reciclagem de embalagens tipo stand up pouch: viabilidade...
TRANSCRIPT

UNIVERSIDADE DE SÃO PAULO
Escola de Engenharia de Lorena
MIRELLA DE MARCHI TEIXEIRA
Reciclagem de embalagens tipo stand up pouch:
viabilidade técnica e teste industrial
Lorena - SP
2013

Mirella de Marchi Teixeira
Reciclagem de embalagens tipo stand up pouch:
viabilidade técnica e teste industrial
Projeto de monografia apresentado a
Escola de Engenharia de Lorena EEL-USP
como requisito parcial para a conclusão de
Graduação do Curso de Engenharia
Química.
Orientadora: Profa Dra. Diovana Aparecida
dos Santos Napoleão
Lorena - SP
2013

Dedico este trabalho aos meus pais, Hélio e Márcia, por
me ensinarem a ser o que sou, a minha segunda mãe e
avó, Mercedes, pela dedicação e excelente criação e a
minha irmã e amiga, Melissa, por estar sempre ao meu
lado.
AGRADECIMENTO
Agradeço a minha família pelo apoio emocional e financeiro e por todo o
incentivo.
As pessoas queridas que mesmo distante sempre estiveram ao meu lado.
As minhas colegas de apartamento pela companhia e amizade.
A Profa. Dra. Diovana Aparecida dos Santos Napoleão pela orientação.
Ao Júlio pela paciência e oportunidade de aprendizado.
A empresa que me possibilitou realizar este trabalho e todo o apoio das
pessoas da minha área.

Talvez não tenha conseguido fazer o melhor, mas lutei para que o melhor fosse feito. Não sou o que deveria ser, mas Graças a Deus, não sou o que era antes”.
(Marthin Luther King)

RESUMO
Atualmente as embalagens tipo stand up pouch (SUP) são muito utilizadas em
produtos alimentícios, cosméticos, produtos de limpeza, entre outros, devido a sua
capacidade de conservação do conteúdo interno, leveza, facilidade para fabricação
e transporte, menor impacto ambiental pra sua produção e redução de custo. A
maioria dos SUP do mercado são produzidos com filmes multicamadas, tais como
politereftalato de etileno (PET), BOPA (Poliamida biorientada), alumínio, entre
outros, o que dificulta a reciclagem tanto do pós-consumo quanto dos materiais que
sobram no processo produtivo. Este projeto, realizado em parceria com uma
empresa brasileira localizada no estado de São Paulo, estudou a viabilidade técnica
da reciclagem de embalagens tipo stand up pouch pós-consumo. Para este fim,
foram produzidas resinas a partir de embalagens encontradas no mercado, de
diferentes produtos e fabricantes.
Com essas resinas foram feitos testes de laboratório e industriais com o
objetivo de apresentar, no final do estudo, uma inserção do polímero desenvolvido
em mercados já existentes apresentando possíveis produtos a serem fabricados
para evitar que essas embalagens sejam destinadas aos aterros sanitários.
Palavras-chave: Embalagem, stand up pouch, embalagens flexíveis,
embalagem multicamada, reciclagem.

ABSTRACT
Currently the packaging type stand up pouch ( SUP ) are widely used in food,
cosmetics, cleaning products, among others, due to its ability to preserve the inner
content, lightness, ease of manufacture and transportation, lower environmental
impact to its production and cost reduction. Most SUP market are produced with
multilayer films such as polyethylene terephthalate (PET), BOPA (polyamide
oriented), aluminum, among others , which makes recycling of post-consumer well as
materials that remain in the manufacturing process. This project, conducted in
partnership with a Brazilian company located in São Paulo state, studied the
technical feasibility of recycling packaging stand up pouch type post-consumer. To
this end, resins were produced from packaging found in the market, different
products and manufacturers.
Were made with these resins and industrial laboratory tests in order to
produce at the end of the study, an insertion of the polymer developed in existing
markets presenting possible products to be manufactured to prevent these packages
are designed to landfills .
Keywords: packaging, stand up pouches, flexible packaging, multilayer
packaging, recycling.

Lista de figuras
Figura 1. Símbolos de identificação dos materiais plásticos segundo a norma ABNT
13230. ....................................................................................................................... 26
Figura 2. Fluxograma geral das etapas do processo. .............................................. 27
Figura 3. Entrada do material na linha de lavagem ................................................... 28
Figura 4. Tanque de decantação de plástico. ........................................................... 29
Figura 5. Aglutinador de grãos. ................................................................................. 31
Figura 6. Matéria prima aglutinada. ........................................................................... 31
Figura 7. Perfil de rosca. .......................................................................................... 32
Figura 8. Cabeçote da extrusora. .............................................................................. 32
Figura 9. Formação de cordões plásticos. ............................................................... 33
Figura 10. Diversas aparas. ...................................................................................... 39
Figura 11. Placa Prensada. ...................................................................................... 43
Figura 12. Grãos e placa injetadade SUP+PEAD ..................................................... 44
Figura 13. Madeira plástica reciclada. ...................................................................... 45
Figura 14. Massa plástica pastosa com impurezas. ................................................. 46
Figura 15. Grãos da resina SUP+PEBD .................................................................... 47
Figura 16. Lona reciclada. ........................................................................................ 48
Figura 17. Grãos da resina SUP+PP......................................................................... 49
Figura 18. Pallet reciclado. ....................................................................................... 50

Lista de tabelas
Tabela 1: Dados de temperatura por zona da rosca para resina SUP+PEBD ......... 36
Tabela 2: Dados de temperatura por zona da rosca para resina SUP+PEBD ......... 40
Tabela 3. Dados de temperatura por zona da rosca para resina SUP+PP* .............. 42
Tabela 4: Tabela 4: Propriedades da resina SUP+PEAD analisado em teste de
laboratório ................................................................................................................. 45
Tabela 5: Propriedades da resina SUP+PEBD analisado em teste de laboratório ... 47
Tabela 6: Propriedades da resina SUP+PP analisada em teste de laboratório ........ 49

Lista de abreviaturas e siglas
BOPA Poliamida biorientada
CaCO3 Carbonato de cálcio
EVOH Etileno de álcool vinílico
ETE Estação de tratamento de efluentes
EPDM Borracha Etileno-Propileno-Dieno
FPA Associação Americana de Embalagens Flexíveis
g/cm3 Gramas por centímetro cúbico
kg Quilograma
mm milímetro
PEAD Polietileno de alta densidade
PEBD Polietileno de baixa densidade
PP Polipropileno
PNRS Política Nacional de Resíduos Sólidos
PBL Plastic Basic Laminated
PE Polietileno
PET Politereftalato de etileno
PNMC Plano Nacional de Mudanças do Clima
PPCS Plano Nacional de Produção e Consumo Sustentável
PNRH Plano Nacional de Recursos Hídricos
Plansab Plano Nacional de Saneamento Básico
RPM Rotações por minuto
SUP Stand up Pouch

SUMÁRIO
1. Introdução ........................................................................................ 13
2. Objetivo ............................................................................................ 15
3. Revisão Bibliográfica ...................................................................... 16
3.1. Política nacional de resíduos sólidos (PNRS) .................................................16
3.1.1. Os resíduos sólidos .................................................................................................. 17
3.2. Plásticos ................................................................................................................ 18
3.2.1. Embalagens Stand Up Pouch (SUP) ......................................................................... 20
3.2.2. As destinações pós-consumo dos resíduos plásticos .............................................. 21
3.3. Reciclagem ............................................................................................................ 23
3.3.1. Reciclagem primária ou pré-consumo ................................................................... 23
3.3.2. Reciclagem secundária, ou mecânica ..................................................................... 24
3.3.3. Reciclagem terciária ou química ............................................................................ 24
3.3.4. Reciclagem quaternária ou recuperação energética de resíduos .......................... 24
3.3.5. Identificação e simbologia ...................................................................................... 25
4. Metodologia ..................................................................................... 27
4.1. Etapas do processo ............................................................................................... 27
4.1.1. Coleta do material ................................................................................................... 28
4.1.2 Lavagem e Moagem ................................................................................................. 28
4.1.3 Granulação ............................................................................................................... 30
4.2. Divisão dos processos ........................................................................................... 33
4.2.1. Teste de reciclagem a partir de embalagens SUP puras ........................................ 33
4.2.2. Teste de reciclagem a partir da extrusão de resina SUP+PEAD (Polietileno de Alta
Densidade) ........................................................................................................................ 35
4.2.3. Teste de reciclagem a partir da extrusão de resina SUP+PEBD (Polietileno de Baixa
Densidade) ........................................................................................................................ 38
4.2.4. Teste de reciclagem a partir da extrusão de resina SUP+PP (Polipropileno) ........ 39
5. Resultados e Discussões ............................................................... 43
5.1. Teste de reciclagem a partir de embalagens SUP puras ......................................... 43

5.2. Teste de reciclagem a partir da extrusão de resina SUP+PEAD (Polietileno de Alta
Densidade) .................................................................................................................. 43
5.2.1. Granulação ............................................................................................................. 43
5.2.2. Teste de madeira plástica ....................................................................................... 45
5.3. Teste de reciclagem a partir da extrusão de resina SUP+PEBD (Polietileno de Baixa
Densidade) .................................................................................................................. 45
5.3.1. Granulação .............................................................................................................. 45
5.3.2. Teste de produção de lona ...................................................................................... 47
5.4. Teste de reciclagem a partir da extrusão de resina SUP+PP (Polipropileno) ........... 48
5.4.1. Granulação .............................................................................................................. 48
5.4.2. Teste produção de pallet ........................................................................................ 49
6. Considerações finais....................................................................... 50
Referências Bibliográfica .................................................................... 52
13
1. INTRODUÇÃO
Com o foco na conscientização ambiental, a Política Nacional de Resíduos
Sólidos (PNRS) define a diferença entre resíduo (lixo que pode ser reciclado ou
reaproveitado) e rejeito (lixo que não pode ser reaproveitado), além de citar todo
tipo de resíduo (doméstico, industrial, de construção civil, lâmpadas, da área de
saúde, perigosos, etc.).
Essa lei vem para minimizar o excesso de resíduo gerado pelo Brasil e dar
a ele a destinação correta, uma vez que agora não apenas o governo, mas os
produtores e até os consumidores são responsáveis pela destinação e
tratamento correto do seu material obsoleto, através do processo de logística
reversa.
Os objetivos na PNRS são:
- Redução, reutilização e tratamento de resíduos sólidos;
- Destinação final ambientalmente correta de rejeitos;
- Diminuição do uso dos recursos naturais, como água e energia na
produção de produtos;
- Intensificação de ações de educação ambiental;
- Aumento da reciclagem no país;
- Promoção da inclusão social.
A redução tem sido um item bastante trabalhado, principalmente porque a
redução de massa das embalagens também está associada a uma redução de
custos, que tem impulsionado este procedimento.
O stand up pouch (SUP) é um exemplo de embalagem que atende este
requisito de redução, uma vez que se emprega de 70 a 90% menos material (em
massa) quando se compara o mesmo produto acondicionado em embalagem
rígida versus embalagem flexível. Por este motivo, a aplicação mais comum e
mais esperada para as embalagens flexíveis é a substituição das embalagens
rígidas, segundo pesquisa realizada pela Associação Americana de Embalagens
Flexíveis (FPA).
As principais vantagens do uso do stand up pouch são: a capacidade de
ficar em pé na prateleira; a característica de permanecer plano antes do
acondicionamento do produto, que traz economia no transporte e no espaço
14
utilizado para armazenagem; e o fato de usar menos plástico do que uma
embalagem rígida, gastando, comparativamente, menos energia para ser
produzida, além de gerar menor quantidade de lixo para descarte.
Pelos motivos apresentados anteriormente, o emprego de SUP para o
acondicionamento dos mais variados tipos de produtos (secos, particulados,
líquidos, viscosos, refrigerados, congelados e esterilizados) tem crescido
bastante, tanto no mercado internacional como nacional.
Um dos principais atributos que tem impulsionado o uso deste tipo de
embalagem é o custo, que em muitos casos é de até cinco vezes inferior àquele
de uma embalagem rígida. Isto decorre do fato de que o processo de produção
do SUP se baseia em bobinas já impressas. Uma única máquina é responsável
pela formação, enchimento e fechamento da embalagem, sem a necessidade de
colocação de rótulos ou tampas. Além disso, as embalagens apresentam fácil
abertura, podem ser fechadas novamente após sua abertura quando têm zíper
como acessório e permitem a visualização do produto como apelo
mercadológico quando sua estrutura contém visor transparente.
Por outro lado, o SUP apresenta dificuldades para a reciclagem uma vez
que sua estrutura é composta por diversos materiais o que normalmente
inviabiliza sua reciclagem devido à incompatibilidade dos mesmos.
As embalagens têm rotatividade alta, pois acabam se transformando em
resíduo sólido urbano após o consumo do produto de interesse.
Desta forma, este estudo foi desenvolvido com o objetivo de proporcionar
uma técnica viável para a reciclagem de embalagens stand up pouch,
apresentando possíveis produtos finais a serem fabricados para evitar que essas
embalagens cheguem aos aterros sanitários, satisfazendo, assim, a PNRS.

15
2. OBJETIVO
O objetivo geral deste projeto é evitar que as embalagens tipo stand up
pouch (SUP) sejam destinadas aos aterros sanitários e, assim, obedecer às
diretrizes da Política Nacional de Resíduos Sólidos.
Os objetivos específicos são:
• Proporcionar uma técnica viável para a reciclagem de embalagens SUP,
pois esse tipo de embalagem apresenta dificuldades para a reciclagem
uma vez que sua estrutura é composta por diversos materiais o que
normalmente inviabiliza seu reprocessamento devido à incompatibilidade
dos mesmos;
• Realizar testes de laboratório e industriais para verificar a reciclabilidade
do polímero;
• Apresentar possíveis produtos finais a serem fabricados com as resinas;
• Aplicar essas resinas desenvolvidas para fabricação de novos produtos.

16
3. REVISÃO BIBLIOGRÁFICA
3.1. Política nacional de resíduos sólidos (PNRS)
A aprovação da Política Nacional de Resíduos Sólidos (PNRS), criada pela
Lei nº 12.305 de 2010 e regulamentada pelo Decreto nº 7.404 de 2010, marcou
o início de uma forte articulação institucional envolvendo a união, estados e
municípios, o setor produtivo e a sociedade civil na busca de soluções para os
graves problemas causados pelos resíduos, que vem comprometendo a
qualidade de vida dos brasileiros.
Essa lei estabelece princípios, objetivos, diretrizes, metas e ações, e
importantes instrumentos, tais como este Plano Nacional de Resíduos Sólidos,
que está em processo de construção e englobará os diversos tipos de resíduos
gerados, alternativas de gestão e gerenciamento passíveis de implementação,
bem como metas para diferentes cenários, programas, projetos e ações
correspondentes.
O Plano mantém estreita relação com os Planos Nacionais de Mudanças
do Clima (PNMC), de Recursos Hídricos (PNRH), de Saneamento Básico
(Plansab) e de Produção e Consumo Sustentável (PPCS). Apresenta conceitos
e propostas que refletem a interface entre diversos setores da economia
compatibilizando crescimento econômico e preservação ambiental com
desenvolvimento sustentável.
A lei estabelece metas importantes para o setor, como o fechamento dos
lixões até 2014 - a parte dos resíduos que não puder ir para a reciclagem, os
chamados rejeitos, só poderá ser destinada para os aterros sanitários - e a
elaboração de planos municipais de resíduos.
Além disso, institui a responsabilidade compartilhada dos geradores de
resíduos: dos fabricantes, importadores, distribuidores, comerciantes, o cidadão
e titulares de serviços de manejo dos resíduos sólidos urbanos na Logística
Reversa dos resíduos e embalagens pós-consumo e pós-consumo.
A lei prevê a prevenção e a redução na geração de resíduos, propondo a
prática de hábitos de consumo sustentável e um conjunto de instrumentos para
incentivar o aumento da reciclagem e da reutilização dos resíduos sólidos (aquilo

17
que tem valor econômico e pode ser reciclado ou reaproveitado) e a destinação
ambientalmente adequada dos rejeitos (aquilo que não pode ser reciclado ou
reutilizado).
Juntamente com a regulamentação dessa lei foi instituido o Comitê
Interministerial da Política Nacional de Resíduos Sólidos. Este Comitê tem a
finalidade de apoiar a estruturação e implementação da Política Nacional de
Resíduos Sólidos, por meio da articulação dos órgãos e entidades
governamentais, de modo a possibilitar o cumprimento das determinações e das
metas previstas na Lei nº 12.305 e no próprio decreto (Ministério do Meio
Ambiente, 2013).
A lei é bastante atual e contém instrumentos importantes para permitir o
avanço necessário ao país no enfrentamento dos principais problemas
ambientais, sociais e econômicos decorrentes do manejo inadequado dos
resíduos sólidos.
Os instrumentos da PNRS ajudarão o Brasil a atingir uma das metas do
Plano Nacional sobre Mudança do Clima, que é de alcançar o índice de
reciclagem de resíduos de 20% em 2015.
A Política Nacional de Resíduos Sólidos (PNRS), aprovada em agosto de
2010, disciplina a coleta, o destino final e o tratamento de resíduos urbanos,
perigosos e industriais, entre outros.
3.1.1. Os resíduos sólidos
Resíduo sólido é normalmente definido na literatura como sendo produto
da atividade humana e considerado, pelo gerador, como sem utilidade,
descartável e/ou indesejável. Segundo a norma NBR 10004:2004 (ABNT, 2004),
a definição de resíduos sólidos é: “Resíduos nos estados sólido e semissólido,
que resultam de atividades de origem industrial, doméstica, hospitalar,
comercial, agrícola, de serviços e de varrição. Ficam incluídos nesta definição os
lodos provenientes de sistemas de tratamento de água, aqueles gerados em
equipamentos e instalações de controle de poluição, bem como determinados
líquidos cujas particularidades tornem inviável o seu lançamento na rede pública

18
de esgotos ou corpos de água, ou exijam para isso soluções técnicas e
economicamente inviáveis em face à melhor tecnologia disponível".
Porém, este conceito mudou. Atualmente a maior parte desses materiais
pode ser aproveitada para algum outro fim, seja de forma direta, como por
exemplo as aparas de embalagens laminadas descartadas pelas indústrias e
utilizadas para confecção de placas e compensados, ou de forma indireta, por
exemplo, como combustível para geração de energia que é usada em diversos
processos.
Cada brasileiro produz 1,1 quilogramas de lixo em média por dia. No País,
são coletadas diariamente 188,8 toneladas de resíduos sólidos. Desse total, em
50,8% dos municípios, os resíduos ainda têm destino inadequado, pois vão para
os 2.906 lixões que o Brasil possui. Em 27,7% das cidades o lixo vai para os
aterros sanitários e em 22,5% delas, para os aterros controlados, de acordo com
dados da Pesquisa Nacional de Saneamento Básico do Instituto Brasileiro de
Estatística (IBGE, 2008).
Em oito anos, o número de programas de coleta seletiva mais que dobrou.
Passou de 451, em 2000, para 994, em 2008. A maior concentração está nas
regiões Sul e Sudeste, onde, respectivamente, 46% e 32,4% dos municípios
informaram à pesquisa do IBGE que possuem coleta seletiva em todos os
distritos (IBGE, 2008).
A dificuldade em administrar os resíduos das cidades passou a ser um
problema mais complexo no decorrer do século 20, em razão da concentração
populacional e do processo de industrialização das regiões metropolitanas.
3.2. Plásticos
Os plásticos são polímeros (compostos químicos de elevada massa
molecular) obtidos a partir das resinas sintéticas derivadas do petróleo e, mais
recentemente, de material renovável, por exemplo, a cana de açúcar.
Nas últimas décadas, os plásticos revolucionaram vida do ser humano
(THOMPSON et al, 2009). Na primeira página do livro “Plastics”, YARSLEY e
COUZENS (1945) apud THOMPSON et al. (2009) afirmam que “as possíveis
aplicações (dos plásticos) são praticamente inexauríveis”. O que é uma
realidade hoje em dia, pois os plásticos estão presentes em praticamente todos

19
os setores da sociedade, incluindo roupas, artigos esportivos, edificações,
automóveis, aviões, aplicações médicas, entre muitos outros. A diversidade e a
versatilidade desses polímeros facilita a produção de uma enorme variedade de
produtos que proporcionam avanços tecnológicos, economia de energia e
diversos outros benefícios para a sociedade (ANDRADY; NEAL, 2009)
Os polímeros plásticos podem ser classificados em dois grandes grupos
distintos pelo comportamento térmico durante o processamento: os
termoplásticos e os termofixos. Os termoplásticos são aqueles, que, quando
sujeito à ação de calor, facilmente se deformam podendo ser remodelados e
novamente solidificados mantendo a sua nova estrutura (MANO; MENDES,
2009). Por esse motivo são altamente recicláveis.
Os termorrígidos ao contrário, quando aquecidos não podem ser
remodelados, pois eles não se fundem (MANO; MENDES, 2009). O
aquecimento do polímero acabado promove decomposição do material antes de
sua fusão, tornando a sua reciclagem complicada.
A maioria dos artigos plásticos vendidos, especialmente as embalagens e
outros bens não-duráveis, torna-se resíduo em menos de um ano, ou, no pior
cenário, após um único uso. Mesmo assim, os resíduos plásticos são valorosas
fontes de matérias-primas, e podem ser transformados em outros materiais
poliméricos (AL-SALEM; LETTIERI; BAEYENS, 2010).
Quantidades importantes de resíduos plásticos, muitas vezes
microscópicos devido a sua degradação incompleta, uma vez que estes
materiais são bastante resistentes às radiações, ao calor, ao ar e à água, têm se
acumulado nos aterros e no meio ambiente, causando danos ambientais e
problemas relacionados à gestão desses resíduos. Tais danos podem ser a
liberação de tóxicos para o meio ambiente (plastificantes e outros aditivos), a
ingestão de plásticos por organismos, causando muitas vezes a sua morte, ou a
simples presença de resíduos, impactando visualmente o ambiente (HOPEWEL;
DVORAK; KOSIOR, 2009).
Os custos cada vez mais elevados e a escassez de espaço nos aterros têm
influenciado o desenvolvimento de técnicas alternativas para a disposição de
resíduos plásticos. O problema dos impactos dos plásticos torna-se ainda mais
grave quando eles são dispostos de forma inadequada e dispersos no ambiente.

20
Isso tem feito com que técnicas de reciclagem venham sendo cada vez mais
praticadas.
3.2.1. Embalagens Stand Up Pouch (SUP)
Segundo Cabral (2000), o sistema de embalagem é o conjunto de
operações, materiais e acessórios que são utilizados na indústria a fim de
conter, proteger, conservar e armazenar os diversos produtos e transporta-los
aos pontos de venda ou de utilização, atendendo às necessidades dos
consumidores a um custo adequado, respeitando a ética e o meio ambiente.
Embalagens plásticas flexíveis, por definição, são aquelas cujo formato
depende da forma física do produto acondicionado.
As embalagens flexíveis muitas vezes não são caracterizadas por um único
material, já que o uso de matérias em camadas múltiplas pode combinar
diferentes qualidades desejáveis na proteção de um produto (CABRAL, 2000).
Os materiais flexíveis incluem, ainda, selos de fechamento, rótulos e etiquetas
plásticas. Destacam-se pela relação otimizada entre a massa de embalagem e a
quantidade de produto acondicionado, além da flexibilidade que oferecem ao
dimensionamento de suas propriedades.
A possibilidade de combinação de diferentes polímeros para obtenção de
propriedades balanceadas, que atendam a requisitos econômicos, ambientais e
de conservação e comercialização de produtos é uma das grandes vantagens
competitivas das embalagens plásticas flexíveis (ABIEF, 2013).
Cada camada possui funções específicas, como barreira ao oxigênio,
barreira ao vapor de água, selabilidade, resistência mecânica, entre outras, ou
seja, são diferentes combinações de materiais para diferentes necessidades de
aplicações (PETTERSEN; GÄLLSTEDT; EIE, 2004).
O Stand up pouch é uma embalagem flexível que fica em pé na gôndola do
supermercado, que é usada para molhos de tomate, refis de produto de limpeza,
como sabão para lavar roupas, cosméticos, entre outros.
Nos últimos anos, as embalagens flexíveis vêm ganhando espaço nas
prateleiras dos supermercados devido a sua visibilidade na gôndola associado
com sua beleza da impressão, alem da leveza do material em relação às
embalagens rígidas tradicionais. Isto permite otimizar tanto a armazenagem

21
quanto o transporte de produtos, além de facilitar o descarte. A maioria dos SUP
no mercado são produzidos com filmes multimateriais, tais como politereftalato
de etileno (PET), BOPA, poliamida orientada - OPA , entre outros polímeros e
alumínio, o que dificulta a reciclagem tanto do pós-consumo quanto dos
materiais que sobram no processo produtivo.
Sendo uma embalagem multicamadas composta por substratos de
materiais distintos unidos por adesivos, sua devida reciclagem, após o seu uso,
dificilmente acontece (PLASTIVIDA, 2013).
3.2.2. As destinações pós-consumo dos resíduos plásticos
Devido à imensa variedade de plásticos existentes no mercado e do grande
volume descartado, a gestão de resíduos plásticos é complexa, e a destinação
escolhida irá depender de diversos fatores, como do tipo de polímero ou do
produto descartado, dentre outros (HOPEWELL; DVORAK; KOSIOR, 2009).
Um dos grandes problemas dos resíduos sólidos é o descarte inadequado.
É grande a quantidade de resíduos encontrada nos rios, mares, solos e em
outros ambientes. O descarte incorreto acaba sendo comum no Brasil, e as
principais razões são a falta de coleta de lixo, especialmente em comunidades
mais pobres, e o péssimo hábito brasileiro de jogar lixo no chão, nas ruas e nos
corpos d’água (COELHO; CASTRO; GOBBO, 2001)
Os resíduos ditos perigosos, como por exemplo o lixo hospitalar, devem ser
incinerados.
O Brasil tem um grande potencial de reciclagem, porém, devido a falta de
coleta e separação adequadas, grande parte desses materiais vão para aterros
e lixões.
Aterros sanitários são espaços projetados para o depósito de resíduos,
evitando a contaminação dos solos e dispondo de tratamento de efluentes e
controle de emissões dos gases dos materiais em decomposição (NARAYANA,
2009).
Os lixões são, ainda, os tipos mais comuns de disposição de lixo em países
em desenvolvimento. Os resíduos são simplesmente jogados em uma área a
céu aberto, sem qualquer tipo de controle ou tratamento (NARAYANA, 2009).

22
Há alguns anos, o conceito de logística reversa restringia-se ao fluxo
contrário ao fluxo direto de produtos em uma cadeia de suprimentos.
Atualmente, o conceito de logística reversa tornou-se algo mais amplo e inclui a
preocupação com o meio ambiente. Assim, passou a ter a função, para as
empresas, de redução de perdas (CHAVES; BATALHA, 2006) e, impulsionada
principalmente por fins lucrativos, tem avançado bastante na Europa e nos
Estados Unidos, apesar de ainda ser bastante incipiente em outros lugares do
mundo como o Brasil (SRIVASTAVA, S. K.; SRIVASTAVA R. K., 2006).
Tal logística engloba também o retorno dos produtos e seus componentes,
que podem ser, no caso dos plásticos, os mais diversos tipos de produtos pós-
consumo, como embalagens, objetos duráveis ou não duráveis, carcaças de
eletro- eletrônicos, entre muitos outros. O conceito de logística reversa hoje vem
acoplado a um sentido de ciclo, onde o que é descartado pelo consumidor volta
ao produtor. Ou seja, o novo foco da logística envolve a reintrodução de
materiais ou produtos na cadeia produtiva, a partir da coleta, desmonte e
reprocessamento. Produtos descartados, que podem ser reciclados, retornam ao
fabricante como matéria-prima, a partir da reciclagem, que irá impulsionar a
prática da logística reversa. Outra vantagem desse processo é a manutenção da
qualidade ambiental e a redução dos impactos, sem prejudicar a economia das
empresas (FIGUEIRÓ, 2010). Para o processo de reciclagem, a logística reversa
é muito importante, pois facilita o retorno dos materiais pós-consumo para que
sirvam de matéria prima novamente, nos centros de produção (COLTRO;
GASPARINA; QUEIROZ, 2008).
A coleta seletiva, parte fundamental na gestão de resíduos sólidos e
principalmente no auxílio à reciclagem, apesar de ser amplamente discutida nos
meios de comunicação e nos debates sociais, ainda é muito pouco aplicada no
gerenciamento de resíduos nos municípios brasileiros, e a sua organização e
responsabilidade é dos próprios municípios e suas prefeituras.
Mesmo com todo o apelo ambiental e social, menos de 20% dos
municípios brasileiros possuem qualquer programa de coleta seletiva, segundo o
IBGE (2008).
Os três principais meios utilizados para reduzir os resíduos sólidos que vão
para aterros e lixões são: redução na fonte, reutilização e reciclagem de
diferentes formas, incluindo a energética. Essas iniciativas, além de contribuir

23
para não esgotar a capacidade dos aterros sanitários, contribuem para preservar
os recursos naturais, reduzir o consumo de energia, e educar e conscientizar
ambientalmente a população. Para os plásticos, ainda contribuem para
minimizar sua imagem de vilão ambiental causada por sua poluição visual nos
grandes centros e sua taxa de crescimento expressiva nos aterros (SANTOS;
AGNELLI; MANRICH, 2008).
3.3. Reciclagem
Segundo a EPA (Environmental Protection Agency), a agencia ambiental
dos Estados Unidos, reciclagem trata-se da coleta de materiais que seriam
considerados lixo, sua separação e reprocessamento, permitindo a fabricação de
novos materiais e a sua comercialização (VALLE, 1995).
A reciclagem pode ser classificada em reciclagem primária, secundária,
terciária e quaternária.
3.3.1. Reciclagem primária ou pré-consumo
É a conversão de resíduos plásticos por tecnologia convencionais de
processamento em produtos com características de desempenho equivalentes
às daqueles produtos fabricados a partir de resinas virgens (BOTELHO, 2011).
A reciclagem primária é um processo bastante disseminado para
reciclagem de produtos industriais pré-consumo, pois os produtos já são limpos
e de fácil identificação (ROLIM, 2000).
A reciclagem mecânica primária consiste no reprocessamento do refugo de
plástico resultante do próprio processo produtivo. Esse método pressupõe o
processamento de materiais semi-limpos e com características semelhantes,
dificultando o uso da reciclagem primária para plásticos pós-consumo.
O método de reciclagem mais utilizado é o da reciclagem mecânica, porém
só pode ser realizado em produtos que contenham apenas um tipo de resina. Ou
seja, quanto mais misturado e contaminado for o resíduo, mais difícil será
reciclá-lo mecanicamente. A separação do material plástico previamente à coleta
faz-se essencial (AL-SALEM; LETTIERI; BAEYENS, 2009).

24
3.3.2. Reciclagem secundária, ou mecânica
É o reprocessamento de materiais poliméricos simples (formados por
somente um tipo de resina) utilizando meio mecânicos (AL-SALEM; LETTIERI;
BAEYENS, 2009).
Corresponde à reciclagem de produtos pós-consumo, diferindo da
reciclagem primária apenas pela origem do material, o qual é proveniente, em
sua maioria, de programas de coleta seletiva e do trabalho de catadores
individuais ou que trabalham em regime de cooperativa.
3.3.3. Reciclagem terciária ou química
Consiste na reciclagem de produtos químicos ou de matéria prima
(feedstock recycling), envolvendo processos de despolimerização (AL-SALEM;
LETTIERI; BAEYENS, 2009; HOPEWELL; DVORAK; KOSIOR, 2009).
A reciclagem química é o método de tratamento dos rejeitos pós-consumo
por meio de processos termoquímicos, de transformação química ou biológica
(HORVAT; FLORA, 1999). Tais processos permitem a obtenção de novas
substâncias químicas que podem ser reincorporadas à cadeia produtiva, e o tipo
de processo utilizado dependerá do material a ser utilizado. Esse processo de
reciclagem geralmente é indicado para resíduos formados por misturas de
diversos materiais, mas é mais eficiente quando os materiais chegam limpos e
puros, facilitando, assim, a obtenção de produtos de melhor qualidade. Por isso,
como na reciclagem mecânica, pode ser necessária a utilização de um pré-
tratamento do resíduo com a finalidade de atender a especificação de um
determinado processo de reciclagem (HOBBS; HALLIWELL, 2000).
A reciclagem química é um processo que requer grandes quantidades de
resíduos e de capital aplicado para que o reprocessamento seja
economicamente viável.
3.3.4. Reciclagem quaternária ou recuperação energética de resíduos
É um método de reciclagem que tem crescido muito nos últimos anos. A
queima dos resíduos para gerar calor, vapor ou energia tem representado de

25
modo crescente uma alternativa. No processo de recuperação de energia, a
destruição de espumas e grânulos também destrói CFCs e outros agentes
nocivos (AL-SALEM; LETTIERI; BAEYENS, 2009; HOPEWELL; DVORAK;
KOSIOR, 2009).
Segundo o Compromisso Empresarial para Reciclagem (CEMPRE, 2013),
no Brasil, o maior mercado é o da reciclagem primária. Este tipo de reciclagem
absorve 5% do plástico consumido. Um mercado crescente é o da chamada
reciclagem secundária.
A presença de materiais estranhos, como aço, alumínio, vidro, papel
cartão, tintas, vernizes, entre outros, utilizados nos processos de laminação e
conversão de materiais plásticos, constitui um problema de contaminantes na
reciclagem de embalagens plásticas, bem como os resíduos de alimentos
remanescentes na embalagem pós-consumo, ou sujidades adquiridas após o
seu descarte (FORLIN; FARIA, 2002).
A viabilidade da reciclagem é, atualmente, uma das premissas básicas na
concepção de novos materiais. A comunidade científica e a indústria têm
dedicado esforços na pesquisa e desenvolvimento de processos e métodos para
a reciclagem dos mais diversos materiais a fim de gerar uma quantidade menor
de resíduos, utilizar cada vez menos os recursos naturais não renováveis e
propor alternativas de reciclagem aos materiais existentes.
3.3.5. Identificação e simbologia
Os códigos de identificação têm por objetivo facilitar a recuperação das
embalagens plásticas descartadas com o resíduo sólido urbano, pois auxiliam
sua separação e posterior reciclagem e revalorização.
A norma da ABNT NBR 13230 – “Embalagens e acondicionamentos
plásticos recicláveis – identificação e simbologia” trata dos símbolos de
identificação dos materiais plásticos (Figura 1). Os seis materiais identificados
pelos símbolos são os plásticos que predominam no resíduo sólido urbano.

26
As dimensões dos símbolos apresentados na norma ABNT NBR 13230 são
apenas para orientar, porém as proporções estabelecidas na norma devem ser
obedecidas. Vale ressaltar que as dimensões devem facilitar ao máximo a leitura
do mesmo e a consequente separação do material na linha de triagem.
A norma não faz referência específica aos plásticos flexíveis, porém as
embalagens flexíveis também devem adotar a simbologia desta norma. No caso
de laminação e/ou coextrusão de diversos materiais para a fabricação da
embalagem flexível deve-se indicar os componentes principais da estrutura.
Figura 1. Símbolos de identificação dos materiais plásticos segundo a norma ABNT 13230.
27
4. METODOLOGIA
Foi definido para o desenvolvimento do estudo de reciclagem da
embalagem de SUP quatro famílias de materiais para nortear os estudos
práticos de aplicação de reciclagem:
• Embalagens SUP pura
• Resina SUP com adição de PEAD (Polietileno de Alta Densidade)
• Resina SUP com adição de PEBD (Polietileno de Baixa Densidade)
• Resina SUP com adição de PP (Polipropileno)
Isso se deu por ser uma embalagem que se comportaria de uma maneira
desconhecida dos processos comumente utilizados, e por ter múltiplas camadas
de materiais, com impressão em toda a sua superfície externa e inclusão de
adesivos.
Orientando os testes com essas famílias acabamos por minimizar e
anteceder alguns comportamentos dos materiais, podendo, então, direcionar os
testes de aplicação e tendo as suas variações de processos de reciclagem
aplicados de acordo com aplicações já conhecidas tais como: extrusão de filmes,
injeção de peças e produção de madeira plástica.
4.1. Etapas do processo
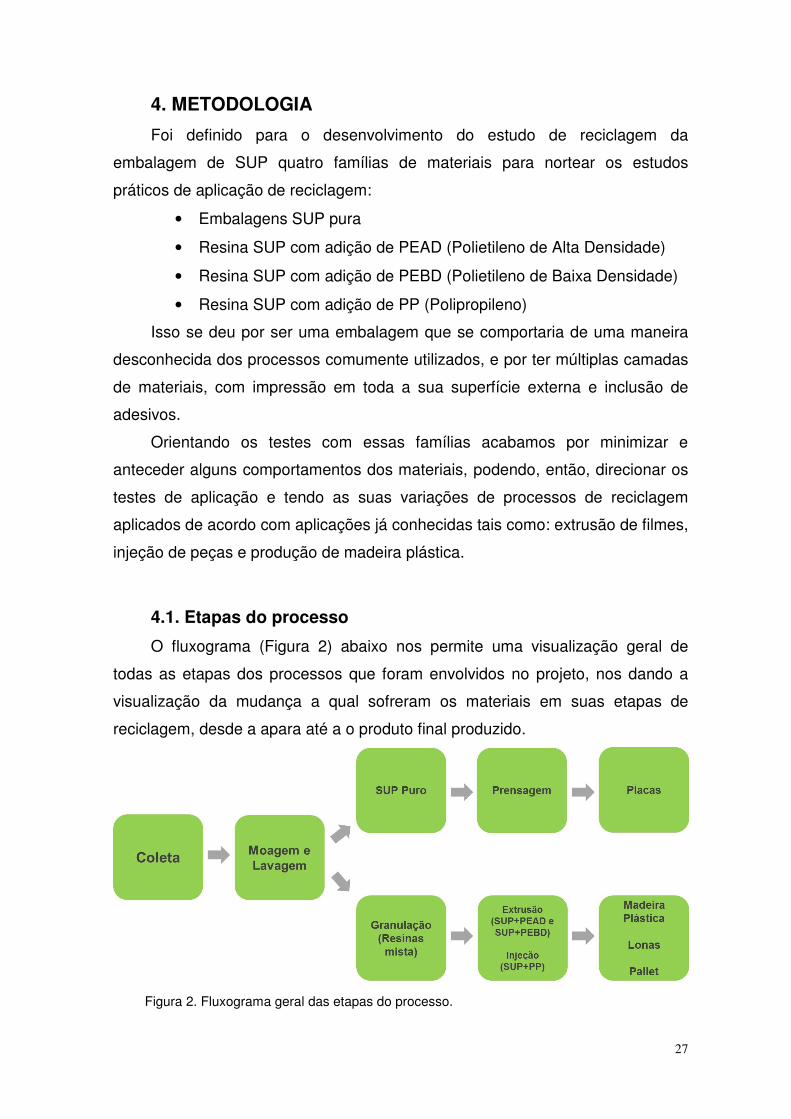
O fluxograma (Figura 2) abaixo nos permite uma visualização geral de
todas as etapas dos processos que foram envolvidos no projeto, nos dando a
visualização da mudança a qual sofreram os materiais em suas etapas de
reciclagem, desde a apara até a o produto final produzido.
Figura 2. Fluxograma geral das etapas do processo.

28
4.1.1. Coleta do material
Foram coletadas embalagens SUP pós-consumo e pós-industriais. Para
isso, tivemos a parceria de empresas que produzem as embalagens do SUP
assim como as empresas que executam o serviço de envase do material.
4.1.2 Lavagem e Moagem
Foi um processo comum às quatro famílias de resinas criadas para realizar
a descontaminação do material.
A embalagem foi processada assim como são lavados outros plásticos
contaminados com óleos, graxas, amido, alimentos, fitas adesivas e outros
materiais plásticos, antes de serem extrudados. A lavagem (Figura 3) não pode
ser considerada simplesmente como uma limpeza do plástico, e sim como um
processo de descontaminação de um dos materiais mais perigosos aos
equipamentos de reciclagem, a areia. A sílica é um material extremamente
abrasivo aos metais das roscas das extrusoras, podendo danificá-los de forma
permanente. Para se eliminar então esse corpo estranho e praticamente invisível
ao olho nu, utiliza-se então o procedimento de lavagem dos plásticos, em que o
material entra pela esteira e é moído com o auxilio de água, transformando
então a função do equipamento não apenas para a diminuição de dimensão do
material, mas como uma grande máquina de lavar.
Normalmente o moinho para filmes plásticos tem sentido de rotação de
suas facas de ataque, no sentido de entrado do material (moinhos para peças
plásticas têm o seu sentido de rotação de facas inverso ao fluxo de entrada das
peças). Ele consiste de 3 a 5 facas de ataque e duas contra-facas estacionárias,
proporcionando um corte cisalhante no filme plástico que entra em seu anterior,
para se definir a dimensão do filme, os moinhos têm uma tela que serve como
uma matriz que determina o tamanho do fragmento plástico. A fragmentação do
plástico visa a reduzir custos com energia nos processos subsequentes, já que o
material com dimensões mais diminutas, leva menos tempo para ser fundido e
obter o seu estado de massa plástica.

29
Figura 3. Entrada do material na linha de lavagem. Fonte: Arquivo da empresa.
Após essa moagem o material passou por um processo de centrifugação
com alto volume de água, desse processo ele entrou em um tanque de
decantação (Figura 4) com 5.000 litros em que todos os materiais que não têm a
densidade superior ao valor 1 g/cm3, decantam ao fundo do tanque sendo então
retiradas dos sistemas por meio de roscas transportadoras.
Após a passagem pelo tanque de decantação o material sobrenadante foi
retirado pelas pás rotativas e então enviado para o processo de centrifugação a
seco, com uma rotação de 1750rpm e prensado a alta temperatura para que
fosse seco e não apresentasse umidades superiores a 1,5 % de teor.
Figura 4. Tanque de decantação de plástico. Fonte: Arquivo da empresa.
Todo o efluente líquido gerado pela lavagem do plástico e seus
contaminantes (óleos, amidos, areia e lodo), devem ser enviados a uma ETE
(Estação de Tratamento de Efluentes) para que só então água usada no
processo possa vir a ser reutilizada no mesmo, retornada aos rios ou ao o
sistema de saneamento industrial. Após o material ter sido descontaminado pelo
processo de lavagem e secagem, foi subdividido para que o mesmo fosse
enviado a diferentes recicladoras, e com isso iniciamos o processo de
reciclagem das quatro grades de resinas pretendidas.

30
4.1.3. Granulação A granulação ocorreu nas três famílias de resina mista (SUP com PEAD,
PEBD e PP).
O material passou por processos muito parecidos de reciclagem por
extrusão, mas que se distinguem pelos equipamentos aplicados, temperaturas
de trabalho utilizadas e principalmente pelos materiais de blendagem. Com o
intuito de ajudar a compreender os testes realizados será descrito todo o
processo de extrusão de forma única e, na apresentação do processo de
reciclagem de cada uma das blendas definidas, apenas será mostrado os pontos
de diferença entre os testes.
O processamento do plástico tem como fator primário a eliminação
completa de umidade dos polímeros antes de sua entrada no funil da extrusora.
Isso se dá a partir do uso de um equipamento chamado de aglutinador (Figura
5), que vêm a ser um tanque metálico (preferencialmente deve ser revestido de
inox no seu interior), com um disco rotativo de quatro facas que, além de moer o
material, o friccionam contra a parede do tanque, elevando a temperatura da
matéria prima a uma temperatura próxima a sua temperatura de fusão. Quando
se aproxima dessa fase, é adicionada água ao processo com a função de
executar um choque térmico capaz de mudar a estrutura física do material para
um particulado (Figura 6), em forma de pó extremamente pesado, denso e
quente (90ºC).
Figura 5. Aglutinador de grãos. Fonte: Arquivo da empresa.
Logo após aglutinada, a matéria prima é depositada no funil da extrusora.
O ganho de densidade adquirido no processo de aglutinação permite que o
material desça com maior facilidade pelo mesmo.

31
A característica de a matéria prima estar quente após o processo de
choque térmico permite que o plástico mantenha uma temperatura de 90ºC não
trazendo o risco de formação de borra no material (atingir um estado plástico
sólido e frio), que obstrua a entrada do material a rosca da extrusora.
Figura 6. Matéria prima aglutinada. Fonte: Arquivo da empresa.
A rosca (Figura 7), por sua vez, tem perfis na sua construção que permitem
a compressão do material durante a sua passagem pelo cilindro interno do
equipamento, sendo a temperatura de trabalho inicial num material como o
polietileno de baixa densidade é de 110ºC, e ao final de sua passagem pela
rosca de 240ºC. A medida que a temperatura aumenta, o material plástico torna-
se mais fluido, a rosca passa a ter então a função de transporte de massa
plástica até os filtros, quanto mais fluido o material (e isso se dá em diferentes
posições no curso da rosca), o perfil da mesma torna-se mais compressivo,
forçando o mesmo a passar pela área de filtragem da rosca.
Figura 7. Perfil de rosca. Fonte: Arquivo da empresa.
Nessa área são colocadas telas metálicas para segurar impurezas que
ainda não aviam sido retiradas nos processos anteriores. No mesmo ponto são
desprendidos os gases gerados pelas tintas dos plásticos impressos, nesse tipo
de processo esses gases não têm como ser tratados e são desprendidos à
atmosfera.
Após a saída pela área de filtro, o material passou a ser comprimido
novamente e reaquecido a uma temperatura que não o degradasse. O uso da

32
temperatura de trabalho nessa área do processo de extrusão foi apenas como
um auxílio ao transporte da matéria prima plástica.
A matéria prima foi comprimida contra o cabeçote da extrusora (Figura 8),
que detém de inúmeras furações que restringem a passagem de material. Isso é
executado para dar a forma de “macarrão” ou “cordões” (Figura 9) ao plástico
processado, a pressão de trabalho agora se torna importante, sendo o material
submetido a uma pressão mínima de 180 e máxima de 240 bar nesta etapa do
processo, caso contrário, ele não apresentaria uma estrutura uniforme e seu
interior não seria completamente preenchido. Após essa etapa, o material (que
está com uma temperatura de massa de aproximadamente 200ºC) foi
depositado em uma banheira com água a temperatura ambiente, a fim de se ter
um choque térmico suficiente para endurecer a matéria prima plástica e esfria-la
para o processo subsequente.
Figura 8. Cabeçote da extrusora. Fonte: Arquivo da empresa.
O plástico foi colocado em granulador picotador de facas rotativas, para dar
a forma física comumente conhecida como pellets ou grãos, transformando-se
assim na matéria prima a ser utilizada pelas indústrias de injeção, ou pelas
indústrias de filmes e embalagens plásticas.
Figura 9. Formação de cordões plásticos. Fonte: Arquivo da empresa.
33
4.2. Divisão dos Processos Como para cada diferente aplicação de uso de produtos há um diferente
tipo de polímero em sua aplicação, devido as suas características,
convencionamos a divisão dos processos de estudo desta reciclagem nas quatro
famílias já citadas.
A primeira classificação de reciclagem, chamada de SUP puro, foi definida
utilizando-se apenas esse tipo de embalagem sem a adição de nenhum outro
polímero ou aditivo em seu processo. A partir então do material em natura
definimos que o produto a ser feito seriam chapas plásticas.
Levamos em consideração a reciclagem do material em sua forma pura
para que pudéssemos mapear a forma como o SUP reage aos processos de
reciclagem e com essas informações em mãos determinar as formas como os
possíveis polímeros que podem vir a ser reciclados junto com o SUP.
A segunda classificação de reciclagem, chamada de SUP+PEAD, foi
definida utilizando-se as aparas de SUP com a adição de Polietileno de Alta
Densidade, tendo como material resultante na forma de grânulos de PEAD com
30% de SUP em sua formulação. Foi definido que o produto a ser testado seria a
madeira plástica.
A terceira classificação de reciclagem, chamada de SUP+PEBD, foi
definida utilizando-se as aparas de SUP com a adição de Polietileno de Baixa
Densidade. A partir do material resultante na forma de grânulos de PEBD com
40% de SUP em sua formulação, foi definido que seria testada a fabricação de
lona com essa resina.
A quarta classificação de reciclagem, chamada de SUP+PP, foi definida
utilizando-se aparas de SUP com a adição de sucatas de Polipropileno. A partir
então do material resultante na forma de grânulos de PP com 15% de SUP em
sua formulação, foi definido que seria testada a fabricação de pallets que
poderiam ser utilizados pela própria empresa.
4.2.1. Teste de reciclagem a partir de embalagens SUP puras
As aparas lavadas foram enviadas para a empresa recicladora 1 com o
intuito de produzir uma placa prensada para uso de separadores de palletes ou

34
placas de construção civil, misturando embalagens de SUP com os resíduos
resultante da reciclagem de embalagens de tetra pack, embalagens de tubos de
pasta de dente, embalagens de café e demais materiais laminados e/ou
metalizados. Todos eles podendo ser provenientes de processos pós-consumo
desde que com a presença de pelo menos 50% de polietileno de baixa
densidade em sua composição.
Para esse processo definimos a utilização de 40% de aparas de SUP pura
e o restante com os materiais diversos laminados que são também chamados de
PBL – Plastic Basic Laminated. Sendo essa uma estrutura muito comum a
materiais laminados (estruturas mistas, com a junção de dois filmes de
especificações e materiais diferentes), com a presença de um copolímero de
EVOH (etileno de álcool vinílico) é usada como a barreira ao invés do material
de alumínio. A característica dos materiais utilizados é de uma coextrusão de um
homopolímero de PE (polietileno) com uma camada de PE/EVOH no meio. Via
de regra, a camada de EVOH representa apenas cerca de 5% do total da
espessura dessas embalagens, sendo o restante de sua constituição formado
por diversas camadas de PE de diversas gramaturas e um filme de alumínio. Os
principais usuários finais desse tipo de embalagem são empresas que trabalham
nos segmentos de cosméticos, oral care e alimentícios.
Neste caso a blenda polimérica será realizada com Polietileno de Baixa
Densidade na estrutura sendo a ponte “mecânica” entre as diferentes fases dos
componentes para a estruturação da chapa.
Todo o processo é realizado de uma forma em que os diferentes materiais
são simplesmente espalhados em um molde metálico e prensados em um
equipamento de produção de MDF adaptado para plásticos durante um ciclo de
20 minutos.
No processo da chapa consideramos a produção de 20 chapas, com
espessuras que podem variar de 3,00 mm até 12,00 mm, sendo essas chapas
plásticas produzidas com dimensões de 2.400mm de largura por 2.400mm de
comprimento que são depois cortadas.
Também foi realizado um teste utilizando 100% de aparas de SUP para
averiguação do resultado.

35
4.2.2. Teste de reciclagem a partir da extrusão de resina SUP+PEAD (Polietileno de Alta Densidade)
O segundo material usado foi a resina SUP com adição de Polietileno de
Alta Densidade (PEAD) em que foi enviada para a empresa reciclado 2,
especializada em reciclagem de materiais impressos.
O material foi granulado com as embalagens de SUP puras e a adição de
60% na sua composição de PEAD.
Os materiais usados para a formação da blenda composta com Polietileno
de Alta Densidade foram sucatas pós-consumo proveniente da coleta de caixas
plásticas, embalagens de produtos de limpeza e embalagens de produtos
agrícolas. Considerando a condição de processo, foi feita a reciclagem via
extrusão industrial de 1.500 kg de material, sendo 40% desse volume com
embalagens de SUP e o restante o PEAD pós-consumo para que o teste fosse
avaliado em tal condição.
O teste consistiu nas seguintes etapas de processo:
1. Classificação do material;
2. Preparação das blendas poliméricas de SUP com adição de Polietileno
de Alta Densidade;
3. Passagem pelo processo de aglomeração por densificação em
aglutinador com temperatura de processo inicial entre 70ºC a 85º C e
com posterior alimentação forçada do material densificado ao início de
rosca;
4. Transformação do polímero em massa plástica, a partir do seu
aquecimento gradual nas diferentes zonas de aquecimento da extrusão;
5. Retirada dos gases gerados pelo processo a partir do primeiro e
segundo ponto de degasagem;
6. Passagem do material pelo filtro com telas de 80 mesh e expurga de
impurezas;
7. Granulação e ensacamento do material;
8. Material estocado por um dia para avaliar características hidroscópicas
do mesmo;
9. Envio de amostras para o laboratório de polímeros da empresa
especializada em testes;
10. Envio do lote para teste de fabricação de produtos.

36
Para a extrusão do material enviado foi utilizada uma extrusora de
tecnologia “cascata”, de origem nacional, com diâmetro de rosca de 120 mm,
liga bi-metálica, com dois pontos de retirada de gases, distantes em 1,0 metro,
tela de filtragem do tipo trocador duplo e cabeçote para polímeros termoplásticos
de polipropileno, sendo usado para conferir características de injeção ao pellet
resultante do teste.
A forma de alimentação de máquina foi a de tipo alimentação forçada.
Por se tratar de uma porção maior de polietileno e o mesmo ter um
comportamento mais conhecido, foi trabalhado com uma menor pressão e com
aumento considerável de temperatura apenas na área final de extrusão do
processo de reciclagem, que é a área do cabeçote onde é cortado o grão
(produto final resultante do processo).
As temperaturas e pressões aplicadas estão apresentadas na tabela 1.
Tabela 1. Dados de temperatura por zona da rosca para resina SUP+ PEAD* ZONA 1ª hora 2ª hora 3ª hora
T01** 80 83 87 T02 105 109 115 T03 122 128 132 T04 138 145 143 T05 149 157 160 Tela 175 183 185 Cabeçote 190 198 205 Pressão 220 bar 212 bar 202 bar Produção 260 kg/h 275 kg/h 298 kg/h
*Temperaturas em °C . ** T01 determinado pela temperatura conhecida de degradação do material.
Foi efetuado em laboratório, com o material em questão, o teste de
preparação de placas injetadas para ver o seu comportamento.
Todo o material resultante desse processo de reciclagem foi então enviado
para os testes de madeira plástica.
A madeira plástica advém de um processo de extrusão de perfis, cabe aqui
uma rápida explicação de como essa industrialização é realizada.
Após a preparação das blendas em forma de grão o mesmo é inserido no
funil de uma extrusora onde o material passa pelo início da dupla-rosca, que tem
como principal função nesta parte do processo, apenas o preenchimento dos
espaços vazios no interior da primeira parte da extrusão.

37
Assim se dá o início de aquecimento da matéria prima, que deve alcançar
nas próximas etapas o seu estado de fundido. O princípio do processo é então
atendido em uma linha convencional de extrusão dupla-rosca de perfis.
O problema a ser resolvido no processo são as temperaturas e pressões
de trabalho definidas e trabalhadas para cada tipo de blenda devido as mesmas
não serem materiais tão homogêneos.
Foi preciso definir uma temperatura de trabalho para cada uma das cinco
zonas de temperatura da extrusora de maneira a qual os materiais terão suas
características degradadas por uma temperatura superior ao seu ponto de fusão.
Sendo assim, o material foi degradado duas vezes no processo de
reciclagem: a primeira no momento em que o material foi granulado e a segunda
vez no momento em que é feita a extrusão dos perfis.
A partir deste ponto as temperaturas foram ajustadas a medida que o
material ia sendo processado, obtendo-se então valores de parâmetro para sua
processabilidade.
Esta definição de temperaturas foi conseguida graças ao conhecimento das
características fisico-químicas dos materiais processados e do conhecimento
fabril adquirido pela utilização desses materiais no dia a dia, respeitando as
temperaturas de fusão e degradação de cada material polimérico constante nas
blendas em questão.
O conhecimento da fluidez do material torna-se necessário para que o
mesmo não venha a obstruir o canal de saída do cabeçote, que é feito do
formato da altura e da largura do produto a ser produzido. O material passa
então por um processo á vácuo de resfriamento.
O resfriamento a vácuo do material também possibilita o início de
calibração das dimensões do material, que é executado em uma linha de
resfriamento com água a temperatura ambiente.
Após o resfriamento, o material é tracionado para que enfim possa ser
cortado em sua dimensão de produto, ou de protótipo do teste que no caso foi
com 1.000 mm.
A resina SUP+PEAD foi enviada para a empresa 1,com intuito de produzir
variadas dimensões de tábuas de madeira plástica utilizando-se a resina de
SUP+PEAD com os resíduos resultante da reciclagem de embalagens pós-
consumo de produtos de limpeza e pó de madeira.

38
Para esse processo foi definida a utilização de 30% da resina SUP+PEAD,
25% de PEAD e 40% de pó de madeira, não havendo nenhuma restrição para a
incorporação de outros materiais não ferrosos. Para completar a formulação foi
feita a adição na formulação do material de 5% do aditivo Amplify GR 205 que
tem como objetivo compatibilizar esses diferentes materiais resultantes da
mistura de: polietileno de baixa, polietileno de alta, polinylon, PET filme além das
tintas e dos adesivos.
4.2.3. Teste de reciclagem a partir da extrusão de resina SUP+PEBD
(Polietileno de Baixa Densidade) O terceiro material usado foi a resina SUP com adição de Polietileno de
Baixa Densidade (PEBD).
Foi enviado a empresa recicladora 3, especializada na reciclagem de
materiais pós-consumo de Polietileno de Baixa Densidade (Figura 10), comprado
invariavelmente de cooperativas de materiais recicláveis e de inúmeros
depósitos de catadores, sendo as características de composição dos materiais a
mais próxima da situação atual de coleta dos plásticos pós-consumo. Dessa
forma, temos materiais metalizados, laminados, limpos, impressos, sujos, não
impressos, papel, coextrudados, com areia, com papel, com amido e sacarose
todos juntos sem distinção, tendo apenas a presença de PEBD como matéria
comum a todos eles.
Figura 10. Diversas aparas. Fonte: Arquivo da empresa.
A granulação é uma etapa em que o material passa por um grande
processo de descontaminação.

39
Foi feita a reciclagem via extrusão industrial de 3.100 kg de material, sendo
quase 40% desse volume com embalagens de SUP e o restante o PEBD pós-
consumo para que o teste fosse avaliado em tal condição.
O teste consistiu nas seguintes etapas de processo:
1. Classificação do material;
2. Preparação das blendas poliméricas de SUP com adição de Polietileno de
Baixa Densidade resultante da lavagem de material pós‐consumo;
3. Não há passagem pelo processo de aglomeração pois o material tem a
entrada forçada a própria extrusora por uma ligação direta ao início de rosca;
4. Transformação do polímero em massa plástica, a partir do seu
aquecimento gradual nas diferentes zonas de aquecimento da extrusão;
5. Retirada dos gases gerados pelo processo a partir do primeiro e segundo
ponto de degasagem (retirada de gases);
6. Passagem do material pelo filtro contínuo com telas de 120 mesh e
expurga de impurezas;
7. Granulação e ensacamento do material;
8. Material estocado por um dia para avaliar características hidroscópicas do
mesmo;
9. Envio de amostras para o laboratório de polímeros da empresa
especializada em testes de laboratório;
10. Envio do lote para teste de fabricação de lona.
Para a extrusão do material foi utilizada uma extrusora de origem italiana,
com diâmetro de rosca de 160mm, liga bi-metálica, dois pontos de degasagem
distantes em 1,50 metros, tela de filtragem do tipo contínua e cabeçote para
polímeros termoplásticos. A forma de alimentação de máquina para o tipo
alimentação forçada, o que significa que o material não sofreu aglutinação para
o início de sua polimerização.
Por se tratar de uma porção maior de Polietileno de Baixa Densidade e o
mesmo ter um comportamento mais conhecido, trabalhou-se com uma menor
pressão e com aumento considerável de temperatura apenas na área final de
extrusão do processo de reciclagem, que é a área do cabeçote onde é cortado o
grão (produto final resultante do processo).
As temperaturas e pressões aplicadas estão apresentadas na tabela 2.

40
Tabela 2. Dados de temperatura por zona da rosca para resina SUP+PEBD* ZONA 1ª hora 2ª hora 3ª hora
T01** 87 89 92 T02 98 109 111 T03 122 127 131 T04 163 167 168 T05 188 189 191 Tela 210 215 222 Cabeçote 189 195 205 Pressão 260 bar 242 bar 220 bar Produção 780 kg/h 810 kg/h 825 kg/h
*Temperaturas em °C. ** T01 determinado pela temperatura conhecida de degradação do material.
Nesse processo, o preenchimento da rosca de extrusão com matéria prima
plástica foi constante, a partir da utilização de um slider que serviu como um
dosador de material ao início da rosca. Outra diferença é de que o material não
entra no sentido de cima para baixo (como no funil) forçando a ponta de eixo da
rosca, e sim lateralmente acompanhando o perfil da rosca e o fluxo inicial de
entrada de material.
Outro ponto positivo foi um sistema de dosagem controlada, que permite a
inserção de aditivos, pigmentos corantes ou até mesmo de líquidos que possam
proporcionar mais fluidez ou melhorias de características químicas do material
plástico a ser reciclado.
Uma característica do processo é que esse tipo de equipamento tem a
capacidade de solidificar os gases voláteis e nocivos gerados durante a
degradação do plástico dentro do canhão e da rosca de extrusão, após a
filtragem do material, antes mesmo dele voltar a ser comprimido pela rosca
transportadora os gases são sugados por duas bombas de degasagem, e voltam
ao estado sólido de tinta a partir de um resfriamento proporcionado por um anel
d’água. A borra de tinta resultante desse processo é então separada e enviada
para co-processamento da tinta (o seu alto poder calorífico torna-a um material
excelente para a queima de caldeiras, desde que as mesmas tenham filtros).
Após a retirada da tinta, a massa plástica é novamente comprimida pela rosca
transportadora, levando-a contra um cabeçote com lâminas rotativas, que
proporcionam um corte submerso em água a 10°C, enviando o granulado já
solidificado de uma maneira muito mais uniforme a uma esteira vibratória que
tem como finalidade a secagem do grão.

41
Todo o material resultante desse processo de reciclagem foi então enviado
para testes de produção de lona.
A resina SUP+PEBD foi enviada para a empresa 2 com o intuito de
produzir lonas plásticas. Foi misturado resíduos resultante da reciclagem de
embalagens pós-consumo principalmente as de ração de animais.
Para esse processo definimos a utilização de 40% SUP+PEBD, 60% de
PEBD sem haver restrições de inserção de outros materiais como as
embalagens das rações de animais.
4.2.4. Teste de reciclagem a partir da extrusão de resina SUP+PP
(Polipropileno) Após a lavagem o material foi enviado para a empresa recicladora 4 e após
reciclados os mesmos foram testados na execução de produção de pallets.
Foi granulado apenas com as embalagens de SUP e adição em sua
composição de aditivos e polipropileno pós-consumo coletado em cooperativas e
depósitos de catadores, podendo o mesmo ser desde peças automobilísticas,
caixas, brinquedos, mesas e cadeiras de acordo com a tabela a seguir.
Foi feita a reciclagem via extrusão industrial de 575 kg de material, sendo
15% desse volume com embalagens de SUP, 68% de PP pós-consumo, 5% do
aditivo Amplify GR 205 (Dow Chemical), 2% de pigmento cromaster e 10% de
carga CaCO3 (carbonato de cálcio), composto inorgânico que serviu para que
aumentasse a dureza e em consequência diminuísse qualquer possibilidade de
contração.
O teste consistiu nas seguintes etapas de processo:
1. Classificação do material;
2. Preparação das blendas poliméricas de SUP com adição de
Polipropileno;
3. Material forçado a frio no início de rosca;
4. Transformação do polímero em massa plástica, a partir do seu
aquecimento gradual nas diferentes zonas de aquecimento da extrusão;
5. Retirada dos gases gerados pelo processo a partir do primeiro e
segundo ponto de degasagem;

42
6. Passagem do material pelo filtro com telas de 80 mesh e expurga de
impurezas;
7. Granulação e ensacamento do material;
8. Material estocado por um dia para avaliar características hidroscópicas
do mesmo;
9. Envio de amostras para o laboratório de polímeros da empresa
especializada em testes de laboratório;
10. Envio para teste de fabricação de pallets.
Para a extrusão do material enviado foi utilizada uma extrusora de
tecnologia monorosca pré-alpina, de origem nacional, com diâmetro de rosca de
110mm, liga bi-metálica, com dois pontos de degasagem (retirada de gases)
distantes em 0,75 metros, tela de filtragem do tipo trocador duplo e cabeçote
para polímeros termoplásticos de polipropileno, com corte na cabeça.
As temperaturas e pressões aplicadas estão apresentadas na tabela 3.
Tabela 3. Dados de temperatura por zona da rosca para resina SUP+PP* ZONA 1ª hora 2ª hora T01** 110 110 T02 125 128 T03 147 145 T04 169 172 T05 189 185 Tela 210 208 Cabeçote 240 232 Pressão 222 bar 240 bar Produção 350 kg/h 275 kg/h
*Temperaturas em °C. ** T01 determinado pela temperatura conhecida de degradação do material.
O material resultante desse processo de reciclagem foi então enviado para
o teste de produção de pallets.
A resina SUP+PP foi enviada para a empresa 3 com o intuito de produzir
palletes plásticos .
Para esse processo foi definido a utilização de 100% da resina de SUP+
PP, havendo restrição para a incorporação de outros materiais não ferrosos, já
que se trata de um processo de injeção.

5. RESULTADOS E DISCUSSÕ
5.1. Teste de reciclagem a partir de embalagens SUP puras
O material se comportou
parâmetro o processo de produção assim como não alterou a qualidade do
produto gerado. No teste utilizando 100% de aparas de SUP, feito para
averiguação, e o mesmo sofreu pequenas delaminações nas chapas, mas serve
como um parâmetro de que a quantidade de aparas do SUP pode ser maior
dentro desse processo do que os 40% utilizados no teste principal
pode-se ver a placa prensada.
Figura 11
5.2. Teste de reciclagem a partir da extrusão de resina SUP+PEAD (Polietileno de Alta Densidade)
5.2.1. Granulação Durante todo o processo de extrusão pode se perceber o alto teor de
voláteis que desprenderam do material, resultantes dos mais de 10% de
adesivos e tintas constituintes da estrutura de embalagens.
A produtividade da máquina sofreu um decréscimo de quase 50%,
efetuando um output de 298kg/hora de material granulado ante os 600kg/hora
que o mesmo equipamento produz atualmente na reciclagem de Polietileno de
Alta Densidade.
O material resultante que se constitui de material 40% de aparas de SUP
foi um pellet (grão) de qualidade e aspecto superior ao pellet puro, sem poder
visualizar pontos de quebra, com aparência pouco porosa, porém ainda com
uma alta umidade relativa (quase 7%) e com o aspecto de cortes ai
presentes em sua superfície, m
RESULTADOS E DISCUSSÕES
reciclagem a partir de embalagens SUP puras
e comportou de forma desejada, não alterando em nenhum
parâmetro o processo de produção assim como não alterou a qualidade do
produto gerado. No teste utilizando 100% de aparas de SUP, feito para
iguação, e o mesmo sofreu pequenas delaminações nas chapas, mas serve
como um parâmetro de que a quantidade de aparas do SUP pode ser maior
dentro desse processo do que os 40% utilizados no teste principal
se ver a placa prensada.
11. Placa Prensada. Fonte: Arquivo da empresa.
.2. Teste de reciclagem a partir da extrusão de resina SUP+PEAD (Polietileno de Alta Densidade)
Durante todo o processo de extrusão pode se perceber o alto teor de
desprenderam do material, resultantes dos mais de 10% de
adesivos e tintas constituintes da estrutura de embalagens.
A produtividade da máquina sofreu um decréscimo de quase 50%,
efetuando um output de 298kg/hora de material granulado ante os 600kg/hora
e o mesmo equipamento produz atualmente na reciclagem de Polietileno de
O material resultante que se constitui de material 40% de aparas de SUP
foi um pellet (grão) de qualidade e aspecto superior ao pellet puro, sem poder
de quebra, com aparência pouco porosa, porém ainda com
uma alta umidade relativa (quase 7%) e com o aspecto de cortes ai
presentes em sua superfície, muito devido a presença de Nylon na estrutura da
43
reciclagem a partir de embalagens SUP puras
, não alterando em nenhum
parâmetro o processo de produção assim como não alterou a qualidade do
produto gerado. No teste utilizando 100% de aparas de SUP, feito para
iguação, e o mesmo sofreu pequenas delaminações nas chapas, mas serve
como um parâmetro de que a quantidade de aparas do SUP pode ser maior
dentro desse processo do que os 40% utilizados no teste principal. Na Figura 11
.2. Teste de reciclagem a partir da extrusão de resina SUP+PEAD
Durante todo o processo de extrusão pode se perceber o alto teor de
desprenderam do material, resultantes dos mais de 10% de
A produtividade da máquina sofreu um decréscimo de quase 50%,
efetuando um output de 298kg/hora de material granulado ante os 600kg/hora
e o mesmo equipamento produz atualmente na reciclagem de Polietileno de
O material resultante que se constitui de material 40% de aparas de SUP
foi um pellet (grão) de qualidade e aspecto superior ao pellet puro, sem poder
de quebra, com aparência pouco porosa, porém ainda com
uma alta umidade relativa (quase 7%) e com o aspecto de cortes ainda
uito devido a presença de Nylon na estrutura da
embalagem do SUP presentes na formulação dos materiai
grão, mas sem lhe dar o aspecto de grão esfarelado.
No teste prático de extrusão, o mesmo apresentou uma resistência a tração
aceitável, com a presença de alguns pontos escuros, muito provavelmente pela
existência de outros polímeros em s
No teste efetuado em laboratório
houve a necessidade de aumentar um pouco a pressão de processo na injetora
de laboratório. Os grãos e a placa injetada estão na Figura 12.
A superfície do material produzido mostrou diversas manchas, não apenas
provenientes dos pontos de umidade (concentração dos materiais que
volatizaram durante a extrusão, caso dos adesivos, tintas e primer), mas
também devido a presença do filme de poliést
as embalagens de SUP que fizeram parte dessa formulação.
Figura 12. Grãos e placa injetada
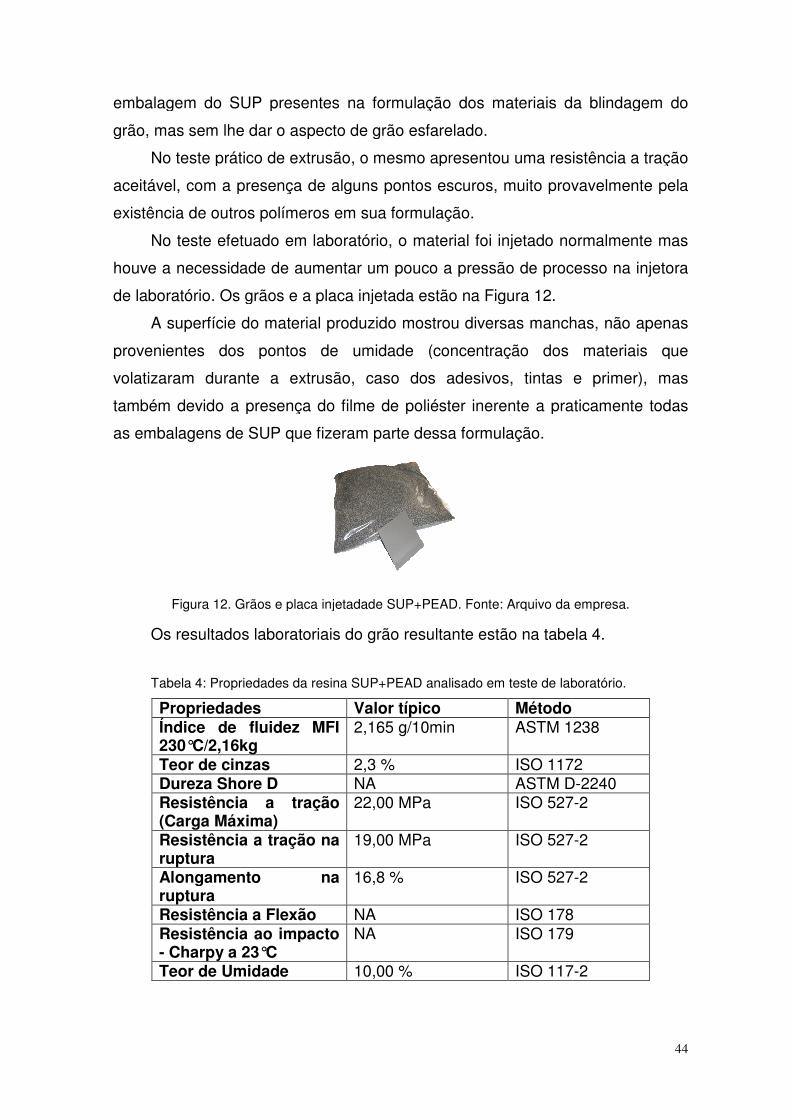
Os resultados laboratoriais do grão resultante estão na tabela
Tabela 4: Propriedades
Propriedades Índice de fluidez MFI 230°C/2,16kg Teor de cinzas Dureza Shore D Resistência a (Carga Máxima) Resistência a tração na ruptura Alongamento na ruptura Resistência a FlexãoResistência ao impacto - Charpy a 23°C Teor de Umidade
embalagem do SUP presentes na formulação dos materiais da blindagem do
grão, mas sem lhe dar o aspecto de grão esfarelado.
No teste prático de extrusão, o mesmo apresentou uma resistência a tração
aceitável, com a presença de alguns pontos escuros, muito provavelmente pela
existência de outros polímeros em sua formulação.
No teste efetuado em laboratório, o material foi injetado normalmente mas
houve a necessidade de aumentar um pouco a pressão de processo na injetora
Os grãos e a placa injetada estão na Figura 12.
A superfície do material produzido mostrou diversas manchas, não apenas
provenientes dos pontos de umidade (concentração dos materiais que
volatizaram durante a extrusão, caso dos adesivos, tintas e primer), mas
também devido a presença do filme de poliéster inerente a praticamente todas
as embalagens de SUP que fizeram parte dessa formulação.
. Grãos e placa injetadade SUP+PEAD. Fonte: Arquivo da empresa.
Os resultados laboratoriais do grão resultante estão na tabela
Propriedades da resina SUP+PEAD analisado em teste de laboratório
Valor típico Método Índice de fluidez MFI 2,165 g/10min ASTM 1238
2,3 % ISO 1172 NA ASTM D tração
(Carga Máxima) 22,00 MPa ISO 527
Resistência a tração na 19,00 MPa ISO 527
Alongamento na 16,8 % ISO 527
Resistência a Flexão NA ISO 178Resistência ao impacto NA ISO 179
Teor de Umidade 10,00 % ISO 117
44
s da blindagem do
No teste prático de extrusão, o mesmo apresentou uma resistência a tração
aceitável, com a presença de alguns pontos escuros, muito provavelmente pela
material foi injetado normalmente mas
houve a necessidade de aumentar um pouco a pressão de processo na injetora
A superfície do material produzido mostrou diversas manchas, não apenas
provenientes dos pontos de umidade (concentração dos materiais que
volatizaram durante a extrusão, caso dos adesivos, tintas e primer), mas
er inerente a praticamente todas
. Fonte: Arquivo da empresa.
Os resultados laboratoriais do grão resultante estão na tabela 4.
analisado em teste de laboratório.
ASTM 1238
ISO 1172 ASTM D-2240 ISO 527-2
ISO 527-2
ISO 527-2
ISO 178 ISO 179
ISO 117-2

5.2.2. Teste de madeira plástica Já para a extrusão de madeira plástica
alterou os parâmetros de produção do material, podendo ser inserido como
matéria-prima para o processo sem nenhum tipo de mudança de parâmetro.
Figura 13. 5.3. Teste de reciclagem a part
(Polietileno de Baixa Densidade) 5.3.1. Granulação Durante todo o processo de extrusão pode
processo, isso se deve a alta quantidade de materiais
classificação é apenas o sistema de lavagem obrigando o filtro contínuo da
máquina expurgar o material constantemente. Essa característica pode ser
apontada como a grande responsável pela alta produção do sistema, já que
permite a passagem de um maior vol
possibilidade técnica de executar a filtragem da mesma sem perda de qualidade,
pelo contrário, com qualidade superior ao dos sistemas convencionais e não se
importando com a presença de materiais laminados com alumín
Figura 14. Massa A produtividade da máquina não sofreu um decréscimo que venha ser
considerado proibitivo efetuando um output de 825kg
e não podendo se considerar os 1.000kg/hora que o mesmo equipamento
este de madeira plástica
Já para a extrusão de madeira plástica (Figura 13), o material inserido não
alterou os parâmetros de produção do material, podendo ser inserido como
para o processo sem nenhum tipo de mudança de parâmetro.
Figura 13. Madeira plástica reciclada. Fonte: Arquivo da empresa
. Teste de reciclagem a partir da extrusão de resina SUP+PEBDensidade)
Durante todo o processo de extrusão pode-se perceber a alta pressão do
processo, isso se deve a alta quantidade de materiais pós-consumo cuja a
classificação é apenas o sistema de lavagem obrigando o filtro contínuo da
máquina expurgar o material constantemente. Essa característica pode ser
apontada como a grande responsável pela alta produção do sistema, já que
permite a passagem de um maior volume de massa viscosa (Figura 14)
possibilidade técnica de executar a filtragem da mesma sem perda de qualidade,
pelo contrário, com qualidade superior ao dos sistemas convencionais e não se
importando com a presença de materiais laminados com alumínio no processo.
Massa plástica pastosa com impurezas. Fonte: Arquivo da empresa
A produtividade da máquina não sofreu um decréscimo que venha ser
considerado proibitivo efetuando um output de 825kg/hora de material granulado
e não podendo se considerar os 1.000kg/hora que o mesmo equipamento
45
, o material inserido não
alterou os parâmetros de produção do material, podendo ser inserido como
para o processo sem nenhum tipo de mudança de parâmetro.
. Fonte: Arquivo da empresa
ir da extrusão de resina SUP+PEBD
se perceber a alta pressão do
consumo cuja a
classificação é apenas o sistema de lavagem obrigando o filtro contínuo da
máquina expurgar o material constantemente. Essa característica pode ser
apontada como a grande responsável pela alta produção do sistema, já que
(Figura 14), dando
possibilidade técnica de executar a filtragem da mesma sem perda de qualidade,
pelo contrário, com qualidade superior ao dos sistemas convencionais e não se
io no processo.
. Fonte: Arquivo da empresa
A produtividade da máquina não sofreu um decréscimo que venha ser
/hora de material granulado
e não podendo se considerar os 1.000kg/hora que o mesmo equipamento
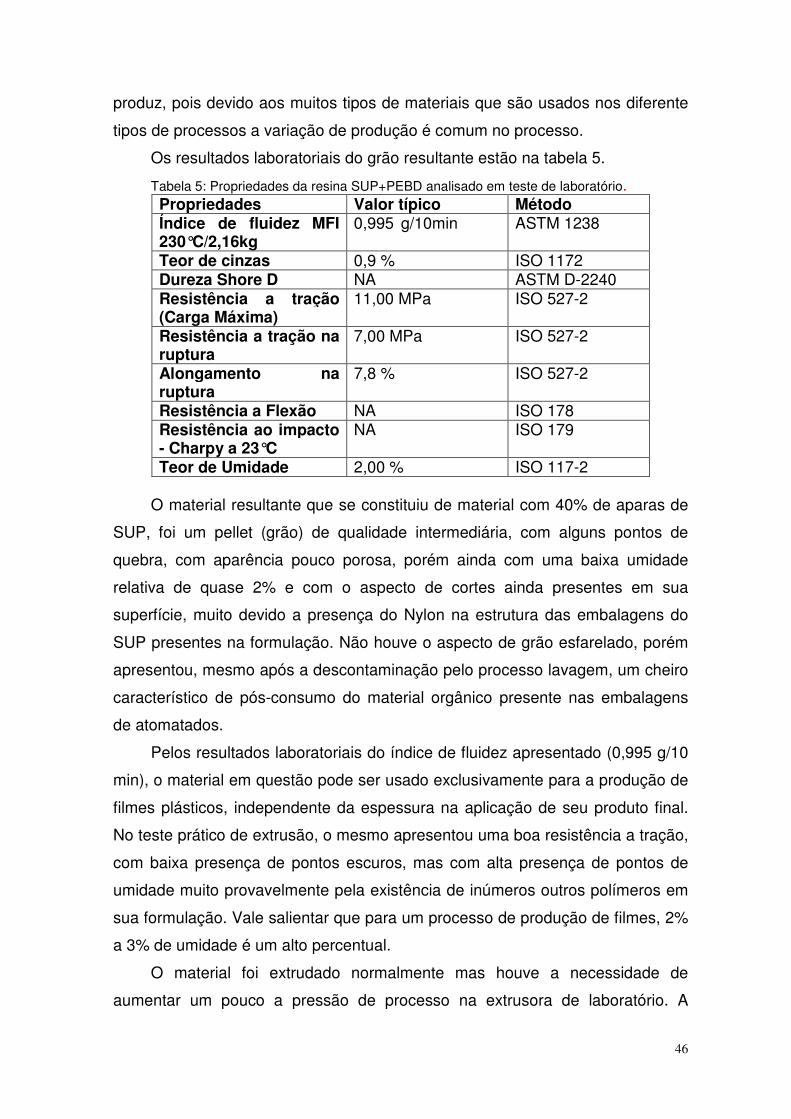
46
produz, pois devido aos muitos tipos de materiais que são usados nos diferente
tipos de processos a variação de produção é comum no processo.
Os resultados laboratoriais do grão resultante estão na tabela 5.
Tabela 5: Propriedades da resina SUP+PEBD analisado em teste de laboratório. Propriedades Valor típico Método Índice de fluidez MFI 230°C/2,16kg
0,995 g/10min ASTM 1238
Teor de cinzas 0,9 % ISO 1172 Dureza Shore D NA ASTM D-2240 Resistência a tração (Carga Máxima)
11,00 MPa ISO 527-2
Resistência a tração na ruptura
7,00 MPa ISO 527-2
Alongamento na ruptura
7,8 % ISO 527-2
Resistência a Flexão NA ISO 178 Resistência ao impacto - Charpy a 23°C
NA ISO 179
Teor de Umidade 2,00 % ISO 117-2 O material resultante que se constituiu de material com 40% de aparas de
SUP, foi um pellet (grão) de qualidade intermediária, com alguns pontos de
quebra, com aparência pouco porosa, porém ainda com uma baixa umidade
relativa de quase 2% e com o aspecto de cortes ainda presentes em sua
superfície, muito devido a presença do Nylon na estrutura das embalagens do
SUP presentes na formulação. Não houve o aspecto de grão esfarelado, porém
apresentou, mesmo após a descontaminação pelo processo lavagem, um cheiro
característico de pós-consumo do material orgânico presente nas embalagens
de atomatados.
Pelos resultados laboratoriais do índice de fluidez apresentado (0,995 g/10
min), o material em questão pode ser usado exclusivamente para a produção de
filmes plásticos, independente da espessura na aplicação de seu produto final.
No teste prático de extrusão, o mesmo apresentou uma boa resistência a tração,
com baixa presença de pontos escuros, mas com alta presença de pontos de
umidade muito provavelmente pela existência de inúmeros outros polímeros em
sua formulação. Vale salientar que para um processo de produção de filmes, 2%
a 3% de umidade é um alto percentual.
O material foi extrudado normalmente mas houve a necessidade de
aumentar um pouco a pressão de processo na extrusora de laboratório. A

47
superfície do material produzido mostrou diversas manchas, não apenas
provenientes dos pontos de umidade, mas na verdade a concentração dos
materiais que volatizaram durante a extrusão (caso dos adesivos, tintas e
primer), mas também devido a presença do filme de poliéster inerente a
praticamente todas as embalagens de SUP que fizeram parte dessa formulação.
Os grãos podem ser visto na Figura 15.
Figura 15. Grãos da resina SUP+PEBD.Fonte:Arquivo da empresa.
5.3.2. Teste de produção de lona O material foi processado sem problemas ou restrições no processo da
extrusora, não sendo necessária a alteração de nenhum dos parâmetros
conhecidos da extrusão da lona se for desconsiderado o odor impregnado, que
foi perceptível no material, que pode ser estabilizado com a utilização de
pigmentação de cor preta no filme a ser produzido.
No teste prático de extrusão, pela fluidez o mesmo apresentou uma boa
elasticidade, os pontos escuros foram disfarçados pela pigmentação do material,
provavelmente devido à presença de tinta. A umidade apresentada foi à menor
de todos os testes, muito pelo processo de centrifugação após a
descontaminação do material. O material inserido no processo de extrusão com
SUP+PEBD não sofreu nenhuma alteração dos parâmetros de processo de
produção do material em extrusora balão, não houve variação no peso
específico, e as manchas na superfície da lona são inerentes a presença do PET
filme mas é algo que não atrapalha o uso do filme para o destino ao qual se
trata. A lona produzida pode ser vista na Figura 16.
48
Figura 16. Lona reciclada. Fonte: Arquivo da empresa
5.4. Teste de reciclagem a partir da extrusão de resina SUP+PP
(Polipropileno) 5.4.1. Granulação Pressão de trabalho foi normal e não houve constatação de alteração no
volume de impurezas na tela do material. A produtividade da máquina sofreu um
decréscimo de quase 30%, efetuando um output de 320kg/hora de material
granulado ante os 400kg/hora que o mesmo equipamento produz atualmente na
reciclagem de Polipropileno. O material resultante, que se constitui de material
15% de aparas de SUP, foi um pellet (Figura 17) de qualidade e aspecto normal,
sem poder se visualizar pontos de quebra, com aparência pouco porosa, e com
o aspecto de cortes ainda presentes em sua superfície, muito devido a presença
do Nylon na estrutura da embalagem do SUP, mas sem lhe dar o aspecto de
grão esfarelado.
Os resultados laboratoriais do grão resultante estão na tabela 6. Tabela 6: Propriedades da resina SUP+PP analisada em teste de laboratório. Propriedades Valor típico Método Índice de fluidez MFI 230°C/2,16kg
6,8g/10min ASTM 1238
Teor de cinzas 1,3 % ISO 1172 Dureza Shore D 58 ASTM D-2240 Resistência a tração (Carga Máxima)
18,00 MPa ISO 527-2
Resistência a tração na ruptura
13,1 MPa ISO 527-2
Alongamento na ruptura
4,6 % ISO 527-2
Resistência a Flexão 49,8 N ISO 178 Resistência ao impacto - Charpy a 23°C
8,3 KJ/m2 ISO 179

49
Pelos resultados laboratoriais do índice de fluidez apresentado, o material
em questão pode ser usado como peça injetada ou chapas, porém nesse caso
apenas os de alta espessura na aplicação de seu produto final. No teste prático
de extrusão, o mesmo apresentou uma resistência a tração aceitável, mas teve
decréscimo em todas as propriedades se comparadas com o polipropileno
reciclado normal. A superfície do material produzido mostrou diversas manchas,
devido a concentração dos materiais que volatizaram durante a extrusão (caso
dos adesivos, tintas e primer), mas também devido a presença do filme de
poliéster inerente a praticamente todas as embalagens de SUP que fizeram
parte dessa formulação.
Figura 17. Grãos da resina SUP+PP. Fonte: Arquivo da empresa
5.4.2. Teste produção de pallet
O processo de injeção sofreu alteração e um aumento pressão de pelo
menos 10%, resultando em um processo com compressão forçada. Esse
aumento de pressão ocasionou o aumento de rebarbas a serem retrabalhadas
na peça final. O ciclo de injeção da peça não reciclada que era de 03 minutos
teve um acréscimo de quase 50 segundos em seu processo, para que o molde
pudesse ser preenchido com o material de SUP+PP. Isso influi nos custos
produtivos, mas a injeção do material foi possível.
Após injetado, foi verificado que o material não preenchia toda a cavidade,
e em um teste prático de corte da peça foi percebido que isso se deu pelo
material não ser completamente homogêneo, muito por conta da presença do
poliéster puro. O material inserido no processo de injeção com SUP +PP sofreu
as alterações de parâmetros acima descritas, mas como ponto positivo a peça
teve uma leve variação no peso do produto final reduzindo em quase 01 quilo o
peso da mesma, mas as inúmeras manchas na superfície inerentes a presença

do PET Filme continuaram presentes.
18.
Figura 1
do PET Filme continuaram presentes. O pallets injetado pode ser visto na Figura
Figura 18. Pallet reciclado. Fonte: Arquivo da empresa
50
lets injetado pode ser visto na Figura
. Fonte: Arquivo da empresa

51
6. CONSIDERAÇÕES FINAIS Em aplicações menos técnicas como a produção de placas por prensagem
a utilização de SUP pode chegar em até 50% da constituição do produto sem
influir na qualidade ou produtividade do mesmo.
Foi considerado que o material de SUP SOU+PEAD pode ser utilizado na
produção de madeira plástica com adição de pó de madeira, com pequenas
restrições a quantidade percentual de embalagens de SUP na composição, mas
não eliminando uso das mesmas na formulação.
O material de SUP+PEBD pode ser utilizado na produção de lonas
plásticas e similares, em uma composição segura de 40% mas facilmente
podendo ter esse percentual aumentado, considerando-se que as manchas no
filme não poderão ser eliminadas.
A resina de SUP+PP pode ser utilizada na produção de palletes plásticos e
similares, desde que se faça uma adição de até 3% de EPDM (Borracha Etileno-
Propileno-Dieno) e que a carga presente de CaCO3 seja superior a 10% mas
com limite máximo de 20%.
Esse projeto mostrou que o material com a estrutura de SUP, brancos ou
transparentes, impressos ou não, metalizadas ou não, de procedência industrial
ou de pós-consumo, podem ser reciclados sem nenhuma restrição se
adicionados em um percentual máximo de 20% com qualquer outra apara de
PEBD (Polietileno de baixa densidade), de PEAD (Polietileno de alta densidade)
e ou de PP (Propileno) pelo processo de extrusão polimérica utilizando-se dupla
degasagem e filtragem contínua resultando em um pellet (grão).
Qualquer percentual de utilização acima de 20% não impossibilita a
reciclagem do mesmo, mas faz com que procedimentos diferentes aos usuais,
seja dos processos de reciclagem ou dos processos de confecção dos mais
variáveis produtos, devam sofrer um acompanhamento mais constante devido
aos cuidados que os materiais de SUP influem no processo.
As embalagens de pós-consumo, antes de sua reciclagem, deverão ser
descontaminadas, por processos de lavagem industrial de aparas que tenham a
garantia de reuso de água, e a destinação de lodo gerado no processo de
tratamento de suas ETEs (Estações de Tratamento de Efluentes) devidamente
legalizadas pelos departamentos ambientais responsáveis.

52
REFERÊNCIAS BIBLIOGRÁFICAS
ABNT. ASSOCIAÇÃO BRASILEIRA DE NOMAS TÉCNICAS. Resíduos Sólidos
- Classificação: NBR 10004. Rio de Janeiro, 2004.
ABNT. ASSOCIAÇÃO BRASILEIRA DE NOMAS TÉCNICAS - “NBR 13230:
Embalagens e acondicionamentos plásticos recicláveis – identificação e
simbologia”, Rio de Janeiro, 8p. (2008).
ABIEF. ASSOCIAÇÃO BRASILEIRA DE EMBALAGENS FLEXÍVEIS. Disponível
em <www.abief.com.br>. Acesso em: 21 de abril de 2013.
AL-SALEM, S. M.; LETTIERI, P.; BAEYENS, J. Recycling and Recovery
Routes of Plastic Solid Waste (PSW): A Review, Waste Management, 2009.
AL-SALEM, S. M.; LETTIERI, P.; BAEYENS, J. The valorization of plastic
solid waste (PSW) by primary to quaternary routes: From re-use to energy
and chemicals, Progress in Energy and Combustion Science, 2010.
ANDRADY, A. L.; NEAL, M. A. Applications and Societal Benefits of Plastics,
Philosophical Transactions of the Royal Society B, 2009.
BOTELHO, G. Química, Degradação e Reciclagem de Polímeros,
Apontamentos da Unidade curricular Química Tecnologia e Novos materiais,
Departamento Química; Universidade do Minho, 2011.
CABRAL, A. C. D. Manual de desenvolvimento de embalagens laminadas
flexíveis. São Paulo: ABRAFLEX - Associação Brasileira das Embalagens
Laminadas Flexíveis, 2000.
CEMPRE. Compromisso Empresarial para Reciclagem. Disponível em
<http://www.cempre.org.br/ft_plastico.php>. Acesso em 21 de abril de 2013.

53
CHAVES, G.L.D.; BATALHA, M.O. Os consumidores valorizam a coleta de
embalagens recicláveis? Um estudo de caso da logística reversa em uma
rede de hipermercados, Gestão e Produção, 2006.
COELHO, T.M.; CASTRO, R.; GOBBO JR., J.A. PET containers in Brazil:
Opportunities and challenges of a logistics model for post-consumer waste
recycling, Resources, Conservation and Recycling, 2001.
COLTRO, L.; GASPARINA, B. F.; QUEIROZ, G. D. Reciclagem de Materiais
Plásticos: A Importância da Identificação Correta, Polímeros: Ciência e
Tecnologia, 2008.
FIGUEIRÓ, P. S. A logística reversa de pós-consumo vista sob duas
perspectivas na cadeia de suprimentos, Dissertação de M.Sc., UFRGS, Porto
Alegre, RS, Brasil, 2010.
FORLIN, F. J.; FARIA, J. A. F. Considerações sobre a reciclagem de
embalagens plásticas. Polímeros: Ciência e Tecnologia, 2002.
HOBBS, G.; HALLIWELL, S. Recycling of Plastics and Polymer Composites,
Polymer Recycling, 2000.
HOPEWELL, J.; DVORAK, R.; KOSIOR, E. Plastics recycling: challenges and
opportunities”. Philosofical Transactions of the Royal Society B, 2009.
HORVAT, N.; FLORA, N. T. “Tertiary Polymer Recycling: Study of Polyethylene
Thermolysis as a First Step to Synthetic Diesel Fuel”, Fuel, 1999.
IBGE, 2008. Pesquisa Nacional de Saneamento Básico. Disponível em:
<http://www.ibge.gov.br/home/estatistica/populacao/condicaodevida/pnsb2008/P
NSB_2008.pdf> Acesso em 20 de abril de 2013.

54
LEI FEDERAL Nº 12.305, “Institui a política nacional de resíduos sólidos; altera a
lei n. ° 9.605, de 12 de fevereiro de 1998; e dá outras providências”, Brasil, 02 de
agosto de 2010.
MANO, E. B.; MENDES, L. C. Introdução a polímeros. 2. ed. rev. e aum. São
Paulo: Edgard Blücher, 2009.
Ministério do Meio ambiente. Disponível em:
<http://www.mma.gov.br/pol%C3%ADtica-de-res%C3%ADduos-s%C3%B3lidos>
Acesso em 19 abril de 2013.
NARAYANA, T. Municipal solid waste management in India: From waste
disposal to recovery of resources?, Waste Management, 2009.
PETTERSEN, M. K.; GÄLLSTEDT, M.; EIE, T. OxygenBarrier Properties of
Thermoformed Trays Manufactured with Different Drawing Methods and
Drawing Depths. Packaging Technology and Science. John Wiley &Sons Ltd,
2004.
PLASTIVIDA. Desempenho e perspectiva da reciclagem dos plásticos no Brasil.
Disponível em <www.plastivida.org.br>. Acesso em 4 de abril de 2013.
ROLIM, M. A reciclagem de resíduos sólidos pós-consumo em oito
empresas do Rio Grande do Sul, Dissertação de M.Sc., UFRGS, Porto Alegre,
RS, Brasil, 2000.
SANTOS, A. S. F.; AGNELLI, J. A. M.; MANRICH, S. Tendências e desafios da
reciclagem de embalagens plásticas. Polímeros: Ciência e Tecnologia, 2008.
SRIVASTAVA, S. K.; SRIVASTAVA R. K. Managing product returns for
reverse logistics. International Journal of Physical Distribution & Logistics
Management, 2006.

55
THOMPSON, R. C.; MOORE, C. J.; SAAL, F.S.; SWAN, S. H. Plastics, the
environment and human health: current consensus and future trends.
Philosophical Transactions of the Royal Society B, 2009.
VALLE, Cyro Eyer, Qualidade Ambiental: como ser competitivo protegendo o
meio ambiente: (como se preparar para as Normas ISSO 14000). São Paulo:
Pioneira, 1995.