revista citino volume 3 - número 4
DESCRIPTION
TRANSCRIPT
Volume 3׀ Número 4׀ Outubro- de 2013 REVISTA CITINO
P e r i ó d i c o d a A s s o c i a ç ã o N a c i o n a l H e s t i a d e C i ê n c i a , T e c n o l o g i a , I n o v a ç ã o e O p o r t u n i d a d e
O u t u b r o - D e z e m b r o d e 2 0 1 3

Ou
tub
ro -
Dez
emb
ro d
e 2
013
Volumes publicados
Edição: Volume 3׀ Número 4 ׀ Outubro-Dezembro de 2013
Neste lançamento, artigos de revisão e textos originais em
fármacos e medicamentos e embalagens. A figura da capa é
uma simulação 3D, desenvolvida no software Sketchup.
Refere se a uma embalagem formada por dois tipos de
materiais derivados da celulose para no acondicionamento de
ovos de galinha (Gallus gallus domesticus). Esta imagem foi
obtida na Universidade do Estado de Mato Grosso,
UNEMAT, pela pesquisadora Ana Elisa Victor Silva.

Ou
tub
ro -
Dez
emb
ro d
e 2
013
Outubro-Dezembro de 2013
Revista aberta,
organizada pela
Associação Nacional
Instituto Hestia de Ciência e Tecnologia
Revista Citino
Associação Nacional Hestia
Travessa Campo Grande, 138- Bucarein
CEP 89202-202 – Joinville – SC – BRASIL
Fax: 47 4009-9002
e-mail: [email protected]
Ou
tub
ro -
Dez
emb
ro d
e 2
013
CONSELHO EDITORIAL
CORPO EDITORIAL
Prof. Dr. Etney Neves – HESTIA e UNEMAT
Editor
Profª. Luciana Reginato Dias – UFSC
Revisora da redação em Língua Portuguesa
Profª. Judith Abi Rached Cruz – UNEMAT
Revisora da redação em Língua Inglesa
Prof. Marcelo Franco Leão – IFMT e UNEMAT
Assessor de Arte Final em Textos e Ilustrações
Ana Paula Lívero Sampaio – HESTIA
Assessora de Arte Final em Gráficos e Figuras
CONSULTORES EDITORIAIS
Prof. MSc. Adauto Farias Bueno – UFMT
Prof. Dr. Alexandre Mikowski – UFSC
Dra. Claudia Cristiane Camilo – USP
Profa. Dr. Claudia Roberta Gonçalves – IFMT
Prof. MSc. Cristiano José de Andrade – UNICAMP
Eng. Eduardo Soares Gonçalves – UNEMAT
Prof. Dr. Fabrício Schwanz da Silva – UNEMAT
Profa. Dr. Karla Regina Pereira – HESTIA
Prof. MSc. Luciano Matheus Tamiozzo – UNEMAT
Prof. Dr. Luiz Carlos Ferracin – HESTIA
Profa. Dra. Mariana Beraldo Masutti – CPEA
Eng. Osny do Amaral Filho – HESTIA
Prof. MSc. Paulo Sérgio Costa Lino – UNEMAT
Prof. Dr. Rodrigo Tognotti Zauberas – UNIMONTE
Esp. Soraia Cristine Lenzi – HESTIA
Profa MSc. Thereza Cristina Utsunomiya Alves – IFMT
Ou
tub
ro -
Dez
emb
ro d
e 2
013
GLOSSÁRIO
SEÇÃO EMBALAGENS – design e marketing associados à ciência e tecnologia de
materiais para embalagens inovadoras de alimentos, estudo de efeitos protetores da
embalagem ao alimento ou reações químicas do material ou alimento correlacionado
com sua embalagem.
Ou
tub
ro -
Dez
emb
ro d
e 2
013
SUMÁRIO
Pág.
1 - 5
EDITORIAL
ARTIGOS
06 SEÇÃO EMBALAGENS
07 Simulação e Design de uma embalagem cartonada para porção individual
de emulsão de gordura de leite em água
16 Design e Simulação de uma embalagem polimérica termoselada em
atmosfera modificada: PS, manufatura e critérios de acondicionamento de
carne avícola
27
Design e Simulação de uma embalagem inovadora para ovos frescos de
Gallus Gallus Domesticus: material, manufatura e diferenciais de
estocagem para doze e seis unidades

Volume 3׀ Número 4׀ Outubro-Dezembro de 2013 REVISTA CITINO
Ou
tub
ro –
Dez
emb
ro d
e 20
13
SEÇÃO EMBALAGENS
PACKAGING SECTION
Pág.
07. SIMULAÇÃO E DESIGN DE UMA EMBALAGEM CARTONADA PARA
PORÇÃO INDIVIDUAL DE EMULSÃO DE GORDURA DE LEITE EM
ÁGUA
16 DESIGN E SIMULAÇÃO DE UMA EMBALAGEM POLIMÉRICA
TERMOSELADA EM ATMOSFERA MODIFICADA: PS,
MANUFATURA E CRITÉRIOS DE ACONDICIONAMENTO DE CARNE
AVÍCOLA
27 DESIGN E SIMULAÇÃO DE UMA EMBALAGEM INOVADORA PARA
OVOS FRESCOS DE GALLUS GALLUS DOMESTICUS: MATERIAL,
MANUFATURA E DIFERENCIAIS DE ESTOCAGEM PARA DOZE E
SEIS UNIDADES

Vol. 3, No. 4, Outubro – Dezembro 2013, Página 7
Vol. 3, No. 3,
Outubro-Dezembro de 2013
ORIGINAL ARTICLE
SIMULATION AND DESIGN OF A CARTON PACK FOR
INDIVIDUAL PORTION OF EMULSION FAT MILK IN WATER
*Joice Maboni Derlan¹ e Etney Neves2,3
¹Acadêmica do curso de Engenharia de Alimentos, UNEMAT – Universidade do Estado de Mato Grosso,
Campus de Barra do Bugres – MT, Brasil. Rua 1, Cohab São Raimundo, CEP 78390-000. 2 Professor Visitante do Departamento de Engenharia de Alimentos, UNEMAT.- Universidade do Estado
de Mato Grosso, Campus Barra do Bugres - MT. 2 Pesquisador Associado a Associação Nacional Instituto Hestia de Ciência e Tecnologia, HESTIA.-
Brasil.
Abstract
Necessary to man since ancient times, the first packs, have emerged in order to contain
and store foods. But it was only in time of War World II, that these have begun to be
commercialized. Carton Packs, are packs developed from several materials, aiming to
achieve the best of each material, and provide a bigger shelf life to the stored product. In
a world becoming more energetic, there is a growing demand for foods that is easy to
use and to prepare, that can be stored for long times. The demand for milk cream is
increasing, which leads to the need to develop an individual package, thus the customer
will not be forced to buy a lot of product, and consumes little. Considering the above,
the objective of this work was the development of a carton pack for an individual
portion of milk cream. The pack suggested in this work has capacity for 20 grams of
product (one tablespoon), consists of a laminate of three components, polypropylene,
metallized polyester and melted polyester. These three layers form a good barrier
against light, gases, moisture and not interact with food. The laminated also have low
manufacturing cost and low thickness. The low thickness facilitates the formation of the
package, because it is small, and the low manufacturing cost is extremely important,
because the pack has a small amount of the product and will be discarded after use. The
material can be recycled, what decreases the impact on the environment and improves
the view that customers have about product. The packing meets standards and needs of
both, companies and customers, besides showing, itself, necessary, because up till now
are no individual packing for milk cream.
Keywords: milk cream, cartonados, laminates.
Vol. 3, No. 4, Outubro – Dezembro 2013, Página 8
Vol. 3, No. 3,
Outubro-Dezembro de 2013
ARTIGO ORIGINAL
SIMULAÇÃO E DESIGN DE UMA EMBALAGEM CARTONADA
PARA PORÇÃO INDIVIDUAL DE EMULSÃO
DE GORDURA DE LEITE EM ÁGUA
*Joice Maboni Derlan¹ e Etney Neves2,3
¹Acadêmica do curso de Engenharia de Alimentos, UNEMAT – Universidade do Estado de Mato Grosso,
Campus de Barra do Bugres – MT, Brasil. Rua 1, Cohab São Raimundo, CEP 78390-000. 2 Professor Visitante do Departamento de Engenharia de Alimentos, UNEMAT.- Universidade do Estado
de Mato Grosso, Campus Barra do Bugres - MT. 2 Pesquisador Associado a Associação Nacional Instituto Hestia de Ciência e Tecnologia, HESTIA.-
Brasil.
Resumo
Cartonadas são embalagens desenvolvidas a partir de vários materiais, formando um
compósito laminado que soma as propriedades de cada material individual. Este
material de embalagens apresenta características protetivas e de armazenamento
diferenciadas. É crescente a procura por alimentos de fácil uso e preparo, e que possam
ser armazenados por longos períodos. A demanda por creme de leite, e sua degradação
rápida, gera a necessidade do desenvolvimento de uma embalagem individual, assim o
consumidor não será obrigado a comprar uma grande quantidade de produto. O objetivo
deste estudo foi o desenvolvimento de uma embalagem cartonada, para creme de leite
com uma porção individual. A embalagem proposta tem a capacidade para 20 gramas de
produto (uma colher de sopa). É composta por um laminado de três componentes,
polipropileno, poliéster metalizado e poliéster fundido. Essas três camadas formam uma
boa barreira contra luz, gases, umidade e não interagem com o alimento. O laminado
também possui uma pequena espessura. A pequena espessura facilita a formação da
embalagem. O material pode ser reciclado, o que diminui seu impacto sobre o ambiente
e melhora a visão que os consumidores terão do produto. A embalagem atende aos
padrões e necessidades, tanto de empresas como de consumidores, além de se mostrar
necessária, já que até o momento não existem embalagens individuais para creme de
leite.
Palavras-chaves: creme de leite, cartonados, laminados.
1. Introdução
As primeiras embalagens criadas pelo homem eram extremamente rústicas, e se
resumiam a cascas de castanhas ou de coco, conchas e outros recipientes naturais. Após
Vol. 3, No. 4, Outubro – Dezembro 2013, Página 9
algum tempo, começaram as ser confeccionadas tigelas de madeira, cestas de fibras de
plantas, potes de barro. Durante a Segunda Guerra Mundial a escassez de alimentos
preocupava a população, e a preocupação em preservar alimentos se tornou aguda. 1
Devido a essa necessidade, começaram a ser desenvolvidos vários tipos de embalagens
modernas, como, por exemplo, os enlatados, garrafas de vidro e os cartonados. Em 1952
foi comercializada pela Tetra Pak, a primeira embalagem cartonada em formato
tetraedro, criada por Ruben Rausing. O primeiro produto a ser embalado foi o creme de
leite e três anos depois começaram a acondicionar leite pasteurizado. A embalagem
conhecida atualmente, utilizada em leite longa vida, só seria confeccionada em 1961,
esta uniu os conceitos de ultrapasteurização e embalagem asséptica, criando a
embalagem que protegeria o leite, sem necessidade de conservantes e refrigeração. 2
As embalagens cartonadas tetra-brik, são classificadas como embalagens flexíveis.
Possui seis camadas em sua composição. Dessas camadas 75% é papel, 20% é
polietileno e 5% alumínio. O papel serve como barreira de choques mecânicos e
também para receber a impressão do rótulo. O polietileno protege o alimento contra a
umidade, e evita que o mesmo entre em contato com o alumínio. O alumínio por sua
vez, cria uma barreira contra a luz e o oxigênio. Esta é uma embalagem muito eficiente,
protegendo o alimento do ataque de microrganismos, e o preservando durante meses. 3
A emulsão de gordura em água, ou como mais utilizado por consumidor, o “creme de
leite” é um desses alimentos, que geralmente é disponibilizado em embalagens contendo
aproximadamente 200 gramas de produto. 4 Como na maioria dos casos o produto não é
consumido em uma só vez, sendo então armazenado aberto e perdendo sua qualidade, o
presente estudo tem como objetivo o desenvolvimento de uma embalagem cartonada,
para creme de leite com uma porção individual, utilizando uma combinação de
materiais, para formar um cartonado com menor custo e espessura.
2. Sobre o material a ser embalado
Entende-se por creme de leite, o produto lácteo, relativamente rico em gordura
retirada do leite, por procedimento tecnologicamente adequado, esta pasta é uma
emulsão de gordura em água. 5
A demanda de creme de leite UHT é crescente, tendo isto em vista, empresas
procuram atender as necessidades dos clientes, além de obtenção de lucros. O creme de
leite, com alto teor de gordura, é utilizado no preparo de doces e sobremesas, sendo
considerado como fonte concentrada de energia e responsável pelo transporte das
vitaminas lipossolúveis, além de conferir sabor aos alimentos, melhorar a aparência e
textura, do alimento em que é adicionado. 6,7
Por se tratar de um produto altamente perecível, o creme de leite necessita de
processos industriais, que auxilie na sua preservação, sendo alguns destes, a
pasteurização, apertização ou o tratamento UHT. No caso do processo UHT, o produto é
esterilizado, a embalagem é esterilizada por imersão em peróxido de hidrogênio, e as
condições de envasamento e selagem acontecem em ambiente estéril. Estes fatores,
associados a um material de embalagem eficiente, podem conservar os alimentos por
meses, sem a necessidade de refrigeração. 8
2.1. Design da embalagem
Como pode ser observado na Figura 1, a embalagem proposta, possui 200
milímetros de largura, 300 milímetros de comprimento inferior, 400 milímetros de
comprimento superior e 500 milímetros de altura. A base inferior possui as abas

Vol. 3, No. 4, Outubro – Dezembro 2013, Página 10
dobradas, e soldadas a própria base, possibilitando o equilíbrio do produto sobre uma
superfície. A parte superior da embalagem possui uma solda, em formato de aba, com
cerca de 5 milímetros, o que afasta a abertura rápida das extremidades da embalagem. O
formato em triangulo, nas laterais, facilita a retirada do produto do interior da
embalagem, onde a parte inferior com a maior superfície é logicamente a região que
será pressiona, sendo o alimento direcionado a abertura rápida, pelas próprias
superfícies da embalagem. O interior da embalagem comporta 20 gramas de produto,
deixando na parte superior, o espaço de ‘cabeça’, útil no momento de abertura, para que
o produto não transborde quando for aberto.
Na Figura 1a, pode ser observado a vista frontal da embalagem, e a abertura
rápida da mesma. Na Figura 1b, se observa a vista superior da embalagem, expondo a
inclinação das superfícies da embalagem, bem como uma menor área em relação a base,
apresentada na Figura 1c, que apresenta também as soldas realizadas. Na Figura 1d,
podemos observar o produto, na maneira como será disposto em uma prateira, posto
sobre uma superfície plana.
Figura 1. Dimensões da embalagem primaria, com porção individual de
emulsão de gordura de leite em agua. (a) vista frontal, (b) vista superior,
(c) vista inferior, (d) embalagem sobre uma superfície de exposição.
2.2. Sobre o material da embalagem
Quando se trata de embalagem, vários materiais podem ser combinados para
melhorar as propriedades de barreira contra choques mecânicos, ou para permitir o
fechamento pelo calor. Cada empresa que trabalha com cartonados, detém uma patente,
onde utiliza camadas de diferentes materiais para a formação da embalagem. No caso da
empresa Tetra-pack, as camadas de material de fora para dentro, são as seguinte:
Polietileno, tinta para impressão, duas camadas de papel, polietileno, folha de alumínio
e por fim duas camadas de polietileno. Todas essas camadas geram uma espessura de
aproximadamente 0,25 milímetros. Para a laminação dessas camadas, o método mais
versátil é a laminação adesiva, na qual inicialmente um adesivo é aplicado na superfície
de um filme e seco, em seguida outro filme é unido a ele por pressão, utilizando
passagem por rolos. Adesivos sintéticos são, em sua maioria, dispersões aquosas ou
suspensões de acetato de polivinila com outros compostos. 9,10,11
A espessura do cartonado tetra-brik pode ser apropriada para quantidades
superiores a 100 mililitros, mas como neste caso a embalagem deve possuir um volume
Vol. 3, No. 4, Outubro – Dezembro 2013, Página 11
bem menor, tornou-se necessário a utilização de uma combinação de materiais, que
gerasse um baixo custo, diminuição na espessura e ainda assim preservassem as
propriedades da emulsão. A solução encontrada foi a utilização da patente
US20020110656 A1. 12 Esta patente foi baseada na embalagem tradicional, mas possui
três camadas:
• Uma camada de poliéster metalizado, proporciona uma função de
barreira de gás, óleos, umidade, odores e luz. Na embalagem da Tetra-brik essa
função é realizada pelo alumínio.
• Na parte externa é adicionada uma camada de poliéster.
• E na parte interna uma camada de polipropileno é fundida.
O poliéster é um material plástico originado da condensação entre diácido ou seu
anidrido. Quanto as vantagens da embalagem, esta possui oitenta vezes mais, a
capacidade de reter oxigênio, é quatro vezes mais resistente, além de possuir
estabilidade na temperatura de trabalho até 150 ºC. Através de vários estudos foi obtido
um novo tipo de poliéster (poliéster metalizado), com maior resistência mecânica,
permitindo que a embalagem suporte impactos. Este novo material tem sido muito
utilizado no lugar dos laminados de alumínio, nas embalagens cartonadas. Já o
polipropileno pertence a família poliolefínica dos plásticos, sendo originado da
polimerização do propileno. Possui brilho e transparência, e sua barreira contra umidade
e oxigênio é melhor que a do polietileno. 11,13,14,15
O material cartonado selecionado responde às necessidades da nova embalagem,
proporcionando um material de folha flexível, que elimina os materiais de revestimento
especiais, tais como óxido de alumínio e de vidro. As camadas são laminadas uma à
outra, usando solventes ou adesivos de laminação. Esse cartonado também proporciona
vantagens distintas nos custos de materiais e de manufatura em relação ao material da
embalagem Tetra-brik. O laminado de três camadas tem uma espessura total de cerca de
0,06 a 0,15 milímetros. Por se tratar de uma embalagem individual descartável, a
economia com material e pequenas espessuras que possibilitem uma maior
flexibilidade, são de extrema importância. 12
O laminado utilizado no sistema de abertura rápido, é composto por alumínio e
uma camada interior de polietileno, que evitará a contaminação no alimento por Al ou
Al2O3.
2.3. Sobre a manufatura
A seguir é descrito o processo de manufatura de embalagens, confeccionadas a
partir de cartonados: a empresa responsável por envasar o produto, pode optar por
receber a embalagem com as devidas soldas já feitas, deixando apenas a última solda
para ser realizada após o enchimento. Essa opção garante maior segurança das soldas, já
que estas terão tempo o suficiente para esfriarem e se tornarem mais resistentes. Mas
como ponto negativo, a pré-embalagem ocupa muito espaço na hora da logística, devido
aos espaços com ar. Se a empresa optar por montar a embalagem no local de envase,
esta receberá grandes bobinas de cartonado, que são confeccionadas pela empresa
fabricante. Quanto à manufatura das bobinas de laminado, os diversos materiais que
formam o cartonado (poliéster metalizado, poliéster e polipropileto), são unidos um ao
outro com camadas adesivas. As camadas de adesivo podem compreender qualquer
adesivo de laminação à base de solvente ou dissolvente, aprovado para utilização em
embalagens para alimentos. Em seguida, passam por rolos que geram pressão sobre as
Vol. 3, No. 4, Outubro – Dezembro 2013, Página 12
laminas, e desta forma elas se unem formando um laminado multicamadas. No caso de
haver impressões na embalagem, estas devem ser feitas na parte interior do poliéster,
assim a impressão fica protegida pela camada de poliéster. 9,11,14,15 Com as laminas já
formadas, são desenhadas os moldes, sendo então achatado, sulcado e dobrado, para
formar a caixa de cartonado. Os moldes devem ser ajustados, tanto quanto o possível no
laminado, visando minimizar desperdício de material. Materiais termoplásticos quando
aquecidos, se tornam fluídos, e se ressolidificam ao resfriarem. No sistema de
formação-enchimento-fechamento (FEFH), inicialmente um rolo do material é
esterilizado em banho de peroxido de hidrogênio e moldado em um tubo vertical. Um
aquecedor interno é responsável por evaporar o peroxido de hidrogênio, para que não
restem vestígios do produto no alimento. Nesse equipamento, a primeira solda
(transversal), é realizada por selador rotativo. Essas máquinas alcançam envase superior
a 600 unidades por minuto, por isso é importante que o material seja fino, mas com alta
resistência, produzindo soldas apropriadas. Depois de a solda ter selado a extensão da
embalagem, e moldado em forma de caixote, a solda inferior é realizada da mesma
forma que a transversal. O enchimento é horizontal, com alimentação pelo tubo que deu
forma a embalagem. Após o enchimento é realizada a solda superior e as ‘orelhas’
inferiores da embalagem são achatadas e seladas na própria base. Na parte superior, as
rebarbas são mantidas, apenas como uma borda fina. 9,11
Quanto ao sistema de abertura rápida, este já é manufaturado pela empresa
responsável pela laminação.
2.4. Sobre a estocagem
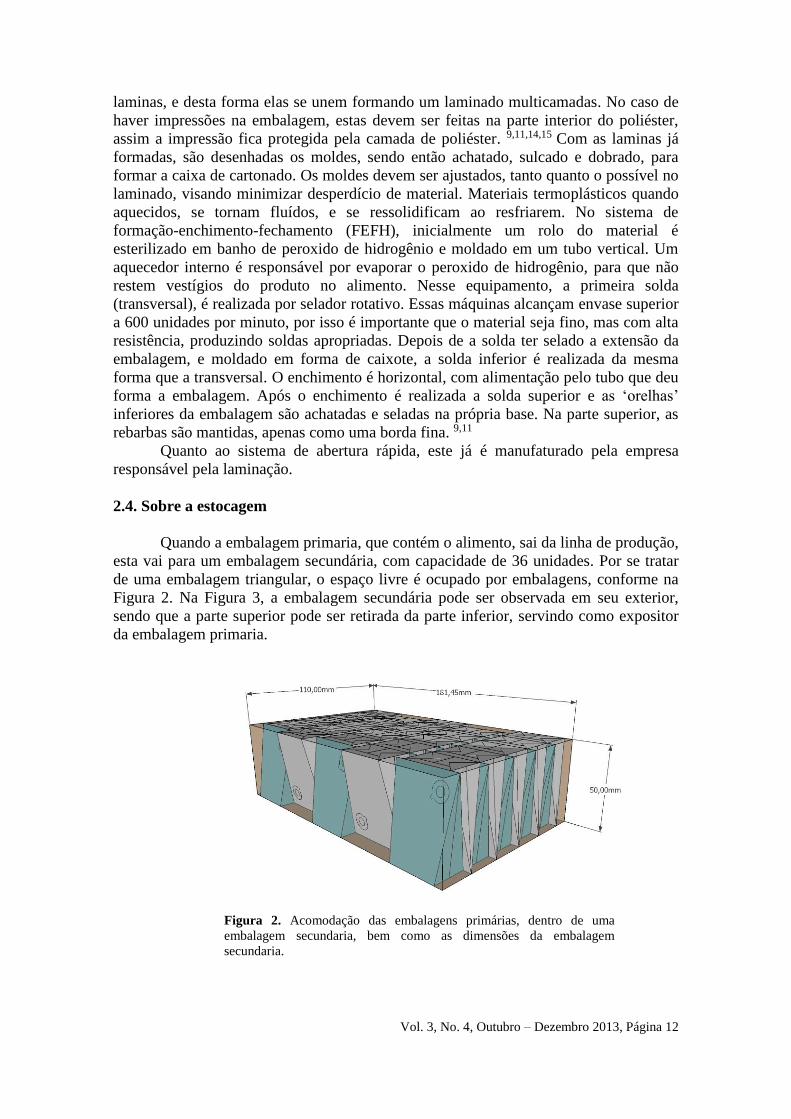
Quando a embalagem primaria, que contém o alimento, sai da linha de produção,
esta vai para um embalagem secundária, com capacidade de 36 unidades. Por se tratar
de uma embalagem triangular, o espaço livre é ocupado por embalagens, conforme na
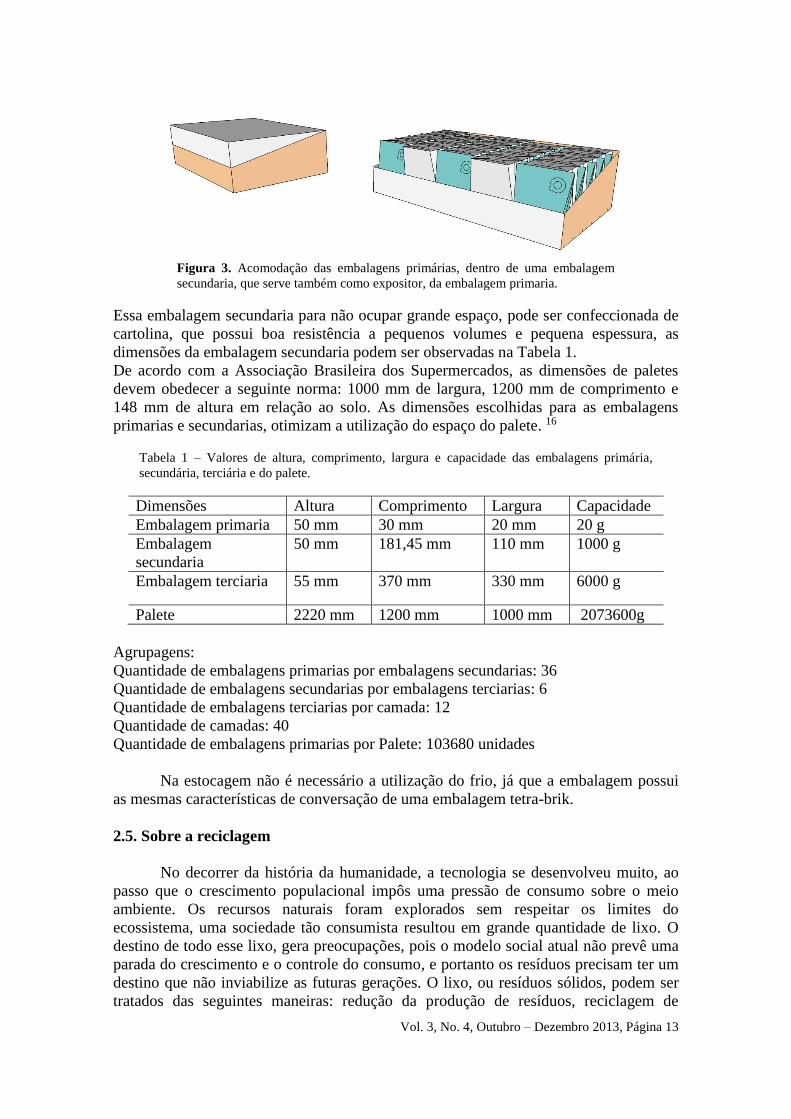
Figura 2. Na Figura 3, a embalagem secundária pode ser observada em seu exterior,
sendo que a parte superior pode ser retirada da parte inferior, servindo como expositor
da embalagem primaria.
Figura 2. Acomodação das embalagens primárias, dentro de uma
embalagem secundaria, bem como as dimensões da embalagem
secundaria.
Vol. 3, No. 4, Outubro – Dezembro 2013, Página 13
Figura 3. Acomodação das embalagens primárias, dentro de uma embalagem
secundaria, que serve também como expositor, da embalagem primaria.
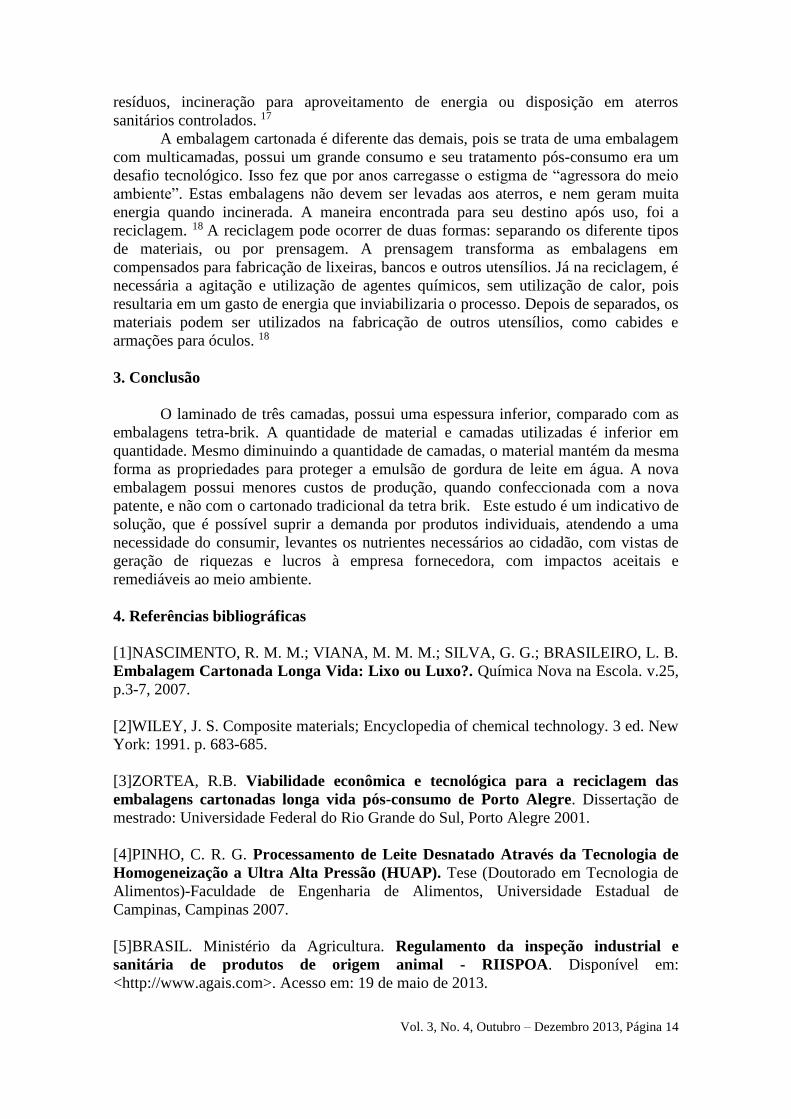
Essa embalagem secundaria para não ocupar grande espaço, pode ser confeccionada de
cartolina, que possui boa resistência a pequenos volumes e pequena espessura, as
dimensões da embalagem secundaria podem ser observadas na Tabela 1.
De acordo com a Associação Brasileira dos Supermercados, as dimensões de paletes
devem obedecer a seguinte norma: 1000 mm de largura, 1200 mm de comprimento e
148 mm de altura em relação ao solo. As dimensões escolhidas para as embalagens
primarias e secundarias, otimizam a utilização do espaço do palete. 16
Tabela 1 – Valores de altura, comprimento, largura e capacidade das embalagens primária,
secundária, terciária e do palete.
Dimensões Altura Comprimento Largura Capacidade
Embalagem primaria 50 mm 30 mm 20 mm 20 g
Embalagem
secundaria
50 mm 181,45 mm 110 mm 1000 g
Embalagem terciaria 55 mm 370 mm 330 mm 6000 g
Palete 2220 mm 1200 mm 1000 mm 2073600g
Agrupagens:
Quantidade de embalagens primarias por embalagens secundarias: 36
Quantidade de embalagens secundarias por embalagens terciarias: 6
Quantidade de embalagens terciarias por camada: 12
Quantidade de camadas: 40
Quantidade de embalagens primarias por Palete: 103680 unidades
Na estocagem não é necessário a utilização do frio, já que a embalagem possui
as mesmas características de conversação de uma embalagem tetra-brik.
2.5. Sobre a reciclagem
No decorrer da história da humanidade, a tecnologia se desenvolveu muito, ao
passo que o crescimento populacional impôs uma pressão de consumo sobre o meio
ambiente. Os recursos naturais foram explorados sem respeitar os limites do
ecossistema, uma sociedade tão consumista resultou em grande quantidade de lixo. O
destino de todo esse lixo, gera preocupações, pois o modelo social atual não prevê uma
parada do crescimento e o controle do consumo, e portanto os resíduos precisam ter um
destino que não inviabilize as futuras gerações. O lixo, ou resíduos sólidos, podem ser
tratados das seguintes maneiras: redução da produção de resíduos, reciclagem de
Vol. 3, No. 4, Outubro – Dezembro 2013, Página 14
resíduos, incineração para aproveitamento de energia ou disposição em aterros
sanitários controlados. 17
A embalagem cartonada é diferente das demais, pois se trata de uma embalagem
com multicamadas, possui um grande consumo e seu tratamento pós-consumo era um
desafio tecnológico. Isso fez que por anos carregasse o estigma de “agressora do meio
ambiente”. Estas embalagens não devem ser levadas aos aterros, e nem geram muita
energia quando incinerada. A maneira encontrada para seu destino após uso, foi a
reciclagem. 18 A reciclagem pode ocorrer de duas formas: separando os diferente tipos
de materiais, ou por prensagem. A prensagem transforma as embalagens em
compensados para fabricação de lixeiras, bancos e outros utensílios. Já na reciclagem, é
necessária a agitação e utilização de agentes químicos, sem utilização de calor, pois
resultaria em um gasto de energia que inviabilizaria o processo. Depois de separados, os
materiais podem ser utilizados na fabricação de outros utensílios, como cabides e
armações para óculos. 18
3. Conclusão
O laminado de três camadas, possui uma espessura inferior, comparado com as
embalagens tetra-brik. A quantidade de material e camadas utilizadas é inferior em
quantidade. Mesmo diminuindo a quantidade de camadas, o material mantém da mesma
forma as propriedades para proteger a emulsão de gordura de leite em água. A nova
embalagem possui menores custos de produção, quando confeccionada com a nova
patente, e não com o cartonado tradicional da tetra brik. Este estudo é um indicativo de
solução, que é possível suprir a demanda por produtos individuais, atendendo a uma
necessidade do consumir, levantes os nutrientes necessários ao cidadão, com vistas de
geração de riquezas e lucros à empresa fornecedora, com impactos aceitais e
remediáveis ao meio ambiente.
4. Referências bibliográficas
[1]NASCIMENTO, R. M. M.; VIANA, M. M. M.; SILVA, G. G.; BRASILEIRO, L. B.
Embalagem Cartonada Longa Vida: Lixo ou Luxo?. Química Nova na Escola. v.25,
p.3-7, 2007.
[2]WILEY, J. S. Composite materials; Encyclopedia of chemical technology. 3 ed. New
York: 1991. p. 683-685.
[3]ZORTEA, R.B. Viabilidade econômica e tecnológica para a reciclagem das
embalagens cartonadas longa vida pós-consumo de Porto Alegre. Dissertação de
mestrado: Universidade Federal do Rio Grande do Sul, Porto Alegre 2001.
[4]PINHO, C. R. G. Processamento de Leite Desnatado Através da Tecnologia de
Homogeneização a Ultra Alta Pressão (HUAP). Tese (Doutorado em Tecnologia de
Alimentos)-Faculdade de Engenharia de Alimentos, Universidade Estadual de
Campinas, Campinas 2007.
[5]BRASIL. Ministério da Agricultura. Regulamento da inspeção industrial e
sanitária de produtos de origem animal - RIISPOA. Disponível em:
<http://www.agais.com>. Acesso em: 19 de maio de 2013.
Vol. 3, No. 4, Outubro – Dezembro 2013, Página 15
[6]MOURA, S. C. S. R; FRANÇA, V. C. L; LEAL, A. M. C. B. Propriedades
termofísicas de soluções-modelo similares a sucos - parte II. Ciências e Tecnologia
de Alimentos, v. 25, n. 3, p. 454-459, 2005.
[7]DYMINSKI, D. S.; WASZCYNSKYJ, N.; RIBANI, R. H.; MASSON, M. L.;
Características físico-químicas de musse de maracujá (Passiflora) elaborado com
substitutos de gorduras. B.CEPPA. v.18, p. 267, 2000.
[8]VENTURINI, K. S.; SARCINELLI, M. F.; SILVA, L. C. Processamento Do Leite.
Universidade Federal do Espírito Santo – UFES, Pró-Reitoria de Extensão - P r o g r a
m a Institucional de Extensão, Boletim Técnico 2007.
[9]FELLOWS, P. J.; Tecnologia do processamento de alimentos-Princípios e
praticas; Artimed: Porto alegre. 2006, cap. 24-26.
[10]GARCIA, E. A evolução da família dos polietilenos. Informativo CETEA:
Boletim de Tecnologia e Desenvolvimento de Embalagens, v. 14, n.1, p.5-7, 2002.
[11]TETRA PAK. Disponível em
<www.tetrapak.com.br/htmls/sobre/historia/index_historia.asp>, acesso em: 1 de maio
de 2013.
[12]BENSUR, F.; US pat.20020110656 A1 2001. (CA2356107A1 , CA2356107C ,
EP1231053A1).
[13]Pria, M. D. Tendência de Embalagens para Bebidas; Brasil Alimentos. nº 5, p.
24-28, 2000.
[14]EVANGELISTA, J. Tecnologia de Alimentos; Atheneu: São Paulo. 2003, cap.11.
[15]TRIBST, A. A. L.; FARIA, J. A. F. Inovações Sobre Sistemas De Embalagens
Para Alimentos Processados Termicamente. B.CEPPA: Curitiba, v. 28, n. 2, p. 255-
270, 2010.
[16]CARVALHO, M. A. Engenharia de embalagens: uma abordagem técnica
dodesenvolvimento de projetos de embalagem. São Paulo: Novatec, 2008. p.288.
[17]DEMAJOROVIC, J. Da política tradicional de tratamento do lixo à política de
gestão de resíduos sólidos-As novas prioridades. Revista de Administração de
Empresas. v. 35, n.3, p. 88-93, 1995.
[18]D’ALESSIO, S. P. Aumenta a reciclagem de embalagens “longa vida”. Revista
Celulose & Papel, v. 62, p. 27-29, 1998.

Vol. 3, No. 4, Outubro – Dezembro 2013, Página 16
Vol. 3, No. 3,
Outubro-Dezembro de 2013
ORIGINAL ARTICLE
DESIGN AND SIMULATION OF A POLYMER PACKAGING
HEAT SEALED IN MODIFIED ATMOSPHERE: PS,
MANUFACTURE AND CRITERIA FOR
PACKAGING OF POULTRY MEAT
*Evelyn Morgana de Araújo Telline¹ e Etney Neves2,3
¹ Departamento de Engenharia de Alimentos, Universidade do Estado de Mato Grosso (MT), Brasil,
Campus Barra do Bugres, Brasil. Rua Florianópolis, JD Elite II, CEP 78390000. 2 Professor Visitante do Departamento de Engenharia de Alimentos, UNEMAT.- Universidade do Estado
de Mato Grosso, Campus Barra do Bugres - MT.3 Pesquisador Associado a Associação Nacional Instituto
Hestia de Ciência e Tecnologia, HESTIA.- Brasil.
Abstract
The chicken has a white colored meat and it is rich in iron, proteins, amino acids and others.
Several cuts can be obtained from chicken carcasses, such as drumstick and thigh, chest and
breast fillet, wing, drumstick of the wing as well as the entire carcass. The Brazilian poultry
production is among the three largest in the world, and its consumption is prevalent in
industrialized form. For this it is necessary a packaging and its most modern form involves
modified atmosphere, thermosealing with plastic films. This kind of packaging allows the
marketing of high quality products, and it increases the commercial shelf-life. One of the
most commonly used plastics for food packaging is polystyrene, whose expanded form,
known as "styrofoam" is more commonly used in slaughterhouse packaging. The polystyrene
tray fits all the requirements of the food industry. The process of obtaining the expanded
polystyrene occurs in three phases: expansion, intermediate storage and molding. One of the
most common processes of molding is thermoforming, which allows for a wide range of
thickness from thin for foods as well as thick to interior for fridges. Among the various modes
of existing thermoforming, the vacuum thermoforming system with positive mold was
chosen. The suggested packaging presents a modern and innovative designer for Brazilian
market trays and the storing of products that are derived from meat at the supermarket.
Keywords: thermoforming, expanded polystyrene, tray, polymer.

Vol. 3, No. 4, Outubro – Dezembro 2013, Página 17
Vol. 3, No. 3,
Outubro-Dezembro de 2013
ARTIGO ORIGINAL
DESIGN E SIMULAÇÃO DE UMA EMBALAGEM POLIMÉRICA
TERMOSELADA EM ATMOSFERA MODIFICADA: PS,
MANUFATURA E CRITÉRIOS DE ACONDICIONAMENTO DE
CARNE AVÍCOLA
*Evelyn Morgana de Araújo Telline¹ e Etney Neves2,3
¹ Departamento de Engenharia de Alimentos, Universidade do Estado de Mato Grosso (MT), Brasil,
Campus Barra do Bugres, Brasil. Rua Florianópolis, JD Elite II, CEP 78390000. 2 Professor Visitante do Departamento de Engenharia de Alimentos, UNEMAT.- Universidade do Estado
de Mato Grosso, Campus Barra do Bugres - MT.3 Pesquisador Associado a Associação Nacional
Instituto Hestia de Ciência e Tecnologia, HESTIA.- Brasil.
Resumo
O frango possui carne de coloração branca, é rico em ferro, proteínas, aminoácidos entre
outros. Vários cortes podem ser obtidos a partir das carcaças de frango, tais como: coxa
e sobrecoxa, peito e filé de peito, asa, coxinha da asa. A produção brasileira de frango
está entre as três maiores do mundo, sendo seu consumo predominante na forma
industrializada. Nesta via é necessário o uso de embalagens, sendo a forma mais
moderna a que envolve atmosfera modificada, termoselada com filmes plásticos. Este
tipo de embalagem possibilita a comercialização de produtos de elevada qualidade, com
prazos de validades estendidos. Entre os polímeros mais usados para embalar alimentos,
se encontra o poliestireno expandido (EPS). Este material, é usado com sucesso nas
embalagens frigoríficas. A bandeja de EPS atende todas as exigências do setor
alimentício. Um dos processos mais comum de moldagem é a termoformagem, que
permite obter uma ampla gama de espessuras dos componentes. Entre os vários modos
de termoformagem existentes, se optou pelo sistema de termoformagem há vácuo com
molde positivo. A embalagem apresenta um designer moderno e inovador para o
mercado brasileiro de bandejas, especialmente projetada para o acondicionamento
industrial de produtos cárneos.
Palavras-chaves: termoformagem, poliestireno expandido, bandeja, polímero.1
1. Introdução
As embalagens são as novas formas de comunicação com o consumidor, mesmo
antes deste usar o produto. Se pode afirmar que “a embalagem deixou de ser parte, para
ser o produto”. 1, 2
Vol. 3, No. 4, Outubro – Dezembro 2013, Página 18
A aplicação mais comum de embalagem, no Brasil, para carnes avícolas no
varejo, é a de filmes poliméricos esticáveis de elevada permeabilidade a gases. Por
outro lado, existem também as embalagens a vácuo, e as de atmosfera modificada. 3
Polímeros podem ser definidos como compostos de alto peso molecular, com
estruturas formadas pela repetição de unidades químicas relativamente simples. São
classificados como naturais ou sintéticos, produzidos a partir da polimerização de
unidades químicas denominadas monômeros. 4
No campo das embalagens, os polímeros substituíram em muitas aplicações a
madeira, o vidro, a folha de flandres, o alumínio, o papel, e o papelão. Dentre os
polímeros mais utilizado para embalar alimentos, se destacam o polietileno (PE), o
polipropileno (PP), o policloreto de vinila (PVC), o polietileno tereftalato (PET), a
poliamida (nylon) e o poliestireno (PS). 5
O poliestireno extendido (EPS), comercialmente conhecido como “Isopor”, é
muito utilizado para produção das embalagens de alimentos. As bandejas de
poliestireno expandido atendem, a todas as exigências do setor alimentício. 5
As carnes de aves, de acordo com o Departamento de Inspeção de Produtos de
Origem Animal (DIPOA), correspondem às obtidas de aves domésticas de criação. Um
destes animais é o frango. A sua carne possui coloração branca, rica em ferro,
apresentando alto teor de proteínas, aminoácidos, lipídios, vitaminas e minerais que
variam de acordo com a raça, idade e condições higiênicas do animal. 5
As embalagens com atmosferas modificadas apresentam inúmeras vantagens,
como a conservação da cor, do aroma e do frescor do alimento. Com consequência, se
eleva a qualidade dos produtos, através de uma padrão de apresentação melhor
associado ao aumento do prazo de validade comercial. 7
O presente artigo estuda as principais características dos polímeros, com ênfase
no poliestireno expandido (EPS), o processo de manufatura de bandejas, as embalagem
em atmosfera modificada, e propõem uma inovação no designer das bandejas, que
permite fracionar em porções o alimento.
2. Polímeros
Os plásticos são polímeros orgânicos formados basicamente por carbono,
hidrogênio, nitrogênio, oxigênio, cloro e flúor. Os polímeros podem ser definidos como
compostos de alto peso molecular, cuja estrutura é formada pela repetição de unidades
químicas relativamente simples. Podem ser naturais ou sintéticos, produzidos a partir da
polimerização de unidades denominadas monômeros. 4, 8
Os monômeros podem ser de origem animal e mineral, polimerizados por
reações de adição (por suspensão, em solução, em massa) ou condensação. O processo
de polimerização é uma reação de síntese, com controle de calor, pressão, e presença de
catalisadores, gerando tendo com resultado uma molécula de elevado peso molecular.
No campo das embalagens, os polímeros substituiram em muitas aplicações a
madeira, o vidro, a folha de flandres, o alumínio, o papel, e o papelão. Entre os plásticos
mais usados para embalar alimentos, encontram-se o polietileno (PE), o polipropileno
(PP), o policloreto de vinila (PVC), o polietileno tereftalato (PET), a poliamida (nylon)
e o poliestireno (PS) 5.
3. Poliestireno Expandido (EPS)
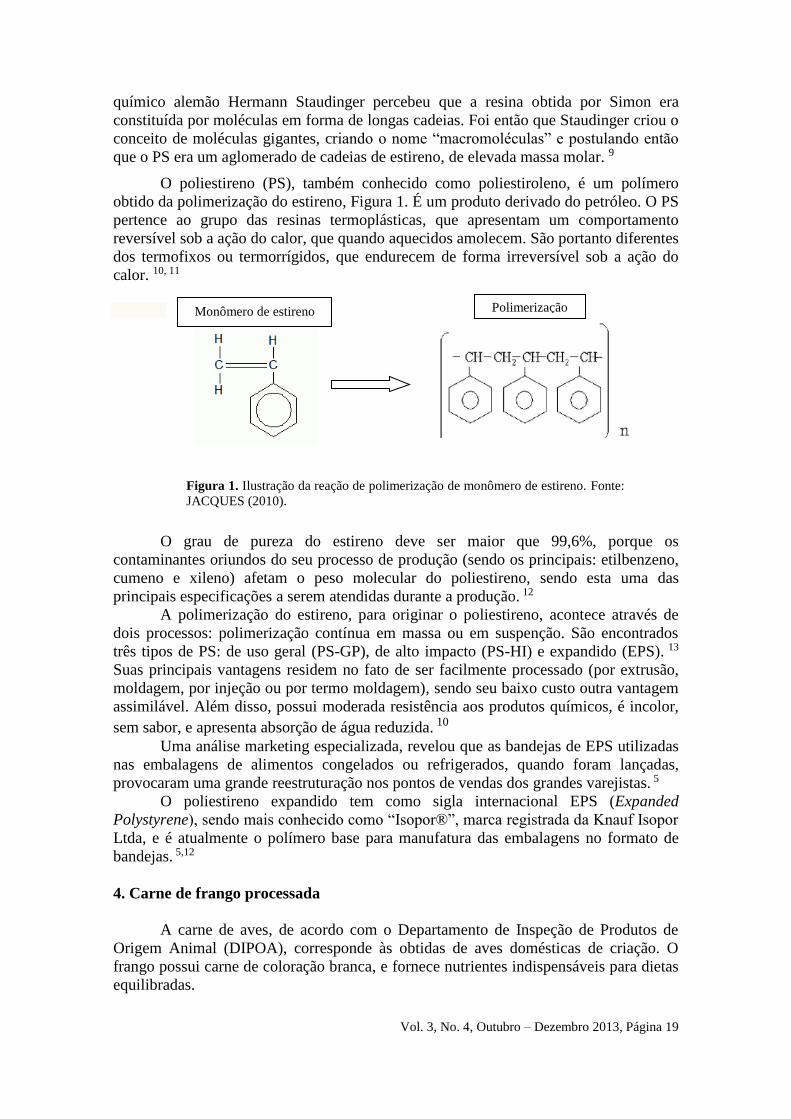
O monômero estireno, hidrocarboneto aromático de fórmula C6H5 – CH = CH2,
(Figura 1), foi descoberto em 1839 pelo farmacêutico alemão Eduard Simon, que o
destilou a partir de uma resina vegetal, e o denominou de “estirol”. Só em 1920, o
Vol. 3, No. 4, Outubro – Dezembro 2013, Página 19
químico alemão Hermann Staudinger percebeu que a resina obtida por Simon era
constituída por moléculas em forma de longas cadeias. Foi então que Staudinger criou o
conceito de moléculas gigantes, criando o nome “macromoléculas” e postulando então
que o PS era um aglomerado de cadeias de estireno, de elevada massa molar. 9
O poliestireno (PS), também conhecido como poliestiroleno, é um polímero
obtido da polimerização do estireno, Figura 1. É um produto derivado do petróleo. O PS
pertence ao grupo das resinas termoplásticas, que apresentam um comportamento
reversível sob a ação do calor, que quando aquecidos amolecem. São portanto diferentes
dos termofixos ou termorrígidos, que endurecem de forma irreversível sob a ação do
calor. 10, 11
Figura 1. Ilustração da reação de polimerização de monômero de estireno. Fonte:
JACQUES (2010).
O grau de pureza do estireno deve ser maior que 99,6%, porque os
contaminantes oriundos do seu processo de produção (sendo os principais: etilbenzeno,
cumeno e xileno) afetam o peso molecular do poliestireno, sendo esta uma das
principais especificações a serem atendidas durante a produção. 12
A polimerização do estireno, para originar o poliestireno, acontece através de
dois processos: polimerização contínua em massa ou em suspenção. São encontrados
três tipos de PS: de uso geral (PS-GP), de alto impacto (PS-HI) e expandido (EPS). 13
Suas principais vantagens residem no fato de ser facilmente processado (por extrusão,
moldagem, por injeção ou por termo moldagem), sendo seu baixo custo outra vantagem
assimilável. Além disso, possui moderada resistência aos produtos químicos, é incolor,
sem sabor, e apresenta absorção de água reduzida. 10
Uma análise marketing especializada, revelou que as bandejas de EPS utilizadas
nas embalagens de alimentos congelados ou refrigerados, quando foram lançadas,
provocaram uma grande reestruturação nos pontos de vendas dos grandes varejistas. 5
O poliestireno expandido tem como sigla internacional EPS (Expanded
Polystyrene), sendo mais conhecido como “Isopor®”, marca registrada da Knauf Isopor
Ltda, e é atualmente o polímero base para manufatura das embalagens no formato de
bandejas. 5,12
4. Carne de frango processada
A carne de aves, de acordo com o Departamento de Inspeção de Produtos de
Origem Animal (DIPOA), corresponde às obtidas de aves domésticas de criação. O
frango possui carne de coloração branca, e fornece nutrientes indispensáveis para dietas
equilibradas.
Monômero de estireno Polimerização
Vol. 3, No. 4, Outubro – Dezembro 2013, Página 20
A carne de frango possui alto teor de proteínas de boa qualidade, é rica em ferro,
lipídios, vitaminas, aminoácidos e minerais. A composição da carne varia de acordo
com a raça, idade e condições higiênicas do animal. 14
A avicultura brasileira tem apresentado altos índices de crescimento. Seu bem
principal, o frango, conquistou os mais exigentes mercados. Em 2011 a produção
brasileira atingiu a marca histórica de 13,058 milhões de toneladas, garantindo ao Brasil
uma posição entre os três maiores produtores mundiais de carne de frango, com Estados
Unidos e China. 15 A carne de frango tem destaque na região sul, sendo os estados do
Paraná e Rio Grande do Sul os principais fornecedores. A região Centro-Oeste, por ser
grande produtora de grãos, vem crescendo no setor e recebendo novos investimentos.
Fatores como qualidade, sanidade e preço contribuíram para aperfeiçoar a produtividade
no setor. A taxa de crescimento anual, da produção da carne de frango, deve alcançar
4,22%. Nas exportações, com uma expansão estimada em 5,62% ao ano, o Brasil deverá
continuar na liderança mundial. 6, 17 Esses dados têm levado a indústria de alimentos, a
uma análise dos métodos a serem utilizados na conservação da carne de frango, tanto a
destinada ao mercado interno quanto ao externo. Isso impulsionou uma nova tendência
de substituir métodos de conservação tradicionais, que alteram física e quimicamente os
alimentos, por procedimentos menos severos, dentre os quais se destacam novas
tecnologias de processamento e acondicionamento, como exemplo, a Embalagem em
Atmosfera Modificada (EAM). 7, 18
Vários cortes podem ser obtidos a partir das carcaças de frango, tais como: coxa
e sobrecoxa, peito e filé de peito, asa e coxinha da asa. Também são produtos os
miúdos, como fígado, coração, moela, pés e pescoços. Como subprodutos temos como
exemplo o CMS, proveniente de dorsos, pescoços, ossos da coxa, caixa torácica e
produtos lesionados, cujos valores alimentares são menores. O CMS serve para
fabricação de industrializados como mortadela e salsicha. Além disso, há resíduos
ósseos que são tradicionalmente transformados em farinha para alimentação animal. 11
5. Embalagem em Atmosfera Modificada (EAM)
A utilização da tecnologia da EAM, embora não seja tão recente, passou a ser
considerada a partir do desenvolvimento de embalagens mais adequadas a este tipo de
tecnologia. Apresenta inúmeras vantagens, tais como: possibilidade de comercialização
de produtos de elevada qualidade, sem conservantes, com manutenção da cor, do aroma
e do frescor dos alimentos. Isso é traduzido em uma melhor apresentação do produto,
com um prazo de validade também estendido. 14
A embalagem em atmosfera modificada (EAM) é caracterizada por um processo
que substitui o ar no interior da embalagem, por uma mistura de gases como oxigênio
(O2), dióxido de carbono (CO2) e nitrogênio (N2). O método de conservação de
alimentos por esta via, deriva do efeito inibitório do CO2 sobre os diferentes tipos
microbianos, e à redução ou remoção do O2 do interior da embalagem. 19, 20 Esta
tecnologia tem sido bem sucedida, pois favorece a qualidade e frescura do produto por
tempos longos até a comercialização. 7
6. Processo de Manufatura do Poliestireno Expandido (EPS)
O processo de obtenção do poliestireno expandido ocorre em três etapas: a pré-
expansão, o armazenamento intermediário e a moldagem. A pré-expansão compreende,
em uma primeira fase, num expansor através de aquecimento por contato com vapor de
água, que incha o poliestireno para um volume cerca de 50 vezes maior que o original.
Vol. 3, No. 4, Outubro – Dezembro 2013, Página 21
Resulta em um granulado de partículas, composta por pequenas células fechadas, que
são armazenados para estabilização, fase na qual o granulado perde calor criando uma
depressão no interior das células. No decorrer desta etapa, o espaço dentro das células é
preenchido pelo ar circundante. O estabilizado então é introduzido em moldes, e
novamente exposto a vapor de água, o que provoca a soldura do mesmo. Assim obtém-
se um material expandido, que é inflexível e que contém uma grande quantidade de ar.
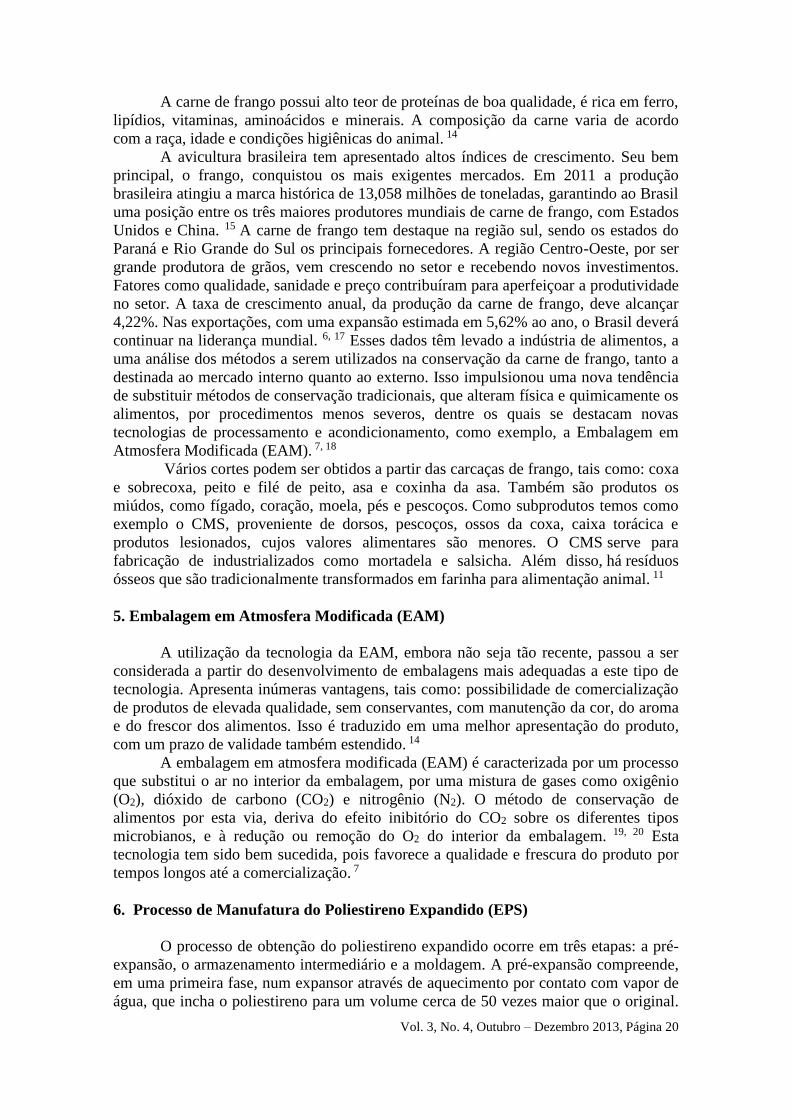
Se produzem blocos de isopor em grandes moldes paralelepipédicos, para
fabricar peças moldadas, o granulado é insuflado para dentro de moldes com a
conformação das peças pretendidas, como pode ser observado na Figura 2. 12, 21, 22
Figura 2. Processo de produção do poliestireno a partir da água, estireno, pentano e óleo de
petróleo. Posterior a utilização da matéria prima (poliestireno) para a produção do
poliestireno expandido, que ocorre em três etapas: (1) pré expansão, (2) envelhecimento
intermediário em silos e (3) expansão, que recebe formas de painéis ou peças moldadas.
Fonte: JACQUES (2010).
6.1. Processo de Produção das Bandejas de EPS pelo Processo de Termoformagem
O poliestireno expandido, após fabricado, é submetido ao processo de
termoformagem para dar forma ao produto. A termoformagem é empregada em larga
escala na indústria de embalagens e descartáveis, É o processo pelo qual são obtidas
peças moldadas, a partir de chapas planas previamente produzidas. Estas chapas são
temporariamente amolecidas por ação de calor, e logo após forçadas a envolver a
superfície de um molde com a forma da peça requerida. Após o resfriamento sobre o
molde, o produto é extraído e as sobras laterais aparadas. 8
A termoformagem pode atingir uma ampla gama de espessuras, desde as
medidas finas utilizadas em embalagens de alimentos, até lâminas mais grossas
utilizadas na fabricação de interiores de geladeiras. O tamanho, molde e o tipo de peça
determinam a técnica de termoformagem e o equipamento a ser utilizado. 23
Vol. 3, No. 4, Outubro – Dezembro 2013, Página 22
A bobina contendo o poliestireno expandido passa por uma esteira, onde é
transportado para um aquecedor, e em seguida para uma prensa onde sofre a moldagem
propriamente dita.
Existem vários modos de se efetuar termoformagem, tais como: conformação a
vácuo com molde negativo, conformação a vácuo com molde positivo, e conformação a
ar comprimido.
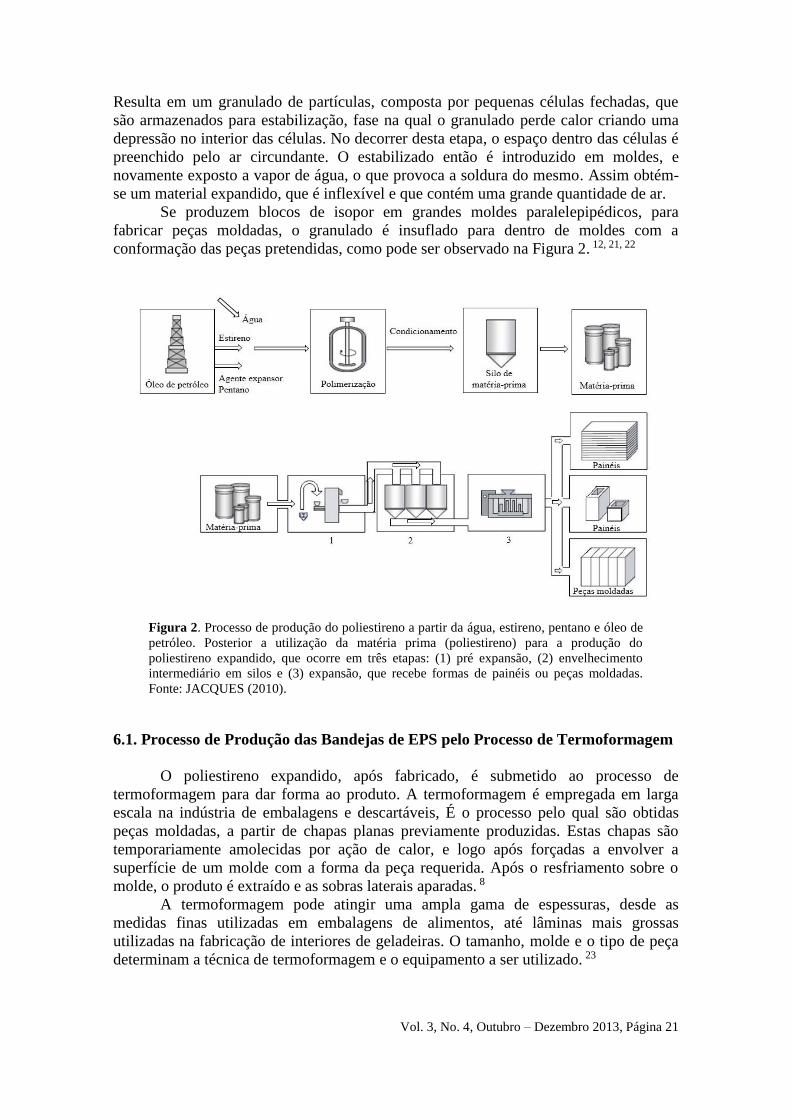
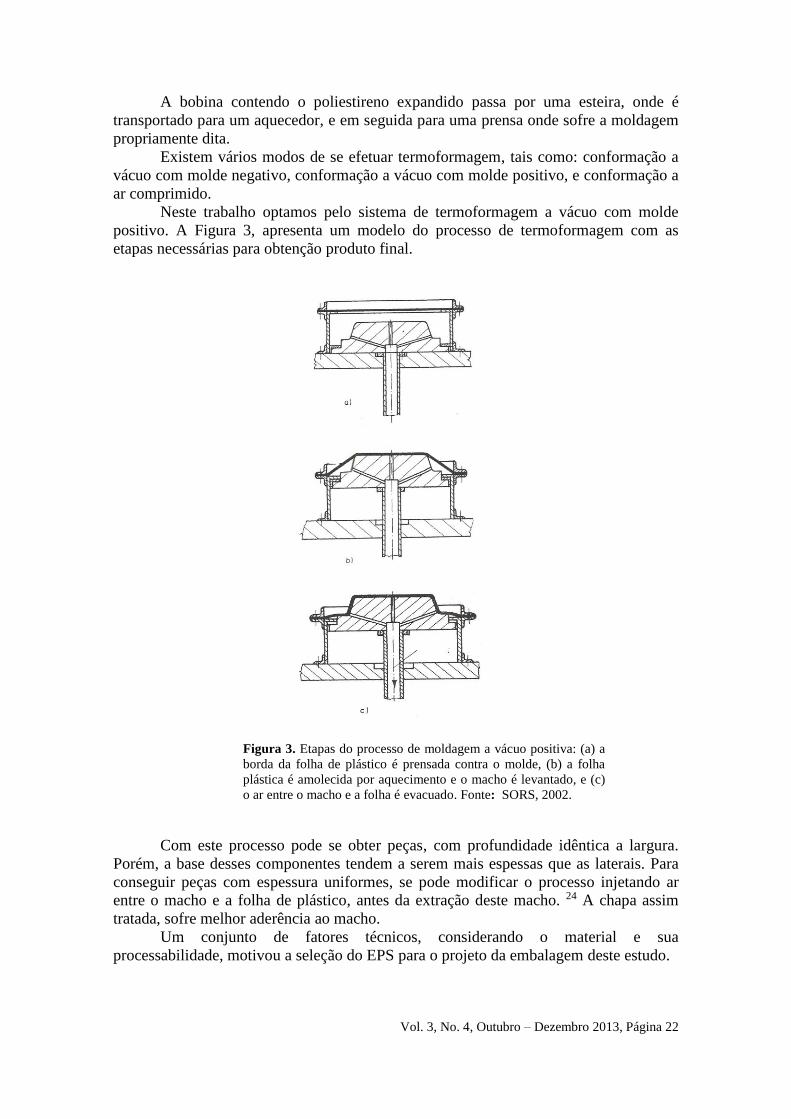
Neste trabalho optamos pelo sistema de termoformagem a vácuo com molde
positivo. A Figura 3, apresenta um modelo do processo de termoformagem com as
etapas necessárias para obtenção produto final.
Figura 3. Etapas do processo de moldagem a vácuo positiva: (a) a
borda da folha de plástico é prensada contra o molde, (b) a folha
plástica é amolecida por aquecimento e o macho é levantado, e (c)
o ar entre o macho e a folha é evacuado. Fonte: SORS, 2002.
Com este processo pode se obter peças, com profundidade idêntica a largura.
Porém, a base desses componentes tendem a serem mais espessas que as laterais. Para
conseguir peças com espessura uniformes, se pode modificar o processo injetando ar
entre o macho e a folha de plástico, antes da extração deste macho. 24 A chapa assim
tratada, sofre melhor aderência ao macho.
Um conjunto de fatores técnicos, considerando o material e sua
processabilidade, motivou a seleção do EPS para o projeto da embalagem deste estudo.
Vol. 3, No. 4, Outubro – Dezembro 2013, Página 23
7. Simulação e design da nova embalagem
O design é o elemento integrador do processo atuando em todas as fases do
estudo, desde a concepção industrial da embalagem, até a relação dela com o
consumidor.
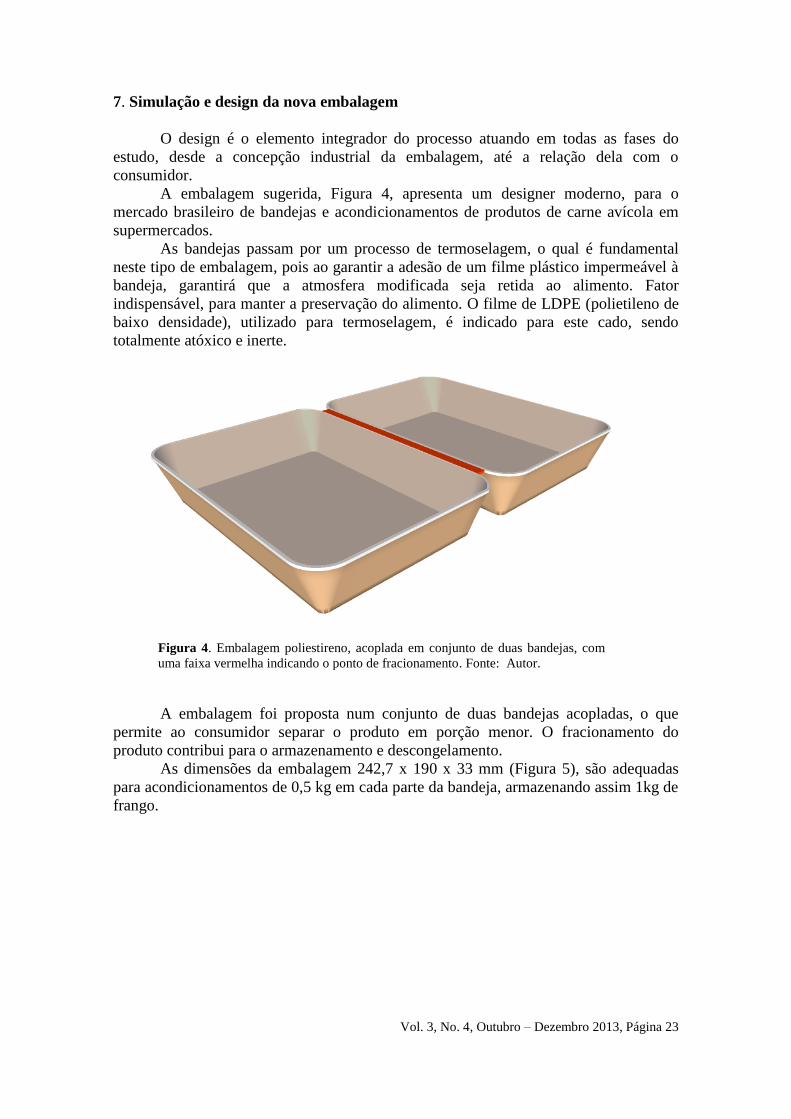
A embalagem sugerida, Figura 4, apresenta um designer moderno, para o
mercado brasileiro de bandejas e acondicionamentos de produtos de carne avícola em
supermercados.
As bandejas passam por um processo de termoselagem, o qual é fundamental
neste tipo de embalagem, pois ao garantir a adesão de um filme plástico impermeável à
bandeja, garantirá que a atmosfera modificada seja retida ao alimento. Fator
indispensável, para manter a preservação do alimento. O filme de LDPE (polietileno de
baixo densidade), utilizado para termoselagem, é indicado para este cado, sendo
totalmente atóxico e inerte.
Figura 4. Embalagem poliestireno, acoplada em conjunto de duas bandejas, com
uma faixa vermelha indicando o ponto de fracionamento. Fonte: Autor.
A embalagem foi proposta num conjunto de duas bandejas acopladas, o que
permite ao consumidor separar o produto em porção menor. O fracionamento do
produto contribui para o armazenamento e descongelamento.
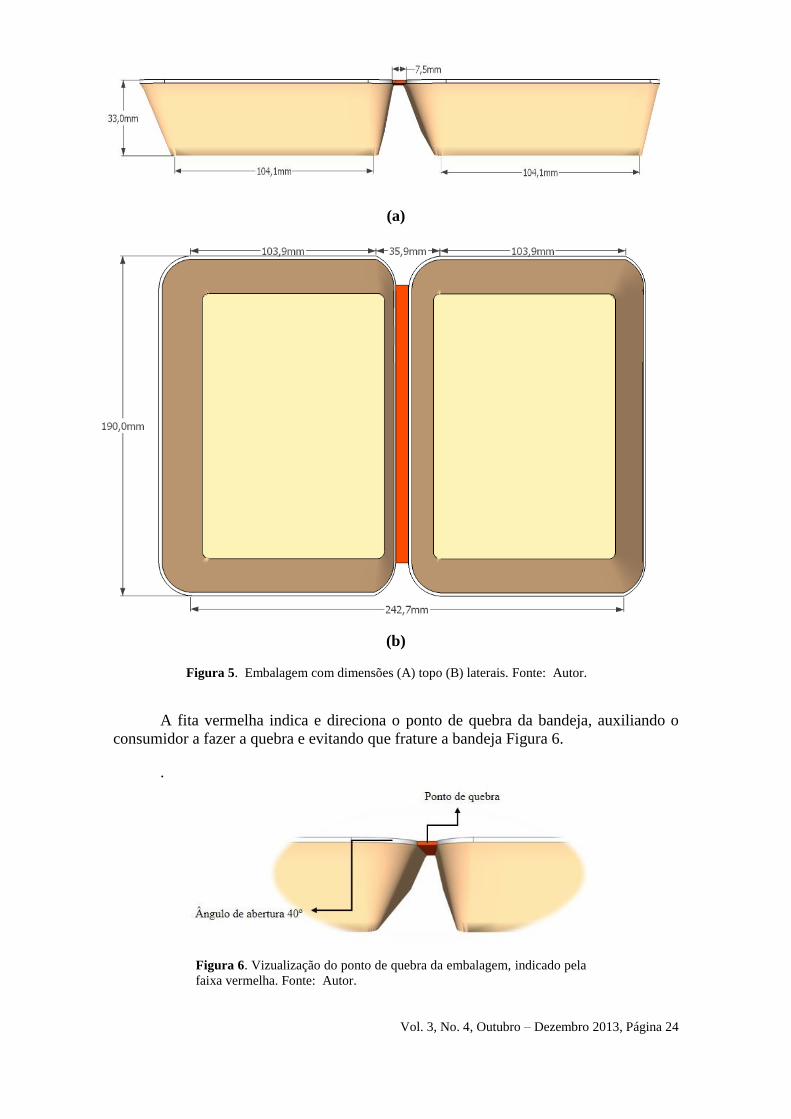
As dimensões da embalagem 242,7 x 190 x 33 mm (Figura 5), são adequadas
para acondicionamentos de 0,5 kg em cada parte da bandeja, armazenando assim 1kg de
frango.
Vol. 3, No. 4, Outubro – Dezembro 2013, Página 24
(a)
(b)
Figura 5. Embalagem com dimensões (A) topo (B) laterais. Fonte: Autor.
A fita vermelha indica e direciona o ponto de quebra da bandeja, auxiliando o
consumidor a fazer a quebra e evitando que frature a bandeja Figura 6.
.
Figura 6. Vizualização do ponto de quebra da embalagem, indicado pela
faixa vermelha. Fonte: Autor.
Vol. 3, No. 4, Outubro – Dezembro 2013, Página 25
8. Conclusão
O design do projeto para embalagem apresentado é moderno e inovador, e
atende todas as exigências requeridas do mercado, como proteção, conservação,
informação, conveniência na utilização e maquinabilidade. O processo de termoselagem
em atmosfera modificada protege contra a contaminação e as condições climáticas,
consequentemente elevando o tempo de conservação do alimento. Este tipo de
embalagem é de fácil manuseio, tem um custo aceitável e já praticado no mercado, é
descartável e reciclável.
A possibilidade de fracionamento como inovação da bandeja, versatilidade seu
uso e soluciona um velho problema dos alimentos congelados em bloco único,
sobretudo para os consumidores que não desejarem consumir todo o alimento de uma só
vez. Pode ser destacado, que o projeto é fator de segurança alimentar, por evitar a
contaminação e a perda de propriedades do alimento, considerando o descongelamento
e exposição ao meio de uma parte da porção que eventualmente não seja processada.
9. Referências bibliográficas
[1] BOONE, L.; KURTZ, D. L. Marketing contemporâneo. Trad. Aline Neves Leite
de Almeida et al. 8. ed. Rio de Janeiro: LTC, 1995.
[2] .Revista Administrador Profissional, São Paulo, v. 28, n. 230, p. 6, ago. 2005.
[3] SARANTÓPOULOS et all, Propriedades de embalagens e sua influência na
qualidade de produtos cárneos. Revista Nacional da Carne. Edição nº 317. Julho de
2003. Disponível em:
<http://www.dipemar.com.br/carne/317/materia_embalagens2_carne.htm> Acesso em 8
de Junho de 2013.
[4] GERMANO, P.M.L.; GERMANO, M.I.S.; UNGAR, M.L. Higiene e Vigilância
Sanitária de Alimentos. 2.ed. ver. ampl. São Paulo: Varela, 2003. 655p.
[5] ABRE - Associação Brasileira de Embalagem. Embalagens. Disponível em:
<http://www.abre.org.br/index_cch.htm>. Acesso em 10 de junho de 2013
[6] VIEIRA, S.L. Conceitos atuais de qualidade em produtos de frango: Efeito da
nutrição inicial. Simpósio Internacional de Tecnologia, Processamento e Qualidade da
Carne de Aves. Anais. Concórdia: Embrapa, p. 60-68, 1999.
[7] GAVA, A. J.; SILVA, C. A.; FRIAS, J. R. Tecnologia de alimentos - Princípios e
aplicações. (3 ed.). São Paulo: Nobel, 512pp, 2008.
[8] ALBUQUERQUE, J.A.C. Planeta Plásticos: tudo que você precisa saber sobre
plásticos. Porto Alegre: Editora Sagra Luzzatto, 2010.
[9] ARAÚJO, M. A. R.; Avaliação do Dsempenho de Artefato de Poliestireno de
Alto Impacto Reciclado. Universidade do Estado do Rio de Janeiro, 2006.
[10] EVANGELISTA, J.; Tecnologia de Alimentos. São Paulo: Editora Atheneu, 2003.
Vol. 3, No. 4, Outubro – Dezembro 2013, Página 26
[11] CORSO, M. P. Embalagens. Universidade Tecnológica Federal do Paraná, p. 35,
2007.
[12] JACQUES, F.B. Mercado Brasileiro de Poliestireno com Ênfase no Setor de
Eletrodoméstico. Universidade Federal do Rio grande do Sul, 2010.
[13] Embalagens plásticas para alimentos. Prospectiva tecnológica da cadeia
produtiva de transformados plásticos. Secretaria de tecnologia industrial - ministério do
Desenvolvimento, indústria e comércio exterior (sti/mdic). Executor: Universidade
Federal Do Rio De Janeiro (Siquim/Eq/Ufrj), 2003.
[14] VENTURINI, A.C. Embalagens de Transporte (Masterpack) com Atmosfera e
Modificada e Absorvedores de Oxigênio para Aumento da Vida Útil de Carne
Bovina. 103f. Dissertação (Mestrado) - Escola Superior De Agricultura Luiz De
Queiroz, Universidade De São Paulo, Piracicaba, 2003.
[15] A avicultura Brasileira. União Brasileira de Avicultura (UBABEF). Disponivel em:
<http://www.ubabef.com.br/a_avicultura_brasileira/historia_da_avicultura_no_brasil>.
Acesso em junho 2013.
[16] Aves. Ministerio da Agricultura. Disponível
em:<http://www.agricultura.gov.br/animal/especies/aves>. Acesso em junho 2013.
[17] Estatisticas. Associação Brasileira de Produtores e Exportadores de Frangos
(ABEF). Disponivel em:
<http://www.abef.com.br/Estatisticas/MercadoInterno/Atual.asp#>. Acesso em junho
2013.
[18] HUALLANCO, M. B. A. Aplicação de um sistema de classificação de carcaças e
cortes e efeito pós abate da qualidade de cortes de frango criados no sistema alternativo.
Dissertação (Mestrado em Ciências) – Escola Superior de Agricultura Luiz de Queiroz,
Universidade de São Paulo, Piracicaba, 2004.
[19] MOTA, S. L.; SILVA, G. D.; AGNANI, J. A.; MENEZES, E. L.; DEMETRIO, A.
A.; SHINOHARA, N. K. et al. Embalagens utilizadas em produtos cárneos. Recife:
UFRP, 3pp, 2009.
[20] MANTILLA, S. P. S.; MANO, S. B.; VITAL, H. C; FRANCO, R. M. Atmosfera
Modificada na Conservação de Alimentos. Rev. Acad., Ciênc. Agrár. Ambient.
Curitiba, v. 8, n. 4, p. 437-448, out./dez. 2010.
[21] GROTE, Z. V.; SILVEIRA, J. L. Análise Energética e Exergética de um Processo
de Reciclagem de Poliestireno Expandido (Isopor). Revista Mackenzie de Engenharia
e Computação, Ano 3, n. 3, p. 9-27.
[22] STYROPOR. Expandable Polystyrene – Construction with Styropor. [CD-ROM].
São Paulo: Catálogo Técnico da BASF, 1993.
[23] TERMOFORMING. Desenvolvido pela GE plastics 2003. Apresenta textos sobre
processamento de termoplástico. Disponível em: http://www.ge.com. Acesso em junho
de 2013.
[24] SORS, L.; BARDÁCZ, L,; RADNÓTI, I. Plásticos, moldes e matrizes. Curitiba –
PR, ed. Hemus 490 p, 2002.

Vol. 3, No. 4, Outubro – Dezembro 2013, Página 27
Vol. 3, No. 3,
Outubro-Dezembro de 2013
ORIGINAL ARTICLE
DESIGN AND SIMULATION OF A HEX GEOMETRY PACKAGE
FOR GALLUS GALLUS DOMESTICU’S FRESH EGGS:
MATERIALS, MANUFACTURING AND DIFFERENTIAL
STORAGE UNITS FOR SIX AND TWELVE PACKAGES
*Ana Elisa Victor Silva¹ and Etney Neves2,3
¹ Acadêmica do Curso de Engenharia de Alimentos, UNEMAT - Universidade do Estado de Mato Grosso,
Campus Barra do Bugres – MT, Brasil. Rua Florianópolis, JD Elite II, CEP 78390000. 2 Professor Visitante do Departamento de Engenharia de Alimentos, UNEMAT.- Universidade do Estado
de Mato Grosso, Campus Barra do Bugres - MT. 3 Pesquisador Associado a Associação Nacional Instituto Hestia de Ciência e Tecnologia, HESTIA.- Brasil.
Abstract
In this academic work was realized a study of packaging used in packaging the chicken
eggs (Gallus gallus domesticus) as well as the material used to manufacture these. The
goal was to develop a new model proposal packaging for this product. Were combined
two types of materials derived from cellulose, molded pulp and cardboard. The new
designer aims to maintain the integrity of external and internal egg, thereby preventing
loss of quality. The packages were developed for models able to pack 6 or 12 eggs. The
new package is presented, the designer commented and simulated technically.
Keywords: packaging, eggs, paper.

Vol. 3, No. 4, Outubro – Dezembro 2013, Página 28
Vol. 3, No. 3,
Outubro-Dezembro de 2013
ARTIGO ORIGINAL
DESIGN E SIMULAÇÃO DE UMA EMBALAGEM INOVADORA
PARA OVOS FRESCOS DE GALLUS GALLUS DOMESTICUS:
MATERIAL, MANUFATURA E DIFERENCIAIS DE ESTOCAGEM
PARA DOZE E SEIS UNIDADES
*Ana Elisa Victor Silva¹ e Etney Neves2,3
¹ Acadêmica do Curso de Engenharia de Alimentos, UNEMAT - Universidade do Estado de Mato Grosso,
Campus Barra do Bugres – MT, Brasil. Rua Florianópolis, JD Elite II, CEP 78390000. 2 Professor Visitante do Departamento de Engenharia de Alimentos, UNEMAT.- Universidade do Estado
de Mato Grosso, Campus Barra do Bugres - MT. 3 Pesquisador Associado a Associação Nacional Instituto Hestia de Ciência e Tecnologia, HESTIA.-
Brasil.
Resumo
Neste trabalho foi realizado um estudo das embalagens utilizadas no acondicionamento
de ovos de galinha (Gallus gallus domesticus), bem como do material utilizado para a
fabricação destas. O objetivo foi desenvolver uma nova proposta de embalagem para
este produto. Foram combinados dois tipos de materiais derivados da celulose, a polpa
moldada e a cartolina. O novo designer visa manter a integridade externa e interna dos
ovos, evitando assim a perda de qualidade. As embalagens foram desenvolvidas em
modelos capazes de acondicionar 6 ou 12 ovos. A nova embalagem é apresentada, o
designer comentado e o modelo simulado utilizando um software.
Palavras-chaves: embalagem, ovos, celulose, papel.1
1. Introdução
Os ovos de galinha (Gallus gallus domesticus), possuem um conteúdo líquido
rico em nutrientes 1,2,3 e devido a isso são destinados quase que exclusivamente a
alimentação humana. 4
A casca do ovo funciona como uma capa protetora, 5 constituída por uma matriz
de fibras entrelaçadas de natureza proteica e cristais de carbonato de cálcico. 4
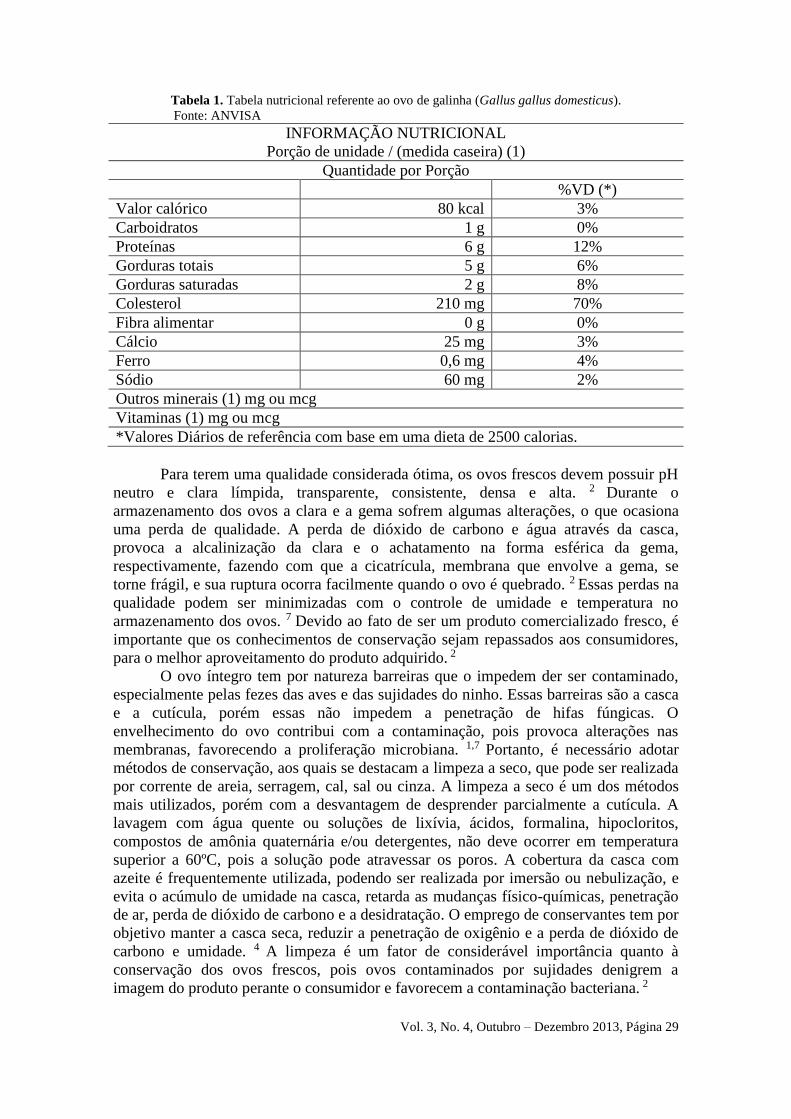
A clara é uma solução aquosa de proteínas. A proteína encontrada em maior
quantidade é a ovoalbumina. A gema consiste em uma emulsão de gordura e água. 4 Na
Tabela 1, é possível observar a composição nutricional média de uma unidade,
comparada a uma dieta de 2500 calorias.
Vol. 3, No. 4, Outubro – Dezembro 2013, Página 29
Tabela 1. Tabela nutricional referente ao ovo de galinha (Gallus gallus domesticus).
Fonte: ANVISA
INFORMAÇÃO NUTRICIONAL
Porção de unidade / (medida caseira) (1)
Quantidade por Porção
%VD (*)
Valor calórico 80 kcal 3%
Carboidratos 1 g 0%
Proteínas 6 g 12%
Gorduras totais 5 g 6%
Gorduras saturadas 2 g 8%
Colesterol 210 mg 70%
Fibra alimentar 0 g 0%
Cálcio 25 mg 3%
Ferro 0,6 mg 4%
Sódio 60 mg 2%
Outros minerais (1) mg ou mcg
Vitaminas (1) mg ou mcg
*Valores Diários de referência com base em uma dieta de 2500 calorias.
Para terem uma qualidade considerada ótima, os ovos frescos devem possuir pH
neutro e clara límpida, transparente, consistente, densa e alta. 2 Durante o
armazenamento dos ovos a clara e a gema sofrem algumas alterações, o que ocasiona
uma perda de qualidade. A perda de dióxido de carbono e água através da casca,
provoca a alcalinização da clara e o achatamento na forma esférica da gema,
respectivamente, fazendo com que a cicatrícula, membrana que envolve a gema, se
torne frágil, e sua ruptura ocorra facilmente quando o ovo é quebrado. 2 Essas perdas na
qualidade podem ser minimizadas com o controle de umidade e temperatura no
armazenamento dos ovos. 7 Devido ao fato de ser um produto comercializado fresco, é
importante que os conhecimentos de conservação sejam repassados aos consumidores,
para o melhor aproveitamento do produto adquirido. 2
O ovo íntegro tem por natureza barreiras que o impedem der ser contaminado,
especialmente pelas fezes das aves e das sujidades do ninho. Essas barreiras são a casca
e a cutícula, porém essas não impedem a penetração de hifas fúngicas. O
envelhecimento do ovo contribui com a contaminação, pois provoca alterações nas
membranas, favorecendo a proliferação microbiana. 1,7 Portanto, é necessário adotar
métodos de conservação, aos quais se destacam a limpeza a seco, que pode ser realizada
por corrente de areia, serragem, cal, sal ou cinza. A limpeza a seco é um dos métodos
mais utilizados, porém com a desvantagem de desprender parcialmente a cutícula. A
lavagem com água quente ou soluções de lixívia, ácidos, formalina, hipocloritos,
compostos de amônia quaternária e/ou detergentes, não deve ocorrer em temperatura
superior a 60ºC, pois a solução pode atravessar os poros. A cobertura da casca com
azeite é frequentemente utilizada, podendo ser realizada por imersão ou nebulização, e
evita o acúmulo de umidade na casca, retarda as mudanças físico-químicas, penetração
de ar, perda de dióxido de carbono e a desidratação. O emprego de conservantes tem por
objetivo manter a casca seca, reduzir a penetração de oxigênio e a perda de dióxido de
carbono e umidade. 4 A limpeza é um fator de considerável importância quanto à
conservação dos ovos frescos, pois ovos contaminados por sujidades denigrem a
imagem do produto perante o consumidor e favorecem a contaminação bacteriana. 2
Vol. 3, No. 4, Outubro – Dezembro 2013, Página 30
Um método que tem se destacado na conservação dos ovos íntegros é a
cobertura com azeite, que minimiza a perda de água e de dióxido de carbono para o
ambiente. Esse método associado com a termoestabilização, que consiste na aplicação
de calor durante a cobertura com azeite, é capaz de destruir os microrganismos
superficiais e ainda formar uma membrana interna de proteínas coaguladas que reduz as
perdas de água durante o armazenamento. 4
2. Embalagens
A embalagem existe desde os primórdios da humanidade, quando o homem
sentiu a necessidade de armazenar. O papel foi a primeira matéria-prima de embalagem
moderna, inicialmente fabricada a mão. Em meados do século XIX, passou a ser
fabricadas por máquinas. 8
Quando a embalagem tem como destino armazenar um produto alimentício,
devem ser levados em consideração o fator tecnológico e o de saúde pública. Dentro do
fator tecnológico é necessário ressaltar a resistência que a embalagem deve ter ao
empilhamento, transporte, manuseio e estocagem. 10
O designer de uma embalagem tem o desafio de conciliar praticidade,
funcionalidade e estética com o baixo custo, 9 sendo este último um dos mais
importantes, pois a embalagem ter um custo mais elevado que o alimento nela contido é
uma realidade.
Considerando o consumidor final como avaliador de uma embalagem, ele dará
preferência às embalagens que proporcionem facilidade de transporte, abertura e
retirada do produto de forma fácil. Também valorizará a possibilidade do fechamento
novamente, para o caso de produtos que não são utilizados de uma única vez. A
possibilidade de reaproveitamento doméstico, como é o caso das chamadas
“embalagens presente”, também são fator de desejo. Contudo, o fator de maior
importância no primeiro contato do consumidor com o produto, é a boa apresentação, e
a estética da embalagem. 9
A embalagem, de acordo com o critério saúde pública, tem como aspecto mais
relevante a proteção do alimento contra insetos, roedores, microrganismos e fatores
ambientais. 10
As funções das embalagens se dividem em conter, informar e proteger o
produto. De modo geral, é possível afirmar que sua função é fazer com que o produto
chegue ao destino final o mais semelhante possível, em aspectos de qualidade
nutricional e aparência, que o original ou recém-preparado. 10 São ainda funções da
embalagem, melhorar a apresentação e possibilitar uma boa visualização do produto 11.
As embalagens, quando destinadas a alimentos, devem ser submetidas a testes de
migração, que tem por finalidade a avaliação da quantidade de substâncias que podem
migrar da embalagem para o alimento. São de extrema importância, pois tais
substâncias podem ser tóxicas ao homem ou simplesmente alterar de forma indesejada
as características do alimento. 9 Para a realização desses testes, são utilizados simulantes
de alimentos, que reproduzem o pH e teor de gordura. 9
As embalagens naturais são as mais antigas e ainda hoje muito utilizadas, dentre
elas podemos citar as de fibras vegetais e de madeira. O papel derivado de fibras de
celulose é o mais antigo e mais versátil material utilizado em embalagens. 12
Vol. 3, No. 4, Outubro – Dezembro 2013, Página 31
2.1. Celulose
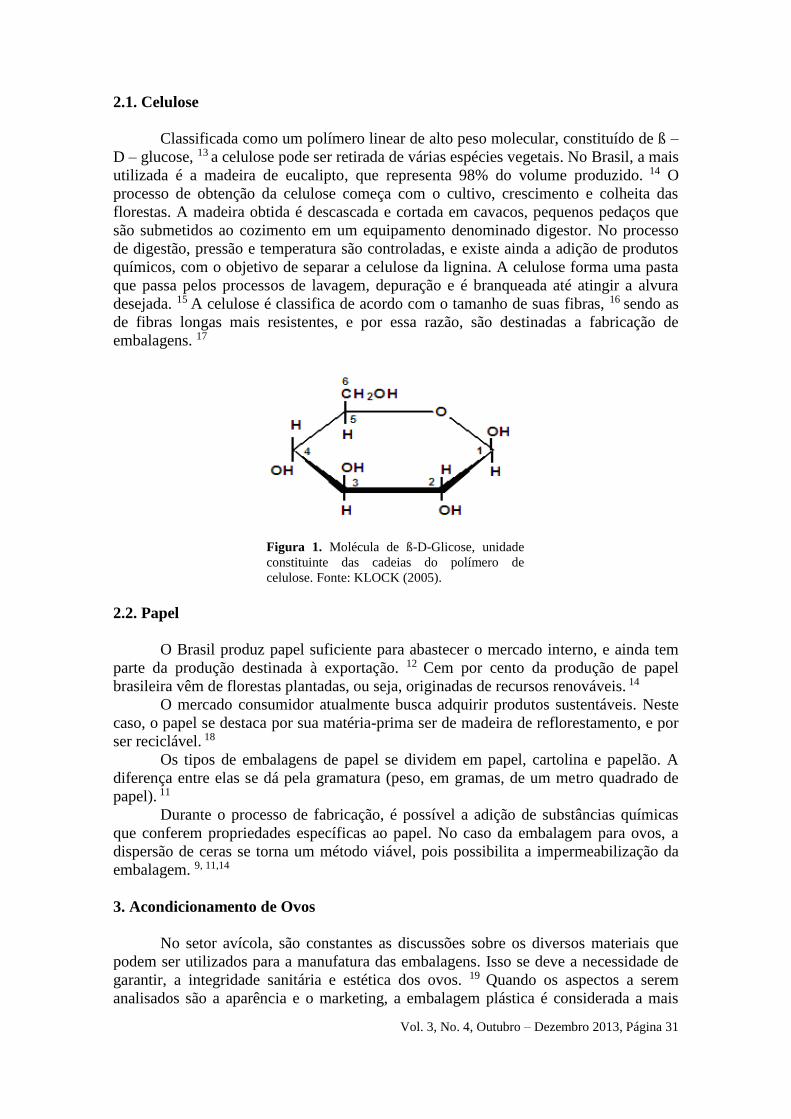
Classificada como um polímero linear de alto peso molecular, constituído de ß –
D – glucose, 13 a celulose pode ser retirada de várias espécies vegetais. No Brasil, a mais
utilizada é a madeira de eucalipto, que representa 98% do volume produzido. 14 O
processo de obtenção da celulose começa com o cultivo, crescimento e colheita das
florestas. A madeira obtida é descascada e cortada em cavacos, pequenos pedaços que
são submetidos ao cozimento em um equipamento denominado digestor. No processo
de digestão, pressão e temperatura são controladas, e existe ainda a adição de produtos
químicos, com o objetivo de separar a celulose da lignina. A celulose forma uma pasta
que passa pelos processos de lavagem, depuração e é branqueada até atingir a alvura
desejada. 15 A celulose é classifica de acordo com o tamanho de suas fibras, 16 sendo as
de fibras longas mais resistentes, e por essa razão, são destinadas a fabricação de
embalagens. 17
Figura 1. Molécula de ß-D-Glicose, unidade
constituinte das cadeias do polímero de
celulose. Fonte: KLOCK (2005).
2.2. Papel
O Brasil produz papel suficiente para abastecer o mercado interno, e ainda tem
parte da produção destinada à exportação. 12 Cem por cento da produção de papel
brasileira vêm de florestas plantadas, ou seja, originadas de recursos renováveis. 14
O mercado consumidor atualmente busca adquirir produtos sustentáveis. Neste
caso, o papel se destaca por sua matéria-prima ser de madeira de reflorestamento, e por
ser reciclável. 18
Os tipos de embalagens de papel se dividem em papel, cartolina e papelão. A
diferença entre elas se dá pela gramatura (peso, em gramas, de um metro quadrado de
papel). 11
Durante o processo de fabricação, é possível a adição de substâncias químicas
que conferem propriedades específicas ao papel. No caso da embalagem para ovos, a
dispersão de ceras se torna um método viável, pois possibilita a impermeabilização da
embalagem. 9, 11,14
3. Acondicionamento de Ovos
No setor avícola, são constantes as discussões sobre os diversos materiais que
podem ser utilizados para a manufatura das embalagens. Isso se deve a necessidade de
garantir, a integridade sanitária e estética dos ovos. 19 Quando os aspectos a serem
analisados são a aparência e o marketing, a embalagem plástica é considerada a mais
Vol. 3, No. 4, Outubro – Dezembro 2013, Página 32
adequada. Já a embalagem fabricada em poliestireno expandido (EPS), garante o
isolamento térmico e a garantia na integridade da casca durante o transporte. A
embalagem de papel é a que exibe melhor custo/benefício, pois garante a proteção à
integridade dos ovos e o diferencial do melhor custo relativo de aquisição. A
embalagem representa entre 10 a 20% no preço final dos ovos, sendo esta uma
informação importante na seleção do material da embalagem. Desta forma, o material
escolhido para a manufatura da embalagem deste trabalho foi a celulose. Este material
permite a obtenção de estruturas totalmente flexíveis, como é o caso da celulose
regenerada, conhecida como celofane. Por outro lado, de estruturas rígidas capazes de
suportar cargas elevadas, como é o caso das caixas de papel ondulado. 20
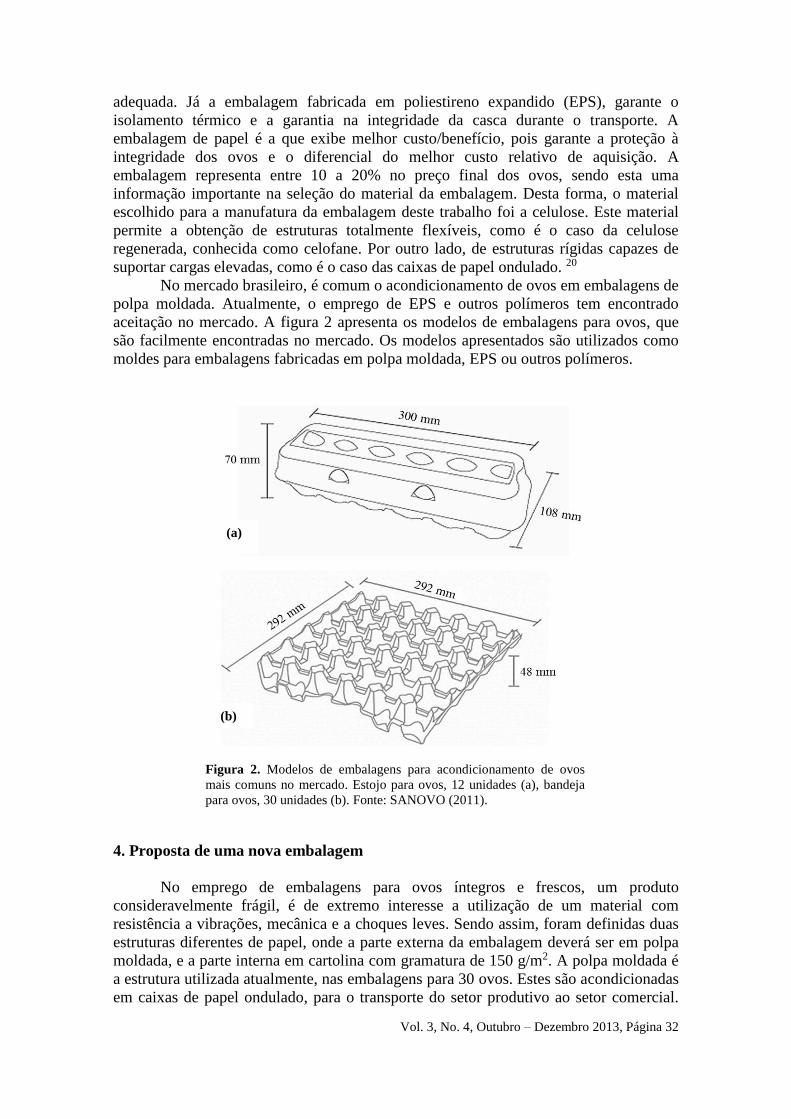
No mercado brasileiro, é comum o acondicionamento de ovos em embalagens de
polpa moldada. Atualmente, o emprego de EPS e outros polímeros tem encontrado
aceitação no mercado. A figura 2 apresenta os modelos de embalagens para ovos, que
são facilmente encontradas no mercado. Os modelos apresentados são utilizados como
moldes para embalagens fabricadas em polpa moldada, EPS ou outros polímeros.
Figura 2. Modelos de embalagens para acondicionamento de ovos
mais comuns no mercado. Estojo para ovos, 12 unidades (a), bandeja
para ovos, 30 unidades (b). Fonte: SANOVO (2011).
4. Proposta de uma nova embalagem
No emprego de embalagens para ovos íntegros e frescos, um produto
consideravelmente frágil, é de extremo interesse a utilização de um material com
resistência a vibrações, mecânica e a choques leves. Sendo assim, foram definidas duas
estruturas diferentes de papel, onde a parte externa da embalagem deverá ser em polpa
moldada, e a parte interna em cartolina com gramatura de 150 g/m2. A polpa moldada é
a estrutura utilizada atualmente, nas embalagens para 30 ovos. Estes são acondicionadas
em caixas de papel ondulado, para o transporte do setor produtivo ao setor comercial.
(a)
(b)
Vol. 3, No. 4, Outubro – Dezembro 2013, Página 33
Este material é uma boa resposta aos critérios de projetos exigidos, de amortecimento e
resistência. Por essas características, a polpa moldada foi definida como material de
estrutura externa da embalagem, garantindo o amortecimento, caso a embalagem venha
a sofrer um choque físico. A cartolina foi selecionada como material para a parte interna
da embalagem, por ter uma flexibilidade maior que a da polpa moldada, permitindo o
encaixe perfeito entre o produto e a embalagem. Ainda assim, o projeto considera uma
cartolina de gramatura elevada, para que o produto permaneça em uma posição firme,
durante todo o transporte do setor produtivo ao consumidor final, e na estocagem.
Mais que as funções primárias de proteger, armazenar e transportar o produto,
em muitos casos, é a embalagem que viabiliza a venda do produto. Considerando este
último fator, o marketing passa a ser instrumento de grande importância no
desenvolvimento de uma nova embalagem. O marketing está compreendido em quatro
fatores: qualidade do produto, apelo da embalagem, eficiência da propaganda e
composição do preço. 22 Um bom planejamento de embalagem, facilita a venda do
produto.
A cor é o que primeiro chama a atenção do consumidor, e pode até mesmo
influenciá-lo quanto à necessidade de se alimentar, do desejo de possuir saúde, ou
prestígio. Cores fortes e básicas exercem estímulos fisiológicos nos seres humanos. Já
as cores suaves, provocam sensações adversas, como calma e tranquilidade. Por esse
motivo, a cor escolhida para a parte externa da embalagem foi à amarela, uma cor
primária, forte, chamativa, e que se relaciona com o produto. Para funcionar como
atrativo, a cor deve se adequar as condições de mercado e identificar o produto
anunciado, sua essência e finalidade. 22
A Agência Nacional de Vigilância Sanitária (ANVISA), define rótulo como
sendo uma forma de comunicação entre o produto e o consumidor. Portanto, este deve
conter toda a matéria descritiva ou gráfica que esteja escrita, impressa, estampada,
gravada e colada sobre a embalagem do alimento. No Brasil, rótulos de ovos devem
conter advertências quanto ao consumo e preparo desse alimento. Os principais avisos
são: “O consumo deste alimento cru ou mal cozido pode causar danos à saúde” e
“Manter os ovos preferencialmente refrigerados”.
O designer da embalagem foi definido, procurando manter a integridade externa
e interna dos ovos. Tudo para garantir, que não haja troca de umidade e odor entre as
interfaces da embalagem e do produto. O papel utilizado na manufarura da embalagem
sofrerá a adição de uréia-formaldeído ou melanina-formaldeído, compostos que
garantem a impermeabilização da embalagem. 11
No aspecto de integridade externa do produto, foi desenvolvido um sistema de
cortes na superfície do papel da parte interna da embalagem. Este forma orifícios que
permitem que os ovos se encaixem perfeitamente, independente do tamanho dos
mesmos. O formato externo da embalagem é plano, representando um diferencial que
minimiza o contato direto com o produto, no caso da embalagem sofrer choque físico.
Possui formato sextavado, permitindo que as laterais destinadas ao fechamento estejam
distantes do produto.
O principal diferencial na estocagem dos modelos propostos é o empilhamento,
considerando que a embalagem que acondiciona 12 ovos, quando completa, possui o
dobro da massa da embalagem que acondiciona 6 ovos. Porém, esse fator é compensado
se for levado em conta que a embalagem possui o dobro de capacidade. Ovos devem ser
mantidos sob refrigeração constante , 23 portanto, outro fator a ser considerado é a taxa
de transferência térmica, que aumenta devido o maior acúmulo de produto.
A embalagem é dividida exatamente ao meio e tem fundo e tampa planos. A
parte superior e inferior podem ser identificadas através da impressão de logomarca e
Vol. 3, No. 4, Outubro – Dezembro 2013, Página 34
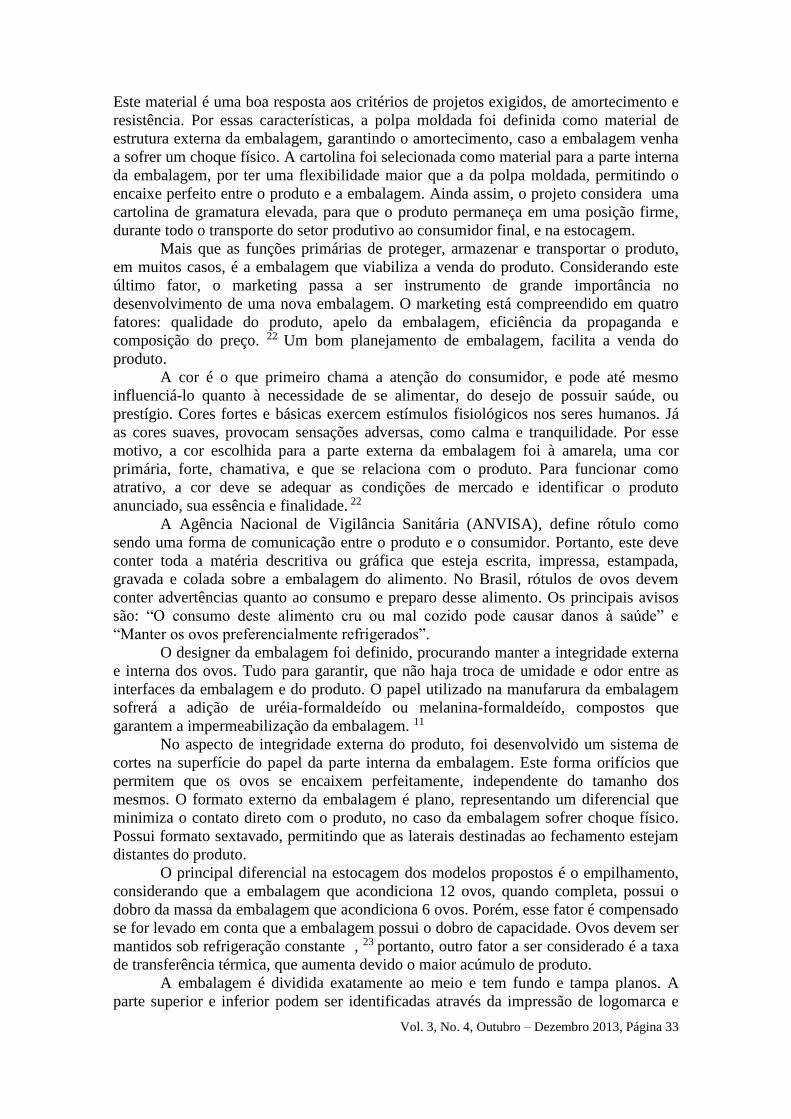
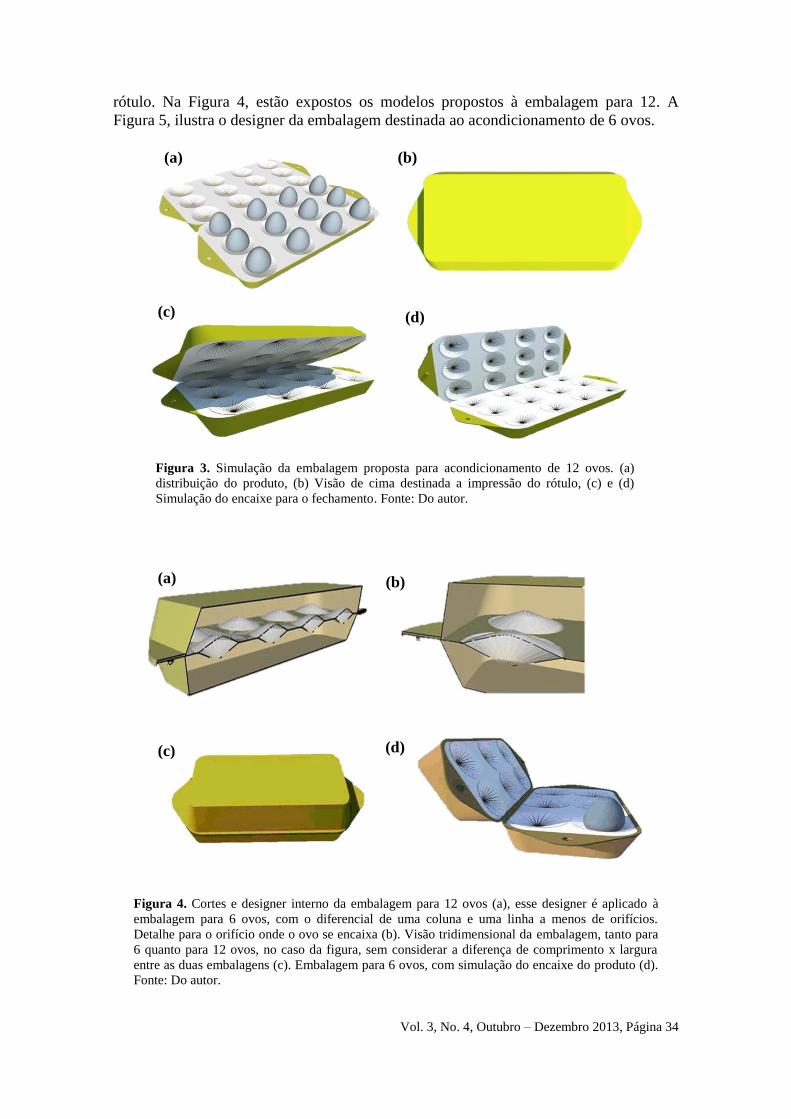
rótulo. Na Figura 4, estão expostos os modelos propostos à embalagem para 12. A
Figura 5, ilustra o designer da embalagem destinada ao acondicionamento de 6 ovos.
Figura 3. Simulação da embalagem proposta para acondicionamento de 12 ovos. (a)
distribuição do produto, (b) Visão de cima destinada a impressão do rótulo, (c) e (d)
Simulação do encaixe para o fechamento. Fonte: Do autor.
Figura 4. Cortes e designer interno da embalagem para 12 ovos (a), esse designer é aplicado à
embalagem para 6 ovos, com o diferencial de uma coluna e uma linha a menos de orifícios.
Detalhe para o orifício onde o ovo se encaixa (b). Visão tridimensional da embalagem, tanto para
6 quanto para 12 ovos, no caso da figura, sem considerar a diferença de comprimento x largura
entre as duas embalagens (c). Embalagem para 6 ovos, com simulação do encaixe do produto (d).
Fonte: Do autor.
(a) (b)
(c) (d)
(a) (b)
(c) (d)
Vol. 3, No. 4, Outubro – Dezembro 2013, Página 35
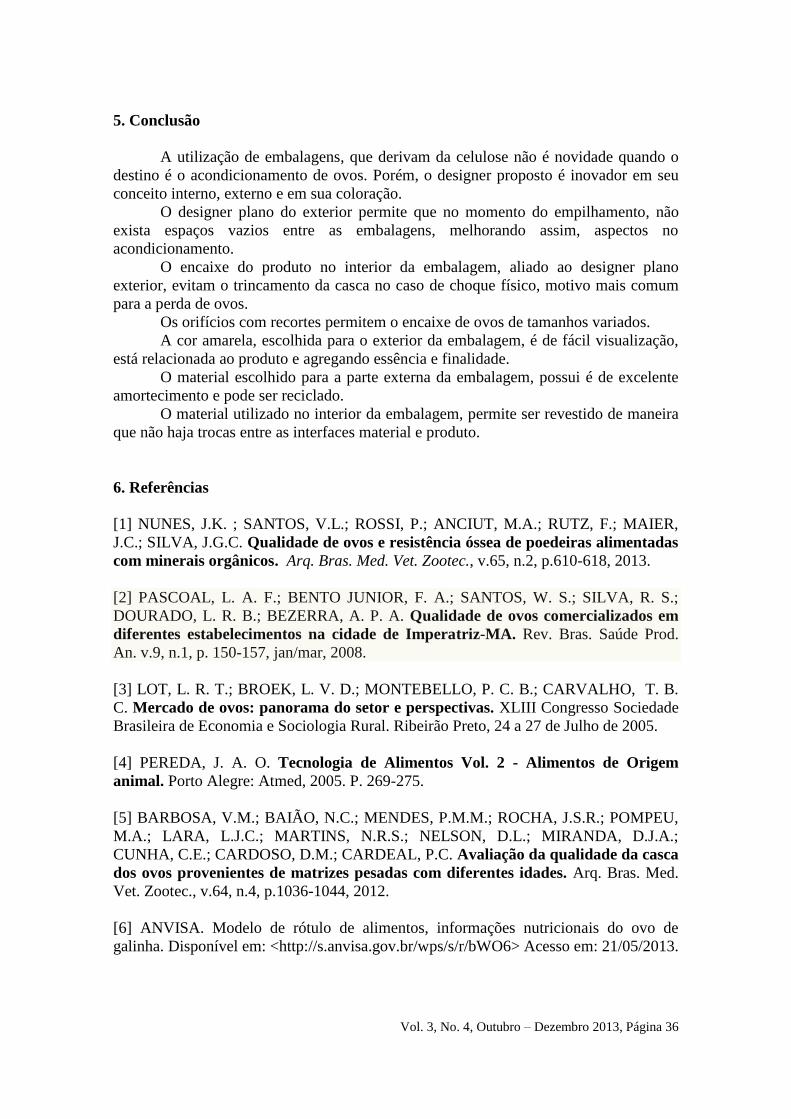
Devido ao formato plano concedido ao fundo e tampa da embalagem, a
impressão fica facilitada, permitindo a aplicação de logomarcas, rótulos, imagens e
outras informações e advertências. O orifício de encaixe, descrito na Figura 7, consiste
em uma esfera seccionada da borda até seu raio, produzindo assim, um número de
triângulos retângulos. A somatória da área dos triângulos formados tem, exatamente, a
mesma área da circunferência antes do seccionamento. Esses triângulos, inicialmente,
formam um ângulo raso com a borda da esfera. Quando o ovo é acondicionado no
orifício, os triângulos passam a formar um ângulo ficará entre o raso e o reto. Esse
movimento pode ser observado na figura abaixo.
Figura 6. Simulação do orifício de encaixe. Os triângulos retângulos formados
pelo seccionamento, tendem a formar um ângulo mais próximo ao ângulo reto
quanto maior for o peso e a densidade do ovo acondicionado. Fonte: Do autor.
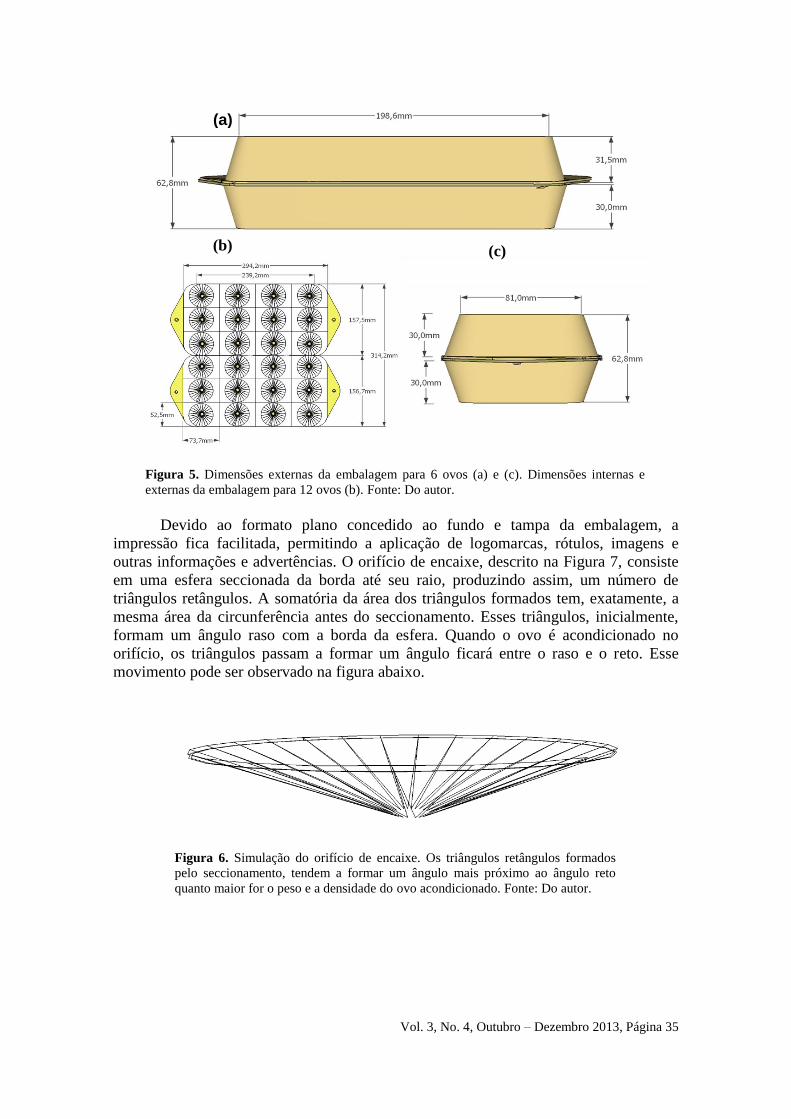
Figura 5. Dimensões externas da embalagem para 6 ovos (a) e (c). Dimensões internas e
externas da embalagem para 12 ovos (b). Fonte: Do autor.
(a)
(b) (c)
Vol. 3, No. 4, Outubro – Dezembro 2013, Página 36
5. Conclusão
A utilização de embalagens, que derivam da celulose não é novidade quando o
destino é o acondicionamento de ovos. Porém, o designer proposto é inovador em seu
conceito interno, externo e em sua coloração.
O designer plano do exterior permite que no momento do empilhamento, não
exista espaços vazios entre as embalagens, melhorando assim, aspectos no
acondicionamento.
O encaixe do produto no interior da embalagem, aliado ao designer plano
exterior, evitam o trincamento da casca no caso de choque físico, motivo mais comum
para a perda de ovos.
Os orifícios com recortes permitem o encaixe de ovos de tamanhos variados.
A cor amarela, escolhida para o exterior da embalagem, é de fácil visualização,
está relacionada ao produto e agregando essência e finalidade.
O material escolhido para a parte externa da embalagem, possui é de excelente
amortecimento e pode ser reciclado.
O material utilizado no interior da embalagem, permite ser revestido de maneira
que não haja trocas entre as interfaces material e produto.
6. Referências
[1] NUNES, J.K. ; SANTOS, V.L.; ROSSI, P.; ANCIUT, M.A.; RUTZ, F.; MAIER,
J.C.; SILVA, J.G.C. Qualidade de ovos e resistência óssea de poedeiras alimentadas
com minerais orgânicos. Arq. Bras. Med. Vet. Zootec., v.65, n.2, p.610-618, 2013.
[2] PASCOAL, L. A. F.; BENTO JUNIOR, F. A.; SANTOS, W. S.; SILVA, R. S.;
DOURADO, L. R. B.; BEZERRA, A. P. A. Qualidade de ovos comercializados em
diferentes estabelecimentos na cidade de Imperatriz-MA. Rev. Bras. Saúde Prod.
An. v.9, n.1, p. 150-157, jan/mar, 2008.
[3] LOT, L. R. T.; BROEK, L. V. D.; MONTEBELLO, P. C. B.; CARVALHO, T. B.
C. Mercado de ovos: panorama do setor e perspectivas. XLIII Congresso Sociedade
Brasileira de Economia e Sociologia Rural. Ribeirão Preto, 24 a 27 de Julho de 2005.
[4] PEREDA, J. A. O. Tecnologia de Alimentos Vol. 2 - Alimentos de Origem
animal. Porto Alegre: Atmed, 2005. P. 269-275.
[5] BARBOSA, V.M.; BAIÃO, N.C.; MENDES, P.M.M.; ROCHA, J.S.R.; POMPEU,
M.A.; LARA, L.J.C.; MARTINS, N.R.S.; NELSON, D.L.; MIRANDA, D.J.A.;
CUNHA, C.E.; CARDOSO, D.M.; CARDEAL, P.C. Avaliação da qualidade da casca
dos ovos provenientes de matrizes pesadas com diferentes idades. Arq. Bras. Med.
Vet. Zootec., v.64, n.4, p.1036-1044, 2012.
[6] ANVISA. Modelo de rótulo de alimentos, informações nutricionais do ovo de
galinha. Disponível em: <http://s.anvisa.gov.br/wps/s/r/bWO6> Acesso em: 21/05/2013.
Vol. 3, No. 4, Outubro – Dezembro 2013, Página 37
[7] FIGUEIREDO, T.C.; CANÇADO, S.V.; VIEGAS, R.P.; RÊGO, I.O.P.; LARA,
L.J.C.; SOUZA, M.R.; BAIÃO, N.C. Qualidade de ovos comerciais submetidos a
diferentes condições de armazenamento. Arq. Bras. Med. Vet. Zootec., v.63, n.3,
p.712-720, 2011.
[8] FELLOWS, P. J. Tecnologia do processamento de alimentos: princípios e
prática. Porto Alegre: Artmed, 2006.
[9] GERMANO, P. M. L.; GERMANO M. I. S. Higiene e vigilância Sanitária de
Alimentos. 4 ed. São Paulo: Manole, p.709-757, 2011.
[10] CORDEIRO, H. M. A. Fundamentos de estabilidade de alimentos. Editora
técnica. 2 ed. rev. e ampl. Brasília, Embrapa, 2012.
[11] EVANGELISTA, J. Tecnologia de Alimentos. São Paulo: Editora Atheneu, 2005.
P. 471-541.
[12] SALLES, T. T.; SILVA, M. L.; SOARES, N. S.; MORAES, A. C. Exportação
brasileira de papel e celulose: sua dinâmica pela equação gravitacional. Rev.
Árvore. V.35, n.3, p. 573-580, 2011.
[13] KLOCK, U.; MUÑIZ, G. I. B.; HERNANDEZ, J. A.; ANDRADE, A. S. A.;
Química da madeira. Universidade Federal do Paraná. Setor de Ciências Agrárias,
1979.
[14] BRACELPA – Associação Brasileira de Celulose e Papel, 2010. Disponível em: <
http://www.bracelpa.org.br/bra2/index.php>. Acesso em: 22/05/2013
[15] GOMIDE, J. L.; FANTUZZI NETO, H.; REGAZZI, A. J. Análise de critérios de
qualidade da madeira de eucalipto para produção de celulose kraft. Rev. Árvore.
V.34, n.2, p. 339-344, 2010.
[16] BARRICHELO, L. E. G.; BRITO, J. O. A utilização da madeira na produção de
celulose. Universidade de São Paulo. Instituto de Pesquisas e Estudos Florestais,
Piracicaba, 1979.
[17] MONTEBELLO, A. E. S.; BACHA, C. J. C. Impactos da reestruturação do
setor de celulose e papel no Brasil sobre o desempenho de suas indústrias. Estud.
Econ. V.43, n.1, p. 109-137, 2013.
[18] MAZZUCO, H. Ações sustentáveis na produção de ovos. R. Bras. Zootec. V.37,
p. 230-238, 2008.
[19] MOURA, A. M. A.; OLIVEIRA, N. T. E.; THIEBAUT, J. T. L.; MELO, T. V.
Efeito da temperatura de estocagem e do tipo de embalagem sobre a qualidade
interna de ovos de codornas japonesas (coturnix japonica). Ciênc. agrotec., Lavras,
v. 32, n. 2, p. 578-583, mar./abr., 2008
Vol. 3, No. 4, Outubro – Dezembro 2013, Página 38
[20] MAGALHAES, P. G.; FIGUEIREDO, P. R. A.; DEDINI, F. G. Rigidez do
papelão ondulado: comparação entre resultados experimentais e os obtidos por
cálculo analítico. Eng. Agríc. V.26, n.1, p. 190-199, 2006.
[21] SANOVO. Embalagens para ovos, 2011. Disponível em:
<http://www.sanovo.com.br>. Acesso em: 21/05/2013.
[22] ANJOS, T.D.S.; PEREIRA, T.R.D.S.; CERQUEIRA, A.T.C; SANTOS, R.C.G.
Desenho de embalagem: produto, imagem e sedução. 2007. Curitiba-PR.
[23] ANVISA. Rótulos de ovos alertam para riscos à saúde, 2009. Disponível em:
<http://s.anvisa.gov.br/wps/s/r/0bU>. Acesso em: 20/05/2013.
Ab
ril –
Ju
nh
o d
e 2
013
Edição: Volume 3׀ Número 2׀Outubro-Dezembro de 2013
Contato:
Associação Nacional Hestia
Travessa Campo Grande, 138- Bucarein
CEP 89202-202 – Joinville – SC – BRASIL
Fax: 47 4009-9002
E-mail: [email protected]