rodrigo barros de borba - ufsj.edu.br · dissertação apresentada ao curso de mestrado da...
TRANSCRIPT

PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
Rodrigo Barros de Borba
ESTUDO DA INFLUÊNCIA DAS AFIAÇÕES
EM BROCAS ESCALONADAS DE CANAL RETO
NA FURAÇÃO DA LIGA DE ALUMÍNIO SAE 306
São João del-Rei, março de 2013

ii
iii
Rodrigo Barros de Borba
ESTUDO DA INFLUÊNCIA DAS AFIAÇÕES
EM BROCAS ESCALONADAS DE CANAL RETO
NA FURAÇÃO DA LIGA DE ALUMÍNIO SAE 306
Dissertação apresentada ao Curso de Mestrado da Universidade Federal de São João del-Rei como requisito para a obtenção do título de Mestre em Engenharia Mecânica. Área de Concentração: Materiais e Processos de Fabricação. Orientador: Prof. Dr. Lincoln Cardoso Brandão
São João del-Rei, março de 2013
iv
Ficha catalográfica elaborada pelo Setor de Processamento Técnico da Divisão de Biblioteca da UFSJ

v

vi
vii
AGRADECIMENTOS
À Universidade Federal de São João del-Rei (UFSJ) e ao Departamento de Engenharia
Mecânica (DEMEC), pela oportunidade de realizar este curso.
À Fundição Brasileira de Alumínio (FBA), pelo fornecimento da liga fundida de alumínio.
Aos colegas do Laboratório de Engenharia Mecânica e do Programa de Pós-graduação
em Engenharia Mecânica (PPMEC), pelo apoio e contribuição direta ao trabalho
desenvolvido, principalmente Sergio Luiz Moni Ribeiro Filho, Camilo Lellis dos Santos,
Alessandra Olinda de Carvalho e Mônica Maria Jaques.
Aos colegas da TRW, pela ajuda durante esta caminhada, principalmente Sandro
Pereira da Silva, Jorge Lopes e Daniel Carvalho.
Ao meu orientador Prof. Dr. Lincoln Cardoso Brandão, que sempre me incentivou muito
e esteve disposto e empenhado para que o trabalho fosse desenvolvido da melhor
maneira.
Aos Profs. Drs. Frederico Ozanan Neves e Túlio Hallak Panzera, pelos ensinamentos
durante todo o período acadêmico.
À minha mãe Enedi dos Santos Barros, meus irmãos e minha namorada Yane de Sá,
por todo carinho e apoio para que conseguisse vencer mais esta etapa na minha vida.

viii

ix
Resumo
BORBA, R. B. Estudo da Influência das Afiações em Brocas Escalonadas de Canal
Reto na Furação da Liga de Alumínio SAE 306. 2013. Dissertação (Mestrado)-
Universidade Federal de São João del-Rei, São João del-Rei, 2013.
Furação é um dos processos mais importantes de toda manufatura. Entretanto, estudos
antigos e contemporâneos destacam a falta de conhecimento nesse processo,
principalmente para aplicação na usinagem de determinados materiais. Entre os
materiais que requerem mais estudos, destacam-se as ligas fundidas de alumínio, que
atualmente são largamente utilizadas na fabricação de componentes na área automotiva
devido às suas características físicas e químicas. A maioria das peças fabricadas na
indústria tem pelo menos um furo, surgindo a necessidade de estudos de diferentes
tipos de afiações, canais de remoção de cavaco e lubrificação, materiais que suportem
condições de altas temperaturas de corte e força durante a usinagem. As ferramentas
mais utilizadas nos processos de furação são brocas de canal helicoidais, em que
diversos estudos apresentam uma base de informações bem consolidada. Porém, nas
indústrias de autopeças, brocas de canal reto vêm sendo utilizadas há alguns anos. No
entanto, não existem muitos estudos relacionados a esse tipo de ferramenta. Neste
trabalho, foi realizada uma análise das brocas de metal duro com perfil de canal reto e
geometria escalonada com dois diâmetros, verificando-se a influência de três tipos de
afiações – “A”, “N” e “R” – e utilizando-se diferentes velocidades de corte e avanço.
Testes foram realizados com ferramentas com cobertura de TiN e sem cobertura, em
que todos os experimentos foram desenvolvidos com lubrificação permanente. As
respostas dos experimentos foram: força de avanço, torque, dimensões das rebarbas e
rugosidade. Os resultados de força de avanço e torque obtidos na região de interesse,
“Região 2”, foram maiores para a ferramenta de geometria “R” com cobertura. A
geometria “N” apresentou melhor estabilidade durante o monitoramento dos esforços,
porém a ferramenta afiação “A” com velocidades de corte superiores apresentou
melhores resultados de acabamento superficial.
Palavras-chave: alumínio SAE 306, furação, ligas alumínio-silício, brocas escalonadas,
broca de canal reto.

x

xi
Abstract
BORBA, R. B. Study of the influence in the sharpening of step drills with straight
flutes in the drilling of the SAE 306 Aluminum alloy. 2013. M.Sc Thesis (Thesis) -
Federal University of São João del-Rei, São João del-Rei, 2013.
Drilling is one of the most important processes in manufacturing in industries around the
world. Both established and contemporary studies, however, highlight the lack of
knowledge in this process, especially when applied to the machining of special materials.
Among the materials that require further study, molten aluminum alloys that are currently
widely used in the manufacture of components in the automotive industry can be
highlighted because of their physical and chemical characteristics. Most of the
components manufactured in the industry have at least one hole, which means that
studies are required on the different types of sharpening, channels for chip removal,
lubricants/coolants to minimize the high temperature conditions, and cutting forces during
machining. Drills with helical channels are the most widely used tools, providing several
studies and a base of information. In the auto parts industry, however, stepped drills with
straight channels have been used for some years, but not many studies have been
reported on the matter. In this work analyzed carbide step drills with a straight channel
geometry and different sharpening. The influence of three types of sharpening, “A”, “N”
and “R”, using different cutting and feed speeds was analyzed. Tests were performed on
TiN coated and uncoated tools and all experiments were developed with permanent
lubrication. The responses of the experiments were: cutting force, torque, burr height,
and surface roughness. The results for cutting force and torque obtained in Region 2
were higher for the coated tool with sharpening “R”. The tool with sharpening “N” showed
better stability during the monitoring of cutting efforts. However, the tool with sharpening
“A” showed the highest cutting speeds and the best surface finish of the work piece.
Key-words: SAE 306 aluminum, drilling, silicon aluminum alloys, stepped drills, drill
straight channel.

xii
xiii
Lista de Figuras
Figura 2-1 - O fluxo da cadeia de produção do alumínio primário. ................................... 4
Figura 2-2 - Diagrama de fase ligas Alumínio-Silício. ....................................................... 8
Figura 2-3 - Diagrama de equilíbrio da liga Al-Si. ........................................................... 14
Figura 2-4 - Detalhe da cinemática do processo de furação em cheio. .......................... 19
Figura 2-5 - Detalhe do processo de furação com pré-furação. ...................................... 19
Figura 2-6 - Detalhe do processo de furação escalonada. ............................................. 20
Figura 2-7 - Detalhe do processo de trepanação. ........................................................... 20
Figura 2-8 - Variação dos ângulos de inclinação e saída em relação ao raio da broca. . 23
Figura 2-9 - Representação esquemática das formas iniciais do cavaco formado em uma
broca. ............................................................................................................................. 23
Figura 2-10 - Etapas descritivas de formação de cavaco. .............................................. 24
Figura 2-11 - Binário cisalhante que atua na aresta postiça. .......................................... 25
Figura 2-12 - Temperatura peça, ferramenta e cavaco. .................................................. 26
Figura 2-13 - Partes de uma broca helicoidal. ................................................................ 29
Figura 2-14 - Tipos de broca quanto ao ângulo de hélice. .............................................. 30
Figura 2-15 - Tipos importantes de afiação para brocas helicoidais. .............................. 31
Figura 2-16 - Geometria da cunha de uma broca helicoidal. .......................................... 32
Figura 2-17 - Broca-canhão. ........................................................................................... 36
Figura 2-18 - Broca BTA. ................................................................................................ 37
Figura 2-19 - Broca de canais retos. ............................................................................... 37
Figura 2-20 - Cabeçote ejector. ...................................................................................... 38
Figura 2-21 - Formas especiais de afiações de brocas A até E. ..................................... 41
Figura 2-22 - Principais causas de desgaste de ferramentas. ........................................ 45
Figura 2-23 - Componentes da força de usinagem. ........................................................ 46
Figura 2-24 - Tipos de erros comuns na geometria da usinagem dos furos. .................. 51
Figura 2-25 - Tipos de acabamento. ............................................................................... 52
Figura 2-26 - Mecanismos de formação de rebarbas para os três tipos: (a) uniforme, (b)
transição e (c) coroa. ...................................................................................................... 56
Figura 2-27 - Classificação de três tipos de rebarbas: (a) uniforme, (b) transição e (c)
coroa. ............................................................................................................................. 57
Figura 3-1 - Detalhe dos dispositivos de fixação e corpos de prova em corte. ............... 61
Figura 3-2 - Corpo de prova antes e após a usinagem. .................................................. 62

xiv
Figura 3-3 - Geometria das brocas utilizada nos experimentos, com variações no ângulo
de ponta “V” e aresta transversal de corte. ..................................................................... 62
Figura 3-4 - Afiações das brocas escalonadas de canal reto – geometria “A”. ............... 63
Figura 3-5 - Afiações das brocas escalonadas de canal reto – geometria “N”. ............... 64
Figura 3-6 - Afiações das brocas escalonadas de canal reto – geometria “R”. ............... 64
Figura 3-7 - Centro de usinagem Discovery 560 da ROMI. ............................................ 65
Figura 3-8 - Aparato experimental da usinagem e pesquisa desenvolvida. .................... 66
Figura 3-9 - Microscópio Mitutoyo TM – Série 510. ........................................................ 66
Figura 3-10 - Rugosímetro e perfilômetro – Taylor Robson Form Talysurf PLUS. .......... 67
Figura 3-11 - Equipamento Spectrometro Bruker – Q4 Tasman. .................................... 67
Figura 4-1 - Força de avanço antes e após o tratamento dos dados. ............................. 71
Figura 4-2 - Força utilizando a broca com afiação “A”, avanço f= 0,1mm/rev. e
Vc=50m/min c/ cobertura. ............................................................................................... 72
Figura 4-3 - Força axial na Região 2 com a afiação “A”, com os parâmetros f=0,1mm/rev.
e Vc=50m/min c/ cobertura. ............................................................................................ 73
Figura 4-4 - Força de avanço na Região 3 para a afiação “A”, com os parâmetros f=0,1
mm/rev. e Vc=50m/min. c/ cobertura. ............................................................................. 74
Figura 4-5 - Força de avanço na região 4 para afiação “A”, com os parâmetros
f=0,1mm/rev. e Vc=50m/min. c/ cobertura. ..................................................................... 74
Figura 4-6 - Força de avanço na região 1 para a afiação “A”, com os parâmetros
f=0,1mm/rev. e Vc=50 m/min. c/ cobertura. .................................................................... 75
Figura 4-7 - Força de avanço na região 1 para a afiação N, com os parâmetros
f=0,1mm/rev. e Vc=50m/min. c/ cobertura – região 2. .................................................... 76
Figura 4-8 - Força de avanço na região 1 para a afiação “R”, com os parâmetros
f=0,1mm/rev. e Vc=50m/min c/ cobertura. ...................................................................... 77
Figura 4-9 - Probabilidade normal para a força axial das operações de furação. ........... 78
Figura 4-10 - Gráfico de Força dos valores médios para as três repetições do
experimento, parâmetros e tipo de ferramenta. .............................................................. 80
Figura 4-11 - Força dos valores médios para as três repetições do experimento,
parâmetros e tipo de ferramenta. .................................................................................... 80
Figura 4-12 - Força dos valores médios para as três repetições do experimento,
parâmetros e tipo de ferramenta. .................................................................................... 81
Figura 4-13 - Efeitos principais para a força média de avanço nas operações de furação.
....................................................................................................................................... 82
Figura 4-14 - Interação da força média de avanço na furação. ....................................... 83
xv
Figura 4-15- Gráfico de efeitos principais para o torque médio nas operações de furação.
....................................................................................................................................... 84
Figura 4-16 - Torque na região 2 para a afiação “A”, com os parâmetros de f=0,1mm/rev.
e Vc=50m/min c/ cobertura. ............................................................................................ 85
Figura 4-17 - Torque na região 3 para a afiação “A”, com os parâmetros f=0,1mm/rev. e
Vc=50m/min. c/ cobertura. .............................................................................................. 85
Figura 4-18 - Torque na região 4 para a afiação “A”, com os parâmetros f=0,1mm/rev. e
Vc=50m/min. c/ cobertura. .............................................................................................. 86
Figura 4-19 - Probabilidade para o torque médio das operações de furação. ................ 86
Figura 4-20 - Torque dos valores médios para as três repetições do experimento,
parâmetros e tipo de ferramenta. .................................................................................... 88
Figura 4-21 - Torque dos valores médios para as três repetições do experimento,
parâmetros e tipo de ferramenta. .................................................................................... 88
Figura 4-22 - Torque dos valores médios para as três repetições do experimento,
parâmetros e tipo de ferramenta. .................................................................................... 89
Figura 4-23 - Efeitos principais para a torque médio nas operações de furação. ........... 90
Figura 4-24 - Interações do Efeito do torque c/ (a) Avanço c/ afiação, (b) Avanço c/
cobertura da ferramenta e (c) afiação c/ cobertura sobre a média do torque.................. 90
Figura 4-25 - Resíduos para a rugosidade nas operações de furação. .......................... 92
Figura 4-26 - Efeitos principais para a rugosidade nas operações de furação................ 93
Figura 4-27 - Efeitos principais para a rugosidade nas operações de furação................ 94
Figura 4-28 - Efeito da Rebarba com a broca geometria “A”, nos Furos 57 e 62. ........... 96
Figura 4-29 - Efeito da Rebarba com a broca geometria “N”, nos Furos 47 e 52. ........... 97
Figura 4-30 - Efeito da Rebarba com a broca geometria “R”, nos Furos 81 e 116. ......... 97

xvi
xvii
Lista de Tabelas
Tabela 2-1 - Momento torçor e força de avanço ............................................................. 48
Tabela 2-2 - Coeficientes da Equação Kronenberg para alguns materiais metálicos ..... 49
Tabela 3-1 - Composição química da liga – Norma SAE 306 ......................................... 60
Tabela 3-2 - Valores encontrados nas amostras dos corpos de provas ......................... 60
Tabela 3-3 - Geometria das afiações das brocas escalonadas. ..................................... 61
Tabela 3-4 - Parâmetros e respectivos níveis usados nos experimentos. ...................... 68
Tabela 3-5 - Condições experimentais e planejamento fatorial completo (3321) ............. 70
Tabela 4-1 - Análise de variância (ANOVA), região 2 para força de avanço .................. 79
Tabela 4-2 - Análise de variância (ANOVA), região 2 para o torque ............................... 87
Tabela 4-3 - Análise de variância (ANOVA), região 2 para a rugosidade ....................... 90
Tabela 4-4 - Análise de variância (ANOVA), região 3 e região 4 .................................... 93
Tabela 4-5 - Rebarbas nos furos, região 2 – diâmetro de 4 mm ..................................... 96
xviii
xix
Lista de Quadros
Quadro 2-1 - Características e aplicações das ligas de alumínio fundidas. ...................... 5
Quadro 2-2 - Nomenclatura para as ligas de fundição de alumínio. ................................. 6
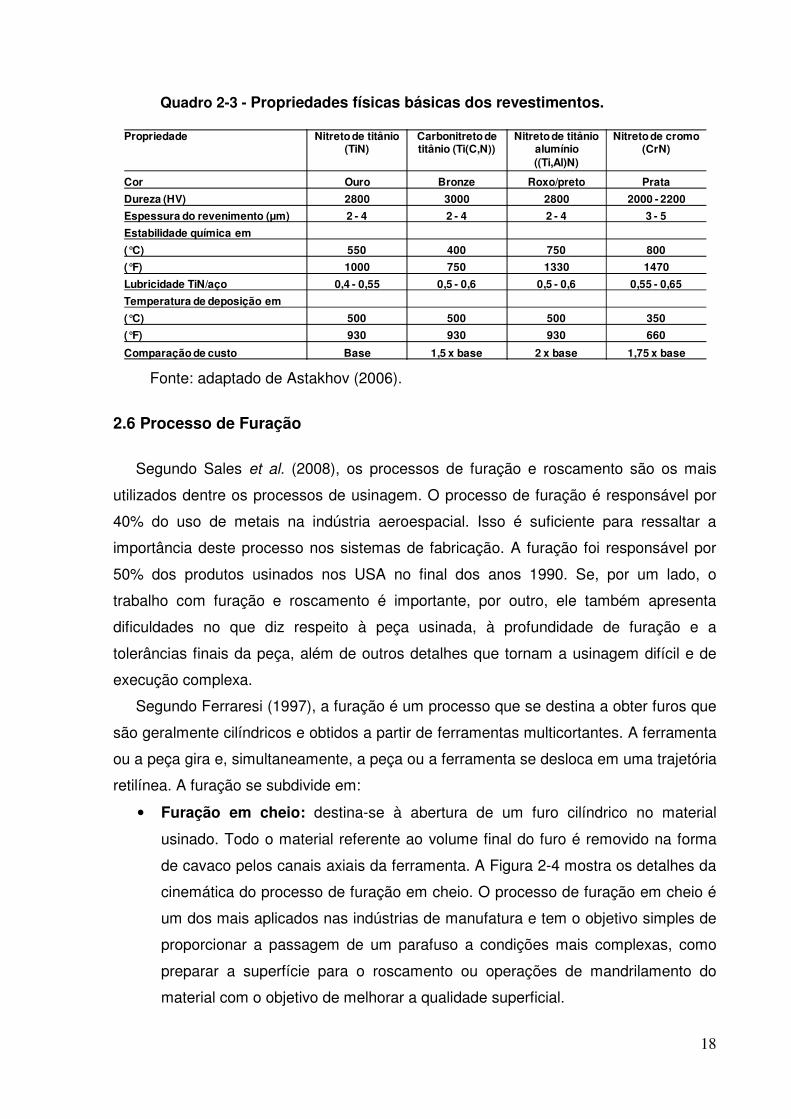
Quadro 2-3 - Propriedades físicas básicas dos revestimentos. ...................................... 18
Quadro 2-4 - Valores de Ra para processos de fabricação. ........................................... 54

xx
xxi
Lista de Abreviatura e Siglas
AA – Aluminium Association
ABAL – Associação Brasileira do Alumínio
ABNT – Associação Brasileira de Normas Técnicas
AISI – American Iron and Steel Institute (Instituto Americano de Ferro e Aço)
Al-Si – Liga de Alumínio-Silício
ANOVA – Análise de Variância
ap – Profundidade de Corte [mm]
APC – aresta postiça de corte
CFC – Cúbica de Face Centrada
CVD – deposição química a vapor
DIN – Deutches Institut für Normung (Instituto Alemão de Normalização)
DOE – Design of Experiment (Delineamento de Experimento)
f – avanço de corte [mm/rev.]
Fc – Força de Avanço [N]
FBA – Fundição Brasileira de Alumínio
HB – Dureza Brinell
ISO – International Organization for Standardization (Organização Internacional para
Padronização)
Mz – Torque [N.m]
MEV – Microscópio Eletrônico de Varredura
P-valor – probabilidade que a amostra pode ser retirada de uma população
PVD – deposição física a vapor
R – resíduo
Ra – média aritmética de acabamento superficial
SAE 306 – Família de Liga de Alumínio fundido em que o principal elemento de liga é o
Silício
TiAlN – Nitreto de Titânio Alumínio
TiN – Nitreto de Titânio
txt – extensão de arquivo de texto
Vc = velocidade de corte [m/min]

xxii
xxiii
Simbologia
Lista de Símbolos
™ = marca registrada (Trade Mark)
Ø = diâmetro em milímetros
Letras minúsculas d [mm] Diâmetro da broca
d [mm] Diâmetro da ferramenta
n [RPM] Número de rotações
Letras gregas
β [ º ] Ângulo de cunha
δ [ º ] Ângulo de ponta
ψ [ º ] Ângulo da aresta transversal
ε [ º ] Ângulo de quina
θ [ º ] Ângulo de ponta da ferramenta
η [ º ] Ângulo de direção efetiva

xxiv

xxv
Sumário
CAPÍTULO 1 ............................................................................................................... 1
INTRODUÇÃO ............................................................................................................ 1
CAPÍTULO 2 ............................................................................................................... 3
REVISÃO BIBLIOGRÁFICA ....................................................................................... 3
2.1 Alumínio ............................................................................................................... 3
2.1.1 História .............................................................................................................. 3
2.1.2 Produção ........................................................................................................... 4
2.1.3 Ligas de Alumínio – fundição .......................................................................... 4
2.1.4 Elementos de Liga ............................................................................................ 7
2.1.5 Ligas Alumínio-Silício ...................................................................................... 7
2.1.6 Ligas Hipoeutéticas.......................................................................................... 8
2.1.7 Ligas Eutéticas ................................................................................................. 9
2.1.8 Ligas Hipereutéticas ........................................................................................ 9
2.2 A Importância do Alumínio e sua Usinabilidade .............................................. 9
2.3 Fundição sob Pressão de Ligas Al-Si.............................................................. 13
2.4 Diagramas de Fases .......................................................................................... 14
2.5 Revestimentos ................................................................................................... 15
2.5.1 TiN – Nitreto de Titânio .................................................................................. 16
2.5.2 Al2O3 – Óxido de Alumínio ............................................................................. 16
2.5.3 TiAlN – Nitreto de Alumínio Titânio .............................................................. 16
2.6 Processo de Furação ........................................................................................ 18
2.7 Variáveis do Processo de Furação .................................................................. 21
2.8 Formação de Cavaco ........................................................................................ 22
2.8.1 Características da Formação do Cavaco na Furação ................................. 26
2.8.2 Classificação das Brocas Quanto à Forma e Aplicação ............................. 28
2.8.3 Generalidades sobre Brocas Helicoidais ..................................................... 29
xxvi
2.8.4 Classificação das Brocas Quanto ao Ângulo de Hélice .............................. 30
2.8.5 Tipos de Afiações Especiais de Ponta de Brocas ....................................... 30
2.8.6 Influência da Geometria no Desempenho da Ferramenta .......................... 31
2.8.7 Geometria das Brocas e suas Aplicações ................................................... 34
2.8.8 Tipos de Afiação de Broca de Canal Reto .................................................... 38
2.9 Avarias e Desgaste da Ferramenta .................................................................. 42
2.9.1 Causas do Desgaste de Ferramentas ........................................................... 44
2.10 Esforços de Corte na Furação ....................................................................... 45
2.10.1 Forças e Potência de Corte na Furação ..................................................... 47
2.10.2 Fórmulas Experimentais para o Cálculo dos Esforços de Corte naaFuração .............................................................................................................. 48
2.11 Erros de Forma em Furação ........................................................................... 50
2.11.1 Erros Macrogeométricos – erros de forma ................................................ 50
2.11.2 Erros Microgeométricos – Rugosidade ...................................................... 51
2.12 Rebarbas no Processo de Furação ............................................................... 54
2.12.1 Formação de Rebarbas na Furação ............................................................ 55
CAPÍTULO 3 ............................................................................................................. 59
MATERIAIS E MÉTODOS ........................................................................................ 59
3.1 Procedimento Experimental ............................................................................. 65
CAPÍTULO 4 ............................................................................................................. 71
ANÁLISE DOS RESULTADOS ................................................................................ 71
4.1 Força de Avanço ............................................................................................... 71
4.1.1 Força de Avanço – região 2 ........................................................................... 72
4.1.2 Força de Avanço – região 3 – somatório dos diâmetros ............................ 73
4.1.3 Análise das Afiações...................................................................................... 75
4.1.4 Análise dos Resultados (ANOVA) – região 2 ............................................... 77
4.2 Torque – região 2 .............................................................................................. 83

xxvii
4.3 Rugosidade ........................................................................................................ 91
4.4 Análise da força de avanço e torque nas regiões 3 e 4 ................................. 94
4.5 Análises de Rebarbas nos Furos ..................................................................... 95
CAPÍTULO 5 ............................................................................................................. 99
CONCLUSÕES ......................................................................................................... 99
5.1 Sugestões para trabalhos futuros ................................................................. 100
REFERÊNCIAS ....................................................................................................... 101
SITES CONSULTADOS ......................................................................................... 111

xxviii
1
Capítulo 1
INTRODUÇÃO
No universo tão amplo da manufatura, a usinagem é um dos mais importantes
processos de produção de componentes mecânicos. Estima-se que cerca de 10% do
produto interno bruto dos Estados Unidos estejam associados a processos de
usinagem, incluindo gastos com ferramenta e custos com mão de obra e com o capital
investido (SHAW, 2005). Os processos de manufatura estão entre os grandes processos
responsáveis pela transformação da sociedade atual. Todos os produtos disponíveis no
mercado mundial apresentam no mínimo uma operação específica de fabricação. Pode-
se dizer que todas as nações que detêm tecnologias de última geração também
apresentam enormes evoluções nas áreas de manufatura.
As ligas de alumínio são utilizadas em várias indústrias em razão de sua resistência
mecânica e baixa densidade, além de maior facilidade de usinagem entre os metais. A
adição do silício ao alumínio decresce o seu ponto de fusão e melhora a resistência ao
desgaste dos componentes. As ligas Al-Si são usadas na fabricação de componentes de
mecanismo de direção que exigem fluidez e baixa tendência de contração em fundição
sob pressão. Após a fundição sob pressão de uma liga Al-Si, para a produção da
carcaça dos mecanismos de direção, são realizadas diversas operações de usinagem,
tais como: furação, rosqueamento, mandrilamento, fresamento e lavagem.
Posteriormente a essas operações, o acabamento é fino, sem necessidade de
operações de retificação ou polimento. As forças de corte e a taxa de desgaste das
ferramentas de corte são baixas devido à boa condução de calor da liga Al-Si
(COTTERELL; KELLY, 2002).
A usinagem é um processo utilizado na fabricação de componentes nos mais
diversos setores industriais. A indústria automobilística é um setor de fabricação
comercial de grande escala, no qual a ênfase é reduzir o impacto ambiental e os custos
de fabricação. Estima-se que em torno de 15 a 20% de todo o aço produzido no mundo
sejam transformados e removidos por usinagem na forma de cavaco, o que evidencia
que esse processo apresenta perspectivas reais de aprimoramento tanto quando se
consideram os equipamentos quanto em operação (HARRIS et al., 2000).
O objetivo deste trabalho é a análise da usinabilidade do processo de furação na liga
fundida de alumínio-silício, especificamente a Liga SAE 306, aplicada a brocas de canal
reto escalonadas, com e sem revestimento. A usinabilidade foi avaliada por meio das

2
variáveis de resposta: força de avanço, torque, rebarba e acabamento, comparando as
interações desses parâmetros e suas influências durante o processo de usinagem.
Este trabalho está dividido em seis capítulos, conforme a sequência: O capítulo I
está dividido entre a Introdução e o objetivo da pesquisa. Já no capítulo II, são
apresentadas as ligas de alumínio fundidas, suas aplicações e características. Nesse
mesmo capítulo, são apresentados os tipos de brocas, os tipos de revestimentos e os
diferentes tipos de geometrias de brocas aplicadas na furação de alumínio. No capítulo
III, são apresentados os materiais e métodos usados nos experimentos,
complementando com o capítulo IV, que apresenta as sugestões e a discussão dos
resultados. Finalmente, o capítulo V mostra as conclusões e, após, no capítulo VI, são
mencionadas as referências.
3
Capítulo 2
REVISÃO BIBLIOGRÁFICA
2.1 Alumínio
2.1.1 História
O alumínio é um dos metais mais utilizados na indústria, ocupa o terceiro lugar no
ranking dos elementos mais abundantes na crosta terrestre e é um dos metais mais
jovens utilizados em escala nas indústrias. Comercialmente, o alumínio começou a ser
produzido há cerca de 150 anos, porém sua produção atual supera a soma de todos os
outros metais não-ferrosos. Esses dados já mostram a importância do alumínio para a
nossa sociedade. O alumínio, antes mesmo de ser descoberto como metal isolado,
acompanhou a evolução das civilizações (ABAL, 2013).
Segundo a Associação Brasileira de Alumínio (ABAL), os maiores produtores
mundiais de alumínio são os Estados Unidos e o Canadá. Esses produtores não têm
jazidas de bauxita em seu território, dependendo exclusivamente da importação. O
Brasil tem a terceira maior reserva do minério no mundo, localizada na região
amazônica, perdendo apenas para Austrália e Guiné. Além da Amazônia, o alumínio
pode ser encontrado no sudeste do Brasil, na região de Poços de Caldas e Cataguases
em Minas Gerais. A bauxita é o minério mais importante para a produção de alumínio,
contendo de 35 a 55% de óxido de alumínio.
A obtenção do alumínio é feita a partir da bauxita, um minério que pode ser
encontrado em três principais grupos climáticos: o Mediterrâneo, o Tropical e o
Subtropical. A produção mundial de bauxita em 2004 foi de 157,4 milhões de toneladas,
sendo os principais países produtores Austrália, Brasil, Guiné e Jamaica (ABAL, 2013).
O Brasil ocupa a segunda posição no ranking mundial. Em 2004, produziu 21 milhões de
toneladas de bauxita. Possui uma das maiores reservas mundiais de bauxita, cujo
potencial é da ordem de 2,5 bilhões de toneladas, concentrada principalmente na região
Norte do país (estado do Pará), a qual tem como principal concessionária a empresa
Mineração (ABAL, 2013).

4
2.1.2 Produção
A bauxita deve apresentar no mínimo 30% de alumina aproveitável para que a
produção de alumínio seja economicamente viável. O processo de obtenção de alumínio
primário divide-se em três etapas: Mineração, Refinaria e Redução, conforme a Figura
2-1.
Figura 2-1 - O fluxo da cadeia de produção do alumínio primário.
Fonte: ABAL (2013).
2.1.3 Ligas de Alumínio – fundição
O alumínio fundido dissolve outros metais e substâncias metaloides como o silício
que atua como metal. Quando o alumínio se resfria e se solidifica, alguns dos
constituintes da liga podem ser retidos em solução sólida. Isso faz com que a estrutura
atômica do metal se torne mais rígida. Os átomos podem ser visualizados como sendo
arranjados em uma rede cristalina regular formando moléculas de tamanhos diferentes
daqueles do elemento de liga principal.
A principal função das ligas de alumínio é aumentar a resistência mecânica sem
prejudicar as outras propriedades. Assim, novas ligas têm sido desenvolvidas
combinando as propriedades a aplicações específicas. A liga de alumínio fundida
utilizada neste trabalho é a SAE 306, que pode ser produzida pelo processo de fundição
sob pressão ou coquilha. Ela é conhecida comercialmente como Liga 380. No Quadro
2-1, são apresentadas as ligas fundidas Alumínio-Silício com as características e
aplicações.

5
Quadro 2-1 - Características e aplicações das ligas de alumínio fundidas.
Ligas Características Aplicações
242.0
Excelentes propriedades mecânicas em temperaturas elevadas e muito boa usinabilidade. Baixa resistência à corrosão. Fundição em molde permanente e areia.
Pistões e cabeçotes para aviões, motores a diesel e de motocicletas.
295.0 Média resistência, boa usinabilidade. Baixa resistência à corrosão. Fundição em areia.
Elementos estruturais de máquinas, equipamentos e aviação, cárter e rodas de ônibus e de aviões.
319.0 Resistência mecânica moderada e boas características de fundição e usinagem. Fundição em molde permanente e em areia.
Uso geral, além de revestimentos e caixas de equipamentos elétricos.
355.0
Média resistência mecânica, com excelente fluidez, boa usinabilidade após tratamento térmico, boa estanqueidade sob pressão. Fundição em molde permanente e areia.
Peças complexas ou sob tensão, cabeçote de cilindros, corpo de válvulas, camisa de água, união para mangueiras, acessórios para indústria de máquinas e na construção civil.
C355.0
Similar a 355.0, mas com maior resistência mecânica, excelente característica de alimentação (ideal para peças fundidas espessas). Fundição em molde permanente e areia.
Peças estruturais sob tensão, componentes de aviação e de mísseis, acessórios de máquinas e equipamentos, construção civil, fachadas e embarcações.
356.0
Média resistência mecânica, excelente fluidez e estanqueidade sob pressão, boa resistência à corrosão e usinabilidade. Fundição em molde permanente e areia.
Peças fundidas com seções finas, cilindros, válvulas, cabeçotes, blocos de motores, ferramentas pneumáticas e componentes arquiteturais anodizados na cor cinza.
357.0 Elevada resistência mecânica, excelente fluidez e resistência à corrosão. Fundição em molde permanente e areia.
Peças sob tensão que exigem relação de peso com elevadas propriedades mecânicas e de resistência à corrosão, tais como: componentes de aviação e de mísseis.
350.0 Excelente estanqueidade sob pressão, resistência à corrosão e muito boa usinabilidade. Fundição sob pressão.
Recipientes e componentes de iluminação, peças externas de motores e utensílios domésticos.
380.0 Bom acabamento superficial, muito boa usinabilidade, podendo ser anodizada. Fundição sob pressão.
Peças de utensílios domésticos em geral.
Fonte: ALUINFO (2013).

6
As ligas de alumínio para fundição são designadas e regidas por normas
internacionais, que são as mais comuns e apresentadas pelo sistema Aluminium
Association (AA). A nomenclatura para as ligas de fundição do sistema AA é composta
por quatro dígitos, sendo que o último é separado dos primeiros por um ponto. O
primeiro número da nomenclatura indica o elemento principal conforme pode ser
observado no Quadro 2-2.
Quadro 2-2 - Nomenclatura para as ligas de fundição de Alumínio.
Série Elemento principal
1xx.x Alumínio puro (99% mín.)
2xx.x Ligas Alumínio-Cobre
3xx.x Ligas Alumínio-Silício-Magnésio Ligas Alumínio-Silício-Cobre Ligas Alumínio-Silício-Cobre-Magnésio
4xx.x Ligas Alumínio-Silício
5xx.x Ligas Alumínio-Magnésio
7xx.x Ligas Alumínio-Zinco
8xx.x Ligas Alumínio-Estanho
Fonte: ALUINFO (2013).
Os dígitos seguintes indicam a liga dentro do grupo e o último dígito, a forma de
fornecimento:
xxx.0 – Peças fundidas
xxx.1 – Lingotes fundidos
xxx.2 – Lingotes fabricados a partir de alumínio primário
As nomenclaturas que são diferenciadas por uma letra no início apresentam
pequenas variações na composição química. Exemplo: A380 ou 380 com variação
apenas no teor de ferro.
O processo de fundição também é identificado por letras:
D – Die casting (Fundição sob pressão)
P – Permanent mold (Fundição por gravidade ou baixa pressão)
S – Sand casting (Fundição em areia)
7
2.1.4 Elementos de Liga
Existem inúmeras possibilidades de combinações de elementos químicos com o
alumínio. Essas combinações, denominadas de Ligas de Alumínio, têm como objetivo
principal melhorar as propriedades mecânicas da liga e conferir outras propriedades de
uso ou características de fundição.
Assim, as Ligas de Alumínio de uso comercial têm na sua composição química:
• Elementos principais: responsáveis pelas propriedades mecânicas, como: Cobre,
Silício, Magnésio, Manganês e Zinco;
• Elementos secundários: cujos percentuais são menores e têm como objetivo uma
ação específica para se obter determinada propriedade de uso ou característica
de fundição, como: Níquel, Ferro e Berílio;
• Elementos modificadores, refinadores ou neutralizadores: usados em pequenos
percentuais com a finalidade de alterar a microestrutura, obtendo-se melhores
propriedades ou características de processo, como: Titânio, Sódio, Estrôncio e
Boro.
• Elementos tidos como impurezas: os quais devem ser controlados ou
balanceados de maneira mais rigorosa, como: Chumbo, Cromo e Cálcio, entre
outros, que, em geral, exercem influência perniciosa sobre certas propriedades
ou características de fundição.
2.1.5 Ligas Alumínio-Silício
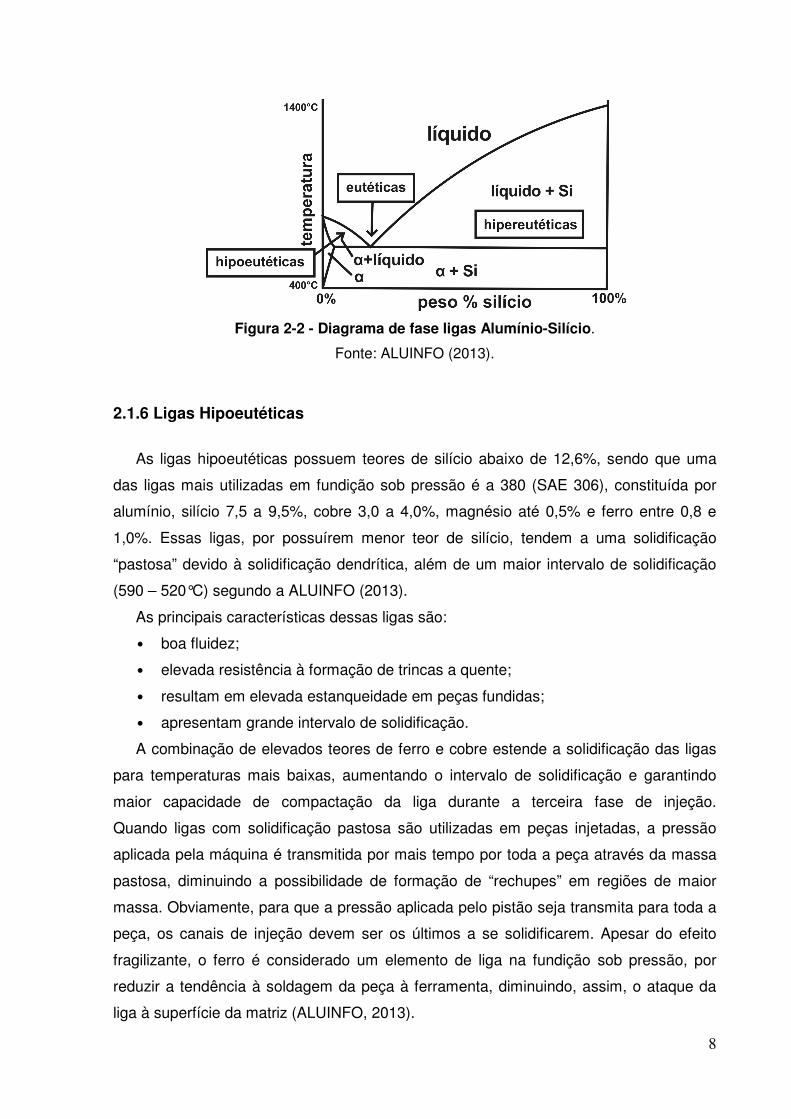
As ligas Alumínio-Silício são amplamente utilizadas para a fabricação de peças
fundidas em diversos processos de fundição e podem ser classificadas em
hipoeutéticas, eutéticas ou hipereutéticas, definidas pelo teor de Silício na composição,
conforme Figura 2-2.
8
Figura 2-2 - Diagrama de fase ligas Alumínio-Silício.
Fonte: ALUINFO (2013).
2.1.6 Ligas Hipoeutéticas
As ligas hipoeutéticas possuem teores de silício abaixo de 12,6%, sendo que uma
das ligas mais utilizadas em fundição sob pressão é a 380 (SAE 306), constituída por
alumínio, silício 7,5 a 9,5%, cobre 3,0 a 4,0%, magnésio até 0,5% e ferro entre 0,8 e
1,0%. Essas ligas, por possuírem menor teor de silício, tendem a uma solidificação
“pastosa” devido à solidificação dendrítica, além de um maior intervalo de solidificação
(590 – 520°C) segundo a ALUINFO (2013).
As principais características dessas ligas são:
• boa fluidez;
• elevada resistência à formação de trincas a quente;
• resultam em elevada estanqueidade em peças fundidas;
• apresentam grande intervalo de solidificação.
A combinação de elevados teores de ferro e cobre estende a solidificação das ligas
para temperaturas mais baixas, aumentando o intervalo de solidificação e garantindo
maior capacidade de compactação da liga durante a terceira fase de injeção.
Quando ligas com solidificação pastosa são utilizadas em peças injetadas, a pressão
aplicada pela máquina é transmitida por mais tempo por toda a peça através da massa
pastosa, diminuindo a possibilidade de formação de “rechupes” em regiões de maior
massa. Obviamente, para que a pressão aplicada pelo pistão seja transmita para toda a
peça, os canais de injeção devem ser os últimos a se solidificarem. Apesar do efeito
fragilizante, o ferro é considerado um elemento de liga na fundição sob pressão, por
reduzir a tendência à soldagem da peça à ferramenta, diminuindo, assim, o ataque da
liga à superfície da matriz (ALUINFO, 2013).

9
2.1.7 Ligas Eutéticas
As ligas eutéticas são ligas com teor de silício mais elevado, entre 11 e 13%. Essas
ligas não têm uma solidificação pastosa, ocorrendo, então, a transformação líquido-
sólido diretamente.
As principais características dessas ligas são:
• excelente fluidez;
• elevada resistência quanto à formação de trincas a quente;
• pequenos intervalos de solidificação;
• dificuldade de preenchimento de peças com massas isoladas.
Em algumas aplicações, a liga SAE 305, com composição eutética, alumínio, silício
11 a 13%, cobre máximo 1,0% e ferro entre 0,8 e 1,2%, é a preferida devido à elevada
fluidez. Entretanto, essa liga apresenta solidificação não-pastosa que dificulta a
transmissão de pressão sobre o metal em solidificação, promovendo defeitos de
“rechupe” na forma de grandes vazios concentrados nas regiões de maior massa
(intervalo de solidificação 585 – 575 °C). Desse modo, a aplicação da liga 413 é
recomendada somente em peças que apresentem espessuras relativamente constantes,
com poucas massas isoladas (ALUINFO, 2013).
2.1.8 Ligas Hipereutéticas
Apesar de pouco utilizadas no processo de fundição sob pressão, as ligas
hipereutéticas, com teores de silício acima de 13%, têm como principal característica a
formação de plaquetas de silício primário durante a solidificação. Essas plaquetas
aumentam a dureza do material e, consequentemente, dão maior resistência ao
desgaste das ligas de alumínio. As plaquetas são formadas devido ao excesso de silício
na liga, que ultrapassa o limite de solubilidade do silício no alumínio a partir do ponto
eutético. As ligas hipereutéticas, como a aplicada a este estudo, são amplamente
utilizadas na área automotiva na fabricação de pistões de combustão, mecanismo de
direção e carroceria de veículos (ALUINFO, 2013).
2.2 A Importância do Alumínio e sua Usinabilidade
O alumínio e suas ligas se caracterizam pela sua relação resistência-peso, sua
resistência à corrosão em alguns ambientes comuns (incluindo a atmosfera ambiente) e
sua elevada condutividade térmica e elétrica. A densidade do alumínio é 2,77 kg/m³ (a

10
do aço é 7,75 kg/m³). A resistência à tração do alumínio puro é baixa, cerca de 90 MPa,
mas isso pode ser consideravelmente melhorado pelo trabalho a frio e pela adição de
elementos de liga (BUDYNAS, 2008).
Uma vez que o alumínio possui uma estrutura cúbica de face centrada (CFC), sua
ductilidade é mantida até mesmo em temperaturas reduzidas. Porém, a resistência
mecânica pode ser aumentada pela deformação plástica ou mediante a formação de
ligas. Porém, esses dois processos provocam uma diminuição na resistência à corrosão.
A principal limitação do alumínio está na sua baixa temperatura de fusão, que restringe
a temperatura máxima em que o alumínio pode ser utilizado (CALLISTER, 2006). O
alumínio pode ser processado por fundição de areia, sob pressão, trabalhado a quente
ou a frio, ou extrudado. Suas ligas podem ser usinadas, conformadas ou soldadas. O
alumínio puro funde a 660 °C, o que faz com que sua produção possa ser feita tanto em
moldes permanentes como os de areia. Comercialmente, é disponível nas formas de
placas, chapas, tarugos, lingotes e tubos e em formas extrudadas (BUDYNAS, 2008).
A fundição sob pressão tem lugar especial no processamento do alumínio e de suas
ligas. Ela consiste em forçar o metal líquido, sob pressão, a penetrar na cavidade do
molde. Esta é, normalmente, metálica e, portanto, de natureza permanente, sendo, por
isso, utilizada inúmeras vezes. Devido à pressão e à consequente alta velocidade de
enchimento da cavidade do molde, o processo possibilita a fabricação de peças de
formas bastante complexas e de paredes finas (CHIAVERINI, 1986).
Segundo Chiaverini (1986), as vantagens da fundição sob pressão são:
a) produção de formas mais complexas se comparadas com as formas produzidas
por fundição por gravidade;
b) produção de peças de paredes mais finas e tolerâncias dimensionais estreitas;
c) alta capacidade de produção;
d) produção de peças praticamente acabadas;
e) utilização da mesma matriz para milhares de peças, sem variações significativas
nas dimensões;
f) as peças produzidas sob pressão podem ser tratadas superficialmente, por
revestimentos superficiais, com um mínimo de preparo prévio da superfície;
g) as ligas de alumínio apresentam mais resistência que as fundidas em areia.
Mas essa forma de produção de peças de alumínio também tem alguns
inconvenientes, que, segundo Chiaverini (1986), são:
a) as dimensões das peças são limitadas: normalmente, a sua massa é inferior a 5 kg e
raramente ultrapassa 25 kg;

11
b) pode haver dificuldade de evasão do ar retido no interior da matriz, dependendo dos
contornos das cavidades e dos canais. O ar retido é a principal causa de porosidade nas
peças fundidas;
c) o equipamento e os acessórios são normalmente de alto custo de modo que o
processo se torna economicamente viável apenas para grandes volumes de produção.
As ligas de alumínio são classificadas em fundidas ou forjadas. As ligas fundidas têm
grande quantidade de elementos para facilitar a fundição, mas isso dificulta o trabalho a
frio. Os elementos de liga mais utilizados são: silício, cobre, magnésio, manganês e
zinco (BUDYNAS, 2008). O cobre, o magnésio, o silício e o zinco contribuem para
melhorar as propriedades mecânicas com ou sem tratamento térmico. Por sua vez, o
cobre, o magnésio e o silício melhoram a fluidez necessária para o processo de
fundição.
A fragilidade a quente é consideravelmente reduzida pela adição de cobre, ferro,
manganês, níquel e silício. O zinco favorece a fragilidade a quente. Em ligas Al-Si, o seu
teor máximo é de 1%. O coeficiente de expansão térmica, que é uma importante
propriedade para motores à explosão, pode ser reduzido pela adição de cobre, de níquel
e, particularmente, de silício. As ligas comerciais a base de alumínio fundido podem ser
classificadas basicamente nos seguintes sistemas binários (SIEGEL, 1985):
a) Alumínio-Cobre;
b) Alumínio-Silício;
c) Alumínio-Magnésio;
d) Alumínio-Zinco;
e) outras ligas, desenvolvidas com fins bastante específicos, como a liga alumínio-
estanho.
As ligas alumínio-silício possuem propriedades inigualáveis com relação a
características de fluidez e isenção de fragilidade a quente, além de apresentarem boa
resistência à corrosão e baixo peso específico. A utilização do silício é geralmente de
0,1 a 13,0% da composição, sendo este o elemento responsável pelas variações do
diagrama de equilíbrio. Ele aumenta a fluidez do alumínio líquido, diminui a porosidade,
aumenta a dureza e melhora a resistência mecânica. O cobre, por sua vez, aumenta a
resistência mecânica e a usinabilidade em teores de até 5,0% para ligas dúcteis.
O comportamento do magnésio no alumínio é similar ao do cobre. Normalmente, as
ligas Al-Si-Cu têm entre 0,03 e 0,2% de Mg (HEINE; LOPER; ROSENTHAL, 1967). Em
ligas de alumínio fundidas sob pressão, os teores de manganês são da ordem de 0,3 até
0,5% (DOEHLER, 1951).
12
O alumínio pode ser usinado com facilidade. O desgaste do flanco da ferramenta de
corte pode ser problema apenas em ligas que contenham quantidades consideráveis de
silício. O silício entre 11 e 14%, superior ao do eutética de 6,0%, apresenta largos
cristais de elevada dureza (>400 HV) e alto ponto de fusão (1420°C). Isso aumenta as
tensões e a temperatura na superfície de saída da ferramenta. Além disso, podem
ocorrer altas forças, principalmente com o uso de baixas velocidades devido ao grande
comprimento de contato entre o cavaco e a ferramenta, pois os cavacos são contínuos
(MACHADO; SILVA, 2004).
A usinagem do alumínio permite tempos curtos de processo pela possibilidade de
utilização de elevadas velocidades de corte (WEINGAERTNER; SCHROETER, 1991).
Essa característica é uma das grandes aliadas desse material para produção de
peças em elevadas quantidades. Devido à grande facilidade de deformação plástica, a
usinagem do alumínio gera furos maiores que o diâmetro da broca nos processos de
furação (STEMMER, 1995). Algumas das aplicações mais comuns das ligas de alumínio
estão na área de transportes, a fim de promover redução de consumo de combustíveis.
Uma característica importante é sua resistência específica, que é quantificada por meio
da razão entre o limite de resistência à tração e a massa específica.
Embora uma liga de alumínio possa ter um limite de resistência à tração inferior ao
do aço, que é mais denso, ela será capaz de suportar uma carga relativamente maior
devido à sua elevada resistência específica (CALLISTER, 2006). Essas características,
além da abundância do seu minério principal, vêm tornando o alumínio o metal mais
importante após o ferro (CHIAVERINI, 1986).
A usinagem de alumínio com ferramentas convencionais não é realizada sem
dificuldades. Esse material tende a aderir na superfície da ferramenta e a formar
rebarbas dentro dos furos. Uma das causas principais de danos à ferramenta durante a
sua usinagem é a formação de camadas de aresta postiça, implicando redução da vida
útil da ferramenta. Assim, fluidos de corte têm papel importante nesses tipos de
processos, pois possibilitam a redução de adesão na superfície da ferramenta (NOUARI
et al., 2003).
A furação é um processo de usinagem utilizado para obtenção de superfície
cilíndrica interna, sendo esta coaxial ao eixo de rotação do movimento de corte,
considerado como de desbaste, semiacabamento ou acabamento. A furação de ligas Al-
Si apresenta dificuldade devido à adesão do alumínio à broca. A qualidade de um furo
do processo é determinada por uma síntese dos erros devido à dinâmica do processo e,
também, ao regime térmico na interface peça/broca.
13
Os mecanismos que induzem a esses erros incluem: desvios ou rotação anormal da
broca na entrada; deflexões da broca devido às forças desbalanceadas; erros devido à
falha de processo; erros devido ao corte nas bordas da broca; e erros devido à
expansão térmica da broca e da peça. A rigidez da broca determina, em grande parte,
os erros induzidos devido aos mecanismos dinâmicos, mas não é afetada pela
presença/ausência do revestimento da broca (KALLIDAS; DE VOR; KAPOOR, 2001).
Dentre os processos de usinagem tradicionais, a furação é uma das operações de
corte de metal mais importante, consistindo de 33,0% de todas as operações de
usinagem. Ela é responsável por aproximadamente 40,0% de toda operação de
remoção de metal na indústria aeroespacial (ERTUNC; OYSU, 2004).
2.3 Fundição sob Pressão de Ligas Al-Si
A fundição sob pressão é um processo capaz de produzir peças relativamente
complexas e com excelente acabamento superficial em elevado volume de produção. As
peças reproduzidas nesse processo são geralmente produtos que não são fáceis de
produzir em processos convencionais. Exemplo: peças com geometrias contemplando
ângulos, raios, inclinações de difícil reprodução em série, além de tornar mais lento e
demorado o processo de fabricação.
A aplicação de moldes é de grande viabilidade para ser utilizado posteriormente o
processo de usinagem convencional. O nível de acabamento das peças fundidas sob
pressão é considerado excelente. Assim, a remoção de material em operações de
usinagem posteriores é mínima. Dentre os processos industriais metalúrgicos de
transformação de metais, a fundição sob pressão é um dos processos mais severos
quanto à solicitação sobre o ferramental, em que se podem verificar velocidade de fluxo
de 40 m/s e gradientes de temperatura de até 1.000 °C/cm. Como essas solicitações
são necessárias para se obterem altas taxas de produção, elas, também, acabam
limitando a vida das ferramentas (SATURNINO, 2004).
Dentre os principais mecanismos que levam ao desgaste e perda do ferramental,
pode-se destacar: a erosão causada pelas altas velocidades com que o metal fundido
colide com as cavidades da ferramenta, as trincas térmicas causadas pela fadiga
térmica devido ao aquecimento e resfriamento alternado da superfície da ferramenta
durante a fundição e o fenômeno de adesão/corrosão causado pela interação química
entre a liga fundida e a ferramenta durante o preenchimento e a solidificação
(SATURNINO, 2004).

2.4 Diagramas de Fases
As ligas Al-Si são utilizadas em componentes de caixa de direção hidrá
razão de sua resistência mecânica
processamento por técnicas de fundição sob pressão. A fluidez e
liga Al-Si eutética constituem vantagem sobre as ligas hipoeutéticas, porém meno
resistência e ductilidade inibem a sua maior utilização
estudaram a alteração da estrutura das ligas eutéticas com a introdução dos agentes
modificadores, tais como Sr e Ti
ductibilidade da liga.
As ligas Al-Si mais usadas compreendem as hipo, hiper ou eutéticas
silício entre 10,0 e 18,0% em peso
Figura
Em geral, as ligas de alumínio apresentam boa usinabilidade para vários critérios de
avaliação. A força exigida na ferramenta, quando se usina
baixa e tende a diminuir com o aumento da velocidade de corte (TRENT
2000). O silício endurece o alumínio por solução sólida e acelera o desgaste da
ferramenta por abrasão. O silício possui maior ponto de fusão e, assim, o efeito do
aumento da fase rica em silício se traduz em usinagem com maiores tensões e
temperatura presente na interface entre ferramenta
Enfim, o teor de silício da liga pode proporcionar partículas primárias mais duras que
ocasionam desgaste por abr
ases
Si são utilizadas em componentes de caixa de direção hidrá
razão de sua resistência mecânica, classificada como média-alta,
processamento por técnicas de fundição sob pressão. A fluidez e a
eutética constituem vantagem sobre as ligas hipoeutéticas, porém meno
resistência e ductilidade inibem a sua maior utilização. Suarez e Asensio
a alteração da estrutura das ligas eutéticas com a introdução dos agentes
tais como Sr e Ti, o que mostrou contornar os problemas
Si mais usadas compreendem as hipo, hiper ou eutéticas
% em peso, conforme Figura 2-3.
Figura 2-3 - Diagrama de equilíbrio da liga Al
Fonte: Suarez e Asensio-Lozano (2005).
Em geral, as ligas de alumínio apresentam boa usinabilidade para vários critérios de
avaliação. A força exigida na ferramenta, quando se usinam as ligas de alumínio,
uir com o aumento da velocidade de corte (TRENT
2000). O silício endurece o alumínio por solução sólida e acelera o desgaste da
ferramenta por abrasão. O silício possui maior ponto de fusão e, assim, o efeito do
ase rica em silício se traduz em usinagem com maiores tensões e
temperatura presente na interface entre ferramenta e peça (REIS
teor de silício da liga pode proporcionar partículas primárias mais duras que
ocasionam desgaste por abrasão da ferramenta (TEER et al., 2005).
14
Si são utilizadas em componentes de caixa de direção hidráulica em
alta, que facilita seu
a baixa contração da
eutética constituem vantagem sobre as ligas hipoeutéticas, porém menor
. Suarez e Asensio-Lozano (2005)
a alteração da estrutura das ligas eutéticas com a introdução dos agentes
o que mostrou contornar os problemas de baixa
Si mais usadas compreendem as hipo, hiper ou eutéticas, com a faixa de
Diagrama de equilíbrio da liga Al-Si.
).
Em geral, as ligas de alumínio apresentam boa usinabilidade para vários critérios de
as ligas de alumínio, é
uir com o aumento da velocidade de corte (TRENT; WRIGHT,
2000). O silício endurece o alumínio por solução sólida e acelera o desgaste da
ferramenta por abrasão. O silício possui maior ponto de fusão e, assim, o efeito do
ase rica em silício se traduz em usinagem com maiores tensões e
peça (REIS; ABRÃO, 2005).
teor de silício da liga pode proporcionar partículas primárias mais duras que
, 2005).
15
Verifica-se, também, elevação na taxa de desgaste da ferramenta, quando se usina
a liga Al-Si com ferramenta composta de carbonetos, limitando-se a velocidade de corte
pelo desgaste do tipo atrito (attrition). Esse tipo de desgaste na peça usinada não
depende apenas das fases presentes na peça, mas, também, da sua quantidade e
distribuição (TRENT; WRIGHT, 2000).
2.5 Revestimentos
Atualmente, considerando todo o metal duro utilizado na indústria, a porcentagem de
metal duro revestido é próxima a 90% (MACHADO; SILVA, 2004). Existe grande
quantidade e variedade de ferramentas de metal duro revestido oferecido por
fabricantes. Há mais classes de metal duro revestido do que sem revestimento. Esses
revestimentos podem ser aplicados em substratos de quaisquer classes de metais
duros. Um fator que contribui bastante para o crescimento da utilização de ferramentas
de metal duro revestidas é o maior domínio das técnicas de revestimento. Dois tipos de
processos podem ser utilizados para revestir os metais duros: o Phisical Vapour
Deposition ou deposição física a vapor (PVD) e o Chemical Vapour Deposition ou
deposição química a vapor (CVD).
O PVD é utilizado normalmente em aços rápidos em temperaturas na faixa de 450 a
500 °C, mas também é aplicado em ferramentas de metal duro. Esse processo é
realizado em uma câmara de vácuo em presença de argônio. O revestimento em
ferramentas de metal duro é hoje mais frequentemente aplicado pelo processo de CVD.
A fim de ilustrar o processo, toma-se como exemplo o revestimento de uma camada de
TiC. Para isso, vaporiza-se uma mistura de tetracloreto de titânio (TiCl4) e metano (CH4).
Essa mistura é colocada em um forno com uma atmosfera protetora de hidrogênio (para
evitar a formação de óxidos, que reduzem a aderência do revestimento) entre 900 e
1.100 °C e pressão levemente negativa (DINIZ; MARCONDES; COPPINI, 2006).
Nesse ambiente, ocorre uma reação química que resulta em vapor de TiC, que, por
sua vez, se condensa sobre o metal duro, formando a camada de revestimento
(STEMMER, 2005). Geralmente, as ferramentas revestidas pelo processo de CVD têm
tenacidade menor se comparadas com ferramentas revestidas pelo processo de PVD
com o mesmo substrato. Isso limita um pouco as ferramentas revestidas pelo processo
de CVD em determinadas aplicações, como em cortes interrompidos (MACHADO;
SILVA, 2004). Os materiais mais utilizados para revestir metais duros são: carboneto de
titânio (TiC), óxido de alumínio (Al2O3), nitreto de titânio (TiN) e carbonitreto de titânio
(TiCN) (DINIZ et al., 2006).

16
2.5.1 TiN – Nitreto de Titânio
A finalidade principal dessas camadas é aumentar a resistência ao desgaste da
superfície que entra em contato com o cavaco, sendo que o núcleo permanece com a
tenacidade característica do metal duro. Assim, consegue-se aumentar a vida da
ferramenta e diminuir os esforços de corte. Os revestimentos podem ser uma única
camada de TiC, ou mais comum, o triplo revestimento de TiC, TiCN e TiN e TiC, Al2O3 e
TiN. Porém, esse número de camadas pode chegar a 12 (MACHADO; SILVA, 2004).
Cada camada tem uma função específica e a associação de diferentes camadas confere
à ferramenta excelente características. Normalmente, o TiC é utilizado na primeira
camada devido à melhor afinidade com o substrato e é um dos mais duros
revestimentos utilizados.
2.5.2 Al2O3 – Óxido de Alumínio
O Al2O3 reduz sua condutividade térmica com o aumento da temperatura. Além disso,
apresenta boa resistência ao desgaste. No revestimento, ao contrário do substrato,
quanto menor a condutividade térmica melhor, pois menor será a quantidade de calor
que chegará ao substrato. Para o substrato, quanto maior a condutividade térmica
melhor, pois o calor que chega será mais rapidamente dissipado (MACHADO; SILVA,
2004). O TiN e o TiCN normalmente ficam na camada externa por proporcionarem
baixos coeficientes de atrito entre a ferramenta e o cavaco, e diminuírem a tendência de
adesão característica dos materiais ferrosos. Outro revestimento que vem sendo
utilizado em metais duros é o nitreto de alumínio-titânio (TiAlN).
2.5.3 TiAlN – Nitreto de Alumínio Titânio
Este revestimento tem se mostrado excelente para a usinagem de ferros fundidos e
superligas de níquel. Para realizar o revestimento com este material, utiliza-se o
processo PVD. Este propicia uma camada mais fina e, assim, arestas mais afiadas, o
que é importante quando se desejam melhores acabamentos superficiais e/ou quando
se usinam materiais muito dúcteis, como o alumínio e o aço inoxidável austenítico
(DINIZ et al., 2006).
A seguir, são apresentados alguns aspectos importantes para a aplicação de
revestimentos (ASTAKHOV, 2006):

17
• Um revestimento específico, quando aplicado corretamente, pode aumentar a vida útil
da ferramenta revestida em duas-três vezes se comparada ao da ferramenta sem
revestimento. Além disso, os aumentos de 10-50% na produtividade têm sido
demonstrados em algumas aplicações.
• Revestimento normalmente acrescenta 0,6-1 µm na rugosidade superficial. Polimento
pós-revestimento é possível. Com isso, removem-se as macropartículas formadas sobre
o revestimento durante o processo de deposição (SEGAL; TOVBIN, 1999).
• Revestimento muda as dimensões da ferramenta de corte. A mudança depende do
revestimento, sua espessura especificada e o processo de revestimento. Normalmente,
o PVD é recomendado para ferramentas de menor tolerância e CVD para ferramentas
de maior tolerância. A maioria dos revestimentos PVD adiciona 2-3 µm de cada lado de
uma ferramenta ou componente. CVD e PVD CrN são mais espessos e podem adicionar
10 µm ou mais em alguns casos. A temperatura de processamento pode prejudicar o
material do substrato. As temperaturas de CVD, em particular, afetam as condições de
tratamento térmico de ferramentas e componentes, e podem causar alterações
dimensionais (ASTAKHOV, 2006).
• Os revestimentos são aplicados em várias camadas alternadas. Isso ocorre porque o
aumento da dureza ocorre com a diminuição do tamanho do grão, e o tamanho do grão
diminui simultaneamente com a diminuição da espessura da camada (OUTEIRO et al.,
2002). Isso é especialmente verdadeiro para revestimentos de alumina: camadas finas
de revestimento de alumina são mais duras.
Revestimentos mais duros proporcionam melhor resistência ao desgaste. A
espessura máxima desejável, tamanho de grão mínimo, só é possível com a introdução
do método de multicamadas alternadas (OUTEIRO et al., 2002). O método mais comum
de obtenção da redução do tamanho de grão em camadas Al2O3 é periodicamente
interromper a sua deposição, aplicando uma fina camada de TiC, TiCN e TiN. O
crescimento de grãos de Al2O3 é inibido após a aplicação subsequente de cada camada.
A aplicação de mais camadas dessa forma pode ser usada para construir o
revestimento com a espessura total desejada, mantendo o crescimento de grãos em
camadas Al2O3 ao mínimo.
18
Quadro 2-3 - Propriedades físicas básicas dos revestimentos.
Fonte: adaptado de Astakhov (2006).
2.6 Processo de Furação
Segundo Sales et al. (2008), os processos de furação e roscamento são os mais
utilizados dentre os processos de usinagem. O processo de furação é responsável por
40% do uso de metais na indústria aeroespacial. Isso é suficiente para ressaltar a
importância deste processo nos sistemas de fabricação. A furação foi responsável por
50% dos produtos usinados nos USA no final dos anos 1990. Se, por um lado, o
trabalho com furação e roscamento é importante, por outro, ele também apresenta
dificuldades no que diz respeito à peça usinada, à profundidade de furação e a
tolerâncias finais da peça, além de outros detalhes que tornam a usinagem difícil e de
execução complexa.
Segundo Ferraresi (1997), a furação é um processo que se destina a obter furos que
são geralmente cilíndricos e obtidos a partir de ferramentas multicortantes. A ferramenta
ou a peça gira e, simultaneamente, a peça ou a ferramenta se desloca em uma trajetória
retilínea. A furação se subdivide em:
• Furação em cheio: destina-se à abertura de um furo cilíndrico no material
usinado. Todo o material referente ao volume final do furo é removido na forma
de cavaco pelos canais axiais da ferramenta. A Figura 2-4 mostra os detalhes da
cinemática do processo de furação em cheio. O processo de furação em cheio é
um dos mais aplicados nas indústrias de manufatura e tem o objetivo simples de
proporcionar a passagem de um parafuso a condições mais complexas, como
preparar a superfície para o roscamento ou operações de mandrilamento do
material com o objetivo de melhorar a qualidade superficial.
Propriedade Nitreto de titânio (TiN)
Carbonitreto de titânio (Ti(C,N))
Nitreto de titânio alumínio ((Ti,Al)N)
Nitreto de cromo (CrN)
Cor Ouro Bronze Roxo/preto Prata
Dureza (HV) 2800 3000 2800 2000 - 2200
Espessura do revenimento (µm) 2 - 4 2 - 4 2 - 4 3 - 5
Estabilidade química em
(°C) 550 400 750 800
(°F) 1000 750 1330 1470
Lubricidade TiN/aço 0,4 - 0,55 0,5 - 0,6 0,5 - 0,6 0,55 - 0,65
Temperatura de deposição em
(°C) 500 500 500 350
(°F) 930 930 930 660
Comparação de custo Base 1,5 x base 2 x base 1,75 x base

Figura 2-4 - Detalhe da cinemática do processo de furação em cheio
• Furação com pré
processo tem como objetivo eli
transversal da broca quando são empregadas brocas de diâmetro acima de 16
milímetros. A aresta trans
esforços de corte e di
um processo de furação com pré
Figura 2-5 - Detalhe do processo de furação com pré
• Furação escalonada
simultaneamente. O objetivo da furação escalonada é aumentar
realizando simultaneamente furos de diâmetros menores e maiores,
o tempo de parada para a troca de ferramentas. Pode
de furação escalonada também quando existe a necessidade de rebaixos em
peças para ocultar cabeças de par
detalhe da furação e
Detalhe da cinemática do processo de furação em cheio
Fonte: Borges (2013).
Furação com pré-furação: abertura de um furo em uma peça pré
processo tem como objetivo eliminar os esforços de corte que surgem na aresta
sal da broca quando são empregadas brocas de diâmetro acima de 16
A aresta transversal produz um efeito de esmagamento que aumenta
esforços de corte e diminui o tempo de vida das ferramentas. A
um processo de furação com pré-furação.
Detalhe do processo de furação com pré-
Fonte: Borges (2013).
Furação escalonada: abertura de um furo com dois ou mais diâmetros
simultaneamente. O objetivo da furação escalonada é aumentar
alizando simultaneamente furos de diâmetros menores e maiores,
o tempo de parada para a troca de ferramentas. Pode-se empregar o processo
de furação escalonada também quando existe a necessidade de rebaixos em
peças para ocultar cabeças de parafusos ou porcas. A Figura
detalhe da furação escalonada.
19
Detalhe da cinemática do processo de furação em cheio.
abertura de um furo em uma peça pré-furada. Este
ar os esforços de corte que surgem na aresta
sal da broca quando são empregadas brocas de diâmetro acima de 16
sal produz um efeito de esmagamento que aumenta
ui o tempo de vida das ferramentas. A Figura 2-5 mostra
-furação.
: abertura de um furo com dois ou mais diâmetros
simultaneamente. O objetivo da furação escalonada é aumentar a produtividade
alizando simultaneamente furos de diâmetros menores e maiores, e eliminando
se empregar o processo
de furação escalonada também quando existe a necessidade de rebaixos em
Figura 2-6 mostra o
20
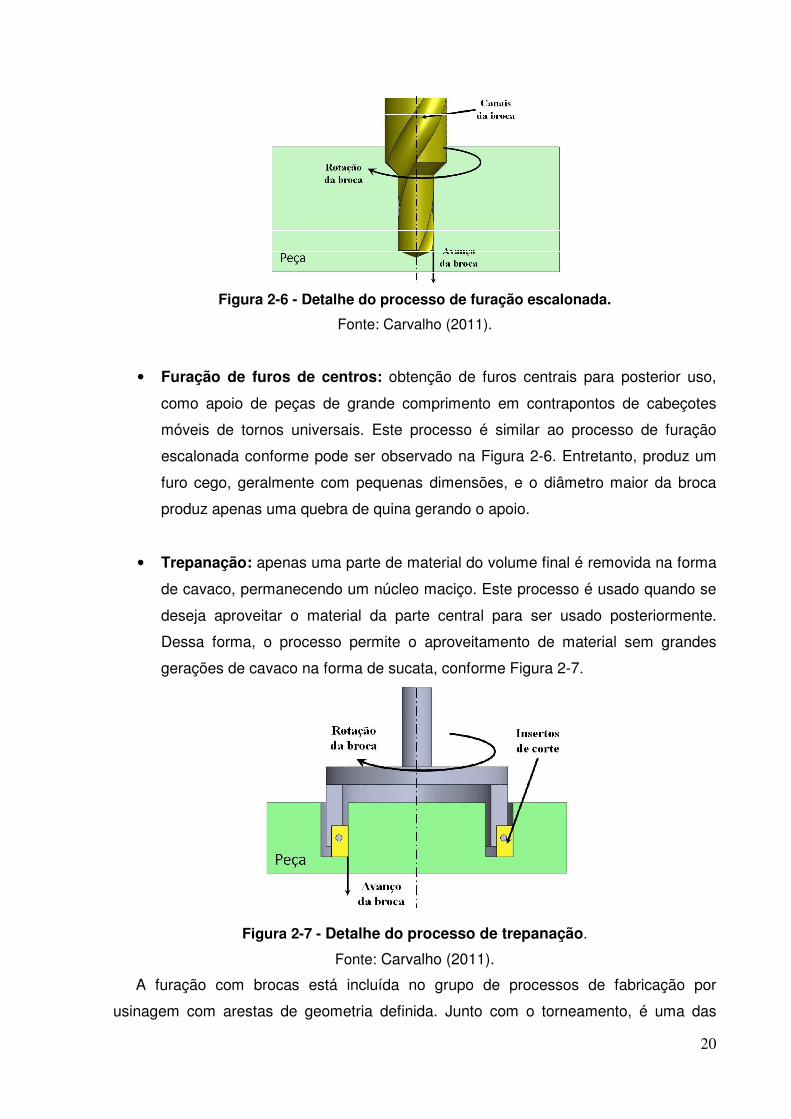
Figura 2-6 - Detalhe do processo de furação escalonada.
Fonte: Carvalho (2011).
• Furação de furos de centros: obtenção de furos centrais para posterior uso,
como apoio de peças de grande comprimento em contrapontos de cabeçotes
móveis de tornos universais. Este processo é similar ao processo de furação
escalonada conforme pode ser observado na Figura 2-6. Entretanto, produz um
furo cego, geralmente com pequenas dimensões, e o diâmetro maior da broca
produz apenas uma quebra de quina gerando o apoio.
• Trepanação: apenas uma parte de material do volume final é removida na forma
de cavaco, permanecendo um núcleo maciço. Este processo é usado quando se
deseja aproveitar o material da parte central para ser usado posteriormente.
Dessa forma, o processo permite o aproveitamento de material sem grandes
gerações de cavaco na forma de sucata, conforme Figura 2-7.
Figura 2-7 - Detalhe do processo de trepanação.
Fonte: Carvalho (2011).
A furação com brocas está incluída no grupo de processos de fabricação por
usinagem com arestas de geometria definida. Junto com o torneamento, é uma das
21
operações mais importantes, envolvendo aproximadamente 30% de todas as operações
de usinagem de metal. O processo de furação é responsável por 75% do volume de
material removido na usinagem (CASTILLO, 2005). Esse processo de furação é
realizado sob condições relativamente severas, dentre as quais podem ser citadas:
• a velocidade de corte não é uniforme, variando de zero no centro do furo até
máximo na periferia;
• o processo de geração de cavaco é de difícil observação;
• o fluido de corte, que deve atuar como refrigerante, lubrificante e meio de
transporte de cavacos, chega com dificuldade à aresta da ferramenta, onde é mais
necessário;
• há distribuição inadequada de calor na região de corte, ocorrendo, assim, atrito e
desgaste pronunciado nas quinas com cantos vivos.
É conhecido que as operações de furação apresentam dificuldades durante o
trabalho, já que a ferramenta que produz furos (seja qual for o método ou o tipo de
broca) deve, ao mesmo tempo, quebrar e extrair os cavacos o mais rápido possível para
evitar entupimento, aquecimento e danos às paredes do furo (acabamento). Mesmo os
materiais de cavacos curtos apresentam desafios para os diferentes tipos de brocas
quando se trata de furação mais profunda (CASTILLO, 2005).
2.7 Variáveis do Processo de Furação
O processo de furação considera a relação entre o diâmetro e o comprimento do
furo, a qual depende da técnica utilizada e do desvio de linearidade requerido. Métodos
mais simplificados permitem que o comprimento do furo seja até três vezes maior que
seu diâmetro, para que ainda se consiga boa qualidade de furo. A utilização de
ferramentas, técnicas e equipamentos especiais permite a elevação dessa relação para
oito. Existem máquinas especiais com sistemas mancalizados que garantem uma
precisão diferenciada em furações profundas. Porém, há restrições de brocas na
realização de furos de grandes diâmetros e/ou furações profundas devido ao desvio de
centro da broca. Sistemas especiais de furação, tais como brocas canhão e o sistema
BTA, permitem a execução de furos com relação entre comprimento e diâmetro superior
a 100 na faixa de diâmetro de 6 a 750 mm.
A velocidade de corte, avanço e profundidade de corte, respectivamente indexadas
por, cV , f e pa , são as variáveis mais importantes neste processo. A velocidade de
corte Vc é a velocidade instantânea do ponto de referência da aresta de corte da

22
ferramenta segundo a direção e sentido de corte. Para os processos com movimento de
rotação, a velocidade de corte é calculada pela Equação 2-1.
�� � �.�.�
Equação 2-1,
onde φ é o diâmetro da peça (mm) ou da ferramenta, no caso de ferramentas
rotativas, e n corresponde ao número de rotações por minuto. O avanço f é o percurso
de avanço em cada volta (mm/volta). A profundidade de corte pa é a profundidade ou
largura de penetração da ferramenta na peça medida numa direção perpendicular ao
plano de trabalho (NBR 6162/1989). Na furação com brocas helicoidais, os esforços
atuantes estão ligados à geometria da broca e às condições de corte e rigidez do
conjunto peça-máquina-ferramenta (ARENAS, 2003).
Na faixa de valores empregados na indústria, a velocidade de corte apresenta
influência discreta na força de usinagem. De acordo com Ferraresi (1997), em baixas
velocidades de corte e na ausência de aresta postiça de corte, ocorre queda nos valores
da força de corte. A velocidade de corte afeta a estabilidade pelo processo de
amortecimento que ocorre em velocidades abaixo de 25 m/min. Também em velocidade
de corte elevada, têm-se aumento da força de corte, desgaste de ferramenta e geração
de calor com elevação de temperatura na interface cavaco-ferramenta.
O aumento do avanço tende a aumentar a força de usinagem devido ao fato de se
ter o aumento das áreas referentes aos planos de cisalhamento (MACHADO; SILVA,
1999). O avanço afeta as condições de integridade da ferramenta, as condições
dimensionais do furo e o tempo de usinagem. Usualmente, valores maiores de avanço
propiciam elevação nos valores de rugosidade, do diâmetro usinado e das forças de
corte (BEZERRA, 2001). Enfim, alterações no avanço refletem mais significativamente
no tempo de usinagem que as alterações de rotação.
2.8 Formação de Cavaco
Entende-se por cavaco a porção de material que é removida da peça. Sua formação
influencia diversos fatores ligados à usinagem, tais como o desgaste da ferramenta, os
esforços de corte, o calor gerado na usinagem e a penetração do fluido de corte, entre
outros. O cavaco é o resultado final da imposição da ferramenta cortante sobre um

determinado material. S
WRIGHT, 2000; SALES; SANTOS, 2003;
A Figura 2-8 mostra a variação do ângulo de inclinação (
em função da distância do centro da broca para a sua extremidade.
Figura 2-8 - Variação dos ângulos de inclinação e saída em relação ao raio da
Os cavacos na furação são inicialmente gerados no centro da broca. O movimento
do centro da broca é ma
virtude da variação dos ângulos
formado na região mais próxima do centro da ferramenta é mais curto do que aquele
formado na região externa da broca. Es
seu fluxo para o centro da ferramenta em v
disso, a parte central da hélice da broca força o enrolamento do cavaco, apr
forma de espiral conforme
Figura 2-9 - Representação esquemática das formas iniciais do cavaco
. Sua formação foi proposta por diferentes autores (TRENT
; SANTOS, 2003; MACHADO; SILVA, 1999).
mostra a variação do ângulo de inclinação (λ) e do
ncia do centro da broca para a sua extremidade.
Variação dos ângulos de inclinação e saída em relação ao raio da broca.
Fonte: Shaw (1984).
Os cavacos na furação são inicialmente gerados no centro da broca. O movimento
do centro da broca é mais lento na face de corte em relação à sua extremidade. Em
virtude da variação dos ângulos “λ” e “γ” com raio da broca, tem
formado na região mais próxima do centro da ferramenta é mais curto do que aquele
formado na região externa da broca. Essa diferença no comprimento do cavaco força o
seu fluxo para o centro da ferramenta em vez de ser perpendicular à
o, a parte central da hélice da broca força o enrolamento do cavaco, apr
conforme Figura 2-9.
Representação esquemática das formas iniciais do cavaco formado em uma broca.
Fonte: Ke, Ni e Stephenson (2005).
23
ua formação foi proposta por diferentes autores (TRENT;
SILVA, 1999).
) e do ângulo de saída (γ)
Variação dos ângulos de inclinação e saída em relação ao raio da
Os cavacos na furação são inicialmente gerados no centro da broca. O movimento
sua extremidade. Em
com raio da broca, tem-se que o cavaco
formado na região mais próxima do centro da ferramenta é mais curto do que aquele
a diferença no comprimento do cavaco força o
à face de corte. Além
o, a parte central da hélice da broca força o enrolamento do cavaco, apresentando
Representação esquemática das formas iniciais do cavaco

Entretanto, quando o cavaco
forma só se manterá se hou
Esse movimento rotacional é dificultado com a evolução da usinagem, ou seja, em
relação à profundidade do furo e
Assim, se o movimento rotacional não se manti
de forma (KE et al., 2005). Nes
inicia na ponta da ferramenta devido às tensões tratadas nes
Um segundo modelo foi construído para a descrição da formação
usinagem de aço em má
ferramenta utilizada é bastante negativa (
Moisan e Dessuly (2002
encontram numa região ao redor do raio da ferramenta, enquanto que
peça antes do “chanfro” gerado pela ferramenta
Dessa forma, os baixos níveis de tensão de
nucleação da trinca ocorre
cisalhamento primária como pode ser observado na
Figura 2
Para a primeira fase da formação de cavaco
desenvolve seguindo o ataque da ferramenta. Seu comprimento relativamente
importante corresponde à parte do cavaco que não foi submetida a n
(FACCIO, 2002).
Informações sobre o processo de corte podem ser obtidas estudando
cavaco. A aresta postiça de corte (APC) é
Entretanto, quando o cavaco em formato espiral move-se por sobre a hélice, esta
forma só se manterá se houver uma rotação constante em relação ao seu próprio eixo.
e movimento rotacional é dificultado com a evolução da usinagem, ou seja, em
relação à profundidade do furo e à interação da hélice da broca com a parede do furo.
Assim, se o movimento rotacional não se mantiver, o cavaco pode se quebrar ou mudar
, 2005). Nesse modelo, Trent e Wright (2000) afirmam que a trinca se
inicia na ponta da ferramenta devido às tensões tratadas nesse local.
Um segundo modelo foi construído para a descrição da formação
áquinas de usinagem de alta velocidade. Nes
lizada é bastante negativa (γ=-26º) com o centro da broca. P
2002) afirmam que os níveis de constrição mais elevados se
contram numa região ao redor do raio da ferramenta, enquanto que
peça antes do “chanfro” gerado pela ferramenta, a constrição desaparece.
s baixos níveis de tensão de compressão abaixo da superfície e a
correm próximo à superfície externa do cavaco na zona de
ria como pode ser observado na Figura 2-10.
2-10 - Etapas descritivas de formação de cavacoFonte: Faccio (2002).
Para a primeira fase da formação de cavaco, a trinca se forma rapidamente e se
desenvolve seguindo o ataque da ferramenta. Seu comprimento relativamente
importante corresponde à parte do cavaco que não foi submetida a n
Informações sobre o processo de corte podem ser obtidas estudando
aresta postiça de corte (APC) é uma porção de material encruado ligado à da
24
se por sobre a hélice, esta
constante em relação ao seu próprio eixo.
e movimento rotacional é dificultado com a evolução da usinagem, ou seja, em
interação da hélice da broca com a parede do furo.
, o cavaco pode se quebrar ou mudar
firmam que a trinca se
e local.
Um segundo modelo foi construído para a descrição da formação do cavaco na
quinas de usinagem de alta velocidade. Nessas máquinas, a
26º) com o centro da broca. Poulachon,
que os níveis de constrição mais elevados se
contram numa região ao redor do raio da ferramenta, enquanto que, na superfície da
constrição desaparece.
compressão abaixo da superfície e a
próximo à superfície externa do cavaco na zona de
de cavaco.
a trinca se forma rapidamente e se
desenvolve seguindo o ataque da ferramenta. Seu comprimento relativamente
importante corresponde à parte do cavaco que não foi submetida a nenhuma distorção
Informações sobre o processo de corte podem ser obtidas estudando-se a área do
uma porção de material encruado ligado à da
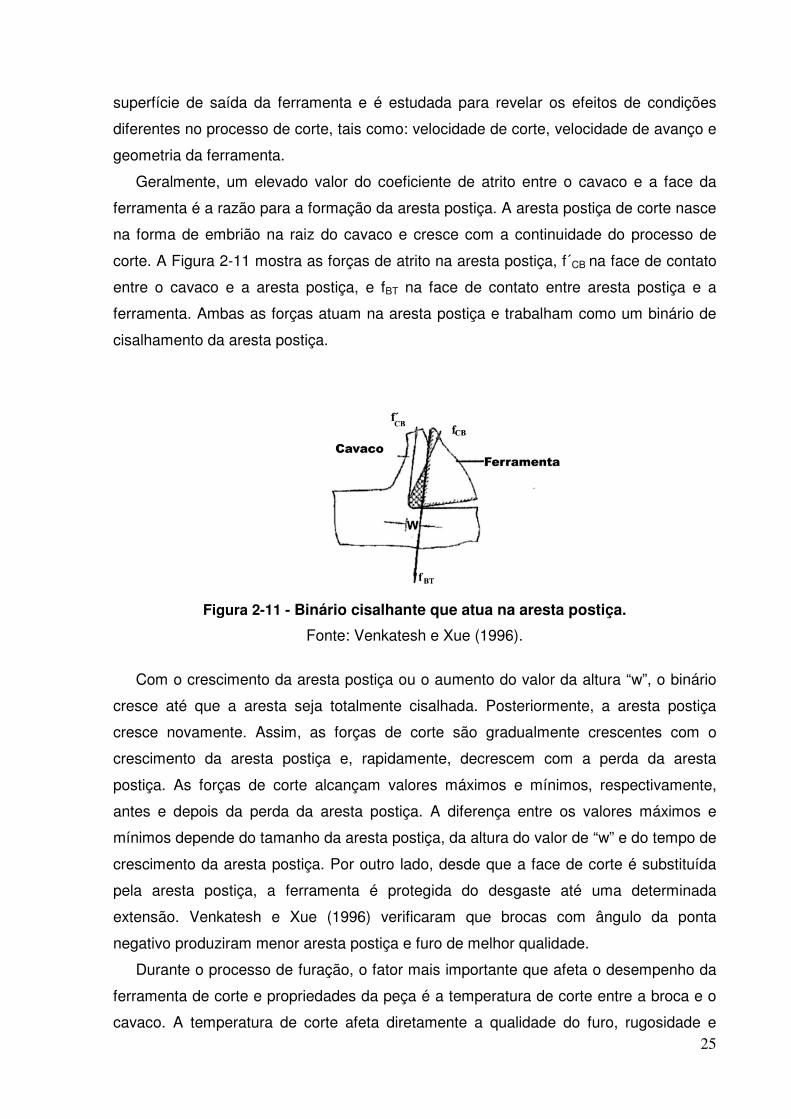
25
superfície de saída da ferramenta e é estudada para revelar os efeitos de condições
diferentes no processo de corte, tais como: velocidade de corte, velocidade de avanço e
geometria da ferramenta.
Geralmente, um elevado valor do coeficiente de atrito entre o cavaco e a face da
ferramenta é a razão para a formação da aresta postiça. A aresta postiça de corte nasce
na forma de embrião na raiz do cavaco e cresce com a continuidade do processo de
corte. A Figura 2-11 mostra as forças de atrito na aresta postiça, f´CB na face de contato
entre o cavaco e a aresta postiça, e fBT na face de contato entre aresta postiça e a
ferramenta. Ambas as forças atuam na aresta postiça e trabalham como um binário de
cisalhamento da aresta postiça.
Figura 2-11 - Binário cisalhante que atua na aresta postiça.
Fonte: Venkatesh e Xue (1996).
Com o crescimento da aresta postiça ou o aumento do valor da altura “w”, o binário
cresce até que a aresta seja totalmente cisalhada. Posteriormente, a aresta postiça
cresce novamente. Assim, as forças de corte são gradualmente crescentes com o
crescimento da aresta postiça e, rapidamente, decrescem com a perda da aresta
postiça. As forças de corte alcançam valores máximos e mínimos, respectivamente,
antes e depois da perda da aresta postiça. A diferença entre os valores máximos e
mínimos depende do tamanho da aresta postiça, da altura do valor de “w” e do tempo de
crescimento da aresta postiça. Por outro lado, desde que a face de corte é substituída
pela aresta postiça, a ferramenta é protegida do desgaste até uma determinada
extensão. Venkatesh e Xue (1996) verificaram que brocas com ângulo da ponta
negativo produziram menor aresta postiça e furo de melhor qualidade.
Durante o processo de furação, o fator mais importante que afeta o desempenho da
ferramenta de corte e propriedades da peça é a temperatura de corte entre a broca e o
cavaco. A temperatura de corte afeta diretamente a qualidade do furo, rugosidade e

26
desgaste da ferramenta, e limita o aumento na velocidade de corte. As condições
térmicas na furação diferem significativamente dos outros processos, como o
torneamento. O cavaco é formado no fundo do furo e permanece em contato com a
broca em uma longa distância, aumentando a temperatura da ferramenta. As
temperaturas da ferramenta aumentam com a profundidade do furo. Temperaturas
crescentes e acúmulo de cavacos aquecidos no fundo do furo são sérios problemas em
furação e, muitas vezes, requerem resfriamento e saída do cavaco (COTTERELL,
2002).
Para controlar a furação a seco de ligas de alumínio, é necessário limitar a geração
de calor que ativa a difusão química entre o cavaco e a ferramenta, e facilitar a remoção
de cavaco da área de corte. A fonte de calor é produzida na zona de cisalhamento
primária (C), na zona de cisalhamento secundária (A) e, por último, onde ocorre o atrito
entre a ferramenta e a superfície da peça (B) conforme Figura 2-12. O calor gerado
afeta parte do flanco (superfície de incidência) da ferramenta e toda a superfície usinada
da peça.
Figura 2-12 - Temperatura peça, ferramenta e cavaco.
Fonte: Tedesco (2007).
2.8.1 Características da Formação do Cavaco na Furação
Um dos problemas do processo de furação é a evacuação dos cavacos de dentro do
furo. Se os cavacos não forem formados de maneira tal que propiciem sua fácil retirada
do interior do furo, eles podem causar o seu entupimento, o aumento do momento torçor
necessário e a consequente quebra da ferramenta.
A quebra de uma broca helicoidal dentro de um furo é um problema grave, pois, além
da perda da ferramenta, a retirada da broca do interior do furo é, em geral, uma tarefa
cara e demorada e que, muitas vezes, leva à rejeição da peça. Levando-se em conta

27
que um furo é normalmente um pequeno detalhe de uma peça bem maior, tal rejeição
pode representar uma perda substancial considerando-se os custos de produção.
Assim, é fundamental induzir a geração de cavacos que tenham uma forma tal que
sejam de difícil remoção do furo. Se o cavaco tiver forma de fita, será muito difícil extraí-
lo do furo. Cavacos helicoidais ou em lascas são os que mais facilmente podem ser
removidos dos furos (FERRARESI, 1997).
A remoção do cavaco pode ainda ser auxiliada pela utilização de um ciclo de furação
que retire frequentemente a broca de dentro do furo durante o processo de corte (o que
gera tempos passivos extras) e/ou pelo insuflamento de fluido de corte sob pressão
diretamente no fundo do furo por meio de canais especialmente construídos na broca
para tal fim.
O crescimento do avanço facilita a quebra e, consequentemente, a remoção do
cavaco de dentro do furo. A aresta de corte move-se segundo uma espiral que se inclina
do ângulo “η” com relação à direção de corte. A Equação 2-2 mostra que “η” aumenta
com o crescimento do avanço (f) e com a diminuição do diâmetro da broca.
a
aD
ftg
.πη =
b
bD
ftg
.πη =
c
cD
ftg
.πη =
Equação 2-2
A Equação 2-3 mostra que o ângulo efetivo de folga diminui com o aumento de η.
Assim, o aumento do avanço para facilitar a quebra do cavaco faz com que o ângulo
efetivo de folga diminua e, com isso, aumente a deformação plástica do fundo do furo,
principalmente próximo ao centro, onde esse ângulo é menor ainda (FERRARESI,
1997).
ηαα −= ffe Equação 2-3
Além disso, existe um limite para o crescimento do avanço. Acima de um
determinado valor, o avanço pode causar a quebra da broca ou a paralisação do avanço
da máquina. A velocidade de corte diminui à medida que se caminha da periferia para o
centro da broca, já que ela depende do diâmetro. Assim, quando materiais dúcteis são
furados em cheio (sem pré-furação), a formação de APC na vizinhança do centro da
broca é inevitável (FERRARESI, 1997).
A utilização de velocidade de corte baixa pode gerar a formação APC numa porção
maior do diâmetro da broca. Por outro lado, o aumento da velocidade para minimizar a
formação da APC gera maiores desgastes de ferramenta, já que a vizinhança da
28
periferia da broca, que antes do aumento da velocidade já não formava APC, agora
passa a se desgastar mais rapidamente (FERRARESI, 1997).
O ângulo de saída das brocas helicoidais diminui no sentido da periferia para o
centro da broca, sendo que se têm ângulos bastantes negativos próximos ao ângulo
efetivo de folga e a presença da aresta transversal de corte faz com que as condições
de corte nessa região sejam bem desfavoráveis.
Por esse motivo, a força de avanço (força de penetração da broca) aumenta,
gerando deformação (flexão e flambagem) da broca (principalmente para broca de
diâmetro pequeno) e do eixo-árvore (principalmente para máquinas pouco rígidas) e,
consequentemente, desvios de forma e posição do furo (ovalização e excentricidade).
Outra consequência dessa dificuldade de realização do corte no centro do furo é a
deformação plástica do material do fundo do furo, causando encruamento em materiais
dúcteis, o que aumenta ainda mais a força de avanço necessária (FERRARESI, 1997).
Dados esses fatos, é fundamental que se tome alguma iniciativa para minimizar o
problema do corte do centro do furo. Uma das ações normalmente adotadas é a
realização de um chanfro na aresta transversal de corte, que, além de diminuir o
tamanho dessa aresta, aumenta o ângulo de saída da ferramenta nessa região. Uma
segunda ação é a usinagem de um pré-furo que tenha diâmetro maior que o diâmetro da
aresta transversal de corte, o que soluciona o problema, mas gera maiores custos de
usinagem pela introdução de uma operação extra de acabamento (FERRARESI, 1997).
2.8.2 Classificação das Brocas Quanto à Forma e Aplicação
Os tipos de brocas podem ser divididos em grupos de uso geral e de condições
severas de acordo com a dificuldade de execução do furo (ASM, 1989). As brocas de
uso geral podem passar por alterações na geometria de corte, e as brocas de condições
severas suportam elevadas tensões de torção e apresentam maior rigidez que as
primeiras. A Figura 2-13 mostra os detalhes de uma broca helicoidal.
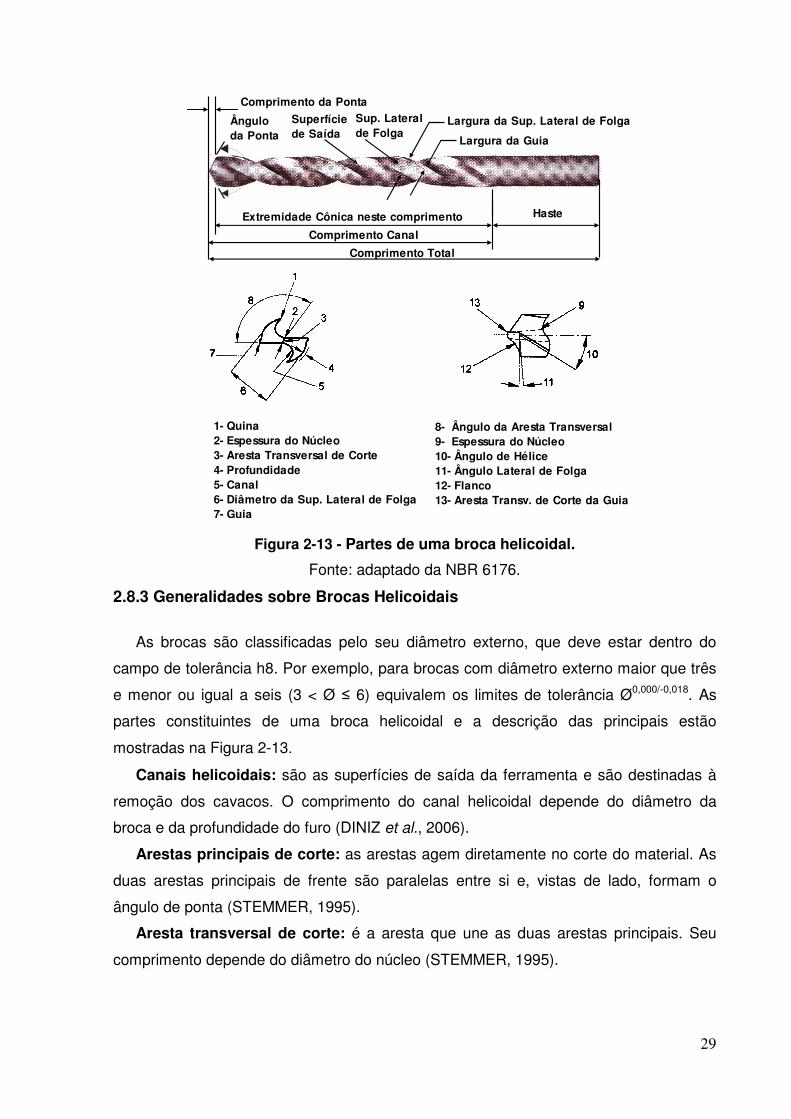
29
Figura 2-13 - Partes de uma broca helicoidal.
Fonte: adaptado da NBR 6176.
2.8.3 Generalidades sobre Brocas Helicoidais
As brocas são classificadas pelo seu diâmetro externo, que deve estar dentro do
campo de tolerância h8. Por exemplo, para brocas com diâmetro externo maior que três
e menor ou igual a seis (3 < Ø ≤ 6) equivalem os limites de tolerância Ø0,000/-0,018. As
partes constituintes de uma broca helicoidal e a descrição das principais estão
mostradas na Figura 2-13.
Canais helicoidais: são as superfícies de saída da ferramenta e são destinadas à
remoção dos cavacos. O comprimento do canal helicoidal depende do diâmetro da
broca e da profundidade do furo (DINIZ et al., 2006).
Arestas principais de corte: as arestas agem diretamente no corte do material. As
duas arestas principais de frente são paralelas entre si e, vistas de lado, formam o
ângulo de ponta (STEMMER, 1995).
Aresta transversal de corte: é a aresta que une as duas arestas principais. Seu
comprimento depende do diâmetro do núcleo (STEMMER, 1995).
Comprimento Total
Haste
Comprimento Canal
Largura da Guia
Comprimento da Ponta
Ângulo da Ponta
Largura da Sup. Lateral de FolgaSuperfície de Saída
Extremidade Cônica neste comprimento
1- Quina2- Espessura do Núcleo3- Aresta Transversal de Corte4- Profundidade5- Canal6- Diâmetro da Sup. Lateral de Folga7- Guia
8- Ângulo da Aresta Transversal9- Espessura do Núcleo10- Ângulo de Hélice11- Ângulo Lateral de Folga12- Flanco13- Aresta Transv. de Corte da Guia
Sup. Lateral de Folga
)653( ≤≤

30
Guias: servem para diminuição do atrito da ferramenta com a parede do furo,
reduzindo a superfície de contato e direcionando o trabalho da broca (DINIZ et al.,
2006).
Haste: tem a função de fixar a broca no porta-ferramentas, podendo apresentar-se
na forma cônica ou cilíndrica (DINIZ et al., 2006).
Núcleo: confere rigidez à broca e possui espessura de aproximadamente 0,16D
(DINIZ et al., 2006).
2.8.4 Classificação das Brocas Quanto ao Ângulo de Hélice
Tipo N: tem ângulo de hélice variando de 18 a 30° e é utilizado para aços ligados e
não-ligados, ferro fundido cinzento e maleável e ligas de alumínio de cavacos curtos;
Tipo H: tem ângulo de hélice entre 10 e 15° e é utilizado para materiais duros e
frágeis como ferro fundido com dureza superior a 240 HB;
Tipo W: para materiais moles com cavacos longos. Seu ângulo de hélice está entre
35 a 45°. A Figura 2-14 mostra os tipos de broca quanto ao ângulo de hélice.
Figura 2-14 - Tipos de broca quanto ao ângulo de hélice.
Fonte: adaptado de Weingaertner e Schroeter (1991).
2.8.5 Tipos de Afiações Especiais de Ponta de Brocas
Uma geometria adequada de afiação da ponta da broca melhora a qualidade dos
furos e reduz a força de avanço. Os tipos mais importantes de afiação para brocas
helicoidais são listados a seguir, sendo os mais empregados no setor de manufatura
(STEMMER, 1995).
Afiação cruzada: no lugar da aresta transversal, formam-se duas novas arestas
principais que provocam um efeito autocentrante. Consiste em retificar um plano

31
inclinado nos flancos da ferramenta, eliminando total ou parcialmente a aresta
transversal. Este tipo de afiação é utilizado normalmente para furação profunda;
Correção do ângulo de saída com diminuição da aresta transversal: para reduzir
a força de avanço, retifica-se uma reentrância na ponta da broca, reduzindo a aresta
transversal e, simultaneamente, corrigindo o ângulo de saída. Tem os objetivos de
diminuir o esforço axial na ferramenta e melhorar as condições de corte;
Afiação de ponta secundária: além do ângulo de ponta, usualmente igual a 118°,
retifica-se uma segunda ponta com ângulo entre 80 e 90°. O objetivo é a redução do
aquecimento nas partes mais externas das arestas, onde a velocidade de corte é mais
elevada. Os tipos de afiações podem ser observados na Figura 2-15.
Afiação com ponta de centragem: é utilizada para furação de chapas. O ângulo de
ponta varia de 150 a 180°, dependendo da espessura da chapa. É empregada em
furações de pouca profundidade (L/D<2).
Figura 2-15 - Tipos importantes de afiação para brocas helicoidais.
Fonte: adaptado de Oliveira (2008).
2.8.6 Influência da Geometria no Desempenho da Ferramenta
Para cada operação de furação, existe uma geometria ótima para emprego da broca
(SWINEHART, 1969). Na Figura 2-16, pode-se verificar os ângulos que compõem a
geometria da cunha de corte de uma broca helicoidal e sua importância significativa
sobre o processo de furação.

Figura 2-16
Ângulo de Ponta “σ”
(DINIZ et al., 2006). De acordo com
seguintes funções:
• altera a espessura do cavaco e aumenta o comprimento atuante d
o aumento do ângulo de ponta para
diminui;
• com o aumento do ângulo de ponta, aumenta
e a dissipação de calor;
• é responsável pelas forças passivas que ajudam a eli
Influencia na direção de s
Haq, Marimuthu e Jeyapaul
um compósito baseado em uma liga de alumínio com 10% de carbonetos de silício,
utilizando uma furadeira radial e brocas de aço rápido com ângulos de ponta de
115° e 140°, verificaram que o ângulo de ponta é um fator muito importante para a
furação. Especial importância foi dada
excelente desempenho para rugosidade, força de corte e torque, com a utilização de
baixa velocidade de corte igual a 87,96 m/
a centralização da broca, isto é, dificulta a repetibilidade de posicionamento da ponta da
- Geometria da cunha de uma broca helicoidal
Fonte: Chen e Liao (2003).
σ”: é o ângulo formado pelas duas arestas principais de corte
). De acordo com Stemmer (2005), o ângulo de ponta
ltera a espessura do cavaco e aumenta o comprimento atuante d
o aumento do ângulo de ponta para o mesmo avanço, a espessura de
om o aumento do ângulo de ponta, aumenta-se também a resistência mecânica
e a dissipação de calor;
responsável pelas forças passivas que ajudam a eliminar eventuais vibrações;
Influencia na direção de saída do cavaco.
, Marimuthu e Jeyapaul (2008), objetivando otimizar um processo de furação de
um compósito baseado em uma liga de alumínio com 10% de carbonetos de silício,
utilizando uma furadeira radial e brocas de aço rápido com ângulos de ponta de
ificaram que o ângulo de ponta é um fator muito importante para a
furação. Especial importância foi dada à ferramenta com ângulo de 90° devido ao seu
excelente desempenho para rugosidade, força de corte e torque, com a utilização de
ocidade de corte igual a 87,96 m/min. Um ângulo de ponta m
da broca, isto é, dificulta a repetibilidade de posicionamento da ponta da
32
Geometria da cunha de uma broca helicoidal.
formado pelas duas arestas principais de corte
o ângulo de ponta “σ” tem as
ltera a espessura do cavaco e aumenta o comprimento atuante da aresta. Com
o avanço, a espessura de cavaco
se também a resistência mecânica
ar eventuais vibrações;
objetivando otimizar um processo de furação de
um compósito baseado em uma liga de alumínio com 10% de carbonetos de silício,
utilizando uma furadeira radial e brocas de aço rápido com ângulos de ponta de 90°,
ificaram que o ângulo de ponta é um fator muito importante para a
ferramenta com ângulo de 90° devido ao seu
excelente desempenho para rugosidade, força de corte e torque, com a utilização de
Um ângulo de ponta maior dificulta ainda
da broca, isto é, dificulta a repetibilidade de posicionamento da ponta da

33
broca sobre a peça. Todavia, um grande ângulo de ponta permite, algumas vezes, o
aumento do avanço, reduzindo, com isso, o tempo de usinagem.
Um ângulo de ponta menor torna o cavaco mais fino e largo (CASTILLO, 2005). Para
a furação de alumínio, o ângulo de ponta normalmente empregado tem valores entre
118 e 140°, mas esse valor pode chegar a 150° para furação de chapas finas ou até 90°
para usinagem de ligas com teor de silício acima de 12% (WEINGAERTNER;
SCHROETER, 1991). Com o aumento do ângulo de ponta, o torque diminui até certo
ponto, mas a força axial aumenta e, às vezes, é acompanhada de intensas vibrações.
Com seu aumento, também diminui a vida da ferramenta (SWINEHART, 1969). O
melhor ângulo de ponta está muito relacionado ao tipo de material: quanto mais frágil,
menor o ângulo.
Além disso, o ângulo de incidência ou de folga “α” tem a função de diminuir a fricção
entre o flanco principal e a peça, reduzindo o calor e, consequentemente, o desgaste. A
seleção de um bom ângulo de incidência depende basicamente das propriedades do
material usinado e das condições de corte. Um ângulo de incidência grande geralmente
é usado para materiais dúcteis. Entretanto, o principal fator que governa a escolha do
ângulo de incidência é o avanço (SWINEHART, 1969). Se o ângulo de incidência é
muito pequeno, a aresta pode não penetrar de forma conveniente na peça e, com isso,
aumentar o desgaste da ferramenta devido ao forte atrito e superaquecimento da
ferramenta. Se o ângulo for muito grande, a aresta pode passar por avarias, como
quebra ou lascamento, em virtude do apoio deficiente (CASTILLO, 2005). Em ligas de
alumínio dúcteis, o ângulo de incidência pode ser de 17°. Já para as ligas mais
resistentes e com alto teor de silício, o ângulo de incidência varia entre 12 e 15°
(WEINGAERTNER; SCHROETER, 1991).
Chen e Liao (2003), em ensaios preliminares de furação de uma liga Inconel 718
utilizando uma broca de metal duro com revestimento de TiAlN e ângulos de ponta
variando entre 120 e 145° e de incidência variando entre 6 e 14°, mostraram a influência
desses ângulos determinando o melhor valor para esse caso. O melhor ângulo de ponta
foi de 140° e o melhor ângulo de incidência foi de 8°.
O ângulo da aresta transversal “ψ”: é o menor ângulo formado entre as arestas
principais e a aresta transversal. Este ângulo é determinado pelo ângulo de incidência
(STEMMER, 2005). A aresta transversal pode ser responsável por metade da força axial
na furação e por isso deve ser mantida tão pequena quanto possível. A maioria das

34
brocas é confeccionada com seu núcleo crescente na direção da haste, fazendo com
que reafiações sucessivas aumentem o tamanho da aresta transversal (BORK, 1995).
A aresta transversal é a área da ponta da broca que provoca imprecisão dimensional
no furo e cria uma tendência de deslocamento da ponta da ferramenta sobre a
superfície da peça no início do processo, dificultando, com isso, o posicionamento da
mesma (SALAMA; ELSAWY, 1996). Em decorrência de o ângulo de saída ser negativo
nessa região, praticamente não há corte, e, sim, deformação plástica. O material é
extrudado na direção das parcelas cortantes da aresta principal, contribuindo
substancialmente para o aumento da força de avanço (PIRTINI; LAZOGLU, 2005).
O ângulo de saída “γ”: varia desde um valor negativo no centro da broca a um
valor igual ao ângulo de hélice na periferia, fazendo com que o material seja removido
em diferentes condições. Quanto menor o avanço, maior poderá ser o ângulo de saída.
Maiores avanços provocam cortes mais pesados (CASTILLO, 2005). É importante
ressaltar que ângulos de saída negativos não combinam com velocidade de corte baixa,
pois isso diminui a ação do corte, levando à extrusão do material. E é exatamente essa
condição que é encontrada no centro da broca. O ângulo de hélice é formado entre o
eixo da broca e uma reta tangente à hélice, conforme Figura 2-14. Este exerce influência
na capacidade de penetração da ferramenta e no espaço para comportar os cavacos
(OLIVEIRA, 2008).
O ângulo de cunha “β”: é o ângulo entre a superfície de incidência e de saída. É
responsável pela resistência da aresta principal (OLIVEIRA, 2008).
O raio de quina “rεεεε”: tem o objetivo de reforçar a quina. Possibilita a redução na
espessura do cavaco, a diminuição da pressão específica de corte e a redução da
geração de calor na quina da broca. No entanto, o raio de quina pode induzir vibrações
devido ao aumento da área de contato da peça com a ferramenta (OLIVEIRA, 2008).
2.8.7 Geometria das Brocas e suas Aplicações
Em função das características da furação (diâmetro do furo, profundidade,
tolerâncias de forma, medidas e volume de produção), podem ser empregados
diferentes tipos de brocas, conforme descrito a seguir:

35
a) Brocas chatas: são as ferramentas mais antigas, obtidas por achatamento a quente
de uma parte de uma barra cilíndrica ou por encaixe de uma lâmina com duas arestas
principais de corte. Ainda hoje, elas podem ser encontradas sendo utilizadas em tornos
revólveres ou tornos automáticos na furação de materiais frágeis, como ferro fundido,
bronze e latão. Por outro lado, seu emprego é limitado, pois apresenta baixa resistência
a momentos torçores e, em furos mais profundos, a remoção de cavacos é bastante
deficiente (STEMMER, 2005).
b) Brocas helicoidais: são as ferramentas mais utilizadas na execução de furos, seja
na furação em cheio ou para aumentar o diâmetro de furos existentes (SCHROETER;
WEINGAERTNER, 2002). Em geral, possuem duas arestas principais de corte ligadas
pela aresta transversal (STEMMER, 2005). Brocas de três arestas principais de corte
são usadas na usinagem de ligas de alumínio, melhorando a autocentragem e o fluxo de
cavacos e, ainda, reduzindo as forças de corte e avanço (MOCELLIN, 2002).
c) Brocas helicoidais com pastilhas de metal duro: utilizadas principalmente na
usinagem de furos em materiais de alta abrasão (concreto, cerâmica e não-metálicos,
plásticos, ferros fundidos duros etc.) (CASTILLO, 2005). Por serem de metal duro,
devem ser utilizadas em velocidades de corte superiores, podendo chegar de duas a
três vezes quando comparadas àquelas recomendadas para brocas de aço rápido,
porém com avanço reduzido de duas a três vezes quando comparadas a essas últimas
(STEMMER, 2005).
d) Brocas escalonadas: possuem dois ou mais diâmetros retificados em brocas
padronizadas. Geralmente, são utilizadas na usinagem de furos com dois ou mais
diâmetros diferentes ou para operações combinadas de furação, chanframento ou
alargamento. Para maior rigidez, o diâmetro menor da broca escalonada deve ser maior
do que o diâmetro do seu núcleo (STEMMER, 2005).
e) Brocas de centro: como expressado pelo próprio nome, geralmente utiliza-se a
brocas de centro para a confecção de furos de centro em peças de revolução que serão
usinadas entre pontas. Na verdade, trata-se de ferramenta combinada de furar e
escariar (STEMMER, 2005).
f) Brocas com dutos de refrigeração: usadas na usinagem de furos mais profundos.
O fluido de corte passa pelos dutos, atingindo a zona de corte, refrigerando a ferramenta

36
– além do seu corpo, a peça – e ainda auxiliando na retirada do cavaco por meio da sua
saída pelos canais da broca (STEMMER, 2005).
g) Brocas helicoidais escalonadas de múltiplas guias: possuem duas guias
diametralmente opostas para cada diâmetro. As vantagens destas brocas sobre as
brocas escalonadas descritas no item “d” são a sua vida mais longa e a maior facilidade
para sua reafiação (STEMMER, 2005).
h) Brocas-canhão: também conhecidas como brocas com remoção externa de
cavacos e destinadas a furos de diâmetros de 3 a 20 mm (DINIZ et al., 2006). São
utilizadas, principalmente, em furações profundas. Suprem as inconveniências do uso
de brocas helicoidais, tais como desvio dos furos devido à carga na ponta e deficiência
das guias, pouca rigidez diante da ação de torques elevados e necessidade de retirada
frequente do furo para descarga dos cavacos devido à dificuldade de penetração do
fluido de corte. Já na broca-canhão, conforme Figura 2-17, a lubrificação é feita sob alta
pressão pelo canal que sai sobre a superfície principal de folga e arrasta os cavacos no
seu retorno pelo canal, que ocupa 1/3 da seção da broca, assegurando maior rigidez à
torção (STEMMER, 2005). Neste caso, o movimento de rotação é feito pela peça em
máquina especial.
Figura 2-17 - Broca-canhão.
Fonte: König (1997 apud CASTILLO, 2005).
i) Brocas BTA: também conhecidas como brocas-canhão com remoção interna de
cavacos conforme Figura 2-18. São destinadas à execução de furos de 18 a 64 mm,
com profundidade limitada pelo equipamento e ferramental disponível (DINIZ et al.,
2006).
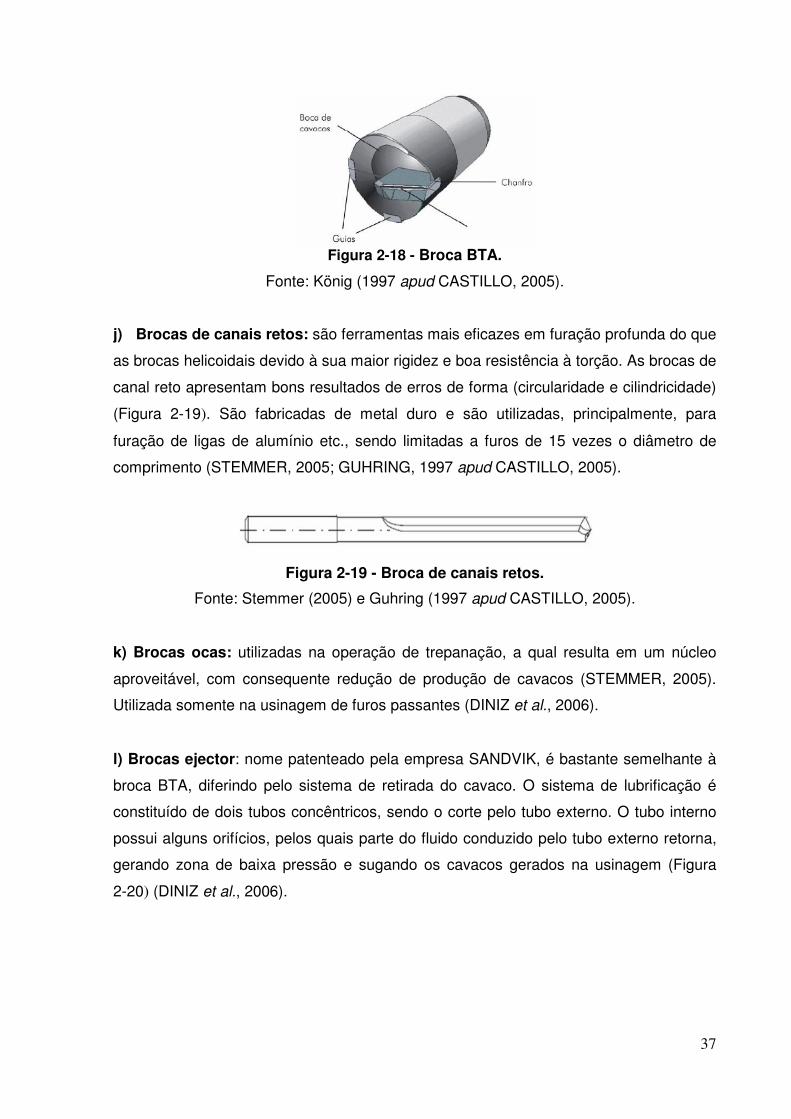
37
Figura 2-18 - Broca BTA.
Fonte: König (1997 apud CASTILLO, 2005).
j) Brocas de canais retos: são ferramentas mais eficazes em furação profunda do que
as brocas helicoidais devido à sua maior rigidez e boa resistência à torção. As brocas de
canal reto apresentam bons resultados de erros de forma (circularidade e cilindricidade)
(Figura 2-19). São fabricadas de metal duro e são utilizadas, principalmente, para
furação de ligas de alumínio etc., sendo limitadas a furos de 15 vezes o diâmetro de
comprimento (STEMMER, 2005; GUHRING, 1997 apud CASTILLO, 2005).
Figura 2-19 - Broca de canais retos.
Fonte: Stemmer (2005) e Guhring (1997 apud CASTILLO, 2005).
k) Brocas ocas: utilizadas na operação de trepanação, a qual resulta em um núcleo
aproveitável, com consequente redução de produção de cavacos (STEMMER, 2005).
Utilizada somente na usinagem de furos passantes (DINIZ et al., 2006).
l) Brocas ejector: nome patenteado pela empresa SANDVIK, é bastante semelhante à
broca BTA, diferindo pelo sistema de retirada do cavaco. O sistema de lubrificação é
constituído de dois tubos concêntricos, sendo o corte pelo tubo externo. O tubo interno
possui alguns orifícios, pelos quais parte do fluido conduzido pelo tubo externo retorna,
gerando zona de baixa pressão e sugando os cavacos gerados na usinagem (Figura
2-20) (DINIZ et al., 2006).

38
Figura 2-20 - Cabeçote ejector.
Fonte: Castillo (2005).
2.8.8 Tipos de Afiação de Broca de Canal Reto
O processo de afiação é realizado por meio de ferramentas abrasivas para a
construção e manutenção das arestas principais de corte das brocas, para que estas
possam ser utilizadas no processo de furação. A afiação é um dos fatores responsáveis
pela qualidade dos furos, e uma geometria adequada de afiação reduz os esforços de
corte no processo de furação. O tipo de afiação de broca mais conhecido e aplicado é a
afiação em cone de revolução ou, simplesmente, afiação cônica. O princípio da afiação
cônica consiste em posicionar a ponta da broca em frente ao rebolo, observando a
formação do ângulo de ponta. Nessa posição, a broca gira em torno do seu eixo, que
está deslocado para formar o ângulo de folga. Este tipo de afiação apresenta como
vantagem a facilidade de fabricação e o bom comportamento na furação da maioria dos
materiais usinados (DINIZ et al., 2006).
A necessidade de introdução de melhorias ao processo de furação levou ao
aprimoramento de novas formas de geometria de afiação, considerando-se que não
existe afiação apropriada para obtenção constante do melhor resultado em todas as
aplicações (CORRÊA, 1996). Só uma afiação cuidadosa, executada em uma máquina
especial e ajustada para uma tarefa específica, pode garantir uma usinagem econômica.
Segundo (FERRARESI, 1997), afiação é um processo mecânico de usinagem por
abrasão, no qual é dado o acabamento das superfícies da cunha cortante da
ferramenta, com o fim de habilitá-las a desempenhar sua função. Dessa forma, são
obtidos os ângulos finais da ferramenta. No parágrafo subsequente, serão analisadas as
afiações especiais de brocas e suas áreas de aplicação.
Afiação com duplo tronco de cone: para a maioria das aplicações, a afiação com
duplo tronco de cone é a forma mais consistente e adequada (SCHROETER;
39
WEINGAERTNER, 2002). A superfície principal de folga (Aα) da ferramenta é uma parte
da superfície de um tronco de cone (Figura 2-21). As vantagens dessas brocas são a
facilidade de sua fabricação, sua reafiação e sua pequena susceptibilidade a
solicitações mecânicas elevadas. Como desvantagens, citam-se o pequeno efeito de
autocentragem e os erros de forma e posição associados. A aresta transversal aumenta
naturalmente com o aumento do diâmetro da broca e do núcleo da broca, de forma que
o aumento das forças de avanço tem efeito negativo sobre a precisão de trabalho.
Nesse caso, e sempre quando são feitas exigências especiais a uma broca, a ponta
da mesma recebe uma afiação especial que pode complementar a afiação de duplo
tronco de cone (por exemplo, a redução da aresta transversal) ou levar a uma
configuração completamente nova da ponta da broca (por exemplo, ponta de
centragem).
A aresta transversal trabalha em péssimas condições: velocidade de corte muito
baixa e ângulo de saída negativo, sendo responsável por grande parte do esforço
consumido no avanço da ferramenta (30 a 65%). Deve, por isso, ser mantida o menor
possível. Segundo Micheletti (1980) e Mattes (2009), a força de avanço surge,
principalmente, devido à ação da aresta transversal podendo chegar a valores da ordem
de 50%. O desempenho das brocas helicoidais evoluiu de forma significativa com o
surgimento de novos procedimentos e afiações. Neste caso, algumas afiações especiais
são utilizadas.
Figura 2-21 - Forma A: afiação de duplo tronco de cone com redução da aresta
transversal melhora consideravelmente a capacidade de centragem da broca e reduz a
força axial (força de avanço) como decorrência da redução da aresta transversal a
aproximadamente 0,1x D (utilizado principalmente para brocas tipo N a partir de 14 mm).
Figura 2-21 - Forma B: afiação de duplo tronco de cone com redução da aresta
transversal e ângulo de saída corrigido leva à possibilidade de adaptar o ângulo de
saída para aplicações específicas. Normalmente, o ângulo de saída é reduzido a 10°,
que leva a uma estabilidade bastante grande da cunha sem dificultar o transporte do
cavaco pela diminuição do ângulo de hélice da broca. A afiação B é utilizada para altas
solicitações, como para a usinagem de aço com alto teor de manganês ou na furação de
chapas finas que fatalmente seriam puxadas para dentro do furo na saída da broca.
40
Figura 2-21 - Forma C: afiação de um duplo tronco de cone com afiação em cruz
sobre a aresta transversal, eliminando completamente a aresta transversal. É adequada
para furações profundas. O efeito de esmagamento produzido pela aresta transversal é
eliminado por duas partes cortantes na região da aresta transversal. Com isso, obtêm-se
características de corte melhoradas da broca. Também aqui se obtêm uma boa
capacidade de centragem e uma redução da força de avanço.
Figura 2-21 - Forma D: afiação com duplo tronco de cone com redução de cone
transversal e ponta de corte chanfrada, desenvolvida especialmente para a usinagem de
ferro fundido cinzento, cuja carepa dura abrasiva ataca as pontas de corte da
ferramenta. Aqui, uma segunda afiação com duplo tronco de cone com ângulo de ponta
menor leva à solução, pois, dessa forma, obtém-se uma melhora na dissipação do calor
e reduz-se o desgaste pelo aumento do comprimento da aresta cortante.
Figura 2-21 - Forma E: ângulo de ponta de 180° com ponta de centragem é utilizado
quando é necessária uma furação centrada ou quando se deseja fabricar furos
circulares e sem rebarbas na furação de chapas. Após a penetração total do cone de
centragem as duas parcelas da aresta principal cortantes atingem simultaneamente a
superfície a ser cortada em todo seu comprimento e, com isso, as pontas de corte se
apoiam sobre a parede do furo já no início da furação. A saída da broca ocorre também
instantaneamente em todo o comprimento da aresta principal de corte, levando à
formação de uma chapinha redonda plana com pequena formação de rebarba. Os
estudos de Novaski (1996) visam a elaborar propostas de novas geometria de afiações.
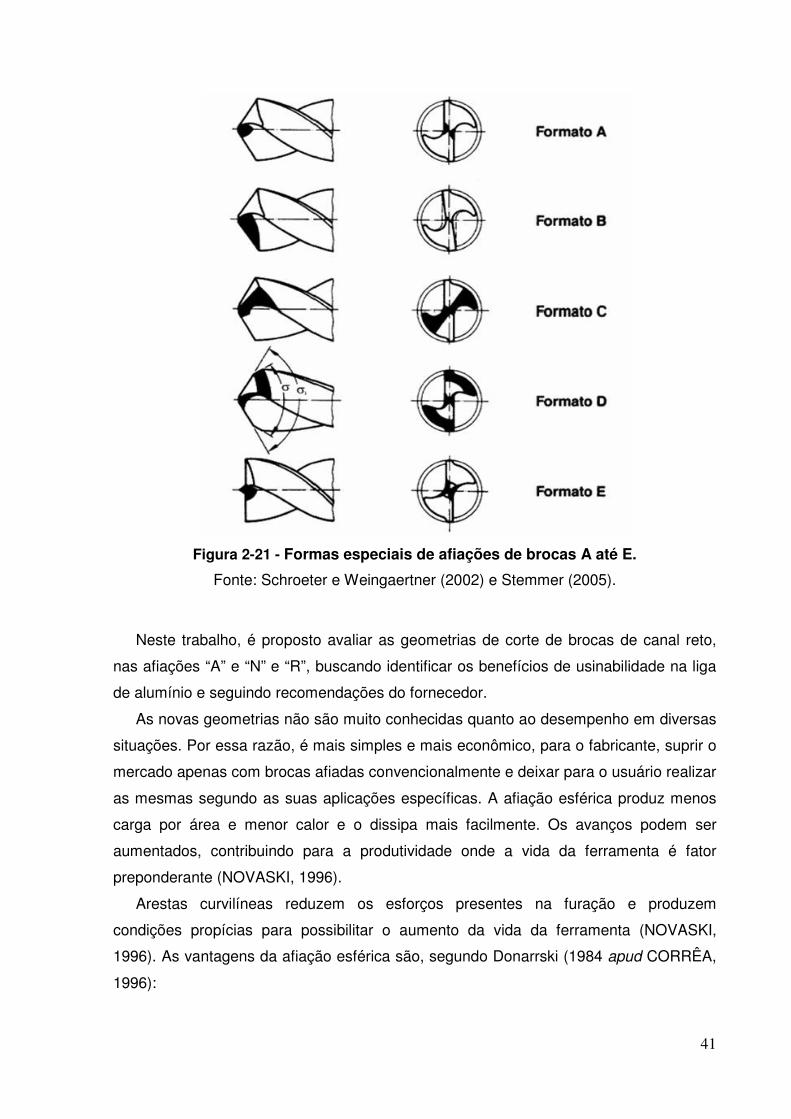
41
Figura 2-21 - Formas especiais de afiações de brocas A até E.
Fonte: Schroeter e Weingaertner (2002) e Stemmer (2005).
Neste trabalho, é proposto avaliar as geometrias de corte de brocas de canal reto,
nas afiações “A” e “N” e “R”, buscando identificar os benefícios de usinabilidade na liga
de alumínio e seguindo recomendações do fornecedor.
As novas geometrias não são muito conhecidas quanto ao desempenho em diversas
situações. Por essa razão, é mais simples e mais econômico, para o fabricante, suprir o
mercado apenas com brocas afiadas convencionalmente e deixar para o usuário realizar
as mesmas segundo as suas aplicações específicas. A afiação esférica produz menos
carga por área e menor calor e o dissipa mais facilmente. Os avanços podem ser
aumentados, contribuindo para a produtividade onde a vida da ferramenta é fator
preponderante (NOVASKI, 1996).
Arestas curvilíneas reduzem os esforços presentes na furação e produzem
condições propícias para possibilitar o aumento da vida da ferramenta (NOVASKI,
1996). As vantagens da afiação esférica são, segundo Donarrski (1984 apud CORRÊA,
1996):
42
- melhor dissipação do calor durante o processo de furação devido à distribuição de
temperaturas em suas arestas de corte;
- baixa pressão de corte por área nas arestas de corte.
2.9 Avarias e Desgaste da Ferramenta
O dano à ferramenta pode ser classificado em dois grupos: desgaste e avaria. O
desgaste é caracterizado pela perda de material em pequena quantidade, podendo ser
no nível molecular ou atômico, de modo progressivo e contínuo. A avaria, por sua vez,
ocorre em grande quantidade e de forma súbita (CHILDS et al., 2000).
Não existe material de ferramenta que suporte integralmente por muito tempo os
efeitos inerentes ao processo de usinagem. As ferramentas de corte devem suportar
muita fricção, tensões normais e altas temperaturas. Na usinagem, o modo de dano à
ferramenta e a taxa de desgaste são muito sensíveis às mudanças das condições de
corte. O desgaste da ferramenta pode não ser evitado, mas pode ser reduzido se os
mecanismos de sua ocorrência forem bem entendidos (CHILDS et al., 2000).
A literatura apresenta variações na classificação dos mecanismos de desgaste
(MACHADO; SILVA, 2004), conforme a seguir:
a) Desgaste frontal (ou de flanco): ocorre na superfície de incidência da ferramenta
devido ao contato entre esta e a peça. Todos os processos de usinagem provocam
desgaste frontal, e este é intensificado pelo aumento da velocidade de corte.
b) Desgaste de cratera: este tipo de desgaste só ocorre na superfície de saída e é
causado pelo atrito do cavaco com a ferramenta. Quando este tipo de desgaste se
encontra com o desgaste frontal, ocorre a quebra da ferramenta.
c) Deformação plástica da aresta de corte: é um tipo de avaria que ocorre devido
à sobreposição dos efeitos da pressão aplicada à ponta da ferramenta e às altas
temperaturas nessa região. O crescimento desta, além de piorar o acabamento
superficial, pode gerar a quebra da aresta de corte. Pode ser evitada pela escolha
adequada da geometria da ferramenta.

43
d) Lascamento: ocorre em materiais frágeis. Diferentemente dos desgastes frontal e
de cratera que retiram pequenas partículas continuamente, retira partículas maiores de
uma só vez. Pode ser eliminado pelo uso adequado do ângulo de incidência.
e) Trincas: este tipo de avaria é causado pela variação de temperatura que ocasiona
fadiga térmica e/ou esforços mecânicos. Quando tem origem térmica, ocorrem
perpendicularmente à aresta de corte. Quando tem origem mecânica, devido, por
exemplo, ao corte interrompido, são paralelas à aresta.
O desgaste de flanco está presente em todas as operações de corte. É o tipo de
desgaste de ferramentas que é mais conhecido e também é relativamente fácil de ser
medido. Para vários tipos de ferramentas, a largura do desgaste de flanco é adequada
para predeterminar a vida da ferramenta (SIHVO; VARIS, 2008). O desgaste pode ser
medido diretamente em uma ferramenta (método de monitoramento direto); por
exemplo, na troca de peças em uma máquina.
Esse método de visualização da condição da ferramenta é usado especialmente
durante testes de furação geralmente realizados em laboratório; por exemplo, quando se
testam brocas com diferentes geometrias, ou revestimentos, ou novos parâmetros de
corte. O desgaste da ferramenta também pode ser correlacionado com as forças de
corte. Contudo, gasta-se muito tempo medindo todas as formas de desgaste e também
é trabalhoso extrair conclusões dos resultados dos testes quando ocorrem muitos tipos
de desgaste. Além disso, é difícil definir a frequência com que a ferramenta deve ser
medida. Mas, apesar disso, a medição do desgaste da ferramenta tem sido o melhor
método para monitorar os testes de furação (SIHVO; VARIS, 2008).
Os esforços da aresta transversal podem causar lascamentos e, consequentemente,
destruição da aresta transversal. Já nas quinas, o desgaste predominante ocorre devido
às solicitações térmicas decorrentes da velocidade de corte e ao calor gerado pelo atrito
dos cavacos contra a superfície de saída. Nas guias, o desgaste ocorre devido ao atrito
da ferramenta contra a superfície do furo (CASTILLO, 2005).
O desgaste total que ocorre na superfície de contato da ferramenta, que no caso é a
superfície de incidência, é a sobreposição dos efeitos dos mecanismos de desgaste
separados. Entretanto, um mecanismo entre os demais prevalece dependendo das
condições de corte, do material da ferramenta e do material de trabalho
(ARSECULARATNE; ZHANG; MONTROSS, 2006). Como será mostrado na próxima
seção, o desgaste de flanco é causado basicamente por abrasão e pelo desprendimento
44
da APC, enquanto o de cratera ocorre devido a outros tipos de desgaste, como difusão,
desgaste de entalhe, aderência e oxidação.
2.9.1 Causas do Desgaste de Ferramentas
Como fatores principais, pode-se citar Stemmer (1995):
a) Abrasão: é o desprendimento de pequenas partículas devido às altas pressões e
temperaturas que ocorrem entre a peça e a ferramenta. O aumento da velocidade de
corte tende a aumentar esse fenômeno. A resistência à abrasão depende basicamente
da dureza do material da ferramenta.
b) Aderência: ocorre entre as asperezas superficiais da ferramenta e o material da
peça. Ocorre, também, devido às altas temperaturas e pressões presentes na região de
corte, com o agravante que a superfície do cavaco recém-arrancado apresenta-se sem
camadas protetoras de óxido e, portanto, é quimicamente muito ativo. A forma mais
evidente de aderência é a aresta postiça, que é formada por partículas que se soldam
na superfície de saída da ferramenta. Devido ao elevado grau de encruamento a que
são submetidas, são duras e resistentes. A aresta postiça dificulta o deslizamento do
cavaco, aumentando o coeficiente de atrito na superfície de saída e provocando maior
recalque do cavaco. Quando ocorre o desprendimento dessas partículas, ocorre,
também, o desgaste abrasivo no flanco. Em velocidades de corte elevadas, a
temperatura pode recristalizar o material aderido, fazendo com que o material da
ferramenta, muito mais resistente ao calor, não seja afetado.
c) Difusão: ocorre a elevadas temperaturas quando os átomos adquirem certo grau
de mobilidade e é intensificado quando a ferramenta e o material da peça possuem
elementos com afinidade química. Para ferramentas confeccionadas em aço rápido,
este tipo de fenômeno não ocorre devido ao fato de a faixa de temperatura de
ocorrência da difusão ser maior que a de amolecimento da ferramenta. Já nos metais
duros, pode ocorrer migração de componentes entre o material da peça e o da
ferramenta, mudando a estrutura ou dissolução de carbonetos no cobalto em
temperaturas entre 700 e 1.300 °C.
d) Desgaste químico e eletrolítico: são causados pela interação entre a peça e a
ferramenta. Pode ser ativado pela ação do fluido de corte e pela corrosão galvânica.

45
e) Oxidação: ocorre a altas temperaturas quando compostos são gerados devido ao
ar e ao próprio fluido de corte. A ferramenta ou o próprio material da peça podem estar
oxidados e esse material é levado pelo cavaco durante a usinagem. A oxidação, muitas
vezes, é responsável pelo desgaste da aresta secundária. Dessa forma, afeta
diretamente a qualidade das superfícies usinadas e, em consequência, a vida da
ferramenta (CASTILLO, 2005). As principais causas podem ser observadas na Figura
2-22 a seguir.
Figura 2-22 - Principais causas de desgaste de ferramentas.
Fonte: Vieregge (1970 apud MACHADO; SILVA, 2004).
Childs et al. (2000) classificam três causas básicas responsáveis pelos danos em
ferramentas, quais sejam: (i) danos à ferramenta devido à adesão, (ii) os causados por
origem mecânica e (iii) danos de origem térmica. Os danos causados por origem
mecânica são avarias ou desgastes. Nessa categoria, inclui-se a abrasão. Por sua vez,
os danos de origem térmica incluem a difusão, o desgaste por corrente elétrica e a
oxidação, pois estes são fenômenos intensificados pelo aumento da temperatura.
2.10 Esforços de Corte na Furação
Com o objetivo de analisar a operação de corte, certas observações devem ocorrer
durante o processo. Uma das formas mais importantes de avaliar o processo de
usinagem durante a operação de corte é a determinação das componentes de força
(SHAW, 2005). Assim, forças de usinagem podem ser medidas de duas formas: (i)
direta e (ii) indiretamente (CHILDS et al., 2000).
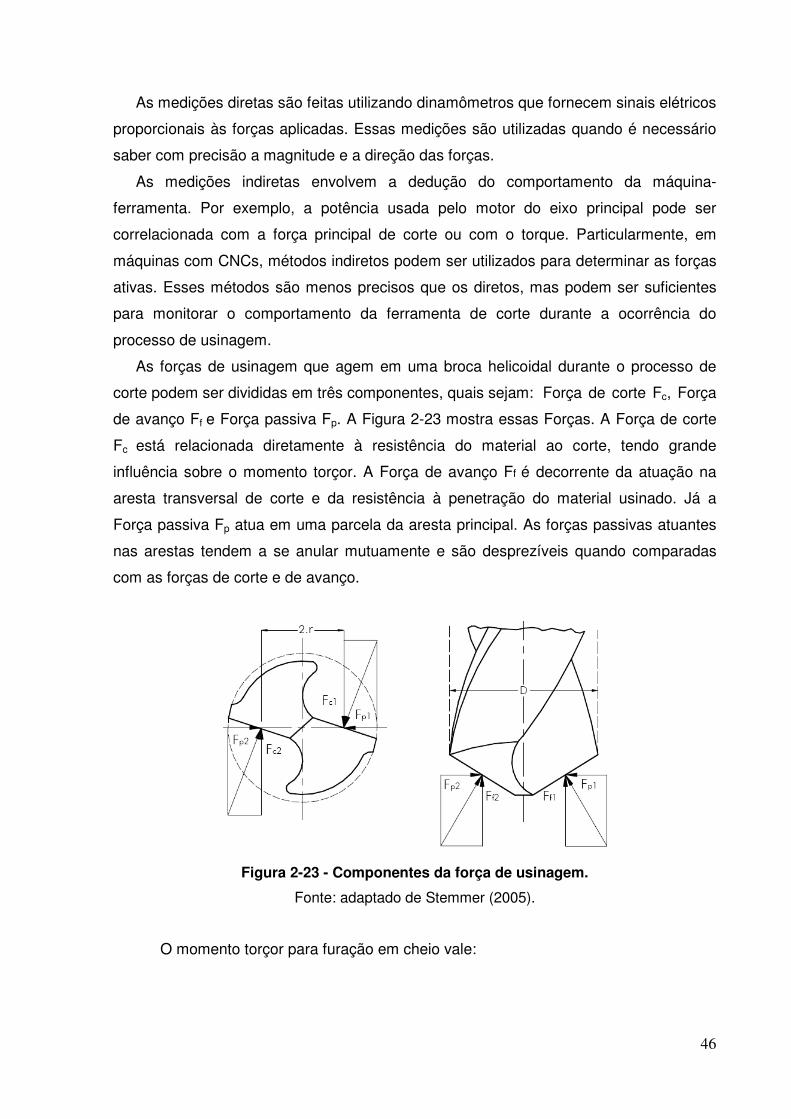
46
As medições diretas são feitas utilizando dinamômetros que fornecem sinais elétricos
proporcionais às forças aplicadas. Essas medições são utilizadas quando é necessário
saber com precisão a magnitude e a direção das forças.
As medições indiretas envolvem a dedução do comportamento da máquina-
ferramenta. Por exemplo, a potência usada pelo motor do eixo principal pode ser
correlacionada com a força principal de corte ou com o torque. Particularmente, em
máquinas com CNCs, métodos indiretos podem ser utilizados para determinar as forças
ativas. Esses métodos são menos precisos que os diretos, mas podem ser suficientes
para monitorar o comportamento da ferramenta de corte durante a ocorrência do
processo de usinagem.
As forças de usinagem que agem em uma broca helicoidal durante o processo de
corte podem ser divididas em três componentes, quais sejam: Força de corte Fc, Força
de avanço Ff e Força passiva Fp. A Figura 2-23 mostra essas Forças. A Força de corte
Fc está relacionada diretamente à resistência do material ao corte, tendo grande
influência sobre o momento torçor. A Força de avanço Ff é decorrente da atuação na
aresta transversal de corte e da resistência à penetração do material usinado. Já a
Força passiva Fp atua em uma parcela da aresta principal. As forças passivas atuantes
nas arestas tendem a se anular mutuamente e são desprezíveis quando comparadas
com as forças de corte e de avanço.
Figura 2-23 - Componentes da força de usinagem.
Fonte: adaptado de Stemmer (2005).
O momento torçor para furação em cheio vale:

47
2][2000
NmDF
M c
t =
Equação 2-4,
onde Fc é a força de corte em [N] e “D” é o diâmetro da broca em [mm].
Segundo Stemmer (2005), a potência de corte pode ser calculada pela seguinte
relação:
3][9549
KWnM
P tc =
Equação 2-5,
onde “n” é o número de rotações.
2.10.1 Forças e Potência de Corte na Furação
Durante o processo de furação, verificam-se resistências à penetração da broca
devido ao:
a) corte do material nas duas arestas principais de corte;
b) corte e esmagamento do material na aresta transversal de corte;
c) atrito das guias com a parede do furo e entre a superfície de saída da broca e o
cavaco.
Uma broca helicoidal durante o corte é basicamente submetida a esforços de torção
devido à rotação da broca e ao esforço de compressão devido ao avanço da broca.
Assim, para se estimarem os esforços de um processo de furação, basta calcular o
momento torçor e a força de avanço do processo.
É importante notar que, quando as arestas principais da broca não estão igualmente
afiadas, o esforço de corte de uma aresta é diferente do esforço da aresta, podendo
causar flexão da ferramenta. Dados os três tipos de resistência que uma broca helicoidal
tem que vencer para realizar o corte, tem-se que:
tctbtattotal MMMM ++=
Equação 2-6
fcfbfaftotal FFFF ++= Equação 2-7,
onde:
tM = Momento torçor (N.m);
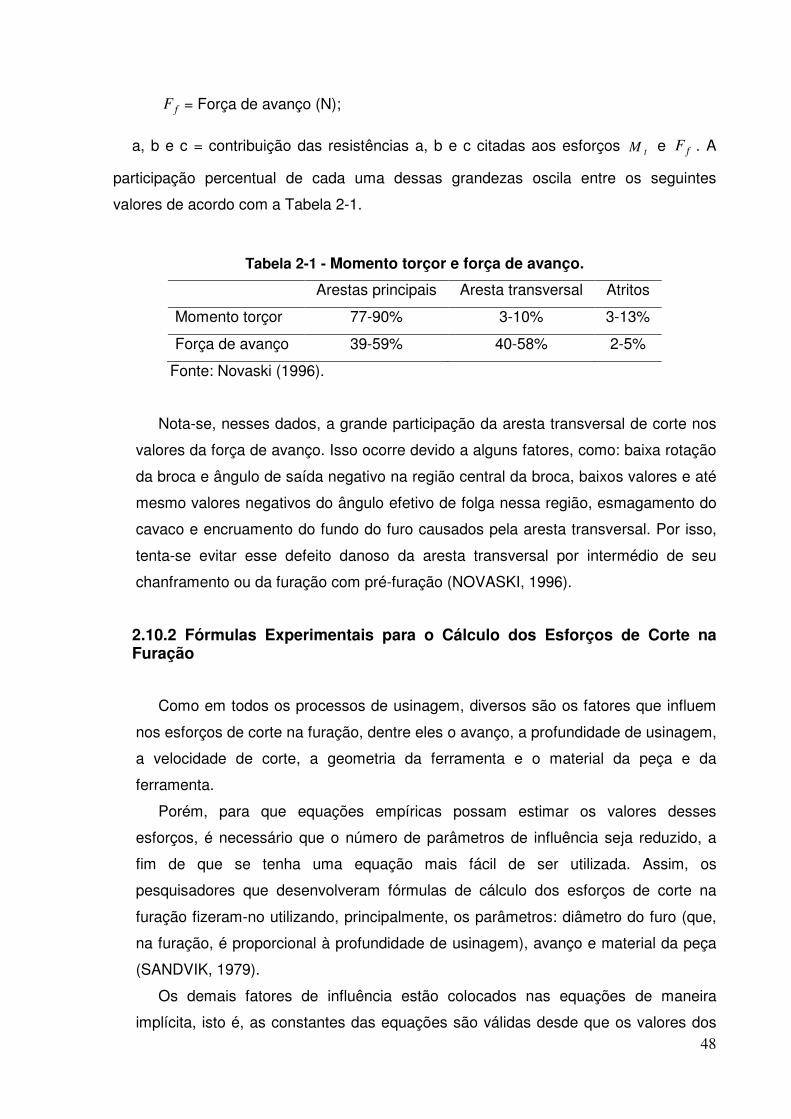
48
fF = Força de avanço (N);
a, b e c = contribuição das resistências a, b e c citadas aos esforços tM e fF . A
participação percentual de cada uma dessas grandezas oscila entre os seguintes
valores de acordo com a Tabela 2-1.
Tabela 2-1 - Momento torçor e força de avanço.
Arestas principais Aresta transversal Atritos
Momento torçor 77-90% 3-10% 3-13%
Força de avanço 39-59% 40-58% 2-5%
Fonte: Novaski (1996).
Nota-se, nesses dados, a grande participação da aresta transversal de corte nos
valores da força de avanço. Isso ocorre devido a alguns fatores, como: baixa rotação
da broca e ângulo de saída negativo na região central da broca, baixos valores e até
mesmo valores negativos do ângulo efetivo de folga nessa região, esmagamento do
cavaco e encruamento do fundo do furo causados pela aresta transversal. Por isso,
tenta-se evitar esse defeito danoso da aresta transversal por intermédio de seu
chanframento ou da furação com pré-furação (NOVASKI, 1996).
2.10.2 Fórmulas Experimentais para o Cálculo dos Esforços de Corte na Furação
Como em todos os processos de usinagem, diversos são os fatores que influem
nos esforços de corte na furação, dentre eles o avanço, a profundidade de usinagem,
a velocidade de corte, a geometria da ferramenta e o material da peça e da
ferramenta.
Porém, para que equações empíricas possam estimar os valores desses
esforços, é necessário que o número de parâmetros de influência seja reduzido, a
fim de que se tenha uma equação mais fácil de ser utilizada. Assim, os
pesquisadores que desenvolveram fórmulas de cálculo dos esforços de corte na
furação fizeram-no utilizando, principalmente, os parâmetros: diâmetro do furo (que,
na furação, é proporcional à profundidade de usinagem), avanço e material da peça
(SANDVIK, 1979).
Os demais fatores de influência estão colocados nas equações de maneira
implícita, isto é, as constantes das equações são válidas desde que os valores dos
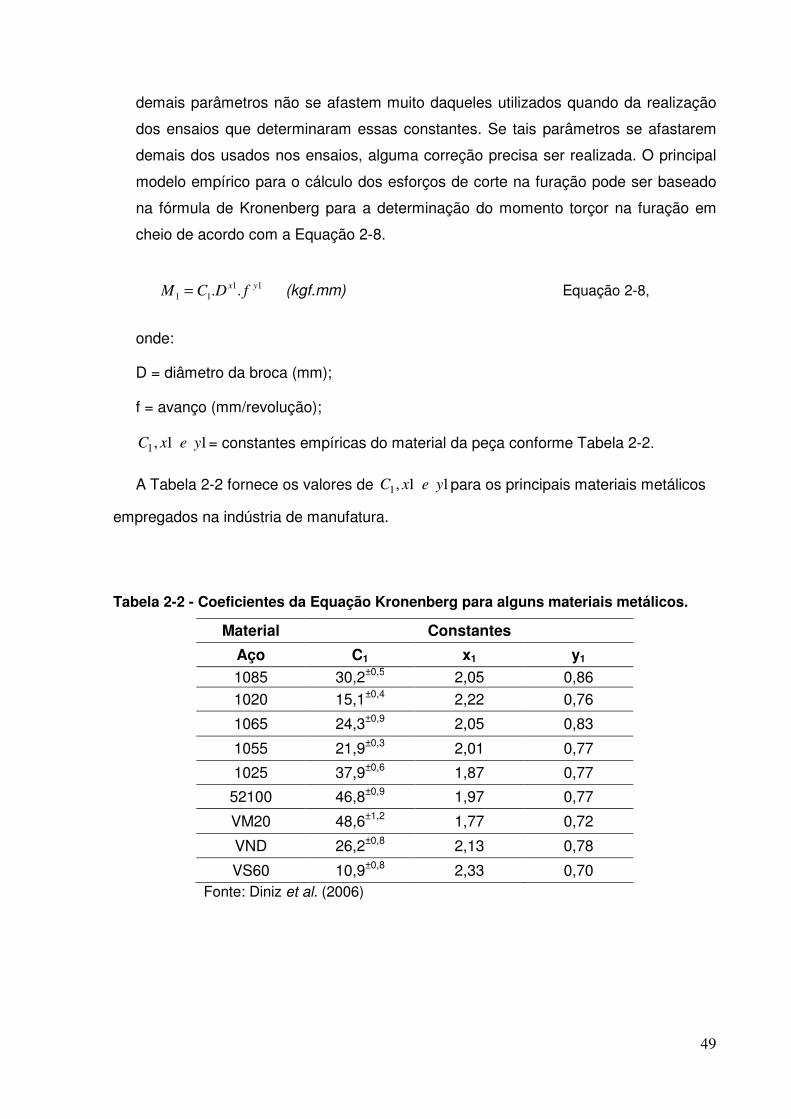
49
demais parâmetros não se afastem muito daqueles utilizados quando da realização
dos ensaios que determinaram essas constantes. Se tais parâmetros se afastarem
demais dos usados nos ensaios, alguma correção precisa ser realizada. O principal
modelo empírico para o cálculo dos esforços de corte na furação pode ser baseado
na fórmula de Kronenberg para a determinação do momento torçor na furação em
cheio de acordo com a Equação 2-8.
11
11 .. yx fDCM = (kgf.mm) Equação 2-8,
onde:
D = diâmetro da broca (mm);
f = avanço (mm/revolução);
11,1 yexC = constantes empíricas do material da peça conforme Tabela 2-2.
A Tabela 2-2 fornece os valores de 11,1 yexC para os principais materiais metálicos
empregados na indústria de manufatura.
Tabela 2-2 - Coeficientes da Equação Kronenberg para alguns materiais metálicos.
Material Constantes
Aço C1 x1 y1
1085 30,2±0,5 2,05 0,86 1020 15,1±0,4 2,22 0,76
1065 24,3±0,9 2,05 0,83
1055 21,9±0,3 2,01 0,77
1025 37,9±0,6 1,87 0,77
52100 46,8±0,9 1,97 0,77
VM20 48,6±1,2 1,77 0,72
VND 26,2±0,8 2,13 0,78
VS60 10,9±0,8 2,33 0,70 Fonte: Diniz et al. (2006)

50
2.11 Erros de Forma em Furação
As superfícies dos componentes mecânicos devem ser adequadas ao tipo de função
que exercem. Por esse motivo, a importância do estudo do acabamento superficial
aumenta à medida que crescem as exigências do projeto. As superfícies dos
componentes deslizantes, como eixo de um mancal, devem ser lisas para que o atrito
seja o menor possível. Já as exigências de acabamento das superfícies externas da
tampa e da base do mancal são menores. Além disso, existem as superfícies
controladas a partir de normas que estabelecem um valor máximo para sua
comercialização, como os padrões de massa.
A produção das superfícies lisas exige, em geral, custo de fabricação mais elevado.
Os diferentes processos de fabricação de componentes mecânicos determinam os
acabamentos diversos nas suas superfícies. As superfícies, por mais perfeitas que
sejam, apresentam irregularidades. Essas irregularidades compreendem dois grupos de
erros denominados erros macrogeométricos e erros microgeométricos.
2.11.1 Erros Macrogeométricos – erros de forma
São os erros de forma, verificáveis por meio de instrumentos convencionais de
medição, como micrômetros, relógios comparadores, projetores de perfil etc. Entre
esses erros, incluem-se divergências de ondulações, ovalização, retilineidade,
planicidade, circularidade etc. conforme Figura 2-24.

51
Figura 2-24 - Tipos de erros comuns na geometria da usinagem dos furos.
Fonte: König (1997 apud CASTILLO, 2005).
2.11.2 Erros Microgeométricos – Rugosidade
É o conjunto de irregularidades, isto é, pequenas saliências e reentrâncias que
caracterizam uma superfície. Essas irregularidades podem ser avaliadas com aparelhos
eletrônicos como o rugosímetro. A rugosidade desempenha um papel importante nos
componentes mecânicos. Podemos citar a influência na qualidade de deslizamento,
resistência ao desgaste, possibilidade de ajuste forçado, resistência oferecida pela
superfície ao escoamento de fluidos e lubrificantes, qualidade de aderência que a
estrutura oferece às camadas protetoras, resistência à corrosão e à fadiga, vedação e
aparência (OLIVEIRA, 2008).
A grandeza, a orientação e o grau de irregularidade da rugosidade podem indicar
suas causas, que, entre outras, são: imperfeições nos mecanismos das máquinas-
ferramentas, vibrações no sistema, desgaste das ferramentas e o próprio método de
conformação das peças.
Segundo Whitehouse (1994), a maneira de analisar uma superfície está relacionada
às orientações dos sulcos provenientes do processo de fabricação. As marcas
originadas por processos de fabricação se encontram na Figura 2-25.

A qualidade da superfí
rugosidade, ondulação, falhas e marcas de avanço
processos de usinagem são classificados apenas em termos do p
rugosidade, que pode ser definido como um conjunto de irregulari
real em relação a uma superfíci
Das variações encontradas na superfície de uma peça usinada, uma que se torna
importante refere-se à textura ou acabamento superficial, relacionada diretamente
rugosidade superficial, sendo composta por erros microgeométricos resultantes de ação
inerente ao processo de corte. Para a definição do nível de rugosidade
atrito, o ajuste, o desgaste, a corrosão, a aparência, a resistência à fadiga, a
propriedade ótica, o escoamento de fluidos e a aderência
superfícies. A textura superficial é o reflexo do processo de manufatura. Toda
integridade superficial de um
tipo de furação, material a ser usinado, tipo de ferramenta com sua geometria e grau de
afiação, máquina-ferramenta e parâmetros de corte. Santos
a textura superficial é o reflexo do processo de manufatura e pode ser influenciada por
Figura 2-25 - Tipos de acabamento.
Fonte: Whitehouse (1994).
A qualidade da superfície usinada apresenta-se em função de quatro parâmetros:
rugosidade, ondulação, falhas e marcas de avanço. No entanto, normalmente
processos de usinagem são classificados apenas em termos do p
que pode ser definido como um conjunto de irregulari
real em relação a uma superfície de referência (SANTOS, 2001).
Das variações encontradas na superfície de uma peça usinada, uma que se torna
textura ou acabamento superficial, relacionada diretamente
rugosidade superficial, sendo composta por erros microgeométricos resultantes de ação
inerente ao processo de corte. Para a definição do nível de rugosidade
o desgaste, a corrosão, a aparência, a resistência à fadiga, a
propriedade ótica, o escoamento de fluidos e a aderência da pintura e vedação entre
superfícies. A textura superficial é o reflexo do processo de manufatura. Toda
integridade superficial de um processo de furação depende de alguns fatores
tipo de furação, material a ser usinado, tipo de ferramenta com sua geometria e grau de
ferramenta e parâmetros de corte. Santos e Wiley
reflexo do processo de manufatura e pode ser influenciada por
52
se em função de quatro parâmetros:
o entanto, normalmente, os
processos de usinagem são classificados apenas em termos do parâmetro de
que pode ser definido como um conjunto de irregularidades da superfície
Das variações encontradas na superfície de uma peça usinada, uma que se torna
textura ou acabamento superficial, relacionada diretamente à
rugosidade superficial, sendo composta por erros microgeométricos resultantes de ação
inerente ao processo de corte. Para a definição do nível de rugosidade, utilizam-se o
o desgaste, a corrosão, a aparência, a resistência à fadiga, a
da pintura e vedação entre
superfícies. A textura superficial é o reflexo do processo de manufatura. Toda
processo de furação depende de alguns fatores, tais como:
tipo de furação, material a ser usinado, tipo de ferramenta com sua geometria e grau de
e Wiley (2007) afirmam que
reflexo do processo de manufatura e pode ser influenciada por

53
fatores como: dureza, composição química, desgaste da ferramenta de corte,
parâmetros inadequados e instabilidade da máquina operatriz, devendo sempre conciliar
o acabamento superficial com o custo de fabricação.
A condição final de uma superfície usinada é o resultado de vários fatores, que
podem ter efeitos diferentes na textura superficial, como também nas camadas abaixo
desta. Conforme Santos (2001), para o favorecimento de um melhor acabamento, é
necessário observar algumas condições:
• rigidez e acuracidade da máquina-ferramenta;
• geometria da ferramenta de corte;
• parâmetros de usinagem;
• homogeneização do material em trabalho.
As ondulações e falhas devem ser evitadas na fabricação de uma superfície, pois
representam erros de fabricação. Isso não acontece com a rugosidade que tem um valor
especificado de acordo com a aplicação, o que faz do item um parâmetro importante
para a manufatura. Normalmente, a rugosidade é um parâmetro bastante utilizado na
indústria como controle do processo de saída, sendo especificada de acordo com a
aplicação, apresentando valores diferenciados, como a superfície dos acoplamentos
entre componentes, selos mecânicos, elementos de vedação, moldes para injeção e
superfícies de lubrificação.
Para a medição da rugosidade, normalmente utiliza-se um rugosímetro, podendo ser
realizada com ou sem contato entre o apalpador e a superfície usinada. O método de
medição mais utilizado na indústria automotiva é o de contato, justificado pelo baixo
custo e simplicidade de uso. Nesse método, alguns detalhes do equipamento acabam
influenciando a medição, como o raio da ponta do apalpador e seu desgaste. Para
minimizar tal influência, geralmente, são utilizados filtros no rugosímetro para medição.
Devido à importância relatada sobre a rugosidade, para seu controle, é necessário
estabelecer critérios de avaliação. Essa avaliação da qualidade superficial dos
processos de usinagem é classificada em termos de parâmetros de rugosidade. Alguns
dos parâmetros medem a variação vertical, horizontal ou uma combinação destas. No
caso da avaliação de processos produtivos, a indústria participante da pesquisa utiliza
alguns parâmetros de controle do processo, sendo Ra, Ry, Rt e Rz os mais utilizados.
Para a furação, a faixa de rugosidade média Ra pode ser compreendida entre 1,60 e 6,5
µm. No entanto, é difícil estipular um valor para os furos (BARBOSA, 2009). A norma
DIN 4766 abrange o valor de Ra na faixa compreendida entre 1,6 e 25 µm para o
processo de furação, conforme Quadro 2-4.
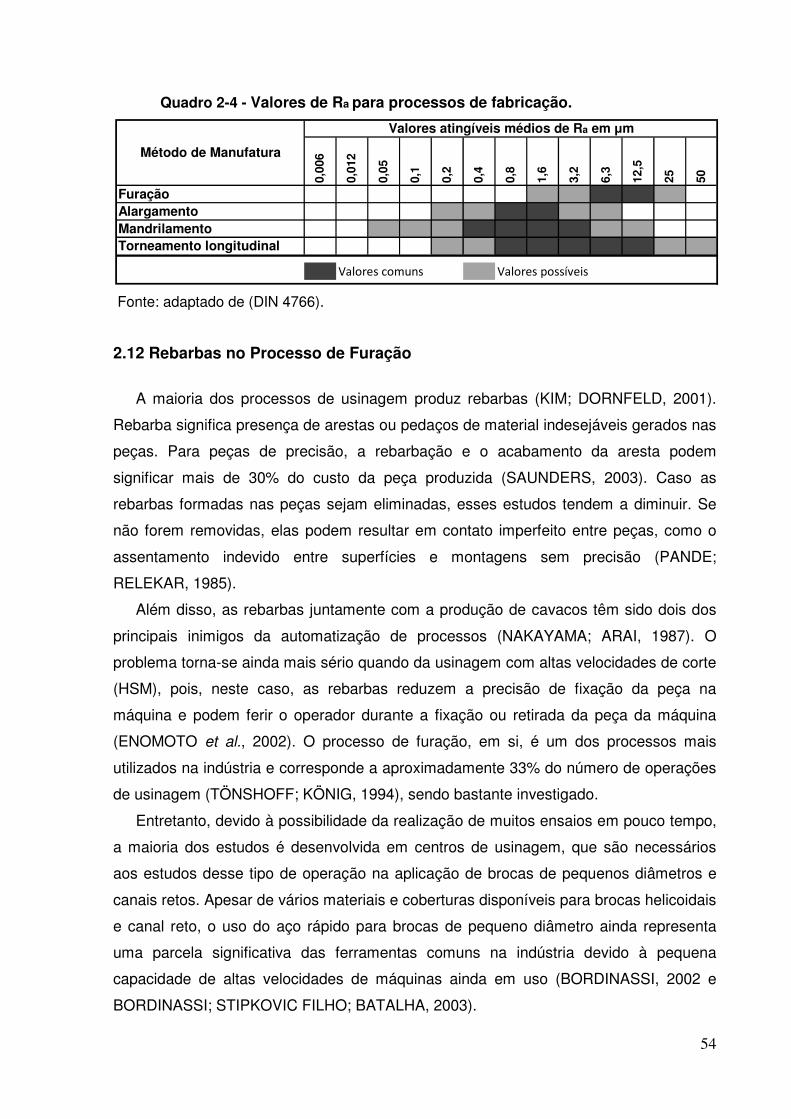
54
Quadro 2-4 - Valores de Ra para processos de fabricação.
Fonte: adaptado de (DIN 4766).
2.12 Rebarbas no Processo de Furação
A maioria dos processos de usinagem produz rebarbas (KIM; DORNFELD, 2001).
Rebarba significa presença de arestas ou pedaços de material indesejáveis gerados nas
peças. Para peças de precisão, a rebarbação e o acabamento da aresta podem
significar mais de 30% do custo da peça produzida (SAUNDERS, 2003). Caso as
rebarbas formadas nas peças sejam eliminadas, esses estudos tendem a diminuir. Se
não forem removidas, elas podem resultar em contato imperfeito entre peças, como o
assentamento indevido entre superfícies e montagens sem precisão (PANDE;
RELEKAR, 1985).
Além disso, as rebarbas juntamente com a produção de cavacos têm sido dois dos
principais inimigos da automatização de processos (NAKAYAMA; ARAI, 1987). O
problema torna-se ainda mais sério quando da usinagem com altas velocidades de corte
(HSM), pois, neste caso, as rebarbas reduzem a precisão de fixação da peça na
máquina e podem ferir o operador durante a fixação ou retirada da peça da máquina
(ENOMOTO et al., 2002). O processo de furação, em si, é um dos processos mais
utilizados na indústria e corresponde a aproximadamente 33% do número de operações
de usinagem (TÖNSHOFF; KÖNIG, 1994), sendo bastante investigado.
Entretanto, devido à possibilidade da realização de muitos ensaios em pouco tempo,
a maioria dos estudos é desenvolvida em centros de usinagem, que são necessários
aos estudos desse tipo de operação na aplicação de brocas de pequenos diâmetros e
canais retos. Apesar de vários materiais e coberturas disponíveis para brocas helicoidais
e canal reto, o uso do aço rápido para brocas de pequeno diâmetro ainda representa
uma parcela significativa das ferramentas comuns na indústria devido à pequena
capacidade de altas velocidades de máquinas ainda em uso (BORDINASSI, 2002 e
BORDINASSI; STIPKOVIC FILHO; BATALHA, 2003).
Valores comuns Valores possíveis
12,5
25 50
Valores atingíveis médios de Ra em µm
0,2
0,4
0,8
1,6
3,2
6,3
Método de Manufatura
FuraçãoAlargamentoMandrilamentoTorneamento longitudinal
0,00
6
0,01
2
0,05
0,1

55
2.12.1 Formação de Rebarbas na Furação
É necessário que o processo de furação ofereça grande confiabilidade, já que, de
forma geral. as peças são furadas quando grande quantidade de tempo e dinheiro já
foram gastos com a execução destas. Se possível, deve ser feito com baixo custo. É
também necessário que as rebarbas formadas durante este processo sejam controladas
e previstas de forma a minimizar os custos de fabricação de peças, sendo que estas
devem apresentar os menores valores possíveis para minimização dos custos de
rebarbação ou eliminação destes. O processo de furação forma rebarbas no início do
furo e no final deste (MIN; DORNFELD, 2001). A rebarba na entrada é formada por
escoamento plástico de material e a na saída pela conformação do material devido às
altas taxas de compressão no centro do furo.
Os principais parâmetros que afetam a formação de rebarbas no processo de
furação são, segundo Min e Dornfeld (2001):
- geometria da broca: ângulo de ponta, geometria da ponta, ângulo de hélice e alívio
da aresta transversal;
- propriedades de material: dureza, rigidez e ductilidade;
- condições do processo: velocidade de corte, avanço, utilização de lubri-refrigeração
e furação pica-pau;
- outros: desgaste da ferramenta, material da ferramenta e aresta postiça de corte.
À medida que a profundidade de corte aumenta, a deformação acumulada no fundo
do furo também cresce (KO; LEE, 2001). Quando esse valor é suficiente para atingir a
tensão de ruptura do material, a fratura é iniciada no ponto de maior deformação e a
distância para a qual a broca avança antes da fratura depende da ductilidade do
material. A fratura também depende da geometria da broca, pois brocas com grande
aresta transversal tendem a aumentar a força axial no centro do furo. Estudos realizados
por Mahdy (2000) mostram que a execução de pré-furo ou de chanfros nas superfícies
de saída e na de entrada minimizam a formação de rebarbas. Com isso, os custos para
execução do furo aumentam, porém este é compensado com a minimização dos custos
de rebarbação. Dessa forma, pode-se dividir as rebarbas em três tipos, conforme
descrito a seguir:
- Uniforme: pequenas dimensões e altura uniforme ao redor de toda a periferia do
furo. Geralmente, é formado um cap, que pode desprender-se da peça durante o
processo ou ser removido facilmente após a execução do furo. O processo de formação,
geralmente, ocorre através de uma primeira fratura no centro do furo, onde altas tensões
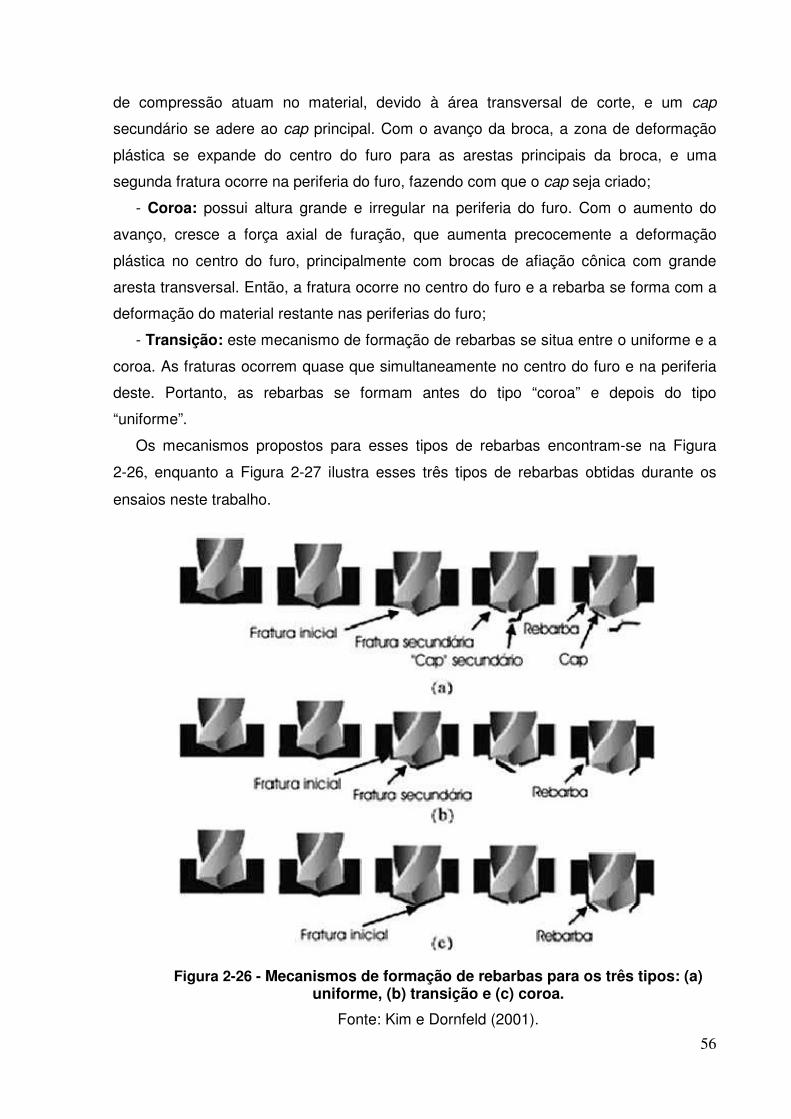
56
de compressão atuam no material, devido à área transversal de corte, e um cap
secundário se adere ao cap principal. Com o avanço da broca, a zona de deformação
plástica se expande do centro do furo para as arestas principais da broca, e uma
segunda fratura ocorre na periferia do furo, fazendo com que o cap seja criado;
- Coroa: possui altura grande e irregular na periferia do furo. Com o aumento do
avanço, cresce a força axial de furação, que aumenta precocemente a deformação
plástica no centro do furo, principalmente com brocas de afiação cônica com grande
aresta transversal. Então, a fratura ocorre no centro do furo e a rebarba se forma com a
deformação do material restante nas periferias do furo;
- Transição: este mecanismo de formação de rebarbas se situa entre o uniforme e a
coroa. As fraturas ocorrem quase que simultaneamente no centro do furo e na periferia
deste. Portanto, as rebarbas se formam antes do tipo “coroa” e depois do tipo
“uniforme”.
Os mecanismos propostos para esses tipos de rebarbas encontram-se na Figura
2-26, enquanto a Figura 2-27 ilustra esses três tipos de rebarbas obtidas durante os
ensaios neste trabalho.
Figura 2-26 - Mecanismos de formação de rebarbas para os três tipos: (a) uniforme, (b) transição e (c) coroa.
Fonte: Kim e Dornfeld (2001).

57
Figura 2-27 - Classificação de três tipos de rebarbas: (a) uniforme, (b) transição e (c) coroa.
Fonte: Bordinassi (2003).

58
59
Capítulo 3
MATERIAIS E MÉTODOS
Para a realização dos experimentos, foi determinado como material a Liga SAE 306
– Alumínio-Silício, fundida sob alta pressão, a qual é também conhecida comercialmente
por Liga 380. Os corpos de prova utilizados nos experimentos foram de componentes de
mecanismo de direção hidráulica, especificamente da carcaça alumínio aplicada na
indústria automotiva a veículos de passeio e fora de estrada.
A função da carcaça no mecanismo é o alojamento dos demais componentes como:
pinhão, cremalheira, válvula e vedações, assegurando a fixação e a estanqueidade do
sistema. A pesquisa desenvolvida obteve como objetivo analisar a usinabilidade da liga
de alumínio no processo de furação, em que foram aplicadas brocas de metal duro, com
geometria escalonada com canal reto, apresentando poucas referências na literatura
bibliográfica.
A área de usinagem investigada é necessária para ser buscada sempre melhoria
contínua nessa operação. O acabamento nessa região é uma interface de comunicação
do fluxo de óleo no mecanismo hidráulico. As câmaras de pressão e retorno são
exigidas constantemente e qualquer obstáculo ou imperfeição no acabamento pode
propiciar situações de turbulência no fluido, gerando ruídos e desconforto ao cliente.
Geralmente, as condições de usinagem em uma indústria de manufatura são
definidas empiricamente e baseadas apenas na especificação do produto e no tempo de
fabricação, não atingindo as condições ideais para a operação e acarretando custos
elevados. Para a pesquisa proposta, ensaios de usinagem foram realizados, visando à
obtenção de informações do processo de furação com a avaliação das influências dos
parâmetros de corte e geometria das ferramentas nas variáveis envolvidas.
Os experimentos foram conduzidos na pesquisa conforme os parâmetros a seguir.
Os dados de variáveis de entrada são: velocidade de corte, avanço de corte, tipo de
afiação e ferramentas com e sem revestimento. Já os parâmetros e variáveis de
respostas foram definidos como: força axial, torque e qualidade de acabamento da
superfície com os dados obtidos de rugosidade e rebarba.
Após a realização dos experimentos, foi também analisado o nível de rebarba nas
peças conforme os parâmetros de entrada e resultado dos gráficos de força e torque,
verificando a sua significância. Os corpos de prova fornecidos ao experimento foram
fabricados e cedidos pela empresa Fundição Brasileira de Alumínio (FBA).
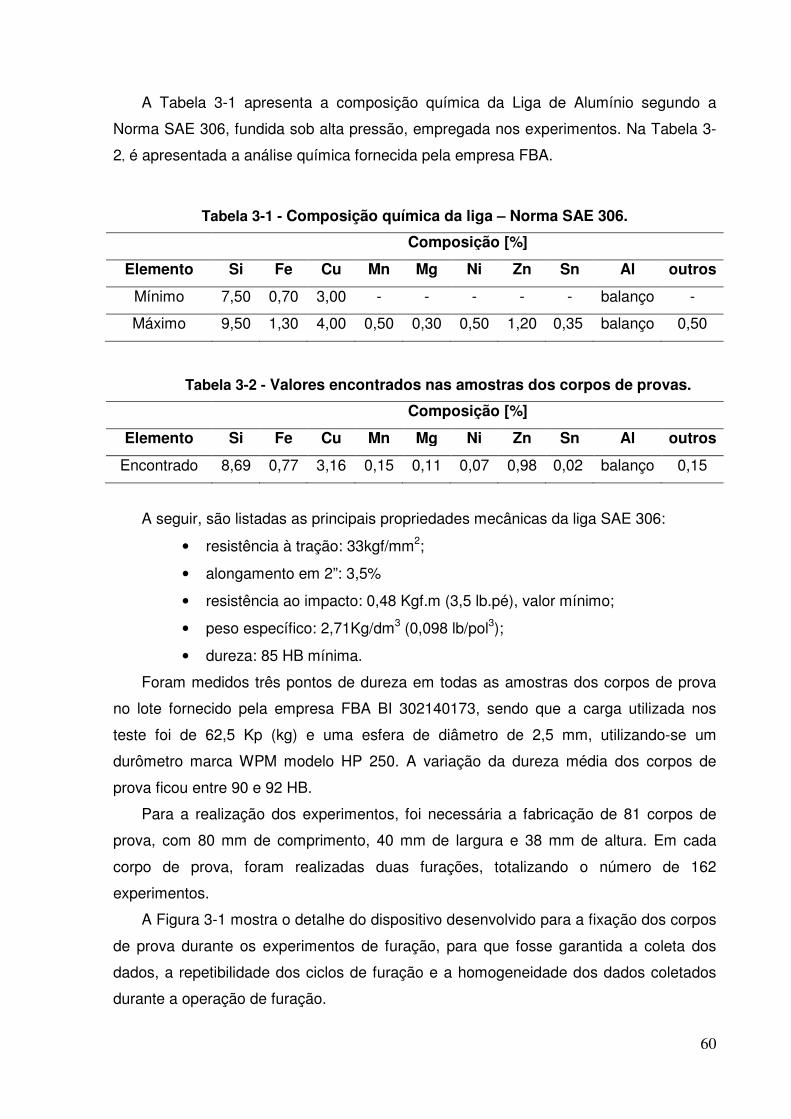
60
A Tabela 3-1 apresenta a composição química da Liga de Alumínio segundo a
Norma SAE 306, fundida sob alta pressão, empregada nos experimentos. Na Tabela 3-
2, é apresentada a análise química fornecida pela empresa FBA.
Tabela 3-1 - Composição química da liga – Norma SAE 306.
Composição [%]
Elemento Si Fe Cu Mn Mg Ni Zn Sn Al outros
Mínimo 7,50 0,70 3,00 - - - - - balanço -
Máximo 9,50 1,30 4,00 0,50 0,30 0,50 1,20 0,35 balanço 0,50
Tabela 3-2 - Valores encontrados nas amostras dos corpos de provas.
Composição [%]
Elemento Si Fe Cu Mn Mg Ni Zn Sn Al outros
Encontrado 8,69 0,77 3,16 0,15 0,11 0,07 0,98 0,02 balanço 0,15
A seguir, são listadas as principais propriedades mecânicas da liga SAE 306:
• resistência à tração: 33kgf/mm2;
• alongamento em 2”: 3,5%
• resistência ao impacto: 0,48 Kgf.m (3,5 lb.pé), valor mínimo;
• peso específico: 2,71Kg/dm3 (0,098 lb/pol3);
• dureza: 85 HB mínima.
Foram medidos três pontos de dureza em todas as amostras dos corpos de prova
no lote fornecido pela empresa FBA BI 302140173, sendo que a carga utilizada nos
teste foi de 62,5 Kp (kg) e uma esfera de diâmetro de 2,5 mm, utilizando-se um
durômetro marca WPM modelo HP 250. A variação da dureza média dos corpos de
prova ficou entre 90 e 92 HB.
Para a realização dos experimentos, foi necessária a fabricação de 81 corpos de
prova, com 80 mm de comprimento, 40 mm de largura e 38 mm de altura. Em cada
corpo de prova, foram realizadas duas furações, totalizando o número de 162
experimentos.
A Figura 3-1 mostra o detalhe do dispositivo desenvolvido para a fixação dos corpos
de prova durante os experimentos de furação, para que fosse garantida a coleta dos
dados, a repetibilidade dos ciclos de furação e a homogeneidade dos dados coletados
durante a operação de furação.
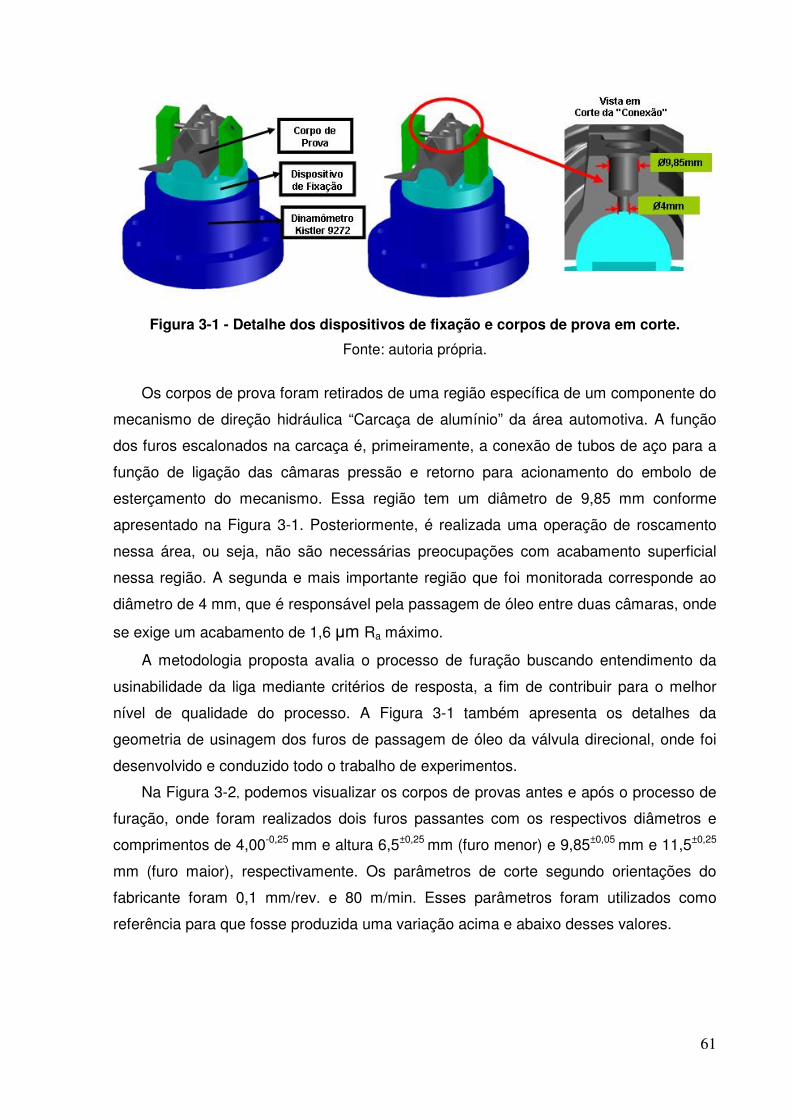
61
Figura 3-1 - Detalhe dos dispositivos de fixação e corpos de prova em corte.
Fonte: autoria própria.
Os corpos de prova foram retirados de uma região específica de um componente do
mecanismo de direção hidráulica “Carcaça de alumínio” da área automotiva. A função
dos furos escalonados na carcaça é, primeiramente, a conexão de tubos de aço para a
função de ligação das câmaras pressão e retorno para acionamento do embolo de
esterçamento do mecanismo. Essa região tem um diâmetro de 9,85 mm conforme
apresentado na Figura 3-1. Posteriormente, é realizada uma operação de roscamento
nessa área, ou seja, não são necessárias preocupações com acabamento superficial
nessa região. A segunda e mais importante região que foi monitorada corresponde ao
diâmetro de 4 mm, que é responsável pela passagem de óleo entre duas câmaras, onde
se exige um acabamento de 1,6 µm Ra máximo.
A metodologia proposta avalia o processo de furação buscando entendimento da
usinabilidade da liga mediante critérios de resposta, a fim de contribuir para o melhor
nível de qualidade do processo. A Figura 3-1 também apresenta os detalhes da
geometria de usinagem dos furos de passagem de óleo da válvula direcional, onde foi
desenvolvido e conduzido todo o trabalho de experimentos.
Na Figura 3-2, podemos visualizar os corpos de provas antes e após o processo de
furação, onde foram realizados dois furos passantes com os respectivos diâmetros e
comprimentos de 4,00-0,25 mm e altura 6,5±0,25 mm (furo menor) e 9,85±0,05 mm e 11,5±0,25
mm (furo maior), respectivamente. Os parâmetros de corte segundo orientações do
fabricante foram 0,1 mm/rev. e 80 m/min. Esses parâmetros foram utilizados como
referência para que fosse produzida uma variação acima e abaixo desses valores.
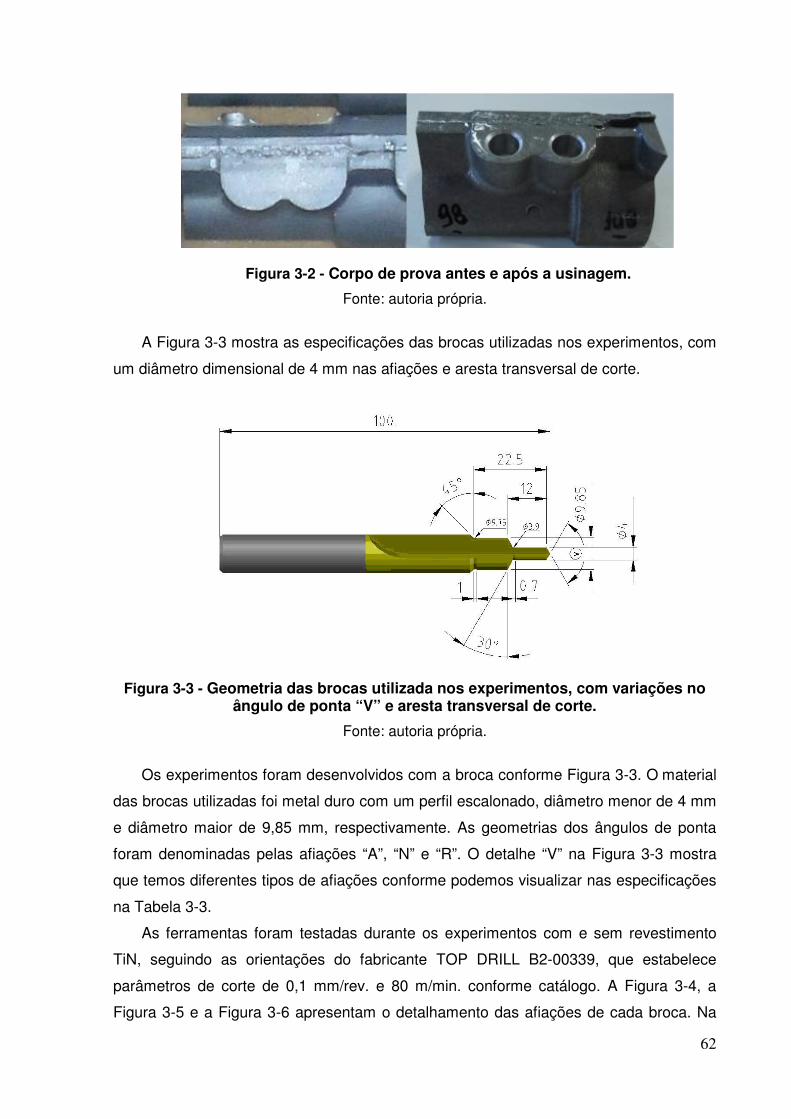
62
Figura 3-2 - Corpo de prova antes e após a usinagem.
Fonte: autoria própria.
A Figura 3-3 mostra as especificações das brocas utilizadas nos experimentos, com
um diâmetro dimensional de 4 mm nas afiações e aresta transversal de corte.
Figura 3-3 - Geometria das brocas utilizada nos experimentos, com variações no ângulo de ponta “V” e aresta transversal de corte.
Fonte: autoria própria.
Os experimentos foram desenvolvidos com a broca conforme Figura 3-3. O material
das brocas utilizadas foi metal duro com um perfil escalonado, diâmetro menor de 4 mm
e diâmetro maior de 9,85 mm, respectivamente. As geometrias dos ângulos de ponta
foram denominadas pelas afiações “A”, “N” e “R”. O detalhe “V” na Figura 3-3 mostra
que temos diferentes tipos de afiações conforme podemos visualizar nas especificações
na Tabela 3-3.
As ferramentas foram testadas durante os experimentos com e sem revestimento
TiN, seguindo as orientações do fabricante TOP DRILL B2-00339, que estabelece
parâmetros de corte de 0,1 mm/rev. e 80 m/min. conforme catálogo. A Figura 3-4, a
Figura 3-5 e a Figura 3-6 apresentam o detalhamento das afiações de cada broca. Na

Tabela 3-3, podemos encontrar
das brocas.
Tabela 3-3 - Geometria das afiações das brocas escalonadas
Tipo de afiação
Ângulo de Ponta [°]
Geometria “A” 120°±2
Geometria “N” 140° ±2
Geometria “R” 120° ±2
Figura 3-4 - Afiações das brocas escalonadas de canal reto
podemos encontrar também as diferenças geométricas
Geometria das afiações das brocas escalonadas
Ângulo da Aresta
Transversal [°]
Espessura do núcleo de
Ponta [mm]
Ângulo de Entrada [°]
Ângulo deSaída
105°±2 0,15 8°±2
50°±2 0,15 24°±2
105°±2 0,28 8°±2
Afiações das brocas escalonadas de canal reto
Fonte: autoria própria.
63
geométricas entre cada afiação
Geometria das afiações das brocas escalonadas.
Ângulo de Saída [°]
Raio entre Canal de
Entrada e Saída [mm]
80°±5 0,36
105°±5 0,24
90°±5 -
Afiações das brocas escalonadas de canal reto – geometria “A”.

Figura 3-5 - Afiações das brocas escalonadas de canal
Figura 3-6 - Afiações das brocas escalonadas de canal reto
Considerando as brocas de canal de reto, a literatura afir
construtivas que mais influência na qualidade do processo de furação
apresentando, assim, maior estabilidade e centralização na ferramenta
assim, o atrito com as paredes do furo (D
Afiações das brocas escalonadas de canal reto
Fonte: autoria própria.
Afiações das brocas escalonadas de canal reto –
Fonte: autoria própria.
s brocas de canal de reto, a literatura afirma que uma das partes
construtivas que mais influência na qualidade do processo de furação
maior estabilidade e centralização na ferramenta
o atrito com as paredes do furo (DINIZ et al., 2006). Essa análi
64
reto – geometria “N”.
– geometria “R”.
ma que uma das partes
construtivas que mais influência na qualidade do processo de furação é as guias,
maior estabilidade e centralização na ferramenta, reduzindo,
Essa análise pode ser
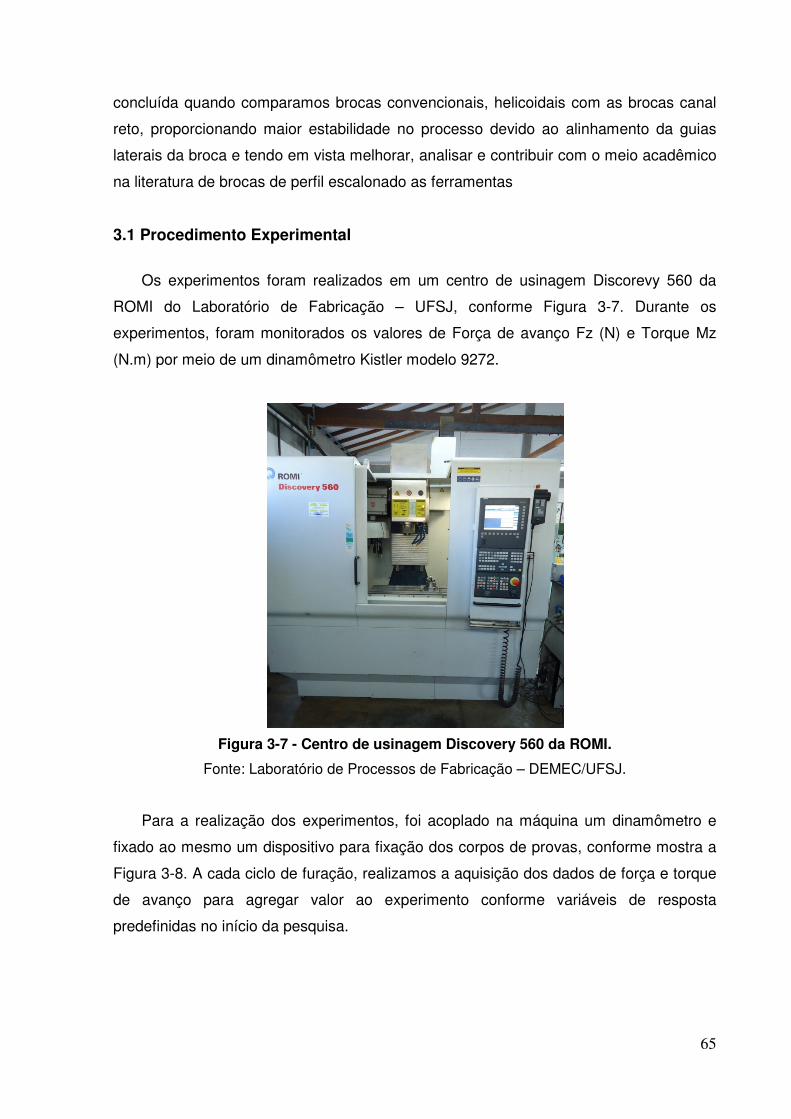
65
concluída quando comparamos brocas convencionais, helicoidais com as brocas canal
reto, proporcionando maior estabilidade no processo devido ao alinhamento da guias
laterais da broca e tendo em vista melhorar, analisar e contribuir com o meio acadêmico
na literatura de brocas de perfil escalonado as ferramentas
3.1 Procedimento Experimental
Os experimentos foram realizados em um centro de usinagem Discorevy 560 da
ROMI do Laboratório de Fabricação – UFSJ, conforme Figura 3-7. Durante os
experimentos, foram monitorados os valores de Força de avanço Fz (N) e Torque Mz
(N.m) por meio de um dinamômetro Kistler modelo 9272.
Figura 3-7 - Centro de usinagem Discovery 560 da ROMI.
Fonte: Laboratório de Processos de Fabricação – DEMEC/UFSJ.
Para a realização dos experimentos, foi acoplado na máquina um dinamômetro e
fixado ao mesmo um dispositivo para fixação dos corpos de provas, conforme mostra a
Figura 3-8. A cada ciclo de furação, realizamos a aquisição dos dados de força e torque
de avanço para agregar valor ao experimento conforme variáveis de resposta
predefinidas no início da pesquisa.
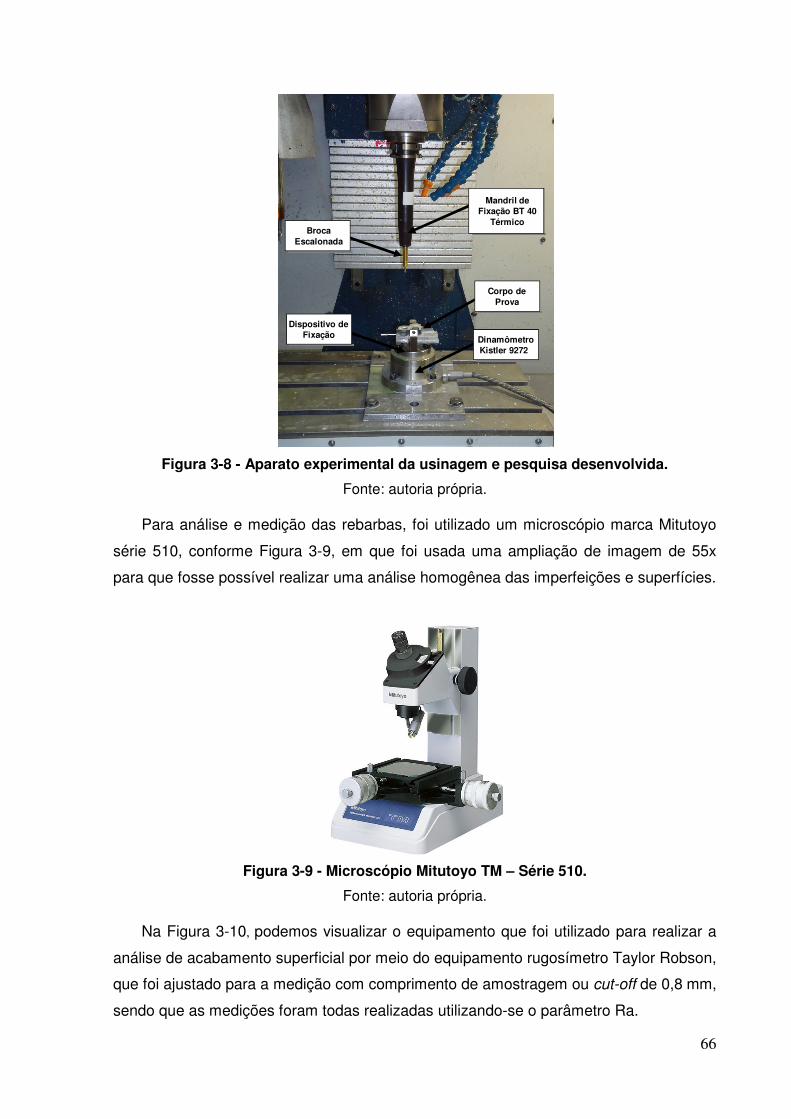
66
Figura 3-8 - Aparato experimental da usinagem e pesquisa desenvolvida.
Fonte: autoria própria.
Para análise e medição das rebarbas, foi utilizado um microscópio marca Mitutoyo
série 510, conforme Figura 3-9, em que foi usada uma ampliação de imagem de 55x
para que fosse possível realizar uma análise homogênea das imperfeições e superfícies.
Figura 3-9 - Microscópio Mitutoyo TM – Série 510.
Fonte: autoria própria.
Na Figura 3-10, podemos visualizar o equipamento que foi utilizado para realizar a
análise de acabamento superficial por meio do equipamento rugosímetro Taylor Robson,
que foi ajustado para a medição com comprimento de amostragem ou cut-off de 0,8 mm,
sendo que as medições foram todas realizadas utilizando-se o parâmetro Ra.
Dinamômetro Kistler 9272
Mandril de Fixação BT 40
Térmico
Dispositivo de Fixação
Corpo de Prova
Broca Escalonada

Figura 3-10 - Rugosímetro e perfilômetro
O Equipamento Microscópio
Figura 3-11, foi utilizado para
de provas e garantir a homogeneidade dos experimentos
Figura 3-11 -
Realizadas as verificações
parâmetros de entrada do experimento confo
Rugosímetro e perfilômetro – Taylor Robson Form Talys
Fonte: autoria própria.
O Equipamento Microscópio Spectrometro Bruker modelo Q4 Tasman
foi utilizado para verificar a composição química das amostras dos corpos
ir a homogeneidade dos experimentos.
Equipamento Spectrometro Bruker – Q4 Tasman
Fonte: autoria própria.
ificações químicas nas amostras, foram definidos os
âmetros de entrada do experimento conforme os seus respectivos níveis.
67
Form Talysurf PLUS.
Bruker modelo Q4 Tasman, conforme
ificar a composição química das amostras dos corpos
Q4 Tasman.
nas amostras, foram definidos os critérios de
rme os seus respectivos níveis.
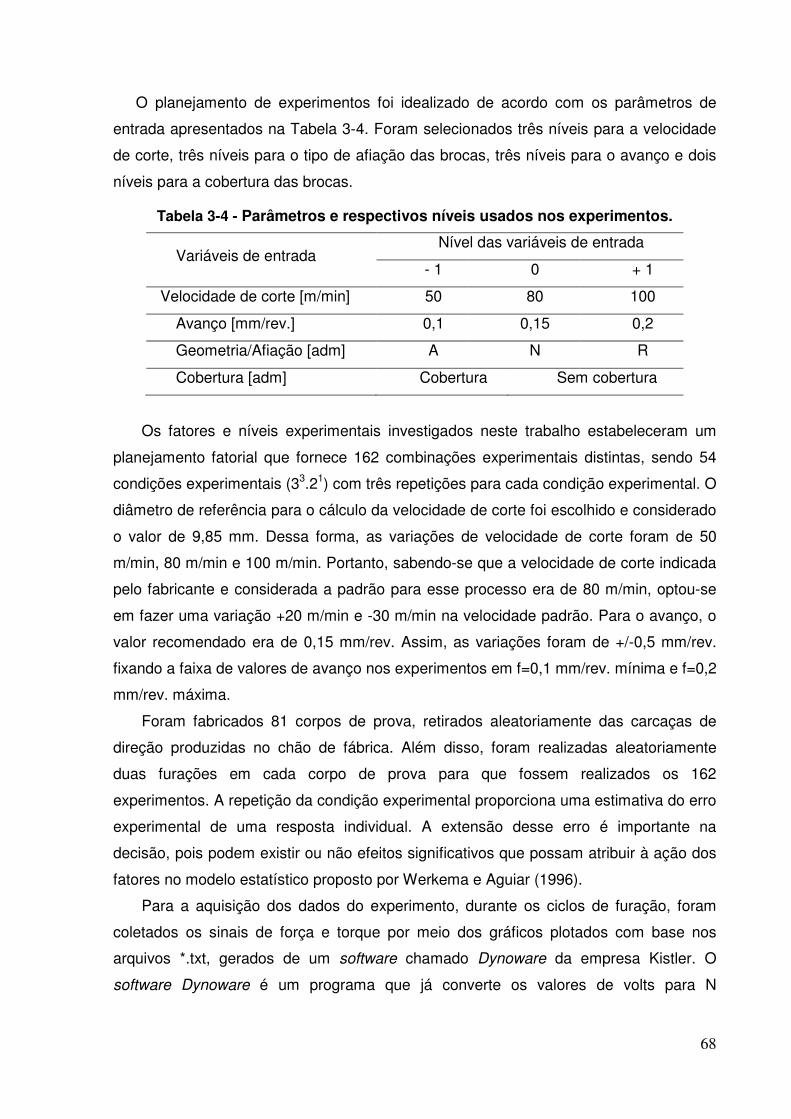
68
O planejamento de experimentos foi idealizado de acordo com os parâmetros de
entrada apresentados na Tabela 3-4. Foram selecionados três níveis para a velocidade
de corte, três níveis para o tipo de afiação das brocas, três níveis para o avanço e dois
níveis para a cobertura das brocas.
Tabela 3-4 - Parâmetros e respectivos níveis usados nos experimentos.
Variáveis de entrada Nível das variáveis de entrada
- 1 0 + 1
Velocidade de corte [m/min] 50 80 100
Avanço [mm/rev.] 0,1 0,15 0,2
Geometria/Afiação [adm] A N R
Cobertura [adm] Cobertura Sem cobertura
Os fatores e níveis experimentais investigados neste trabalho estabeleceram um
planejamento fatorial que fornece 162 combinações experimentais distintas, sendo 54
condições experimentais (33.21) com três repetições para cada condição experimental. O
diâmetro de referência para o cálculo da velocidade de corte foi escolhido e considerado
o valor de 9,85 mm. Dessa forma, as variações de velocidade de corte foram de 50
m/min, 80 m/min e 100 m/min. Portanto, sabendo-se que a velocidade de corte indicada
pelo fabricante e considerada a padrão para esse processo era de 80 m/min, optou-se
em fazer uma variação +20 m/min e -30 m/min na velocidade padrão. Para o avanço, o
valor recomendado era de 0,15 mm/rev. Assim, as variações foram de +/-0,5 mm/rev.
fixando a faixa de valores de avanço nos experimentos em f=0,1 mm/rev. mínima e f=0,2
mm/rev. máxima.
Foram fabricados 81 corpos de prova, retirados aleatoriamente das carcaças de
direção produzidas no chão de fábrica. Além disso, foram realizadas aleatoriamente
duas furações em cada corpo de prova para que fossem realizados os 162
experimentos. A repetição da condição experimental proporciona uma estimativa do erro
experimental de uma resposta individual. A extensão desse erro é importante na
decisão, pois podem existir ou não efeitos significativos que possam atribuir à ação dos
fatores no modelo estatístico proposto por Werkema e Aguiar (1996).
Para a aquisição dos dados do experimento, durante os ciclos de furação, foram
coletados os sinais de força e torque por meio dos gráficos plotados com base nos
arquivos *.txt, gerados de um software chamado Dynoware da empresa Kistler. O
software Dynoware é um programa que já converte os valores de volts para N

69
considerando a força axial e N.m considerando os valores de torque. A taxa de
aquisição dos dados utilizada nos experimentos foi de 660 Hz.
Os dados obtidos foram analisados no software MatlabTM para a leitura desses
arquivos com extensão *.txt e geração das análises gráficas conforme pode ser
observado na análise dos resultados. Após a plotagem dos gráficos, foi observado que
os mesmos apresentaram um padrão definido tanto para a força axial quanto para o
torque.
O software estatístico MinitabTM revisão 15 foi utilizado para o tratamento dos dados
utilizando a ferramenta de planejamento de experimentos Design of Experiments (DOE)
e Análise de variância (ANOVA). A Tabela 3-5 apresenta os fatores e níveis
experimentais pesquisados neste trabalho, trazendo um planejamento fatorial do tipo
3321, que fornece 54 diferentes combinações. Ao serem feitas três réplicas conforme
podemos visualizar na Tabela 3-5, foram realizados os 162 testes experimentais.
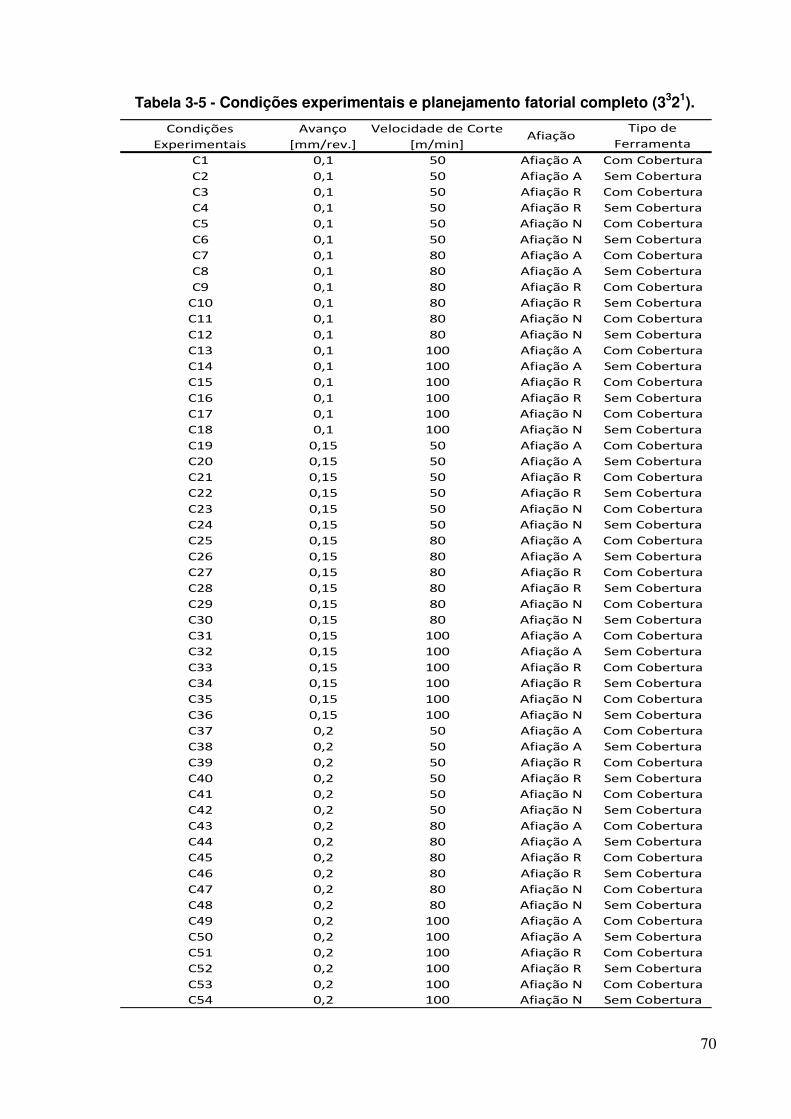
70
Tabela 3-5 - Condições experimentais e planejamento fatorial completo (3321).
C1 0,1 50 Afiação A Com Cobertura
C2 0,1 50 Afiação A Sem Cobertura
C3 0,1 50 Afiação R Com Cobertura
C4 0,1 50 Afiação R Sem Cobertura
C5 0,1 50 Afiação N Com Cobertura
C6 0,1 50 Afiação N Sem Cobertura
C7 0,1 80 Afiação A Com Cobertura
C8 0,1 80 Afiação A Sem Cobertura
C9 0,1 80 Afiação R Com Cobertura
C10 0,1 80 Afiação R Sem Cobertura
C11 0,1 80 Afiação N Com Cobertura
C12 0,1 80 Afiação N Sem Cobertura
C13 0,1 100 Afiação A Com Cobertura
C14 0,1 100 Afiação A Sem Cobertura
C15 0,1 100 Afiação R Com Cobertura
C16 0,1 100 Afiação R Sem Cobertura
C17 0,1 100 Afiação N Com Cobertura
C18 0,1 100 Afiação N Sem Cobertura
C19 0,15 50 Afiação A Com Cobertura
C20 0,15 50 Afiação A Sem Cobertura
C21 0,15 50 Afiação R Com Cobertura
C22 0,15 50 Afiação R Sem Cobertura
C23 0,15 50 Afiação N Com Cobertura
C24 0,15 50 Afiação N Sem Cobertura
C25 0,15 80 Afiação A Com Cobertura
C26 0,15 80 Afiação A Sem Cobertura
C27 0,15 80 Afiação R Com Cobertura
C28 0,15 80 Afiação R Sem Cobertura
C29 0,15 80 Afiação N Com Cobertura
C30 0,15 80 Afiação N Sem Cobertura
C31 0,15 100 Afiação A Com Cobertura
C32 0,15 100 Afiação A Sem Cobertura
C33 0,15 100 Afiação R Com Cobertura
C34 0,15 100 Afiação R Sem Cobertura
C35 0,15 100 Afiação N Com Cobertura
C36 0,15 100 Afiação N Sem Cobertura
C37 0,2 50 Afiação A Com Cobertura
C38 0,2 50 Afiação A Sem Cobertura
C39 0,2 50 Afiação R Com Cobertura
C40 0,2 50 Afiação R Sem Cobertura
C41 0,2 50 Afiação N Com Cobertura
C42 0,2 50 Afiação N Sem Cobertura
C43 0,2 80 Afiação A Com Cobertura
C44 0,2 80 Afiação A Sem Cobertura
C45 0,2 80 Afiação R Com Cobertura
C46 0,2 80 Afiação R Sem Cobertura
C47 0,2 80 Afiação N Com Cobertura
C48 0,2 80 Afiação N Sem Cobertura
C49 0,2 100 Afiação A Com Cobertura
C50 0,2 100 Afiação A Sem Cobertura
C51 0,2 100 Afiação R Com Cobertura
C52 0,2 100 Afiação R Sem Cobertura
C53 0,2 100 Afiação N Com Cobertura
C54 0,2 100 Afiação N Sem Cobertura
Tipo de
Ferramenta
Condições
Experimentais
Velocidade de Corte
[m/min]
Avanço
[mm/rev.]Afiação

71
Capítulo 4
ANÁLISE DOS RESULTADOS
4.1 Força de Avanço
Na Figura 4-1, podemos observar os resultados da Força de avanço durante os
experimentos antes e após a filtragem dos dados. A filtragem foi necessária devido
aos ruídos de sinal durante o experimento que não agregam valor aos dados.
Figura 4-1 - Força de avanço antes e após o tratamento dos dados.
Fonte: autoria própria.
Na Figura 4-2, apresentamos o gráfico da Força de avanço vs. tempo, na qual
podemos analisar as regiões: (1) onde se observa o início da entrada da broca e
corresponde ao ângulo de ponta da ferramenta e que teve um comportamento diferente
para cada condição de afiação; (2) início da área da parte cilíndrica da broca para o
diâmetro 4 mm, em que temos os esforços maiores que no início da usinagem se
apresentaram de certa forma lineares até ultrapassarem a parte cônica da broca; (3) os
esforços que correspondem ao somatório dos diâmetros de 4 e 9,85 mm e, em seguida,
ocorre a saída da broca no diâmetro de 4 mm quando a mesma realiza o furo passante;
(4) pode-se considerar nesta fase um diâmetro 5,85 mm conforme redução do diâmetro
4 mm que não atua mais nesta etapa; e, finalmente, (5) região que corresponde à
usinagem do chanfro de 45° e diâmetro 12 mm.

72
Figura 4-2 - Força utilizando a broca com afiação “A”, avanço f= 0,1mm/rev. e Vc=50m/min c/ cobertura.
Fonte: autoria própria.
4.1.1 Força de Avanço – região 2
Pode-se visualizar na Figura 4-3 o gráfico de força de avanço para a região 2
usando-se broca com afiação “A”, avanço f=0,1mm/rev, Vc=50m/min e ferramenta com
cobertura, em que, para cada afiação examinada no experimento, o esforço de corte é
distinto e depende da geometria e do ângulo de ponta da broca. Verificamos também na
primeira etapa que a usinagem apresentou esforço de corte crescente e quase
proporcional ao ângulo de ponta da ferramenta. Já na segunda etapa, o início do
diâmetro de 4 mm apresentou uma redução de esforço de corte do início para o final do
diâmetro de aproximadamente 18%, provalmente devido à resistência do material ao
corte na região inicial do furo. Após o material alcançar uma temperatura mais elevada,
o calor tem efeito positivo de aumentar a plasticidade do material e decresce a
resistência a usinabilidade.
Pode-se definir também que a redução desse esforço no final do comprimento de
usinagem do diâmetro de 4 mm é devido ao fato de a broca apresentar uma área com
rebaixo ou alívio no final do comprimento. Isso se faz necessário para alívio de tensões
e fadiga nos pontos de intersecções de 90° dos diâmetros como podemos visualizar na
Figura 4-3. O tempo de usinagem dessa região apresentou o valor de 1,7 segundos.

73
Figura 4-3 - Força axial na Região 2 com a afiação “A”, com os parâmetros
f=0,1mm/rev. e Vc=50m/min c/ cobertura.
Fonte: autoria própria.
4.1.2 Força de Avanço – região 3 – somatório dos diâmetros
Na terceira etapa, Figura 4-4, na região 3, os esforços de cortes tiveram oscilações
nessa região durante a usinagem. Isso se deve ao atrito e aos esforços gerados pela
ferramenta/peça nos diâmetros 4 mm e 9,85 mm, principalmente quando a ferramenta
ultrapassa o diâmetro de 4 mm no material e a usinagem é realizada somente com o
chanfro e os perfis dos diâmetros. Na Figura 4-4, pode-se notar uma média do esforço
axial no sentido de avanço de aproximadamente 290 N com tempo de usinagem de 0,6
segundos. Dentro da região 3, observa-se que o pico máximo na força avanço foi de
aproximadamente 330 N e o valor mínimo de força foi de 260 N.
Os esforços, quando comparados no início da usinagem para o final, apresentam
diferenças devido à velocidade de corte e aos atritos serem menores, pois, nos testes
experimentais, foi empregada uma rotação constante e definida a velocidade de corte
para o diâmetro de 9,85 mm. Dessa forma, considerando que, após a usinagem da
ponta da broca ultrapassar todo o material, ocorre maior deformação plástica e altas
temperaturas, a passagem da broca tem uma tendência de redução na resistência à
usinabilidade do material.

74
Figura 4-4 - Força de avanço na Região 3 para a afiação “A”, com os parâmetros
f=0,1 mm/rev. e Vc=50m/min. c/ cobertura.
Fonte: autoria própria.
A Figura 4-5 mostra o esforço de corte na região 4, apresentando um valor médio de
110 N. Entretanto, pode-se observar um esforço máximo de 125 N. Essa região
corresponde à região escalonada da broca, considerando-se um diâmetro 5,85 mm,
pois, nessa região, o diâmetro da broca de 4 mm não tem mais atuação no processo.
Assim, podem ser verificadas algumas oscilações nos sinais de aquisição, porém os
esforços mantiveram-se com estabilidade em torno da média conforme demais réplicas.
Figura 4-5 - Força de avanço na região 4 para afiação “A”, com os parâmetros
f=0,1mm/rev. e Vc=50m/min. c/ cobertura.
Fonte: autoria própria.
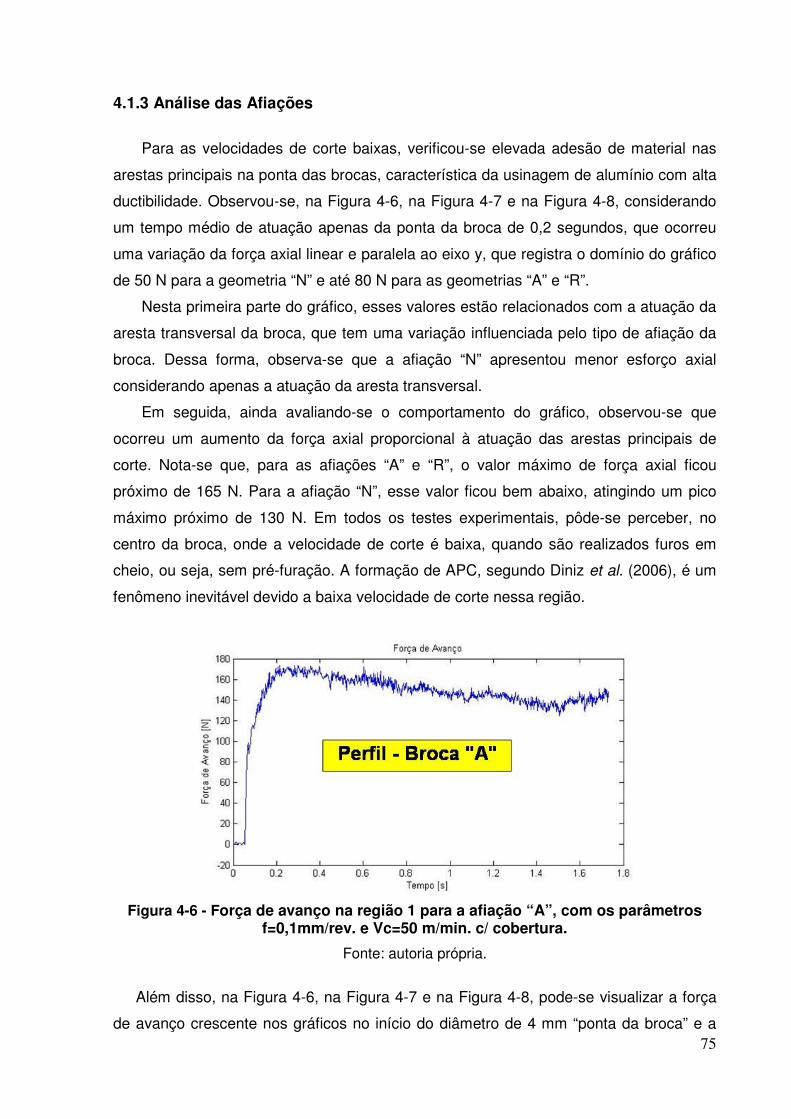
75
4.1.3 Análise das Afiações
Para as velocidades de corte baixas, verificou-se elevada adesão de material nas
arestas principais na ponta das brocas, característica da usinagem de alumínio com alta
ductibilidade. Observou-se, na Figura 4-6, na Figura 4-7 e na Figura 4-8, considerando
um tempo médio de atuação apenas da ponta da broca de 0,2 segundos, que ocorreu
uma variação da força axial linear e paralela ao eixo y, que registra o domínio do gráfico
de 50 N para a geometria “N” e até 80 N para as geometrias “A” e “R”.
Nesta primeira parte do gráfico, esses valores estão relacionados com a atuação da
aresta transversal da broca, que tem uma variação influenciada pelo tipo de afiação da
broca. Dessa forma, observa-se que a afiação “N” apresentou menor esforço axial
considerando apenas a atuação da aresta transversal.
Em seguida, ainda avaliando-se o comportamento do gráfico, observou-se que
ocorreu um aumento da força axial proporcional à atuação das arestas principais de
corte. Nota-se que, para as afiações “A” e “R”, o valor máximo de força axial ficou
próximo de 165 N. Para a afiação “N”, esse valor ficou bem abaixo, atingindo um pico
máximo próximo de 130 N. Em todos os testes experimentais, pôde-se perceber, no
centro da broca, onde a velocidade de corte é baixa, quando são realizados furos em
cheio, ou seja, sem pré-furação. A formação de APC, segundo Diniz et al. (2006), é um
fenômeno inevitável devido a baixa velocidade de corte nessa região.
Figura 4-6 - Força de avanço na região 1 para a afiação “A”, com os parâmetros
f=0,1mm/rev. e Vc=50 m/min. c/ cobertura.
Fonte: autoria própria.
Além disso, na Figura 4-6, na Figura 4-7 e na Figura 4-8, pode-se visualizar a força
de avanço crescente nos gráficos no início do diâmetro de 4 mm “ponta da broca” e a
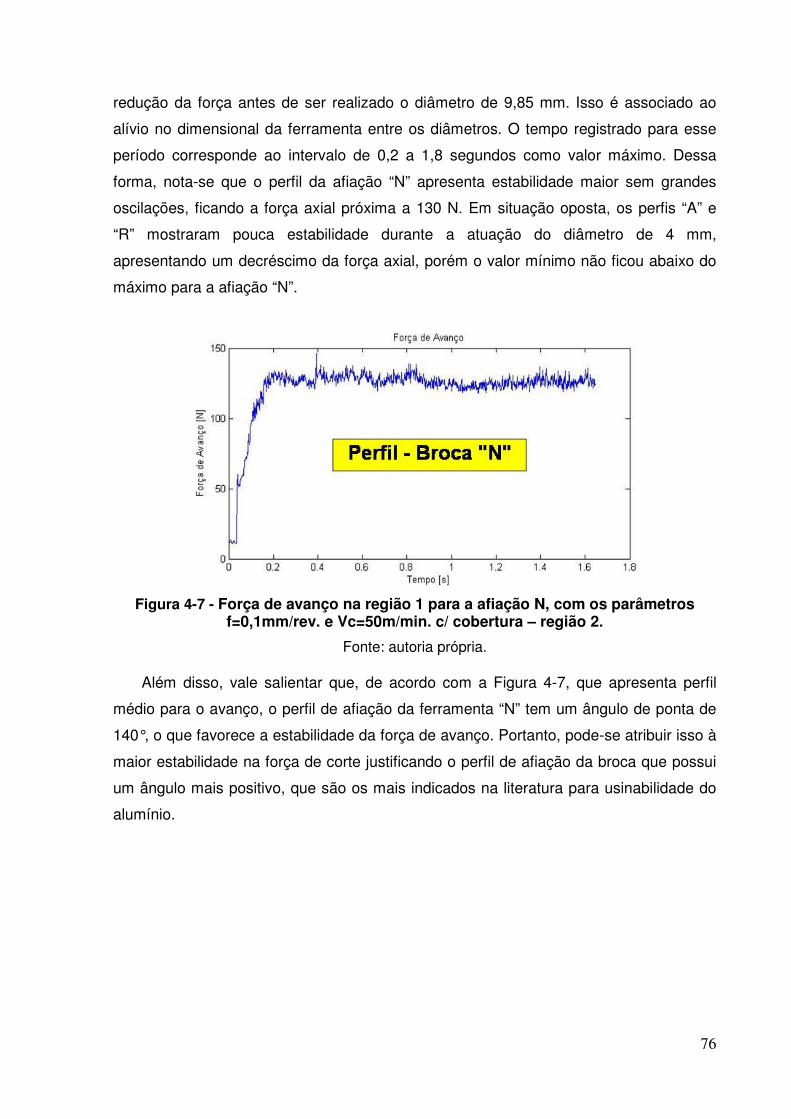
76
redução da força antes de ser realizado o diâmetro de 9,85 mm. Isso é associado ao
alívio no dimensional da ferramenta entre os diâmetros. O tempo registrado para esse
período corresponde ao intervalo de 0,2 a 1,8 segundos como valor máximo. Dessa
forma, nota-se que o perfil da afiação “N” apresenta estabilidade maior sem grandes
oscilações, ficando a força axial próxima a 130 N. Em situação oposta, os perfis “A” e
“R” mostraram pouca estabilidade durante a atuação do diâmetro de 4 mm,
apresentando um decréscimo da força axial, porém o valor mínimo não ficou abaixo do
máximo para a afiação “N”.
Figura 4-7 - Força de avanço na região 1 para a afiação N, com os parâmetros
f=0,1mm/rev. e Vc=50m/min. c/ cobertura – região 2.
Fonte: autoria própria.
Além disso, vale salientar que, de acordo com a Figura 4-7, que apresenta perfil
médio para o avanço, o perfil de afiação da ferramenta “N” tem um ângulo de ponta de
140°, o que favorece a estabilidade da força de avanço. Portanto, pode-se atribuir isso à
maior estabilidade na força de corte justificando o perfil de afiação da broca que possui
um ângulo mais positivo, que são os mais indicados na literatura para usinabilidade do
alumínio.
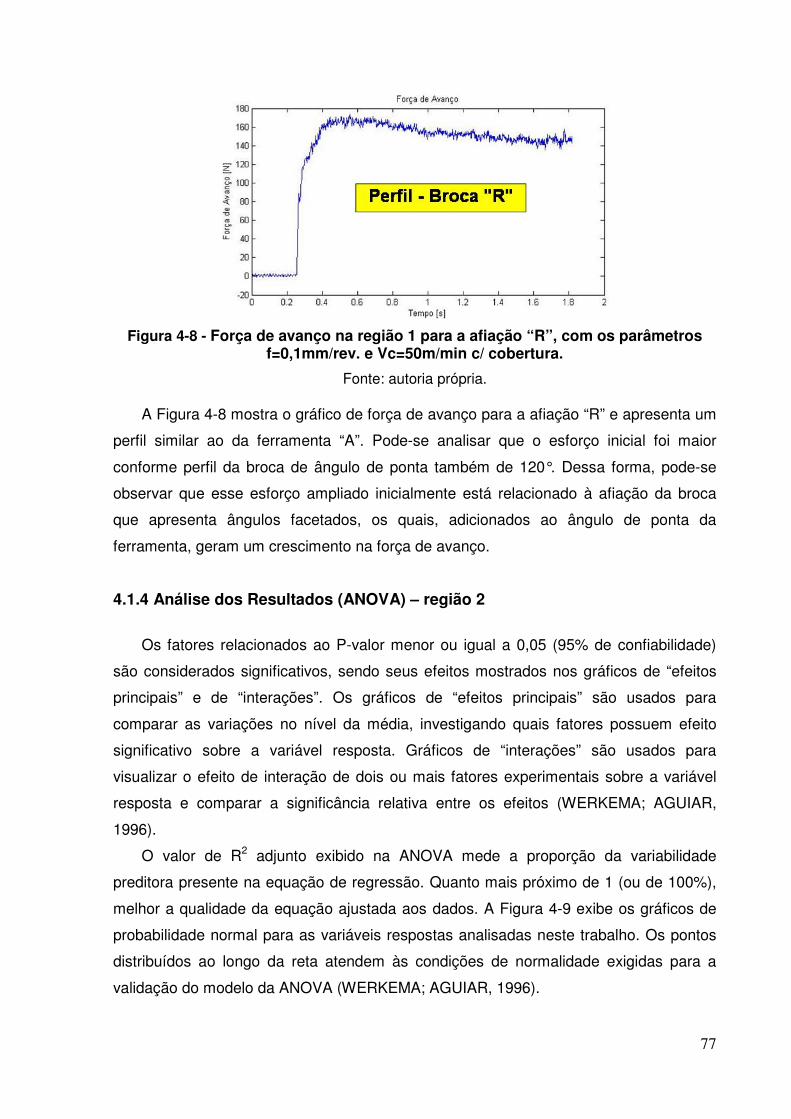
77
Figura 4-8 - Força de avanço na região 1 para a afiação “R”, com os parâmetros
f=0,1mm/rev. e Vc=50m/min c/ cobertura.
Fonte: autoria própria.
A Figura 4-8 mostra o gráfico de força de avanço para a afiação “R” e apresenta um
perfil similar ao da ferramenta “A”. Pode-se analisar que o esforço inicial foi maior
conforme perfil da broca de ângulo de ponta também de 120°. Dessa forma, pode-se
observar que esse esforço ampliado inicialmente está relacionado à afiação da broca
que apresenta ângulos facetados, os quais, adicionados ao ângulo de ponta da
ferramenta, geram um crescimento na força de avanço.
4.1.4 Análise dos Resultados (ANOVA) – região 2
Os fatores relacionados ao P-valor menor ou igual a 0,05 (95% de confiabilidade)
são considerados significativos, sendo seus efeitos mostrados nos gráficos de “efeitos
principais” e de “interações”. Os gráficos de “efeitos principais” são usados para
comparar as variações no nível da média, investigando quais fatores possuem efeito
significativo sobre a variável resposta. Gráficos de “interações” são usados para
visualizar o efeito de interação de dois ou mais fatores experimentais sobre a variável
resposta e comparar a significância relativa entre os efeitos (WERKEMA; AGUIAR,
1996).
O valor de R2 adjunto exibido na ANOVA mede a proporção da variabilidade
preditora presente na equação de regressão. Quanto mais próximo de 1 (ou de 100%),
melhor a qualidade da equação ajustada aos dados. A Figura 4-9 exibe os gráficos de
probabilidade normal para as variáveis respostas analisadas neste trabalho. Os pontos
distribuídos ao longo da reta atendem às condições de normalidade exigidas para a
validação do modelo da ANOVA (WERKEMA; AGUIAR, 1996).
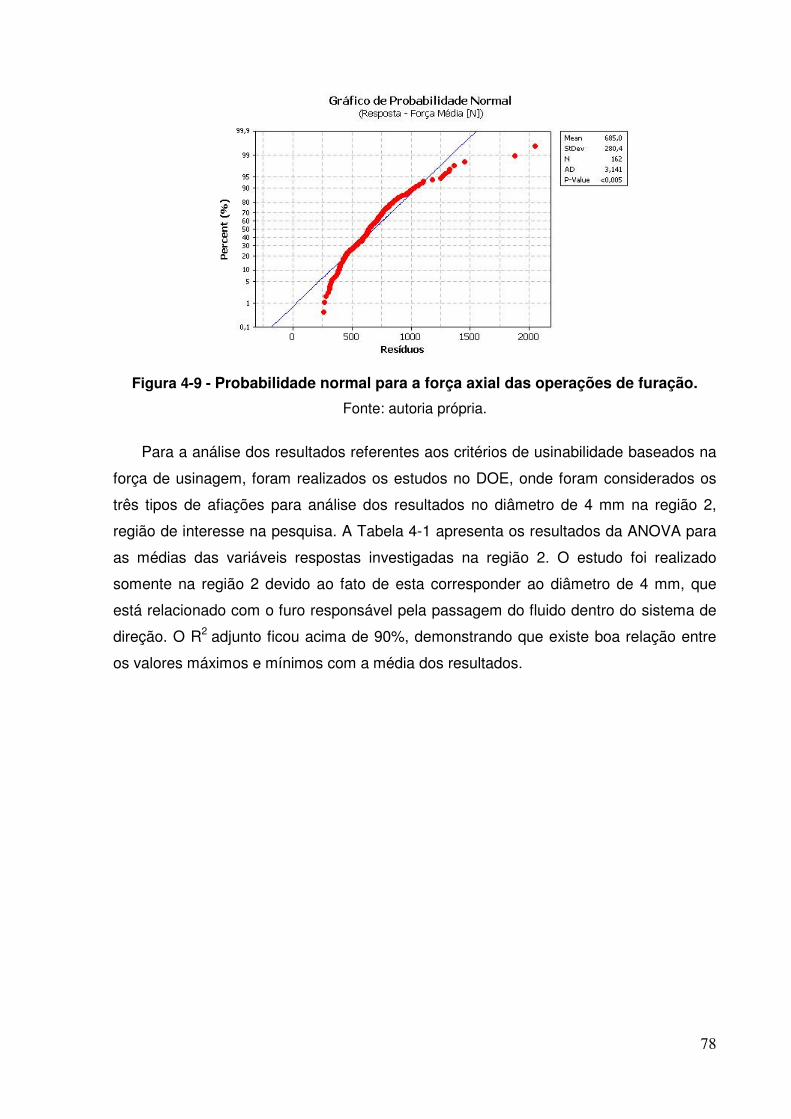
78
Figura 4-9 - Probabilidade normal para a força axial das operações de furação.
Fonte: autoria própria.
Para a análise dos resultados referentes aos critérios de usinabilidade baseados na
força de usinagem, foram realizados os estudos no DOE, onde foram considerados os
três tipos de afiações para análise dos resultados no diâmetro de 4 mm na região 2,
região de interesse na pesquisa. A Tabela 4-1 apresenta os resultados da ANOVA para
as médias das variáveis respostas investigadas na região 2. O estudo foi realizado
somente na região 2 devido ao fato de esta corresponder ao diâmetro de 4 mm, que
está relacionado com o furo responsável pela passagem do fluido dentro do sistema de
direção. O R2 adjunto ficou acima de 90%, demonstrando que existe boa relação entre
os valores máximos e mínimos com a média dos resultados.
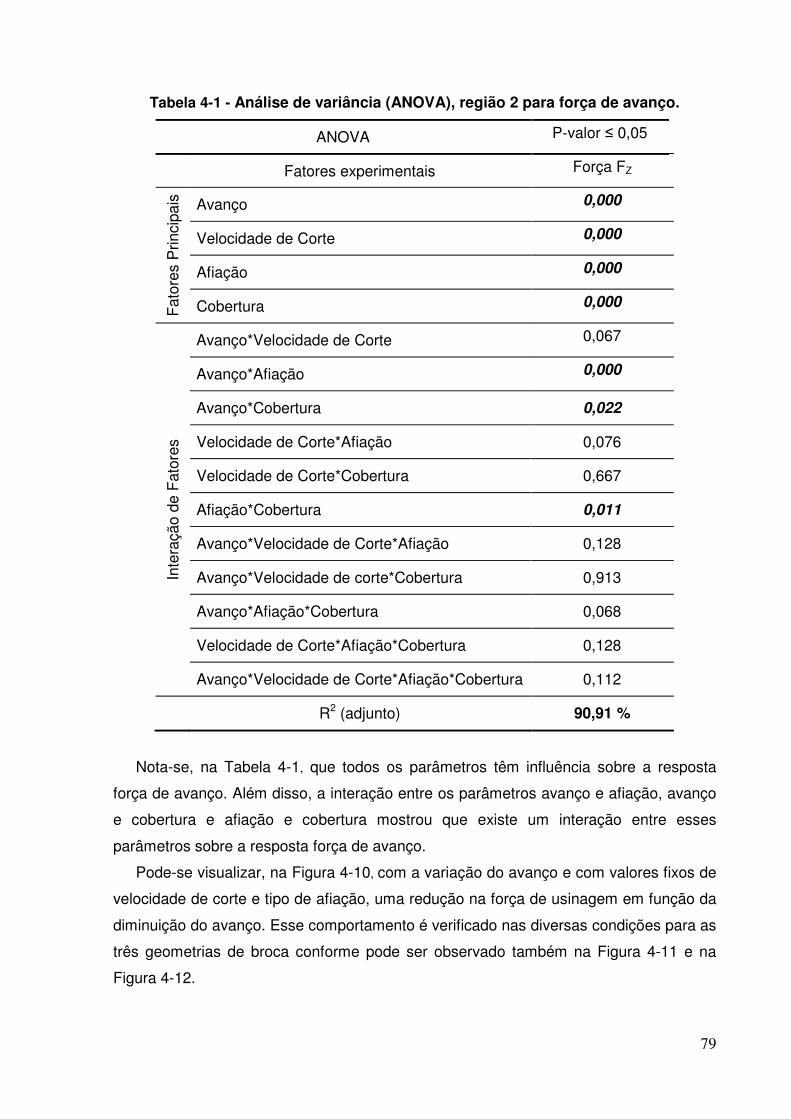
79
Tabela 4-1 - Análise de variância (ANOVA), região 2 para força de avanço.
ANOVA P-valor ≤ 0,05
Fatores experimentais Força FZ F
ator
es P
rinci
pais
Avanço 0,000
Velocidade de Corte 0,000
Afiação 0,000
Cobertura 0,000
Inte
raçã
o de
Fat
ores
Avanço*Velocidade de Corte 0,067
Avanço*Afiação 0,000
Avanço*Cobertura 0,022
Velocidade de Corte*Afiação 0,076
Velocidade de Corte*Cobertura 0,667
Afiação*Cobertura 0,011
Avanço*Velocidade de Corte*Afiação 0,128
Avanço*Velocidade de corte*Cobertura 0,913
Avanço*Afiação*Cobertura 0,068
Velocidade de Corte*Afiação*Cobertura 0,128
Avanço*Velocidade de Corte*Afiação*Cobertura 0,112
R2 (adjunto) 90,91 %
Nota-se, na Tabela 4-1, que todos os parâmetros têm influência sobre a resposta
força de avanço. Além disso, a interação entre os parâmetros avanço e afiação, avanço
e cobertura e afiação e cobertura mostrou que existe um interação entre esses
parâmetros sobre a resposta força de avanço.
Pode-se visualizar, na Figura 4-10, com a variação do avanço e com valores fixos de
velocidade de corte e tipo de afiação, uma redução na força de usinagem em função da
diminuição do avanço. Esse comportamento é verificado nas diversas condições para as
três geometrias de broca conforme pode ser observado também na Figura 4-11 e na
Figura 4-12.
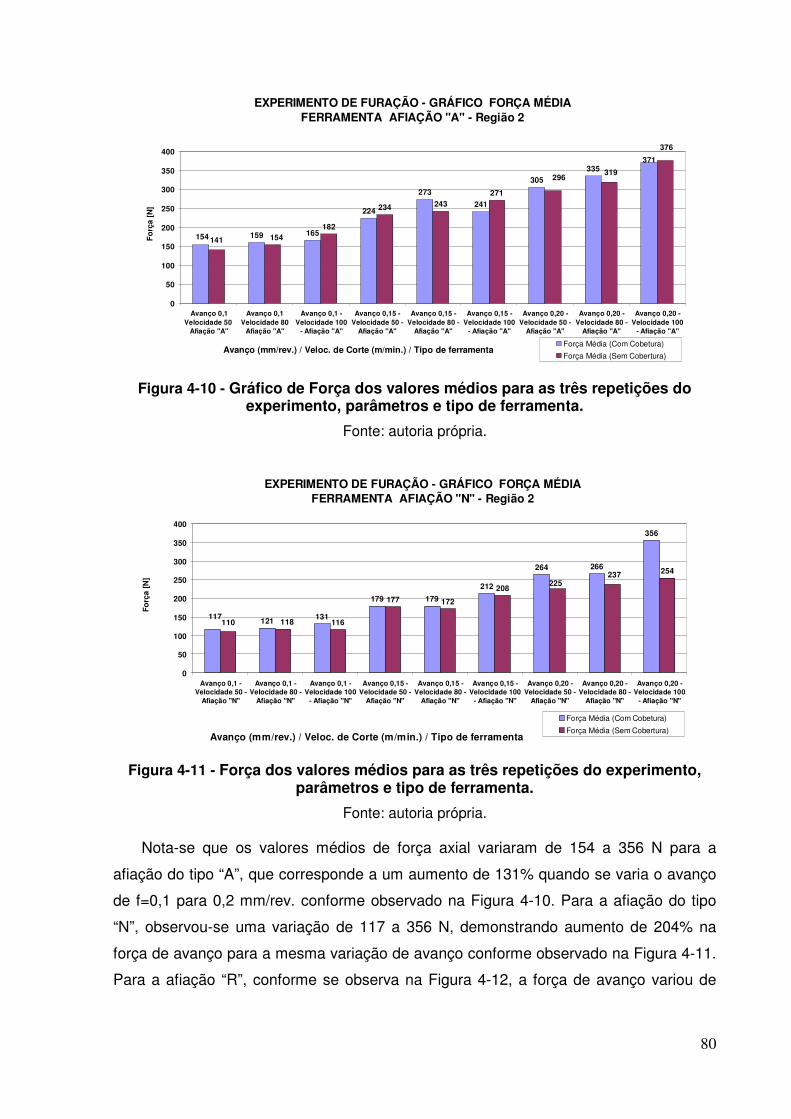
80
Figura 4-10 - Gráfico de Força dos valores médios para as três repetições do experimento, parâmetros e tipo de ferramenta.
Fonte: autoria própria.
Figura 4-11 - Força dos valores médios para as três repetições do experimento, parâmetros e tipo de ferramenta.
Fonte: autoria própria.
Nota-se que os valores médios de força axial variaram de 154 a 356 N para a
afiação do tipo “A”, que corresponde a um aumento de 131% quando se varia o avanço
de f=0,1 para 0,2 mm/rev. conforme observado na Figura 4-10. Para a afiação do tipo
“N”, observou-se uma variação de 117 a 356 N, demonstrando aumento de 204% na
força de avanço para a mesma variação de avanço conforme observado na Figura 4-11.
Para a afiação “R”, conforme se observa na Figura 4-12, a força de avanço variou de
EXPERIMENTO DE FURAÇÃO - GRÁFICO FORÇA MÉDIA FERRAMENTA AFIAÇÃO "A" - Região 2
159 165
224
273
241
305
335
182
234 243271
154
371
319296
154141
376
0
50
100
150
200
250
300
350
400
Avanço 0,1Velocidade 50
Afiação "A"
Avanço 0,1Velocidade 80
Afiação "A"
Avanço 0,1 -Velocidade 100
- Afiação "A"
Avanço 0,15 -Velocidade 50 -
Afiação "A"
Avanço 0,15 -Velocidade 80 -
Afiação "A"
Avanço 0,15 -Velocidade 100
- Afiação "A"
Avanço 0,20 -Velocidade 50 -
Afiação "A"
Avanço 0,20 -Velocidade 80 -
Afiação "A"
Avanço 0,20 -Velocidade 100
- Afiação "A"
Avanço (mm/rev.) / Veloc. de Corte (m/min.) / Tipo de ferramenta
Fo
rça
[N
]
Força Média (Com Cobetura)
Força Média (Sem Cobertura)
EXPERIMENTO DE FURAÇÃO - GRÁFICO FORÇA MÉDIA FERRAMENTA AFIAÇÃO "N" - Região 2
121 131
179 179
212
264 266
356
116
177 172
208
254
117110 118
225237
0
50
100
150
200
250
300
350
400
Avanço 0,1 -Velocidade 50 -
Afiação "N"
Avanço 0,1 -Velocidade 80 -
Afiação "N"
Avanço 0,1 -Velocidade 100
- Afiação "N"
Avanço 0,15 -Velocidade 50 -
Afiação "N"
Avanço 0,15 -Velocidade 80 -
Afiação "N"
Avanço 0,15 -Velocidade 100
- Afiação "N"
Avanço 0,20 -Velocidade 50 -
Afiação "N"
Avanço 0,20 -Velocidade 80 -
Afiação "N"
Avanço 0,20 -Velocidade 100
- Afiação "N"
Avanço (mm/rev.) / Veloc. de Corte (m/min.) / Tipo de ferramenta
Fo
rça
[N]
Força Média (Com Cobetura)
Força Média (Sem Cobertura)
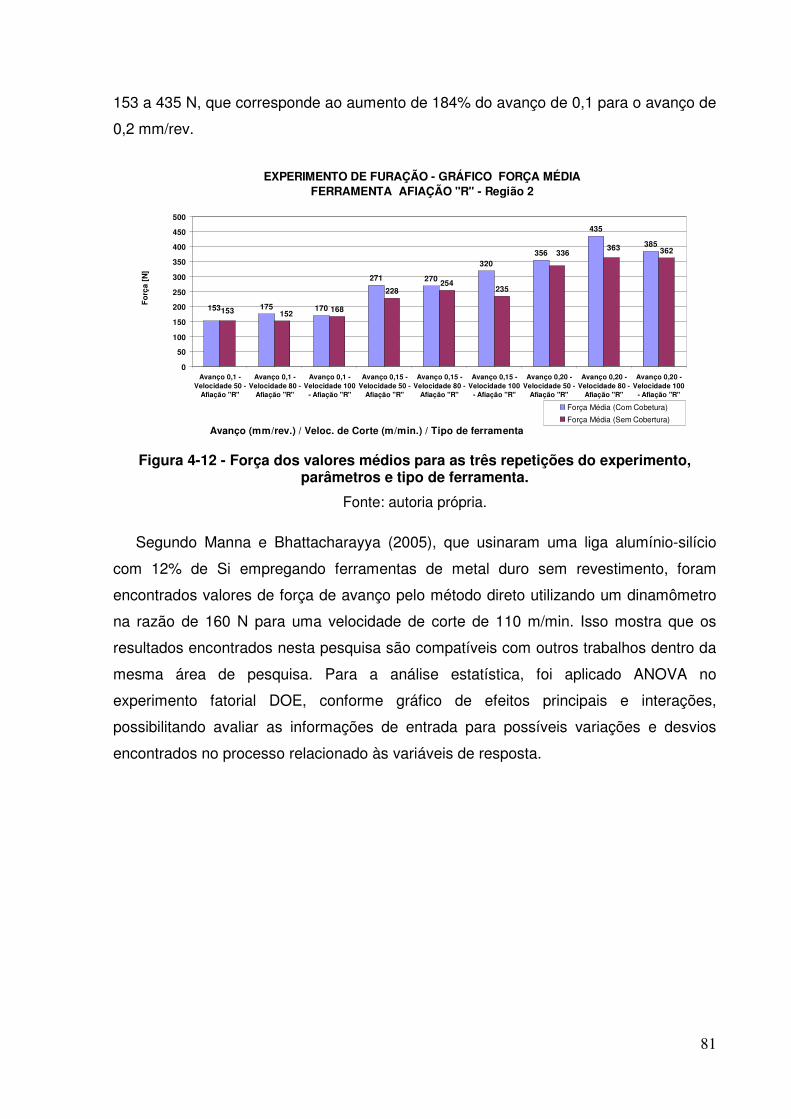
81
153 a 435 N, que corresponde ao aumento de 184% do avanço de 0,1 para o avanço de
0,2 mm/rev.
Figura 4-12 - Força dos valores médios para as três repetições do experimento, parâmetros e tipo de ferramenta.
Fonte: autoria própria.
Segundo Manna e Bhattacharayya (2005), que usinaram uma liga alumínio-silício
com 12% de Si empregando ferramentas de metal duro sem revestimento, foram
encontrados valores de força de avanço pelo método direto utilizando um dinamômetro
na razão de 160 N para uma velocidade de corte de 110 m/min. Isso mostra que os
resultados encontrados nesta pesquisa são compatíveis com outros trabalhos dentro da
mesma área de pesquisa. Para a análise estatística, foi aplicado ANOVA no
experimento fatorial DOE, conforme gráfico de efeitos principais e interações,
possibilitando avaliar as informações de entrada para possíveis variações e desvios
encontrados no processo relacionado às variáveis de resposta.
EXPERIMENTO DE FURAÇÃO - GRÁFICO FORÇA MÉDIA FERRAMENTA AFIAÇÃO "R" - Região 2
175 170
271 270
320356
435
385
168
228254
235
362
153153 152
336363
0
50
100
150
200
250
300
350
400
450
500
Avanço 0,1 -Velocidade 50 -
Afiação "R"
Avanço 0,1 -Velocidade 80 -
Afiação "R"
Avanço 0,1 -Velocidade 100
- Afiação "R"
Avanço 0,15 -Velocidade 50 -
Afiação "R"
Avanço 0,15 -Velocidade 80 -
Afiação "R"
Avanço 0,15 -Velocidade 100
- Afiação "R"
Avanço 0,20 -Velocidade 50 -
Afiação "R"
Avanço 0,20 -Velocidade 80 -
Afiação "R"
Avanço 0,20 -Velocidade 100
- Afiação "R"
Avanço (mm/rev.) / Veloc. de Corte (m/min.) / Tipo de ferramenta
Fo
rça
[N]
Força Média (Com Cobetura)
Força Média (Sem Cobertura)
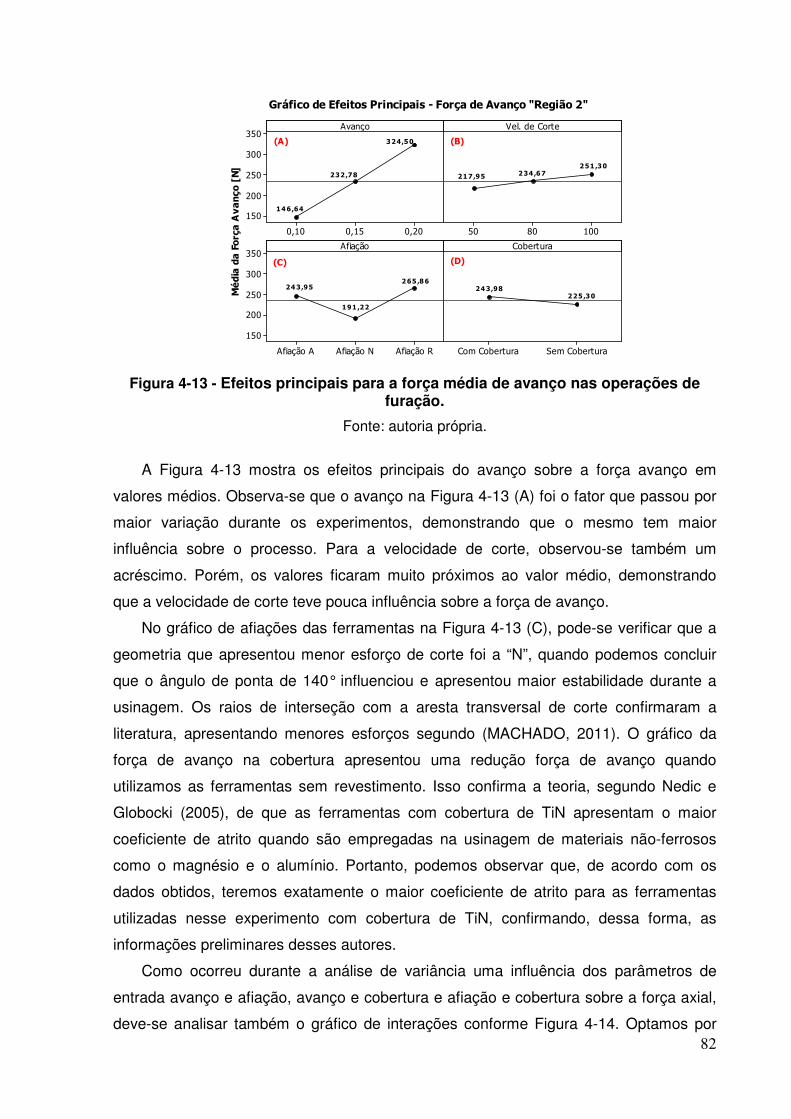
82
Figura 4-13 - Efeitos principais para a força média de avanço nas operações de furação.
Fonte: autoria própria.
A Figura 4-13 mostra os efeitos principais do avanço sobre a força avanço em
valores médios. Observa-se que o avanço na Figura 4-13 (A) foi o fator que passou por
maior variação durante os experimentos, demonstrando que o mesmo tem maior
influência sobre o processo. Para a velocidade de corte, observou-se também um
acréscimo. Porém, os valores ficaram muito próximos ao valor médio, demonstrando
que a velocidade de corte teve pouca influência sobre a força de avanço.
No gráfico de afiações das ferramentas na Figura 4-13 (C), pode-se verificar que a
geometria que apresentou menor esforço de corte foi a “N”, quando podemos concluir
que o ângulo de ponta de 140° influenciou e apresentou maior estabilidade durante a
usinagem. Os raios de interseção com a aresta transversal de corte confirmaram a
literatura, apresentando menores esforços segundo (MACHADO, 2011). O gráfico da
força de avanço na cobertura apresentou uma redução força de avanço quando
utilizamos as ferramentas sem revestimento. Isso confirma a teoria, segundo Nedic e
Globocki (2005), de que as ferramentas com cobertura de TiN apresentam o maior
coeficiente de atrito quando são empregadas na usinagem de materiais não-ferrosos
como o magnésio e o alumínio. Portanto, podemos observar que, de acordo com os
dados obtidos, teremos exatamente o maior coeficiente de atrito para as ferramentas
utilizadas nesse experimento com cobertura de TiN, confirmando, dessa forma, as
informações preliminares desses autores.
Como ocorreu durante a análise de variância uma influência dos parâmetros de
entrada avanço e afiação, avanço e cobertura e afiação e cobertura sobre a força axial,
deve-se analisar também o gráfico de interações conforme Figura 4-14. Optamos por
0,200,150,10
350
300
250
200
150
1008050
Afiação RAfiação NAfiação A
350
300
250
200
150
Sem CoberturaCom Cobertura
Avanço
Média da Força Avanço [N]
Vel. de Corte
Afiação Cobertura
Gráfico de Efeitos Principais - Força de Avanço "Região 2"
146,64
232 ,78
324,50(A)
217,95 234 ,67251 ,30
(B)
243,95
191 ,22
265 ,86243,98
225 ,30
(C) (D)
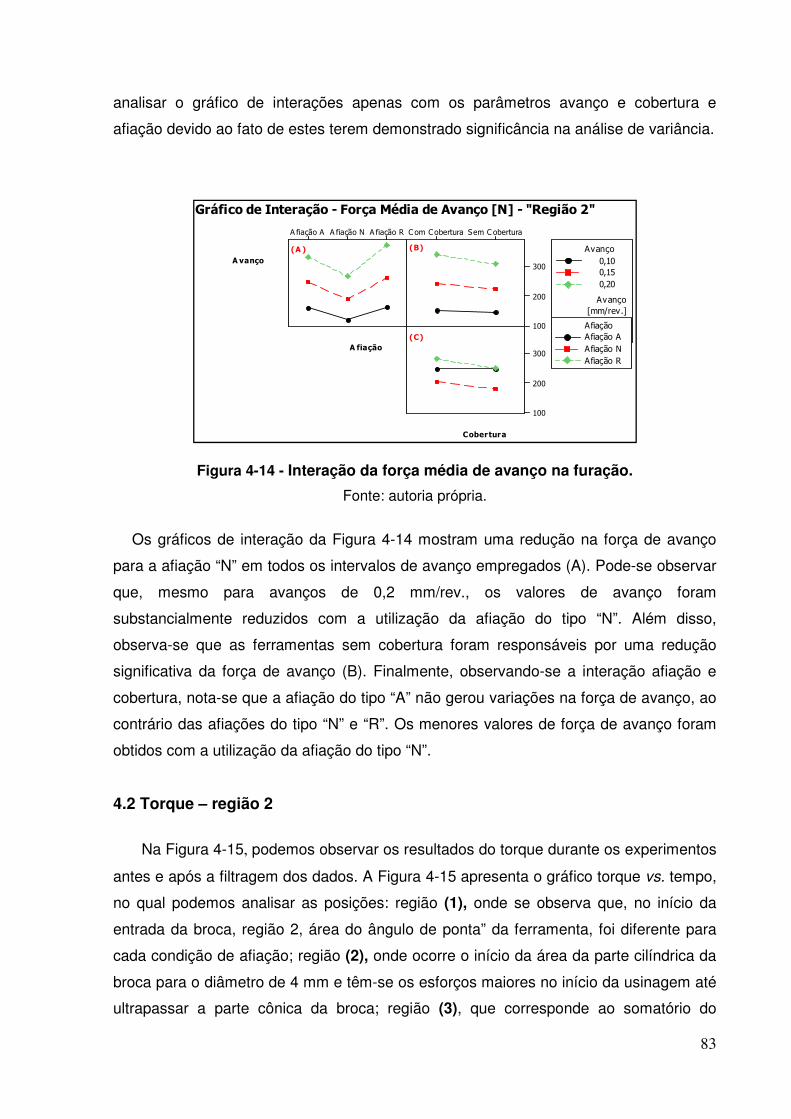
83
analisar o gráfico de interações apenas com os parâmetros avanço e cobertura e
afiação devido ao fato de estes terem demonstrado significância na análise de variância.
Figura 4-14 - Interação da força média de avanço na furação.
Fonte: autoria própria.
Os gráficos de interação da Figura 4-14 mostram uma redução na força de avanço
para a afiação “N” em todos os intervalos de avanço empregados (A). Pode-se observar
que, mesmo para avanços de 0,2 mm/rev., os valores de avanço foram
substancialmente reduzidos com a utilização da afiação do tipo “N”. Além disso,
observa-se que as ferramentas sem cobertura foram responsáveis por uma redução
significativa da força de avanço (B). Finalmente, observando-se a interação afiação e
cobertura, nota-se que a afiação do tipo “A” não gerou variações na força de avanço, ao
contrário das afiações do tipo “N” e “R”. Os menores valores de força de avanço foram
obtidos com a utilização da afiação do tipo “N”.
4.2 Torque – região 2
Na Figura 4-15, podemos observar os resultados do torque durante os experimentos
antes e após a filtragem dos dados. A Figura 4-15 apresenta o gráfico torque vs. tempo,
no qual podemos analisar as posições: região (1), onde se observa que, no início da
entrada da broca, região 2, área do ângulo de ponta” da ferramenta, foi diferente para
cada condição de afiação; região (2), onde ocorre o início da área da parte cilíndrica da
broca para o diâmetro de 4 mm e têm-se os esforços maiores no início da usinagem até
ultrapassar a parte cônica da broca; região (3), que corresponde ao somatório do
A fiação RA fiação NA fiação A Sem C oberturaC om Cobertura
300
200
100
300
200
100
A vanço
A fiação
Cobertura
0,10
0,15
0,20
Avanço
0,10
0,15
0,20
[mm/rev.]
Avanço
Afiação A
Afiação N
Afiação R
Afiação
Gráfico de Interação - Força Média de Avanço [N] - "Região 2"
(A ) (B)
(C)

84
diâmetro de 4 mm mais 9,85 mm e à saída da broca no diâmetro de 4 mm quando a
mesma deixa o furo passante; região (4), onde pode-se considerar um diâmetro 5,85
mm conforme redução do diâmetro 4 mm e onde observa-se que ocorreu uma
recuperação elástica no material após a saída do diâmetro de 4 mm; e, finalmente, a
região (5), que corresponde à usinagem do chanfro 45° e diâmetro 12 mm na saída do
gráfico.
Figura 4-15- Gráfico de efeitos principais para o torque médio nas operações de
furação.
Fonte: autoria própria.
A Figura 4-16 apresenta o gráfico de torque na região 2, para a área de interesse do
diâmetro de 4mm, onde pode-se verificar algumas oscilações nos dados de torque
adquiridos. Essa oscilação pode ser atribuída ao esforço e atrito durante a usinagem.
Entretanto, especificamente para a ferramenta com a afiação do tipo “A”, avanço
f=0,1mm/rev. e vc=50m/min, podemos definir que, conforme é ampliado o avanço, o
torque aumenta quase que proporcionalmente tanto para ferramentas com revestimento
como para ferramentas sem revestimento. A ferramenta com afiação do tipo “A”
apresentou um torque reduzido nos três níveis, comparando-se com as demais afiações.
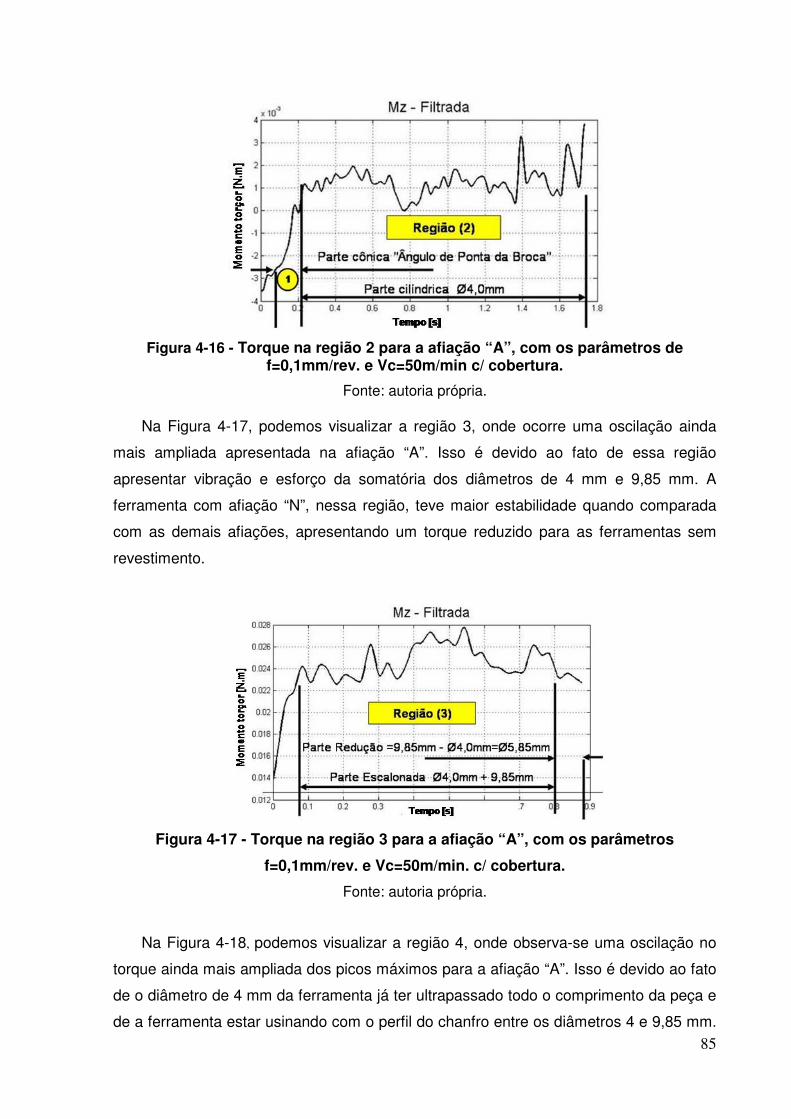
85
Figura 4-16 - Torque na região 2 para a afiação “A”, com os parâmetros de
f=0,1mm/rev. e Vc=50m/min c/ cobertura.
Fonte: autoria própria.
Na Figura 4-17, podemos visualizar a região 3, onde ocorre uma oscilação ainda
mais ampliada apresentada na afiação “A”. Isso é devido ao fato de essa região
apresentar vibração e esforço da somatória dos diâmetros de 4 mm e 9,85 mm. A
ferramenta com afiação “N”, nessa região, teve maior estabilidade quando comparada
com as demais afiações, apresentando um torque reduzido para as ferramentas sem
revestimento.
Figura 4-17 - Torque na região 3 para a afiação “A”, com os parâmetros
f=0,1mm/rev. e Vc=50m/min. c/ cobertura.
Fonte: autoria própria.
Na Figura 4-18, podemos visualizar a região 4, onde observa-se uma oscilação no
torque ainda mais ampliada dos picos máximos para a afiação “A”. Isso é devido ao fato
de o diâmetro de 4 mm da ferramenta já ter ultrapassado todo o comprimento da peça e
de a ferramenta estar usinando com o perfil do chanfro entre os diâmetros 4 e 9,85 mm.

86
Porém, pode-se considerar a ausência ou a perda da influência do ângulo de ponta
broca no diâmetro de 4 mm.
Figura 4-18 - Torque na região 4 para a afiação “A”, com os parâmetros f=0,1mm/rev. e Vc=50m/min. c/ cobertura.
Fonte: autoria própria.
A Figura 4-19 exibe o gráfico de probabilidade normal de torque para as variáveis
respostas analisadas neste trabalho. Os pontos distribuídos ao longo da reta atendem
às condições de normalidade exigidas para validação do modelo da ANOVA
(WERKEMA; AGUIAR, 1996).
Figura 4-19 - Probabilidade para o torque médio das operações de furação.
Fonte: autoria própria.

87
Os valores de torque máximo das furações, na região 2 no experimento, variaram
de 0,06 a 0,36 N.m. Durante os experimentos, o avanço, a cobertura e a interação entre
avanço e velocidade de corte apresentaram efeitos significativos, exibindo
P-valores de 0,000, e 0,053, respectivamente, conforme apresentados na Tabela 4.2.
Dessa forma, o estudo foi realizado também somente na região 2 devido ao fato de esta
corresponder ao diâmetro de 4 mm que está relacionado com o furo responsável pela
passagem do fluido dentro do sistema de direção. O R2 adjunto ficou acima de 75%,
demonstrando que existe uma boa relação entre os valores máximos e mínimos de
torque com a média dos resultados.
Tabela 4.2 - Análise de variância (ANOVA), região 2 para o torque.
ANOVA P-valor ≤ 0,05
Fatores experimentais Torque
Fat
ores
P
rinci
pais
Avanço 0,000
Velocidade de Corte 0,112
Afiação 0,355
Cobertura 0,356
Inte
raçã
o de
F
ator
es
Avanço*Velocidade de Corte 0,923
Avanço*Afiação 0,604
Avanço*Cobertura 0,406
Velocidade de Corte*Afiação 0,092
Velocidade de Corte*Cobertura 0,815
Afiação*Cobertura 0,144
Avanço*Velocidade de Corte*Afiação 0,245
Avanço*Velocidade de Corte*Cobertura 0,627
Avanço*Afiação*Cobertura 0,053
Velocidade de Corte*Afiação*Cobertura 0,273
Avanço*Velocidade de Corte*Afiação*Cobertura 0,785
R2 (adjunto) 75,57%
Pode-se visualizar, na Figura 4-20, que ocorre uma variação do avanço e com
valores fixos de velocidade de corte e tipo de afiação, e uma redução no torque de
usinagem em função da diminuição do avanço. Esse comportamento é verificado nas
diversas condições para as três geometrias de broca conforme pode ser observado
também na Figura 4-21 e na Figura 4-22.

88
Figura 4-20 - Torque dos valores médios para as três repetições do experimento,
parâmetros e tipo de ferramenta.
Fonte: autoria própria.
Figura 4-21 - Torque dos valores médios para as três repetições do experimento, parâmetros e tipo de ferramenta.
Fonte: autoria própria.
Nota-se que os valores médios do torque variaram de 0,07 a 0,36 N.m para a
afiação do tipo “A”, que corresponde a um aumento de 414% quando se varia o avanço
de 0,1 para 0,2 mm/rev. conforme observado na Figura 4-20. Para a afiação do tipo “N”,
observou-se uma variação de torque 0,12 a 0,36 N.m, demonstrando aumento de 200%
no torque para a mesma variação de avanço conforme observado na Figura 4-21. Para
a afiação “R”, conforme se observa na Figura 4-22, o torque variou de 0,08 a 0,31 N.m,
que correspondeu ao aumento de 287% do avanço de 0,1 para o avanço de 0,2 mm/rev.
0,070,11 0,10
0,22
0,27
0,23
0,28
0,36 0,35
0,06 0,06
0,14
0,190,21
0,16
0,28
0,35
0,29
0,00
0,05
0,10
0,15
0,20
0,25
0,30
0,35
0,40
Avanço 0,1 Velocidade 50 Afiação "A"
Avanço 0,1 Velocidade 80 Afiação "A"
Avanço 0,1 -Velocidade 100 -
Afiação "A"
Avanço 0,15 -Velocidade 50 -
Afiação "A"
Avanço 0,15 -Velocidade 80 -
Afiação "A"
Avanço 0,15 -Velocidade 100 -
Afiação "A"
Avanço 0,20 -Velocidade 50 -
Afiação "A"
Avanço 0,20 -Velocidade 80 -
Afiação "A"
Avanço 0,20 -Velocidade 100 -
Afiação "A"
Torq
ue
[N
.m]
Avanço (mm/rev.) / Veloc. de Corte (m/min.) / Tipo de ferramenta
EXPERIMENTO DE FURAÇÃO - GRÁFICO TORQUE MÉDIO FERRAMENTA AFIAÇÃO "A" - Região 2
Torque Máx. (Com Cobetura)
Torque Máx. (Sem Cobertura)
0,12
0,070,10
0,16 0,16
0,22
0,33
0,26
0,36
0,07
0,13
0,09
0,210,19
0,23
0,260,27
0,29
0,00
0,05
0,10
0,15
0,20
0,25
0,30
0,35
0,40
Avanço 0,1 -Velocidade 50 -
Afiação "N"
Avanço 0,1 -Velocidade 80 -
Afiação "N"
Avanço 0,1 -Velocidade 100 -
Afiação "N"
Avanço 0,15 -Velocidade 50 -
Afiação "N"
Avanço 0,15 -Velocidade 80 -
Afiação "N"
Avanço 0,15 -Velocidade 100 -
Afiação "N"
Avanço 0,20 -Velocidade 50 -
Afiação "N"
Avanço 0,20 -Velocidade 80 -
Afiação "N"
Avanço 0,20 -Velocidade 100 -
Afiação "N"
Torq
ue
[N
.m]
Avanço (mm/rev.) / Veloc. de Corte (m/min.) / Tipo de ferramenta
EXPERIMENTO DE FURAÇÃO - GRÁFICO TORQUE MÉDIO FERRAMENTA AFIAÇÃO "N" - Região 2
Torque Médio (Com Cobetura)
Torque Médio (Sem Cobertura)

89
Figura 4-22 - Torque dos valores médios para as três repetições do experimento, parâmetros e tipo de ferramenta.
Fonte: autoria própria.
Para a análise estatística, foi aplicada a análise de variância (ANOVA) no
experimento conforme gráfico de efeitos principais e interações, possibilitando avaliar as
informações de entrada para possíveis variações e desvios encontrados no processo
relacionado às variáveis de resposta, que é o objetivo da pesquisa. Nos resultados
gerados pela estatística, o torque apresentou significância somente nos gráficos de
efeito principal do avanço e interações entre avanço, afiação e cobertura.
A Figura 4-23 mostra o gráfico de efeito principal do torque sobre a força de avanço
(A). O torque mostrou-se crescente e proporcional com o aumento do avanço. Isso se
justifica devido ao aumento da taxa de remoção de material, em que teremos esforços
maiores. A seção de corte aumenta proporcionalmente com avanço. Da mesma forma
que ocorre com a força de corte, o torque se eleva na mesma proporção.
0,08 0,090,07
0,20 0,200,21
0,28
0,31
0,27
0,12
0,09
0,120,14
0,170,19
0,320,35
0,31
0,00
0,05
0,10
0,15
0,20
0,25
0,30
0,35
0,40
Avanço 0,1 -Velocidade 50 -
Afiação "R"
Avanço 0,1 -Velocidade 80 -
Afiação "R"
Avanço 0,1 -Velocidade 100 -
Afiação "R"
Avanço 0,15 -Velocidade 50 -
Afiação "R"
Avanço 0,15 -Velocidade 80 -
Afiação "R"
Avanço 0,15 -Velocidade 100 -
Afiação "R"
Avanço 0,20 -Velocidade 50 -
Afiação "R"
Avanço 0,20 -Velocidade 80 -
Afiação "R"
Avanço 0,20 -Velocidade 100 -
Afiação "R"
Torq
ue
[N
.m]
Avanço (mm/rev.) / Veloc. de Corte (m/min.) / Tipo de ferramenta
EXPERIMENTO DE FURAÇÃO - GRÁFICO TORQUE MÉDIO FERRAMENTA AFIAÇÃO "R" - Região 2
Torque Médio (Com Cobetura)
Torque Médio (Sem Cobertura)

90
Figura 4-23 - Efeitos principais para a torque médio nas operações de furação.
Fonte: autoria própria.
Figura 4-24 - Interações do Efeito do torque c/ (a) Avanço c/ afiação, (b) Avanço c/
cobertura da ferramenta e (c) afiação c/ cobertura sobre a média do torque.
Fonte: autoria própria.
Os gráficos de interações do fator avanço com o tipo de ferramenta na Figura 4-24
(A) mostram uma redução no torque quando foi utilizado o avanço de 0,1 mm/rev.
Podemos verificar que, quando ampliamos o avanço, temos condições de torque
superiores. A ferramenta que apresentou menores torques com avanço de 0,1 mm/rev.
foi a que tinha a afiação do tipo “A” sem revestimento, em que podemos verificar que
geometrias com arestas arredondadas ou esféricas aplicadas na broca de canal reto
geram menores desgastes (MACHADO, 2011).
A Figura 4-24 (B) apresenta a interação do avanço com cobertura, em que os
esforços menores foram para as ferramentas sem cobertura. Conforme Nedic e
Globocki (2005), o revestimento nas ferramentas proporciona maior atrito e esforço
durante a usinagem, mais uma vez, confirmando a teoria. Entretanto, quando se analisa
0,200,150,10
0,30
0,25
0,20
0,15
0,10
Avanço
Momento Médio [N.m]
Gráfico de Efeitos - Momento Médio - "Região 2"
0,09
0,19
0,30(A)
A fiação RA fiação NA fiação A Sem C oberturaC om C obertura
0,3
0,2
0,1
0,3
0,2
0,1
A vanço
A fiação
Cobertura
0,10
0,15
0,20
Avanço
0,10
0,15
0,20
[mm/rev.]
Avanço
Afiação A
Afiação N
Afiação R
Afiação
Gráfico Interação - Momento Médio "Região 2"
(A ) (B)
(C)
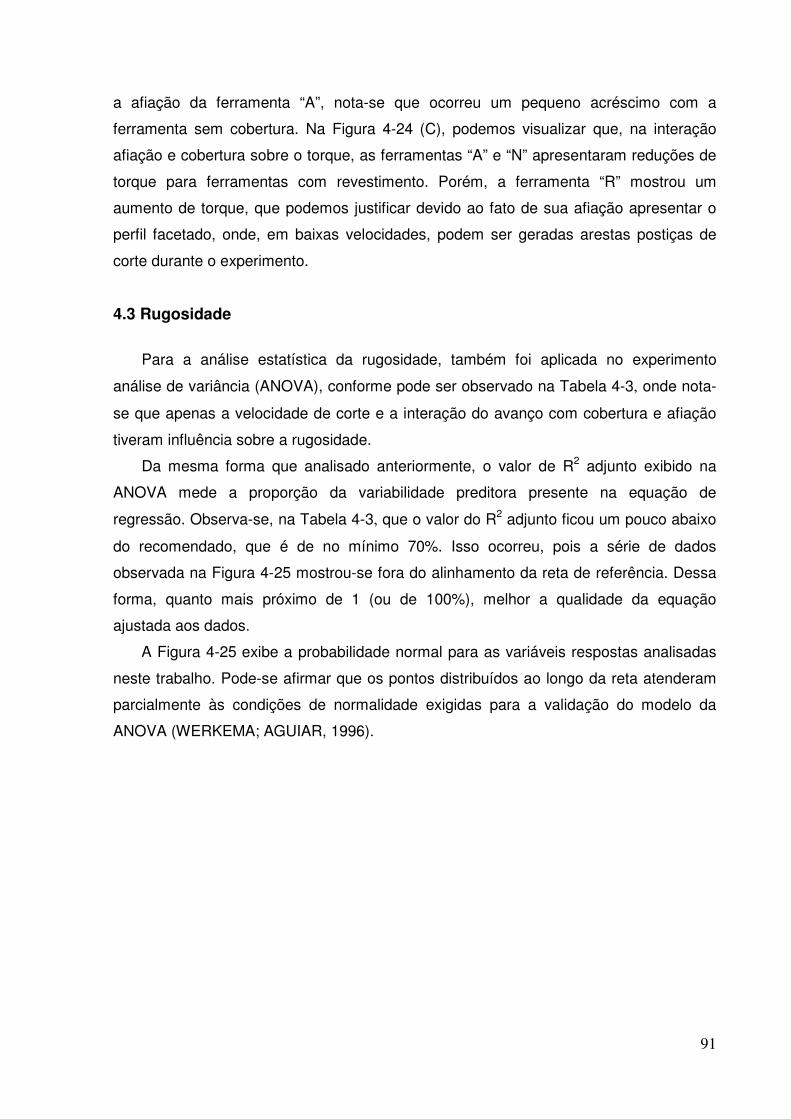
91
a afiação da ferramenta “A”, nota-se que ocorreu um pequeno acréscimo com a
ferramenta sem cobertura. Na Figura 4-24 (C), podemos visualizar que, na interação
afiação e cobertura sobre o torque, as ferramentas “A” e “N” apresentaram reduções de
torque para ferramentas com revestimento. Porém, a ferramenta “R” mostrou um
aumento de torque, que podemos justificar devido ao fato de sua afiação apresentar o
perfil facetado, onde, em baixas velocidades, podem ser geradas arestas postiças de
corte durante o experimento.
4.3 Rugosidade
Para a análise estatística da rugosidade, também foi aplicada no experimento
análise de variância (ANOVA), conforme pode ser observado na Tabela 4-3, onde nota-
se que apenas a velocidade de corte e a interação do avanço com cobertura e afiação
tiveram influência sobre a rugosidade.
Da mesma forma que analisado anteriormente, o valor de R2 adjunto exibido na
ANOVA mede a proporção da variabilidade preditora presente na equação de
regressão. Observa-se, na Tabela 4-3, que o valor do R2 adjunto ficou um pouco abaixo
do recomendado, que é de no mínimo 70%. Isso ocorreu, pois a série de dados
observada na Figura 4-25 mostrou-se fora do alinhamento da reta de referência. Dessa
forma, quanto mais próximo de 1 (ou de 100%), melhor a qualidade da equação
ajustada aos dados.
A Figura 4-25 exibe a probabilidade normal para as variáveis respostas analisadas
neste trabalho. Pode-se afirmar que os pontos distribuídos ao longo da reta atenderam
parcialmente às condições de normalidade exigidas para a validação do modelo da
ANOVA (WERKEMA; AGUIAR, 1996).
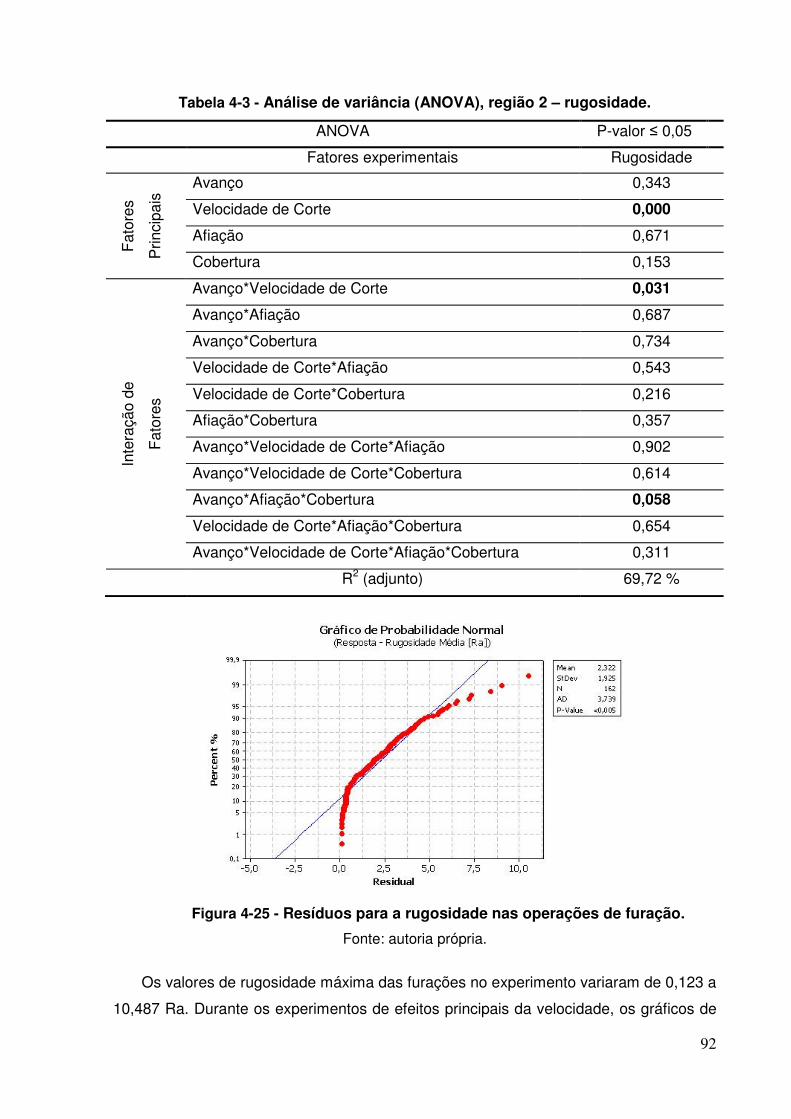
92
Tabela 4-3 - Análise de variância (ANOVA), região 2 – rugosidade.
ANOVA P-valor ≤ 0,05
Fatores experimentais Rugosidade
Fat
ores
Prin
cipa
is Avanço 0,343
Velocidade de Corte 0,000
Afiação 0,671
Cobertura 0,153
Inte
raçã
o de
Fat
ores
Avanço*Velocidade de Corte 0,031
Avanço*Afiação 0,687
Avanço*Cobertura 0,734
Velocidade de Corte*Afiação 0,543
Velocidade de Corte*Cobertura 0,216
Afiação*Cobertura 0,357
Avanço*Velocidade de Corte*Afiação 0,902
Avanço*Velocidade de Corte*Cobertura 0,614
Avanço*Afiação*Cobertura 0,058
Velocidade de Corte*Afiação*Cobertura 0,654
Avanço*Velocidade de Corte*Afiação*Cobertura 0,311
R2 (adjunto) 69,72 %
Figura 4-25 - Resíduos para a rugosidade nas operações de furação.
Fonte: autoria própria.
Os valores de rugosidade máxima das furações no experimento variaram de 0,123 a
10,487 Ra. Durante os experimentos de efeitos principais da velocidade, os gráficos de
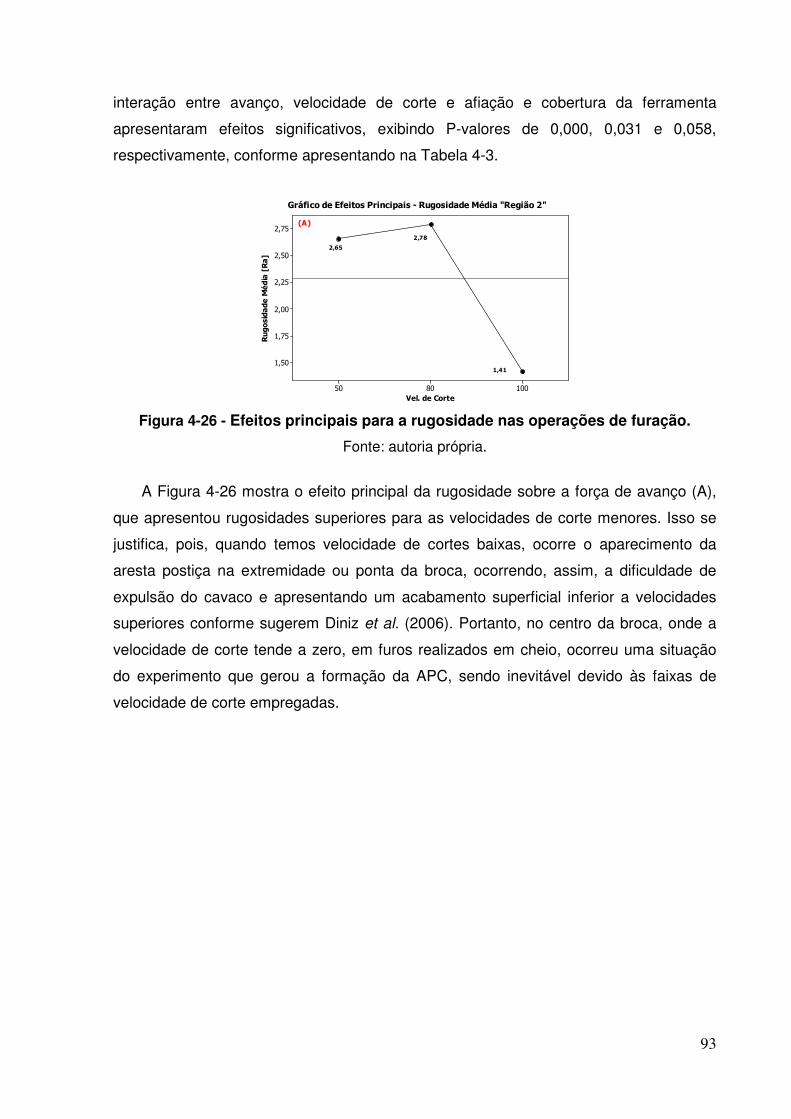
93
interação entre avanço, velocidade de corte e afiação e cobertura da ferramenta
apresentaram efeitos significativos, exibindo P-valores de 0,000, 0,031 e 0,058,
respectivamente, conforme apresentando na Tabela 4-3.
Figura 4-26 - Efeitos principais para a rugosidade nas operações de furação.
Fonte: autoria própria.
A Figura 4-26 mostra o efeito principal da rugosidade sobre a força de avanço (A),
que apresentou rugosidades superiores para as velocidades de corte menores. Isso se
justifica, pois, quando temos velocidade de cortes baixas, ocorre o aparecimento da
aresta postiça na extremidade ou ponta da broca, ocorrendo, assim, a dificuldade de
expulsão do cavaco e apresentando um acabamento superficial inferior a velocidades
superiores conforme sugerem Diniz et al. (2006). Portanto, no centro da broca, onde a
velocidade de corte tende a zero, em furos realizados em cheio, ocorreu uma situação
do experimento que gerou a formação da APC, sendo inevitável devido às faixas de
velocidade de corte empregadas.
1008050
2,75
2,50
2,25
2,00
1,75
1,50
Vel. de Corte
Rugosidade Média [Ra]
Gráfico de Efeitos Principais - Rugosidade Média "Região 2"
2,65
2,78
1,41
(A)

94
Figura 4-27 - Efeitos principais para a rugosidade nas operações de furação.
Fonte: autoria própria.
Os gráficos de interações do avanço e velocidade de corte sobre a rugosidade na
Figura 4-27 (A) mostram uma redução na rugosidade para as peças quando são
utilizados a velocidade de corte de 100 m/min. e o avanço de f=0,1 mm/rev. Pode-se
verificar também que, quando a velocidade de corte é ampliada, ocorre uma queda para
o avanço menor de 0,1 mm/rev. Pode-se definir que, novamente, tem-se a formação de
APC que eleva a rugosidade. A interação avanço, afiação e cobertura (B) apresentou
significância, em que a afiação “A” sem revestimento mostrou menores valores de
rugosidade. Isso se justifica quando utilizamos brocas com perfil canal reto e geometria
arredondada nas arestas proporciona menores esforços e valores de rugosidade
reduzidos (MACHADO, 2011).
4.4 Análise da força de avanço e torque nas regiões 3 e 4
Na Tabela 4-4, podemos visualizar a análise de variância para as regiões 3 e 4.
Para a região 3, os efeitos principais significativos sobre a força de avanço foram
avanço, velocidade de corte e cobertura. Além disso, observou-se uma interação entre o
avanço e a velocidade de corte. Como aconteceu nas outras regiões, o avanço é um
fator de grande influência quando se considera a força de avanço. Além disso, a
cobertura apresentou influência da mesma forma que aconteceu nas demais regiões
analisadas, onde ferramentas sem cobertura apresentam um menor coeficiente de atrito.
Para o torque, considerando a região 3, apenas o avanço e a cobertura tiveram
influência.
1008050 Afiação RAfiação NAfiação A Sem CoberturaCom Cobertura
4
3
2
4
3
2
4
3
2
Avanço
Vel. de Corte
Afiação
Cobertura
0,10
0,15
0,20
Avanço
0,10
0,15
0,20
[mm/rev.]
0,10
0,15
0,20
Avanço
50
80
100
Corte
Vel. de
50
80
100
[m/min]
Afiação A
Afiação N
Afiação R
Afiação
Gráfico de Interação - Rugosidade Média "Região 2"
(A)
(B)
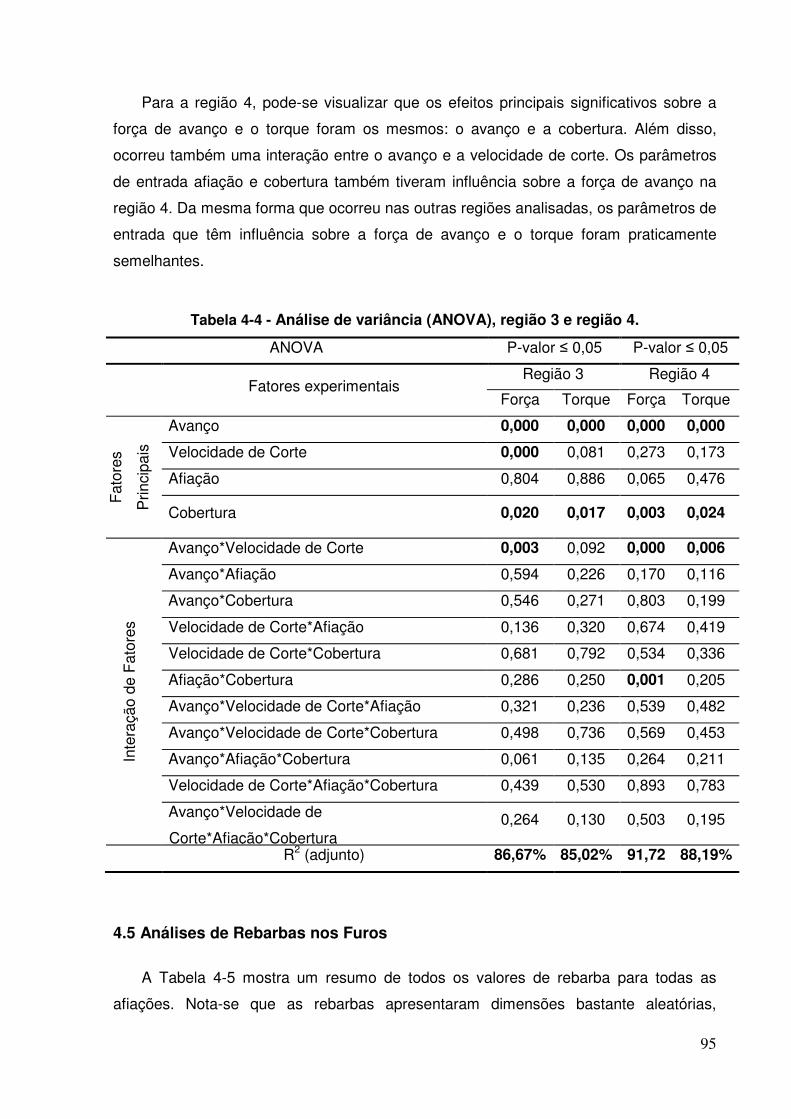
95
Para a região 4, pode-se visualizar que os efeitos principais significativos sobre a
força de avanço e o torque foram os mesmos: o avanço e a cobertura. Além disso,
ocorreu também uma interação entre o avanço e a velocidade de corte. Os parâmetros
de entrada afiação e cobertura também tiveram influência sobre a força de avanço na
região 4. Da mesma forma que ocorreu nas outras regiões analisadas, os parâmetros de
entrada que têm influência sobre a força de avanço e o torque foram praticamente
semelhantes.
Tabela 4-4 - Análise de variância (ANOVA), região 3 e região 4.
ANOVA P-valor ≤ 0,05 P-valor ≤ 0,05
Fatores experimentais Região 3 Região 4
Força Torque Força Torque
Fat
ores
Prin
cipa
is
Avanço 0,000 0,000 0,000 0,000
Velocidade de Corte 0,000 0,081 0,273 0,173
Afiação 0,804 0,886 0,065 0,476
Cobertura 0,020 0,017 0,003 0,024
Inte
raçã
o de
Fat
ores
Avanço*Velocidade de Corte 0,003 0,092 0,000 0,006
Avanço*Afiação 0,594 0,226 0,170 0,116
Avanço*Cobertura 0,546 0,271 0,803 0,199
Velocidade de Corte*Afiação 0,136 0,320 0,674 0,419
Velocidade de Corte*Cobertura 0,681 0,792 0,534 0,336
Afiação*Cobertura 0,286 0,250 0,001 0,205
Avanço*Velocidade de Corte*Afiação 0,321 0,236 0,539 0,482
Avanço*Velocidade de Corte*Cobertura 0,498 0,736 0,569 0,453
Avanço*Afiação*Cobertura 0,061 0,135 0,264 0,211
Velocidade de Corte*Afiação*Cobertura 0,439 0,530 0,893 0,783
Avanço*Velocidade de
Corte*Afiação*Cobertura 0,264 0,130 0,503 0,195
R2 (adjunto) 86,67% 85,02% 91,72 88,19%
4.5 Análises de Rebarbas nos Furos
A Tabela 4-5 mostra um resumo de todos os valores de rebarba para todas as
afiações. Nota-se que as rebarbas apresentaram dimensões bastante aleatórias,
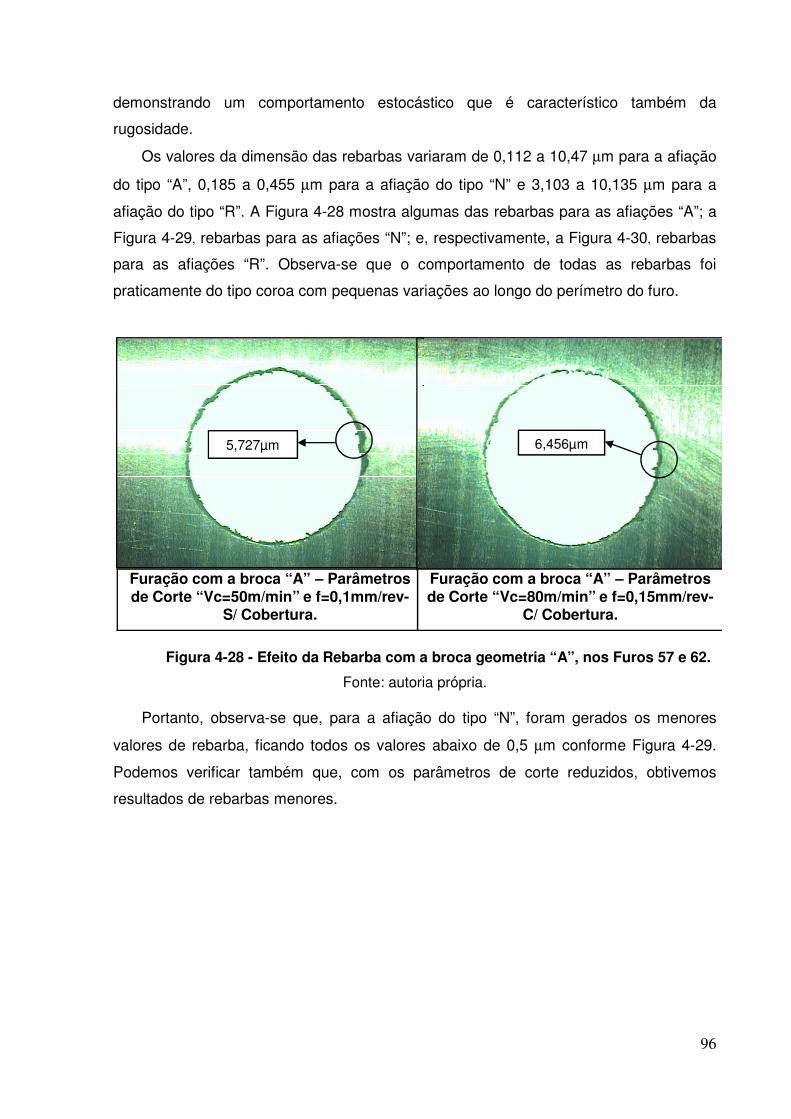
96
demonstrando um comportamento estocástico que é característico também da
rugosidade.
Os valores da dimensão das rebarbas variaram de 0,112 a 10,47 µm para a afiação
do tipo “A”, 0,185 a 0,455 µm para a afiação do tipo “N” e 3,103 a 10,135 µm para a
afiação do tipo “R”. A Figura 4-28 mostra algumas das rebarbas para as afiações “A”; a
Figura 4-29, rebarbas para as afiações “N”; e, respectivamente, a Figura 4-30, rebarbas
para as afiações “R”. Observa-se que o comportamento de todas as rebarbas foi
praticamente do tipo coroa com pequenas variações ao longo do perímetro do furo.
Figura 4-28 - Efeito da Rebarba com a broca geometria “A”, nos Furos 57 e 62.
Fonte: autoria própria.
Portanto, observa-se que, para a afiação do tipo “N”, foram gerados os menores
valores de rebarba, ficando todos os valores abaixo de 0,5 µm conforme Figura 4-29.
Podemos verificar também que, com os parâmetros de corte reduzidos, obtivemos
resultados de rebarbas menores.
5,727µm
Furação com a broca “A” – Parâmetros de Corte “Vc=50m/min” e f=0,1mm/rev-
S/ Cobertura.
6,456µm
Furação com a broca “A” – Parâmetros de Corte “Vc=80m/min” e f=0,15mm/rev-
C/ Cobertura.
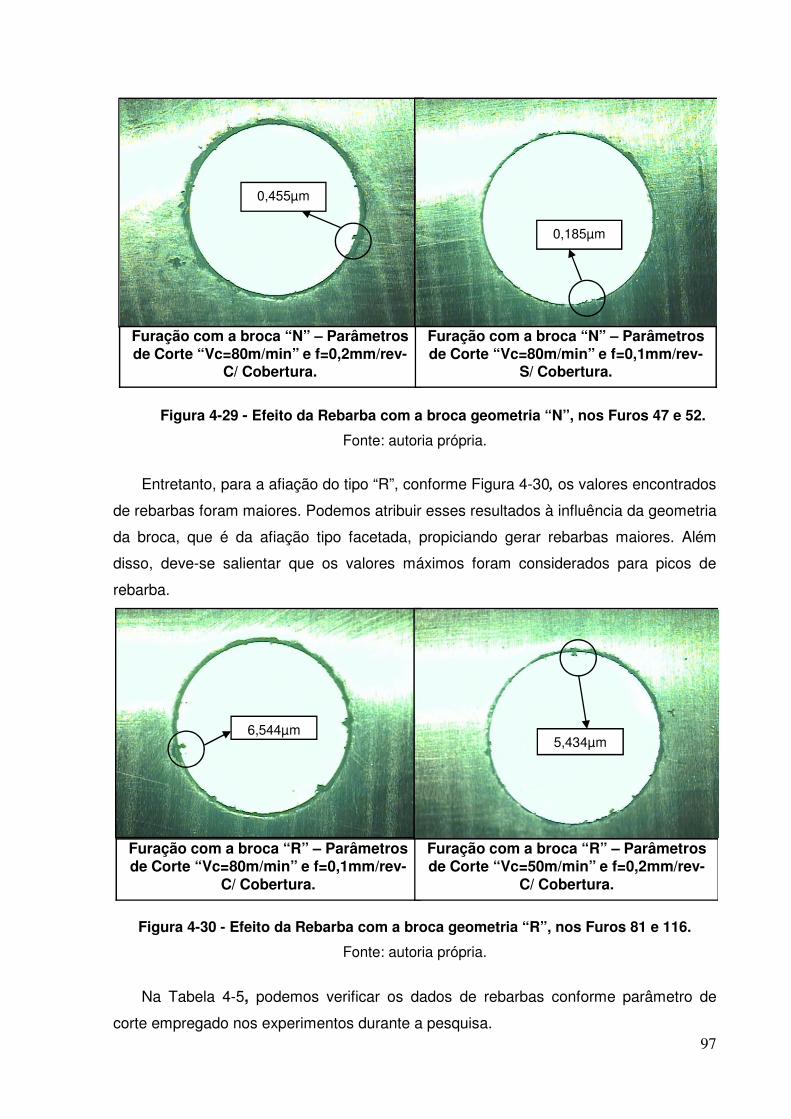
97
Figura 4-29 - Efeito da Rebarba com a broca geometria “N”, nos Furos 47 e 52.
Fonte: autoria própria.
Entretanto, para a afiação do tipo “R”, conforme Figura 4-30, os valores encontrados
de rebarbas foram maiores. Podemos atribuir esses resultados à influência da geometria
da broca, que é da afiação tipo facetada, propiciando gerar rebarbas maiores. Além
disso, deve-se salientar que os valores máximos foram considerados para picos de
rebarba.
Figura 4-30 - Efeito da Rebarba com a broca geometria “R”, nos Furos 81 e 116.
Fonte: autoria própria.
Na Tabela 4-5, podemos verificar os dados de rebarbas conforme parâmetro de
corte empregado nos experimentos durante a pesquisa.
Furação com a broca “N” – Parâmetros de Corte “Vc=80m/min” e f=0,2mm/rev-
C/ Cobertura.
Furação com a broca “N” – Parâmetros de Corte “Vc=80m/min” e f=0,1mm/rev-
S/ Cobertura.
0,185µm
0,455µm
Furação com a broca “R” – Parâmetros de Corte “Vc=80m/min” e f=0,1mm/rev-
C/ Cobertura.
Furação com a broca “R” – Parâmetros de Corte “Vc=50m/min” e f=0,2mm/rev-
C/ Cobertura.
6,544µm5,434µm

98
Tabela 4-5 - Rebarbas nos furos região 2 – diâmetro de 4 mm.
Afiação “A” Rebarba (µm)
Afiação “A” Rebarba (µm)
Afiação “A” Rebarba (µm)
Vc = 50m/min f=0,1mm/rev.
5,727 Vc = 50m/min f=0,15mm/rev.
0,171 Vc = 50m/min f=0,2mm/rev.
5,772
Vc = 80m/min f=0,1mm/rev.
0,112 Vc = 80m/min f=0,15mm/rev.
6,456 Vc = 80m/min f=0,2mm/rev.
10,487
Vc = 100m/min f=0,1mm/rev.
0,103 Vc = 100m/min f=0,1mm/rev.
0,19 Vc = 100m/min f=0,2mm/rev.
3,73
Afiação “N” Rebarba (µm)
Afiação “N” Rebarba (µm)
Afiação “N” Rebarba (µm)
Vc = 50m/min f=0,1mm/rev.
0,245 Vc = 50m/min f=0,15mm/rev.
0,452 Vc = 50m/min f=0,2mm/rev.
0,311
Vc = 80m/min f=0,1mm/rev.
0,185 Vc = 80m/min f=0,15mm/rev.
0,355 Vc = 80m/min f=0,2mm/rev.
0,455
Vc = 100m/min f=0,1mm/rev.
0,68 Vc = 100m/min f=0,1mm/rev.
0,275 Vc = 100m/min f=0,2mm/rev.
0,623
Afiação “R” Rebarba (µm)
Afiação “R” Rebarba (µm)
Afiação “R” Rebarba (µm)
Vc = 50m/min f=0,1mm/rev.
6,533 Vc = 50m/min f=0,15mm/rev.
8,135 Vc = 50m/min f=0,2mm/rev.
10,135
Vc = 80m/min f=0,1mm/rev.
6,052 Vc = 80m/min f=0,15mm/rev.
6,112 Vc = 80m/min f=0,2mm/rev.
7,512
Vc = 100m/min f=0,1mm/rev.
3,454 Vc = 100m/min f=0,1mm/rev.
3,103 Vc = 100m/min f=0,2mm/rev.
3,803
7,15
2,27 Média:
0,36 Média:
Média:
Média:
6,66
Média: 0,46
Média: 5,78 Média:
1,98Média:
Média:
5,35
0,37
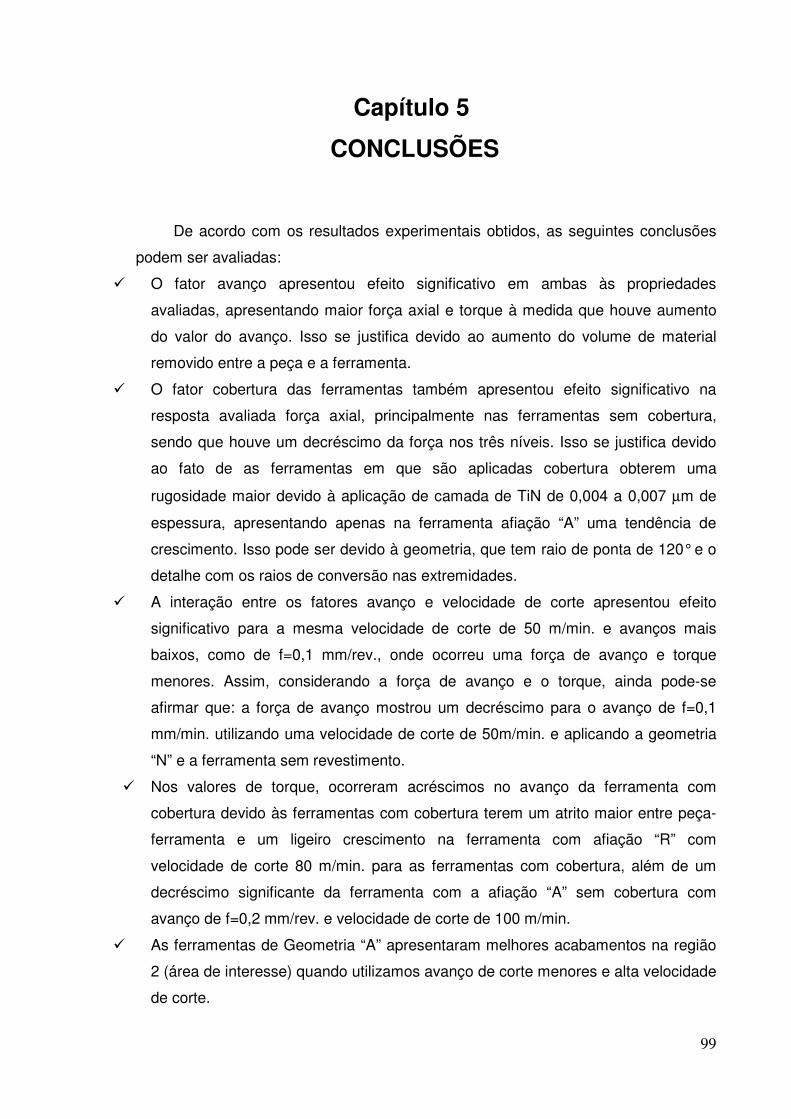
99
Capítulo 5
CONCLUSÕES
De acordo com os resultados experimentais obtidos, as seguintes conclusões
podem ser avaliadas:
� O fator avanço apresentou efeito significativo em ambas às propriedades
avaliadas, apresentando maior força axial e torque à medida que houve aumento
do valor do avanço. Isso se justifica devido ao aumento do volume de material
removido entre a peça e a ferramenta.
� O fator cobertura das ferramentas também apresentou efeito significativo na
resposta avaliada força axial, principalmente nas ferramentas sem cobertura,
sendo que houve um decréscimo da força nos três níveis. Isso se justifica devido
ao fato de as ferramentas em que são aplicadas cobertura obterem uma
rugosidade maior devido à aplicação de camada de TiN de 0,004 a 0,007 µm de
espessura, apresentando apenas na ferramenta afiação “A” uma tendência de
crescimento. Isso pode ser devido à geometria, que tem raio de ponta de 120° e o
detalhe com os raios de conversão nas extremidades.
� A interação entre os fatores avanço e velocidade de corte apresentou efeito
significativo para a mesma velocidade de corte de 50 m/min. e avanços mais
baixos, como de f=0,1 mm/rev., onde ocorreu uma força de avanço e torque
menores. Assim, considerando a força de avanço e o torque, ainda pode-se
afirmar que: a força de avanço mostrou um decréscimo para o avanço de f=0,1
mm/min. utilizando uma velocidade de corte de 50m/min. e aplicando a geometria
“N” e a ferramenta sem revestimento.
� Nos valores de torque, ocorreram acréscimos no avanço da ferramenta com
cobertura devido às ferramentas com cobertura terem um atrito maior entre peça-
ferramenta e um ligeiro crescimento na ferramenta com afiação “R” com
velocidade de corte 80 m/min. para as ferramentas com cobertura, além de um
decréscimo significante da ferramenta com a afiação “A” sem cobertura com
avanço de f=0,2 mm/rev. e velocidade de corte de 100 m/min.
� As ferramentas de Geometria “A” apresentaram melhores acabamentos na região
2 (área de interesse) quando utilizamos avanço de corte menores e alta velocidade
de corte.
100
5.1 Sugestões para trabalhos futuros
Para dar continuidade a esta linha de pesquisa, são propostos alguns temas que
completariam esta pesquisa:
� Realizar o estudo com os mesmos métodos e procedimentos experimentais
verificando a vida útil das ferramentas nas geometrias “A”, “N” e “R” e sua
influência no acabamento superficial das peças.
� Estudo de caso aplicando “MQL” como fluidos de corte nos experimentos já
realizados e fazendo um comparativo de acabamento e vida útil de ferramenta.
� Realizar novos experimentos aplicando diferentes revestimentos e analisando a
influência na formação de rebarbas.
101
REFERÊNCIAS
ARENAS, G. W. Uma contribuição ao processo de furação sem fluido de corte com
broca de metal duro revestida com TiAIN. 2003. Tese (Doutorado)-Departamento de
Engenharia Mecânica, Universidade Estadual de Campinas, 2003.
ARSECULARATNE, J. A.; ZHANG, L. C.; MONTROSS, C. Wear and tool life of tungsten
carbide, PCBN and PCD cutting tools. International Journal of Machine Tools &
Manufacture Design, Research and Application, v. 46, p. 482-491, 2006.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS; AMERICAN SOCIETY FOR
METALS. Metals Handbook, 1989.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6176. Brocas helicoidais.
Terminologia. Rio de Janeiro, 1977.
ASTAKHOV, V. P. Tribology of Metal Cutting. Tribology and Interface Engineering
Series, Elsevier, n. 52, 2006.
BARBOSA, A. P. Furação de ferro fundido austemperado e nodular perlítico. 2009.
Dissertação (Mestrado em Engenharia Mecânica)-Universidade Federal de Uberlândia,
Uberlândia, 2009.
BEZERRA, A. A. Influência dos principais parâmetros de corte no processo de
alargamento de uma liga de alumínio-silício. 1998. Dissertação (Mestrado)-
Universidade Federal de Uberlândia, Uberlândia, 1998.
______; MACHADO, A. R.; SOUZA, A. M.; EZUGWU, E. O. Effects of machining
parameters when reaming aluminium-silicon (SAE 322) alloy. Journal of Materials
Processing Technology, v 112, p. 185-198, 2001.
BORDINASSI, E. C. Estudo do processo de furação em aço com brocas helicoidais
de aço rápido. 2002. Dissertação (Mestrado)-Escola Politécnica, Universidade de São
Paulo, São Paulo, 2002.
102
BORK, C. A. Otimização de variáveis de processo para a furação do aço inoxidável
austenítico DIN 1.4541. 1995. Dissertação (Mestrado em Engenharia Mecânica)-
Universidade Federal de Santa Catarina, Florianópolis, 1995.
BUDYNAS, R. G. Shigley’s mechanical engineering design. 8th ed. New York:
Mcgraw-Hill, 2008.
CALLISTER, W. D. Fundamentos da ciência e engenharia de materiais: uma
abordagem integrada. Rio de Janeiro: LTC, 2006.
CARVALHO, A. O. Análise da dinâmica do processo de roscamento por
conformação na liga de Magnésio AM60. 2011. Dissertação (Mestrado)-Departamento
de Engenharia Mecânica, Universidade Federal de São João del-Rei, São João del-Rei,
2011.
CASTILLO, W. G. Furação de ferro fundido cinzento GC 25 com brocas de metal-
duro com canais retos. 2005. Dissertação (Mestrado em Engenharia Mecânica)-
Universidade Federal de Santa Catarina, Florianópolis, 2005.
CHEN, Y. C.; LIAO, Y. S. Study on wear mechanisms in drilling of inconel 718 super
allouy. Journal of Materials Processing Technology, v. 140, p. 269-273, 2003.
CHIAVERINI, V. Tecnologia Mecânica. 2. ed. São Paulo: McGraw-Hill do Brasil, 1986.
v. 2-3.
CHILDS, T.; MAEKAWA, K.; OBIKAWA, T.; YAMANE, Y. Metal machining theory and
applications. 1th ed. New York: John Wiley & Sons Inc, 2000.
CORRÊA, M. Um Estudo Comparativo do Comportamento das Afiações Cônica e
Cônica Radial (Racon) em Brocas Helicoidais de Aço Rápido. 1996. 118p.
Dissertação (Mestrado em Engenharia Mecânica)-Universidade Estadual de Campinas,
Campinas, 1996.
COTTERELL, M. G.; KELLY, J. F. Minimal lubrication machining of aluminum alloys.
Journal of Materials Processing Technology, n. 120, p. 327-334, 2002.

103
DINIZ, A. E.; MARCONDES, F. C.; COPPINI, N. L. Tecnologia da usinagem dos
materiais. 5. ed. São Paulo: Artliber, 2006.
DOEHLER, H. H. Die casting. Tokyo: McGraw-Hill Book Company, 1951.
ECTUNE, H. M.; OYSU C. Drill wear monitoring using cutting force signals. Journal
Mechatronics, v. 14, p. 533-548, 2004.
ENOMOTO, S.; IOI, T.; KATO, K.; ZHOU, L. LIU, X. Burr reduction with a fine-scrape
cutter. Journal of Materials Processing Technology, v. 124, p. 225-258, 2002.
FACCIO, I. Investigações sobre o acabamento superficial de usinagem com
altíssima velocidade de corte. 2002. Dissertação (Mestrado)-Departamento de
Engenharia Mecânica, Universidade de São Paulo, São Paulo, 2002.
FERRARESI, D. Fundamentos da usinagem dos metais. São Paulo: E. Blücher, 1997.
FRANCO, P. G. R. Procedimentos e Critérios Tradicionais de Avaliação do
Desempenho de Brocas Helicoidais. Laboratório de Mecânica de Precisão.
Universidade Federal de Santa Catarina, Florianópolis, 1999.
HAQ, A. N.; MARIMUTHU P.; JEYAPAUL, R. Multi response optimization of machining
parameters of drilling Al/SiC metal matrix composite using grey relational analysis in the
Taguchi method. International Journal of Advanced Manufacturing Technology, v.
37, p. 250-255, 2008.
HARRIS, S. G.; VLASVED, A. C; DOYLE, E. D; DOLDER, P. J. Dry machining –
commercial viability through filtered arc vapor deposited coating. Surface and Coating
Technology, n. 133-134, p. 383-388, 2000.
HEINE, R. W.; LOPER, C. R. Jr; ROSENTHAL, P. C. Principle of metal casting. 2nd ed.
USA: McGraw-Hill Book Company, 1967.
KALLIDAS, S.; DE VOR, R. E.; KAPOOR, S. G. Experimental investigation of the effect
of drill coatings on hole quality under dry and wet drilling condition. Surface and Coating
Technology, n. 148, p. 117-128, 2001.
104
KE, F.; NI, J.; STEPHENSON, D. A. Continuous chip formation in drilling. International
Journal of Machine Tools & Manufacture, p. 1-7, 2005.
KIM, J.; MIN, S.; DORNFELD, D. A. Optimization and control of drilling burr formation of
ASI 304L and AISI 4118 based on drilling burr control charts. International Journal of
Machine Tools & Manufacture: design, research and application, v. 41, p. 923-936,
2001.
KO, S. L.; LEE, J. K. Analysis of burr formation in drilling with a new concept drill.
Journal of Materials Processing Technology, v. 113, p. 197-205, 2001.
MACHADO, R. A.; SILVA, M. B.; Usinagem dos metais. 4. rev. Laboratório de Ensino e
Pesquisa em Usinagem, Universidade Federal de Uberlândia, 1999.
______; ______; Usinagem dos metais. 7. rev. Uberlândia, UFU, 2004 (Apostila
didática).
MACHADO, C. A. M. Estudo comparativo de diferentes geometrias de corte em
broca de metal duro com canal reto em ferro fundido cinzento. 2011. Dissertação
(Mestrado em Engenharia Mecânica)-Universidade Estadual de Campinas, Campinas,
2011.
MAHDY, M. A. M. Economic drilling conditions for a given the burring radius. Journal of
Materials Processing Technology, v. 110, p. 197-205, 2000.
MANNA, A.; BHATTACHARAYYA, B. Influence of machining parameters on the
machinability of particulate reinforced Al/SiC–MMC. International Journal of Advanced
Manufacturing Technology, v. 25, p. 850-856, 2005.
MARCONDES, F. A História do Metal Duro. São Paulo: Unida Artes Gráficas e Editora,
1990.
MARMENTINI, M. M. Análise da Furação do Ferro Fundido Nodular utilizando
Brocas Helicoidais de M2 Nitretadas. 2009. 128p. Dissertação (Mestrado em
105
Engenharia)-Programa de Pós-graduação em Engenharia Mecânica e de Materiais,
Universidade Tecnológica Federal do Paraná, Curitiba, 2009.
MARTINS, P. S. Avaliação dos Sistemas de fixação hidráulico e térmico de brocas
de metal duro em furação do Cabeçote do Motor Fire. 2008. 108p. Dissertação (Pós-
Graduação em Engenharia Mecânica)-Pontifícia Universidade Católica de Minas Gerais,
Belo Horizonte, 2008.
MATTES, W. Influência dos revestimentos de brocas na furação do ferro fundido
nodular austemperados. 2009. 112p. Dissertação (Mestrado em Engenharia
Mecânica)-Sociedade Educacional de Santa Catarina, Joinville, 2009.
MICHELETTI, G. F. Mecanizado por arranque de viruta. 2. ed. Barcelona: Editorial
Blume, 1980.
MIN, S.; KIM, J.: DORNFELD, D. A. Development of a drilling burr control chart for low
alloy steel, ASI 4118. Journal of Materials Processing Technology, v. 113, p. 4-9,
2001.
MOCELLIN, F. Avaliação da usinabilidade do ferro fundido vermicular em ensaios
de furação. 2002. 112p. Dissertação (Mestrado em Engenharia Mecânica)-
Departamento de Engenharia Mecânica, Universidade Federal de Santa Catarina.
Florianópolis, 2002.
NAKAYAMA, K.; ARAI, M. Burr formation on metal cutting. Annals of the CIRP, v. 36, p.
33-36, 1987.
NEDIC, B.; GLOBOCKI, G. L. Friction coefficient for all alloys and tool materials contact
pairs. Tribology in Industry, v. 27, n. 3-4, p. 53-56, 2005. In: NOUARI, M.; LIST, G.;
GIROT, F.; COUPARD, D. Experimental analysis and optimisation of tool wear in
dry machining of aluminium alloys. Wear, v. 255, p. 1359-1368, 2003.
NOVASKI, O. Contribuições ao Processo de Furação com Brocas Helicoidais.
1996. 153p. Tese (Livre Docência)-Universidade Estadual de Campinas, Campinas,
1996.
106
OLIVEIRA, V. V. Influência da geometria de brocas na furação do ferro fundido
vermicular. 2008. Dissertação (Mestrado em Engenharia Mecânica)-Universidade
Federal Tecnológica do Paraná, Curitiba, 2008.
OUTEIRO, J. C.; DIAS, A. M.; LEBRUN, J. L.; ASTAKHOV, V. P. Machining residual
stresses in AISI 316L steel and their correlation with the cutting parameters. Machining
Science and Technology, v. 6, p. 251-270, 2002.
PANDE, S. S.; RELEKAR, H. P. Investigations on reducing burr formation in drilling.
International Journal of Machine Tools & Manufacture Design, Research and
Applications, v. 26, p. 339-348, 1985.
PIRTINI, M.; LAZOGLU, I. Forces and hole quality drilling. International Journal of
Machine Tools & Manufacture Design, Research and Applications. v. 45, p. 1271-
1281, 2005.
POULACHON, G.; MOISAN, A. L.; DESSOLY, M. Contribution à l’étude des
mécanismes de coupe en tournagedur: A contribution to the study of the cutting
mechanisms in hard turning. Mécanique & Industries, v. 3, n. 4, p. 291-299, 2002.
REIS, D. D.; ABRÃO, A. M. The machining of aluminium alloy 6351. Journal
Engineering Manufacture, v. 219, part b, p. 27-33, 2005.
SALAMA, A. S.; ELSAWY, A. H. The dynamic geometry of a twist drill point. Journal of
Materials Processing Technology, v. 56, p. 45-53, 1996.
SALES, W. F.; BECKER, M.; GURGEL, A. G.; JÚNIOR, J. L. Dynamic behavior
analysis of drill-threading process when machining AISI Al-Si-Cu4 alloy.
International Journal Advanced Manufacturing Technology. Springer, 2008.
______; SANTOS, S. C. Fundamentos da Usinagem dos Materiais. Belo Horizonte:
PUC Minas, 2003 (Apostila).
SANDVIK, C. Ferramentas para furação. AB Sandvik Coromant, Suécia, código Pt-
8400-2, 1979.
107
SANTOS, A. L.; BELONI dos. Metodologia via redes neurais para a estimativa da
rugosidade e do desgaste de ferramenta de corte no processo de fresamento
frontal. 2001. Tese (Doutorado em Engenharia Mecânica)-Universidade Federal de
Uberlândia, Uberlândia, 2001.
SANTOS, S. C. Furação de Ferro Fundido Cinzento com Brocas de Metal Duro
Integral. 1999. Dissertação (Mestrado em Engenharia Mecânica)-Centro de Ciências
Exatas e Tecnologia, Universidade Federal de Uberlândia, Uberlândia, 1999.
______; WILEY F. Aspectos Tribológicos da Usinagem dos Materiais. São Paulo:
Artlibler, 2007.
SATURNINO, L. J. M. Desenvolvimento de Ferramentas para definição, análise e
avaliação de desenvolvimento de veículos automotivos. 2004. Dissertação
(Mestrado)-Departamento de Engenharia Mecânica, Pontifícia Universidade Católica de
Minas Gerais, Belo Horizonte, 2004.
SAUNDERS, L. K. L. A finite element model of exit burrs for drilling of metals. Finite
Elements in Analysis and Design, v. 40, n. 2, p. 139-158, 2003.
SCHROETER, R. B.; WEINGAERTNER, W. L. Tecnologia da Usinagem com
Ferramentas de Corte de Geometria Definida. Tradução Rolf Bertrand Schroeter e
Walter Lindolfo Weingaertner. Florianópolis, 2002.
SEGAL, L.; TOVBIN, R. Hard coatings for heavy duty stamping tools. SAE Paper, v. 1,
p. 3230, 1999.
SHAW, M. C. Metal Cutting Principles. Oxford: Oxford University Press, 1984. ISBN 0-
19-859002-4.
______. Metal Cutting Principles. Oxford: Science Publications, Claredon Press, 2005.
In: SIEGEL, M. Fundição. 15. ed. São Paulo: Associação Brasileira de Metais, 1985.
SIHVO, I.; VARIS, J. The wear of single flute gun drill and tool life tests. Mechanika, v.
73, n. 5, p. 1207-1392, 2008.
108
STEMMER, C. E. Ferramentas de corte I. 4. ed. Florianópolis: Ed. da UFSC, 1995.
______. Ferramentas de corte I e II. 6. ed. Florianópolis: Ed. da UFSC, 2005.
STIPKOVIC FILHO, M.; BATALHA, G. F. Study of the drilling process with HSS twist
drills. International Congress of Mechanical Engeneering, v. 17, COBEM 2003: São
Paulo: ABCM, p. 1-10, 2003.
SUAREZ, M. P.; COSTA, E. S.; MACHADO, A. R. Influência dos Parâmetros de Corte
no Acabamento de Canais em Alumínio Aeronáutico 7075-T7. In: CONGRESSO
NACIONAL DE ENGENHARIA MECÂNICA – CONEM, 5., 2008, Salvador. Anais...
Salvador, 25 a 28 de agosto de 2008. CD ROM.
SUAREZ, P. B.; ASENSIO-LOZANO, J. Department of Materials Science and
Matallugical Engineering. University of Oviedo, 13 independence st. Oviedo, E-33004
Asturias, Spain, 2005.
SWINEHART, H. J. Design of cutting tools: Use of metal cutting theory. Michigan:
ASTME, 1969.
TEDESCO, M. E. Variação dimensional e microestrutura do aço AISI 4140 em
peças usinadas por torneamento. 2007. 83p. Tese (Mestrado em Engenharia e
Ciência dos Materiais)-Universidade de Caxias do Sul, Caxias do Sul, 2007.
TEER, D. G., WALBANK, J.; HICKMAN, S.; THOMAS, N. R.; WAIN, N. Performance of
low-friction coating in the dry drilling of automotive Al-Si alloys Surface & Coating
Technology, n. 200, p. 1885-1892, 2005.
TÖNSHOFF, H. K.; KÖNIG, W. Machining of holes, developments in drilling technology.
Anals of the CIRP, v. 43, p. 551-561, 1994.
TRENT, E. M.; WRIGHT, P. K. Metal Cutting. 4. ed. London: Butteworths-Heinemann
Ltd, 2000.

109
VENKATESH, V. C.; XUE, W. A Study of the built-up edge in drilling with index able
coated carbide inserts. Journals of Materials Processing Technology, n. 58, p. 379-
384, 1996.
VIANNA, R.; MACHADO, A. R. Desempenho de revestimentos de brocas na
usinagem de uma liga Al-Si. 13º Simpósio do Programa de Pós-Graduação em
Engenharia Mecânica, 2003.
WEINGAERTNER, W. L.; SCHROETER, R. B. Tecnologia de usinagem do alumínio e
suas ligas. 2. ed. São Paulo: Alcan Alumínio do Brasil, 1991.
WERKEMA, M. C. C.; AGUIAR, S. Planejamento e análise de experimentos: como
identificar e avaliar as principais variáveis influentes em um processo. Belo Horizonte:
Fundação Christiano Ottoni, Escola de Engenharia da UFMG, 1996.
WHITEHOUSE, D. J., Handbook of Surface Metrology. Institute of Physics Publishing.
Bristol, UK, Philadelphia, USA. 1994.

110
111
SITES CONSULTADOS
ABAL – Associação Brasileira do Alumínio. Disponível em:
<http://www.abal.org.br/aluminio/historia.asp>. Acesso em: 12 fev. 2012.
ABAL – Associação Brasileira do Alumínio. Disponível em:
<http://www.abal.org.br/aluminio/ligas.asp> Acesso em: 13 fev. 2013.
ABAL – Associação Brasileira do Alumínio. Disponível em:
<http://www.abal.org.br/aluminio/producao_alupri.asp>. Acesso em: 13 fev. 2013.
ALUINFO – Portal Técnico e Comercial do Mercado de Fundição de Alumínio.
Disponível em: <http://www.aluinfo.com.br/novo/materiais/ligas-aluminio>. Acesso em:
15 set. 2013.
BORGES – Processos Produtivos em Engenharia de Produção – Usinagem. Disponível
em: <http://mmborges.com/processos/usinagem/furacao.htm>. Acesso em: 3 jan. 2013.
CIMM. Material didático sobre usinagem. Disponível em:
<http://www.cimm.com.br/portal/publicacao>. Acesso em: 22 set. 2012.
GUHRING. Catálogo de broca (Catalog Drills.htmFull-Line Catalog Guhring’s).
Disponível em: <http://www.guhring.com>. Acesso em: 15 abr. 2012.