entrevista corrosÃo pesquisa - associação brasileira de corrosão · projeto gráfico/edição...
TRANSCRIPT

ISNN 0100-1485
ENTREVISTA
Fernando Coelho,
coordenador do
Comitê Setorial
de Proteção
Catódica
Ano 7Nº 34Set/Out 2010
ENTREVISTA
Ano 7Nº 34Set/Out 2010
Fernando Coelho,
coordenador do
Comitê Setorial
de Proteção
Catódica
CORROSÃOEXTERNA
Seminário
ABRACO/IPT
amplia debate
sobre proteção
anticorrosiva
CORROSÃOEXTERNA
Seminário
ABRACO/IPT
amplia debate
sobre proteção
anticorrosiva
PESQUISA
Investigação
de oxidação
seletiva em aço
dual phase
PESQUISA
Investigação
de oxidação
seletiva em aço
dual phase
Sumário
Artigos Técnicos
6Entrevista
Certificação valoriza o profissional do setor
8ABRACO Informa
9Cursos e Eventos
Calendário 2010/2011
16Corrosão Externa
Seminário ABRACO/IPT amplia debatesobre proteção anticorrosiva
23Novas Parcerias
34Opinião
Os três mosqueteiros da gestão pessoalSueli Brusco
C & P • Setembro/Outubro • 2010 3
A revista Corrosão & Proteção é uma publicação oficial daABRACO – Associação Brasileira de Corrosão, fundada em17 de outubro de 1968. ISNN 0100-1485
Av. Venezuela, 27, Cj. 412Rio de Janeiro – RJ – CEP 20081-311Fone: (21) 2516-1962/Fax: (21) 2233-2892www.abraco.org.br
DiretoriaPresidenteEng. Laerce de Paula Nunes – IECVice-presidenteEng. João Hipólito de Lima Oliver –PETROBRAS/TRANSPETRODiretora FinanceiraDra. Olga Baptista Ferraz – INTGerente Administrativo/FinanceiroWalter Marques da Silva
Diretoria ExecutivaEng. Fernando Benedicto Mainier – UFFEng. Fernando de Loureiro Fragata – CEPELMauro José Deretti – WEGM.Sc. Neusvaldo Lira de Almeida – IPTDra. Olga Baptista Ferraz – INTEng. Rosileia Mantovani – AkzoDra. Simone Louise D. C. Brasil – UFRJ/EQ
Conselho Científico M.Sc. Djalma Ribeiro da Silva – UFRNM.Sc. Elaine Dalledone Kenny – LACTECM.Sc. Hélio Alves de Souza JúniorDra. Idalina Vieira Aoki – USPDra. Iêda Nadja S. Montenegro – NUTECDr. José Antonio da C. P. Gomes – COPPEDr. Luís Frederico P. Dick – UFRGSM.Sc. Neusvaldo Lira de Almeida – IPTDra. Olga Baptista Ferraz – INTDr. Pedro de Lima Neto – UFCDr. Ricardo Pereira Nogueira – Université Grenoble –FrançaDra. Simone Louise D. C. Brasil – UFRJ/EQ
Conselho EditorialEng. Aldo Cordeiro Dutra – INMETRODra. Denise Souza de Freitas – INTEng. Jorge Fernando Pereira CoelhoDr. Ladimir José de Carvalho – UFRJEng. Laerce de Paula Nunes – IECDr. Luiz Roberto Martins Miranda – COPPEEng. Pedro Paulo Barbosa LeiteDra. Simone Louise D. C. Brasil – UFRJ/EQSimone Maciel – ABRACODra. Zehbour Panossian – IPT
Revisão TécnicaCélia A. L. dos Santos – IPTIdalina Vieira Aoki – USPZehbour Panossian – IPT
Redação e PublicidadeAporte Editorial Ltda.Rua Emboaçava, 93São Paulo – SP – 03124-010Fone/Fax: (11) [email protected]
DiretoresJoão Conte – Denise B. Ribeiro Conte
EditorAlberto Sarmento Paz – Vogal Comunicaçõ[email protected]
Repórteres Henrique A. Dias e Carlos Sbarai
Projeto Gráfico/EdiçãoIntacta Design – [email protected]
GráficaVan Moorsel
Esta edição será distribuída em novembro de 2010.
As opiniões dos artigos assinados não refletem a posição darevista. Fica proibida sob a pena da lei a reprodução total ouparcial das matérias e imagens publicadas sem a prévia auto-rização da editora responsável.
10Investigação de oxidação seletiva em
aço dual phasePor Laureanny Madeira, Vanessa de
Freitas Cunha Lins e Evandro Alvarenga
14Elastômero de poliuréia
a spray – EPSPor Joel Pummer Celestino
24Corrosão em superfície metálica com
proteção de resina fenólicaCoordenado por Profa.
Cheila G. Mothé

glossário de termos técnicos da OIT – Organização Internacional do Trabalho e doMTE – Ministério do Trabalho e Emprego define a certificação profissional como “o reconhecimen-to formal dos conhecimentos, habilidades, atitudes e competências do trabalhador, requeridos pelo
sistema produtivo e definidos em termos de padrões ou normas acordadas previamente, independentemen-te da forma como foram adquiridos”.
Partindo dessa definição, fica claro de que a certificação profissional tem papel relevante na busca pormelhores índices de produtividade e segurança em diversas operações; e por isso ela é incentivada por enti-dades que representam diversos setores da economia, principalmente no Brasil onde a mão de obra quali-ficada é um problema crônico, cujo resultado todos sabem: retrabalhos, serviços com qualidade inferior,perda de produtividade, enfim uma série de situações que limitam efetivamente o crescimento econômico.Por outro lado, não adianta ficar se lamentando e/ou procurando eventuais culpados por essa situação. O
negócio é investir pesada e rapidamente para solucionar o problema.A ABRACO sempre foi uma grande incentivadora da certificação
profissional e já gerencia esse processo na área de pintura industrialníveis I e II. Embora muitos considerem que esse aperfeiçoamentodevesse ser voluntário, a falta de tradição cultural e o fato de que aimperícia de quem atua em proteção catódica implicar graves riscosde segurança para a sociedade são motivos suficientes para respaldaro estudo para sua implantação compulsória.
A certificação em Proteção Catódica é uma tendência mundial.Diversos países na Europa (na Alemanha, a obrigatoriedade de certificação existe desde 1976) e os EstadosUnidos já adotaram tal iniciativa. O grupo de trabalho constituído no Brasil já deu os primeiros passos e aqualificação consistirá de provas teóricas e práticas, envolvendo os diversos aspectos relacionados à proteçãocatódica, tais como medições em campo, revestimentos anticorrosivos, comissionamento de sistemas, entreoutros pontos.
Comprometimento – É importante ressaltar o comprometimento demonstrado pela PETROBRÁS nodesenvolvimento da cultura da certificação profissional no Brasil, ao construir uma unidade piloto quepoderá ser utilizada na aplicação dos exames de qualificação de proteção catódica, dentro do Centro deTecnologia de Dutos, o CTDUT, em Duque de Caxias – RJ, no âmbito do Programa Tecnológico deTransporte Dutoviário – PROTRAN.
São iniciativas como essa, na qual ocorre uma conjunção de interesses de diversos atores do setor da pro-teção corrosiva, que elevam o segmento como um todo e contribuem para a excelência da qualificação pro-fissional e, consequentemente, para o aumento da produtividade das nossas empresas.
Como não poderia deixar de ser a Revista Corrosão & Proteção está atenta a essas iniciativas e traz nestaedição a cobertura dos eventos promovidos pela ABRACO relacionados com a certificação profissional,para que os leitores possam acompanhar o desenvolvimento do processo de qualificação, que cada vez maisestará presente nas relações de trabalho entre profissionais e empresas do setor.
Boa leitura!
Os editores
Captação profissional na ordem do dia
Carta ao leitor
A certificação em Proteção Catódica é uma
tendência mundial. Diversos países na Europa
e os Estados Unidos já adotaram tal iniciativa.
O Brasil já deu os primeiros passos
4 C & P • Setembro/Outubro • 2010
Certificação valoriza oprofissional do setor
Criado há pouco mais de seis meses, o Comitê Setorial de Proteção Catódica apresenta
os caminhos que vão possibilitar a certificação dos profissionais nessa área
Entrevista
Fernando Coelho
testar os conhecimentos ehabilidades mínimas ne-cessárias ao profissional
para exercer determinada funçãoé o princípio básico da certifica-ção profissional. E um grandepasso no setor anticorrosivo foi acriação, em maio de 2010, doComitê Setorial de Proteção Ca-tódica, que está alinhando açõespara oferecer à sociedade umprocedimento claro para a certi-ficação dos profissionais que de-sejam atuar nesse setor. O ex-pre-sidente da ABRACO, Jorge Fer-nando Pereira Coelho, formadoem Engenharia Elétrica pelaUFRJ, foi nomeado coordena-dor do Comitê. Além disso, eleexerce a função de Coordenadorno setor de DesenvolvimentoTecnológico para Implementa-ção de Empreendimentos de Gáse Energia (DTEC) da Engenha-ria da PETROBRÁS.
Fernando Coelho, em entre-vista para a Revista Corrosão &Proteção, esclarece que a buscapelo melhor conhecimento datécnica de Proteção Catódica fezcom que, desde o final dos anos60, entidades como NACE, BSI,DIN, NEN, GOST, DNV,AFNOR, UNI, CEN, AS, ISO eABNT, se dedicassem a especifi-car os requisitos básicos e reco-mendações em uma série de nor-mas, adotadas ao redor do mun-do. “Para complementar esse
ao profissional para exercer ade-quadamente a sua função, a utili-zação de profissionais certificadosem Proteção Catódica assegura aosprestadores de serviços, contratan-tes e sociedade em geral a qualida-de mínima necessária na realiza-ção de serviços de instalação, mon-tagem e pré-operação, bem como,nos serviços posteriores de inspeçãodas diversas instalações de ProteçãoCatódica utilizadas para proteçãoanticorrosiva de ativos de grandeimportância econômica, sejam elesoleodutos, gasodutos, adutoras,tanques de armazenamento, píerese outros. Devemos olhar também para osbenefícios que os profissionais cer-tificados passam a ter como o cres-cimento profissional, aumento daschances de inserção no mercado detrabalho e a valorização salarial.
Como vão os trabalhos do Co-mitê Setorial de Proteção Ca-tódica?Coelho – O Comitê foi oficial-mente constituído em 26 de maiode 2010 em Fortaleza durante oIntercorr. Na ocasião eu fui indi-cado como coordenador do Comitêe empossados os demais membros.Por se tratar de uma demanda ur-gente e necessária para a comuni-dade de corrosão, foram distribuí-das algumas tarefas aos membros,como, por exemplo, uma revisãoda norma ABNT NBR 15653
processo de normalização da téc-nica, tornou-se óbvio que deve-riam ser organizados o treina-mento e a verificação, por partede terceiros, da competência deprofissionais em Proteção Cató-dica. No Brasil, foi emitida anorma ABNT NBR 15653 –Critérios para qualificação e cer-tificação de profissionais de prote-ção catódica”, relata FernandoCoelho.
O sistema de certificaçãomais antigo da Europa é operadodesde 1976 pela DVGW(Deutscher Verein von Gas- undWasserfachmännern) na Alema-nha, porém voltado para empre-sas de proteção catódica de gaso-dutos e adutoras enterrados etanques. “Em minha busca porcampos de treinamento de pro-fissionais de Proteção Catódicapelo mundo, verifiquei que talprocesso se iniciou em meadosdos anos 90, o que nos coloca emdesvantagem de, em média, cin-co anos, no contexto mundial”,alerta Fernando Coelho. Acom-panhe a entrevista e, ao final, leiaum glossário que contém algunstermos relacionados ao tema.
Por que fazer a certificação deum profissional em PC?Coelho – Considerando que oprincipal objetivo da Certificaçãoé o de atestar os conhecimentos ehabilidades mínimas necessárias
6 C & P • Setembro/outubro • 2010
Por Alberto Paz

com enfoque prático e levanta-mento da demanda de profissio-nais certificados nas empresas. Foirealizada uma segunda reunião nasede da ABRACO no dia 5 de a-gosto de 2010 para a verificaçãodas tarefas delegadas na reuniãoanterior.
Qual é a previsão para o iníciodo processo de certificação?Coelho – Os processos de qualifi-cação e certificação de profissio-nais de Proteção Catódica de-mandam a aplicação de provasteóricas e práticas. Para a reali-zação das provas práticas, são ne-cessárias a construção e a monta-gem de infraestrutura dedicada,composta por dutos enterrados,tanques, retificadores, leitos deanodos, enfim, todos os equipa-mentos e dispositivos de Sistemasde Proteção Catódica, operacio-nais e similares aos encontradosnas instalações reais. Visando aconstrução de tal centro de trei-namento, qualificação e certifi-cação, a PETROBRÁS está cus-teando um projeto no CTDUTpara esse fim, cuja previsão deconclusão é junho de 2011, dataque estimamos ser a de início doprocesso de certificação no Brasil,mais especificamente no Rio deJaneiro. Além dessa iniciativa, aABRACO, através dos represen-tantes do Comitê Setorial de Pro-teção Catódica, está avaliando autilização de um centro de trei-namento, qualificação e certifi-cação em construção no interiorde São Paulo por uma empresaprivada.
Qual é a carga horária previstapara o curso de formação deprofissionais em Proteção Ca-tódica? Haverá parte prática nocurso?Coelho – Para atender ao progra-ma mínimo para qualificação dosprofissionais de Proteção Catódicaníveis 1 e 2, conforme a normaABNT NBR 15653 (Critérios
para qualificação e certificação deprofissionais de proteção catódica)são necessárias 80 horas de treina-mento teórico e prático.
Onde serão realizadas as aulaspráticas?Coelho – No centro de treinamen-to, qualificação e certificação a serconstruído no CTDUT, em Duquede Caxias, RJ, próximo ao Ter-minal da TRANSPETRO. Comojá mencionado, representantes doComitê Setorial de Proteção Cató-dica, está avaliando a possibilidadede utilização de um centro de trei-namento no interior de São Pauloque, com algumas implementações,poderia estar apto a atender toda aparte prática do curso.
C & P • Setembro/Outubro • 2010 7
A certificação será feita pelaABRACO?Coelho – O processo é conduzidomundialmente pelas entidades téc-nicas representativas das atividadesrelacionadas à disciplina corrosão.No Brasil, a atividade é represen-tada pela ABRACO que estará en-carregada, dentre outras ativida-des, de certificar e controlar osregistros dos profissionais certifica-dos no Brasil.
Mais informações:[email protected]
GlossárioCompetência – habilidade
da pessoa de executar tarefas emníveis específicos e setores de apli-cação específicos de acordo comum dado referencial;
Qualificação – consiste naavaliação da competência do pro-fissional, através de exames teóri-cos e práticos. Baseiase em critériosespecíficos para cada atividade. Éinteressante notar também que
esse conceito varia e nos países daEuropa, a qualificação se confun-de com o treinamento, podendoser conduzida pela própria empre-sa na qual a pessoa trabalha;
Certificação – procedimentoem que uma entidade indepen-dente atesta a competência do pro-fissional e lhe confere um certifica-do e seu registro. Tal entidade édenominada certificadora.

A Associação Brasileira de Corrosão (ABRA-CO) realizou no último dia 21 de outubro, em suasede no Rio de Janeiro, um ciclo de palestras sobre“Certificação Pessoal”. Um dos palestrantes convi-dados foi o Diretor da Qualidade do Instituto Bra-sileiro de Metrologia, Normalização e QualidadeIndustrial (INMETRO), Dr. Alfredo Lobo. En-genheiro Mecânico de formação, Lobo trabalhou28 anos na PETROBRAS e há 15 anos atua noINMETRO, dez dos quais na diretoria da qualida-de, que tem como foco o estabelecimento de regu-lamentos e programas de avaliação da conformida-de de produtos, serviços, processos e pessoas.
Em sua palestra, ele procurou enfatizar aimportância da certificação de pessoal como formade aumentar a confiança em relação à qualidade eà segurança dos produtos e serviços oferecidos aoconsumidor. “Falei sobre razão de ser do INME-TRO e de como estabelecemos nossos programasde avaliação da conformidade, com ênfase nos decertificação de pessoal, já que há uma grandedemanda por programas dessa natureza. Com a
realização das Olimpíadas e da Copa do Mundo noBrasil, faz-se necessária a certificação de muitosprofissionais.”
Na opinião de Lobo, a ABRACO e o INME-TRO devem atuar em parceria no estabelecimentodas regras de certificação de inspetor de pintura,tendo como compromisso buscar o envolvimentode todas as outras partes interessadas, em especial asempresas prestadoras e compradoras dos serviçosde pintura industrial.
ABRACO promove palestra sobre certificação pessoal
ABRACO Informa
8 C & P • Setembro/Outubro • 2010
A Associação Brasileira de Ensaios Não Des-trutivos e Inspeção (Abendi) promove, em parce-ria com a Associação Brasileira de Corrosão(ABRACO) e o Instituto Brasileiro de Petróleo,Gás e Biocombustíveis (IBP), a 11ª Conferênciasobre Tecnologia de Equipamentos (COTEq),que será realizada em Porto de Galinhas, Pernam-buco, entre os dias 10 e 13 de maio de 2011.
O evento, que conta atualmente com o patro-cínio bronze das empresas ARCTEST, BLAS-PINT, FRAEND e METAL-CHEK, pretendereunir mais de mil participantes. Toda a progra-mação técnica deverá ser apresentada em seteauditórios, de forma paralela e simultânea. Serãoapresentações orais, trabalhos técnicos e palestrasproferidas por especialistas nacionais e internacio-nais, além de debates por meio de painéis, mesas-redondas e minicursos.
A Abendi, responsável pela secretaria do even-to, cede espaço para outros encontros paralelos: • Simpósio de Análise Experimental de Tensões
(XII Saet);• Simpósio Brasileiro de Tubulações e Vasos de
Pressão – Estruturas e Termohidráulica (Sibrat2011);
• Congresso Nacional de END e Inspeção (XXIX
Abendi se prepara para mais uma COTEq
CONAEND);• Congresso Brasileiro de Corrosão (31º Con-
brascorr);• Seminário de Inspeção de Equipamentos (32º
Seminsp);• Conferencia Internacional sobre Evaluación de
Integridad y Extensión de Vida de EquiposIndustriales (15ª IEV);
• Exposição de Tecnologia de Equipamentos paraCorrosão & Pintura, END e Inspeção deEquipamentos (7ª EXPOEQUIP).
LocalizaçãoA realização do evento será em Porto de Gali-
nhas, em função da proximidade com um dosprincipais centros de desenvolvimento industrialda região nordeste, o Pólo de Suape.
Trabalhos Técnicos18/2/2011 Envio de Trabalhos Técnicos Finais1/3/2011 Inscrição dos Apresentadores
Mais informações:www.abendi.org.br/[email protected] – (11) 5586-3197
Cursos e Eventos
Calendário 2010/2011
1 Parceria com oIBP
2 Parceria com aABENDI
3 A confirmar4 IPT5 INT6 FIRJAN
Maisinformações:[email protected]@abraco.org.br
Cursos horas Setembro Outubro Novembro Dezembro Janeiro Fevereiro
Pintura IndustrialInspetor de Pintura Industrial
88 18 a 29 22/11 a 3/12Nivel I / RJInspetor de Pintura Industrial
88 6 a 17Nivel I / BAInspetor de Pintura Industrial
88 22/11 a 4/12Nivel I / SPInspetor de Pintura Industrial
88 18/9 a 4/12Nivel I / Turma somente aos sábadosInspetor de Pintura Industrial
40 8 a 13Nivel IIPintor e Encarregado
40 22 a 26de Pintura IndustrialCurso Intensivo–
40 20 a 24Inspetor N1Básico de Pintura Industrial 16 15 e 16/RJQualificação de Inspetor de Pintura
?? 24/1 a 4/2Industrial – Nível 1/RJCorrosãoCorrosão: Fundamentos,
24 29/11 a 1/12Monitoração e ControleInspeção e Monitoramento da CorrosãoRecuperação, Reforço e Tratamento
16 7 a 8de Estruturas de Concreto ArmadoProteção CatódicaInsp. e Manut. de Sistemas de Proteção
32 5 a 8/RJCatódica em Dutos Terrestres (RJ) 1
Revestimentos AnticorrosivosBásico de Revestimentos Anticorrosivos
24 24 a 26Orgânicos de Dutos TerrestresEventosSeminário de Corrosão
8 28/103
na Construção Naval (RJ)Seminário de Corrosão Externa de Dutos 8 19/10e Equipamentos (SP) 4
Cursos34 1/1/04 4:56 AM Page 1

10 C & P • Setembro/Outubro • 2010
Artigo Técnico
Investigação de oxidaçãoseletiva em aço dual phase
características são apresentadasparticularmente pelos aços comrevestimento galvannealed (GA),constituído por uma mistura dediferentes ligas de Fe-Zn, produ-zidos em linhas que acoplam aetapa de tratamento térmico àgalvanização a quente. A quali-dade do revestimento GA estáestreitamente relacionada com ascaracterísticas do substrato(composição química, microes-trutura e condição de superfície),do banho de zinco (composiçãoquímica, temperatura) e com ascondições operacionais (parâme-tros de recozimento e tempo deimersão da tira). A presença deriscos mecânicos, pó de ferro, su-jidades, manchas, oleamento ex-cessivo, diferença de rugosidadee formação de óxidos afetam amolhabilidade do zinco na su-perfície do aço e as reações na in-terface revestimento/substrato,provocando diversos defeitos noproduto final.
Dentre os diversos defeitossuperficiais na tira que podemafetar a qualidade dos revesti-mentos galvanizados, destaca-sea oxidação, cuja origem pode es-tar relacionada desde a ineficiên-cia do processo de decapagem eos elevados tempos de estocagementre a laminação a frio e a linhade galvanização (associados àscondições atmosféricas no perío-do), até ao próprio processamen-to na Linha de Galvanização aQuente (Continuous Galvaniz-ing Line – CGL).
Apesar da atmosfera proteto-ra dos fornos de recozimento daLinha de Galvanização a Quen-te, verifica-se a ocorrência de oxi-dação seletiva de alguns elemen-tos, como por exemplo, manga-nês, fósforo e alumínio. Especi-almente em aços de alta resistên-cia mecânica, que possuem teo-res mais elevados de elementosde liga, aumenta-se a susceptibi-lidade à ocorrência de oxidaçãoseletiva desses elementos na su-perfície da tira.
O entendimento do estadoquímico da superfície do subs-trato metálico quanto à determi-nação dos elementos presentes eà sua quantificação têm, portan-to, um importante papel noestudo da formação do revesti-mento. Para tanto, foram utiliza-das as técnicas de análise desuperfície XPS e GDOES, a fimde se verificar a influência da oxi-dação na molhabilidade da tirapelo zinco.
MetodologiaPara se investigar a oxidação
seletiva no aço dual phase, emescala piloto, foi produzido umlingote no Centro de Pesquisa eDesenvolvimento da Usiminas,cuja composição química estámostrada na tabela da páginaao lado.
A produção do lingote foifeita em forno de fusão a vácuo.Posteriormente, o lingote foi la-minado até a espessura de 0,8mm. Amostras do material la-
Este estudo visa a melhoria da qualidade dos aços galvannealed, tendo sido quantificadaa oxidação seletiva do aço dual phase ocorrida na etapa de recozimento anterior
à galvanização e otimizadas as condições operacionais do recozimento
Por Laureanny
Madeira
s aços galvanizados aquente têm sido extensi-vamente utilizados na in-
dústria automobilística devido asua excelente resistência à corro-são, boa soldabilidade e confor-mabilidade. No entanto, a for-mação de óxidos na superfície doaço afeta a sua molhabilidade pe-lo zinco, provocando defeitos noproduto final. O objetivo destetrabalho é investigar a ocorrênciade oxidação seletiva em aço dualphase, recozido em três pontos deorvalho diferentes (0 ºC, -30 ºCe -60 ºC), utilizando as técnicasde espectroscopia fotoeletrônicade raios X (XPS) e de espectros-copia de emissão óptica em des-cargas luminescentes (GDOES).As análises por XPS mostraramque os elementos manganês, fós-foro, alumínio, silício e molibdê-nio sofreram oxidação com in-tensidades diferentes para cadaponto de orvalho. As análises porGDOES revelaram que a con-centração superficial destes ele-mentos também variou com oponto de orvalho. Observou-se,também, que a diminuição doponto de orvalho de 0 ºC para-60 ºC favoreceu a oxidação dealumínio e silício presentes na su-perfície do aço, apesar da menorconcentração de oxigênio nessasuperfície, e que o aumento doponto de orvalho ocasionou aoxidação seletiva de fósforo.
IntroduçãoOs aços galvanizados a quen-
te têm sido extensivamente utili-zados na indústria automobilísti-ca devido à sua excelente resis-tência à corrosão, boa soldabili-dade e conformabilidade. Essas
C Mn Si P S Al Mo Nb N O0,12 1,83 0,013 0,02 0,0041 0,053 0,17 0,021 0,0046 0,0017
COMPOSIÇÃO QUÍMICA DO AÇO (% P/P)
Vanessa de Freitas
Cunha Lins
Evandro
Alvarenga
minado a frio foram submeti-das a tratamento térmico emum simulador de galvanizaçãopor imersão a quente. A atmos-fera do forno do simulador degalvanização por imersão aquente foi constituída de umamistura de gases com 95 % v/vde gás nitrogênio e 5 % v/v degás hidrogênio e o tratamentotérmico foi realizado em trêspontos de orvalho distintos: 0ºC, -30 ºC e -60 ºC. Após otratamento térmico as chapasforam cortadas em amostras deformato circular com diâmetrode 5 cm.
A análise de XPS foi realiza-da no Centro de Pesquisa e De-senvolvimento da Usiminas,em Ipatinga, em espectrômetromodelo Microlab-310 F, damarca VG Scientific e fonte deraios X equipada com alvo demagnésio. No Departamentode Metalurgia da UniversidadeFederal de Minas Gerais, foirealizada a análise de GDOES,utilizando-se espectrômetromodelo GDLS -9950, da mar-
ca Shimadzu, equipado com u-ma fonte de energia RF.
Análise e discussão deresultados
Análise por espectroscopiafotoeletrônica de raios X
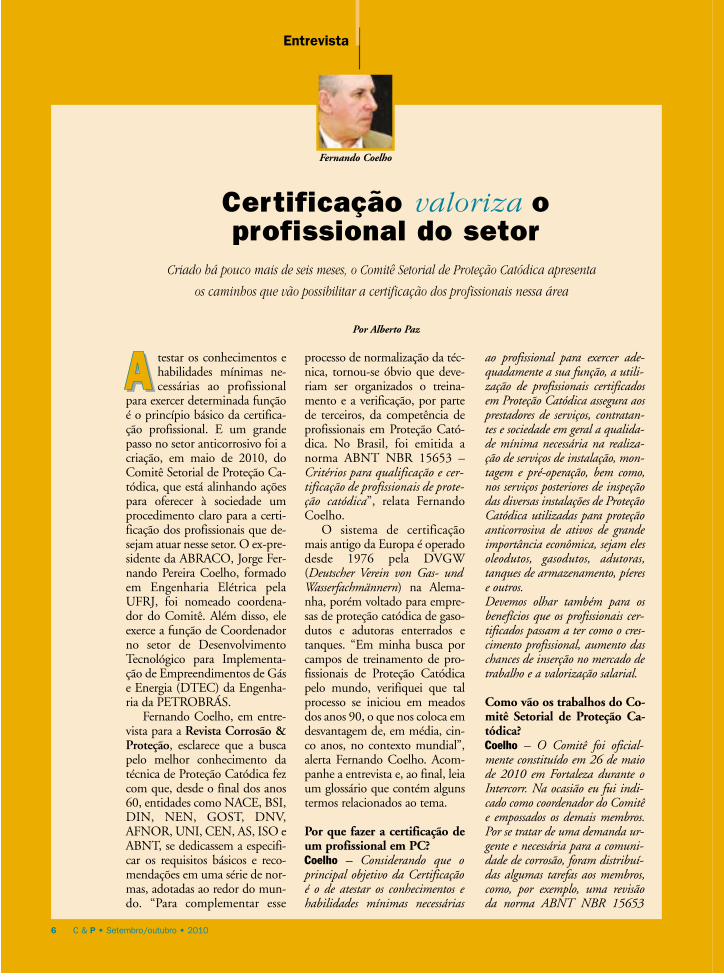
A oxidação do manganês foiobservada nos três pontos deorvalho. O MnO2 correspondeao pico de Mn3s, que foi maisintenso no ponto de orvalho de-30 ºC e menos intenso noponto de orvalho de 0 ºC. Ou-tro pico identificado para omanganês foi o Mn2p3, porvolta de 641,50 eV, que corres-ponde aos óxidos MnO ouMn3O4. Este pico foi mais in-tenso no ponto de orvalho de-60 °C e menos intenso em 0°C. As figuras 1 e 2 mostramos espectros de manganês paraos três pontos de orvalho dife-rentes. Nota-se que os pontosde orvalho mais baixos favore-cem a oxidação do manganês.
O fósforo não foi detectadona atmosfera de -30 ºC, pois
nesta temperatura o elementoencontra-se no contorno degrão e não oxida (HERTVELDT
ET AL, 2001).No entanto, para os pontos
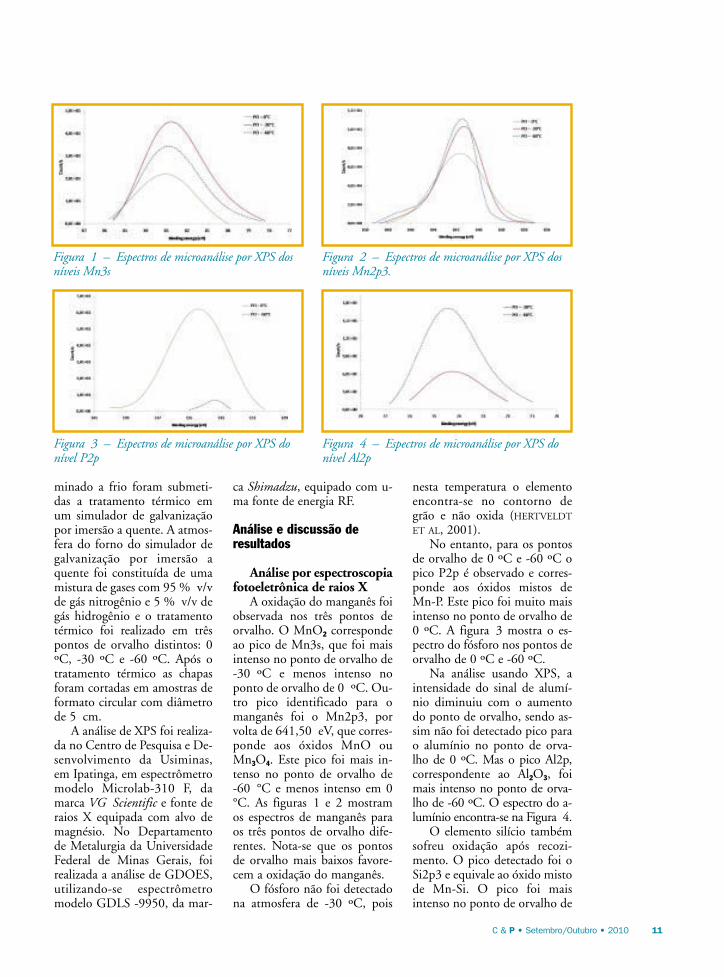
de orvalho de 0 ºC e -60 ºC opico P2p é observado e corres-ponde aos óxidos mistos deMn-P. Este pico foi muito maisintenso no ponto de orvalho de0 ºC. A figura 3 mostra o es-pectro do fósforo nos pontos deorvalho de 0 ºC e -60 ºC.
Na análise usando XPS, aintensidade do sinal de alumí-nio diminuiu com o aumentodo ponto de orvalho, sendo as-sim não foi detectado pico parao alumínio no ponto de orva-lho de 0 ºC. Mas o pico Al2p,correspondente ao Al2O3, foimais intenso no ponto de orva-lho de -60 ºC. O espectro do a-lumínio encontra-se na Figura 4.
O elemento silício tambémsofreu oxidação após recozi-mento. O pico detectado foi oSi2p3 e equivale ao óxido mistode Mn-Si. O pico foi maisintenso no ponto de orvalho de
C & P • Setembro/Outubro • 2010 11
Figura 1 – Espectros de microanálise por XPS dosníveis Mn3s
Figura 2 – Espectros de microanálise por XPS dosníveis Mn2p3.
Figura 3 – Espectros de microanálise por XPS donível P2p
Figura 4 – Espectros de microanálise por XPS donível Al2p
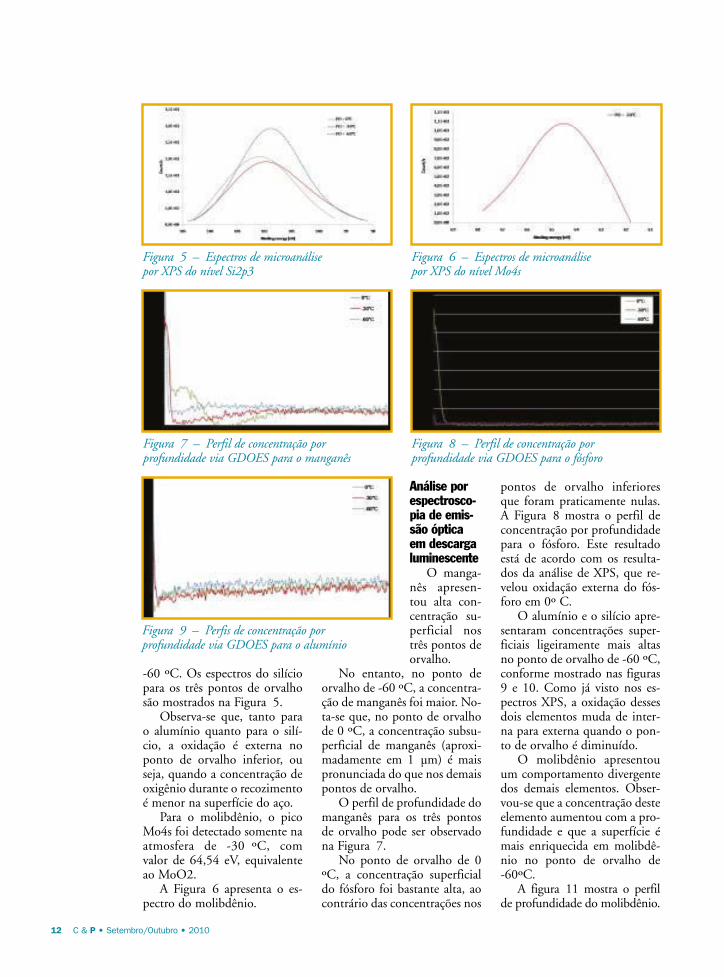
-60 ºC. Os espectros do silíciopara os três pontos de orvalhosão mostrados na Figura 5.
Observa-se que, tanto parao alumínio quanto para o silí-cio, a oxidação é externa noponto de orvalho inferior, ouseja, quando a concentração deoxigênio durante o recozimentoé menor na superfície do aço.
Para o molibdênio, o picoMo4s foi detectado somente naatmosfera de -30 ºC, comvalor de 64,54 eV, equivalenteao MoO2.
A Figura 6 apresenta o es-pectro do molibdênio.
Análise porespectrosco-pia de emis-são ópticaem descargaluminescente
O manga-nês apresen-tou alta con-centração su-perficial nostrês pontos deorvalho.
No entanto, no ponto deorvalho de -60 ºC, a concentra-ção de manganês foi maior. No-ta-se que, no ponto de orvalhode 0 ºC, a concentração subsu-perficial de manganês (aproxi-madamente em 1 µm) é maispronunciada do que nos demaispontos de orvalho.
O perfil de profundidade domanganês para os três pontosde orvalho pode ser observadona Figura 7.
No ponto de orvalho de 0ºC, a concentração superficialdo fósforo foi bastante alta, aocontrário das concentrações nos
pontos de orvalho inferioresque foram praticamente nulas.A Figura 8 mostra o perfil deconcentração por profundidadepara o fósforo. Este resultadoestá de acordo com os resulta-dos da análise de XPS, que re-velou oxidação externa do fós-foro em 0º C.
O alumínio e o silício apre-sentaram concentrações super-ficiais ligeiramente mais altasno ponto de orvalho de -60 ºC,conforme mostrado nas figuras9 e 10. Como já visto nos es-pectros XPS, a oxidação dessesdois elementos muda de inter-na para externa quando o pon-to de orvalho é diminuído.
O molibdênio apresentouum comportamento divergentedos demais elementos. Obser-vou-se que a concentração desteelemento aumentou com a pro-fundidade e que a superfície émais enriquecida em molibdê-nio no ponto de orvalho de-60ºC.
A figura 11 mostra o perfilde profundidade do molibdênio.
12 C & P • Setembro/Outubro • 2010
Figura 5 – Espectros de microanálisepor XPS do nível Si2p3
Figura 6 – Espectros de microanálisepor XPS do nível Mo4s
Figura 7 – Perfil de concentração porprofundidade via GDOES para o manganês
Figura 8 – Perfil de concentração porprofundidade via GDOES para o fósforo
Figura 9 – Perfis de concentração porprofundidade via GDOES para o alumínio
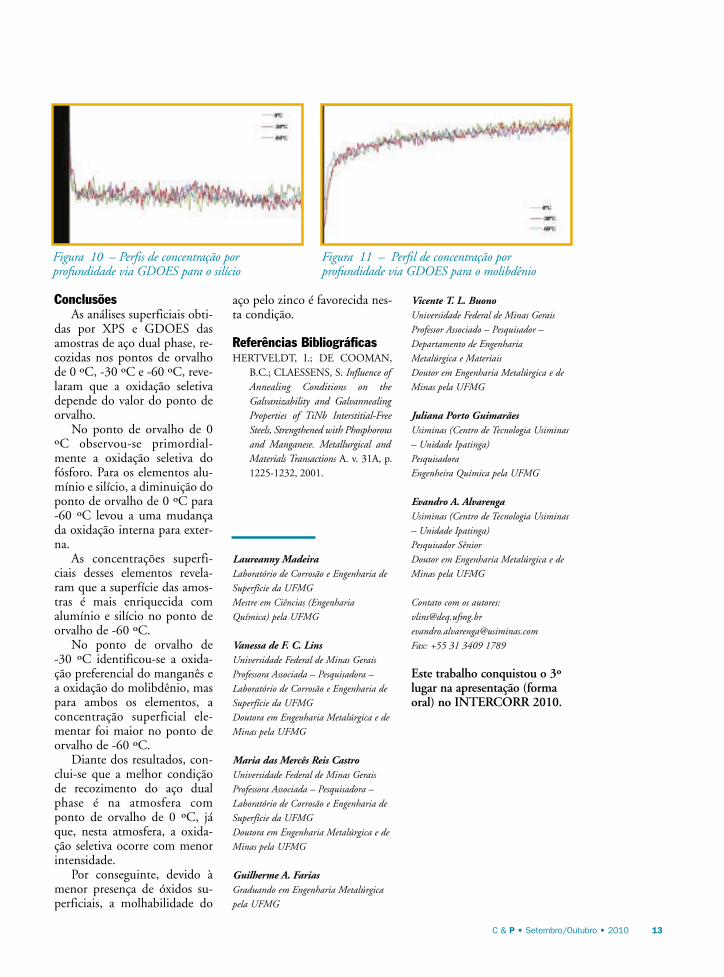
aço pelo zinco é favorecida nes-ta condição.
Referências BibliográficasHERTVELDT, I.; DE COOMAN,
B.C.; CLAESSENS, S. Influence ofAnnealing Conditions on theGalvanizability and GalvannealingProperties of TiNb Interstitial-FreeSteels, Strengthened with Phosphorousand Manganese. Metallurgical andMaterials Transactions A. v. 31A, p.1225-1232, 2001.
Laureanny MadeiraLaboratório de Corrosão e Engenharia deSuperfície da UFMGMestre em Ciências (EngenhariaQuímica) pela UFMG
Vanessa de F. C. LinsUniversidade Federal de Minas GeraisProfessora Associada – Pesquisadora –Laboratório de Corrosão e Engenharia deSuperfície da UFMGDoutora em Engenharia Metalúrgica e deMinas pela UFMG
Maria das Mercês Reis CastroUniversidade Federal de Minas GeraisProfessora Associada – Pesquisadora –Laboratório de Corrosão e Engenharia deSuperfície da UFMGDoutora em Engenharia Metalúrgica e deMinas pela UFMG
Guilherme A. FariasGraduando em Engenharia Metalúrgicapela UFMG
ConclusõesAs análises superficiais obti-
das por XPS e GDOES dasamostras de aço dual phase, re-cozidas nos pontos de orvalhode 0 ºC, -30 ºC e -60 ºC, reve-laram que a oxidação seletivadepende do valor do ponto deorvalho.
No ponto de orvalho de 0ºC observou-se primordial-mente a oxidação seletiva dofósforo. Para os elementos alu-mínio e silício, a diminuição doponto de orvalho de 0 ºC para-60 ºC levou a uma mudançada oxidação interna para exter-na.
As concentrações superfi-ciais desses elementos revela-ram que a superfície das amos-tras é mais enriquecida comalumínio e silício no ponto deorvalho de -60 ºC.
No ponto de orvalho de-30 ºC identificou-se a oxida-ção preferencial do manganês ea oxidação do molibdênio, maspara ambos os elementos, aconcentração superficial ele-mentar foi maior no ponto deorvalho de -60 ºC.
Diante dos resultados, con-clui-se que a melhor condiçãode recozimento do aço dualphase é na atmosfera componto de orvalho de 0 ºC, jáque, nesta atmosfera, a oxida-ção seletiva ocorre com menorintensidade.
Por conseguinte, devido àmenor presença de óxidos su-perficiais, a molhabilidade do
C & P • Setembro/Outubro • 2010 13
Vicente T. L. BuonoUniversidade Federal de Minas GeraisProfessor Associado – Pesquisador –Departamento de EngenhariaMetalúrgica e MateriaisDoutor em Engenharia Metalúrgica e deMinas pela UFMG
Juliana Porto GuimarãesUsiminas (Centro de Tecnologia Usiminas– Unidade Ipatinga)PesquisadoraEngenheira Química pela UFMG
Evandro A. AlvarengaUsiminas (Centro de Tecnologia Usiminas– Unidade Ipatinga)Pesquisador SêniorDoutor em Engenharia Metalúrgica e deMinas pela UFMG
Contato com os autores:[email protected]@usiminas.comFax: +55 31 3409 1789
Este trabalho conquistou o 3ºlugar na apresentação (formaoral) no INTERCORR 2010.
Figura 10 – Perfis de concentração porprofundidade via GDOES para o silício
Figura 11 – Perfil de concentração porprofundidade via GDOES para o molibdênio

14 C & P • Setembro/Outubro • 2010
Elastômero de poliuréia a spray – EPS
ca, construção civil e automobi-lística, onde as vantagens do pro-cesso de aplicação, aliadas às ca-racterísticas do produto final, ge-ram reduções de custos em diver-sos aspectos como manutenção etempo de liberação dos serviços.
No Japão, China, Austrália,Europa Ocidental, EUA e Cana-dá, este sistema está sendo utili-zado em revestimentos proteti-vos específicos, tanto para con-creto, quanto para aço-carbono.No Japão, a camada de concretode 30 cm, que revestia interna-mente as tubulações de esgotopara protegê-las da corrosão,foram substituídas por umacamada de poliuréia de apenas 3mm. Na China, os estádios olím-picos foram revestidos, tanto asarquibancadas quanto a cobertu-ra, em razão das característicasfísicas do produto. A sustentaçãode concreto dos túneis do metrôde Boston/EUA foi revestidaexternamente com poliuréia. Omaterial foi aplicado também embarragens de pedras de conten-ção do avanço do mar nos PaísesBaixos e em estruturas de concre-to no Japão e na Alemanha.
O rápido tempo de cura cola-bora para que a área seja liberadanum curto espaço de tempo (ossistemas convencionais – epóxi epoliuretano – solicitam mais de10 dias para cura e a liberaçãopara uso antes deste prazo invali-da a garantia do sistema). Istonão ocorre com a poliuréia que,inclusive, pode ficar em contatocom água potável, sem contami-ná-la. As indústrias químicas esiderúrgicas também se valemdas suas vantagens. Nesse setor,muitas empresas são obrigadas atrabalhar 24 horas por dia. Gran-des paradas, normalmente ocor-
ridas em manutenções, podemrepresentar a perda de milhõesde dólares. Logo, a poliuréia éeficiente, pois agiliza o reparo, fa-cilitando a rápida liberação pararetomada do trabalho.
Ao contrário das tintas, os re-cipientes (tambores) de poliuréia(A+B) podem ser reutilizados. Areação da poliuréia ocorre porchoque mecânico (impingimen-to), praticamente no bico da pis-tola, não havendo qualquer rea-ção química antes deste ponto.As tintas para airless convencio-nal necessitam, no mínimo, 25litros de solventes orgânicos paralimpeza diária. Num trabalho de26 dias úteis, serão gerados emtorno de 760 litros / mês comum gasto adicional médio de R$7.000,00 / mês, no descarte cor-reto do contaminante remanes-cente. No sistema EPS, é gastoem torno de 1 litro de solventesorgânicos por mês para a limpe-za da pistola (desmontagem) edos retentores das mangueiras.
A poliuréia entrou no merca-do brasileiro com a intenção desuprir algumas deficiências apre-sentadas pelos sistemas conven-cionais (secagem, aderência, fle-xibilidade e outras) e pode seramplamente utilizada em váriossetores das indústrias. Apenas ne-cessita vencer algumas barreiras epreconceitos quanto ao uso denovas tecnologias, mas que sãocomprovadamente eficazes hámais de duas décadas nos paísesdesenvolvidos.
No Japão, China, Austrália, Europa Ocidental, EUA e Canadá, este sistema está sendo utilizado
em revestimentos protetivos específicos, tanto para concreto, quanto para aço-carbono
Por Joel Pummer
Celestino
istema de cura ultrarrápi-da (tack-free < 20 s, ma-nuseio de 10 min, tráfego
leve em 30 min e liberação paraimersão de até 24 h), insensibili-dade à umidade e temperaturana aplicação e secagem. Resistên-cia à umidade, alto módulo dealongamento (> 300%) e com-pressão (altamente resiliente), a-lém da resistência a alguns pro-dutos químicos são outras vanta-gens do material, que pode im-permeabilizar várias superfíciescomo concreto e aço-carbono.
A poliuréia, nos segmentosde impermeabilização e revesti-mento protetivo, é uma das mai-ores inovações tecnológicas. Elasurgiu na década de 80 e depoisdo aprimoramento de sua aplica-ção foi largamente utilizada nosEUA. Na década de 90, tornou-se um produto comercial, sendocriada sua associação, a PDA –Polyurea Development Association.
Tubulações de água e esgotoimpermeabilizadas com poliuréiapodem eliminar acidentes comtubulações, pois o revestimentoevitará que haja vazamento ouque o esgoto contamine os len-çóis freáticos, no caso de trincasou rupturas de até uma polegada.
No Brasil, além de tanquesde ETE/ETA, também já estásendo utilizada na impermeabili-zação de lajes e telhas metálicas,conferindo-lhes também a redu-ção de ruído e calor. Bacias decontenção secundária, pisos anti-derrapantes com alta assepsia,pesqueiros (decks e tanques), a-lém de túneis, comportas de usi-nas hidrelétricas e estádios de fu-tebol são outros exemplos de i-tens a serem protegidos. Há umgrande leque de aplicações paraas indústrias, como a petroquími-
Artigos Técnicos
Joel Pummer CelestinoQuímico Industrial – Sócio Gerente daPolySpray EPS System / JPI RevestimentosAnticorrosivosContato: [email protected]


Corrosão Externa Dutos e Equipamentos
mpenhada em investircontinuamente na atuali-zação e aperfeiçoamento
dos profissionais que atuam dire-ta ou indiretamente no setor decorrosão, a Associação Brasileirade Corrosão – ABRACO emparceria com o Instituto dePesquisas Tecnológicas de SãoPaulo – IPT-SP organizou oSeminário sobre Corrosão Exter-na de Dutos e Equipamentos.No evento, realizado no dia 19de outubro, na sede do IPT, pro-fissionais renomados apresenta-ram tendências atuais do merca-do e novas tecnologias de produ-tos e serviços, expuseram linhasde estudo e traçaram um panora-ma bastante completo do mo-mento atual do setor. “Eventosde alta qualidade técnica são deextrema importância não apenaspara a atualização profissional,mas também para permitir umatroca de informações intensa en-tre os presentes, além de oferecersubsídios para a elaboração denormas ABNT NBR, visto que aABRACO mantém o CB 43 daABNT (estudos da corrosão),com a presença de quatro comis-sões técnicas, de Estudo da Pin-tura Industrial, Proteção Catódi-ca, Corrosão Atmosférica e Ter-minologia”, comenta NeusvaldoLira de Almeida, mestre em En-genharia, pesquisador do IPT,membro da diretoria executivada ABRACO e um dos organi-zadores do evento que tambémreforçou, ao final, a importânciade iniciativas como essas para odesenvolvimento do mercadonacional. “É muito bom ver agrande participação de profissio-
nais de diversas empresas. Esse tema é de extrema relevância e o con-teúdo programático atendeu às necessidades do setor de dutos, equi-pamentos, revestimentos e proteção catódica”, destaca Neusvaldo.
Além da importância para a criação de normas técnicas nacionais,Simone Louise Brasil, da Escola de Química da Universidade do Riode Janeiro – UFRJ, abordou em sua apresentação a importância dacertificação para os profissionais de proteção catódica, certificação essaque será concedida pela ABRACO. Na palestra A ExperiênciaMundial em Certificação de Profissionais de Proteção Catódica, Simonetraçou um histórico do tema, fez um grande levantamento de comodiversos países vivenciaram essa experiência e reforçou que o Brasilestá seguindo essa tendência mundial e está implementando, em acor-do com a norma ABNT NBR 15653, os critérios para qualificação ecertificação de profissionais de proteção catódica. No trabalho, Si-mone apresentou os sistemas adotados na Europa e Estados Unidos,além dos critérios de certificação em implementação no Brasil.Acrescentou ainda que a capacitação consistirá de cursos teóricos epráticos, envolvendo diferentes aspectos da proteção catódica relacio-nados a medições em campo, inspeções de revestimentos anticorrosi-vos, comissionamento de sistemas, entre outros.
Para o curso prático, está em construção uma unidade piloto deproteção catódica no Centro de Tecnologia em Dutos – CTDUT,localizado em Duque de Caxias, no estado do Rio de Janeiro. A ini-ciativa faz parte do Programa Tecnológico de Transporte Dutoviárioda PETROBRÁS – PROTRAN. O projeto da unidade-piloto incor-
Realizado no dia 19 de outubro, na sede do IPT, o seminário reuniu profissionais renomados queapresentaram as tendências atuais do mercado e novas tecnologias de produtos e serviços
16 C & P • Setembro/Outubro • 2010
Seminário ABRACO/IPT ampliadebate sobre proteção anticorrosiva
O seminário contou com a presença expressiva de técnicos interessadosnos temas apresentados
Por Carlos Sbarai
Vin
agre
Fot
os
IPT 1/1/04 6:11 AM Page 1

foi criado em 2008 o Plano dePrevenção e Controle de Inter-ferências do Estado de SãoPaulo – PPCI”. Em linhas ge-rais, trata-se de um comitê queconta com a participação de es-pecialistas técnicos das princi-pais empresas de utilidades nossegmentos de dutos de trans-porte/distribuição COMGÁS,PETROBRÁS, TBG, QUAT-TOR e SABESP, de linhas fér-reas eletrificadas CPTM e ME-TRO-SP, e de linhas de trans-missão/distribuição de energiaelétrica CTEEP, CPFL e ELE-TROPAULO, bem como derepresentantes da ABRACO edo IPT. Desde sua constituição,são promovidos encontros bi-mestrais entre os participantes,que contribuem tanto para adiscussão sobre os tipos de es-truturas envolvidas quanto paraa busca de soluções conjuntas
pora experiências já consolidadas em outros países onde há centros decapacitação de pessoal em proteção catódica, como na França. SimoneBrasil, inclusive, apresentou uma série de informações e fotos relacio-nadas às visitas do grupo de estudo a esses centros de treinamento.
A pesquisadora, que faz parte do Comitê Setorial de ProteçãoCatódica do Sistema Nacional de Qualificação e Certificação emCorrosão e Proteção – SNQC-CP, avaliou a importância do tema.“Com a qualificação pode-se avaliar os conhecimentos e habilidadesdo profissional para exercer adequadamente a função. Com isso,amplia-se a eficiência e competitividade das empresas pois o profissio-nal capacitado vai contribuir decisivamente para a qualidade do pro-jeto”, avaliou Simone.
Proteção aos dutos enterradosDuas palestras trouxeram ao debate a proteção aos dutos enter-
rados. Diogo Menezes Maia, engenheiro da Comgás, apresentouaos 125 participantes do Seminário o Plano de Prevenção e Controlede Interferências do Estado de São Paulo – PPCI. Em sua exposiçãoalertou que a corrosão mais severa que um duto de aço enterradopode sofrer é aquela provocada pela fuga de corrente elétrica DCpara o solo (corrosão eletrolítica), e para garantir a prevenção e ocontrole desse tipo de corrosão é imprescindível que haja um con-senso entre as empresas mantenedoras de sistemas que possam gerarinterferências entre si. “Nesse sentido e tendo por base o sucessoobtido nos últimos anos com a parceria COMGÁS/PETROBRÁS,
IPT 1/1/04 6:11 AM Page 2


PETROBRÁS, André Koebsch, que apresentou trabalho sobreRevestimento anticorrosivo externo e interno em Poliamida 11, a pro-dução e o uso de etanol combustível a partir de biomassa é um temamultidisciplinar e que tem seus reflexos na área de dutos, principal-mente para o transporte da vinhaça, principal efluente dessa indús-tria, que apresenta alto grau de corrosão. A exposição procuroumostrar uma alternativa para revestimentos anticorrosivos externo
para os problemas de interfe-rências existentes, sendo esteum modelo a ser seguido em re-giões densamente povoadas ecom grande compartilhamentode estruturas que possam gerarinterferências entre si.
Descargas atmosféricas: evi-dências de danos em dutos enterra-dos, foi o tema apresentado porJoão Paulo Klausing, engenheiroda PETROBRÁS, que teceuconsiderações técnicas sobreuma possível influência de des-cargas atmosféricas na integrida-de de dutos enterrados. Inclusivesobre este tema, a PETROBRÁSe o Laboratório de Corrosão doIPT estão desenvolvendo umprojeto de pesquisa que deverácontribuir para o entendimentodefinitivo sobre este assunto.
RevestimentosSegundo o engenheiro da
Simone Brasil e Neusvaldo Almeida, diretores executivos da ABRACO
IPT 1/1/04 12:20 AM Page 3
cimento térmico. Este trabalhoapresentou sucintamente osmotivos pelos quais o polipro-pileno destaca-se entre as polio-lefinas e, em seguida, descrevecomo a indústria está desenvol-vendo e aplicando sistemas derevestimento de polipropilenoem planta e em campo. Con-cluindo, descreve diversos siste-mas disponíveis comercialmente,suas vantagens e desvantagens.
Coleta de dadosOutro destaque do seminá-
rio foi o engenheiro da empresaDNV Columbus, Angel R. Ko-walski, que apresentou o temaDirect Assessment – Evaluatingthe impact of corrosion on themechanical integrity of pipelines(Avaliação do impacto da cor-rosão sobre a integridade de du-tos). “É muito importante essatroca de experiência entre paí-ses diferentes. A idéia é apresen-tar as novas tecnologias paradutos utilizadas em outros paí-ses para serem testadas e im-plantadas aqui no Brasil. Asaplicações têm que ser seguraspara dutos por onde passa a ga-solina, o álcool e o óleo. É fun-damental se conhecer o sistemapara depois se atacar as causasda corrosão pela raiz. Isso signi-fica que esse é um setor que re-
e interno em dutos e equipamentos de aço carbono ou ferro fundi-do, utilizados para o transporte desse efluente, que ao longo dosanos tem se mostrado técnica e economicamente viável
Já o gerente do controle da qualidade da Socotherm Brasil, JoãoRiego Filho, abordou o tema Revestimento anticorrosivo externo dedutos apresentando diversos tipos de revestimentos anticorrosivosexterno de tubos de aço como materiais betuminosos e de alcatrãode Hulha, já pouco utilizados no mercado além dos epóxi e mate-riais poliolefínicos (polietileno ou polipropileno) mais utilizadosnos dias de hoje. Segundo ele, a escolha dos materiais de revesti-mento anticorrosivo passou, ao longo dos anos, a ser reconsideradadevido às exigências das características do sistema do revestimentoaplicado, e também às exigências das condições de segurança do tra-balhador e das condições ambientais, durante o processo de aplica-ção. A evolução das indústrias petroquímicas fez com que materiaispoliolefínicos pudessem ser produzidos proporcionando assim umamelhor condição de aplicabilidade do revestimento em condiçõesdiferentes do solo ou da água do mar. O sistema de revestimentothree layer (epóxi + adesivo + polietileno ou polipropileno), dentreos revestimentos citados, é o que melhor proporciona resistência àcorrosão e também sua resistência durante a instalação.
Vantagens dos revestimentos de polipropileno para tubulações enter-radas ou submersas em ambientes agressivos e o desenvolvimento de sis-temas para estas aplicações foi o tema da palestra do gerente de su-porte técnico para a América do Sul da empresa canadense Canusa-CPS, André Lemuchi. Na apresentação, ele comentou que os reves-timentos à base de polipropileno vem ganhando espaço em proje-tos de tubulações submetidas a severos esforços mecânicos e/ou queoperam em alta temperatura como por exemplo tubulações offshorelançadas em águas profundas, linhas de fluxo bombeando óleo aaltas temperaturas, projetos em que o tipo de construção envolvidoé extremamente agressivo etc.
Para Lemuchi, os revestimentos de polipropileno apresentamvantagens importantes em relação a outros tipos de revestimento,entre elas, maior resistência química, ao impacto, à penetração, àabrasão, aos esforços do solo (para o caso de tubulações enterradas),à absorção de água, à transmissão de vapor e finalmente ao envelhe-
IPT 1/1/04 6:11 AM Page 4

Representante exclusivo para o Brasil da Leica Microsystems Gmbh
Tel: (11) 5188-0000 – Fax: (11) 5188-0006www.ckltda.com.br – [email protected]
MICROSCÓPIOVÍDEO DIGITAL LEICA
CK COMÉRCIO E REPRESENTAÇÃO
• Atende aos mais rigosososrequisitos do controle de qualidadeindustrial em termos de imagensmacroscópicas, microscópicase processamento de imagens
• Ideal para inspeção e análise por processotradicional e não-destrutivo
• Exibição de imagem direta em monitor de alta resolução,dispensando observações por meio ocular
• Grande mobilidade com alta qualidade ótica e opções múltiplasde análise quantitativa em 2D ou 3D para os mais avançadosestudos de medições de superfícies.
Modelos DVM 5000/DVM 3000/DVM 2000
Simone Louise Cezar Brasil – engenheira química, mestre e dou-tora em Corrosão pela Universidade Federal do Rio de Janeiro –UFRJ. Professora do Departamento de Processos Inorgânicos daEscola de Química da UFRJ. Especialista em simulação numéricade sistemas de proteção catódica. Integra a diretoria executiva daABRACO.
Diogo Menezes Maia – engenheiro eletricista, trabalha atual-mente na Comgás, possui dez anos de experiência em proteçãocatódica de dutos terrestres.
João Paulo Klausing – engenheiro elétrico, da PETROBRAS,no setor de projetos de dutos terrestres, atuando na área de prote-ção catódica (projetos, assistência técnica, normalização técnica eaulas).
André Koebsch – engenheiro mecânico, na PETROBRAS desde1991 atua na área de sistemas anticorrosivos de dutos (revestimen-to e sistemas de proteção catódica). Colabora com a ISO, ABNT ePETROBRAS na elaboração de normas técnicas.
João Riego Filho – químico industrial com 35 anos de experiên-cia. Atua na Socotherm Brasil como gerente do Controle deQualidade. É indicado pelo grupo TenarisConfab como especialis-ta em revestimento no comitê da norma ABNT e normas ISO.
André Lemuchi – engenheiro químico, atua no segmento derevestimentos anticorrosivos para tubulações enterradas ou submer-sas. Atualmente ocupa o cargo de gerente de Suporte Técnico paraa América do sul da Canusa – CPS.
quer muito investimento e comisso consiga criar mecanismosresistentes de combate a corro-são em dutos”, informou AngelR. Kowalski. Em sua apresenta-ção, foram mostrados algunsexemplos que enfatizaram a re-levância da qualidade dos da-dos, a coleta de dados de cam-po na etapa de inspeção direta eos impactos no processo.
Apresentaçãodos palestrantes
Angel R. Kowalski –engenheiro mecânico, pós-gra-duado em Engenharia de Ma-teriais, líder do Grupo de Ser-viços para Dutos e FacilitadoresIndustriais da DNV (EUA).Especialista em proteção cató-dica. Executou mais de 2.400quilômetros de inspeção emdutos pelas técnicas passo apasso e DCVG.
IPT 1/1/04 6:11 AM Page 5

Novas Parcerias
C & QAtuando desde 2003, a C&Q Consultoria e Treinamento, com sede em
Macaé-RJ, atua com treinamentos em capacitação e qualificação profissional,técnicos, de graduação e de pós-graduação. A C&Q, junto com as Universidades EAD, oferece mais de50 títulos de pós-graduação e graduação. Contando com tecnologia e profissionais capacitados, garan-te a qualidade do ensino oferecido.
Sua missão é capacitar o profissional e orientá-lo para o mercado de trabalho, visando um bom apro-veitamento educacional, vivenciando a rotina trabalhista de cada formação, oferecendo certificados váli-dos em todo território nacional, e, em parcerias com empresas, direcionando alunos já formados ao mer-cado de trabalho. A C&Q oferece treinamentos em qualificação profissional e de extensão nas áreasPetróleo e Gás, Perfuração, Corrosão, Fluidos, Jurídico, Saúde, Administração, Educação e Negócios.
Visando qualificar cada vez mais, contamos com representantes e parceiros em todo o territórionacional atuando como facilitadores para levar ensino de qualidade até o aluno.
Mais informações: www.ceqtreinamento.com.br
Harco do BrasilEmbora nova no país, a Harco do Brasil possui vasta experiência no merca-
do de produtos químicos, serviços e trading. A empresa é distribuidora e representante de produtos dealtíssima tecnologia numa aposta clara de trazer ao Brasil o que há de melhor e mais inovador “lá fora”para a área Industrial e Naval. Pertencente ao Harco Group, com sede em Bruxelas (Bélgica), ela contacom mais de 20 anos de experiência.
A empresa representa exclusivamente os revestimentos isolantes da Mascoat Products (líder no seg-mento nos Estados Unidos) que aposta em uma nova tecnologia para isolar térmica e acusticamente emforma líquida (tinta de base aquosa), logo é possível isolar em poucos milímetros e com uma série deoutras vantagens, entre elas acaba definitivamente com a corrosão sob isolamento, é até 16 vezes maisrápido de aplicar que os isolamentos tradicionais (é possível isolar um tanque 10.000 m3 em cerca de 2dias), o custo m2 aplicado é muito menor que o dos isolamentos tradicionais, não higroscópico, assima sua eficiência térmica não é diminuída, aderência a qualquer tipo de superfície, não inflamável (clas-se A), não agride o meio ambiente e quem o manuseia etc.
Mais informações: www.harcobrasil.com
ZincoligásA Zincoligas Ind. e Com. Ltda. produz Anodos de Sacrifício de Zinco e
Alumínio segundo normas técnicas nacionais e internacionais, Anodos de Zinco SHG para zincagemeletrolítica e atende o segmento de galvanização por imersão a quente produzindo Ligas Especiais emZinco / Alumínio e oferecendo Lingotes de Zinco Eletrolítico SHG.
Mais informações: www.zincoligas.com.br
A ABRACO dá as boas-vindas às novas empresas associadas
Filie sua empresa à ABRACO e aproveite os benefícios
• Descontos em cursos e eventos técnicos• Descontos significativos nas aquisições de publicações na área de corrosão e proteção
anticorrosiva.• Descontos em anúncios na Revista Corrosão & Proteção • Recebimento de exemplares da Revista Corrosão & Proteção• Pesquisas bibliográficas gratuitas na Biblioteca da ABRACO• Inserção do perfil da empresa no site institucional da ABRACO
E muito mais!Filie-se a ABRACO e faça parte da comunidade técnico-empresarial de Corrosão & Proteção.Mais informações: www.abraco.org.br – [email protected]
C & P • Setembro/Outubro • 2010 23
24 C & P • Setembro/Outubro • 2010
Artigo Técnico
Corrosão em superfície metálica comproteção de resina fenólica
telefones, tele-visores, rádios,joias, entre ou-tros.
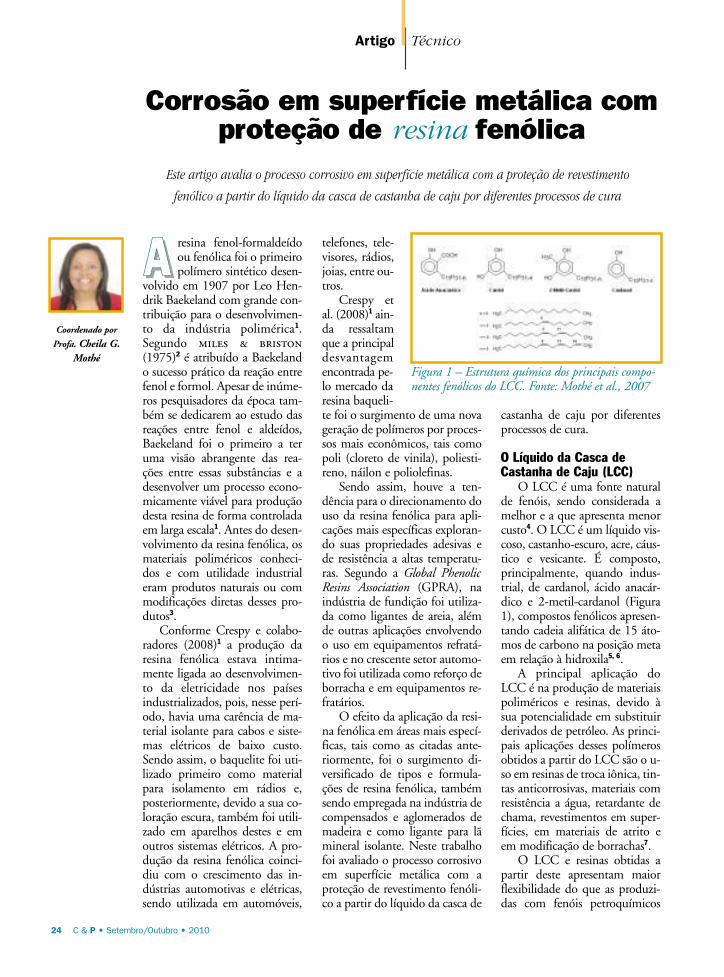
Crespy etal. (2008)1 ain-da ressaltamque a principaldesvantagemencontrada pe-lo mercado daresina baqueli-te foi o surgimento de uma novageração de polímeros por proces-sos mais econômicos, tais comopoli (cloreto de vinila), poliesti-reno, náilon e poliolefinas.
Sendo assim, houve a ten-dência para o direcionamento douso da resina fenólica para apli-cações mais específicas exploran-do suas propriedades adesivas ede resistência a altas temperatu-ras. Segundo a Global PhenolicResins Association (GPRA), naindústria de fundição foi utiliza-da como ligantes de areia, alémde outras aplicações envolvendoo uso em equipamentos refratá-rios e no crescente setor automo-tivo foi utilizada como reforço deborracha e em equipamentos re-fratários.
O efeito da aplicação da resi-na fenólica em áreas mais especí-ficas, tais como as citadas ante-riormente, foi o surgimento di-versificado de tipos e formula-ções de resina fenólica, tambémsendo empregada na indústria decompensados e aglomerados demadeira e como ligante para lãmineral isolante. Neste trabalhofoi avaliado o processo corrosivoem superfície metálica com aproteção de revestimento fenóli-co a partir do líquido da casca de
castanha de caju por diferentesprocessos de cura.
O Líquido da Casca deCastanha de Caju (LCC)
O LCC é uma fonte naturalde fenóis, sendo considerada amelhor e a que apresenta menorcusto4. O LCC é um líquido vis-coso, castanho-escuro, acre, cáus-tico e vesicante. É composto,principalmente, quando indus-trial, de cardanol, ácido anacár-dico e 2-metil-cardanol (Figura1), compostos fenólicos apresen-tando cadeia alifática de 15 áto-mos de carbono na posição metaem relação à hidroxila5, 6.
A principal aplicação doLCC é na produção de materiaispoliméricos e resinas, devido àsua potencialidade em substituirderivados de petróleo. As princi-pais aplicações desses polímerosobtidos a partir do LCC são o u-so em resinas de troca iônica, tin-tas anticorrosivas, materiais comresistência a água, retardante dechama, revestimentos em super-fícies, em materiais de atrito eem modificação de borrachas7.
O LCC e resinas obtidas apartir deste apresentam maiorflexibilidade do que as produzi-das com fenóis petroquímicos
Este artigo avalia o processo corrosivo em superfície metálica com a proteção de revestimento
fenólico a partir do líquido da casca de castanha de caju por diferentes processos de cura
Coordenado por
Profa. Cheila G.Mothé
resina fenol-formaldeídoou fenólica foi o primeiropolímero sintético desen-
volvido em 1907 por Leo Hen-drik Baekeland com grande con-tribuição para o desenvolvimen-to da indústria polimérica1.Segundo miles & briston(1975)2 é atribuído a Baekelando sucesso prático da reação entrefenol e formol. Apesar de inúme-ros pesquisadores da época tam-bém se dedicarem ao estudo dasreações entre fenol e aldeídos,Baekeland foi o primeiro a teruma visão abrangente das rea-ções entre essas substâncias e adesenvolver um processo econo-micamente viável para produçãodesta resina de forma controladaem larga escala1. Antes do desen-volvimento da resina fenólica, osmateriais poliméricos conheci-dos e com utilidade industrialeram produtos naturais ou commodificações diretas desses pro-dutos3.
Conforme Crespy e colabo-radores (2008)1 a produção daresina fenólica estava intima-mente ligada ao desenvolvimen-to da eletricidade nos paísesindustrializados, pois, nesse perí-odo, havia uma carência de ma-terial isolante para cabos e siste-mas elétricos de baixo custo.Sendo assim, o baquelite foi uti-lizado primeiro como materialpara isolamento em rádios e,posteriormente, devido a sua co-loração escura, também foi utili-zado em aparelhos destes e emoutros sistemas elétricos. A pro-dução da resina fenólica coinci-diu com o crescimento das in-dústrias automotivas e elétricas,sendo utilizada em automóveis,
Figura 1 – Estrutura química dos principais compo-nentes fenólicos do LCC. Fonte: Mothé et al., 2007
devido ao efeito de plastificaçãointerna proveniente da cadeia la-teral e, portanto, melhor proces-sabilidade. Além disso, a cadeialateral fornece natureza hidrofó-bica ao polímero, aumentandosua repelência à água, tornandoo material mais resistente ao in-temperismo e à ação de óleosminerais, ácidos e bases, combaixo índice de desgaste.
As resinas derivadas do LCCsão amplamente empregadas nasáreas de materiais de fricção, au-tomóveis, revestimentos de su-perfície, adesivos, laminados,compostos de borracha, além deoutras aplicações. A maior utili-zação do LCC como monômeropara produção de polímeros po-de ser uma proposta promissoratendo em vista seu baixo custo,disponibilidade abundante e seroriundo de fonte renovável8.
Amaral e Mothé (2004)9
analisaram o comportamentotérmico de misturas de resina deLCC e resina poliéster comer-cial, além de avaliar sua aplicabi-lidade como um novo tipo derevestimento para aplicação emcerâmicos. Resultados de AnáliseTérmica obtidos por Termogra-vimetria comprovaram o au-mento da estabilidade térmica
após o processo de cura da mis-tura. As autoras também elabo-raram um estudo da cinética dedecomposição não isotérmica,através da utilização dos modelosde Friedman e Ozawa – Flynn –Wall. A obtenção de valor inter-mediário de energia de ativaçãopara mistura em relação a valoresde energia de ativação para asresinas isoladas indicou a compa-tibilidade entre a resina fenólicade LCC e a de poliéster. A com-patibilidade entre as resinas e aelevada estabilidade térmica apre-sentada após o processo de curarevelaram uma alternativa pro-missora para revestimento demateriais cerâmicos.
Preparação de ResinasFenólicas
O método de preparação dasresinas fenólicas ocorre por con-densação do fenol com aldeídona qual a água é produzida comoum subproduto. A polimeriza-ção por condensação ocorre poretapas e, normalmente, a maté-ria-prima fenólica é o próprio fe-nol e o aldeído utilizado é o for-maldeído. A variedade de resinasfenólicas que pode ser obtida es-tá relacionada com a razão entrefenol e aldeídos, a temperaturada reação e o catalisador selecio-nado10-11. O emprego de catalisa-dores ácidos e básicos é uma for-ma de atuar no processo de poli-merização de modo a flexibilizá-lo, sendo este papel decisivo paraa engenharia de fabricação emoldagem, produzindo a resinafenólica pelos processos de umou dois estágios.
A resina do tipo novolac éproduzida reagindo formaldeídoem excesso molar de fenol e uti-lizando catalisador ácido, comoácido sulfúrico, ácido oxálicoentre outros. Neste caso, não e-xistem grupos metilol reativos.Portanto, para obtenção de liga-ções cruzadas com este tipo dematerial, gerando resinas insolú-veis e infusíveis, é necessário
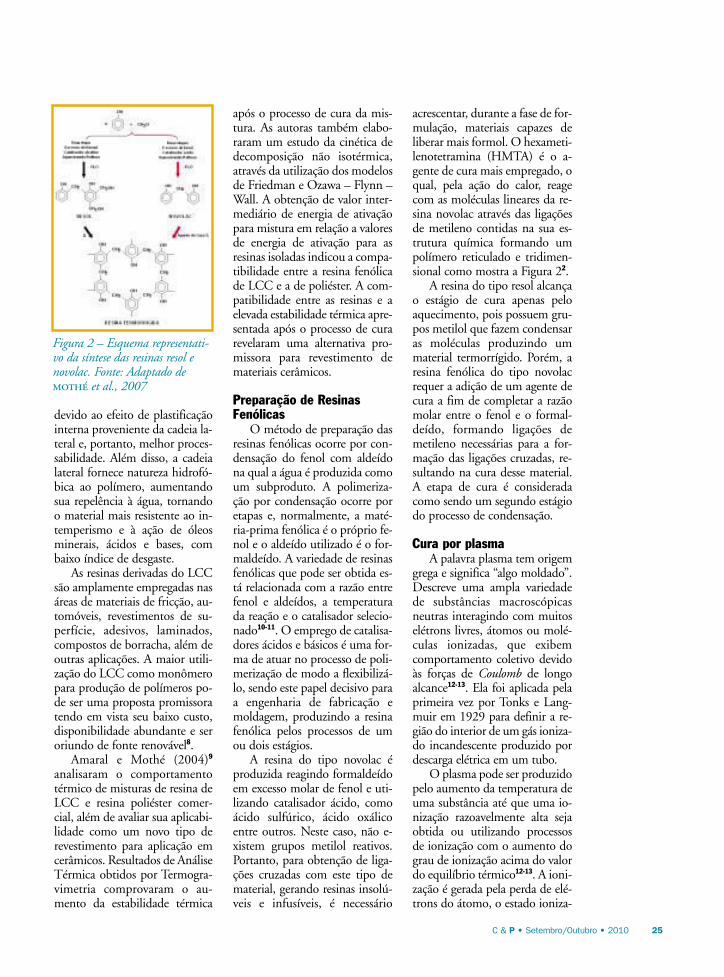
acrescentar, durante a fase de for-mulação, materiais capazes deliberar mais formol. O hexameti-lenotetramina (HMTA) é o a-gente de cura mais empregado, oqual, pela ação do calor, reagecom as moléculas lineares da re-sina novolac através das ligaçõesde metileno contidas na sua es-trutura química formando umpolímero reticulado e tridimen-sional como mostra a Figura 22.
A resina do tipo resol alcançao estágio de cura apenas peloaquecimento, pois possuem gru-pos metilol que fazem condensaras moléculas produzindo ummaterial termorrígido. Porém, aresina fenólica do tipo novolacrequer a adição de um agente decura a fim de completar a razãomolar entre o fenol e o formal-deído, formando ligações demetileno necessárias para a for-mação das ligações cruzadas, re-sultando na cura desse material.A etapa de cura é consideradacomo sendo um segundo estágiodo processo de condensação.
Cura por plasmaA palavra plasma tem origem
grega e significa “algo moldado”.Descreve uma ampla variedadede substâncias macroscópicasneutras interagindo com muitoselétrons livres, átomos ou molé-culas ionizadas, que exibemcomportamento coletivo devidoàs forças de Coulomb de longoalcance12-13. Ela foi aplicada pelaprimeira vez por Tonks e Lang-muir em 1929 para definir a re-gião do interior de um gás ioniza-do incandescente produzido pordescarga elétrica em um tubo.
O plasma pode ser produzidopelo aumento da temperatura deuma substância até que uma io-nização razoavelmente alta sejaobtida ou utilizando processosde ionização com o aumento dograu de ionização acima do valordo equilíbrio térmico12-13. A ioni-zação é gerada pela perda de elé-trons do átomo, o estado ioniza-
C & P • Setembro/Outubro • 2010 25
Figura 2 – Esquema representati-vo da síntese das resinas resol enovolac. Fonte: Adaptado demothé et al., 2007

do é sustentado devido às coli-sões entre átomos do gás seremsuficientemente intensas paraque os elétrons sejam arrancadosdos mesmos, pelo fato dos elé-trons removidos raramente en-contrarem um íon com o qualpossam se recombinar e devidoao gás estar sujeito a fontes exter-nas de energia, tais como camposelétricos intensos ou radiaçõescapazes de arrancar os elétronsdos átomos13, 14.
O processo de tratamento dasuperfície dos polímeros com ga-ses não polimerizáveis, tais co-mo, N2, NH3, H2, H2O, CO2 egases nobres, baseia-se na intera-ção de espécies do plasma com asuperfície. O bombardeamentode superfícies poliméricas compartículas energéticas quebra asligações covalentes na superfíciedo polímero levando à formaçãode radicais superficiais. Estes ra-dicais reagem com as espécies a-tivas do plasma para formar vá-rios grupos funcionais químicosativos na superfície do substrato.
A tecnologia do plasma ofe-rece uma ampla variedade de tra-tamentos nos materiais a fim deoferecer características especiaisàs superfícies. Possui aplicaçõesindustriais, como por exemplo,modificação de superfície, ilumi-nação, laser, entre outros15, 16.
O tratamento por plasmaneste estudo é o plasma frio paramodificação da superfície poli-mérica com o intuito de promo-ver a cura da resina à base deLCC. Os plasmas frios podemser utilizados para modificaçõesde superfície de materiais poli-méricos, que vão desde simplesmudanças topográficas para acriação de uma superfície quími-ca específica até revestimentosque são radicalmente diferentesem relação ao material original16.
A tecnologia de tratamentode superfície por plasma repre-senta uma alternativa eficiente,limpa e econômica para modifi-cação das características funcio-
nais da maioria das superfíciesorgânicas16, 17.
Outra vantagem do processopor plasma a baixa pressão é o fa-to de que a profundidade doschoques das espécies do plasmano substrato limita-se a poucosmicrons, preservando a estruturamolecular e evitando a degrada-ção do polímero18. Além disso,possibilita a produção de umavariedade de superfícies específi-cas de acordo com a variação dosparâmetros utilizados para gera-ção do plasma19.
Processo de Corrosão emSuperfície Metálica
A corrosão pode ser definidacomo a deterioração de um ma-terial, geralmente metálico, poração química ou eletroquímicado meio ambiente associada ounão a esforços mecânicos20. Con-forme Nunes (2007)20, a corro-são é um importante fator queprejudica a integridade de mate-riais, equipamentos e instalações,gerando impacto na confiabili-dade dos mesmos.
O processo de corrosão emmetais por meio de ação químicaou eletroquímica é chamado decorrosão metálica. A deteriora-ção, por ação química do meio,de materiais não metálicos, taiscomo, concreto, borracha, polí-meros e madeira, também é con-siderada, por alguns autores,como corrosão20, 21.
Segundo a Associação Brasi-leira de Corrosão (ABRACO), oprocesso corrosivo encontradoem dutos metálicos é, basica-mente, eletroquímico. As reaçõeseletroquímicas ocorrem na pre-sença de um eletrólito líquido,normalmente aquoso, associadoao movimento de partículas car-regadas, tais como, íons, elétronsou ambos22.
Normalmente os materiaismais utilizados na fabricação detubos são aços (carbono, liga einoxidáveis), ferros (fundido,forjado, liga e nodular), não-fer-
rosos (cobre, latão, chumbo ealumínio), polímeros (PVC,teflon, polietileno, epóxi), alémde outros materiais, tais como,vidro, borracha, cerâmica, con-creto, cimentoamianto.
Segundo Nóbrega et al.(2003)23, uma tubulação é, basi-camente, um metal envolvidopor um eletrólito. Com o decor-rer do tempo, os potenciais elé-tricos podem sofrer variações deum ponto para outro da tubula-ção, gerando regiões catódicas eanódicas.
As áreas com diferenças depotencial são a base das células decorrosão onde condições específi-cas devem estar presentes paraque elas passem a atuar com24:• Existência de um anodo e um
catodo;• Presença de potencial elétrico
entre o anodo e o catodo;• Existência de um caminho me-
tálico conectando eletricamen-te o anodo e o catodo;
• Imersão do catodo e do anodoem um eletrólito eletricamentecondutivo. Por exemplo, a mis-tura de solo comum e água, cir-cundando os dutos é suficientepara atender essa exigência.
A formação da célula de cor-rosão é garantida pela presençados quatro itens citados acima,onde uma corrente elétrica iráfluir e o metal será consumido noanodo. Apenas com a remoçãode um desses fatores o processode corrosão é interrompido.
As formas mais importantesde corrosão metálica são a corro-são uniforme, corrosão localiza-da, por aeração diferencial (fili-forme) e corrosão galvânica25. Aclassificação da corrosão quantoà sua forma é útil para avaliar osdanos causados, baseado na apa-rência do metal corroído. A cor-rosão pode levar à redução daespessura e facilitar trincas e fra-tura no metal.
A corrosão uniforme atacatoda a superfície metálica, é facil-
26 C & P • Setembro/Outubro • 2010
dades decor-rentes dos aci-dentes, inter-rupção de sis-temas elétricose de comunica-ção e superdi-mensionamen-to das estrutu-ras 20.
A deterio-ração por cor-rosão de estru-turas metálicasenterradas, ta-is como, oleo-dutos e gaso-dutos, ocorredevido ao con-tato direto detal estruturacom o solo.Para preserva-ção da integri-dade externa,sistemas de o-leodutos sãoprojetados econstruídoscom revesti-mentos (pro-teção física) ecom proteçãocatódica (cor-rente impressa
ou ânodos de sacrifício), noentanto, os danos gerados pelacorrosão são uma realidade nestetipo de sistema. Esses danos, fisi-camente localizados, podem evo-luir com o tempo e causar falhasnos sistemas de dutos. SegundoSosa & Alvarez-Ramirez (2009),a corrosão é uma das principaiscausas de rupturas em dutos comtempo de ocorrência média deaproximadamente cinco meses eo tipo de dano mais comum é acorrosão externa. A deterioraçãopor corrosão externa em tubula-ções enterradas ocorre devido àformação de células de corrosãoentre a estrutura metálica e a dosolo. A gravidade desta deteriora-ção é determinada pelo grau decorrosividade ambiental.
mente detectada e por isso é aforma menos perigosa. Gera per-da de massa de maneira regularem toda a extensão do material25.
A corrosão de estruturas me-tálicas enterradas tem sido consi-derada como um grave proble-ma. Estatísticas de custos comrelação a esse transtorno são a-presentadas por poucos países,sendo este tipo de corrosão res-ponsável por uma parcela consi-derável dos custos globais dacorrosão. Como consequênciada corrosão alguns eventos po-dem ocorrer, tais como, perda defluidos valiosos (petróleo e deri-vados), contaminação ambiental(solo e lençol freático) com pos-sibilidade de incêndios e explo-sões, perda de vidas e de proprie-
C & P • Setembro/Outubro • 2010 27
Estudos realizados pela PE-TROBRÁS têm revelado que osdutos em atividade no país apre-sentam graves problemas de cor-rosão e formação de depósitos,tanto orgânicos quanto inorgâ-nicos. A extensão e gravidadedestes problemas estão relaciona-das ao tipo de produto transpor-tado, condições de operação elocalização, implicando em ma-nutenção periódica dos mesmose causando sérios prejuízos, tan-to do ponto de vista de processo,como pela necessidade de inter-rupção das operações24.
A corrosão em dutos de açocarbono associadas à conduçãode petróleo, ao refino e a distri-buição de seus derivados, torna-se de extrema importância quan-do relacionadas à importânciadessa matéria-prima para a gera-ção de energia e na produção dediversos produtos petroquímicose aos prejuízos gerados por pro-cessos corrosivos.
O petróleo bruto possui umacomposição complexa e variaamplamente nas suas proprieda-des físico-químicas. Característi-cas como ponto de fusão, pontode ebulição, pressão de vapor,coeficiente de partição e solubili-dade em água dos óleos podemdiferir entre as regiões produto-ras de petróleo, bem como den-tro de um campo de produçãoespecífico. Apesar da diferençaexistente entre as propriedadesfísico-químicas, algumas genera-lizações podem ser feitas sobre ainfluência do petróleo sobre acorrosão. O dióxido de carbono(CO2) e o gás sulfídrico (H2S),em combinação com a água, sãoos maiores responsáveis por pro-blemas decorrentes da corrosãoem tanques e dutos de petróleobruto, embora apresentem taxasde corrosão distintas. Parte dacorrosão de dutos e em estrutu-ras de aço das refinarias tambémpode ser atribuída à presença deácidos naftênicos. A temperaturaelevada propicia um intenso pro-
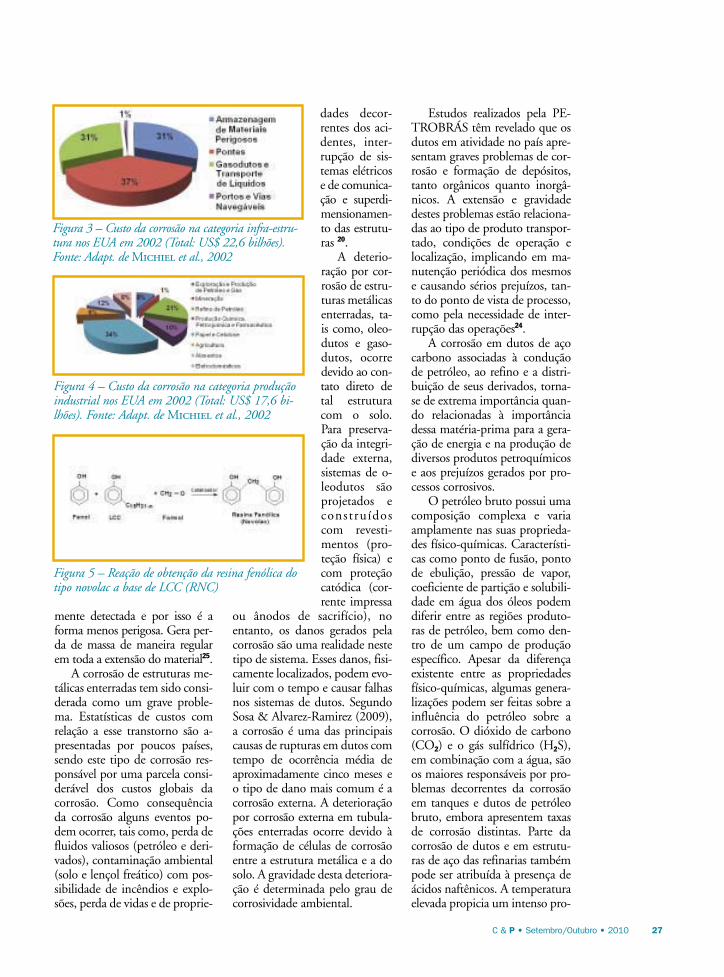
Figura 3 – Custo da corrosão na categoria infra-estru-tura nos EUA em 2002 (Total: US$ 22,6 bilhões).Fonte: Adapt. de Michiel et al., 2002
Figura 4 – Custo da corrosão na categoria produçãoindustrial nos EUA em 2002 (Total: US$ 17,6 bi-lhões). Fonte: Adapt. de Michiel et al., 2002
Figura 5 – Reação de obtenção da resina fenólica dotipo novolac a base de LCC (RNC)
integridade do transporte duto-viário de petróleo e seus deriva-dos é obtida a partir da excelên-cia em suas operações. Esse siste-ma transporta hidrocarbonetos,gasosos ou líquidos, incluindogás natural, petróleo bruto, pro-dutos de alta pressão de vapor,tal como, o gás propano e produ-tos refinados, tais como, gasolinaou querosene de aviação, entreoutros.
Devido à toxicidade do ma-terial transportado pelos dutos osvazamentos podem causar con-taminação do solo, de lençóisfreáticos ou cursos d’água que seencontram na área do duto,incêndios e explosões.
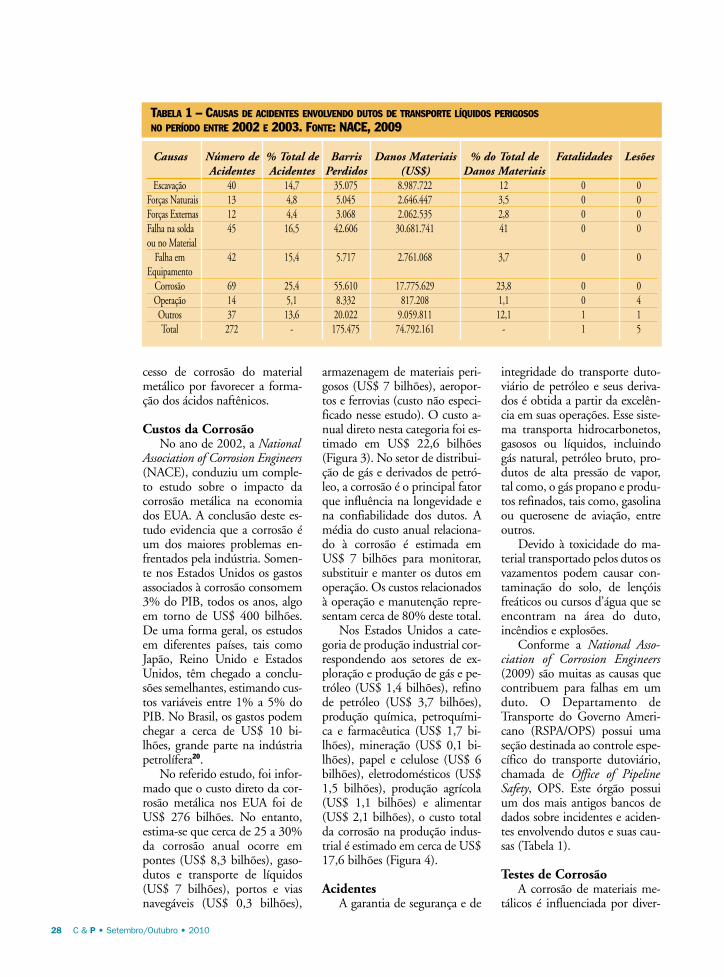
Conforme a National Asso-ciation of Corrosion Engineers(2009) são muitas as causas quecontribuem para falhas em umduto. O Departamento deTransporte do Governo Ameri-cano (RSPA/OPS) possui umaseção destinada ao controle espe-cífico do transporte dutoviário,chamada de Office of PipelineSafety, OPS. Este órgão possuium dos mais antigos bancos dedados sobre incidentes e aciden-tes envolvendo dutos e suas cau-sas (Tabela 1).
Testes de CorrosãoA corrosão de materiais me-
tálicos é influenciada por diver-
armazenagem de materiais peri-gosos (US$ 7 bilhões), aeropor-tos e ferrovias (custo não especi-ficado nesse estudo). O custo a-nual direto nesta categoria foi es-timado em US$ 22,6 bilhões(Figura 3). No setor de distribui-ção de gás e derivados de petró-leo, a corrosão é o principal fatorque influência na longevidade ena confiabilidade dos dutos. Amédia do custo anual relaciona-do à corrosão é estimada emUS$ 7 bilhões para monitorar,substituir e manter os dutos emoperação. Os custos relacionadosà operação e manutenção repre-sentam cerca de 80% deste total.
Nos Estados Unidos a cate-goria de produção industrial cor-respondendo aos setores de ex-ploração e produção de gás e pe-tróleo (US$ 1,4 bilhões), refinode petróleo (US$ 3,7 bilhões),produção química, petroquími-ca e farmacêutica (US$ 1,7 bi-lhões), mineração (US$ 0,1 bi-lhões), papel e celulose (US$ 6bilhões), eletrodomésticos (US$1,5 bilhões), produção agrícola(US$ 1,1 bilhões) e alimentar(US$ 2,1 bilhões), o custo totalda corrosão na produção indus-trial é estimado em cerca de US$17,6 bilhões (Figura 4).
AcidentesA garantia de segurança e de
cesso de corrosão do materialmetálico por favorecer a forma-ção dos ácidos naftênicos.
Custos da CorrosãoNo ano de 2002, a National
Association of Corrosion Engineers(NACE), conduziu um comple-to estudo sobre o impacto dacorrosão metálica na economiados EUA. A conclusão deste es-tudo evidencia que a corrosão éum dos maiores problemas en-frentados pela indústria. Somen-te nos Estados Unidos os gastosassociados à corrosão consomem3% do PIB, todos os anos, algoem torno de US$ 400 bilhões.De uma forma geral, os estudosem diferentes países, tais comoJapão, Reino Unido e EstadosUnidos, têm chegado a conclu-sões semelhantes, estimando cus-tos variáveis entre 1% a 5% doPIB. No Brasil, os gastos podemchegar a cerca de US$ 10 bi-lhões, grande parte na indústriapetrolífera20.
No referido estudo, foi infor-mado que o custo direto da cor-rosão metálica nos EUA foi deUS$ 276 bilhões. No entanto,estima-se que cerca de 25 a 30%da corrosão anual ocorre empontes (US$ 8,3 bilhões), gaso-dutos e transporte de líquidos(US$ 7 bilhões), portos e viasnavegáveis (US$ 0,3 bilhões),
28 C & P • Setembro/Outubro • 2010
Causas Número de % Total de Barris Danos Materiais % do Total de Fatalidades LesõesAcidentes Acidentes Perdidos (US$) Danos Materiais
Escavação 40 14,7 35.075 8.987.722 12 0 0Forças Naturais 13 4,8 5.045 2.646.447 3,5 0 0Forças Externas 12 4,4 3.068 2.062.535 2,8 0 0Falha na solda 45 16,5 42.606 30.681.741 41 0 0ou no Material
Falha em 42 15,4 5.717 2.761.068 3,7 0 0Equipamento
Corrosão 69 25,4 55.610 17.775.629 23,8 0 0Operação 14 5,1 8.332 817.208 1,1 0 4Outros 37 13,6 20.022 9.059.811 12,1 1 1Total 272 - 175.475 74.792.161 - 1 5
TABELA 1 – CAUSAS DE ACIDENTES ENVOLVENDO DUTOS DE TRANSPORTE LÍQUIDOS PERIGOSOSNO PERÍODO ENTRE 2002 E 2003. FONTE: NACE, 2009

Resina Epóxi (RE)
Para efeito comparativo comas resinas à base de LCC, foi uti-lizada a resina epóxi bicompo-nente comercial (RE), preparadacom duas partes em massa docomponente A (Resina epóxi àbase de diglicidil éter de bisfenolA) e uma parte do componenteB (amina alifática) como apre-sentado na Tabela 2.
Aplicação em SuperfícieMetálica
Corpos-de-prova de aço car-bono 1020 foram jateados commicroesferas de sílicas para lim-peza e remoção da camada de ó-xidos antes de cada aplicação dasresinas. Foram utilizados corpos-de-prova com dimensões de 7,0x 5,0 x 0,3 cm para RC 0,5 %p/p HMTA e corpos-de-provamenores para cura por plasma,devido a limitações de tamanhodo reator de cura.
Nos ensaios preliminares, aaplicação das resinas foi feita emapenas um dos lados dos corpos-de-prova. Posteriormente, oscorpos-de-prova foram total-mente revestidos pelas resinaspara o processo de cura. A curado revestimento dos dois ladosdos corpos-de-prova torna-se es-sencial para ensaios de corrosão,onde a exposição ao ambientecorrosivo abrange toda a área domaterial exposto.
Processo de Cura
Cura da RNC com HMTAForam preparados corpos-de-
prova com aplicação da ResinaNão Curada acrescida de HMTA(0,5 % p/p e 1,0 % p/p). Aseguir, foi feito o aquecimentodos corpos-de-prova, totalmenterevestidos, em estufa (Figura 6) auma temperatura superior a 130ºC por 24 horas para a cura dasresinas.
Conforme a Tabela 2, as resi-nas à base de LCC curadas comHMTA 0,5 p/p e 1,0 % p/p, res-
ção ultravioleta simula a agressi-vidade gerada pela exposição aosraios ultravioleta21.
Parte Experimental
Síntese da Resina à base deLCC (RNC)
Para o preparo da resina fe-nólica do tipo novolac à base deLCC resina não curada (RNC),utilizou-se um reator de 500 ml
de três bocas. Em cada uma delasfoi conectado um condensadorde refluxo para evitar perdas porevaporação, um agitador mecâ-nico do tipo âncora e um termô-metro. A metade do volume doreator ficou submersa em um ba-nho de água com temperaturacontrolada.
Ao reator foi introduzidauma quantidade adequada deuma composição fenólica (maté-ria-prima, excesso em relação aoformol), de fenol petroquímico eLCC. Essa mistura foi agitada eaquecida entre 70 e 80 ºC, àpressão ambiente, quando, en-tão, foi adicionado o catalisador(ácido). Por último, foi adiciona-do o formol. O tempo de reaçãovariou entre uma e duas horas. Areação é ilustrada na Figura 5.
sos fatores que modificam o ata-que químico ou eletroquímico,não existindo um método únicode ensaio de corrosão e sim umagrande variedade de ensaios.
Os ensaios cíclicos de corro-são possuem como característicabásica a apresentação de possíveisfalhas ocorridas pelo processocorrosivo similares às obtidas emexposições naturais. O ensaio cí-clico de corrosão pode envolver aexposição de corpos-de-prova aperíodos sucessivos, simulandocondições ambientais diferentese de forma repetitiva. O ciclopode iniciar com a primeira fasede exposição onde a amostra ésubmetida por um tempo deter-minado a um ambiente salino. Asegunda fase pode ser caracteri-zada pela alteração de tempera-tura (choque térmico) seguidapela última fase de exposição àradiação ultravioleta.
A câmara de névoa salina visasimular o que ocorre em áreas deatmosfera salina e umidade ele-vada. O ensaio em baixa tempe-ratura simula o choque térmicofrente às mudanças de tempera-turas em que a estrutura metáli-ca revestida pode encontrar noambiente. E a exposição à radia-
C & P • Setembro/Outubro • 2010 29
Resinas NomenclaturasResina à base de LCC não curada líquida RNCResina à base de LCC curada com HMTA 0,5% p/p HMTA RC 0,5% p/p HMTA
1,0% p/p HMTA RC 1,0% p/p HMTAResina à base de LCC curada por Plasma 30 minutos RCP 30 min
15 minutos RCP 15 minResina Epóxi Comercial RE
TABELA 2 – RESINAS (SINTETIZADAS E COMERCIAL) E SUAS RESPECTIVASNOMENCLATURAS
Figura 6 – Cura da RNCcom aquecimento em estufa
Figura 7 – Corpos-de-prova revestidoscom incisões de RNC, RE, RC 1,0 %HMTA e RCP 15 min
nas câmaras dos ensaios corrosi-vos, foi necessário a fixação des-ses em placas com dimensões de15 x 10 cm com massa epóxi.
A Figura 8 apresenta o ciclodos ensaios de corrosão realiza-dos, onde todos os corpos-de-prova revestidos com RNC, RE,RC 1,0% HMTA, e RCP 15min, percorreram juntos todas asetapas. O ensaio cíclico de corro-são, composto de três ciclos, foirealizado em laboratório expon-do-se os corpos-de-prova à se-guinte sequência de condiçõesde agressividade:• Névoa Salina: Três dias de
exposição em câmara de névoasalina contínua, segundo anorma ASTM B117, Figura 9;
• Baixa temperatura: Um dia a-10 °C, Figura 10;
• Radiação Ultravioleta (UVB):Três dias de exposição à radia-ção ultravioleta (oito horas) econdensação de umidade (qua-tro horas), de acordo com anorma ASTM G154.
A avaliação do desempenhodos revestimentos foi feita deacordo com a norma ISO4628/2 e ISO 4628/3 utilizandoos seguintes parâmetros:• Corrosão: A corrosão foi ava-
liada de acordo com a normaISO 4628/3 em função do per-centual de área com corrosãopor uma escala que varia da
pectivamente, foram denomina-das RC 0,5 % p/p HMTA e RC1,0 % p/p HMTA.
Cura da Resina RNC porPlasma
Para a cura dos dois lados doscorpos-de-prova foi utilizado umconjunto de quatro suportescerâmicos mostrados na Figura7. Após 15 minutos de exposiçãoao plasma, foi feita a exposiçãoda outra superfície do corpo-de-prova por mais 15 minutos. Osuporte com material cerâmicofoi utilizado para diminuição dacondutividade elétrica e promo-ver cura homogênea em toda asuperfície exposta.
Ensaios de CorrosãoPrimeiramente, as bordas dos
corpos-de-prova foram revestidascom epóxi poliamida pigmenta-da com alumínio. Posteriormen-te, foram feitas incisões em doisdos três corpos-de-prova de cadatipo de revestimento produzido,RNC, RC 1,0% HMTA e RCP15 min, para avaliação do pro-cesso corrosivo que ocorreu nestafalha em comparação com o re-vestimento sem falha, conformea Figura 7.
Devido à limitação em rela-ção ao tamanho dos corpos-de-prova com RCP 15 min (7,0 x5,0 x 0,3 cm) para a acomodação
30 C & P • Setembro/Outubro • 2010
seguinte forma:Ri0 – 0 %, Ri1 – 0,05 %, Ri2– 0,5 %, Ri3 – 1 %, Ri4 – 8 %e Ri5 – 40 a 50 %.
• Avanço de corrosão, sob orevestimento, na incisão: con-forme a norma ISO 4628/3 oavanço foi determinado deacordo com a seguinte fórmula:Avanço da corrosão na incisão= (d - 0,3)/2, onde d é o valormédio (mm) correspondente àlargura total do avanço de cor-rosão sob o revestimento. E ovalor de 0,3 refere-se ao des-conto da largura da incisão.
Amostras Empolamento* Corrosão** Avanço deCorrosão naIncisão (mm)
RNC 0 Ri 4 0,189RE Comercial 0 Ri 1 0,085
RC 1 % p/p HMTA 0 Ri 3 0,176RCP 15 min 2/3 (S2) Ri 0 0,175
*Norma ISO 4628/2 – Empolamento: Grau 0 a 5 – densidades de empolamento(onde 0, nulo e 5, denso) e S(n) – tamanho dos empolamentos (onde n=1 micro-empola-mentos e n=5 empolamentos grandes).
**Norma ISO 4628/3 – Corrosão: área corroída em relação à superfície revestida,onde Ri0 – 0%, Ri1 – 0,05%, Ri2 – 0,5%, Ri3 – 1%, Ri4 – 8% e Ri5 – 40 a 50%
TABELA 3 – DADOS DE EMPOLAMENTO, CORROSÃO E AVANÇO DE CORROSÃONA INCISÃO DOS CORPOS-DE-PROVA REVESTIDOS APÓS O TÉRMINO DO ENSAIODE CORROSÃO
Figura 8 – Ciclo dos ensaios decorrosão
Figura 9 – Ensaio de corrosão emcâmara de névoa salina das amos-tras de RNC, RE, RC 1,0% p/pHMTA e RCP 15 min
Figura 10 – Ensaio de exposiçãoà baixa temperatura (-10 °C) dasamostras RNC, RE, RC 1,0 %p/p HMTA e RCP 15 min. Emdestaque, corpos-de-prova, revesti-dos com RNC, RE, RC 1,0 %p/p HMTA e RCP 15 min

0,189 mm.Os corpos-de-prova com a
Resina Curada por Plasma 15min após o 1°ciclo de corrosãosão apresentados na Figura 16. Aincisão feita no revestimentoprovocou o processo esperado decorrosão do aço. A Figura 17mostra a RCP 15 min após o 2°ciclo de corrosão ainda sem apresença de corrosão, entretantocom a formação de empolamen-to. Porém, é interessante obser-var que no corpo-de-prova semincisão, o revestimento fenólicoà base de LCC curado porPlasma permaneceu sem ne-nhum ponto de corrosão e estecomportamento manteve-se atéo fim do 3° ciclo de corrosão,como pode ser visualizado naFigura 18 (corpo de prova locali-zado no meio). Pontos de corro-são na região em torno do orifí-cio da placa são desconsideradosna avaliação. O avanço de corro-são na incisão foi de 0,175 mm.
A Tabela 3 apresenta umresumo dos resultados de empo-lamento, corrosão e avanço decorrosão na incisão, evidencian-do que a RCP 15 min exibiu amaior resistência a corrosão, nãoapresentando nenhum ponto decorrosão em 504 horas deensaio, sendo comparável com aRE utilizada comercialmente,como mostra a Figura 19. Alémde apresentar menor avanço decorrosão na incisão quandocomparado com RC 1% p/pHMTA. Porém, a RCP 15 minapresentou empolamento entrebaixa e média frequência. A REcomercial apresentou pequenograu de corrosão e foi provavel-
norma ISO 4628 parte 2 (empo-lamento) e parte 3 (corrosão)baseada em padrões visuais.
Resultados e Discussão dosEnsaios de Corrosão
Através da avaliação visualdos revestimentos expostos aoensaio cíclico de corrosão, pode-se observar em todos os corpos-de-prova, que o processo de cor-rosão tem seu início na parteinferior dos mesmos. Nessa re-gião ocorreu maior concentraçãode umidade devido à acomoda-ção das placas na posição verticalno interior das câmaras. Assimcomo, também é propício o sur-gimento da corrosão na regiãoem torno do orifício das placas.Como era esperado, a incisãofeita no revestimento propiciou acorrosão no aço.
A Figura 13 exibe a RNCapós o 1°ciclo de ensaio de cor-rosão. Pode-se perceber a degra-dação do revestimento não cura-do, assim como, a corrosão doaço na incisão feita no revesti-mento. A Figura 14 apresenta aRNC após o 2° ciclo de corrosãoonde é possível observar o avan-ço da corrosão. O aspecto finalda RNC após o 3° ciclo de cor-rosão é mostrado na Figura 15.Em uma das placas com incisãoa corrosão se confunde com oavanço da corrosão na incisãodificultando na avaliação precisado mesmo. Pela inspeção visual acorrosão do corpo-de-prova comRNC foi classificado como Ri4,tendo 8% de área corroída emrelação a superfície. Ao final doensaio cíclico o avanço da corro-são na incisão da RNC foi de
Os corpos-de-prova de açocarbono 1020 revestidos comRC 0,5% p/p HMTA (Figura11) e RCP 15 min (Figura 12)foram imersos em óleo leve paraavaliar o comportamento do re-vestimento quando exposto aopetróleo. O corpo de prova re-vestido com RC 0,5 % p/pHMTA e com RCP 15 min per-maneceram submersos em óleoleve no período de março/2008até março/2010.
O ensaio cíclico de corrosão,composto de três ciclos, foi reali-zado em laboratório expondo-seos corpos-de-prova revestidoscom RNC, RC 1,0% p/pHMTA, RE e RCP 15 min àseguinte sequência de condiçõesde agressividade:• Névoa Salina: Três dias de
exposição em câmara de névoasalina contínua, segundo anorma ASTM B117;
• Baixa temperatura: 1 dia a -10°C;
• Radiação Ultravioleta (UVB):Três dias de exposição à radia-ção ultravioleta (oito horas) econdensação de umidade (qua-tro horas), de acordo com anorma ASTM G154.
Cada ciclo teve a duração desete dias ou 168 horas e o tempototal de exposição referente a trêsciclos foi de 21 dias ou 504horas.
A avaliação da evolução dasfalhas, por empolamento e/oucorrosão, verificadas nos corpos-de-prova de aço 1020 revestidosno decorrer dos ciclos de ensaio eo avanço da corrosão a partir daincisão foi feita conforme a
Figura 11 – Imersão do corpo deprova de aço carbono 1020 reves-tidos de RCP 15 min em óleo leve
Figura 12 – Imersão do corpo-de-prova de aço-carbono 1020 reves-tidos de RCP 15 min em óleo leve
Figura 13 – Corpos-de-provarevestidos com RNC após 1° ciclocompleto do ensaio de corrosão
C & P • Setembro/Outubro • 2010 31
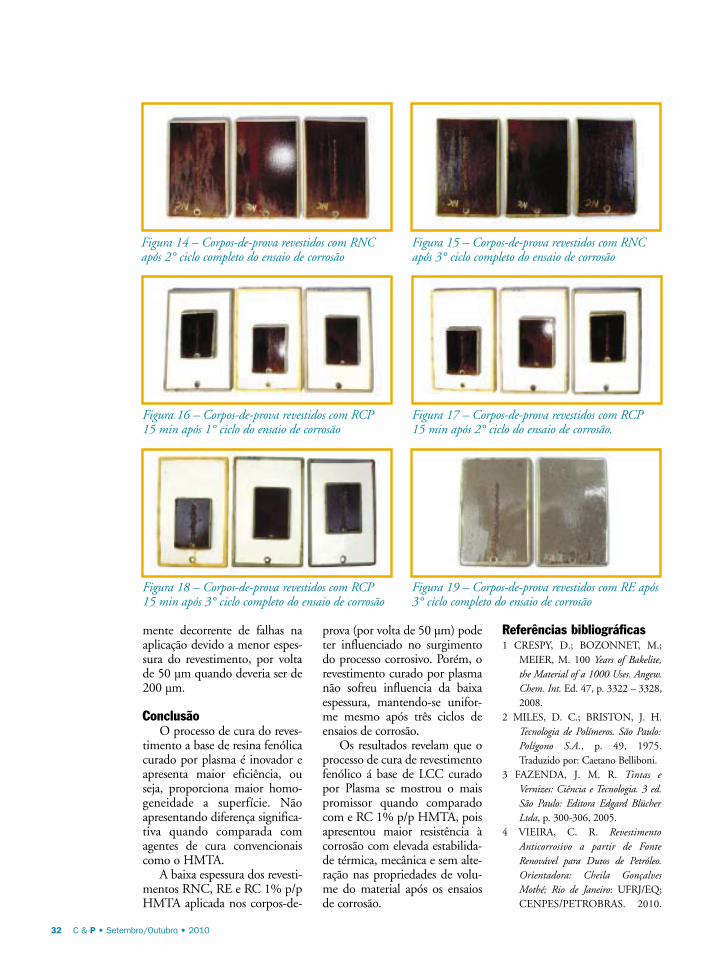
Referências bibliográficas1 CRESPY, D.; BOZONNET, M.;
MEIER, M. 100 Years of Bakelite,the Material of a 1000 Uses. Angew.Chem. Int. Ed. 47, p. 3322 – 3328,2008.
2 MILES, D. C.; BRISTON, J. H.Tecnologia de Polímeros. São Paulo:Polígono S.A., p. 49, 1975.Traduzido por: Caetano Belliboni.
3 FAZENDA, J. M. R. Tintas eVernizes: Ciência e Tecnologia. 3 ed.São Paulo: Editora Edgard BlücherLtda, p. 300-306, 2005.
4 VIEIRA, C. R. RevestimentoAnticorrosivo a partir de FonteRenovável para Dutos de Petróleo.Orientadora: Cheila GonçalvesMothé; Rio de Janeiro: UFRJ/EQ;CENPES/PETROBRAS. 2010.
prova (por volta de 50 µm) podeter influenciado no surgimentodo processo corrosivo. Porém, orevestimento curado por plasmanão sofreu influencia da baixaespessura, mantendo-se unifor-me mesmo após três ciclos deensaios de corrosão.
Os resultados revelam que oprocesso de cura de revestimentofenólico á base de LCC curadopor Plasma se mostrou o maispromissor quando comparadocom e RC 1% p/p HMTA, poisapresentou maior resistência àcorrosão com elevada estabilida-de térmica, mecânica e sem alte-ração nas propriedades de volu-me do material após os ensaiosde corrosão.
mente decorrente de falhas naaplicação devido a menor espes-sura do revestimento, por voltade 50 µm quando deveria ser de200 µm.
ConclusãoO processo de cura do reves-
timento a base de resina fenólicacurado por plasma é inovador eapresenta maior eficiência, ouseja, proporciona maior homo-geneidade a superfície. Nãoapresentando diferença significa-tiva quando comparada comagentes de cura convencionaiscomo o HMTA.
A baixa espessura dos revesti-mentos RNC, RE e RC 1% p/pHMTA aplicada nos corpos-de-
Figura 19 – Corpos-de-prova revestidos com RE após3° ciclo completo do ensaio de corrosão
Figura 14 – Corpos-de-prova revestidos com RNCapós 2° ciclo completo do ensaio de corrosão
Figura 15 – Corpos-de-prova revestidos com RNCapós 3° ciclo completo do ensaio de corrosão
Figura 16 – Corpos-de-prova revestidos com RCP15 min após 1° ciclo do ensaio de corrosão
Figura 17 – Corpos-de-prova revestidos com RCP15 min após 2° ciclo do ensaio de corrosão.
Figura 18 – Corpos-de-prova revestidos com RCP15 min após 3° ciclo completo do ensaio de corrosão
32 C & P • Setembro/Outubro • 2010
16 CARRINO, L.; MORONI, G.;POLINI, W. Cold plasma treatmentof polypropylene surface: a study onwettability and adhesion. Journal ofMaterials Processing Technology, v.121, p. 373–382, 2002.
17 GOMATHI, N.; NEOGI, S.Surface modification of polypropyleneusing argon plasma: Statistical opti-mization of the process variables.Applied Surface Science, v. 255, p.7590-7600, 2009.
18 POLETTI G.; ORSINI, F.; RAF-FAELE-ADDAMO, RICCARDI,A.; C., SELLI, E. Cold plasma treat-ment of PET fabrics: AFM surfacemorphology characterisation. AppliedSurface Science, v. 219, p. 311-316,2003.
19 GENTIL, V. Corrosão. 5 ed. Rio deJaneiro: LTC, p. 01, 2007.
20 NUNES, L. P. Fundamentos deResistência à Corrosão. Rio deJaneiro: Editora Interciência, p. 1,2007.
21 WOLYNEC. S. Técnicas Eletroquí-micas em Corrosão. São Paulo:Edusp, p. 173, 2003.
22 FERNANDES, P. S. T. MontagensIndustriais: Planejamento, Execuçãoe Controle. 2 ed. São Paulo: Artliber,p. 156 e 157, 2009.
23 NÓBREGA, C. A.; CHANG, H.K.; BRAGA, A. C. O.; FERREIRA,J. OLIVA, A.PEDE, M. A. Z.Avaliação preliminar da corrosivida-de de solo com o emprego de resistivi-dade elétrica em uma planta indus-trial utilizada para armazenamentode derivados de petróleo. Geociências,UNESP, v. 22, p. 83-93, 2003.
24 DIAS, L. A. M. Estruturas de Aço:Conceitos, Técnicas e Linguagem. 5ed. São Paulo, Zigurate Editora,2006.
25 SOARES, C. G.; GARBATON, Y.;ZAYED, A. WANG, G. Corrosionwastage model for ship crude oiltanks. Corrosion Science, v. 50, p.3095-3106, 2008.
Mestrado em Ciências (M.Sc.).5 MOTHÉ C. G.; MILFONT, W. N.
Aplicações do LCC: Líquido da Cascade Castanha de Caju. Revista deQuímica Industrial. 695, p. 15-19,1994.
6 MWAIKAMBO, L.Y.; ANSELL, M.P. Cure characteristics of alkali cataly-sed cashew nut shell liquid-formal-dehyde resin. Journal of MaterialsScience, v. 36, p. 3693 – 3698,2001.
7 MAZZETTO, S. E.; LOMONACO,D.; MELE, G. óleo da Castanha deCaju: Oportunidades e Desafios noContexto do Desenvolvimento eSustentabilidade Industrial. QuímicaNova, Ceará, v. 32, n. 3, p. 732 –741, 2009.
8 LUBI, M. C.; THACHIL, E.T.Cashew nut Shell liquid (CNSL): aversatile monomer for polymer synthe-sis. Designed Monomers and Poly-mers, v. 3, n. 2, p.123-153, 2000.
9 AMARAL, P. S. T.; MOTHÉ, C. G.Revestimento Fenólico de BlendasLCC/Poliéster para cerâmicos:Parâmetros cinéticos. RevistaAnalytica, n. 11, p. 40-45, 2004.
10 FINK, J. K. Reactive PolymersFundamentals and Applications: Aconcise Guide to Industrial Polymers.Nova York: William AndrewPublishing, 2005. p. 241, 245.
11 KNOP, A.; PILATO, L. PhenolicResins: Chemistry, Applications,Performance and Future Directions.Berlin: Springer – Verlag, 1985, p.1, 5, 6.
12 DENES, F. S.; MANOLACHE, S.Macromolecular Plasma-Chemistry:na Emerging Field of Polymer Science– Progress in Polymer Science, 1-71,2004.
13 BITTENCOURT, J. A. Funda-mentals of Plasma Physics. 3 ed. NewYork: Springer, 2004.
14 BOGAERTS, A.; NEYTS, E.; GIJ-BELS, R.; MULLEN, J. V. D. Gasdischarge plasmas and their applica-tions. Spectrochimica Acta, Part B,v. 57, p. 609–658, 2000.
15 BONIZZONI, G.; VASSALLO, E.Plasma physics and technology; indus-trial applications. Vacuum, v. 64, p.327–336, 2002.
C & P • Setembro/Outubro • 2010 33
Cheila G. MothéProfa. Titular EQ/UFRJ)Cristiane R. VieiraM.Sc. EQ/UFRJMichelle G. MothéDoutoranda EQ/UFRJSuellen M. StefenoniGraduanda UFFFernando FragataEngenheiro CEPEL
Contato: [email protected]
Opinião
construção de líderes éum processo gradativo ede consciência. O gestor
de pessoal é uma ponta funda-mental no sucesso das estratégiasda empresa. Sem um bom líder,não há motivação, tampoucoprodutividade e muito menos re-conhecimento. Esses três pilaressão capazes de tornarem umaação ou simples evento em su-cesso pleno.
A ambição de atingir merca-dos, metas e abocanhar concor-rentes tornam a empresa tão cegaque os erros aparecem na base,na estrutura, na gestão pessoal.Portanto, quem ainda não perce-beu que a estratégia das vendas edo negócio dependem da moti-vação está perdendo alguma fatiado mercado ou patinando emações erradas, pois o discurso daempresa não está calcado apenasno planejamento e na criação demetas. É preciso incorporar a al-ma nas ações. Primeiro credibili-zar a equipe e ela o produto. Issoquer dizer, legitimar no sentidode mostrar quão capaz ela é depromover avanços.
Esse gerenciamento deve es-tar alinhado com uma boa ges-tão pessoal. Mas por quê? A res-posta é simples: o ser humano éimpulsionado pelo estímulo.Qualquer organização é com-posta de pessoas capazes. Algu-mas são mal gerenciadas, nemgerenciadas são. É nessa fluidaengrenagem que o negócio é sus-tentado e executado. Portanto,senhores do mercado, mãos à
Sueli Brusco
Os três mosqueteiros da gestão pessoalMotivar, reconhecer e recompensar são as chaves para que uma ação
ou mesmo um simples evento obtenham o sucesso esperado
Sueli BruscoSócia e diretora executiva da SimGroup, especializada em marketing e programasde reconhecimento. Também é socióloga e psicóloga, especialista em ProgramaçãoNeurolingüística, psicodrama, psicologia comportamental, marketing pessoal, marketingpolítico e automotivação. É oradora motivacional de cursos e workshops sobreDesenvolvimento da Inteligência Emocional.Contato: www.fimweb.com.br
obra e olhos voltados à equipe.Pois bem, se a motivação é a base da produção e o único estímulo
que você dispõe é o salário do funcionário, ele automaticamente vaiproduzir de acordo com o que você paga. O endomarketing está namesa para trazer resultados, não só para comunicar. A comunicação éfundamental, principalmente aquela direcionada à valorização doquadro efetivo. Mostrar que a equipe também é parte da mensagem éalgo genial, e hoje em dia fator de mudanças.
Não adianta fidelizar o consumidor, isso já descobrimos como fa-zer. A questão é comprometer o público interno para que a imagemda corporação não tenha ruídos, e todos que lá trabalham sejam real-mente felizes e produtivos. Ao invés de primeiramente cobrar metas,estimule o empenho.
Muitas apostam em premiações como viagens, bônus e prêmiosem geral para quem alcança a meta. Não é um erro. A questão não ésó entregar o prêmio ao funcionário. O ideal seria reconhecer pessoal-mente cada um que superou suas metas individuais. Essa habilidadedo gestor é o que chamamos de corpo a corpo. Isso se faz sem gerarcustos à organização. Um gesto de aperto de mãos, uma salva de pal-mas, uma placa comemorativa ou uma notinha no jornal interno,custa quanto? E significa quanto em retorno?
Ousar no mercado pode ser um risco, mas ousar internamentebuscando o comprometimento do setor pessoal jamais será arriscado.O marketing de incentivo, portanto, não está baseado tão somente empremiações em valores, mas também em relacionamento interpessoal.É normal encontrar funcionário que é top de vendas. Ele recebe todomês o bônus de recompensa. Mas o direitor mal sabe o nome dele.Talvez, com ele valeria trocar o prêmio em papel, pelo abraço do chefediante da equipe, ou um jantar entre colegas.
Por isso, ao pensar em gerenciar o setor de recursos humanos, pres-te atenção nas pessoas. Estão nelas as chaves do desempenho, o valorda empresa. Os resultados tendem a aparecer com as novas técnicas narotina do RH.
Ouse, credibilize, venda mais!
34 C & P • Setembro/Outubro • 2010

ADVANCE TINTAS E VERNIZES LTDA.www.advancetintas.com.br
AKZO NOBEL LTDA - DIVISÃO COATINGSwww.international-pc.com/pc/
ALCLARE REVEST. E PINTURAS LTDA.www.alclare.com.br
BIESOLD INTRAGÁS DO BRASIL LTDA.www.biesold.com
BLASPINT MANUTENÇÃO INDUSTRIAL LTDA.www.blaspint.com.br
B BOSCH GALVANIZAÇÃO DO BRASIL LTDA.www.bbosch.com.br
BULGARELLI & MOMBERG CONSULTORIA LTDA.www.bmcpinturas.com.br
CEPEL - CENTRO PESQ. ENERGIA ELÉTRICAwww.cepel.br
CIA. METROPOLITANO S. PAULO - METRÔwww.metro.sp.gov.br
CIKEL LOGISTICA E SERVIÇOS LTDA.www.cikel.com.br
COMÉRCIO E INDÚSTRIA REFIATE LTDA.www.vpci.com.br
CONFAB TUBOS S/Awww.confab.com.br
C & Q CONSULTORIA E TREINAMENTOwww.ceqtreinamento.com.br
CORROCOAT SERVIÇOS LTDA.www.corrocoat.com.br
DEPRAN MANUTENÇÃO INDUSTRIAL LTDA.www.depran.com.br
DETEN QUÍMICA S/Awww.deten.com.br
DOERKEN DO BRASIL ANTI-CORROSIVOS LTDA.www.doerken-mks.de
DUROTEC INDUSTRIAL LTDA.www.durotec.com.br
ELETRONUCLEAR S/Awww.eletronuclear.gov.br
EGD ENGENHARIAwww.engedutoengenharia.com.br
EQUILAM INDÚSTRIA E COMÉRCIO LTDA.www.equilam.com.br
ESCALAR EQUIPAMENTOS LTDA.www.escalarequipamentos.com.br
FIRST FISCHER PROTEÇÃO CATÓDICAwww.firstfischer.com.br
FURNAS CENTRAIS ELÉTRICAS S/Awww.furnas.com.br
GAIATEC COM. E SERV. DE AUTOM. DO BRASIL LTDA.www.gaiatecsistemas.com.br
G P NIQUEL DURO LTDA.www.grupogp.com.br
HARCO DO BRASIL IMP. E EXP.www.harcobrasil.com
HENKEL LTDA.www.henkel.com.br
HITA COMÉRCIO E SERVIÇOS LTDA.www.hita.com.br
IEC INSTALAÇÕES E ENGª DE CORROSÃO LTDA.www.iecengenharia.com.br
INSTITUTO PRESBITERIANO MACKENZIEwww.mackenzie.com.br
INT – INSTITUTO NACIONAL DE TECNOLOGIAwww.int.gov.br
JOTUN BRASIL IMP. EXP. E IND. DE TINTAS LTDA.www.jotun.com
JPI REVESTIMENTOS ANTICORROSIVOSwww.polyspray.com.br
MANGELS INDÚSTRIA E COMÉRCIO LTDA.www.mangels.com.br
MAX PINTURAS E REVESTIMENTOS LTDA.www.maxpinturas.com.br
MORKEN BRA. COM. E SERV. DE DUTOS E INST. LTDA.www.morkenbrasil.com.br
MTT ASELCO AUTOMAÇÃO LTDA.www.aselco.com.br
MULTIALLOY METAIS E LIGAS ESPECIAIS LTDA.www.multialloy.com.br
NALCO BRASIL LTDA.www.nalco.com.br
NOF METAL COATINGS SOUTH AMERICAwww.nofmetalcoatings.com
NOVA COATING TECNOLOGIA, COM. SERV. LTDA.www.novacoating.com.br
OPTEC TECNOLOGIA LTDA.www.optec.com.br
PERFORTEX IND. DE RECOB. DE SUPERF. LTDA.www.perfortex.com.br
PETROBRAS S/A - CENPESwww.petrobras.com.br
PETROBRAS TRANSPORTES S/A - TRANSPETROwww.transpetro.com.br
PINTURAS YPIRANGAwww.pinturasypiranga.com.br
PORTAL HOME [email protected]
PPG IND. DO BRASIL TINTAS E VERNIZESwww.ppgpmc.com.br
PPL MANUTENÇÃO E SERVIÇOS LTDA.www.pplmanutencao.com.br
PROMAR TRATAMENTO ANTICORROSIVO LTDA. www.promarpintura.com.br
QUÍMICA INDUSTRIAL UNIÃO LTDA.www.tintasjumbo.com.br
RENNER HERMANN S/Awww.rennermm.com.br
RESINAR MATERIAIS COMPOSTOSwww.resinar.com.br
ROXAR DO BRASIL LTDA.www.roxar.com
RUST ENGENHARIA LTDA.www.rust.com.br
SACOR SIDEROTÉCNICA S/Awww.sacor.com.br
SERPRO IND. DE PROD. QUÍMICOS LTDA.www.serproquimica.com.br
SHERWIN WILLIAMS DO BRASIL - DIV. SUMARÉwww.sherwinwilliams.com.br
SOCOTHERM BRASIL www.socotherm.com.br
SOFT METAIS LTDA.www.softmetais.com.br
SURTEC DO BRASIL LTDA.www.surtec.com.br
TBG - TRANSP. BRAS. GASODUTO BOLIVIA-BRASIL www.tbg.com.br
TECNOFINK LTDA.www.tecnofink.com
TEC-HIDRO IND. COM. E SERVIÇOS [email protected]
TECNO QUÍMICA S/A.www.reflex.com.br
TFIRST COM. E INTERMEDIAÇÃO DE NEGÓ[email protected]
TTS - TEC. TOOL SERV. E SIST. DE AUTOMAÇÃO [email protected]
ULTRAJATO ANTICORROSÃO E PINT. INDUSTRIAISwww.ultrajato.com.br
UNICONTROL INTERNATIONAL LTDA.www.unicontrol.ind.br
VCI BRASIL IND. E COM. DE EMBALAGENS LTDA.www.vcibrasil.com.br
WEG INDÚSTRIAS S/A - QUIMICAwww.weg.com.br
W.O. ENGENHARIA LTDA.www.woengenharia.com.br
ZERUST PREVENÇÃO DE CORROSÃO LTDA.www.zerust.com.br
ZINCOLIGAS IND. E COM. LTDA.www.zincoligas.com.br
Empresas associadas à ABRACO
Empresas Associadas
A ABRACO espera estreitar ainda mais as parcerias com as empresas, para compartilhar os avanços tecnológicos do setor.