rede nordeste de biotecnologia universidade … · andrÉ leandro da silva ... mulher mais forte e...
TRANSCRIPT
REDE NORDESTE DE BIOTECNOLOGIA
UNIVERSIDADE FEDERAL DO CEARÁ
DEPARTAMENTO DE QUÍMICA ORGÂNICA E INORGÂNICA
PROGRAMA DE PÓS-GRADUAÇÃO EM BIOTECNOLOGIA
ANDRÉ LEANDRO DA SILVA
NANOBIOCOMPÓSITOS SUPERPARAMAGNÉTICOS PARA APLICAÇÃO COMO
ANTENAS RESSOADORAS DIELÉTRICAS
FORTALEZA
2014
ANDRÉ LEANDRO DA SILVA
NANOBIOCOMPÓSITOS SUPERPARAMAGNÉTICOS PARA APLICAÇÃO COMO
ANTENAS RESSOADORAS DIELÉTRICAS
Tese de doutorado apresentada ao Programa de
Pós-Graduação em Biotecnologia da
Universidade Federal do Ceará como requisito
parcial para obtenção do título de Doutor em
Biotecnologia. Área de concentração:
Biotecnologia em Recursos Naturais.
Orientadora: Profa. Dra. Selma Elaine
Mazzetto
FORTALEZA
2014
A Deus.
À minha mãe, por tudo.
AGRADECIMENTOS
A Deus pelo amor e cuidado e por sempre iluminar meus caminhos e escolhas.
À minha mãe, Geralda, mulher mais forte e admirável que já conheci. Obrigado
pela vida dedicada a mim e aos meus irmãos.
Aos meus tios Lia e José Geraldo por toda a importância que têm na minha vida e
pelo apoio desde a infância.
Aos meus irmãos José Anderson, Amanda e Ray (Em memória) pela graça de tê-
los como família e pelo amor incondicional.
À minha tia Dra. Ana Ferreira pelo exemplo e inspiração, por acreditar em mim
desde o começo de tudo e por celebrar cada vitória minha como de um filho seu.
Aos meus avós Severino, Francisca (Em memória), João (Em memória) e Inez
(Em memória) por cada “Deus te abençoe”, pelo exemplo e contribuições para a minha
educação.
Aos pais de coração, Jurandir e Dina, pelo amor sincero e por tudo que
representam na minha vida.
Aos amigos Everson, Denise e Samuel por estarem sempre presentes.
Aos “bioamigos” de doutorado, em especial à Rosane, Diva, Karine, Milena e
Camilla pela amizade e bioencontros memoráveis.
Ao Prof. Dr. Afrânio Gabriel (UFPB) e Profa. Dra. Vandeci Dias (UEPB) por
terem me introduzido no mundo da pesquisa científica e pela confiança depositada.
Aos amigos da Universidade Federal de Campina Grande, em especial Joyce,
Roberta, Fabíola, Climene, Wélida, Andréa, Luiz, Marisa e Sebastião.
Aos amigos Diego Monteiro e Marcos Antônio pela boa convivência e amizade
durante o doutorado.
À Profa. Dra Selma Elaine Mazzetto pela orientação, amizade, pelas conversas
produtivas, conselhos, compreensão e por me ensinar através do próprio exemplo que um bom
docente/pesquisador precisa ser antes de tudo um bom ser humano.
Ao Prof. Dr. Pierre Basílio Almeida Fechine pela amizade, suporte,
disponibilidade constante e pelo exemplo de simplicidade e humildade.
Ao Prof. Dr. Diego Lomonaco Vasconcelos de Oliveira pelas valiosas
contribuições, boa vontade, conversas motivadoras e pelo exemplo de competência e
dedicação à pesquisa científica.
À pesquisadora Dra. Morsyleide de Freitas Rosa e à Lílian Alexandre, Diego
Magalhães, Jéssica Almeida e Amanda Ferreira pela sempre boa acolhida na EMBRAPA
Agroindústria Tropical (Fortaleza), pelo suporte na caracterização lignocelulósica e nas
técnicas de Calorimetria exploratória diferencial e Termogravimetria.
À Elis Cristina Chagas Gomes do Laboratório de Bioinorgânica (UFC, Fortaleza)
pelo suporte na técnica de Espectroscopia vibracional na região do infravermelho.
Ao Artejose Revoredo da Silva do Núcleo de Petróleo e Energias Renováveis
(UFRN, Natal) pelo suporte com a técnica de Microscopia eletrônica de varredura.
À Profa. Dra. Maria Izabel Gallão e à doutoranda Delane Rodrigues do
Laboratório de Biologia Celular Vegetal (UFC, Fortaleza) pelo suporte com a técnica de
Microscopia óptica.
Ao Prof. Dr. Deuber Lincon da Silva Agostini (UNESP, Presidente Prudente) pelo
suporte com as técnicas de Microscopia eletrônica de varredura e Análise dinâmico-mecânica.
Ao Prof. Dr. Marcelo Ferreira Motta e ao graduando Matheus do Laboratório de
Ensaios Mecânicos (UFC, Fortaleza) pela realização dos Ensaios de resistência à tração.
Ao Prof. Dr. Giuseppe Mele do Dipartimento di Ingegneria dell'Innovazione
(Università del Salento, Lecce, Itália) pelo suporte com a técnica de Microscopia eletrônica de
transmissão.
Ao Prof. Dr. Derval dos Santos Rosa e à graduanda Isabelle Camargo do Centro
de Engenharia, Modelagem e Ciências Sociais Aplicadas (UFABC, Santo André) pelo suporte
com os Ensaios de biodegradação em solo simulado.
Ao doutorando Francisco Júnior do Laboratório de Magnetismo e Materiais
magnéticos (UFC, Fortaleza) pelo suporte com a técnica de Espectroscopia Mössbauer.
Ao Prof. Dr. Juliano Casagrande Denardin da Universidad de Santiago de Chile
(Santiago, Chile) pelo suporte com a técnica de Magnetometria de amostra vibrante.
Ao Prof. Dr. Antônio Sérgio Bezerra Sombra e ao Dr. Marcelo Antônio Santos da
Silva do Laboratório de Telecomunicações e Ciência e Engenharia de Materiais (UFC,
Fortaleza) pelo suporte com as medidas dielétricas e testes das antenas ressoadoras.
À amiga Gerla Chinelate pelo apoio e à Universidade Federal de Campina Grande
pela liberação para cursar esse doutorado.
A todos os integrantes do Laboratório de Produtos e Tecnologia em Processos, em
especial aos amigos Lucas Renan e Eufrázio Júnior.
MUITO OBRIGADO!

Todo rio almeja ser mar. Porém, não adianta
tentar acelerar o ritmo e o curso da correnteza
com ansiedade. O encontro das águas ocorre
sempre no momento oportuno, sem
adiantamentos ou atrasos. (André Leandro)
RESUMO
É crescente o interesse mundial pelo desenvolvimento de tecnologias chamadas “verdes” que
possibilitem o uso de produtos com menor impacto ao meio ambiente, assim como também se
fortalecem as políticas de incentivo ao aproveitamento máximo e sustentável dos recursos
naturais. O principal objetivo desse estudo foi desenvolver nanobiocompósitos
superparamagnéticos para aplicação como antenas ressoadoras dielétricas. Para tal, um
plástico termorrígido biobaseado foi preparado utilizando o cardanol em alternativa aos fenóis
petroquímicos. Esse plástico termorrígido foi utilizado como matriz para o preparo de
biocompósitos, utilizando 15% em massa de fibra de bucha bruta e também modificada por
tratamento químico (NaOH 5, 10 e 15% e NaClO 1%) como fase dispersa. Para o preparo dos
nanobiocompósitos, além da fibra de bucha, nanopartículas de magnetita, sintetizadas pelo
método da coprecipitação, foram impregnadas no plástico termorrígido em diferentes teores
de 1, 5 e 10% em massa. Técnicas de Termogravimetria (TG), Calorimetria exploratória
diferencial (DSC), Análise dinâmico-mecânica (DMA), Microscopia eletrônica de varredura
(MEV), Microscopia óptica, Microscopia eletrônica de transmissão (MET), Difração de raios
X (DRX), Espectroscopia no infravermelho com transformada de Fourier (FTIR),
Espectroscopia Mössbauer, Ensaios de resistência à tração, Medidas dielétricas,
Magnetometria de amostra vibrante (VSM) e Biodegradação em solo simulado foram
utilizadas para caracterização. Os resultados mostraram que o tratamento alcalino melhorou a
estabilidade térmica e o índice de cristalinidade da fibra de bucha. O agente reticulador
utilizado (DETA) mostrou-se eficiente, possibilitando a cura completa dos materiais. Os
biocompósitos com fibra tratada apresentaram maior estabilidade térmica, resistência à tração
superior e melhor índice de biodegradação em relação ao biocompósito com fibra natural. A
magnetita sintetizada exibiu tamanho nanométrico, além de alta pureza, alta cristalinidade e
caráter superparamagnético. Todos os nanobiocompósitos exibiram superparamagnetismo e
mostraram excelente estabilidade térmica, boas taxas de biodegradação e melhor resistência
mecânica para o material com 10% de magnetita. Todas as antenas ressoadoras dielétricas
preparadas apresentaram perda de retorno satisfatória e, portanto, adequação para fins
comerciais e tecnológicos, com maior potencial para atuação em banda larga.
Palavras-chave: Cardanol. Plástico termorrígido biobaseado. Fibra de bucha vegetal.
Magnetita. Ressoadores dielétricos.

ABSTRACT
There is a growing global interest for the development of green technologies that allow the
use of products with less damage to environment, as well as for maximum and sustainable use
of natural resources. The main aim of this study was to develop superparamagnetic
nanobiocomposites for application as dielectric resonator antennas. For this purpose, a
biobased thermoset plastic was prepared by using cardanol as an alternative to petrochemical
phenol. This thermoset plastic was used as a polymer matrix and biocomposites were
prepared by using 15 wt% of untreated and modified sponge gourd fibers by chemical
treatment (NaOH 5, 10, and 15 wt% and NaClO 1 wt%) as dispersed phase. For the
nanobiocomposites preparation, besides the sponge gourd fibers insertion, the thermoset
plastic were also impregnated with magnetite nanoparticles in different contents (1, 5, and 10
wt%). Techniques of Thermogravimetry (TG), Differential Scanning Calorimetry (DSC),
Dynamic Mechanical Analysis (DMA), Scanning Electron Microscopy (SEM), Optical
Microscopy, Transmission Electron Microscopy (TEM), X-ray Diffraction (XRD), Fourier
Transform Infrared Spectroscopy (FTIR), Mössbauer Spectroscopy, Tensile testing, Dielectric
measurements, Vibrating Sample Magnetometry (VSM) and Biodegradation in simulated soil
were performed for characterization. The results showed that alkaline treatment improved the
thermal stability and the crystallinity index of the sponge gourd fiber. The crosslinking agent
used (Diethylenetriamine) was efficient and enabled complete cure for all materials. The
biocomposites reinforced by treated fiber showed better thermal stability, superior
performance in Tensile testing and greater biodegradation rates, when compared to the
biocomposite reinforced by raw fiber. The magnetite particles exhibited nanometric size, high
purity and crystallinity, and superparamagnetic character. All nanobiocomposites showed
superparamagnetic behavior, excellent thermal stability, good biodegradation rates, and better
mechanical strength for the material with magnetite 10 wt%. All dielectric resonators
antennas exhibited satisfactory return loss and suitability for commercial and technological
applications, especially for performance in broadband.
Keywords: Cardanol. Biobased thermoset plastic. Sponge gourd fiber. Magnetite. Dielectric
resonators.
LISTA DE ILUSTRAÇÕES
Figura 1 – Constituintes do LCC in natura...............................................................................21
Figura 2 – Equação da reação de descarboxilação do ácido anacárdico........................ ..........22
Figura 3 – Estrutura química da resina diglicidil éter de bisfenol A (DGEBA).......................23
Figura 4 – Estrutura química do dietilenotriamina (DETA).....................................................24
Figura 5 – Unidade constituinte da celulose, principais unidades constituintes da hemicelulose
e unidades constituintes da lignina (Cima para baixo).............................................................25
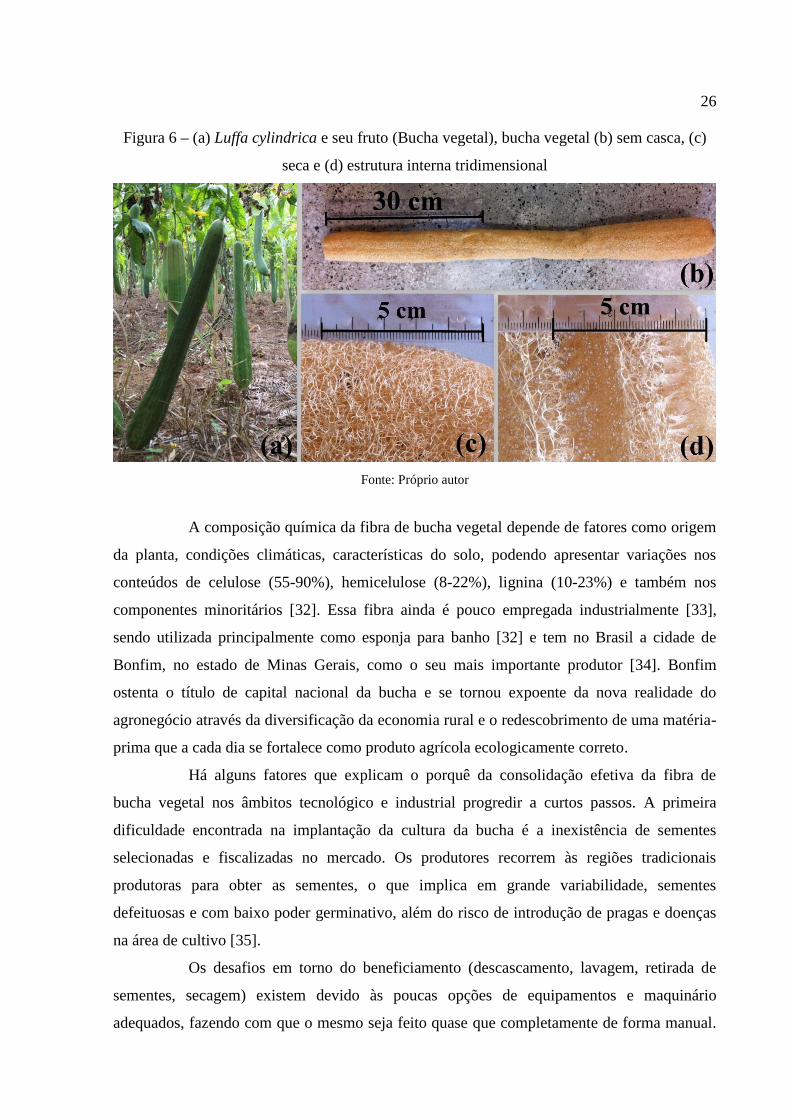
Figura 6 – (a) Luffa cylindrica e seu fruto (Bucha vegetal), bucha vegetal (b) sem casca, (c)
seca e (d) estrutura interna tridimensional................................................................................26
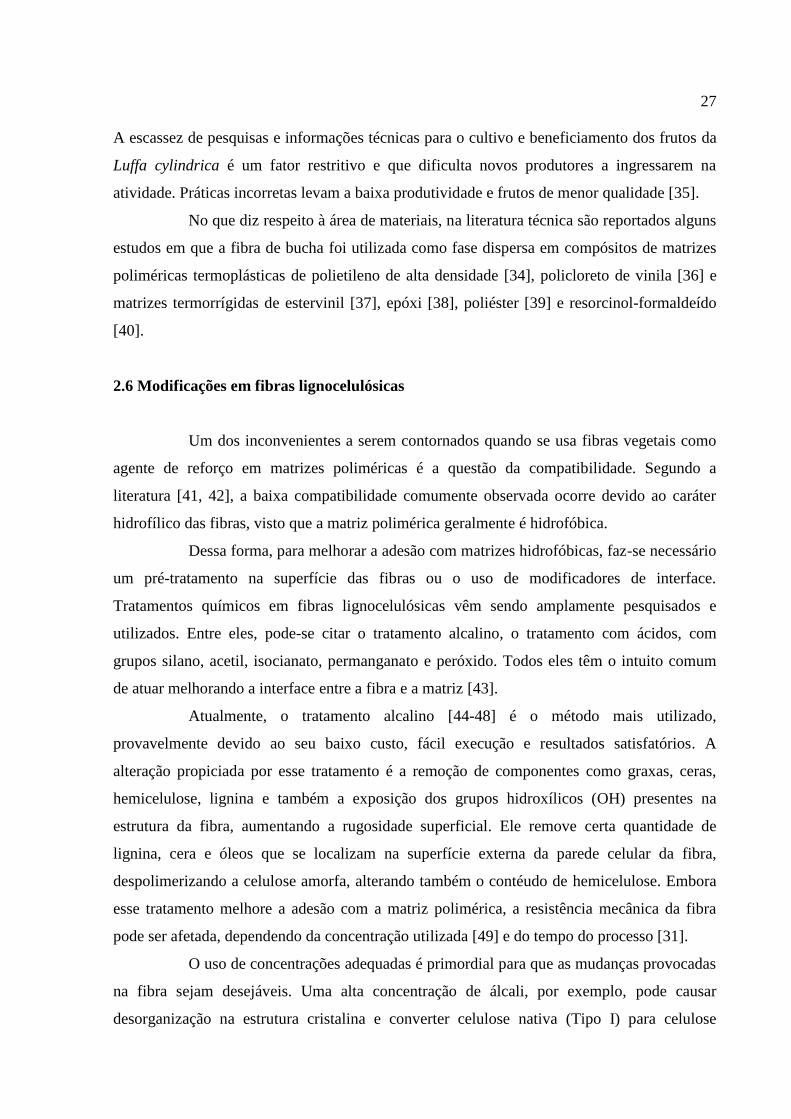
Figura 7 – Esquema da estrutura da célula unitária (Projeção axial): (a) Celulose I, (b)
Celulose II.................................................................................................................................28
Figura 8 – Comportamento magnético sob a influência de um campo externo......................30
Figura 9 – Estrutura cúbica de face centrada do tipo espinélio inverso da magnetita, em que as
esferas maiores (Amarelas e vermelhas) representam os átomos de Fe e as esferas menores
(Verdes) representam os átomos de O......................................................................................31
Figura 10 – Possíveis formatos geométricos para um ressoador dielétrico..............................32
Figura 11 – Tipos de excitação mais utilizados em uma ARD.................................................32
Figura 12 – Modo de ressonância de uma ARD cilíndrica excitada por uma sonda coaxial
lateral.........................................................................................................................................33
Figura 13 – Fluxograma das etapas do tratamento químico aplicado na fibra de bucha
vegetal.......................................................................................................................................36
Figura 14 – Fibra de bucha vegetal (a) bruta, tratada com NaClO (1% de cloro ativo) e NaOH
com concentração de (b) 5%, (c) 10% e (d) 15%.....................................................................37
Figura 15 – Fluxograma das etapas de separação do cardanol a partir do LCC técnico...........38
Figura 16 – (a) Separação do cardanol e (b) cardanol isolado..................................................39
Figura 17 – Fluxograma com as etapas de síntese do pré-polímero resol................................40
Figura 18 – (a) Sistema montado para a síntese do resol e (b) Pré-polímero resol
sintetizado.................................................................................................................................40
Figura 19 – Fluxograma com as etapas de síntese da magnetita..............................................41
Figura 20 – (a) Sistema montado para a síntese das nanopartículas e (b) Magnetita sintetizada
com sua cor preta e magnetização características.....................................................................42
Figura 21 – Fluxograma com as etapas de preparo dos materiais............................................46
Figura 22 – (a) Plástico termorrígido, (b) Biocompósitos, (c) Nanobiocompósitos, (d) Molde
metálico e (e) Moldes plásticos.................................................................................................46
Figura 23 – Teste de solubilidade do plástico não curado........................................................48
Figura 24 – Corpos de prova (em cima) e sistema experimental para determinação do grau de
reticulação (embaixo)................................................................................................................49
Figura 25 – Nanobiocompósito no centro do ressoador cilíndrico para medidas
dielétricas..................................................................................................................................55
Figura 26 – (a) Bandeja com solo simulado preparado para o ensaio e (b) corpo de prova
sendo enterrado.........................................................................................................................56
Figura 27 – Teste dos nanobiocompósitos como ARD.............................................................57
Figura 28 – Micrografias eletrônicas de varredura: (a) BB, (b) B5, (c) B10 e (d) B15............61
Figura 29 – Perfis de DRX da fibra de bucha bruta e tratada e suas respectivas deconvoluções
em picos cristalinos (Vermelho) e halo amorfo (Azul).............................................................62
Figura 30 – Espectros de infravermelho da fibra de bucha bruta e tratada...............................63
Figura 31 – Propriedades dielétricas da fibra de bucha bruta e tratada: (a) Permissividade
dielétrica e (b) Perda dielétrica.................................................................................................65
Figura 32 – Curvas (a) TG e (b) DTG da fibra de bucha bruta e tratada..................................67
Figura 33 – Plástico não reticulado (esquerda) e reticulado (direita) imersos em
tolueno.......................................................................................................................................70
Figura 34 – Grau de reticulação do plástico termorrígido para diferentes temperaturas de pós-
cura............................................................................................................................................71
Figura 35 – Plástico termorrígido deformado após temperatura de pós-cura acima de 100
ºC...............................................................................................................................................71
Figura 36 – Grau de reticulação do plástico termorrígido para diferentes intervalos de tempo
de pós-cura................................................................................................................................72
Figura 37 – Curva de DSC da reação de cura do plástico termorrígido...................................73
Figura 38 – Curvas de DSC do PT e biocompósitos curados...................................................74
Figura 39 – Curvas (a) TG e (b) DTG do plástico termorrígido e biocompósitos....................76
Figura 40 – Curvas representativas de Força-deformação do plástico termorrígido e
biocompósitos...........................................................................................................................77
Figura 41 – Região de fratura de PT, BFB, BF5 e BF10 (De baixo para cima): (a) Ensaio
prévio para identificar falhas e (b) Após correção das falhas identificadas..............................79
Figura 42 – Micrografias eletrônicas de varredura da região de fratura após ensaio de tração:
(a) PT (50x, 200 µm), (b) BFB (50x, 500 µm), (c) BF5 (50x, 500 µm) e (d) BF10 (50x, 200
µm)............................................................................................................................................80
Figura 43 – Micrografias eletrônicas de varredura (100x, 100 µm): (a) PT, (b) BFB, (c) BF5 e
(d) BF10....................................................................................................................................81
Figura 44 – Micrografias ópticas (Objetiva de 10x) da região de fratura após ensaio de tração:
(a) BFB, (b) BF5 e (c) BF10.....................................................................................................82
Figura 45 – Fotografia da região de fratura após ensaio de tração: (a) BFB (esquerda) e BF10
(direita), (b) Ampliação.............................................................................................................82
Figura 46 – Perfis de biodegradação em solo simulado do plástico termorrígido e
biocompósitos...........................................................................................................................83
Figura 47 – Perfil de DRX da magnetita e padrão do ICSD.....................................................86
Figura 48 – (a) Micrografia eletrônica de transmissão e (b) distribuição de tamanho das
nanopartículas de magnetita......................................................................................................87
Figura 49 – Espectro Mössbauer da magnetita.........................................................................88
Figura 50 – Espectro de infravermelho da magnetita...............................................................90
Figura 51 – Curva de magnetização da magnetita....................................................................91
Figura 52 – Curvas de DSC dos nanobiocompósitos................................................................92
Figura 53 – Curvas (a) TG e (b) DTG dos nanobiocompósitos................................................94
Figura 54 – (a) Módulo de armazenamento (E’) e (b) Módulo de perda (E’’) dos
nanobiocompósitos....................................................................................................................96
Figura 55 – Demonstração do comportamento magnético dos nanobiocompósitos.................98
Figura 56 – Curvas de magnetização dos nanobiocompósitos.................................................99
Figura 57 – Propriedades dielétricas dos nanobiocompósitos: (a) Permissividade dielétrica e
(b) Perda dielétrica..................................................................................................................100
Figura 58 – Micrografias eletrônicas de varredura: (a) BMAG1 (100x, 100 µm), (b) BMAG1
(1000x, 10 µm), (c) BMAG5 (100x, 100 µm), (d) BMAG5 (1000x, 10 µm), (e) BMAG10
(100x, 100 µm), (f) BMAG10 (1000x, 10 µm).......................................................................102
Figura 59 – Perfis de biodegradação em solo simulado do plástico termorrígido e
biocompósitos.........................................................................................................................103
Figura 60 – Representação hipotética da estrutura interna dos nanobiocompósitos...............104
Figura 61 – Ressoador dielétrico fabricado a partir dos nanobiocompósitos.........................104
Figura 62 – Resultados experimentais de perda de retorno em função da frequência das
ARD’s.....................................................................................................................................105
LISTA DE TABELAS
Tabela 1 – Reagentes e solventes utilizados.............................................................................35
Tabela 2 – Composição do plástico termorrígido, massas pesadas, quantidades e proporções
de cada componente no sistema................................................................................................43
Tabela 3 – Composição dos biocompósitos, massas pesadas, quantidades de cada
compentente no sistema e proporção dos componentes da matriz............................................44
Tabela 4 – Composição do nanobiocompósito com 1% de magnetita, massas pesadas,
quantidades de cada compentente no sistema e proporção dos componentes da matriz..........44
Tabela 5 – Composição do nanobiocompósito com 5% de magnetita, massas pesadas,
quantidades de cada compentente no sistema e proporção dos componentes da matriz..........45
Tabela 6 – Composição do nanobiocompósito com 10% de magnetita, massas pesadas,
quantidades de cada compentente no sistema e proporção dos componentes da matriz..........45
Tabela 7 – Análises realizadas e metodologias seguidas na caracterização lignocelulósica da
fibra de bucha vegetal bruta......................................................................................................47
Tabela 8 – Composição química da fibra de bucha e de outras fibras lignocelulósicas...........59
Tabela 9 – Índices de cristalinidade da fibra de bucha bruta e tratada.....................................62
Tabela 10 – Espessura dos corpos de prova e valores de ε’r e tg δ em 500 MHz.....................66
Tabela 11 – Eventos de degradação térmica da fibra de bucha bruta e tratada........................68
Tabela 12 – Eventos de degradação térmica do plástico termorrígido e biocompósitos..........77
Tabela 13 – Propriedades mecânicas do plástico termorrígido e dos biocompósitos...............78
Tabela 14 – Parâmetros hiperfinos da magnetita em 300 K.....................................................88
Tabela 15 – Eventos de degradação térmica dos nanobiocompósitos......................................95
Tabela 16 – Espessura dos corpos de prova e valores de ε’r e tg δ em 3 GHz.......................101
Tabela 17 – Resultados experimentais obtidos para as ARD’s..............................................105
LISTA DE ABREVIATURAS E SIGLAS
ACC Amêndoa de Castanha de Caju
ARD Antena ressoadora dielétrica
ASTM American Society for Testing and Materials
BB Bucha bruta
B5 Bucha tratada com NaOH 5%
B10 Bucha tratada com NaOH 10%
B15 Bucha tratada com NaOH 15%
BFB Biocompósito reforçado com fibra de bucha bruta
BF5 Biocompósito reforçado com fibra de bucha tratada com NaOH 5%
BF10 Biocompósito reforçado com fibra de bucha tratada com NaOH 10%
BMAG1 Nanobiocompósito impregnado com 1% de magnetita
BMAG5 Nanobiocompósito impregnado com 5% de magnetita
BMAG10 Nanobiocompósito impregnado com 10% de magnetita
CCD Cromatografia em camada delgada
CG/EM Gas Chromatography-Mass Spectrometry (Cromatografia gasosa acoplada à
Espectrometria de Massas)
Curva de DSC Curva de Calorimetria exploratória diferencial
Curva TG Curva termogravimétrica
Curva DTG Curva termogravimétrica derivada
DETA Dietilenotriamina
DGEBA Diglicidil éter de bisfenol A
DMA Dynamic Mechanical Analysis (Análise dinâmico-mecânica)
DRX Difração de raios X
DSC Differential Scanning Calorimetry (Calorimetria exploratória diferencial)
DTG Termogravimetria Derivada
FAO-ONU Food and Agriculture Organization of the United Nations
FTIR Fourier Transform Infrared Spectroscopy (Espectroscopia no infravermelho com
transformada de Fourier)
Funcaju Fundo de Apoio à Cultura do Caju
FWHM Full Width at Half Maximum
IBGE Instituto Brasileiro de Geografia e Estatística
ICSD Inorganic Crystal Structure Database
ICDD International Center for Diffraction Data
LCC Líquido da Casca da Castanha de Caju
MEV Microscopia eletrônica de varredura
MET Microscopia eletrônica de transmissão
PT Plástico termorrígido biobaseado
RD Ressoador dielétrico
TG Termogravimetria
VSM Vibrating Sample Magnetometry (Magnetometria de amostra vibrante)
SUMÁRIO
1 INTRODUÇÃO.....................................................................................................................18
2 FUNDAMENTAÇÃO TEÓRICA.........................................................................................20
2.1 Plásticos sintéticos..............................................................................................................20
2.2 A agroindústria do caju e o Líquido da casca da castanha (LCC)......................................20
2.3 LCC técnico e a síntese de plásticos...................................................................................22
2.4 Resinas epoxídicas..............................................................................................................23
2.5 Fibra de bucha vegetal (Luffa cylindrica)...........................................................................24
2.6 Modificações em fibras lignocelulósicas............................................................................27
2.7 Compósitos/Nanobiocompósitos........................................................................................28
2.8 Antenas ressoadoras dielétricas (ARD’s)...........................................................................31
3 OBJETIVOS..........................................................................................................................34
3.1 Objetivo Geral.....................................................................................................................34
3.2 Objetivos Específicos..........................................................................................................34
4 MATERIAL E MÉTODOS...................................................................................................35
4.1 Material...............................................................................................................................35
4.2 Métodos...............................................................................................................................35
4.2.1 Tratamento físico e químico nas fibras de bucha vegetal................................................35
4.2.2 Separação do cardanol a partir do LCC técnico.............................................................37
4.2.3 Síntese do pré-polímero resol..........................................................................................39
4.2.4 Síntese das nanopartículas de magnetita.........................................................................41
4.2.5 Preparo do plástico termorrígido biobaseado, biocompósitos e
nanobiocompósitos....................................................................................................................42
5 TÉCNICAS DE CARACTERIZAÇÃO................................................................................47
5.1 Caracterização lignocelulósica............................................................................................47
5.2 Cromatografia em camada delgada (CCD).........................................................................47
5.3 Cromatografia gasosa acoplada à Espectrometria de Massas (CG/EM).............................47
5.4 Determinação do grau de reticulação..................................................................................48
5.5 Espectroscopia no infravermelho com transformada de Fourier (FTIR)............................50
5.6 Microscopia eletrônica de varredura (MEV) e Microscopia óptica....................................50
5.7 Microscopia eletrônica de transmissão (MET)...................................................................51
5.8 Difração de raios X (DRX).................................................................................................51
5.9 Termogravimetria (TG).......................................................................................................52
5.10 Calorimetria exploratória diferencial (DSC).....................................................................53
5.11 Análise dinâmico-mecânica (DMA).................................................................................53
5.12 Espectroscopia Mössbauer................................................................................................53
5.13 Ensaios de resistência à tração..........................................................................................54
5.14 Magnetometria de amostra vibrante (VSM).....................................................................54
5.15 Medidas dielétricas...........................................................................................................55
5.16 Ensaios de biodegradação em solo simulado....................................................................56
5.17 Teste dos nanobiocompósitos como dispositivo eletrônico: Antenas ressoadoras
dielétricas (ARD’s)...................................................................................................................57
6 RESULTADOS E DISCUSSÃO...........................................................................................59
6.1 Caracterização da fibra de bucha vegetal............................................................................59
6.2 Caracterização do plástico termorrígido e biocompósitos..................................................69
6.3 Caracterização das nanopartículas de magnetita.................................................................85
6.4 Caracterização dos Nanobiocompósitos.............................................................................91
6.5 Aplicação dos Nanobiocompósitos: Antenas ressoadoras dielétricas...............................104
7 CONCLUSÃO.....................................................................................................................107
REFERÊNCIAS......................................................................................................................109
GLOSSÁRIO..........................................................................................................................124
18
1 INTRODUÇÃO
É crescente o interesse mundial pelo desenvolvimento de tecnologias chamadas
“verdes” que possibilitem o uso de produtos com menor impacto ao meio ambiente [1-4]. Em
paralelo, também se fortalecem as políticas de incentivo para o aproveitamento máximo e
sustentável dos recursos naturais.
No tocante a recursos naturais, o Brasil abriga a maior diversidade biológica do
planeta, em que essa abundante variedade de vida - que se traduz em mais de 20% do número
total de espécies da Terra - eleva o Brasil ao posto de principal nação entre os 17 países
megadiversos [5], o que expande as possbilidades de utilização sustentável da biodiversidade,
como o emprego de fibras naturais, por exemplo.
A exploração dessas matérias-primas tem ganhado tanta importância que a
Organização Mundial das Nações Unidas para a Agricultura e Alimentação - Food and
Agriculture Organization of the United Nations (FAO - ONU) declarou 2009 como o ano
internacional das fibras naturais. O intuito maior foi conscientizar e estimular a utilização
desses materiais, encorajando também políticas governamentais de incentivo ao setor e às
ações empresariais sustentáveis [6]. Nesse grupo das fibras naturais, as de origem vegetal se
destacam por serem biodegradáveis, abundantes, não tóxicas e de baixo custo [7].
O presente estudo optou pela bucha vegetal (Luffa cylindrica), fibra abundante no
Brasil e com suas potencialidades tecnológicas ainda pouco exploradas, comumente utilizada
em peças artesanais e principalmente para higiene pessoal. Essa fibra é uma excelente
candidata para ser empregada como fase dispersa em matrizes termofixas, o que abre a
possibilidade de obter materiais com propriedades desejáveis, agregando valor à fibra. Essa
política de agregar valor aplica-se também ao Líquido da Casca da Castanha de Caju - LCC,
um subproduto do agronegócio do caju, comercializado a preços baixos e com pouco
destaque, já que a grande estrela dessa agroindústria é a Amêndoa de Castanha de Caju
(ACC). A resina derivada do LCC apresenta-se como uma alternativa à matriz energética
baseada nos combustíveis fósseis, o que fortalece o compromisso com o meio ambiente e com
a utilização de matérias-primas de fonte renovável.
É na busca pela sustentabilidade que inúmeras pesquisas em torno de materiais
poliméricos e compósitos têm sido realizadas para assegurar a preservação ambiental e a
possibilidade de melhor qualidade de vida para a sociedade [8-11].
19
No entanto, as propriedades finais de compósitos fibrosos dependem de fatores
associados à fibra, tais como diâmetro, comprimento, distribuição, fração de volume, arranjo e
orientação, assim como dependem das características de interface entre o polímero e a fibra.
Devido ao acentuado caráter hidrofílio das fibras vegetais, seu emprego em compósitos
poliméricos de matriz predominantemente hidrofóbica pode resultar em baixo desempenho na
interface entre a matriz e a fibra, sendo necessário recorrer a algum tipo de modificação
química para promover melhor adesão [12].
O decreto 6.041 de 08 de Fevereiro de 2007 [13] institui a Política de
desenvolvimento da Biotecnologia no Brasil e inclui a síntese de plásticos biodegradáveis
como alvo estratégico e área priorizada para estimular a produção nacional de produtos na
área industrial, de forma que a bioindústria brasileira possa caminhar na direção de novos
patamares de competitividade.
Um dos desafios do preparo de alguns plásticos termorrígidos é a escolha de
agentes reticuladores adequados, no que diz respeito a baixo custo, baixa toxicidade, fácil
manuseio e principalmente possibilidade de cura sob condições que minimizem gastos com
processamento, sem comprometer, no entanto, a qualidade dos materiais finais.
Considerando que a Biotecnologia consta de qualquer aplicação tecnológica que
utilize sistemas biológicos, organismos vivos ou seus derivados para fabricar ou modificar
produtos ou processos para utilização específica [13], essa pesquisa concentrou-se no
desenvolvimento de um plástico termorrígido biobaseado no cardanol, posteriormente
utilizado como fase contínua e reforçado com fibra de bucha vegetal bruta e quimicamente
modificada, resultando em uma série de biocompósitos. A vertente tecnológica foi
possibilitada por meio da Nanotecnologia, em que nanopartículas de magnetita foram
sintetizadas e utilizadas no preparo de nanobiocompósitos, terceira classe de materiais desse
estudo.
Além da originalidade na combinação de matérias-primas, esse trabalho incluiu
investigações detalhadas acerca da fibra de bucha vegetal antes e após modificação química,
assim como também da síntese e caracterização das nanopartículas de magnetita, plástico
termorrígido, biocompósitos e nanobiocompósitos. A aplicação dos materiais magnéticos
desenvolvidos voltou-se para a área de Tecnologia sem fio, em que ressoadores dielétricos
cilíndricos foram confeccionados e estudados como antenas ressoadoras dielétricas.
20
2 FUNDAMENTAÇÃO TEÓRICA
2.1 Plásticos sintéticos
Os plásticos sintéticos apresentaram-se como uma inovação tecnológica e seu uso
se expandiu em múltiplas aplicações tais como em embalagens, tubos de encanamento,
próteses, utensílios domésticos, pneus, peças automotivas, tintas, entre outros. Essas
aplicações se devem à leveza, resistência química e mecânica, além de custo relativamente
baixo [14].
No entanto, apesar dos benefícios e caráter inovador, os materiais plásticos
convencionais geralmente apresentam considerável resistência ao ataque de micro-
organismos. Essa característica de durabilidade permite ao material um maior período de vida
útil, mas em paralelo, ocasiona drásticos desequilíbrios ambientais após descarte, devido ao
longo tempo necessário para degradação natural. Essa realidade tem motivado um extenso
número de estudos em torno do desenvolvimento de materiais com melhores características de
biodegradabilidade, aliado ao aproveitamento de fontes renováveis [15].
Plásticos biodegradáveis são materiais que, através da ação de organismos (algas)
e micro-organismos (fungos e bactérias), são degradados a compostos de baixa massa molar
[16]. Nos dias atuais, eles têm recebido grande destaque, devido à necessidade de materiais
com durabilidade em uso e degradabilidade após o descarte.
Steinhoff e colaboradores [17] destacam que a produção de resinas plásticas a
partir de materiais biodegradáveis conquista uma importância cada vez maior. O interesse
crescente em torno desses materiais deve-se às possibilidades de escassez do petróleo e aos
incentivos à exploração de matérias-primas de origem natural.
2.2 A agroindústria do caju e o Líquido da casca da castanha (LCC)
O cajueiro (Anacardium occidentale L.) pertence à família Anacardiaceae e é
nativo do Brasil. Considerada uma das mais importantes espécies cultivadas das regiões
tropicais, o cajueiro apresenta como principais produtos de expressão econômica a amêndoa
comestível e o líquido da casca da castanha (LCC). O cultivo de caju, assim como a extração
e o processamento da castanha, constituem atividades tradicionais no Nordeste, havendo
registro da adoção dessa prática há mais de 50 anos. A extração e o processamento de
21
castanha de caju constituem atividades com grande potencial de geração de empregos, tanto
na propriedade rural quanto nas agroindústrias [18]. Segundo dados de 2012 do Instituto
Brasileiro de Geografia e Estatística - IBGE [19], o maior produtor brasileiro da castanha de
caju é o estado do Ceará, com 52% da produção nacional.
A agroindústria do caju propicia relevante movimentação para a economia do país
e por essa razão é que recentemente foi sancionada a Lei 12.834 de 20 de Junho de 2013 [20],
a qual autoriza a criação do Fundo de Apoio à Cultura do Caju (Funcaju), cuja finalidade
contitui-se em desenvolver o financiamento e a modernização da agroindústria do caju e seus
produtos derivados, além de incentivar o aumento da produtividade da cultura do caju,
fortalecer a exportação de produtos relacionados, estimular o desenvolvimento de pesquisas
relacionadas e ainda promover a defesa do preço no mercado interno e externo e das
condições de vida do trabalhador rural.
O LCC in natura, subproduto da agroindústria de caju, corresponde a
aproximadamente 25% do peso da castanha e tem a função de proteger a amêndoa de
predadores, choques mecânicos e intempéries, preservando assim o seu poder germinativo.
Ele é constituído por uma mistura de ácido anacárdico (71,7-82%), cardol (13,8-20,1%),
cardanol (1,6-9,2%), 2-metilcardol (1,65-3,9%) e componentes minoritários (2,2%) [21]. As
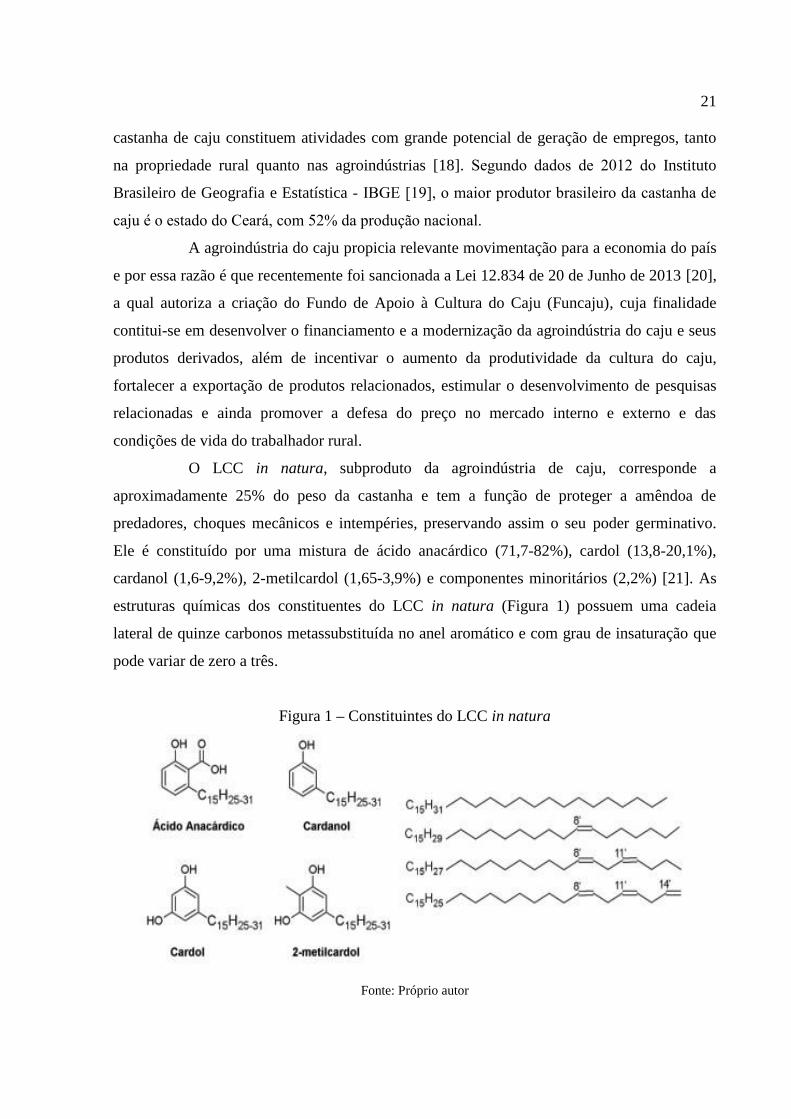
estruturas químicas dos constituentes do LCC in natura (Figura 1) possuem uma cadeia
lateral de quinze carbonos metassubstituída no anel aromático e com grau de insaturação que
pode variar de zero a três.
Figura 1 – Constituintes do LCC in natura
Fonte: Próprio autor
22
2.3 LCC técnico e a síntese de plásticos
O LCC técnico pode ser obtido a partir de diferentes processos. Um dos mais
comuns ocorre durante a obtenção das amêndoas, quando essas são aquecidas a uma
temperatura entre 180-200ºC no próprio LCC. Nessa faixa de temperatura, o ácido anacárdico
é convertido em cardanol devido à ocorrência de uma reação de descarboxilação (Figura 2),
fazendo com que o LCC passe a ser composto por 1,09-1,75% de ácido anacárdico; 67,82-
94,6% de cardanol; 3,8-18,86% de cardol; 1,2-4,1% de 2-metilcardol; 3,05-3,98 de
componentes minoritários e 0,34-21,63% de materiais poliméricos [21].
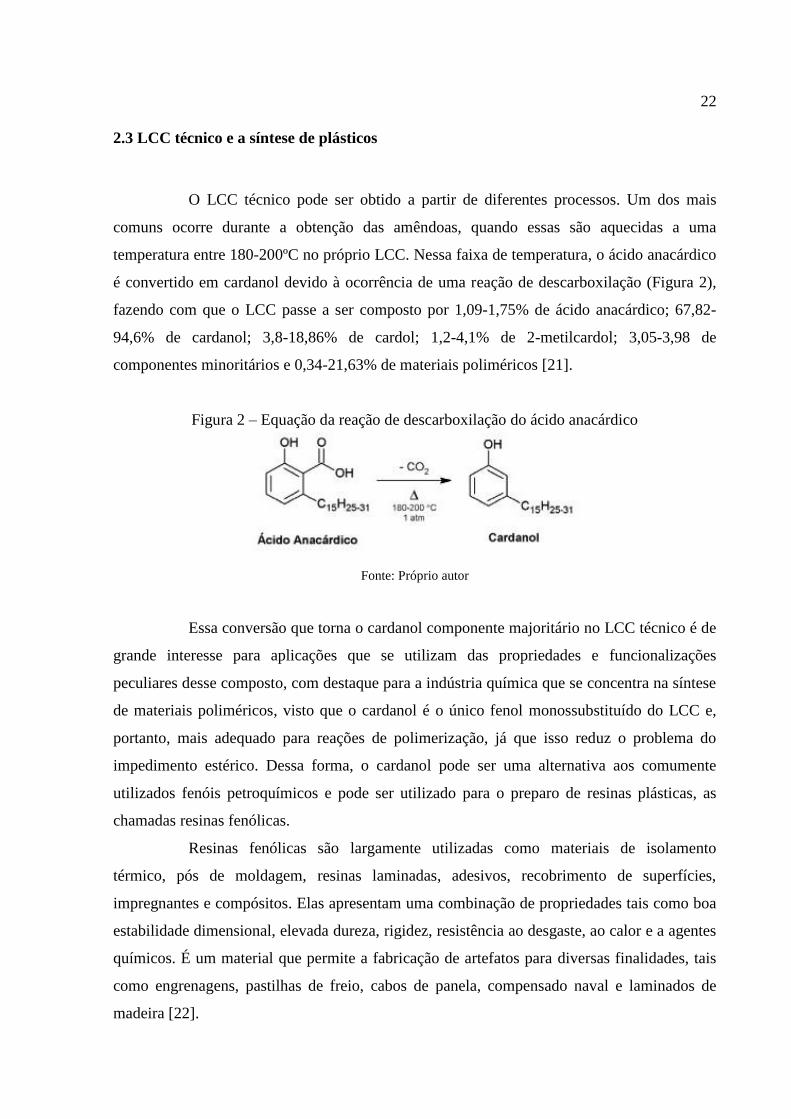
Figura 2 – Equação da reação de descarboxilação do ácido anacárdico
Fonte: Próprio autor
Essa conversão que torna o cardanol componente majoritário no LCC técnico é de
grande interesse para aplicações que se utilizam das propriedades e funcionalizações
peculiares desse composto, com destaque para a indústria química que se concentra na síntese
de materiais poliméricos, visto que o cardanol é o único fenol monossubstituído do LCC e,
portanto, mais adequado para reações de polimerização, já que isso reduz o problema do
impedimento estérico. Dessa forma, o cardanol pode ser uma alternativa aos comumente
utilizados fenóis petroquímicos e pode ser utilizado para o preparo de resinas plásticas, as
chamadas resinas fenólicas.
Resinas fenólicas são largamente utilizadas como materiais de isolamento
térmico, pós de moldagem, resinas laminadas, adesivos, recobrimento de superfícies,
impregnantes e compósitos. Elas apresentam uma combinação de propriedades tais como boa
estabilidade dimensional, elevada dureza, rigidez, resistência ao desgaste, ao calor e a agentes
químicos. É um material que permite a fabricação de artefatos para diversas finalidades, tais
como engrenagens, pastilhas de freio, cabos de panela, compensado naval e laminados de
madeira [22].
23
Resinas fenólicas são preparadas a partir da reação de polimerização do tipo
policondensação entre fenol e aldeído, sendo o formaldeído o mais empregado. A composição
química das resinas fenólicas é dependente de fatores como tipo de catálise, tempo de reação,
temperatura e principalmente da razão molar entre fenol e formaldeído, podendo levar a
formação de resina novalac ou resol. A resina novolac é sintetizada a partir de uma razão
molar entre formaldeído e fenol menor que 1 (F:F <1) e na presença de um catalisador ácido.
Já para o preparo do resol, geralmente utiliza-se uma razão molar entre formaldeído e fenol
maior que 1 (F:F >1) e catalisador básico, sendo esta última um tipo de resina mais reativa
[23].
Os materiais plásticos podem ser termoplásticos ou termorrígidos, também
chamados de termofixos. As resinas fenólicas, sejam resol ou novolac, são materiais
termorrígidos. A principal diferença é que os termoplásticos podem ser fundidos e
remoldados, o que não é possível no caso dos termorrígidos, devido à presença de ligações
cruzadas [24].
2.4 Resinas epoxídicas
As resinas fenólicas do tipo resol podem ser modificadas através do uso de resinas
epoxídicas, de forma a melhorar o desempenho do material final [25], sendo a diglicidil éter
de bisfenol A (DGEBA) uma das mais utilizadas para essa finalidade.
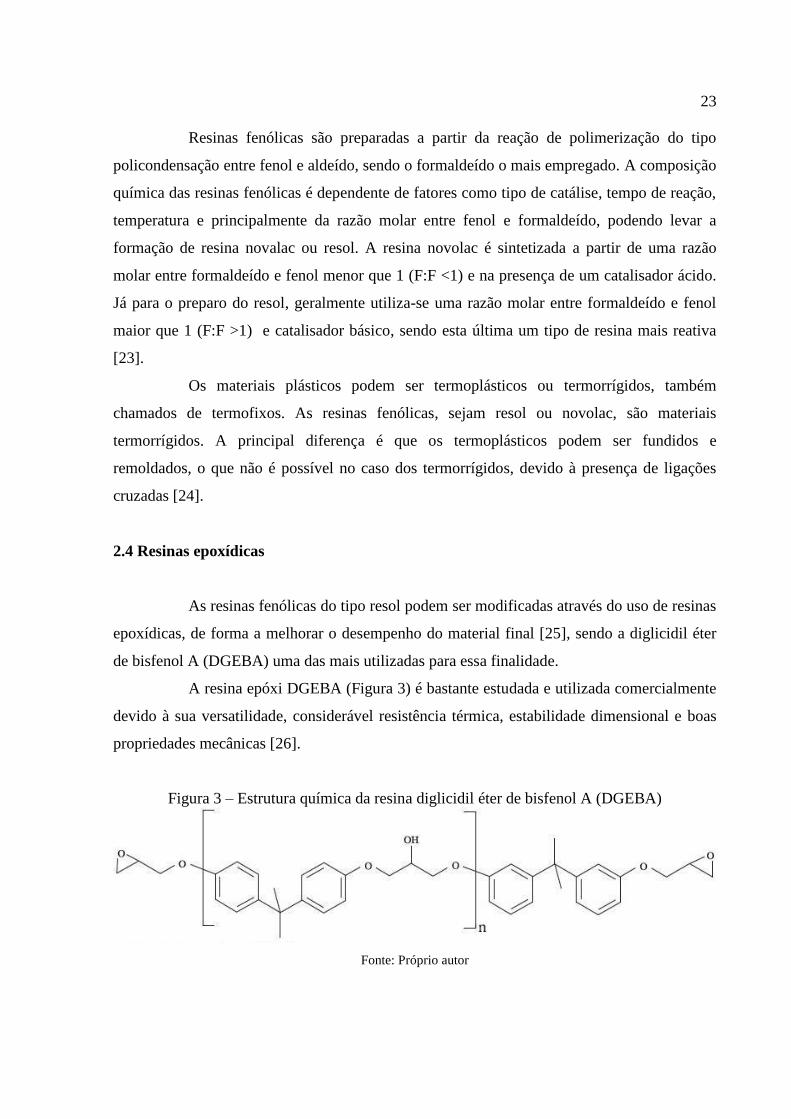
A resina epóxi DGEBA (Figura 3) é bastante estudada e utilizada comercialmente
devido à sua versatilidade, considerável resistência térmica, estabilidade dimensional e boas
propriedades mecânicas [26].
Figura 3 – Estrutura química da resina diglicidil éter de bisfenol A (DGEBA)
Fonte: Próprio autor
24
No entanto, as resinas epoxídicas não curam espontaneamente, sendo
indispensável o uso de um agente reticulador que possibilite o início do processo de
polimerização e a formação das ligações cruzadas. Sabe-se que as propriedades do material
final são inteiramente dependentes do agente reticulador, sendo as aminas um dos mais
utilizados, mesmo sendo tóxicas e na maioria das vezes demandando alto consumo de energia,
devido ao longo tempo e altas temperaturas de cura [26].
A família dos agentes reticuladores amínicos é constituída por diversos compostos
polifuncionais com variadas estruturas químicas, contendo em comum a presença de aminas
primárias, secundárias e/ou terciárias. Em especial, os sistemas que utilizam aminas alifáticas
de cadeias lineares como o dietilenotriamina (DETA) como reticulador, apresentam
geralmente bons graus de cura sob condições normais de temperatura e pressão [27].
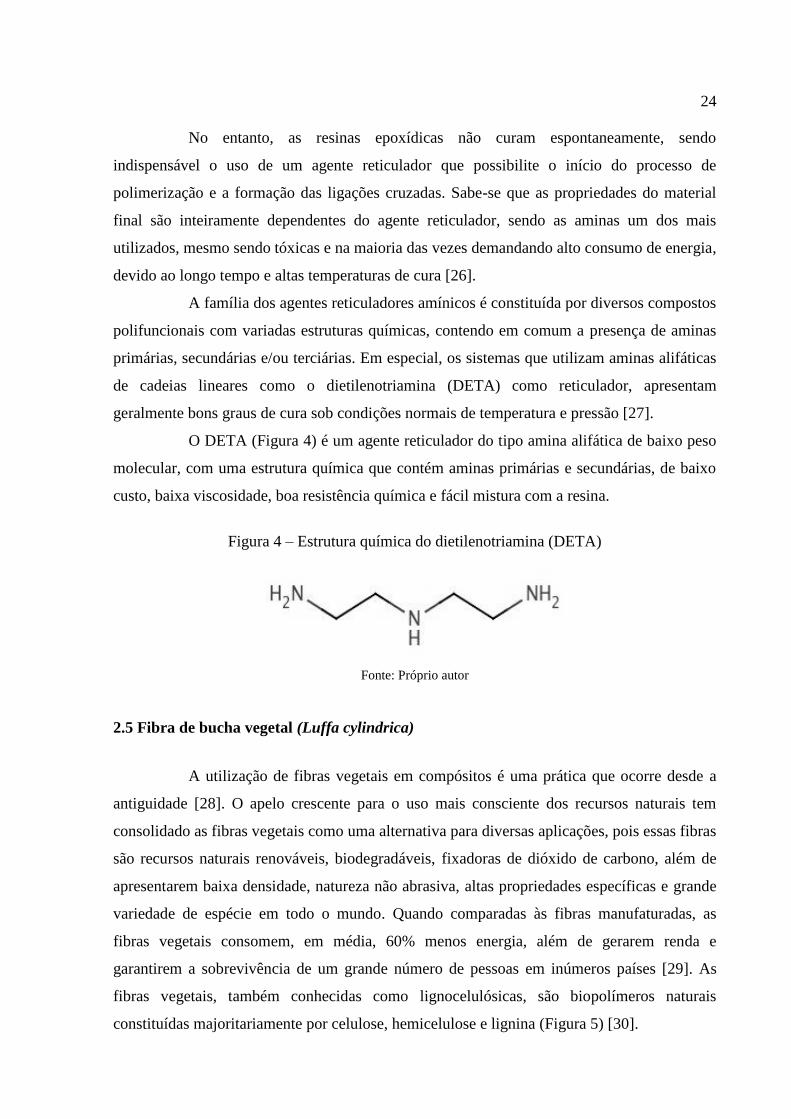
O DETA (Figura 4) é um agente reticulador do tipo amina alifática de baixo peso
molecular, com uma estrutura química que contém aminas primárias e secundárias, de baixo
custo, baixa viscosidade, boa resistência química e fácil mistura com a resina.
Figura 4 – Estrutura química do dietilenotriamina (DETA)
Fonte: Próprio autor
2.5 Fibra de bucha vegetal (Luffa cylindrica)
A utilização de fibras vegetais em compósitos é uma prática que ocorre desde a
antiguidade [28]. O apelo crescente para o uso mais consciente dos recursos naturais tem
consolidado as fibras vegetais como uma alternativa para diversas aplicações, pois essas fibras
são recursos naturais renováveis, biodegradáveis, fixadoras de dióxido de carbono, além de
apresentarem baixa densidade, natureza não abrasiva, altas propriedades específicas e grande
variedade de espécie em todo o mundo. Quando comparadas às fibras manufaturadas, as
fibras vegetais consomem, em média, 60% menos energia, além de gerarem renda e
garantirem a sobrevivência de um grande número de pessoas em inúmeros países [29]. As
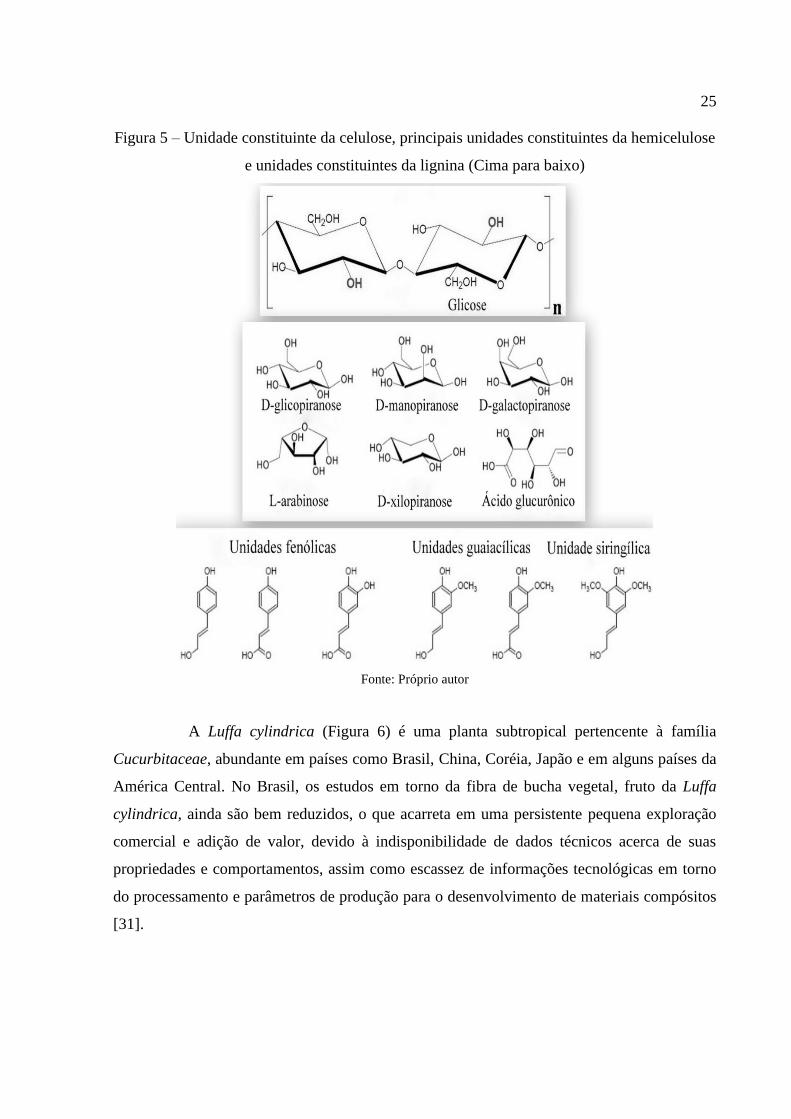
fibras vegetais, também conhecidas como lignocelulósicas, são biopolímeros naturais
constituídas majoritariamente por celulose, hemicelulose e lignina (Figura 5) [30].
25
Figura 5 – Unidade constituinte da celulose, principais unidades constituintes da hemicelulose
e unidades constituintes da lignina (Cima para baixo)
Fonte: Próprio autor
A Luffa cylindrica (Figura 6) é uma planta subtropical pertencente à família
Cucurbitaceae, abundante em países como Brasil, China, Coréia, Japão e em alguns países da
América Central. No Brasil, os estudos em torno da fibra de bucha vegetal, fruto da Luffa
cylindrica, ainda são bem reduzidos, o que acarreta em uma persistente pequena exploração
comercial e adição de valor, devido à indisponibilidade de dados técnicos acerca de suas
propriedades e comportamentos, assim como escassez de informações tecnológicas em torno
do processamento e parâmetros de produção para o desenvolvimento de materiais compósitos
[31].
26
Figura 6 – (a) Luffa cylindrica e seu fruto (Bucha vegetal), bucha vegetal (b) sem casca, (c)
seca e (d) estrutura interna tridimensional
Fonte: Próprio autor
A composição química da fibra de bucha vegetal depende de fatores como origem
da planta, condições climáticas, características do solo, podendo apresentar variações nos
conteúdos de celulose (55-90%), hemicelulose (8-22%), lignina (10-23%) e também nos
componentes minoritários [32]. Essa fibra ainda é pouco empregada industrialmente [33],
sendo utilizada principalmente como esponja para banho [32] e tem no Brasil a cidade de
Bonfim, no estado de Minas Gerais, como o seu mais importante produtor [34]. Bonfim
ostenta o título de capital nacional da bucha e se tornou expoente da nova realidade do
agronegócio através da diversificação da economia rural e o redescobrimento de uma matéria-
prima que a cada dia se fortalece como produto agrícola ecologicamente correto.
Há alguns fatores que explicam o porquê da consolidação efetiva da fibra de
bucha vegetal nos âmbitos tecnológico e industrial progredir a curtos passos. A primeira
dificuldade encontrada na implantação da cultura da bucha é a inexistência de sementes
selecionadas e fiscalizadas no mercado. Os produtores recorrem às regiões tradicionais
produtoras para obter as sementes, o que implica em grande variabilidade, sementes
defeituosas e com baixo poder germinativo, além do risco de introdução de pragas e doenças
na área de cultivo [35].
Os desafios em torno do beneficiamento (descascamento, lavagem, retirada de
sementes, secagem) existem devido às poucas opções de equipamentos e maquinário
adequados, fazendo com que o mesmo seja feito quase que completamente de forma manual.
27
A escassez de pesquisas e informações técnicas para o cultivo e beneficiamento dos frutos da
Luffa cylindrica é um fator restritivo e que dificulta novos produtores a ingressarem na
atividade. Práticas incorretas levam a baixa produtividade e frutos de menor qualidade [35].
No que diz respeito à área de materiais, na literatura técnica são reportados alguns
estudos em que a fibra de bucha foi utilizada como fase dispersa em compósitos de matrizes
poliméricas termoplásticas de polietileno de alta densidade [34], policloreto de vinila [36] e
matrizes termorrígidas de estervinil [37], epóxi [38], poliéster [39] e resorcinol-formaldeído
[40].
2.6 Modificações em fibras lignocelulósicas
Um dos inconvenientes a serem contornados quando se usa fibras vegetais como
agente de reforço em matrizes poliméricas é a questão da compatibilidade. Segundo a
literatura [41, 42], a baixa compatibilidade comumente observada ocorre devido ao caráter
hidrofílico das fibras, visto que a matriz polimérica geralmente é hidrofóbica.
Dessa forma, para melhorar a adesão com matrizes hidrofóbicas, faz-se necessário
um pré-tratamento na superfície das fibras ou o uso de modificadores de interface.
Tratamentos químicos em fibras lignocelulósicas vêm sendo amplamente pesquisados e
utilizados. Entre eles, pode-se citar o tratamento alcalino, o tratamento com ácidos, com
grupos silano, acetil, isocianato, permanganato e peróxido. Todos eles têm o intuito comum
de atuar melhorando a interface entre a fibra e a matriz [43].
Atualmente, o tratamento alcalino [44-48] é o método mais utilizado,
provavelmente devido ao seu baixo custo, fácil execução e resultados satisfatórios. A
alteração propiciada por esse tratamento é a remoção de componentes como graxas, ceras,
hemicelulose, lignina e também a exposição dos grupos hidroxílicos (OH) presentes na
estrutura da fibra, aumentando a rugosidade superficial. Ele remove certa quantidade de
lignina, cera e óleos que se localizam na superfície externa da parede celular da fibra,
despolimerizando a celulose amorfa, alterando também o contéudo de hemicelulose. Embora
esse tratamento melhore a adesão com a matriz polimérica, a resistência mecânica da fibra
pode ser afetada, dependendo da concentração utilizada [49] e do tempo do processo [31].
O uso de concentrações adequadas é primordial para que as mudanças provocadas
na fibra sejam desejáveis. Uma alta concentração de álcali, por exemplo, pode causar
desorganização na estrutura cristalina e converter celulose nativa (Tipo I) para celulose
28
mercerizada (Tipo II). A diferença entre ambas está na disposição das cadeias, que na celulose
I é paralela e na celulose II é antiparalela (Figura 7), tendo essa segunda uma célula unitária
mais inclinada.
Figura 7 – Esquema da estrutura da célula unitária (Projeção axial): (a) Celulose I, (b)
Celulose II
Fonte: [50]
Segundo a literatura [51], a conversão de celulose I para celulose II é irreversível
e geralmente acompanhada por diminuição no índice de cristalidade da fibra, o que explica o
efeito negativo na resistência mecânica, entre outras mudanças.
2.7 Compósitos/Nanobiocompósitos
O desenvolvimento de compósitos utilizando constituintes de origem natural é
considerado de extrema relevância, tanto pelo potencial de aplicação tecnológica como pela
redução dos impactos ambientais provenientes do uso desses materiais [52-54].
Um compósito pode ser definido como um material formado por pelo menos dois
constituintes ou fases com propriedades químicas e físicas distintas. A fase em maior
quantidade é chamada matriz, a qual é contínua e envolve a outra fase, denominada dispersa.
As propriedades finais desses compósitos são decorrentes das propriedades das fases
constituintes, de suas quantidades relativas, da geometria da fase dispersa e da interface entre
a matriz e fase dispersa [55]. Quando possuem em sua composição pelo menos uma fase
oriunda de fonte natural, esses materiais são comumente mencionados como biocompósitos.
Os estudos em torno dos biocompósitos, em especial os poliméricos reforçados
por fibras vegetais, têm revelado resultados promissores, com grande destaque para a
biodegradabilidade dos mesmos [56-58].
29
Na literatura são reportados alguns estudos em torno do desenvolvimento de
biocompósitos com matriz polimérica derivada do cardanol e fibras vegetais como buriti [59],
juta [60], coco [61, 62], pseudocaule da bananeira [63], sisal [64] e bambu [65] como fase
dispersa.
Além do uso de fibras vegetais, é cada vez mais crescente a adjeção de
polímeros/biocompósitos e fases na escala nanométrica, dando origem aos chamados
nanocompósitos/nanobiocompósitos poliméricos.
Os nanocompósitos são materiais em que pelo menos um de seus componentes
apresenta uma das dimensões entre 1 e 100 nm. O interesse em torno desses materiais tem
crescido consideravelmente, visto que tendem a apresentar melhores propriedades quando
comparados aos compósitos convencionais, devido ao fato de que as interações na interface
entre matriz/reforço se intensificam na escala nanométrica [66], possibilitando ganhos
consideráveis em certas propriedades mesmo com um pequeno acréscimo de carga [67].
A Nanociência e a Nanotecnologia são as responsáveis pelos progressos obtidos
por meio da nanoescala. Elas não são apenas uma tendência natural de um avanço tecnológico
para maiores níveis de miniaturização a partir da microtecnologia, mas exibem um novo
comportamento físico, químico e biológico exclusivo [68].
Entre as fases nanométricas mais utilizadas em materiais, as nanopartículas
magnéticas têm sido bastante pesquisadas e têm encontrado aplicações variadas em
Biomedicina [69], Engenharia de tecidos [70], catálise [71], liberação controlada de fármacos
[72], diagnóstico [73], imobilização enzimática [74] e Biologia [75].
Ultimamente diversas rotas químicas para obtenção de nanopartículas têm sido
reportadas na literatura, como os métodos sonoquímico [76, 77], sol-gel [78, 79],
hidrotérmico [80, 81], combustão [82, 83] e micro-ondas [84, 85]. Todavia, a coprecipitação
[86, 87] é o método mais utilizado, devido à economia de tempo, baixa temperatura de
síntese, baixo custo, pós uniformes com fraca ou nenhuma aglomeração e fácil execução.
Partículas magnéticas em nanoescala geralmente se organizam em monodomínios
magnéticos, devido ao pequeno tamanho de grão, e apresentam a propriedade do
superparamagnetismo, que diz respeito à exibição de magnetização apenas na presença de um
campo magnético externo [88-90].
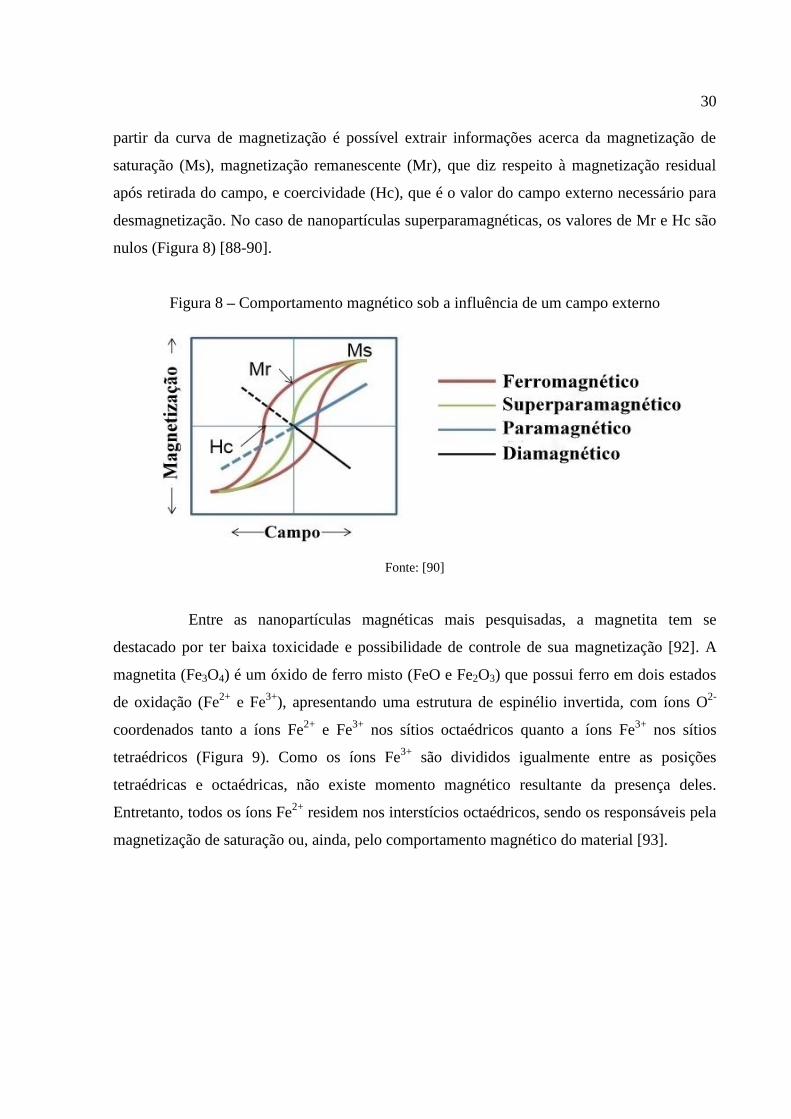
O estudo do comportamento magnético de nanopartículas é realizado através de
curvas de magnetização, em que a análise do ciclo de histerese permite avaliar a capacidade
do material de permanecer magnetizado e o grau de dificuldade de desmagnetização [91]. A
30
partir da curva de magnetização é possível extrair informações acerca da magnetização de
saturação (Ms), magnetização remanescente (Mr), que diz respeito à magnetização residual
após retirada do campo, e coercividade (Hc), que é o valor do campo externo necessário para
desmagnetização. No caso de nanopartículas superparamagnéticas, os valores de Mr e Hc são
nulos (Figura 8) [88-90].
Figura 8 – Comportamento magnético sob a influência de um campo externo
Fonte: [90]
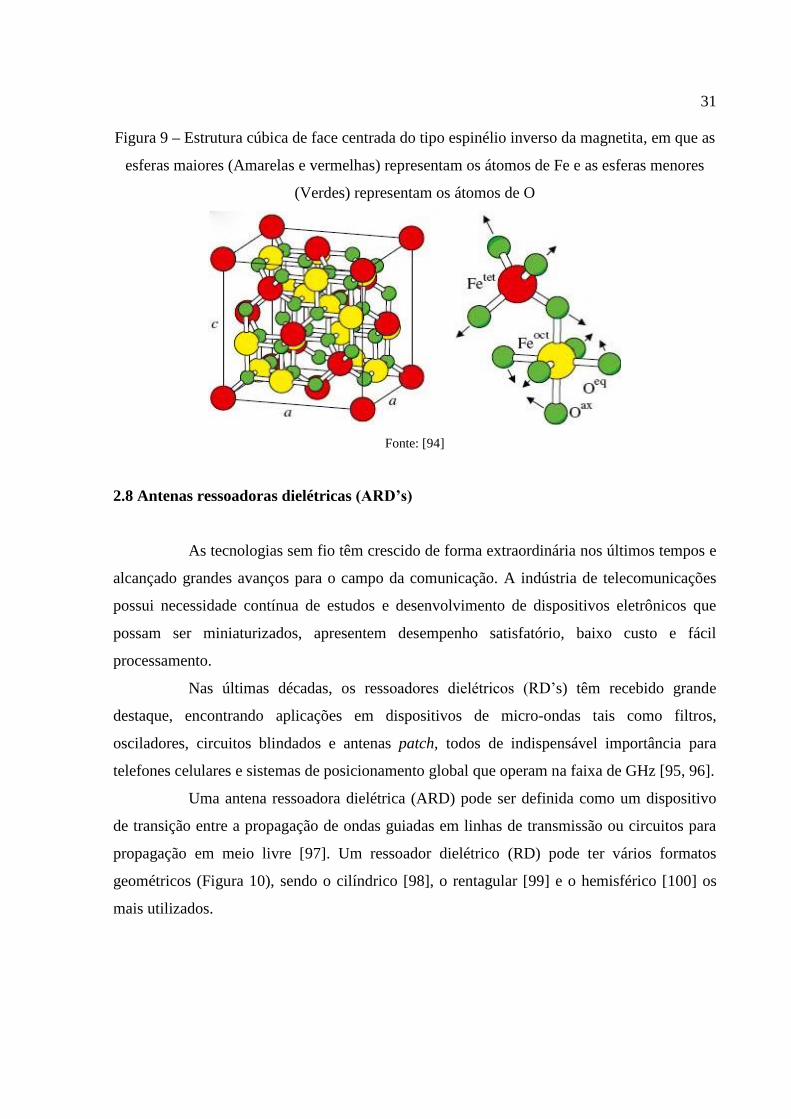
Entre as nanopartículas magnéticas mais pesquisadas, a magnetita tem se
destacado por ter baixa toxicidade e possibilidade de controle de sua magnetização [92]. A
magnetita (Fe3O4) é um óxido de ferro misto (FeO e Fe2O3) que possui ferro em dois estados
de oxidação (Fe2+
e Fe3+
), apresentando uma estrutura de espinélio invertida, com íons O2-
coordenados tanto a íons Fe2+
e Fe3+
nos sítios octaédricos quanto a íons Fe3+
nos sítios
tetraédricos (Figura 9). Como os íons Fe3+
são divididos igualmente entre as posições
tetraédricas e octaédricas, não existe momento magnético resultante da presença deles.
Entretanto, todos os íons Fe2+
residem nos interstícios octaédricos, sendo os responsáveis pela
magnetização de saturação ou, ainda, pelo comportamento magnético do material [93].
31
Figura 9 – Estrutura cúbica de face centrada do tipo espinélio inverso da magnetita, em que as
esferas maiores (Amarelas e vermelhas) representam os átomos de Fe e as esferas menores
(Verdes) representam os átomos de O
Fonte: [94]
2.8 Antenas ressoadoras dielétricas (ARD’s)
As tecnologias sem fio têm crescido de forma extraordinária nos últimos tempos e
alcançado grandes avanços para o campo da comunicação. A indústria de telecomunicações
possui necessidade contínua de estudos e desenvolvimento de dispositivos eletrônicos que
possam ser miniaturizados, apresentem desempenho satisfatório, baixo custo e fácil
processamento.
Nas últimas décadas, os ressoadores dielétricos (RD’s) têm recebido grande
destaque, encontrando aplicações em dispositivos de micro-ondas tais como filtros,
osciladores, circuitos blindados e antenas patch, todos de indispensável importância para
telefones celulares e sistemas de posicionamento global que operam na faixa de GHz [95, 96].
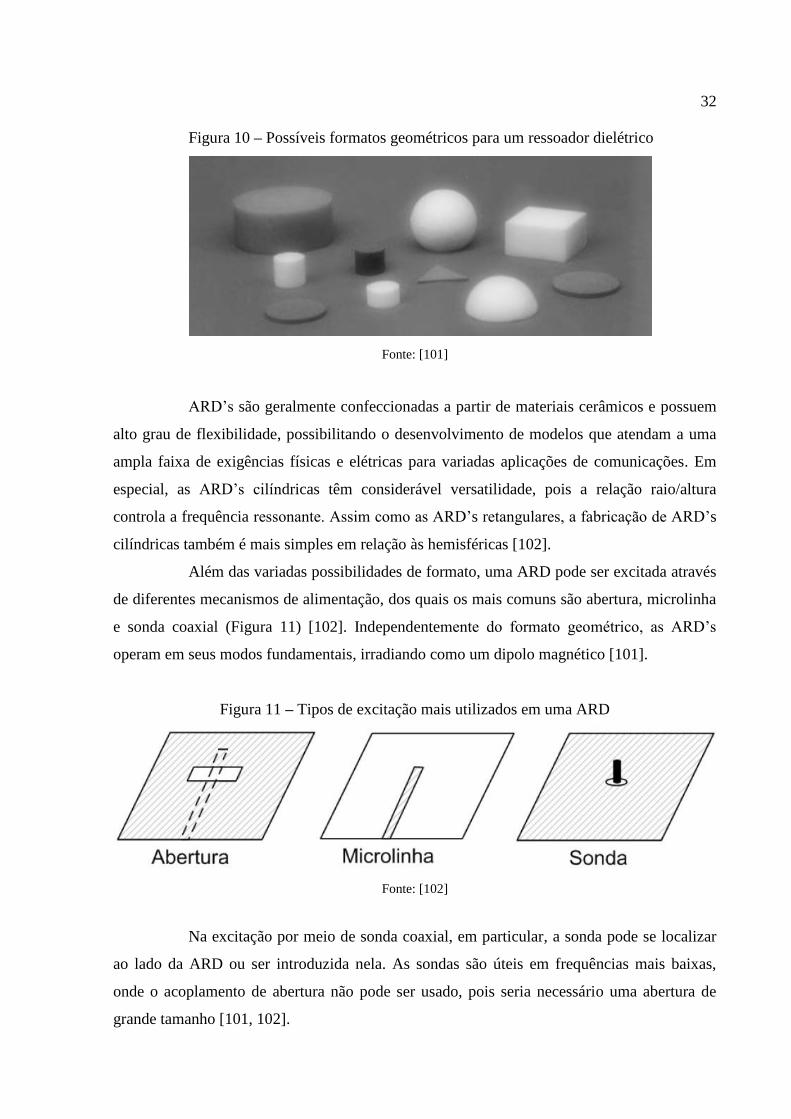
Uma antena ressoadora dielétrica (ARD) pode ser definida como um dispositivo
de transição entre a propagação de ondas guiadas em linhas de transmissão ou circuitos para
propagação em meio livre [97]. Um ressoador dielétrico (RD) pode ter vários formatos
geométricos (Figura 10), sendo o cilíndrico [98], o rentagular [99] e o hemisférico [100] os
mais utilizados.
32
Figura 10 – Possíveis formatos geométricos para um ressoador dielétrico
Fonte: [101]
ARD’s são geralmente confeccionadas a partir de materiais cerâmicos e possuem
alto grau de flexibilidade, possibilitando o desenvolvimento de modelos que atendam a uma
ampla faixa de exigências físicas e elétricas para variadas aplicações de comunicações. Em
especial, as ARD’s cilíndricas têm considerável versatilidade, pois a relação raio/altura
controla a frequência ressonante. Assim como as ARD’s retangulares, a fabricação de ARD’s
cilíndricas também é mais simples em relação às hemisféricas [102].
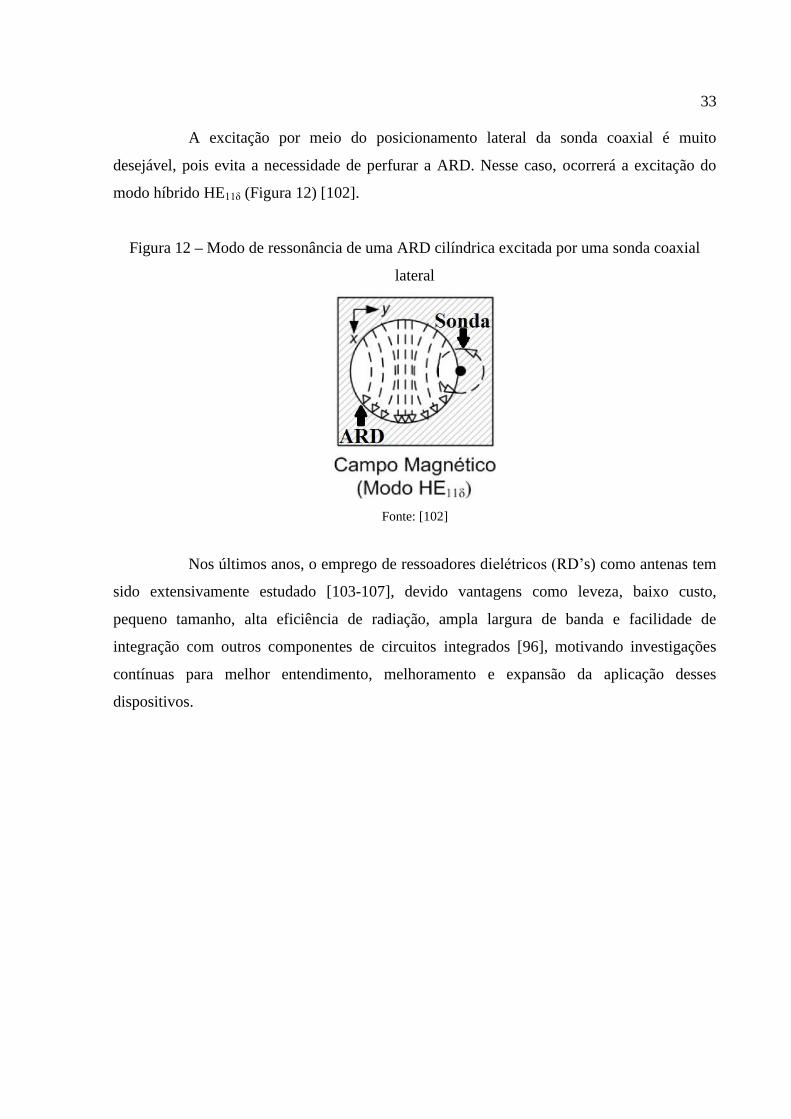
Além das variadas possibilidades de formato, uma ARD pode ser excitada através
de diferentes mecanismos de alimentação, dos quais os mais comuns são abertura, microlinha
e sonda coaxial (Figura 11) [102]. Independentemente do formato geométrico, as ARD’s
operam em seus modos fundamentais, irradiando como um dipolo magnético [101].
Figura 11 – Tipos de excitação mais utilizados em uma ARD
Fonte: [102]
Na excitação por meio de sonda coaxial, em particular, a sonda pode se localizar
ao lado da ARD ou ser introduzida nela. As sondas são úteis em frequências mais baixas,
onde o acoplamento de abertura não pode ser usado, pois seria necessário uma abertura de
grande tamanho [101, 102].
33
A excitação por meio do posicionamento lateral da sonda coaxial é muito
desejável, pois evita a necessidade de perfurar a ARD. Nesse caso, ocorrerá a excitação do
modo híbrido HE11δ (Figura 12) [102].
Figura 12 – Modo de ressonância de uma ARD cilíndrica excitada por uma sonda coaxial
lateral
Fonte: [102]
Nos últimos anos, o emprego de ressoadores dielétricos (RD’s) como antenas tem
sido extensivamente estudado [103-107], devido vantagens como leveza, baixo custo,
pequeno tamanho, alta eficiência de radiação, ampla largura de banda e facilidade de
integração com outros componentes de circuitos integrados [96], motivando investigações
contínuas para melhor entendimento, melhoramento e expansão da aplicação desses
dispositivos.
34
3 OBJETIVOS
3.1 Objetivo Geral
Desenvolver nanobiocompósitos superparamagnéticos a partir da combinação de
resina derivada do cardanol, fibra de bucha vegetal e nanopartículas magnéticas para
aplicação como antenas ressoadoras dielétricas.
3.2 Objetivos Específicos
Modificar física e quimicamente a fibra de bucha e caracterizá-la antes e após
modificação por técnicas de MEV, DRX, FTIR, TG e Medidas dielétricas;
Preparar o plástico termorrígido biobaseado no cardanol, utilizando resina epóxi como
agente modificador e avaliar a eficiência do dietilenotriamina (DETA) como agente
reticulador por meio da determinação do grau de reticulação e DSC;
Elaborar os biocompósitos utilizando o plástico termorrígido como fase contínua e
fibra de bucha bruta e tratada como fase dispersa, caracterizando-os por TG, DSC, Ensaios de
resistência à tração, MEV, Microscopia óptica e Ensaios de biodegradação em solo simulado;
Sintetizar nanopartículas de magnetita e caracterizá-las por DRX, MET, FTIR,
Espectroscopia Mössbauer e VSM;
Confeccionar os nanobiocompósitos a partir dos biocompósitos por meio da
impregnação de nanopartículas de magnetita, caracterizá-los por TG, DSC, DMA, MEV,
Medidas dielétricas, VSM, Ensaios de biodegradação em solo simulado e investigar o
comportamento dos ressoadores dielétricos desenvolvidos como antenas ressoadoras
dielétricas.
35
4 MATERIAL E MÉTODOS
4.1 Material
A bucha vegetal foi adquirida comercialmente (Jaú-SP) sem nenhum tratamento
prévio, além de retirada de cascas e limpeza grosseira. O LCC técnico utilizado para isolar o
cardanol foi gentilmente disponibilizado pela empresa Amêndoas do Brasil Ltda. A Tabela 1
apresenta a relação de reagentes e solventes empregados nesse estudo.
Tabela 1 – Reagentes e solventes utilizados
Reagentes/Solventes (Fórmula molecular, Teor) Procedências
Metanol (CH3OH, 99,8%) Dinâmica
Hidróxido de amônio (NH4OH, 28-30%) Dinâmica
Hexano (C6H14, 98,5%) Dinâmica
Hidróxido de sódio (NaOH, 97%) Dinâmica
Sulfato de sódio anidro (Na2SO4, 99%) Dinâmica
Ácido clorídrico (HCl, 37%) Dinâmica
Formaldeído (CH2O, 36,5-38%) Dinâmica
Dietilenotriamina (C4H13N3, 99%) Sigma-Aldrich
Diglicidil éter de bisfenol A (C21H24O4, Resina epóxi
DGEBA)
Avipol
Sulfato ferroso heptaidratado (FeSO4.7H2O, 99%) Dinâmica
Cloreto férrico hexaidratado (FeCl3.6H2O, 97-102%) Vetec
Tolueno (C7H8, 99,5%) Dinâmica
Acetato de etila (C4H8O2, 99,5%) Vetec
Fonte: Próprio autor
4.2 Métodos
4.2.1 Tratamento químico na fibra de bucha vegetal
A bucha vegetal passou previamente por procedimentos como corte, retirada das
sementes e moagem conduzida em um moinho de facas tipo Wiley (FORTINOX - STAR FT
80), em que as frações até 30 mesh foram coletadas.
Para o tratamento alcalino, as fibras (30 g) foram colocadas em copos plásticos e
totalmente imersas em soluções de NaOH (200 mL) com concentrações de 5, 10 e 15% (m/v),
sob temperatura constante de 65 °C, por um período de 4 h. Visto que o tratamento não foi
36
feito sob agitação constante (Mecânica ou magnética), o sistema foi misturado manualmente
com auxílio de um bastão de vidro a cada 30 minutos. Posteriormente, as fibras foram lavadas
com água destilada (~1-2 L) para remoção do excesso de NaOH até pH próximo ao da água
de lavagem, em que a verificação foi feita com papel indicador de pH (Merck). Em seguida,
as fibras tratadas com NaOH (30 g) foram imersas em solução de NaClO com concentração
de 1% de cloro ativo (200 mL) para branqueamento, sob temperatura constante de 65 °C, por
um período de 1 h. Por fim, as fibras foram lavadas com água destilada para retirada do
excesso de NaClO (~1 L) até pH neutro, secas em estufa a 70 °C até secagem completa e
acondicionadas a vácuo para evitar umidade. A seguir (Figura 13) é mostrado um fluxograma
com as etapas do tratamento químico.
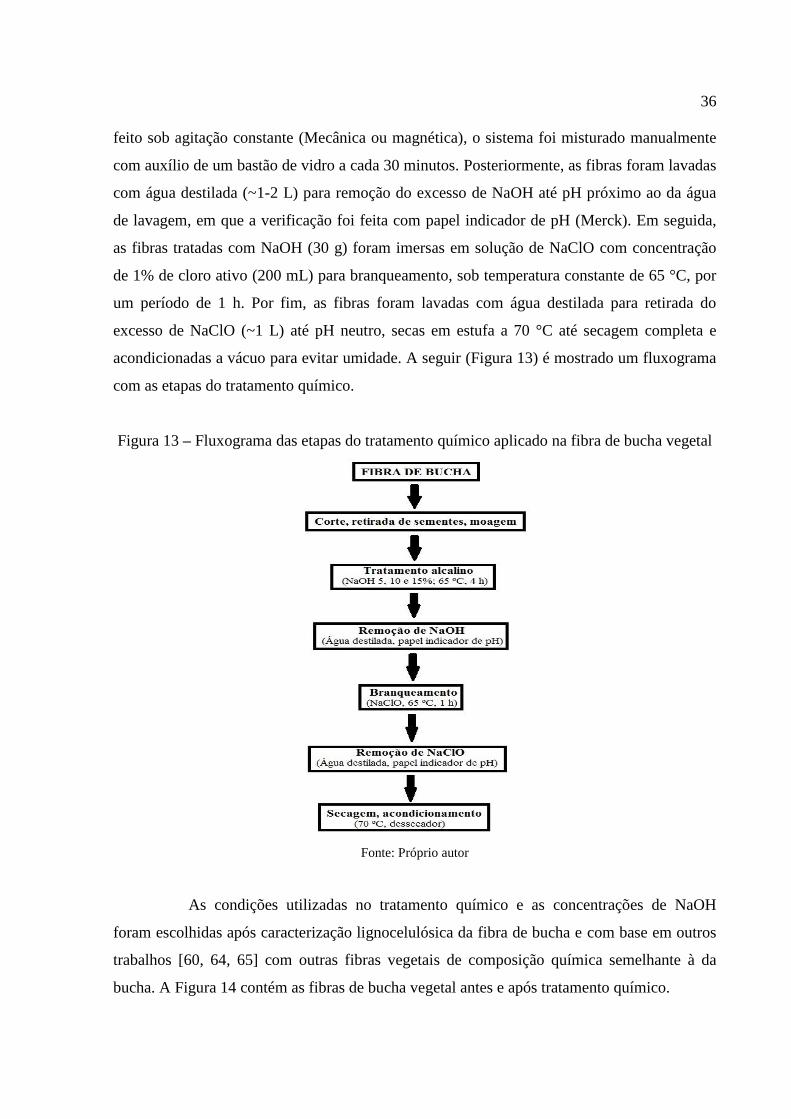
Figura 13 – Fluxograma das etapas do tratamento químico aplicado na fibra de bucha vegetal
Fonte: Próprio autor
As condições utilizadas no tratamento químico e as concentrações de NaOH
foram escolhidas após caracterização lignocelulósica da fibra de bucha e com base em outros
trabalhos [60, 64, 65] com outras fibras vegetais de composição química semelhante à da
bucha. A Figura 14 contém as fibras de bucha vegetal antes e após tratamento químico.
37
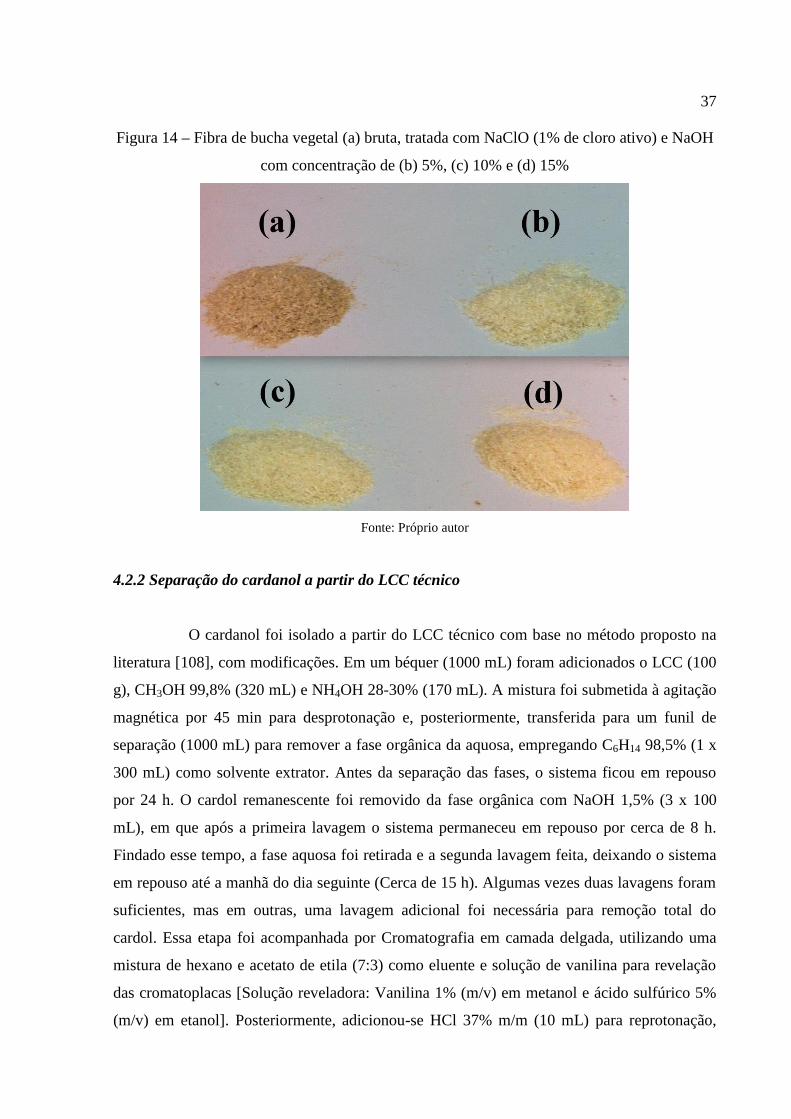
Figura 14 – Fibra de bucha vegetal (a) bruta, tratada com NaClO (1% de cloro ativo) e NaOH
com concentração de (b) 5%, (c) 10% e (d) 15%
Fonte: Próprio autor
4.2.2 Separação do cardanol a partir do LCC técnico
O cardanol foi isolado a partir do LCC técnico com base no método proposto na
literatura [108], com modificações. Em um béquer (1000 mL) foram adicionados o LCC (100
g), CH3OH 99,8% (320 mL) e NH4OH 28-30% (170 mL). A mistura foi submetida à agitação
magnética por 45 min para desprotonação e, posteriormente, transferida para um funil de
separação (1000 mL) para remover a fase orgânica da aquosa, empregando C6H14 98,5% (1 x
300 mL) como solvente extrator. Antes da separação das fases, o sistema ficou em repouso
por 24 h. O cardol remanescente foi removido da fase orgânica com NaOH 1,5% (3 x 100
mL), em que após a primeira lavagem o sistema permaneceu em repouso por cerca de 8 h.
Findado esse tempo, a fase aquosa foi retirada e a segunda lavagem feita, deixando o sistema
em repouso até a manhã do dia seguinte (Cerca de 15 h). Algumas vezes duas lavagens foram
suficientes, mas em outras, uma lavagem adicional foi necessária para remoção total do
cardol. Essa etapa foi acompanhada por Cromatografia em camada delgada, utilizando uma
mistura de hexano e acetato de etila (7:3) como eluente e solução de vanilina para revelação
das cromatoplacas [Solução reveladora: Vanilina 1% (m/v) em metanol e ácido sulfúrico 5%
(m/v) em etanol]. Posteriormente, adicionou-se HCl 37% m/m (10 mL) para reprotonação,
38
deixando o sistema em repouso por cerca de 1 h, seguida da retirada da fase aquosa. O
cardanol obtido foi transferido para um béquer e tratado com Na2SO4 para remoção de água,
concentrado por evaporação rotativa e acondicionado em temperatura aproximada de 15 °C.
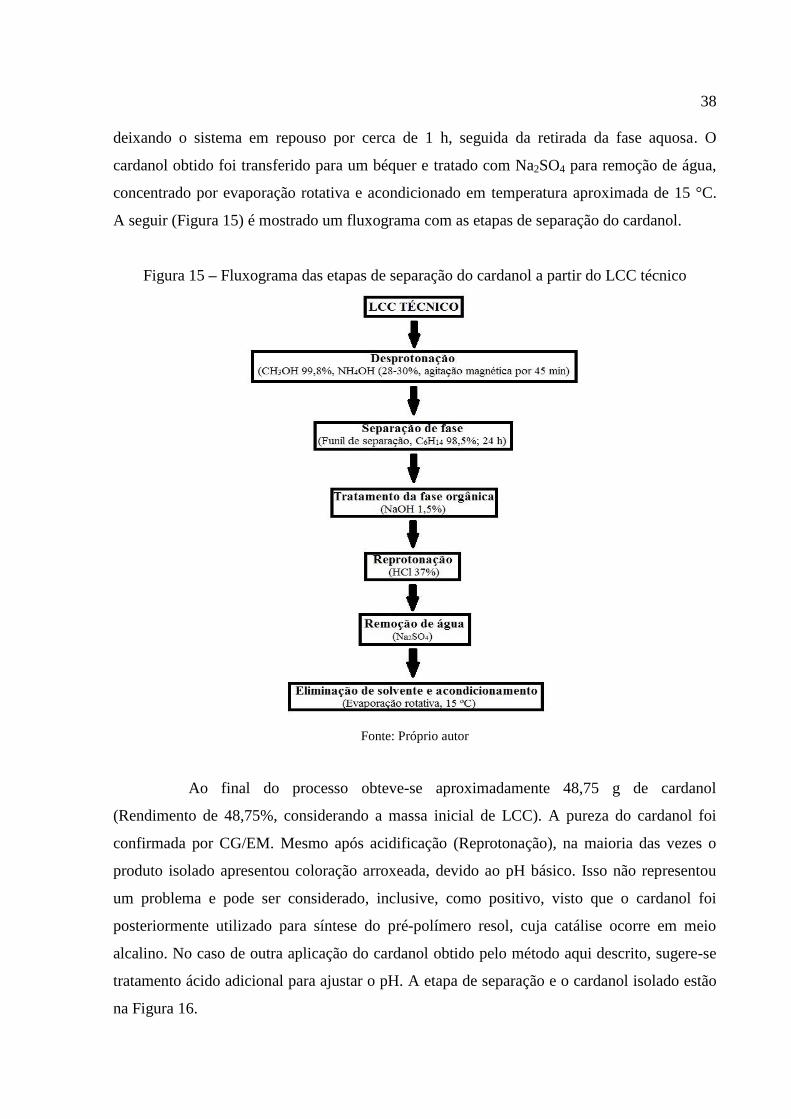
A seguir (Figura 15) é mostrado um fluxograma com as etapas de separação do cardanol.
Figura 15 – Fluxograma das etapas de separação do cardanol a partir do LCC técnico
Fonte: Próprio autor
Ao final do processo obteve-se aproximadamente 48,75 g de cardanol
(Rendimento de 48,75%, considerando a massa inicial de LCC). A pureza do cardanol foi
confirmada por CG/EM. Mesmo após acidificação (Reprotonação), na maioria das vezes o
produto isolado apresentou coloração arroxeada, devido ao pH básico. Isso não representou
um problema e pode ser considerado, inclusive, como positivo, visto que o cardanol foi
posteriormente utilizado para síntese do pré-polímero resol, cuja catálise ocorre em meio
alcalino. No caso de outra aplicação do cardanol obtido pelo método aqui descrito, sugere-se
tratamento ácido adicional para ajustar o pH. A etapa de separação e o cardanol isolado estão
na Figura 16.
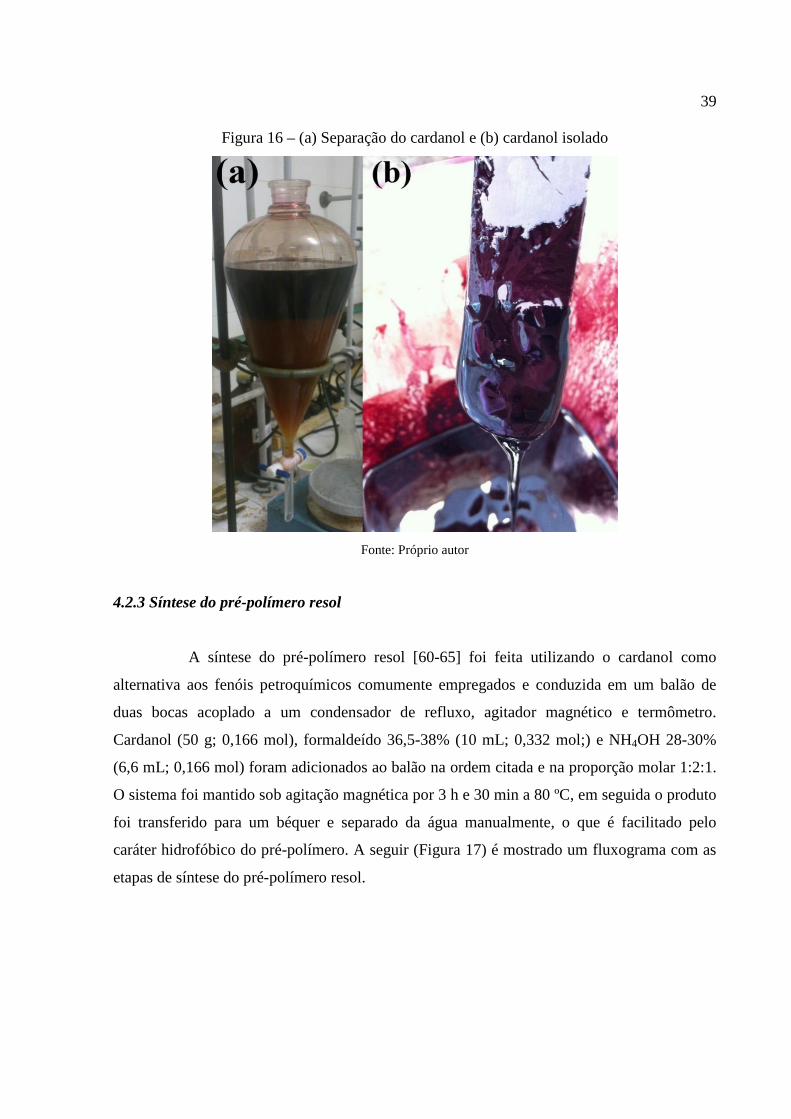
39
Figura 16 – (a) Separação do cardanol e (b) cardanol isolado
Fonte: Próprio autor
4.2.3 Síntese do pré-polímero resol
A síntese do pré-polímero resol [60-65] foi feita utilizando o cardanol como
alternativa aos fenóis petroquímicos comumente empregados e conduzida em um balão de
duas bocas acoplado a um condensador de refluxo, agitador magnético e termômetro.
Cardanol (50 g; 0,166 mol), formaldeído 36,5-38% (10 mL; 0,332 mol;) e NH4OH 28-30%
(6,6 mL; 0,166 mol) foram adicionados ao balão na ordem citada e na proporção molar 1:2:1.
O sistema foi mantido sob agitação magnética por 3 h e 30 min a 80 ºC, em seguida o produto
foi transferido para um béquer e separado da água manualmente, o que é facilitado pelo
caráter hidrofóbico do pré-polímero. A seguir (Figura 17) é mostrado um fluxograma com as
etapas de síntese do pré-polímero resol.
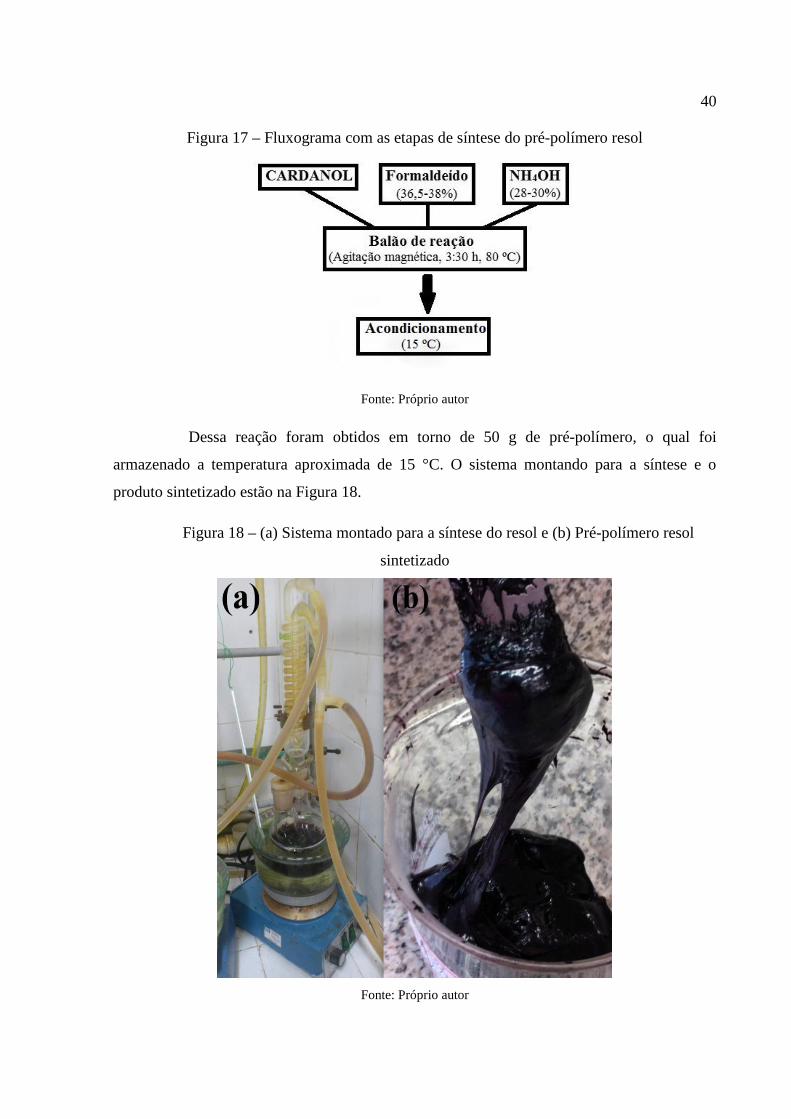
40
Figura 17 – Fluxograma com as etapas de síntese do pré-polímero resol
Fonte: Próprio autor
Dessa reação foram obtidos em torno de 50 g de pré-polímero, o qual foi
armazenado a temperatura aproximada de 15 °C. O sistema montando para a síntese e o
produto sintetizado estão na Figura 18.
Figura 18 – (a) Sistema montado para a síntese do resol e (b) Pré-polímero resol
sintetizado
Fonte: Próprio autor
41
4.2.4 Síntese das nanopartículas de magnetita
As nanopartículas de magnetita (Fe3O4) foram sintetizadas pelo método da
coprecipitação [86, 87], em que 4,587 g (0,0165 mol) de FeSO4.7H2O e 8,919 (0,033 mol) de
FeCl3.6H2O foram pesados, dissolvidos separadamente em 150 mL de água destilada
(Relação molar Fe2+
:Fe3+
= 1:2) e misturados em um béquer (500 mL). A mistura foi aquecida
a 80 ºC em chapa aquecedora sob agitação mecânica constante (1000 rpm) e em seguida
adicionou-se 10 mL de solução de NH4OH 28-30%, observando-se a formação de precipitado
preto, referente à nanopartícula de interesse.
Após a coprecipitação, a suspensão permaneceu sob agitação por 30 min para
crescimento dos cristais. Posteriormente, o precipitado preto foi lavado com água destilada (3
x 500 mL) até pH neutro (Verificado com papel indicador de pH - Merck), decantado com o
auxílio de um ímã e o sobrenadante removido. A equação da síntese das nanopartículas de
magnetita está representada a seguir.
Fe2+
+ 2Fe3+
+ 8OH- → Fe3O4 + 4H2O (1)
Para evitar oxidação, as nanopartículas foram transferidas para uma placa de Petri
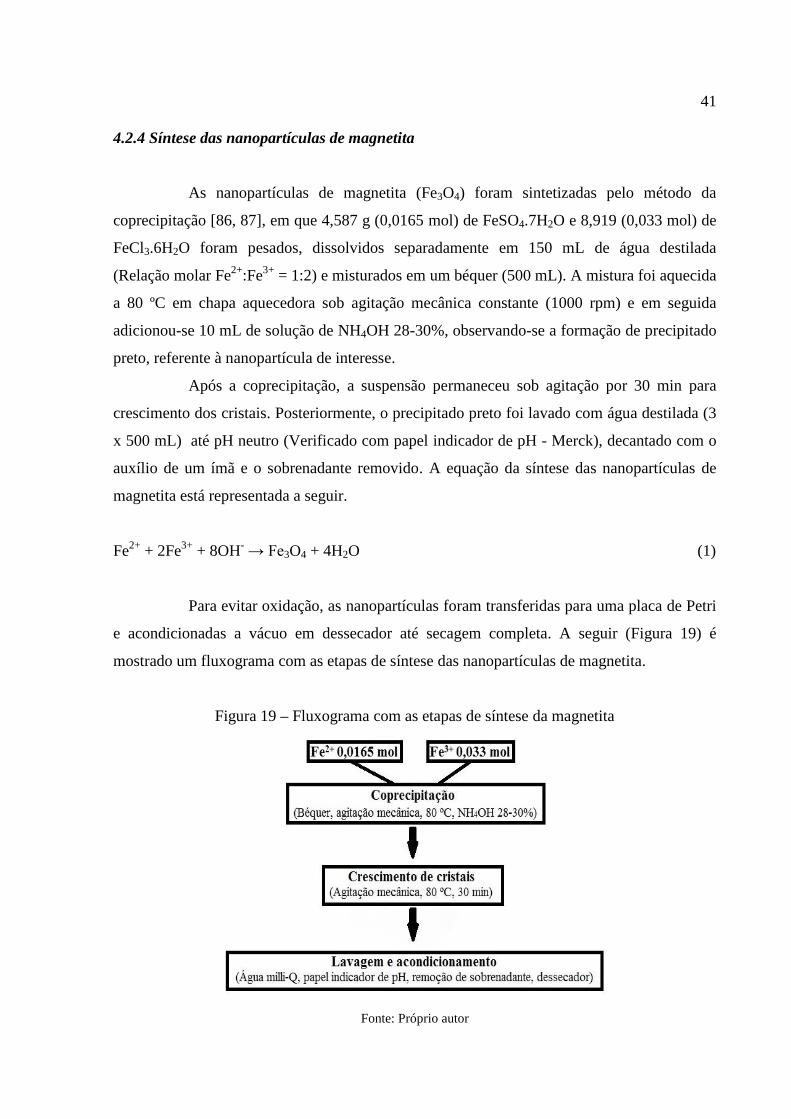
e acondicionadas a vácuo em dessecador até secagem completa. A seguir (Figura 19) é
mostrado um fluxograma com as etapas de síntese das nanopartículas de magnetita.
Figura 19 – Fluxograma com as etapas de síntese da magnetita
Fonte: Próprio autor
42
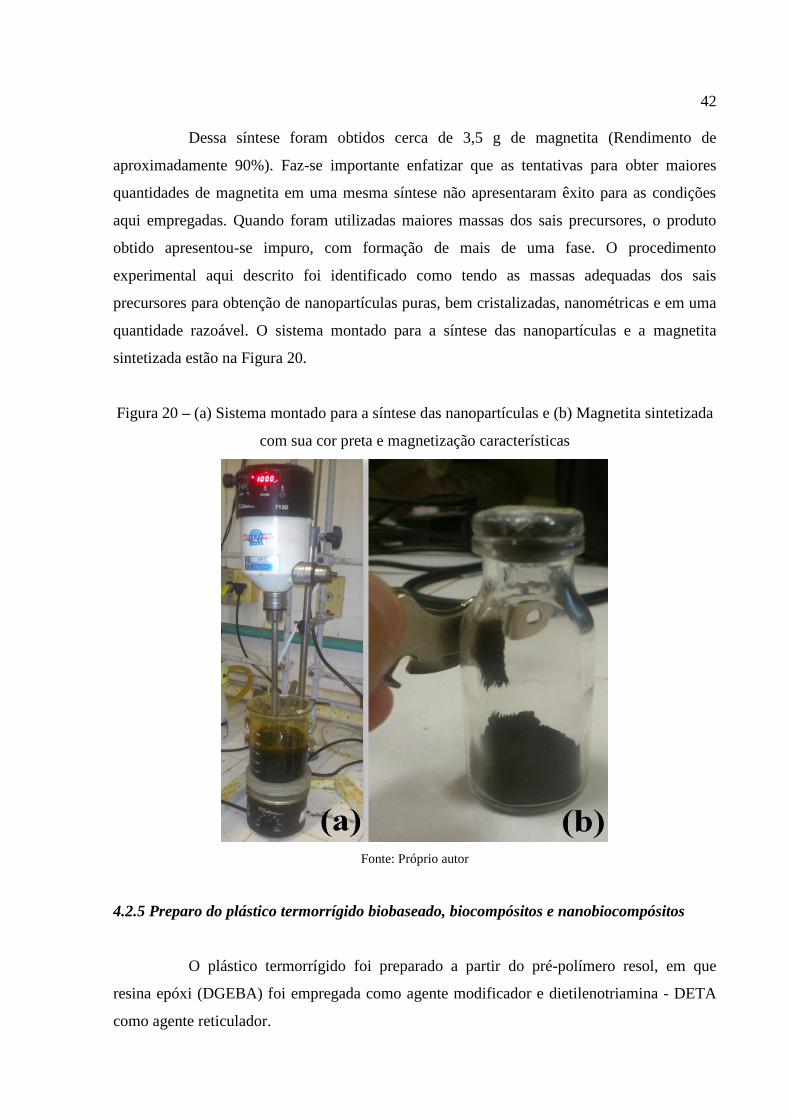
Dessa síntese foram obtidos cerca de 3,5 g de magnetita (Rendimento de
aproximadamente 90%). Faz-se importante enfatizar que as tentativas para obter maiores
quantidades de magnetita em uma mesma síntese não apresentaram êxito para as condições
aqui empregadas. Quando foram utilizadas maiores massas dos sais precursores, o produto
obtido apresentou-se impuro, com formação de mais de uma fase. O procedimento
experimental aqui descrito foi identificado como tendo as massas adequadas dos sais
precursores para obtenção de nanopartículas puras, bem cristalizadas, nanométricas e em uma
quantidade razoável. O sistema montado para a síntese das nanopartículas e a magnetita
sintetizada estão na Figura 20.
Figura 20 – (a) Sistema montado para a síntese das nanopartículas e (b) Magnetita sintetizada
com sua cor preta e magnetização características
Fonte: Próprio autor
4.2.5 Preparo do plástico termorrígido biobaseado, biocompósitos e nanobiocompósitos
O plástico termorrígido foi preparado a partir do pré-polímero resol, em que
resina epóxi (DGEBA) foi empregada como agente modificador e dietilenotriamina - DETA
como agente reticulador.
43
Para preparar o plástico termorrígido, o resol (21 g) e a resina epóxi (22,5 g)
foram colocados em um béquer (500 mL) e misturados lentamente com um bastão de vidro. A
mistura foi realizada em chapa aquecedora (~50 ºC) devido à viscosidade dos componentes,
de modo a facilitar a homogeneização. Em seguida, o béquer foi levado para capela de
exaustão e o DETA (2,6 mL) foi adicionado com o auxílio de uma seringa plástica descartável
(Capacidade de 5 mL). O sistema foi misturado vagarosamente com bastão de vidro, evitando
ao máximo a incorporação de ar e, consequentemente, vacâncias no material após cura. Por
fim, o sistema foi transferido para molde e submetido à cura.
As proporções de resol e epóxi foram determinadas a partir de estudos anteriores
[60-65]. No entanto, em todos eles, o agente reticulador utilizado foi o Benzoato de 2-
dimetiletilanima (DMB), cuja comercialização foi recentemente interrompida, provavelmente
devido à alta toxicidade do mesmo. Nesse estudo, o DMB foi substituído pelo DETA, cuja
proporção utilizada foi escolhida com base na literatura [109]. Na Tabela 2 constam a
composição do plástico termorrígido, massas pesadas, quantidades e proporções de cada
componente no sistema.
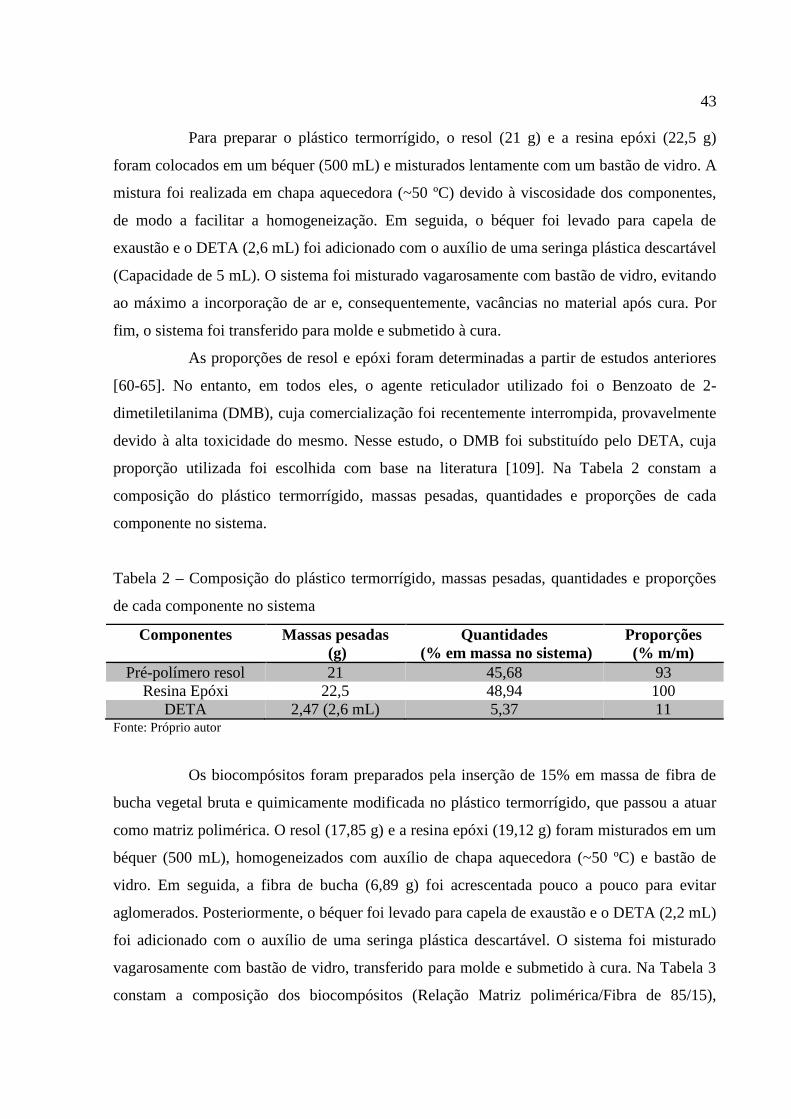
Tabela 2 – Composição do plástico termorrígido, massas pesadas, quantidades e proporções
de cada componente no sistema
Componentes Massas pesadas
(g)
Quantidades
(% em massa no sistema)
Proporções
(% m/m)
Pré-polímero resol 21 45,68 93
Resina Epóxi 22,5 48,94 100
DETA 2,47 (2,6 mL) 5,37 11 Fonte: Próprio autor
Os biocompósitos foram preparados pela inserção de 15% em massa de fibra de
bucha vegetal bruta e quimicamente modificada no plástico termorrígido, que passou a atuar
como matriz polimérica. O resol (17,85 g) e a resina epóxi (19,12 g) foram misturados em um
béquer (500 mL), homogeneizados com auxílio de chapa aquecedora (~50 ºC) e bastão de
vidro. Em seguida, a fibra de bucha (6,89 g) foi acrescentada pouco a pouco para evitar
aglomerados. Posteriormente, o béquer foi levado para capela de exaustão e o DETA (2,2 mL)
foi adicionado com o auxílio de uma seringa plástica descartável. O sistema foi misturado
vagarosamente com bastão de vidro, transferido para molde e submetido à cura. Na Tabela 3
constam a composição dos biocompósitos (Relação Matriz polimérica/Fibra de 85/15),
44
massas pesadas, quantidades de cada compentente no sistema e proporção dos componentes
da matriz.
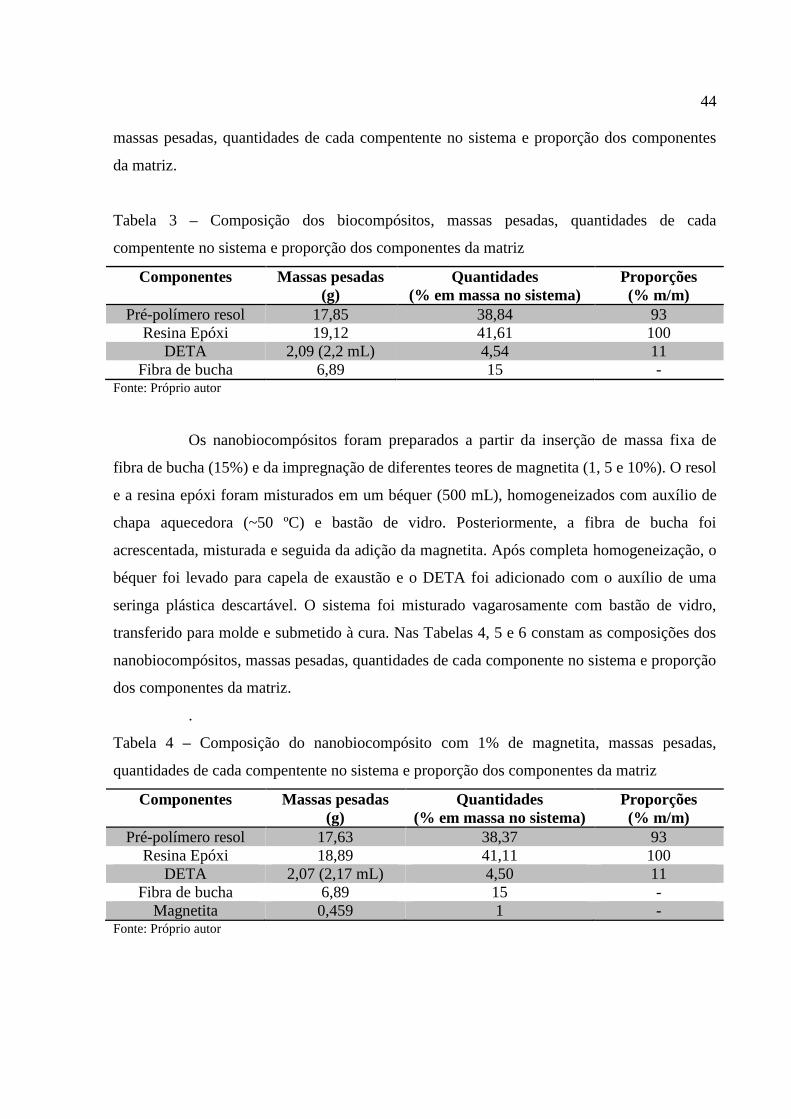
Tabela 3 – Composição dos biocompósitos, massas pesadas, quantidades de cada
compentente no sistema e proporção dos componentes da matriz
Componentes Massas pesadas
(g)
Quantidades
(% em massa no sistema)
Proporções
(% m/m)
Pré-polímero resol 17,85 38,84 93
Resina Epóxi 19,12 41,61 100
DETA 2,09 (2,2 mL) 4,54 11
Fibra de bucha 6,89 15 - Fonte: Próprio autor
Os nanobiocompósitos foram preparados a partir da inserção de massa fixa de
fibra de bucha (15%) e da impregnação de diferentes teores de magnetita (1, 5 e 10%). O resol
e a resina epóxi foram misturados em um béquer (500 mL), homogeneizados com auxílio de
chapa aquecedora (~50 ºC) e bastão de vidro. Posteriormente, a fibra de bucha foi
acrescentada, misturada e seguida da adição da magnetita. Após completa homogeneização, o
béquer foi levado para capela de exaustão e o DETA foi adicionado com o auxílio de uma
seringa plástica descartável. O sistema foi misturado vagarosamente com bastão de vidro,
transferido para molde e submetido à cura. Nas Tabelas 4, 5 e 6 constam as composições dos
nanobiocompósitos, massas pesadas, quantidades de cada componente no sistema e proporção
dos componentes da matriz.
.
Tabela 4 – Composição do nanobiocompósito com 1% de magnetita, massas pesadas,
quantidades de cada compentente no sistema e proporção dos componentes da matriz
Componentes Massas pesadas
(g)
Quantidades
(% em massa no sistema)
Proporções
(% m/m)
Pré-polímero resol 17,63 38,37 93
Resina Epóxi 18,89 41,11 100
DETA 2,07 (2,17 mL) 4,50 11
Fibra de bucha 6,89 15 -
Magnetita 0,459 1 - Fonte: Próprio autor
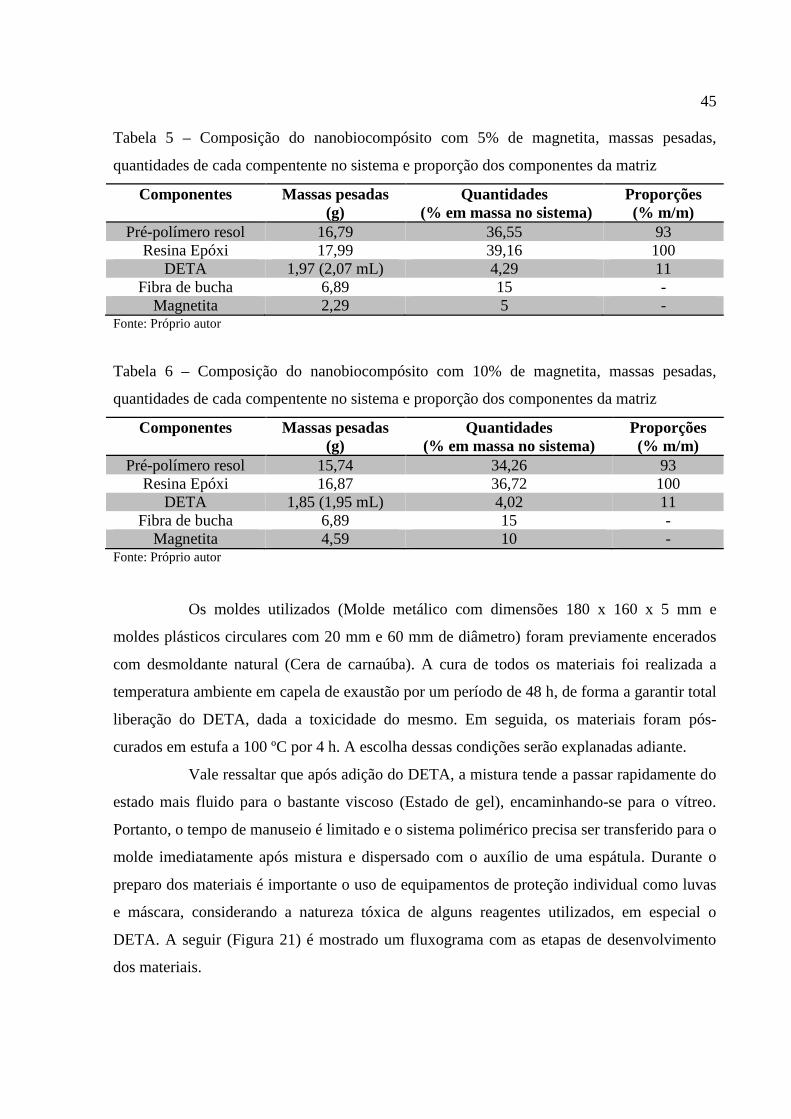
45
Tabela 5 – Composição do nanobiocompósito com 5% de magnetita, massas pesadas,
quantidades de cada compentente no sistema e proporção dos componentes da matriz
Componentes Massas pesadas
(g)
Quantidades
(% em massa no sistema)
Proporções
(% m/m)
Pré-polímero resol 16,79 36,55 93
Resina Epóxi 17,99 39,16 100
DETA 1,97 (2,07 mL) 4,29 11
Fibra de bucha 6,89 15 -
Magnetita 2,29 5 - Fonte: Próprio autor
Tabela 6 – Composição do nanobiocompósito com 10% de magnetita, massas pesadas,
quantidades de cada compentente no sistema e proporção dos componentes da matriz
Componentes Massas pesadas
(g)
Quantidades
(% em massa no sistema)
Proporções
(% m/m)
Pré-polímero resol 15,74 34,26 93
Resina Epóxi 16,87 36,72 100
DETA 1,85 (1,95 mL) 4,02 11
Fibra de bucha 6,89 15 -
Magnetita 4,59 10 - Fonte: Próprio autor
Os moldes utilizados (Molde metálico com dimensões 180 x 160 x 5 mm e
moldes plásticos circulares com 20 mm e 60 mm de diâmetro) foram previamente encerados
com desmoldante natural (Cera de carnaúba). A cura de todos os materiais foi realizada a
temperatura ambiente em capela de exaustão por um período de 48 h, de forma a garantir total
liberação do DETA, dada a toxicidade do mesmo. Em seguida, os materiais foram pós-
curados em estufa a 100 ºC por 4 h. A escolha dessas condições serão explanadas adiante.
Vale ressaltar que após adição do DETA, a mistura tende a passar rapidamente do
estado mais fluido para o bastante viscoso (Estado de gel), encaminhando-se para o vítreo.
Portanto, o tempo de manuseio é limitado e o sistema polimérico precisa ser transferido para o
molde imediatamente após mistura e dispersado com o auxílio de uma espátula. Durante o
preparo dos materiais é importante o uso de equipamentos de proteção individual como luvas
e máscara, considerando a natureza tóxica de alguns reagentes utilizados, em especial o
DETA. A seguir (Figura 21) é mostrado um fluxograma com as etapas de desenvolvimento
dos materiais.
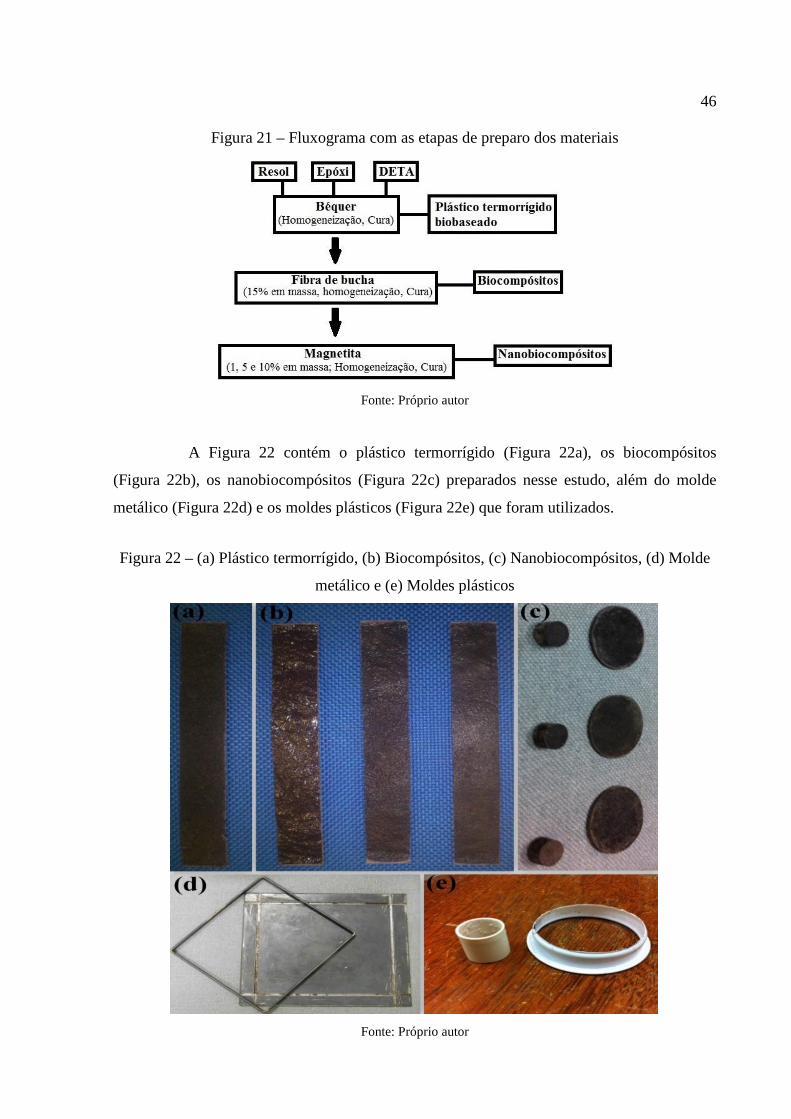
46
Figura 21 – Fluxograma com as etapas de preparo dos materiais
Fonte: Próprio autor
A Figura 22 contém o plástico termorrígido (Figura 22a), os biocompósitos
(Figura 22b), os nanobiocompósitos (Figura 22c) preparados nesse estudo, além do molde
metálico (Figura 22d) e os moldes plásticos (Figura 22e) que foram utilizados.
Figura 22 – (a) Plástico termorrígido, (b) Biocompósitos, (c) Nanobiocompósitos, (d) Molde
metálico e (e) Moldes plásticos
Fonte: Próprio autor
47
5 TÉCNICAS DE CARACTERIZAÇÃO
5.1 Caracterização lignocelulósica
A caracterização química de materiais lignocelulósicos inclui uma série de
procedimentos analíticos que determinam o teor percentual de umidade, cinzas, lignina,
holocelulose e alfa-celulose. A determinação da composição química foi realizada para a fibra
de bucha bruta previamente homogeneizada em moinho de facas e seguindo as metodologias
indicadas na Tabela 7. As análises foram feitas no Laboratório de Tecnologia da Biomassa,
Embrapa Agroindústria Tropical, Fortaleza-CE.
Tabela 7 – Análises realizadas e metodologias seguidas na caracterização lignocelulósica da
fibra de bucha vegetal bruta
Análises químicas Metodologias
Umidade TAPPI. T 421 om-02 [110]
Cinzas TAPPI. T 211 om-02 [111]
Lignina TAPPI. T 222 om-02 [112]
Holocelulose Oxidação de lignina em meio ácido [113]
Alfa-celulose TAPPI. T 203 cm-99 [114] Observação: O conteúdo de hemicelulose foi determinado indiretamente, considerando a diferença entre
holocelulose e alfa-celulose.
5.2 Cromatografia em camada delgada (CCD)
A CCD foi feita para monitorar a separação do cardanol. Foram utilizadas
cromatoplacas com gel de sílica aderidas à folha de alumínio (TLC Silica gel 60 F254 -
Merck), às quais foram reveladas com solução de vanilina.
5.3 Cromatografia gasosa acoplada à Espectrometria de Massas (CG/EM)
A CG/EM foi feita para verificar a pureza do cardanol separado. Foi utilizado um
cromatógrafo CG-MS-QP 2010 (Shimadzu), equipado com uma coluna DB-5. O volume
injetado de cada amostra foi de aproximadamente 1 μL e o hélio foi utilizado como gás de
arraste. A pressão total, o fluxo total e a razão de Split foram 58 KPa; 87,4 mL/min e 100,
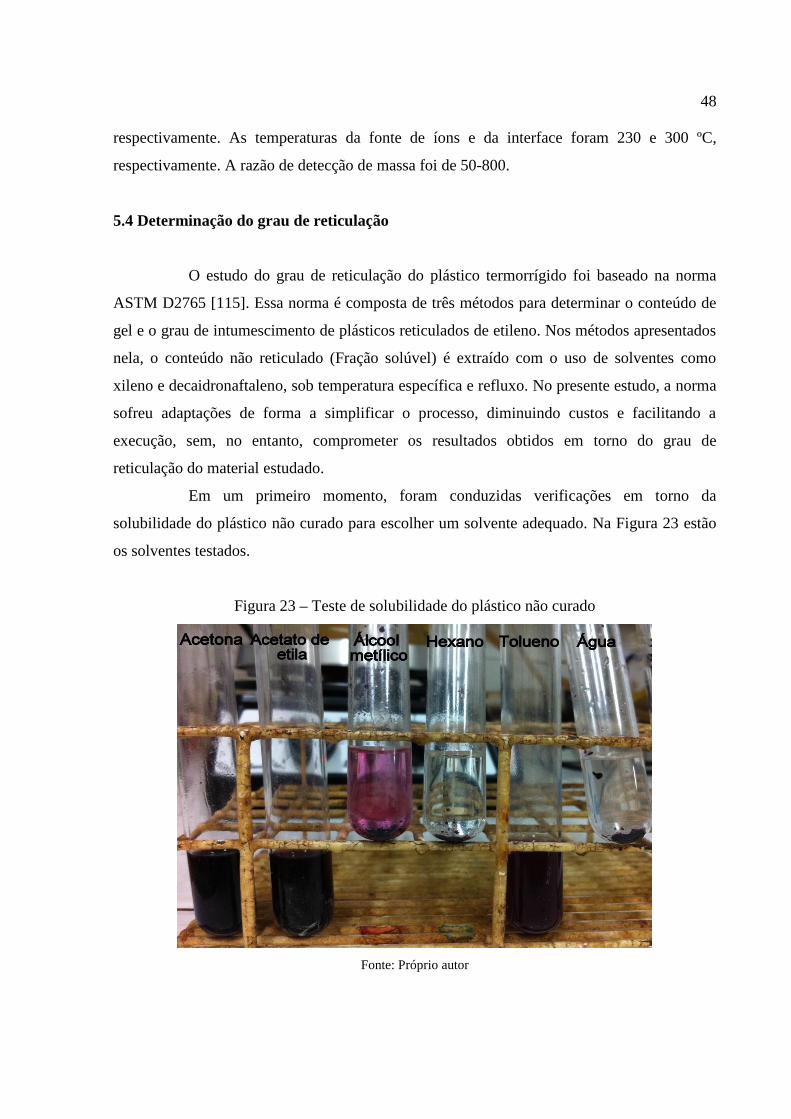
48
respectivamente. As temperaturas da fonte de íons e da interface foram 230 e 300 ºC,
respectivamente. A razão de detecção de massa foi de 50-800.
5.4 Determinação do grau de reticulação
O estudo do grau de reticulação do plástico termorrígido foi baseado na norma
ASTM D2765 [115]. Essa norma é composta de três métodos para determinar o conteúdo de
gel e o grau de intumescimento de plásticos reticulados de etileno. Nos métodos apresentados
nela, o conteúdo não reticulado (Fração solúvel) é extraído com o uso de solventes como
xileno e decaidronaftaleno, sob temperatura específica e refluxo. No presente estudo, a norma
sofreu adaptações de forma a simplificar o processo, diminuindo custos e facilitando a
execução, sem, no entanto, comprometer os resultados obtidos em torno do grau de
reticulação do material estudado.
Em um primeiro momento, foram conduzidas verificações em torno da
solubilidade do plástico não curado para escolher um solvente adequado. Na Figura 23 estão
os solventes testados.
Figura 23 – Teste de solubilidade do plástico não curado
Fonte: Próprio autor
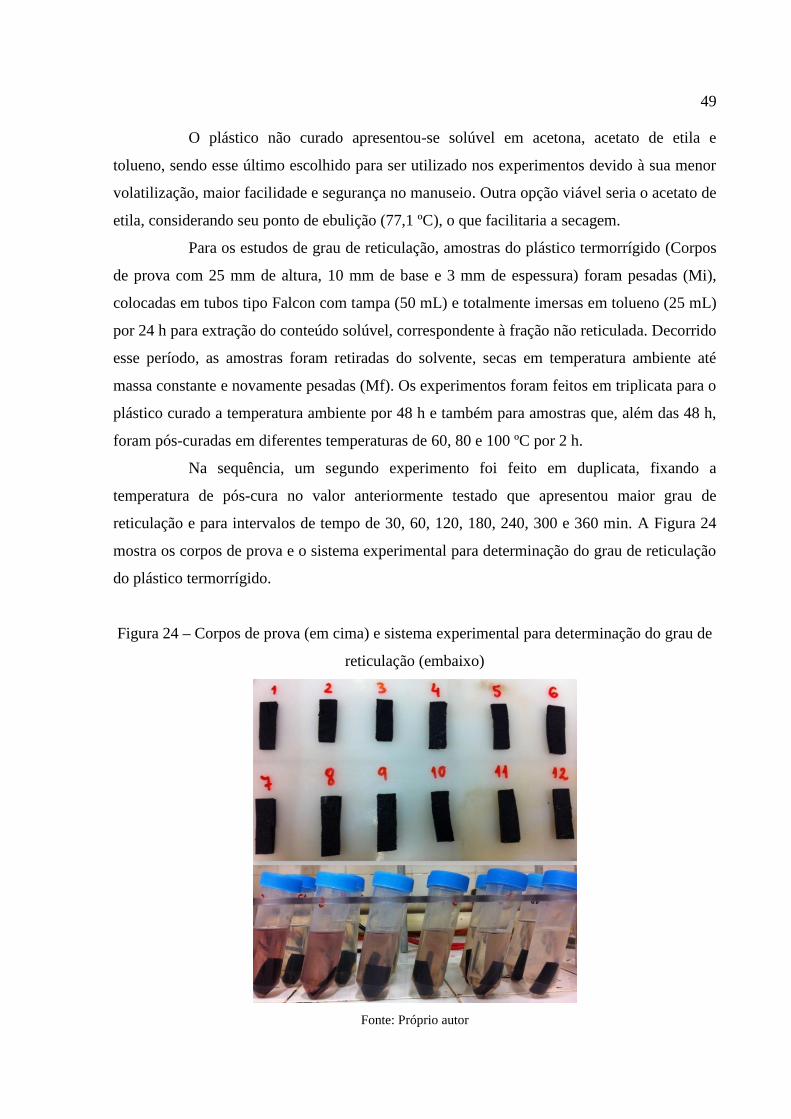
49
O plástico não curado apresentou-se solúvel em acetona, acetato de etila e
tolueno, sendo esse último escolhido para ser utilizado nos experimentos devido à sua menor
volatilização, maior facilidade e segurança no manuseio. Outra opção viável seria o acetato de
etila, considerando seu ponto de ebulição (77,1 ºC), o que facilitaria a secagem.
Para os estudos de grau de reticulação, amostras do plástico termorrígido (Corpos
de prova com 25 mm de altura, 10 mm de base e 3 mm de espessura) foram pesadas (Mi),
colocadas em tubos tipo Falcon com tampa (50 mL) e totalmente imersas em tolueno (25 mL)
por 24 h para extração do conteúdo solúvel, correspondente à fração não reticulada. Decorrido
esse período, as amostras foram retiradas do solvente, secas em temperatura ambiente até
massa constante e novamente pesadas (Mf). Os experimentos foram feitos em triplicata para o
plástico curado a temperatura ambiente por 48 h e também para amostras que, além das 48 h,
foram pós-curadas em diferentes temperaturas de 60, 80 e 100 ºC por 2 h.
Na sequência, um segundo experimento foi feito em duplicata, fixando a
temperatura de pós-cura no valor anteriormente testado que apresentou maior grau de
reticulação e para intervalos de tempo de 30, 60, 120, 180, 240, 300 e 360 min. A Figura 24
mostra os corpos de prova e o sistema experimental para determinação do grau de reticulação
do plástico termorrígido.
Figura 24 – Corpos de prova (em cima) e sistema experimental para determinação do grau de
reticulação (embaixo)
Fonte: Próprio autor
50
O grau de reticulação (GR) foi calculado a partir da Equação 2.
( )
(2)
onde GR é o grau de reticulação, Mi corresponde à primeira pesagem antes da imersão em
tolueno e Mf é a massa do corpo de prova totalmente seco após intumescimento.
5.5 Espectroscopia no infravermelho com transformada de Fourier (FTIR)
Os espectros vibracionais foram obtidos em um espectrofotômetro FTLA 2000-
102 (ABB-BOMEM) na região de 400-4000 cm-1
em colaboração do Laboratório de
Bioinorgânica, Departamento de Química Orgânica e Inorgânica, Universidade Federal do
Ceará, Fortaleza-CE. As amostras de fibra de bucha bruta e tratada foram previamente secas,
prensadas e analisadas em forma de pastilha de KBr (Brometo de potássio).
5.6 Microscopia eletrônica de varredura (MEV) e Microscopia óptica
A Microscopia eletrônica de varredura foi usada para estudar a morfologia das
fibras de bucha em seu estado natural e tratadas, assim como as regiões de interface entre
reforço/matriz. Todos os materiais foram previamente cobertos por uma camada fina de ouro.
Para metalização da fibra, do plástico termorrígido, dos biocompósitos e dos
nanobiocompósitos foi utilizado um metalizador Q150R ES (Quorum). As micrografias das
fibras foram obtidas com uma microssonda eletrônica EPMA 1720H (Shimadzu), enquanto as
micrografias do plástico termorrígido e dos biocompósitos foram obtidas em um microscópio
eletrônico de varredura SSX-550 (Shimadzu), com voltagem de aceleração de 15 kV e em
colaboração com o Núcleo de Energias Renováveis e de Petróleo, Universidade Federal do
Rio Grande do Norte, Natal-RN. Micrografias adicionais dos biocompósitos e dos
nanobiocompósitos foram obtidas após fratura criogênica em um microscópio eletrônico de
varredura EVO LS15 (Carls Zeiss), com voltagem de aceleração de 30 kV e em colaboração
com o Departamento de Física, Química e Biologia, Universidade Estadual Paulista,
Presidente Prudente-SP. As micrografias ópticas foram obtidas em um microscópio BX41
(Olympus) em colaboração com o Laboratório de Biologia Celular Vegetal, Departamento de
Biologia, Universidade Federal do Ceará, Fortaleza-CE.
51
5.7 Microscopia eletrônica de transmissão (MET)
As micrografias eletrônicas de transmissão das nanopartículas de magnetita foram
obtidas em um equipamento Jeol JEM - 1011, operando em 100 kV e equipado com uma
câmera CCD Orius 831 (Gatan). As amostras foram diluídas, depositadas em grades de
carbono e revestidas com cobre. Em seguida, foram secas a 60 ºC por 24 h antes da obtenção
das micrografias. As imagens foram obtidas em parceria com o Dipartimento di Ingegneria
dell'Innovazione, Università del Salento, Lecce, Itália. O tamanho aproximado de partícula foi
estimado com base no valor médio de 50 medidas feitas por meio do tratamento da
micrografia eletrônica de transmissão utilizando o MB-Ruler, ferramenta de medição de
distâncias e ângulos.
5.8 Difração de raios X (DRX)
Os perfis de difração de raios X foram obtidos em temperatura de 300 K,
utilizando um difratômetro MPD (Xpert Pro), com tubo de Co em 40 kV, raio de 240 mm e
30 mA. Para as fibras de bucha bruta e tratada, o intervalo foi de 10º a 45º em 2θ. O índice de
cristalinidade das fibras foi determinado pela integração entre as regiões cristalinas e amorfas
sob os picos de difração de raios X, conforme a Equação 3 [116].
( ) ∑
∑( ) (3)
onde IC é o índice de cristalinidade das fibras, IC e IA representam a área total do difratograma
correspondente às frações cristalina e amorfa, respectivamente.
Para as nanopartículas de magnetita, o intervalo foi 15º a 100º em 2θ. O
refinamento das nanopartículas foi realizado a partir do método de Rietveld [117], que
permite um ajuste dos parâmetros instrumentais da estrutura cristalina previamente
identificada. Os softwares utilizados na identificação da magnetita e refinamento foram o
XPert High Score Plus [118] e o DBWS-Tools 2.3 [119], respectivamente.
As larguras a meia altura (FWHM - Full Width at Half Maximum) dos principais
picos de difração das nanopartículas de magnetita obtidos após o refinamento, os quais foram
extraídos do arquivo de saída gerado no programa DBWS, foram usados para calcular o
tamanho médio das partículas utilizando a equação de Scherrer [120]:
52
cos
KD (4)
D é o diâmetro médio das partículas, K é a constante de Scherrer (É assumido K=
1), λ é o comprimento de onda, que para radiação de cobalto é 1,7889 Å; β é a largura a meia
altura (FWHM) e θ é o ângulo de Bragg. O parâmetro β foi corrigido subtraindo a largura
instrumental com o uso da Equação 5 [120]:
2
inst
2
exp (5)
βexp é a largura experimental e βinst é a largura instrumental. βinst foi obtido a partir
de uma amostra padrão de LaB6 usando a equação de Caglioti [121]:
WVU tantan 2
inst (6)
U, V e W foram obtidos no refinamento de Rietveld. Os perfis de difração de
raios X foram obtidos em colaboração com o Laboratório de raios X, Departamento de Física,
Universidade Federal do Ceará, Fortaleza-CE.
5.9 Termogravimetria (TG)
As curvas TG das fibras e dos materiais foram obtidas em um equipamento TG
STA 6000 (Perkin Elmer), sob atmosfera de N2 (Fluxo de 50 mL/min), taxa de aquecimento
de 10 ºC/min em uma faixa de temperatura entre 30 e 600 ºC. Utilizou-se cadinho de platina
contendo cerca de 3 mg de amostra. A Termogravimetria foi realizada em parceria com o
Laboratório de Tecnologia da Biomassa, Embrapa Agroindústria Tropical, Fortaleza-CE. O
parâmetro utilizado para determinação da temperatura inicial de degradação foi o Tonset
[122], obtido pela intersecção de uma tangente traçada entre as linhas de base horizontais
superior, inferior e a parte íngreme da curva sigmoidal, caracterizada como o ponto que
melhor representa a temperatura de degradação de um composto.
53
5.10 Calorimetria exploratória diferencial (DSC)
As curvas de DSC dos materiais foram obtidas em um equipamento DSC Q-20
(TA Instruments), sob atmosfera de N2 (Fluxo de 50 mL/min), taxa de aquecimento de 10
ºC/min em uma faixa de temperatura entre 30 e 400 ºC. Utilizou-se cadinho hermético de
alumínio contendo cerca de 2,5 mg de amostra. A temperatura de transição vítrea (Tg) foi
calculada a partir das curvas de DSC pela intersecção de uma linha horizontal traçada na
metade da altura do degrau (step) e da tangente traçada pelo ponto de inflexão, conforme
padronização da norma ASTM D3418 [123]. O calor total foi calculado a partir da integração
da área do pico exotérmico, através do programa do próprio equipamento. A Calorimetria
exploratória diferencial foi feita em parceira com o Laboratório de Tecnologia da Biomassa,
Embrapa Agroindústria Tropical, Fortaleza-CE.
5.11 Análise dinâmico-mecânica (DMA)
Os testes dinâmico-mecânicos foram realizados para os nanobiocompósitos em
um equipamento DMA 204 (Netzsch), sob atmosfera de ar sintético, frequência de 1 Hz, taxa
de aquecimento de 5 ºC/min em uma faixa de temperatura entre -20 e 140 ºC, utilizando a
tração como solicitação mecânica. Os corpos de prova confeccionados tinham dimensões 15 x
4 x 3 mm e os testes foram conduzidos com base na norma ASTM D5026 [124]. A
temperatura de transição vítrea (Tg) foi calculada pelo método que usa a temperatura medida
pela intersecção das linhas tangentes da curva de E’, conforme padronizado na norma ASTM
D7028 [125]. Os ensaios foram feitos com a colaboração do Departamento de Física, Química
e Biologia, Universidade Estadual Paulista, Presidente Prudente-SP.
5.12 Espectroscopia Mössbauer
O espectro Mössbauer das nanopartículas de magnetita foi obtido em um
espectrômetro FAST (ConTec) Mössbauer System na geometria de transmissão. As medidas
foram realizadas em temperatura de 300 K, com 2 mg/cm2 de amostras pulverizadas,
utilizando uma fonte radioativa de 57
Co em matriz de Ródio. O programa NORMOS (escrito
por R. A. Brand e distribuído por Wissenschafiliche Elektronik GmbH, Alemanha) foi
utilizado para os ajustes dos sítios de ferro na estrutura da magnetita e para a determinação
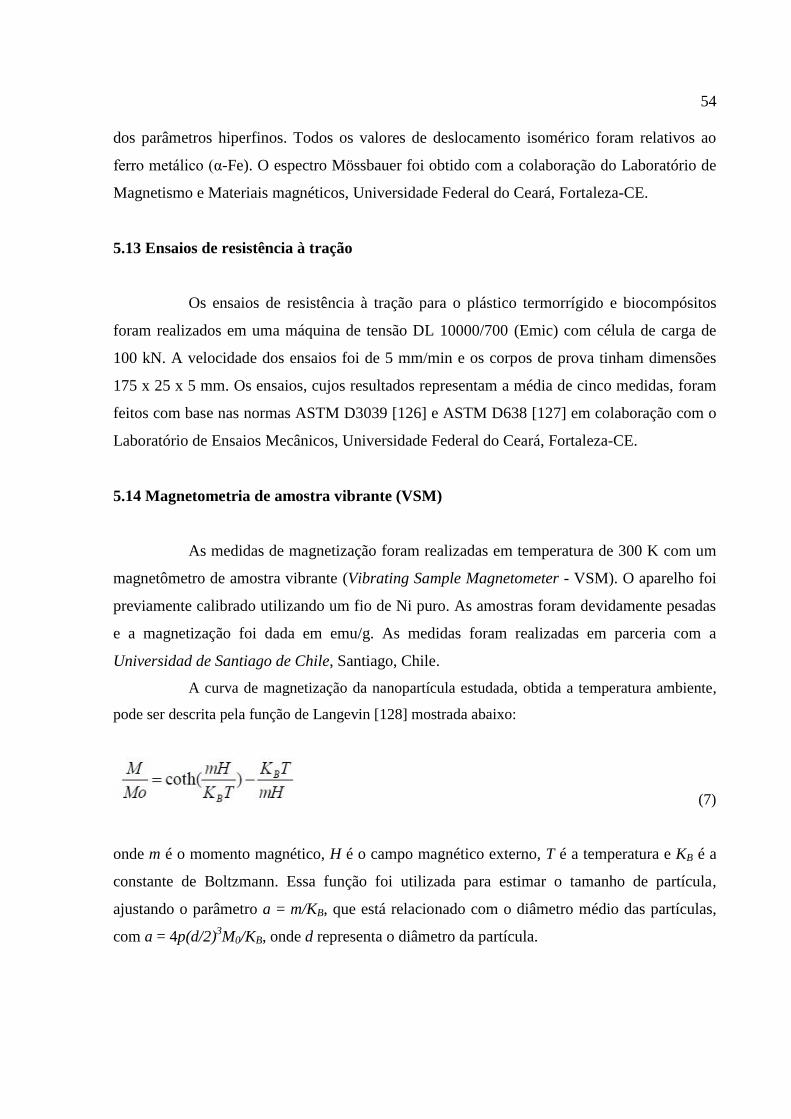
54
dos parâmetros hiperfinos. Todos os valores de deslocamento isomérico foram relativos ao
ferro metálico (α-Fe). O espectro Mössbauer foi obtido com a colaboração do Laboratório de
Magnetismo e Materiais magnéticos, Universidade Federal do Ceará, Fortaleza-CE.
5.13 Ensaios de resistência à tração
Os ensaios de resistência à tração para o plástico termorrígido e biocompósitos
foram realizados em uma máquina de tensão DL 10000/700 (Emic) com célula de carga de
100 kN. A velocidade dos ensaios foi de 5 mm/min e os corpos de prova tinham dimensões
175 x 25 x 5 mm. Os ensaios, cujos resultados representam a média de cinco medidas, foram
feitos com base nas normas ASTM D3039 [126] e ASTM D638 [127] em colaboração com o
Laboratório de Ensaios Mecânicos, Universidade Federal do Ceará, Fortaleza-CE.
5.14 Magnetometria de amostra vibrante (VSM)
As medidas de magnetização foram realizadas em temperatura de 300 K com um
magnetômetro de amostra vibrante (Vibrating Sample Magnetometer - VSM). O aparelho foi
previamente calibrado utilizando um fio de Ni puro. As amostras foram devidamente pesadas
e a magnetização foi dada em emu/g. As medidas foram realizadas em parceria com a
Universidad de Santiago de Chile, Santiago, Chile.
A curva de magnetização da nanopartícula estudada, obtida a temperatura ambiente,
pode ser descrita pela função de Langevin [128] mostrada abaixo:
(7)
onde m é o momento magnético, H é o campo magnético externo, T é a temperatura e KB é a
constante de Boltzmann. Essa função foi utilizada para estimar o tamanho de partícula,
ajustando o parâmetro a = m/KB, que está relacionado com o diâmetro médio das partículas,
com a = 4p(d/2)3M0/KB, onde d representa o diâmetro da partícula.
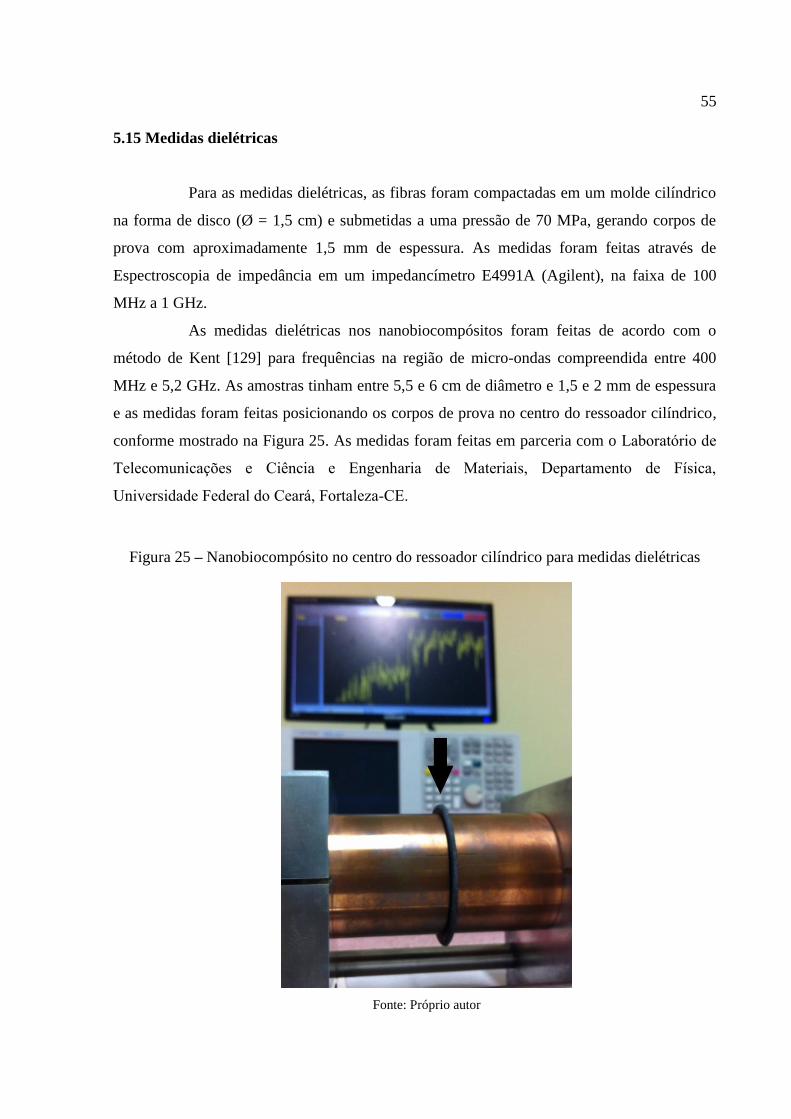
55
5.15 Medidas dielétricas
Para as medidas dielétricas, as fibras foram compactadas em um molde cilíndrico
na forma de disco (Ø = 1,5 cm) e submetidas a uma pressão de 70 MPa, gerando corpos de
prova com aproximadamente 1,5 mm de espessura. As medidas foram feitas através de
Espectroscopia de impedância em um impedancímetro E4991A (Agilent), na faixa de 100
MHz a 1 GHz.
As medidas dielétricas nos nanobiocompósitos foram feitas de acordo com o
método de Kent [129] para frequências na região de micro-ondas compreendida entre 400
MHz e 5,2 GHz. As amostras tinham entre 5,5 e 6 cm de diâmetro e 1,5 e 2 mm de espessura
e as medidas foram feitas posicionando os corpos de prova no centro do ressoador cilíndrico,
conforme mostrado na Figura 25. As medidas foram feitas em parceria com o Laboratório de
Telecomunicações e Ciência e Engenharia de Materiais, Departamento de Física,
Universidade Federal do Ceará, Fortaleza-CE.
Figura 25 – Nanobiocompósito no centro do ressoador cilíndrico para medidas dielétricas
Fonte: Próprio autor
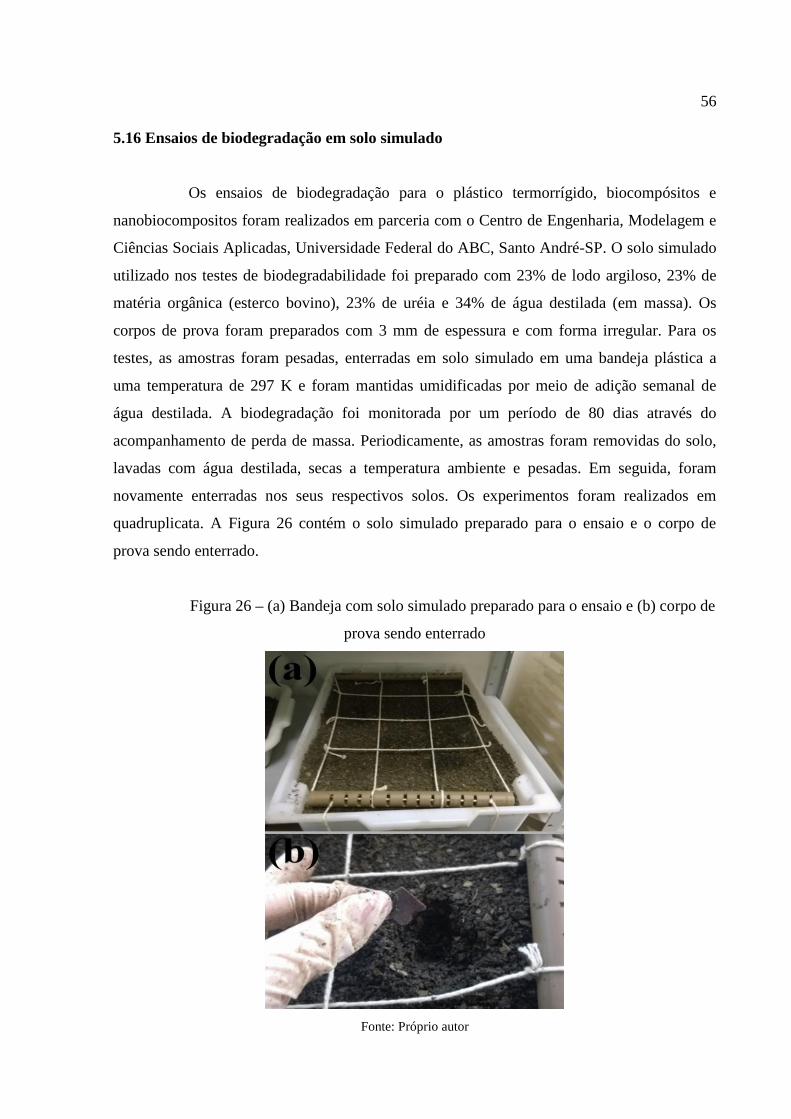
56
5.16 Ensaios de biodegradação em solo simulado
Os ensaios de biodegradação para o plástico termorrígido, biocompósitos e
nanobiocompositos foram realizados em parceria com o Centro de Engenharia, Modelagem e
Ciências Sociais Aplicadas, Universidade Federal do ABC, Santo André-SP. O solo simulado
utilizado nos testes de biodegradabilidade foi preparado com 23% de lodo argiloso, 23% de
matéria orgânica (esterco bovino), 23% de uréia e 34% de água destilada (em massa). Os
corpos de prova foram preparados com 3 mm de espessura e com forma irregular. Para os
testes, as amostras foram pesadas, enterradas em solo simulado em uma bandeja plástica a
uma temperatura de 297 K e foram mantidas umidificadas por meio de adição semanal de
água destilada. A biodegradação foi monitorada por um período de 80 dias através do
acompanhamento de perda de massa. Periodicamente, as amostras foram removidas do solo,
lavadas com água destilada, secas a temperatura ambiente e pesadas. Em seguida, foram
novamente enterradas nos seus respectivos solos. Os experimentos foram realizados em
quadruplicata. A Figura 26 contém o solo simulado preparado para o ensaio e o corpo de
prova sendo enterrado.
Figura 26 – (a) Bandeja com solo simulado preparado para o ensaio e (b) corpo de
prova sendo enterrado
Fonte: Próprio autor
57
5.17 Teste dos nanobiocompósitos como dispositivo eletrônico: Antenas ressoadoras
dielétricas (ARD’s)
Ressoadores dielétricos cilíndricos foram confeccionados com 2 cm de diâmetro e
1 cm de espessura (razão raio/altura = 1:1) a partir dos nanobiocompósitos. Essas dimensões
foram escolhidas para um melhor acoplamento eletromagnético do modo TE011 com o
ressoador dielétrico e um maior confinamento de radiação, o que possibilita aumento no fator
de qualidade, como previsto pelo método de Hakki-Coleman [130].
Para o teste como ARD, os ressoadores foram posicionados sobre um plano de
terra feito de cobre e excitados por uma sonda coaxial lateral (fio metálico), de acordo com o
experimento descrito por Long e colaboradores [131]. Para fazer o acoplamento com a sonda
coaxial, a ARD foi colocada em diferentes posições até se obter uma boa resposta. Contudo,
deve-se ter cuidado com a existência de gaps de ar entre a sonda e a ARD, o que varia a
permissividade efetiva, modificando bastante as características de operação [104]. A Figura
27 mostra o teste realizado com as ARD’s confeccionadas nesse estudo.
Figura 27 – Teste dos nanobiocompósitos como ARD
Fonte: Próprio autor

58
A permissividade dielétrica foi estimada pelo estudo das ARD’s através da análise
do modo HE11δ, que é o modo dominante de uma ADR alimentada lateralmente por uma
sonda coaxial. A frequência desse modo é dada pela equação [102]:
(8)
onde c é velocidade da luz, a e h são o raio e altura do ressoador dielétrico, respectivamente, e
εr é a permissividade dielétrica.
A permissividade dielétrica foi calculada através da Equação 8, onde os valores
das dimensões são conhecidos e o valor da frequência ressonante do modo HE11δ é obtido
através de um analisador de rede. Os testes foram feitos em parceria com o Laboratório de
Telecomunicações e Ciência e Engenharia de Materiais, Departamento de Física,
Universidade Federal do Ceará, Fortaleza-CE.
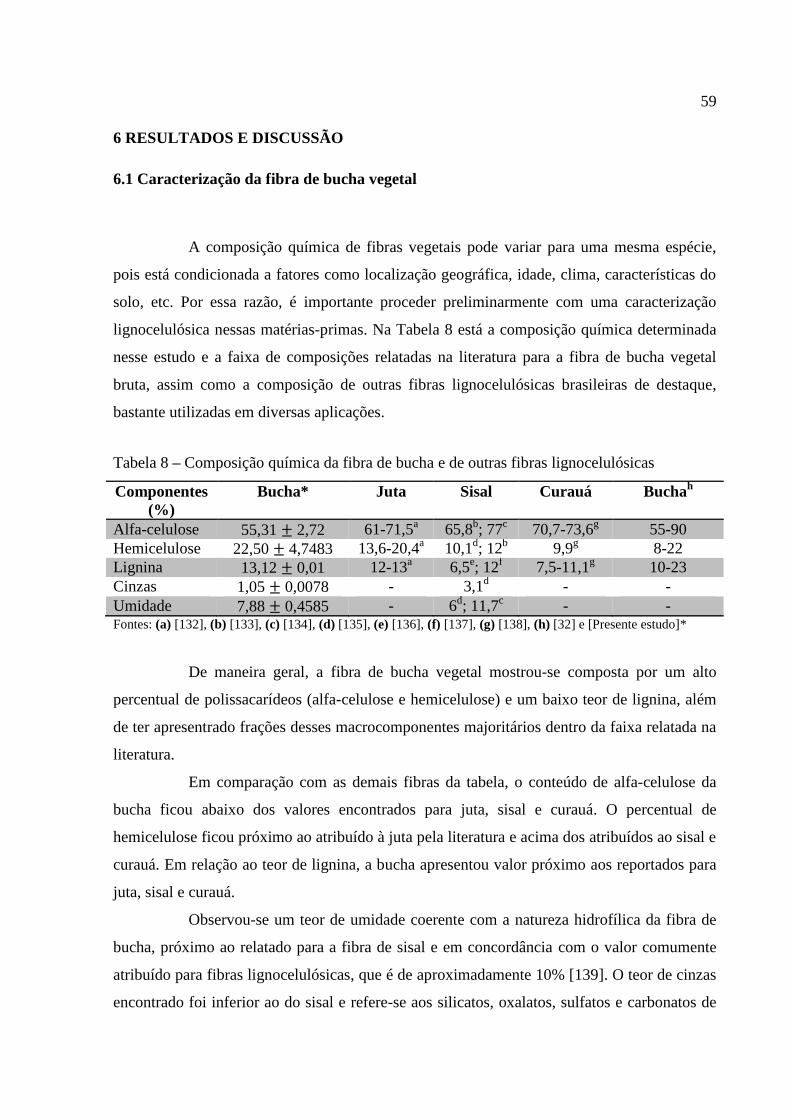
59
6 RESULTADOS E DISCUSSÃO
6.1 Caracterização da fibra de bucha vegetal
A composição química de fibras vegetais pode variar para uma mesma espécie,
pois está condicionada a fatores como localização geográfica, idade, clima, características do
solo, etc. Por essa razão, é importante proceder preliminarmente com uma caracterização
lignocelulósica nessas matérias-primas. Na Tabela 8 está a composição química determinada
nesse estudo e a faixa de composições relatadas na literatura para a fibra de bucha vegetal
bruta, assim como a composição de outras fibras lignocelulósicas brasileiras de destaque,
bastante utilizadas em diversas aplicações.
Tabela 8 – Composição química da fibra de bucha e de outras fibras lignocelulósicas
Componentes
(%)
Bucha* Juta Sisal Curauá Buchah
Alfa-celulose 55,31 2,72 61-71,5a 65,8
b; 77
c 70,7-73,6
g 55-90
Hemicelulose 22,50 4,7483 13,6-20,4a 10,1
d; 12
b 9,9
g 8-22
Lignina 13,12 0,01 12-13a 6,5
e; 12
f 7,5-11,1
g 10-23
Cinzas 1,05 0,0078 - 3,1d - -
Umidade 7,88 0,4585 - 6d; 11,7
c - -
Fontes: (a) [132], (b) [133], (c) [134], (d) [135], (e) [136], (f) [137], (g) [138], (h) [32] e [Presente estudo]*
De maneira geral, a fibra de bucha vegetal mostrou-se composta por um alto
percentual de polissacarídeos (alfa-celulose e hemicelulose) e um baixo teor de lignina, além
de ter apresentrado frações desses macrocomponentes majoritários dentro da faixa relatada na
literatura.
Em comparação com as demais fibras da tabela, o conteúdo de alfa-celulose da
bucha ficou abaixo dos valores encontrados para juta, sisal e curauá. O percentual de
hemicelulose ficou próximo ao atribuído à juta pela literatura e acima dos atribuídos ao sisal e
curauá. Em relação ao teor de lignina, a bucha apresentou valor próximo aos reportados para
juta, sisal e curauá.
Observou-se um teor de umidade coerente com a natureza hidrofílica da fibra de
bucha, próximo ao relatado para a fibra de sisal e em concordância com o valor comumente
atribuído para fibras lignocelulósicas, que é de aproximadamente 10% [139]. O teor de cinzas
encontrado foi inferior ao do sisal e refere-se aos silicatos, oxalatos, sulfatos e carbonatos de
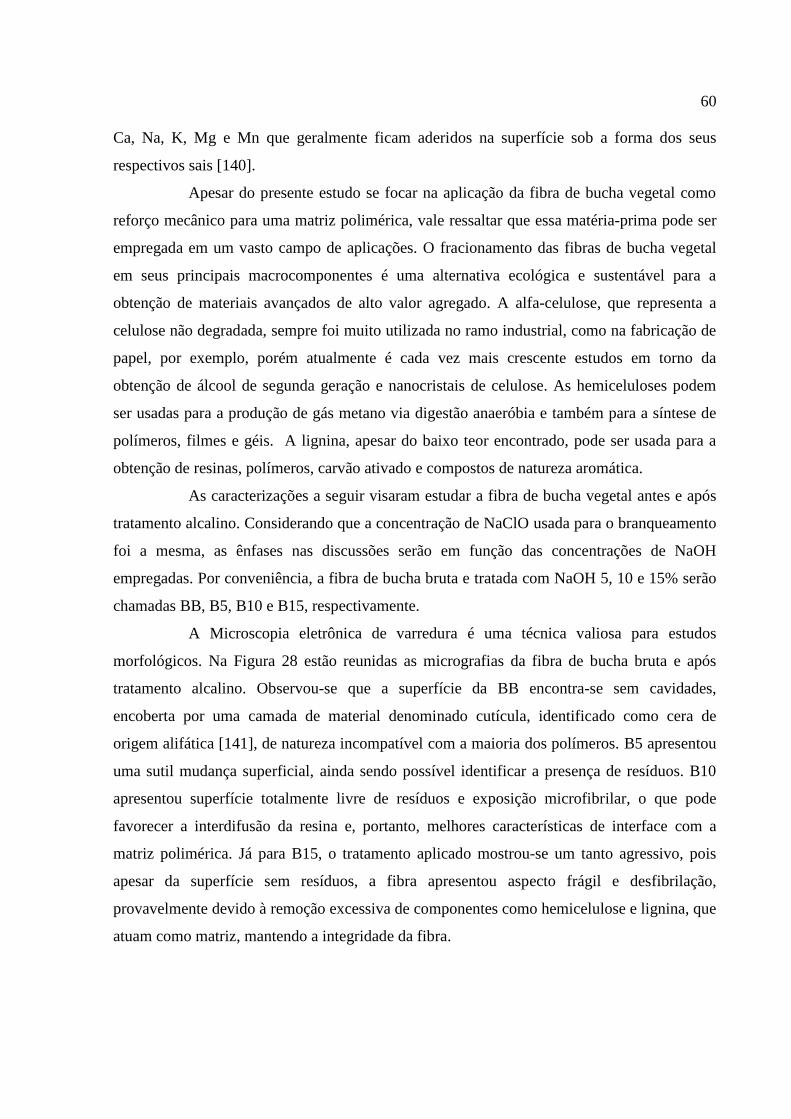
60
Ca, Na, K, Mg e Mn que geralmente ficam aderidos na superfície sob a forma dos seus
respectivos sais [140].
Apesar do presente estudo se focar na aplicação da fibra de bucha vegetal como
reforço mecânico para uma matriz polimérica, vale ressaltar que essa matéria-prima pode ser
empregada em um vasto campo de aplicações. O fracionamento das fibras de bucha vegetal
em seus principais macrocomponentes é uma alternativa ecológica e sustentável para a
obtenção de materiais avançados de alto valor agregado. A alfa-celulose, que representa a
celulose não degradada, sempre foi muito utilizada no ramo industrial, como na fabricação de
papel, por exemplo, porém atualmente é cada vez mais crescente estudos em torno da
obtenção de álcool de segunda geração e nanocristais de celulose. As hemiceluloses podem
ser usadas para a produção de gás metano via digestão anaeróbia e também para a síntese de
polímeros, filmes e géis. A lignina, apesar do baixo teor encontrado, pode ser usada para a
obtenção de resinas, polímeros, carvão ativado e compostos de natureza aromática.
As caracterizações a seguir visaram estudar a fibra de bucha vegetal antes e após
tratamento alcalino. Considerando que a concentração de NaClO usada para o branqueamento
foi a mesma, as ênfases nas discussões serão em função das concentrações de NaOH
empregadas. Por conveniência, a fibra de bucha bruta e tratada com NaOH 5, 10 e 15% serão
chamadas BB, B5, B10 e B15, respectivamente.
A Microscopia eletrônica de varredura é uma técnica valiosa para estudos
morfológicos. Na Figura 28 estão reunidas as micrografias da fibra de bucha bruta e após
tratamento alcalino. Observou-se que a superfície da BB encontra-se sem cavidades,
encoberta por uma camada de material denominado cutícula, identificado como cera de
origem alifática [141], de natureza incompatível com a maioria dos polímeros. B5 apresentou
uma sutil mudança superficial, ainda sendo possível identificar a presença de resíduos. B10
apresentou superfície totalmente livre de resíduos e exposição microfibrilar, o que pode
favorecer a interdifusão da resina e, portanto, melhores características de interface com a
matriz polimérica. Já para B15, o tratamento aplicado mostrou-se um tanto agressivo, pois
apesar da superfície sem resíduos, a fibra apresentou aspecto frágil e desfibrilação,
provavelmente devido à remoção excessiva de componentes como hemicelulose e lignina, que
atuam como matriz, mantendo a integridade da fibra.
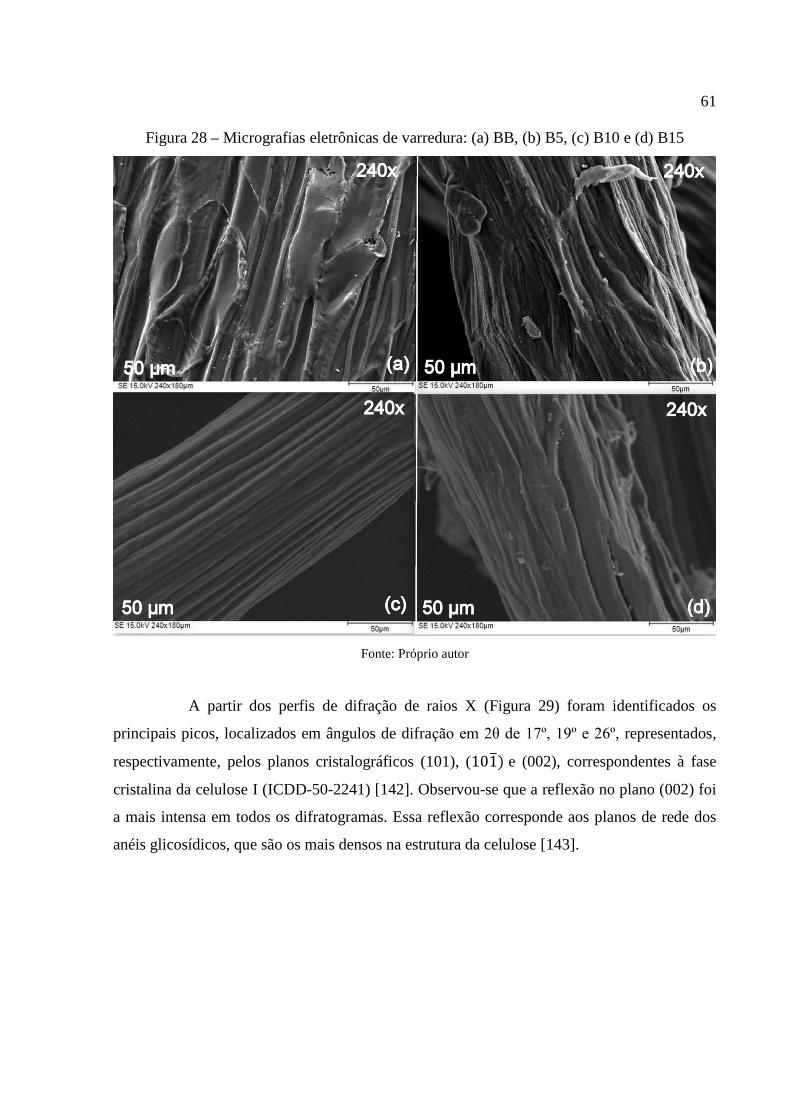
61
Figura 28 – Micrografias eletrônicas de varredura: (a) BB, (b) B5, (c) B10 e (d) B15
Fonte: Próprio autor
A partir dos perfis de difração de raios X (Figura 29) foram identificados os
principais picos, localizados em ângulos de difração em 2θ de 17º, 19º e 26º, representados,
respectivamente, pelos planos cristalográficos (101), ( ̅) e (002), correspondentes à fase
cristalina da celulose I (ICDD-50-2241) [142]. Observou-se que a reflexão no plano (002) foi
a mais intensa em todos os difratogramas. Essa reflexão corresponde aos planos de rede dos
anéis glicosídicos, que são os mais densos na estrutura da celulose [143].
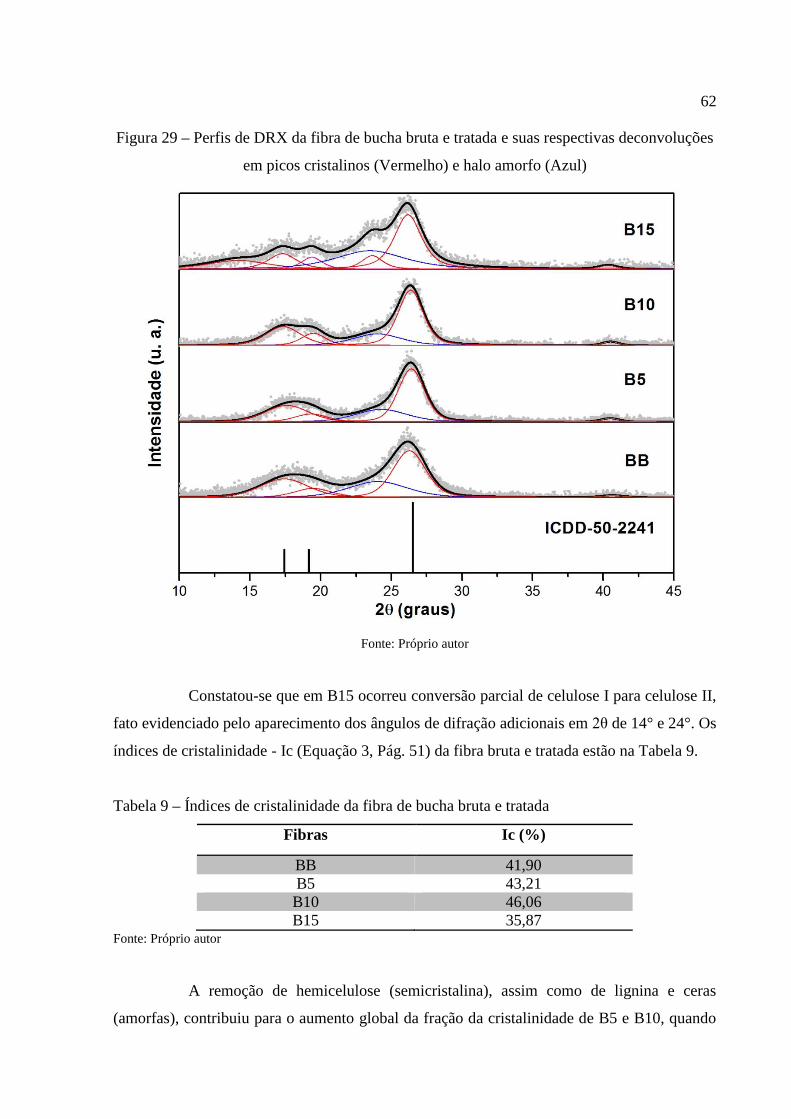
62
Figura 29 – Perfis de DRX da fibra de bucha bruta e tratada e suas respectivas deconvoluções
em picos cristalinos (Vermelho) e halo amorfo (Azul)
Fonte: Próprio autor
Constatou-se que em B15 ocorreu conversão parcial de celulose I para celulose II,
fato evidenciado pelo aparecimento dos ângulos de difração adicionais em 2θ de 14° e 24°. Os
índices de cristalinidade - Ic (Equação 3, Pág. 51) da fibra bruta e tratada estão na Tabela 9.
Tabela 9 – Índices de cristalinidade da fibra de bucha bruta e tratada
Fibras Ic (%)
BB 41,90
B5 43,21
B10 46,06
B15 35,87 Fonte: Próprio autor
A remoção de hemicelulose (semicristalina), assim como de lignina e ceras
(amorfas), contribuiu para o aumento global da fração da cristalinidade de B5 e B10, quando
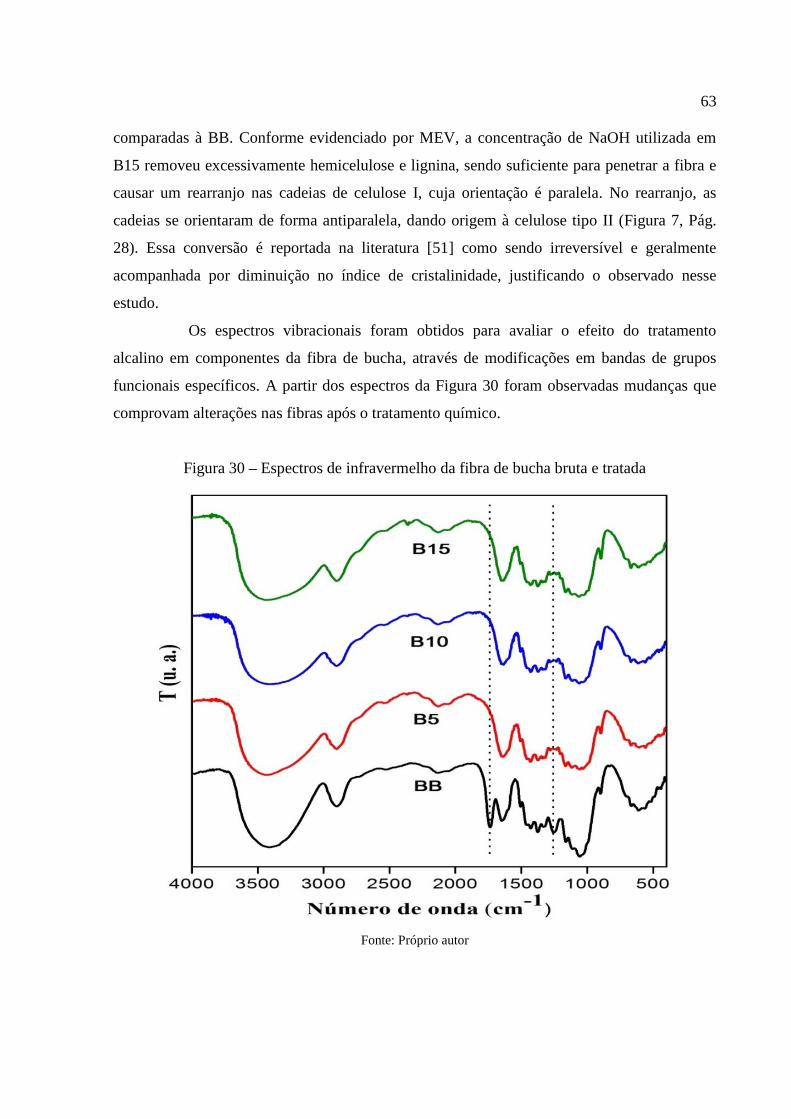
63
comparadas à BB. Conforme evidenciado por MEV, a concentração de NaOH utilizada em
B15 removeu excessivamente hemicelulose e lignina, sendo suficiente para penetrar a fibra e
causar um rearranjo nas cadeias de celulose I, cuja orientação é paralela. No rearranjo, as
cadeias se orientaram de forma antiparalela, dando origem à celulose tipo II (Figura 7, Pág.
28). Essa conversão é reportada na literatura [51] como sendo irreversível e geralmente
acompanhada por diminuição no índice de cristalinidade, justificando o observado nesse
estudo.
Os espectros vibracionais foram obtidos para avaliar o efeito do tratamento
alcalino em componentes da fibra de bucha, através de modificações em bandas de grupos
funcionais específicos. A partir dos espectros da Figura 30 foram observadas mudanças que
comprovam alterações nas fibras após o tratamento químico.
Figura 30 – Espectros de infravermelho da fibra de bucha bruta e tratada
Fonte: Próprio autor
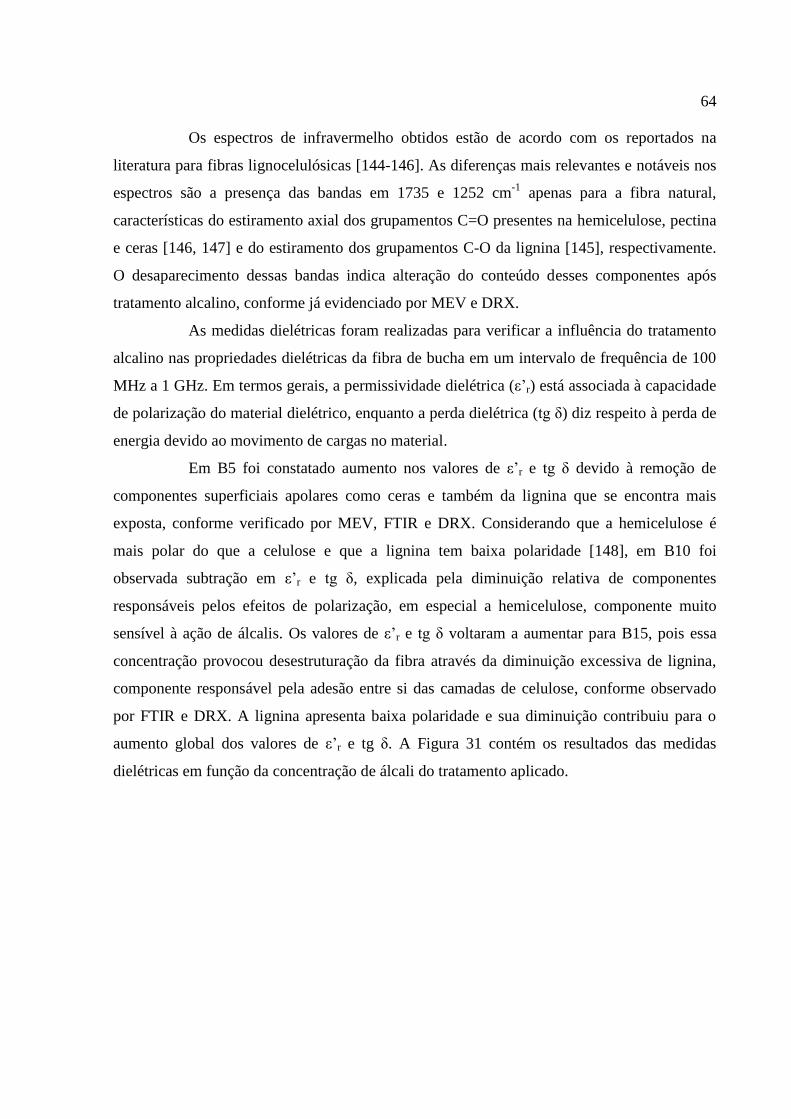
64
Os espectros de infravermelho obtidos estão de acordo com os reportados na
literatura para fibras lignocelulósicas [144-146]. As diferenças mais relevantes e notáveis nos
espectros são a presença das bandas em 1735 e 1252 cm-1
apenas para a fibra natural,
características do estiramento axial dos grupamentos C=O presentes na hemicelulose, pectina
e ceras [146, 147] e do estiramento dos grupamentos C-O da lignina [145], respectivamente.
O desaparecimento dessas bandas indica alteração do conteúdo desses componentes após
tratamento alcalino, conforme já evidenciado por MEV e DRX.
As medidas dielétricas foram realizadas para verificar a influência do tratamento
alcalino nas propriedades dielétricas da fibra de bucha em um intervalo de frequência de 100
MHz a 1 GHz. Em termos gerais, a permissividade dielétrica (ε’r) está associada à capacidade
de polarização do material dielétrico, enquanto a perda dielétrica (tg δ) diz respeito à perda de
energia devido ao movimento de cargas no material.
Em B5 foi constatado aumento nos valores de ε’r e tg δ devido à remoção de
componentes superficiais apolares como ceras e também da lignina que se encontra mais
exposta, conforme verificado por MEV, FTIR e DRX. Considerando que a hemicelulose é
mais polar do que a celulose e que a lignina tem baixa polaridade [148], em B10 foi
observada subtração em ε’r e tg δ, explicada pela diminuição relativa de componentes
responsáveis pelos efeitos de polarização, em especial a hemicelulose, componente muito
sensível à ação de álcalis. Os valores de ε’r e tg δ voltaram a aumentar para B15, pois essa
concentração provocou desestruturação da fibra através da diminuição excessiva de lignina,
componente responsável pela adesão entre si das camadas de celulose, conforme observado
por FTIR e DRX. A lignina apresenta baixa polaridade e sua diminuição contribuiu para o
aumento global dos valores de ε’r e tg δ. A Figura 31 contém os resultados das medidas
dielétricas em função da concentração de álcali do tratamento aplicado.
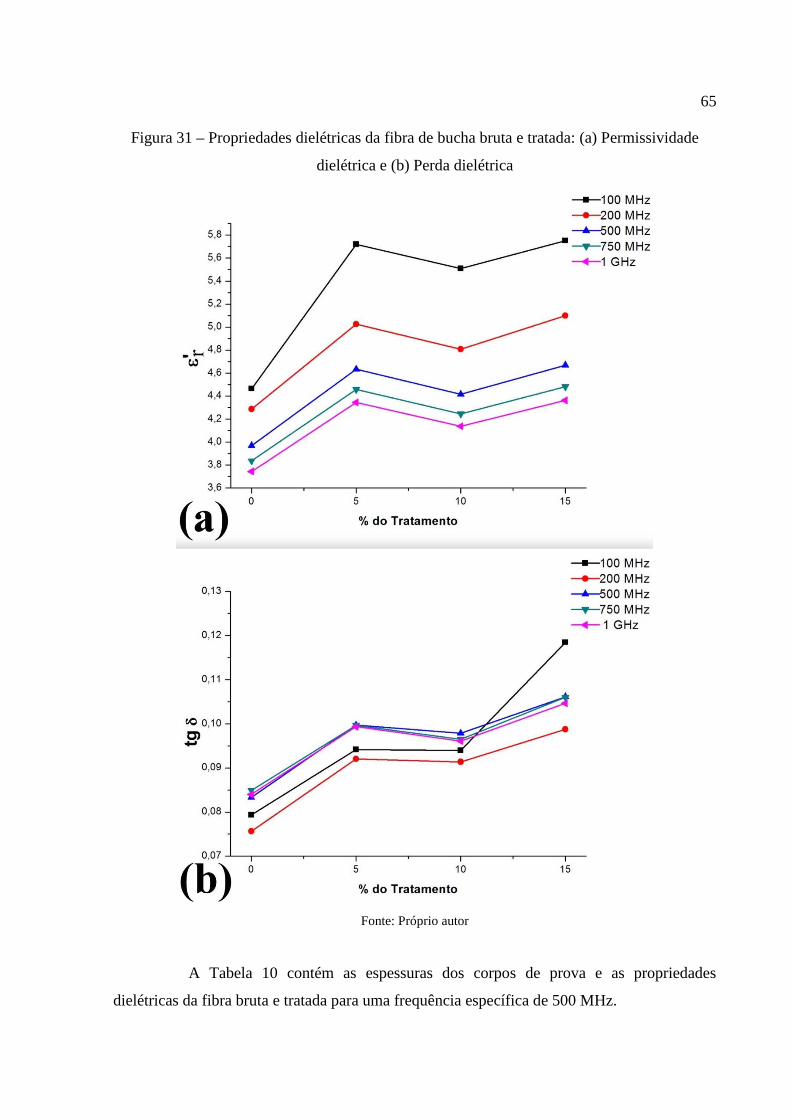
65
Figura 31 – Propriedades dielétricas da fibra de bucha bruta e tratada: (a) Permissividade
dielétrica e (b) Perda dielétrica
Fonte: Próprio autor
A Tabela 10 contém as espessuras dos corpos de prova e as propriedades
dielétricas da fibra bruta e tratada para uma frequência específica de 500 MHz.
66
Tabela 10 – Espessura dos corpos de prova e valores de ε’r e tg δ em 500 MHz
Frequência (500 MHz)
Fibras Espessuras (mm) ε´r tg δ
BB 1,576 3,971 0,083
B5 1,406 4,641 0,099
B10 1,528 4,415 0,097
B15 1,402 4,673 0,106
Fonte: Próprio autor
A Termogravimetria foi conduzida para avaliar as alterações na estabilidade
térmica em função do tratamento alcalino aplicado e as curvas TG e DTG da fibra de bucha
estão na Figura 32.
As curvas TG mostraram uma pequena perda de massa em uma temperatura
abaixo de 100 ºC, associada à perda de água [149]. Embora previamente secas, o acentuado
caráter hidrofílico das fibras dificulta a eliminação completa de água. Observou-se que as
fibras tratadas apresentaram maior quantidade de água. Segundo Modibbo e colaboradores
[150], o tratamento alcalino aumenta a absorção de umidade, devido à maior exposição de
grupos hidroxílicos das fibras. As curvas TG mostraram estabilidade térmica até
aproximadamente 237, 312, 316 e 297 ºC para BB, B5, B10 e B15, respectivamente.
A partir das curvas DTG foram identificados dois estágios de perda de massa para
a fibra bruta e apenas um estágio para as fibras tratadas. De acordo com a literatura [149, 151-
153], lignina e hemicelulose começam a se degradar antes da celulose. Dessa forma, o
primeiro evento apresentado pela fibra bruta desapareceu após o tratamento alcalino devido à
remoção parcial desses componentes, conforme observado por FTIR e DRX, deslocando a
temperatura inicial de degradação da fibra para um valor maior.
O estágio com grande perda de massa, que foi o segundo no caso da fibra bruta,
foi atribuído ao início da degradação da celulose e também continuação da degradação de
hemicelulose e lignina [149, 151-153].
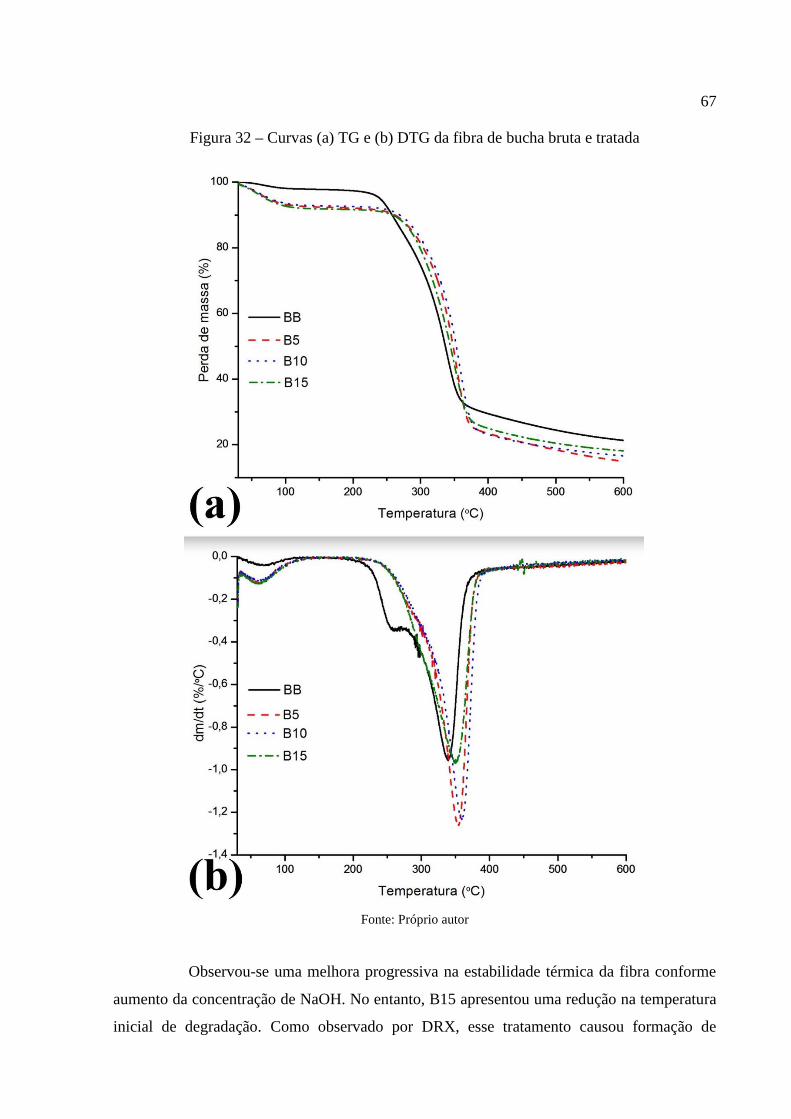
67
Figura 32 – Curvas (a) TG e (b) DTG da fibra de bucha bruta e tratada
Fonte: Próprio autor
Observou-se uma melhora progressiva na estabilidade térmica da fibra conforme
aumento da concentração de NaOH. No entanto, B15 apresentou uma redução na temperatura
inicial de degradação. Como observado por DRX, esse tratamento causou formação de
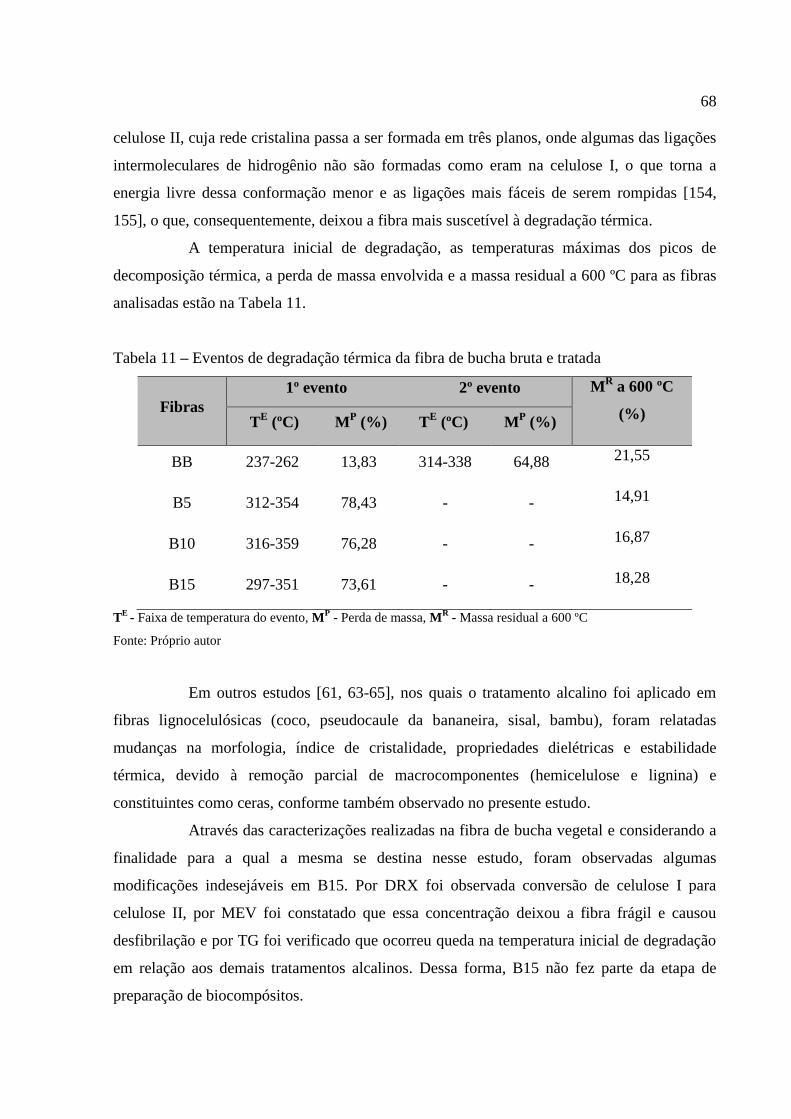
68
celulose II, cuja rede cristalina passa a ser formada em três planos, onde algumas das ligações
intermoleculares de hidrogênio não são formadas como eram na celulose I, o que torna a
energia livre dessa conformação menor e as ligações mais fáceis de serem rompidas [154,
155], o que, consequentemente, deixou a fibra mais suscetível à degradação térmica.
A temperatura inicial de degradação, as temperaturas máximas dos picos de
decomposição térmica, a perda de massa envolvida e a massa residual a 600 ºC para as fibras
analisadas estão na Tabela 11.
Tabela 11 – Eventos de degradação térmica da fibra de bucha bruta e tratada
Fibras
1º evento 2º evento MR a 600 ºC
(%) T
E (ºC) M
P (%) T
E (ºC) M
P (%)
BB 237-262 13,83 314-338 64,88 21,55
B5 312-354 78,43 - - 14,91
B10 316-359 76,28 - - 16,87
B15 297-351 73,61 - - 18,28
TE
- Faixa de temperatura do evento, MP - Perda de massa, M
R - Massa residual a 600 ºC
Fonte: Próprio autor
Em outros estudos [61, 63-65], nos quais o tratamento alcalino foi aplicado em
fibras lignocelulósicas (coco, pseudocaule da bananeira, sisal, bambu), foram relatadas
mudanças na morfologia, índice de cristalidade, propriedades dielétricas e estabilidade
térmica, devido à remoção parcial de macrocomponentes (hemicelulose e lignina) e
constituintes como ceras, conforme também observado no presente estudo.
Através das caracterizações realizadas na fibra de bucha vegetal e considerando a
finalidade para a qual a mesma se destina nesse estudo, foram observadas algumas
modificações indesejáveis em B15. Por DRX foi observada conversão de celulose I para
celulose II, por MEV foi constatado que essa concentração deixou a fibra frágil e causou
desfibrilação e por TG foi verificado que ocorreu queda na temperatura inicial de degradação
em relação aos demais tratamentos alcalinos. Dessa forma, B15 não fez parte da etapa de
preparação de biocompósitos.
69
6.2 Caracterização do plástico termorrígido e biocompósitos
Em um primeiro momento foram investigadas as melhores condições de preparo
do plástico termorrígido a partir da determinação do grau de reticulação. Em seguida, as
condições de preparo foram testadas para os demais materiais e validadas através de técnica
instrumental adequada, conforme será mostrado. Os experimentos de grau de reticulação não
foram feitos para os biocompósitos e nanobiocompósitos pelo fato de ser um método
gravimétrico que se baseia, portanto, na variação de massa. Ao intumescer, o material
(biocompósitos e nanobiocompósitos) poderia liberar fibra e/ou magnetita para o solvente, o
que seria erroneamente calculado como material não reticulado, gerando resultados
incorretos.
O cardanol isolado a partir do LCC e utilizado para preparo dos materiais
apresentados nessa seção teve separação monitorada por CCD e, posteriormente, pureza
verificada por CG/EM. O produto isolado apresentou 66,25% de cardanol monoinsaturado;
29,04% de cardanol di-insaturado e 4,71% de cardanol saturado.
Os experimentos de determinação do grau de reticulação se basearam no fato de
que quando em contato com um solvente adequado o polímero reticulado absorve uma porção
dele e intumesce, enquanto a fração não reticulada se solubiliza, o que possibilita estimar o
conteúdo reticulado, já que o conteúdo intumescido e o grau de reticulação estão diretamente
relacionados. Na Figura 33 é possível observar o comportamento do plástico desse estudo
antes e após a reticulação na presença do mesmo solvente (Tolueno).
É de suma importância estudar o grau de reticulação de sistemas poliméricos, pois
as propriedades do material final estão diretamente ligadas a ele e também ao agente de
reticulação, tempo e temperatura de cura [156, 157].
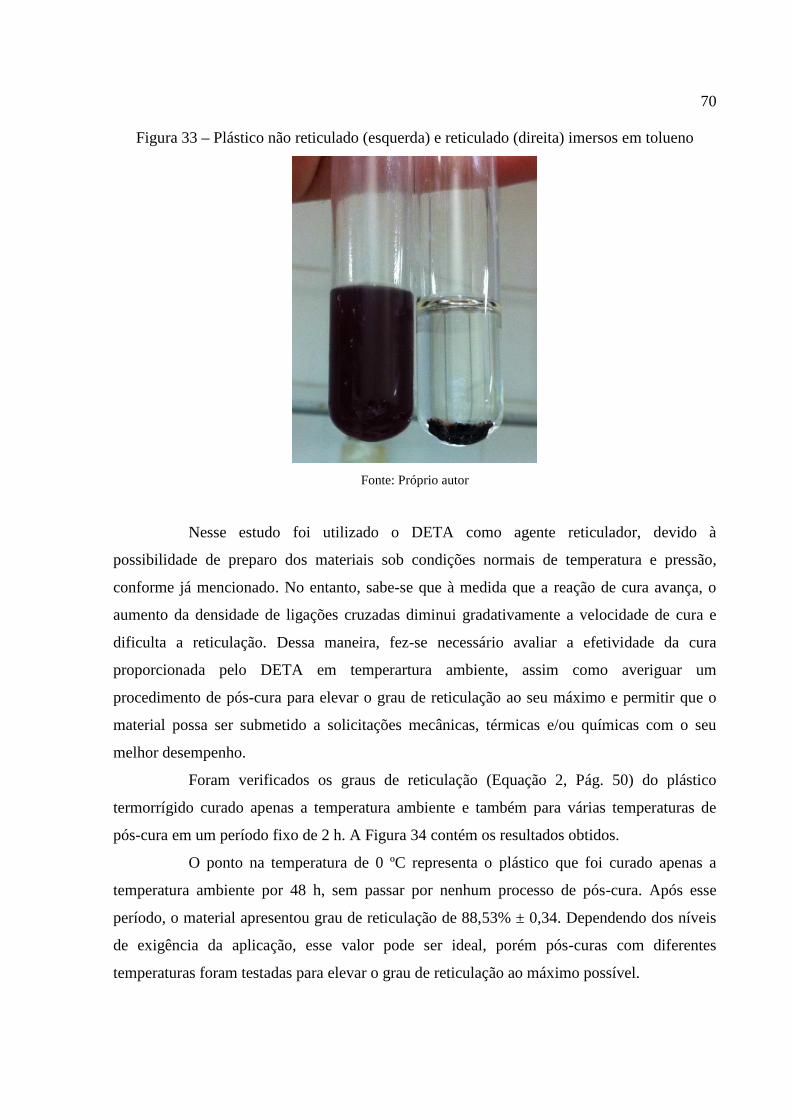
70
Figura 33 – Plástico não reticulado (esquerda) e reticulado (direita) imersos em tolueno
Fonte: Próprio autor
Nesse estudo foi utilizado o DETA como agente reticulador, devido à
possibilidade de preparo dos materiais sob condições normais de temperatura e pressão,
conforme já mencionado. No entanto, sabe-se que à medida que a reação de cura avança, o
aumento da densidade de ligações cruzadas diminui gradativamente a velocidade de cura e
dificulta a reticulação. Dessa maneira, fez-se necessário avaliar a efetividade da cura
proporcionada pelo DETA em temperartura ambiente, assim como averiguar um
procedimento de pós-cura para elevar o grau de reticulação ao seu máximo e permitir que o
material possa ser submetido a solicitações mecânicas, térmicas e/ou químicas com o seu
melhor desempenho.
Foram verificados os graus de reticulação (Equação 2, Pág. 50) do plástico
termorrígido curado apenas a temperatura ambiente e também para várias temperaturas de
pós-cura em um período fixo de 2 h. A Figura 34 contém os resultados obtidos.
O ponto na temperatura de 0 ºC representa o plástico que foi curado apenas a
temperatura ambiente por 48 h, sem passar por nenhum processo de pós-cura. Após esse
período, o material apresentou grau de reticulação de 88,53% ± 0,34. Dependendo dos níveis
de exigência da aplicação, esse valor pode ser ideal, porém pós-curas com diferentes
temperaturas foram testadas para elevar o grau de reticulação ao máximo possível.
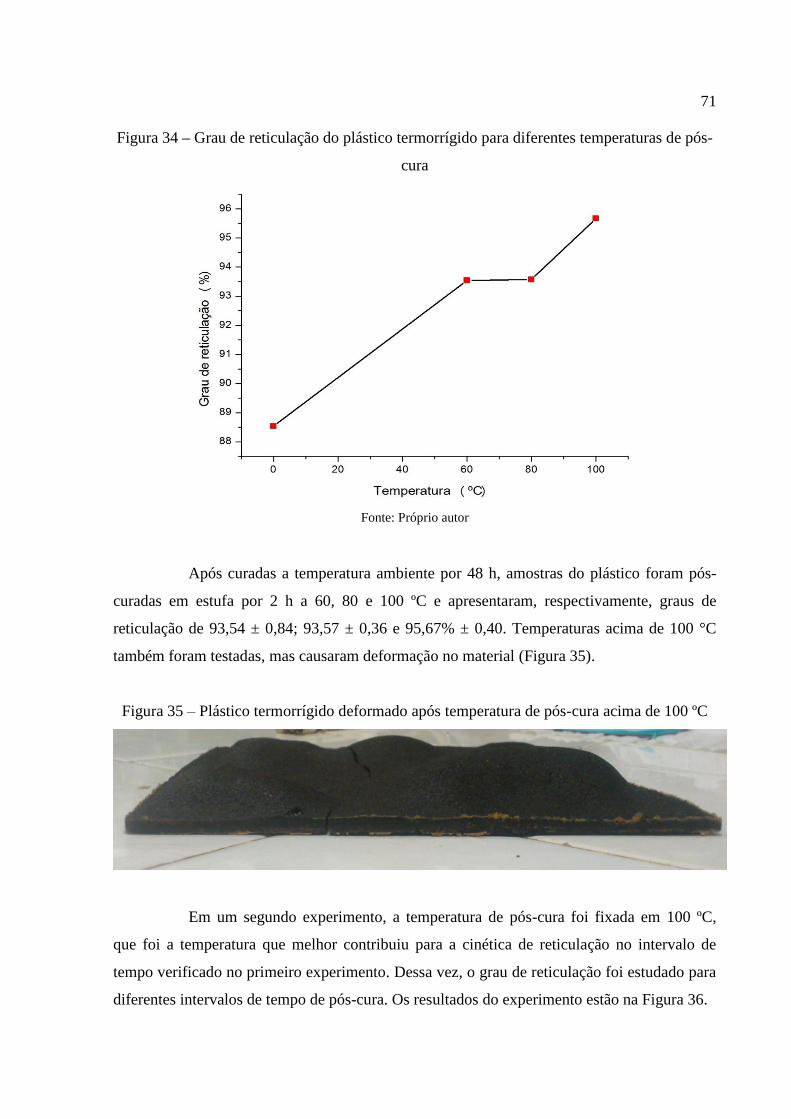
71
Figura 34 – Grau de reticulação do plástico termorrígido para diferentes temperaturas de pós-
cura
Fonte: Próprio autor
Após curadas a temperatura ambiente por 48 h, amostras do plástico foram pós-
curadas em estufa por 2 h a 60, 80 e 100 ºC e apresentaram, respectivamente, graus de
reticulação de 93,54 ± 0,84; 93,57 ± 0,36 e 95,67% ± 0,40. Temperaturas acima de 100 °C
também foram testadas, mas causaram deformação no material (Figura 35).
Figura 35 – Plástico termorrígido deformado após temperatura de pós-cura acima de 100 ºC
Em um segundo experimento, a temperatura de pós-cura foi fixada em 100 ºC,
que foi a temperatura que melhor contribuiu para a cinética de reticulação no intervalo de
tempo verificado no primeiro experimento. Dessa vez, o grau de reticulação foi estudado para
diferentes intervalos de tempo de pós-cura. Os resultados do experimento estão na Figura 36.
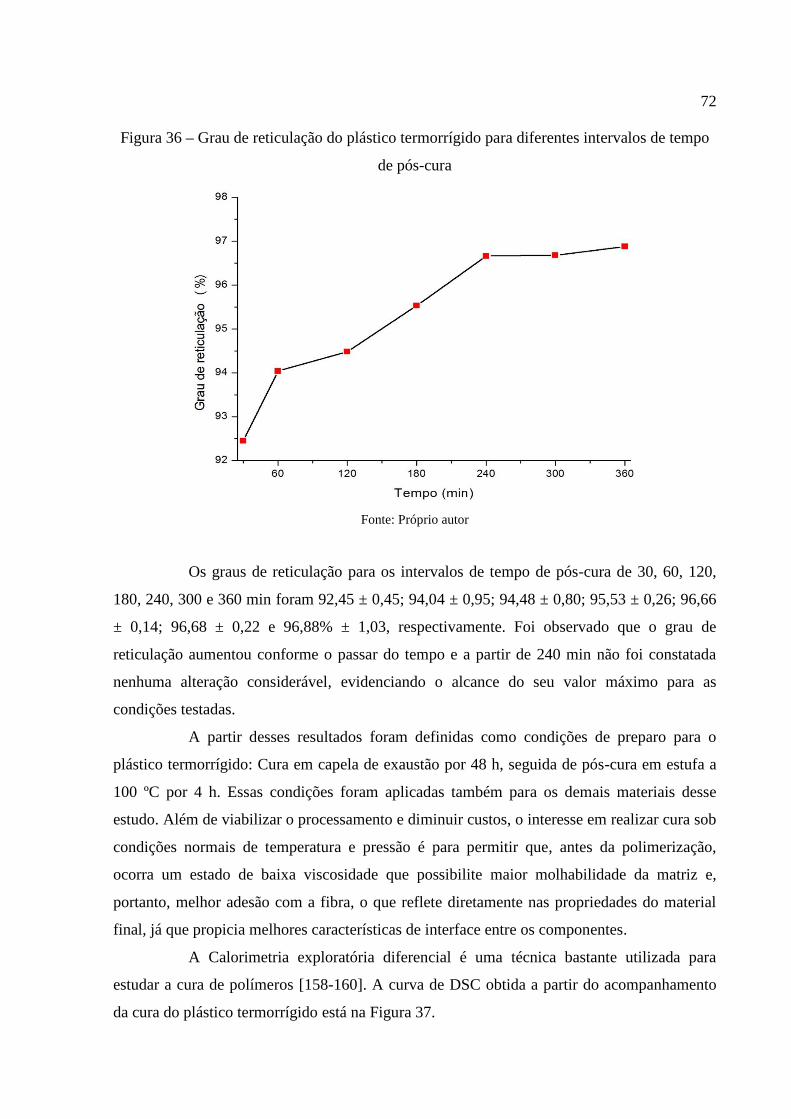
72
Figura 36 – Grau de reticulação do plástico termorrígido para diferentes intervalos de tempo
de pós-cura
Fonte: Próprio autor
Os graus de reticulação para os intervalos de tempo de pós-cura de 30, 60, 120,
180, 240, 300 e 360 min foram 92,45 ± 0,45; 94,04 ± 0,95; 94,48 ± 0,80; 95,53 ± 0,26; 96,66
± 0,14; 96,68 ± 0,22 e 96,88% ± 1,03, respectivamente. Foi observado que o grau de
reticulação aumentou conforme o passar do tempo e a partir de 240 min não foi constatada
nenhuma alteração considerável, evidenciando o alcance do seu valor máximo para as
condições testadas.
A partir desses resultados foram definidas como condições de preparo para o
plástico termorrígido: Cura em capela de exaustão por 48 h, seguida de pós-cura em estufa a
100 ºC por 4 h. Essas condições foram aplicadas também para os demais materiais desse
estudo. Além de viabilizar o processamento e diminuir custos, o interesse em realizar cura sob
condições normais de temperatura e pressão é para permitir que, antes da polimerização,
ocorra um estado de baixa viscosidade que possibilite maior molhabilidade da matriz e,
portanto, melhor adesão com a fibra, o que reflete diretamente nas propriedades do material
final, já que propicia melhores características de interface entre os componentes.
A Calorimetria exploratória diferencial é uma técnica bastante utilizada para
estudar a cura de polímeros [158-160]. A curva de DSC obtida a partir do acompanhamento
da cura do plástico termorrígido está na Figura 37.
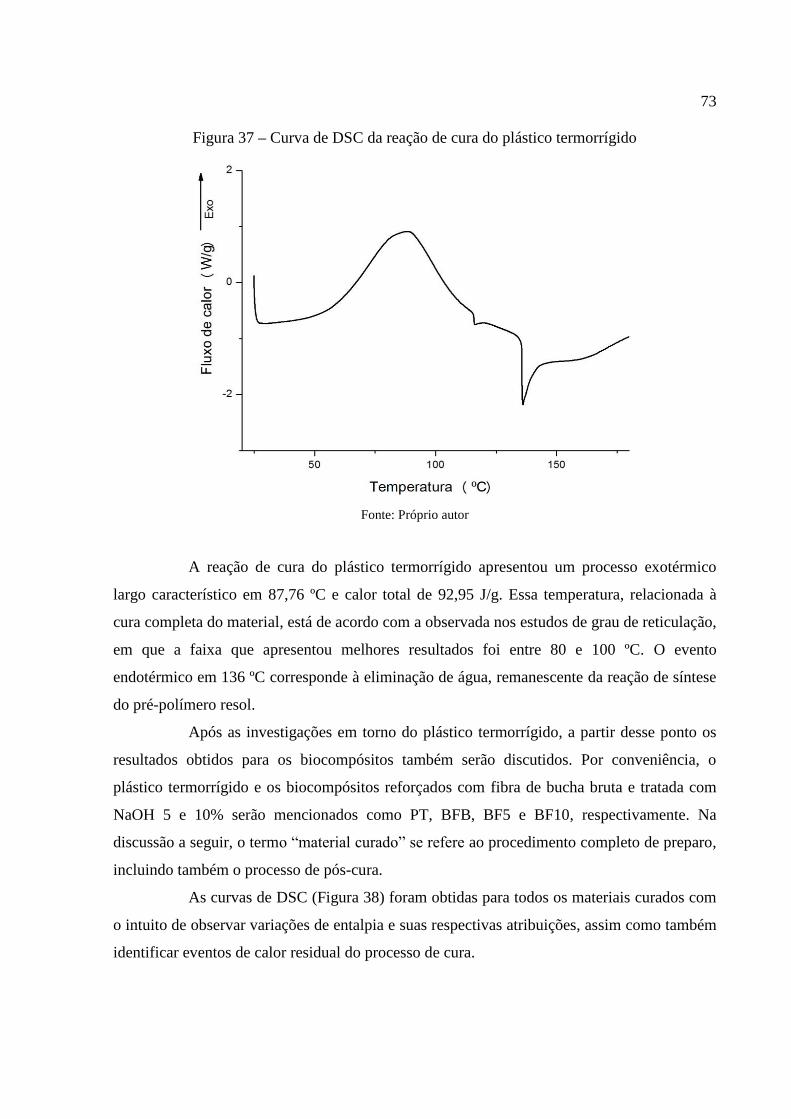
73
Figura 37 – Curva de DSC da reação de cura do plástico termorrígido
Fonte: Próprio autor
A reação de cura do plástico termorrígido apresentou um processo exotérmico
largo característico em 87,76 ºC e calor total de 92,95 J/g. Essa temperatura, relacionada à
cura completa do material, está de acordo com a observada nos estudos de grau de reticulação,
em que a faixa que apresentou melhores resultados foi entre 80 e 100 ºC. O evento
endotérmico em 136 ºC corresponde à eliminação de água, remanescente da reação de síntese
do pré-polímero resol.
Após as investigações em torno do plástico termorrígido, a partir desse ponto os
resultados obtidos para os biocompósitos também serão discutidos. Por conveniência, o
plástico termorrígido e os biocompósitos reforçados com fibra de bucha bruta e tratada com
NaOH 5 e 10% serão mencionados como PT, BFB, BF5 e BF10, respectivamente. Na
discussão a seguir, o termo “material curado” se refere ao procedimento completo de preparo,
incluindo também o processo de pós-cura.
As curvas de DSC (Figura 38) foram obtidas para todos os materiais curados com
o intuito de observar variações de entalpia e suas respectivas atribuições, assim como também
identificar eventos de calor residual do processo de cura.
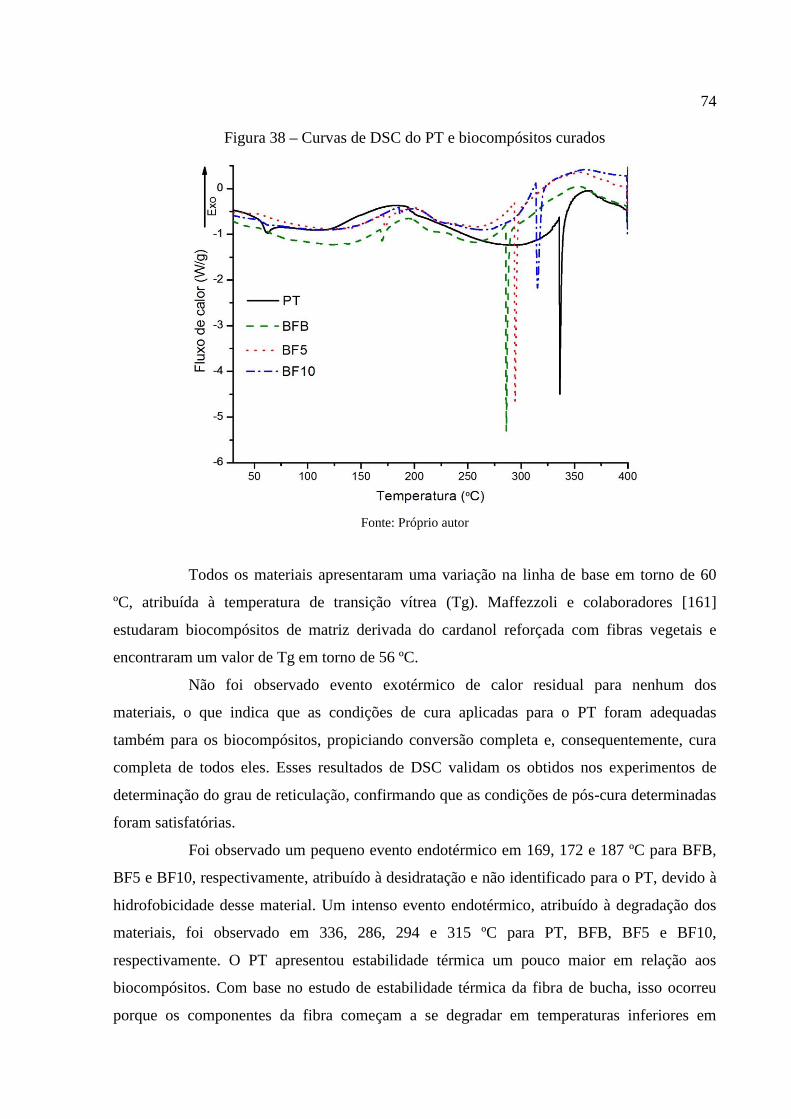
74
Figura 38 – Curvas de DSC do PT e biocompósitos curados
Fonte: Próprio autor
Todos os materiais apresentaram uma variação na linha de base em torno de 60
ºC, atribuída à temperatura de transição vítrea (Tg). Maffezzoli e colaboradores [161]
estudaram biocompósitos de matriz derivada do cardanol reforçada com fibras vegetais e
encontraram um valor de Tg em torno de 56 ºC.
Não foi observado evento exotérmico de calor residual para nenhum dos
materiais, o que indica que as condições de cura aplicadas para o PT foram adequadas
também para os biocompósitos, propiciando conversão completa e, consequentemente, cura
completa de todos eles. Esses resultados de DSC validam os obtidos nos experimentos de
determinação do grau de reticulação, confirmando que as condições de pós-cura determinadas
foram satisfatórias.
Foi observado um pequeno evento endotérmico em 169, 172 e 187 ºC para BFB,
BF5 e BF10, respectivamente, atribuído à desidratação e não identificado para o PT, devido à
hidrofobicidade desse material. Um intenso evento endotérmico, atribuído à degradação dos
materiais, foi observado em 336, 286, 294 e 315 ºC para PT, BFB, BF5 e BF10,
respectivamente. O PT apresentou estabilidade térmica um pouco maior em relação aos
biocompósitos. Com base no estudo de estabilidade térmica da fibra de bucha, isso ocorreu
porque os componentes da fibra começam a se degradar em temperaturas inferiores em
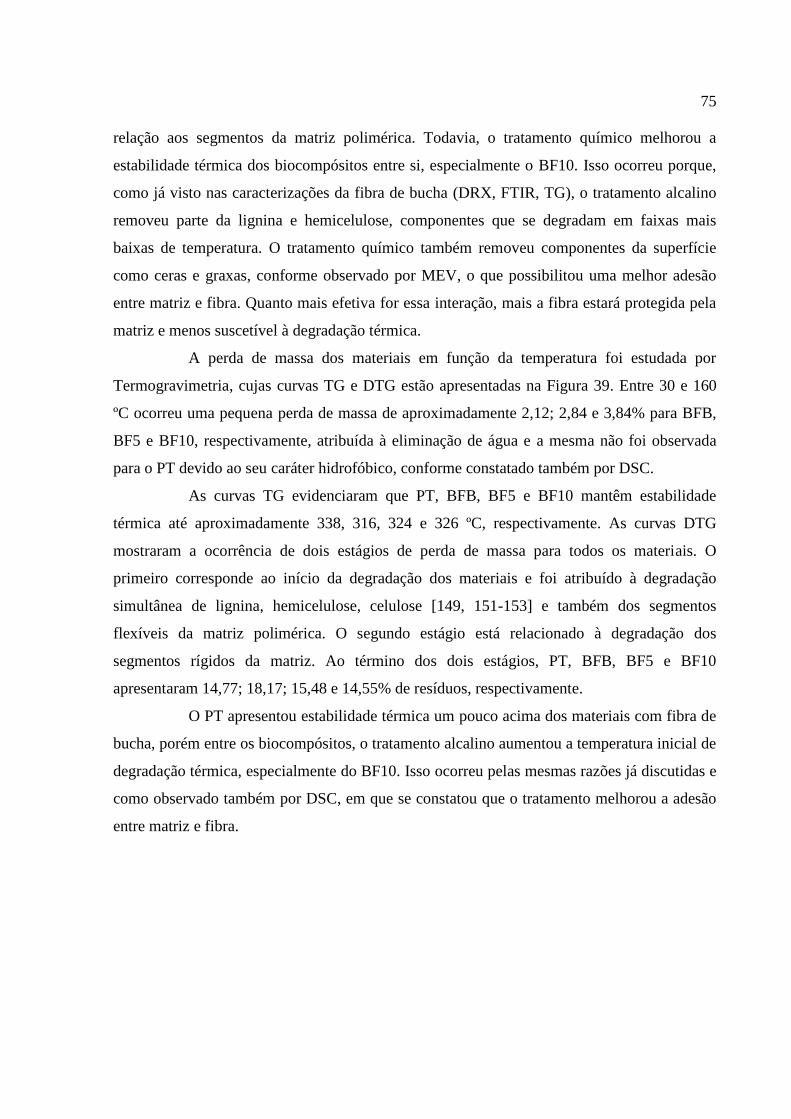
75
relação aos segmentos da matriz polimérica. Todavia, o tratamento químico melhorou a
estabilidade térmica dos biocompósitos entre si, especialmente o BF10. Isso ocorreu porque,
como já visto nas caracterizações da fibra de bucha (DRX, FTIR, TG), o tratamento alcalino
removeu parte da lignina e hemicelulose, componentes que se degradam em faixas mais
baixas de temperatura. O tratamento químico também removeu componentes da superfície
como ceras e graxas, conforme observado por MEV, o que possibilitou uma melhor adesão
entre matriz e fibra. Quanto mais efetiva for essa interação, mais a fibra estará protegida pela
matriz e menos suscetível à degradação térmica.
A perda de massa dos materiais em função da temperatura foi estudada por
Termogravimetria, cujas curvas TG e DTG estão apresentadas na Figura 39. Entre 30 e 160
ºC ocorreu uma pequena perda de massa de aproximadamente 2,12; 2,84 e 3,84% para BFB,
BF5 e BF10, respectivamente, atribuída à eliminação de água e a mesma não foi observada
para o PT devido ao seu caráter hidrofóbico, conforme constatado também por DSC.
As curvas TG evidenciaram que PT, BFB, BF5 e BF10 mantêm estabilidade
térmica até aproximadamente 338, 316, 324 e 326 ºC, respectivamente. As curvas DTG
mostraram a ocorrência de dois estágios de perda de massa para todos os materiais. O
primeiro corresponde ao início da degradação dos materiais e foi atribuído à degradação
simultânea de lignina, hemicelulose, celulose [149, 151-153] e também dos segmentos
flexíveis da matriz polimérica. O segundo estágio está relacionado à degradação dos
segmentos rígidos da matriz. Ao término dos dois estágios, PT, BFB, BF5 e BF10
apresentaram 14,77; 18,17; 15,48 e 14,55% de resíduos, respectivamente.
O PT apresentou estabilidade térmica um pouco acima dos materiais com fibra de
bucha, porém entre os biocompósitos, o tratamento alcalino aumentou a temperatura inicial de
degradação térmica, especialmente do BF10. Isso ocorreu pelas mesmas razões já discutidas e
como observado também por DSC, em que se constatou que o tratamento melhorou a adesão
entre matriz e fibra.
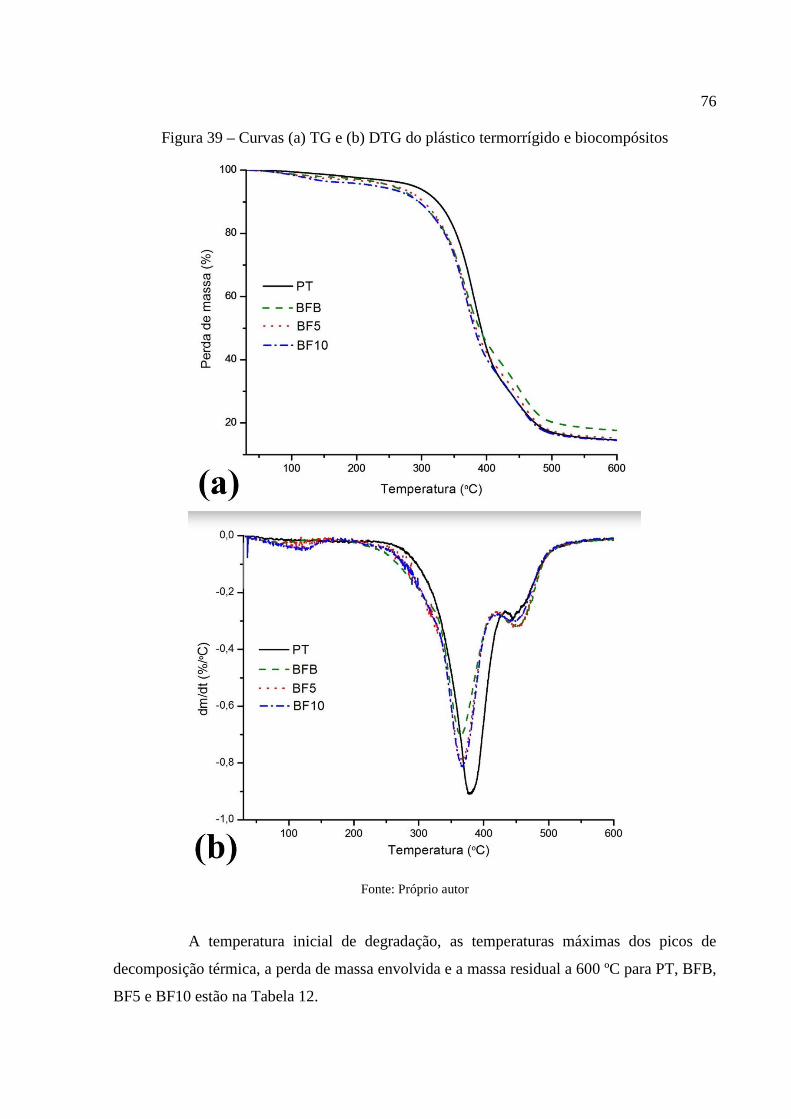
76
Figura 39 – Curvas (a) TG e (b) DTG do plástico termorrígido e biocompósitos
Fonte: Próprio autor
A temperatura inicial de degradação, as temperaturas máximas dos picos de
decomposição térmica, a perda de massa envolvida e a massa residual a 600 ºC para PT, BFB,
BF5 e BF10 estão na Tabela 12.
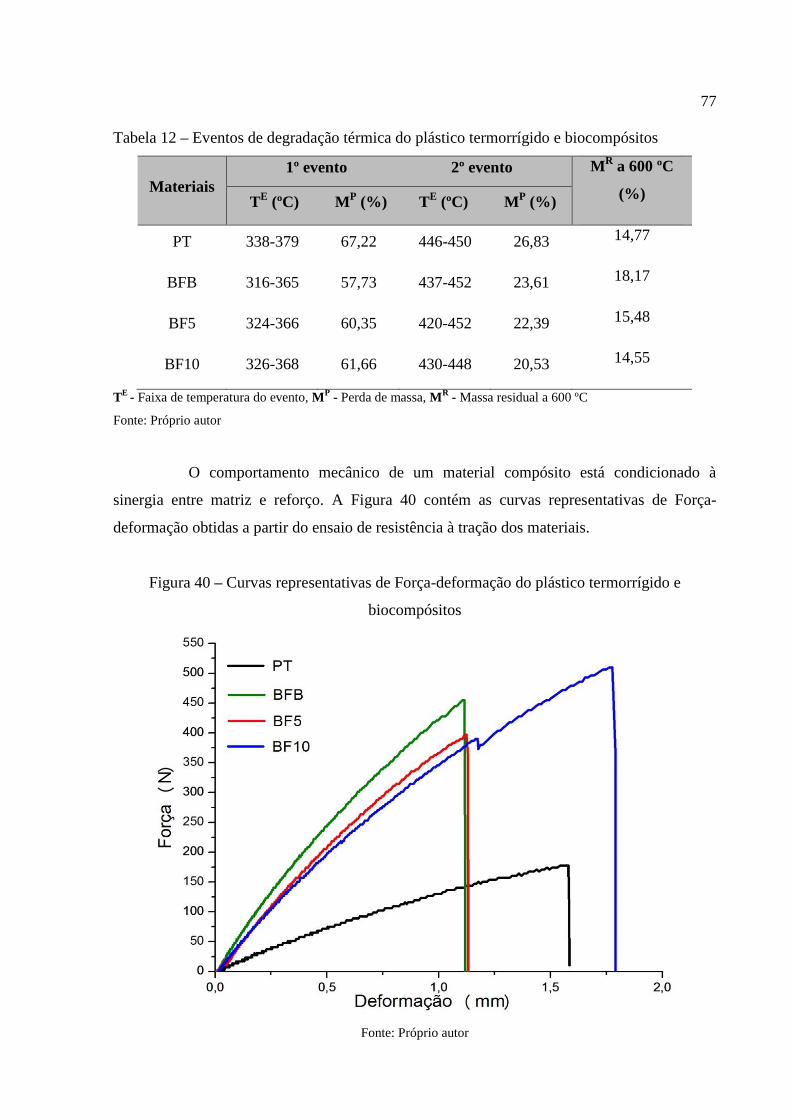
77
Tabela 12 – Eventos de degradação térmica do plástico termorrígido e biocompósitos
Materiais
1º evento 2º evento MR a 600 ºC
(%) T
E (ºC) M
P (%) T
E (ºC) M
P (%)
PT 338-379 67,22 446-450 26,83 14,77
BFB 316-365 57,73 437-452 23,61 18,17
BF5 324-366 60,35 420-452 22,39 15,48
BF10 326-368 61,66 430-448 20,53 14,55
TE
- Faixa de temperatura do evento, MP - Perda de massa, M
R - Massa residual a 600 ºC
Fonte: Próprio autor
O comportamento mecânico de um material compósito está condicionado à
sinergia entre matriz e reforço. A Figura 40 contém as curvas representativas de Força-
deformação obtidas a partir do ensaio de resistência à tração dos materiais.
Figura 40 – Curvas representativas de Força-deformação do plástico termorrígido e
biocompósitos
Fonte: Próprio autor
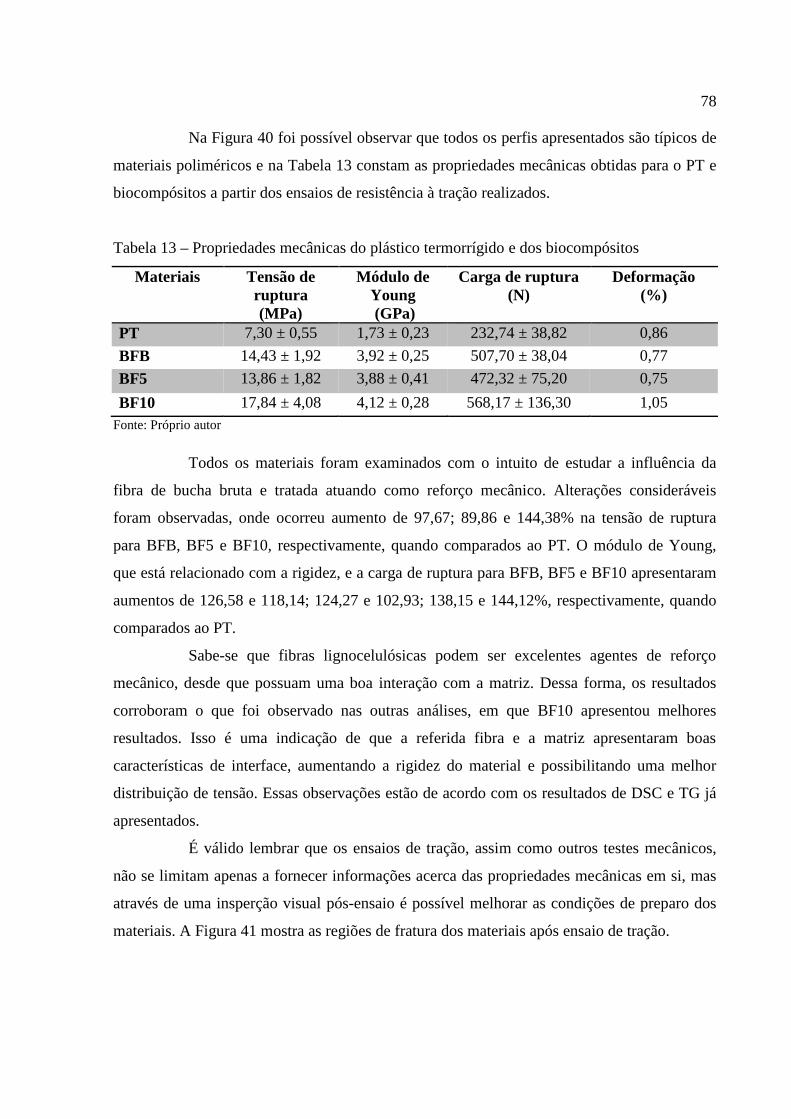
78
Na Figura 40 foi possível observar que todos os perfis apresentados são típicos de
materiais poliméricos e na Tabela 13 constam as propriedades mecânicas obtidas para o PT e
biocompósitos a partir dos ensaios de resistência à tração realizados.
Tabela 13 – Propriedades mecânicas do plástico termorrígido e dos biocompósitos
Materiais Tensão de
ruptura
(MPa)
Módulo de
Young
(GPa)
Carga de ruptura
(N)
Deformação
(%)
PT 7,30 ± 0,55 1,73 ± 0,23 232,74 ± 38,82 0,86
BFB 14,43 ± 1,92 3,92 ± 0,25 507,70 ± 38,04 0,77
BF5 13,86 ± 1,82 3,88 ± 0,41 472,32 ± 75,20 0,75
BF10 17,84 ± 4,08 4,12 ± 0,28 568,17 ± 136,30 1,05
Fonte: Próprio autor
Todos os materiais foram examinados com o intuito de estudar a influência da
fibra de bucha bruta e tratada atuando como reforço mecânico. Alterações consideráveis
foram observadas, onde ocorreu aumento de 97,67; 89,86 e 144,38% na tensão de ruptura
para BFB, BF5 e BF10, respectivamente, quando comparados ao PT. O módulo de Young,
que está relacionado com a rigidez, e a carga de ruptura para BFB, BF5 e BF10 apresentaram
aumentos de 126,58 e 118,14; 124,27 e 102,93; 138,15 e 144,12%, respectivamente, quando
comparados ao PT.
Sabe-se que fibras lignocelulósicas podem ser excelentes agentes de reforço
mecânico, desde que possuam uma boa interação com a matriz. Dessa forma, os resultados
corroboram o que foi observado nas outras análises, em que BF10 apresentou melhores
resultados. Isso é uma indicação de que a referida fibra e a matriz apresentaram boas
características de interface, aumentando a rigidez do material e possibilitando uma melhor
distribuição de tensão. Essas observações estão de acordo com os resultados de DSC e TG já
apresentados.
É válido lembrar que os ensaios de tração, assim como outros testes mecânicos,
não se limitam apenas a fornecer informações acerca das propriedades mecânicas em si, mas
através de uma insperção visual pós-ensaio é possível melhorar as condições de preparo dos
materiais. A Figura 41 mostra as regiões de fratura dos materiais após ensaio de tração.
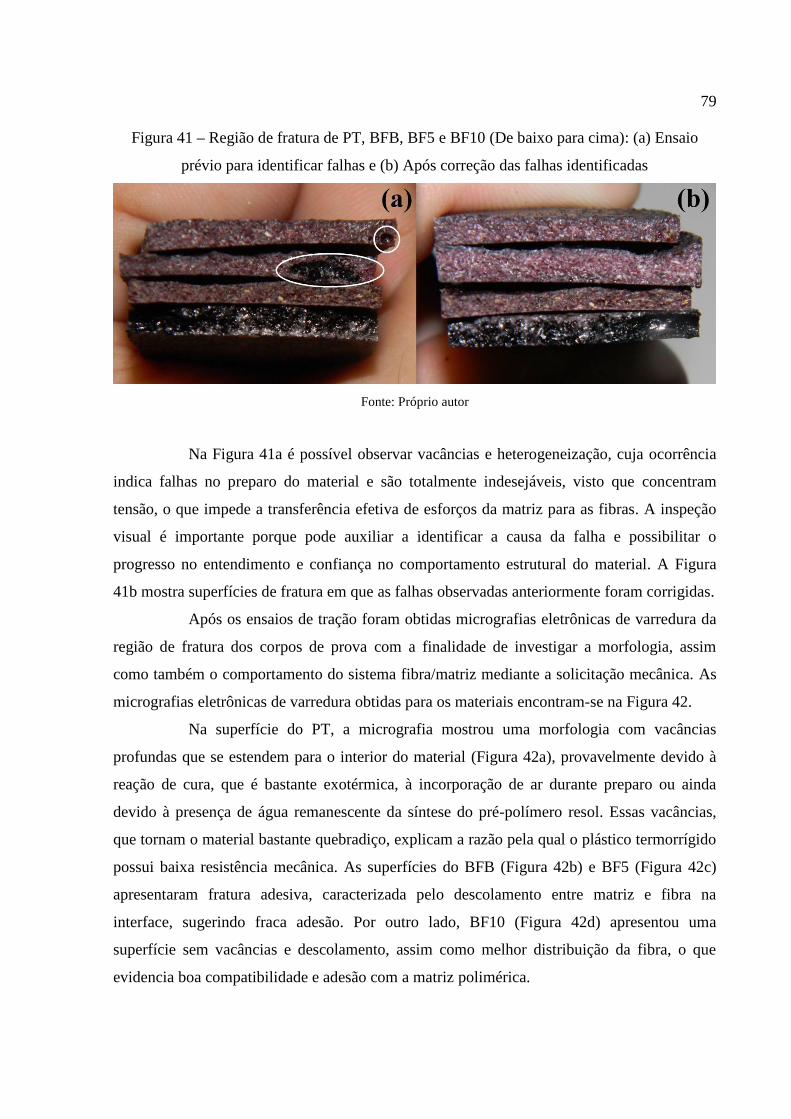
79
Figura 41 – Região de fratura de PT, BFB, BF5 e BF10 (De baixo para cima): (a) Ensaio
prévio para identificar falhas e (b) Após correção das falhas identificadas
Fonte: Próprio autor
Na Figura 41a é possível observar vacâncias e heterogeneização, cuja ocorrência
indica falhas no preparo do material e são totalmente indesejáveis, visto que concentram
tensão, o que impede a transferência efetiva de esforços da matriz para as fibras. A inspeção
visual é importante porque pode auxiliar a identificar a causa da falha e possibilitar o
progresso no entendimento e confiança no comportamento estrutural do material. A Figura
41b mostra superfícies de fratura em que as falhas observadas anteriormente foram corrigidas.
Após os ensaios de tração foram obtidas micrografias eletrônicas de varredura da
região de fratura dos corpos de prova com a finalidade de investigar a morfologia, assim
como também o comportamento do sistema fibra/matriz mediante a solicitação mecânica. As
micrografias eletrônicas de varredura obtidas para os materiais encontram-se na Figura 42.
Na superfície do PT, a micrografia mostrou uma morfologia com vacâncias
profundas que se estendem para o interior do material (Figura 42a), provavelmente devido à
reação de cura, que é bastante exotérmica, à incorporação de ar durante preparo ou ainda
devido à presença de água remanescente da síntese do pré-polímero resol. Essas vacâncias,
que tornam o material bastante quebradiço, explicam a razão pela qual o plástico termorrígido
possui baixa resistência mecânica. As superfícies do BFB (Figura 42b) e BF5 (Figura 42c)
apresentaram fratura adesiva, caracterizada pelo descolamento entre matriz e fibra na
interface, sugerindo fraca adesão. Por outro lado, BF10 (Figura 42d) apresentou uma
superfície sem vacâncias e descolamento, assim como melhor distribuição da fibra, o que
evidencia boa compatibilidade e adesão com a matriz polimérica.
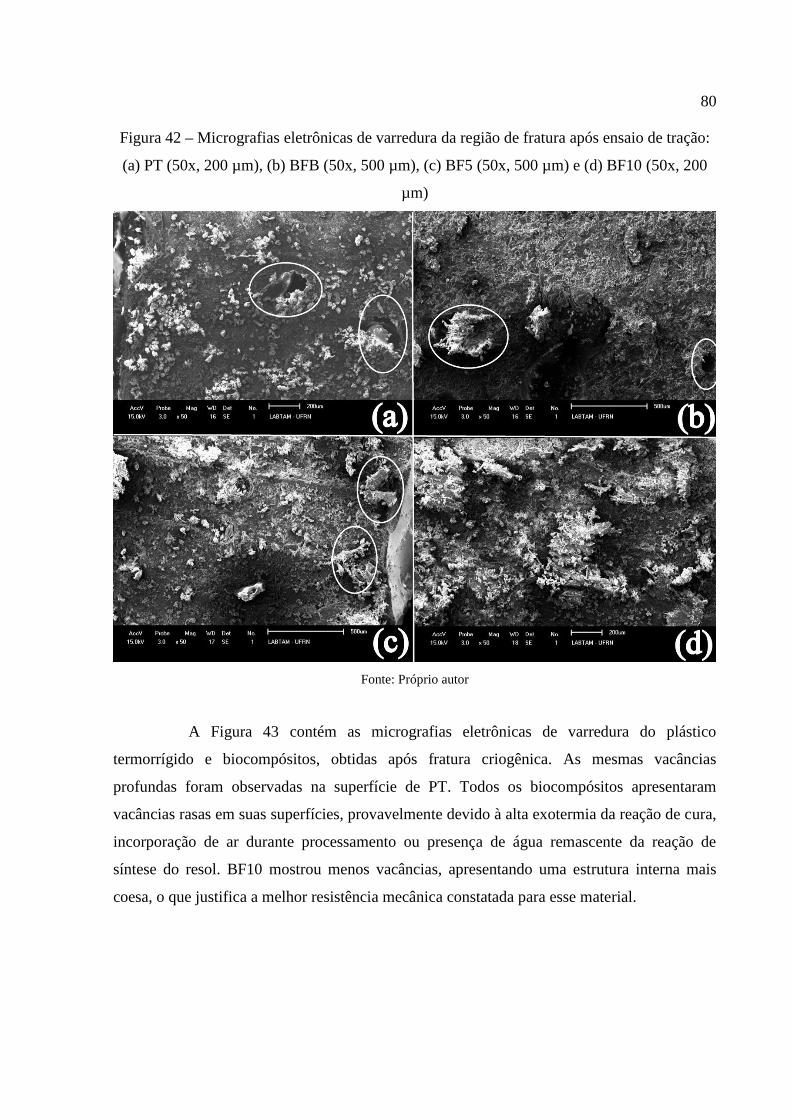
80
Figura 42 – Micrografias eletrônicas de varredura da região de fratura após ensaio de tração:
(a) PT (50x, 200 µm), (b) BFB (50x, 500 µm), (c) BF5 (50x, 500 µm) e (d) BF10 (50x, 200
µm)
Fonte: Próprio autor
A Figura 43 contém as micrografias eletrônicas de varredura do plástico
termorrígido e biocompósitos, obtidas após fratura criogênica. As mesmas vacâncias
profundas foram observadas na superfície de PT. Todos os biocompósitos apresentaram
vacâncias rasas em suas superfícies, provavelmente devido à alta exotermia da reação de cura,
incorporação de ar durante processamento ou presença de água remascente da reação de
síntese do resol. BF10 mostrou menos vacâncias, apresentando uma estrutura interna mais
coesa, o que justifica a melhor resistência mecânica constatada para esse material.
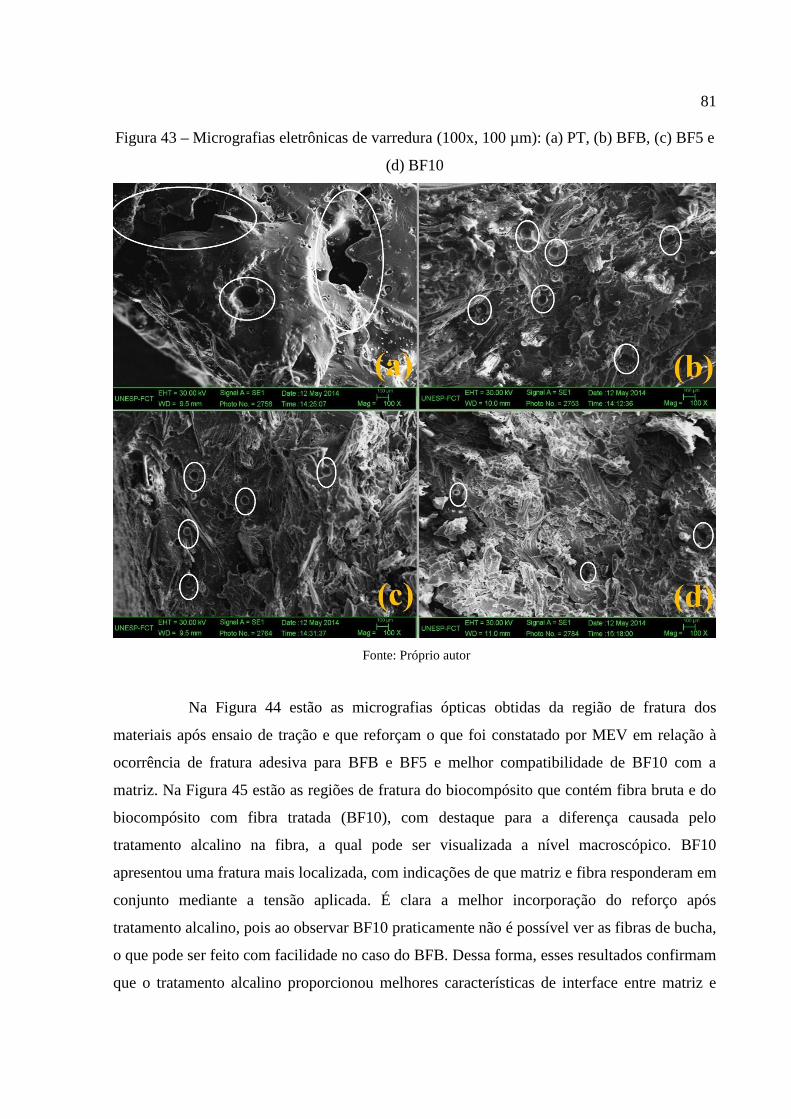
81
Figura 43 – Micrografias eletrônicas de varredura (100x, 100 µm): (a) PT, (b) BFB, (c) BF5 e
(d) BF10
Fonte: Próprio autor
Na Figura 44 estão as micrografias ópticas obtidas da região de fratura dos
materiais após ensaio de tração e que reforçam o que foi constatado por MEV em relação à
ocorrência de fratura adesiva para BFB e BF5 e melhor compatibilidade de BF10 com a
matriz. Na Figura 45 estão as regiões de fratura do biocompósito que contém fibra bruta e do
biocompósito com fibra tratada (BF10), com destaque para a diferença causada pelo
tratamento alcalino na fibra, a qual pode ser visualizada a nível macroscópico. BF10
apresentou uma fratura mais localizada, com indicações de que matriz e fibra responderam em
conjunto mediante a tensão aplicada. É clara a melhor incorporação do reforço após
tratamento alcalino, pois ao observar BF10 praticamente não é possível ver as fibras de bucha,
o que pode ser feito com facilidade no caso do BFB. Dessa forma, esses resultados confirmam
que o tratamento alcalino proporcionou melhores características de interface entre matriz e
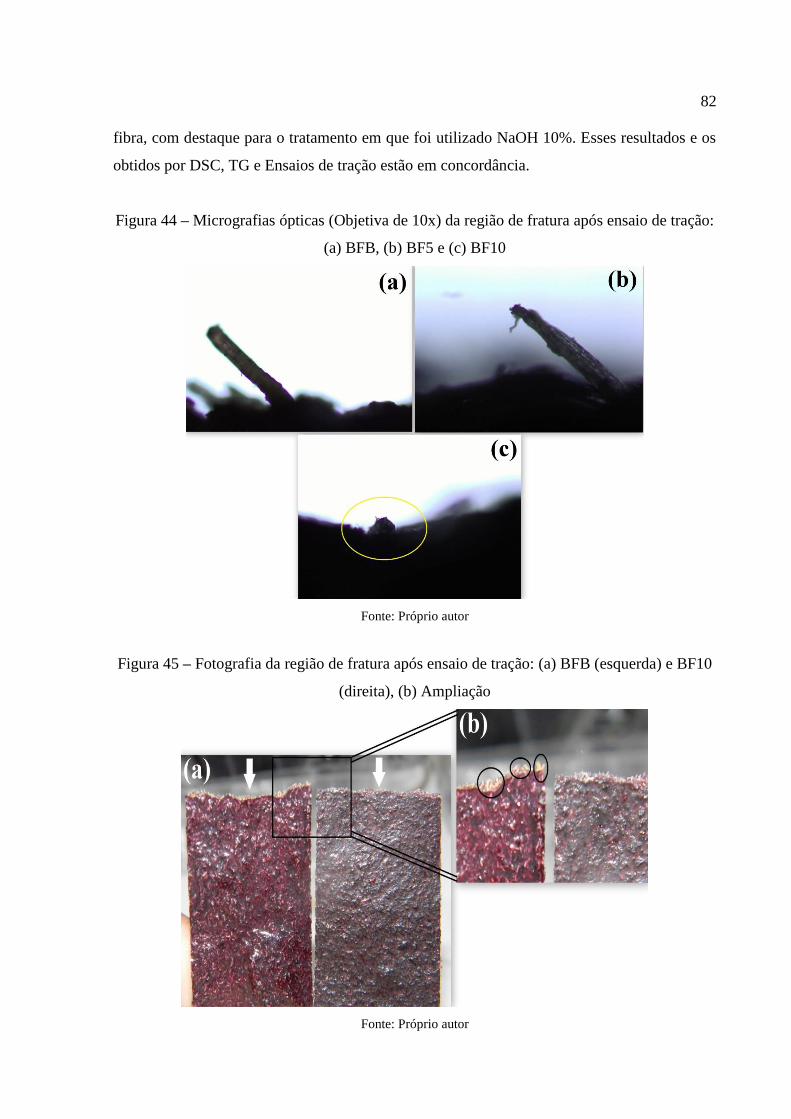
82
fibra, com destaque para o tratamento em que foi utilizado NaOH 10%. Esses resultados e os
obtidos por DSC, TG e Ensaios de tração estão em concordância.
Figura 44 – Micrografias ópticas (Objetiva de 10x) da região de fratura após ensaio de tração:
(a) BFB, (b) BF5 e (c) BF10
Fonte: Próprio autor
Figura 45 – Fotografia da região de fratura após ensaio de tração: (a) BFB (esquerda) e BF10
(direita), (b) Ampliação
Fonte: Próprio autor
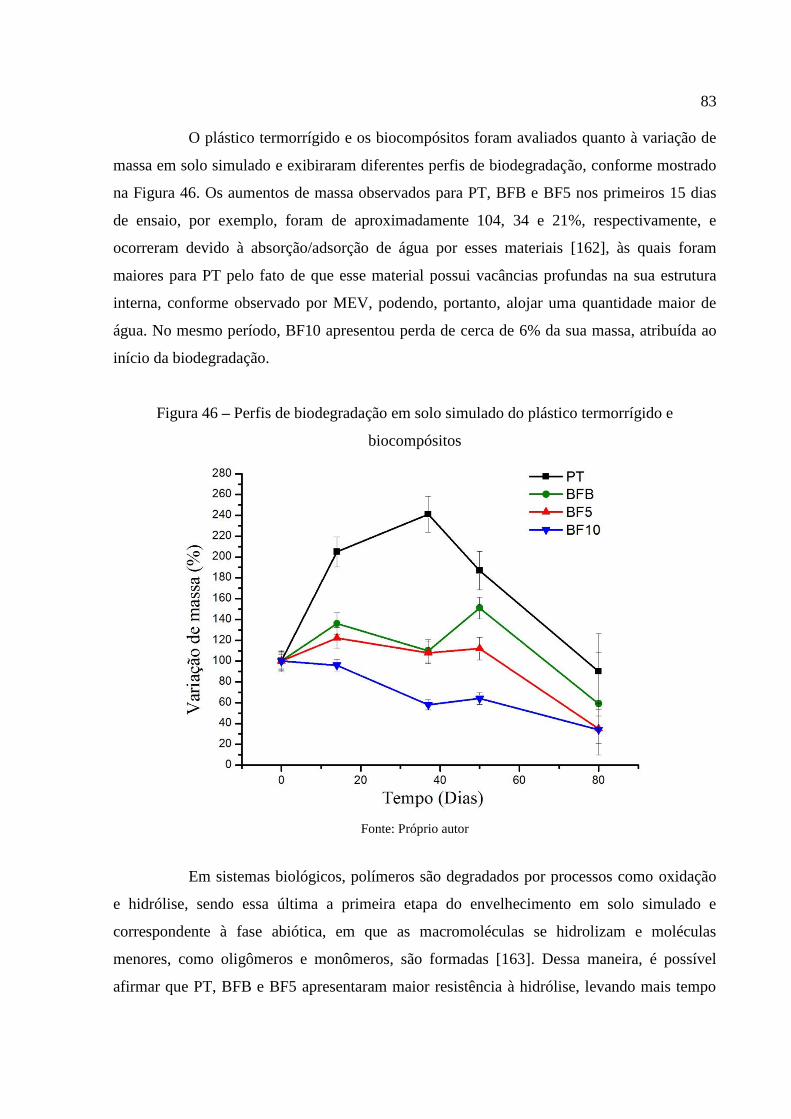
83
O plástico termorrígido e os biocompósitos foram avaliados quanto à variação de
massa em solo simulado e exibiraram diferentes perfis de biodegradação, conforme mostrado
na Figura 46. Os aumentos de massa observados para PT, BFB e BF5 nos primeiros 15 dias
de ensaio, por exemplo, foram de aproximadamente 104, 34 e 21%, respectivamente, e
ocorreram devido à absorção/adsorção de água por esses materiais [162], às quais foram
maiores para PT pelo fato de que esse material possui vacâncias profundas na sua estrutura
interna, conforme observado por MEV, podendo, portanto, alojar uma quantidade maior de
água. No mesmo período, BF10 apresentou perda de cerca de 6% da sua massa, atribuída ao
início da biodegradação.
Figura 46 – Perfis de biodegradação em solo simulado do plástico termorrígido e
biocompósitos
Fonte: Próprio autor
Em sistemas biológicos, polímeros são degradados por processos como oxidação
e hidrólise, sendo essa última a primeira etapa do envelhecimento em solo simulado e
correspondente à fase abiótica, em que as macromoléculas se hidrolizam e moléculas
menores, como oligômeros e monômeros, são formadas [163]. Dessa maneira, é possível
afirmar que PT, BFB e BF5 apresentaram maior resistência à hidrólise, levando mais tempo
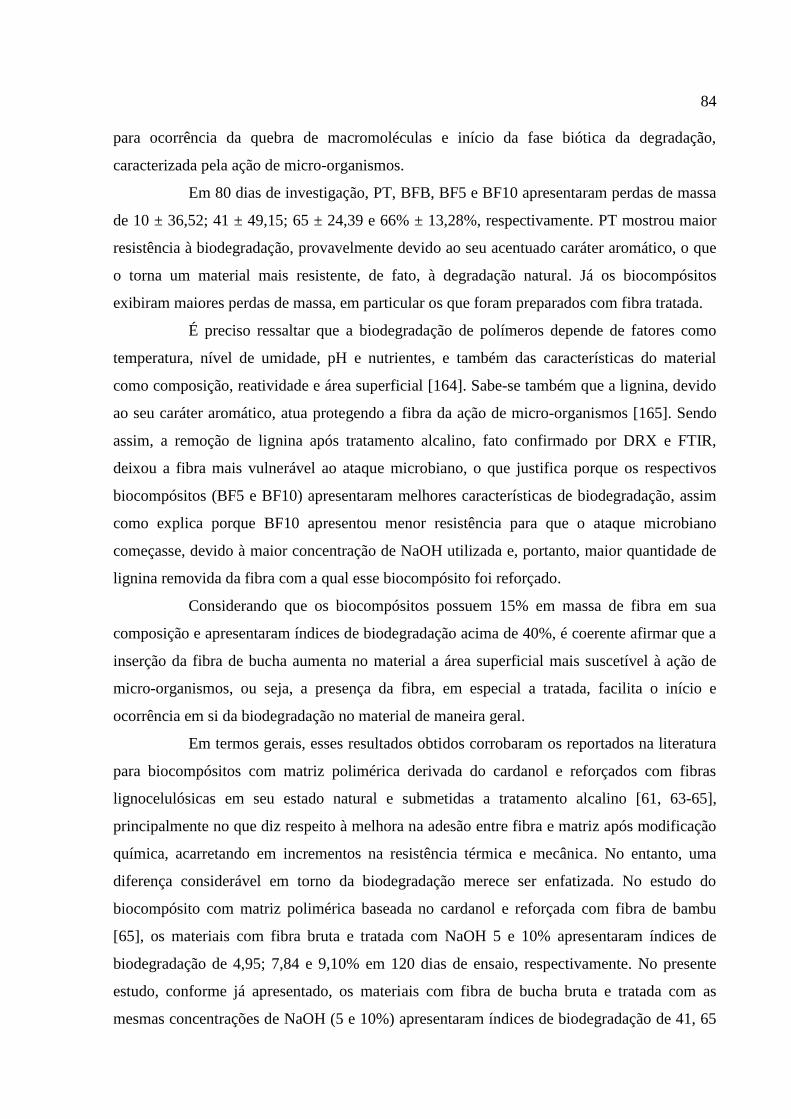
84
para ocorrência da quebra de macromoléculas e início da fase biótica da degradação,
caracterizada pela ação de micro-organismos.
Em 80 dias de investigação, PT, BFB, BF5 e BF10 apresentaram perdas de massa
de 10 ± 36,52; 41 ± 49,15; 65 ± 24,39 e 66% ± 13,28%, respectivamente. PT mostrou maior
resistência à biodegradação, provavelmente devido ao seu acentuado caráter aromático, o que
o torna um material mais resistente, de fato, à degradação natural. Já os biocompósitos
exibiram maiores perdas de massa, em particular os que foram preparados com fibra tratada.
É preciso ressaltar que a biodegradação de polímeros depende de fatores como
temperatura, nível de umidade, pH e nutrientes, e também das características do material
como composição, reatividade e área superficial [164]. Sabe-se também que a lignina, devido
ao seu caráter aromático, atua protegendo a fibra da ação de micro-organismos [165]. Sendo
assim, a remoção de lignina após tratamento alcalino, fato confirmado por DRX e FTIR,
deixou a fibra mais vulnerável ao ataque microbiano, o que justifica porque os respectivos
biocompósitos (BF5 e BF10) apresentaram melhores características de biodegradação, assim
como explica porque BF10 apresentou menor resistência para que o ataque microbiano
começasse, devido à maior concentração de NaOH utilizada e, portanto, maior quantidade de
lignina removida da fibra com a qual esse biocompósito foi reforçado.
Considerando que os biocompósitos possuem 15% em massa de fibra em sua
composição e apresentaram índices de biodegradação acima de 40%, é coerente afirmar que a
inserção da fibra de bucha aumenta no material a área superficial mais suscetível à ação de
micro-organismos, ou seja, a presença da fibra, em especial a tratada, facilita o início e
ocorrência em si da biodegradação no material de maneira geral.
Em termos gerais, esses resultados obtidos corrobaram os reportados na literatura
para biocompósitos com matriz polimérica derivada do cardanol e reforçados com fibras
lignocelulósicas em seu estado natural e submetidas a tratamento alcalino [61, 63-65],
principalmente no que diz respeito à melhora na adesão entre fibra e matriz após modificação
química, acarretando em incrementos na resistência térmica e mecânica. No entanto, uma
diferença considerável em torno da biodegradação merece ser enfatizada. No estudo do
biocompósito com matriz polimérica baseada no cardanol e reforçada com fibra de bambu
[65], os materiais com fibra bruta e tratada com NaOH 5 e 10% apresentaram índices de
biodegradação de 4,95; 7,84 e 9,10% em 120 dias de ensaio, respectivamente. No presente
estudo, conforme já apresentado, os materiais com fibra de bucha bruta e tratada com as
mesmas concentrações de NaOH (5 e 10%) apresentaram índices de biodegradação de 41, 65
85
e 66% em 80 dias, respectivamente. Essa ocorrência pode ser associada à composição da fibra
de bambu, cujo teor de lignina é bem superior em comparação à fibra de bucha, e mesmo após
tratamento alcalino continua com quantidade suficiente para dificultar o ataque de micro-
organismos.
6.3 Caracterização das nanopartículas de magnetita
Na seção seguinte serão apresentados os resultados das caracterizações obtidos
para a nanopartícula de magnetita, sintetizada nesse estudo pelo método da coprecipitação
[86, 87], escolhido por ser uma das rotas químicas mais simples e ao mesmo tempo eficientes
para obtenção de partículas magnéticas em nanoescala.
A identificação da fase correspondente à nanopartícula magnética sintetizada foi
feita através de comparação com o padrão difratométrico disponibilizado pelo Inorganic
Crystal Structure Database (ICSD).
Os dados obtidos a partir da DRX foram tratados com o auxílio do programa
DBWS-Tools 2.3 e refinados pelo método de Rietveld. O resultado do refinamento aplicado
na nanopartícula de magnetita está na Figura 47, onde pode ser visualizada a intensidade
relativa dos picos obtidos através do resultado observado (linha preta), resultado calculado
(linha vermelha) e a diferença entre observado e calculado (linha azul) em função do ângulo
2θ.
No método de Rietveld, Rwp e S são os parâmetros mais importantes a serem
avaliados, pois estão relacionados à concordância entre o perfil observado e o calculado (Rwp)
e ao progresso do refinamento (S). Segundo a literatura [166], valores de Rwp entre 10 e 20%
conferem boa qualidade ao refinamento, enquanto para S valores menores que 1,3 são tidos
como satisfatórios. Os valores de Rwp e S do refinamento realizado para a nanopartícula
sintetizada apresentaram-se confiáveis e foram, respectivamente, 17,98% e 1,04.
86
Figura 47 – Perfil de DRX da magnetita e padrão do ICSD
Fonte: Próprio autor
No perfil de DRX foram identificados picos bem definidos, evidenciando alta
cristalinidade, localizados em ângulos de difração em 2θ de 18,505º; 30,358º; 35,736º;
37,376º; 43,406º; 53,823º; 57,369º; 62,990º; 71,454º; 74,511º; 79,511º; 87,359º; 90,281º e
95,156º; representados, respectivamente, pelos planos cristalográficos (111), (220), (311),
(222), (400), (422), (511), (440), (620), (533), (444), (642), (553) e (800), correspondentes a
uma estrutura cristalina cúbica do tipo espinélio inverso, típica da magnetita (ICSD 82-449)
[167]. Uma única fase foi identificada, atestando a pureza da nanopartícula sintetizada e o
tamanho médio de partícula, calculado pela equação de Scherrer (Equação 4, Pág. 52), foi de
aproximadamente 13 ± 0,75 nm.
A Microscopia eletrônica de transmissão é bastante utilizada em pesquisas com
nanopartículas, devido à capacidade da técnica de exibir imagens a uma resolução
significativamente maior em comparação com outros tipos de microscopias. Nesse estudo, a
MET foi uma ferramenta importante para estudar a morfologia das nanopartículas magnéticas
sintetizadas, cuja micrografia eletrônica de transmissão obtida encontra-se na Figura 48.
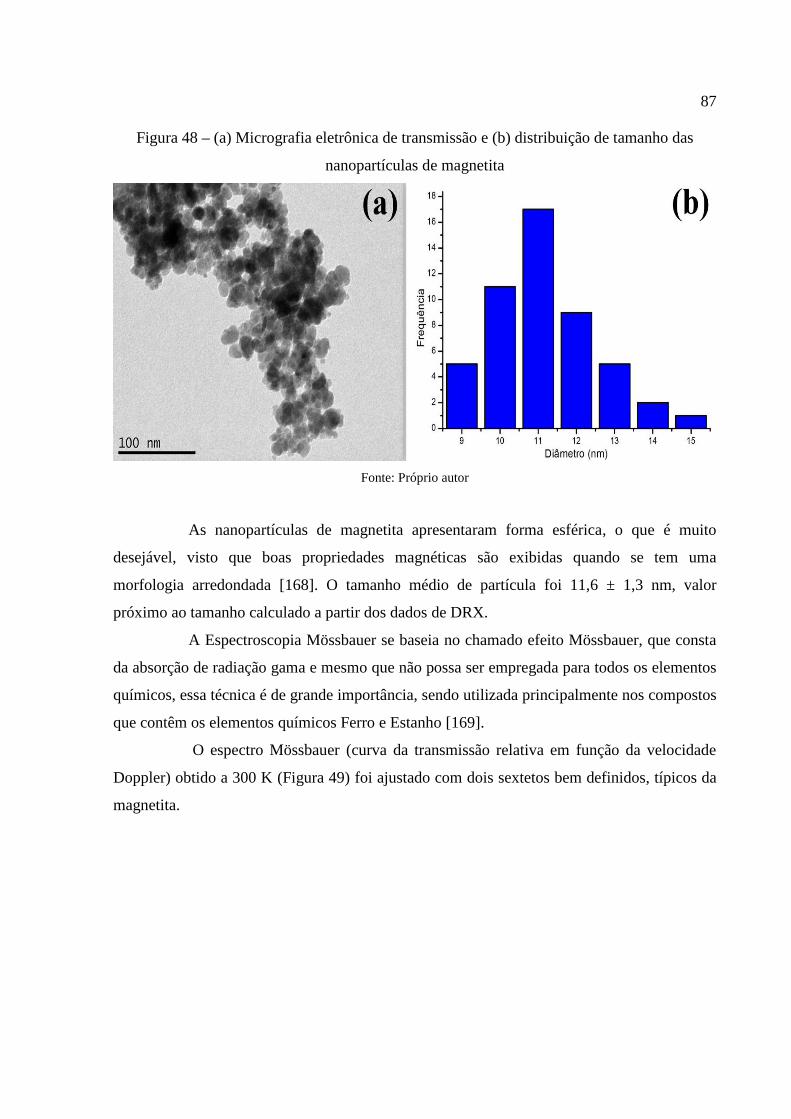
87
Figura 48 – (a) Micrografia eletrônica de transmissão e (b) distribuição de tamanho das
nanopartículas de magnetita
Fonte: Próprio autor
As nanopartículas de magnetita apresentaram forma esférica, o que é muito
desejável, visto que boas propriedades magnéticas são exibidas quando se tem uma
morfologia arredondada [168]. O tamanho médio de partícula foi 11,6 ± 1,3 nm, valor
próximo ao tamanho calculado a partir dos dados de DRX.
A Espectroscopia Mössbauer se baseia no chamado efeito Mössbauer, que consta
da absorção de radiação gama e mesmo que não possa ser empregada para todos os elementos
químicos, essa técnica é de grande importância, sendo utilizada principalmente nos compostos
que contêm os elementos químicos Ferro e Estanho [169].
O espectro Mössbauer (curva da transmissão relativa em função da velocidade
Doppler) obtido a 300 K (Figura 49) foi ajustado com dois sextetos bem definidos, típicos da
magnetita.
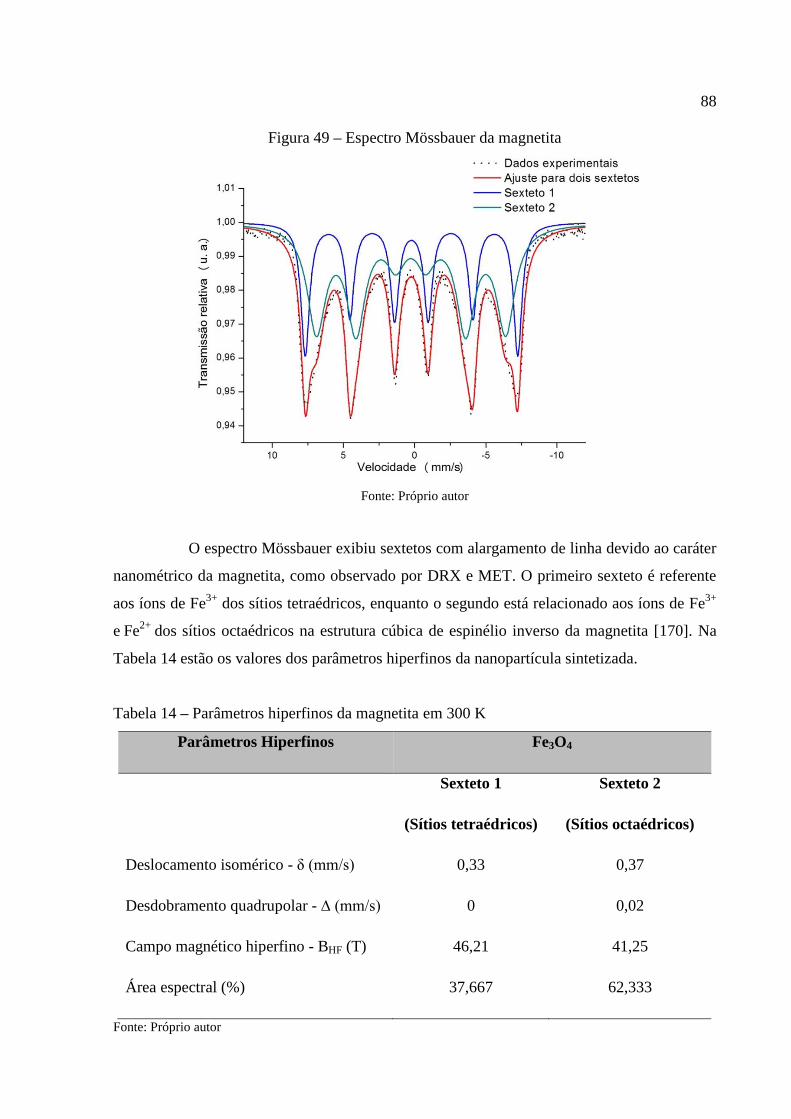
88
Figura 49 – Espectro Mössbauer da magnetita
Fonte: Próprio autor
O espectro Mössbauer exibiu sextetos com alargamento de linha devido ao caráter
nanométrico da magnetita, como observado por DRX e MET. O primeiro sexteto é referente
aos íons de Fe3+
dos sítios tetraédricos, enquanto o segundo está relacionado aos íons de Fe3+
e Fe
2+ dos sítios octaédricos na estrutura cúbica de espinélio inverso da magnetita [170]. Na
Tabela 14 estão os valores dos parâmetros hiperfinos da nanopartícula sintetizada.
Tabela 14 – Parâmetros hiperfinos da magnetita em 300 K
Parâmetros Hiperfinos Fe3O4
Sexteto 1
(Sítios tetraédricos)
Sexteto 2
(Sítios octaédricos)
Deslocamento isomérico - δ (mm/s) 0,33 0,37
Desdobramento quadrupolar - ∆ (mm/s) 0 0,02
Campo magnético hiperfino - BHF (T) 46,21 41,25
Área espectral (%) 37,667 62,333
Fonte: Próprio autor
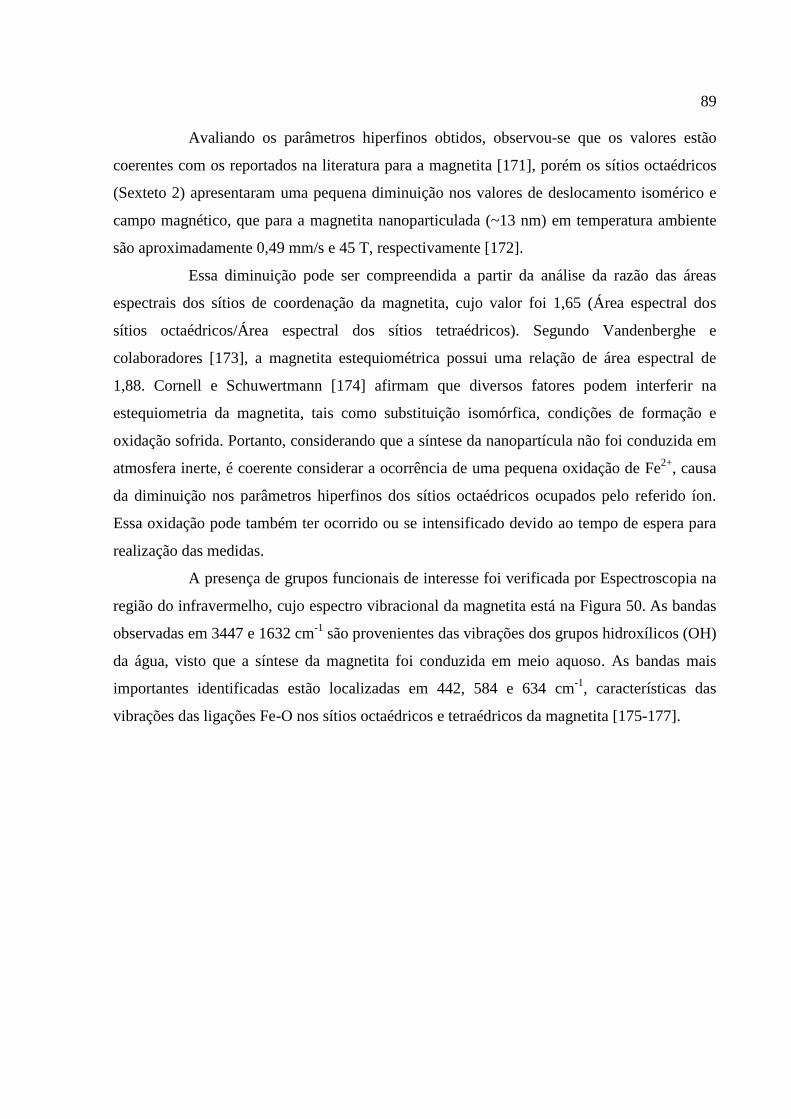
89
Avaliando os parâmetros hiperfinos obtidos, observou-se que os valores estão
coerentes com os reportados na literatura para a magnetita [171], porém os sítios octaédricos
(Sexteto 2) apresentaram uma pequena diminuição nos valores de deslocamento isomérico e
campo magnético, que para a magnetita nanoparticulada (~13 nm) em temperatura ambiente
são aproximadamente 0,49 mm/s e 45 T, respectivamente [172].
Essa diminuição pode ser compreendida a partir da análise da razão das áreas
espectrais dos sítios de coordenação da magnetita, cujo valor foi 1,65 (Área espectral dos
sítios octaédricos/Área espectral dos sítios tetraédricos). Segundo Vandenberghe e
colaboradores [173], a magnetita estequiométrica possui uma relação de área espectral de
1,88. Cornell e Schuwertmann [174] afirmam que diversos fatores podem interferir na
estequiometria da magnetita, tais como substituição isomórfica, condições de formação e
oxidação sofrida. Portanto, considerando que a síntese da nanopartícula não foi conduzida em
atmosfera inerte, é coerente considerar a ocorrência de uma pequena oxidação de Fe2+
, causa
da diminuição nos parâmetros hiperfinos dos sítios octaédricos ocupados pelo referido íon.
Essa oxidação pode também ter ocorrido ou se intensificado devido ao tempo de espera para
realização das medidas.
A presença de grupos funcionais de interesse foi verificada por Espectroscopia na
região do infravermelho, cujo espectro vibracional da magnetita está na Figura 50. As bandas
observadas em 3447 e 1632 cm-1
são provenientes das vibrações dos grupos hidroxílicos (OH)
da água, visto que a síntese da magnetita foi conduzida em meio aquoso. As bandas mais
importantes identificadas estão localizadas em 442, 584 e 634 cm-1
, características das
vibrações das ligações Fe-O nos sítios octaédricos e tetraédricos da magnetita [175-177].
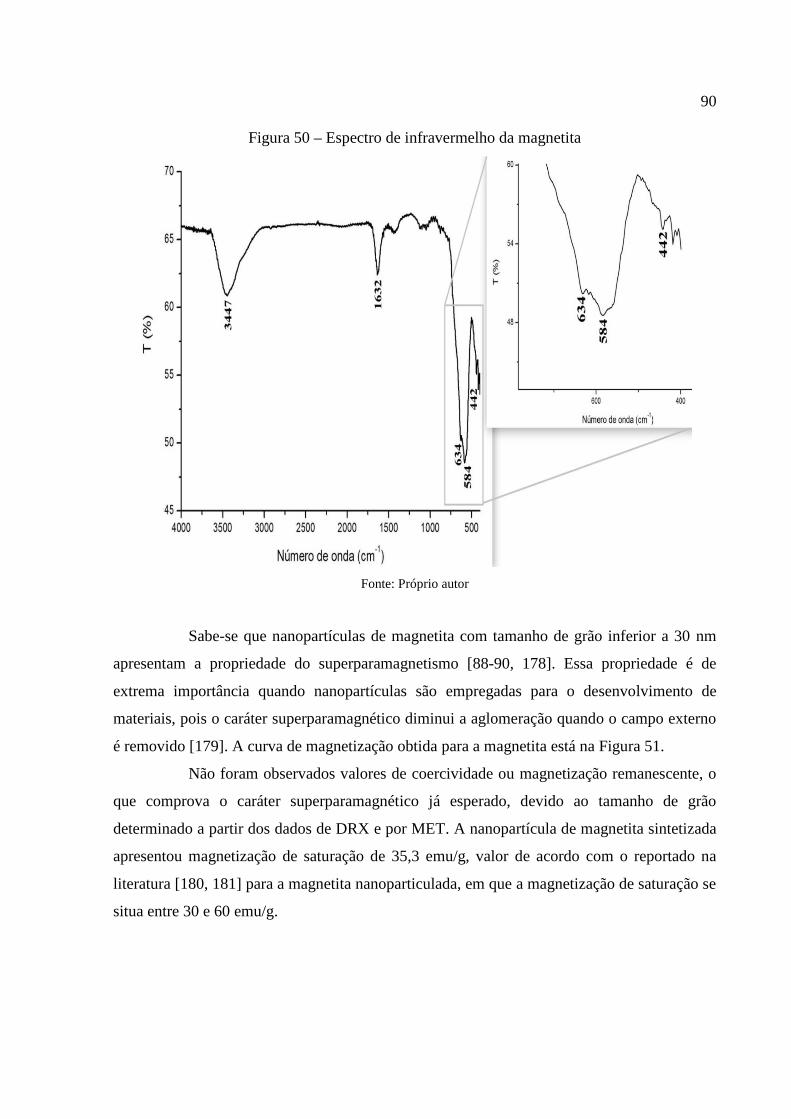
90
Figura 50 – Espectro de infravermelho da magnetita
Fonte: Próprio autor
Sabe-se que nanopartículas de magnetita com tamanho de grão inferior a 30 nm
apresentam a propriedade do superparamagnetismo [88-90, 178]. Essa propriedade é de
extrema importância quando nanopartículas são empregadas para o desenvolvimento de
materiais, pois o caráter superparamagnético diminui a aglomeração quando o campo externo
é removido [179]. A curva de magnetização obtida para a magnetita está na Figura 51.
Não foram observados valores de coercividade ou magnetização remanescente, o
que comprova o caráter superparamagnético já esperado, devido ao tamanho de grão
determinado a partir dos dados de DRX e por MET. A nanopartícula de magnetita sintetizada
apresentou magnetização de saturação de 35,3 emu/g, valor de acordo com o reportado na
literatura [180, 181] para a magnetita nanoparticulada, em que a magnetização de saturação se
situa entre 30 e 60 emu/g.
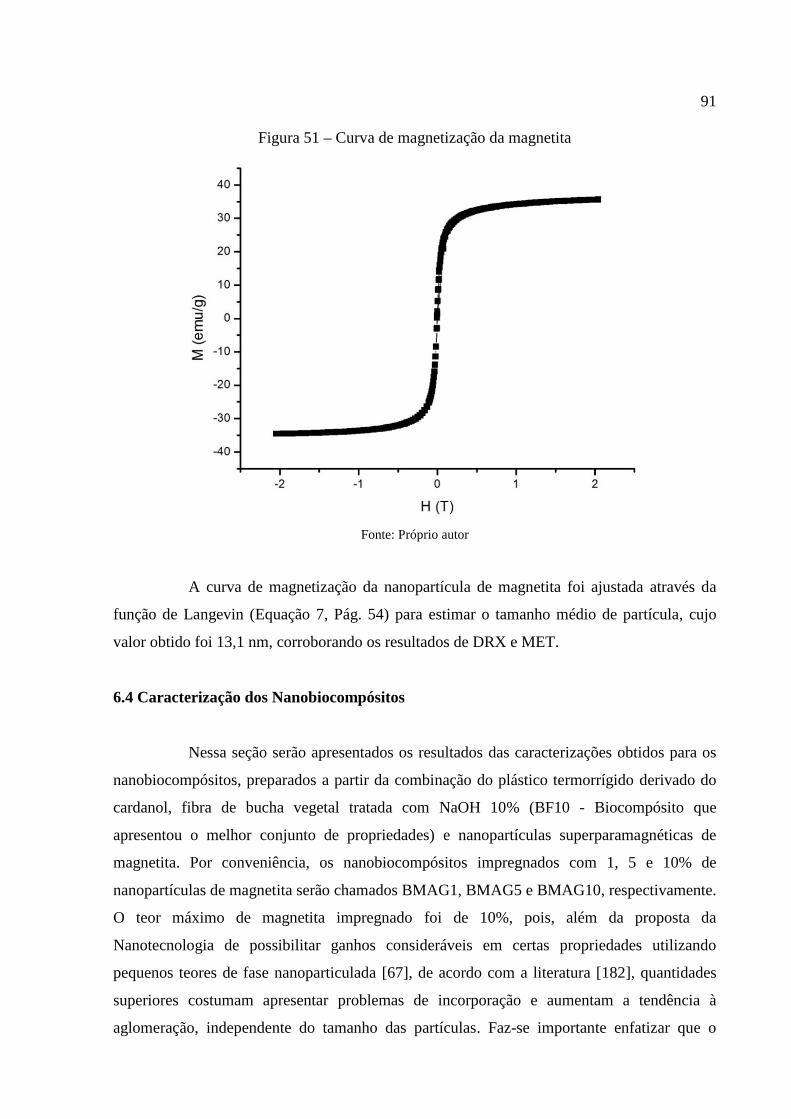
91
Figura 51 – Curva de magnetização da magnetita
Fonte: Próprio autor
A curva de magnetização da nanopartícula de magnetita foi ajustada através da
função de Langevin (Equação 7, Pág. 54) para estimar o tamanho médio de partícula, cujo
valor obtido foi 13,1 nm, corroborando os resultados de DRX e MET.
6.4 Caracterização dos Nanobiocompósitos
Nessa seção serão apresentados os resultados das caracterizações obtidos para os
nanobiocompósitos, preparados a partir da combinação do plástico termorrígido derivado do
cardanol, fibra de bucha vegetal tratada com NaOH 10% (BF10 - Biocompósito que
apresentou o melhor conjunto de propriedades) e nanopartículas superparamagnéticas de
magnetita. Por conveniência, os nanobiocompósitos impregnados com 1, 5 e 10% de
nanopartículas de magnetita serão chamados BMAG1, BMAG5 e BMAG10, respectivamente.
O teor máximo de magnetita impregnado foi de 10%, pois, além da proposta da
Nanotecnologia de possibilitar ganhos consideráveis em certas propriedades utilizando
pequenos teores de fase nanoparticulada [67], de acordo com a literatura [182], quantidades
superiores costumam apresentar problemas de incorporação e aumentam a tendência à
aglomeração, independente do tamanho das partículas. Faz-se importante enfatizar que o
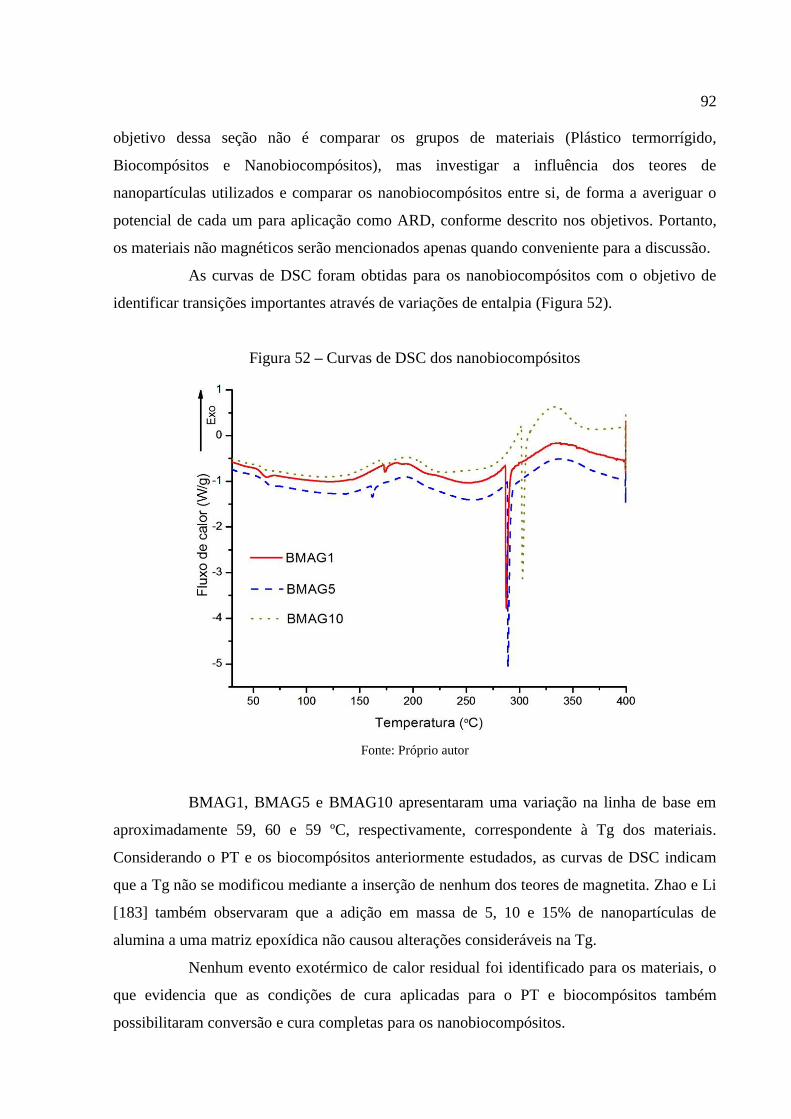
92
objetivo dessa seção não é comparar os grupos de materiais (Plástico termorrígido,
Biocompósitos e Nanobiocompósitos), mas investigar a influência dos teores de
nanopartículas utilizados e comparar os nanobiocompósitos entre si, de forma a averiguar o
potencial de cada um para aplicação como ARD, conforme descrito nos objetivos. Portanto,
os materiais não magnéticos serão mencionados apenas quando conveniente para a discussão.
As curvas de DSC foram obtidas para os nanobiocompósitos com o objetivo de
identificar transições importantes através de variações de entalpia (Figura 52).
Figura 52 – Curvas de DSC dos nanobiocompósitos
Fonte: Próprio autor
BMAG1, BMAG5 e BMAG10 apresentaram uma variação na linha de base em
aproximadamente 59, 60 e 59 ºC, respectivamente, correspondente à Tg dos materiais.
Considerando o PT e os biocompósitos anteriormente estudados, as curvas de DSC indicam
que a Tg não se modificou mediante a inserção de nenhum dos teores de magnetita. Zhao e Li
[183] também observaram que a adição em massa de 5, 10 e 15% de nanopartículas de
alumina a uma matriz epoxídica não causou alterações consideráveis na Tg.
Nenhum evento exotérmico de calor residual foi identificado para os materiais, o
que evidencia que as condições de cura aplicadas para o PT e biocompósitos também
possibilitaram conversão e cura completas para os nanobiocompósitos.
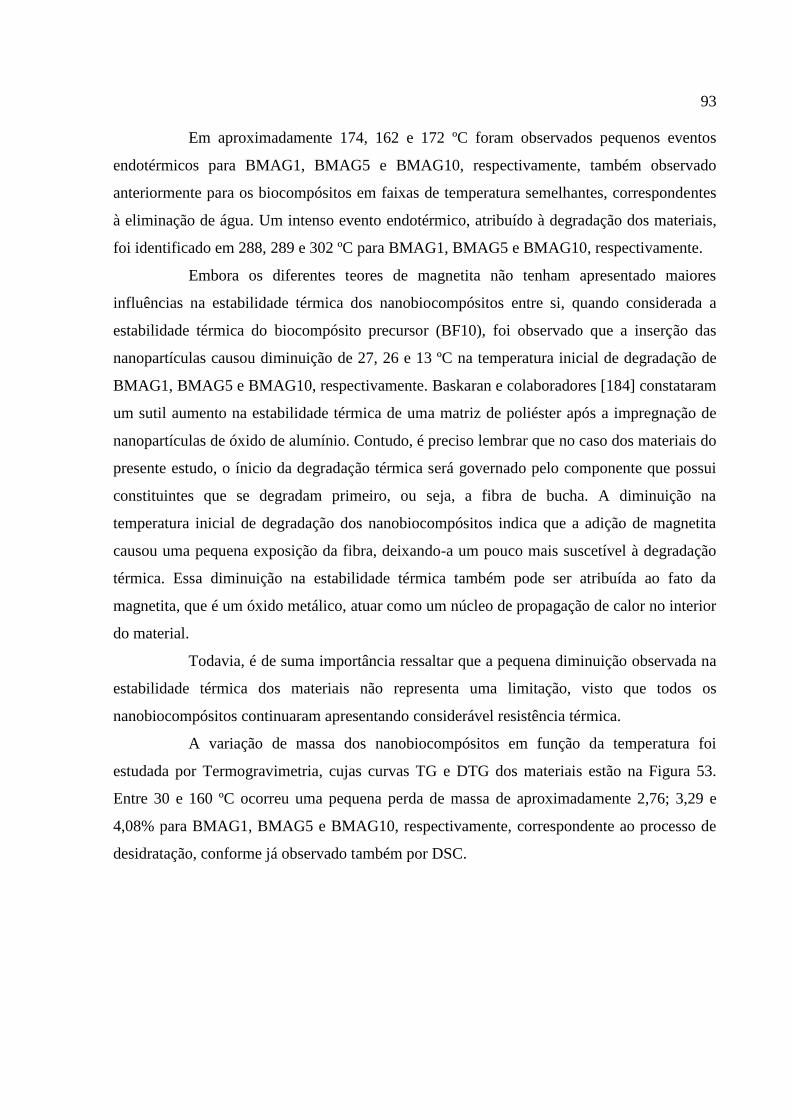
93
Em aproximadamente 174, 162 e 172 ºC foram observados pequenos eventos
endotérmicos para BMAG1, BMAG5 e BMAG10, respectivamente, também observado
anteriormente para os biocompósitos em faixas de temperatura semelhantes, correspondentes
à eliminação de água. Um intenso evento endotérmico, atribuído à degradação dos materiais,
foi identificado em 288, 289 e 302 ºC para BMAG1, BMAG5 e BMAG10, respectivamente.
Embora os diferentes teores de magnetita não tenham apresentado maiores
influências na estabilidade térmica dos nanobiocompósitos entre si, quando considerada a
estabilidade térmica do biocompósito precursor (BF10), foi observado que a inserção das
nanopartículas causou diminuição de 27, 26 e 13 ºC na temperatura inicial de degradação de
BMAG1, BMAG5 e BMAG10, respectivamente. Baskaran e colaboradores [184] constataram
um sutil aumento na estabilidade térmica de uma matriz de poliéster após a impregnação de
nanopartículas de óxido de alumínio. Contudo, é preciso lembrar que no caso dos materiais do
presente estudo, o ínicio da degradação térmica será governado pelo componente que possui
constituintes que se degradam primeiro, ou seja, a fibra de bucha. A diminuição na
temperatura inicial de degradação dos nanobiocompósitos indica que a adição de magnetita
causou uma pequena exposição da fibra, deixando-a um pouco mais suscetível à degradação
térmica. Essa diminuição na estabilidade térmica também pode ser atribuída ao fato da
magnetita, que é um óxido metálico, atuar como um núcleo de propagação de calor no interior
do material.
Todavia, é de suma importância ressaltar que a pequena diminuição observada na
estabilidade térmica dos materiais não representa uma limitação, visto que todos os
nanobiocompósitos continuaram apresentando considerável resistência térmica.
A variação de massa dos nanobiocompósitos em função da temperatura foi
estudada por Termogravimetria, cujas curvas TG e DTG dos materiais estão na Figura 53.
Entre 30 e 160 ºC ocorreu uma pequena perda de massa de aproximadamente 2,76; 3,29 e
4,08% para BMAG1, BMAG5 e BMAG10, respectivamente, correspondente ao processo de
desidratação, conforme já observado também por DSC.
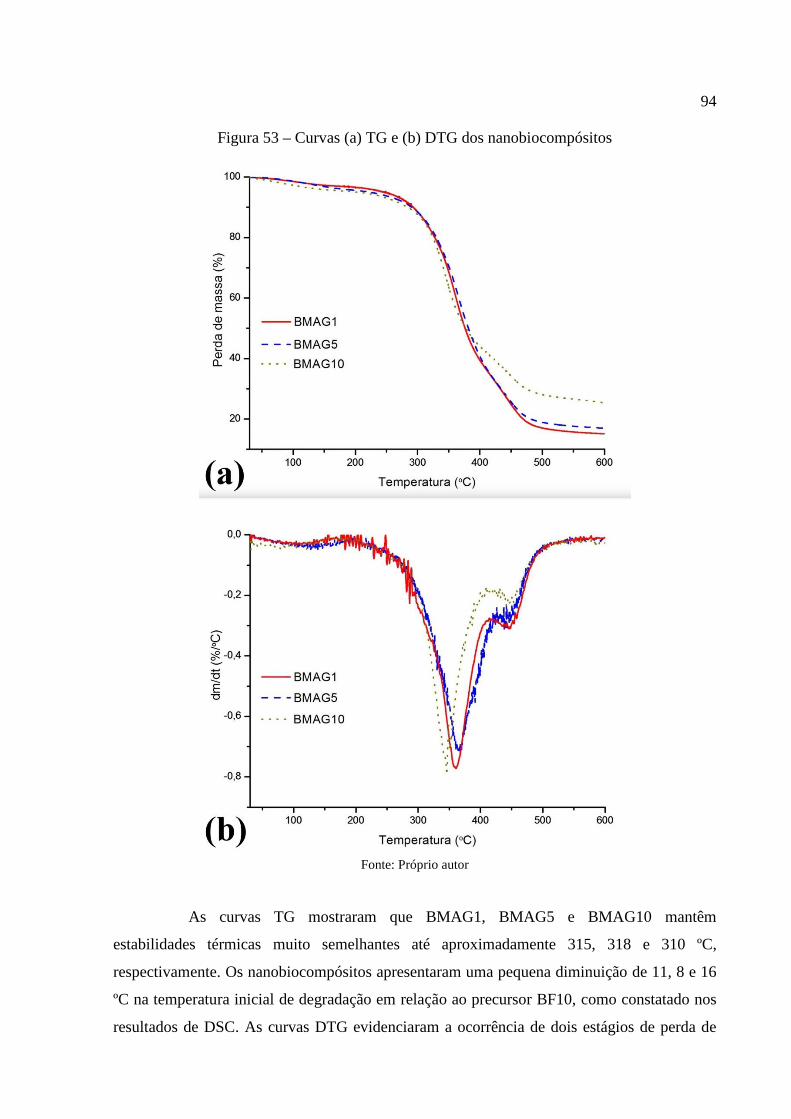
94
Figura 53 – Curvas (a) TG e (b) DTG dos nanobiocompósitos
Fonte: Próprio autor
As curvas TG mostraram que BMAG1, BMAG5 e BMAG10 mantêm
estabilidades térmicas muito semelhantes até aproximadamente 315, 318 e 310 ºC,
respectivamente. Os nanobiocompósitos apresentaram uma pequena diminuição de 11, 8 e 16
ºC na temperatura inicial de degradação em relação ao precursor BF10, como constatado nos
resultados de DSC. As curvas DTG evidenciaram a ocorrência de dois estágios de perda de
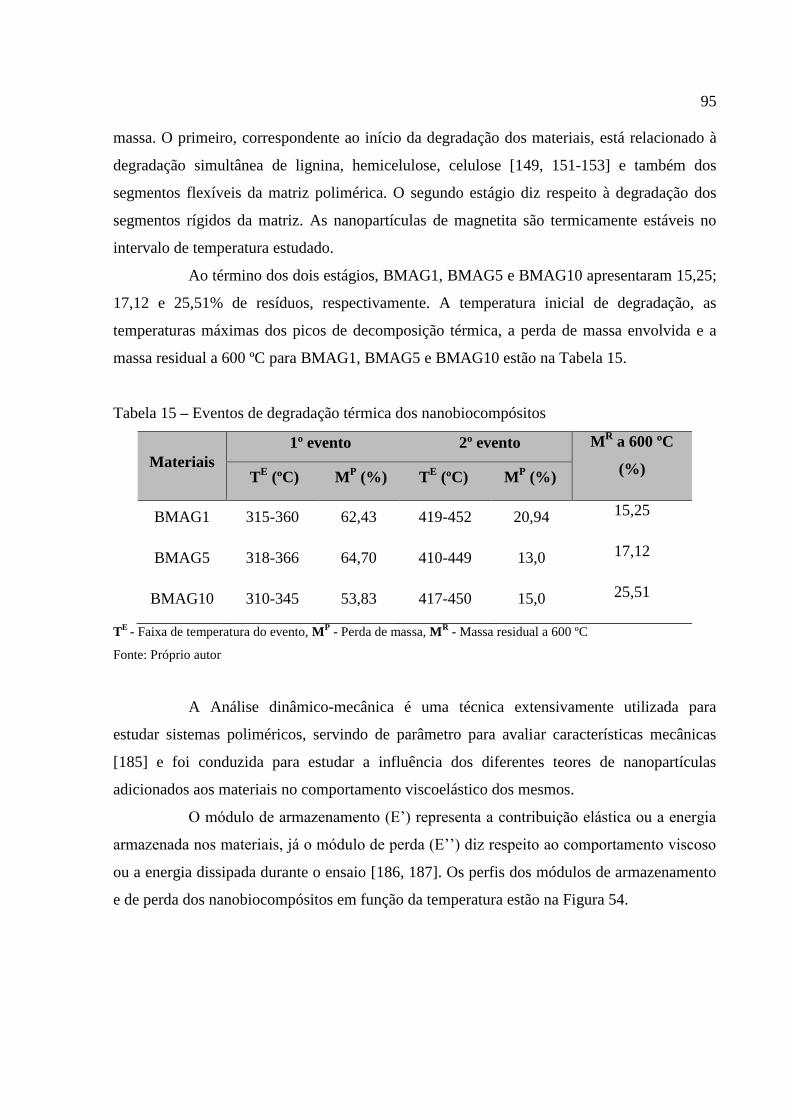
95
massa. O primeiro, correspondente ao início da degradação dos materiais, está relacionado à
degradação simultânea de lignina, hemicelulose, celulose [149, 151-153] e também dos
segmentos flexíveis da matriz polimérica. O segundo estágio diz respeito à degradação dos
segmentos rígidos da matriz. As nanopartículas de magnetita são termicamente estáveis no
intervalo de temperatura estudado.
Ao término dos dois estágios, BMAG1, BMAG5 e BMAG10 apresentaram 15,25;
17,12 e 25,51% de resíduos, respectivamente. A temperatura inicial de degradação, as
temperaturas máximas dos picos de decomposição térmica, a perda de massa envolvida e a
massa residual a 600 ºC para BMAG1, BMAG5 e BMAG10 estão na Tabela 15.
Tabela 15 – Eventos de degradação térmica dos nanobiocompósitos
Materiais
1º evento 2º evento MR a 600 ºC
(%) T
E (ºC) M
P (%) T
E (ºC) M
P (%)
BMAG1 315-360 62,43 419-452 20,94 15,25
BMAG5 318-366 64,70 410-449 13,0 17,12
BMAG10 310-345 53,83 417-450 15,0 25,51
TE
- Faixa de temperatura do evento, MP - Perda de massa, M
R - Massa residual a 600 ºC
Fonte: Próprio autor
A Análise dinâmico-mecânica é uma técnica extensivamente utilizada para
estudar sistemas poliméricos, servindo de parâmetro para avaliar características mecânicas
[185] e foi conduzida para estudar a influência dos diferentes teores de nanopartículas
adicionados aos materiais no comportamento viscoelástico dos mesmos.
O módulo de armazenamento (E’) representa a contribuição elástica ou a energia
armazenada nos materiais, já o módulo de perda (E’’) diz respeito ao comportamento viscoso
ou a energia dissipada durante o ensaio [186, 187]. Os perfis dos módulos de armazenamento
e de perda dos nanobiocompósitos em função da temperatura estão na Figura 54.
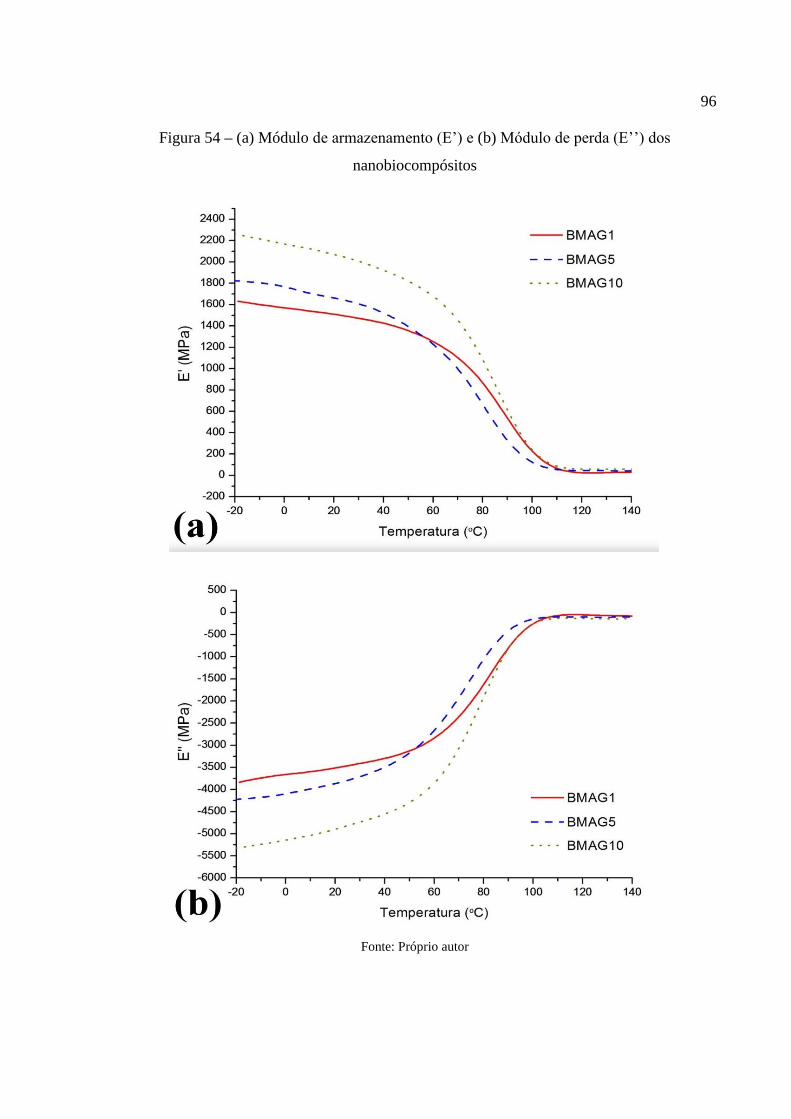
96
Figura 54 – (a) Módulo de armazenamento (E’) e (b) Módulo de perda (E’’) dos
nanobiocompósitos
Fonte: Próprio autor
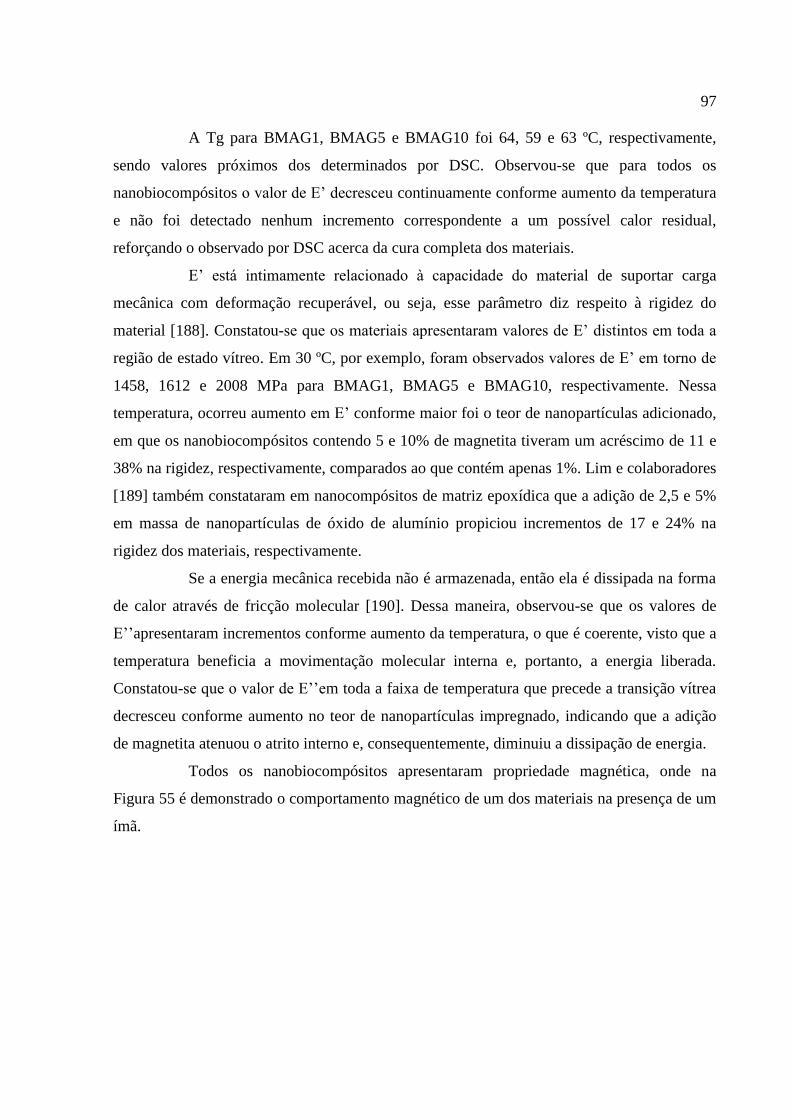
97
A Tg para BMAG1, BMAG5 e BMAG10 foi 64, 59 e 63 ºC, respectivamente,
sendo valores próximos dos determinados por DSC. Observou-se que para todos os
nanobiocompósitos o valor de E’ decresceu continuamente conforme aumento da temperatura
e não foi detectado nenhum incremento correspondente a um possível calor residual,
reforçando o observado por DSC acerca da cura completa dos materiais.
E’ está intimamente relacionado à capacidade do material de suportar carga
mecânica com deformação recuperável, ou seja, esse parâmetro diz respeito à rigidez do
material [188]. Constatou-se que os materiais apresentaram valores de E’ distintos em toda a
região de estado vítreo. Em 30 ºC, por exemplo, foram observados valores de E’ em torno de
1458, 1612 e 2008 MPa para BMAG1, BMAG5 e BMAG10, respectivamente. Nessa
temperatura, ocorreu aumento em E’ conforme maior foi o teor de nanopartículas adicionado,
em que os nanobiocompósitos contendo 5 e 10% de magnetita tiveram um acréscimo de 11 e
38% na rigidez, respectivamente, comparados ao que contém apenas 1%. Lim e colaboradores
[189] também constataram em nanocompósitos de matriz epoxídica que a adição de 2,5 e 5%
em massa de nanopartículas de óxido de alumínio propiciou incrementos de 17 e 24% na
rigidez dos materiais, respectivamente.
Se a energia mecânica recebida não é armazenada, então ela é dissipada na forma
de calor através de fricção molecular [190]. Dessa maneira, observou-se que os valores de
E’’apresentaram incrementos conforme aumento da temperatura, o que é coerente, visto que a
temperatura beneficia a movimentação molecular interna e, portanto, a energia liberada.
Constatou-se que o valor de E’’em toda a faixa de temperatura que precede a transição vítrea
decresceu conforme aumento no teor de nanopartículas impregnado, indicando que a adição
de magnetita atenuou o atrito interno e, consequentemente, diminuiu a dissipação de energia.
Todos os nanobiocompósitos apresentaram propriedade magnética, onde na
Figura 55 é demonstrado o comportamento magnético de um dos materiais na presença de um
ímã.
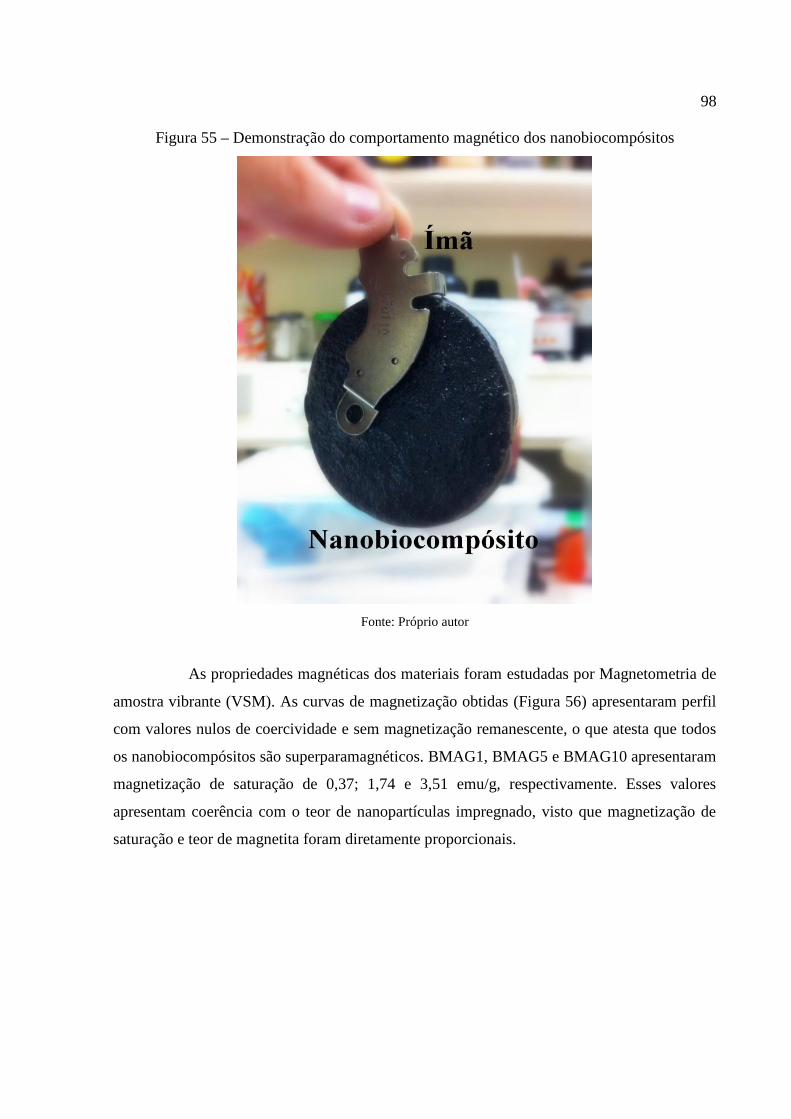
98
Figura 55 – Demonstração do comportamento magnético dos nanobiocompósitos
Fonte: Próprio autor
As propriedades magnéticas dos materiais foram estudadas por Magnetometria de
amostra vibrante (VSM). As curvas de magnetização obtidas (Figura 56) apresentaram perfil
com valores nulos de coercividade e sem magnetização remanescente, o que atesta que todos
os nanobiocompósitos são superparamagnéticos. BMAG1, BMAG5 e BMAG10 apresentaram
magnetização de saturação de 0,37; 1,74 e 3,51 emu/g, respectivamente. Esses valores
apresentam coerência com o teor de nanopartículas impregnado, visto que magnetização de
saturação e teor de magnetita foram diretamente proporcionais.
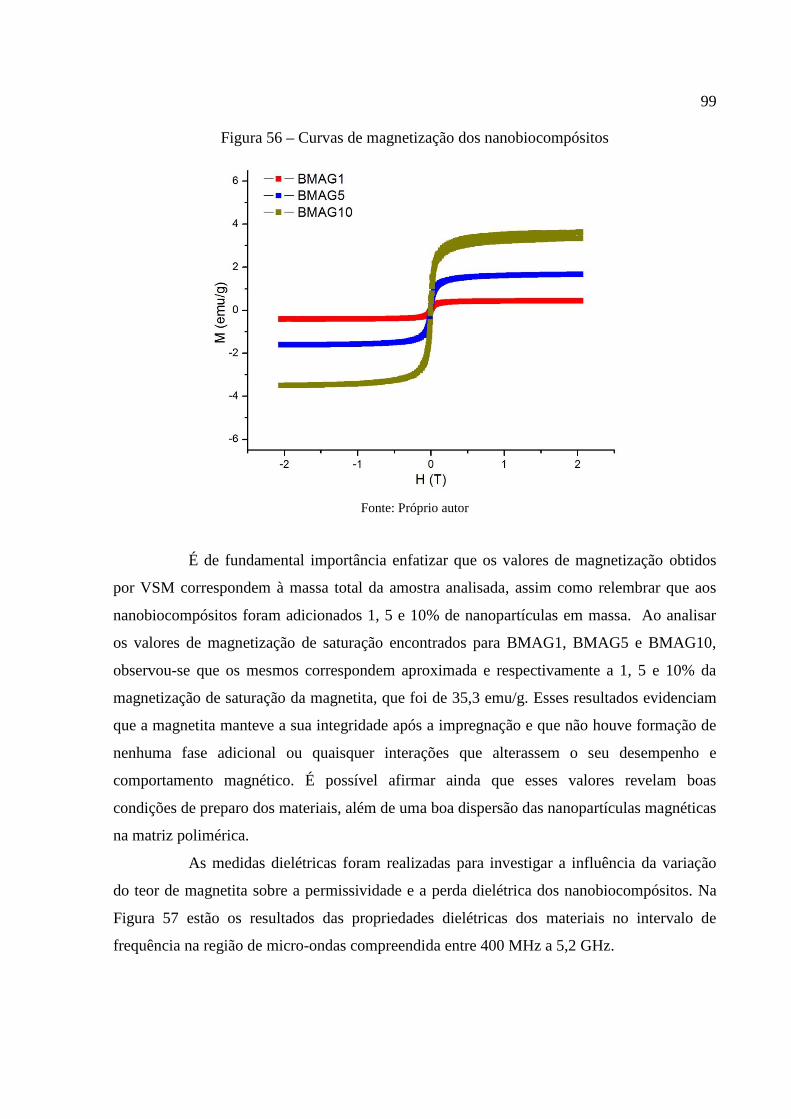
99
Figura 56 – Curvas de magnetização dos nanobiocompósitos
Fonte: Próprio autor
É de fundamental importância enfatizar que os valores de magnetização obtidos
por VSM correspondem à massa total da amostra analisada, assim como relembrar que aos
nanobiocompósitos foram adicionados 1, 5 e 10% de nanopartículas em massa. Ao analisar
os valores de magnetização de saturação encontrados para BMAG1, BMAG5 e BMAG10,
observou-se que os mesmos correspondem aproximada e respectivamente a 1, 5 e 10% da
magnetização de saturação da magnetita, que foi de 35,3 emu/g. Esses resultados evidenciam
que a magnetita manteve a sua integridade após a impregnação e que não houve formação de
nenhuma fase adicional ou quaisquer interações que alterassem o seu desempenho e
comportamento magnético. É possível afirmar ainda que esses valores revelam boas
condições de preparo dos materiais, além de uma boa dispersão das nanopartículas magnéticas
na matriz polimérica.
As medidas dielétricas foram realizadas para investigar a influência da variação
do teor de magnetita sobre a permissividade e a perda dielétrica dos nanobiocompósitos. Na
Figura 57 estão os resultados das propriedades dielétricas dos materiais no intervalo de
frequência na região de micro-ondas compreendida entre 400 MHz a 5,2 GHz.
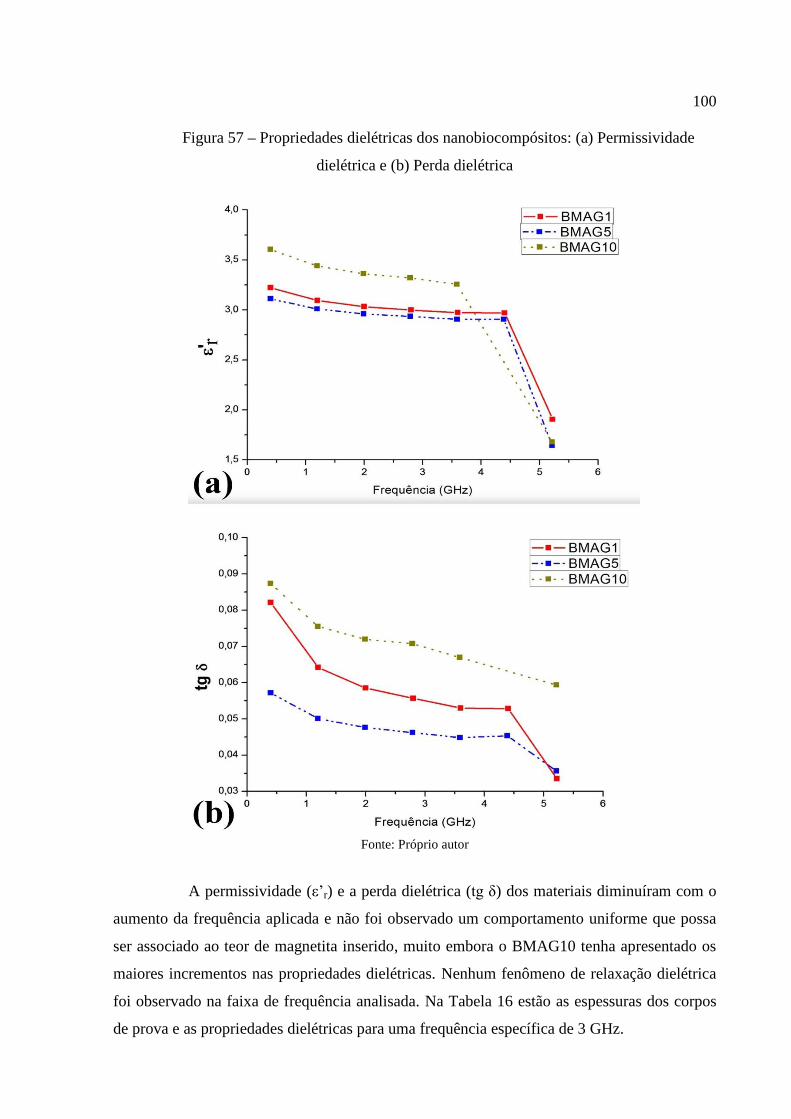
100
Figura 57 – Propriedades dielétricas dos nanobiocompósitos: (a) Permissividade
dielétrica e (b) Perda dielétrica
Fonte: Próprio autor
A permissividade (ε’r) e a perda dielétrica (tg δ) dos materiais diminuíram com o
aumento da frequência aplicada e não foi observado um comportamento uniforme que possa
ser associado ao teor de magnetita inserido, muito embora o BMAG10 tenha apresentado os
maiores incrementos nas propriedades dielétricas. Nenhum fenômeno de relaxação dielétrica
foi observado na faixa de frequência analisada. Na Tabela 16 estão as espessuras dos corpos
de prova e as propriedades dielétricas para uma frequência específica de 3 GHz.
101
Tabela 16 – Espessura dos corpos de prova e valores de ε’r e tg δ em 3 GHz
Frequência (3 GHz)
Materiais Espessura (mm) ε´r tg δ
BMAG1 1,5557 2,993 0,054
BMAG5 1,903 2,927 0,045
BMAG10 1,81 3,301 0,069
Fonte: Próprio autor
Todos os materiais apresentaram valores de ε’r que estão de acordo com os
descritos na literatura para compósitos poliméricos [185, 191]. Mesmo que sutis, as diferenças
em ε’r causadas pela variação no teor de magnetita já foram reportadas na literatura, pois de
acordo com Ajayan e colaboradores [182], óxidos metálicos podem alterar propriedades
elétricas de polímeros, incluindo mudanças na permissividade.
As micrografias eletrônicas de varredura obtidas para os nanobiocompósitos após
fratura criogênica estão na Figura 58, onde todos os materiais apresentaram vacâncias rasas na
superfície, conforme observado anteriormente para o plástico termorrígido e biocompósitos,
atribuídas à reação de cura, que é exotérmica, ar incorporado durante o preparo ou ainda
presença de água formada na síntese do pré-polímero resol. No entanto, BMAG10 apresentou
maior quantidade de vacâncias, sugerindo que o maior teor de magnetita impregnado pode ter
intensificado a exotermia da reação de cura e/ou a liberação de água. Essa possibilidade é
suportada pelos resultados de DSC e TG, cujas curvas exibiram diminuição na estabilidade
térmica dos materiais em relação ao biocompósito precursor, possivelmente porque a
magnetita atua como núcleo de propagação de calor no interior dos materiais.
Outra constatação importante feita a partir das micrografias é a ausência de
agregados que pudessem ser associados à aglomeração das nanopartículas, confirmando a boa
dispersão das mesmas na fase polimérica, conforme evidenciado anteriormente por VSM.
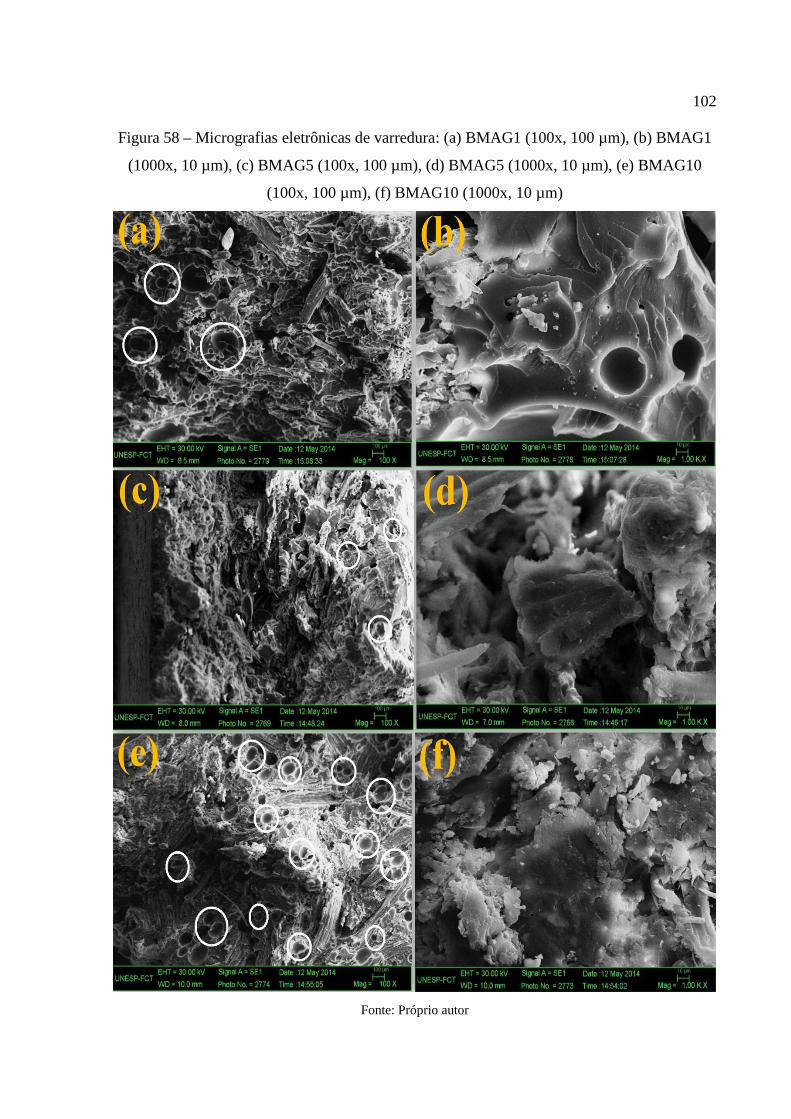
102
Figura 58 – Micrografias eletrônicas de varredura: (a) BMAG1 (100x, 100 µm), (b) BMAG1
(1000x, 10 µm), (c) BMAG5 (100x, 100 µm), (d) BMAG5 (1000x, 10 µm), (e) BMAG10
(100x, 100 µm), (f) BMAG10 (1000x, 10 µm)
Fonte: Próprio autor
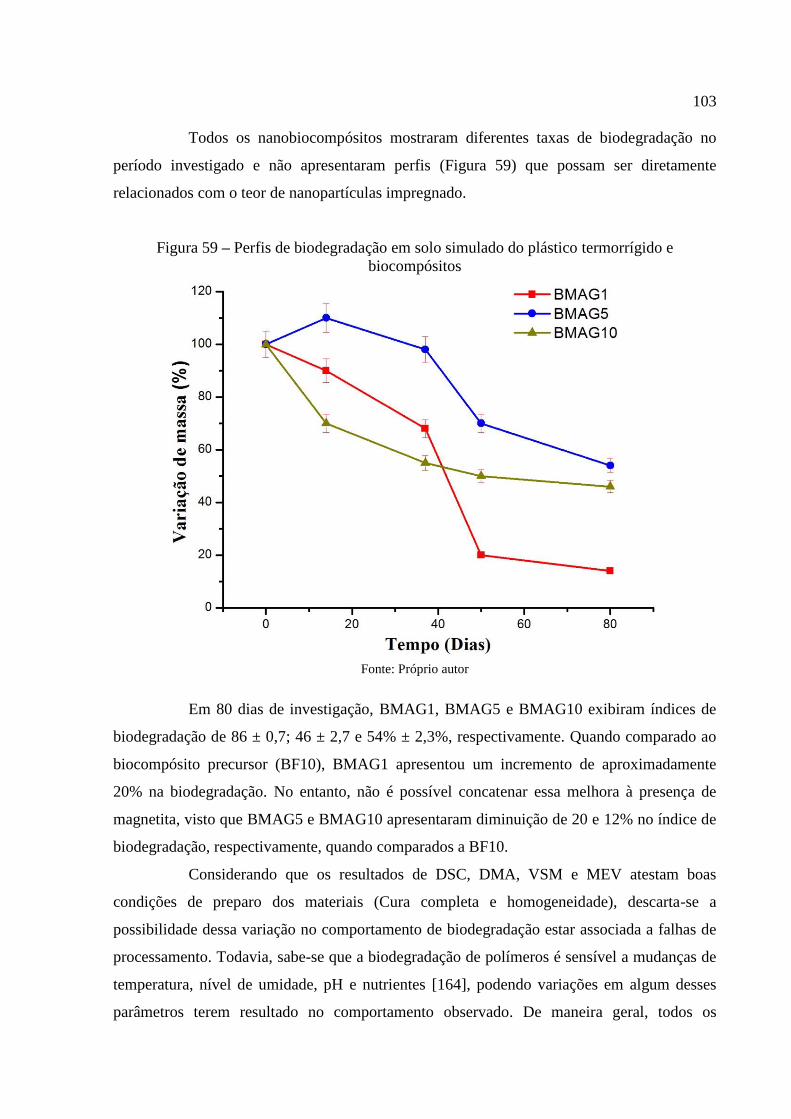
103
Todos os nanobiocompósitos mostraram diferentes taxas de biodegradação no
período investigado e não apresentaram perfis (Figura 59) que possam ser diretamente
relacionados com o teor de nanopartículas impregnado.
Figura 59 – Perfis de biodegradação em solo simulado do plástico termorrígido e
biocompósitos
Fonte: Próprio autor
Em 80 dias de investigação, BMAG1, BMAG5 e BMAG10 exibiram índices de
biodegradação de 86 ± 0,7; 46 ± 2,7 e 54% ± 2,3%, respectivamente. Quando comparado ao
biocompósito precursor (BF10), BMAG1 apresentou um incremento de aproximadamente
20% na biodegradação. No entanto, não é possível concatenar essa melhora à presença de
magnetita, visto que BMAG5 e BMAG10 apresentaram diminuição de 20 e 12% no índice de
biodegradação, respectivamente, quando comparados a BF10.
Considerando que os resultados de DSC, DMA, VSM e MEV atestam boas
condições de preparo dos materiais (Cura completa e homogeneidade), descarta-se a
possibilidade dessa variação no comportamento de biodegradação estar associada a falhas de
processamento. Todavia, sabe-se que a biodegradação de polímeros é sensível a mudanças de
temperatura, nível de umidade, pH e nutrientes [164], podendo variações em algum desses
parâmetros terem resultado no comportamento observado. De maneira geral, todos os
104
nanobiocompósitos apresentaram boas taxas de degradação natural no período de tempo
estudado.
Considerando os resultados das caracterizações, foi possível propor uma
representação hipotética para a organização da estrutura interna dos nanobiocompósitos
(Figura 60), caracterizando um material composto por matriz polimérica termorrígida
derivada do cardanol, reforçada por fibras descontínuas de bucha vegetal e nanopartículas
esféricas de magnetita, ambas com orientação aleatória e boa dispersão.
Figura 60 – Representação hipotética da estrutura interna dos nanobiocompósitos
Fonte: Próprio autor
6.5 Aplicação dos Nanobiocompósitos: Antenas ressoadoras dielétricas
A principal motivação para desenvolver ressoadores dielétricos a partir dos
nanobiocompósitos foi o fato da maioria das associações entre polímeros e nanopartículas está
quase sempre voltada para aplicações nas áreas de Medicina e Engenharia Biomédica. Na
Figura 61 a seguir está um dos ressoadores dielétricos preparados nesse estudo.
Figura 61 – Ressoador dielétrico fabricado a partir dos nanobiocompósitos
Fonte: Próprio autor
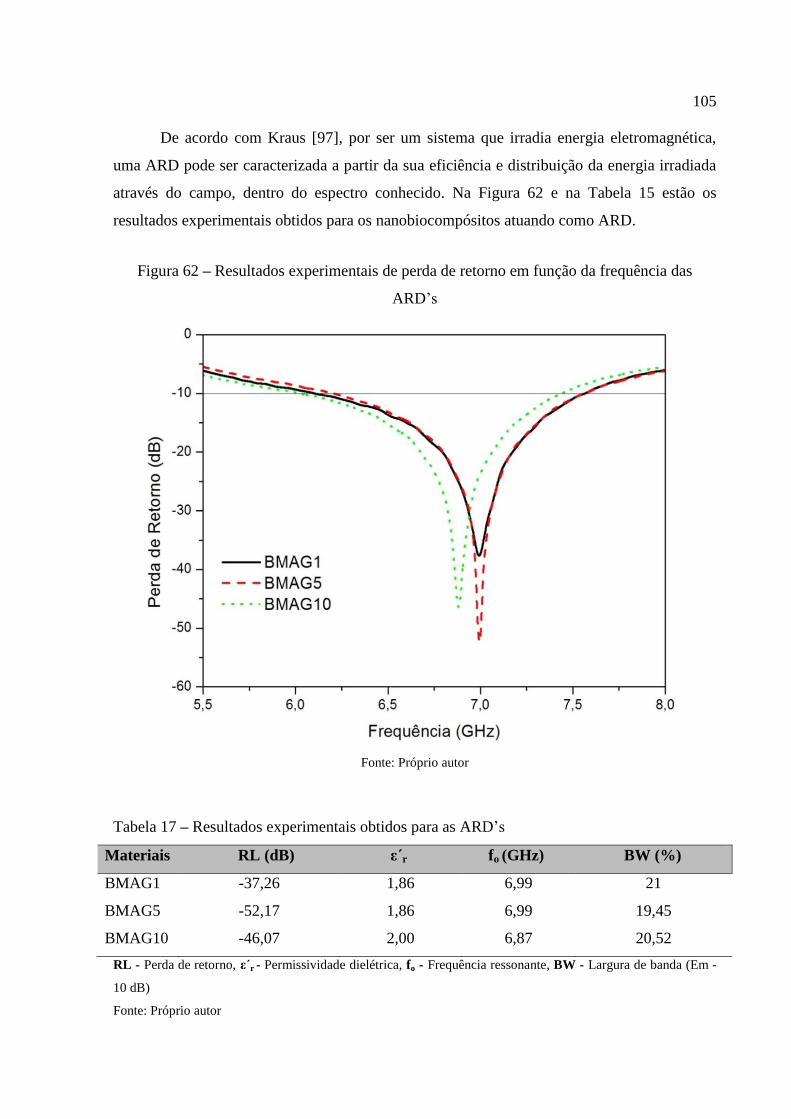
105
De acordo com Kraus [97], por ser um sistema que irradia energia eletromagnética,
uma ARD pode ser caracterizada a partir da sua eficiência e distribuição da energia irradiada
através do campo, dentro do espectro conhecido. Na Figura 62 e na Tabela 15 estão os
resultados experimentais obtidos para os nanobiocompósitos atuando como ARD.
Figura 62 – Resultados experimentais de perda de retorno em função da frequência das
ARD’s
Fonte: Próprio autor
Tabela 17 – Resultados experimentais obtidos para as ARD’s
Materiais RL (dB) ε´r fo (GHz) BW (%)
BMAG1 -37,26 1,86 6,99 21
BMAG5 -52,17 1,86 6,99 19,45
BMAG10 -46,07 2,00 6,87 20,52
RL - Perda de retorno, ε´r - Permissividade dielétrica, fo - Frequência ressonante, BW - Largura de banda (Em -
10 dB)
Fonte: Próprio autor
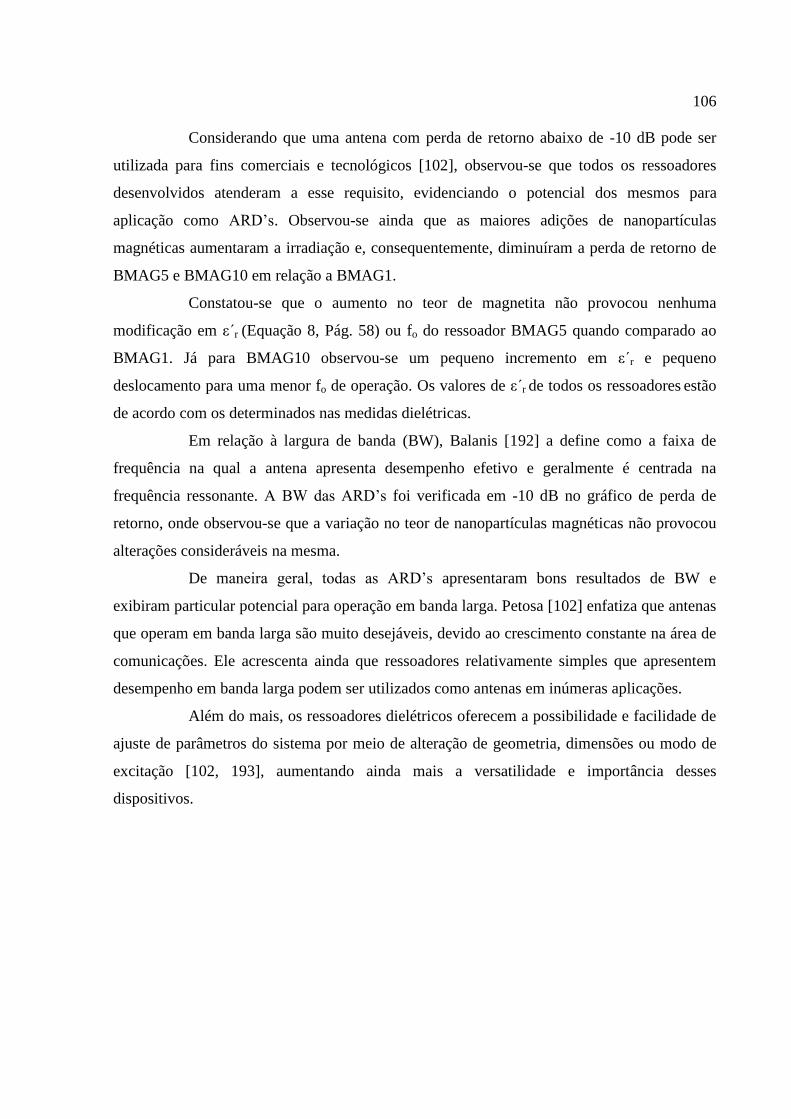
106
Considerando que uma antena com perda de retorno abaixo de -10 dB pode ser
utilizada para fins comerciais e tecnológicos [102], observou-se que todos os ressoadores
desenvolvidos atenderam a esse requisito, evidenciando o potencial dos mesmos para
aplicação como ARD’s. Observou-se ainda que as maiores adições de nanopartículas
magnéticas aumentaram a irradiação e, consequentemente, diminuíram a perda de retorno de
BMAG5 e BMAG10 em relação a BMAG1.
Constatou-se que o aumento no teor de magnetita não provocou nenhuma
modificação em ε´r (Equação 8, Pág. 58) ou fo do ressoador BMAG5 quando comparado ao
BMAG1. Já para BMAG10 observou-se um pequeno incremento em ε´r e pequeno
deslocamento para uma menor fo de operação. Os valores de ε´r de todos os ressoadores estão
de acordo com os determinados nas medidas dielétricas.
Em relação à largura de banda (BW), Balanis [192] a define como a faixa de
frequência na qual a antena apresenta desempenho efetivo e geralmente é centrada na
frequência ressonante. A BW das ARD’s foi verificada em -10 dB no gráfico de perda de
retorno, onde observou-se que a variação no teor de nanopartículas magnéticas não provocou
alterações consideráveis na mesma.
De maneira geral, todas as ARD’s apresentaram bons resultados de BW e
exibiram particular potencial para operação em banda larga. Petosa [102] enfatiza que antenas
que operam em banda larga são muito desejáveis, devido ao crescimento constante na área de
comunicações. Ele acrescenta ainda que ressoadores relativamente simples que apresentem
desempenho em banda larga podem ser utilizados como antenas em inúmeras aplicações.
Além do mais, os ressoadores dielétricos oferecem a possibilidade e facilidade de
ajuste de parâmetros do sistema por meio de alteração de geometria, dimensões ou modo de
excitação [102, 193], aumentando ainda mais a versatilidade e importância desses
dispositivos.
107
7 CONCLUSÃO
De maneira geral, os esforços dessa pesquisa estiveram centrados em torno do
preparo de nanobiocompósitos para aplicação imediata como ressoadores dielétricos. Para tal,
o cardanol foi separado do LCC técnico e utilizado como alternativa ao fenol petroquímico
para o desenvolvimento de uma matriz polimérica. A fibra de bucha vegetal foi empregada
como reforço mecânico e nanopartículas de magnetita permitiram aos materiais finais
propriedades específicas, com destaque para o superparamagnetismo. Não apenas os
nanobiocompósitos foram investigados, mas também as classes de materiais que os
precederam, plástico termorrígido biobaseado (PT) e biocompósitos, de forma a ter um
material de partida selecionado e com a melhor combinação de propriedades.
As técnicas utilizadas confirmaram que o tratamento alcalino, de fato, proporciona
modificações desejáveis como a remoção de resíduos superficiais, melhoras no índice de
cristalinidade, estabilidade térmica e permissividade dielétrica, com destaque para o
tratamento com NaOH 10%. Os experimentos de grau de reticulação confirmaram a boa
eficiência de cura do DETA sob condições normais de temperatura e pressão.
A adição de fibra de bucha não alterou a Tg dos materiais e os biocompósitos
preparados com fibra tratada apresentaram maior estabilidade térmica quando comparados ao
de fibra bruta, assim como mostraram resistência mecânica superior e maiores índices de
biodegradação em relação ao PT, com destaque para BF10, cujas micrografias eletrônicas de
varredura e ópticas mostraram melhor adesão entre matriz e fibra nesse material. A magnetita
sintetizada apresentou tamanho nanométrico, além de formato esférico, pureza e cristalinidade
altas e caráter superparamagnético.
Nas investigações acerca dos nanobiocompósitos, confirmou-se a cura completa
de todos os materiais e observou-se que os diferentes teores de magnetita não alteraram
consideravelmente a Tg. Todos os nanobiocompósitos apresentaram caráter
superparamagnético, boas taxas de biodegradação em solo simulado, exibiram excelentes
estabilidades térmicas e foi constatado que BMAG10 possui maior resistência mecânica e
maiores valores de ε’r e tg δ.
Quanto ao teste dos ressoadores dielétricos, BMAG5 e BMAG10 apresentaram
maiores irradiações e menores perdas de retorno em relação a BMAG1. Apenas BMAG10
apresentou diferentes valores de ε’r e fo e não foram constatadas alterações consideráveis na
BW de nenhuma das ARD’s. Todas as ARD’s apresentaram perda de retorno abaixo de -10
108
dB, evidenciando o potencial das mesmas para utilização comercial e tecnológica, em especial
para atuação em banda larga. Considerando as caracterizações realizadas, apesar dos bons
resultados obtidos para todos os ressoadores confeccionados, BMAG10 apresentou o melhor
conjunto de propriedades, espcialmente em relação à resistência mecânica e permissividade
dielétrica.
A biodegradabilidade e a facilidade de processamento apresentaram-se como
grandes atrativos dos ressoadores dielétricos, principalmente quando comparados aos
ressoadores cerâmicos convencionais, cujo preparo, em particular, geralmente inclui
calcinação, moagem mecânica de alta energia e tratamento térmico que exige elevadas
temperaturas. Considerando as caracterizações realizadas, apesar dos bons resultados obtidos
para todos os ressoadores confeccionados, BMAG10 apresentou o melhor conjunto de
propriedades, espcialmente em relação à resistência mecânica e permissividade dielétrica.
Em uma realidade atual em que o apelo pelo uso sustentável da biodiversidade e
preservação do meio ambiente, a busca de alternativas para os derivados petroquímicos e a
dependência dos dispositivos eletrônicos são crescentes, o desenvolvimento dos materiais
aqui apresentados a partir das matérias-primas utilizadas e das propriedades finais reunidas,
representa uma relevante contribuição que abrange benefícios nos âmbitos ambiental, social,
econômico, científico, tecnológico e com forte potencial para inovação.
109
REFERÊNCIAS
1 DÜES, C. M.; TAN, K. H.; LIM, M. Green as the new Lean: how to use Lean practices as a
catalyst to greening your supply chain. Journal of Cleaner Production, 40, 93-100, 2013.
2 BORRION, A. L.; MCMANUS, M. C.; HAMMOND, G. P. Environmental life cycle
assessment of lignocellulosic conversion to ethanol: A review. Renewable and Sustainable
Energy Reviews, 16 (7), 4638-4650, 2012.
3 MOFIJUR, M., A. E.; ATABANI, H. H.;MASJUKI, H. H.; KALAM, M. A.; MASUM, B.
M. A study on the effects of promising edible and non-edible biodiesel feedstocks on engine
performance and emissions production: A comparative evaluation. Renewable and
Sustainable Energy Reviews, 23, 391-404, 2013.
4 RAMAN, S.; MOHR, A. Biofuels and the role of space in sustainable innovation journeys .
Journal of Cleaner Production, 17, 224-233, 2014.
5 MMA - Ministério do Meio Ambiente. Disponível em
http://www.mma.gov.br/biodiversidade/biodiversidade-brasileira, Acesso em: Abril de 2014.
6 FAO-ONU - Food and Agriculture Organization of the United Nations. Disponível em
http://www.fao.org.br, Acesso em: Abril de 2014.
7 JUNIOR, M. G.; NOVACK, K. M.; BOTARO, V. R.; PROTÁSIO, T. P.; COUTO, A. M.
Caracterização físico-química de fibra e polpas de Bambusa vulgaris Schrad para utilização
em compósitos poliméricos. Revista Latinoamericana de Metalurgia y Materiales, 33 (1),
33-42, 2013.
8 SALMA, S.; FAYECKA, M.; MAHBUB, H. Physico-Mechanical Properties of Jute-Coir
Fiber Reinforced Hybrid Polypropylene Composites. World Academy of Science,
Engineering and Technology, 73, 1145-1149, 2013.
9 ABILASH, N.; SIVAPRAGASH, M. Environmental benefits of eco-friendly natural fiber
reinforced polymeric composite materials. International Journal of Application or
Innovation in Engineering and Management (IJAIEM), 4847, 2 (1), 53-59, 2013.
10 RAJESH, G.; ATLURI, V. R. P. Study on effect of chemical treatments and concentration
of jute on tensile properties of long and continuous twisted jute/polypropylene composite.
Advanced Materials Manufacturing and Characterization, 3 (1), 395-398, 2013.
11 BONGARDE, U. S.; SHINDE, V. D. Review on natural fiber reinforcement polymer
composites. International Journal of Engineering Science and Innovative Technology
(IJESIT), 3 (2), 431-436, 2014.
12 ZIMMERMANN, M. V. G.; TURELLA, T. C.; ZATTERA, A. J.; SANTANA, R. M. C.
Influência do tratamento químico da fibra de bananeira em compósitos de poli(etileno-co-
acetato de vinila) com e sem agente de expansão. Polímeros, 24 (1), 58-64, 2014.
110
13 BRASIL. Decreto no 6.041 de 08 de Fevereiro de 2007. Institui a Política de
Desenvolvimento da Biotecnologia, cria o Comitê Nacional de Biotecnologia e dá outras
providências. Brasília: Presidência da República. 2007. Disponível em
http://www.planalto.gov.br/ccivil_03/_ato2007-2010/2007/decreto/d6041.htm. Acesso em:
Abril de 2014.
14 GABOARDI, F. Avaliação das Propriedades Mecânicas, térmicas e de Biodegradação
de blendas de PHB e PEDB com e sem aditivos pró-oxidantes. Itatiba, 2007. Disponível
em: <http://portalsaofrancisco.com.br/alfa/polimeros/polimeros-4.php. Acesso em Abril,
2014.
15 GALDEANO, M. C.; WILHELM, A. E.; GROSSMANN, M. V. E.; MALI, S. Efeito do
processamento e das condições ambientais nas propriedades de materiais biodegradáveis de
amido de aveia. Polímeros, 24 (1), 80-87, 2014.
16 FRANCHETTI, S. M. M.; MARCONATO, J. C. Polímeros biodegradáveis - uma solução
parcial para diminuir a quantidade dos resíduos plásticos. Química Nova, 29 (4), 811-816,
2006.
17 STEINHOFF, B.; WANG, S.; ALIG, I. Uma análise da degradação do poli(ácido láctico
(PLA) induzida pelo processo de transformação. Revista Plástico Industrial, 11 (126), 78-
83, 2009.
18 OLIVEIRA, V. H. Cajucultura. Revista Brasileira de Fruticultura, 30, 01-03, 2008.
19 IBGE - Instituto Brasileiro de Geografia e Estatística. Levantamento sistemático da
produção agrícola, 2012. Disponível em:
http://www.ibge.gov.br/home/estatistica/indicadores/agropecuaria/lspa/lspa_201208.pdf.
Acesso em: Abril de 2014.
20 BRASIL. Lei no 12.834 de 20 de Junho de 2013. Autoriza a criação do Fundo de Apoio
à Cultura do Caju (Funcaju), e dá outras providências. Brasília: Presidência da República.
2013. Disponível em http://www.planalto.gov.br/ccivil_03/_Ato2011-
2014/2013/Lei/L12834.htm. Acesso em: Julho de 2014.
21 MAZZETTO, S. E.; LOMONACO, D.; MELLE, G. Óleo da castanha de caju:
oportunidades e desafios no contexto do desenvolvimento e sustentabilidade
industrial.Química Nova, 32 (3), 732-741, 2009.
22 CAVALCANTE, A. P.; CANTO, L. B.. Uso de Resíduo Industrial a Base de Resina
Fenólica como Carga para o Polipropileno. Polímeros: Ciência e Tecnologia, 22 (3), 245-
252, 2012.
23 RESMI, V. C.; NARAYANANKUTTY, S. K. Synthesis and Modification of Low-
Formaldehyde Resol Resin using Sodium Sulphite and Hydroxylammine Hydrochloride.
Indian Journal of Advances in Chemical Science 2, 19-23, 2014.
111
24 MCNAIR, O. D.; GOULD, T. E.; PILAND, S. G.; SAVIN, D. A. Characterization of
mouthguard materials: A comparison of a commercial material to a novel thiolene family.
Journal of Applied Polymer Science, 131 (13), 2014.
25 HUKLA, S. K.; MAITHANI, A.; SRIVASTAVA, D. Studies on the effect of concetration
of formaldehyde on the synthesis of resole-type expoxidized phenolic resin from renewable
resource material. Designed Monomers and Polymers, 17 (1), 69-77, 2014.
26 JANG, E. S.; KHAN, S. B.; SEO, J.; AKHTAR, K.; NAM, Y. H.; SEO, K. W.; HAN, H.
Preparation of cationic latent initiators containing imidazole group and their effects on the
properties of DGEBA epoxy resin. Macromolecular Research, 19 (10), 989-997, 2011.
27 GARCIA, F. G.; SILVA, P. M.; SOARES, B. G.; BRIONES, J. R. Combined analytical
techniques for the determination of the amine hydrogen equivalent weight in aliphatic amine
epoxide hardeners. Polymer Testing, 26 (1), 95-101, 2007.
28 ROWELL, R. M. Natural fibres: Types and Properties. In: Kim L. Pickering, editor,
Properties and performance of natural-fiber composites, Woodhead Publishing in Materials,
chapter 1, p. 3-66. Woodhead Publishing, Cambridge, England, 2008.
29 GUIMARÃES JUNIOR, M.; NOVACK, K. M.; BOTARO, V. R.; PROTÁSIO, T. P.;
COUTO, A. M. Caracterização físico-química de fibra e polpas de Bambusa vulgaris Schrad
para utilização em compósitos poliméricos. Revista Latinoamericana de Metalurgia y
Materiales, 33 (1), 33-42, 2013.
30 VAZ JUNIOR, S.; SOARES, I. P. Análise química da biomassa - uma revisão das técnicas
e aplicações. Química Nova, 37 (4), 709-715, 2014.
31 TANOBE, V. O. A.; FLORES-SAHAGUN, T. H. S.; AMICO, S. C.; MUNIZ, G. I. B.;
SATYANARAYANA, K. G. Sponge Gourd (Luffa Cylindrica) Reinforced Polyester
Composites: Preparation and Properties. Defence Science Journal, 64 (3), 273-280, 2014.
32 SIQUEIRA, G.; BRAS, J.; DUFRESNE, A. Luffa cylindrica as a lignocellulosic source of
fiber, microfibrillated celulose, and celulose nanocrystals. BioResources, 5 (2), 727-740,
2010.
33 WESTRUP, J. L., PAULA, M. M. S.; DAL-BÓ, A. G.; BENAVIDES, R.; CALDART, C.
A.; CORONETTI, J. C.; DOY, T. A.; FRIZON, T.; SILVA, L. Effect of chemical treatments
on the properties of HDPE composites with Luffa cylindrical fiber. Cellulose Chemistry and
Technology, 48 (3-4), 337-344, 2014.
34 SOUSA, A. M. F.; ESCÓCIO, V. A.; PACHECO, E. B. A. V.; VISCONTE, L. L. Y.;
CAVALCANTE, A. P.; SOARES, A. G.; JUNIOR, M. F.; MOTTA, L. C. C.; BRITO, G. F.
C. Brito. Design of Experimental Design as a Tool for the Processing and Characterization of
HDPE Composites with Sponge-Gourds (Luffa-Cylindrica) Agrofiber Residue. Journal of
Sustainable Development, 6 (4), 106-117, 2013.
35 SEBRAE - Serviço Brasileiro de Apoio às Micro e Pequenas Empresas. Bucha vegetal.
Disponível em: http://arquivopdf.sebrae.com.br/setor/fruticultura/o-setor/frutas-de-a-a-
f/bucha-vegetal. Acesso em: Julho de 2014.
112
36 DEMIR, H.; BALKÖSE, D. Water Sorption of Polyvinyl Chloride–Luffa Cylindrica
Composites. Key Engineering Materials, 1, 237-247, 2014.
37 SIQUEIRA, E. J.; BOTARO, V. R. Luffa cylindrica fibres/vinylester matrix composites:
Effects of 1, 2, 4, 5-benzenetetracarboxylic dianhydride surface modification of the fibres and
aluminum hydroxide addition on the properties of the composites. Composites Science and
Technology, 82, 76-83, 2013.
38 MOHANTA, N.; ACHARYA, S. K. Tensile, flexural and interlaminar shear properties of
Luffa Cylindrica fibre reinforced epoxy composites. International Journal of
Macromolecular Science, 3 (2), 6-10, 2013.
39 SEKI, Y.; SEVER, K.; ERDEN, S.; SARIKANAT, M.; NESER, G.; OZES, C.
Characterization of Luffa cylindrica fibers and the effect of water aging on the mechanical
properties of its composite with polyester. Journal of Applied Polymer Science, 123 (4),
2330-2337, 2012.
40 PARIDA, C.; DASH, S. K.; DAS, S. C. Effect of fibre treatment on mechanical and
thermal properties of luffa cylindrica-resorcinol composites. International Journal of Fiber
and Textile Research, 3 (1), 13-17, 2013.
41 BESSADOK, A.; MARAIS, S.; ROUDESLI, S.; LIXON, C.; MÉTAYER, M. Influence of
chemical modifications on water-sorption and chemical properties of Agave fibers.
Composites Part A: Applied Science and Manufacturing, 39 (1), 29-45, 2008.
42 CORRALES, F.; VILASECA, F.; LLOP, M.; GIRONÈS, J.; MÉNDES, J. A.; MUTJÈ, P.
Chemical Modification of Jute Fibers for Production of Green-Composites. Journal of
Hazardous Materials, 144, 730-735, 2007.
43 ALBINANTE, S. R.; PACHECO, E. B. A. V.; VISCONTE, L. L. Y. Revisão de
tratamentos químicos da fibra natural para misturas com poliolefinas. Quimica Nova, 36 (1),
114-122, 2013.
44 PIRES, E. N.; MERLINI, C.; AL-QURESHI, H. A.; SALMÓRIA, G. V.; BARRA, G. M.
O. Barra. Efeito do Tratamento Alcalino de Fibras de Juta no Comportamento Mecânico de
Compósitos de Matriz Epóxi. Polímeros, 22 (4), 339-344, 2012.
45 SAHA, P.; MANNA, S.; CHOWDHURY, S. R.; SEM, R.; ROY, D.; ADHIKARI, B.
Enhancement of tensile strength of lignocellulosic jute fibers by alkali-steam treatment.
Bioresource Technology, 101 (9), 3182-3187, 2010.
46 NAM, T. H.; OGIHARA, S.; TUNG, N. H.; KOBAYASHI, S. Effect of alkali treatment
on interfacial and mechanical properties of coir fiber reinforced poly(butylene succinate)
biodegradable composites. Composites Part B: Engineering, 42 (6), 1648-1656, 2011.
47 ROY, A.; CHAKRABORTY, S.; KUNDU, S. P.; BASAK, R. K.; MAJUMDER, S. B.;
ADHIKARI, B. Improvement in mechanical properties of jute fibres through mild alkali
treatment as demonstrated by utilisation of the Weibull distribution model. Bioresource
Technology, 107, 222-228, 2012.
113
48 KIM, S.; PARK, J. M.; SEO, J.; KIM, C. H. Sequential acid-/alkali-pretreatment of empty
palm fruit bunch fiber. Bioresource Technology, 109, 229-233, 2012.
49 BELTRAMI, L. V. R.; SCIENZA, L. C.; ZATTERA, A. J. Efeito do tratamento alcalino
de fibras de Curauá sobre as propriedades de compósitos de matriz biodegradável. Polímeros,
24 (3), 388-394, 2014.
50 ALMEIDA, E. V. R. Valorização da celulose de sisal: uso na preparação de acetato e
de filmes de acetato de celulose/celulose e quitosana/celulose. 2012. Tese (Doutorado em
Ciências) – Instituto de Química de São Carlos, Universidade de São Paulo, São Carlos, 2009.
51 ASS, B. A. P.; CIACCO, G. T.; FROLLINI, E. Bioresource Technology, 97, 1696, 2006.
52 RAMIRES, E. C.; MEGIATTO JÚNIOR, J. D.; GARDRAT, C.; CASTELLAN, A.;
FROLLINI, E. Bioresource Technology, 101, 1998, 2010.
53 MEGIATTO JÚNIOR, J. D.; RAMIRES, E. C.; FROLLINI, E. Industrial Crops and
Products, 31, 178, 2010.
54 SANTOS, P. A.; SPINACÉ, M. A. S.; FERMOSELLI, K. K. G.; DE PAOLI, M. A. Efeito
da Forma de Processamento e do Tratamento da Fibra de Curauá nas Propriedades de
Compósitos com poliamida-6. Polímeros, 19, 31-39, 2009.
55 CALLISTER, W. D. Ciência e engenharia dos materiais - Uma introdução, 7ª ed. Rio
de Janeiro: LTC. 2008.
56 ISLAM, M. S.; PICKERING, K. L.; FOREMAN, N. J. Influence of accelerated ageing
on the physico-mechanical properties of alkali-treated industrial hemp fibre reinforced
poly(lactic acid) (PLA) composites. Polymer Degradation Stability, 95, 59-65, 2010.
57 XU, Y. ; WU, Q.; LEI, Y.; YAO, F. Creep behavior of bagasse fiber reinforced polymer
composites. Bioresource Technology, 101, 3280-3286, 2010.
58 SATYANARAYANA, K. G. ; ARIZAGA, G. G. C.; WYPYCH, F. Biodegradable
Composites Based on Lignocellulosic Fibers -An Overview. Progress in Polymer Science,
34, 982-1021, 2009.
59 SANTOS, R. S. S.; SOUZA, A. A. ; PAOLI, M. A.; SOUZA, C. M. L.. Cardanol–
formaldehyde thermoset composites reinforced with buriti fibers: Preparation and
characterization. Composites Part A: Applied Science and Manufacturing, 41 (9), 1123-
1129, 2010.
60 BARRETO, A. C. H.; ESMERALDO, M. A.; ROSA, D. S.; FECHINE, P. B.;
MAZZETTO, S. E. Cardanol biocomposites reinforced with juta fiber: microstructure,
biodegradability, and mechanical properties. Polymers Composites, 31, 1928-1937, 2010.
61 ESMERALDO, M. A.; BARRETO, A. C. H.; FREITAS, J. E. B.; FECHINE, P. B.;
SOMBRA, A. B. S.; CORRADINI, E.; MELE, G.; MAFFEZZOLI, A.; MAZZETTO, S. E.
Dwarf-green coconut fibers: A versatile natural renewable raw bioresource. Treatment,
morphology, and physicochemical properties. BioResources, 5, 2478-2501, 2010.
114
62 BARRETO, A. C. H.; JÚNIOR, A. E. C.; FREITAS, J. E. B.; ROSA, D. S.,
BARCELLOS, W. M.; FREIRE, F. N. A.; FECHINE, P. B. A.; MAZZETTO, S. E.
Biocomposites from dwarf-green Brazilian coconut impregnated with cashew nut Shell liquid
resin. Journal of Composite Materials, 1, 1-8, 2012.
63 BARRETO, A. C. H.; COSTA, M. M.; SOMBRA, A. S. B.; ROSA, D. S.;
NASCIMENTO, R. F.; S. E. MAZZETTO, S. E. Chemically Modified Banana Fiber:
Structure, Dielectrical Properties and Biodegradability, Journal of Polymers and the
Environment, 18, 523-531, 2010.
64 BARRETO, A. C. H.; ROSA, D. S.; FECHINE, P. B. A.; MAZZETTO, S. E. Properties of
sisal fibers treated by alkali solution and their application into cardanol-based biocomposites.
Composites: Part A, 42, 492-500, 2011.
65 COSTA JÚNIOR, Antônio Eufrázio. Estudo das propriedades térmicas e mecânicas de
biocompósitos com matriz polimérica derivada do LCC suportados em fibras de bambu.
2012. Dissertação (Mestrado em Química) – Centro de Ciências, Universidade Federal do
Ceará, Fortaleza, 2012.
66 MORAES, S. B.; BOTAN, R.; LONA, L. M. F. Síntese e caracterização de
nanocompósitos de poliestireno/hidroxissal lamelar. Química Nova, 37 (1), 18-21, 2014.
67 SILVA, P. A.; JACOBI, M. A. M.; SANTOS, K. S.; OLIVEIRA, R. V. B.; MAULER, R.
S.; BARBOSA, R. V. Efeito do SBS epoxidado como um agente compatibilizante para
obtenção de nanocompósitos de SBS/argila cloisite 10A. Polímeros, 24 (1), 129-136, 2014.
68 REDDY, N. R.; RAMANA, M. V.; RAJITHA, G.; SIVAKUMAR, K. V.; MURTHY, V.
R. K. Stress Insensitive NiCuZn Ferrite Compositions for Microinductor Applications.
Current Applied Physics, 9, 317-323, 2009.
69 REIMHULT, E.; AMSTAD, E. Stabilization and Characterization of Iron Oxide
Superparamagnetic Core-Shell Nanoparticles for Biomedical Application. Handbook of
Nanomaterials Properties, 355-387, 2014.
70 LEE, E. A.; YIM, H.; HEO, J.; KIM, H.; JUNG, G.; HWANG, N. S. Application of
magnetic nanoparticle for controlled tissue assembly and tissue engineering. Archives of
Pharmacal Research, 37 (1), 120-128, 2014.
71 GUPTA, V. K.; ATAR, N.; YOLA, M. L.; ÜSTUNDAG, Z.; UZUM, L. A novel magnetic
Fe@Au core–shell nanoparticles anchored graphene oxide recyclable nanocatalyst for the
reduction of nitrophenol compounds. Water Research, 48 (1), 210-217, 2014.
72 LEE, J.; KIM, J.; CHEON, J. Magnetic nanoparticles for multi-imaging and drug delivery.
Molecules and Cells, 35 (4), 274-284, 2013.
73 COHEN, Y.; SHOUSHAN, S. Y. Magnetic nanoparticles-based diagnostics and
theranostics. Current Opinion in Biotechnology, 24 (4), 672-681, 2013.
115
74 LIU, T.; ZHAO, Y.; WANG, X.; LI, X.; YAN, Y. A novel oriented immobilized lipase on
magnetic nanoparticles in reverse micelles system and its application in the enrichment of
polyunsaturated fatty acids. Bioresource Technology, 132, 99-102, 2013.
75 COLOMBO, M.; CARREGAL-ROMERO, S.; CASULA, M. F.;
GUTIÉRREZA, L.;
MORALES, M. P.; BÖHM, I. B.; HEVERHAGEN, J. T.;
PROSPERI, D.; PARAK, W. J.
Biological applications of magnetic nanoparticles. Chemical Society Reviews, 41, 4306-
4334, 2012.
76 ABBAS, M.; RAO, B. P.; ISLAM, N.; KIM, K. W.; NAGA, S. M.; TAKAHASHI, M.;
KIM, C. Size-controlled high magnetization CoFe2O4 nanospheres and nanocubes using rapid
one-pot sonochemical technique. Ceramics International, 40 (2), 3269-3276, 2014.
77 SHUI, A.; ZHU, W.; XU, L.; QIN, D.; WANG, Y. Green sonochemical synthesis of cupric
and cuprous oxides nanoparticles and their optical properties. Ceramics International, 39
(8), 8715-8722, 2013.
78 NAGHIBI, S.; SANI, M. A. F. S.; HOSSEINI, H. R. M. Application of the statistical
Taguchi method to optimize TiO2 nanoparticles synthesis by the hydrothermal assisted sol–
gel technique. Ceramics International, 40 (3), 4193-4201, 2014.
79 ROY, E.; PATRA, S.; MADHURI, R.; SHARMA, P. K. Gold nanoparticle mediated
designing of non-hydrolytic sol–gel cross-linked metformin imprinted polymer network: A
theoretical and experimental study. Talanta, 120, 198-207, 2014.
80 CHEN, R.; WANG, W.; ZHAO, X.; ZHANG, Y.; WU, S.; LI, F. Rapid hydrothermal
synthesis of magnetic CoxNi1−xFe2O4 nanoparticles and their application on removal of Congo
red. Chemical Engineering Journal, 242, 226-233, 2014.
81 WANG, C.; WANG, Y.; WANG, L.; SUN, X.; YANG, C.; ZOU, Z.; LI, X. Hydrothermal
assisted synthesis and hot-corrosion resistance of nano lanthanum zirconate particles.
Ceramics International, 40 (3), 3981-3988, 2014.
82 DENG, J.; KANG, L.; BAI, G.; LI, Y.; LI, P.; LIU, X.; YANG, Y.; GAO, F.; LIANG, W.
Solution combustion synthesis of cobalt oxides (Co3O4 and Co3O4/CoO) nanoparticles as
supercapacitor electrode materials. Electrochimica Acta, 132 (20), 127-135, 2014.
83 SALUNKHE, A. B.; KHOT, V.M.; PHADATARE, M. R.; THORAT, N. D.; JOSHI, R.
S.;YADAV, H. M.; PAWAR, S. H. Pawar. Low temperature combustion synthesis and
magnetostructural properties of Co–Mn nanoferrites. Journal of Magnetism and Magnetic
Materials, 352, 91-98, 2014.
84 BHUVANESWARI, T.; THIYAGARAJAN, M.; GEETHA, N.; VENKATACHALAM, P.
Bioactive compound loaded stable silver nanoparticle synthesis from microwave irradiated
aqueous extracellular leaf extracts of Naringi crenulata and its wound healing activity in
experimental rat model. Acta Tropica, 135, 55-61, 2014.
85 PONNUSAMY, V. K.; MANI, V.; CHEN, S.; HUANG, W.; JEN, J. Rapid microwave
assisted synthesis of graphene nanosheets/polyethyleneimine/gold nanoparticle composite and
its application to the selective electrochemical determination of dopamine. Talanta, 120, 148-
157, 2014.
116
86 KO, H.; HSI, C.; WANG, M.; ZHAO, X. Crystallite growth kinetics of TiO2 surface
modification with 9 mol% ZnO prepared by a coprecipitation process. Journal of Alloys and
Compounds, 588, 428-439, 2014.
87 KO, H.; YANG, G.; CHENG, H.; WANG, M.; ZHAO, X. Growth and optical properties
of cerium dioxide nanocrystallites prepared by coprecipitation routes. Ceramics
International, 40 (3), 4055-4064, 2014.
88 SOUZA, C. G. S.; Nanopartículas magnéticas multifuncionais: Síntese e propriedades
visando aplicação em diagnóstico e terapia em Biomedicina. Dissertação de Mestrado –
Instituto de Química de São Carlos, Universidade de São, Paulo, São Paulo, 2011.
89 LAURENT, S.; DUTZ, S.; HAFELI, U. O.; MAHMOUDI, M. Magnetic fluid
hyperthermia: Focus on superparamagnetic iron oxide nanoparticles. Advances in Colloid
and Interface Science, 166, 8-23, 2011.
90 ARRUEBO, M.; FERNANDEZ-PACHECO, R.; IBARRA, M.; SANTAMARIA, J.
Magnetic nanoparticles for drug delivery. Nanotoday, 2, 22–32, 2007.
91 KNOBEL, M. Aplicação do magnetismo. Ciência Hoje, 36 (215), 18-26, 2005.
92 SOUZA, K. C.; MOHALLEM, N. D. S.; SOUSA, E. M. B. Nanocompósitos magnéticos:
potencialidades de aplicações em Biomedicina. Química Nova. 2011, 34 (10), 1692-1703,
2011.
93 OLIVEIRA, L. C. A.; FABRIS, J. D.; PEREIRA, M. C.. Óxidos de ferro e suas aplicações
em processos catalíticos: Uma revisão. Química Nova, 36 (1), 123-130, 2013.
94 FRIÁK, M.; SCHINDLMAYR, A.; SCHEFFLER, M. Ab initio study of the half-metal to
metal transition in strained magnetite. New Journal of Physics, 9, 5, 2007.
95 RAJPUT, S. S.; KESHRI, S.; GUPTA, V. R.; GUPTA, N.; BOVTUM, V.; PETZELT, J.
Design of microwave dielectric resonator antenna using MZTO–CSTO composite. Ceramics
International, 38 (3), 2355-2362, 2012.
96 PENG, Z.; WANG, H.; YAO, X. Dielectric resonator antennas using high permittivity
ceramics. Ceramics International, 30 (7), 1211-1214, 2004.
97 KRAUS, J. D. Antenas. 1ª ed. Rio de Janeiro: Editora LTC Livros Técnicos e Científicos,
553 p., 1982.
98 LONG, S. A.; MCALLISTER, M. W.; SHEN, L. C. The Resonant Cylindrical Dielectric
Cavity Antenna. IEEE Transactions on Antennas and Propagation, 31 (3), 406-412, 1983.
99 MCALLISTER, M. W.; LONG, S. A. Rectangular Dielectric-Resonator Antenna. IEE
Electronics Letters, 19, 218-219, 1983.
100 MCALLISTER, M. W.; LONG, S. A. Resonant Hemispherical Dielectric Antenna. IEE
Electronics Letters, 20, 657-659, 1984.
101 LUK, K. M.; LEUNG, K. W. Dielectric Ressonator Antennas. Hertfordshire, England:
Research Studies Press LTD, 2003.
117
102 PETOSA, A. Dielectric Resonator Antenna Handbook. Norwood, MA: Artech House,
ISBN 978-1-59693-206-7, 2007.
103 HOSSEINBEIG, A.; KAMYAB, M.; MEIGUNI, J. S. Theory of aperture-coupled
hemispherical dielectric resonator antennas with radiating elements. AEU - International
Journal of Electronics and Communications, 67 (11), 975-980, 2013.
104 BISWAS, S.; GUHA, D. Stop-band characterization of an isolated DGS for reducing
mutual coupling between adjacent antenna elements and experimental verification for
dielectric resonator antenna array. AEU - International Journal of Electronics and
Communications, 67 (4), 319-322, 2013.
105 CHEN, Y.; CHANG, K.; TSAI, D. A hybrid dielectric resonator antenna based upon
novel complex perovskite microwave ceramic. Ceramics International, 39 (7), 8043-8048,
2013.
106 RODRIGUES, H. O.; SALES, A. J. M.; PIRES JUNIOR, G. F. M.; ALMEIDA, J. S.; M.
SILVA, A. S.; SOMBRA, A. S. B. Experimental and numerical investigation of dielectric
resonator antenna based on the BiFeO3 ceramic matrix added with Bi2O3 or PbO. Journal of
Alloys and Compounds, 576, 324-331, 2013.
107 AIN, M. F.; OLOKEDE, S. S.; QASAYMEH, Y. M.; MARZUKI, A.; MOHAMMED, J.
J.; SREEKANTAN, S.; HUTAGALUNG, S. D.; AHMAD, Z. A.; ABDULLA, M. Z. A novel
5.8 GHz quasi-lumped element resonator antenna. AEU - International Journal of
Electronics and Communications, 67 (7), 557-563, 2013.
108 KUMAR, P. P.; PARAMASHIVAPPA, P. J.; VITHAYATHIL, P.J.; SUBRA RAO, P.
V.; SRINIVASA, R. A. Process for isolation of cardanol from technical cashew (Anacardium
occidentale.) nut shell liquid. Journal of Agricultural and Food Chemistry, 50, 4705–4708,
2002.
109 SILVA, Vanusa de Sousa Vilela. Estudo das propriedades biocompatíveis de redes
epoxídicas do éter diglicidílico do bisfenol-A. 2009. Dissertação (Mestrado em Ciências dos
Materiais), Universidade Federal de Itajubá, Itajubá-MG, 2009.
110 TAPPI. T 421 om-02. Moisture in pulp, paper and paperboard. 3 p., 2002a.
111 TAPPI. T 211 om-02. Ash in wood, pulp, paper and paperboard: combustion at 525
ºC. 5 p., 2002b.
112 TAPPI. T 222 om-02. Acid-insoluble lignin in wood and pulp. 5 p., 2002c.
113 SALIM, R.; WAHAB, R. Effect of oil heat treatment on chemical constituents of
semantan bamboo (Gigantochloa scortechinii Gamble). Journal of Sustainable
Development, 1 (2), 91-98, 2008.
114 TAPPI. T 203 cm-99. Alpha-, beta- and gamma-cellulose in pulp. 7 p., 2009.
118
115 American Society for Testing and Materials ASTM D5026 Standard Test Method for
Determination of Gel content and swell ratio of crosslinked ethylene plastics, 2006. (CD-
ROM).
116 SEGAL, L.; CREELY, L.; MARTIN, A. E.; CONRAD, C. M. An empirical method for
estimating the degree of crystallinity of native cellulose using X-ray diffractometer. Textile
Research Journal, 29, 786-794, 1959.
117 RIETVELD, H. M. A profile refinement method for nuclear and magnetics structures.
Journal of Applied Crystallography, 2, 61-65, 1969.
118 X-Pert Highscore Plus, Panalytical B.V. Almelo, Holanda, © 2001 Koninklijke Philips
Electronics N.V.All rights reserved.
119 BLEICHER, L.; SASAKI, J. M.; SANTOS, C. O. P. Development of a graphical
interface for the Rietveld refinement programs DBWS. Journal of Applied
Crystallography, 33, 1189, 2000.
120 CULLITY, B. D. Elements of X-Ray Diffraction, 2nd
ed., Addison-Wesley 1774,
Canada, 99-102, 1978.
121 CAGLIOTI, G.; PAOLETTI, A.; RICCI, F. P. Nuclear Instruments and Methods, 35,
223, 1958.
122 HAINES, P.J. Principles the Thermal Analysis and Calorimetry, The Royal Society of
Chemistry, 2002.
123 American Society for Testing and Materials ASTM D3418 Standard Test Method for
Transition Temperatures and Enthalpies of Fusion and Crystallization of Polymers by
Differential Scanning Calorimetry, 2008. (CD-ROM)
124 American Society for Testing and Materials ASTM D5026 Standard Test Method for
Plastics: Dynamic Mechanical Properties: In Tension, 1995. (CD-ROM)
125 American Society for Testing and Materials ASTM D7028 Standard Test Method for
glass transition temperature of polymer matrix composites by Dynamic Mechanical
Analysis (DMA), 2007. (CD-ROM)
126 American Society for Testing and Materials ASTM D3039 Standard Test for Tensile
properties of Polymer matrix Composite materials, 1975. (CD-ROM)
127 American Society for Testing and Materials ASTM D638 Standard Test Method for
Tensile properties of plastics, 1996. (CD-ROM)
128 KNOBEL, M.; NUNES, W. C.; SOCOLOVSKY, L. M.; DE BIASI, E.; VARGAS, J. M.;
DENARDIN, J. C. Superparamagnetism and Other Magnetic Features in Granular Materials:
A Review on Ideal and Real Systems. Journal of Nanoscience and Nanotechnology, 8,
2836-2857, 2008.
129 KENT, G. An evanescent-mode tester for ceramic dielectric substrates. IEEE
Transactions on Microwave Theory and Techniques, 36, 1451-1454, 1988.
119
130 HAKKI, B. W.; COLEMAN, P. D. Dielectric Resonator Method of Measuring Inductive
Capacities in the Millimeter Range. IRE Transactions on Microwave Theory and
Techniques, MTT-8, 402-410, 1960.
131 LONG, S. A.; MCALLISTER, M. W.; SHEN, L. M. The resonant cylindrical dielectric
cavity antenna. IEEE Transactions on Antennas and Propagation, 31 (3), 406-412,1983.
132 YOUNG R. A. Fibers (Vegetable). Kirk-Otthmer encyclopedia of chemical Tecnology 4th
ed. John Wiley & Sons Inc., 10, 727-744, 1994.
133 BLEDZKI, A. K.; GASSAN, J. Composites Reinforced with Cellulose Based Fibers.
Progress in Polymer Science, Índia: Elsevier Science, 24, 221-272, 1999.
134 EDWARDS, H. G. M.; FARWELL, D. W.; WEBSTER, D. FT Raman microscopy of
untreated natural plant fibres. Spectrichimica Acta Part A, 53, 2383-2392, 1997.
135 SYDENSTRIKER, T. H. D.; MOCHNACZ, S.; AMICO, S. C. Pull-out and evaluations
in sisal-reinforced polyester biocomposites. Polymer Testing, Elsevier 22, 375-380, 2003.
136 KELLEY S. S.; ROWELL, R. M.; DAVIS, M.; JURICH, C. K.; IBACHU, R. Rapid
analysis of the chemical composition of agricultural fibers using near infrared spectroscopy
and pyrolysis molecular beam mass spectrometry. Biomass & Bioenergy, 27 (1), 77-88,
2004.
137 GEETHAMMA, V. G.; THOMAS MATHEW, K.; LAKSHMINARAYANAN, R.;
THOMAS, S. Composite of short coir fibres and natural rubber: effect of chemical
modification, loading and orientation of fibre. Polymer, 39 (6-7), 1483-1491, 1998.
138 AQUINO, E. M. F.; SILVA, R. V. Curaua Fiber: A new Alternative to Polymeric
Composites. Journal of Reinforced Plastics and Composites, 27 (1), 219-233, 2007.
139 SIQUEIRA, G. A. F. Produção e caracterização de compósitos fenólicos com fibras
de sisal modificadas. Dissertação de mestrado – REDEMAT, Universidade Federal de Ouro
Preto, 2006.
140 TANOBE, V. O. A.; SYDENSTRIKER, T. H. D.; MURANO, M.; AMICO, S. C. A
comprehensive characterization of chemically treated Brazilian sponge gourds (Luffa
cylindrica), Polymer Testing, 24 (4), 474-482, 2005.
141 KARMAKER, A. C.; YOUNGQUIST, J. A. Injection molding of polypropylene
reinforced with short jute fibers. Journal of Applied Polymer Science, 62, 1147-1151, 1996.
142 JCPDS – International Center for Diffraction Data. JCPDS File 50-2241, 1986.
143 HU, X. P.; HSIEH, Y. L. Crystalline structure of developing cotton fibers. Journal of
Polymer Science Part B: Polymer Physics, 34, 1451-1459, 1996.
144 WANG, Q.; FAN, X. R.; GAO, W. D. Characterization of bioscoured cotton fabrics
using FT-IR ATR spectroscopy and microscopy techniques. Carbohydrate Resource, 341,
2170-2175, 2006.
145 PENDEY, K. K.; PITMAN, A. J.; Examination of the lignin content in a softwood and a
hardwood decayed by a brown-rot fungus with the Acetyl Bromide Method and Fourier
120
Transform Infrared Spectroscopy. Journal of Polymer Science Part A: Polymer
Chemistry, 42, 2340-2346, 2004.
146 SGRICCIA, N.; HAWLEY, M. C.; MISRA, M. Characterization of natural fiber surfaces
and natural fiber composites. Composites Part A, 39, 1632-1637, 2008.
147 OUAJAI, S.; SHANKS, R. A. Composition structure and thermal degradation of hemp
cellulose after chemical treatments. Polymer Degradation and Stability, 89, 327-335, 2005.
148 FERRAN, M. F.; VILAPLANA, F.; AMPARO, R. G.; BORRÁS, B. A.; CONCHA, S.
B.; Flour rice husk as filler in block copolymer polypropylene: Effect of different coupling
agents. Journal of Applied Polymer Science, 99,1823-1831, 2006.
149 SZCZESNIAK, L.; RACHOCKI, A.; TRITT-GOC, J. Glass Transition Temperature and
Thermal Decomposition of Cellulose Powder. Cellulose, 15, 445-4451, 2008.
150 MODIBBO, U. U.; ALYIU, B. A.; NKAFAMIYA, I. I.; MANJI, A. J. The effect of
moisture imbibition on cellulosic bast fibres as industrial raw materials. International
Journal of Physical Science, 2 (7), 163-168, 2007.
151 CORRADINI, E.; TEIXEIRA, E. M.; AGNELLI, P. D.; SILVA, J. A.; MATTOSO, L. H.
C. Thermal Stability And Degradation Kinetic Study Ofwhite and Colored Cotton Fibers by
Thermogravimetric Analysis. Journal of Thermal Analysis and Calorimetry, 97, 415-419,
2009.
152 YANG, H.; YAN, R.; CHEN, H.; LEE, D.; ZHENG, C. Caracteristic of Hemicellulose,
cellulose and Lignin Pyrolysis. Fuel, 86, 1781-1788, 2007.
153 KHAN, A. F.; AHMAD, S. R. Chemical Modification and spectroscopic analysis of Jute
fibre. Polymer Degradation and Stability, 52, 335-340, 1996.
154 RANBY, B. G. The mercerisation of cellulose. Part III. A phase transition study using
electron diffraction. Acta Chemical Scandinavica, London, 6, 128-138, 1952.
155 WANG, K.; YANG, H. Y.; X. F.; SUN, R. C.. Structural comparison and enhanced
enzymatic hydrolysis of the cellulosic preparation from Populus tomentosa Carr., by different
cellulose-soluble solvent systems. Bioresource Technology, Essex, 102 (6), 4524-4529,
2011.
156 GERBASE, A. E.; PETZHOLD, C. L.; COSTA, A. P. O. Journal of the American Oil
Chemists’ Society, 79, 797, 2002.
157 ROSU, D.; MUSTATA, F.; CASCAVAL, C. N. Thermochimica Acta, 370, 105, 2001
158 KIM, S.; LU, M. Journal of Applied Polymer Science, 71, 2401, 1999.
159 BOEY, F. Y. C.; QIANG, W. Experimental modeling of the cure kinetics of an epoxy-
hexaanhydro-4-methylphthalicanhydride (MHHPA) system. Polymer, 41, 2081-2094, 2000.
121
160 ANDRADE, H. P. C.; DINIZ, M. F.; AZEVEDO, M. F. P.; CASSU, S. N.; LOURENÇO,
V. L.; DUTRA, R. C. L. Polímeros, 18, 359, 2008.
161 MAFFEZZOLI, A.; CALÒ, E.; ZURLO, S.; MELE, G. Cardanol Based Matrix
Biocomposites Reinforced With Natural Fibers. Composites Science and Technology, 64,
839-845, 2004.
162 BARDI, M. A. G.; ROSA, D. S. Avaliação da biodegradação em solo simulado de poli
(ε-caprolactona), acetato de celulose e suas blendas. Revista Brasileira de Aplicações de
Vácuo, 26 (1), 43-47, 2007.
163 KYRIKOU, J.; BRIASSOULIS, D. Biodegradation of Agricultural Plastic Films: A
Critical Review. Journal of Polymers and the Environment., 15, 125, 2007.
164 SUDESH, K.; TAGUCHI, K.; DOI, Y. International Journal of Biological
Macromolecules, 30, 97, 2002.
165 SUN, R. C.; TOMKINSON, J. Comparative study of lignins isolated by alkali and
ultrasound-assisted alkali extractions from wheat straw. Ultrasonics Sonochemistry, 9, 85-
93, 2002.
166 FREIRE, R. M. Obtenção de nanocarreadores magnéticos para hipertermia e
liberação controlada de fármacos. 2012. Dissertação (Mestrado em Química) – Centro de
Ciências, Universidade Federal do Ceará, Fortaleza, 2012.
167 ICSD - Inorganic Crystal Structure Database. ICSD Collection, File 82-449, 1998.
168 PEREIRA , C.; PEREIRA, A. M.; FERNANDES, C.; ROCHA, M.; MENDES, R.;
FERNÁNDEZ-GARCÍA, M. P.; GUEDES, A.; TAVARES, P. B.; GRENÈCHE, J. M.;
ARAÚJO, J. P.; FREIRE, C. Superparamagnetic MFe2O4 (M = Fe, Co, Mn) Nanoparticles:
Tuning the Particle Size and Magnetic Properties through a Novel One-Step Coprecipitation
Route. Chemistry of Materials, 24, 1496-1504, 2012.
169 GREENWOOD, N. N.; GIBB, T. C. Mössbauer Spectroscopy, 1st ed., Editora Chapman
and Hall Ltd, London, 1971.
170 WANG, J.; WU, H. Y.; YANG, C. Q.; LIN, Y. L. Room temperature Mössbauer
characterization of ferrites with spinel structure. Materials Characterization, 59, 1716-1720,
2008.
171 MURAD, E.; JOHNSTON, J. H. Iron oxides and oxyhydroxides. In: Mössbauer
Spectroscopy Applied to Inorganic Chemistry, Edited by G. I. Long, Spring Street, New
York, Capítulo 2, 507-582, 1987.
172 COSTA, T. C. C. Síntese de nanopartículas de magnetita via decomposição térmica
em meio não-aquoso. 2013. Tese (Doutorado em Ciências e Engenharia de Materiais) –
Centro de Ciências Exatas e da Terra, Universidade Federal do Rio Grande do Norte, Natal,
2013.
122
173 VANDENBERGHE, R. E.; VANSAN,E.;DEGRAVE, E.; DACOSTA,G. M. About the
Morin transition in hematite in relation with particle size and aluminium substitution.
Czechoslovak Journal of Physics, 51 (7), 663-675, 2001.
174 CORNELL, R. M.; SHWERTMANN. U.Theironoxides Structure, Properties,
Reactions, Ocurrences and Uses. Weinheim, New York; Basel; Cambridge; Tokyo: VCH,
573 p., 1996.
175 BOCANEGRA-DIAZ, A.; MOHALLEM, N. D. S.; SINISTERRA, R. D. Journal of the
Brazilian Chemical Society, 14, 936-941, 2003.
176 LIU, Z. L.; WANG, X.; YAO, K. L.; DU, G. H.; LU, Q. H.; DING, Z. H.; TAO, J.;
NING, Q.; LUO, X. P.; TIAN, D. Y.; XI, D. Journal of Materials Science, 39, 2633-2636,
2004.
177 BLASUBRMANIAM, R.; RAMESH KUMAR, A. V.; DILLAMANN, P. Current
Science, 85 (11), 1546-1555, 2003.
178 ARRUEBO, M.; PACHECO, R. F.; IBARRA, R.; SANTAMARÍA, Journal of
Magnetic Nanoparticles for Drug Delivery. Nano Today, 2, 22-32, 2007.
179 ABDALLA, M. O.; ANEJA, R.; DEAN, D.; RANGARI, V.; RUSSELL, A.; JAYNES,
J.; YATES, C.; TURNER, T. Synthesis and characterization of noscapine loaded magnetic
polymeric nanoparticles. Journal of Magnetism and Magnetic Materials, 322, 190-196,
2010.
180 SATO, T.; IIJIMA, T.; SEKIN, M.; INAGAKI, N. Magnetic properties of ultrafine ferrite
particles. Journal of Magnetism and Magnetic Materials, 65, 252, 1987.
181 PILLAI, V.; SHAH, D. O. Synthesis of high-coercivity cobalt ferrite particles using
water-in-oil microemulsions. Journal of Magnetism and Magnetic Materials, 163 (1-2),
243-248, 1996.
182 AJAYAN, P. M.; SCHADLER, L. S.; BRAUN, P. V. Nanocomposite Science and
Technology. Wiley-VCH, ISBN 3527303596, 2003.
183 ZHAO, H. X; LI, ROBERT K. Y. Effect of water absorption on the mechanical and
dielectric properties of nano-alumina filled epoxy nanocomposites. Composites Part A, 39,
602-611, 2008.
184 BASKARAN, R.; SAROJADEVI, M.; VIJAYAKUMAR, C. T. Unsaturated polyester
nanocomposites filled with nano-alumina. Journal of Materials Science, 46 (14),4864, 2011.
185 CANEVAROLO, J. S. V. Técnicas de Caracterização de Polímeros. São Paulo:
Artliber, 2004.
186 PASCAULT, J. P.; WILLIAMS, R. J. J. Glass transition temperature versus conversion
relationships for thermosetting polymers. Journal of Polymer Science Part B: Polymer
Physics, 28 (1), 85-95, 1990.
123
187 ZHU, J.; WEI, S.; RYU, J.; BUDHATHOKI, M.; LIANG, G.; GUO, Z. In-Situ Stabilized
Carbon Nanofibers (CNFs) Reinforced Epoxy Nanocomposites. Journal of Materials
Chemistry, 20, 4937-4948, 2010.
188 MOHANTY, S.; VERMA, S. K.; NAYAK, S. K. Dynamic Mechanical and Thermal
Properties of MAPE Treated Jute/HDPE composites. Composites Science and Technology,
66, 538-547, 2006.
189 LIM, S. H.; ZENG, K. Y; HE, C. B. Morphology, tensile and fracture characteristics of
epoxy-alumina nanocomposites. Materials Science and Engineering: A, 527, 5670-5676,
2010.
190 RANA, A. K.; MANDAL, B. C.; MITRA, R.; JACOBSON, R.; ROWELL, A.;
BANERJE, N. Short jute fiber reinforced propylene composites: Effect of compatibilizer.
Journal of Applied Polymer Science, 69, 329-338, 1998.
191 CALLISTER JR, W. D. Fundamentos da Ciência e Engenharia dos Materiais: Uma
Abordagem Integrada, 2ª edição, Rio de Janeiro: Editora LTC, 2006.
192 BALANIS, C. A. Antena Theory: Analysis and design. 2nd
ed. New York. John Willey,
941 p., 1997.
193 REANEY, I. M.; IDDLES, D. Microwave dieletric ceramics for resonators and filters in
mobile phone networks. Journal of the American Ceramic Society, 89 (7), 2063-2072,
2006.
124
GLOSSÁRIO
– Biodegradação: Suscetibilidade à degradação por meio de atividade biológica,
acompanhada por perda de massa.
– Campo magnético hiperfino: Parâmetro hipefino obtido do espectro Mössbauer e que é
uma grandeza relacionada com o momento magnético do átomo de ferro no material
estudado.
– Coercividade: É o valor do campo externo necessário para desmagnetização.
– Cura: Processo químico de endurecimento de um material polimérico, em que monômeros
e oligômeros (pré-polímero) se unem para formar um polímero de massa molar superior.
– Desdobramento quadrupolar: Parâmetro hipefino obtido do espectro Mössbauer que
mede o desvio da simetria cúbica ou esférica das cargas externas ao núcleo e resulta da
interação do momento quadrupolar nuclear com o gradiente de campo elétrico na região do
núcleo.
– Deslocamento isomérico: Parâmetro hipefino obtido do espectro Mössbauer que se origina
da interação eletrostática entre a carga distribuída no núcleo com os elétrons s, cuja
probabilidade é finita na região nuclear. A magnitude do deslocamento isomérico depende do
total da densidade de elétrons s ressonante sobre o núcleo do ferro, a qual está relacionada
com a valência ou estado de oxidação.
– Estado de gel: Momento em que a resina passa do estado fluido para o estado viscoso.
– Fratura criogênica: Fratura feita após congelamento do corpo de prova a baixas
temperaturas com o uso de nitrogênio líquido (No caso do presente estudo).
– Frequência ressonante: É a frequência em que um sistema oscila com amplitude máxima;
Frequência em que a irradiação é máxima e a perda de retorno (RL) é mínima (No caso do
presente estudo).
– Grau de reticulação: Diz respeito à formação de ligação cruzada, rede tridimensional.
– Impedimento estérico: É o impedimento de ligações devido à presença de grupos
volumosos.
– Interface: Ponto de interação, limite comum a dois corpos, sistemas, fases ou espaços, que
permite sua ação mútua, intercomunicação ou trocas entre eles.
– Largura de banda: Faixa de frequência ocupada pelo sinal modulado. Intervalo de
frequência em que um ressoador irradia de maneira efetiva (No caso do presente estudo).
125
– Ligação cruzada: Processo pelo qual cadeias poliméricas lineares ou ramificadas são
interligadas por meio de ligações covalentes, produzindo polímeros tridimensionais com alta
massa molar.
– Magnetização de saturação: Valor máximo da intensidade de magnetização de uma
substância quando submetida à ação de um campo magnético.
– Magnetização remanescente: Diz respeito à magnetização residual após retirada do
campo.
– Molhabilidade: Tendência de um determinado fluído de se espalhar ou aderir sobre uma
superfície sólida.
– Perda de retorno: É a medida da taxa de potência refletida no sistema (expressa em dB)
correspondente à quantidade de energia fornecida ao ressoador e que está sendo devolvida ao
analisador de rede (No caso do presente estudo).
– Plástico biobaseado: Material composto ou derivado parcial ou totalmente de biomassa.
– Policondensação: É uma das etapas de síntese de plásticos e define-se com um processo de
polimerização que envolve uma reação química entre moléculas multifuncionais de
monômero, com eliminação contínua de moléculas pequenas (Água, amoníaco, Ácido
clorídrico).
– Polimerização: Processo pelo qual monômeros ou uma mistura de diferentes monômeros se
convertem em uma macromolécula.
– Pré-polímero: Oligômero ou polímero com massa molar entre o monômero ou os
monômeros que o deram origem e o polímero final.
– Relaxação dielétrica: É um efeito de polarização que surge quando os dipolos não são
capazes de seguir instataneamente a oscilação do campo elétrico. Nesse caso, o campo
oscilante e a reorientação dos dipolos ficam defasados, originando uma dissipação de energia.
– Rugosidade superficial: Conjunto de desvios microgeométricos, caracterizado pelas
pequenas saliências e reentrâncias presentes em uma superfície.
– Superparamagnetismo: Exibição de magnetização apenas na presença de um campo
magnético externo.
– Temperatura de transição vítrea: Temperatura abaixo da qual um polímero amorfo se
torna duro e frágil (estado vítreo), e acima da qual o mesmo polímero é mais flexível, com
maior liberdade para movimentação molecular interna. Não caracteriza uma mudança de
estado físico.
126
– Termoplástico: É um plástico que, a uma dada temperatura, apresenta alta viscosidade e,
portanto, pode ser conformado e remoldado.
– Termorrígido/Termofixo: É um plástico que uma vez moldado não pode ser fundido e
remoldado novamente, devido à presença de ligações cruzadas em sua estrutura. O aumento
da temperatura leva à degradação.