rafael capuano antonio projeto para homologação de...
TRANSCRIPT
RAFAEL CAPUANO ANTONIO
“Projeto para homologação de novos fornecedores”
Projeto de trabalho de conclusão de curso
apresentado à Escola de Engenharia de
Lorena da Universidade de São Paulo como
requisito parcial para obtenção do título de
Engenheiro Químico.
Orientador: Prof. Dr. Messias Borges Silva
Lorena - SP
2014
AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIOCONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO DE ESTUDO E PESQUISA, DESDE QUE CITADA AFONTE
Ficha catalográfica elaborada pelo Sistema Automatizadoda Escola de Engenharia de Lorena,
com os dados fornecidos pelo(a) autor(a)
Antonio, Rafael Capuano Projeto para homologação de novos fornecedores /Rafael Capuano Antonio; orientador Messias BorgesSilva. - Lorena, 2014. 49 p.
Monografia apresentada como requisito parcialpara a conclusão de Graduação do Curso de EngenhariaQuímica - Escola de Engenharia de Lorena daUniversidade de São Paulo. 2014Orientador: Messias Borges Silva
1. Dmaic. 2. Homologação de fornecedores. 3.Gestão de projetos. I. Título. II. Silva, MessiasBorges, orient.

2
Autorizo a reprodução e divulgação total ou parcial deste trabalho, por qualquer
meio convencional ou eletrônico para fins de estudo e pesquisa, desde que citada a
fonte.
CATALOGAÇÃO NA PUBLICAÇÃO Serviço de Biblioteca Escola de Engenharia de Lorena

3
AGRADECIMENTOS
Agradeço aos meus pais, Juvenal e Adriana, por terem sempre se esforçado para me dar a melhor formação acadêmica e moral, e terem acreditado em mim até o último momento, e a minha irmã Roberta, por ter sido sempre um ponto de apoio quando o momento era difícil, demonstrando paciência, confiança e alegria.
Também devo a minha esposa Carolina, que nos últimos tempos tem se dedicado a tarefa de mãe, compreendendo minha ausência, e ao meu filho Bernardo, que foi a figura da motivação, me dando um motivo para me esforçar cada vez mais.
Aos professores orientadores e membros da banca, que se dispuseram a me ajudar neste momento decisivo.
A Deus, que meu deu forças quando não tinha mais de onde tirar e serenidade nos momentos de crise.
Por fim, agradeço a todos meus amigos, familiares e colegas de trabalho, que contribuíram para que esse trabalho fosse possível.

4
RESUMO
Antonio, R. C. Projeto para homologação de novos fornecedores, 2014. Projeto
de Monografia (Graduação) – Escola de Engenharia de Lorena, Universidade de São
Paulo, Lorena, 2014.
O presente trabalho estuda o processo de homologação de um papel cartão para
caixas de bombons, de um fornecedor diferente do que atualmente abastece as linhas
de envase, demonstrando as técnicas de Gestão de Projetos e ferramentas de Seis
Sigma aplicadas para fundamentar a validação deste novo fornecedor e material.
A metodologia utilizada foi o DMAIC, em que na primeira etapa (Define) foi enviado
um Brief pelo setor de compras solicitando a realização do projeto buscando ganhos
financeiros e flexibilização de abastecimento. Na etapa seguinte (Measure) foram
coletados dados de desempenho do material padrão e do proposto, que seriam
chaves para a validação. A próxima etapa (Analyse) tratou da comparação e análise
estatística dos dados coletados. Paralelamente às análises, foram elaborados e
executados planos de ação (Improve) concernentes aos problemas evidenciados
durante os testes industriais, de forma a garantir a aprovação do material e conclusão
do projeto.
Na sequência (Control), foi feito um acompanhamento das linhas de produção já com
o novo cartão, e foram monitorados os indicadores de performance para avaliar a
sustentabilidade dos resultados.
Palavras-chave: DMAIC, Homologação de Fornecedores, Gestão de Projetos.

5
ABSTRACT
Antonio, R. C. Projeto para homologação de novos fornecedores, 2014. Projeto
de Monografia (Graduação) – Escola de Engenharia de Lorena, Universidade de São
Paulo, Lorena, 2014.
This paper studies the validation process of a cardboard for bonbons, from another
supplier than the one that until this moment provide the filling lines, showing the Project
Management techniques and Six Sigma tools, applied to substantiate the validation of
this new supplier and material.
The used methodology was de DMAIC, where on the first step (Define), the
procurement sector sent a brief, requesting the development of a project seeking
financial saving and supply easing. On the next stage (Measure), we collected data
from the standard material and the new one, what would be the key to validation. The
next step (Analyze) made the comparison and statistic analyze of collected data. At
the same time of analyzes, action plans were elaborated (Improve), regarding the
issues evidenced during the industrial trials, in order to guarantee the approval of
material and project conclusion.
Following (Control), an attendance was made to production lines, already with the new
cardboard, and the performance indicators were monitored to evaluate the
sustainability if the results.
Keywords: DMAIC, Suppliers Ratification, Project Management.
6
LISTA DE FIGURAS
FIGURA 1 – REPRESENTAÇÃO DO CICLO DMAIC ................................................................................................... 14 FIGURA 2 – ÃO DO CICLOEPRESENTAÇÃO DAS ETAPAS DMAIC ............................................................................ 14 FIGURA 3 – CONTRATO DO PROJETO .................................................................................................................... 15 FIGURA 4 – CONTRATO DO PROJETO .................................................................................................................... 16 FIGURA 5 – ETAPA DE UM PROCESSO ................................................................................................................... 17 FIGURA 6 – CARTA DE CONTROLE ......................................................................................................................... 18 FIGURA 7 – DIAGRAMA DE PARETO ...................................................................................................................... 19 FIGURA 8 – MATRIZ IMPACTO VS ESFORÇO .......................................................................................................... 20 FIGURA 9 – DIAGRAMA DE ISHIKAWA – CAUSA E EFEITO ..................................................................................... 21 FIGURA 10 – DIAGRAMA DE AFINIDADES .............................................................................................................. 21 FIGURA 11 – 5 PORQUÊS ....................................................................................................................................... 22 FIGURA 12 – PLANO DE AÇÃO ............................................................................................................................... 23 FIGURA 2 – MATRIZ DE SEGMENTAÇÃO DE FORNECEDORES ............................................................................... 25 FIGURA 14 – ESQUEMA DE AVALIAÇÃO SENSORIAL - DEGUSTAÇÃO .................................................................... 27 FIGURA 15 – ESQUEMA DO TESTE DE COMPRESSÃO ............................................................................................ 28 FIGURA 16 – CONTRATO DO PROJETO .................................................................................................................. 31 FIGURA 17 – ESCOPO DO PROJETO. ...................................................................................................................... 32 FIGURA 18 – CRONOGRAMA DO PROJETO............................................................................................................ 34 FIGURA 19 – FLUXO CRÍTICO DO PROCESSO ......................................................................................................... 36 FIGURA 20 – GRÁFICO TESTE DE ROBINSON ......................................................................................................... 37 FIGURA 21 – RESULTADO DE AVALIAÇÃO SENSORIAL - DEGUSTAÇÃO ................................................................. 38 FIGURA 22 – RESULTADO TESTE DE TRANSPORTE ................................................................................................ 39 FIGURA 23 – DIAGRAMA DE ISHIKAWA ................................................................................................................. 39 FIGURA 24 – DIAGRAMA DE AFINIDADES - MATERIAL .......................................................................................... 40 FIGURA 25 – DIAGRAMA DE AFINIDADES - MÉTODO ............................................................................................ 40 FIGURA 26 – DIAGRAMA DE AFINIDADES – MÃO DE OBRA .................................................................................. 41 FIGURA 27 – REPRESENTAÇÃO DA GERAÇÃO DE DEFEITOS NA FORMADORA ..................................................... 42 FIGURA 28 – EVOLUÇÃO DE PEQUENAS PARADAS ............................................................................................... 43 FIGURA 29 – REPRESENTAÇÃO DA GERAÇÃO DE DEFEITOS NA FECHADORA ....................................................... 43 FIGURA 30 – EVOLUÇÃO DE PERDA DE MATERIAL ................................................................................................ 43

7
LISTA DE TABELAS
TABELA 1 – NÍVEL DE DEFEITOS GERADOS POR PROCESSOS, EM VÁRIOS NÍVEIS SIGMA, PARA DIFERENTES VALORES DE DESVIO SOFRIDO PELA MÉDIA AO LONGO DO TEMPO .......................................................... 12
TABELA 2 – IMPACTO DO PADRÃO SIGMA NO CUSTO DA NÃO QUALIDADE. ...................................................... 13

8
LISTA DE SIGLAS E ABREVIATURAS
DMAIC – Definir, Medir, Analisar, Implementar, Controlar
LPP – Lição ponto a ponto
5W1H - What, Why, Who, Where, When, How
5W2H – What, Why, Who, Where, When, How e How much
IO – Instrução Operacional
ME – Melhoria Específica
YB – Yellow Belt
6M`s – Material, método, medida, mão de obra, meio ambiente e máquina
EAP – Estrutura Analítica de Projeto
PPM – Partes por milhão
CEP – Controle Estatístico de Processos

9
SUMÁRIO
1. INTRODUÇÃO ............................................................................................... 10
1.1 Objetivos ..................................................................................................... 10
1.2 Justificativa ................................................................................................ 11
2. REVISÃO BIBLIOGRÁFICA .......................................................................... 12
2.1 Seis sigma e DMAIC ................................................................................... 12
2.2 Gestão de projetos ..................................................................................... 24
2.3 Classificação de fornecedores ................................................................. 24
2.4 Teste de Robinson ..................................................................................... 25
2.5 Degustação ................................................................................................. 25
2.6 Teste de transporte .................................................................................... 27
2.7 Teste de compressão ................................................................................. 28
2.8 Maquinabilidade ......................................................................................... 28
3. METODOLOGIA ............................................................................................. 30
3.1 Termo de abertura do projeto ................................................................... 30
3.2 Definição do escopo .................................................................................. 31
3.3 Formação da equipe .................................................................................. 33
3.4 Cronograma ................................................................................................ 33
3.5 Implementação das ações ......................................................................... 34
3.6 Mapa do processo ...................................................................................... 35
4. RESULTADOS ............................................................................................... 37
4.1 Teste de Robinson ..................................................................................... 37
4.2 Degustação ................................................................................................. 37
4.3 Teste de transporte .................................................................................... 38
4.4 Maquinabilidade ......................................................................................... 42
4.5 Validação .................................................................................................... 44
5. CONCLUSÃO ................................................................................................. 45
6. REFERÊNCIAS .............................................................................................. 46
10
1. INTRODUÇÃO
Historicamente o mundo está em permanente estado de mudança e essas
mudanças, quando aplicadas ao mercado, são extremamente dinâmicas e refletem
no ambiente empresarial, principalmente na forma de gestão das companhias. (DO
VALLE, et al., 2008)
As organizações estão expostas às forças de mudanças oriundas no mercado
global (novidades tecnológicas, novo posicionamento mercadológico, mudanças
sociopolíticas). Elas são vulneráveis aos impactos causados por quaisquer mudanças,
seja por questões de mercado, cultura, tecnologia, etc. e elas devem reagir
rapidamente para se adaptarem e permanecerem competitivas. (DO VALLE, et al.,
2008)
Mesmo perante a um ambiente tão desafiador, as empresas querem aumentar
sua participação no mercado, obtendo maiores lucros. Isso se consegue entregando
produtos com qualidade, porém com um forte controle de custos na organização
(custos dos insumos, de produção, etc.), para que a competitividade se mantenha.
(DO VALLE, et al., 2008)
Para atingir os objetivos de seu plano estratégico, as empresas normalmente
lançam mão de projetos, que são normalmente autorizados como resultado da análise
de algumas considerações estratégicas, por exemplo, demanda de mercado (uma
companhia automobilística autorizando um projeto para fabricar carros mais
econômicos em resposta à escassez de gasolina), ou oportunidade/necessidade
estratégica de negócios (uma empresa de treinamento autorizando um projeto para
criar novo curso afim de aumentar sua receita). (PMI, 2012)
1.1 Objetivos
Este trabalho visa acompanhar um projeto para homologação de um novo
fornecedor, onde os conceitos de gestão de projetos e DMAIC são utilizados para
nortear o racional do desenvolvimento e ferramentas estatísticas e de qualidade
fundamentam as avaliações empíricas com fatos e dados, embasando a tomada de
decisão. Consiste em um estudo de caso de um projeto de homologação de novo

11
fornecedor de embalagem para caixas de bombons na indústria, visando entender e
mapear as etapas do desenvolvimento do projeto.
1.2 Justificativa
As indústrias têm necessidade de buscar a excelência operacional a baixo
custo, e uma solução para isto é a substituição de matérias primas e/ou fornecedores,
conseguindo menores custos e mantendo ou superando a qualidade do produto final
e o desempenho na linha de produção.
Esta monografia busca, através de um estudo de caso, descrever e entender a
metodologia utilizada para estruturar o desenvolvimento do projeto para aprovação de
um novo fornecedor de material de embalagem, mapeando cada etapa deste
processo em relação às fases do gerenciamento do projeto e demonstrando como
utilizar ferramentas estatísticas e de qualidade para embasar a tomada de decisão
quanto ao fornecedor ou material testado.
12
2. REVISÃO BIBLIOGRÁFICA
2.1 Seis sigma e DMAIC
Seis Sigma não é apenas uma nova mania amarrada a um método ou
estratégia, mas é muito mais que isso. É um sistema flexível para negócios e
processos de alto nível. O Seis Sigma é responsável por algumas das mais
importantes ideias e boas práticas para o sustentar o sucesso do negócio. (PANDE,
NEUMAN, CAVANAGH, 2003)
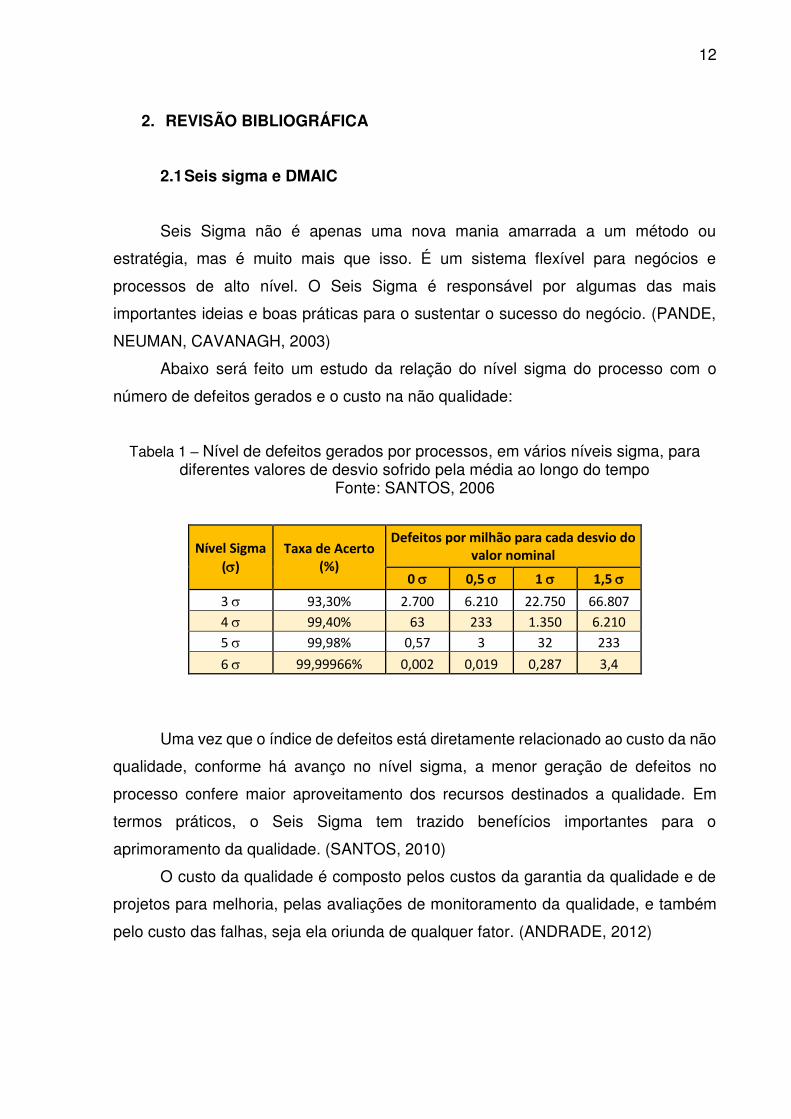
Abaixo será feito um estudo da relação do nível sigma do processo com o
número de defeitos gerados e o custo na não qualidade:
Tabela 1 – Nível de defeitos gerados por processos, em vários níveis sigma, para diferentes valores de desvio sofrido pela média ao longo do tempo
Fonte: SANTOS, 2006
Nível Sigma
()
Taxa de Acerto
(%)
Defeitos por milhão para cada desvio do
valor nominal
0 0,5 1 1,5
3 93,30% 2.700 6.210 22.750 66.807
4 99,40% 63 233 1.350 6.210
5 99,98% 0,57 3 32 233
6 99,99966% 0,002 0,019 0,287 3,4
Uma vez que o índice de defeitos está diretamente relacionado ao custo da não
qualidade, conforme há avanço no nível sigma, a menor geração de defeitos no
processo confere maior aproveitamento dos recursos destinados a qualidade. Em
termos práticos, o Seis Sigma tem trazido benefícios importantes para o
aprimoramento da qualidade. (SANTOS, 2010)
O custo da qualidade é composto pelos custos da garantia da qualidade e de
projetos para melhoria, pelas avaliações de monitoramento da qualidade, e também
pelo custo das falhas, seja ela oriunda de qualquer fator. (ANDRADE, 2012)

13
Tabela 2 – Impacto do padrão sigma no custo da não qualidade. Fonte: SANTOS, 2006
Nível Sigma () DPMO Custo da não
qualidade
Posição competitiva
1 691.462 > 40% das vendas Não competitiva
2 308.538 30 - 40% das vendas
3 66.807 20 - 30% das vendas Média da indústria
4 6.210 15 - 20% das vendas
5 233 10 - 15% das vendas Classe mundial
6 3,4 < 10% das vendas
A redução do número de defeitos gerados reduz os custos da baixa qualidade
(custos das falhas) e aumenta o grau de satisfação do consumidor, assim, está
diretamente relacionada a vantagem competitiva, o que torna essa abordagem
importante para o negócio. (SANTOS, 2006 apud HARRY, 1998, p.35)
Seis Sigma é uma abordagem que impulsiona a melhoria do
desempenho do negócio e a valorização da satisfação dos clientes,
por meio do enfoque estratégico de gerenciamento, da aplicação do
pensamento estatístico em todos os níveis de atividades, do uso de
indicadores de desempenho, da utilização de uma metodologia
sistematizada que integre técnicas variadas para se avaliar e otimizar
processos, e da aprendizagem decorrente da capacitação e
comprometimento das pessoas. (SANTOS 2006, p. 26)
O DMAIC, como é conhecida a metodologia básica do Seis Sigma para
melhoria de processos, consiste no desenvolvimento de algumas etapas
sistematizadas para a solução de problemas, utiliza métodos que assegurem a
redução da taxa de defeitos e falhas nos produtos, serviços e processos existentes.
(SANTOS, 2006)
Conforme expõe Santos (2010), no campo metodológico há discussões sobre
as contribuições do Seis Sigma apoiada na forma prescritiva e sistematizada de
aplicação do ciclo de melhoria DMAIC. Opositores argumentam contra as premissas
estatísticas que justificam o padrão 6σ, o pouco avanço da metodologia até contra o
formato de receita para a utilização de ferramentas estatísticas já consagradas.

14
Já os entusiastas salientam que o Seis Sigma integra conhecimentos de
planejamento, modelagem e controle de processos com ferramentas estatísticas e
ressaltam que o DMAIC, através de sua sistematização, permite aproveitar
oportunidades de ganhos significativos em processos e, aumentar a lucratividade e
competitividade, criteriosamente selecionados. (SANTOS, 2010)
Com um enfoque altamente orientado para dados, essa metodologia está
estruturada por um ciclo de melhoria de cinco etapas: Definir (D), Medir (M), Analisar
(A), Melhorar/Incrementar(I) e Controlar (C). (SANTOS, 2006)
Figura 1 – Representação do ciclo DMAIC Fonte: Figura da Internet
Figura 2 – ão do cicloepresentação das etapas DMAIC
Fonte: Figura da Internet
15
1.1.1 DEFININDO O PROJETO
Esta fase tem a finalidade de definir com precisão o escopo e a meta do projeto.
é definido o problema a ser resolvido, incluindo impacto no cliente e potenciais
benefícios, a meta é estabelecida a partir da análise de dados históricos e o time para
trabalhar na melhoria é montado, as necessidades e requisitos do cliente são
entendidos e o processo é mapeado. Nessa etapa, são estabelecidos os prazos para
cada ação e o cronograma é montado contemplando as tarefas por etapa. A
elaboração do contrato é feita para oficializar o projeto e um charter do projeto é
montado para reunião inicial de comunicação do projeto à equipe. (ECKES, 2001,
2003) (SANTOS, 2006) (ANDRADE, 2012)
Figura 3 – Contrato do projeto Fonte: Empresa X

16
• Escopo do projeto: O escopo traz a definição de onde a equipe deve focar, e,
mais importante, o que ela deve tentar evitar. Algumas equipes fracassam em não
definir âmbito e restrições do projeto e não deixam claro o que fazer e o que não fazer.
(ECKES, 2003)
• Equipe do projeto: Há diversas funções críticas para o sucesso do projeto. O
Champion, é o líder estratégico e, que via de regra é o owner do processo e auxilia
com os recursos necessários, não ficando dedicado exclusivamente ao projeto. O líder
do projeto, é responsável pelo acompanhamento diário das ações do projeto, pondo
a equipe a par do desenvolvimento do projeto e garantindo que as reuniões aconteçam
e o alinhamento seja feito. O orientador detem a ferramenta e orienta o andamento do
projeto. Os outros membros da equipe devem possuir diversas habilidades e
conhecimentos para que a equipe multifuncional traga a avaliação mais precisa
possível do problema. (ECKES, 2003)
• O cronograma: funciona como elemento de monitoramento da execução do
projeto, facilitando a visualização do andamento das tarefas por parte da equipe e
definindo claramente os prazos para que cada etapa seja concluída. (ECKES, 2003)
Figura 4 – Contrato do projeto
Fonte: Empresa X
17
1.1.2 DEFININDO AS MÉTRICAS
Na etapa Medir, identifica-se as medidas chaves para que a eficiência e eficácia
seja medida para então ser traduzida no conceito de sigma.(EKCES, 2001)
Determina-se o foco do problema a partir da estratificação do problema macro,
medido através dos dados do projeto, em problemas menores. Priorizam-se os
problemas a partir de matrizes de Impacto x Esforço, ou através da análise dos dados,
atacando sempre o que trouxer maior retorno, com menor despendimento de
recursos.
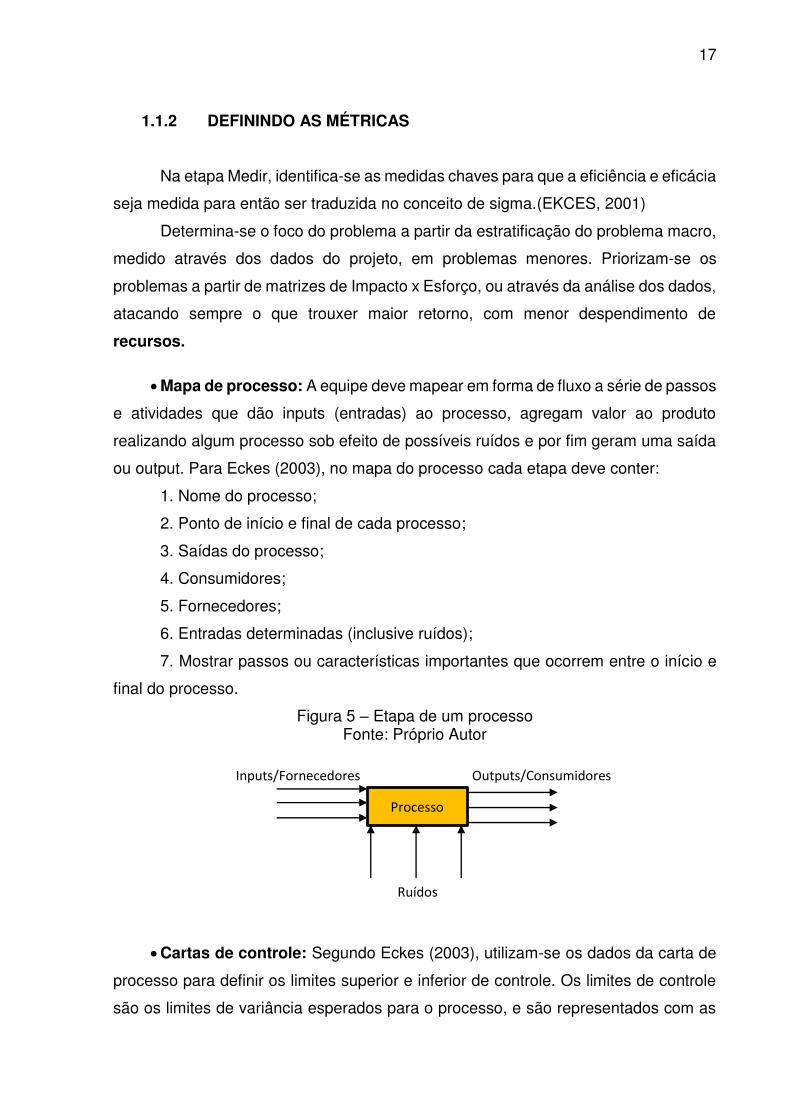
Mapa de processo: A equipe deve mapear em forma de fluxo a série de passos
e atividades que dão inputs (entradas) ao processo, agregam valor ao produto
realizando algum processo sob efeito de possíveis ruídos e por fim geram uma saída
ou output. Para Eckes (2003), no mapa do processo cada etapa deve conter:
1. Nome do processo;
2. Ponto de início e final de cada processo;
3. Saídas do processo;
4. Consumidores;
5. Fornecedores;
6. Entradas determinadas (inclusive ruídos);
7. Mostrar passos ou características importantes que ocorrem entre o início e
final do processo.
Figura 5 – Etapa de um processo Fonte: Próprio Autor
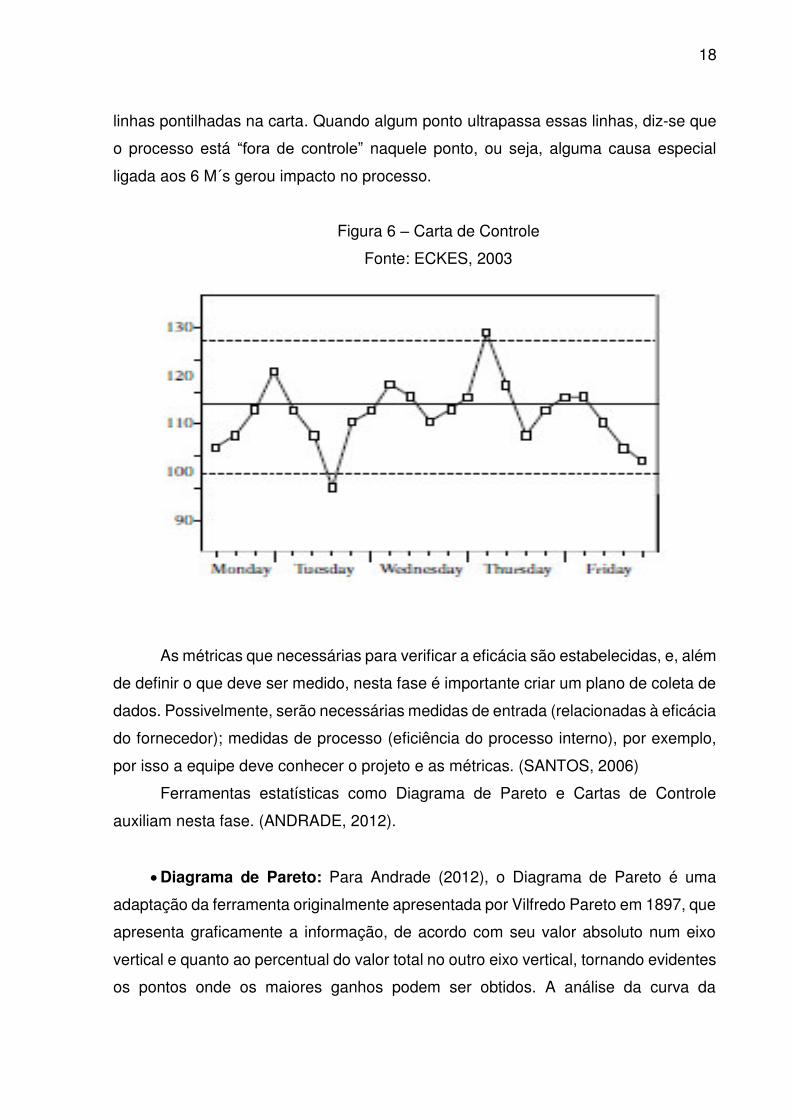
Cartas de controle: Segundo Eckes (2003), utilizam-se os dados da carta de
processo para definir os limites superior e inferior de controle. Os limites de controle
são os limites de variância esperados para o processo, e são representados com as
Processo
Inputs/Fornecedores Outputs/Consumidores
Ruídos
18
linhas pontilhadas na carta. Quando algum ponto ultrapassa essas linhas, diz-se que
o processo está “fora de controle” naquele ponto, ou seja, alguma causa especial
ligada aos 6 M´s gerou impacto no processo.
Figura 6 – Carta de Controle
Fonte: ECKES, 2003
As métricas que necessárias para verificar a eficácia são estabelecidas, e, além
de definir o que deve ser medido, nesta fase é importante criar um plano de coleta de
dados. Possivelmente, serão necessárias medidas de entrada (relacionadas à eficácia
do fornecedor); medidas de processo (eficiência do processo interno), por exemplo,
por isso a equipe deve conhecer o projeto e as métricas. (SANTOS, 2006)
Ferramentas estatísticas como Diagrama de Pareto e Cartas de Controle
auxiliam nesta fase. (ANDRADE, 2012).
Diagrama de Pareto: Para Andrade (2012), o Diagrama de Pareto é uma
adaptação da ferramenta originalmente apresentada por Vilfredo Pareto em 1897, que
apresenta graficamente a informação, de acordo com seu valor absoluto num eixo
vertical e quanto ao percentual do valor total no outro eixo vertical, tornando evidentes
os pontos onde os maiores ganhos podem ser obtidos. A análise da curva da
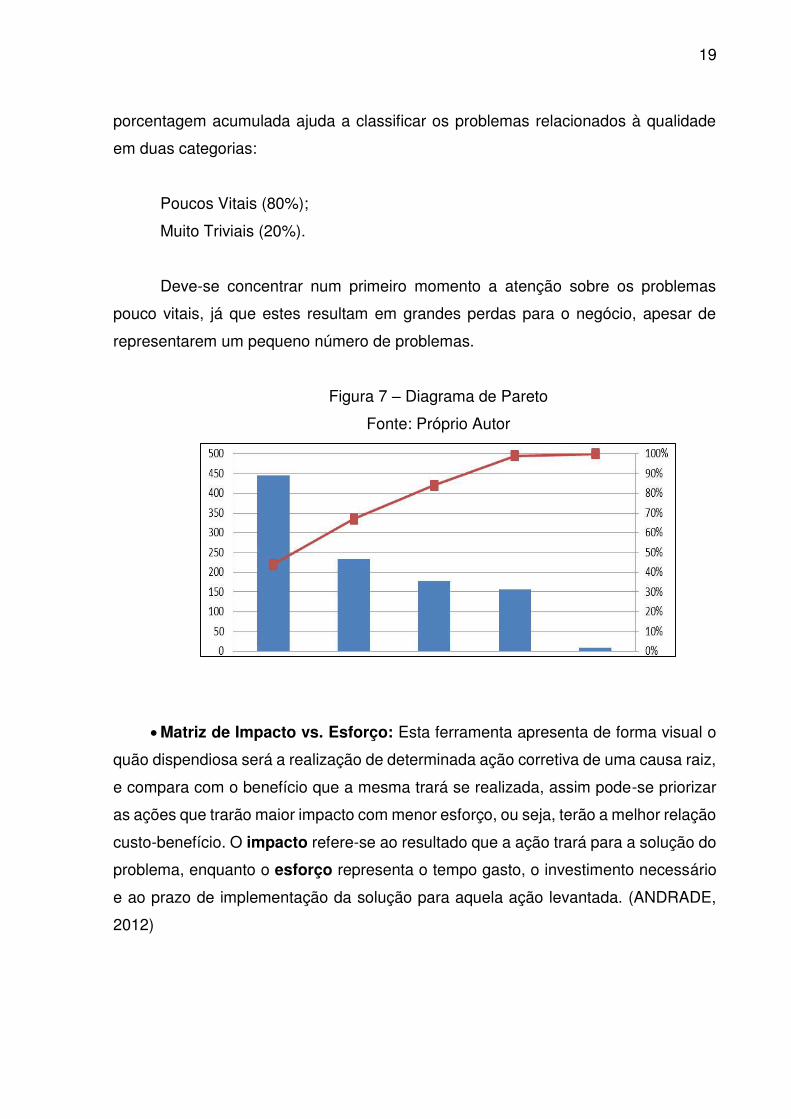
19
porcentagem acumulada ajuda a classificar os problemas relacionados à qualidade
em duas categorias:
Poucos Vitais (80%);
Muito Triviais (20%).
Deve-se concentrar num primeiro momento a atenção sobre os problemas
pouco vitais, já que estes resultam em grandes perdas para o negócio, apesar de
representarem um pequeno número de problemas.
Figura 7 – Diagrama de Pareto
Fonte: Próprio Autor
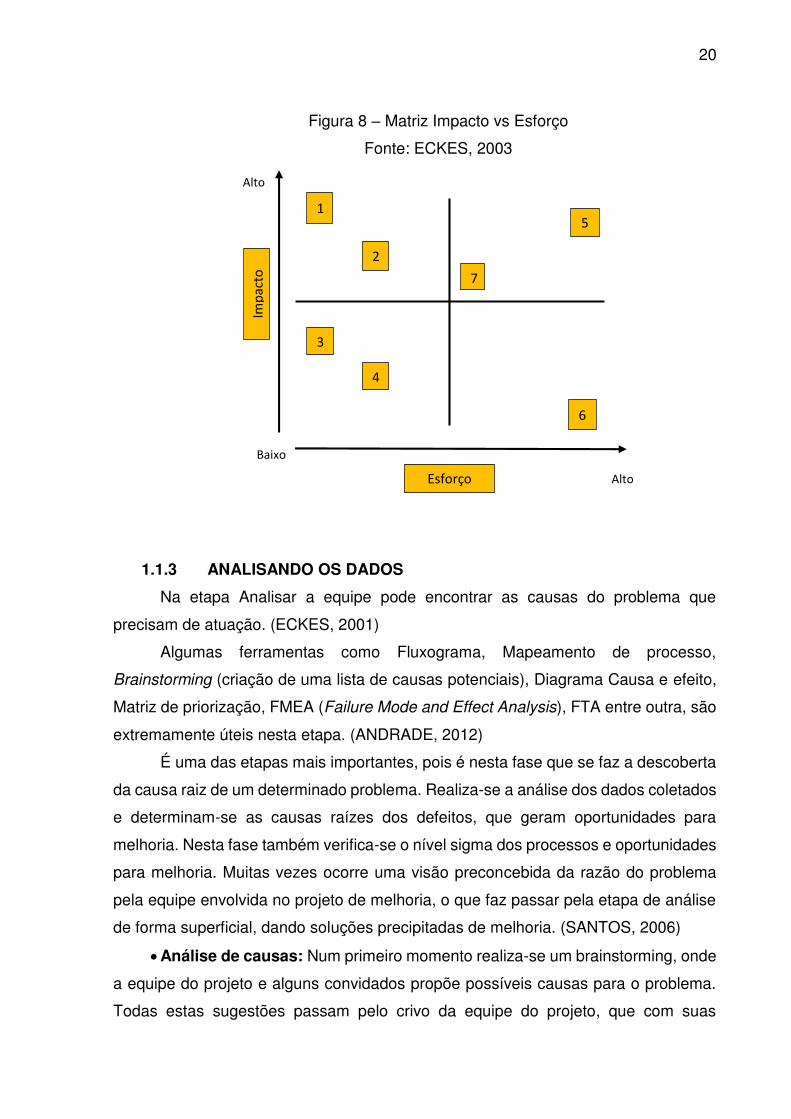
Matriz de Impacto vs. Esforço: Esta ferramenta apresenta de forma visual o
quão dispendiosa será a realização de determinada ação corretiva de uma causa raiz,
e compara com o benefício que a mesma trará se realizada, assim pode-se priorizar
as ações que trarão maior impacto com menor esforço, ou seja, terão a melhor relação
custo-benefício. O impacto refere-se ao resultado que a ação trará para a solução do
problema, enquanto o esforço representa o tempo gasto, o investimento necessário
e ao prazo de implementação da solução para aquela ação levantada. (ANDRADE,
2012)
20
Figura 8 – Matriz Impacto vs Esforço
Fonte: ECKES, 2003
1.1.3 ANALISANDO OS DADOS
Na etapa Analisar a equipe pode encontrar as causas do problema que
precisam de atuação. (ECKES, 2001)
Algumas ferramentas como Fluxograma, Mapeamento de processo,
Brainstorming (criação de uma lista de causas potenciais), Diagrama Causa e efeito,
Matriz de priorização, FMEA (Failure Mode and Effect Analysis), FTA entre outra, são
extremamente úteis nesta etapa. (ANDRADE, 2012)
É uma das etapas mais importantes, pois é nesta fase que se faz a descoberta
da causa raiz de um determinado problema. Realiza-se a análise dos dados coletados
e determinam-se as causas raízes dos defeitos, que geram oportunidades para
melhoria. Nesta fase também verifica-se o nível sigma dos processos e oportunidades
para melhoria. Muitas vezes ocorre uma visão preconcebida da razão do problema
pela equipe envolvida no projeto de melhoria, o que faz passar pela etapa de análise
de forma superficial, dando soluções precipitadas de melhoria. (SANTOS, 2006)
Análise de causas: Num primeiro momento realiza-se um brainstorming, onde
a equipe do projeto e alguns convidados propõe possíveis causas para o problema.
Todas estas sugestões passam pelo crivo da equipe do projeto, que com suas
Imp
acto
Esforço
Alto
Alto
Baixo
1
2
3
4
5
6
7

21
diferentes expertises, define quais causas de fato podem estar ligadas ao problema.
Uma vez que as causas mais prováveis foram elencadas, essas ideias são agrupadas
em função de similaridades e características comuns, pode-se usar o Diagrama de
Ishikawa (agrupa as causas nos 6 M´s) por exemplo, ou Diagrama de Afinidades, que
possibilita agrupamento por outros fatores. (ECKES, 2003)
Figura 9 – Diagrama de Ishikawa – Causa e Efeito
Fonte: EKCES, 2003
Figura 10 – Diagrama de Afinidades
Fonte: Próprio Autor
Máquina
Efeito
Meio Ambiente
Mão de Obra Material
Medida Método
Causa A
Causa C
Causa D
Causa E
Causa F
Causa G
Causa B

22
Teste dos 5 porquês: Quando se conduz a análise de causas de um
problema, deve-se montar uma frase que descreva o problema e então fazer
a pergunta “Por que?”. A resposta deve ser colocada em forma de uma
afirmação, e então um novo “Por que?” deve ser questionado e assim por
diante, até que chegue-se a uma resposta muito específica, que será a causa
raiz do problema. (ECKES, 2003)
Figura 11 – 5 porquês
Fonte:EMPRESA X
1.1.4 IMPLEMENTANDO AS AÇÕES
A etapa Implementar, reúne a soma das atividades que estão relacionadas às
soluções. Consiste em propor, avaliar e implementar soluções para cada problema
prioritário. (ECKES, 2001)
Segundo Noronha (2012, apud PARIS, 2002) a etapa Improve é quando ocorre
a implementação das soluções propostas. Utiliza-se a ferramenta 5W2H, que é uma
ferramenta para resolução de problemas, pois ela deixa bem claro todas as
responsabilidades das ações. É baseada na resposta das seguintes questões:
23
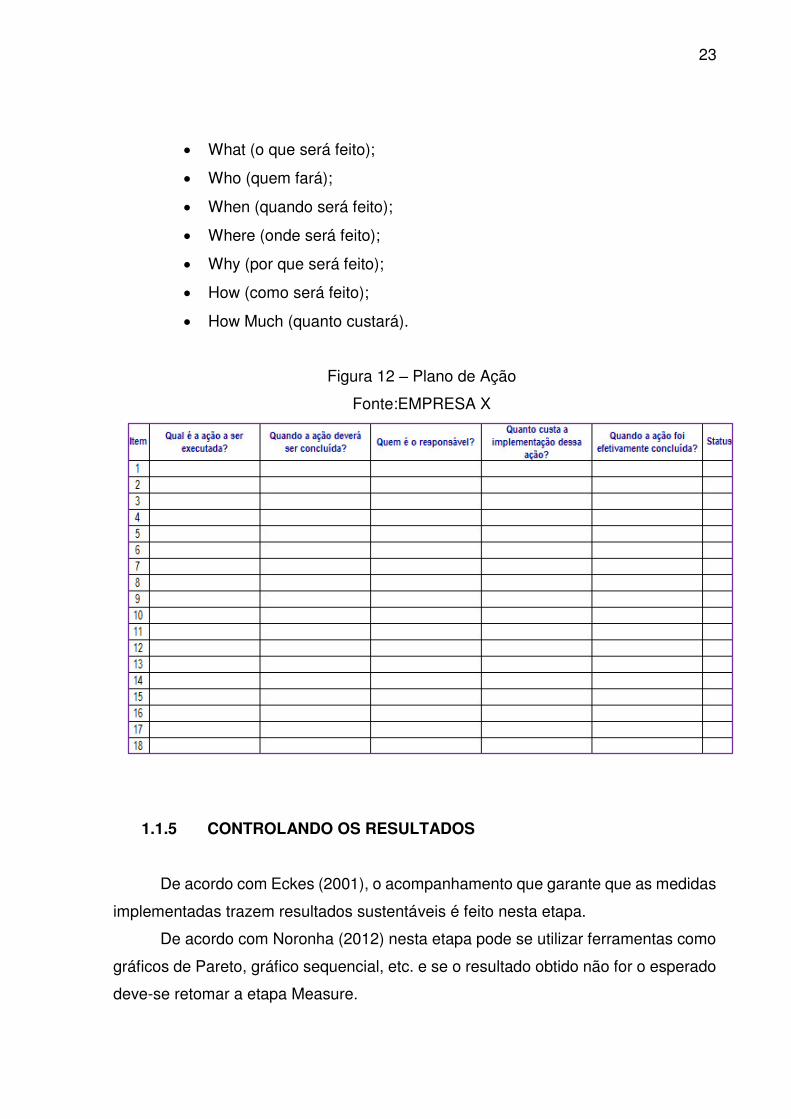
What (o que será feito);
Who (quem fará);
When (quando será feito);
Where (onde será feito);
Why (por que será feito);
How (como será feito);
How Much (quanto custará).
Figura 12 – Plano de Ação
Fonte:EMPRESA X
1.1.5 CONTROLANDO OS RESULTADOS
De acordo com Eckes (2001), o acompanhamento que garante que as medidas
implementadas trazem resultados sustentáveis é feito nesta etapa.
De acordo com Noronha (2012) nesta etapa pode se utilizar ferramentas como
gráficos de Pareto, gráfico sequencial, etc. e se o resultado obtido não for o esperado
deve-se retomar a etapa Measure.
24
2.2 Gestão de projetos
O gerenciamento de projetos é uma ideia relativamente antiga. Na atualidade,
a demanda dos negócios e a competitividade fazem com que organizações privadas
tenham que estruturar projetos muito complexos. O conhecimento de projetos
acumulado até o presente momento permite notar que, por mais diferentes que sejam
o objetivo e o tamanho dos projetos em diferentes indústrias, eles compartilham
algumas características comuns (DO VALLE, 2008).
Gerenciamento de projeto, pode ser descrito como a aplicação de
conhecimento, habilidades, ferramentas e técnicas às atividades do projeto a fim de
atender às demandas, sendo realizada por meio da integração dos seguintes
processos: iniciação, planejamento, execução, monitoramento e controle, e
encerramento (DO VALLE, 2008).
2.3 Classificação de fornecedores
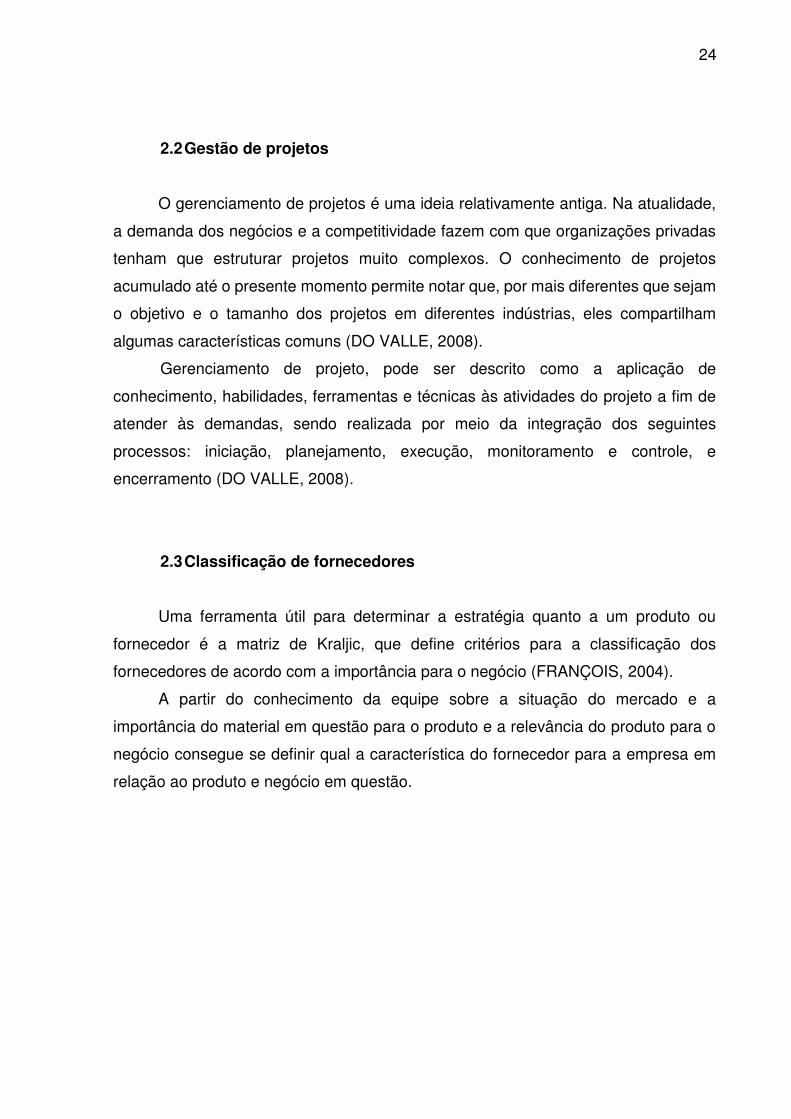
Uma ferramenta útil para determinar a estratégia quanto a um produto ou
fornecedor é a matriz de Kraljic, que define critérios para a classificação dos
fornecedores de acordo com a importância para o negócio (FRANÇOIS, 2004).
A partir do conhecimento da equipe sobre a situação do mercado e a
importância do material em questão para o produto e a relevância do produto para o
negócio consegue se definir qual a característica do fornecedor para a empresa em
relação ao produto e negócio em questão.

25
Figura 13 – Matriz de segmentação de fornecedores Fonte: FRANÇOIS, 2004
2.4 Teste de Robinson
O teste de Robinson consiste em uma análise de odor, para classificar o
material recebido quanto à percepção de cheiro, e liberar ou não para consumo em
linha de produção. (EMPRESA X, 2010)
São coletadas 5 amostras de cartão, que são picados e distribuídos em 6
recipientes herméticos, que serão submetidos as análises de 6 colaboradores
treinados diferentes. Cada recipiente apenas será aberto pelo avaliador no momento
da análise e o indivíduo deve cheirar o recipiente logo após abrir e representar o odor
em notas de 0 a 4, considerando uma escala em que o 0 represente uma amostra
sem odor e 4 com odor muito forte. (EMPRESA X, 2010)
O limite para que um cartão seja aprovado neste sistema é que ele atinja no
máximo nota 2 na média das avalições, sem que haja nenhuma nota acima de 2.
(EMPRESA X, 2010)
2.5 Degustação
A degustação foi validada pela Garantia da Qualidade, de acordo com o método
Extreme Condition, onde o padrão é mantido em ambiente controlado a 10°C,
enquanto as amostras são mantidas a 28°C numa estufa. (EMPRESA X, 2010)
26
A avaliação contempla cinco rodadas, onde uma amostra e um padrão são
confrontados a 20%, 40%, 60%, 80% e 100% do tempo estipulado de 3 meses. A
amostra deve pelo menos similar ao padrão em todos os requisitos considerados para
que o material de embalagem seja considerado aprovado. (EMPRESA X, 2010)
Aparência, textura e sabor geral
Aroma
Sabor e odor de embalagem (cartão)
Foram escolhidos estrategicamente 2 produtos, um de chocolate com aroma e
outro de chocolate branco. Cada degustador deverá degustar 3 exemplares de cada
produto em condições distintas (embalagem perfeita, embalagem semi-aberta, sem
embalagem). O procedimento deve ser realizado tanto para o produto como para a
amostra, resultando num total de 12 degustações por avaliador, conforme esquema
abaixo.
As notas para cada atributo variam de -3 a 3, sendo que -3 significa que um
atributo é muito mais fraco na amostra que no padrão, 0 significa similaridade e 3
representa que o atributo é muito mais forte na amostra que no padrão para aquele
atributo. Para que a amostra seja considerada igual ao produto padrão, a média da
avaliação dos 6 degustadores envolvidos não pode estar fora da faixa de -1 a 1.
(EMPRESA X, 2010)

27
Figura 14 – Esquema de Avaliação Sensorial - Degustação Fonte: Próprio autor
2.6 Teste de transporte
O teste de transporte consiste em reproduzir com um pallet de material teste
um trajeto crítico de distribuição da mercadoria. No caso, a rota escolhida foi
encaminhar o pallet da fábrica ao CD de Feira de Santana – BA, onde o pallet passou
por operações logísticas comuns, e depois foi encaminhado ao CD de Fortaleza – CE,
onde foi avaliada a embalagem. (EMPRESA X, 2009)
Os processos logísticos aos quais o produto foi submetido são:
Push & pull – consiste em puxar a base do pallet de forma a movimentar
todo o arranjo das caixas e transferir para um novo pallet empurrando.
Picking – o arranjo das caixas é desmontado e remontado em outro
pallet de forma que as caixas que estavam em cima são passadas para
baixo e vice-versa.
Ao chegar no destino, as embalagens são avaliadas e cada unidade é
classificada em “bem dentro”, “dentro”, ou “fora”, representado a comparação entre a
28
condição da embalagem avaliada com o padrão, considerado produto perfeito. São
avaliados amassamentos, rasgos e descolamentos, e o índice de produtos “dentro”
dos requisitos de qualidade do teste deve ser igual ou superior ao padrão. (EMPRESA
X, 2009)
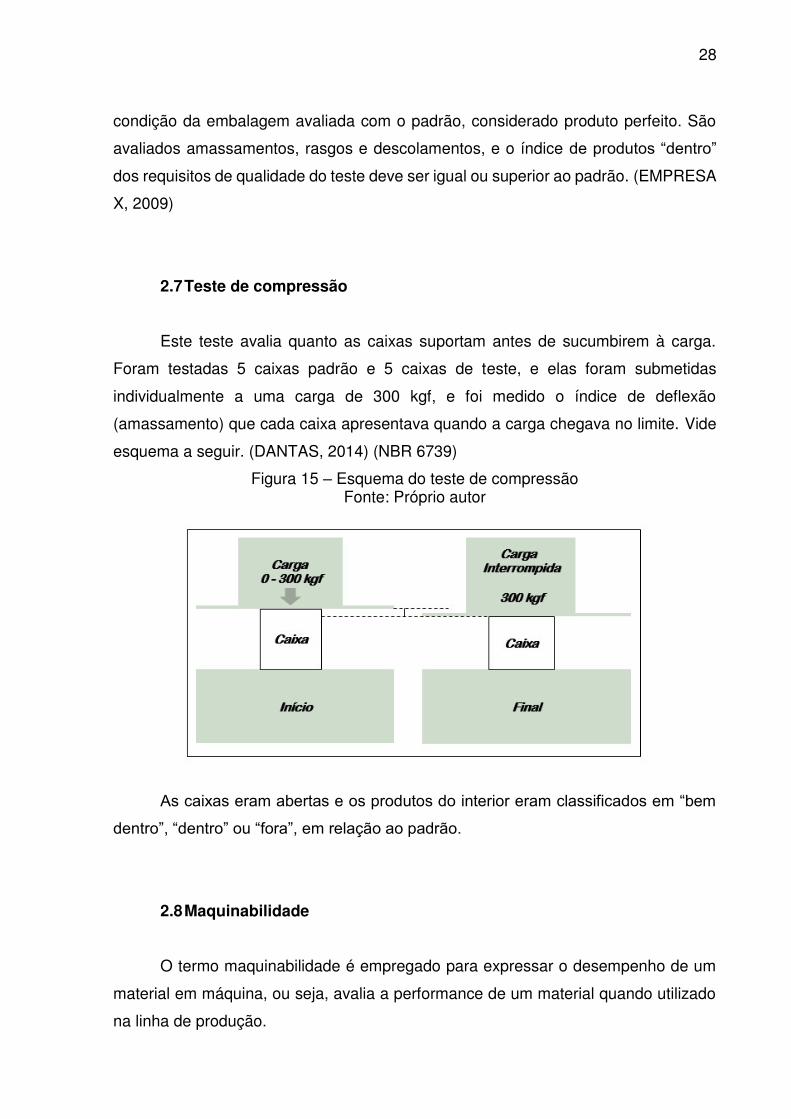
2.7 Teste de compressão
Este teste avalia quanto as caixas suportam antes de sucumbirem à carga.
Foram testadas 5 caixas padrão e 5 caixas de teste, e elas foram submetidas
individualmente a uma carga de 300 kgf, e foi medido o índice de deflexão
(amassamento) que cada caixa apresentava quando a carga chegava no limite. Vide
esquema a seguir. (DANTAS, 2014) (NBR 6739)
Figura 15 – Esquema do teste de compressão Fonte: Próprio autor
As caixas eram abertas e os produtos do interior eram classificados em “bem
dentro”, “dentro” ou “fora”, em relação ao padrão.
2.8 Maquinabilidade
O termo maquinabilidade é empregado para expressar o desempenho de um
material em máquina, ou seja, avalia a performance de um material quando utilizado
na linha de produção.
29
A maquinabilidade pode ser composta de diversos fatores dependendo do
processo, material em produto em questão, por exemplo, pode-se considerar a
hermeticidade da selagem da embalagem, o tempo de setup, etc. Para o caso foram
considerados:
Índice de pequenas paradas: índice que expressa a somatória dos tempos de
cada pequena parada operacional para atividades específicas de embalagem, por
exemplo desenroscar uma caixa, limpar um aplicador de adesivo, etc.
Perda de material de embalagem: representa o percentual de perda de
material de embalagem, a partir da relação da quantidade de refugo gerada com a
quantidade calculada, considerando perda zero no processo.
30
3. METODOLOGIA
Esse trabalho se baseia num estudo de caso para demonstração da forma com
que foi feita a gestão do projeto em relação às suas etapas e processos sucessivos,
bem como a aplicação de ferramentas de Seis Sigma para validar as conclusões
empíricas. O projeto foi gerenciado a partir de uma EAP, e subjetivamente cada etapa
foi ligada às etapas do DMAIC, o que conferiu ao projeto o embasamento necessário
e suficiente para a conclusão.
Foram realizadas as ações para desenvolvimento de fornecedores e de
materiais conforme as normas internas da empresa, e em momentos específicos,
conforme a necessidade e aplicabilidade, a equipe lançou mão de ferramentas do
DMAIC para embasar as decisões, ajudar na análise estatística dos resultados e
análise de causas de possíveis problemas que poderiam ocorrer durante a execução
do projeto.
3.1 Termo de abertura do projeto
O termo de abertura do projeto, aqui chamado de contrato do projeto, foi
enviado pelo setor de compras, solicitando o desenvolvimento de uma alternativa
nacional à matéria-prima usada na embalagem da caixa de bombons sortidos, pois
até então trabalhava-se com um único fornecedor de papel cartão, que era chileno.
O brief sugeria que o fato de o único material validado para a aplicação em
questão ser importado acabava trazendo alguns entraves: o setor de compras ficava
restrito, por procedimentos internos, a apenas um fornecedor (o que aumentava o
preço pago no cartão pelo fato de não haver concorrência) e o setor de planejamento
de produção, ficava limitado a algumas manobras de produção que são necessárias
em um mercado cada vez mais dinâmico, devido a um maior lead time de entrega em
relação a um produto nacional e questões governamentais. Com a homologação de
um novo fornecedor seria possível obter saving por negociação direta em função da
abertura de concorrência entre os fabricantes, e haveria uma maior flexibilização do
abastecimento para casos em que houvesse demanda urgente do material.

31
Figura 16 – Contrato do Projeto
Fonte: Empresa pesquisada
3.2 Definição do escopo
O foco do projeto foi colocado no fabricante de cartão (que era único), e que
não é fornecedor direto da empresa. O cartão ainda deve passar pelo processo de
impressão, que é feito em duas empresas chamadas “convertedoras”, responsáveis
por imprimir a arte do produto no cartão, vincar e cortar e entregar as peças prontas
para serem utilizadas na linha de produção.
32
Figura 17 – Escopo do Projeto. Fonte: Próprio Autor
Partindo-se do princípio de que o novo material homologado não deveria alterar
nenhuma das características do produto já existente e nem da linha de produção, ou
seja, deveria ter comportamento similar ou melhor que o material usual, definiu-se que
a decisão sobre a validação ou não do novo cartão se daria com base em 3 frentes
de avaliações:
Características Sensoriais – o cartão seria submetido a 2 testes
sensoriais:
Teste de Robinson – teste de odor, onde cinco amostras em cada
lote do cartão são submetidas a no mínimo seis avaliadores, que
devem detectar se há alguma alteração no odor do material
recém-recebido em relação ao padrão.
Degustação – seis degustadores devem degustar duas
variedades específicas de bombons, consideradas críticas em
termos de absorção de odores externos, de uma amostra versus
um padrão, e decidir se há diferença significativa.
Resistência ao Transporte – o novo material deveria ser submetido a um
teste de transporte, simulando uma carga regular de linha, em um trajeto
considerado o pior cenário para transporte em termos de distância
percorrida e condição da estrada. A resposta desejada é que o produto
33
chegasse ao destino com a qualidade e apresentação visual do produto
padrão.
Maquinabilidade – o cartão deveria apresentar comportamento em linha
igual ou superior ao material comum nos seguintes critérios:
Perda de material de embalagem – a % de perda de material de
embalagem em relação à quantidade teórica de perda deveria se
manter estável ou apresentar melhora.
Índice de pequenas paradas – o índice de pequenas paradas que
ocorrem na linha para limpezas em pontos específicos ou
intervenções operacionais, concernentes direta ou indiretamente
ao cartão, deveria se manter estável.
Além do exposto, o projeto traria uma carga de responsabilidade social, pois
envolve a redução da gramatura do papel utilizada de 2%, o que significa menor
consumo de papel. Embora ambas as alternativas de cartão sejam oriundas de fontes
sustentáveis, a quantidade em kgs de lixo gerado é reduzida.
3.3 Formação da equipe
Foi formada uma equipe multifuncional, com representantes dos setores de
Garantia da Qualidade, Manutenção, Compras, Produção e Desenvolvimento. Esta
variedade de expertises permitiu que possíveis problemas fossem antevistos e as
devidas ações mitigadoras fossem tomadas.
Houve interação com o setor de Melhoria Específica para garantir a correta e
adequada aplicação das ferramentas.
3.4 Cronograma
O cronograma da evolução do projeto em relação ao desenvolvimento de
fornecedor e material foi proposto em acordo com a necessidade do mercado,
disponibilidade das linhas e setores envolvidos, respeitando prazos de atividades de
acordo com recomendações e normas internas.

34
Ele foi divido por ações, considerando os prazos para execução das mesmas,
e elas foram ligadas às fases do DMAIC de acordo com a proposta da metodologia.
Figura 18 – Cronograma do Projeto
Fonte: Próprio autor
3.5 Implementação das ações
A ação macro do projeto é a realização de teste industrial para validar o cartão.
Dos testes saem amostras para realizar as avaliações sensoriais e teste de transporte,
e é neles que são identificados possíveis problemas de maquinabilidade que
pudessem influenciar na performance da linha de produção.
Os testes foram realizados de forma escalonada para que não houvesse
prejuízo aos indicadores da linha.
Num primeiro momento, realizou-se um teste com aproximadamente 20.000
cartuchos, o que representa aproximadamente 3 horas de produção em uma das
quatro linhas. Este teste deu origem às amostras para análise sensorial e ao pallet
que seguiu para teste de transporte, e foi um indicativo do comportamento do novo
material em linha, que foi satisfatório.
35
O segundo teste teve maior abrangência (pois envolveu duas linhas) e duração
de 5 dias, também apresentando resultado positivo. Ele deu origem a um novo pallet
para teste de transporte, como será melhor detalhado no próximo capítulo.
O terceiro e definitivo teste teve duração de 15 dias em todas as linhas. O intuito
deste teste long run era simular uma situação real de abastecimento contínuo da linha
com o material testado. Como cartões são muito suscetíveis a absorção de umidade
e variação de resistência, era importante realizar um ensaio que representasse essas
variações ao longo do tempo. O resultado deste teste foi principalmente a obtenção
de dados mais representativos quanto ao desempenho da linha, que pudessem ser
comparados aos dados históricos para embasar a homologação do material.
3.6 Mapa do processo
Com a observação do comportamento do material no primeiro teste, foi possível
elaborar o mapa do processo, estabelecendo os principais pontos de atenção.
O processo pode ser descrito em 5 macro etapas:
Formadora – neste momento o cartão recebido em chapas ganha
formato de caixa, a partir da ação mecânica de um braço, que pressiona
o que será o centro da caixa num sentido, enquanto uma manga empurra
o que serão as paredes da caixa no sentido oposto. Há um aplicador de
adesivo posicionado para colar as abas da caixa.
Dosadora – paralelamente, os bombons de diferentes variedades
colocados em caçambas são contados automaticamente conforme
programação da máquina e vão para canecas. Cada caneca contém o
mix certo de produtos para uma caixa.
Fechadora – a fechadora consiste num conjunto de guias que fecham a
tampa da caixa, e colam a aba de fechamento. Neste ponto, conforme
as esteiras vão transportando as caixas, guias metálicos fazem pressão
no sentido de abaixar a tampa e outros guias dobram a aba já com
adesivo aplicado, para que a caixa seja fechada.
Envoltório – nesta etapa o material é envolvido em plástico para receber
uma barreira a umidade e evitar infestações.

36
Acondicionamento – fase onde as caixas já prontas são colocadas em
caixas de papelão e o pallet de produto terminado é montado.
Figura 19 – Fluxo crítico do processo Fonte: Próprio autor
As etapas de formação e fechamento são as críticas para a validação, pois
nestes pontos o cartão tem maior efeito sobre a performance da linha. Estes são os
dois pontos onde os dados de perda de material e índice de pequenas paradas é
coletado.
Formadora
Display de Papel cartão Displays formados
Qualidade do cartão
Velocidade da máquina
• Perda de material de embalagem
• Índice de pequenas paradas
Fechadora
Displays fechados
• Qualidade do cartão • Regulagem dos guias • Amassamento de
displays Dosadora Bombons variados
Programação errada da máquina
Displays com produto
Mix de bombons

37
4. RESULTADOS
Com a realização dos testes e avaliação dos parâmetros definidos previamente,
pôde-se concluir que o cartão apresentou comportamento satisfatório em todos os
quesitos após algumas adequações que já estavam previstas.
4.1 Teste de Robinson
O material foi aprovado neste quesito, sendo que 80% das avaliações tiveram
o melhor resultado possível, o pior resultado foi nota 1 em 20% das avaliações. O
cartão usual apresentou no mesmo período apenas 59% de notas 0.
Figura 20 – Gráfico Teste de Robinson Fonte: Próprio autor
4.2 Degustação
Foram definidos dois produtos críticos para a avaliação, um de chocolate
branco que é mais suscetível a incorporar odores externos e a migração de tinta da
impressão para o produto é mais perceptível, e outro que tem aroma característico,
que não poderia ser mascarado pelo odor do cartão.
59%
38%
3%
80%
20%
-1 0 1 2 3
Padrão Teste
38
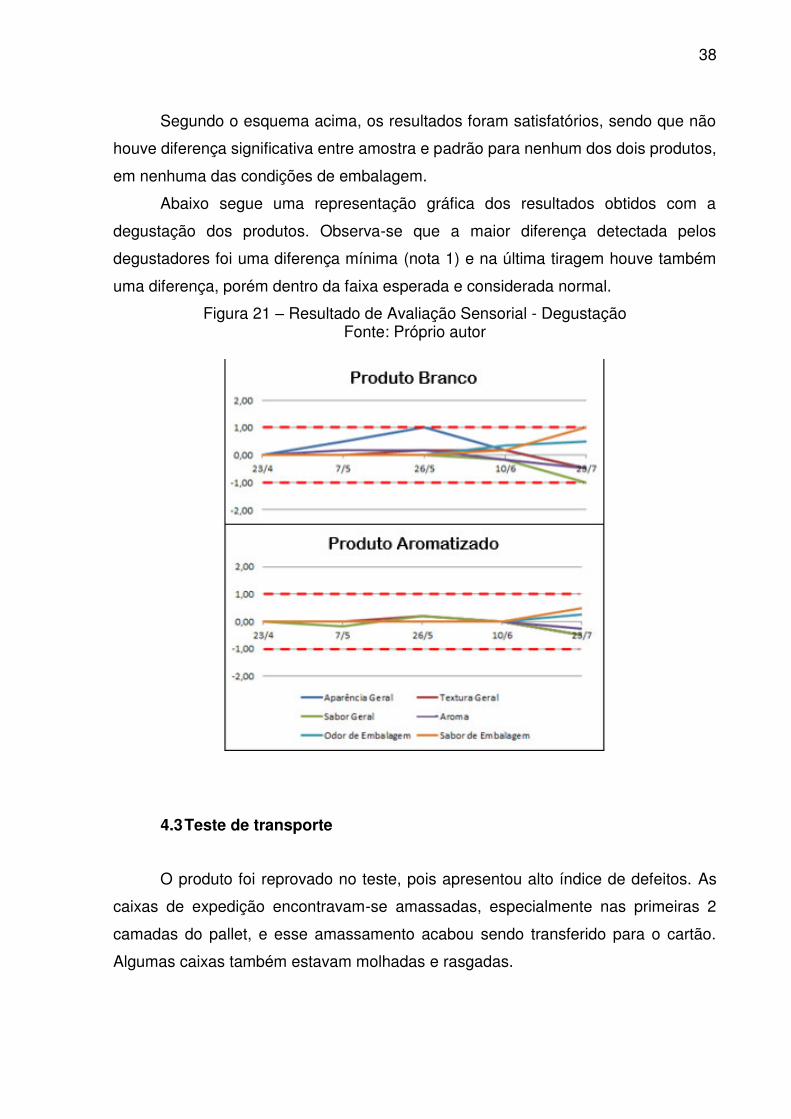
Segundo o esquema acima, os resultados foram satisfatórios, sendo que não
houve diferença significativa entre amostra e padrão para nenhum dos dois produtos,
em nenhuma das condições de embalagem.
Abaixo segue uma representação gráfica dos resultados obtidos com a
degustação dos produtos. Observa-se que a maior diferença detectada pelos
degustadores foi uma diferença mínima (nota 1) e na última tiragem houve também
uma diferença, porém dentro da faixa esperada e considerada normal.
Figura 21 – Resultado de Avaliação Sensorial - Degustação Fonte: Próprio autor
4.3 Teste de transporte
O produto foi reprovado no teste, pois apresentou alto índice de defeitos. As
caixas de expedição encontravam-se amassadas, especialmente nas primeiras 2
camadas do pallet, e esse amassamento acabou sendo transferido para o cartão.
Algumas caixas também estavam molhadas e rasgadas.

39
Figura 22 – Resultado Teste de Transporte Fonte: Próprio autor
Com isso, foi feito um brainstorming, que deu origem a um diagrama de
Ishikawa, onde as possíveis causas levantadas foram relacionadas aos 6 M´s.
Figura 23 – Diagrama de Ishikawa Fonte: Próprio autor
Estas possíveis causas foram então agrupadas num diagrama de afinidades
segundo os 3 M´s levantados (Material, Mão de Obra e Método).
Nem todas as causas foram tratadas ou investigadas. Estas ideias foram
submetidas a uma análise crítica da equipe do projeto, que definiu quais possíveis
50,3%
30,9%
18,8%
0,0%
10,0%
20,0%
30,0%
40,0%
50,0%
60,0%
Bem dentro Dentro Fora
Teste de Transporte

40
causas eram as mais plausíveis para explicar o problema ocorrido no teste de
transporte.
Figura 24 – Diagrama de Afinidades - Material Fonte: Próprio autor
Figura 25 – Diagrama de Afinidades - Método Fonte: Próprio autor

41
Figura 26 – Diagrama de Afinidades – Mão de obra Fonte: Próprio autor
Concluiu-se que o evento foi pontual, e o amassamento das caixas que originou
os defeitos foi causado por transporte inadequado. O pallet foi transportado ao lado
de um pallet muito baixo, e durante o transporte com a vibração do caminhão e os
solavancos, isso fez com que as caixas tombassem para os lados, colocando seu
peso sobre as caixas do lastro inferior do pallet, e especialmente as das laterais (as
caixas do meio do arranjo estavam praticamente intactas).
Assim, duas ações principais foram tomadas:
Repetição do teste – desta vez foram enviados para o teste dois pallets,
um contendo produto padrão e outro o teste para comparação. As
amostras foram retiradas da segunda rodada de teste industrial. O
resultado foi satisfatório, pois colocando um cartão em comparação ao
outro eles apresentaram o mesmo comportamento durante o transporte,
sendo que o resultado do cartão teste foi até melhor que do padrão, com
1,5% de amassamento contra 2,8% do padrão.
Teste de compressão – Concluiu-se que o cartão tem influência na
resistência das caixas, sendo que o padrão é mais resistente que o teste,
porém o cartão em desenvolvimento é mais maleável e resiliente, de
forma que ele retoma a aparência inicial, voltando a assumir a condição
de “dentro”, enquanto o cartão padrão uma vez amassado, permanece
nessa condição, e é classificado como “fora”.

42
Após as ações terem sido tomadas, comprovou-se que o cartão testado era
comparável ao cartão padrão.
4.4 Maquinabilidade
Embora os primeiros dias de teste tenham sido ruins em relação a
maquinabilidade, após as adequações feitas especialmente nas formadoras e
fechadoras, na média o resultado foi satisfatório.
As diferentes condições do material impactaram na performance da formadora
nos primeiros dias, pois como a espessura era diferente, a máquina acabava puxando
mais de uma folha por vez, o que gerava uma pequena parada e perda do material de
embalagem, uma vez que a folha que havia caído no chão deveria ser descartada. O
ajuste do “magazine”, que é o conjunto de guias que alinha os cartões e abastece a
formadora, foi decisivo para que a linha recuperasse o desempenho anterior.
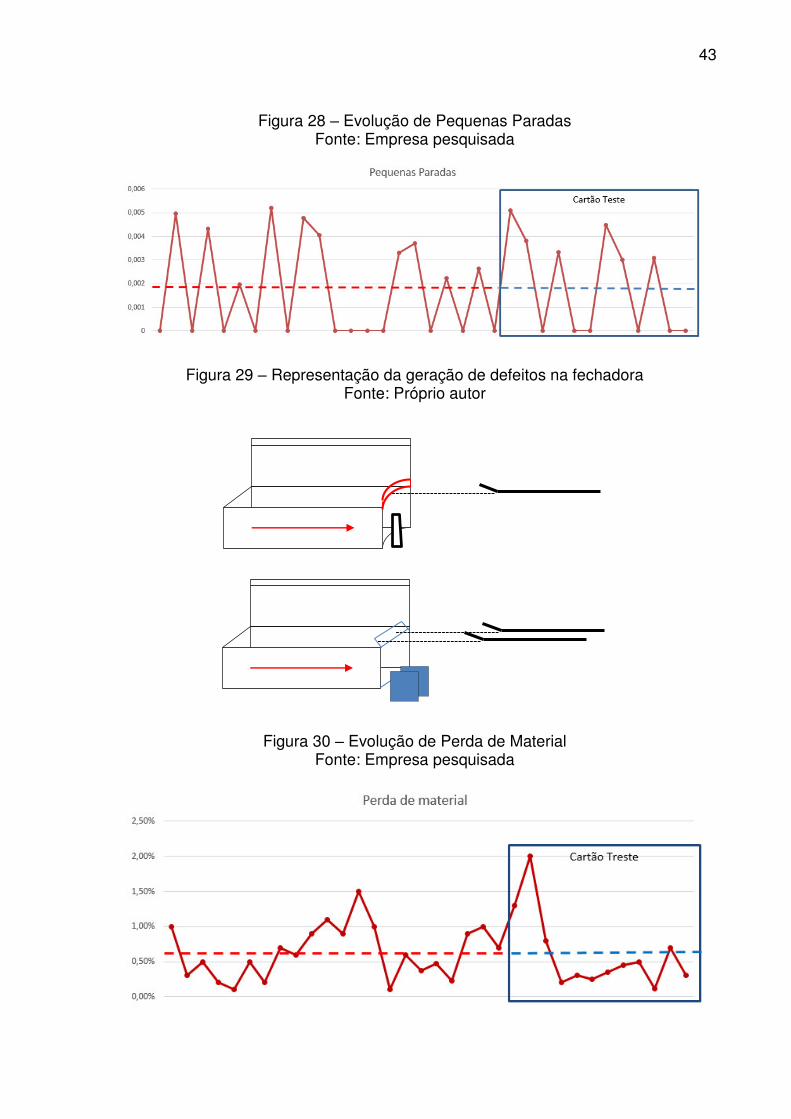
No caso das fechadoras, a menor resistência do cartão fazia com que o mesmo
fosse amassado pelos guias ao invés de ser dobrado no vinco. Desta forma gerava-
se paradas na máquina e a caixa devia ser descartada inclusive com os bombons
dentro, o que trouxe um enorme desperdício e aumento da varredura. A solução foi
colocar os guias em uma posição diferente, para que ficassem mais próximos ao
vinco, de forma que a força então era aplicada na posição correta, não no meio da
tampa.
Figura 27 – Representação da geração de defeitos na formadora Fonte: Próprio autor
Fonte:
43
Figura 28 – Evolução de Pequenas Paradas Fonte: Empresa pesquisada
Figura 29 – Representação da geração de defeitos na fechadora Fonte: Próprio autor
Figura 30 – Evolução de Perda de Material Fonte: Empresa pesquisada

44
4.5 Validação
Com a conclusão de todas as ações do projeto, verificou-se desempenho muito
similar entre o material testado e o material padrão. Pequenas diferenças ocorreram,
mas na maioria elas foram favoráveis ao cartão em desenvolvimento.
Sensorialmente a qualidade surpreendeu, sendo que a Garantia da Qualidade
validou a utilização do novo material com base nos relatórios de teste de Robinson e
da degustação.
O setor de desenvolvimento, validou a utilização do cartão teste em função do
teste de transporte. Mesmo com o primeiro teste tendo fracassado, percebeu-se que
o problema havia sido pontual e de todas as outras hipóteses levantadas durante a
análise de causa, as mais plausíveis foram investigadas e concluiu-se que não eram
reais. A partir da repetição do teste de transporte, de forma comparativa e do teste de
compressão que veio a comprovar o resultado do teste de transporte, o cartão foi
aprovado.
A produção também validou a utilização do novo cartão pois todos os
indicadores de performance da linha se mantiveram estáveis na mesma faixa, ou com
alguma melhora.
Portanto, as ações do projeto permitiram a homologação do novo material, de
forma que os problemas apresentados no início do trabalho, em relação a
preocupação com custo e facilidade de abastecimento, atualmente estão sob controle.
O modelo serviu para validação de materiais de embalagem para outros produtos, que
agora tem além do material usual, uma alternativa validada para o caso de falta de
abastecimento.

45
5. CONCLUSÃO
Com base no exposto, percebemos que a gestão do projeto foi executada de
acordo com a metodologia proposta, desde a elaboração da EAP, que mapeou
corretamente as fases do projeto e as tarefas que seriam entregas de cada fase,
passando pela formação da equipe do projeto, definição dos parâmetros críticos para
validação, e ferramentas utilizadas.
Concluiu-se que projetos de desenvolvimento, que naturalmente seguem o
formato da EAP, ou seja, possuem entregas características de cada fase, e gates que
validam uma fase antes que se entre na fase seguinte, são uma estrutura que permite
integração com ferramentas estatística, que são cruciais para tomada de decisão por
apresentarem provas irrefutáveis para os resultados das ações, de forma que eles são
demonstrados com fatos e dados, não empiricamente como usa-se fazer.
Foi possível provar que os líderes de projetos podem possuir uma “caixa de
ferramentas” estatística, de qualidade e de análise de causas, e usá-la conforme sua
aplicabilidade nas tarefas de projetos que seguem outras linhas de raciocínio.

46
6. REFERÊNCIAS
ANDRADE, M.S. Aplicação da metodologia Seis Sigma em uma indústria de
alimento. Trabalho de Conclusão de Curso – Universidade de Taubaté, Taubaté,
2012.
CARVALHO, M.M; JR. R.R. Fundamentos em Gestão de Projetos: construindo
competências para gerenciar projetos. 3ª Edição, São Paulo, Editora Atlas, 2011.
DANTAS, T.B.H. Relatório de Ensaio de Compressão, Campinas: CETEA-ITAL,
2014. 6 p., Relatório técnico.
DO VALLE, A.B.; SOARES, C.A.P.; JR., J.F; DA SILVA, L.S.F. Fundamentos do
gerenciamento de projetos. 2ª Edição. Rio de Janeiro, FGV Editora, 2008.
ECKES, G. The Six Sigma Revolution: How General Electric and others turned
process into profits. Nova Iorque, John Wiley & Sons, 2001.
ECKES, G. Six Sigma for Everyone. Hoboken, John Wiley & Sons, 2003.
EMPRESA X. The Packaging Safety and Compliance Process, 10 p., 2009
EMPRESA X. The “In/Out” Test Method for Sensory Quality Control, 20 p., 2010
FRANÇOIS, M.P. Método para implantação de um Sistema de indicadores para
avaliação de fornecedores de uma indústria no Rio Grande do Sul. Trabalho de
47
Conclusão de Curso – Universidade Federal do Rio Grande do Sul, Porto Alegre,
2004.
NBR 6739: Embalagem de papelão ondulado – Embalagem de transporte vazia ou
com seu conteúdo – Ensaio de compressão utilizando aparelho de compressão. São
Paulo, 2009.
NORONHA, L.L., Aplicação do Lean por meio do DILO (Day in Life of) visando a
redução de atividades não agregadoras de valor. Monografia - Universidade de
São Paulo, Lorena, 2012.
PANDE, P.S.; NEUMAN, R.P.; CAVANAGH, R.R. Estratégia Seis Sigma: como a
GE, a Motorola e outras grandes empresas estão aguçando seu desempenho. Rio de
Janeiro, Qualitymark, 2003.
PMI – Project Management Institute. Um guia do conhecimento em gerenciamento
de projetos, 4ª Edição. São Paulo. Editora Saraiva, 2012.
SANTOS, A. B. Modelo de referência para estruturar o programa de qualidade
Seis Sigma: proposta e avaliação– Tese de Doutorado em Engenharia de Produção
- Universidade Federal de São Carlos – UFSCar, 312 p. São Carlos, 2006
SANTOS, A.B.; MARTINS, M.F. Modelo de referência para estruturar o Seis Sigma
nas organizações. Gestão e Produção – Universidade Federal de São Carlos -
UFScar, São Carlos, v. 15, n. 1, p.43-56, jan/abr. 2008.

48
SANTOS, A.B.; MARTINS, M.F. Contribuições do Seis Sigma: estudos de caso em
multinacionais. Produção – Universidade Federal de São Carlos - UFScar, São Carlos,
v. 20, n. 1, p.42-53, jan/mar 2010