r 51 h3 r 63 h3 · para a construcão foram utilizadas as seguintes normas concordadas: ... 3.1...
TRANSCRIPT

02.01
PIALLA A SPESSORETHICKNESSING MACHINE
REGRUESADORAPLAINA-ESPESSURA
LIBRETTO USO E MANUTENZIONEMAINTENANCE & OPERATIONS MANUAL
MANUAL DE USO Y MANTENIMIENTOMANUAL DE USO E MANUTENÇÃO
R 51 H3R 63 H3
98061530XP

CASADEI GIANFRANCO S.p.AVia Statale Marecchia, 18 - 47827 Villa Verucchio (RN) - ItalyTel. (0039) 0541/679062 - Fax.(0039) 0541/679411
Data: __________________
Il Legale Rappresentante / The Legal Representative / El Representante Legal
________________________
DICHIARAZIONE DI CONFORMITA'COMPLIANCE CERTIFICATE
DECLARACION DE CONFORMIDADDECLARACÃO DE CONFORMITADE
Si dichiara che il seguente modello di macchina: PIALLA A SPESSOREWe certify that this: THICKNESSING MACHINE
Se declara que el siguiente modelo de máquina: REGRUESADORADeclara-se que o seguinte modelo de máquina: PLAINA ESPESSURA
R51H3 - R63H3
Matricola N. / Serial number / Matricula N°/ Matricula N°
.......................................................
Rispetta le seguenti direttive comunitarie:Fully complies with the council directives:
Respecta las siguientes Normas comunitarias:Respeita as seguintes normas comunitárias:
89/336 CEE - 73/23 CEE - 93/68 CEE - 98/37 CEE
Per la costruzione sono state utilizzate le norme armonizzate:As regards constructions, the machine conforms to the related engineering regulations:
Para la construcción se han aplicado las Normas:Para a construcão foram utilizadas as seguintes normas concordadas:
EN292/1 - EN292/2 - EN294 - EN418 - EN349EN50081.2 - EN50082.2 - EN60204-1/'93 - EN 860
Ente riconosciuto secondo allegato VI della direttiva macchine / Certification body Annex VIMachine Specification / Ente utilizãdo para la certificación Anexo VI de las Normas para
máquinas/
Organismo utilizado para a certificacão Anexo VI da directiva da máquina:FACHÄUSSCHUSS HOLZ PRÜF-UND ZERTIFIZIERUNGSSTELLE IM BG PRÜFEZERT
VOLLMOELLERSTRASSE, 11; 70563 STUTTGART - VAIHINGEN
Certificato N° / Certificate N° / Certificado N° / Certificado N°:"CE"951012"GS" 921102

68
INDICEPag.
1 Informazioni Generali1.1 Identificazione della macchina ...................................................................................... 2
1.2 Referenze normative .................................................................................................... 41.3 Invio di corrispondenza ................................................................................................. 41.4 Raccomandazioni per l’assistenza .............................................................................. 41.5 Caratteristiche tecniche ................................................................................................ 61.5.1 Dimensioni d'ingombro ................................................................................................. 81.6 Accessori su richiesta(Optionals) ............................................................................... 101.7 Coltelli utilizzabili ....................................................................................................... . 101.8 Lavorazioni eseguibili ................................................................................................. 101.9 Protezioni specifiche................................................................................................... 121.10 Avvertenze da rispettare per la sicurezza del lavoro .................................................. 121.10.1 Rischi residui .............................................................................................................. 16
2 Installazione2.1 Scarico della macchina ............................................................................................... 182.2 Piazzamento ............................................................................................................... 202.3 Livellamento ............................................................................................................... 202.5 Collegamento elettrico ................................................................................................ 222.6 Aspirazione trucioli ..................................................................................................... 262.7 Informazioni sulla salute legata all’uso della macchina .............................................. 302.8 Livelli emissione sonora ............................................................................................. 32
3 Uso della macchina3.1 Comandi elettrici ......................................................................................................... 343.3 Regolazione del piano ................................................................................................ 383.4 Indicatore spessore di piallatura ................................................................................. 403.5 Avanzamento automatico ........................................................................................... 423.6 Pressatori ................................................................................................................... 443.7 Rulli di avanzamento .................................................................................................. 463.8 Rullo di avanzamento sezionato ................................................................................. 463.9 Rullo motorizzato nel piano ........................................................................................ 483.10 Montaggio e regolazione dei coltelli standard ............................................................ 503.11 Albero elicoidali HC 51 - montaggio dei coltelli ........................................................... 523.12 Albero pialla TERSA .................................................................................................. 54
4 Manutenzione4.1 Tensionamento cinghie e catene ................................................................................ 564.2 Motore autofrenante ................................................................................................... 604.3 Lavori di pulizia ........................................................................................................... 624.4 Pacco accessori ......................................................................................................... 644.5 Ricerca delle avarie .................................................................................................... 66

69
TABLE OF CONTENTS
1 General Information1.1 Machine Identification......................... 31.2 Standards ......................................... 51.3 Contacting Your Dealer ...................... 51.4 Recommendations for
Servicing the Machine ........................ 51.5 Machine Specifications ...................... 71.5.1 Overall Dimensions ............................ 91.6 Optional Equipment ......................... 111.7 Suitable Blades ............................... 111.8 Machine Tasks ................................ 111.9 Specific Safety Devices
and Guards ..................................... 131.10 Safety Precautions to Be
Observed at all Times ...................... 131.10.1 Additional Risks ............................... 17
2 Installation2.1 Unloading the Machine ..................... 192.2 Machine Placement ......................... 212.3 Levelling the Machine ...................... 212.4 Electrical Hook-Up ........................... 232.5 Dust and Chip Removal ................... 272.6 Working Environment and
Use of the Machine .......................... 312.7 Noise Emission Levels ..................... 33
3 Operating Instructions3.1 Electric Controls ............................... 353.3 Adjusting the Thicknessing Table ...... 393.4 Thickness Indicator .......................... 413.5 Automatic Feed ............................... 433.6 Hold-Downs .................................... 453.7 Feed Rollers .................................... 473.8 Sectioned Feed Roller ...................... 473.9 Powered Feed Roller on Table.......... 493.10 Mounting and Adjusting the
Standard Blades .............................. 513.11 HC51 Helical Cutterhead -
Installing the Blades ......................... 533.12 “Tersa” Cutterhead........................... 55
4.0 Maintenance4.1 Tensioning the Belts and Chains ....... 574.2 Self-Braking Motor ........................... 614.3 Cleaning and Lubrication .................. 634.4 Accessories .................................... 654.5 Troubleshooting Guide ..................... 67
INDICE
1 Informaciones Generales1.1 Identificación de la máquina .............. 31.2 Referencias normativas .................... 51.3 Envío de correspondencia ................. 51.4 Recomendaciones para
la asistencia ..................................... 51.5 Características técnicas .................... 71.5.1 Dimensiones exteriores..................... 91.6 Accesorios bajo petición (opt.) ......... 111.7 Cuchillas ........................................ 111.8 Material de uso ............................... 111.9 Protecciones específicas ................ 131.10 Instrucciones de seguridad.............. 131.10.1 Posibles peligros ............................ 17
2 Instalación2.1 Descarga de la máquina ................. 192.2 Ubicación ....................................... 212.3 Nivelación ...................................... 212.4 Conexiones eléctricas ..................... 232.5 Aspiración de virutas ....................... 272.6 La salud relacionada con
el uso de la máquina ....................... 312.7 Niveles de emisión sonora .............. 33
3 Uso de la máquina3.1 Mandos eléctricos .......................... 353.3 Regulación de la mesa ................... 393.4 Indicador del espesor
de cepillado .................................... 413.5 Avance automático ......................... 433.6 Prensores ...................................... 453.7 Rodillos de avance ......................... 473.8 Rodillo de avance seccionado ......... 473.9 Rodillo motorizado en la mesa......... 493.10 Montaje y regulación de
las cuchillas estándares .................. 513.11 Eje helicoidal HC 51 -
montaje de las cuchillas .................. 533.12 Eje de la cepilladora TERSA ........... 55
4 Mantenimiento4.1 Tensionamiento de
correas y cadenas .......................... 574.2 Motor autofrenante ......................... 614.3 Trabajos de limpieza ....................... 634.4 Paquete de accesorios ................... 654.5 Identificación de averías .................. 67
ÍNDICE
1 Informações Gerais1.1 Identificação da máquina ...................31.2 Referências normativas .....................51.3 Envio de correspondência ..................51.4 Recomendações para a
assistência ........................................51.5 Características técnicas .....................71.5.1 Dimensões do espaço
ocupado pela máquina .......................91.6 Acessórios por encomenda
(Optionals) ...................................... 111.7 Lâminas utilizáveis .......................... 111.8 Trabalhos de possível execução ...... 111.9 Protecções específicas .................... 131.10 Regras a respeitar para a
segurança do trabalho ..................... 131.10.1 Riscos residuais .............................. 17
2 Instalação2.1 Descarregamento da máquina .........192.2 Colocação ...................................... 212.3 Nivelação ........................................ 212.4 Ligação à electricidade .................... 232.5 Aspiração das maravalhas ............... 272.6 Informações de saúde ligadas à
utilização da máquina ...................... 312.7 Níveis de emissão sonora ................ 33
3 Utilização da máquina3.1 Comandos eléctricos ....................... 353.3 Regulação do plano ......................... 393.4 Indicador da espessura
de aplainamento .............................. 413.5 Avanço automático .......................... 433.6 Prensadores ................................... 453.7 Rolos para avanço .......................... 473.8 Rolos para o avanço seccionado ...... 473.9 Rolo motorizado no plano ................ 493.10 Montagem e regulação das
lâminas standard .............................513.11 Eixo helicoidal HC 51 -
montagem das lâminas .................... 533.12 Eixo plaina TERSA .......................... 55
4 Manutenção4.1 Estabelecimento da tensão
nas correias e correntes ...................574.2 Motor de auto-travagem ...................614.3 Trabalhos de limpeza ...................... 634.4 Pacote dos acessórios ..................... 654.5 Procura das avarias ......................... 67

70
INTRODUZIONE
Leggere attentamente questo libretto istruzioni prima di mettere in funzione per laprima volta la macchina.Rilleggerlo ogni qualvolta nascano dubbi su come farla funzionare.L'azienda CASADEI non si assume nessuna responsabilità per danni a persone ocose, causati da uso non corretto della macchina.
PREMESSA
I simboli sottoriportati sono indicativi per la rappresentazione del luogo, della normativae della destinazione finale della macchina.Pertanto porre particolare attenzione ai simboli posti all'interno del presente manualeistruzioni.
Versione CEE
Versione Extra CEE
Versione USA
Versione Canada

71
INTRODUCTION
Carefully read the contents ofthe entire Instruction Manualbefore attempting to operatethe machine for the first time.Whenever any doubts ariseon how to safely operate themachine, spend a fewmoments to refamiliarizeyourself by re-reading theManual. CASADEI shall notbe held responsible for injuryto persons or damages tothings caused by irrationaloperations or improper use ofthe machine.
INTRODUCCION
Leer atentamente estemanual de instruccionesantes de poner enfuncionamiento por primeravez la máquina.Realizar nuevamente sulectura en caso de dudassobre su funcionamiento.La empresa CASADEI noasume ningunaresponsabilidad por daños apersonas o cosas, causadospor el uso incorrecto de lamáquina.
INTRODUÇÃO
Antes de pôr a máquina afuncionar pela primeira vez,leia atentamente o presentelivro de instruções, .Releia-o sempre que lhesurjam dúvidas sobre o seufuncionamento.A empresa CASADEI nãoassume qualquerresponsabilidade por danos apessoas ou coisas quetenham sido provocados peloincorrecto uso da máquina.
PREMISA
Os símbolos forncidos abaiaxoindican o lugar, a normativa eo destino final da máquina.Portanto prestar muita atençãoaos símbolos queencontramse no presentemanual de instruções.
Verção CEE
Verção Extra CEE
Verção USA
Verção CANADA
FOREWORD
The symbols below indicatedthe standards used inmanufacture, the place ofdestination of the machine andwhere it is to be operated.Pay careful attention to thesymbols found in this user'smanual.
Versions for the EECcountries
Versions for non-EECcountries
Versions for USA
Versions for Canada
PREMISA
Los ímbolos indicadosrepresentan el lugar, la normay la destinación final de lamáquina.Por lo tanto será necesariotener en cuenta los símbolosindicados dentro de estemanual de instrucciones.
Versión CEE
Versión Extra CEE
Versión USA
Versión CANADA

2
1.0 INFORMAZIONI GENERALI1.1 IDENTIFICAZIONE DELLA MACCHINA
Questo manuale fornisce istruzioni sul funzionamento della
PIALLA A SPESSORE
R51H3-R63H3
La macchina è contraddistinta dalle diciture punzonate sulla targhetta metallica postasu un fianco della macchina, fig. 1.
Produttore:CASADEI GIANFRANCO S.p.A.Via Statale Marecchia,1847040 Villa Verucchio RNTel: 0541/679062Telefax: 0541/679411
CASADEI GIANFRANCO S.p.AVia statale Marecchia,18 - 47040 Villa Verucchio (RN) Italy
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
○
○
○
○
○
○
○
○
○
○
○
○
○
○
R51
R63

3
1.0 GENERAL INFORMATION1.1 MACHINE IDENTIFICATION
This manual provides instructions onhow to operate the
THICKNESSING MACHINE
R51H3 - R63H3
The details which identify thismachine are stamped on a metalplate attached to a side of themachine (see fig. 1).
Manufacturer:CASADEI GIANFRANCO S.p.AVia Statale Marecchia, 1847040 Villa Verucchio (FO)Telephone: 0541-679062Fax: 0541-679411Telex: 550828 CASADEI
1.0 INFORMACIONESGENERALES
1.1 IDENTIFICACION DE LAMAQUINA
Este manual suministra lasinstrucciones para el funcionamientode la
REGRUESADORA
R51H3-R63H3
La máquina está contramarcada porlas etiquetas colocadas en la placametálica ubicadas a un lado de lamáquina, fig. 1.
Productor:CASADEI GIANFRANCO S.p.A.Via Statale Marecchia, 1847040 Villa Verucchio FOTel: 0541/679062Telefax: 0541/679411Telex: 55 08 28 CASADEI
1.0 INFORMAÇÕES GERAIS1.1 IDENTIFICAÇÃO DA
MÁQUINA
O presente manual forneceinstruções sobre o funcionamento da
PLAINA-ESPESSURA
R51H3 - R63H3
A máquina identifica-se pelasinscrições gravadas sobre umachapinha metálica que se encontracolocada numa das partes laterais damáquina, fig. 1.
Construtor:CASADEI FRANCO S.P.A.Via Statale Marecchia, 1847040 Villa Verucchio/FOTel:O541/679062Telefax:O541/679411Telex: 55 08 28 CASADEI

4
1.2 REFERENZE NORMATIVE
La macchina é stata progettata in conformità alle seguenti norme:
-EN 60204-1 per la parte elettrica-EN 292-1 EN 292-2 , per la sicurezza delle macchine-EN 860 , per la sicurezza delle pialle a spessore
1.3 INVIO CORRISPONDENZA
Scrivendo o telefonando al concessionario di zona per qualsiasi motivo inerente lamacchina, fornire sempre le seguenti informazioni:
.modello della macchina
.numero di matricola
.anno di costruzione
.data di acquisto
.periodo di impiego :numero di ore di servizio
.dettagliate notizie sulla lavorazione o l’eventuale difetto riscontrato.
CASADEI GIANFRANCO S.p.AVia statale Marecchia,18 - 47040 Villa Verucchio (RN) Italy
1.4 RACCOMANDAZIONI PER L’ASSISTENZA
Nel redigere questo manuale abbiamo tenuto in considerazione tutte quelle operazionidi regolazione e servizio che rientrano nella consuetudine della normale manutenzio-ne.Raccomandiamo di non eseguire alcuna riparazione o intervento non indicati in questomanuale. Tutte le operazioni che richiedono lo smontaggio di parti devono essereeseguite solamente dal personale tecnico autorizzato del concessionario locale o delladitta CASADEI.Solo il personale tecnico della ditta o da essa addestrato possiede la necessaria cono-scenza della macchina, le attrezzature speciali e l’esperienza per eseguire in modocorretto ed economico qualsiasi intervento.

5
1.2 STANDARDS
This machine was constructed inaccordance with the followingstandards and regulations:
- EN 60204-1 for the electricalsystem
- EN 292-1, EN 292-2 for the safetydevices installed and proceduresto be followed when using themachine
- EN 860, for the specific safetystandards for thicknessingmachines
1.3 CONTACTING THEDEALER
When writing to or calling yournearest dealer for any reason, alwaysquote the following information:
. machine model;
. serial number;
. year of manufacture;
. date of purchase;
. length of use: operational hours;
. detailed information on the job doneand the faults found.
1.2 REFERENCIASNORMATIVAS
La máquina se ha proyectado enconformidad a las siguientes normas:
- EN 60204-1 para la parte eléctrica- EN 292-1 EN 292-2 para la
seguridad de la máquina- EN 860 para la seguridad de la
regruesadora
1.3 ENVIO DECORRESPONDENCIA
Si se escribe o llama por teléfono alconcesionario de zona por cualquiermotivo concerniente a la máquina, sedeben suministrar siempre lassiguientes informaciones:
- Modelo de la máquina- Número de matrícula- Año de construcción- Fecha de adquisición- Período de empleo: número de
horas de servicio- Informe detallado de su
funcionamiento o eventualesdefectos encontrados.
1.2 REFERÊNCIAS NORMATIVAS
A máquina foi projectada de acordocom as seguintes normas:
- EN 60204-1, pelo que respeita àparte eléctrica
- EN 292-1, pelo que respeita àsegurança da máquina
- EN 861, pelo que respeita àsegurança das plainas-espessura
1.3 ENVIO DECORRESPONDÊNCIA
Faz-se escrevendo ou telefonandoao concessionário de zona. Paraqualquer assunto relativo à máquinaforneça sempre as seguintesinformações:
. modelo da máquina
. número de matrícula
. ano de construção
. data de compra
. período de emprego: número dehoras de serviço
. informações detalhadas sobre omodo como trabalha ou do eventualdefeito encontrado.
1.4 RECOMMENDATIONS FOR SERVICING THE MACHINE
When writing this manual, we tookinto consideration all of the routineoperations required for properlyadjusting and servicing the machine.Do not perform any maintenance orrepairs which are not dealt with in thismanual. The parts can bedisassembled only by techniciansauthorized by local dealers orCASADEI. Only personnel employedor specially trained by CASADEI fullyunderstand the operating principle ofthe machine and have the specialequipment and required experienceto correctly service the machine atlow cost.
1.4 RECOMENDACIONESPARA LA ASISTENCIA
En la elaboración de este manual sehan considerado todas lasoperaciones de regulación y servicioque hacen parte del habitualmantenimiento.Se recomienda no realizar ningunareparación o intervención noindicadas en este manual. Todas lasoperaciones que requieren eldesmontaje de partes deben serejecutadas solamente por el personaltécnico autorizado del concesionariolocal o de la empresa CASADEI.Solo el personal técnico de laempresa o por ella adiestrado poseeel conocimiento necesario de lamáquina, las herramientasespeciales y la experiencia paraejecutar en modo correcto yeconómoco cualquier intervención.
1.4 RECOMENDAÇÕES PARAA ASSISTÊNCIA
Ao redigir este manual tivemos emconsideração todas as operações deregulação e serviço que entram nanormal prática de manutenção.Recomendamos-lhe que se abstenhade efectuar reparações ouintervenções que não se encontremindicadas neste manual. Todas asoperações que exijam adesmontagem de algumas daspartes, devem ser efectuadassomente por pessoal técnicoautorizado pelo concessionário localou então que seja da empresaCASADEI.Apenas o pessoal técnico daempresa, ou por ela preparado,possui os conhecimentosnecessários sobre a máquina, osaparelhos especiais e a experiênciapara proceder de modo correcto eeconómico a qualquer intervenção.

6
1.5 CARATTERISTICHE TECNICHE
R51H3 R63H3Dimensioni e pesi:Dimensioni vedi figura 1.5 pag.8 vedi figura 1.5 pag.8Peso netto 700 kg 1000 kg
Equipagiamenti:Rullo motorizzato sul piano Si SiRegistra coltelli Si SiChiavi di servizio Si Si
Larghezza massima piallabile 510 mm 630 mmDiametro albero pialla 120 mm 120 mmVelocità albero pialla giri/ min. 4750 4750Velocità albero pialla HC 51 giri/min. 5500 5500Velocità albero pialla TERSA giri/min. 4750 4750Potenza motore avanzamento - 0.75KwPotenza motore sollevamento 100 W 100 WPotenza motore pialla 5.5kw(Hp7.5) 7.5Kw(Hp10)
Spessore massimo piallabile 300 mm 300 mmSpessore minimo piallabile 4 mm 4 mmPassata massima 8mm 8mmLunghezza minima piallabile 250 mm 250 mmVelocità avanzamento spessore 6.9.14.22 m/min. 5-25 m/min.

7
1.5 MACHINE SPECIFICATIONSR51H3 R63H3
Dimensions and weightsOverall dimensions see figure 1.5, pag. 8 see figure 1.5, pag. 8Net weight 700 kg 1000 kg
EquipmentPowered feed roller on the table Yes YesBlade adjustment gauge Yes YesTool kit Yes Yes
Max. working width 510 mm 630 mmCutterhead diameter 120 mm 120 mmNormal cutterhead speed (rpm) 4750 4750HC51 cutterhead speed (rpm) 5500 5500TERSA cutterhead speed (rpm) 4750 4750Feed motor output - 0.75 kWTable lift motor output 100 W 100 WPlaner motor output 5.5 kW (7.5 HP) 7.5 kW (10 HP)
Max. working thickness 300 mm 300 mmMin. working thickness 4 mm 4 mmMax. depth of cut 8 mm 8 mmMin. working length 250 mm 250 mmFeed speed range 6.9-14.22 m/min 5-25 m/min
1.5 CARACTERISTICAS TECNICASR51H3 R63H3
Dimensiones y pesos:Dimensiones ver fig. 1.5 pág. 8 ver fig. 1.5 pág. 8Peso neto 700 kg. 1000 kg.
Equipos:Rodillo mortorizado sobre la mesa SI SIRegistra cuchillas SI SILlaves de servicio SI SI
Largo máximo de cepillado 510 mm 630 mmDiámetro del eje del cepillo 120 mm 120 mmVelocidad del eje del cepillo rev/min 4750 4750Velocidad del eje del cepillo HC 51 rev/min 5500 5500Velocidad del eje del cepillo TERSA rev/min 4750 4750Potencia del motor de avance - 0.75 KwPotencia del motor de elevación 100 W 100 WPotencia del motor del cepillo 5.5Kw(Hp 7.5) 7.5Kw(Hp 10)
Espesor máximo de cepillado 300 mm 300 mmEspesor mínimo de cepillado 4 mm 4 mmPasada máxima 8 mm 8 mmLargo mínimo de cepillado 250 mm 250 mmVelocidad de avance espesor 6.9.14.22 m/min 5-25 m/min
1.5 CARACTERÍSTICAS TÉCNICASR51H3 R63H3
Dimensões e pesoDimensões ver figura 1.5 pág.8 ver figura 1.5 pág.8Peso líquido 700 kg 1000 kg
EquipamentosRolo motorizado no plano Sim SimAfinador das lâminas Sim SimChaves de serviço Sim Sim
Largura máxima que se pode aplainar 510 mm 630 mmDiâmetro do eixo da plaina 120 mm 120 mmVelocidade normal do eixo da plaina voltas/min 4750 4750Velocidade do eixo da plaina HC 51 voltas/min 5500 5500Velocidade do eixo da plaina TERSA voltas/min. 4750 4750Potência do motor de avanço - 0,75 kwPotência do motor de levantamento do plano 100 W 100WPotência do motor da plaina 5,5 kw (Hp7.5) 7.5 kw (Hp10)
Máxima espessura que se pode aplainar 300 mm 300 mmMínima espessura que se pode aplainar 4 mm 4 mmPassagem máxima 8 mm 8 mmComprimento mínimo que se pode aplainar 250 mm 250 mmVelocidade de avanço da espessura 6.9.14.22 m/min 5-25 m/min

8
Fig. 1.5
R 51 H3
R 63 H3
1.5.1 Dimensione d'ingombro
1000 750
150
(OP
T)
1050
1162 800
150
(OP
T)
1050

9
1.5.1 Overal dimensions 1.5.1 Dimensiones exteriores 1.5.1 Dimensões do espaçoocupado pela máquina
Fig. 1.5
R 51 H3
R 63 H3

10
1.6 ACCESSORI SU RICHIESTA (OPTIONAL)
R51H3 R63H3-Albero pialla elicoidale “HC 51” Si Si-Albero pialla tipo con coltelli a gettare “TERSA” Si Si-Rullo avanzamento sezionato Si Si
1.7 COLTELLI UTILIZZABILI
La macchina con albero standard può montare R51H3 R63H3solo coltelli della seguente misura 35 x 3 x 510 35 x 3 x 630Taglienti in acciaio Hard-metal HM o HSSATTENZIONE: L’altezza minima di utilizzo dei coltelli è 25mmSi devono utilizzare solamente utensili a norma EN 847-1
1.8 LAVORAZIONI ESEGUIBILI
La macchina può essere usata, per piallare la superfice di un legno o materialesimilare.L'utilizzo della macchina per piallare materiali diversi da quelli legnosi, deve essereconcordato preventivamente con la ditta costrutrice.L'azienda CASADEI non si assume nessuna responsabilità per l'uso improprio dellamacchina.
11
1.6 ACCESORIOS BAJO PETICION (OPCIONALES)R51H3 R63H3
-Eje del cepillo helicoidal “HC 51" Si Si-Eje del cepillo tipo con cuchillas desechables “TERSA” Si Si-Rodillo de avance seccionado Si Si
1.7 CUCHILLAS
La máquina con eje estándar puede utilizar R51H3 R63H3solamente cuchillas con la siguiente medida: 35 x 3 x 510 35 x 3 x 630Cuchillas en acero Hard-metal HM o HSS.ADVERTENCIA: La altura mínima de operación de las cuchillas es de 25 mm.Deben utilizarse solamente utensilios que observen la norma En 847-1.
1.8 MATERIAL DE USO
La máquina puede ser utilizada para cepillar superficies de madera u otro material similar.El uso de materiales diferentes a la madera, debe acordarse previamente con la empresa constructora.La empresa CASADEI no asume ninguna responsabilidad por el uso incorrecto de la máquina.
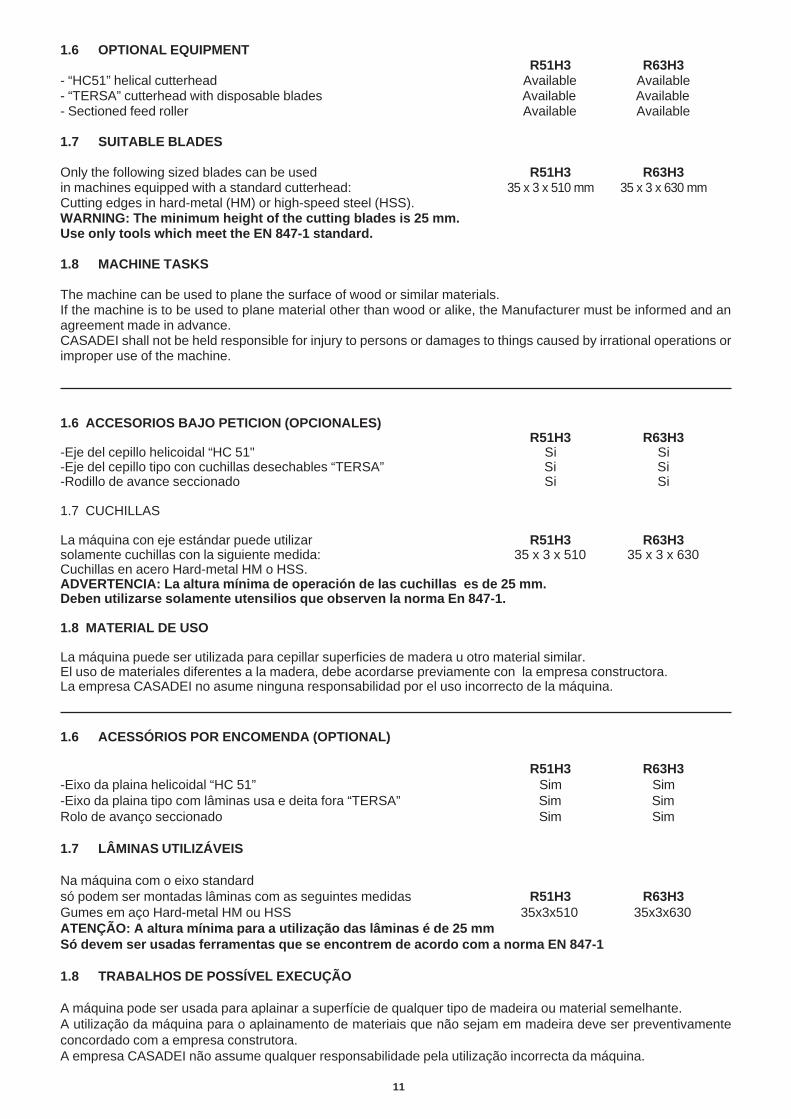
1.6 OPTIONAL EQUIPMENTR51H3 R63H3
- “HC51” helical cutterhead Available Available- “TERSA” cutterhead with disposable blades Available Available- Sectioned feed roller Available Available
1.7 SUITABLE BLADES
Only the following sized blades can be used R51H3 R63H3in machines equipped with a standard cutterhead: 35 x 3 x 510 mm 35 x 3 x 630 mmCutting edges in hard-metal (HM) or high-speed steel (HSS).WARNING: The minimum height of the cutting blades is 25 mm.Use only tools which meet the EN 847-1 standard.
1.8 MACHINE TASKS
The machine can be used to plane the surface of wood or similar materials.If the machine is to be used to plane material other than wood or alike, the Manufacturer must be informed and anagreement made in advance.CASADEI shall not be held responsible for injury to persons or damages to things caused by irrational operations orimproper use of the machine.
1.6 ACESSÓRIOS POR ENCOMENDA (OPTIONAL)
R51H3 R63H3-Eixo da plaina helicoidal “HC 51” Sim Sim-Eixo da plaina tipo com lâminas usa e deita fora “TERSA” Sim SimRolo de avanço seccionado Sim Sim
1.7 LÂMINAS UTILIZÁVEIS
Na máquina com o eixo standardsó podem ser montadas lâminas com as seguintes medidas R51H3 R63H3Gumes em aço Hard-metal HM ou HSS 35x3x510 35x3x630ATENÇÃO: A altura mínima para a utilização das lâminas é de 25 mmSó devem ser usadas ferramentas que se encontrem de acordo com a norma EN 847-1
1.8 TRABALHOS DE POSSÍVEL EXECUÇÃO
A máquina pode ser usada para aplainar a superfície de qualquer tipo de madeira ou material semelhante.A utilização da máquina para o aplainamento de materiais que não sejam em madeira deve ser preventivamenteconcordado com a empresa construtora.A empresa CASADEI não assume qualquer responsabilidade pela utilização incorrecta da máquina.

12
1.9 PROTEZIONI SPECIFICHE
La macchina é provvista di protezioni di vario tipo, coordinate da una accurata proget-tazione d’insieme, rispondenti alle normative tecniche e di sicurezza:
- cappa convogliatrice per l’aspirazione dei trucioli e polveri da collegare in permanen-za ad impianto di aspirazione.
- cassetta apparecchiature elettriche dotata di interruttore generale luchettabile, epulsante di emergenza generale con auto-ritenuta, inoltre ad ogni caduta di tensionedi linea la macchina non riparte intempestivamente. (*)
- sistema elettromeccanico, composto da un pomello e da due micro interruttore elet-trico, arresta l’albero pialla in un tempo utile quando si solleva il carter di ispezionedella pialla a spessore.
- bandelle di riduzione dell'emissione sonora all'entrata e uscita pezzi.
1.10 AVVERTENZE DA RISPETTARE PER LA SICUREZZA DEL LAVORO
Questa macchina é stata costruita per offrire, oltre che migliori prestazioni, la massimasicurezza; tuttavia utilizzandola impropriamente si possono correre certi rischi:
1. L’operatore deve avere l’età minima prescritta dalla legge, e non deve esseresprovvisto di conoscenza di lavorazioni su macchine da legno.
2. Occorre sapere che la posizione delle mani, é determinante nelle lavorazioni edurante lo stoccaggio dei pezzi. Non usare le mani per verifiche e prove di effi-cienza.
3. La macchina deve essere sempre posizionata stabilmente sul terreno.
4. Isolare completamente la macchina, dal circuito di potenza per qualsiasiregolazione e mettere l’ interruttore generale su “0” quando si rendono necessarieregolazioni; all’occorrenza luchettarlo.
5. Vi sono vari oggetti che possono provocare infortuni: togliere l’orologio, il braccialet-to, l’anello, la collana, la cravatta. Serrare bene le maniche, attorno ai polsi etenere raccolti i capelli.
6. Utilizzare calzature robuste raccomandate dalle norme antinfortunustiche.
7. Usare gli occhiali di protezione.
8. Usare sempre i guanti nella movimentazione degli utensili.
9. La zona di lavoro deve essere sempre ben illuminata, ben pulita, e libera da osta-coli.
(*)

13
1.9 SPECIFIC SAFETY DEVICESAND GUARDS
The machine comes equipped with anumber of well-designed safetydevices and guards which fully complywith current engineering regulationsand safety standards.- Chip and dust suction hood to be
permanently connected to a centralextraction system.
- Electrical cabinet complete withlockable main switch and self-latching emergency stop button.The electrical system is alsodesigned so that the machine is notrestarted suddenly after powerfailures have occured (*).
- Electro-mechanical system(including a knob and a limit switch)which stops the cutterheadimmediately when the inspectioncover for the thicknessing machineis moved up.
- Bands for reducing the noise levelat the workpiece infeed anddiscarge ends
1.10 SAFETY PRECAUTIONS TOBE OBSERVED AT ALLTIMES
This machine was constructed toensure top performance as well as fullprotection for the equipment and theoperator under all working conditionsand any situation. However, ifimproperly used, the operator mayencounter some risks.
1. The minimum age of the operatormust be as prescribed for by law.In addition, he/she must fullyunderstand the functioning ofwood-working machines.
2. Use extreme caution whenperforming machining operationsand storing the workpieces.Always keep your hands out of theway and never use them for testingthe machine.
3. The machine must be securelyfixed to a level floor.
4. Shut off the electricity supply to themachine when makingadjustments or moving it. Alwaysturn the main switch to “0” whenadjustments are to be performed.
Lock it if required.
5. Some personal objects may causesevere accidents. Do not weardangling key chains, watches,bracelets, rings, necklaces, ties orany other loose clothing that couldbe snagged. Fasten your cuffs andalways keep your hair up.
1.9 PROTECCIONESESPECIFICAS
La máquina está provista deprotecciones de varias clases,coordinadas entre sí por un estudiopreciso que observa las normastécnicas y de seguridad:- Campana para aspiración de virutas
y polvo, de conectarpermanentemente en la instalaciónde aspiración.
- Caja de equipo eléctrico dotada deinterruptor general con cerradura, ypulsador de emergencia generalcon auto-retención. En el caso quese presenten caídas de voltaje enla línea, la máquina no arrancaintempestivamente (*.)
- Sistema eleectromecánicocompuesto de una perilla y unmicro-interrruptor eléctrico, el cualbloquea el eje del cepillo en untiempo útil cuando se levanta elcarter de inspección de laregruesadora.
- Bandas de reduccióm de la emisiónacústica en la entrada y en la salidade las piezas.
1.10 INSTRUCCIONES DESEGURIDAD
Esta máquina ha sido construida paraofrecer, además de las mejoresprestaciones, la máxima seguridad.Sin embargo, se hace necesarioaplicar las siguientesrecomendaciones para evitar posiblesriesgos:
1. El operario debe tener la edadmínima prescrita por ley y debeposeer experiencia de trabajo enlas máquinas para madera.
2. Es necesario tener en cuenta lasposición de las manos,determinante durante el trabajo yel almacenamiento de las piezas.Estas no deben usarse pararealizar verificaciones o pruebasde eficiencia.
3. La máquina debe estar siempre enposición estable sobre el terreno.
4. Aislar completamente la máquinadel circuito de potencia, pararealizar cualquier regulaciónposicionando el interruptor generalen “0”; si es necesario debeasegurarse con llave.
5. Existen varios objetos que puedencausar accidentes, para evitarlosse recomienda: no utilizar relojes,pulseras, anillos, collares,corbatas
1.9 PROTECÇÕES ESPECÍFICAS
A máquina é dotada de protecções várias,coordenadas por um projecto de conjuntobem cuidado, que foram realizadassegundo as normativas técnicas e desegurança:
- cúpula para aspiração de maravalhase pós, que deve estarpermanentemente ligada aoequipamento de aspiração.
- caixa da aparelhagem eléctricadotada de interruptor geral compossibilidade de fecho com aloquetee botão geral de emergência comauto-retenção; outra das suasparticularidades é a de fazer com quea máquina não recomeçe a trabalharintempestivamente. após ter havidouma queda de tensão da correnteeléctrica (*).
- sistema electro-mecânico compostopor um manípulo e um micro-interruptoreléctrico que pára o eixo da plaina emtempo útil quando se eleva o carter deinspecção da plaina-espessura.
- Chapa de redução sonora na entradae na saída das peçãs.
1.10 REGRAS A RESPEITAR PARAA SEGURANÇA DOTRABALHO
A presente máquina foi realizada nosentido de poder oferecer além demelhores prestações, a máximasegurança; no entanto, se a utilizar deforma inadequada, pode correr certosriscos:
1. O operador deve ter a idade mínimaprescrita pela lei, e não deve ser umignorante no que respeita a trabalhocom máquinas de madeira.
2. É necessário saber que a posição dasmãos é determinante na realizaçãodos trabalhos bem como durante aarmazenagem das peças. Não utilizeas mãos para as verificações e provasde eficiência.
3. A máquina deve estar sempreestavelmente colocada no terreno.
4. Para efectuar qualquer regulaçãoisole completamente a máquina docircuito de potência; coloque sempreo interruptor geral na posição “O”quando necessitar de fazerregulações e, se necessário, feche-ocom aloquete.
5. Existem vários objectos que podemprovocar infortúnios: tire o relógio, apulseira, o anel, o fio ou colar, agravata. Tenha as mangas bemfechadas à volta dos pulsos e oscabelos apanhados.
(*)

14
10 Interventi sull’impianto elettrico, devono essere eseguiti da un elettricista specializ-zato.
11 Controllare che la linea di messa a terra del laboratorio disponga di dispersoriefficienti.
12 Devono essere utilizzati solo coltelli raccomandati dal costruttore, e per il fissaggioattenersi alle indicazioni del costruttore.
13 Non devono mai essere usati coltelli incrinati e deformati.
14 Assicurarsi della perfetta equilibratura degli utensili rotanti, e del perfetto fissaggiodei coltelli: devono essere fissati con la giusta sporgenza, usando l’apposito at-trezzo.
15 Controllare quotidianamente l’efficienza dei dispositivi di sicurezza:protezione pialla, emergenze, ecc. ecc.
16 Usare tavoli di prolunga o rulliere per lavorare pezzi lunghi.
17 Ogni qualvolta debbano essere movimentati pannelli pesanti, oltre i 20 Kg. questidevono essere sostenuti mediante appositi dispositivi di sostegno
18 Non sostare nelle zone di lavoro della macchina.
19 Usare le protezioni acustiche per lunghe esposizioni di lavoro
20 Non usare mai benzina, solventi o altri fluidi infiammabili per la pulizia.Usare solventi commerciali che non siano infiammabili e atossici.
21 Prima di lavorare un pezzo, controllarlo e analizzarne gli eventuali difetti.
22 Controllare l’efficienza dei ripari e dei dispositivi di sicurezza, prima di ogni lavora-zione, e conservare le etichette d’istruzione poste sulla macchina.

15
6. Wear heavy duty safety work-shoes or boots as recommended bycurrent safety regulations.7. Always wear eye protection.8. Always wear heavy duty gloveswhen handling the tools.9. The work area must always beclean, well-lit and free of debris.10. The electrical system must beserviced only by competentpersonnel.
11. Make sure the ground plates inthe work-shop are effective and thatthe machine is efficiently grounded atall times.
12. Only the cutting bladesrecommended by the machinemanufacturer can be used. To installthem, refer to the instructionsprovided.
13. Never use warped, blunt orcracked tools.
14. Make sure that the rotary toolsare well balanced and that the bladesare firmly secured in place. Use thegauge provided to check the degreeto which they protrude
15. The cutterhead guard,emergency stop buttons, as well asall the other safety devices must bechecked daily for efficiency.
16. Use extensions or roller tableswhen long workpieces are to bemachined.
17. Use suitably-sized stands orrests when heavy workpieces (morethan 20 kg) are to be handled.
18. Keep away from the machine’swork area and moving parts.
19. Always wear suitable ear plugsor a good grade of sound barrierswhen working for prolonged periods.
20. Never use gasoline, solvents orother inflammable fluids to clean themachine.Use only non-toxic, not inflammablecleaners found on the market.
21. Inspect the workpieces andunderstand how they are to bemachined before starting anyoperations.
22. The safety devices and guardsmust be in place and efficient. Keepthe safety stickers on the machine ingood condition.
6. Utilizar calzado adecuadoreglamentado mediante las normas deseguridad.7. Utilizar lentes de protección.8. Utilizar siempre los guantes enel desplazamiento de utensilios.9. El lugar de trabajo debe estarsiempre bien iluminado, limpio y librede obstáculos.10. Los controles que se verifiquenen la instalación eléctrica deben serrealizados por un electricistaespecializado.
11. Controlar que la línea de puestaa tierra del establecimiento dispongade dispersores eficientes.
12. Para la utilización y fijación de lascuchillas se deben seguir lasindicaciones y recomendaciones delconstructor.
13. Por ningún motivo se debenutilizar cuchillas que presenten grietaso deformaciones.
14. Asegurarse del perfecto equilibriode los utensilios rotantes, y de laperfecta fijación de las cuchillas, conel resalto justo que se logra utilizandoel instrumento adecuado.
15. Controlar diariamente elfuncionamiento de los dispositivos deseguridad: protección del cepillo,emergencias, etc.
16. Utilizar mesas de prolongación otransportadoras de rodillos paratrabajar sobre piezas largas.
17. Cada vez que se necesitedesplazar tableros pesados, de másde 20 kg., estos se deben sostenermediante dispositivos apropiados.
18. No detenerse en la zona detrabajo de la máquina.
19. Utilizar las proteccionesacústicas para largas exposicionesde trabajo.
20. No utilizar gasolina, solventes uotros líquidos inflamables para lalimpieza.Usar solventes comerciales anti-inflamables y anti-tóxicos.
21. Antes de trabajar una pieza,controlarlo y analizar sus posiblesdefectos.
22. Controlar la eficacia de lasprotecciones y dispositivos deseguridad, antes de cada trabajo, yconservar la etiqueta deinstrucciones ubicada en lamáquina.
6. Utilize o calçado robustorecomendado pelas normas anti-infortúnio.7. Use os óculos de protecção.8. Use sempre as luvas paramovimentar as ferramentas.9. A zona de trabalho deve estarsempre bem iluminada, limpa e semobstáculos.
10. As intervenções no equipamentoeléctrico devem ser efectuadas porum electricista especializado.
11. Controle se a linha de ligação àterra do laboratório, dispõe dedispersores eficazes.
12. As lâminas a utilizar devem sersó as recomendadas pelo construtore para as fixar siga exclusivamenteas suas indicações.
13. Nunca deve usar lâminas comfendas ou que estejam deformadas.
14. Assegure-se do perfeitoequilíbrio das ferramentas rotativase da perfeita fixação das lâminas:devem ser fixadas com a saliênciacerta e, para tal controlo, existe ocalibre apropriado.
15. Controle quotidianamente aeficiência dos dispositivos desegurança: protecção da plaina,emergências, etc., etc..
16. Use mesas de prolongamentoou então plataformas de rolos paratrabalhar peças mais compridas.
17. Todas as vezes que se tornarnecessário deslocar painéis pesadosisto é, com mais de 20 kg, estesdevem encontrar-se seguros pordispositivos de sustentaçãoapropriados.
18. Não páre nas zonas de trabalhoda máquina.
19. Use as protecções acústicasquando se expõe ao trabalho duranteum longo período de tempo.
20. Para a limpeza não use nuncagasolina, dissolventes ou outrosfluidos inflamáveis. Use dissolventescomerciais que não sejaminflamáveis nem tóxicos.
21. Antes de trabalhar uma peçacontrole-a e analise-lhe os eventuaisdefeitos.
22. Antes de efectuar qualquertrabalho controle a eficiência dasreparações e dos dispositivos desegurança e conserve as etiquetasde instrução que se encontramcolocadas na máquina.

16
PROCEDURA DI LAVORO SICURO
C.1 Estrazione della polvereIl sistema di estrazione / aspirazione della polvere deve essere regolarmente controllatosecondo le istruzioni del costruttore.
C.2 RumoreIl materiale antirumore applicato alla struttura della macchina deve essere mantenuto in buonostato, conformemente alle istruzioni del fabbricante.
C.3 Formazione professionaleNessuna persona deve lavorare su una pialla a spessore se non ha ricevuto l'addestramentonecessario per li tipo di lavoro in cui deve essere impiegata e non è stata informata dei pericoliderivanti dall'uso della macchina, delle precauzioni da osservare per ridurre i rischi e deimetodi di impiego di ripari, dispositivi e apparecchiature prescritti dalla presente norma.
1.10.1 PERICOLI RESIDUI
La macchina é stata costruita con l'osservanza delle norme di sicurezza , malgradoquesto, esistono pericoli residui come:- infilare le mani all'interno della macchina nella zona dell'albero pialla, sia che questo ultimo sia in moto o fermo, ci si può tagliare- abbassarsi per guardare il pezzo in lavorazione, è pericoloso, dei pezzi di legno possono staccarsi e colpire l'operatore in viso- aprire il vano componenti elettrici senza aver prima tolto la tensione di alimentazione della macchina, comporta pericolo di folgorazione- maneggiare i coltelli dell'albero pialla senza pinze o guanti, ci si può tagliare

17
IMPORTANT FACTORS FORWORKING SAFELY
C.1 Dust and chip removalsystem
The dust extraction/suction systemmust be regularly checked forefficiency according to theinstructions provided by themanufacturer.
C.2 NoiseThe sound damping material appliedon the machine must always be keptin good condition as directed by themanufacturer.
C.3 Personnel trainingIt is absolutely forbidden for anyperson to operate the thicknessingmachine unless he/she has beenadequately trained and fullyunderstands how to carry out therequired job. In addition, he/she mustbe fully aware of the hazards that maybe encountered while operating thistype of machine, the safetyprecautions which must be closelyfollowed in order to reduce these risksas well as how to use the guards,devices and equipment prescribed forby current standards.
PROCEDIMIENTO DESEGURIDADEN EL TRABAJO
C.1 Extracción del polvoEl sistema de extracción / aspiracióndel polvo debe ser regularmentecontrolado de acuerdo a lasinstrucciones del constructor.
C.2 RuidoEl material antiruido aplicado a laestructura de la máquina debeconservarse en buen estado, enconformidad con las instrucciones delfabricante.
C.3 Formación profesionalNinguna persona puede trabajar conuna regruesadora, si no ha recibidoel adiestramiento necesario para eltipo de trabajo que realizará y no hasido informada de los peligros que sederivan del uso de la máquina, de lasprecauciones a observar paradisminuir los riesgos y de los métodosde empleo de las protecciones,dispositivos y equipos prescritos enesta norma.
COMPORTAMENTO PARA UMTRABALHO SEGURO
C.1 Extracção do póO sistema de extracção/aspiração dopó deve ser regularmente controladode acordo com as instruções doconstrutor.
C.2 RuídoO material anti-ruído que se encontraaplicado à estrutura da máquina deveser conservado sempre em bomestado, conformemente àsinstruções do fabricante.
C.3 Formação profissionalNenhuma pessoa deve trabalharnuma plaina-espessura se nãorecebeu previamente a instruçãonecessária para o tipo de trabalho emque se vai ocupar e se não foiinformada dos perigos derivantes douso da máquina.Além disso deveráainda ter conhecimento das medidasde precaução que deve observarpara reduzir os riscos, do modo deuso das protecções, dispositivos eaparelhagens e cumprir quantoprescrito na presente norma.
1.10.1ADDITIONAL RISKS
Although the machine wasconstructed in compliance withcurrent safety standards andregulations in order to fully protect theoperator, some risks may still beencountered, for example:- your hands can be cut if you putthem inside the machine where thecutter head operates, whether it isactually running or not, therefore donot attempt to do this;- bending down to look at the piecebeing machined is extremelydangerous as pieces of wood may flyoff and hit you in the face, thereforekeep away;- you may be electrocuted if you openthe electrical cabinet without firstturning off the machine’s supplyvoltage, NEVER do this;- you may be cut if you handle thecutterhead blades without usinggloves or pliers, always wear heavyduty work gloves or use suitablepliers.
1.10.1POSIBLES PELIGROS
La máquina ha sido construidaobservando las normas de seguridad,sin embargo, existen algunos peligroscomo los siguientes:- Introducir las manos en el interiorde la máquina en la zona del eje delcepillo, sea que este se encuentre ono en movimiento, puede ocasionarcortaduras.-Agacharse para mirar la pieza detrabajo. Pueden desprenderseesquirlas de madera y golpear aloperario.-Abrir la cabina de componenteseléctricos sin antes haberdesconectado la tensión dealimentación de la máquina, implicapeligro de fulguración.- Manejar las cuchillas del eje delcepillo sin pinzas o guantes, puedeocasionar cortaduras.
1.10.1 PERIGOS RESIDUAIS
A máquina foi construída na completaobservância das normas desegurança mas, apesar disso,existem ainda os chamados perigosresiduais tais como:-introduzir as mãos dentro damáquina na zona do eixo da plaina,esteja este em movimento ou parado,pode fazer com que se corte-é perigoso baixar-se para observara peça que está a ser trabalhadaporque podem saltar lascas demadeira e o operador ser atingido nacara por elas.- abrir o vão da parte eléctrica semantes ter tirado a tensão dealimentação à máquina comporta operigo de ser fulminado.- manusear as lâminas do eixo daplaina sem alicate ou luvas podeoriginar que se corte.

18
2.0 INSTALLAZIONE2.1 SCARICO DELLA MACCHINA
La macchina può essere sollevata in due modi:- Sollevando la macchina con una gru disponendo di funi metalliche, catene, slings
come indicato in fig. 2.1.- Inserendo le forche di un carrello elevatore sotto il basamento, al centro della mac-
china, vedi fig. 2.1a. Disporre le forche, alla massima distanza tra di loro affinché,sia possibile sollevare in condizione di sicurezza il carico.Per far questo la macchina deve essere ancora dotata degli zoccoli in legno usati peril trasporto.
Assicurare durante il trasporto la macchina al carrello con funi.
IL PESO MAX. DELLA MACCHINA E’:R51 Kg 700.R63 Kg 1000.
NON USARE ALTRI SISTEMI DI SOLLEVAMENTO E TRASPORTO
Fig. 2.1
Fig. 2.1a

19
2.0 INSTALLATION2.1 UNLOADING THE
MACHINE
The machine can be lifted in twoways:- by using a crane, strong wire
ropes, chains or slings (asillustrated in fig. 2.1);
- by placing the fork of a lift truckunder the machine base (in themiddle), see fig. 2.1a. The prongsmust be as far apart as possibleso that the load can be safely lifted.For this reason, the woodensupport blocks used duringshipment should be left in place.
Before transporting the machine,secure it to the lift truck body withstrong ropes.
MAX. WEIGHT OF THE MACHINE
R51 700 kgR63 1000 kg
DO NOT USE LIFTING ANDHANDLING SYSTEMS WHICHDIFFER FROM THOSEDESCRIBED ABOVE.
2.0 INSTALACION2.1 DESCARGA DE LA
MAQUINA
Es posible levantar la máquina de dosmaneras:- Elevando la máquina con una grúa
utilizando cables, cadenas, slingscomo se indica en la fig. 2.1.
- Introduciendo las horquillas de unacarretilla elevadora bajo el bastidoren el centro de la máquina, ver fig.2.1a. Disponer las horquillas conla máxima distancia entre ellas, demanera que sea posible levantarla carga en condiciones deseguridad. Para realizar esto sonnecesarios los zócalos de maderaque se utilizaron para el transportede la máquina.
Durante el transporte asegurar lamáquina a la carretilla mediantecuerdas.
EL PESO MAXIMO DE LAMAQUINA ES:
R51 700 Kg.R63 1000 Kg.
NO UTILIZAR OTROS SISTEMASDE ELEVACION Y TRANSPORTE.
2.0 INSTALAÇÃO2.1 DESCARREGAMENTO DA
MÁQUINA
A máquina pode ser levantada deduas maneiras:- Levantando a máquina com uma
grua que dispõe de cabosmetálicos, correntes, slings comose mostra na fig. 2.1.
- Colocando os garfos do monta-cargas por baixo do pedestal e naparte central da máquina, ver fig.2.1a. Coloque os garfos à distânciamáxima entre eles para poderelevar a carga em condições desegurança.No entanto, para proceder a taloperação, a máquina deveencontrar-se ainda com os calçosde madeira que foram usados parao seu transporte.
Durante o transporte segure amáquina ao monta-cargas por meiode cabos.
O PESO MÁX DA MÁQUINA É:
R51 700 kgR63 1000 kg
NÃO UTILIZE OUTROSPROCESSOS PARA ELEVAÇÃO ETRANSPORTE

20
2.2 PIAZZAMENTO
All’atto del piazzamento della macchina, tenere conto di:- porre la macchina in un luogo coperto e al riparo dall'umidità- garantire all’operatore uno spazio sufficientemente grande.Considerare la posizione dell’operatore e lo stoccaggio dei pezzi prima e dopo lalavorazione.Lasciare dello spazio (circa 1,5m) attorno alla macchina, necessario per ladovuta movimentazione dei pezzi, in particolare all'uscita di questi ultimi.Per la zona di lavoro é indicata una illuminazione adeguata.
2.3 LIVELLAMENTO
Il basamento della macchina deve trovare un appoggio uniforme e ben livellato.Togliere gli zoccoli di legno presenti sulla macchina al momento della spedizione.Verificare il livellamento con una livella di precisione appoggiandola sul centro delpiano di lavoro, prima in senso longitudinale e poi trasversale.Se necessario fissare con le viti la macchina al suolo.

21
2.2 MACHINE PLACEMENT
When placing the machine, leaveenough space around it so that theoperator can move around and workfreely.Place the machine into a coveredplace and protected from moisture.Take into consideration the operator’sposition and the place where theworkpieces are to be stacked beforeand after being machined.Leave 1.5 m (approx.) around themachine so that the workpiecescan be easily handled especiallywhen they are being unloaded.Remember that the work-area mustbe adequately lit at all times.
2.3 LEVELLING THE MACHINE
Place the machine base on a firm andlevel floor.Remove the wooden blocks usedduring shipment.Check to see whether the machine isproperly level by placing a spirit levelin the middle of the worktable, firstlengthwise and then crosswise.If required, secure the machine to thefloor by using adequate anchor bolts.
2.2 UBICACION
En la ubicación de la máquina sedebe:- poner la maquina en lugar cubiertoy reparado de la humedad- garantizar al operario un espaciobastante amplio.Considerar la posición del operario yel almacenamiento de las piezasantes y después del trabajo.Dejar un espacio de 1.5 m.alrededor de la máquina, necesariopara el desplazamiento de laspiezas, particularmente a la salidade estas..En el sitio de trabajo se requiere unaadecuada iluminación.
2.3 NIVELACION
El bastidor de la máquina debe tenerun apoyo uniforme y bien nivelado.Quitar los zócalos de maderapresentes en la máquina en elmomento de la expedición.Verificar la nivelación con unnivelador de precisión apoyándolo enel centro de la mesa de trabajo,primero en sentido longitudinal yluego transversal.En caso necesario, utilizar lostornillos para fijar la máquina al suelo.
2.2 COLOCAÇÃO
No momento da colocação damáquina tenha em consideração quedeve garantir ao operador um espaçoque seja suficientemente grande.Considere a posição do operador ea armazenagem das peças antes eapós terem sido trabalhadas.Deixe um espaço (de cerca 1,5m)à volta da máquina, necessáriopara a devida movimentação daspeças e, de modo particular, à suasaída.Para a zona de trabalho é indicadauma iluminação adequada.
2.3 NIVELAÇÃO
O pedestal da máquina deveencontrar um apoio uniforme e bemnivelado.Tire os calços de madeira que forampostos na máquina no momento dasua expedição.Verifique a nivelação com uminstrumento para nível de precisãoapoiando-o no centro da superfíciede trabalho, primeiro no sentidolongitudinal e depois no sentidotransversal.Se necessário fixe a máquina aochão com parafusos

22
2.4 COLLEGAMENTO ELETTRICO
Per l’esecuzione del collegamento elettrico inerente questa macchina, rivolgersiad un installatore industriale specializzato e osservare le norme EN60204-1.Verificare i dispositivi di protezione elettrici dello stabilimento, che siano di sufficienteportata.Vedi tabella sottoriportata.Seguono i valori Ampere per i dispositivi elettrici di protezione (fusibili) e la sezioneadeguata dei conduttori di allacciamento in funzione della potenza installata che ésulla targhetta d’identificazione della macchina:
Kw A gi(A) mm2
3,5 8 15 1,54,5 8 20 2,55,5 10 20 2,56 13 25 2,57,5 15 25 2,5
N.B. I valori sono riferiti ad una lunghezza max. del cavo di 20m, e un voltaggio di380V e oltre. Per 220V raddoppiare i valori.Prima di eseguire il collegamento, controllare la tensione di linea V e della frequenza(Hz) con i valori richiesti dalla macchina (vedi targhetta figura sottostante)Mettere a “0” la linea di alimentazione principale.Portare l’interruttore generale in posizione “0”.Togliere il coperchio della morsettiera A (Fig.2.5 pag.24).
CASADEI GIANFRANCO S.p.AVia statale Marecchia,18 - 47040 Villa Verucchio (RN) Italy
23
2.4 CONEXIONES ELECTRICAS
Para la ejecución de lasconexiones eléctricas inherentesa esta máquina, dirigirse a uninstalador industrial especializadoy observar las normas EN60204-1.Verificar que los dispositivos deprotección eléctrica delestablecimiento, sean de calibresuficiente.Ver la tabla mostrada abajo.Se da valor en Amperios para losdispositivos eléctricos de protección(fusibles) y la seccióncorrespondiente de los conductoresde conexión en función de la potenciainstalada, que se encuentra en laplaca de identificación de la máquina:
Kw A gi(A) mm2
3,5 8 15 1,54,5 8 20 2,55,5 10 20 2,56 13 25 2,57,5 15 25 2,5
N.B. Estos valores se refieren a uncable de 20 m. de largo máximo ypara un voltaje mínino de 380 V. Paraun voltaje de 220 V se deben duplicarlos valores.Antes de ejecutar la conexión,controlar la tensión de línea V, asícomo la frecuencia (Hz) con losvalores requeridos por la máquina(ver la placa de la figura mostradaabajo).Posicionar en “0”la línea dealimentación principal.Posicionar el interruptor general en“0”.Quitar la tapa de la caja de bornes A(Fig. 2.5 pág. 24).
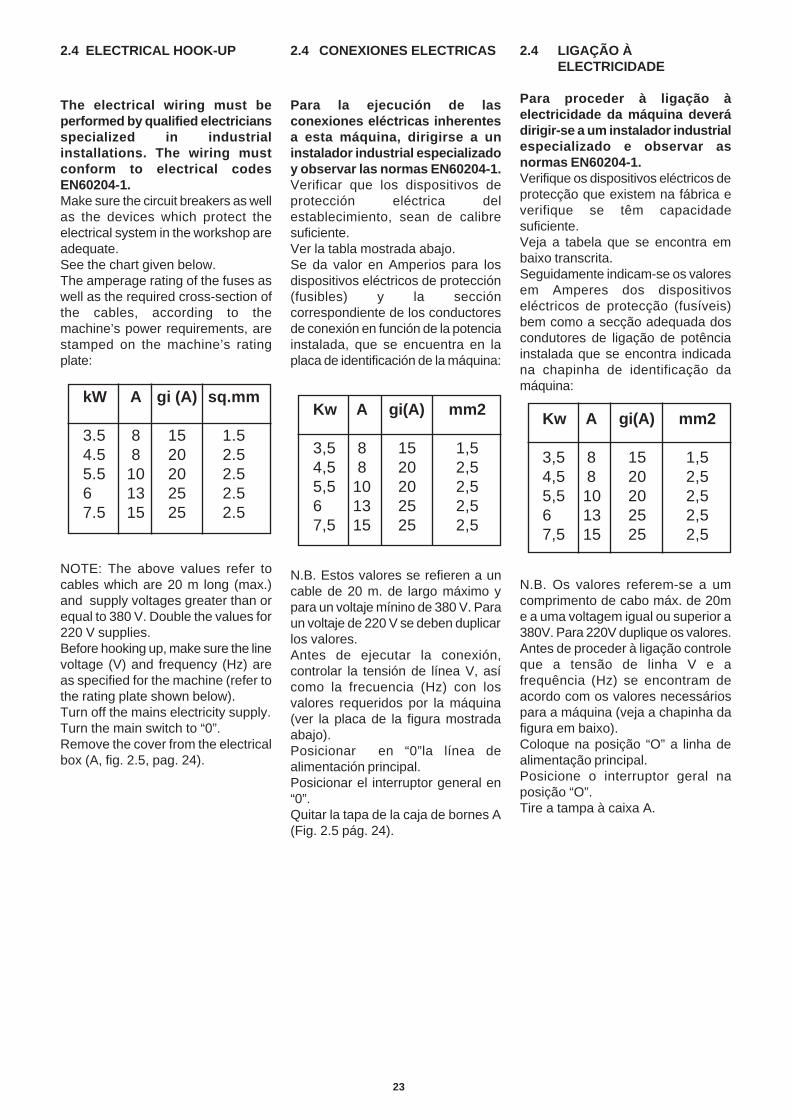
2.4 ELECTRICAL HOOK-UP
The electrical wiring must beperformed by qualified electriciansspecialized in industrialinstallations. The wiring mustconform to electrical codesEN60204-1.Make sure the circuit breakers as wellas the devices which protect theelectrical system in the workshop areadequate.See the chart given below.The amperage rating of the fuses aswell as the required cross-section ofthe cables, according to themachine’s power requirements, arestamped on the machine’s ratingplate:
kW A gi (A ) sq.mm
3.5 8 15 1.54.5 8 20 2.55.5 10 20 2.56 13 25 2.57.5 15 25 2.5
NOTE: The above values refer tocables which are 20 m long (max.)and supply voltages greater than orequal to 380 V. Double the values for220 V supplies.Before hooking up, make sure the linevoltage (V) and frequency (Hz) areas specified for the machine (refer tothe rating plate shown below).Turn off the mains electricity supply.Turn the main switch to “0”.Remove the cover from the electricalbox (A, fig. 2.5, pag. 24).
2.4 LIGAÇÃO ÀELECTRICIDADE
Para proceder à ligação àelectricidade da máquina deverádirigir-se a um instalador industrialespecializado e observar asnormas EN60204-1.Verifique os dispositivos eléctricos deprotecção que existem na fábrica everifique se têm capacidadesuficiente.Veja a tabela que se encontra embaixo transcrita.Seguidamente indicam-se os valoresem Amperes dos dispositivoseléctricos de protecção (fusíveis)bem como a secção adequada doscondutores de ligação de potênciainstalada que se encontra indicadana chapinha de identificação damáquina:
Kw A gi(A) mm2
3,5 8 15 1,54,5 8 20 2,55,5 10 20 2,56 13 25 2,57,5 15 25 2,5
N.B. Os valores referem-se a umcomprimento de cabo máx. de 20me a uma voltagem igual ou superior a380V. Para 220V duplique os valores.Antes de proceder à ligação controleque a tensão de linha V e afrequência (Hz) se encontram deacordo com os valores necessáriospara a máquina (veja a chapinha dafigura em baixo).Coloque na posição “O” a linha dealimentação principal.Posicione o interruptor geral naposição “O”.Tire a tampa à caixa A.
24
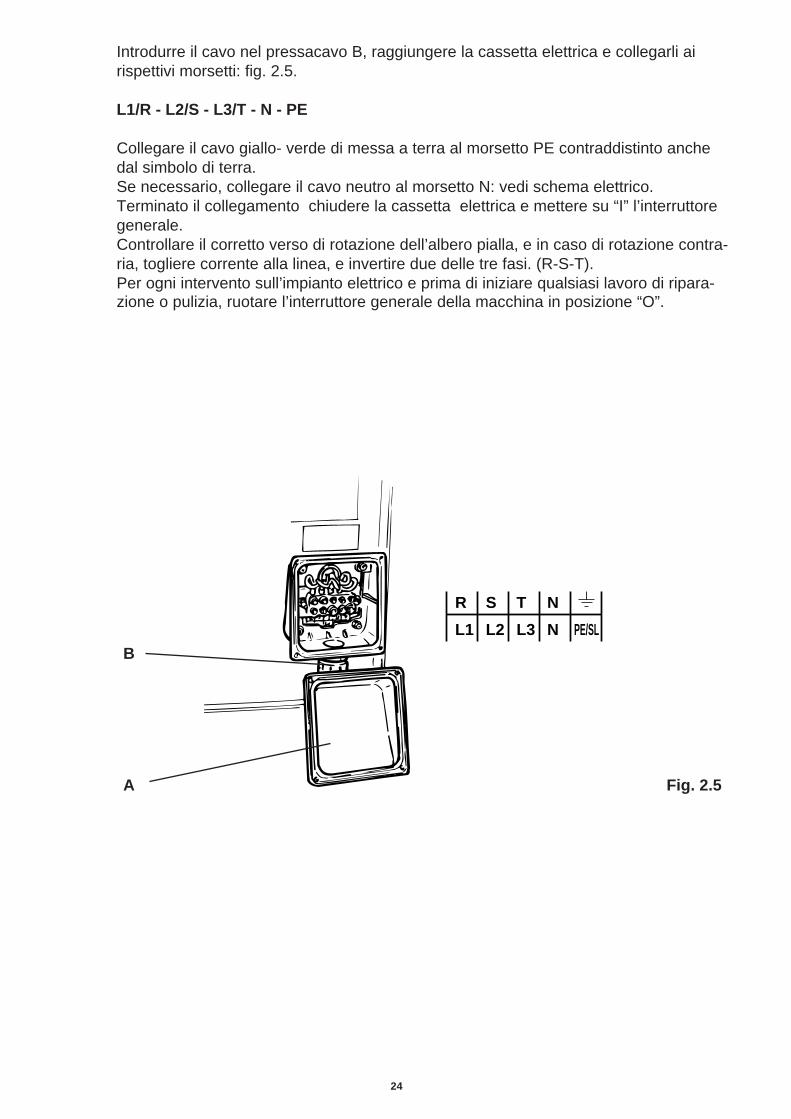
Introdurre il cavo nel pressacavo B, raggiungere la cassetta elettrica e collegarli airispettivi morsetti: fig. 2.5.
L1/R - L2/S - L3/T - N - PE
Collegare il cavo giallo- verde di messa a terra al morsetto PE contraddistinto anchedal simbolo di terra.Se necessario, collegare il cavo neutro al morsetto N: vedi schema elettrico.Terminato il collegamento chiudere la cassetta elettrica e mettere su “I” l’interruttoregenerale.Controllare il corretto verso di rotazione dell’albero pialla, e in caso di rotazione contra-ria, togliere corrente alla linea, e invertire due delle tre fasi. (R-S-T).Per ogni intervento sull’impianto elettrico e prima di iniziare qualsiasi lavoro di ripara-zione o pulizia, ruotare l’interruttore generale della macchina in posizione “O”.
R S T N
L1 L2 L3 N PE/SL
B
A Fig. 2.5

25
Run the wires through the bush (B)and connect them to the respectiveterminals (fig. 2.5) inside the electricalbox.
L1/R - L2/S - L3/T - N - PE
Join the ground wire (yellow-green)to terminal PE (marked with theinternational ground symbol).Connect the neutral wire to terminalN, if necessary (see wiring diagram).Once the connections have beenmade, close the electrical box andturn the main switch to “I”.Check the direction of rotation of thecutterhead. If it rotates in the wrongdirection, shut off the electricity supplyand reverse any two of the three wires(R, S, T).Before working on the electricalsystem, making repairs or cleaningthe machine, turn the main switch to“O”.
Introducir el cable en el prensa cablesB hasta alcanzar la cabina eléctricay conectarlo a los bornes respectivos:fig. 2.5.
L1/R - L2/S - L3/T - N - PE
Conectar el cable amarillo- verde depuesta a tierra al borne PE,contramarcado con el símbolo detierra.Si es necesario, conectar el cableneutro al borne N: ver diagramaeléctrico. Finalizada la conexión taparla caja eléctrica y colocar en “1” elinterruptor general.Controlar el correcto sentido derotación del eje del cepillo, y en casode rotación contraria, cortar lacorriente de línea e invertir dos de lasfases (R-S-T).En cada intervención sobre lainstalación eléctrica y antes de iniciarcualquier trabajo de reparación olimpieza, rotar el interruptor generalde la máquina a la posición “0”.
Introduza o cabo no “prensa-cabo” B,e depois vá à caixa eléctrica e ligueos fios aos respectivos bornes: fig.2.5
L1/R - L2/S - L3/T - N - PE
Ligue o cabo amarelo-verde deligação à terra ao borne que tambémtem marcado o símbolo de terra PE.Se necessário ligue o cabo neutro aoborne N: veja esquema eléctrico.Após ter efectuado a ligação feche acaixa de electricidade e coloque ointerruptor geral na posição “I”.Controle se o sentido de rotação doeixo da plaina é o correcto, casocontrário, desligue a corrente da linhade tensão e inverta duas das trêsfases. (R-S-T).Todas as vezes que tiver de ir tocarno equipamento eléctrico da máquinae antes de iniciar qualquer trabalhode reparação ou limpeza, rode ointerruptor geral da máquina para aposição “O”.
26
2.5 ASPIRAZIONE TRUCIOLI
La macchina dispone di una bocchetta di aspirazione truccioli di forma circolare dacollegare all’impianto di aspirazione fig. 1.5 pag.8.
L’impianto di aspirazione deve assicurare una portata non inferiore a 1200 m3/h.La velocità dell’aria almeno 20m/sec, per potere assicurare che la polvere ei trucioli,siano estratti.
Emissione polveri: l’ emissione di polveri della macchina é stata controllata, e risultainferiore a 2 mg/m3.
Caduta di pressione sul bocchettone di aspirazione R51H3 400 PaCaduta di pressione sul bocchettone di aspirazione R63H3 350 Pa
E' obbligatorio usare l'aspirazione funzionante.Usare nell'allacciamento alla macchina un tubo di tipo ignifugo.

27
2.5 DUST AND CHIPREMOVAL
The machine comes with around outlet through whichdust and chips are drawn out.The outlet fitting is to beconnected to the suctionsystem in the workshop (seefig. 1.5, pag. 8).
The suction system must havea capacity of at least 1200cu.m/h. An air flow rate of atleast 20 m/sec is required sothat dust and chips can beefficiently removed.
Dust emission: the amount ofdust emitted was measuredand is less than 2mg/m3.
Pressure drop in the R51H3suction port 400 PaPressure drop in the R63H3suction port 350 Pa
The suction system mustalways be kept running.Use a fireproof hose to connectthe machine to the dust suctionsystem.
2.5 ASPIRACION DEVIRUTAS
La máquina dispone de unaboca de aspiración de virutasde forma circular, la cual sedebe conectar a la instalaciónde aspiración, fig. 1.5 pág. 8.
La instalación de aspiracióndebe asegurar una capacidadno inferior a 1200 m3/h. Lavelocidad del aire debe ser deal menos 20 m/seg, para poderasegurar la extracción de polvoy virutas.
Emisión de polvo: la emisiónde polvo de la máquina ha sidocontrolada y resulta ser inferiora 2 mg/m3.
Caída de presión en la boca deaspiración R51H3 400 PaCaída de presión en la boca deaspiración R63H3 350 Pa
Es obligatorio utilizar laaspiración que se encuentraen funcionamiento.Utilizar en la conexión a lamáquina un tubo de tipoincombustible.
2.5 ASPIRAÇÃO DASMARAVALHAS
A máquina dispõe de umapequena boca de aspiração demaravalhas com formatoredondo para ser ligada aoequipamento de aspiração fig.1.5 pág.8.
O equipamento para aspirardeve assegurar umacapacidade de aspiração nãoinferior a 1200 m3/h.e umavelocidade de ar de pelomenos 20m/seg., na medidaem que só deste modo sepode assegurar que o pó e asmaravalhas venham extraídos.
Emissão de pó: a emissão dospós da máquina foi controladae é inferior a 2 mg/m3.
Queda da pressão na bocagrande de aspiraçãoR51H3 400 PaQueda da pressão na bocagrande de aspiraçãoR63H3 350 Pa
É obrigatório ter a aspiraçãosempre em funcionamento.Use um tubo de tipo ignífugopara a ligação à máquina.

28
La macchina deve essere collegata ad un impianto di aspirazione sufficientementedimensionato che parte automaticamente all'avviamento della macchina.Nella figura sottostante e rappresentato un sistema atto allo scopo, in commercio, ècomunque indispensabile il supporto di un installatore industriale specializzato e osser-vare le norme EN60204-1.Per esempio:
Fig.2.6
+
-
+
-
+
-
+
-
11
31,4 24
Collegamento di un relé:Relay connectionsConexión de un relé
corrente continua max.Max. direct current, G.S. 40V,40 mAcorriente continua máx.
nerobacknegro
IngressoInputEntrada
neroblacknegro
Pull-up
neroblacknegro
6ES5 431-8MA11
1
2
3X1
M
L+
Digital-Eingabebaugruppe8xG.S. 24V
SPS
red rosso rojo
Alimentazione corrente al conduttoreCurrent fed to the conductor
Alimentación de corriente al conductor
red rosso rojo
Alimentazione corrente al conduttoreCurrent fed to the conductor
Alimentación de corriente al conductor
Alimentazione corrente al conduttoreCurrent fed to the conductor
Alimentación de corriente al conductor
Forma della strutturaDeviceForma de la estructura
Collegamento all'ingresso digitabileDigital input connection
Conexión a la entrada digitable
Collegamento ad un gruppo digitale di un SPS(z.B. Siemens 6ES5 431-8MA11)Connection to a digit unit of a SPS(eg. Siemens 6ES5- 431-8MA11)Conexión a una unidad digital de un SPS
rossoredrojo

29
The machine must be connected toan adequately sized suction systemwhich automatically starts runningwhen the machine is turned on.
A switching device that serves thispurpose and is readily available onthe market, is illustrated in thediagram below. However, theelectrical wiring must be done by aqualified electrician specialized inindustrial installations. The wiringmust conform with the EN60204-1electrical codes.
For example:
La máquina debe conectarse a unainstalación de aspiración dedimensiones suficientes que parta enforma automática al arranque de lamáquina.
En la figura mostrada a continuaciónse representa un sistema comercialapto para tal fin. De todas maneras,es indispensable el soporte de uninstalador industrial especializado yobservar la norma EN60204-1.
Por ejemplo:
A máquina deve ser ligada a umequipamento de aspiração dedimensões suficientes para partirautomaticamente cada vez que seliga a máquina.
Na figura em baixo encontra-serepresentado um sistema realizadopara esse efeito, que existe nocomércio, mas para o qual é sempreindispensável o apoio de uminstalador industrial especializado ea observação das normas EN60204-1.
Por exemplo:

30
2.6 INFORMAZIONI SULLA SALUTE LEGATA ALL’ USO DELLA MACCHINA
Insufficienti prestazioni dell’impianto di aspirazione possono creare danni allasalute dell’ operatore.Non lavorare mai, anche per operazioni di messa a punto, con l’aspirazione spenta.
Emissione sonoraQualche volta, svolgere numerose attività associate all’ uso della macchina può com-portare disagio fisico, e stanchezza. Per esempio, se si é impegnati in attività extralavorative che comportano esposizioni sonore, si è maggiormente soggetti ad averemaggiori rischi e una minor tutela della salute.Le condizioni di lavoro, come per esempio l’insonorizzazione dell’ambiente lavorativo,hanno un ruolo importante sulla salute e sul proprio benessere.Fattori che influenzano il livello reale di esposizione sono:-la durata di esposizione.-macchine che fanno lavorazioni adiacenti.-il tipo e le caratteristiche degli edifici.
Inoltre le emissioni del rumore si possono contenere con:-la riduzione del numero di giri della macchina,-con un basso avanzamento pezzi,-un buon fissaggio del pezzo,-un buono stato degli utensili,-l’uso delle apposite protezioni acustiche.
I valori quotati per il rumore sono livelli di emissione e non necessariamente livelli dilavorosicuro. Mentre vi è una correlazione tra i livelli di emissione e livelli diesposizione, questa non può essere usata affidabilmente per determinare se sianorichieste o no ulteriori precauzioni. I fattori che infulenzano il reale livello di esposizionedel lavoratore includono la durata dell'esposizione, le caratteristiche dell'ambiente,altre sorgenti di emissione, per esempio il numero delle macchine e altre lavorazioniadiacenti. Anche i livelli di esposizione permessi possono variare da paese a paese.Queste informazioni comunque mettono in grado l'utilizzatore della macchina di fareuna migliore utilizzazione dei pericoli e dei rischi.
Un esposizione prolungata al di sopra degli 85 dB(A) può provocare disturbi allasalute.Si consiglia in ogni caso l’utilizzo di appropriati sistemi di protezione (es. cuffie, tappiecc.).

31
2.6 WORKING ENVIRONMENTAND USE OF THE MACHINE
The suction system must always bekept in good condition and workefficiently. This is extremely importantas the operator’s health may beseriously impaired if the system failsto operate as required.Never work on the machine (even whenthe set-up procedures are beingperformed) with the suction systemturned off.
Noise levelsWorking on machines for a long time maycause tiredness and fatigue. Forexample, if you take part in recreationalactivities which expose you to high noiselevels, you run a greater risk of havinghealth problems. In fact, continuousexposure to high noise levels isharzardous to one’s health. Adequatenoise insulation and sound barriers helpimprove the working environment whileprotecting the operator’s health.The following factors must therefore betaken into consideration:- length of exposure- machines which work nearby- constructional characteristics of the
building in which the machine isoperated.
Noise can be reduced by:- lowering the machine speed- reducing the feed speed- firmly clamping the workpieces in
place- using good quality tools- and, above all, using adequate ear
protection.
The values measured indicate the actualnoise levels the operator is exposed towhile working. However, if maintained,these noise levels are not always safefor the machine operator. Since thelength of exposure to noise and actualnoise levels are closely related, themeasurement cannot be used todetermine the precautions that arerequired to safeguard the operator’shealth. Important factors that should betaken into account are the amount of timethe operator is exposed to noise, theconstructional characteristics of thebuilding where the machine is operatedand any other sources of noise present(eg. the number of machines installedand the jobs done nearby). In addition,the permitted noise levels may varyaccording to the regulations in force inthe various countries. This informationhowever will help the operatorunderstand the risks that may beencountered when using wood-workingmachines and how to avoid them.
Prolonged exposure to noises above 85dB (A) may be hazardous to one’s health.Use adequate ear protection (eg. ear-plugs, good grade of sound barriers etc..).
2.6 LA SALUD RELACIONADACON EL USO DE LAMAQUINA
El rendimiento insuficiente de lainstalación de aspiración puedeocasionar problemas de salud aloperario.Nunca se debe trabajar, ni siquiera pararealizar ajustes, con la aspiraciónapagada.
Emisión sonoraAlgunas veces, desarrollar variasactividades asociadas con el uso de lamáquina puede ocasionar molestiasfísicas y cansancio. Por ejemplo, si serealizan actividades extra laborativas queimpliquen exposiciones sonoras, se estásujeto a sufrir mayores riesgos y porconsiguiente a una menor protección dela salud.Las condiciones de trabajo, como porejemplo, la insonorización en el ambientede trabajo, cumplen un papel importantepara la salud y para el propio bienestar.Los factores que influencian el nivel realde exposición son:- Duración de la exposición.- Máquinas contiguas en
funcionamiento.- El tipo y las características de los
edificios.
Las emisiones de ruido pueden sereliminadas mediante:- La reducción del número de
revoluciones de la máquina.- Con un lento avance de las piezas.- Una buena fijación de la pieza.- El buen estado de los materiales.- El uso de adecuadas protecciones
acústicas.
Los valores medidos para el ruido sonniveles de emisión y no necesariamenteniveles de trabajo seguro. Aunque severifique una correlación entre los nivelesde emisión y los niveles de exposición,esta no debe ser usada con fiabilidadpara determinar si se requieran o no otrasprecauciones. Los factores queinfluencian el nivel real de exposición deloperario incluyen el tiempo de duraciónde la exposición, las características delambiente y otras fuentes de emisión, porejemplo: el número de máquinas y laejecución de trabajos contiguos.Los niveles de exposición permitidospueden variar de país a país. Estasinformaciones son convenientes porqueadvierten al operario de manera quepueda disminuir los riesgos en su trabajo.
Una exposición prolongada por encimade los 85 dB(A) puede provocar daños ala salud. Es aconsejable utilizar siempresistemas adecuados de protección(audífonos, tapones, etc.).
2.6 INFORMAÇÕES DE SAÚDELIGADAS À UTILIZAÇÃO DAMÁQUINA
A utilização em número insuficiente devezes do equipamento de aspiração podecausar danos à saúde do operador.Não trabalhe nunca com a aspiraçãodesligada, mesmo que seja só paraintervenções de afinação.
Emissão sonoraDe vez em quando, o facto de efectuarnumerosas actividades associadas àutilização da máquina, pode causarsensação de mal-estar físico e cansaço. Porexemplo se se está ocupado em actividadesextra trabalho que comportam exposiçõessonoras, está-se mais sujeito a sofrer ummaior número de riscos e a uma menor tutelada saúde.As condições de trabalho, como por exemploa insonorização do ambiente de trabalho,ocupam um papel muito importante para asaúde e para o próprio bem-estar.Os factores que influenciam o nível real dasexposições são:- o tempo de duração da exposição.- as máquinas que se encontram ao lado
a trabalhar.- o tipo e as características dos edifícios.
Além disso as emissões de ruído podem serreprimidas com:- a redução do número de rotações da
máquina,- a boa fixação da peça em que se está a
trabalhar- o bom estado das ferramentas que se
usam,- a utilização das protecções acústicas para
o efeito.
Os valores que se medem para o ruído sãoos níveis de emissão sonora e nãonecessariamente os níveis de trabalhoseguro. Embora exista uma correlação entreos níveis de emissão e os níveis deexposição esta não pode, de modo nenhum,ser usada com confiança para determinarse será ou não necessário utilizar ulterioresprecauções. Os factores que influenciam oreal nível de exposição do trabalhadorincluem a duração, as características doambiente, outras fontes de emissão comopor exemplo o número de máquinas e outrostrabalhos adjacentes. Até mesmo os níveisde exposição permitidos podem variar depaís para país. De qualquer modo estasinformações são sempre úteis porqueservem para permitir ao utilizador da máquinaum melhor uso da mesma no sentido deevitar perigos e riscos.
Uma exposição durante um prolongadoperíodo de tempo a uma intensidade sonorasuperior aos 85 dB(A) pode provocar danosà saúde. Aconselha-se, de qualquer modo,a utilização de sistemas de protecçãoapropriados (ex. auscultadores, tampõesacústicos, etc.).

32
2.7 LIVELLI DI EMISSIONE SONORA
Albero Albero AlberoSTANDARD TERSA Elicoidale
entrata-uscita entr.-usc. ent.-usc.dB(A) dB(A) dB(A)
Pialla spessore R51H3Livello di pressione acustica al posto operatore a vuoto 66,9 - 70,0 70,9 - 69,0 mancanteLivello di pressione acustica al posto operatore in lavoraz. 78,7 - 79,8 81,8 - 78,8 "Livello di potenza acustico in lavorazione 91,5 93,5 "
Pialla spessore R63H3Livello di pressione acustica al posto operatore a vuoto 70,7 - 74,9 70,2 - 76,6 65,9 - 66,2Livello di pressione acustica al posto operatore in lavoraz. 81,0 - 81,4 80,7 - 81,0 71,4 - 73,3Livello di potenza acustico in lavorazione 92,8 92,8 86,8
Il valore massimo di pressione acustica istantanea ponderata al posto di lavoro è inferiore a130 dB (C).I rilievi sono stati effettuati con aspirazione e in accordo alle norme ISO 3746, ISO/DIS 7960All. C per quanto riguarda il materiale di prova, le condizioni dimisurazione e gli strumenti.Costante di dichiarazione K= 4dB

33
2.7 NOISE EMISSION LEVELSSTANDARD TERSA Helicalcutterhead cutterhead cutterheadentry-exit entry-exit entry-exit
dB(A) dB(A) dB(A)R51H3 thicknessing machineAcoustic radiation pressure at the operator’s place while the machine is idling 66.9 - 70.0 70.9 - 69.0 not providedAcoustic radiation pressure at the operator’s place while the machine is working 78.7 - 79.8 81.8 - 78.8 not providedAcoustic power with the machine running 91.5 93.5 not provided
R63H3 thicknessing machineAcoustic radiation pressure at the operator’s place while the machine is idling 70.7 - 74.9 70.2 - 76.6 65.9 - 66.2Acoustic radiation pressure at the operator’s place while the machine is working 81.0 - 81.4 80.7 - 81.0 71.4 - 73.3Acoustic power with the machine running 92.8 92.8 86.8
The actual acoustic radiation pressure recorded at the operator’s place is lower than 130 dB (C)The measurements were taken with the suction system running, in compliance with the ISO 3746,ISO/DIS 7960 All. C standards under the specified test conditions, using the recommended materials andmeasuring instruments.Declared constant K = 4dB
2.7 NIVELES DE EMISION SONORAeje eje eje
ESTANDAR TERSA Helicoidalentrada-salida entr-salida entr-salida
dB(A) dB(A) dB(A)Regruesadora R51H3Nivel de presión acústica en el lugar sin operario 66,9 - 70,0 70,9 - 69,0 FaltaNivel de presión acústica con el operario trabajando 78,7 - 79,8 81,8 - 78,8 “Nivel de potencia acústica durante el trabajo 91,5 93,5 “
Regruesadora R63H3Nivel de presión acústica en el lugar sin operario 70,7 - 74,9 70,2 - 76,6 65,9 - 66,2Nivel de presión acústica con el operario trabajando 81,0 - 81,4 80,7 - 81,0 71,4 - 73,3Nivel de potencia acústica durante el trabajo 92,8 92,8 86,8
El valor máximo de presión acústica instantánea examinada en el lugar de trabajo debe ser inferior a 130 dB (C).Las registraciones han sido efectuadas con la aspiración y de acuerdo a la norma ISO 3746, ISO/DIS 7960 All.C por cuanto se refiere al material de prueba, las condiciones de medición y los instrumentos.Constante de declaración K= 4 dB
2.7 NÍVEIS DE EMISSÃO SONORA
Eixo Eixo EixoSTANDARD TERSA Helicoidal
entrada-saída entrada-saída entrada-saídadB(A) dB(A) dB(A)
Plaina-espessura R51H3Nível de pressão acústica no lugar do operador com amáquina vazia 66,9 - 70,0 70,9 - 69,0 mancanteNível de pressão acústica no lugar do operador commáquina a trabalhar 78,7 - 79,8 81,8 - 78,8 “Nível de potência acústica com a máquina a trabalhar 91,5 93,5 “
Plaina-espessura R63HRNível de pressão acústica no lugar do operador com amáquina vazia 70,7 - 74,9 70,2 - 76,6 65,9 - 66,2Nível de pressão acústica no lugar do operador commáquina a trabalhar 81,0 - 81,4 80,7 - 81,0 71,4 - 73,3Nível de potência acústica com a máquina a trabalhar 92,8 92,8 86,8
O valor máximo de pressão acústica instantânea ponderada no lugar do trabalhador é inferior a 130 dB (C).As observações foram efectuadas com a aspiração funcionante e segundo as normas ISO 3746, ISO/DIS7960 All. C no que respeita ao material de prova, as condições de medição e os instrumentos.Constante de declaração k=4 dB.
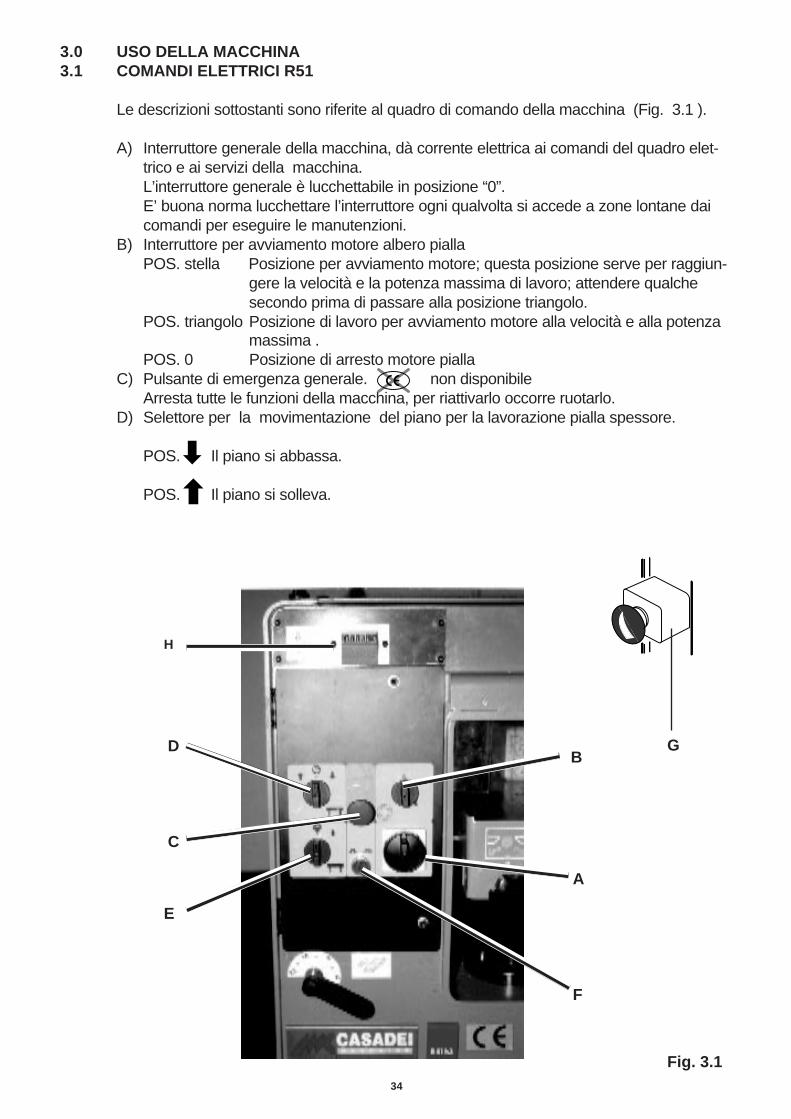
34
3.0 USO DELLA MACCHINA3.1 COMANDI ELETTRICI R51
Le descrizioni sottostanti sono riferite al quadro di comando della macchina (Fig. 3.1 ).
A) Interruttore generale della macchina, dà corrente elettrica ai comandi del quadro elet-trico e ai servizi della macchina.L’interruttore generale è lucchettabile in posizione “0”.E’ buona norma lucchettare l’interruttore ogni qualvolta si accede a zone lontane daicomandi per eseguire le manutenzioni.
B) Interruttore per avviamento motore albero piallaPOS. stella Posizione per avviamento motore; questa posizione serve per raggiun-
gere la velocità e la potenza massima di lavoro; attendere qualchesecondo prima di passare alla posizione triangolo.
POS. triangolo Posizione di lavoro per avviamento motore alla velocità e alla potenzamassima .
POS. 0 Posizione di arresto motore piallaC) Pulsante di emergenza generale. non disponibile
Arresta tutte le funzioni della macchina, per riattivarlo occorre ruotarlo.D) Selettore per la movimentazione del piano per la lavorazione pialla spessore.
POS. Il piano si abbassa.
POS. Il piano si solleva.
H
D
C
E
F
B
A
Fig. 3.1
G

35
3.0 OPERATINGINSTRUCTIONS
3.1 ELECTRIC CONTROLSFOR THE R51
The descriptions given below refer tothe controls located on the machinecontrol panel (fig. 3.1)
A) A main switch: this turns on themachine, delivers electricity to theelectrical cabinet as well as to theauxiliary equipment.The main switch can be lockedwhen it is turned to “0”.The switch should be lockedwhenever maintenance isperformed in areas where thecontrol panel cannot be easilyaccessed. This procedure ishighly recommended..
B) Switch for starting the cutterheadmotor“STAR” position Move the
switch to this positionwhen the motor is to bestarted. Keep it in thisposition until the motorhas reached therequired speed andpower. Wait a fewseconds beforeswitching to “DELTA”.
“DELTA” position When theswitch is set to DELTA,the required speed andpower are maintainedthroughout theworkcycle.
“0” Position cutter headmotor stopped
C) Main emergency stop buttonStops the machine in cases ofemergency. Turn the button toreset it.
D) Selector switch for lifting thethicknessing table.
POS. The table movesdown
POS. The table movesup
3.0 USO DE LA MAQUINA3.1 MANDOS ELECTRICOS
R51
Las siguientes descripciones serefieren al tablero de mandos de lamáquina (Fig. 3.1).
A) Interruptor general de lamáquina,entrega corrienteeléctrica a los mandos del cuadroeléctrico y a los servicios de lamáquina.El interruptor general contienecerradura en posición “0”.Se recomienda asegurar con llaveel interruptor cada vez que seacceda a zonas lejanas de losmandos para ejecutarmantenimientos.
B) Interruptor de arranque del motordel eje del cepillo.POS. estrella Posic ión
para arranque delmotor; esta posiciónsirve para alcanzar lavelocidad y la potenciamáxima de trabajo;esperar algunossegundos antes depasar a la posicióntriángulo.
POS. triángulo Posic iónde trabajo paraarranque del motor a lavelocidad y potenciamáximas.
POS. 0 Posición deparada del motor delcepillo.
C) Pulsador de emergencia general.Suspende todas las funciones dela máquina; para activarlo denuevo debe rotarse.
D) Selector de movimiento de lamesa de regruesar.
POS. La mesadesciende.
POS. La mesaasciende.
3.0 UTILIZAÇÃO DA MÁQUINA3.1 COMANDOS ELÉCTRICOS
R51
As descrições que seguem referem-se ao painel de comandos damáquina (Fig.3.1).
A) Interruptor geral que acende amáquina desde a correnteeléctrica aos comandos do quadroeléctrico passando ainda pelosserviços da máquina.O interruptor geral pode serfechado com aloquete na posição“O”.É um bom princípio fechar comaloquete o interruptor todas asvezes que se acede a zonas longeda dos comandos para efectuarmanutenções.
B) Interruptor para ligar o motor doeixo da plaina
POS. estrelaPosição para ligar omotor à velocidadeinicial; esta posiçãoserve para atingir avelocidade e a potênciamáximas de trabalho,esperar algunssegundos antes depassar para a posiçãotriângulo.
POS. triânguloPosição que mantém amáquina à velocidade epotência máximas detrabalho.
POS. O Posição de paragemdo motor da plaina.
C) Botão de emergência geral.Pára todas as funções damáquina, para ser novamenteaccionado tem de se rodar.
D) Selector para a elevação do planoquando vai trabalhar a plaina-espessura.
POS. O plano abaixa-se.
POS. O plano levanta-se

36
E) Selettore per il sollevamento "di precisione" per la lavorazione pialla a spessore.
F) Selettore luminoso per l’azionamento del freno motore. non disponibile.
POS. Freno bloccatoAttenzione: è indispensabile, dopo aver bloccato il freno, lasciare lamacchina in questa condizione fino al arresto definitivo dell’alberopialla.
POS. Freno sbloccato, da usare nel cambio utensili.
G) Pulsante di emergenza generale presente in uscita della lavorazione a spessore.Arresta tutte le funzioni della macchina, per disattivarlo occorre ruotarlo.
non disponibile.
H) Visualizzatore numerico per l'indicazione della posizione del piano spessore.
T) Pulsante di avviamento diretto Fig. 3.1.1
Z) Pulsante di arresto macchina
I
0
Fig. 3.1.1
Z
T

37
E) Selector switch for “precise” liftingof the table for thicknessingoperations.
F) Lighted switch for engaging themotor brake.Not avaiable
POS. Brake engagedWarning: after the brake hasbeen engaged, keep themachine in this condition untilthe cutterhead has stoppedrunning.
POS. B r a k edisengaged, to be used when thetools are changed.
G) Emergency stop button located atthe exit of the thicknessingmachine.This button stops the machinecompletely. Turn it to reset it.
H) Numeric display which indicatesthe operating position of thethicknessing table.
T) Start-up button (Fig. 3.1.1)
Z) Stop button (Fig. 3.1.1)
E) Selector para el levantamiento “depresición” para el trabajo de laregruesadora.
F) Selector luminoso para elfuncionamiento del freno delmotor.No disponible
POS. F r e n obloqueado.Advertencia: es indispensable,después de haber bloqueado elfreno, dejar la máquina en estacondición hasta el parodefinitivo del eje del cepillo.
POS. F r e n odesbloqueado, se utiliza en elcambio de utensilios.
G) Pulsador de emergencia generalpresente en la salida del trabajode regruesar.Suspende todas las funciones dela máquina; para desactivarlo esnecesario rotarlo.
H) Visualizador numérico para laindicación de la posición de lamesa de regruesar.
T) Pulsador de arranque directo(Fig. 3.1.1)
Z) Pulsador de parada máquina(Fig. 3.1.1)
E) Selector para o levantamento “deprecisão” para trabalho da plaina-espessura.
F) Selector luminoso para activar otravão do motor.Não disponível
POS. T r a v ã obloqueadoAtenção: após ter bloqueado otravão, é indispensável quedeixe a máquina nesta posiçãoaté à paragem definitiva do eixoda plaina.
POS. T r a v ã odesbloqueado; para utilizar namudança de ferramenta.
G) Botão de emergência geralpresente na saída do trabalho emespessura. Pára todas as funçõesda máquina e para o desactivar énecessário rodá-lo.
H) Mostrador numérico para aindicação da posição doplano-espessura.
T) Botão de partida de la máquina(Fig. 3.1.1)
Z) Botão de paragem de la máquina(Fig. 3.1.1)

38
3.3 REGOLAZIONE DEL PIANO
Questa operazione é possibile solo con l'albero pialla in moto. Agire sul selettore Druotandolo:verso destra per far scendere il piano verso sinistra per farlo salire.
Agire sul selettore E per far salire il piano di pochi mm per volta. (Questa regolazionepuò funzionare solo in salita per recuperare i giochi meccanici di accoppiamento degliorgani di sollevamento). Approssimarsi alla quota di lavorazione (spessore) mediante ilselettore D quindi raggiungere la quota voluta azionando il selettore e solamente nelsenso di salita nel piano, (diminuzione della quota visualizzata nell'indicatore numericoH fig.3.3.Non è necessario alcun dispositivo di bloccaggio del piano in quanto c'è irreversibilitànel passo delle viti.
H
D
C
E
F
B
A
Fig. 3.3
S
M

39
3.3 ADJUSTING THETHICKNESSING TABLE
This operation can be performed onlywith the cutterhead running. Turn theselector (D) to the right to move thetable down; to the left to move it up.
Use the selector (E) to move the tableup a few mm at a time. (Thisadjustment can be made only whenthe table is raised in order torecuperate the clearance caused bythe coupling of the lift parts). Bring thetable to the setting required forthicknessing operations by using theselector (D). After this has been done,move the table to the requiredposition by using the selector.Remember that at this point the tablecan only be moved up (the settingshown on the numeric display willdecrease, H, fig. 3.3).No locking devices are required tohold the table in place. The screwsthemselves secure the table thanksto their threading which cannot turnin the opposite direction.
3.3 REGULACION DE LA MESA
Es posible realizar esta operaciónsolo con el eje del cepillo enmovimiento. Rotar el selector D,hacia la derecha para hacerdescender la mesa, y hacia laizquierda para levantarla.
Mover el selector E para levantar lamesa pocos mm. cada vez. (Estaregulación funciona solo en subidapara recuperar los juegos mecánicosde acoplamiento de los órganos delevantamiento). Accionar el selectorD, únicamente en el sentido desubida de la mesa, primeroaproximándose a la medida(espesor) deseada, hasta alcanzarla(disminución de la medidavisualizada en el indicador numéricoH fig. 3.3).No es necesario un dispositivo debloqueo de la mesa debido a lairreversibilidad en el paso de lostornillos.
3.3 REGULAÇÃO DO PLANO
Esta operação só é possível com oeixo da plaina em movimento. Actuesobre o selector D rodando-o:para a direita para fazer descer oplano, para a esquerda para o fazersubir.
Actue sobre o selector E para fazero plano subir poucos mm de cadavez. (Esta regulação pode funcionarsó em subida para recuperar asfolgas mecânicas de acasalamentodos dispositivos de levantamento).Aproxime-se da quota que desejatrabalhar (em espessura) através doselector D e então atinja a quotapretendida activando o selectorsomente no sentido de subida noplano, (diminuição da quotavisualizada no mostrador numérico Hfig.3.3).Não é necessário nenhum dispositivopara bloquear o plano na medida emque o atarraxar dos parafusos éirreversível, isto é, uma vezaparafusados já não se podemdesaparafusar.

40
3.4 INDICATORE SPESSORE DI PIALLATURA - H FIG.3.4
L' indicatore o visualizzatore di quota indica in permanenza la distanza tra il piano ed icoltelli, corrispondente all'altezza del legno piallato. Vedere la Fig. 3.4 La massimaasportazione possibile (passata) è di 8mm; limitata da un apposito elemento inseritonella struttura dei supporti dell'albero.CONSIDERARE ATTENTAMENTE IL VALORE DELLA MASSIMA ASPORTAZIONEQUANDO SI REGOLA L'ALTEZZA DEL PIANO SPESSORE.L'altezza di piallatura max. è di 300 mm, la minima è di 3 mm. Il visualizzatoremeccanico numerico, indica la quota di piallatura, con approssimazione decimale inmodo chiaro ed efficace.
TARATURA DI AZZERAMENTO DEL VISUALIZZATORE DI QUOTA
Verificcare la sporgenza dei coltelli: 1,1 min. Non alterare per alcun motivo la taraturaoriginale del calibro di registrazione dei coltelli pialla. Controllare con precisionemediante un calibro, lo spessore di un pezzo di legno ben piallato ad una misuraqualsiasi confrontare tale misura con il visualizzatore di quota, se differisce operarecome segue: togliere il portello metallico laterale sinistro. Allentare la vite T fig.3.4 persbloccare il cavo flessibile di comando dell' indicatore di quota. Allentare la vite U fig.3.4 per sfilare la guaina ed il cavo flessibile.Ruotare lentamente a mano il cavo flessibile sino a raggiungere l'indicazione numericacorrispondente allo spessore del pezzo di legno precedentemente piallato. Introdurre ilcavo flessibile nella sua sede e bloccarlo con l'apposita vite T. Introdurre in sede laguaina e serrare la vite U. Installare il portello metallico. Azionare il piano mediante ilcomando automatico.Verificare la perfetta corrispondenza fra l'indicazione dello strumento e lo spessore dialtri pezzi di legno.NOTA: la sporgenza dei coltelli dell'albero pialla, influenza l'indicazione dellostrumento. Attenersi al valore raccomandato 1,2mm.
U
HT
Fig. 3.4

41
3.4 THICKNESS INDICATOR -H, FIG 3.4
The indicator or setting display showsthe distance between the table andthe blades, which corresponds to theheight of the planed work-piece (seefig. 3.4). The maximum depth of a cutis 8 mm. In fact, the depth is limitedby an element which is installed in thecutterhead mounts.WHEN ADJUSTING THE HEIGHTOF THE THICKNESSING TABLEALWAYS CAREFULLY TAKE INTOCONSIDERATION THE MAXIMUMCUTTING DEPTH.The max. planing height is 300 mmwhile 3 mm is the minimum. Thenumeric display indicates the planingsetting with a 1/10 of mm accuracyso that the operations are alwaysefficiently performed.
RESETTING THE DISPLAY
Check the protrusion of the bladeswhich should not be less than 1.1.Never change the original setting ofthe blade adjustment gauge. Checkthe thickness of a well-planedwooden piece, at any measurement,by using a gauge. Be extremelyprecise when making this check.Compare this measurement with thesetting shown on the display. If itdiffers, perform the followingoperations. Take off the metal dooron the left-hand side. Loosen thescrew (T, fig. 3.4) to release theflexible control cable of the indicator.Loosen the screw (U, fig. 3.4) so thatthe sheath and cable can be pulledout. Slowly turn the flexible cable byhand until the number whichcorresponds to the thickness of thepiece previously planed is reached.Put the cable back into place andsecure it by using the screw (T). Fitin the sheath and tighten the screw(U). Install the metal door. Operatethe table by using the automaticcontrol.Make sure the value shown on theinstrument matches the thickness ofother work-pieces exactly. NOTE: thedegree to which the cutterheadblades protrude affects the indicationprovided by the instrument. Therecommended value of 1.2 mmshould always be maintained.
3.4 INDICADOR DEL ESPESORDE CEPILLADO - H FIG. 3.4
El indicador o visualizador de medidaindica permanentemente la distanciaentre la mesa y las cuchillas,correspondiente a la altura de lamadera cepillada. Ver la fig. 3.4. Elmáximo arrastre posible (pasada) esde 8 mm; limitado por un elementoespecial introducido en la estructurade los soportes del eje.CONSIDERAR ATENTAMENTE ELVALOR DEL MAXIMO ARRASTRECUANDO SE REGULA LA ALTURADE LA MESA DE REGRUESARLa altura de cepillado máximo es de300 mm., la mínima es de 3 mm. Elvisualizador mecánico numérico,indica la medida de cepillado, conaproximación decimal de maneraclara y eficaz.
CALIBRACION DEINICIALIZACION EN EL
VISUALIZADOR DE MEDIDA
Verificar el resalto de las cuchillas:1.1 mín. No alterar por ningún motivola calibración original del calibre deregistración de las cuchillas delcepillo. Controlar con precisiónmediante un calibre, el espesor deuna pieza de madera bien cepilladaa una medida cualquiera; confrontardicha medida con el visualizador demedida, si son diferentes operar dela siguiente manera: quitar la puertametálica lateral izquierda. Aflojar eltornillo T fig. 3.4 para desbloquear elcable flexible de mando del indicadorde medida. Aflojar el tornillo U fig. 3.4para quitar la cubierta y el cableflexible.Rotar a mano, lentamente el cableflexible hasta alcanzar la indicaciónnumérica correspondiente al espesorde la pieza de madera anteriormentecepillado. Introducir el cable flexibleen su sitio y bloquearlo con elcorrespondiente tornillo T. Introduciren su sitio la vaina y apretar el tornilloU. Instalar la puerta metálica.Accionar la mesa por medio delmando automático.Verificar la perfecta correspondenciaentre la indicación del instrumento yel espesor de otras piezas demadera. NOTA: El resalto de lascuchillas del eje del cepillo influenciala indicación del instrumento.Atenerse al valor recomendado de1,2 mm.
3.4 INDICADOR DA ESPESSURADE APLAINAMENTO - H FIG.3.4
O indicador ou mostrador de quotaindica constantemente a distânciaentre o plano e as lâminas, distânciaessa que corresponde à altura demadeira aplainada. Ver a Fig. 3.4. Aquantidade máxima de extracçãopossível (por passagem) é de 8 mm;esta medida é delimitada por umelemento próprio que se encontraintroduzido na estrutura dos suportesdo eixo.CONSIDERAR ATENTAMENTE OVALOR DE MÁXIMA EXTRACÇÃOQUANDO SE FAZ A REGULAÇÃODO PLANO-ESPESSURA.A altura máxima de aplainamento é300 mm e a mínima é 3 mm. Omostrador mecânico-numérico indicade modo claro e eficaz, a quota deaplainamento com aproximação atéàs décimas
AJUSTAMENTO DO ZERO NOMOSTRADOR DE QUOTA
Verifique a medida da saliência daslâminas: 1,1 mm. Seja qual for omotivo não altere nunca a regulaçãooriginal do calibre de afinação daslâminas da plaina. Servindo-se de umcalibre, controle com precisão aespessura de uma pedaço demadeira bem aplainado a umaqualquer medida e confronte talmedida com a do mostrador de quota;se diferem uma da outra proceder doseguinte modo: tire a portinholametálica lateral esquerda.Desatarraxe os parafusos T fig. 3.4para desbloquear o cabo flexível quecomanda o mostrador de quota.Desaperte os parafusos U fig. 3.4para tirar a o revestimento metálicoe o cabo flexível.Rode o cabo flexível lentamente coma mão até obter a indicação numéricacorrespondente à espessura dopedaço de madeira precedentementeaplainado. Introduza o cabo flexívelno seu lugar e bloqueie-o com oparafuso próprio para o efeito T.Coloque ainda o revestimentometálico no seu lugar e feche osparafusos U. Instale a portinholametálica e active então o plano como comando automático.Verifique que há umacorrespondência exacta entre aindicação do instrumento e aespessura de outros pedaços demadeira. NOTA: a saliência daslâminas do eixo da plaina influenciaa indicação do instrumento. Siga ovalor o valor recomendado 1,2 mm.
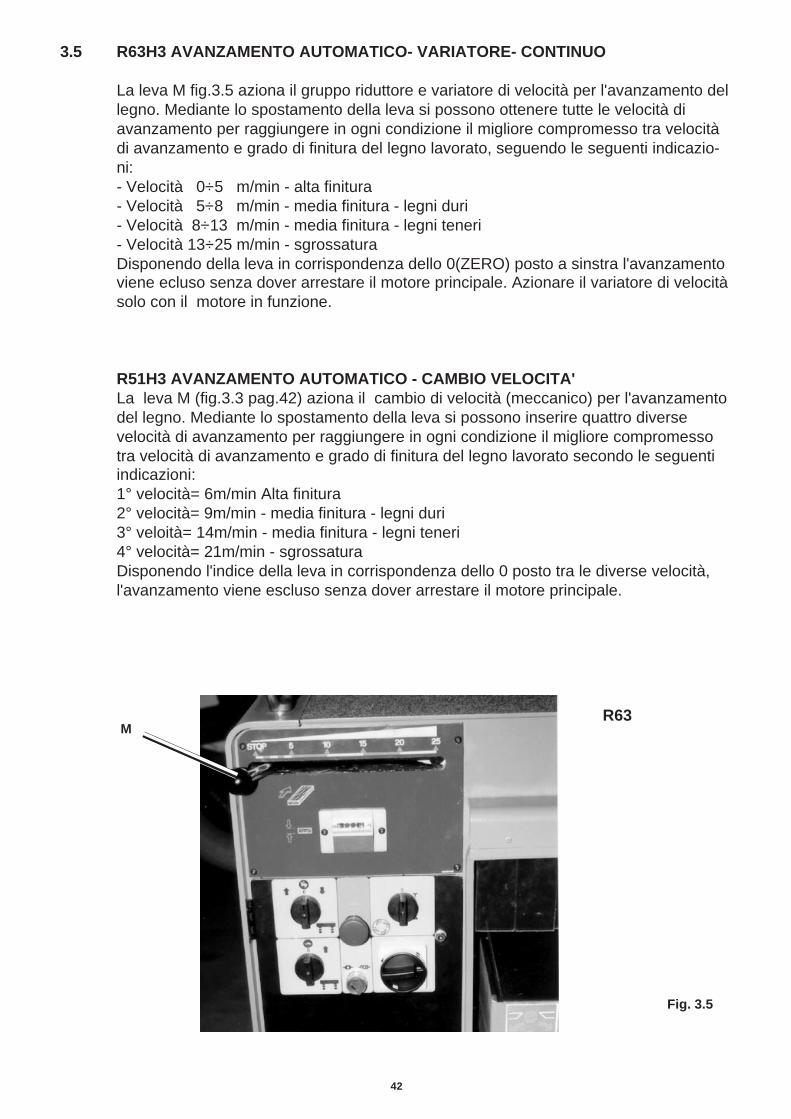
42
3.5 R63H3 AVANZAMENTO AUTOMATICO- VARIATORE- CONTINUO
La leva M fig.3.5 aziona il gruppo riduttore e variatore di velocità per l'avanzamento dellegno. Mediante lo spostamento della leva si possono ottenere tutte le velocità diavanzamento per raggiungere in ogni condizione il migliore compromesso tra velocitàdi avanzamento e grado di finitura del legno lavorato, seguendo le seguenti indicazio-ni:- Velocità 0÷5 m/min - alta finitura- Velocità 5÷8 m/min - media finitura - legni duri- Velocità 8÷13 m/min - media finitura - legni teneri- Velocità 13÷25 m/min - sgrossaturaDisponendo della leva in corrispondenza dello 0(ZERO) posto a sinstra l'avanzamentoviene ecluso senza dover arrestare il motore principale. Azionare il variatore di velocitàsolo con il motore in funzione.
R51H3 AVANZAMENTO AUTOMATICO - CAMBIO VELOCITA'La leva M (fig.3.3 pag.42) aziona il cambio di velocità (meccanico) per l'avanzamentodel legno. Mediante lo spostamento della leva si possono inserire quattro diversevelocità di avanzamento per raggiungere in ogni condizione il migliore compromessotra velocità di avanzamento e grado di finitura del legno lavorato secondo le seguentiindicazioni:1° velocità= 6m/min Alta finitura2° velocità= 9m/min - media finitura - legni duri3° veloità= 14m/min - media finitura - legni teneri4° velocità= 21m/min - sgrossaturaDisponendo l'indice della leva in corrispondenza dello 0 posto tra le diverse velocità,l'avanzamento viene escluso senza dover arrestare il motore principale.
R63
Fig. 3.5
M

43
3.5 R63H3 AVANCEAUTOMATICO - VARIADOR- CONTINUO
La palanca M fig. 3.5 acciona el gruporeductor y variador de velocidad parael avance de la madera. Mediante eldesplazamiento de la palanca sepueden obtener todas lasvelocidades de avance para alcanzaren cada condición el mejorcompromiso entre velocidad deavance y grado de acabado de lamadera elaborada, observando lassiguientes indicaciones:- Velocidad 0-5 m/min - alto
acabado- Velocidad 5-8 m/min - medio
acabado - maderas duras- Velocidad 8-13 m/min - medio
acabado - maderas blandas- Velocidad 13-25 m/min -
desbastadura.Disponiendo de la palancacorrespondiente al cero (0) ubicadoa la izquierda, el avance se excluyesin tener que parar el motor principal.Accionar el variador de velocidad solocon el motor en funcionamiento.
R51H3 AVANCE AUTOMATICO -CAMBIO DE VELOCIDADLa palanca M (fig. 3.3 pág. 40)acciona el cambio de velocidad(mecánico) para el avance de lamadera. Mediante el desplazamientode la palanca se pueden inserir cuatrovelocidades diversas de avance paraalcanzar en cada condición el mejorcompromiso entre velocidad deavance y grado de acabado de lamadera elaborada, observando lassiguientes indicaciones:1° velocidad = 6 m/min - alto
acabado2° velocidad = 9 m/min - medio
acabado - maderas duras3° velocidad = 14 m/min - medio
acabado - maderas blandas4° velocidad = 21 m/min -
desbastadura.Disponiendo el indice de la palancacorrespondiente al cero (0) ubicadoentre las diversas velocidades, elavance se excluye sin tener que pararel motor principal.
3.5 R63H3 AUTOMATIC FEEDWITH VARIABLE SPEEDDRIVE UNIT
Use the lever (M, fig. 3.5) to operatethe variable speed drive unit foradvancing the wood. By using thislever, all the allowable feed speedscan be reached so that the bestcompromise between the speed atwhich the pieces are advanced andthe required grade of finish is obtainedunder all working conditions. Followthe indications given below:- Speed 0 - 5 m/min - top grade finish- Speed 5 - 8 m/min - medium grade
finish - hard wood- Speed 8 - 13 m/min - medium
grade finish - soft wood- Speed 13 - 25 m/min - roughingWhen the lever is turned to “0”(ZERO), located to the left, the work-piece feed is shut-off while the mainmotor stays on. Operate the speedvariator only while the motor isrunning.
R51H3 AUTOMATIC FEED -SPEED CHANGE
Use the lever (M, fig. 3.3, pag. 40) tochange the speed at which the woodis advanced. By using this lever, fourdifferent feed speeds can be reachedso that the best compromise betweenthe speed at which the pieces areadvanced and the required grade offinish is obtained under all workingconditions. Follow the indicationsgiven below:1st speed 6 m/min - top grade finish2nd speed 9 m/min - medium grade
finish - hard wood3rd speed 14 m/min - medium grade
finish - soft wood4th speed 21 m/min - roughingWhen the lever is turned to “0”(ZERO), located among the variousspeeds, the work-piece feed is shut-off while the main motor stays on.
3.5 R63H3 AVANÇOAUTOMÁTICO - VARIÁVEL- CONTÍNUO
A alavanca M fig. 3.5 acciona o gruporedutor e de variação de velocidadepara o avanço da madeira.Deslocando a alavanca conseguem-se obter todas as velocidades deavanço que permitem conseguir, emquaisquer condições, a melhorcombinação entre velocidade deavanço e grau de acabamentos damadeira trabalhada, seguindo asseguintes indicações:- Velocidade 0÷5 m/min -
acabamentos de alta qualidade- Velocidade 5÷8 m/min -
acabamentos médios - madeirasduras
- Velocidade 8÷13 m/min -acabamentos médios - madeirastenras
- Velocidade 13÷25 m/min -desengrossamento
Colocando a alavanca emcorrespondência com o 0 (ZERO)que se encontra marcado do ladoesquerdo, o avanço vem impedidosem no entanto se ter de parar omotor principal. Accione o variador develocidade só quando o motor estiverem funcionamento.
R51H3 AVANÇO AUTOMÁTICO -MUDANÇA DEVELOCIDADE
A alavanca M (fig.3.3 pág.40) accionaa mudança de velocidade(mecânicamente) para o avanço damadeira. Através da deslocaçãodesta alavanca podem introduzir-sequatro diferentes velocidades deavanço que servem para conseguir,quaisquer que sejam as condições,a melhor combinação entre avelocidade de avanço e o grau deacabamentos da madeira trabalhada,de acordo com as seguintesindicações:1ª velocidade = 6m/min -
Acabamentos de alta qualidade2ª velocidade = 9m/min -
Acabamentos médios - madeirasduras
3ª velocidade = 14m/min -Acabamentos médios - madeirastenras
4ª velocidade = 21m/min -Desengrossamento
Colocando o ponteiro da alavanca acorresponder com o 0 que seencontra colocado numa posiçãoentre as diversas velocidades, oavanço vem impedido sem noentanto se ter de parar o motorprincipal.
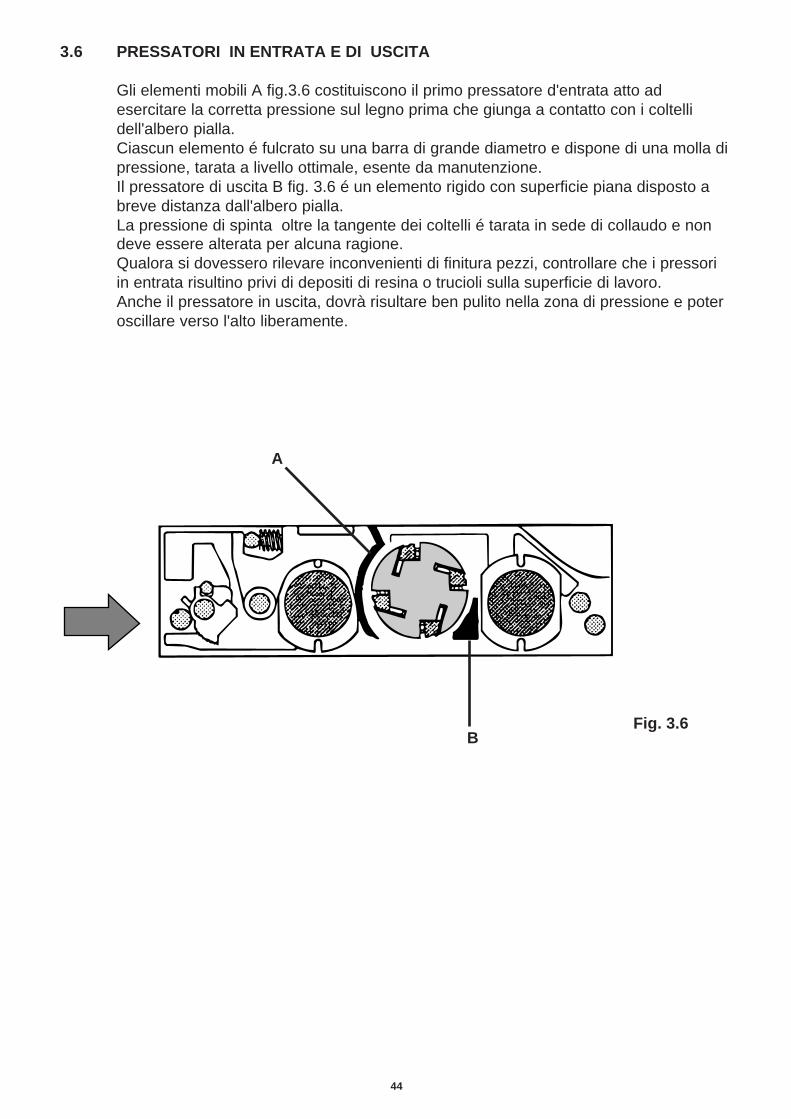
44
3.6 PRESSATORI IN ENTRATA E DI USCITA
Gli elementi mobili A fig.3.6 costituiscono il primo pressatore d'entrata atto adesercitare la corretta pressione sul legno prima che giunga a contatto con i coltellidell'albero pialla.Ciascun elemento é fulcrato su una barra di grande diametro e dispone di una molla dipressione, tarata a livello ottimale, esente da manutenzione.Il pressatore di uscita B fig. 3.6 é un elemento rigido con superficie piana disposto abreve distanza dall'albero pialla.La pressione di spinta oltre la tangente dei coltelli é tarata in sede di collaudo e nondeve essere alterata per alcuna ragione.Qualora si dovessero rilevare inconvenienti di finitura pezzi, controllare che i pressoriin entrata risultino privi di depositi di resina o trucioli sulla superficie di lavoro.Anche il pressatore in uscita, dovrà risultare ben pulito nella zona di pressione e poteroscillare verso l'alto liberamente.
Fig. 3.6
A
B

45
3.6 ENTRY AND EXIT HOLD-DOWNS
Mobile hold-downs (A, fig. 3.6) areplaced at the entry.These hold-downs exert the corectamount of pressure on the woodbefore it comes into contact with thecutterhead blades. Each hold-downis pivoted on a large diameter bar andis fitted with a pressure spring whichis perfectly set and requires nomaintenance.The exit hold-down (B, fig. 3.6) is rigidand has a flat surface. It is installed ashort distance away from thecutterhead.The pressure beyond the tangent ofthe blades is factory set during testingand must not be changed for anyreason what so ever.If the work-pieces are not properlyfinished, check the hold-downsplaced at the entry. Make sure noresin has built-up on them and thatthere are no chips accumulated onthe work surface. In addition, the hold-down at the exit must always be keptperfectly clean and be able to moveup freely and easily.
3.6 PRENSORES DEENTRADA Y SALIDA
Los elementos móviles A fig. 3.6constituyen el primer prensor deentrada apto para ejercitar la presióncorrecta sobre la madera antes quese ponga en contacto con lascuchillas del eje del cepillo. Cadaelemento se encuentra apoyadosobre una barra de gran diámetro ydispone de un muelle de presión,calibrado a un óptimo nivel exento demantenimiento.El prensor de salida B fig. 3.6 es unelemento rígido con superficie planadispuesto a corta distancia del eje delcepillo.La presión de empuje, además de latangente de las cuchillas ha sidocalibrada en el sitio de instalación yno debe ser alterada por ningúnmotivo.Cuando se presenten inconvenientesen el acabado de las piezas, controlarque los prensores de entrada esténlibres de depósitos de resina o virutassobre la superficie de trabajo.También el prensor de salida, deberesultar bien limpio en la zona depresión de manera que pueda oscilarhacia arriba libremente.
3.6 PRENSADORES DEENTRADA E DE SAÍDA
o primeiro prensador de entrada,constituído pelos elementos móveisA fig. 3.6, serve para exercer acorrecta pressão sobre a madeiraantes desta entrar em contacto comas lâminas do eixo da plaina. Cadaum destes elementos é fulcradosobre uma barra de grande diâmetroe dispõe de uma mola de pressão,tarada a um nível optimal, que éisenta de manutenção.O prensador de saída B fig.3.6 é umelemento rígido com superfície plana,disposto a curta distância do eixo daplaina.A pressão do impulso que se verificapara lá da tangente das lâminas vemtarada durante a experimentação damáquina e não deve ser alterada pornenhum motivo.Se por acaso se devessem observarquaisquer contratempos no querespeita aos acabamentos daspeças, controle se os prensadores daentrada têm depósitos de resina ouse existem maravalhas sobre asuperfície de trabalho.Também o prensador de saídadeverá encontrar-se bem limpo nazona de pressão e a poder oscilarlivremente no sentido vertical.

46
3.7 RULLI DI AVANZAMENTO SUPERIORI
Il livello di pressione di entrambi i rulli superiori oscillanti e flottanti su bielle indipen-denti è preregolato ad un livello ottimale (fig.3.7) per le lavorazioni correnti.Il livello di pressione deve essere di entità modesta per non esercitare una inutile edannosa pressione sul legno che ne pregiudicherebbe l'avanzamento.Qualora particolari esigenze di lavorazione di legni di grandi dimensioni e durezza lorichiedessero,le coppie di viti di pressione di ciascun rullo D, fig.3.7.1 potranno essereavvitate in eguale misura,tracciando sul corpo di ogni vite un segno di riferimento alfine di poter ripristinare la condizione originale.
3.8 RULLO D'AVANZAMENTO SEZIONATO (OPT)
L'impiego del rullo di avanzamento sezionato, si rende utile quando si devono lavorarecontemporaneamente dei pezzi di legno di differente spessore, entro un limite di duemillimetri c.a., di altezza. Inoltre permette di ottenere un avanzamento regolare conbuona potenza di traino, quando si lavorano pezzi della superfice assai irregolare.
CC
D
D
Fig. 3.7
Fig. 3.7.1
D
D

47
3.7 UPPER FEED ROLLERS
The pressure of the upper rollers,which move back and forth and floaton independant connecting rods, ispreset to the best level (fig. 3.7)according to the required jobs.A slight pressure must be applied onthe wood as excessive pressurewould adversely affect the work-piecefeed. In any case, in order to meetparticular working requirements, forexample, when large pieces or hardwood are to be machined, the pairsof setscrews for each roller (D, fig.3.7.1) can be tightened to the samedegree. When this needs to be done,draw a reference mark on the stemof each screw so that they can bebrought back into their originalposition.
3.8 SECTIONED FEEDROLLER(OPTIONAL)
The sectioned feed roller is usefulwhen workpieces which havedifferent thicknesses (within 2 mmhigh) are to be machined at the sametime. In addition, these rollers allowpieces, which have extremely unevensurfaces, to be smoothly advancedwhile using a good driving power.
3.7 RODILLOS DE AVANCESUPERIORES
El nivel de presión de los rodillossuperiores oscilantes y flotantessobre bielas independientes ha sidopre-regulado a un nivel óptimo (fig.3.7) para trabajos corrientes.El nivel de presión debe ser de valormodesto para no ejercer una inútil ydañina presión a la madera, lo cualsería perjudicial para el avance.En caso que exigencias particularesde elaboración de la madera degrandes dimensiones y dureza lorequieran, el par de tornillos depresión de cada rodillo D, fig. 3.7.1podrán ser atornillados en igualmedida, trazando sobre cada tornillouna señal de referencia que permitarestablecer nuevamente lascondiciones iniciales.
3.8 RODILLOS DE AVANCESECCIONADO (OPT)
El empleo de rodillos de avanceseccionado, es útil cuando se debentrabajar contemporáneamentepiezas de madera de diferenteespesor, hasta un límite de dosmilímetros c.a. de altura. Ademáspermite obtener un avance regularcon buena potencia de arrastre,cuando se trabajan piezas desuperficie muy irregular.
3.7 ROLOS SUPERIORES DEAVANÇO
O nível de pressão de ambos os rolossuperiores oscilantes e flutuantessobre bielas independentes é pré-regulado a um nível optimal (fig.3.7)para a realização de trabalhoscorriqueiros.O nível de pressão deve ser um valor(em quantidade) modesto para evitarque exerça uma pressão inútil eprejudicial sobre a madeira, namedida em que lhe prejudicaria oavanço.Se por acaso existissem particularesexigências de trabalho com madeirasde grandes dimensões e dureza, ospares de parafusos de pressão decada um dos rolos D, fig.3.7.1poderão ser atarraxados igualmente,traçando para o efeito, sobre o corpode cada um dos parafusos, umamarca de referência que servirá apoder voltar às condições iniciais.
3.8 ROLO DE AVANÇOSECCIONADO (OPT)
A utilização do rolo de avançoseccionado torna-se útil, quando sedevem trabalharcontemporâneamente, peças demadeira com espessuras diferentes,dentro de um limite de cerca de 2milímetros de altura. Além dissoserve a permitir a obtenção de umavanço regular, com uma boapotência de reboque, quando setrabalham peças de superfíciesbastante irregulares.

48
3.9 RULLO MOTORIZZATO SUL PIANO (STD)
Il rullo R fig.3.9 è inserito in un'apposita sede nel piano spessore ed é di tipo flottantemediante supporti posti alle estremità. Il rullo è trainante e ne prende il moto mediantetrasmissione a catena dal rullo liscio superiore.La sporgenza del rullo rispetto al piano è regolabile mediante il pomello S fig.3.9.Ruotare il pomello S in senso orario per aumentare la sporgenza del rullo e viceversa.Mantenere il rullo costantemente pulito e privo di depositi di resina, vernici, morchie etruciloli o schegge di legno.
R
SFig. 3.9

49
3.9 POWERED FEED ROLLERON TABLE (STANDARD)
This floating roller (R, fig. 3.9) isinstalled on the thicknessing table ina suitable seat and is attached to themounts located at the ends. Thechain drive operates the roller throughthe upper smooth roller. The degreeto which the roller protrudes in relationto the table can be adjusted by turningthe knob (S, fig. 3.9). Turn the knob(S) clockwise to increase theprotrusion of the roller; counter-clockwise to decrease it. Always keepthe roller clean and free of resin, paintand smudge build-ups as well aswooden chips and splinters.
3.9 RODILLO MOTORIZADOSOBRE LA MESA (STD)
El rodillo R fig. 3.9 está inserido enel sitio correspondiente sobre la mesade regruesar y es de tipo flotantemediante soportes ubicados a lasextremidades. El rodillo tiene unmecanismo de arrastre, el cual sepone en movimiento mediantretransmisión en cadena del rodillo lisosuperior.El resalto del rodillo con respecto ala mesa es regulable mediante laperilla S fig. 3.9.Rotar la perilla S en el sentido de lasagujas del reloj para aumentar elresalto del rodillo y viceversa.Mantener el rodillo constantementelimpio y sin depósitos de resina,barnices, sedimentos, y virutas oastillas de madera.
3.9 ROLO MOTORIZADO NOPLANO (STD)
O rolo R fig.3.9 deve ser introduzidono lugar que existe, específicamentepara esse efeito, no plano-espessurae é um rolo do tipo flutuante namedida em que tem os suportescolocados nas extremidades. O roloé um rebocador que adquire omovimento através da transmissãoem cadeia que lhe chega através dorolo superior liso.A saliência do rolo em relação aoplano é regulável através domanípulo S fig.3.9.Se quer aumentar a saliência do rolo,rode o manípulo S no sentido horário;para a diminuir proceda do mesmomodo mas rodando o manípulo nosentido contrário.Mantenha o rolo constantementelimpo e sem depósitos de resina,vernizes, borradelas e maravalhas oulascas de madeira.

50
3.10 MONTAGGIO E REGOLAZIONE DEI COLTELLI
ATTENZIONE:I coltelli male affilati con tagliente usurato fanno aumentare il pericolo dicontraccolpi e il rigetto del pezzo
Lo smontaggio e la sostituzione di coltelli non affilati va eseguita nel seguente modo:- Aprire lo sportello superiore agendo sul pomello N fig.3.10.- Con l’apposita chiave allentare le viti di serraggio del coltello, sino a poterlo sfilare
agevolmente.- Montare il nuovo coltello, mantenendolo in posizione con l’ausilio del “REGISTRA
COLTELLI” in dotazione alla macchina(fig.3.10).- Premere sul “REGISTRA COLTELLI” (fig.3.10), avendo cura di inserire le due spine
di riferimento fra controferro e albero pialla, finchè non poggierà sullo stesso.- Unire le viti del controferro partendo da quella centrale, procedendo poi, per le altre,
come indicato in fig.3.10.- Bloccare definitivamente le viti una volta eseguita la messa a punto del coltello,
facendo attenzione a non eccedere ne serraggio delle stesse.- Ripetere la procedura per ogni coltello presente sull’albero.La sporgenza radiale massima del coltello è di 1,1mm.Questo valore non deve mai essere superato! Non alterare in alcun modo laregolazione del “REGISTRA COLTELLI” in quanto è pretarato per dare la giustasporgenza al coltello.L’altezza minima di un coltello riaffilato è di 25mm.
ATTENZIONE: Questo valore non deve mai essere superato (fig.3.10).
Fig. 3.10
13
57
24
6
MAX. 1,1mm
N
Sistema di serraggioClamping systemSistema de atornillamientoSistema de bloqueio
Registra coltelliBlade adjustment gaugeRegistra cuchillasAfinador das lâminas
Altezza originale = 35mm x3Altezza minima = 25mm x3Original height = 35 mm x3Minimum height = 25 mm x3Altura inicial = 35 mm x3Altura mínima = 25 mm x3Altura original = 35 mm x3Altura mínima = 25 mm x3

51
3.10 MOUNTING ANDADJUSTING THE BLADES
WARNING!Blunt or improperly sharpenedknives may cause kick-backs andsevere injury during machineoperation.
To remove and replace blunt blades,proceed as directed below:- Turn the knob (N, fig. 3.10) to open
the upper door.- By using the wrench provided,
loosen the mounting screws untilthe blades can be easily removed.
- Install the new blade, keeping it inplace by using the “ADJUSTMENTGAUGE” supplied with themachine (fig. 3.10).
- Push on the “ADJUSTMENTGAUGE” (fig. 3.10). Make sure thetwo reference pins are insertedbetween the wedge and thecutterhead so that the blade canbe securely held in place.
- Slightly tighten the wedgemounting screws, starting from themiddle one and then the others, asillustrated in fig. 3.10.
- Once the blade has been properlyset, fully tighten the screws. Do notovertighten the screws.
- Repeat these operations for all theblades installed.
The maximum radial protrusion is 1.1mm.Never exceed this value! Neverchange the “BLADE ADJUSTMENTGAUGE” in any way as it is factoryset in order to guarantee the requiredprotrusion. The maximum allowable“height” for resharpened blades is 25mm.
WARNING! Never exceed thisvalue (See fig. 3.10)
3.10 MONTAJE Y REGULACIONDE LAS CUCHILLAS
ADVERTENCIA:Las cuchillas mal afiladas conaristas de corte desgastadasaumentan el peligro decontragolpes y el rechazo de lapieza.
El desmonte y la sustitución de lascuchillas no afiladas se realiza de lasiguiente manera:- Abrir la puerta superior girando la
perilla N fig. 3. 10.- Con la llave correspondiente
aflojar los tornillos de sujeción dela cuchilla, hasta poderla extraerfácilmente.
- Instalar la nueva cuchilla,manteniéndola en posición conayuda del “REGISTRASCUCHILLAS” asignado a lamáquina (fig. 3.10).
- Presionar el “REGISTRACUCHILLAS” (fig. 3.10), teniendocuidado de inserir las dos clavijasde referencia entre el tope dehierro y el eje del cepillo, hasta quese apoye sobre el mismo.
- Unir los tornillos del tope de hierroa partir del tornillo central,procediendo después, con losotros, como se indica en la fig.3.10.
- Bloquear definitivamente lostornillos una vez ejecutado elcompleto posicionamiento de lacuchilla, teniendo en cuenta de noexcederse al apretarlos.
- Repetir el mismo procedimientopara cada cuchilla presente en eleje.
El resalto radial máximo de la cuchillaes de 1,1 mm.
Este valor no debe ser superado! Nose debe alterar de ninguna manerala regulación del “REGISTRACUCHILLAS” pues ha sido preparadopara dar el resalto justo a la cuchilla.La altura mínima de una cuchillareafilada es de 25 mm.
ADVERTENCIA: Este valor nodebe ser superado. (Fig. 3.10).
3.10 MONTAGEM E REGULAÇÃODAS LÂMINAS
ATENÇÃO:As lâminas mal afiadas, com aparte que corta a perder o gume,originam um aumento do perigo derecuo e de rejeição da peça.
A desmontagem e a substituição daslâminas não afiadas efectua-se doseguinte modo:- Abrir a portinhola superior
actuando com o manípulo Nfig.3.10.
- Com a chave própria para o efeitodesapertar os parafusos debloqueio da lâmina até poderextraí-la facilmente.
- Montar a nova lâmina mantendo-a em posição com o auxílio do“AFINADOR DAS LÂMINAS” quevem a acompanhar a máquina(fig.3.10).
- Apertar o “AFINADOR DASLÂMINAS” (fig.3.5), tendo ocuidado de introduzircontemporâneamente as duaspontas de referência entre o calçoe o eixo da plaina até que estasse apoiem sobre o mesmo.
- Colocar os parafusos do calçopartindo do do centro continuandodepois para os outros como seindica na fig. 3.10.
- Bloquear definitivamente osparafusos logo que tenhaterminado a afinação da lâmina,mas esteja atento a não excederno aperto dos mesmos.
- Repetir a operação com cada umadas lâminas existentes sobre oeixo.
A saliência radial máxima da lâminaé de 1,1mm.Esta valor não deverá nunca serultrapassado! Não altere de modonenhum a regulação do “AFINADORDAS LÂMINAS” na medida em quese encontra preparado para colocara lâmina com a saliência correcta.A altura mínima de uma lâmina quefoi de novo afiada é de 25mm.
ATENÇÃO: Esta valor não deveránunca ser superado.(fig.3.10).

52
3.11 ALBERO ELICOIDALE HC 51- MONTAGGIO DEI COLTELLI
Per l’installazione di nuovi coltelli elicoidali agire nel modo seguente:- Aprire lo sportello superiore agendo sul pomello N fig. 3.10 pag.52.- Pulire accuratamente l’albero e la zona circostante.- Allentare con la chiave adatta tutte le viti di fissaggio del controferro.- Estrarre il coltello da sostituire afferrandolo ad una estremità con una pinza (fig.A).- Smontare il controferro.- Pulire la sede del coltello (Fig. B)- Posizionare il nuovo coltello cominciando da una delle estremità dell’albero.- Dopo aver posizionato il coltello a mano, portarlo in battuta con piccoli colpi, utiliz-
zando un martello in gomma o altro materiale adatto (fig. C).- Unire le viti di serraggio partendo da una estremità dell’albero, controllando che il
coltello rimanga in posizione (fig. D).- Verificata l’esatta posizione del coltello nella sede, procedere al serraggio di tutte le
viti del controferro partendo da una estremità.- Per il secondo coltello procedere esattamente allo stesso modo.
Non utilizzare attrezzi o corpi metallici per premere sul coltello.Non battere violentemente per posizionare il coltello in battuta.
NB: Questi coltelli non sono riaffilabili
A B
C D
Fig. 3.11

53
3.11 HC51 HELICALCUTTERHEAD -INSTALLING THE BLADES
To install the new helical cuttingblades follow the instructions givenbelow:- Turn the knob (N, fig. 3.10, pag.
52) to open the upper door.- Thoroughly clean the cutterhead
and the area around it.- By using a suitable wrench, loosen
all the screws that hold the wedgein place.
- Remove the cutting blade to bereplaced by gripping an end withpliers (fig. A).
- Remove the wedge.- Clean the blade seat (fig. B).- Fit the blade into the groove,
starting from one of the two endsof the cutterhead.
- Position the blade by hand. Pushthe blade all the way in by gentlytapping on it with a rubber hammeror any other suitable tool (fig. C).
- Slightly tighten the mountingscrews, starting from the one endof the cutterhead. Make sure theblade stays in place (fig. D).
- After making sure that the blade isproperly installed, completelytighten all the screws on thewedge, starting from one end of thecutterhead.
- Install the next blade be performingthe same operations.
Never push on the blades withmetal objects or tools.Do not hit hard on the blades topush them in.
NOTE: These blades cannot beresharpened.
3.11 EJE HELICOIDAL HC 51 -MONTAJE DE LASCUCHILLAS
Para la instalación de nuevascuchillas helicoidales proceder de lasiguiente manera:- Abrir la puerta superior girando la
perilla N fig. 3.10 pág.52.- Limpiar cuidadosamente el eje y
la zona alrededor del mismo.- Con la llave correspondiente
aflojar los tornillos de sujeción deltope de hierro.
- Extraer la cuchilla que se debesustituir sujetándola por unextremo con una pinza (fig. A).
- Desmontar el tope de hierro.- Limpiar el alojamiento de la
cuchilla (fig. B).- Posicionar de nuevo la cuchilla
comenzando por uno de losextremos del eje.
- Después de haber posicionado denuevo la cuchilla con la mano,ubicarla en la ranura mediantepequeños golpes, utilizando unmartillo de caucho u otro materialadecuado (fig. C).
- Apretar los tornillos de sujecióncomenzando por un extremo deleje, controlando que la cuchillapermanezca en posición. (fig D).
- Verificada la exacta posición de lacuchilla en su alojamiento,proceder a apretar los tornillos deltope de hierro, iniciando por unextremo.
- Para la segunda cuchilla procederexactamente de la misma manera.
No utilizar herramientas o cuerposmetálicos para presionar lacuchilla.No golpear violentamente paraposicionar la cuchilla en la ranura.
NB: Estas cuchillas no sonreafilables
3.11 EIXO HELICOIDAL HC 51 -MONTAGEM DASLÂMINAS
Para a instalação de lâminas novashelicoidais proceda do modoseguinte:- Abrir a portinhola superior
actuando sobre o manípulo Nfig.3.10 pág.52.
- Limpar com cuidado o eixo e todaa zona circunstante.
- Desapertar todos os parafusos defixação do calço com a chaveprópria para o efeito.
- Extrair a lâmina que deve sersubstituída pegando-lhe por umadas extremidades com um alicate(fig.A).
- Desmontar o calço.- Limpar o sítio da lâmina (fig.B).- Colocar a nova lâmina começando
por uma das extremidades do eixo.- Após ter colocado a lâmina com a
mão, leve-a à sua posição compancadinhas utilizando para tal omartelo de borracha ou outromaterial apropriado para este fim(fig.C).
- Colocar os parafusos de bloqueiopartindo de uma das extremidadesdo eixo, controlandocontinuamente que a lâminapermaneça no seu lugar.(fig.D).
- Após ter verificado que a lâminase encontra no sítio e na posiçãoexacta, efectuar o bloqueio detodos os parafusos do calçopartindo de uma dasextremidades.
- Para a segunda lâmina procederexactamente do mesmo modo.
Não utilize instrumentos oucorpos metálicos para exercerpressão sobre a lâmina.Não bata com violência quandoder as pancadinhas necessárias àcolocação a lâmina.
NB: Estas lâminas não podemvoltar a ser afiadas!

54
3.12 ALBERO PIALLA “TERSA”
Ha due taglienti reversibili e può essere girato in qualsiasi momento senza regolazioni!Questi coltelli non sono riaffilabili!
Per l’installazione di nuovi coltelli “TERSA” agire nel modo seguente:
- Pulire accuratamente l’albero e la zona circostante.- Sbloccare il controferro (fig.3.12).- Sfilare il coltello, dal foro di fianco alla macchina.- Inserire un nuovo coltello.- L’esatto posizionamento di questo tipo di coltelli è dato dalla scalanatura
longitudinale presente sull’albero, mentre il suo fissaggio è dato dal controferro aforma di cuneo che, spinto all’esterno dalla forza centrifuga, assicura un serraggiocostante ed uniforme su tutta la lunghezza del coltello.
STOP
START
V= max 1 mm
Fig. 3.12

55
3.12 EJE DEL CEPILLO“TERSA”
Tiene dos cuchillas reversibles ypuede rotarse en cualquier momentosin realizar regulaciones. Estascuchillas no son reafilables.
Para instalar nuevas cuchillas“TERSA” proceder de la siguientemanera:
- Limpiar cuidadosamente el eje yla zona circundante.
- Desbloquear el tope de hierro (fig.3.12).
- Extraer la cuchilla de la partedelantera de la máquina.
- Inserir una nueva cuchilla.- La posición exacta de este tipo de
cuchillas está dada por lagraduación longitudinal presenteen el eje, mientras que su fijaciónestá dada por el tope de hierro enforma de cuña que empujadohacia el exterior por la fuerzacentrífuga, asegura una sujeciónconstante y uniforme en toda lalongitud de la cuchilla.
3.12 EIXO DA PLAINA “TERSA”
Tem dois gumes reversíveis e podeser rodado em qualquer momentosem necessidade de regulações!Estas lâminas não podem voltar a serafiadas!
Para a montagem das novas lâminas“TERSA” proceder do seguinte modo:
- Limpar com cuidado o eixo e todaa zona circunstante.
- Desbloquear o calço (fig. 3.12).- Extrair a lâmina pelo furo que se
encontra na parte lateral damáquina.
- Introduzir a nova lâmina.- A posição exacta deste tipo de
lâminas é dada pela calhalongitudinal que existe sobre o eixoenquanto que a sua fixação se fazpor meio do calço em forma decunha que, empurradoexteriormente pela forçacentrífuga, assegura um bloqqueioconstante e uniforme a todo ocomprimento da lâmina.
3.12 “TERSA” CUTTERHEAD
This cutterhead comes with twoblades which can be reversed at anytime, without having to be adjusted.The blades cannot be reshapened!
To replace the “TERSA” cuttingblades, follow the directions givenbelow:
- Thoroughly clean the cutterheadand the area around it.
- Release the wedge (fig. 3.12).- Remove the blade from the side of
the machine.- Fit in a new blade.- The longitudinal groove in the
cutterhead ensures that the bladeis constantly kept in its correctposition. The wedge serves tosecure it firmly in place. In fact, thecentrifugal force exerted uniformlyalong the wedge holds the bladedown throughout the entireworkcycle.

56
4.0 MANUTENZIONE
Attenzione prima di qualisasi operazione di manutenzione mettere l'interruttoregenerale in posizione di "0"
4.1 TENSIONAMENTO DELLE CINGHIE
Aprire il carter destro per la R 63, sinistro per la R51 (fig 4.1).Verificare il tensionamento delle cinhgie B dopo le prime 50 ore di lavoro.Premendo al centro del tratto libero della coppia di cinghie si dovrà avere un cedimen-to di circa 5 mm con una pressione di 4-5Kg.Per regolare la tensione allentare il dado P, ed agire sul motore.Non superare il valore indicato per non sovracaricare i cuscinetti e danneggiare lecinghie stesse.In caso di avaria di una sola cinghia oppure per eccessivo allungamento, sostituire lacoppia di cinghie.Non accoppiare cinghie di marca diversa.Cinghia trapezoidale tipo 3V 710 per la pialla R51 / R63. " " " 3V 355 per il riduttore R51.Cinghia trapezoidale CW22x8/650 per il riduttore R63
P
P
P
B
Fig. 4.1

57
4.0 MAINTENANCE
WARNING! Move the main switchto “0” (OFF) before performing anymaintenance operations.
4.1 TENSIONING THE BELTS
Open the right-hand cover for the R63 and the left-hand one for the R51(fig. 4.1).Check the tension of the belts (B)after the initial 50 hours of operation.The pair of belts should deflect 5 mmapprox. when a pressure of 4-5 kg isexerted in the middle of the span.
To adjust the tension, loosen the nut(P) and move the motor as required
Do not exceed the values indicatedas overtightening may put thebearings under stress and severelydamage the belts.
Even if only one belt is worn or slack,the pair of belts must be replaced.Do not use one brand of belt with abelt of a different brand. The samebrands must always be used.- V-belt, type 3V 710 for the R51 /
R63 thicknessing machines.- V-belt, type 3V 355 for the R51
reduction gear.- V-belt, type CW22x8/650 for the
R63 reduction gear.
4.0 MANTENIMIENTO
Advertencia: Antes de realizarcualquier operación demantenimiento ubicar elinterruptor general en posición“0”.
4.1 TENSIONAMIENTO DE LASCORREAS
Abrir el cárter derecho para la R63, yel izquierdo para la R51 (fig. 4.1).Verificar el grado de tensionamientode las correas B después de las 50primeras horas de trabajo.Presionando en el centro del tramolibre del par de correas se debeverificar un aflojamiento deapróximadamente 5 mm con unapresión de 4 - 5 Kg.
Para regular la tensión aflojar latuerca P y proceder sobre el motor.
No superar el valor indicado para nosobrecargar los cojinetes ni averiarlas correas.
En caso de avería de una sola correa,o por su excesivo alargamiento, sedebe cambiar el par de correas.No acoplar correas de diversa marca.- Correa trapezoidal tipo 3V 710
para el cepillo R51 / R63.- Correa trapezoidal tipo 3V 355
para el reductor R51.- Correa trapezoidal tipo CW22x8/
650 para el reductor R63.
4.0 MANUTENÇÃO
ATENÇÃO: Antes de efectuarqualquer operação de manutençãocoloque o interruptor geral naposição “O”.
4.1 ESTABELECIMENTO DATENSÃO NAS CORREIAS
Abra o cárter direito para a R63,esquerdo para a R51 (fig.4.1).Verifique o grau de pressão dascorreias B após as primeiras 50 horasde trabalho.Carregando no centro da parte livredas duas correias dever-se-à obteruma cedência de cerca 5 mm quandose exerce uma pressão de 4-5 kg.Para regular a tensão desapertar aporca P e operar no motor.Não supere o valor indicado para nãosobrecarregar os rolamentos nemdanificar as prórpias correias.No caso de se estragar uma só dasduas correias ou então se se verificarum alongamento excessivo, substituao par de correias.Não acasale duas correias de marcadiferente.- Correia trapezoidal tipo 3V 710
para a plaina R51/R63.Correia trapezoidal tipo 3V 355para o redutor R51.
- Correia trapezoidal CW22x8/650para o redutor R63.

58
4.1.1 TENSIONAMENTO CATENE
Ripristinare il corretto tensionamento della catena solo quando risulta fuori allinea-mento per allungamento. Allentare la vite D fig.4.1.1 e premere con pressione di 8-10Kg sul perno tendicatena, indi serrare energicamente la vite D.
4.1.2 RIDUTTORE - CAMBIO VELOCITA'
Il gruppo riduttore/variatore della R63 e il riduttore cambio velocità della R51 sono deltipo a tenuta stagna, lubrificati a vita e non richiedono ne il rabbocco ne la sostituzionedel lubrificante.
4.1.3 CATENA DI COMANDO DEL RULLO DEL PIANO SPESSORE
Verificare periodicamente il tensionamento della catena M fig. 4.1.3. Allentare entram-be le viti S premere verso il basso la puleggia T indi serrare le viti S.La catena però non deve risultare tesa. Il tratto L deve poter oscillare nel senso dellafreccia per almeno 10mm.
D
Fig. 4.1.1
M
L
S
T
Fig. 4.1.3

59
4.1.1 TIGHTENING THE CHAINS
Tighten the chain only if it hasslacken. Loosen the screw (D, fig.4.1.1). Apply a pressure of 8-10 kgon the chain tightener pin. After doingthis, fully tighten the screw (D).
4.1.2 SPEED CHANGE
The variable speed drive unit installedin the R63 as well as the reductiongear for changing the speed aresealed and life long lubricated. In fact,the lubricant does not have to bechanged and none needs to beadded.
4.1.3 THICKNESSING TABLEROLLER DRIVE CHAIN
Periodically check to see whether thechain (M, fig. 4.1.3) is sufficiently tight.Loosen both the screws (S), press thepulley (T) down and then tighten thescrews (S). However, the chain mustnot be too tight. In fact, section L mustbe able to move at least 10 mm inthe direction of the arrow.
4.1.1 TENSIONAMIENTO DELAS CADENAS
Restablecer el correctotensionamiento de la cadena solocuando se encuentra desalineada poralargamiento. Aflojar el tornillo D fig.4.1.1 y oprimir con una presión de 8 -10 kg. sobre el perno tensor decadenas, entonces apretarenérgicamente el tornillo D.
4.1.2 REDUCTOR - CAMBIO DEVELOCIDAD
El grupo reductor / variador de la R63y el reductor cambio de velocidad dela R51 son del tipo impermeable,lubricados a larga duración y norequieren rellenarse, ni la sustitucióndel lubricante.
4.1.3 CADENA DE MANDO DELRODILLO DE LA MESA DEREGRUESAR
Verificar periódicamente eltensionamiento de la cadena M fig.4.1.3. Aflojar los tornillos Soprimiendo hacia abajo la polea T,entonces apretar los tornillos S.La cadena no debe resultar tirante.El tramo L debe poder oscilar en elsentido de la flecha por al menos 10mm.
4.1.1 ESTABELECIMENTO DATENSÃO NASCORRENTES
Restabelecer a justa tensão dacorrente apenas quando esta serevela fora do alinhamento poralongamento. Desapertar osparafusos D fig. 4.1 e carregarexercendo uma pressão de 8-10 kgsobre o pino esticador de corrente,fechar então energicamente osparafusos D.
4.1.2 REDUTOR - MUDANÇA DEVELOCIDADE
O grupo redutor/de variação da R63e o redutor de mudança develocidade da R51 são do tipovedado à água, lubrificação vitalíciae não necessitam atestação nemsubstituição de lubrificante.
4.1.3 CORRENTE DE COMANDODO ROLO DO PLANO-ESPESSURA
Verificar periodicamente a tensãoexistente na corrente M fig.4.1.3.Desapertar ambos os parafusos Sempurrar para baixo a polia T e entãofechar os parafusos S.A corrente não deve no entantodemonstrar estar tesa. A parte detrajecto L deve poder oscilar nosentido da seta, pelo menos 10mm.

60
4.2 MOTORE AUTOFRENANTE
La macchina è dotata di un motore speciale autofrenante fig.4.2.L’utensile viene frenato pochi attimi dopo l’azionamento dell’interruttore del motore odell’emergenza.Il motore chiuso asincrono con ventilazione esterna, tipo di protezione IP54, é dotato difreno elettromagnetico a disco a frenatura meccanica a molle.Anche i cuscinetti del motore sono a tenuta stagna lubrificati a vita.Qualsiasi intervento sul motore deve essere eseguito da personale qualificato.
Traferro dell’elettromagnete.La distanza A tra la carcassa dell’elettromagnete B e il nucleo mobile C é denominato“traferro”, se l’efficacia del freno diminuisce occorre verificare la suddetta distanza.Il limite di usura del materiale di attrito e di 3 mm.
La riduzione dell’efficienza frenante si rileva dall’aumento del tempo occorrente all’al-bero per arrestarsi completamente. Tempo ammesso 10 sec. max. la coppia difrenatura si può ripristinare nel seguente modo:- togliere il coperchio di protezione R.- introdurre una chiave esagonale nella sede G, sull’estremità dell’albero per impedirne
la rotazione.- avvitare progressivamente il dado D sino ad annullare completamente il (traferro )A
senza forzare.- svitare il dado D di mezzo giro.- verificare che la distanza A (traferro) risulti entro i limiti indicati: 0,1 - 0,3mm
Eseguire alcune prove per verificare il corretto funzionamento.
������
�������������
���
���
��
��
����
�����
����
���
�
����
����
��
�
���
�����
�����
����
��
�����
����
��
���
����
���
����
���
������
��������
�
��
= 0,1÷0,3 MAX.AA
B
F
R
D
G
CFig. 4.2

61
4.2 SELF-BRAKING MOTOR
The machine comes with a specialself-braking motor (see fig. 4.2).The tool stops running immediatelyafter the emergency stop button hasbeen pressed or the motor switch hasbeen turned to its “Off” position.The motor is asynchronous,externally ventilated, totally enclosed(degree of protection: IP54 ) andcomes equipped with an electro-magnetic disk brake.The motor bearings are sealed andpermanently lubricated.The motor must be serviced only byqualified mechanics.
Air gapThe distance “A” between theelectro-magnet body (B) and themobile core (C) is known as “air gap”.Check the air gap whenever the brakeis no longer effective.The wear limit of the brake lining is 3mm.
The braking power is insufficientwhen the it takes the shaft too long tostop. Max. allowable time: 10seconds. To restore the correctbraking force, follow the directionsgiven below:- remove the cover (R);- insert a hexagon wrench in the
socket (G) at the end of the shaft,to prevent it from turning;
- gradually screw the nut (D) until theair gap “A” is completelyeliminated;
- loosen the nut (D) by half a turn;- make sure the distance “A” (air
gap) is within the recommendedlimits (0.1-0.3 mm).
Test the brake for proper functioning.
4.2 MOTOR AUTOFRENANTE
La máquina está provista de un motorespecial autofrenante fig. 4.2.El utensilio se frena algunossegundos después delaccionamiento del interruptor delmotor o de la emergencia.El motor blindado asincrónico conventilación externa y tipo deprotección IP54, está provisto defreno electromagnético de disco confrenado mecánico por muelle.También los cojinetes del motor sonimpermeables y se encuentranlubricados para larga duración.Cualquier intervención en el motordebe ser ejecutada por personalcualificado.
Entrehierro del electroimán.La distancia A entre la carcasa delelectroimán B y el núcleo móvil C sedenomina “entrehierro”. Si la eficaciadel freno disminuye se debe verificardicha distancia.El límite de deterioro del material derozamiento es de 3 mm.
La reducción de eficacia del freno seregistra del aumento del tiemponecesario al eje para frenarsecompletamente. El tiempo admitidoes de 10 segundos máximo. El parde freno se puede restablecer de lasiguiente manera:- Quitar la tapa de protección R.- Introducir una llave hexagonal en
el soporte G, sobre el extremo deleje impidiendo así la rotación.
- Enroscar progresivamente latuerca D hasta anularcompletamente el entrehierro A sinforzarla.
- Aflojar la tuerca D media vuelta.- Verificar que la distancia A
(entrehierro) se encuentre dentrode los límites indicados: 0,1 - 0,3mm.
Realizar algunas pruebas paraverificar su correcto funcionamiento.
4.2 MOTOR DE AUTO-TRAVAGEM
A máquina possui um motor especialde auto-travagem fig. 4.2.A ferramenta pára poucos instantesapós ter sido accionado o interruptordo motor ou o de emergência.O motor fechado assíncrono comventilação externa, tipo de protecçãoIP54, possui um travão electro-magnético de disco com travagemmecânica a molas.Também os rolamentos do motor sãovedados à água e possuem um tipode lubrificação que é vitalícia.Qualquer intervenção no motor deveser efectuada por pessoalqualificado.
Entreferro do electro-ímanA distância A entre a carcaça doelectro-íman B e o núcleo móvel Cchama-se “entreferro”; se a eficáciado travão diminui torna-se necessárioverificar a referida distância.O limite do desgaste do material deatrito é de 3mm.
A diminuição da eficência detravagem deduz-se do aumento detempo que é necessário para o eixoparar completamente. Tempoadmitido 10 seg. máx.; o par detravagem pode ser recolocado emacção procedendo no modo seguinte:- tire a tampa de protecção R.- introduza uma chave hexagonal
em G, isto é, na extremidade doeixo para impedir a sua rotação.
- atarraxe progressivamente aporca D até anular completamenteo (entreferro) A sem forçar.
- desaperte de meia-volta a porcaD.
- verifique que a distância A(entreferro) se encontre dentro doslimites indicados: 0,1 - 0,3mm.
Efectue algumas provas paraverificar se funciona correctamente.

62
4.3 LAVORI DI PULIZIA, E LUBRIFICAZIONE.
Provvedere alla pulizia della macchina e del pavimento circostante.Togliere gli sportelli della macchina e togliere con il tubo aspirante la polvere, i truciolie gli sfridi nell’interno della macchina stessa.I martelletti antiritorno devono essere mantenuti in condizioni di lavoro efficienti.
Questi devono essere esaminati almeno una volta ogni turno di lavoro (ad es. verifica-re le condizioni della superficie di contatto delle linguette riscontrando eventuali dannida urto e verificare che le linguette si abbassino liberamente sotto il loro stesso peso).La macchina non deve essere usata se non vengono verificate tutte queste condizioni.
Pulire accuratamente il piano con una spazzola a setole dure.Successivamente pulirle con kerosene.
I cuscinetti della macchina sono di tipo Log-life pertanto non vanno lubrificati.

63
4.3 CLEANING ANDLUBRICATION
- Clean the machine and the flooraround it.
- Remove the access covers to themachine, the dust suction hose aswell as the dust and the shavingswhich may have built up inside themachine.
- The anti-kickback fingers mustalways be kept in good workingconditionThe anti-kickback fingers must bechecked at least once every work-shift. For example, check thecondition of the contact surfacesof the tabs to see whether theyhave been damaged and makesure the tabs are able to freelymove down when put under theirown weight. The machine must notbe used until these conditions havebeen checked and the anti-kickback fingers are found to beefficient.
- Thoroughly clean the workingsurfaces with a hard bristle brush.Subsequently, use kerosene.
- The machine is fitted with Long-Lifebearings which do not need to belubricated
4.3 LIMPIEZA Y LUBRICACION
- Realizar la limpieza de la máquinay del terreno circunstante.
- Sacar las puertas de la máquina yaspirar el polvo, virutas y desechosen el interior de la máquina.
- Los pistones anti retorno debenmantenerse en condiciones detrabajo eficiente.Estos deben examinarse al menosuna vez por cada turno de trabajo(por ejemplo, verificar lascondiciones de la superficie decontacto de las lingüetasdeterminando eventuales dañospor choques y verificar que estasdesciendan libremente bajo sumismo peso.La máquina no debe utilizarse sinverificar todas estas condiciones.
- Limpiar cuidadosamente lasmesas con un cepillo de cerdasduras.Sucesivamente limpiarlas conKerosen.
- Los cojinetes de la máquina sonde tipo Long-life por lo tanto nodeben ser lubricados.
4.3 TRABALHOS DE LIMPEZAE LUBRIFICAÇÃO
- Providencie à limpeza da máquinae do pavimento circunstante.
- Extraia as portinholas da máquinae, com o tubo de aspiração, tire opó, as maravalhas e osdesperdícios que se encontram nointerior da própria máquina.
- Os marteletes que impedem omovimento em sentido contráriodevem ser mantidos em condiçõesde trabalho eficiente.Estes últimos devem serexaminados pelo menos uma vezpor turno de trabalho (por exemploverificar as condições dasuperfície de contacto daslinguetas comparando eventuaisdanos provocados por embate everificar se as linguetas seabaixam livremente sob o própriopeso).Se não se verificam todas estascondições, a máquina não deveser usada.
- Limpe o plano com cuidado,usando para tal uma escova comcerdas duras.Depois limpe-as com querosene.
- Os rolamentos da máquina são dotipo Log-life por isso nãonecessitam de lubrificação.

64
4.4 PACCO ACCESSORI:
La macchina è dotata di un sacchetto con i seguenti accessori:
a) - chiavi per viti esagonali: da 10 singola, 13/17 e 19/22 doppie.b) - chiavi per viti a brugola da 3 - 4 - 5 - 6 - 8c) - 2 chiavi di soccorso sollevamento pianod) - libretto istruzioni e ricambie) - registracoltelli
TABELLA DEI MATERIALI DI CONSUMO:
- Cinghia trapezoidale 3V710 - 3V355 (per R51H3)- Cinghia trapezoidale 3V710 - CW22x8 L=650 (per R63H3)- Fusibili, AM - 1AGL- Anello di attrito del motore autofrenante C Fig. 4.2 pag.62.
FS 41
USO&
MANUTENZIONE
CATALOGO
P/R
FS 41
CATALOGO
PARTI DI
RICAMBIO
R63
H3
R51
H3 13
19
22 17 10
d)
e)
a)
c)
8 6 5 4 3
b)
Fig.4.4
MAINTENANCE
&
OPERATIONS
P/R CATALOG
SPARE PARTS
LIST

65
4.4 ACCESSORIES
The following accessories aresupplied with the machine:
a) - open wrenches for hex. headscrews (10 mm, single head)(13/17 and 19/22 mm, doublehead);
b) - Allen wrenches for socket headscrews (3, 4, 5, 6, 8 mm);
c) - 2 rods for lifting the table in theevent of an emergency ;
d) - Maintenance & Operationsmanual, Spare Parts List;
e) - blade adjustment gauge
CONSUMABLE ITEMS
- V-belt 3V710 - 3V355 (for theR51H3)
- V-belt 3V710 - CW22x8 L = 650(for the R63H3)
- Fuses, AM - 1AGL- Friction ring for the self-braking
motor (C, fig. 4.2, pag. 62)
4.4 PAQUETE DE ACCESORIOS
La máquina está provista de unpaquete con los siguientesaccesorios:
a) - Llaves para tornilloshexagonales: de 10 simples, 13/17 y 19/22 dobles.
b) - Llaves para tornillos Allen de 3-4-5-6-8.
c) - Dos llaves de ayuda delevantamiento de la mesa.
d) - Manual de instrucciones yrepuestos.
e) - Registracuchillas.
TABLA DE MATERIALES DECONSUMO
- Correa trapezoidal 3V710 - 3V355(para R51H3)
- Correa trapezoidal 3V710 - CW22x8 L=650 (para R63H3)
- Fusibles, AM - 1AGL.- Anillo de rozamiento del motor
autofrenante C Fig. 4.2 pág. 62.
4.4 PACOTE DOS ACESSÓRIOS:
A máquina possui um saco com osseguintes acessórios:
a) - chaves simples para parafusoshexagonais de 10 e duplas paraos 13/17 e 19/22.
b) - chaves para parafusos comcabeça escavada hexagonaisde 3-4-5-6-8.
c) - 2 chaves de socorro delevantamento do plano
d) - livro de instruções e peças desubstituição
e) - afinador de lâminas
TABELA DOS MATERIAIS DECONSUMO:
- Correia trapezoidal 3V710 - 3V355(para R51H3)
- Correia trapezoidal 3V710 -CW22x8 L=650 (para R63H3)
- Fusíveis AM - 1AGL- Anel de atrito do motor de auto-
travagem C Fig. 4.2 pág. 62.

66
4.5 RICERCA DELLE AVARIE MECCANICHE E ELETTRICHE
Il motore perde giri - Verificare se la cinghia slitta nella gola della puleggia.Tenderla
- Verificare che ci sia la tensione sulle tre fasi.
Il motore non parte - Verificare che sia stata disattivata l’emergenza e chel’interruttore generale sia su “1”
- Verificare che il pomello di sicirezza, per il sollevamentodei piani, sia inserito nell’apposito foro come indicatosulla targhetta posta sulla macchina.
- La termica é disinserita. Aprire lo sportello* della scatola elettrica e inserire la
termica.
- Fusibile di protezione da sovracorrente “saltato”. Aprire lo sportello* e sostituirlo.
Il motore si ferma - Eccessivo assorbimento di corrente.durante il lavoro Attendere il raffreddamento della protezione termica.
Il piano di lavoro -Motore del sollevamento fuori uso.non si solleva Prendere l'asta di soccorso dal pacco accessori e ma-
nualmente sollevare il piano come da figura 4.5.
* Nota : per accedere all’interno alla scatola elettrica ruotare le quattro viti dimezzogiro, dopo aver messo l’interruttore generale su “0”.
Fig. 4.5

67
4.5 TROUBLESHOOTINGGUIDE(ELECTRICAL ANDMECHANICAL FAULTS)
The motor coasts- Check to see whether the belt slips
in the pulley groove. Tension it asrequired.
- Make sure that voltage is deliveredto the three supply wires.
The motor fails to start- Make sure that the main switch is
turned to “1” and the emergencystop button has been inactivated .
- Make sure the safety knob for liftingthe tables is inserted in the holeas shown on the plate attached tothe machine.
- An overload cutout may havetripped. Open the electrical cabinetdoor * and reset the cutout.
- A fuse which protects againstovercurrents may have blown.Open the electrical cabinet door*and replace it.
The motor stops running duringmachining- The motor uses too much electrical
power. Wait for the overload cutoutto cool down.
The worktable fails to move up- The lift motor is out of order. Use
the rod provided in the accessorykit for emergency situations toraise the table manually, as shownin figure 4.5.
*Note: move the main switch to “0”(OFF) and turn the fourscrews by half a turn to gainaccess to the electricalcabinet.
4.5 IDENTIFICACION DEAVERIAS MECANICAS YELECTRICAS
El motor pierde revoluciones- Verificar si la correa se desliza en
la ranura de la polea.- Tensionarla.- Verificar que haya tensión en las
tres fases.
El motor no arranca- Verificar que haya sido
desactivada la emergencia y queel interruptor general estéposicionado en “1”.
- Verificar que la perilla deseguridad, para el levantamientode las mesas, esté posicionada enla perforación correspondientecomo se indica en la placa puestasobre la máquina.
- La protección térmica estádesinserida.Abrir la puerta * de la caja eléctricae inserir la protección térmica.
- ”Salto”del fusible de protección desobrecorriente.Abrir la puerta * y sustituirlo.
El motor se frena durante el trabajo- Excesivo absorbimiento de
corriente.Esperar la refrigeración de laprotección térmica.
La mesa de trabajo no asciende- Motor de levantamiento fuera de
uso.Levantar manualmente la mesamediante la barra de ayudasuministrada en el paquete deaccesorios, como se muestra enla fig. 4.5.
*Nota: para acceder al interior dela caja eléctrica rotar loscuatro tornillos de mediarevolución, después dehaber colocado elinterruptor general en laposición “0”.
4.5 PROCURA DAS AVARIASMECÂNICAS EELÉCTRICAS
O motor perde rotações- Verifique se a correia desliza no
encavo da polia.- Estique-a.- Verifique se existe tensão nas três
fases.
O motor não parte- Verifique se a emergência está
desactivada e se o interruptor geralse encontra na posição “1”.
- Verifique se o manípulo desegurança para levantamento dosplanos se encontra colocado nofuro próprio, de acordo com o queestá indicado na chapinha damáquina.
- o interruptor magneto-térmico estádesactivado.Abra a portinhola* da caixaeléctrica e accione o interruptormagneto-térmico.
- Fusível da protecção desobrecarga de corrente “saltado”.Abra a portinhola e substitua-o.
O motor pára- Absorção excessiva de corrente
durante o trabalho.Espere pelo arrefecimento daprotecção térmica.
O plano de trabalho- Motor de levantamento fora de
uso.Segure na haste de socorro dopacote de acessórios e,manualmente, levante o plano talcomo mostra a figura 4.5.
*Nota: para o acesso ao interior dacaixa eléctricadesatarraxar os quatroparafusos do carter do vãoonde se encontra amesma, após ter colocadoo interruptor geral naposição “O”