rolamentos e mancais
TRANSCRIPT
1
Unidade executora: CFP/José Aparecido de Oliveira
SENAI/Conceição do Mato Dentro
MANCAIS E ROLAMENTOS

2
Presidente da FIEMG Olavo Machado Júnior Gestor do SENAI Petrônio Machado Zica Diretor Regional do SENAI MG e Superintendente de Conhecimento e Tecnologia Lúcio José de Figueiredo Sampaio Gerente de Educação Profissional Edmar Fernando de Alcântara Elaboração SENAI – “José Aparecido de Oliveira” Daniel Garcia – Instrutor de Formação Profissional Metal Mecânica
3
Sumário
1. ROLAMENTOS .................................................................................................................. 5
1.1 Introdução ........................................................................................................................... 5
1.2 Visão geral sobre o rolamento ............................................................................................... 6
1.3 Tipos de cargas .................................................................................................................... 7
1.3.1 Rolamentos Radiais .......................................................................................................... 7
1.3.2 Rolamentos Axiais ............................................................................................................ 8
1.3.3 Rolamentos Combinados / Mistos ou Auto Compensadores ................................................. 8
1.4 Elementos Rolantes .............................................................................................................. 9
1.4.1 Rolos Cilíndricos ............................................................................................................. 9
1.4.2 Rolos Tipo Agulha............................................................................................................ 9
1.4.3 Rolos Cônicos ................................................................................................................ 10
1.4.4 Esférico ......................................................................................................................... 10
1.5 Vedações ........................................................................................................................... 12
1.6 Tipos de Rolamentos ........................................................................................................... 13
1.6.1 Visão Geral dos tipos de rolamentos ................................................................................ 13
1.6.2 Radial ........................................................................................................................... 15
1.6.3 Axial ............................................................................................................................. 16
1.6.4 Rolamentos para uso específico ...................................................................................... 16
1.7 Aplicações dos Rolamentos ................................................................................................. 17
1.7.1 Rolamentos de carreira simples composto por elementos rolantes esféricos ........................ 17
1.7.2 Rolamentos de esferas com contato angular (oblíquo) ....................................................... 17
1.7.3 Rolamentos composto por elementos rolantes cônicos. ...................................................... 17
1.7.4 Rolamentos com carreira dupla e elementos rolantes do tipo esférico. Tipo radial e de contato angular. ..................................................................................................................................... 18
1.7.5 Rolamentos axiais composto por elementos rolantes esféricos, cônicos ou cilíndricos.......... 18
1.7.6 Rolamentos composto por elementos rolantes cilíndricos. ................................................. 19
1.7.7 Rolamentos auto compensadores composto por elementos rolantes cilíndricos. ................... 19
1.7.8 Rolamentos auto compensadores composto por elementos rolantes cônicos. ....................... 20
1.7.9 Rolamentos auto compensadores de esferas. .................................................................... 20
1.7.10 Rolamentos combinado. ............................................................................................. 20
1.8 Cuidados ........................................................................................................................... 22
1.9 Identificação ...................................................................................................................... 23
1.9.1 Tabela de Símbolos das Séries de Rolamentos .................................................................. 24
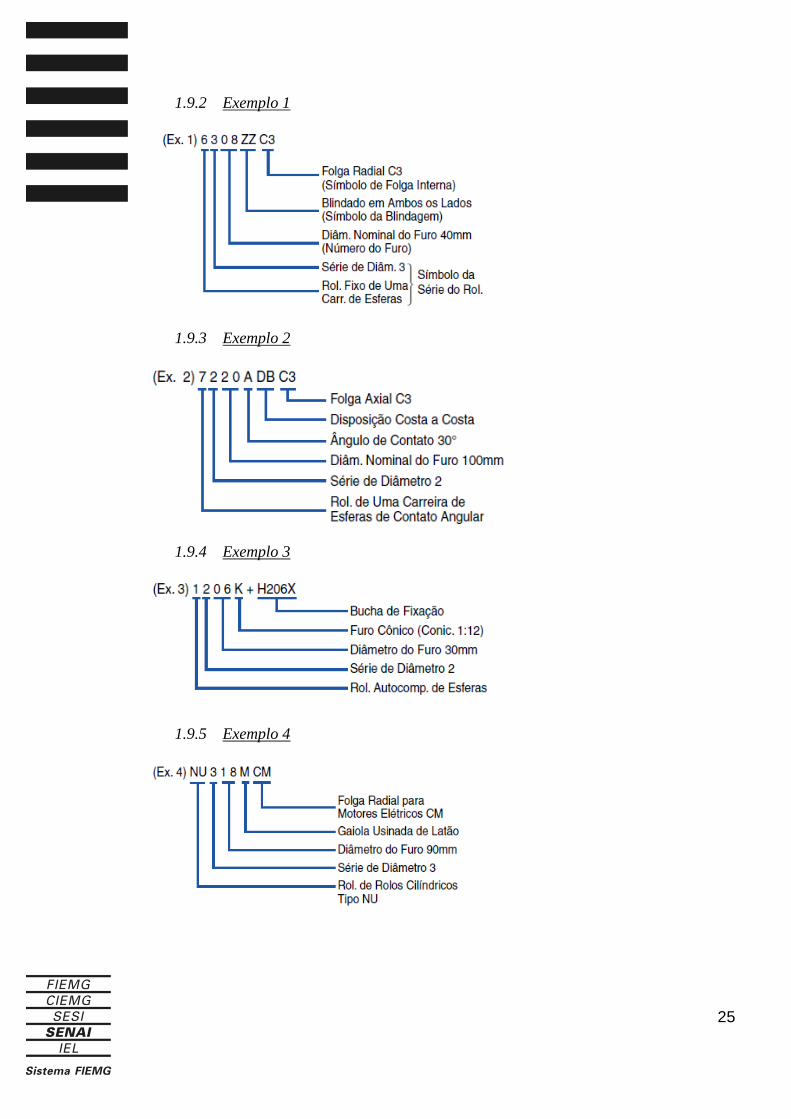
1.9.2 Exemplo 1 ..................................................................................................................... 25
1.9.3 Exemplo 2 ..................................................................................................................... 25
1.9.4 Exemplo 3 ..................................................................................................................... 25
1.9.5 Exemplo 4 ..................................................................................................................... 25
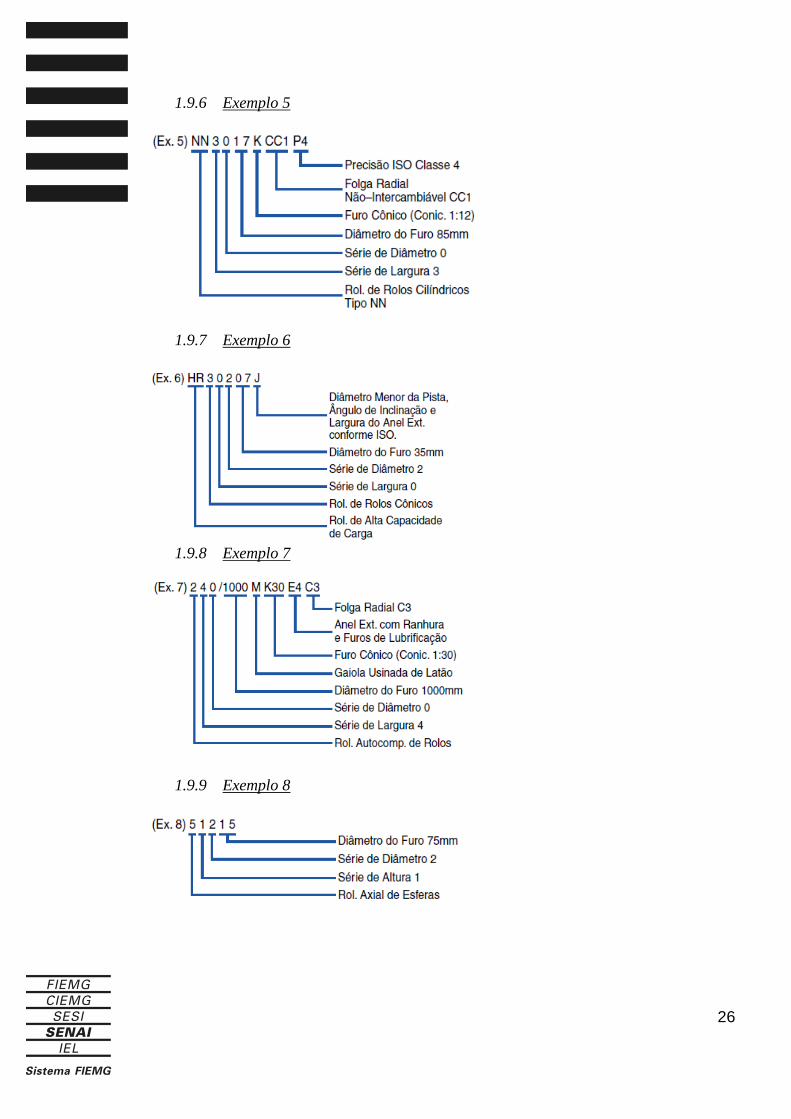
1.9.6 Exemplo 5 ..................................................................................................................... 26
1.9.7 Exemplo 6 ..................................................................................................................... 26
1.9.8 Exemplo 7 ..................................................................................................................... 26
1.9.9 Exemplo 8 ..................................................................................................................... 26
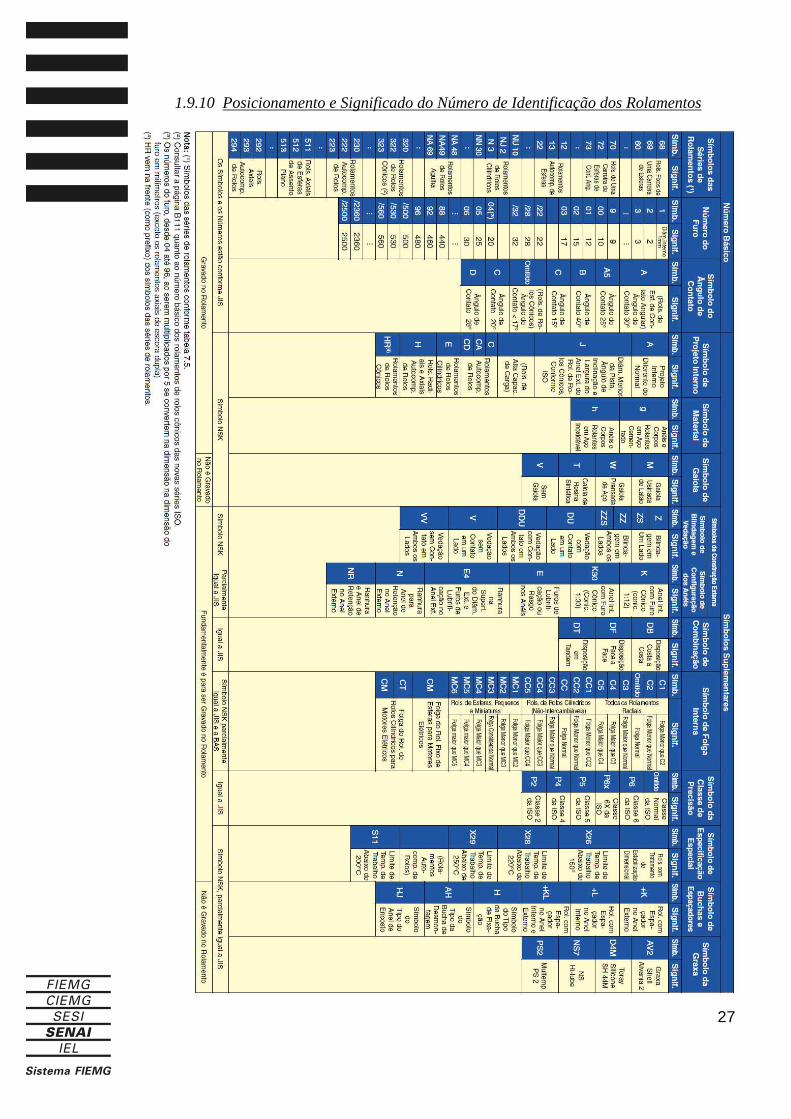
1.9.10 Posicionamento e Significado do Número de Identificação dos Rolamentos .................... 27
1.10 Prevenção de Falhas Prematuras .................................................................................... 28
1.10.1 Montagem Incorreta .................................................................................................. 28
1.10.2 Lubrificação Inadequada ........................................................................................... 28
1.10.3 Contaminação ........................................................................................................... 28
1.10.4 Fadiga ...................................................................................................................... 29
1.11 Defeitos Comuns ............................................................................................................ 30
1.11.1 Desgaste ................................................................................................................... 30
1.11.2 Fadiga ...................................................................................................................... 30
1.11.3 Falhas Mecânicas ...................................................................................................... 30
1.12 Manutenções e Reparos .................................................................................................. 32
1.12.1 Precauções para o manuseio adequado dos Rolamentos ............................................... 32
1.12.2 Instalações ................................................................................................................ 32
1.12.2.1 Instalação de Rolamentos com Furos Cilíndricos ......................................................... 33
1.12.2.2 Instalação de Rolamentos com Furos Cônicos ............................................................. 35
1.12.3 Operação de Inspeção ................................................................................................ 36
4
1.12.4 Remoção ................................................................................................................... 38
1.12.4.1 Remoção do Anel Interno ........................................................................................... 38
1.12.4.2 Remoção do Rolamento com Furo Cilíndrico ............................................................... 39
1.12.4.3 Remoção do Rolamento com Furo Cônico ................................................................... 39
1.12.5 Inspeção de Rolamentos ............................................................................................. 40
1.12.5.1 Limpeza dos rolamentos ............................................................................................. 40
1.12.5.2 Inspeção e Avaliação de Rolamentos ........................................................................... 41
1.12.6 Manutenção e Inspeção .............................................................................................. 41
1.12.6.1 Manutenção, Inspeção e Correção de Anormalidades ................................................... 41
1.12.6.2 Ocorrências nos Rolamentos e Contra Medidas ........................................................... 42
1.13 Aplicações de Rolamentos na Mineração ......................................................................... 44
2. MANCAIS......................................................................................................................... 47
2.1 Introdução ......................................................................................................................... 47
2.2 Estrutura Geral .................................................................................................................. 48
2.3 Mancais de Deslizamento .................................................................................................... 48
2.3.1 Tipos de Mancais de Deslizamento .................................................................................. 49
2.3.2 Materiais Utilizados ....................................................................................................... 50
2.3.3 Função dos Mancais de Deslizamentos ............................................................................ 51
2.3.4 Vantagens e Desvantagens .............................................................................................. 52
2.3.5 Aplicações ..................................................................................................................... 53
2.3.6 Lubrificação e Atrito ...................................................................................................... 53
2.3.7 Inspeção de Mancais de Deslizamento em máquinas operando .......................................... 54
2.3.8 Frequência das inspeções em Mancais de Deslizamento .................................................... 54
2.3.9 Limpeza em Mancais de Deslizamento ............................................................................. 55
2.4 Mancais de Rolamentos ...................................................................................................... 56
2.4.1 Mancais de Esfera.......................................................................................................... 56
2.4.2 Mancais de Roletes ........................................................................................................ 57
2.4.3 Mancais de Agulhas ....................................................................................................... 57
2.4.4 Técnica de Manutenção em Mancais de Rolamentos ......................................................... 58

5
1. ROLAMENTOS
1.1 Introdução
Rolamentos são normalmente elementos metálicos que apresentam forma cilíndrica composta por vários sub elementos. São vazados em sua parte central visando o acoplamento em um eixo.
Os rolamentos limitam ao máximo as perdas de energia provenientes do atrito. Possuem principalmente a função de sustentar (apoio) um sistema de transmissão de torque suportando muitas vezes esforços simples ou combinados.
Este elemento apresenta uma grande variedade de tamanhos, consequentemente pode ser utilizados em diversos campos de aplicação na área industrial.
6
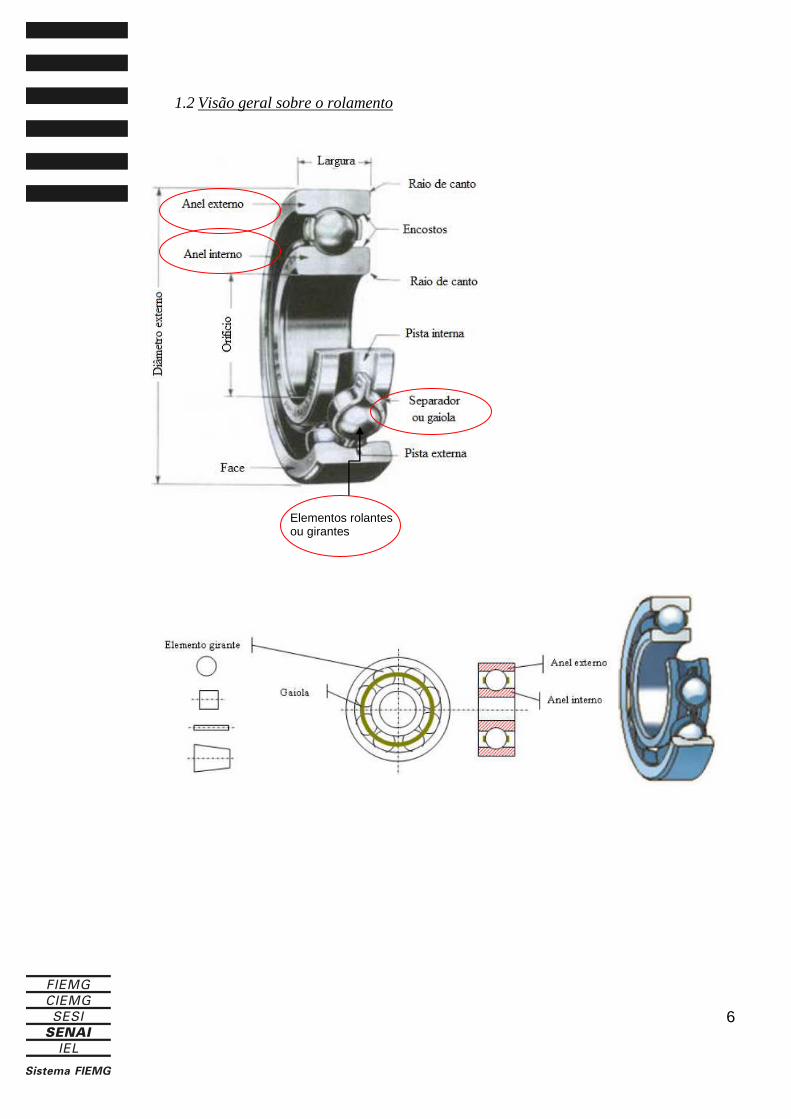
1.2 Visão geral sobre o rolamento
Elementos rolantes ou girantes
7
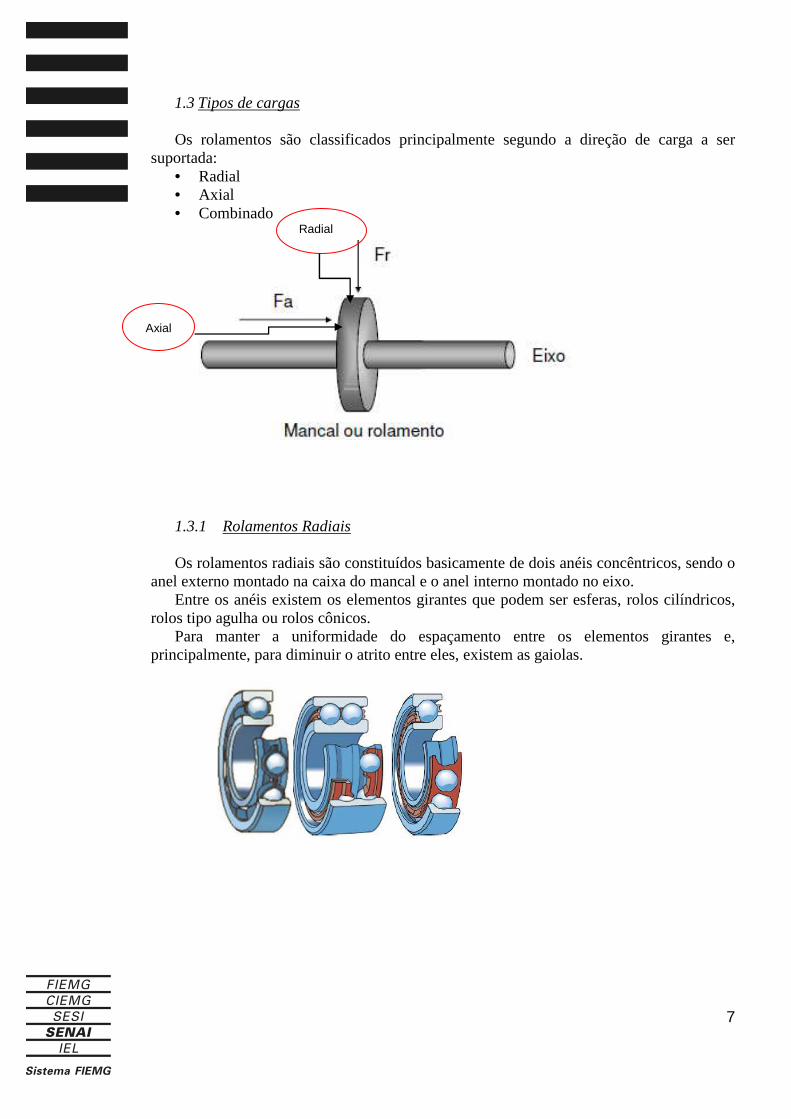
1.3 Tipos de cargas
Os rolamentos são classificados principalmente segundo a direção de carga a ser suportada:
• Radial • Axial • Combinado
1.3.1 Rolamentos Radiais
Os rolamentos radiais são constituídos basicamente de dois anéis concêntricos, sendo o
anel externo montado na caixa do mancal e o anel interno montado no eixo. Entre os anéis existem os elementos girantes que podem ser esferas, rolos cilíndricos,
rolos tipo agulha ou rolos cônicos. Para manter a uniformidade do espaçamento entre os elementos girantes e,
principalmente, para diminuir o atrito entre eles, existem as gaiolas.
Radial
Axial
8
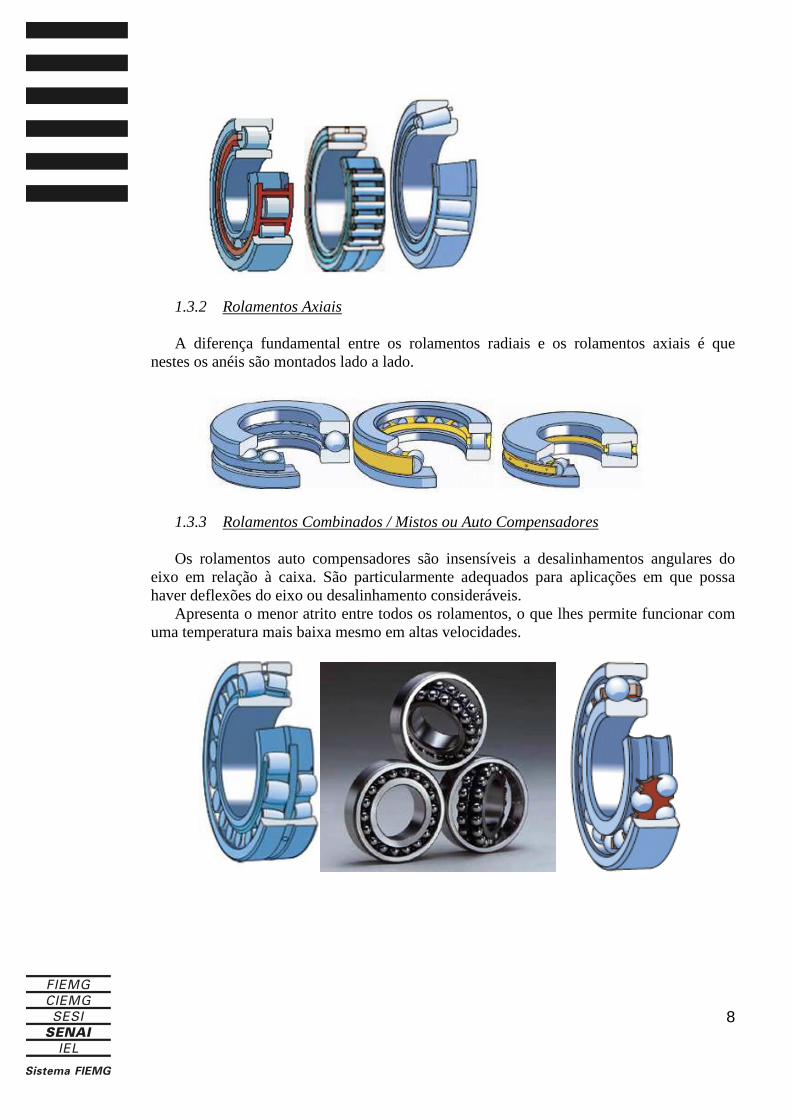
1.3.2 Rolamentos Axiais
A diferença fundamental entre os rolamentos radiais e os rolamentos axiais é que nestes os anéis são montados lado a lado.
1.3.3 Rolamentos Combinados / Mistos ou Auto Compensadores
Os rolamentos auto compensadores são insensíveis a desalinhamentos angulares do eixo em relação à caixa. São particularmente adequados para aplicações em que possa haver deflexões do eixo ou desalinhamento consideráveis.
Apresenta o menor atrito entre todos os rolamentos, o que lhes permite funcionar com uma temperatura mais baixa mesmo em altas velocidades.
9
1.4 Elementos Rolantes Os elementos rolantes podem apresentar 4 formas:
• Rolos Cilíndricos; • Rolos tipo Agulhas: As agulhas têm no máximo 5mm de diâmetro e seu
comprimento é de 3 a 10 vezes maior que seu diâmetro; • Rolos Cônicos; • Esféricos.
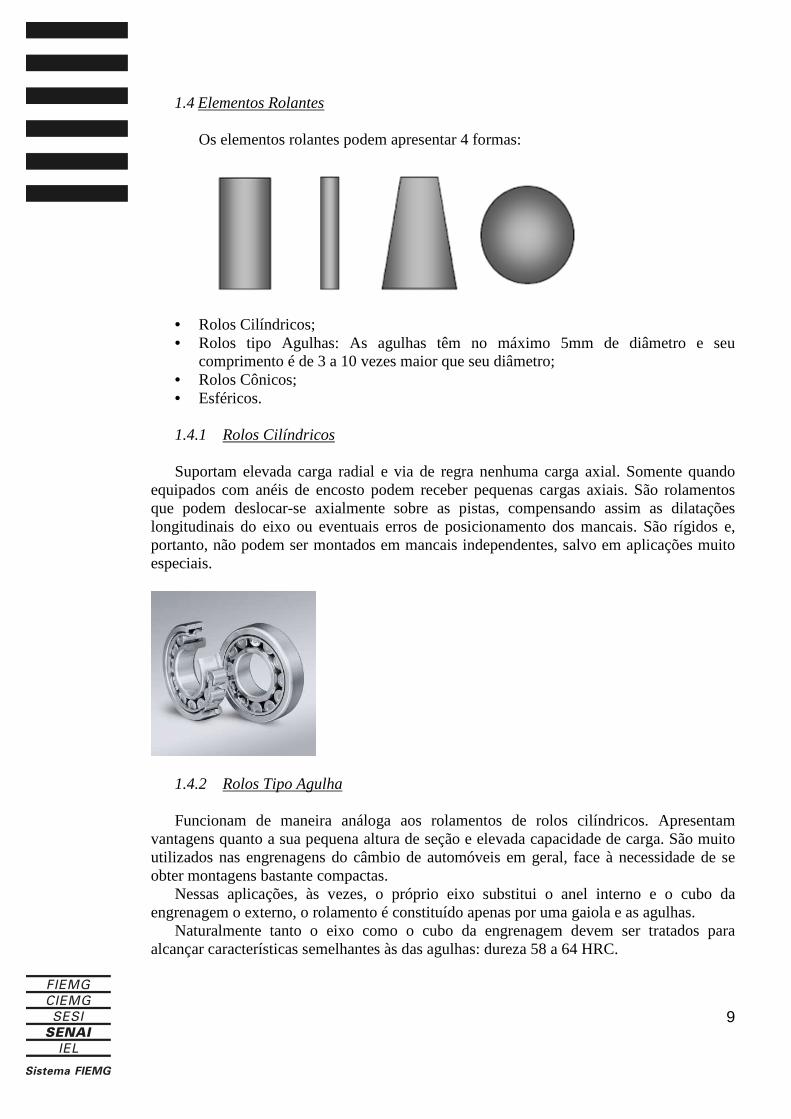
1.4.1 Rolos Cilíndricos
Suportam elevada carga radial e via de regra nenhuma carga axial. Somente quando
equipados com anéis de encosto podem receber pequenas cargas axiais. São rolamentos que podem deslocar-se axialmente sobre as pistas, compensando assim as dilatações longitudinais do eixo ou eventuais erros de posicionamento dos mancais. São rígidos e, portanto, não podem ser montados em mancais independentes, salvo em aplicações muito especiais.
1.4.2 Rolos Tipo Agulha
Funcionam de maneira análoga aos rolamentos de rolos cilíndricos. Apresentam vantagens quanto a sua pequena altura de seção e elevada capacidade de carga. São muito utilizados nas engrenagens do câmbio de automóveis em geral, face à necessidade de se obter montagens bastante compactas.
Nessas aplicações, às vezes, o próprio eixo substitui o anel interno e o cubo da engrenagem o externo, o rolamento é constituído apenas por uma gaiola e as agulhas.
Naturalmente tanto o eixo como o cubo da engrenagem devem ser tratados para alcançar características semelhantes às das agulhas: dureza 58 a 64 HRC.
10
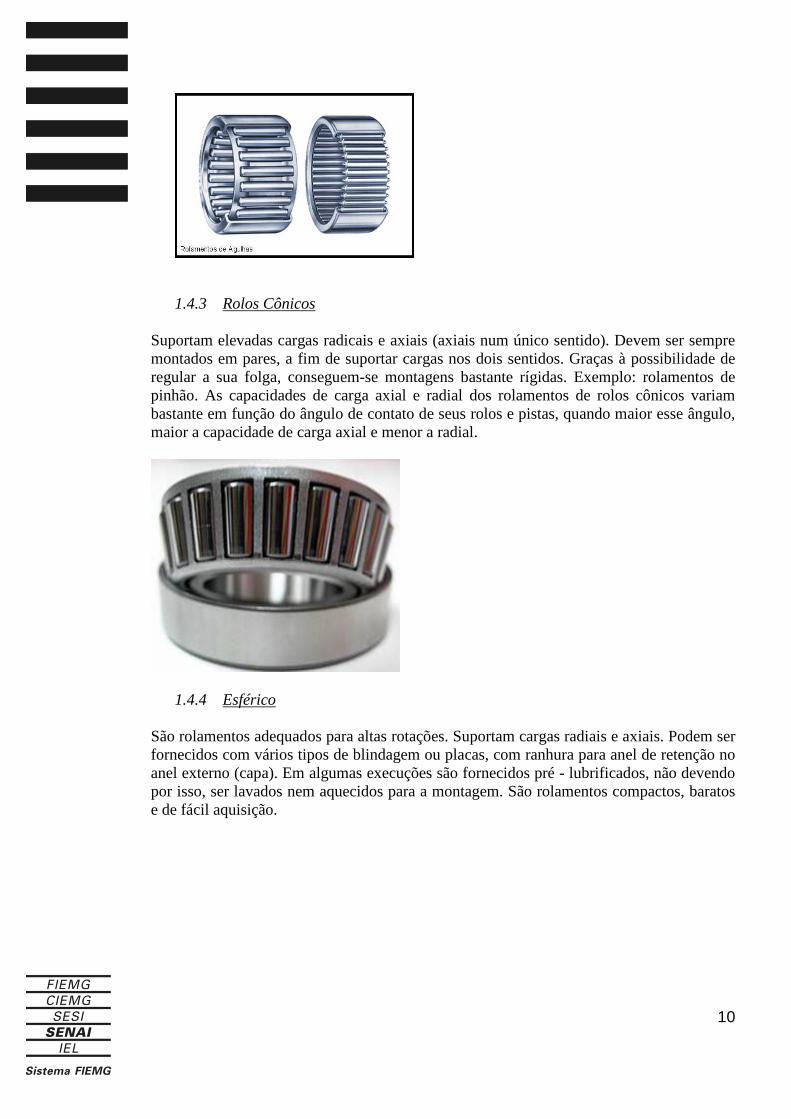
1.4.3 Rolos Cônicos
Suportam elevadas cargas radicais e axiais (axiais num único sentido). Devem ser sempre montados em pares, a fim de suportar cargas nos dois sentidos. Graças à possibilidade de regular a sua folga, conseguem-se montagens bastante rígidas. Exemplo: rolamentos de pinhão. As capacidades de carga axial e radial dos rolamentos de rolos cônicos variam bastante em função do ângulo de contato de seus rolos e pistas, quando maior esse ângulo, maior a capacidade de carga axial e menor a radial.
1.4.4 Esférico São rolamentos adequados para altas rotações. Suportam cargas radiais e axiais. Podem ser fornecidos com vários tipos de blindagem ou placas, com ranhura para anel de retenção no anel externo (capa). Em algumas execuções são fornecidos pré - lubrificados, não devendo por isso, ser lavados nem aquecidos para a montagem. São rolamentos compactos, baratos e de fácil aquisição.
11

12
1.5 Vedações
Previne a contaminação por penetração de partículas e retém o lubrificante no rolamento.
Quanto às Vedações podem ser: � Abertos � Selados (em um ou ambos os lados) � Blindados.
13
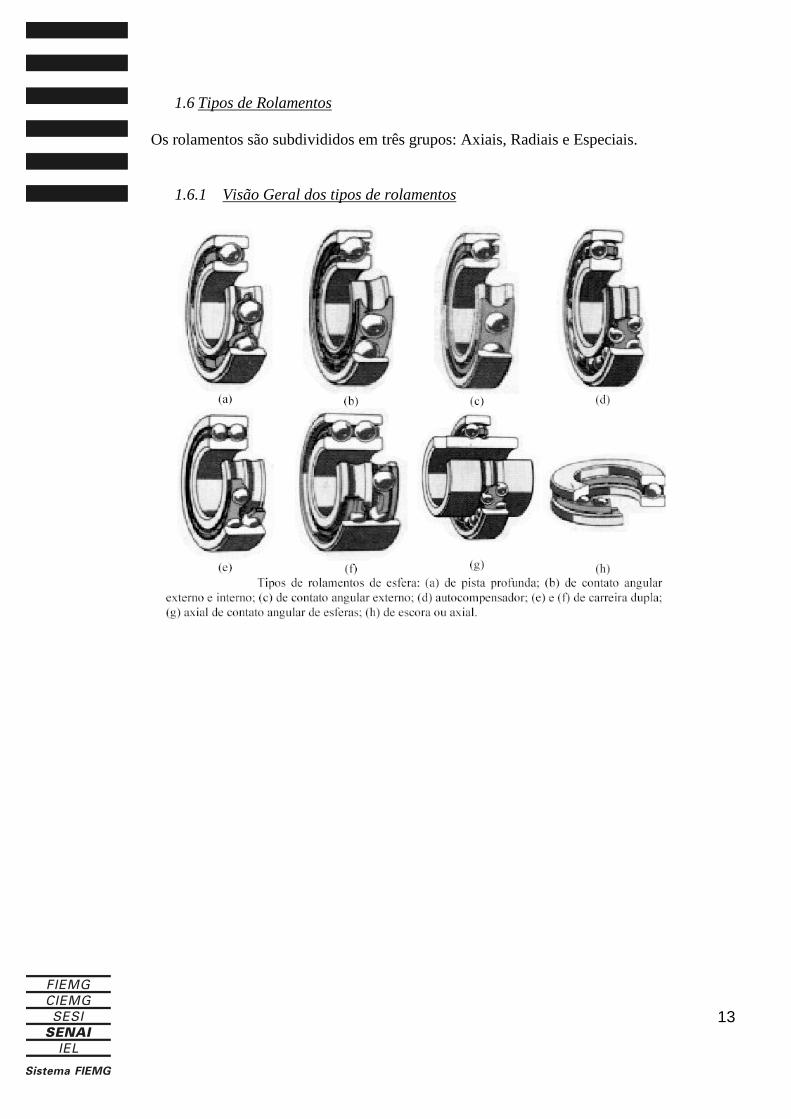
1.6 Tipos de Rolamentos Os rolamentos são subdivididos em três grupos: Axiais, Radiais e Especiais.
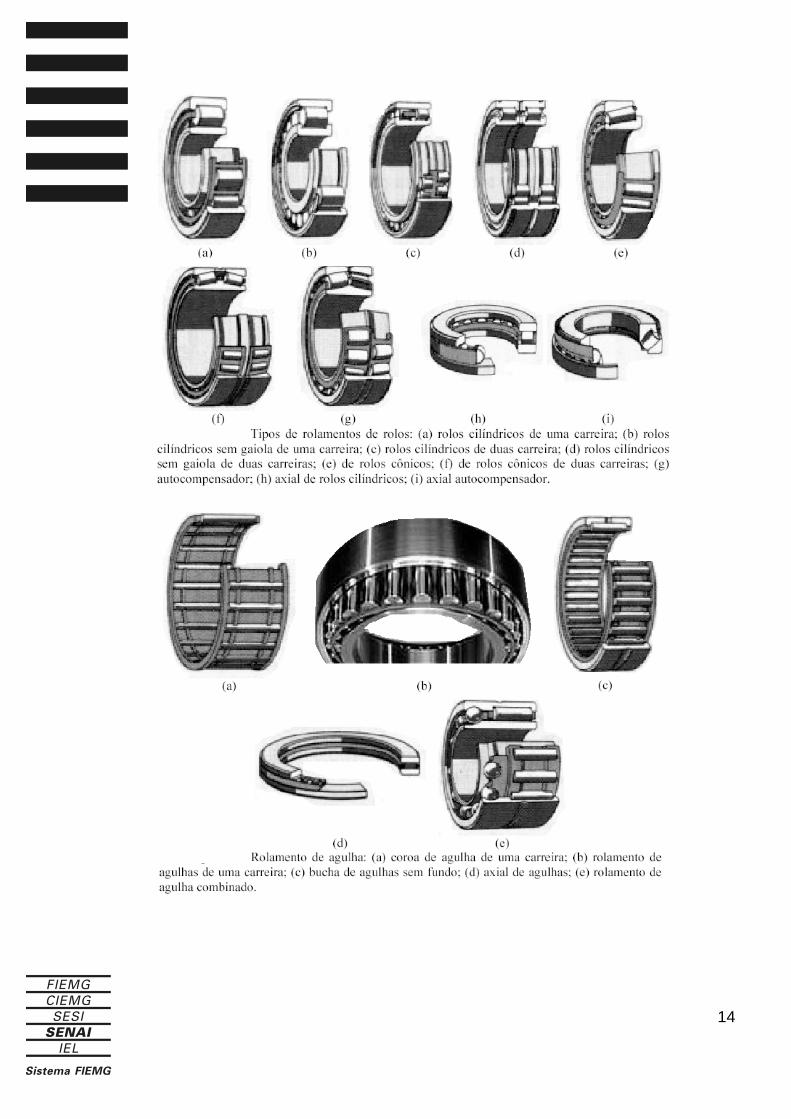
1.6.1 Visão Geral dos tipos de rolamentos
14
15
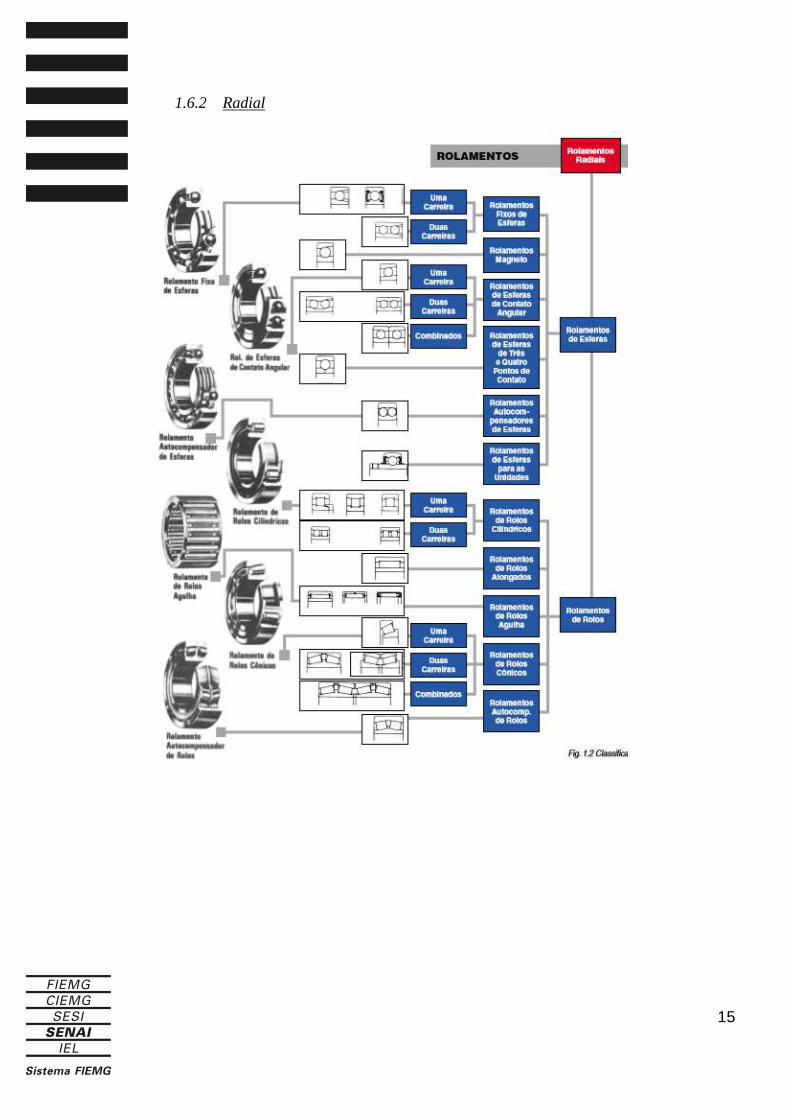
1.6.2 Radial
16
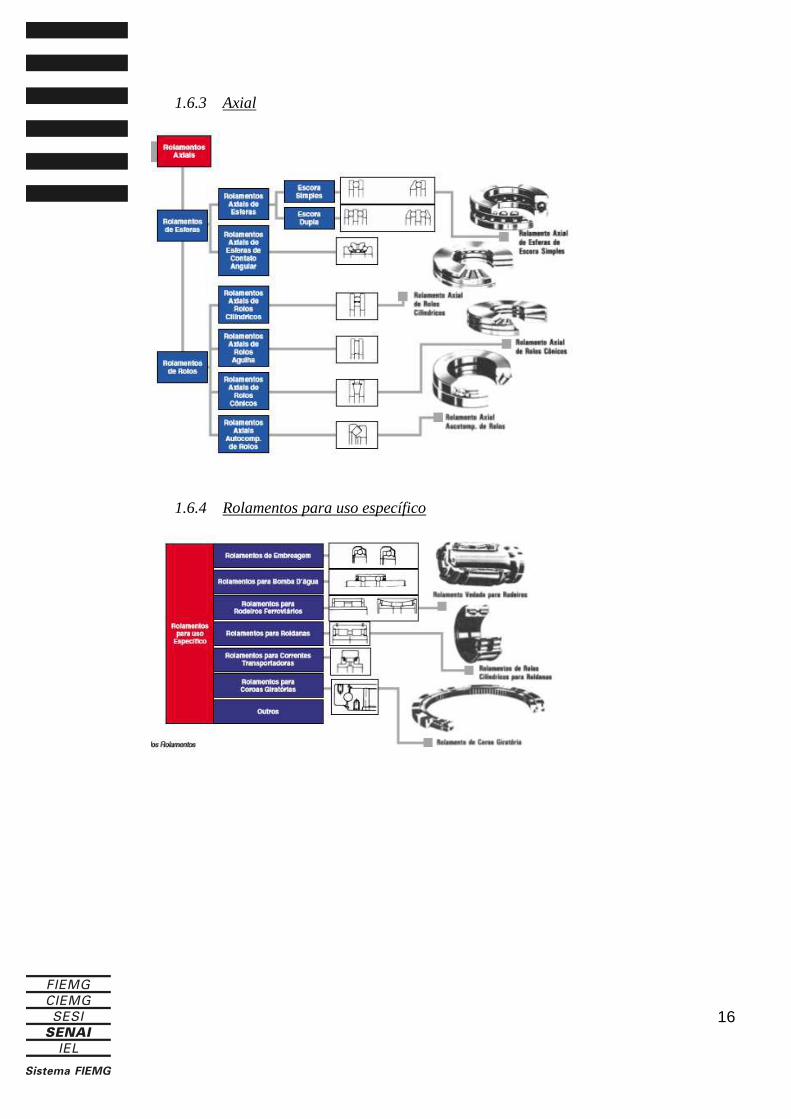
1.6.3 Axial
1.6.4 Rolamentos para uso específico
17
1.7 Aplicações dos Rolamentos
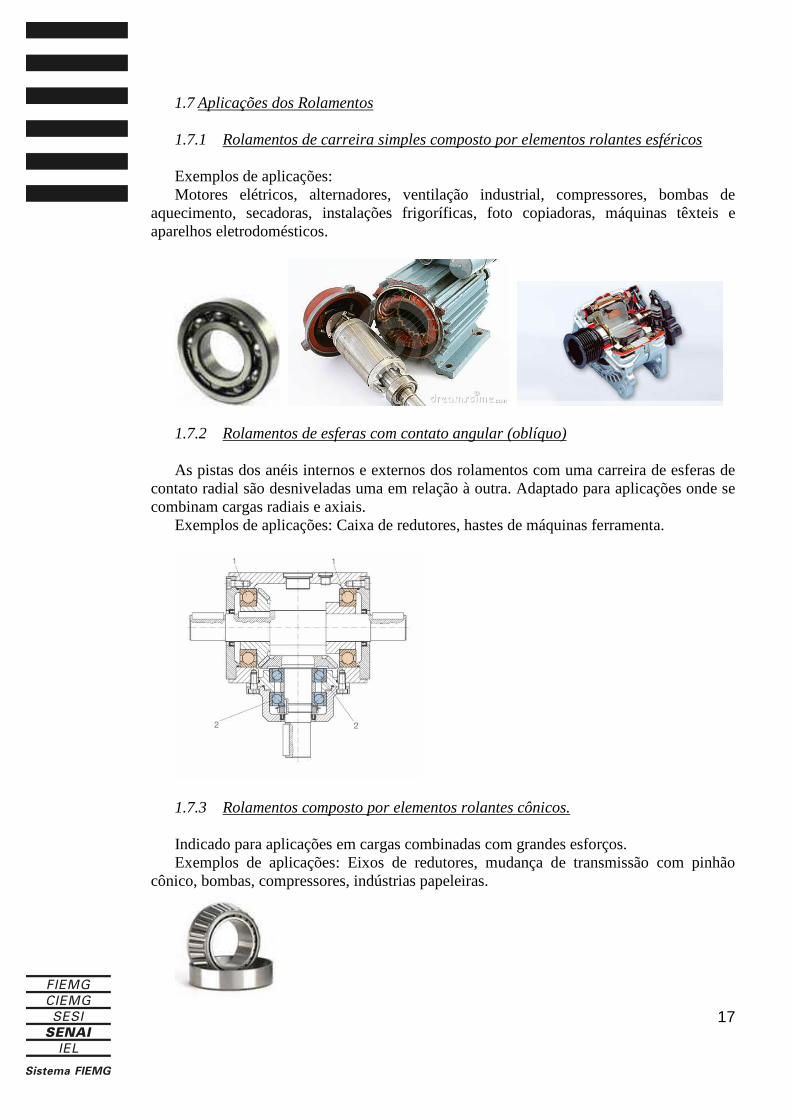
1.7.1 Rolamentos de carreira simples composto por elementos rolantes esféricos
Exemplos de aplicações: Motores elétricos, alternadores, ventilação industrial, compressores, bombas de
aquecimento, secadoras, instalações frigoríficas, foto copiadoras, máquinas têxteis e aparelhos eletrodomésticos.
1.7.2 Rolamentos de esferas com contato angular (oblíquo)
As pistas dos anéis internos e externos dos rolamentos com uma carreira de esferas de
contato radial são desniveladas uma em relação à outra. Adaptado para aplicações onde se combinam cargas radiais e axiais.
Exemplos de aplicações: Caixa de redutores, hastes de máquinas ferramenta.
1.7.3 Rolamentos composto por elementos rolantes cônicos. Indicado para aplicações em cargas combinadas com grandes esforços. Exemplos de aplicações: Eixos de redutores, mudança de transmissão com pinhão
cônico, bombas, compressores, indústrias papeleiras.
18
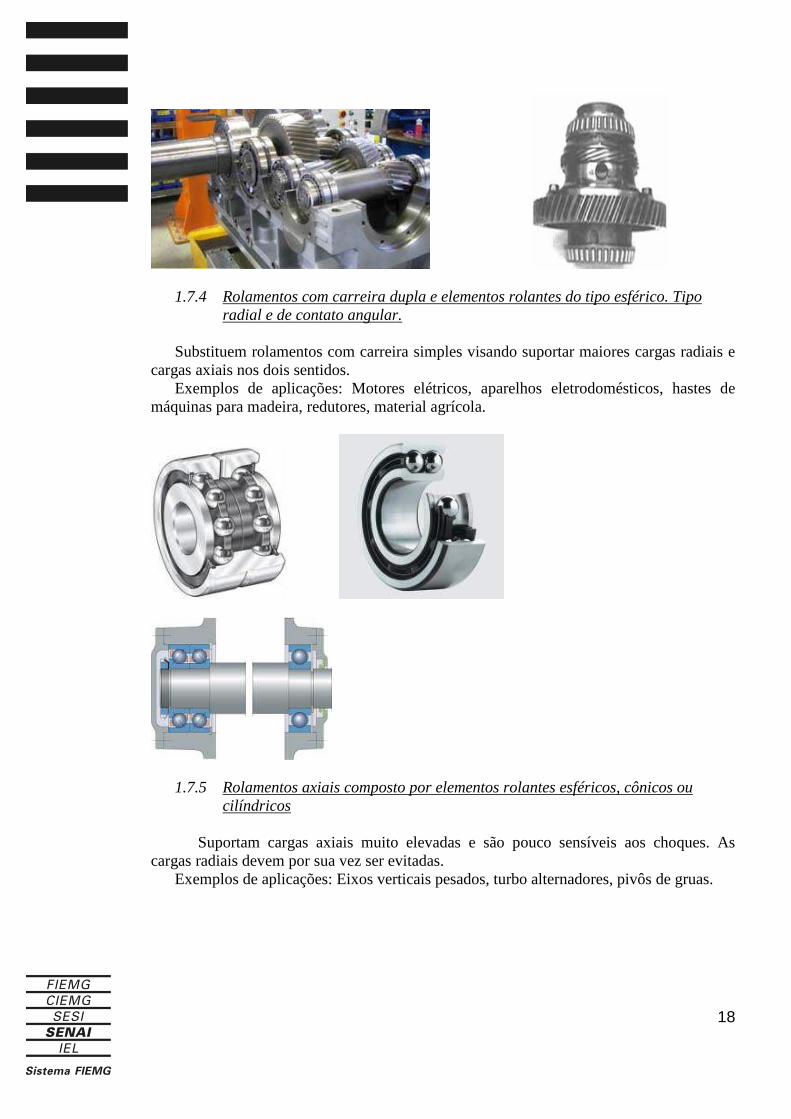
1.7.4 Rolamentos com carreira dupla e elementos rolantes do tipo esférico. Tipo radial e de contato angular.
Substituem rolamentos com carreira simples visando suportar maiores cargas radiais e
cargas axiais nos dois sentidos. Exemplos de aplicações: Motores elétricos, aparelhos eletrodomésticos, hastes de
máquinas para madeira, redutores, material agrícola.
1.7.5 Rolamentos axiais composto por elementos rolantes esféricos, cônicos ou cilíndricos
Suportam cargas axiais muito elevadas e são pouco sensíveis aos choques. As
cargas radiais devem por sua vez ser evitadas. Exemplos de aplicações: Eixos verticais pesados, turbo alternadores, pivôs de gruas.
19
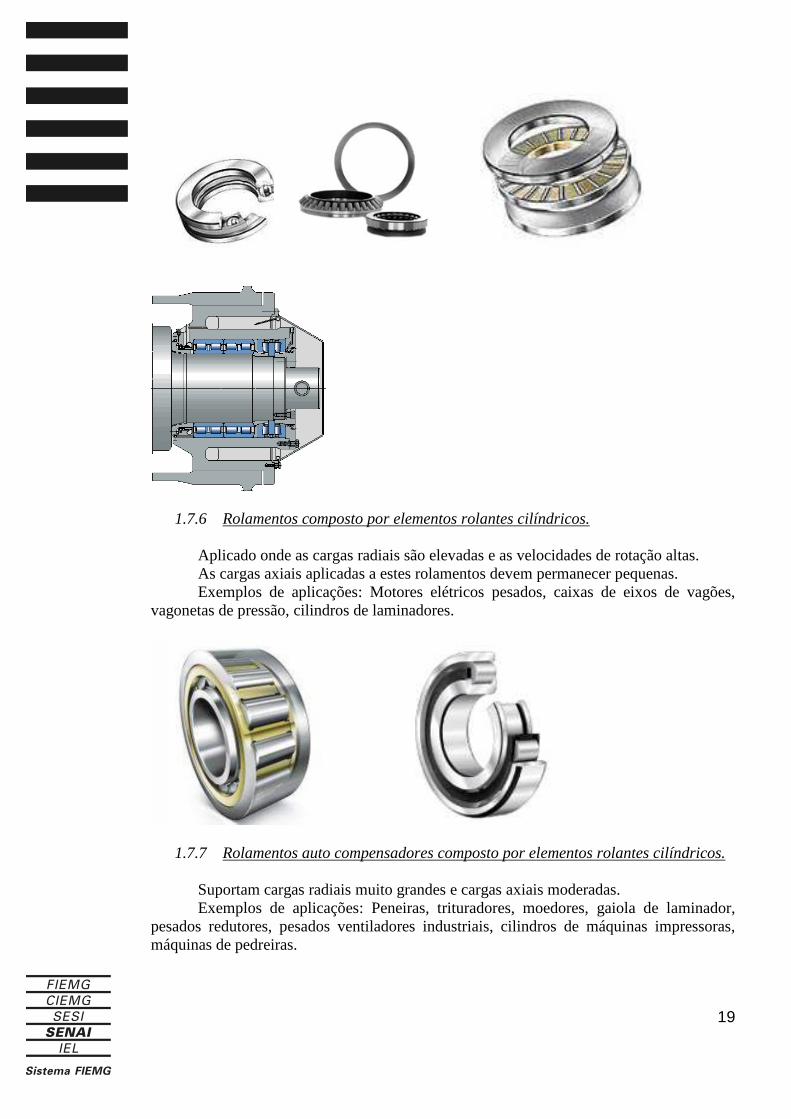
1.7.6 Rolamentos composto por elementos rolantes cilíndricos. Aplicado onde as cargas radiais são elevadas e as velocidades de rotação altas. As cargas axiais aplicadas a estes rolamentos devem permanecer pequenas. Exemplos de aplicações: Motores elétricos pesados, caixas de eixos de vagões,
vagonetas de pressão, cilindros de laminadores.
1.7.7 Rolamentos auto compensadores composto por elementos rolantes cilíndricos. Suportam cargas radiais muito grandes e cargas axiais moderadas. Exemplos de aplicações: Peneiras, trituradores, moedores, gaiola de laminador,
pesados redutores, pesados ventiladores industriais, cilindros de máquinas impressoras, máquinas de pedreiras.

20
1.7.8 Rolamentos auto compensadores composto por elementos rolantes cônicos. Suportam cargas radiais e axiais muito grandes. Exemplos de aplicações: equipamentos pesados em geral, com eixos solicitados
tanto na direção radial quanto axial.
1.7.9 Rolamentos auto compensadores de esferas. Dotados de 2 fileiras de esferas e uma pista esférica sobre o anel externo. Exemplos de aplicações: Eixos longos e flexíveis, aplicações Industriais padrão,
química, agricultura.
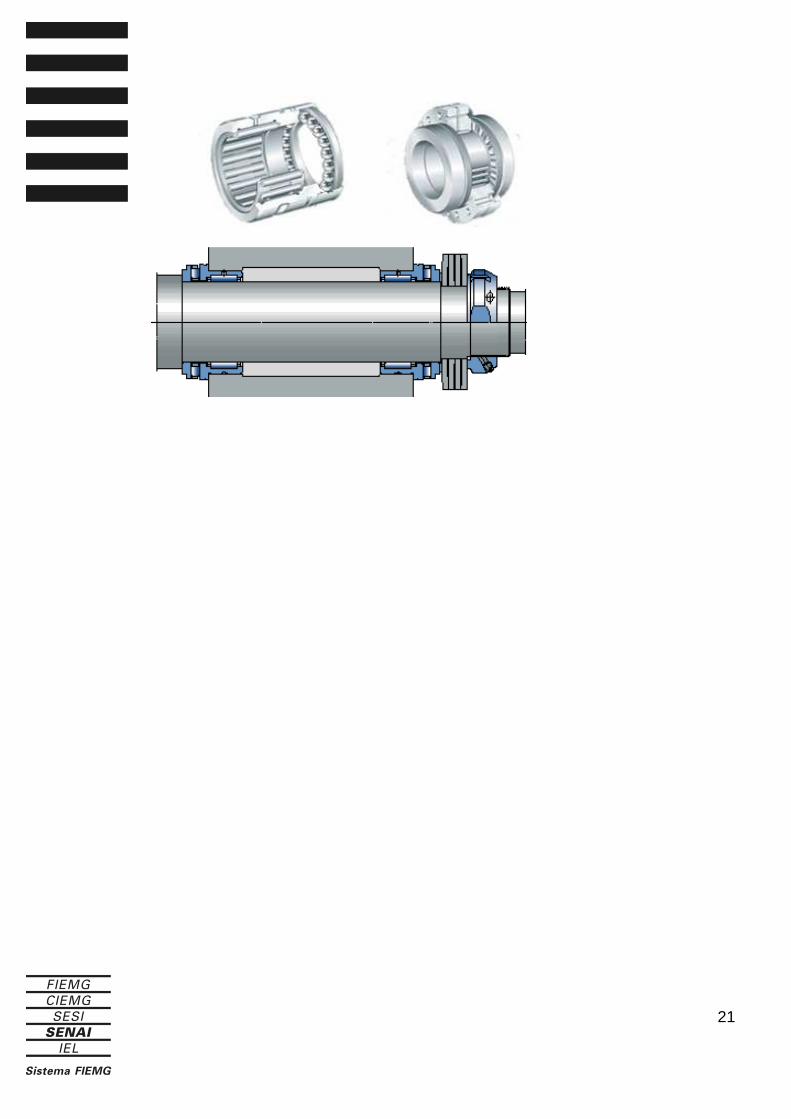
1.7.10 Rolamentos combinado. Dotados de dois tipos de elementos girantes. Suporte simultaneamente grandes
cargas radiais e axiais.
21
22
1.8 Cuidados
� Na troca de rolamentos, deve-se tomar muito cuidado, verificando sua procedência e seu código correto.
� Antes da instalação é preciso verificar cuidadosamente os catálogos dos fabricantes e das máquinas, seguindo as especificações recomendadas. Na montagem, entre outros, devem ser tomados os seguintes cuidados:
� Verificar se as dimensões do eixo e cubo estão corretas; � Usar o lubrificante recomendado pelo fabricante; � Remover rebarbas; � No caso de reaproveitamento do rolamento, deve-se lavar e lubrificar
imediatamente para evitar oxidação; � Não usar estopa nas operações de limpeza; � Trabalhar em ambiente livre de pó e umidade.
23
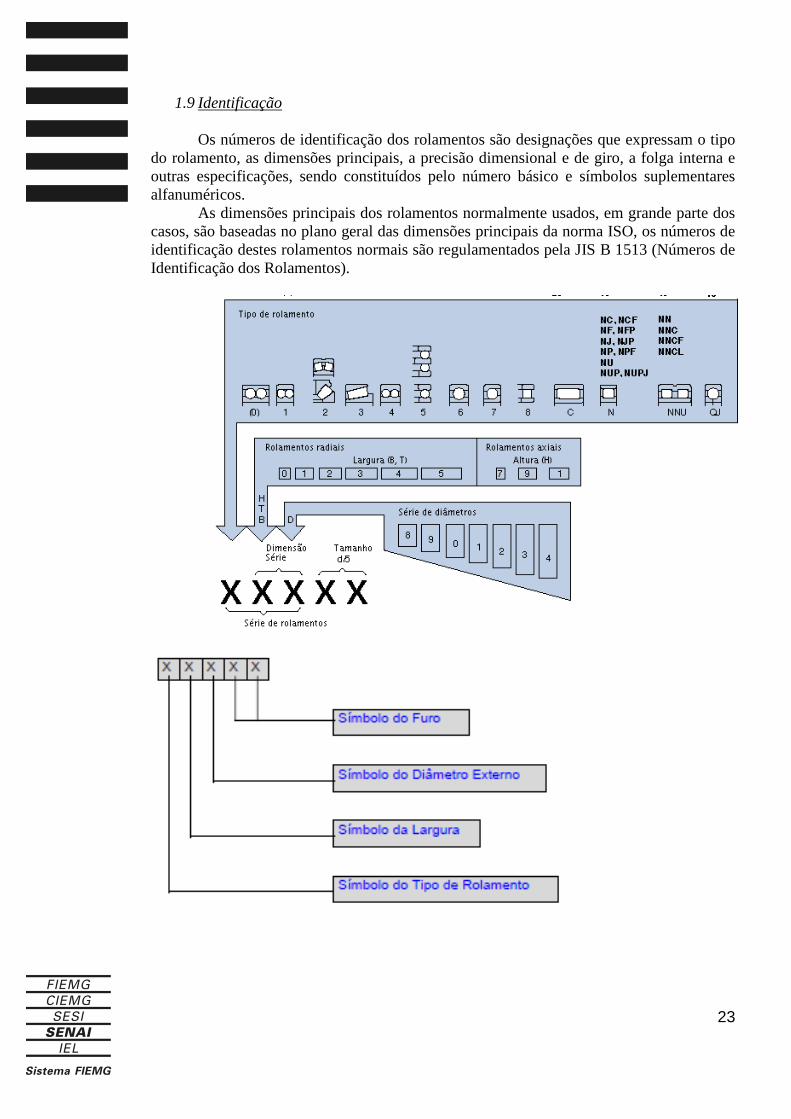
1.9 Identificação
Os números de identificação dos rolamentos são designações que expressam o tipo do rolamento, as dimensões principais, a precisão dimensional e de giro, a folga interna e outras especificações, sendo constituídos pelo número básico e símbolos suplementares alfanuméricos.
As dimensões principais dos rolamentos normalmente usados, em grande parte dos casos, são baseadas no plano geral das dimensões principais da norma ISO, os números de identificação destes rolamentos normais são regulamentados pela JIS B 1513 (Números de Identificação dos Rolamentos).
24
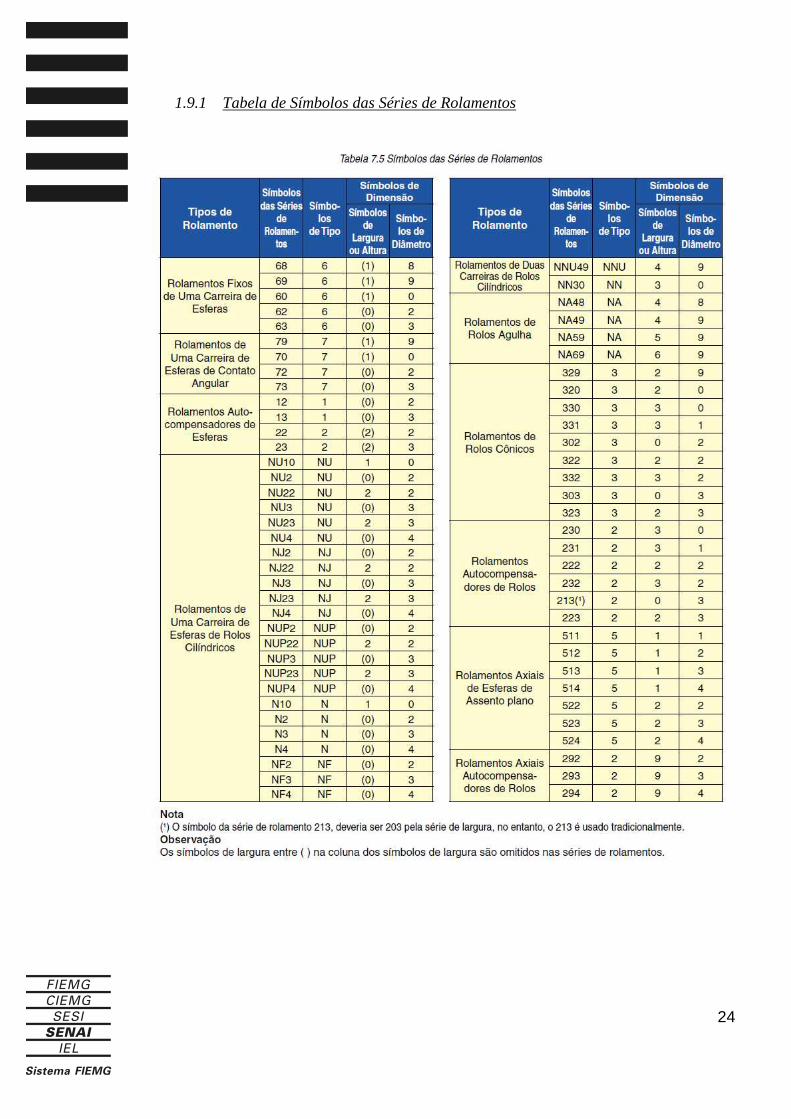
1.9.1 Tabela de Símbolos das Séries de Rolamentos
25
1.9.2 Exemplo 1
1.9.3 Exemplo 2
1.9.4 Exemplo 3
1.9.5 Exemplo 4
26
1.9.6 Exemplo 5
1.9.7 Exemplo 6
1.9.8 Exemplo 7
1.9.9 Exemplo 8
27
1.9.10 Posicionamento e Significado do Número de Identificação dos Rolamentos
28
1.10 Prevenção de Falhas Prematuras
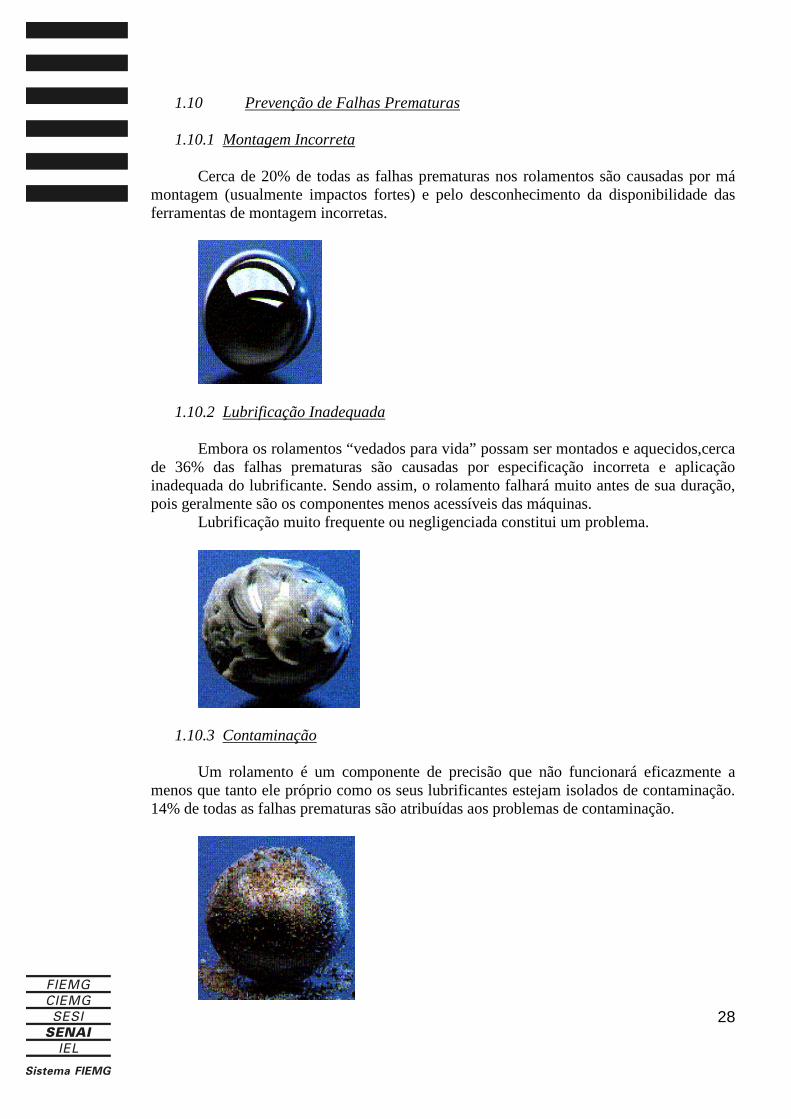
1.10.1 Montagem Incorreta
Cerca de 20% de todas as falhas prematuras nos rolamentos são causadas por má montagem (usualmente impactos fortes) e pelo desconhecimento da disponibilidade das ferramentas de montagem incorretas.
1.10.2 Lubrificação Inadequada
Embora os rolamentos “vedados para vida” possam ser montados e aquecidos,cerca de 36% das falhas prematuras são causadas por especificação incorreta e aplicação inadequada do lubrificante. Sendo assim, o rolamento falhará muito antes de sua duração, pois geralmente são os componentes menos acessíveis das máquinas.
Lubrificação muito frequente ou negligenciada constitui um problema.
1.10.3 Contaminação Um rolamento é um componente de precisão que não funcionará eficazmente a
menos que tanto ele próprio como os seus lubrificantes estejam isolados de contaminação. 14% de todas as falhas prematuras são atribuídas aos problemas de contaminação.

29
1.10.4 Fadiga Sempre que as máquinas estejam sobrecarregadas, servidas incorretamente ou sem
apoio, os rolamentos sofrem as consequências, resultando em 34% de todas as falhas prematuras nos rolamentos. Podem-se evitar falhas súbitas ou inesperadas desde que os rolamentos negligenciados ou fadigados emitam sinais de alarme, que podem ser detectados e interpretados com a utilização de equipamentos de monitorização.
30
1.11 Defeitos Comuns
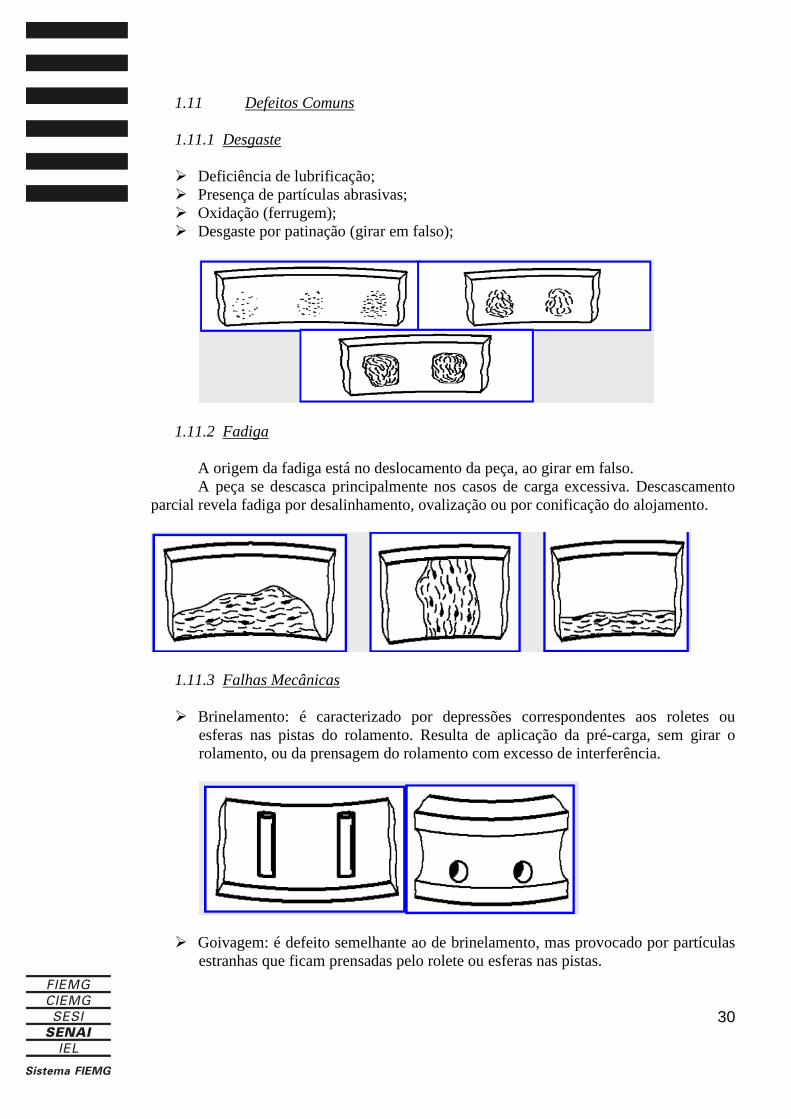
1.11.1 Desgaste
� Deficiência de lubrificação; � Presença de partículas abrasivas; � Oxidação (ferrugem); � Desgaste por patinação (girar em falso);
1.11.2 Fadiga A origem da fadiga está no deslocamento da peça, ao girar em falso. A peça se descasca principalmente nos casos de carga excessiva. Descascamento
parcial revela fadiga por desalinhamento, ovalização ou por conificação do alojamento.
1.11.3 Falhas Mecânicas
� Brinelamento: é caracterizado por depressões correspondentes aos roletes ou esferas nas pistas do rolamento. Resulta de aplicação da pré-carga, sem girar o rolamento, ou da prensagem do rolamento com excesso de interferência.
� Goivagem: é defeito semelhante ao de brinelamento, mas provocado por partículas estranhas que ficam prensadas pelo rolete ou esferas nas pistas.
31
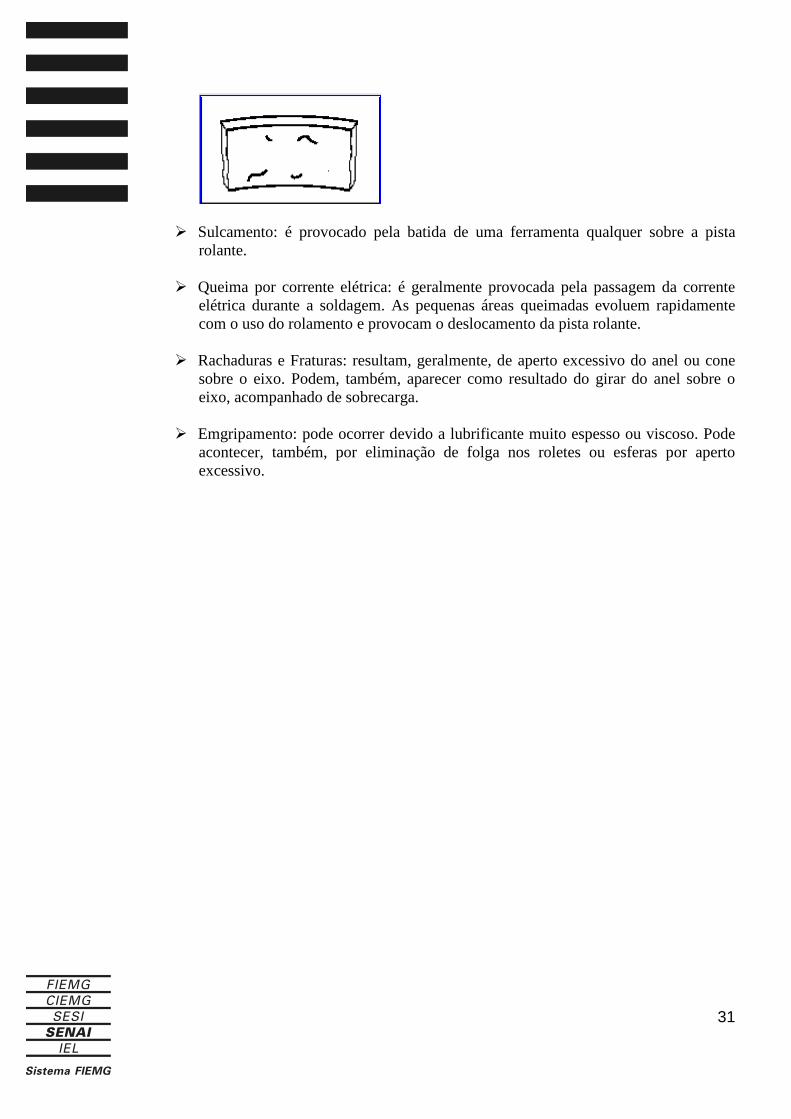
� Sulcamento: é provocado pela batida de uma ferramenta qualquer sobre a pista rolante.
� Queima por corrente elétrica: é geralmente provocada pela passagem da corrente elétrica durante a soldagem. As pequenas áreas queimadas evoluem rapidamente com o uso do rolamento e provocam o deslocamento da pista rolante.
� Rachaduras e Fraturas: resultam, geralmente, de aperto excessivo do anel ou cone
sobre o eixo. Podem, também, aparecer como resultado do girar do anel sobre o eixo, acompanhado de sobrecarga.
� Emgripamento: pode ocorrer devido a lubrificante muito espesso ou viscoso. Pode acontecer, também, por eliminação de folga nos roletes ou esferas por aperto excessivo.
32
1.12 Manutenções e Reparos
1.12.1 Precauções para o manuseio adequado dos Rolamentos
Os rolamentos por serem componentes mecânicos de alta precisão, requerem cuidados proporcionais para serem manipulados, pois por mais que se utilizem rolamentos de alta qualidade, o desempenho esperado não poderá ser obtido se não forem manuseados adequadamente. As principais precauções a serem observadas são as seguintes: 1. Limpeza do Rolamento e da Área Adjacente A sujeira, mesmo invisível a olho nu, apresenta efeito nocivo sobre os rolamentos, portanto, é fundamental evitar a entrada de sujeira mantendo limpos os rolamentos e a área circundante. 2. Manuseio Cuidadoso Choques pesados durante o manuseio dos rolamentos provocam escoriações e esmagamentos, que resultam em causa das falhas; em casos extremos podem ocorrer lascamentos e trincas; conseqüentemente, faz se necessário tomar o máximo de cuidado quando do manuseio. 3. Ferramentas Apropriadas Usar sempre as ferramentas apropriadas para a manipulação de rolamentos, evitar a improvisação de ferramentas ou dispositivos. 4. Prevenção da Oxidação Ao manusear os rolamentos é necessário o cuidado em manter as mãos limpas, pois, a própria transpiração nas mãos se torna a causa da oxidação; se possível usar luvas.
1.12.2 Instalações O método de montagem de rolamentos afeta diretamente a sua precisão, a vida e o
desempenho, portanto, a sua montagem merece atenção especial. Suas características devem primeiro ser cuidadosamente estudadas, e então eles devem ser montados de forma adequada. Recomenda-se que os procedimentos de manuseio de rolamentos sejam estudados pelos engenheiros de projeto e que as normas de manuseio sejam estabelecidas de acordo com os seguintes itens:
1. Limpeza dos rolamentos e partes relacionadas; 2. Verificação das dimensões e do acabamento das partes relacionadas; 3. Montagem; 4. Inspeção após a montagem; 5. Lubrificação.
33
Os rolamentos não devem ser abertos antes da montagem. Em caso de lubrificação à graxa, os rolamentos podem ser lubrificados sem que sejam lavados. Normalmente, mesmo no caso de lubrificação a óleo, não há necessidade de serem lavados, entretanto, nos rolamentos para instrumentos de medição ou para aplicação em altas rotações (que utilizam lubrificante sintético), retira-se o protetivo antioxidante aplicado no rolamento, lavando-os em óleo de limpeza filtrado. Os rolamentos que assim tiverem o protetivo antioxidante removidos, não podem ficar expostos sem a proteção adequada devido a facilidade em se oxidar. Os rolamentos pré-lubrificados, blindados ou vedados em ambos os lados, não devem ser lavados para a utilização. Os métodos de instalação diferem de acordo com os tipos de rolamentos e das condições de ajuste. Normalmente, como são em maior número os casos de carga rotativa no eixo, o anel interno necessita de ajuste com interferência. Rolamentos com furo cilíndrico são usualmente instalados por meio de uma prensa ou do aquecimento; rolamentos com furo cônico podem ser instalados diretamente sobre eixos cônicos ou através de buchas de fixação cônicas.
Os rolamentos instalados nas caixas ou nos alojamentos são ajustados com folga, contudo nos casos em que há interferência no anel externo, é comum fazer uso de uma prensa. Além deste, há o método de ajuste por contração através da instalação do rolamento esfriado, como meio de esfriamento pode ser usado o gelo-seco. Neste caso, devido a condensação da umidade do ar na superfície do rolamento, inerente ao processo, é necessário um adequado tratamento preventivo contra a oxidação.
1.12.2.1 Instalação de Rolamentos com Furos Cilíndricos INSTALAÇÃO COM USO DA PRENSA Na instalação de pequenos rolamentos, o método mais largamente usado é o da
prensagem. Conforme a figura 1, o dispositivo de instalação é apoiado no anel interno, que é lentamente prensado até que sua face lateral toque integralmente no assento de encosto do eixo. O apoio do dispositivo de instalação no anel externo quando da instalação do anel interno, deve ser evitado de todas as formas, pois será a causa de escoriações e esmagamentos nas pistas de rolagem e elementos rolantes. Ainda, na execução do trabalho, recomenda-se aplicar óleo na superfície de ajuste; mesmo nos casos de se instalar batendo com o martelo, inevitável por falta de alternativa, o dispositivo de apoio deve ser usado. Este último método, por se tornar com frequência causa de danificações no rolamento, restringe-se para os casos de pequena interferência, não devendo ser usado para grandes interferências e rolamentos médios e grandes.
Os rolamentos não separáveis, como os rolamentos fixos de esferas, onde houver necessidade de se instalar com interferência tanto o anel interno como o anel externo, ambos os anéis devem ser forçados simultaneamente, usando o tipo de dispositivo de instalação conforme a figura 2, com o auxílio de uma prensa hidráulica ou por meio da rosca. Nos rolamentos autocompensadores de esferas, pela facilidade do anel externo desalinhar-se, é preferível o uso deste tipo de dispositivo mesmo que não seja o ajuste com interferência.
Nos rolamentos separáveis como os de rolos cilíndricos e os de rolos cônicos, o anel interno e o anel externo podem ser instalados separadamente no eixo e na caixa. A montagem do anel interno e do anel externo instalados em separado é importante que seja efetuada com cuidado para que não haja erros de alinhamento entre o anel interno e o anel externo. A união forçada pode causar esmagamentos e arranhaduras na superfície de rolagem.
34
INSTALAÇÃO POR AQUECIMENTO Os grandes rolamentos exigem uma grande força de prensagem, dificultando a
execução do trabalho de instalação; em virtude disto, o emprego da dilatação do rolamento por aquecimento em banho de óleo é bastante difundido. Este método evita a aplicação de qualquer esforço desnecessário ao rolamento e, ao mesmo tempo, permite uma instalação bastante rápida.
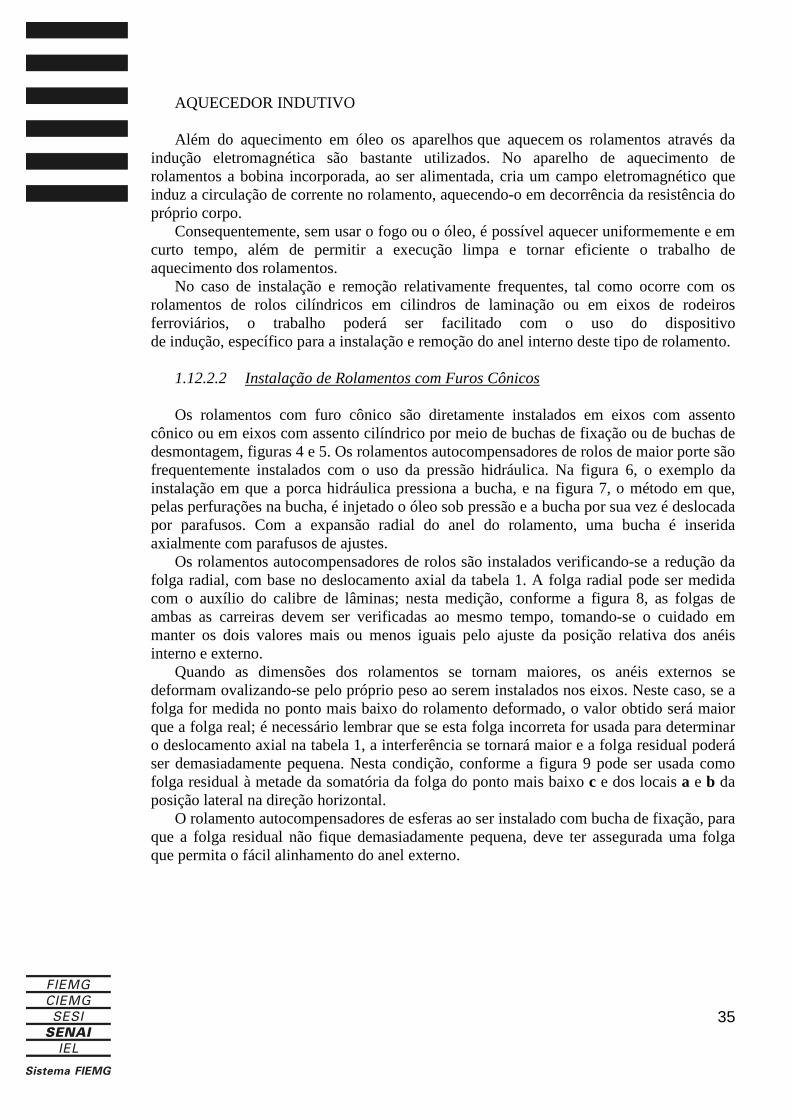
A temperatura de aquecimento pode ser definida em função da dimensão do rolamento e a interferência prevista, baseando-se referencialmente na figura 3.
As precauções a serem tomadas quando do emprego de aquecimento são as seguintes: � Não aquecer o rolamento acima de 120°C; � Para evitar o contato do rolamento no fundo do tanque, deve ser estudado o uso de
uma tela de suporte ou mantê-lo suspenso; � Aquecer o rolamento cerca de 20 ~ 30°C acima da requerida, para que a instalação
não seja dificultada pelo esfriamento do anel interno; � Após a instalação, o rolamento esfria e contrai também na largura, por isto, o
rolamento deve ser pressionado firmemente contra o encosto do eixo com a porca ou ferramenta apropriada, de modo a evitar folga entre o rolamento e o encosto;
� Rolamentos vedados e blindados não podem ser aquecidos com banho de óleo.
35
AQUECEDOR INDUTIVO Além do aquecimento em óleo os aparelhos que aquecem os rolamentos através da
indução eletromagnética são bastante utilizados. No aparelho de aquecimento de rolamentos a bobina incorporada, ao ser alimentada, cria um campo eletromagnético que induz a circulação de corrente no rolamento, aquecendo-o em decorrência da resistência do próprio corpo.
Consequentemente, sem usar o fogo ou o óleo, é possível aquecer uniformemente e em curto tempo, além de permitir a execução limpa e tornar eficiente o trabalho de aquecimento dos rolamentos.
No caso de instalação e remoção relativamente frequentes, tal como ocorre com os rolamentos de rolos cilíndricos em cilindros de laminação ou em eixos de rodeiros ferroviários, o trabalho poderá ser facilitado com o uso do dispositivo de indução, específico para a instalação e remoção do anel interno deste tipo de rolamento.
1.12.2.2 Instalação de Rolamentos com Furos Cônicos Os rolamentos com furo cônico são diretamente instalados em eixos com assento
cônico ou em eixos com assento cilíndrico por meio de buchas de fixação ou de buchas de desmontagem, figuras 4 e 5. Os rolamentos autocompensadores de rolos de maior porte são frequentemente instalados com o uso da pressão hidráulica. Na figura 6, o exemplo da instalação em que a porca hidráulica pressiona a bucha, e na figura 7, o método em que, pelas perfurações na bucha, é injetado o óleo sob pressão e a bucha por sua vez é deslocada por parafusos. Com a expansão radial do anel do rolamento, uma bucha é inserida axialmente com parafusos de ajustes.
Os rolamentos autocompensadores de rolos são instalados verificando-se a redução da folga radial, com base no deslocamento axial da tabela 1. A folga radial pode ser medida com o auxílio do calibre de lâminas; nesta medição, conforme a figura 8, as folgas de ambas as carreiras devem ser verificadas ao mesmo tempo, tomando-se o cuidado em manter os dois valores mais ou menos iguais pelo ajuste da posição relativa dos anéis interno e externo.
Quando as dimensões dos rolamentos se tornam maiores, os anéis externos se deformam ovalizando-se pelo próprio peso ao serem instalados nos eixos. Neste caso, se a folga for medida no ponto mais baixo do rolamento deformado, o valor obtido será maior que a folga real; é necessário lembrar que se esta folga incorreta for usada para determinar o deslocamento axial na tabela 1, a interferência se tornará maior e a folga residual poderá ser demasiadamente pequena. Nesta condição, conforme a figura 9 pode ser usada como folga residual à metade da somatória da folga do ponto mais baixo c e dos locais a e b da posição lateral na direção horizontal.
O rolamento autocompensadores de esferas ao ser instalado com bucha de fixação, para que a folga residual não fique demasiadamente pequena, deve ter assegurada uma folga que permita o fácil alinhamento do anel externo.
36
1.12.3 Operação de Inspeção
Após a instalação ter sido finalizada o teste de giro deve ser realizado para confirmar a
instalação correta do rolamento. As máquinas de pequeno porte são movimentadas manualmente para verificar a
suavidade do giro. Os itens a serem verificados são: pequenos trancos devidos a partículas estranhas, escoriações ou esmagamentos; inconstância do torque devido a falhas nas instalações ou falhas no assento; e torque excessivo de origem em folga demasiadamente reduzida, desalinhamento ou atrito de vedação. Não havendo anormalidades, pode-se efetuar o giro acionado.
As máquinas de grande porte, por não permitirem o movimento manual, devem ser acionadas sem carga e imediatamente desligadas, e durante o movimento inercial, verificadas a existência ou não de anormalidades como, vibração, ruído e partes girantes em contato indevido; após isto, pode ser efetuado o giro acionado.
O giro acionado deve ser iniciado sem carga e em baixa rotação, elevando gradativamente até as condições estabelecidas de funcionamento. As verificações a serem efetuadas durante esta etapa inicial de giro são: a existência ou não de ruído anormal; a mudança de temperatura no rolamento; vazamento e alteração na cor do lubrificante etc. Constatada alguma anormalidade no teste inicial de giro, a operação deve ser imediatamente interrompida, a máquina inspecionada, e se necessário o rolamento removido para inspeção.
A temperatura do rolamento pode ser estimada, geralmente, pela temperatura da superfície externa do alojamento, no entanto, se for possível medir a temperatura diretamente no anel externo do rolamento, através do furo de lubrificação, por exemplo, será o mais conveniente.
A temperatura do rolamento deve aumentar gradualmente até se estabilizar; normalmente de uma a duas horas após o início da operação. Caso haja alguma anormalidade, no rolamento ou na instalação, a temperatura do rolamento pode aumentar rapidamente tornando-se demasiadamente alta; nestes casos pode-se ter como causa, o excesso de lubrificante, a folga reduzida do rolamento, a instalação deficiente, o atrito excessivo do sistema de vedação, entre outras.
37
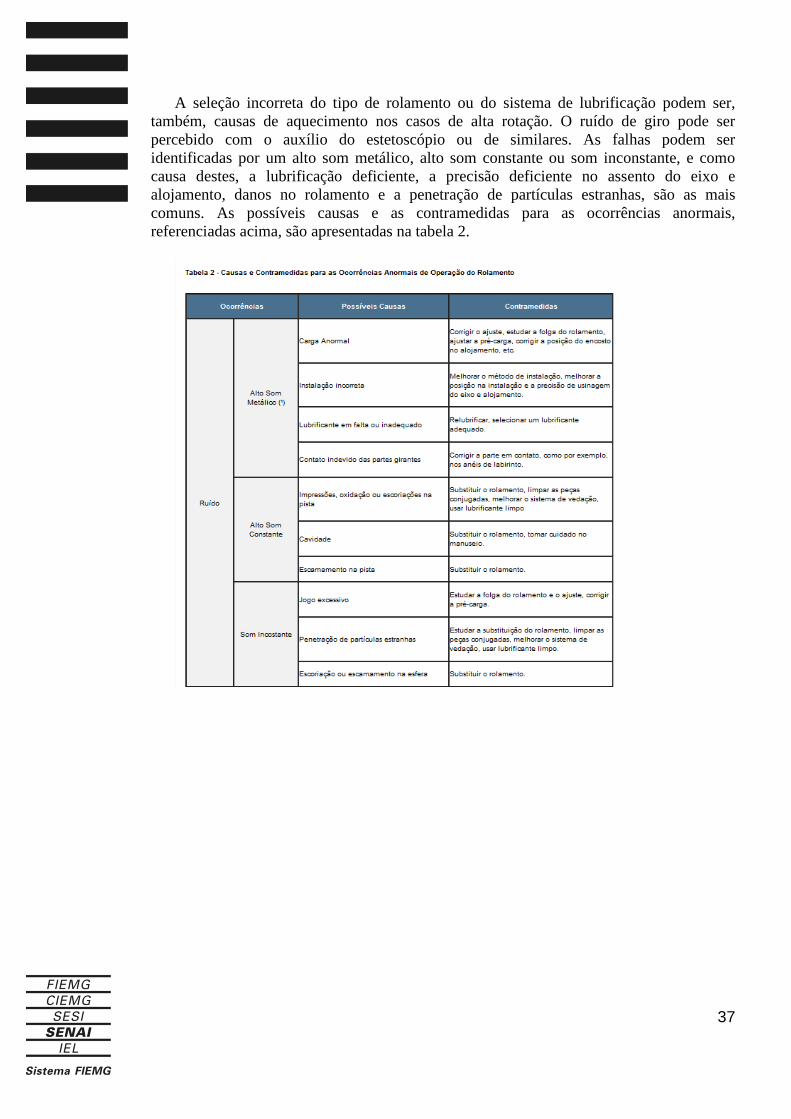
A seleção incorreta do tipo de rolamento ou do sistema de lubrificação podem ser, também, causas de aquecimento nos casos de alta rotação. O ruído de giro pode ser percebido com o auxílio do estetoscópio ou de similares. As falhas podem ser identificadas por um alto som metálico, alto som constante ou som inconstante, e como causa destes, a lubrificação deficiente, a precisão deficiente no assento do eixo e alojamento, danos no rolamento e a penetração de partículas estranhas, são as mais comuns. As possíveis causas e as contramedidas para as ocorrências anormais, referenciadas acima, são apresentadas na tabela 2.
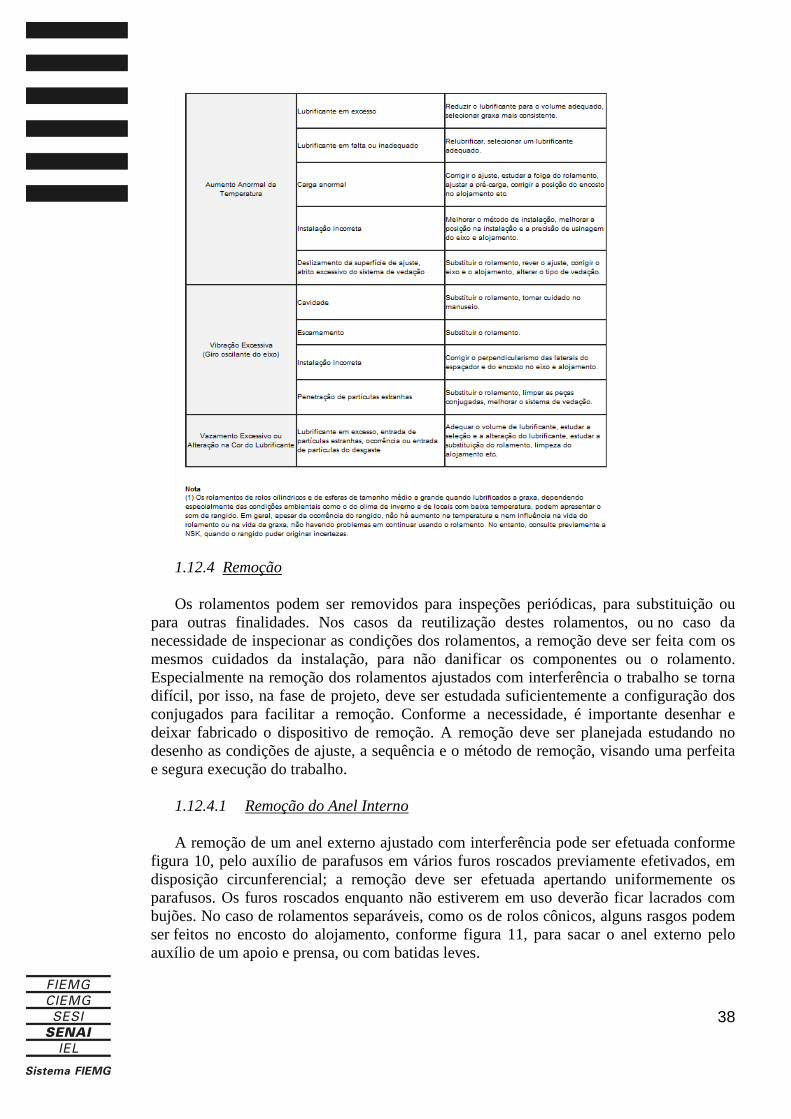
38
1.12.4 Remoção Os rolamentos podem ser removidos para inspeções periódicas, para substituição ou
para outras finalidades. Nos casos da reutilização destes rolamentos, ou no caso da necessidade de inspecionar as condições dos rolamentos, a remoção deve ser feita com os mesmos cuidados da instalação, para não danificar os componentes ou o rolamento. Especialmente na remoção dos rolamentos ajustados com interferência o trabalho se torna difícil, por isso, na fase de projeto, deve ser estudada suficientemente a configuração dos conjugados para facilitar a remoção. Conforme a necessidade, é importante desenhar e deixar fabricado o dispositivo de remoção. A remoção deve ser planejada estudando no desenho as condições de ajuste, a sequência e o método de remoção, visando uma perfeita e segura execução do trabalho.
1.12.4.1 Remoção do Anel Interno
A remoção de um anel externo ajustado com interferência pode ser efetuada conforme
figura 10, pelo auxílio de parafusos em vários furos roscados previamente efetivados, em disposição circunferencial; a remoção deve ser efetuada apertando uniformemente os parafusos. Os furos roscados enquanto não estiverem em uso deverão ficar lacrados com bujões. No caso de rolamentos separáveis, como os de rolos cônicos, alguns rasgos podem ser feitos no encosto do alojamento, conforme figura 11, para sacar o anel externo pelo auxílio de um apoio e prensa, ou com batidas leves.
39
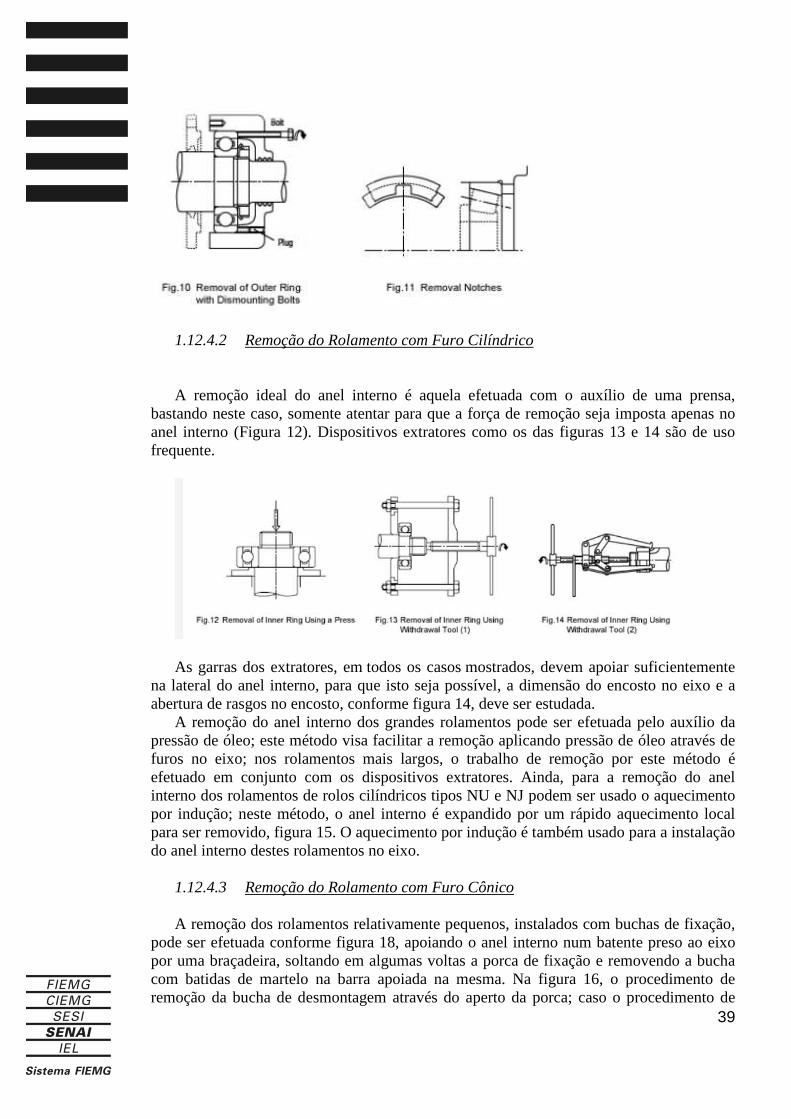
1.12.4.2 Remoção do Rolamento com Furo Cilíndrico
A remoção ideal do anel interno é aquela efetuada com o auxílio de uma prensa, bastando neste caso, somente atentar para que a força de remoção seja imposta apenas no anel interno (Figura 12). Dispositivos extratores como os das figuras 13 e 14 são de uso frequente.
As garras dos extratores, em todos os casos mostrados, devem apoiar suficientemente
na lateral do anel interno, para que isto seja possível, a dimensão do encosto no eixo e a abertura de rasgos no encosto, conforme figura 14, deve ser estudada.
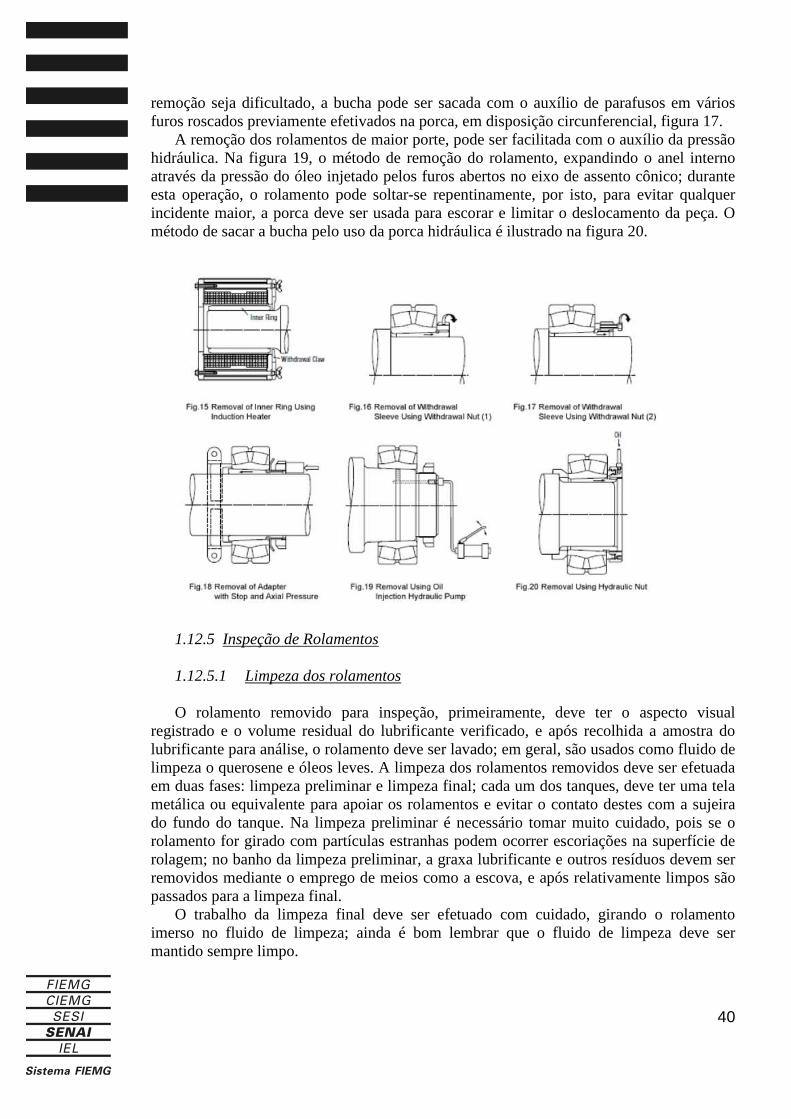
A remoção do anel interno dos grandes rolamentos pode ser efetuada pelo auxílio da pressão de óleo; este método visa facilitar a remoção aplicando pressão de óleo através de furos no eixo; nos rolamentos mais largos, o trabalho de remoção por este método é efetuado em conjunto com os dispositivos extratores. Ainda, para a remoção do anel interno dos rolamentos de rolos cilíndricos tipos NU e NJ podem ser usado o aquecimento por indução; neste método, o anel interno é expandido por um rápido aquecimento local para ser removido, figura 15. O aquecimento por indução é também usado para a instalação do anel interno destes rolamentos no eixo.
1.12.4.3 Remoção do Rolamento com Furo Cônico A remoção dos rolamentos relativamente pequenos, instalados com buchas de fixação,
pode ser efetuada conforme figura 18, apoiando o anel interno num batente preso ao eixo por uma braçadeira, soltando em algumas voltas a porca de fixação e removendo a bucha com batidas de martelo na barra apoiada na mesma. Na figura 16, o procedimento de remoção da bucha de desmontagem através do aperto da porca; caso o procedimento de
40
remoção seja dificultado, a bucha pode ser sacada com o auxílio de parafusos em vários furos roscados previamente efetivados na porca, em disposição circunferencial, figura 17.
A remoção dos rolamentos de maior porte, pode ser facilitada com o auxílio da pressão hidráulica. Na figura 19, o método de remoção do rolamento, expandindo o anel interno através da pressão do óleo injetado pelos furos abertos no eixo de assento cônico; durante esta operação, o rolamento pode soltar-se repentinamente, por isto, para evitar qualquer incidente maior, a porca deve ser usada para escorar e limitar o deslocamento da peça. O método de sacar a bucha pelo uso da porca hidráulica é ilustrado na figura 20.
1.12.5 Inspeção de Rolamentos
1.12.5.1 Limpeza dos rolamentos
O rolamento removido para inspeção, primeiramente, deve ter o aspecto visual
registrado e o volume residual do lubrificante verificado, e após recolhida a amostra do lubrificante para análise, o rolamento deve ser lavado; em geral, são usados como fluido de limpeza o querosene e óleos leves. A limpeza dos rolamentos removidos deve ser efetuada em duas fases: limpeza preliminar e limpeza final; cada um dos tanques, deve ter uma tela metálica ou equivalente para apoiar os rolamentos e evitar o contato destes com a sujeira do fundo do tanque. Na limpeza preliminar é necessário tomar muito cuidado, pois se o rolamento for girado com partículas estranhas podem ocorrer escoriações na superfície de rolagem; no banho da limpeza preliminar, a graxa lubrificante e outros resíduos devem ser removidos mediante o emprego de meios como a escova, e após relativamente limpos são passados para a limpeza final.
O trabalho da limpeza final deve ser efetuado com cuidado, girando o rolamento imerso no fluido de limpeza; ainda é bom lembrar que o fluido de limpeza deve ser mantido sempre limpo.
41
1.12.5.2 Inspeção e Avaliação de Rolamentos
Os rolamentos após serem muito bem limpos são examinados para avaliar a possibilidade ou não da reutilização. A inspeção minuciosa deve verificar a existência ou não de anormalidades e danos como: a redução na precisão dimensional, o aumento da folga interna do rolamento, o estado de desgaste da gaiola, o estado da superfície de ajuste, da superfície de rolagem, da superfície dos corpos rolantes, entre outros. Os tipos não separáveis como os rolamentos de esferas, quando de menor porte, permitem confirmar a suavidade no giro, mantendo o anel interno na horizontal em uma das mãos e girando o anel externo.
Os rolamentos separáveis, como o de rolos cônicos, permitem a verificação dos corpos rolantes e a pista do anel externo individualmente. Os rolamentos de maior porte, por não permitirem o giro manual, devem ser verificados com atenção: o aspecto visual dos corpos rolantes, a superfície da pista, a gaiola e a superfície de contato no rebordo. Quanto maior for o nível de importância do rolamento, maior deverá ser a seriedade dos exames.
A avaliação quanto a possibilidade ou não da reutilização deve ser efetuada somente após considerar o grau de danos, a capacidade da máquina, o grau de importância, as condições de trabalho e o intervalo de tempo até a próxima inspeção. Entretanto, se qualquer dos seguintes defeitos for observado, a reutilização do rolamento é inviabilizada, sendo necessária a substituição por uma peça nova:
� Quando houver trincas ou lascados no anel interno, no anel externo, nos corpos rolantes ou na gaiola.
� Quando houver escapamento na pista ou nos corpos rolantes. � Quando houver arranhadura significativa na pista, no rebordo ou nos corpos
rolantes. � Quando o desgaste da gaiola for significativo ou os rebites estiverem soltos. � Quando houver oxidação ou escoriações na superfície da pista ou dos corpos
rolantes. � Quando houver impressões ou marcas de impacto significativo na superfície da
pista ou dos corpos rolantes. � Quando houver deslizamento significativo na superfície do furo ou na superfície do
anel externo. � Quando houver alteração significativa na cor devido ao calor. � Quando houver danos significativos nas placas de blindagem ou de vedação. 1.12.6 Manutenção e Inspeção
1.12.6.1 Manutenção, Inspeção e Correção de Anormalidades
A manutenção e a inspeção são realizadas com a finalidade de manter o maior tempo
possível às condições originais dos rolamentos. Através destas, as falhas são antecipadamente remediadas, garantindo a confiabilidade operacional, possibilitando o aumento da produtividade e a redução de custos. A manutenção requerida é aquela realizada periodicamente, segundo procedimentos específicos que correspondam às condições operacionais das máquinas, abrangendo o acompanhamento da condição em operação, a complementação ou troca do lubrificante, e a desmontagem periódica para avaliações.
42
A inspeção durante o funcionamento deve abranger itens como: o ruído no rolamento, vibrações, temperatura e o estado do lubrificante; caso for encontrada alguma anormalidade durante o funcionamento a causa deve ser identificada e eliminada através de medidas corretivas, referenciando-se na tabela 2. Conforme a necessidade, o rolamento deve ser removido para um exame pormenorizado.
Os principais procedimentos após a remoção deverão ser verificados no parágrafo 5, inspeção de rolamentos.
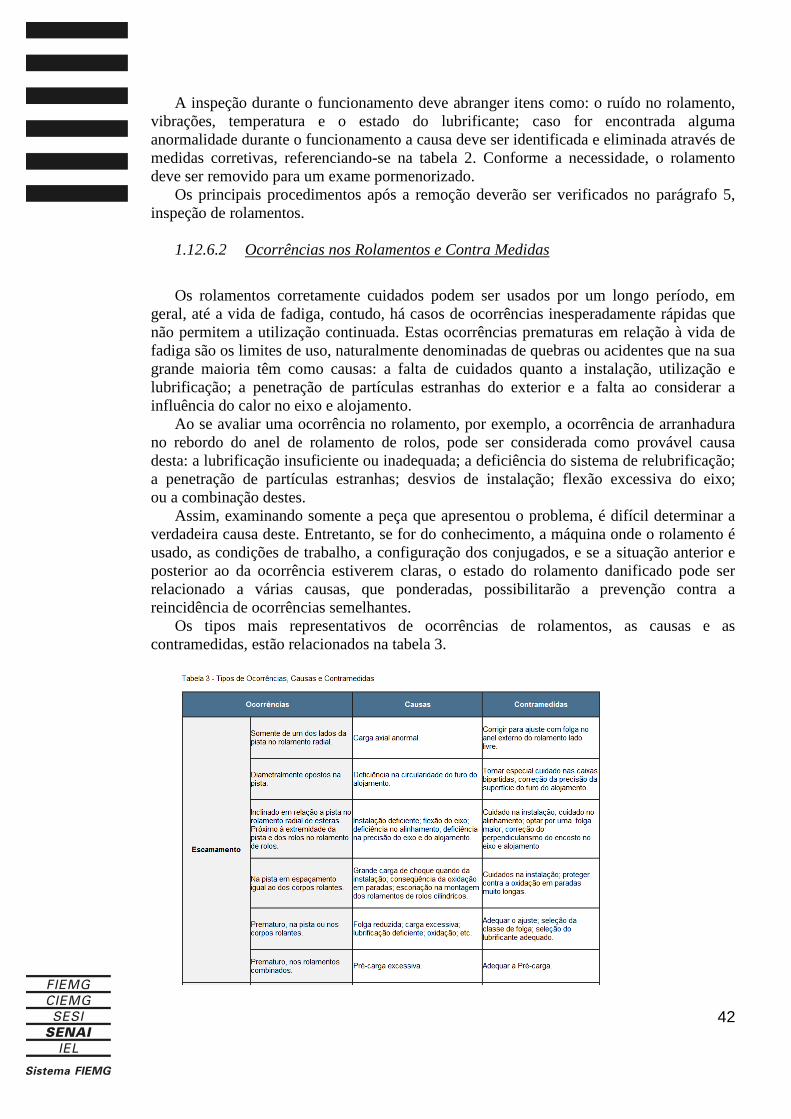
1.12.6.2 Ocorrências nos Rolamentos e Contra Medidas Os rolamentos corretamente cuidados podem ser usados por um longo período, em
geral, até a vida de fadiga, contudo, há casos de ocorrências inesperadamente rápidas que não permitem a utilização continuada. Estas ocorrências prematuras em relação à vida de fadiga são os limites de uso, naturalmente denominadas de quebras ou acidentes que na sua grande maioria têm como causas: a falta de cuidados quanto a instalação, utilização e lubrificação; a penetração de partículas estranhas do exterior e a falta ao considerar a influência do calor no eixo e alojamento.
Ao se avaliar uma ocorrência no rolamento, por exemplo, a ocorrência de arranhadura no rebordo do anel de rolamento de rolos, pode ser considerada como provável causa desta: a lubrificação insuficiente ou inadequada; a deficiência do sistema de relubrificação; a penetração de partículas estranhas; desvios de instalação; flexão excessiva do eixo; ou a combinação destes.
Assim, examinando somente a peça que apresentou o problema, é difícil determinar a verdadeira causa deste. Entretanto, se for do conhecimento, a máquina onde o rolamento é usado, as condições de trabalho, a configuração dos conjugados, e se a situação anterior e posterior ao da ocorrência estiverem claras, o estado do rolamento danificado pode ser relacionado a várias causas, que ponderadas, possibilitarão a prevenção contra a reincidência de ocorrências semelhantes.
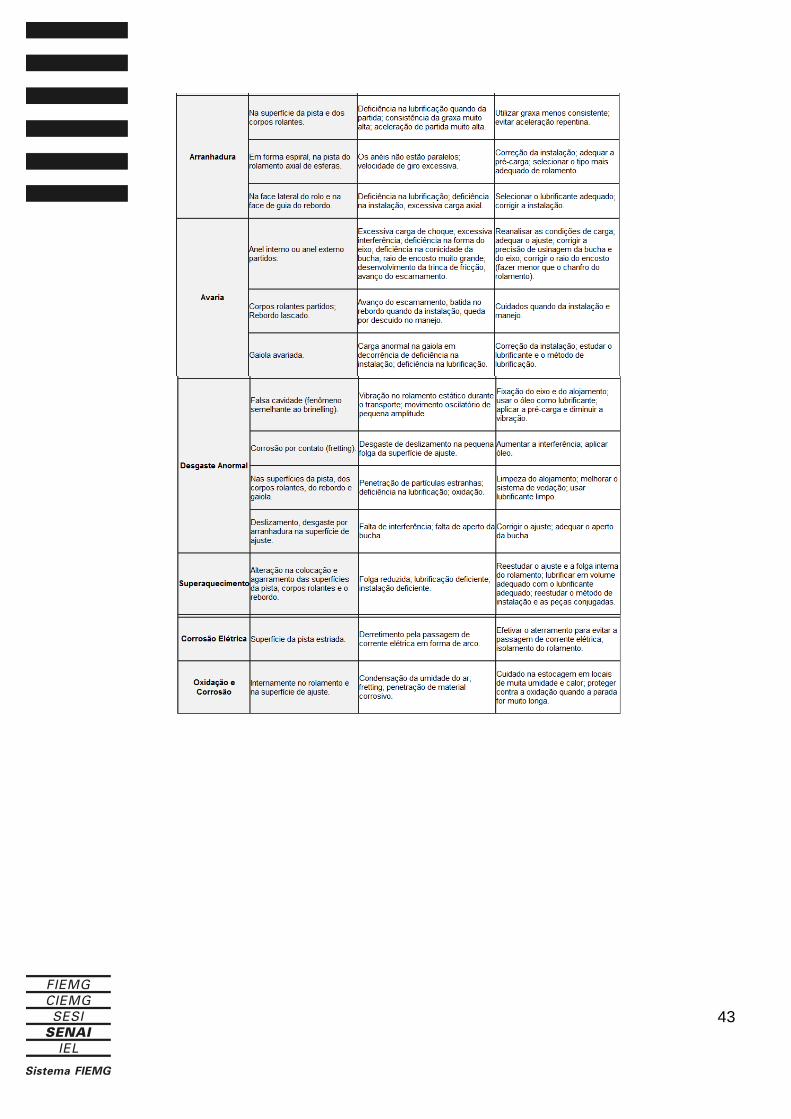
Os tipos mais representativos de ocorrências de rolamentos, as causas e as contramedidas, estão relacionados na tabela 3.
43
44
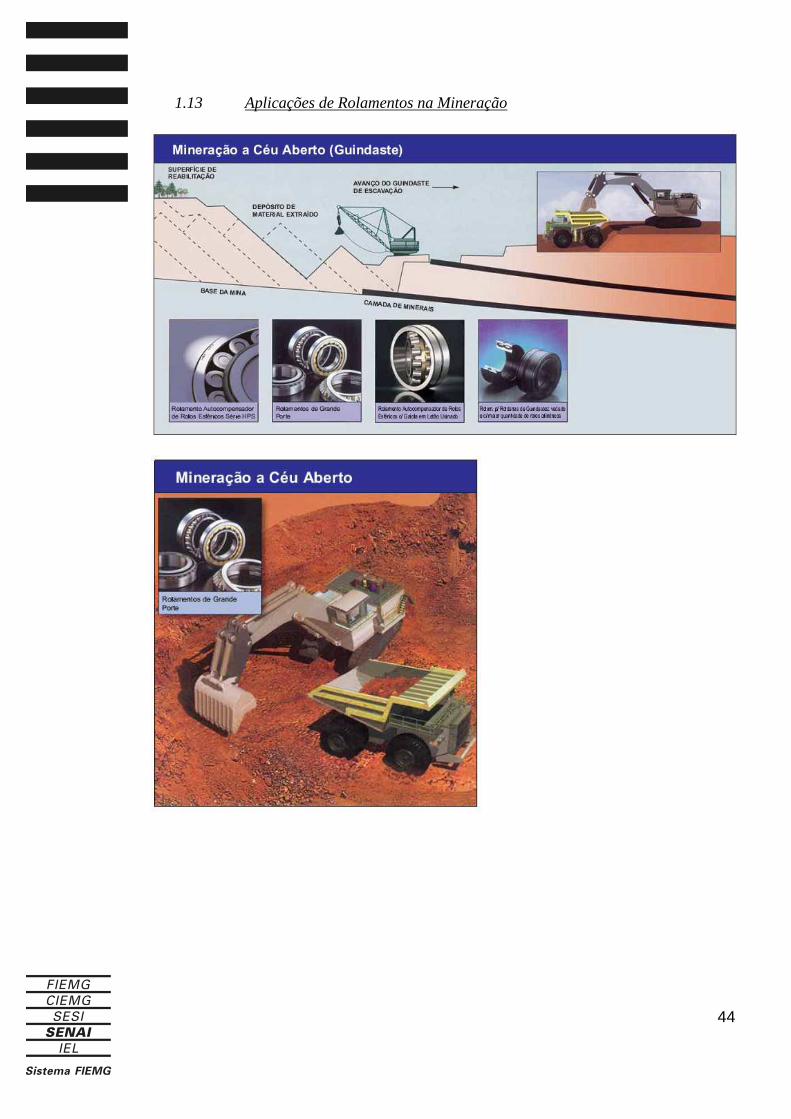
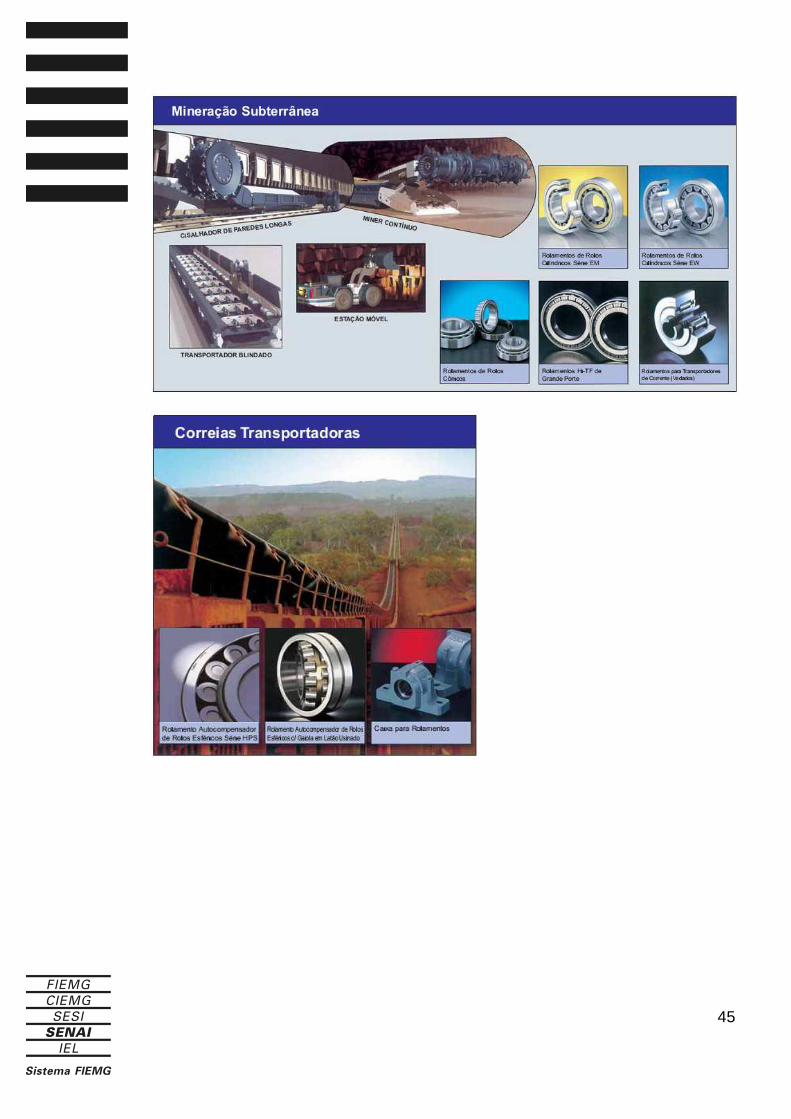
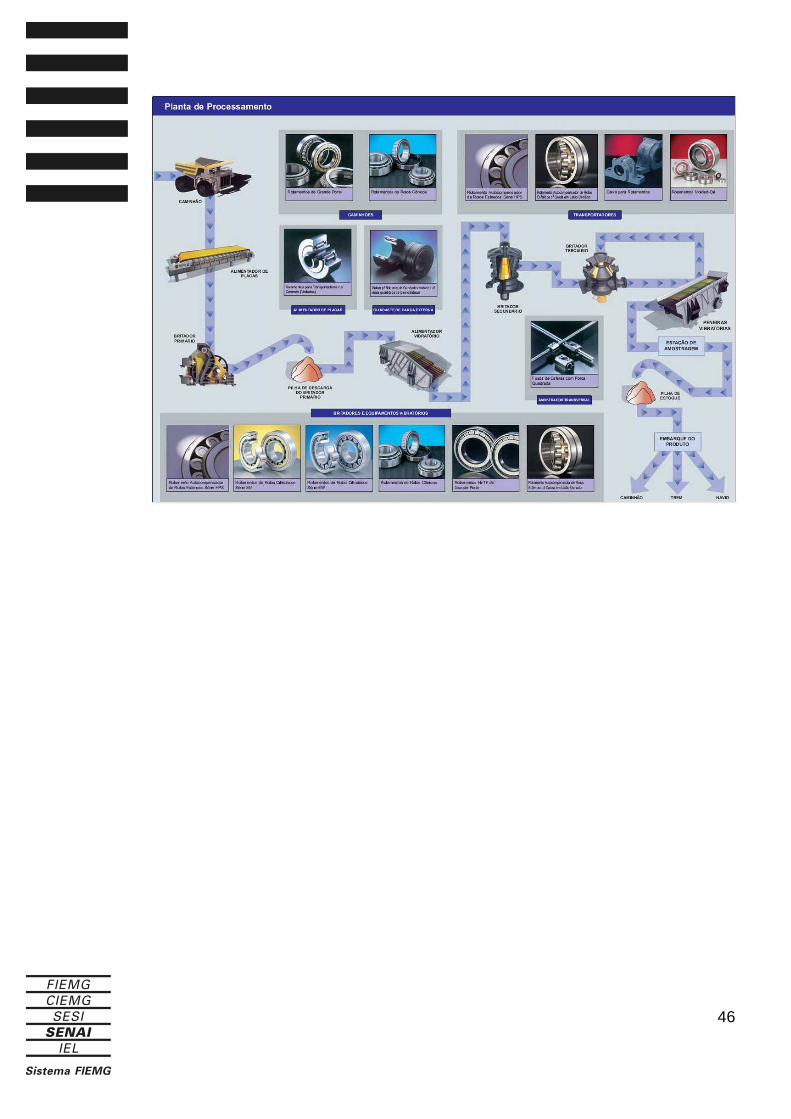
1.13 Aplicações de Rolamentos na Mineração
45
46
47
2. MANCAIS
2.1 Introdução
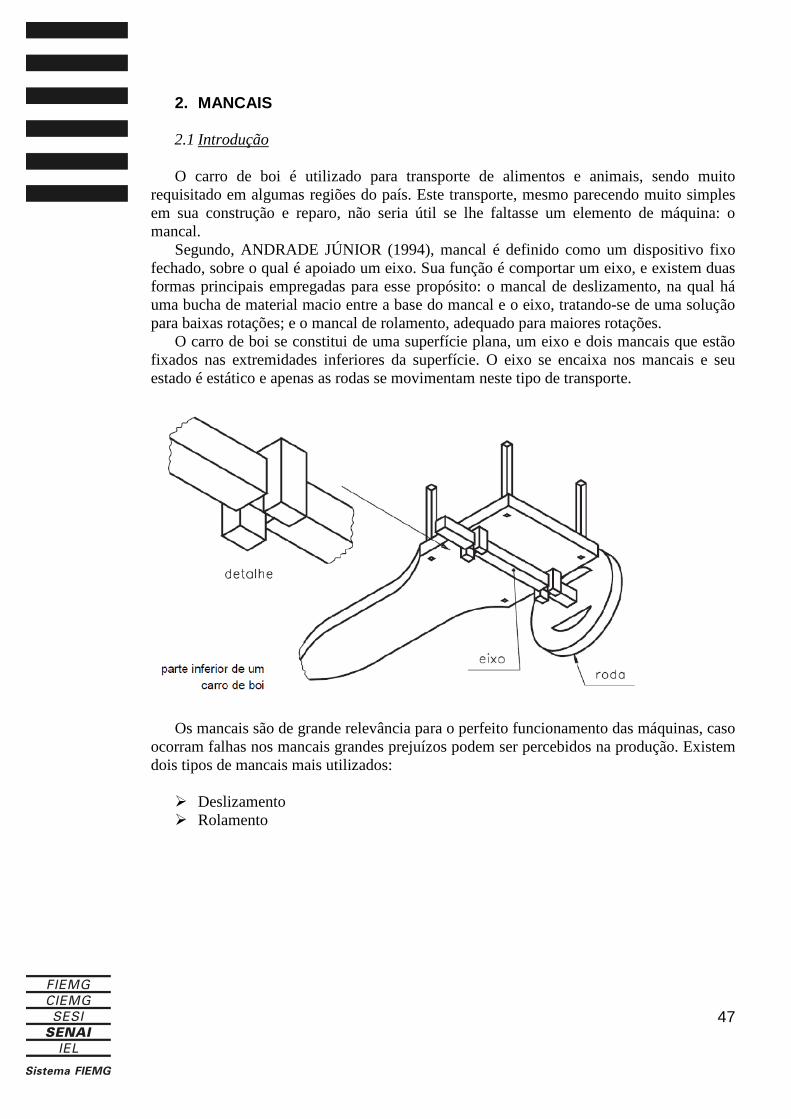
O carro de boi é utilizado para transporte de alimentos e animais, sendo muito requisitado em algumas regiões do país. Este transporte, mesmo parecendo muito simples em sua construção e reparo, não seria útil se lhe faltasse um elemento de máquina: o mancal.
Segundo, ANDRADE JÚNIOR (1994), mancal é definido como um dispositivo fixo fechado, sobre o qual é apoiado um eixo. Sua função é comportar um eixo, e existem duas formas principais empregadas para esse propósito: o mancal de deslizamento, na qual há uma bucha de material macio entre a base do mancal e o eixo, tratando-se de uma solução para baixas rotações; e o mancal de rolamento, adequado para maiores rotações.
O carro de boi se constitui de uma superfície plana, um eixo e dois mancais que estão fixados nas extremidades inferiores da superfície. O eixo se encaixa nos mancais e seu estado é estático e apenas as rodas se movimentam neste tipo de transporte.
Os mancais são de grande relevância para o perfeito funcionamento das máquinas, caso ocorram falhas nos mancais grandes prejuízos podem ser percebidos na produção. Existem dois tipos de mancais mais utilizados:
� Deslizamento � Rolamento
48
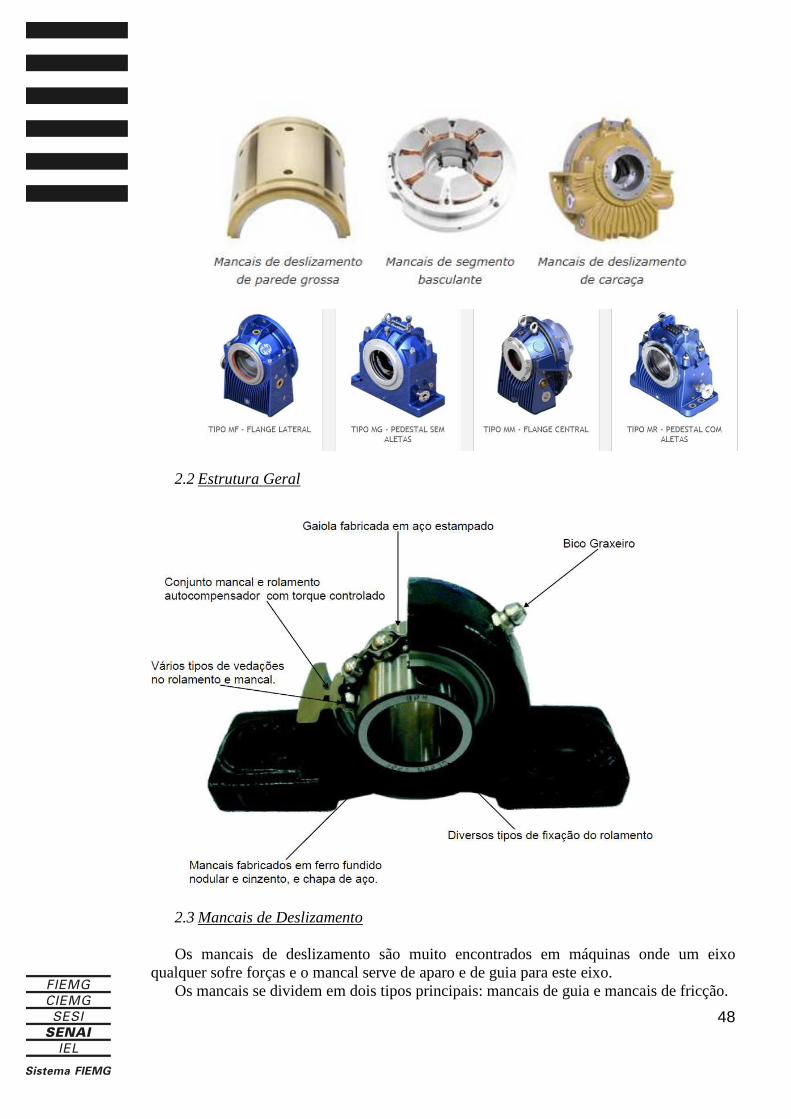
2.2 Estrutura Geral
2.3 Mancais de Deslizamento Os mancais de deslizamento são muito encontrados em máquinas onde um eixo
qualquer sofre forças e o mancal serve de aparo e de guia para este eixo. Os mancais se dividem em dois tipos principais: mancais de guia e mancais de fricção.
49
Para um aumento da vida útil dos mancais de deslizamento é indispensável o uso de lubrificantes adequados para cada aplicação. Outro fator importante é a escolha do lubrificante e sua frequência de relubrificação.
2.3.1 Tipos de Mancais de Deslizamento
A função do mancal de deslizamento é servir de apoio para eixos girantes. Estes
mancais estão sujeitos às forças de atrito devido a rotação do eixo, ou seja, o atrito ocorre devido ao contato da superfície do eixo com o mancal.
Os mancais são constituídos de uma bucha fixada em um suporte e são utilizados em máquinas pesadas e em equipamentos de baixa rotação, porque a baixa velocidade evita o superaquecimento dos equipamentos expostos ao atrito. São simples de montar e desmontar. A vida útil dos mancais de deslizamento poderá ser prolongada seguindo alguns parâmetros: os materiais necessitam ser muito bem escolhidos e apropriados a partir do desenvolvimento do projeto de fabricação. O projeto de fabricação deverá prever os modos para os trabalhos de manutenção, conservação, limpeza, lubrificação, alinhamento e reposição, mas no caso de possíveis danos faz-se importante considerar as principais funções dos mancais de deslizamento, que são: apoiar e guiar os eixos.
a) Mancais de guia - Muito encontrados em máquinas ferramentas, onde a mesa
desliza sobre suas guias. Não suportam muita carga, o movimento relativo entre eles é de translação.
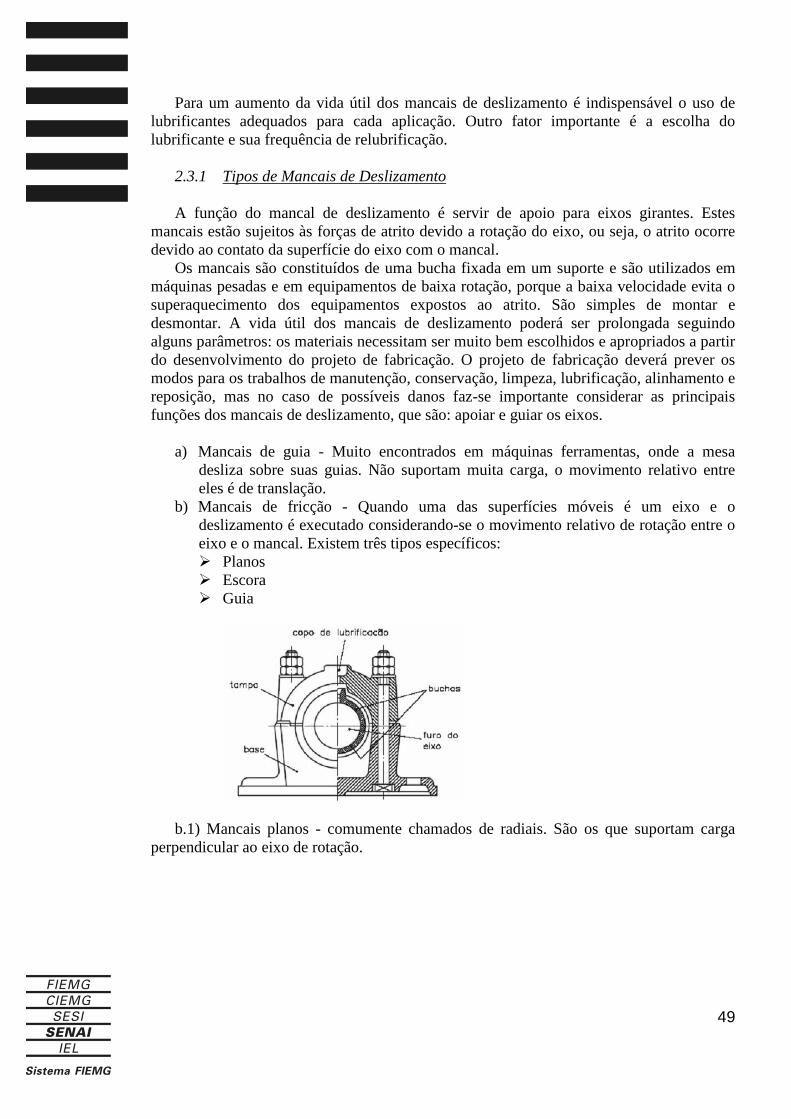
b) Mancais de fricção - Quando uma das superfícies móveis é um eixo e o deslizamento é executado considerando-se o movimento relativo de rotação entre o eixo e o mancal. Existem três tipos específicos: � Planos � Escora � Guia
b.1) Mancais planos - comumente chamados de radiais. São os que suportam carga perpendicular ao eixo de rotação.

50
b.2) Mancais de escora – também conhecido como de encosto. São projetados para
trabalharem sob ação de cargas axiais.
b.3) Mancais guias – servem praticamente para evitar o deslizamento do eixo.
2.3.2 Materiais Utilizados Geralmente a base do mancal é de ferro fundido ou podendo também ser de aço,
dependendo muito de fatores técnicos envolvidos no projeto do mancal. Para a confecção da bucha utilizam-se diversos materiais, dos quais destacam-se em
ordem de emprego os seguintes materiais: 1. Metal patente: são ligas fundamentalmente a base de Estanho (89%), Antimônio
(8%), Cobre (3%). Este metal é muito utilizado. 2. Ligas binárias de Cobre e Chumbo (20 à 40% de Chumbo): A boa resistência a
fadiga indica o seu uso em mancais que trabalham em condições severas. 3. Bronzes: Três são os principais tipos de bronzes: - Bronze a base de Estanho; - Bronze a base de Chumbo; - Bronze de alta resistência.
51
Todos os tipos especificados acima são utilizados em mancais de bombas de água, motores marítimos, trens de laminação mancam de vagões ferroviários.
4. Alumínio: Suas ligas resistem bem à corrosão produzida pela acidez do lubrificante. São muito usados em mancais de motores de explosão, alguns compressores, equipamentos aeronáuticos.
5. Prata: Mancais com prata são muito usados em aeronaves e motores diesel. São camadas (0.001 à 0.005 in) de prata depositada internamente em mancais de aço.
6. Ferro fundido: São raramente usados. 7. Grafite: é misturado com cobre, bronze, e plásticos, obtendo assim, uma maior
diminuição do coeficiente de fricção. 8. Plásticos: Muito utilizados em máquinas de indústrias têxteis, alimentícias, com
produtos corrosivos, oxigênio líquido.
2.3.3 Função dos Mancais de Deslizamentos
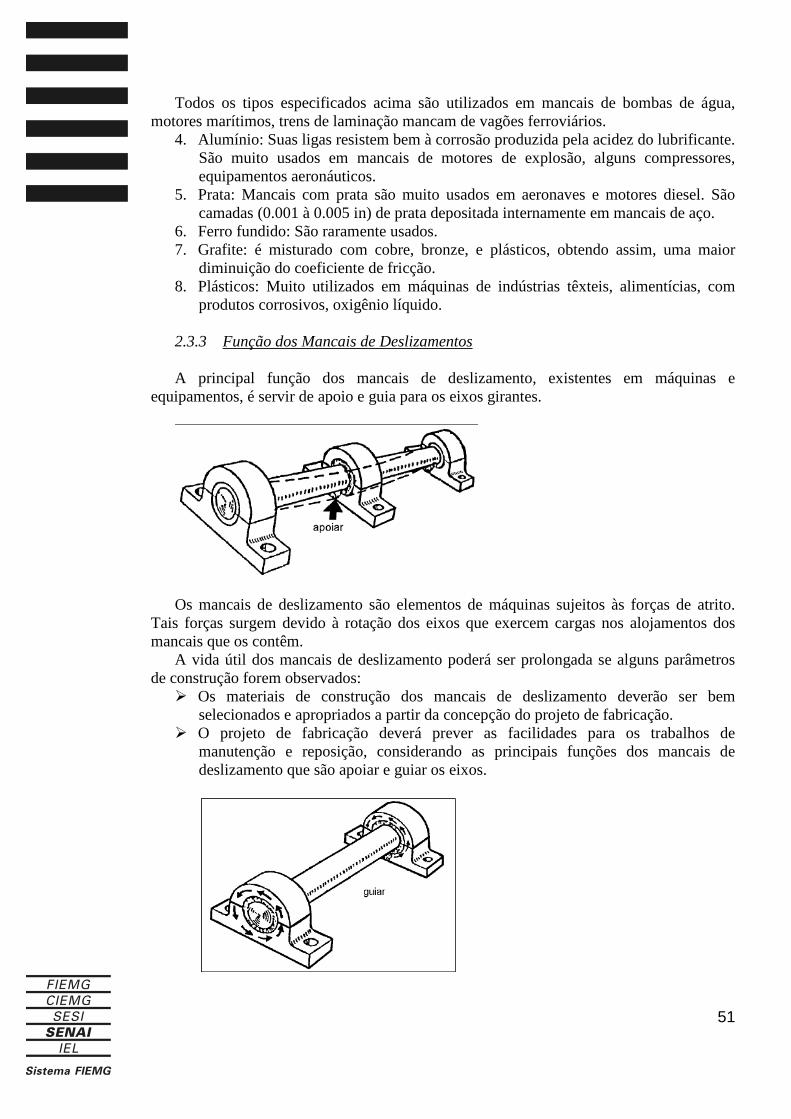
A principal função dos mancais de deslizamento, existentes em máquinas e equipamentos, é servir de apoio e guia para os eixos girantes.
Os mancais de deslizamento são elementos de máquinas sujeitos às forças de atrito.
Tais forças surgem devido à rotação dos eixos que exercem cargas nos alojamentos dos mancais que os contêm.
A vida útil dos mancais de deslizamento poderá ser prolongada se alguns parâmetros de construção forem observados:
� Os materiais de construção dos mancais de deslizamento deverão ser bem selecionados e apropriados a partir da concepção do projeto de fabricação.
� O projeto de fabricação deverá prever as facilidades para os trabalhos de manutenção e reposição, considerando as principais funções dos mancais de deslizamento que são apoiar e guiar os eixos.
52
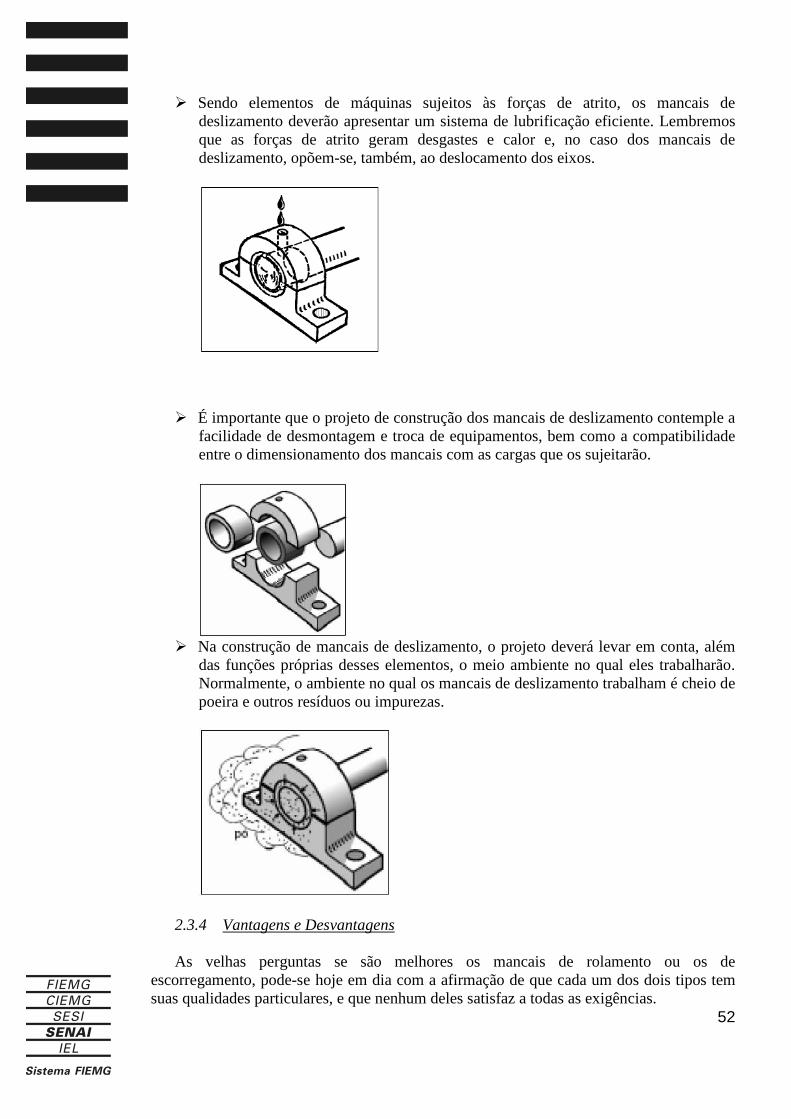
� Sendo elementos de máquinas sujeitos às forças de atrito, os mancais de deslizamento deverão apresentar um sistema de lubrificação eficiente. Lembremos que as forças de atrito geram desgastes e calor e, no caso dos mancais de deslizamento, opõem-se, também, ao deslocamento dos eixos.
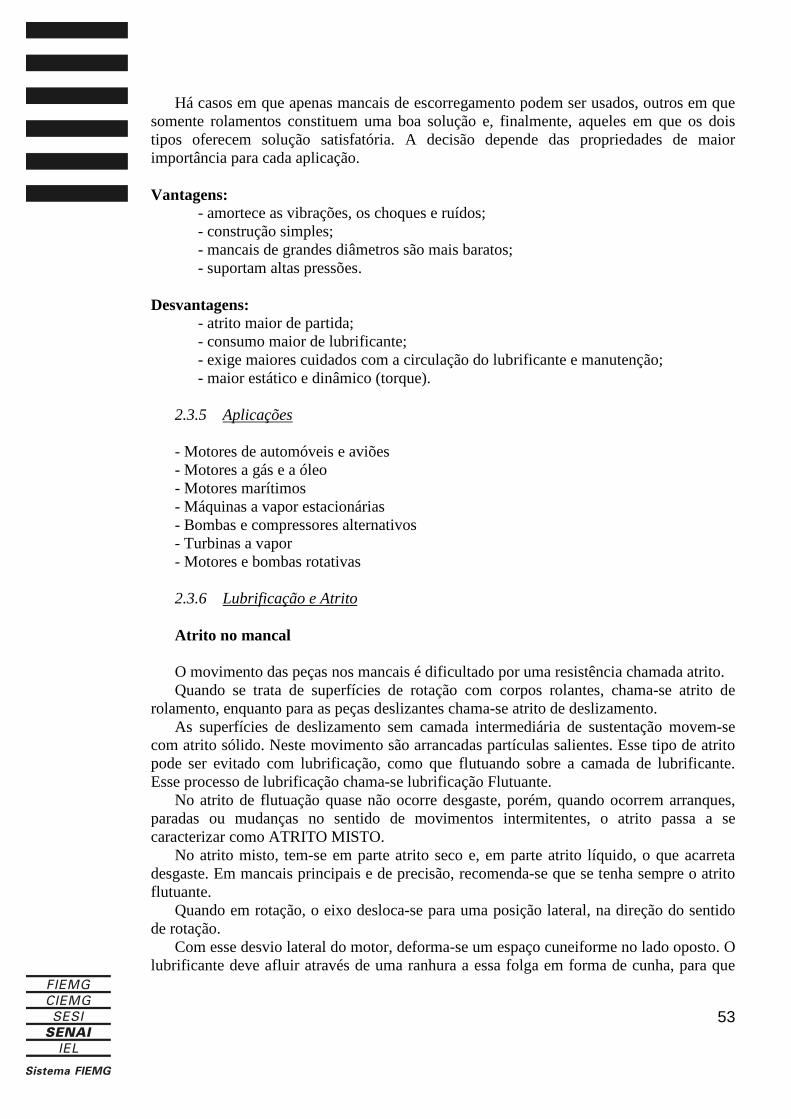
� É importante que o projeto de construção dos mancais de deslizamento contemple a
facilidade de desmontagem e troca de equipamentos, bem como a compatibilidade entre o dimensionamento dos mancais com as cargas que os sujeitarão.
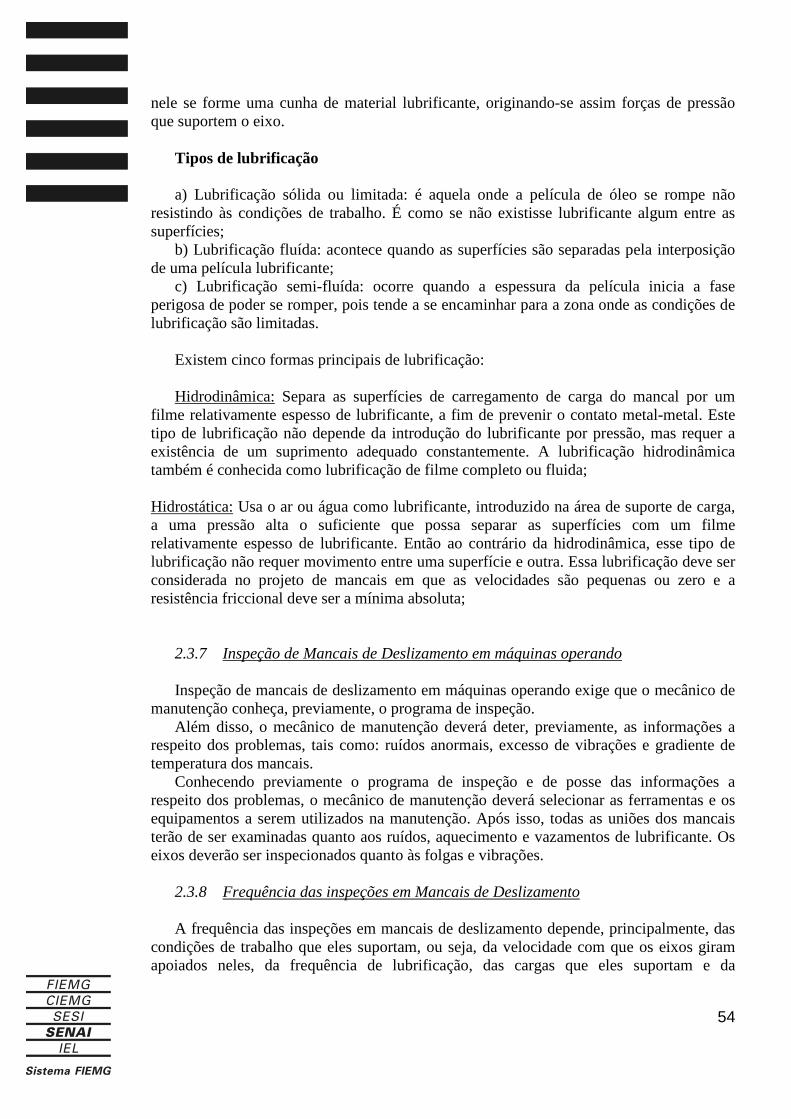
� Na construção de mancais de deslizamento, o projeto deverá levar em conta, além
das funções próprias desses elementos, o meio ambiente no qual eles trabalharão. Normalmente, o ambiente no qual os mancais de deslizamento trabalham é cheio de poeira e outros resíduos ou impurezas.
2.3.4 Vantagens e Desvantagens
As velhas perguntas se são melhores os mancais de rolamento ou os de escorregamento, pode-se hoje em dia com a afirmação de que cada um dos dois tipos tem suas qualidades particulares, e que nenhum deles satisfaz a todas as exigências.
53
Há casos em que apenas mancais de escorregamento podem ser usados, outros em que somente rolamentos constituem uma boa solução e, finalmente, aqueles em que os dois tipos oferecem solução satisfatória. A decisão depende das propriedades de maior importância para cada aplicação.
Vantagens:
- amortece as vibrações, os choques e ruídos; - construção simples; - mancais de grandes diâmetros são mais baratos; - suportam altas pressões.
Desvantagens: - atrito maior de partida; - consumo maior de lubrificante; - exige maiores cuidados com a circulação do lubrificante e manutenção; - maior estático e dinâmico (torque).
2.3.5 Aplicações
- Motores de automóveis e aviões - Motores a gás e a óleo - Motores marítimos - Máquinas a vapor estacionárias - Bombas e compressores alternativos - Turbinas a vapor - Motores e bombas rotativas 2.3.6 Lubrificação e Atrito
Atrito no mancal O movimento das peças nos mancais é dificultado por uma resistência chamada atrito. Quando se trata de superfícies de rotação com corpos rolantes, chama-se atrito de
rolamento, enquanto para as peças deslizantes chama-se atrito de deslizamento. As superfícies de deslizamento sem camada intermediária de sustentação movem-se
com atrito sólido. Neste movimento são arrancadas partículas salientes. Esse tipo de atrito pode ser evitado com lubrificação, como que flutuando sobre a camada de lubrificante. Esse processo de lubrificação chama-se lubrificação Flutuante.
No atrito de flutuação quase não ocorre desgaste, porém, quando ocorrem arranques, paradas ou mudanças no sentido de movimentos intermitentes, o atrito passa a se caracterizar como ATRITO MISTO.
No atrito misto, tem-se em parte atrito seco e, em parte atrito líquido, o que acarreta desgaste. Em mancais principais e de precisão, recomenda-se que se tenha sempre o atrito flutuante.
Quando em rotação, o eixo desloca-se para uma posição lateral, na direção do sentido de rotação.
Com esse desvio lateral do motor, deforma-se um espaço cuneiforme no lado oposto. O lubrificante deve afluir através de uma ranhura a essa folga em forma de cunha, para que
54
nele se forme uma cunha de material lubrificante, originando-se assim forças de pressão que suportem o eixo.
Tipos de lubrificação a) Lubrificação sólida ou limitada: é aquela onde a película de óleo se rompe não
resistindo às condições de trabalho. É como se não existisse lubrificante algum entre as superfícies;
b) Lubrificação fluída: acontece quando as superfícies são separadas pela interposição de uma película lubrificante;
c) Lubrificação semi-fluída: ocorre quando a espessura da película inicia a fase perigosa de poder se romper, pois tende a se encaminhar para a zona onde as condições de lubrificação são limitadas.
Existem cinco formas principais de lubrificação: Hidrodinâmica: Separa as superfícies de carregamento de carga do mancal por um
filme relativamente espesso de lubrificante, a fim de prevenir o contato metal-metal. Este tipo de lubrificação não depende da introdução do lubrificante por pressão, mas requer a existência de um suprimento adequado constantemente. A lubrificação hidrodinâmica também é conhecida como lubrificação de filme completo ou fluida;
Hidrostática: Usa o ar ou água como lubrificante, introduzido na área de suporte de carga, a uma pressão alta o suficiente que possa separar as superfícies com um filme relativamente espesso de lubrificante. Então ao contrário da hidrodinâmica, esse tipo de lubrificação não requer movimento entre uma superfície e outra. Essa lubrificação deve ser considerada no projeto de mancais em que as velocidades são pequenas ou zero e a resistência friccional deve ser a mínima absoluta;
2.3.7 Inspeção de Mancais de Deslizamento em máquinas operando
Inspeção de mancais de deslizamento em máquinas operando exige que o mecânico de
manutenção conheça, previamente, o programa de inspeção. Além disso, o mecânico de manutenção deverá deter, previamente, as informações a
respeito dos problemas, tais como: ruídos anormais, excesso de vibrações e gradiente de temperatura dos mancais.
Conhecendo previamente o programa de inspeção e de posse das informações a respeito dos problemas, o mecânico de manutenção deverá selecionar as ferramentas e os equipamentos a serem utilizados na manutenção. Após isso, todas as uniões dos mancais terão de ser examinadas quanto aos ruídos, aquecimento e vazamentos de lubrificante. Os eixos deverão ser inspecionados quanto às folgas e vibrações.
2.3.8 Frequência das inspeções em Mancais de Deslizamento
A frequência das inspeções em mancais de deslizamento depende, principalmente, das
condições de trabalho que eles suportam, ou seja, da velocidade com que os eixos giram apoiados neles, da frequência de lubrificação, das cargas que eles suportam e da
55
quantidade de calor que eles geram. Essa quantidade de calor é avaliada pela temperatura do conjunto.
Para exemplificar a frequência de inspeções em conjuntos que possuem A U L A mancais de deslizamento, observe os seguintes casos:
� Mancais de eixos que sustentam polias: uma vez por mês; � Mancais de cabeçotes ou caixas de engrenagens: a cada vinte dias; � Mancais de apoio pequenos: uma a cada dois meses. É importante salientar que os períodos estipulados para as inspeções podem variar de
acordo com as condições de trabalho citadas anteriormente. 2.3.9 Limpeza em Mancais de Deslizamento
Os mancais desmontados devem ser lavados com querosene para dissolver o
lubrificante usado e eliminar as impurezas. Após a lavagem dos mancais, eles deverão ser lubrificados com o mesmo tipo de lubrificante anteriormente usado, desde que esse tipo não seja o causador de algum provável dano.
No local de funcionamento dos mancais, a limpeza deve ser contínua nas proximidades para eliminar os elementos estranhos que poderiam contaminar o lubrificante, tais como: água, partículas metálicas, pó, abrasivos, ácidos etc.
56
2.4 Mancais de Rolamentos
Este tipo de mancal é utilizado quando é necessário maior velocidade e menor atrito. Quando o eixo gira dentro do furo é produzido o atrito denominado de escorregamento.
Para reduzir esse atrito utiliza-se o rolamento: que é um elemento de máquina que permite o movimento relativo controlado entre duas ou mais partes. Eles limitam as perdas de energia produzidas pelo atrito.
O comportamento do mancal de rolamento pode ser verificado através do tato e da audição. No entanto, para fazer a avaliação do processo de giro, é necessário girar o rolamento lentamente através do tato, isso permite constatar se o movimento está tendo dificuldades para girar ou não. Já na avaliação pela audição é necessário que o rolamento gire através de rotações reduzidas, levando em consideração o ruído emitido que se classificam como: raspantes, estrepitoso ou metálico; se isto ocorrer é porque as pistas estão sujas, descascadas, com folgas ou com falta de lubrificação.
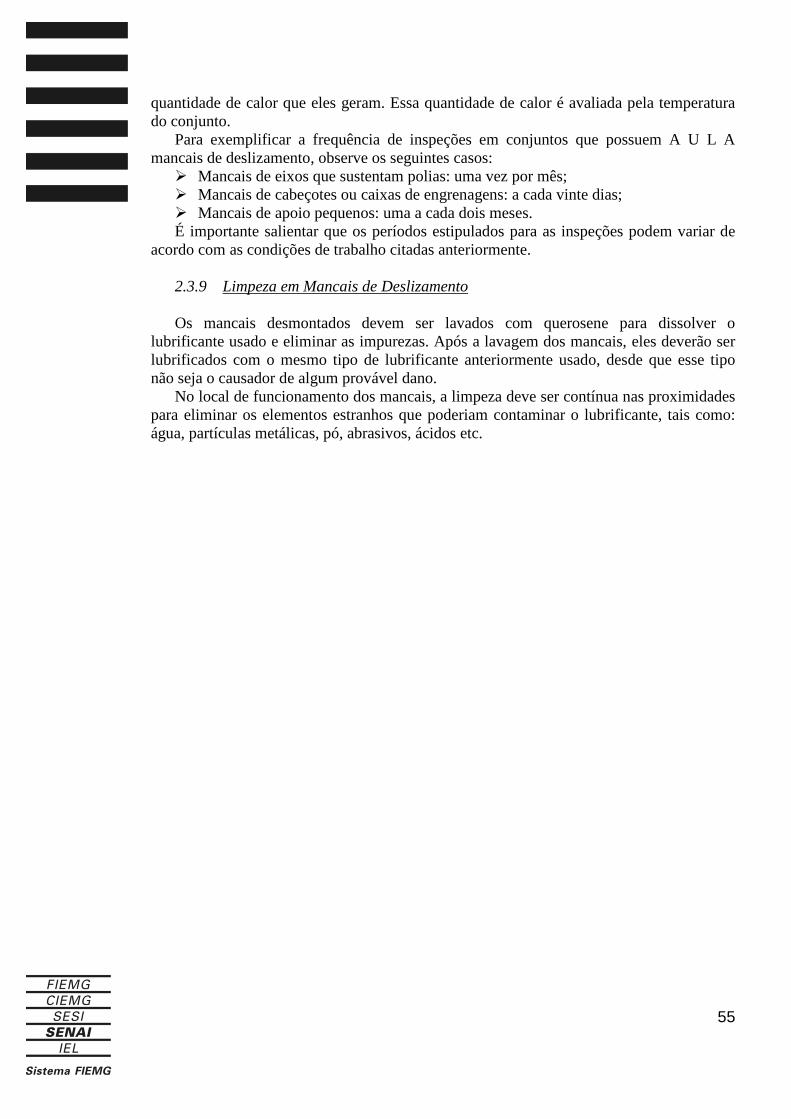
O mancal de rolamento é constituído de dois anéis concêntricos e entre esse anéis são colocados elementos rolantes como:
� Esfera, Rolete e Agulha. As figuras abaixo representam os três tipos de mancais: esfera, rolete e agulha.
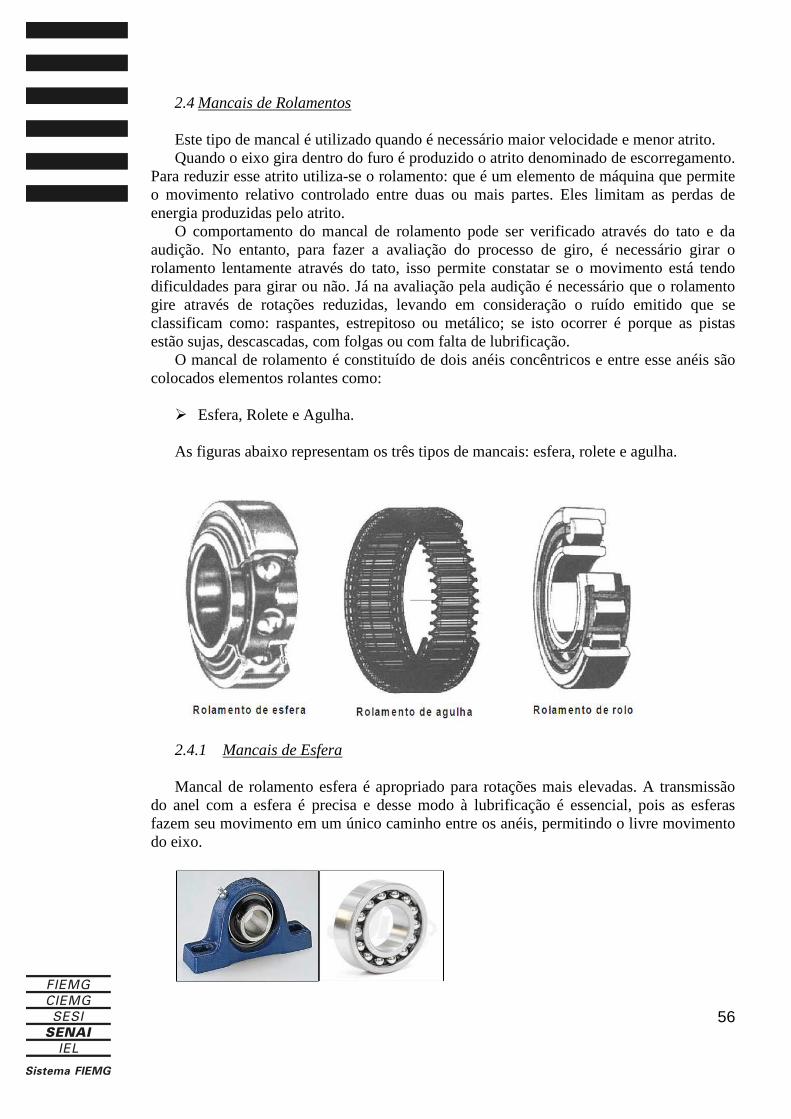
2.4.1 Mancais de Esfera
Mancal de rolamento esfera é apropriado para rotações mais elevadas. A transmissão
do anel com a esfera é precisa e desse modo à lubrificação é essencial, pois as esferas fazem seu movimento em um único caminho entre os anéis, permitindo o livre movimento do eixo.
57
2.4.2 Mancais de Roletes
São elementos de máquinas com o formato de rolos cônicos, cilíndricos ou barriletes espalhados por todo centro entre os dois anéis como as esferas, mas somente permitem que os rolos fiquem fixos e utilizados quando se precisa de velocidades menores e cargas maiores.
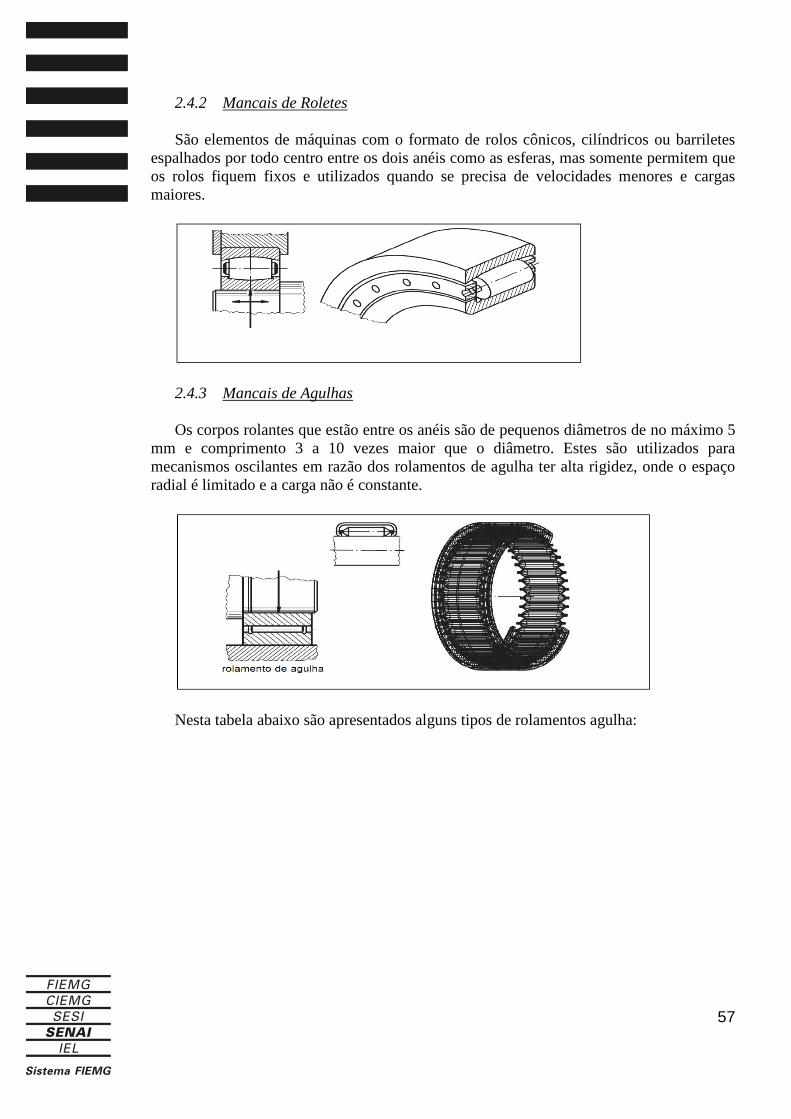
2.4.3 Mancais de Agulhas Os corpos rolantes que estão entre os anéis são de pequenos diâmetros de no máximo 5
mm e comprimento 3 a 10 vezes maior que o diâmetro. Estes são utilizados para mecanismos oscilantes em razão dos rolamentos de agulha ter alta rigidez, onde o espaço radial é limitado e a carga não é constante.
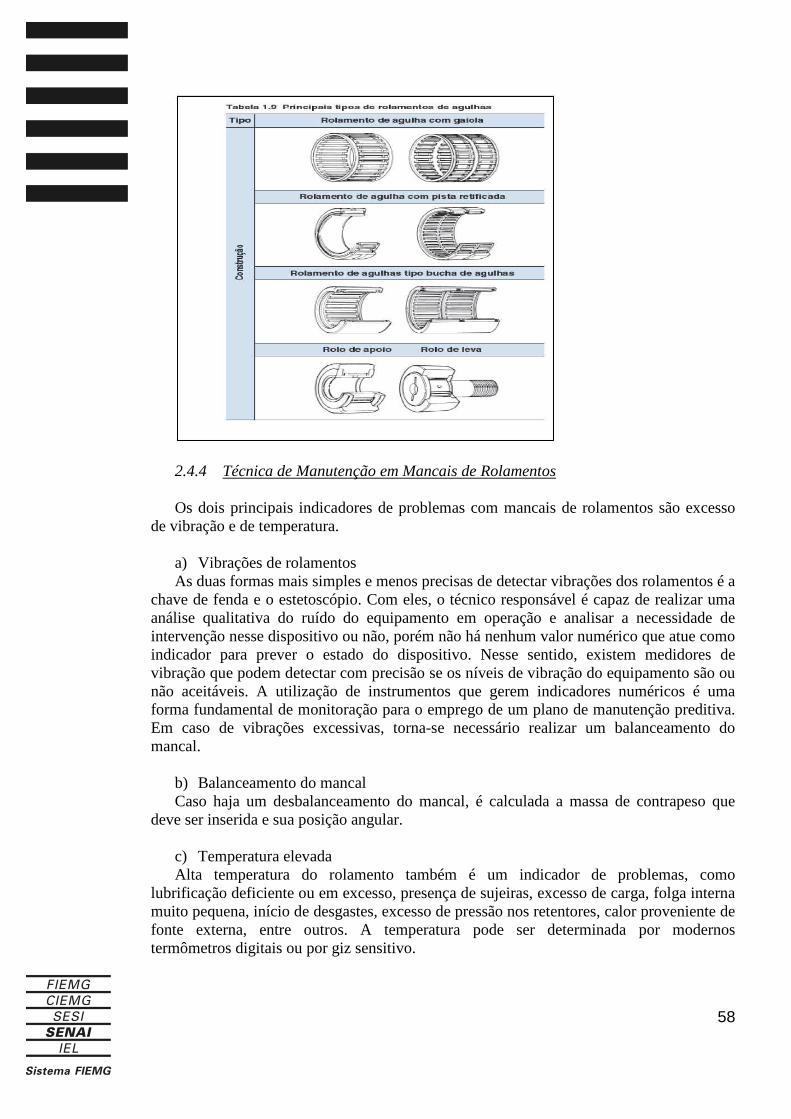
Nesta tabela abaixo são apresentados alguns tipos de rolamentos agulha:
58
2.4.4 Técnica de Manutenção em Mancais de Rolamentos
Os dois principais indicadores de problemas com mancais de rolamentos são excesso
de vibração e de temperatura. a) Vibrações de rolamentos As duas formas mais simples e menos precisas de detectar vibrações dos rolamentos é a
chave de fenda e o estetoscópio. Com eles, o técnico responsável é capaz de realizar uma análise qualitativa do ruído do equipamento em operação e analisar a necessidade de intervenção nesse dispositivo ou não, porém não há nenhum valor numérico que atue como indicador para prever o estado do dispositivo. Nesse sentido, existem medidores de vibração que podem detectar com precisão se os níveis de vibração do equipamento são ou não aceitáveis. A utilização de instrumentos que gerem indicadores numéricos é uma forma fundamental de monitoração para o emprego de um plano de manutenção preditiva. Em caso de vibrações excessivas, torna-se necessário realizar um balanceamento do mancal.
b) Balanceamento do mancal Caso haja um desbalanceamento do mancal, é calculada a massa de contrapeso que
deve ser inserida e sua posição angular. c) Temperatura elevada Alta temperatura do rolamento também é um indicador de problemas, como
lubrificação deficiente ou em excesso, presença de sujeiras, excesso de carga, folga interna muito pequena, início de desgastes, excesso de pressão nos retentores, calor proveniente de fonte externa, entre outros. A temperatura pode ser determinada por modernos termômetros digitais ou por giz sensitivo.
59
d) Ultrassom O ultrassom é um tipo de ensaio mecânico que pode prever a formação de falhas
mecânicas em mancais e rolamentos em seu estágio inicial, sendo mais eficiente que os métodos tradicionais de calor e vibração.