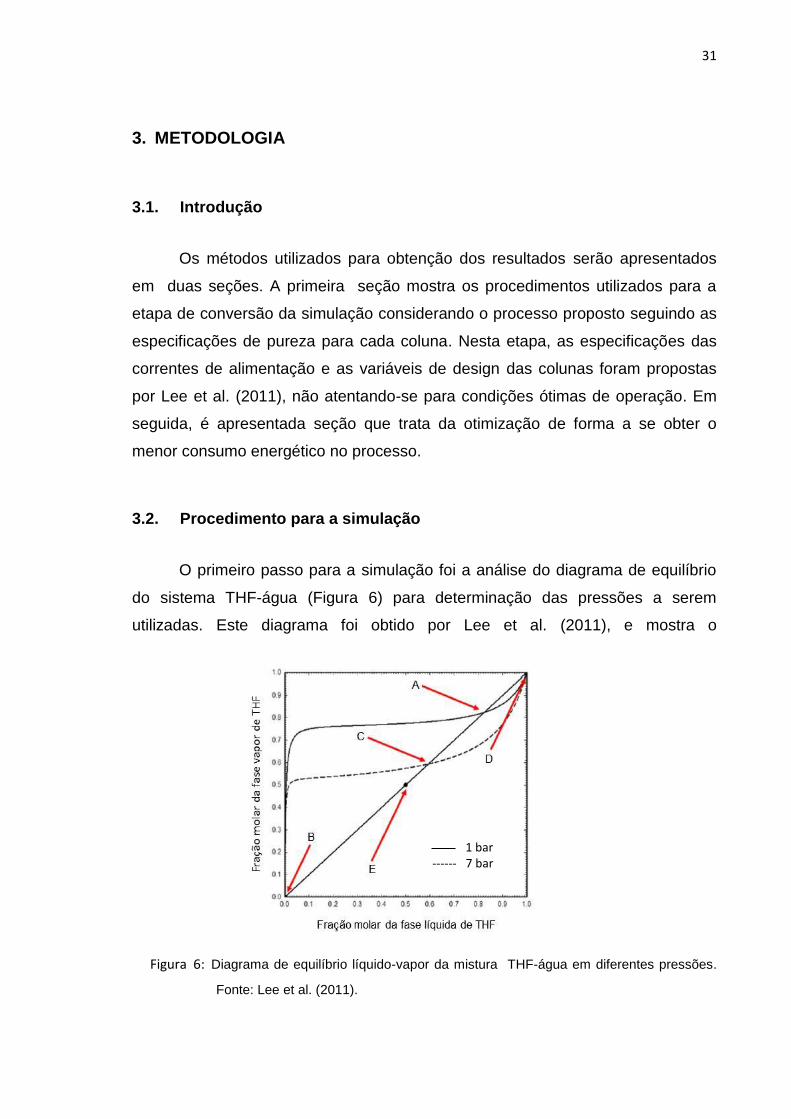
Figura 6: Diagrama de equilíbrio líquido-vapor da mistura THF-água em diferentes
pressões. Fonte: Lee et al. (2011). .................................................................................. 31
Figura 7: Sensibilidade da mistura THF- água a variação da pressão. Dados gerados no
Hysys. ............................................................................................................................. 36
Figura 8: Fluxograma do processo de separação da mistura THF-água por PSD. ......... 37
Figura 9: Probabilidade normal dos efeitos padronizados em p=0,05. ............................. 40
Figura 10: Probabilidade normal dos efeitos padronizados em p=0,05. .......................... 41
Figura 11: Ordem de significância dos fatores pelo gráfico de Pareto. ............................ 42
Figura 12: Distribuição dos resíduos. .............................................................................. 42
Figura 13: Normalidade dos resíduos. ............................................................................. 43
LISTA DE TABELAS
Tabela 1 - Exemplos de misturas azeotrópicas binárias sensíveis a pressão (HORSLEY,
1952). .............................................................................................................................. 18
Tabela 2 - Especificações da alimentação da primeira coluna. ....................................... 32
Tabela 3 - Especificações iniciais de design para as duas colunas. ................................ 33
Tabela 4 - Definição dos fatores avaliados. .................................................................... 33
Tabela 5 - Níveis das variáveis no planejamento fatorial. ................................................ 34
Tabela 6 - Composições molares dos produtos de topo e fundo das duas colunas de
destilação ........................................................................................................................ 37
Tabela 7 - Matriz de planejamento fatorial completo com 5 fatores. ............................... 38
Tabela 8 - Resultados da regressão pelo planejamento fatorial com todas as variáveis
codificadas. ..................................................................................................................... 39
Tabela 9 - ANOVA para o planejamento fatorial com todas as variáveis codificadas. ..... 40
Tabela 10 - Resultados da regressão pelo planejamento fatorial com as variáveis
significativas codificadas. ................................................................................................ 41
Tabela 11 - ANOVA para o planejamento fatorial com as variáveis significativas
codificadas. ..................................................................................................................... 41
Tabela 12- Resultados da otimização pelo algorítimo genético. ...................................... 44
LISTA DE SIGLAS
THF Tetraidrofurano
PSD Pressure swing distillation
MEK Metil-etil-cetona
IHIPSD Internally heat integrated pressure swing distillation
ELV Equilíbrio líquido-vapor
LISTA DE SÍMBOLOS
ºC Graus Celsius
kPa Pressão em quilopascal
mmHg Pressão em milímetros de mercúrio
bar Pressão em bar
F Vazão de alimentação bruta
Fi Vazão de alimentação i
Pi Pressão na coluna i
Bi Vazão produto de fundo da coluna i
Di Vazão de destilado coluna i
Li Vazão produto de topo na coluna i
i Pressão de vapor do componente i
i Volatilidade relativa entre os componentes i e j
i Fração molar do componente i na fase vapor
i Fração molar do componente i na fase líquida
Pressão parcial do componente i
Pressão total
Pressão em atmosferas
T Temperatura
i Coeficiente de atividade do componente i
Variáveis desconhecidas
Desvio Padrão
Grau de liberdade
k Número de equações independentes
Valores codificados para os pontos axiais
Número de pontos fatoriais
RRi Razão refluxo na coluna i
NPi Número de pratos na coluna i
SUMÁRIO
1. INTRODUÇÃO ............................................................................................... 13
2. REVISÃO DA LITERATURA ......................................................................... 16
2.1. Predição da azeotropia e o efeito da pressão no equilíbrio líquido-vapor 16
2.2. Pressure Swing Distillation ....................................................................... 17
2.2.1. Princípio de separação por PSD ....................................................... 20
2.3. Fundamentos do processo de destilação ................................................. 21
2.3.1. Pressão de vapor .............................................................................. 22
2.3.2. Volatilidade Relativa .......................................................................... 22
2.3.3. O equilíbrio líquido-vapor (ELV) ........................................................ 23
2.3.4. A destilação ....................................................................................... 27
2.3.5. Grau de liberdade. ............................................................................. 28
2.4. Processo de otimização ........................................................................... 29
2.4.1. A metodologia do planejamento fatorial ............................................ 29
3. METODOLOGIA ............................................................................................ 31
3.1. Introdução ................................................................................................ 31
3.2. Procedimento para a simulação ............................................................... 31
3.4. Procedimento para otimização ................................................................. 33
3.4.1. O planejamento fatorial ..................................................................... 33
3.4.2. Algorítimo genético: Otimização ........................................................ 34
4. RESULTADOS E DISCUSSÕES ................................................................... 36
4.1 Sensibilidade da composição azeotrópica à variação de pressão ........... 36
4.2. Processo de Simulação ........................................................................... 36
4.3. Processo de Otimização .......................................................................... 37
5. CONCLUSÕES .............................................................................................. 45
REFERÊNCIAS .................................................................................................... 46
13
1. INTRODUÇÃO
A separação de misturas azeotrópicas homogêneas é uma operação
comum na indústria química e conhecer as composições e temperaturas de cada
azeótropo é fundamental para o design de colunas de destilação
(WASYLKIEWICZ; KOBYLKA; CASTILLO, 2003). A presença de um azeótropo,
entretanto, limita a separação por destilação convencional devido às composições
da fase vapor e da fase líquida serem iguais1.
Em face a este problema, vários métodos conhecidos visam a quebra do
azeótropo a fim de obter os componentes puros. Dentre estes processos,
destaca-se a destilação azeotrópica por ser o processo mais empregado devido
ao seu baixo custo. Faz uso da adição de um solvente como agente de separação
à mistura, formando um terceiro azeótropo com um ou mais componentes que
altera as volatilidades relativas favorecendo a separação. Um clássico exemplo de
separação por meio deste processo é a produção de etanol anidro (MULIA-SOTO;
FLORES, 2011). Também muito utilizada, a destilação extrativa envolve a adição
de um terceiro componente (solvente). Neste caso os componentes são miscíveis
entre si e o objetivo é alterar a volatilidade relativa dos componentes da mistura
inicial para que se possa proceder à separação (LIGERO, 1999). Estes processos
necessitam da adição de substâncias danosas ao meio ambiente, em geral
solventes como por exemplo, o benzeno e o ciclohexano e que requerem um
gasto energético adicional para a recuperação destes agentes. Por outro lado, a
destilação extrativa salina pode alterar as atividades dos componentes voláteis
por meio da adição de um sal para a separação da mistura original. Entretanto, a
adição de um sal torna o equilíbrio líquido-vapor mais complexo
(VASCONCELOS, 1999). Métodos recentes como a separação por peneiras
moleculares e membranas, apesar de apresentarem grande eficiência, são de
difícil implementação em escala industrial devido às questões operacionais
(MULIA-SOTO; FLORES, 2011). Portanto, torna-se clara a necessidade do
desenvolvimento de processos alternativos aos existentes que, além de serem
ecologicamente aceitáveis, devem ser energeticamente econômicos e
financeiramente viáveis.
1 Este fato faz com que o azeótropo se comporte como componente puro (WASYLKIEWICZ; KOBYLKA;
CASTILLO, 2003).
14
Uma grande vantagem nos processos de separação é a alteração do
equilíbrio líquido-vapor com a mudança da pressão de algumas misturas
azeotrópicas (MUÑOZ et al., 2006), uma vez que não há necessidade da
utilização de agentes de separação. O uso de mudança de pressão na separação
de misturas azeotrópicas já é conhecido em aplicações para separação de
misturas como THF-água, acetonitrila-água, metanol-metiletilcetona, acetona-
metanol entre outras. A técnica de mudança de pressão pode envolver tanto uma
como duas colunas. O uso de duas colunas é chamado de Pressure Swing
Distillation2 (PSD) (FRANK, 1997).
Este trabalho teve como finalidade comprovar a sensibilidade da
composição azeotrópica formada pela mistura de tetrahidrofurano (THF) e água à
variação de pressão e a possível separação por meio do processo PSD, utilizando
simulador comercial Aspen Hysys. Para o estabelecimento do fluxograma inicial
do processo, foram utilizadas as especificações de alimentação e das colunas de
destilação publicadas por Lee et al. (2011). Um segundo objetivo do trabalho foi
determinar quais variáveis são importantes para o consumo energético do
processo aplicando a metodologia de otimização multivariada utilizando
planejamento fatorial, diferenciando-se do trabalho de Lee et al. (2011) que
realizou a otimização univariada, ou seja, variando uma única variável por vez
fixando todas as outras. A otimização multivariada permite avaliar
simultaneamente o efeito de um grande número de variáveis, a partir de um
número reduzido de ensaios experimentais (ZAMORA; MORAIS; NAGATA, 2004).
O THF é um éter cíclico usado como solvente na produção de tintas,
adesivos, tintas de impressão, produtos farmacêuticos, etc. É também um
intermediário químico e monômero. É obtido na forma de soluções aquosas e
para ser comercialmente atrativo, deve ser desidratado para atingir 99,9% de
pureza (em mol THF) (GÓMEZ; GIL, 2009). A mistura THF-água apresenta um
azeótropo de mínimo ponto de ebulição em 83% (mol de THF).
Devido à necessidade crescente de otimizar as condições operacionais e
os equipamentos de plantas químicas visando à redução dos custos tanto da
energia necessária quanto capital de implantação, a simulação de processos
tornou-se uma ferramenta de fundamental importância (MEIRELLES et al., 2007)
2 Termo na língua inglesa. Não foi encontrada tradução.
15
O uso de simuladores comerciais de processos no desenvolvimento do trabalho
se deve ao amplo banco de dados para propriedades físicas e parâmetros dos
modelos de equilíbrio, aos algoritmos robustos para o cálculo de diversas
operações unitárias e fácil visualização dos resultados. O Hysys é uma
poderosa ferramenta de simulação de processos pertinentes à engenharia
química, possuindo uma excelente capacidade de modelagem integrando tanto
modelos dinâmicos quanto modelos no estado estacionário.
16
2. REVISÃO DA LITERATURA
2.1. Predição da azeotropia e o efeito da pressão no equilíbrio líquido-
vapor
Segundo Horsley3 (1973 apud FRANK,1997, p. 57), a tendência de uma
mistura binária de formar um azeótropo depende de dois fatores: (1) da diferença
das temperaturas de ebulição entre os componentes da mistura, (2) do grau de
aproximação (ou afastamento) da idealidade. Quanto mais próximas forem as
temperaturas de ebulição e menos ideal for a mistura, maior a probabilidade de se
formar um azeótropo.
Knapp (1991) afirma que antes de explorar o efeito da pressão em misturas
azeotrópicas homogêneas, é essencial saber o número, a temperatura de
ebulição e a composição de todos os azeotrópos a uma pressão nominal
(usualmente atmosférica) e como estes parâmetros mudam em função da
variação de pressão. Para obtenção destes dados, desenvolveu um método
baseado na teoria da bifurcação 4 para prever o aparecimento ou o
desaparecimento de azeótropos e o efeito da pressão sobre estes. Esta teoria
mostra as condições para que um azeótropo binário homogêneo possa
apresentar bifurcação. Martin5 (1975 apud KNAPP, 1991, p. 3) derivou simples
relações baseadas no coeficiente de atividade em infinitas diluições e nas
pressões de vapor dos componentes puros para prever se uma mistura poderia
formar um azeótropo e qual a composição. Horsley e Nutting (1972) elaboraram
um método gráfico para a predição do aparecimento ou desaparecimento de
pontos azeotrópicos e o efeito da pressão na composição e na temperatura de
ebulição. Neste método, é plotado um gráfico do logarítimo da pressão de vapor
em função do inverso da temperatura. As curvas geradas geram uma reta e como
por definição azeótropos possuem pressões de vapor maiores ou menores que os
componentes puros, a curva da pressão de vapor sempre estará acima ou abaixo
das curvas dos componentes puros, indicando a presença do azeótropo. Este
3 HORSLEY, L. H. Azeotropic Data III. Advances in Chemistry Series, v. 116, 1973.
4 A pressão onde um azeótropo aparece ou desaparece é chamada de “bifurcação”. A análise tem a
vantagem de ser independente do modelo usado para o equilíbrio líquido-vapor. 5 MARTIN, G. Q. Guide to predicting azeotropes. Hydrocarbon Process, v. 40, p. 241-246, 1975.

17
método foi aplicado com sucesso para misturas como metanol-metiletil cetona
(MEK), metanol-acetona, água-n-propanol e água-etanol.
É conhecido que a alteração da pressão de um sistema pode alterar o
equilíbrio líquido-vapor de uma mistura azeotrópica homogênea, alterando-se
assim sua composição6 (MUÑOZ et al., 2006; FRANK, 1997). Roscoe e Dittmar7
(1859 apud KNAPP, 1991,p. 5; LEE et al., 2011, p. 591) foram os primeiros a
verificar que a composição de um azeótropo varia com a pressão. Lewis (1928) foi
o primeiro a explorar esta propriedade para separar misturas azeotrópicas por
destilação. A mudança de pressão pode alterar as volatilidades dos componentes
favorecendo a separação (FRANK, 1997). A intensidade do efeito da pressão
depende da mistura a ser destilada (WASYLKIEWICZ; KOBYLKA; CASTILLO,
2003).
2.2. Pressure Swing Distillation
Pressure swing distillation ou PSD consiste em duas colunas de destilação
operando a diferentes pressões (KNAPP; DOHERTY, 1992). De acordo com
Repke, Florian e Klein (2005), este processo pode ser empregado para separação
de misturas azeotrópicas homogêneas e já é conhecido para separação de
misturas como THF-água, acetonitrila-água, metanol-metiletilcetona, e acetona-
metanol. A técnica de mudança de pressão pode envolver tanto uma como duas
colunas. O uso de uma única coluna é conhecido como Pressure Sensitive
Distillation, enquanto que processo envolvendo duas colunas é chamado de
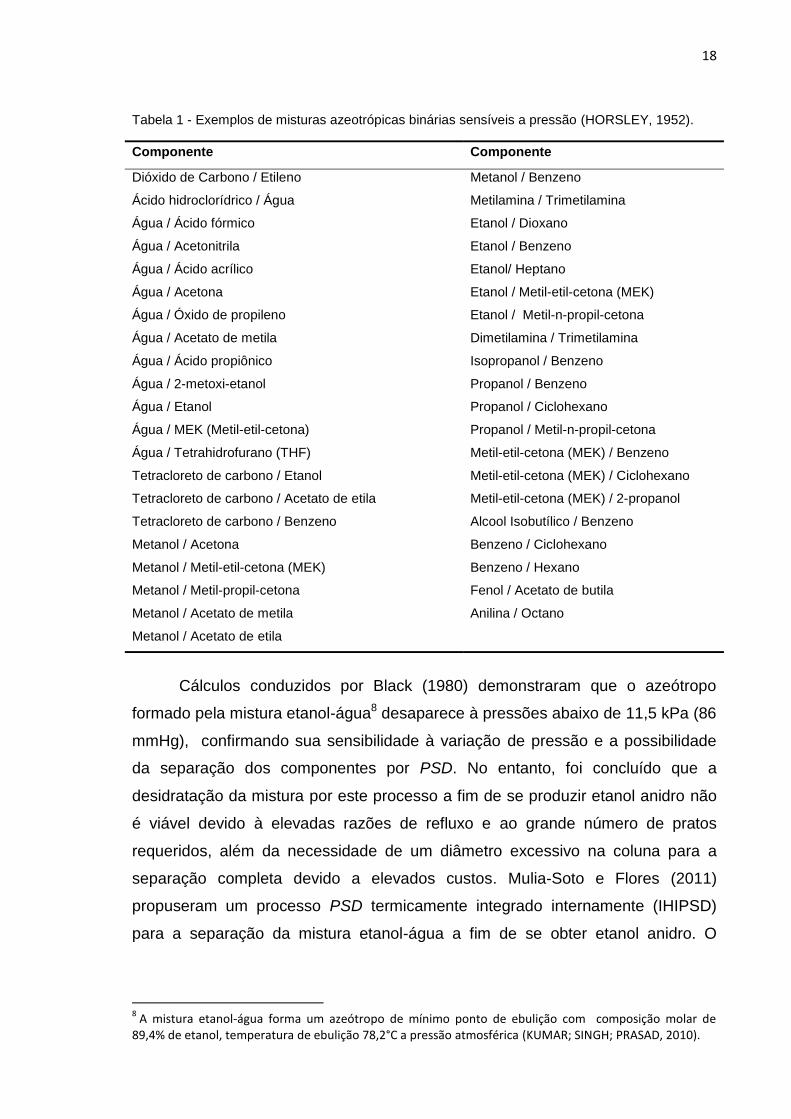
pressure swing distillation (FRANK, 1997). A Tabela 1 apresenta exemplos de
misturas binárias que formam azeótropos sensíveis à pressão e teoricamente
podem ser separados por PSD.
6 Para um número de misturas homogêneas binárias que formam um azeótropo sensíveis à pressão, o
azeótropo desaparece a uma pressão suficientemente baixa ou alta. 7 ROSCOE, H. E., DITTMAR, W. On the absorption of hydrochloric acid and ammonia in water. Journal of
Chemical Society, v. 12, p. 128-151, 1859.
18
Tabela 1 - Exemplos de misturas azeotrópicas binárias sensíveis a pressão (HORSLEY, 1952).
Componente Componente
Dióxido de Carbono / Etileno
Ácido hidroclorídrico / Água
Água / Ácido fórmico
Água / Acetonitrila
Água / Ácido acrílico
Água / Acetona
Água / Óxido de propileno
Água / Acetato de metila
Água / Ácido propiônico
Água / 2-metoxi-etanol
Água / Etanol
Água / MEK (Metil-etil-cetona)
Água / Tetrahidrofurano (THF)
Tetracloreto de carbono / Etanol
Tetracloreto de carbono / Acetato de etila
Tetracloreto de carbono / Benzeno
Metanol / Acetona
Metanol / Metil-etil-cetona (MEK)
Metanol / Metil-propil-cetona
Metanol / Acetato de metila
Metanol / Acetato de etila
Metanol / Benzeno
Metilamina / Trimetilamina
Etanol / Dioxano
Etanol / Benzeno
Etanol/ Heptano
Etanol / Metil-etil-cetona (MEK)
Etanol / Metil-n-propil-cetona
Dimetilamina / Trimetilamina
Isopropanol / Benzeno
Propanol / Benzeno
Propanol / Ciclohexano
Propanol / Metil-n-propil-cetona
Metil-etil-cetona (MEK) / Benzeno
Metil-etil-cetona (MEK) / Ciclohexano
Metil-etil-cetona (MEK) / 2-propanol
Alcool Isobutílico / Benzeno
Benzeno / Ciclohexano
Benzeno / Hexano
Fenol / Acetato de butila
Anilina / Octano
Cálculos conduzidos por Black (1980) demonstraram que o azeótropo
formado pela mistura etanol-água8 desaparece à pressões abaixo de 11,5 kPa (86
mmHg), confirmando sua sensibilidade à variação de pressão e a possibilidade
da separação dos componentes por PSD. No entanto, foi concluído que a
desidratação da mistura por este processo a fim de se produzir etanol anidro não
é viável devido à elevadas razões de refluxo e ao grande número de pratos
requeridos, além da necessidade de um diâmetro excessivo na coluna para a
separação completa devido a elevados custos. Mulia-Soto e Flores (2011)
propuseram um processo PSD termicamente integrado internamente (IHIPSD)
para a separação da mistura etanol-água a fim de se obter etanol anidro. O
8 A mistura etanol-água forma um azeótropo de mínimo ponto de ebulição com composição molar de
89,4% de etanol, temperatura de ebulição 78,2°C a pressão atmosférica (KUMAR; SINGH; PRASAD, 2010).
19
sistema é composto por uma única coluna dividida em duas seções: alta e baixa
pressão (cada seção equivalendo a uma coluna no esquema do PSD
convencional). Devido a integração térmica, há transferência de calor entre as
seções eliminando a necessidade de um refervedor na seção de baixa pressão e
de um condensador na seção a alta pressão, reduzindo assim o gasto energético.
Os resultados da simulação indicaram que a separação da mistura etanol-água é
praticável no esquema proposto, atingindo alta pureza de etanol.
Lee et al. (2011) avaliou a separação da mistura THF-água utilizando PSD
por meio de simulação computacional. Foi empregada uma coluna operando a
pressão de 1 bar (baixa pressão) e outra operando à 7 bar (alta pressão). Utilizou-
se o modelo de Wilson para estimar o coeficiente de atividade da fase líquida e a
equação de Peng Robinson para a estimativa do coeficiente de fugacide para a
fase vapor. Inicialmente foi fixado o número de pratos 9 em 25 e o prato de
alimentação para cada coluna. O objetivo foi avaliar o consumo energético do
processo (para se obter THF com 99,99% de pureza) em função da localização
do prato de alimentação e da taxa de recilclo de destilado para a primeira coluna.
Após a aplicação de um processo de otimização foi possível diminuir a quantidade
de calor em 4,02%. Hamad e Dunn (2002), aplicaram um processo de
optimização do sistema THF-água para se obter o menor gasto energético. Os
parâmentros de otimização analisados consideraram primeiramente uma
estratégia local de integração energética, para desenvolver potenciais condições
de operação do sistema PSD. E por fim, foi aplicada uma estratégia global
envolvendo toda a planta. Com essas estratégias a redução no gasto energético
chegou a 60%.
Muñoz et al. (2006) simulou o processo de separação dos componentes de
uma mistura composta por alcool isobutílico (52% molar) e acetato de isobutila
(42% molar) por pressure swing distillation para uma planta com capacidade de
12000 ton/ano. A simulação foi realizada através dos softwares comerciais Distil
para análise de sensibilidade a pressão, utilizando o modelo termodinâmico
UNIQUAC, e Hysys para a simulação do processo. Os resultados foram
comparados com dados obtidos na simulação do processo de destilação extrativa
usando n-butil-propionato como agente de separação. Foi concluído que para a
9 Incluindo o condensador e o refervedor.
20
capacidade desejada, o processo por PSD é mais atrativo que a destilação
extrativa.
Repke, Florian e Klein, (2005) simularam o processo de separação da
mistura acetonitrila-água utilizando PSD. Foi adotado o modelo de Wilson para a
estimativa do coeficiente de atividade da fase líquida e considerado a fase vapor
como ideal. Os dados da simulação foram validados em laboratório, por meio de
experimentos no estado estacionário e mostraram que o processo pode ser
operado de maneira estável mesmo quando um distúrbio na composição de
alimentação é aplicado.
Knapp e Doherty (1992) estudaram um novo modelo de PSD para
separação de misturas azeotrópicas insensíveis à variação de pressão. A técnica
utiliza a adição de um agente de separação na coluna de destilção. Foram
avaliadas a separação das mistura etanol-água utilizando acetona, e a mistura
acetona- metanol utilizando MEK. Alguns fenômenos foram observados nos
processos estudados, como por exemplo, dois designs para a coluna de alta
pressão no sistema etanol-água-acetona, cada um com diferentes números de
pratos. Para o sistema acetona-metanol-MEK, a volatilidade relativa entre a
acetona e metanol foi revertida fazendo o metanol o componente mais volátil.
Também foi observado que esta separação se tornou mais fácil com o aumento
da pressão.
2.2.1. Princípio de separação por PSD
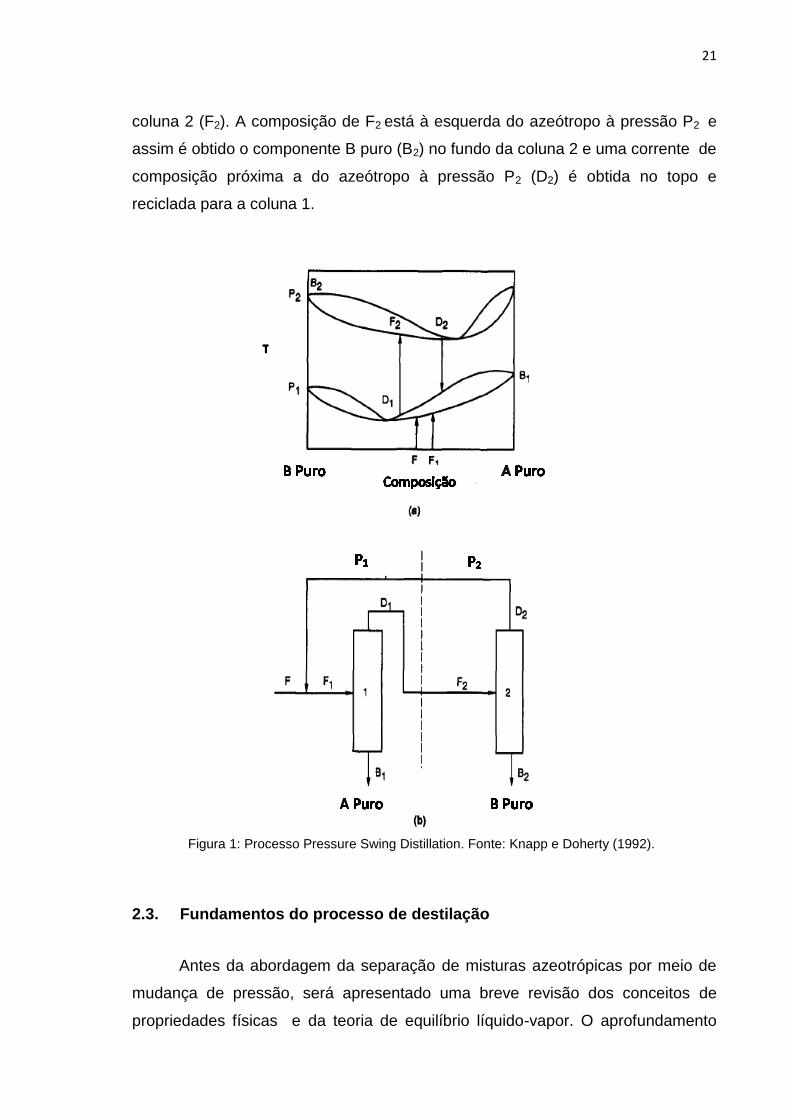
Um esquema do processo PSD é apresentado na Figura 1. Para uma
mistura binária que constitui um azeótropo homogêneo de mínimo ponto de
ebulição, a alimentação bruta (F) é misturada com a corrente de reciclo
proveniente da coluna 2 formando a corrente de alimentação (F1) para a coluna 1
à pressão P1. Como a composição de F1 esta á direita do azeótropo à pressão P1,
o componente A puro (B1) é obtido no fundo da coluna 1 e uma mistura próxima
da composição do azeótropo à pressão P1 é obtido no destilado (D1). A corrente
D1 passa então é bombeada à pressão P2, passando a ser a alimentação da
21
coluna 2 (F2). A composição de F2 está à esquerda do azeótropo à pressão P2 e
assim é obtido o componente B puro (B2) no fundo da coluna 2 e uma corrente de
composição próxima a do azeótropo à pressão P2 (D2) é obtida no topo e
reciclada para a coluna 1.
2.3. Fundamentos do processo de destilação
Antes da abordagem da separação de misturas azeotrópicas por meio de
mudança de pressão, será apresentado uma breve revisão dos conceitos de
propriedades físicas e da teoria de equilíbrio líquido-vapor. O aprofundamento
Figura 1: Processo Pressure Swing Distillation. Fonte: Knapp e Doherty (1992).
22
dos conceitos apresentados não faz parte do escopo deste trabalho, podendo ser
realizado na literatura clássica dos livros de engenharia. O pleno conhecimento
destes conceitos é essencial para análise, design e controle de colunas de
destilação.
2.3.1. Pressão de vapor
Luyben (2006) define pressão de vapor como a pressão exercida por um
componente puro em uma determinada temperatura quando ambas as fases
líquida e vapor estão presentes. É uma propriedade física de um composto
químico puro que depende somente da temperatura. Outra grandeza relacionada,
a pressão de saturação, é a pressão à qual uma substância pura entra em
ebulição a uma determinada temperatura (KORETSKY, 2007). A relação entre Pv
e T é geralmente ajustada a equação de Antoine:
Na Equação (2.1), A, B e C são constantes para cada componente puro.
Seus valores dependem das unidades utilizadas para pressão de vapor e
temperatura. Esta equação ajusta-se aos dados experimentais de pressões de
vapor para cada componente.
2.3.2. Volatilidade Relativa
Um conceito importante envolvido no processo de destilação é o de
volatilidade relativa, muito usado para representar dados de equilíbrio líquido-
vapor. Volatilidade relativa é a razão entre os valores da fração molar na fase
vapor dividida pela fração molar na fase líquida de dois componentes (Equação
3.2), ou seja, mensura o quão um componente é mais volátil que o outro. Por
exemplo, a volatilidade do composto 1 em relação ao composto 2 é dada por:
(2.1)
(2.2)
23
(2.3)
(2.4)
(2.5)
(2.7)
(2.8)
Quanto maior a volatilidade relativa , mais fácil será a separação. Em
sistemas binários, a volatilidade relativa entre o componente mais volátil e o
menos volátil pode ser usada para se obter uma relação entre composição na
fase líquida e na fase vapor:
2.3.3. O equilíbrio líquido-vapor (ELV)
2.3.3.1. Misturas binárias ideais
As misturas que apresentam comportamento ideal (gás e líquido ideais)
seguem a lei de Raoult, que determina que a pressão parcial de um componente
da mistura é igual ao produto entre pressão de vapor e a fração molar do
componente (Equação 2.4).
Para um sistema binário composto pela substâncias 1 e 2, onde ambos os
componentes são voláteis, então:
A pressão total do sistema, é dada por:
A Equação 2.8 relaciona a pressão total do sistema com a composição
molar do componente 1 na fase líquida. Observa-se uma função linear entre e
.
(2.6)
24
(2.9)
A pressão total também pode ser expressa em termos de a fração molar
da fase vapor:
Usando os valores de e , obtemos:
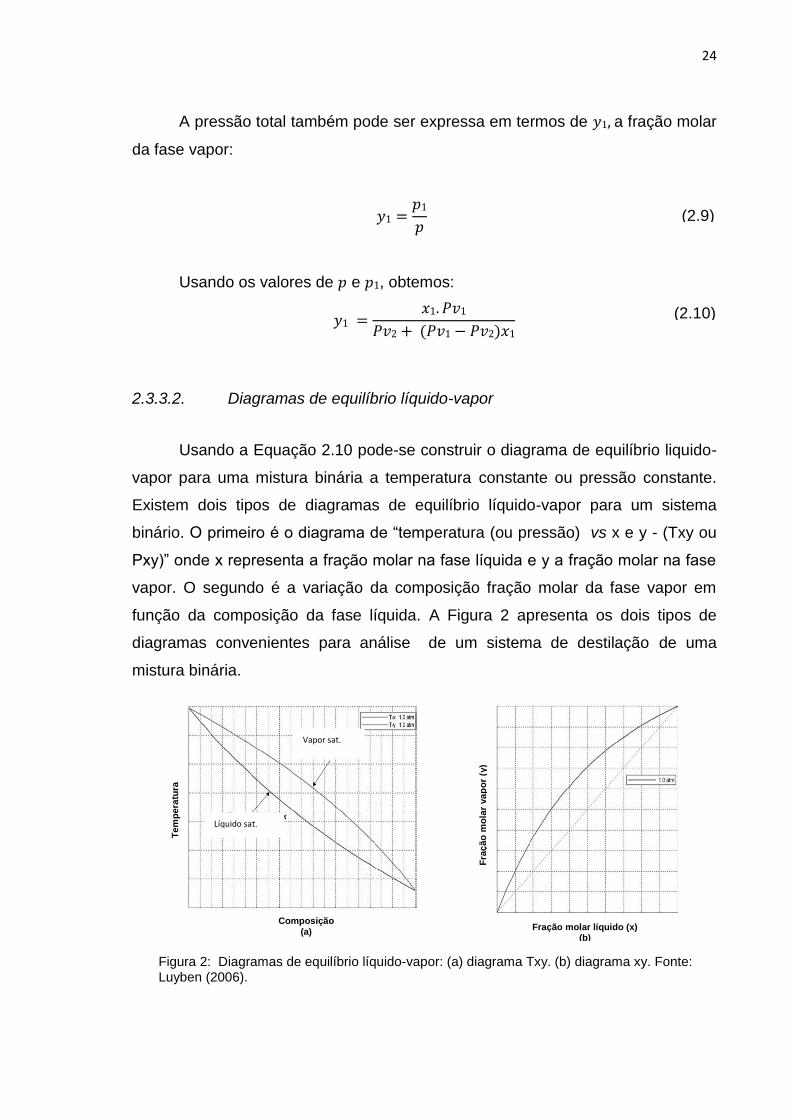
2.3.3.2. Diagramas de equilíbrio líquido-vapor
Usando a Equação 2.10 pode-se construir o diagrama de equilíbrio liquido-
vapor para uma mistura binária a temperatura constante ou pressão constante.
Existem dois tipos de diagramas de equilíbrio líquido-vapor para um sistema
binário. O primeiro é o diagrama de “temperatura (ou pressão) vs x e y - (Txy ou
Pxy)” onde x representa a fração molar na fase líquida e y a fração molar na fase
vapor. O segundo é a variação da composição fração molar da fase vapor em
função da composição da fase líquida. A Figura 2 apresenta os dois tipos de
diagramas convenientes para análise de um sistema de destilação de uma
mistura binária.
(2.10)
Figura 2: Diagramas de equilíbrio líquido-vapor: (a) diagrama Txy. (b) diagrama xy. Fonte: Luyben (2006).
Vapor sat.
Líquido sat.
Tem
pera
tura
Composição (a)
Fra
ção
mo
lar
va
po
r (y
)
Fração molar líquido (x) (b)
25
A idealidade ocorre somente quando os componentes são similares. Para
estas misturas, a diferença de volatilidade entre os componentes é suficiente para
que a adição de calor possibilite a separação por destilação convencional
(LIGERO, 1999).
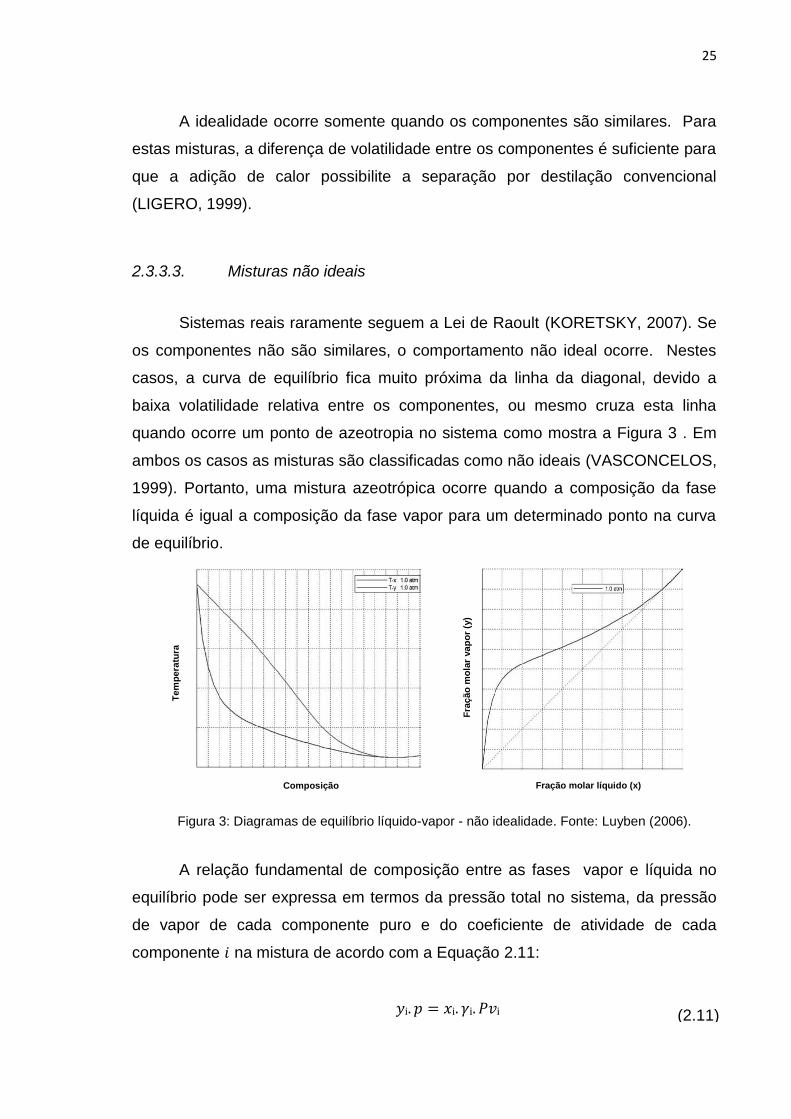
2.3.3.3. Misturas não ideais
Sistemas reais raramente seguem a Lei de Raoult (KORETSKY, 2007). Se
os componentes não são similares, o comportamento não ideal ocorre. Nestes
casos, a curva de equilíbrio fica muito próxima da linha da diagonal, devido a
baixa volatilidade relativa entre os componentes, ou mesmo cruza esta linha
quando ocorre um ponto de azeotropia no sistema como mostra a Figura 3 . Em
ambos os casos as misturas são classificadas como não ideais (VASCONCELOS,
1999). Portanto, uma mistura azeotrópica ocorre quando a composição da fase
líquida é igual a composição da fase vapor para um determinado ponto na curva
de equilíbrio.
A relação fundamental de composição entre as fases vapor e líquida no
equilíbrio pode ser expressa em termos da pressão total no sistema, da pressão
de vapor de cada componente puro e do coeficiente de atividade de cada
componente na mistura de acordo com a Equação 2.11:
Tem
pera
tura
Composição
Fra
ção
mo
lar
va
po
r (y
)
Fração molar líquido (x)
Figura 3: Diagramas de equilíbrio líquido-vapor - não idealidade. Fonte: Luyben (2006).
(2.11)
26
Em sistemas que apresentam comportamento ideal, o coeficiente de
atividade, , é igual a unidade e a Equação 2.11 simplifica-se para a lei de Raoult.
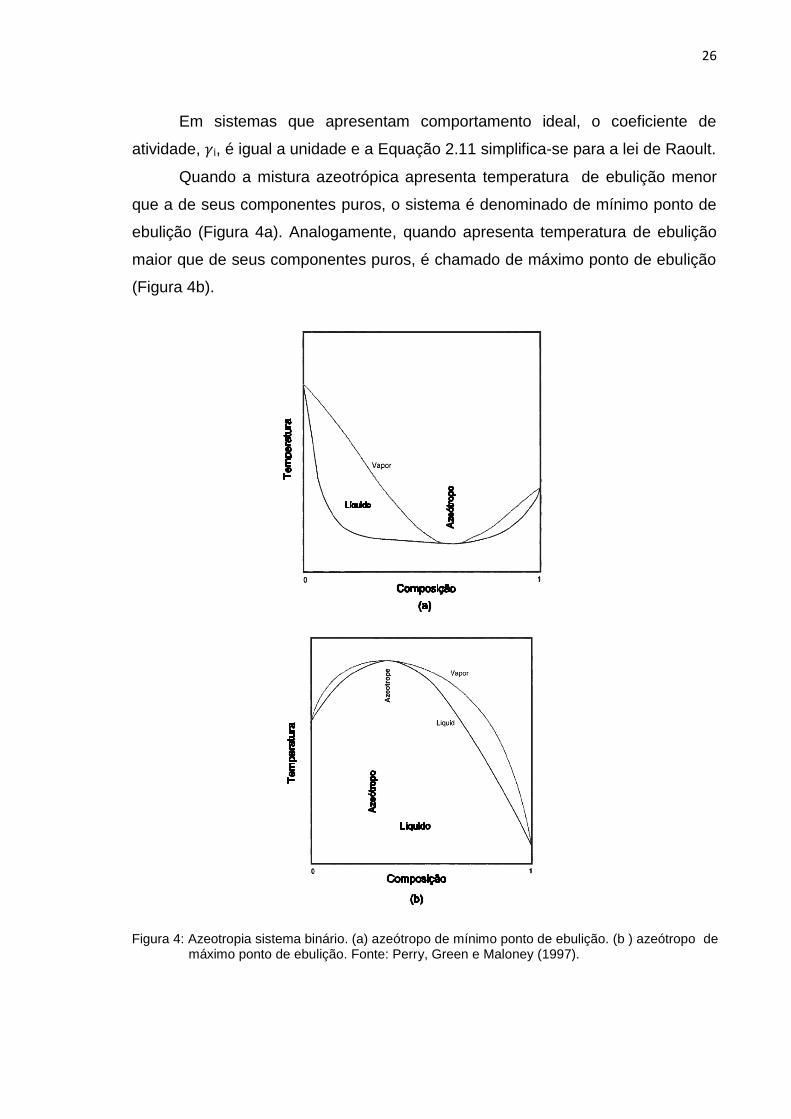
Quando a mistura azeotrópica apresenta temperatura de ebulição menor
que a de seus componentes puros, o sistema é denominado de mínimo ponto de
ebulição (Figura 4a). Analogamente, quando apresenta temperatura de ebulição
maior que de seus componentes puros, é chamado de máximo ponto de ebulição
(Figura 4b).
Figura 4: Azeotropia sistema binário. (a) azeótropo de mínimo ponto de ebulição. (b ) azeótropo de máximo ponto de ebulição. Fonte: Perry, Green e Maloney (1997).
27
Misturas de componentes cujos pontos de ebulição diferem mais que
aproximadamente 30oC geralmente não exibem azeotropismo, mesmo se um
grande desvio da lei de Raoult estiver presente (PERRY; GREEN; MALONEY,
1997).
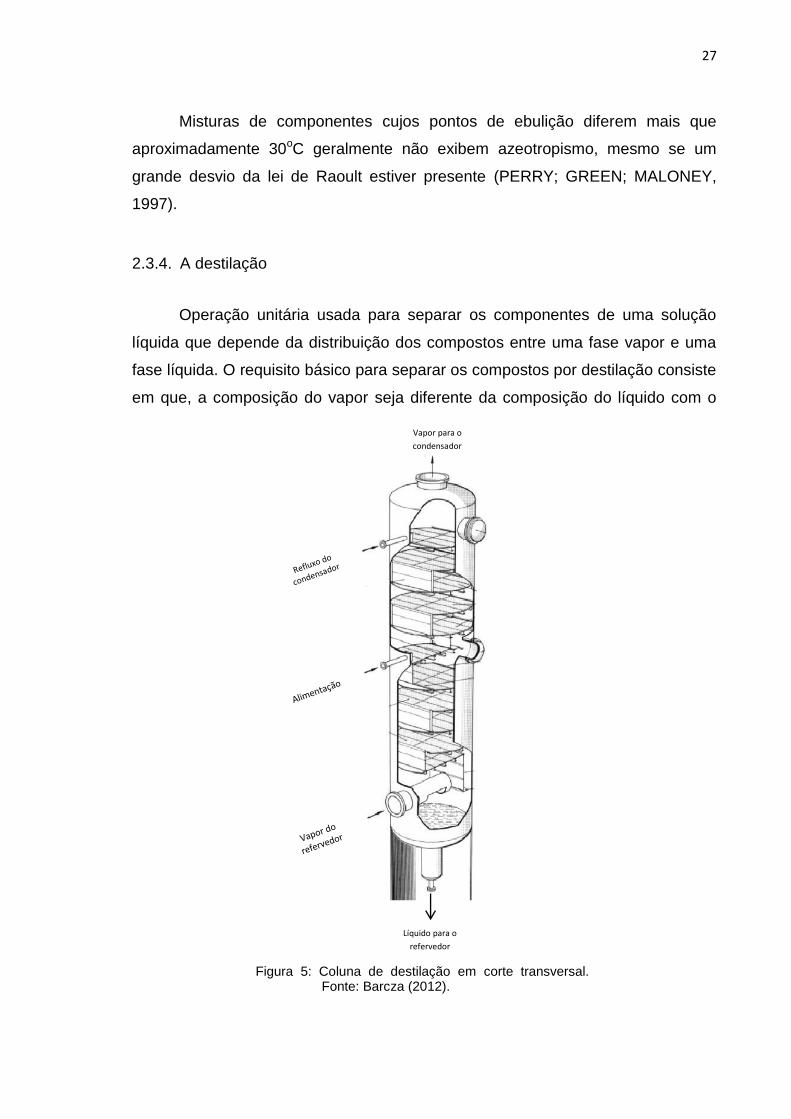
2.3.4. A destilação
Operação unitária usada para separar os componentes de uma solução
líquida que depende da distribuição dos compostos entre uma fase vapor e uma
fase líquida. O requisito básico para separar os compostos por destilação consiste
em que, a composição do vapor seja diferente da composição do líquido com o
Figura 5: Coluna de destilação em corte transversal. Fonte: Barcza (2012).
Vapor para o
condensador
Líquido para o
refervedor
28
qual está em equilíbrio, no pondo de ebulição deste último. O equipamento
utilizado na destilação consiste em uma torre ou coluna, cujo interior é dotado de
pratos ou bandejas (Figura 5). O líquido desce por gravidade da parte superior e
entra em contato com o vapor que sobe da parte inferior da coluna. Devido a
troca de calor, ocorre a vaporização do líquido descendente enquanto o líquido
ascendente se vaporiza. Este processo ocorre em cada prato até atingir o
equilíbrio. O vapor ascendente é gerado pelo refervedor localizado no fundo da
coluna. No topo, o vapor flui para um condensador e parte do condensado é
retirado como produto de topo e o restante refluxado para a coluna. A relação
entre as vazões de líquido que retorna para a coluna e de produto de topo é
denominada razão de refluxo, dada pela Equação 2.12.
2.3.5. Grau de liberdade.
Para processos de separação, a solução de design é possível se o número
de equações independentes for igual ao número de variáveis.
onde representa a quantidade de variáveis desconhecidas envolvidas no
processo em consideração, é o número de equações independentes que
relacionam as variáveis desconhecidas, e é o número de variáveis de design
usualmente denominado como grau de liberdade. É o número de variáveis que se
deve especificar para definição uma única operação (solução) do processo.
As variáveis que devem ser consideradas em processos de separação
são:
a. Frações molares das correntes
b. Temperatura
c. Pressão
d. Taxa de fluxo
(2.12)
(2.13)
29
e. Variáveis de repetição
As três primeiras são variáveis intensivas, enquanto que a quarta é uma
variável extensiva. A quinta não é intensiva nem extensiva, mas é um único grau
de liberdade que o projetista utiliza para especificar a frequência que que um
elemento particular é repetido na unidade (PERRY; GREEN; MALONEY, 1997).
2.4. Processo de otimização
2.4.1. A metodologia do planejamento fatorial
Um experimento é um procedimento no qual as alterações propositais são
feitas nas variáveis de entrada de um processo ou sistema, de modo que se
possa avaliar as possíveis alterações sofridas pelas variáveis respostas, como
também as razões de suas alterações. Segundo Vasconcelos (1999), a
otimização de processos de separação normalmente é feita variando-se uma
variável de cada vez, o que não é uma técnica adequada visto que não se
considera o efeito de interação entre as variáveis.
Experimentos fatoriais são experimentos que investigam os efeitos de
duas ou mais variáveis ou fatores na resposta de um processo. Estimar os efeitos
de vários fatores na resposta de um processo com um número mínimo de
experimentos é crucial para otimização. O planejamento fatorial em dois níveis
consiste em se selecionar dois níveis para cada variável independente e efetuar
as corridas para todas as combinações possíveis. Os níveis são denominados
como nível “alto” e nível “baixo” e os valores codificados são +1 e -1,
respectivamente. A partir do planejamento fatorial pode-se propor um modelo
linear ou um modelo quadrático para ajuste dos dados. Para o modelo linear,
basta-se fazer as combinações dos níveis alto e baixo de cada variável. Para k
variáveis independentes, são necessários 2k simulações.
Para processos onde existem muitos fatores, as corridas levam tempo para
serem executadas. Uma alternativa para reduzir ainda mais o número de corridas
é o planejamento fatorial fracional. Fazendo-se um planejamento fatorial meia-
30
(2.14)
(2.15)
fração, serão necessárias apenas metade das corridas que seriam feitas no
planejamento completo em dois níveis. No planejamento completo são calculados
os efeitos principais (primeira ordem) e de ordens superiores até a ordem que
corresponde ao número de variáveis.
A estratégia de análise supõe que a resposta possa ser representada por
uma função polinomial dos fatores controláveis . Entre os modelos
possíveis estão:
a. O modelo linear:
∑
b. O modelo quadrático:
∑
∑
∑
A validade do modelo é feita através da análise de variância (ANOVA).
31
3. METODOLOGIA
3.1. Introdução
Os métodos utilizados para obtenção dos resultados serão apresentados
em duas seções. A primeira seção mostra os procedimentos utilizados para a
etapa de conversão da simulação considerando o processo proposto seguindo as
especificações de pureza para cada coluna. Nesta etapa, as especificações das
correntes de alimentação e as variáveis de design das colunas foram propostas
por Lee et al. (2011), não atentando-se para condições ótimas de operação. Em
seguida, é apresentada seção que trata da otimização de forma a se obter o
menor consumo energético no processo.
3.2. Procedimento para a simulação
O primeiro passo para a simulação foi a análise do diagrama de equilíbrio
do sistema THF-água (Figura 6) para determinação das pressões a serem
utilizadas. Este diagrama foi obtido por Lee et al. (2011), e mostra o
Figura 6: Diagrama de equilíbrio líquido-vapor da mistura THF-água em diferentes pressões.
Fonte: Lee et al. (2011).
1 bar ------ 7 bar
32
comportamento do equilíbrio em duas pressões distintas, 1 bar (100 kPa) e 7 bar
(700 kPa), utilizando os modelos termodinâmicos de Wilson e Peng-Robinson
para as fases líquida e vapor respectivamente. O ponto E indicado no diagrama
representa a alimentação no estágio intermediário da primeira coluna. Como esta
coluna opera a pressão próxima da atmosférica, a distribuição da composição
segue a linha cheia, obtendo água pura como produto de fundo (ponto B) e uma
mistura próxima da composição azeotrópica no topo ( ponto A). Se o destilado for
pressurizado à pressão de 7 bar, o equilíbrio passa a seguir a linha tracejada. O
produto de topo da primeira coluna alimenta o estágio intermediário da segunda
coluna. Assim, uma mistura com composição próxima a azeotrópica a 7 bar é
obtida no topo da segunda coluna (ponto C), sendo reciclada para a primeira
coluna e THF puro é obtido como produto de fundo (ponto D).
A partir da análise do diagrama verifíca-se a sensibilidade do azeótropo à
variação de pressão e por consequência a possibilidade de separação por PSD.
Partiu-se então para a simulação propriamente dita utilizando o simulador
comercial Aspen Hysys versão 3.2. Ao iniciar a simulação no ambiente do Hysys
devem ser definidos os componentes utilizados, no caso deste trabalho uma
mistura composta por THF e água, utilizando os mesmos modelos
termodinâmicos propostos por Lee et al. (2011). Posteriormente, partiu-se para a
simulação, onde todas as correntes e equipamentos foram definidos para
construção do processo. As especificações da corrente de alimentação e os
parâmetros iniciais de design do processo são descritos nas Tabela 2 e 3
respectivamente, e também foram baseados no trabalho de Lee et al. (2011).
Tabela 2 - Especificações da alimentação da primeira coluna.
Variável Unidade Especificação
Temperatura ºC 25
Pressão kPa 101,3
Fluxo molar total kmol.h-1
100
Composição THF mol 50%
33
Tabela 3 - Especificações iniciais de design para as duas colunas.
Parâmetro Unidade C1 C2
Número de pratos teóricos 25 25
Eficiência em cada prato % 100 100
Razão de refluxo 0,4 0,4
Posição prato alimentação 13 14
Pressão condensador kPa 100 700
Fração THF (fundo) mol 0,0001 0,9999
Fração H2O (fundo) mol 0,9999 0,0001
3.4. Procedimento para otimização
3.4.1. O planejamento fatorial
Para o processo de otimização foi proposto primeiramente um
planejamento fatorial completo composto por 5 fatores em dois níveis, totalizando
32 corridas. O planejamento foi realizado com o software Minitab.
As Tabelas 4 e 5 mostram todas as variáveis avaliadas e os níveis
adotados, respectivamente.
Tabela 4 - Definição dos fatores avaliados.
Coluna Variável Representação
C1 Razão de refluxo RR1
Número de pratos NP1
C2 Razão de refluxo RR2
Número de pratos NP2
C1 Temperatura Alimentação TA1
Tabela 5 - Níveis das variáveis no planejamento fatorial.
Variável Níveis
-1 0 1
RR1 0,36 0,55 0,74
NP1 16 20 24
RR2 0,36 0,55 0,74
NP2 16 20 24
TA1 46,7 62,5 78,3
As faixas de estudo deste trabalho foram definidas baseadas nos valores
encontrados por Lee et al. (2011). A fim de estudo para avaliação da influência
dos fatores, a posição do prato de alimentação foi considerada sempre na metade
das colunas (NP / 2) devido a dificuldade da manipulação desta variável para o
planejamento fatorial. Por exemplo, haveria de se excluir algumas corridas onde
as combinações de nível baixo para número de pratos e nível alto para a posição
da alimentação. Essa adoção é baseada no trabalho de Hamad e Dunn (2002)
onde foi demonstrado que o prato de alimentação não tem influência significativa
no consumo energético total. A avaliação dos parâmetros significantes foi
realizada no próprio Minitab.
3.4.2. Algorítimo genético: Otimização
A partir dos coeficientes gerados no planejamento fatorial, foi realizada a
otimização utilizando algorítimo genético para a busca das melhores condições de
operação do processo. Os algoritmos genéticos diferem dos métodos tradicionais
de busca e otimização, principalmente em quatro aspectos:
1. Trabalham com uma codificação do conjunto de parâmetros e não com os
próprios parâmetros.
2. Trabalham com uma população e não com um único ponto.
3. Utilizam informações de custo ou recompensa e não derivadas ou outro
conhecimento auxiliar.
4. Utilizam regras de transição probabilísticas e não determinísticas.

35
O algorítimo foi realizado no software aberto Scilab composto por 200
gerações, e com uma população de 100 indivíduos.
36
4. RESULTADOS E DISCUSSÕES
4.1 Sensibilidade da composição azeotrópica à variação de pressão
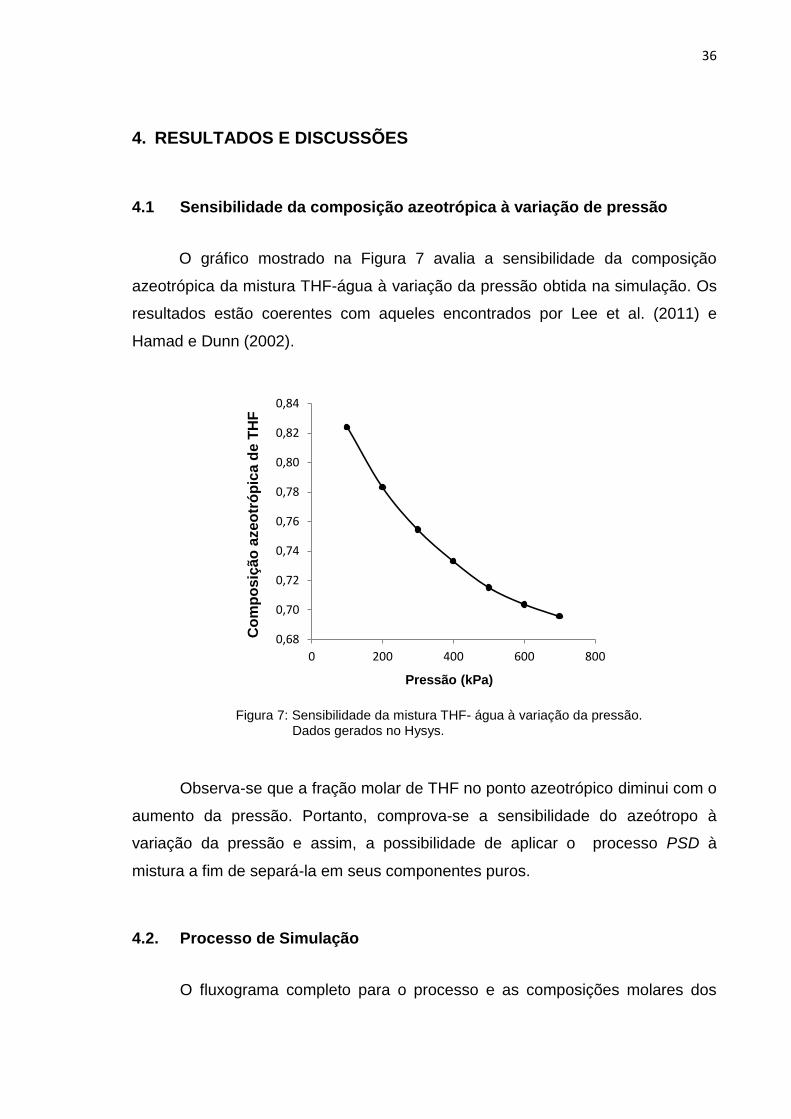
O gráfico mostrado na Figura 7 avalia a sensibilidade da composição
azeotrópica da mistura THF-água à variação da pressão obtida na simulação. Os
resultados estão coerentes com aqueles encontrados por Lee et al. (2011) e
Hamad e Dunn (2002).
Figura 7: Sensibilidade da mistura THF- água à variação da pressão. Dados gerados no Hysys.
Observa-se que a fração molar de THF no ponto azeotrópico diminui com o
aumento da pressão. Portanto, comprova-se a sensibilidade do azeótropo à
variação da pressão e assim, a possibilidade de aplicar o processo PSD à
mistura a fim de separá-la em seus componentes puros.
4.2. Processo de Simulação
O fluxograma completo para o processo e as composições molares dos
0,68
0,70
0,72
0,74
0,76
0,78
0,80
0,82
0,84
0 200 400 600 800
Co
mp
os
içã
o a
zeo
tró
pic
a d
e T
HF
Pressão (kPa)
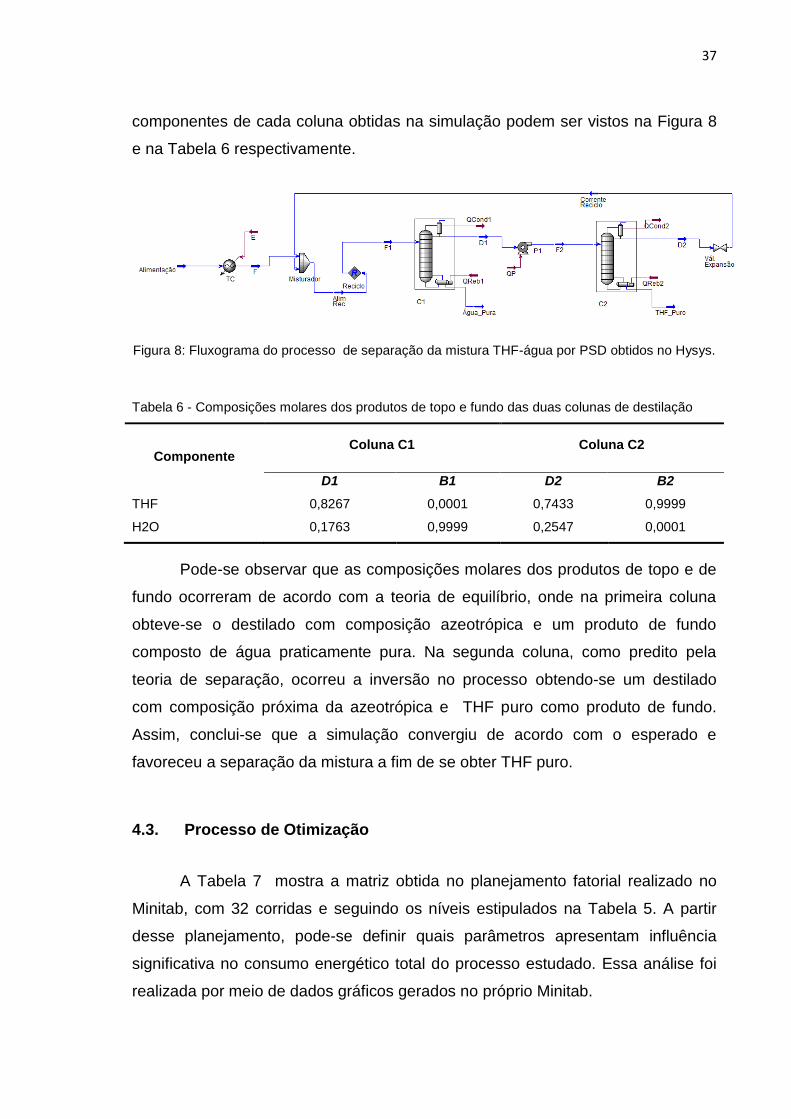
37
componentes de cada coluna obtidas na simulação podem ser vistos na Figura 8
e na Tabela 6 respectivamente.
Figura 8: Fluxograma do processo de separação da mistura THF-água por PSD obtidos no Hysys.
Tabela 6 - Composições molares dos produtos de topo e fundo das duas colunas de destilação
Componente Coluna C1 Coluna C2
D1 B1 D2 B2
THF 0,8267 0,0001 0,7433 0,9999
H2O 0,1763 0,9999 0,2547 0,0001
Pode-se observar que as composições molares dos produtos de topo e de
fundo ocorreram de acordo com a teoria de equilíbrio, onde na primeira coluna
obteve-se o destilado com composição azeotrópica e um produto de fundo
composto de água praticamente pura. Na segunda coluna, como predito pela
teoria de separação, ocorreu a inversão no processo obtendo-se um destilado
com composição próxima da azeotrópica e THF puro como produto de fundo.
Assim, conclui-se que a simulação convergiu de acordo com o esperado e
favoreceu a separação da mistura a fim de se obter THF puro.
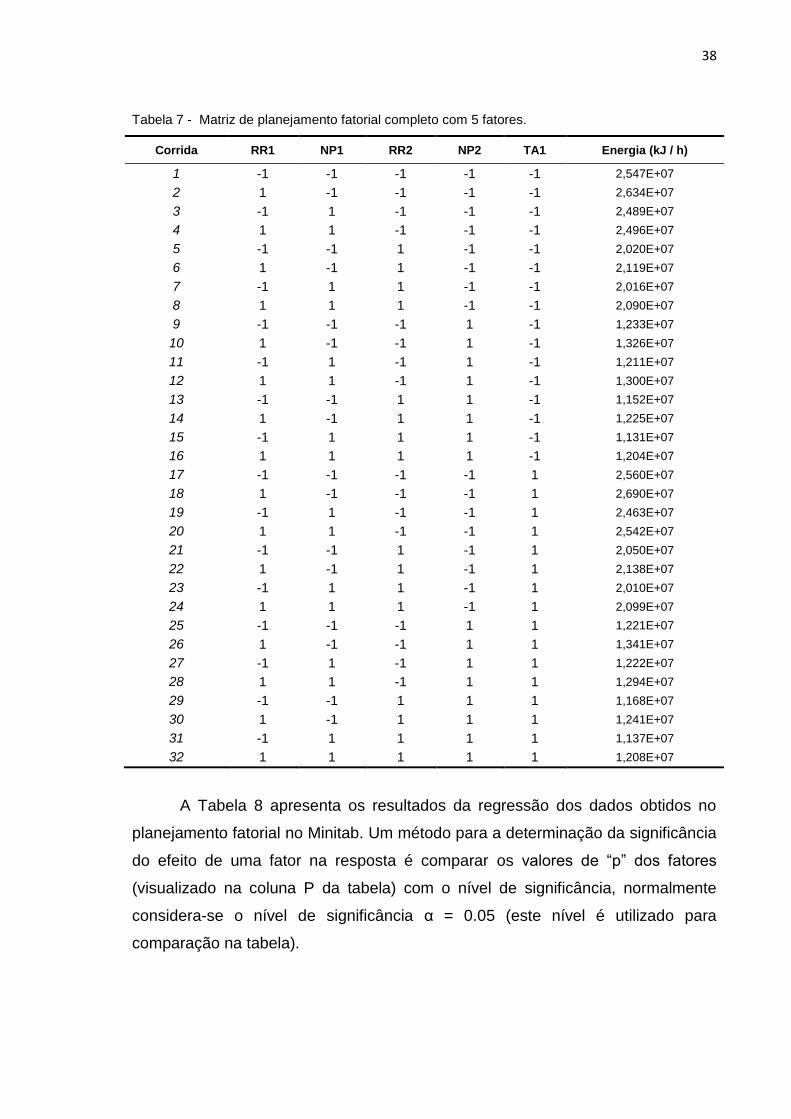
4.3. Processo de Otimização
A Tabela 7 mostra a matriz obtida no planejamento fatorial realizado no
Minitab, com 32 corridas e seguindo os níveis estipulados na Tabela 5. A partir
desse planejamento, pode-se definir quais parâmetros apresentam influência
significativa no consumo energético total do processo estudado. Essa análise foi
realizada por meio de dados gráficos gerados no próprio Minitab.
38
Tabela 7 - Matriz de planejamento fatorial completo com 5 fatores.
Corrida RR1 NP1 RR2 NP2 TA1 Energia (kJ / h)
1 -1 -1 -1 -1 -1 2,547E+07
2 1 -1 -1 -1 -1 2,634E+07
3 -1 1 -1 -1 -1 2,489E+07
4 1 1 -1 -1 -1 2,496E+07
5 -1 -1 1 -1 -1 2,020E+07
6 1 -1 1 -1 -1 2,119E+07
7 -1 1 1 -1 -1 2,016E+07
8 1 1 1 -1 -1 2,090E+07
9 -1 -1 -1 1 -1 1,233E+07
10 1 -1 -1 1 -1 1,326E+07
11 -1 1 -1 1 -1 1,211E+07
12 1 1 -1 1 -1 1,300E+07
13 -1 -1 1 1 -1 1,152E+07
14 1 -1 1 1 -1 1,225E+07
15 -1 1 1 1 -1 1,131E+07
16 1 1 1 1 -1 1,204E+07
17 -1 -1 -1 -1 1 2,560E+07
18 1 -1 -1 -1 1 2,690E+07
19 -1 1 -1 -1 1 2,463E+07
20 1 1 -1 -1 1 2,542E+07
21 -1 -1 1 -1 1 2,050E+07
22 1 -1 1 -1 1 2,138E+07
23 -1 1 1 -1 1 2,010E+07
24 1 1 1 -1 1 2,099E+07
25 -1 -1 -1 1 1 1,221E+07
26 1 -1 -1 1 1 1,341E+07
27 -1 1 -1 1 1 1,222E+07
28 1 1 -1 1 1 1,294E+07
29 -1 -1 1 1 1 1,168E+07
30 1 -1 1 1 1 1,241E+07
31 -1 1 1 1 1 1,137E+07
32 1 1 1 1 1 1,208E+07
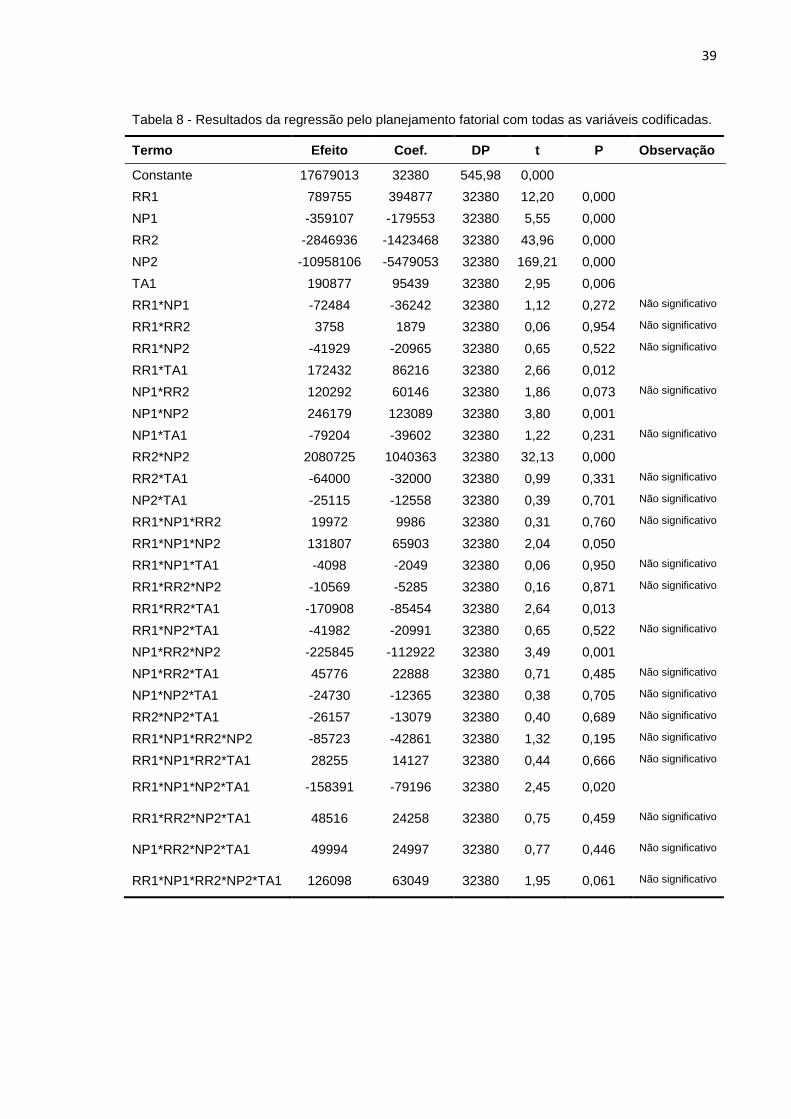
A Tabela 8 apresenta os resultados da regressão dos dados obtidos no
planejamento fatorial no Minitab. Um método para a determinação da significância
do efeito de uma fator na resposta é comparar os valores de “p” dos fatores
(visualizado na coluna P da tabela) com o nível de significância, normalmente
considera-se o nível de significância α = 0.05 (este nível é utilizado para
comparação na tabela).
39
Tabela 8 - Resultados da regressão pelo planejamento fatorial com todas as variáveis codificadas.
Termo Efeito Coef. DP t P Observação
Constante 17679013 32380 545,98 0,000
RR1 789755 394877 32380 12,20 0,000
NP1 -359107 -179553 32380 5,55 0,000
RR2 -2846936 -1423468 32380 43,96 0,000
NP2 -10958106 -5479053 32380 169,21 0,000
TA1 190877 95439 32380 2,95 0,006
RR1*NP1 -72484 -36242 32380 1,12 0,272 Não significativo
RR1*RR2 3758 1879 32380 0,06 0,954 Não significativo
RR1*NP2 -41929 -20965 32380 0,65 0,522 Não significativo
RR1*TA1 172432 86216 32380 2,66 0,012
NP1*RR2 120292 60146 32380 1,86 0,073 Não significativo
NP1*NP2 246179 123089 32380 3,80 0,001
NP1*TA1 -79204 -39602 32380 1,22 0,231 Não significativo
RR2*NP2 2080725 1040363 32380 32,13 0,000
RR2*TA1 -64000 -32000 32380 0,99 0,331 Não significativo
NP2*TA1 -25115 -12558 32380 0,39 0,701 Não significativo
RR1*NP1*RR2 19972 9986 32380 0,31 0,760 Não significativo
RR1*NP1*NP2 131807 65903 32380 2,04 0,050
RR1*NP1*TA1 -4098 -2049 32380 0,06 0,950 Não significativo
RR1*RR2*NP2 -10569 -5285 32380 0,16 0,871 Não significativo
RR1*RR2*TA1 -170908 -85454 32380 2,64 0,013
RR1*NP2*TA1 -41982 -20991 32380 0,65 0,522 Não significativo
NP1*RR2*NP2 -225845 -112922 32380 3,49 0,001
NP1*RR2*TA1 45776 22888 32380 0,71 0,485 Não significativo
NP1*NP2*TA1 -24730 -12365 32380 0,38 0,705 Não significativo
RR2*NP2*TA1 -26157 -13079 32380 0,40 0,689 Não significativo
RR1*NP1*RR2*NP2 -85723 -42861 32380 1,32 0,195 Não significativo
RR1*NP1*RR2*TA1 28255 14127 32380 0,44 0,666 Não significativo
RR1*NP1*NP2*TA1 -158391 -79196 32380 2,45 0,020
RR1*RR2*NP2*TA1 48516 24258 32380 0,75 0,459 Não significativo
NP1*RR2*NP2*TA1 49994 24997 32380 0,77 0,446 Não significativo
RR1*NP1*RR2*NP2*TA1 126098 63049 32380 1,95 0,061 Não significativo
40
Assim, observa-se na Tabela 8, que alguns fatores não apresentam efeitos
significativos pois os valores de “P” são maiores que o nível de referência
(P<0,05) e, portanto, devem ser desprezados. A Tabela 9 apresenta a análise da
variância ANOVA para o planejamento fatorial com todas as variáveis codificadas.
Tabela 9 - ANOVA para o planejamento fatorial com todas as variáveis codificadas.
Fonte GL Soma Quad. Média Quad. F P
Efeitos Principais 5 2,06359.10
15 4,12718
.10
14 6150,57 0,000
Inter. 2ªordem 10 7,12360 .10
13 7,12360
.10
12 106,16 0,000
Inter. 3ªordem 10 1,65232.10
12 1,65232
.10
11 2,46 0,027
Inter. 4ªordem 5 6,09404.10
11 1,21881
.10
11 1,82 0,139
Inter. 5ªordem 1 2,54410.10
11 2,54410
.10
11 3,79 0,061
Erro residual 31 2,08017.10
11 6,71023
.10
10
Total 63 2,13942.10
15
R²=0,9990; R²ajust.=0,9980; S=259041.
Os coeficientes gerados para o modelo obtiveram um ajuste de 99,80%,
sendo as interações de até a terceira ordem significantes para o modelo.
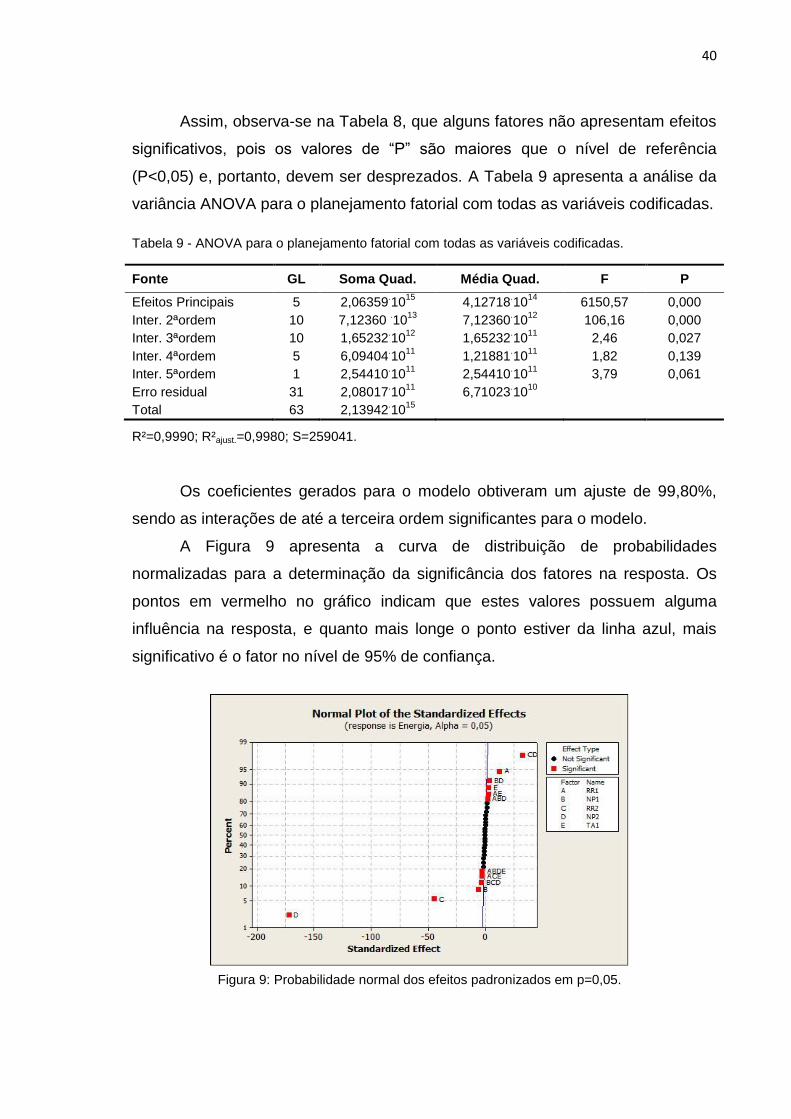
A Figura 9 apresenta a curva de distribuição de probabilidades
normalizadas para a determinação da significância dos fatores na resposta. Os
pontos em vermelho no gráfico indicam que estes valores possuem alguma
influência na resposta, e quanto mais longe o ponto estiver da linha azul, mais
significativo é o fator no nível de 95% de confiança.
Figura 9: Probabilidade normal dos efeitos padronizados em p=0,05.
41
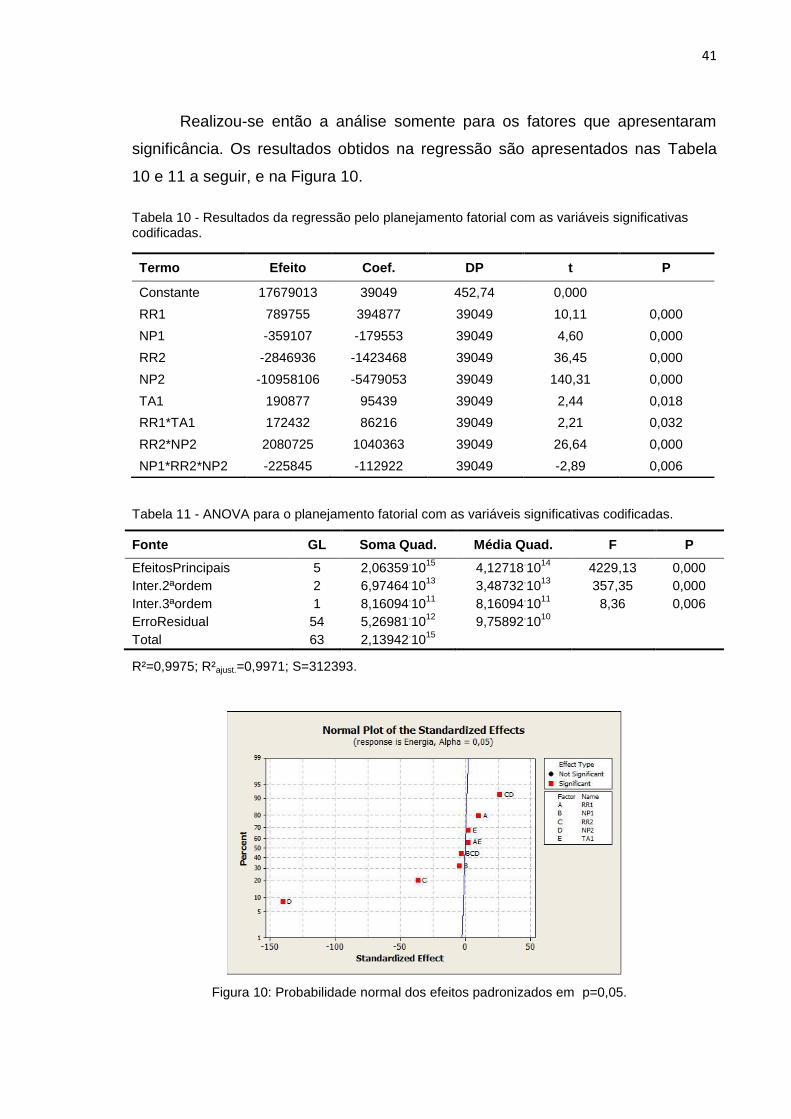
Realizou-se então a análise somente para os fatores que apresentaram
significância. Os resultados obtidos na regressão são apresentados nas Tabela
10 e 11 a seguir, e na Figura 10.
Tabela 10 - Resultados da regressão pelo planejamento fatorial com as variáveis significativas codificadas.
Termo Efeito Coef. DP t P
Constante 17679013 39049 452,74 0,000
RR1 789755 394877 39049 10,11 0,000
NP1 -359107 -179553 39049 4,60 0,000
RR2 -2846936 -1423468 39049 36,45 0,000
NP2 -10958106 -5479053 39049 140,31 0,000
TA1 190877 95439 39049 2,44 0,018
RR1*TA1 172432 86216 39049 2,21 0,032
RR2*NP2 2080725 1040363 39049 26,64 0,000
NP1*RR2*NP2 -225845 -112922 39049 -2,89 0,006
Tabela 11 - ANOVA para o planejamento fatorial com as variáveis significativas codificadas.
Fonte GL Soma Quad. Média Quad. F P
EfeitosPrincipais 5 2,06359.10
15 4,12718
.10
14 4229,13 0,000
Inter.2ªordem 2 6,97464.10
13 3,48732
.10
13 357,35 0,000
Inter.3ªordem 1 8,16094.10
11 8,16094
.10
11 8,36 0,006
ErroResidual 54 5,26981.10
12 9,75892
.10
10
Total 63 2,13942.10
15
R²=0,9975; R²ajust.=0,9971; S=312393.
Figura 10: Probabilidade normal dos efeitos padronizados em p=0,05.
42
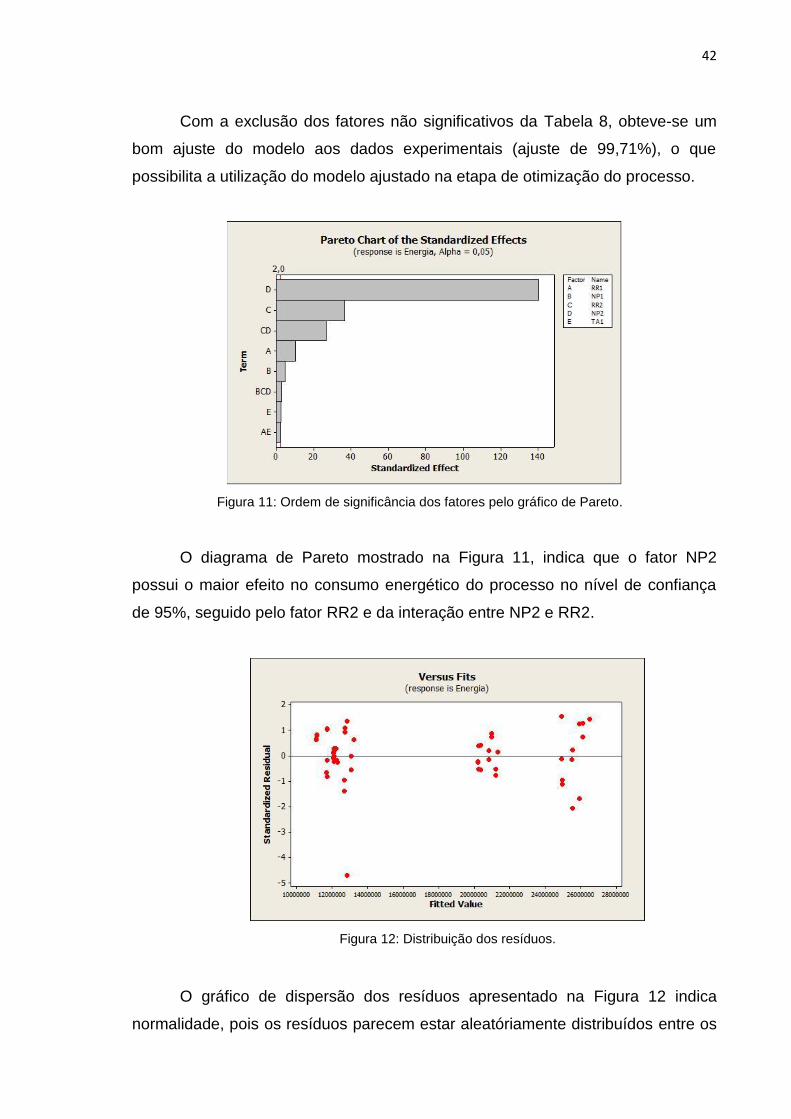
Com a exclusão dos fatores não significativos da Tabela 8, obteve-se um
bom ajuste do modelo aos dados experimentais (ajuste de 99,71%), o que
possibilita a utilização do modelo ajustado na etapa de otimização do processo.
Figura 11: Ordem de significância dos fatores pelo gráfico de Pareto.
O diagrama de Pareto mostrado na Figura 11, indica que o fator NP2
possui o maior efeito no consumo energético do processo no nível de confiança
de 95%, seguido pelo fator RR2 e da interação entre NP2 e RR2.
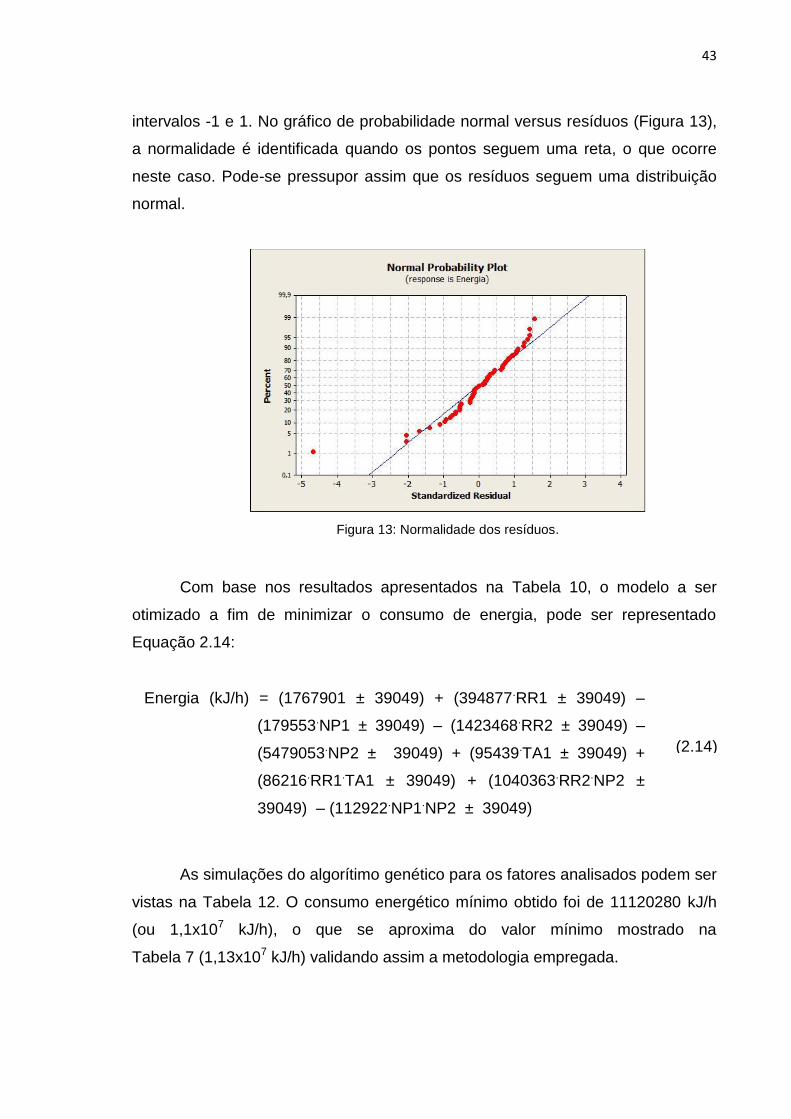
Figura 12: Distribuição dos resíduos.
O gráfico de dispersão dos resíduos apresentado na Figura 12 indica
normalidade, pois os resíduos parecem estar aleatóriamente distribuídos entre os
43
(2.14)
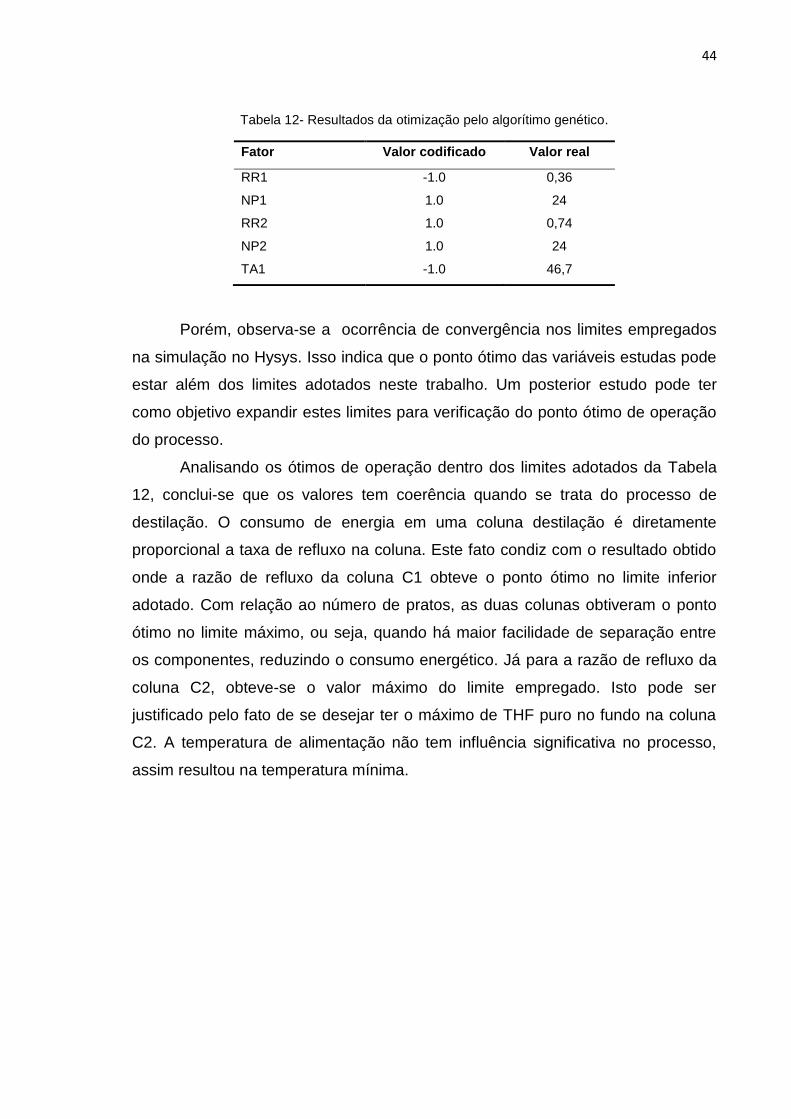
intervalos -1 e 1. No gráfico de probabilidade normal versus resíduos (Figura 13),
a normalidade é identificada quando os pontos seguem uma reta, o que ocorre
neste caso. Pode-se pressupor assim que os resíduos seguem uma distribuição
normal.
Figura 13: Normalidade dos resíduos.
Com base nos resultados apresentados na Tabela 10, o modelo a ser
otimizado a fim de minimizar o consumo de energia, pode ser representado
Equação 2.14:
As simulações do algorítimo genético para os fatores analisados podem ser
vistas na Tabela 12. O consumo energético mínimo obtido foi de 11120280 kJ/h
(ou 1,1x107 kJ/h), o que se aproxima do valor mínimo mostrado na
Tabela 7 (1,13x107 kJ/h) validando assim a metodologia empregada.
Energia (kJ/h) = (1767901 ± 39049) + (394877.RR1 ± 39049) –
(179553.NP1 ± 39049) – (1423468.RR2 ± 39049) –
(5479053.NP2 ± 39049) + (95439.TA1 ± 39049) +
(86216.RR1.TA1 ± 39049) + (1040363.RR2.NP2 ±
39049) – (112922.NP1.NP2 ± 39049)
44
Tabela 12- Resultados da otimização pelo algorítimo genético.
Fator Valor codificado Valor real
RR1 -1.0 0,36
NP1 1.0 24
RR2 1.0 0,74
NP2 1.0 24
TA1 -1.0 46,7
Porém, observa-se a ocorrência de convergência nos limites empregados
na simulação no Hysys. Isso indica que o ponto ótimo das variáveis estudas pode
estar além dos limites adotados neste trabalho. Um posterior estudo pode ter
como objetivo expandir estes limites para verificação do ponto ótimo de operação
do processo.
Analisando os ótimos de operação dentro dos limites adotados da Tabela
12, conclui-se que os valores tem coerência quando se trata do processo de
destilação. O consumo de energia em uma coluna destilação é diretamente
proporcional a taxa de refluxo na coluna. Este fato condiz com o resultado obtido
onde a razão de refluxo da coluna C1 obteve o ponto ótimo no limite inferior
adotado. Com relação ao número de pratos, as duas colunas obtiveram o ponto
ótimo no limite máximo, ou seja, quando há maior facilidade de separação entre
os componentes, reduzindo o consumo energético. Já para a razão de refluxo da
coluna C2, obteve-se o valor máximo do limite empregado. Isto pode ser
justificado pelo fato de se desejar ter o máximo de THF puro no fundo na coluna
C2. A temperatura de alimentação não tem influência significativa no processo,
assim resultou na temperatura mínima.
45
5. CONCLUSÕES
O presente trabalho possibilitou a obtenção das seguintes conclusões:
os resultados obtidos na simulação são condizentes aos reportados
em literatura, obtendo-se THF praticamente puro. Isso indica a possibilidade da
utilização do processo de separação por pressure swing distillation na separação
da mistura THF-água, como uma alternativa aos processos convencionais como a
destilação azeotrópica e a destilação extrativa por não fazer o uso de solventes
como agentes de separação;
os resultados obtidos a partir do planejamento fatorial mostraram
uma forte influência da razão de reciclo e do número de pratos na segunda coluna
sobre o consumo energético total;
o modelo proposto se ajustou bem aos dados simulados (coeficiente
de ajuste maior que 99%), o que possibilitou a otimização dos parâmetros a fim
de minimizar o consumo energético;
os resultados da otimização, utilizando algorítimo genético,
convergiram para um mínimo consumo de energia exatamente nos limites
adotados na simulação, indicando que o ponto ótimo deve estar além destes
limites.
Como trabalho futuro, na otimização deste processo, pode-se realizar
estudos além dos limites empregados neste trabalho a fim se obter a configuração
que forneça o mínimo consumo de energia.
46
REFERÊNCIAS
BARCZA, M. V. Introdução aos processos químicos industriais III. Apostila da disciplina
Processos Químicos Industriais III. p. 13, 2012.
BLACK, C. Distillation modeling of ethanol recovery and dehydration processes for
ethanol and gasohol. Chemical Engineering Progress. v. 76, n. 9, p. 78-85, 1980.
FRANK, T. C. Break azeotropes with pressure sensitive distillation. Chemical
Engineering Progress. v. 93, n. 4, p. 52-63, 1997.
GÓMEZ, P. A.; GIL, I. D. Simulation of the tetrahydrofuran dehydration process by
extractive distillation. Latin American Applied Research. v. 39, p. 275-284, 2009.
HAMAD, A.; DUNN, R. F. Energy Optimization of Pressure Swing Distillation Systems.
Industrial and Engineering Chemistry Research. v. 41, n. 24, p. 6082-6093, 2002.
HORSLEY, L. H. Azeotropic Data p. 1-250, 1952.
HORSLEY, L. H.; NUTTING, H. S. Graphical method for predicting effect of pressure on
azeotropic systems. Advances in Chemistry Series. n. 116, p. 626-628, 1972.
KNAPP, J. P. Exploiting pressure effects in the distillation of homogeneous
azeotropic mixtures. 1991. 285 f. Tese (Doutorado em Filosofia), University of
Massachusetts, Ann Arbor, 1991.
KNAPP, J. P.; DOHERTY, M. F. A new pressure-swing-distillation process for separating
homogeneous azeotropic mixtures. Industrial and Engineering Chemistry Research. v.
31, n. 1, p. 346-357, 1992.
KORETSKY, M. D. Termodinâmica para engenharia química. Rio de Janeiro: LTC -
Livros Técnicos e Científicos Editora, 2007. 502 p.
KUMAR, S.; SINGH, N.; PRASAD, R. Anhydrous ethanol: A renewable source of energy.
Renewable and Sustainable Energy Reviews. v. 14, n. 7, p. 1830-1844, 2010.
LEE, J. et al. Separation of tetrahydrofuran and water using pressure swing distillation:
Modeling and optimization. Korean Journal of Chemical Engineering. v. 28, n. 2, p.
591-596 , 2011.
LEWIS, W. K. Dehydration alcohol and the like. 1,676,700, 10 Julho 1928.
47
LIGERO, E. L. Estudos de processos de produção de etanol anidro através da
destilação extrativa salina com recuperação do agente de separação. 1999. 178f.
Tese (Doutorado em Engenharia Química), Universidade Estadual de Campinas,
Campinas, 1999.
LUYBEN, L. Distillation Design and Control Using Aspen Simulation. New Jersey:
John Wiley & Sons, Inc., 2006. 290 p.
MEIRELLES , A. J. et al. Simulação e análise de um sistema industrial de colunas de.
Acta Sci. Technol. v. 29, n. 1, p. 23-28, 2007.
MEIRELLES , A. J. et al. Simulação e análise de um sistema industrial de colunas de
destilação de etanol. Acta Sci. Technol. v. 29, n. 1, p. 23-28, 2007.
MULIA-SOTO, J. F.; FLORES, A. Modeling, simulation and control of an internally heat
integrated pressure-swing distillation process for bioethanol separation. Computers and
Chemical Engineering. v. 35, n. 8, p. 1532-1546, 2011.
MUÑOZ, R. et al. Separation of isobutyl alcohol and isobutyl acetate by extractive
distillation and pressure-swing distillation: Simulation and optimization. Separation and
Purification Technology. v. 50, n. 2, p. 175-183, 2006.
PERRY, R. H.; GREEN, D. W.; MALONEY, J. O. Perry´s Chemical Engineer´s Handbook.
7. ed. [S.l.]: McGraw-Hill, 1997. Cap. 13.
PERRY, R. H.; GREEN, D. W.; MALONEY, J. O. Perry´s Chemical Engineer´s Handbook
- 7th ed. 1997.
REPKE, J.-U.; FLORIAN, F.; KLEIN, A. Separation of homogeneous azeotropic mixtures
by pressure swing distillation: Analysis of the operation performance. Chemical
Engineering & Technology. v. 28, n. 10, p. 1151–1157, 2005.
VASCONCELOS, C. Simulação, otimização e controle de processos para a
separação de misturas não ideais. 1999. 184 f. Dissertação (Mestrado em Engenharia
Química), Universidade de Campinas, Campinas, 1999.
WASYLKIEWICZ, S. K.; KOBYLKA, L. C.; CASTILLO, F. J. L. Pressure sensitivity
analysis of azeotropes. Industrial and Engineering Chemistry Research. v. 42, n. 1, p.
207-213, 2003.

48
WASYLKIEWICZ, S. K.; SILVERBERG, P. M.; KOBYLKA, L. C. Designing azeotropic
distillation columns. Chemical Engineering. v. 106, n. 8, p. 80-85, 1999.
ZAMORA, P.; MORAIS, J. L.; NAGATA, N. Por que otimização multivariada? Engenharia
Sanitária e Ambiental. v. 10, n. 2, p. 106-110, 2004.