projecto de optimização de componentes e processos do ... · pom polyoxymethylene poliacetal. pp...
TRANSCRIPT

Projecto de optimização de componentes e processos do
conjunto porta-luvas do Volkswagen Golf A05
Daniel Machado Gomes Pinto
Relatório do Projecto Final / Dissertação do MIEM
Orientador na Inplás: Eng.º José Teixeira
Orientador na FEUP: Doutora Ana Reis
Faculdade de Engenharia da Universidade do Porto
Mestrado Integrado em Engenharia Mecânica
Janeiro de 2011


iii
Resumo
O conjunto de peças vulgarmente conhecido como Porta-luvas que equipa o
interior da grande maioria dos veículos existentes, é constituído por vários
componentes. Para a sua obtenção é necessário recorrer a diferentes processos de
fabrico e atravessa várias fases de montagem. O actual projecto focou-se na
optimização desses processos e teve lugar dentro das instalações da empresa Inplás.
A optimização de componentes atravessou três áreas de actuação diferentes as
quais têm como objectivo comum o melhoramento do produto final. A área de
aperfeiçoamento de zonas técnicas de funcionamento envolveu uma alteração do
formato de dois componentes essenciais para o bom funcionamento do conjunto. O
bom aspecto final sendo considerado um dos requisitos exigidos pelo cliente, foi
outra das áreas focadas no presente relatório.
A forte concorrência presente no ramo automóvel exige dos produtores um
constante esforço de melhoramento de todos os processos inerentes ao fabrico de
componentes. A outra área referida apresenta soluções de optimização de processos
para que dessa forma se possam evitar os eventuais erros existentes durante a
produção e oferecer o preço mais competitivo.
A evolução constante de ferramentas e processos permite a cada dia encontrar
novas soluções de optimização. As melhorias aqui descritas permitiram reduzir
custos, custos de reclamações e aumentar produtividades assim como satisfazer as
exigências impostas pelo cliente.

iv
Abstract
The set of pieces usually known as glove box compartment that can be found
in the interior of most vehicles is formed by several components. In order to obtain
them it is necessary to resort to different manufacturing processes and go through
several assembly phases. The current project focused on the optimization of those
phases and took place at the Inplas facilities.
The components’ optimization passed through three different areas of
operation which have as common goal the improvement of the final product.
Changes have been carried out in these technical functioning zones and led to the
modification of two main pieces which are crucial to the well functioning of the
assembly. The good visual appearance of the assembly is one of the requirements
demanded by the customer, and was one of the areas of operation mentioned in this
project.
Another area mentioned presents solutions to minimize the possible errors
occurring in the production, and allows offering the most competitive price.
Nowadays the strong competition between car parts manufacturers requires
making a strong effort to improve all the operations implied in the production
process.
The constant evolution of the tools allows to find a new way of improving the
manufacturing process every day. The optimizations hereby described allowed to
reduce the costs and increase productivity as well as to satisfy the demandings
imposed by our customers.

v
Agradecimentos
Agradeço à Eng. Ana Reis da Faculdade de Engenharia da Universidade do
Porto, pela disponibilidade e capacidade de orientação construtiva.
A todos os colaboradores da Inplás que de alguma forma contribuíram para o
enriquecimento deste trabalho.
A todos os meus amigos que são uma presença constante na minha vida.
À Rita pelo incentivo e pela motivação.
Aos meus pais e irmã por todo o apoio que me deram durante toda a minha
formação.

vi
Índice de conteúdos
1. Introdução ...................................................................................................................... 12
1.1. Descrição da Inplás ................................................................................... 13
1.1.1. Sistemas internos e organizacionais ...................................................................... 17
1.1.2. Grupo de trabalho................................................................................................ 18
2. Apresentação do conjunto Porta-luvas ......................................................................... 20
2.1. Descrição geral......................................................................................... 20
2.1.1. Pré-série, vida-série e pós-venda............................................................................ 23
2.1.2. Fases de vida do conjunto do PL ......................................................................... 24
2.1.3. Processos inerentes ao fabrico do PL..................................................................... 26
2.1.4. Funcionamento da linha de montagem do PL ....................................................... 28
2.1.5. Descrição das fases da linha de montagem do PL .................................................. 30
2.2. Defeitos habitualmente encontrados em peças plásticas de injecção. ..................... 30
2.3. Especificações e normas a que o PL é sujeito. .................................................. 32
3. Modificações efectuadas em componentes do PL ......................................................... 33
3.1. Tiras do PL ............................................................................................. 33
3.1.1.Criar rampas e alargar........................................................................................... 35
3.1.2. Rebarbas e queimados nas extremidades ............................................................... 38
3.2. Problemas no encaixe dos Buchse Aberto........................................................ 42
4. Modificações efectuadas no Ski-Slope ........................................................................... 48
4.1. Ski-Slope ................................................................................................ 49
4.1.1. Modificações nos pontos de injecção........................................................... 50
4.1.2. Tratamento de Teflon para eliminar defeitos visíveis superficiais da peça ............ 54
5. Conclusões ...................................................................................................................... 56
6. Referências e Bibliografia.............................................................................................. 57
7. Anexos ............................................................................................................................ 58

vii
viii
Índice de Figuras
Figura 1 – Destaque de alguns componentes do conjunto Porta-luvas do
Volkswagen Golf A05........................................................................................... 12
Figura 2 – Imagem da entrada principal da Inplás. ........................................... 13
Figura 3 – Turnover total da Inplás para o ano de 2010. ................................... 14
Figura 4 – Linha de montagem do front-end e máquina de injecção de 500 ton à
esquerda................................................................................................................ 15
Figura 5 – Veículo de abastecimento e carga do pull system.............................. 16
Figura 6 – Etapas necessárias para validar uma modificação ou alteração....... 19
Figura 7 – Versão LHD e RHD do porta-luvas Golf A05. .................................. 20
Figura 8 – Tabela de bordo do Porta-Luvas Golf A05........................................ 21
Figura 9 – Peças do conjunto Porta-luvas cuja numeração corresponde à
existente na tabela de bordo................................................................................. 22
Figura 10 – Descrição da evolução das fases de vida do conjunto Porta-luvas
Golf A05................................................................................................................ 25
Figura 11 – Tampa flocada com Buchas montadas. ........................................... 26
Figura 12 – Processo de soldadura por ultra-som do Aro com a Caixa. ............ 27
Figura 13 – Processo de soldadura por lâmina quente da Tampa Interior com a
Tampa Exterior. ................................................................................................... 28
Figura 14 – Lay-out da linha de montagem do Porta-luvas. .............................. 29
Figura 15 – Tira Dir. ............................................................................................ 34
Figura 16 – Tira Esq.. .......................................................................................... 34
Figura 17 – Tampa Interior com as tiras montadas, em destaque zona de
interferência. ........................................................................................................ 35
Figura 18 – Pormenor das zonas onde se verificavam interferências................. 35
Figura 19 – Destaque da zona da Tira Dir. a sofrer alteração ........................... 36
Figura 20 – Destaque da zona da Tira Esq. a sofrer a alteração........................ 36

ix
FFigura 19 – Pormenor da rampa a 45º. ............................................................. 37
Figura 20 – Pormenor do aumento de espaço. .................................................... 37
Figura 21 – Pormenor de desgaste do molde provocado pela fuga de gases. ..... 38
Figura 22 – Corte dos postiços do molde das Tiras............................................. 39
Figura 23 – Pormenor da zona onde irão ser colocadas as válvulas de escape na
cavidade. ............................................................................................................... 40
Figura 24 – Pormenor da zona onde irão ser colocadas as válvulas de escape nos
postiços.................................................................................................................. 40
Figura 25 – Pormenor da rebarba presente nas tiras......................................... 41
Figura 26– Buchse Aberto Esq. e Buchse Aberto Dir. ........................................ 42
Figura 27 – Tampa Interior onde são montados o Buchse Aberto Esq. e o Buchse
Aberto Dir.............................................................................................................. 43
Figura 28 – Montagem incorrecta do Buchse Aberto Esq. na Tampa Interior. 44
Figura 29 – Montagem incorrecta do Buchse Aberto Dir. na Tampa Interior.. 44
Figura 30 – Montagem incorrectado Buchse Aberto Dir. na Tampa Interior... 45
Figura 31 – Maqueta de poka-yoke proposto...................................................... 47
Figura 32 – Ski-Slope LHD. ................................................................................. 49
Figura 33 – Simulação em MoldFlow do Ski-Slope com injecção directa.......... 51
Figura 34 - Simulação de enchimento (Escala vs tempo enchimento). ............... 51
Figura 35 - Simlação em Moldflow do Ski-Slope com injecção dupla................ 52
Figura 36 - Simulação de enchimento (Escala vs tempo enchimento). ............... 52
Figura 37 – Pormenor da zona onde previamente se verificavam chupados. .... 55

x
Índice de tabelas
Tabela 1 – Descrição das fases da linha de montagem do Porta-luvas............... 30
Tabela 2 – Problemas habitualmente encontrados em peças plásticas de injecção
e respectivas causas prováveis. ............................................................................ 31
Tabela 3 – Vantagens e desvantagens das alterações a efectuar nas Tiras do PL.
............................................................................................................................... 37
Tabela 4 – Vantagens e desvantagens das alterações a efectuar no molde das
Tiras do PL. .......................................................................................................... 41
Tabela 5 – Descrição das fases da proposta do poka-yoke.................................. 46

xi
Abreviaturas
ABS Acrylonitrile butadiene styrene Acrilonitrila butadieno estireno. Coating Camada de tinta ou verniz protector.
Gito Quantidade de plástico que faz a ligação de MP entre o canal de alimentação e a peça injectada.
Kanban Palavra de origem Japonesa que significa registo ou placa visivel.
LHD Left hand drive Condução à esquerda. Lean Production Metodologia de linha de montagem desenvolvida
pela Toyota. OF Ordem de fabrico PBT Polybutylene Terephthalate Polibuteno tereftalato EPDM Terpolímero de etileno-propilenodieno PL Porta-luvas PC Polycarbonate Policarbonato. Pull System Sistema de produção “puxado” Método de controlo de produção.
Poka-yoke Dispositivo que impede a ocorrência de erros em processos de fabricação.
POM Polyoxymethylene Poliacetal. PP Polypropylene Polipropileno. RHD Right hand drive Condução à direita.
Revenido Tratamento que consiste em reaquecer a peça temperada a uma temperatura inferior à da têmpera.
Tempera Tratamente que consiste em variações de temperatura do material a temperar para promover alterações estruturais.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
12
1. Introdução
A presente dissertação tem como título “Projecto de optimização de
componentes e processos, do conjunto porta-luvas do Volkswagen Golf A05” e
insere-se no âmbito do projecto de Mestrado Integrado em Engenharia Mecânica no
ramo de Projecto e Desenvolvimento em Engenharia Automóvel da Faculdade de
Engenharia da Universidade do Porto.
Este projecto trata o melhoramento e optimização de componentes e processos,
os quais traduzem um conjunto de peças de onde resulta o porta-luvas pertencente ao
veículo Volkswagen Golf quinta geração.
Figura 1 – Destaque de alguns componentes do conjunto Porta-luvas do Volkswagen Golf A05.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
13
1.1. Descrição da Inplás
A Inplás sendo uma empresa pertencente à divisão de plásticos do Grupo
Simoldes, iniciou a sua actividade no ano de 1995, e focava-se exclusivamente na
injecção de termoplásticos de engenharia para a industria automóvel e
electrodomésticos.
Posteriormente implementou nas suas instalações uma inovadora linha de
pintura e um processo de impressão por tampografia.
Actualmente possui uma enorme diversidade tecnológica de processos entre
os quais se destacam: Injecção convencional, Injecção a baixa pressão sobre tecido,
bi-injecção, sobremoldagem de insertos metálicos, in-mold decoration,
termoformagem de PVC, colagem de chapa / metal, rebitagem metal / plástico,
tampografia multicolor, pintura decor e pintura soft touch.
A Inplás destaca-se pela elevada qualidade das suas peças, sendo por esse
motivo um forte fornecedor de peças de revestimento interior e exterior pintadas, e
módulos frontais tanto no mercado Europeu como no Sul de África e na China.
Figura 2 – Imagem da entrada principal da Inplás.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
14
• Valores registados em 2010
O grupo Simoldes é dos maiores fornecedores europeus de componentes
plásticos automóveis. No passado ano de 2010 a Inplás forneceu 16.151.300 peças,
carregou 3136 camiões e consumiu 3950 toneladas de matéria prima.
Como principal cliente e atingindo os 54% de fornecimento das peças
produzidas destaca-se a Volkswagen.
Figura 3 – Turnover total da Inplás para o ano de 2010.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
15
• Maquinaria
Presentemente a Inplás possui 37 máquinas de injecção e a sua tonelagem
varia entre 110 ton até 1100 ton.
Estão activos dentro das instalações 298 moldes. Alem das convencionais
máquinas de injecção a Inplás possui máquinas de bi-injecção, injecção com gás, e
tem permanentemente instaladas duas linhas de montagem.
Cada máquina de injecção está equipada com robots de extracção de peça(s)
assim como uma
máquina de moagem
que faz o
reaproveitamento do
gito e de peças
rejeitadas.
Figura 4 – Linha de montagem do front-end e máquina de injecção de 500 ton à
esquerda.
• Pull system
Para evitar acumulação de material, a Inplás tem instalado um sistema que
recolhe o produto final e abastece as zonas de produção sempre que necessário. Esse
sistema denominado por pull system, assenta na filosofia “Lean Production”.
Quando é emitida uma ordem de fabrico são emitidos cartões que prevêem as
necessidades que irão surgir durante a produção. Cada cartão tem informação relativa
ao material e à quantidade que irá ser necessária repor. O pull system contem um

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
16
Kanban que é um indicador visual que mostra se o processo necessita de mais
material ou se está terminado.
Ao longo da produção quando o stock de algum componente começa a
baixar, o operador coloca o respectivo cartão num local apropriado para sinalizar
essa necessidade. Dessa forma quando o veículo de transporte passar por essa área de
produção, recolhe o cartão e trata do reabastecimento. Assim consegue-se manter a
área livre o que facilita o trabalho e mantém a organização.
Do mesmo modo existe um circuito onde outras máquinas estão encarregues
da recolha das embalagens, sejam elas para armazenamento de stock ou para carregar
em camiões.
Figura 5 – Veículo de abastecimento e carga do pull system.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
17
1.1.1. Sistemas internos e organizacionais
Para que a informação esteja toda organizada e acessível a quem tem
permissão, a Inplás possui algumas bases de dados instaladas na sua rede e sistemas
que permitem saber toda a informação relativa a qualquer componente de produção
interna, assim como componentes adquiridos externamente.
Quando a empresa entra em acordo com o cliente para a produção de uma ou
mais peças, é criado um código de projecto que irá identificar a peça ou o conjunto
de peças para esse cliente.
Cada uma dessas peças terá especificações diferentes, e por essa razão é
considerado importante ter registo de todas as informações. desde a matéria prima
(daqui por diante designada por MP) utilizada, a respectiva máquina de produção, até
à embalagem e respectivo destino final.
Estes sistemas são também essenciais para o melhor entendimento entre
departamentos e são até responsáveis por emitir automaticamente ordens de fabrico e
alertar com antecedência para necessidades aprovisionais e encomendas de cliente.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
18
1.1.2. Grupo de trabalho
De entre os vários departamentos existentes na Inplás, fui integrado na equipa
de Engenharia do Produto.
Esta equipa tem como objectivo possibilitar as alterações nas respectivas
peças, exigidas ou sugeridas pelo cliente assim como alterações propostas
internamente. Fazendo o estudo, o planeamento e estabelecendo a ligação entre os
restantes departamentos (produção, processo, qualidade e logística), fornecedores e
cliente em questão.
De um modo geral as minhas funções passavam pelo contacto directo com o
cliente discutindo pormenores respeitantes à modificação, planear a ausência da
ferramenta e custo da modificação. Assim como fornecer a devida informação ou
actualizar os respectivos sistemas onde essa alteração pudesse ter impacto (Figura 6).

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
19
Figura 6 – Etapas necessárias para validar uma modificação ou alteração.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
20
2. Apresentação do conjunto Porta-luvas
2.1. Descrição geral
O conjunto de peças denominado como Porta-luvas, daqui por diante designado
por PL, iniciou a sua produção no ano de 2002 nas instalações da INPLÁS, sendo
parte integrante de um projecto, cujas peças produzidas seriam elementos
constituintes do veículo Golf A05, pertencente ao grupo Volkswagen.
Esse projecto previa o fabrico de duas versões de PL, para veículos de condução à
esquerda, daqui por diante denominada como LHD, e a versão de condução à direita,
daqui por diante denominada como RHD. Como é habitual, as diferenças entre as
versões LHD e RHD são poucas ou nulas, à excepção de serem “espelhadas” entre si
(Figura 7).
A Inplás fornece aproximadamente 90.000 unidades de PL por ano na versão
LDH e RHD.
Figura 7 – Versão LHD e RHD do porta-luvas Golf A05.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
21
• Componentes
O PL é constituído por 16 elementos dos quais 14, são produzidos
internamente e 2 são adquiridos através de fornecedores. Cada um desses elementos
possui especificações técnicas específicas e tem de cumprir rígidas normas impostas
pelo cliente. Inicialmente em conjunto com o cliente, são definidos parâmetros como
MP a utilizar para cada peça, cadência de produção e parâmetros de qualidade a
respeitar.
Figura 8 – Tabela de bordo do Porta-Luvas Golf A05.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
22
No arranque do projecto foram definidos dois tipos de conjuntos do PL, que
tinham como finalidade equipar duas versões de interiores do veículo Golf A05.
Esses tipos classificados como, gama alta e gama baixa, daqui por diante designados
como tipo SEPARAT e INTEGRIERT respectivamente, cada um deles com cores
especificas. A única diferença verificava-se nas peças nº 4 e nº 14, que na peça nº 4
seria necessário, após injecção, colocar um friso de decoração que poderia variar de
cor (tipo SEPARAT). A peça nº 14 não sofria qualquer tipo de montagem de
componente (tipo INTEGRIERT).
Nota: Os dois componentes não produzidos internamente são os componentes
nº 12 e nº 16.
Figura 9 – Peças do conjunto Porta-luvas cuja numeração corresponde à existente na tabela de bordo.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
23
2.1.1. Pré-série, vida-série e pós-venda
Internamente os projectos podem ser designados como pertencentes a três fases
distintas da sua “vida”.
Numa primeira fase denominada por Pré-série, são definidos todos os
parâmetros desde a matéria prima, passando pelo fabrico dos respectivos moldes,
ensaios, controlos de qualidade e validações, até à expedição para entrega ao cliente.
Quando finalmente todos os parâmetros estão acordados com o cliente, o
respectivo projecto ganha uma nova designação, vida-série. Nesta fase destinada à
produção em série, maioritariamente as intervenções limitam-se a pequenas
melhorias propostas pelo cliente ou internamente, sejam elas de MP, processo,
evoluções ou simplesmente funcionais. Nesse caso as respectivas peças ou processos
que foram alterados, passam novamente pelos mecanismos de validação necessários
exigidos internamente ou pela parte do cliente.
A fase de pós-venda garante a entrega de peças após fim de vida do veículo
em causa, varia consoante o que foi inicialmente estabelecido com o cliente. Pode ser
definido em anos de fornecimento, numero de peças ou ambos.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
24
2.1.2. Fases de vida do conjunto do PL
O conjunto PL do Golf A05 tem vindo a sofrer algumas evoluções ao longo da
sua vida-série e foi também aproveitado pelo grupo Volkswagen para integrar outros
projectos. Naturalmente é vantajoso para o grupo Volkswagen evitar a concepção de
raiz de novos componentes quando pode facilmente prever a integração de peças já
existentes em diversos veículos. Como tal, posteriormente ao lançamento do Golf
A05, foi apresentado em 2004 o projecto EOS, e em 2006 o projecto Scirocco.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
25
Figura 10 – Descrição da evolução das fases de vida do conjunto Porta-luvas Golf A05.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
26
2.1.3. Processos inerentes ao fabrico do PL
Além do processo de injecção que está implícito em todas as peças produzidas
pelas Inplás, para que o conjunto do PL esteja pronto para fornecimento ao cliente,
atravessa várias fases. De entre as quais podemos destacar o processo de flocagem, o
de soldadura por ultra-som e soldadura com lâmina quente.
• Flocagem
Este processo não é efectuado nas instalações da Inplás pois não possui os
mecanismos necessários, desse modo este processo é subcontratado a um fornecedor
habitual.
O processo de flocagem é efectuado em três dos componentes do PL. Nas
Buchas esq./dir. Abertas (peça nº8 e nº9) e na Tampa Interior (peça nº1). A flocagem
é efectuada já com as respectivas Buchas Esq./Dir. Abertas já montadas na Tampa
Interior.
Figura 11 – Tampa flocada com Buchas montadas.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
27
Este processo consiste na aplicação directa de pequenas fibras têxteis em
qualquer substrato onde anteriormente se aplicou um adesivo. Estas fibras são
fixadas perpendicularmente à superfície a flocar, através da introdução de um campo
electrostático. Tem como objectivo melhorar o aspecto cosmético das superfícies, o
tacto e neutralizar ruídos.
• Soldadura por ultra-som
Este processo é utilizado para promover a união da Caixa (peça nº3) com o
Aro (peça nº4), assim como a Tampa Interior (peça 1) com o Suporte das Tiras (peça
nº7).
A soldadura por ultra-som consiste na transferência de energia vibratória com
uma frequência específica para cada material que aliada à pressão exercida pelo
dispositivo promove a fusão dos termoplásticos permitindo assim a sua união.
Figura 12 – Processo de soldadura por ultra-som do Aro com a Caixa.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
28
• Soldadura por lâmina quente
A soldadura por lâmina quente permite a junção da Tampa Exterior (peça nº2) com a
Tampa Interior (peça nº1).
Este processo é caracterizado pelo aquecimento das zonas que se deseja unir. É
efectuado através de contacto directo entre um metal aquecido e a zona plástica a soldar.
Figura 13 – Processo de soldadura por lâmina quente da Tampa Interior com a Tampa Exterior.
2.1.4. Funcionamento da linha de montagem do PL
Presentemente a Inplás tem em funcionamento duas linhas de montagem.
Embora alguns dos 16 componentes do PL sejam montados logo após injecção, faz
todo o sentido instalar uma linha de montagem para optimizar os processos inerentes
a um conjunto de peças desta complexidade. Assim na linha de montagem do PL
existem dois processos de soldadura, são montados nove componentes e é feita a
verificação de qualidade antes de ser colocado na respectiva embalagem.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
29
Figura 14 – Lay-out da linha de montagem do Porta-luvas.
Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
30
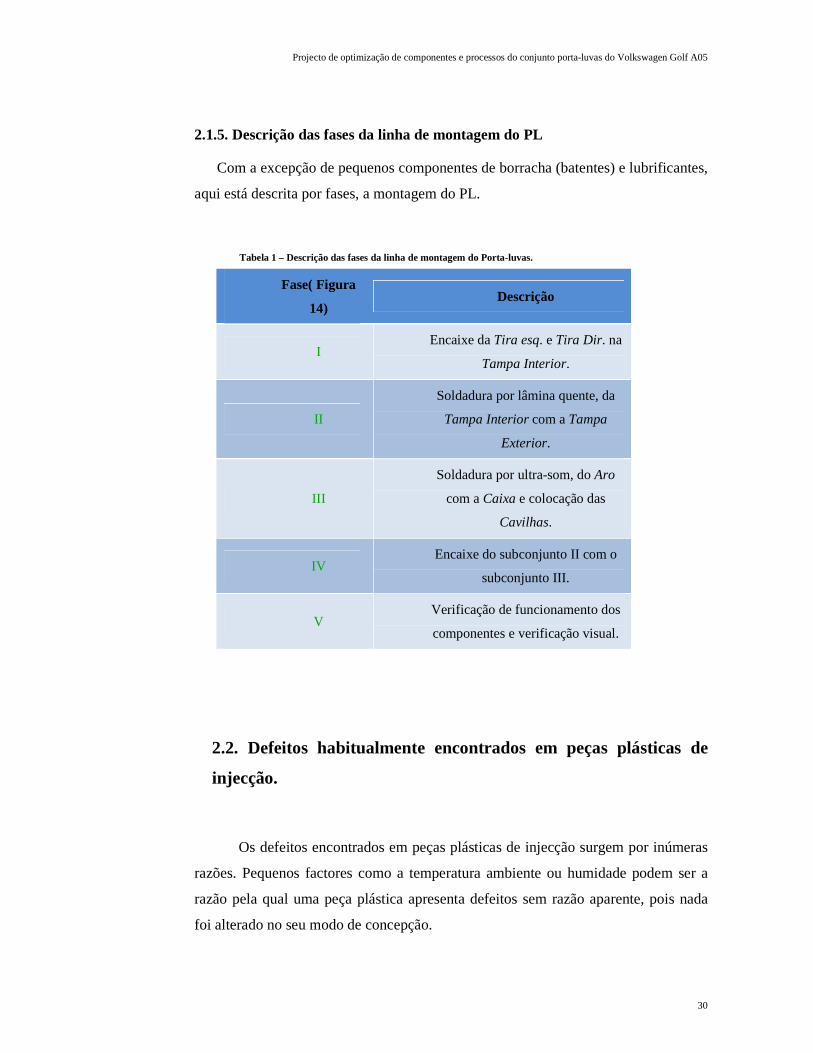
2.1.5. Descrição das fases da linha de montagem do PL
Com a excepção de pequenos componentes de borracha (batentes) e lubrificantes,
aqui está descrita por fases, a montagem do PL.
Tabela 1 – Descrição das fases da linha de montagem do Porta-luvas.
Fase( Figura
14) Descrição
I Encaixe da Tira esq. e Tira Dir. na
Tampa Interior.
II
Soldadura por lâmina quente, da
Tampa Interior com a Tampa
Exterior.
III
Soldadura por ultra-som, do Aro
com a Caixa e colocação das
Cavilhas.
IV Encaixe do subconjunto II com o
subconjunto III.
V Verificação de funcionamento dos
componentes e verificação visual.
2.2. Defeitos habitualmente encontrados em peças plásticas de
injecção.
Os defeitos encontrados em peças plásticas de injecção surgem por inúmeras
razões. Pequenos factores como a temperatura ambiente ou humidade podem ser a
razão pela qual uma peça plástica apresenta defeitos sem razão aparente, pois nada
foi alterado no seu modo de concepção.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
31
De todos esses defeitos os que me deparei com maior frequência, e
respectivas causas, estão descritos na tabela seguinte.
O grau atribuído varia consoante a frequência de aparecimento desse defeito.
(ex: 5 - muitas vezes, 1- poucas ou nenhumas.)
Tabela 2 – Problemas habitualmente encontrados em peças plásticas de injecção e respectivas causas prováveis.
Defeitos Grau Causas habituais
Chupados 3 Aparecem devido à contração térmica não ser
compensada por entrada de material.
Brilhos 2
- Ausência de rugosidade superficial.
- Comportamento do fluxo do material diferente
em várias zonas do molde.
Queimad
os 3
- Enchimento insuficiente da peça.
- Escoamento insuficiente dos gases formados
durante a injecção para o exterior.
Incomple
tos 4
- Escape de ar insuficiente.
- Solidificação prematura do material.
- Pressão de injecção insuficiente.
- Volume de injecção insuficiente.
Rebarbas 5
- Pressões internas do molde demasiado elevadas.
- Viscosidade de material injectado demasiado
baixa.
- Força de fecho da máquina insuficiente.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
32
2.3. Especificações e normas a que o PL é sujeito.
Para alem das verificações a que o PL é sujeito imediatamente antes de ser
embalado para enviar ao cliente, os seus componentes estão sujeitos a determinadas
normas impostas. Essas normas implicam testes que as assegurem no caso de o
processo de fabrico ter sido alterado ou no caso de alguma alteração na MP
(fornecedor, percentagem de mistura).
Alguns testes efectuados são:
• Combustibilidade;
• Xenotest (simulação de exposição solar prolongada);
• Espectrofotômetro (Cor e brilho);
• Câmara de luz (análise visual);
• Tracção;
• Índice de fluidez da MP.
Num intervalo de tempo previamente definido internamente, que varia de
caso para caso, mesmo não havendo reclamações por parte do cliente ou na eventual
existência de problemas no processo de concepção, são feitos rigorosos ensaios
funcionais. Com a finalidade de garantir a qualidade imposta internamente assim
como também pelo cliente.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
33
3. Modificações efectuadas em componentes do PL
Este capitulo tem como objectivo descrever mais aprofundadamente as
alterações em que estive envolvido. São apresentadas as propostas de modificação e
comentados os resultados, que sejam positivos ou não.
3.1. Tiras do PL
De todos os componentes que formam o PL, as Tiras Esq/Dir. devido à sua
geometria e ao material na qual são injectadas, são consideradas peças bastante
complexas.
São injectadas em PA6.6 GF20 (poliamida 6.6 com 20% de fibra de vidro)
que as torna capazes de suportar cargas a temperaturas elevadas, possuem boa
tenacidade, baixo coeficiente de atrito e boa resistência química.
Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
34
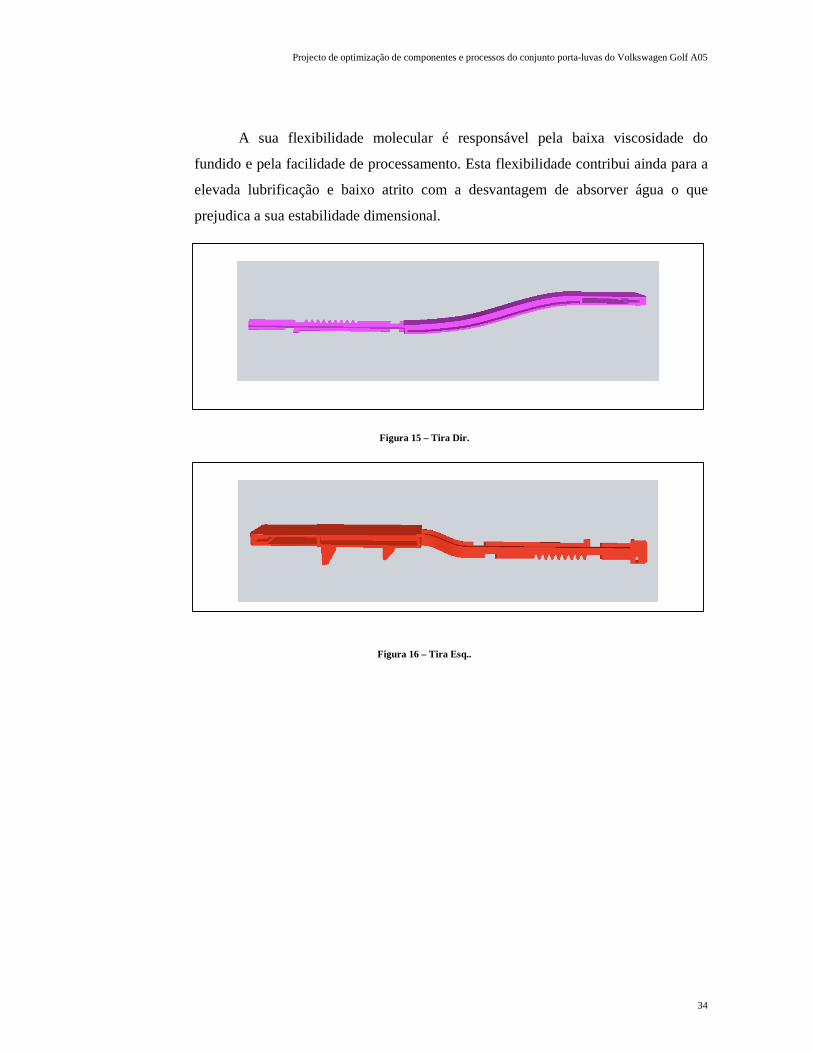
A sua flexibilidade molecular é responsável pela baixa viscosidade do
fundido e pela facilidade de processamento. Esta flexibilidade contribui ainda para a
elevada lubrificação e baixo atrito com a desvantagem de absorver água o que
prejudica a sua estabilidade dimensional.
Figura 15 – Tira Dir.
Figura 16 – Tira Esq..

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
35
3.1.1.Criar rampas e alargar
Devido a pequenas variações geométricas não detectáveis visualmente,
inerentes ao processo de injecção, sejam elas provocadas por falha momentânea do
processo de injecção ou arrefecimento indevido, foram propostos melhoramentos de
zonas técnicas. Para facilitar a montagem manual e reduzir a possibilidade de
interferência com a Roda dentada e o Suporte Tiras.
Figura 17 – Tampa Interior com as tiras montadas, em destaque zona de interferência.
Figura 18 – Pormenor das zonas onde se verificavam interferências.
1ª Fase
2ª Fase

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
36
• Proposta de modificação
1ª Fase
- Criar rampas a 45º para diminuir a interferência.
Figura 19 – Destaque da zona da Tira Dir. a sofrer alteração
2ª Fase
- Aumentar o espaço que limita o movimento das tiras, sem pôr em causa esses
mesmos limites.
Figura 20 – Destaque da zona da Tira Esq. a sofrer a alteração

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
37
Tabela 3 – Vantagens e desvantagens das alterações a efectuar nas Tiras do PL.
Vantagens Desvantagens
Diminuir interferencia Custo da alteração suportada
internamente
Satisfação do cliente Possibilidade de insatisfação
Melhor funcionamento do PL Destabilizar processo
Maior facilidade de montagem Impacto no planeamento da
produção
• Resultados
Todos os resultados foram positivos. Após ter sido testada esta modificação
primariamente no molde de fabrico de peças LHD, avançou-se também com a
modificação no RHD. Não foram registadas contra-partidas.
F
Figura 19 – Pormenor da rampa a 45º.
Figura 20 – Pormenor do aumento de espaço.
1ª Fase
2ª Fase

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
38
3.1.2. Rebarbas e queimados nas extremidades
• Descrição do problema.
A degradação do aço dos moldes é um problema inevitável. Essa degradação
varia directamente com o tipo de material injectado, a cadencia de produção e os
parâmetros de injecção. O molde que produz as Tiras Esq./Dir. LHD possui quatro
cavidades e produz em média 240.000 unidades/ano. Devido à sua alta cadência a
zona que sofre desgaste em primeiro lugar é a zona por onde os gases “escapam”
durante o processo de enchimento das cavidades.
Essa passagem de gases por locais que não estão preparados para tal, provoca
um desgaste prematuro do molde devido às suas altas temperaturas. Originando
pequenas aberturas as quais durante a injecção são indevidamente preenchidas com
MP daí resultando rebarbas.
Figura 21 – Pormenor de desgaste do molde provocado pela fuga de gases.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
39
Quando o molde se encontra a trabalhar a temperaturas elevadas e os gases
não conseguem escapar, por norma acumulam-se nas extremidades das peças
provocando queimados.
A modificação proposta foi discutida e aprovada internamente e está
presentemente a ser executada.
• Proposta
Essa alteração consiste em criar nas quatro cavidades do molde postiços
amovíveis com tratamento de revenido, todos eles equipados com válvulas de
extracção de ar accionadas a cada injecção. Essas válvulas contêm ar no interior o
que as permite permanecer fechadas aquando da injecção. No momento correcto é-
lhes extraído o ar, que é substituído pelo ar que se encontrava dentro da cavidade.
Figura 22 – Corte dos postiços do molde das Tiras.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
40
Figura 23 – Pormenor da zona onde irão ser colocadas as válvulas de escape na cavidade.
Figura 24 – Pormenor da zona onde irão ser colocadas as válvulas de escape nos postiços.
Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
41
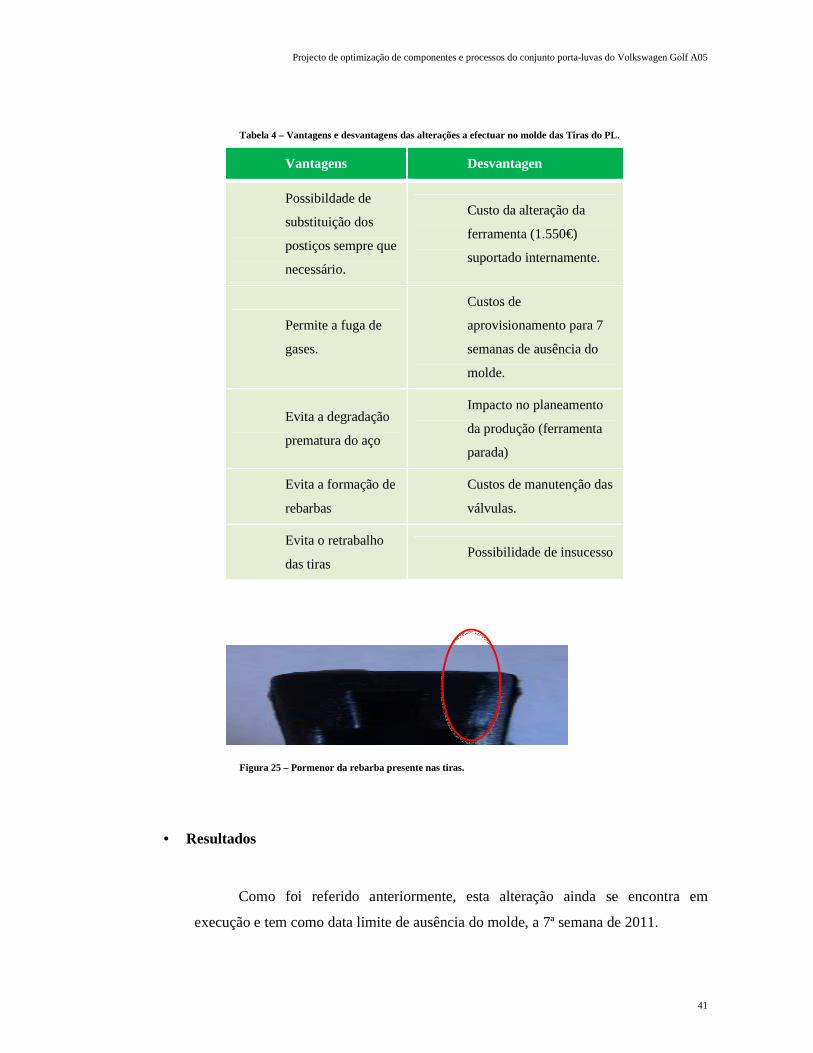
Tabela 4 – Vantagens e desvantagens das alterações a efectuar no molde das Tiras do PL.
Vantagens Desvantagen
Possibildade de
substituição dos
postiços sempre que
necessário.
Custo da alteração da
ferramenta (1.550€)
suportado internamente.
Permite a fuga de
gases.
Custos de
aprovisionamento para 7
semanas de ausência do
molde.
Evita a degradação
prematura do aço
Impacto no planeamento
da produção (ferramenta
parada)
Evita a formação de
rebarbas
Custos de manutenção das
válvulas.
Evita o retrabalho
das tiras Possibilidade de insucesso
Figura 25 – Pormenor da rebarba presente nas tiras.
• Resultados
Como foi referido anteriormente, esta alteração ainda se encontra em
execução e tem como data limite de ausência do molde, a 7ª semana de 2011.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
42
3.2. Problemas no encaixe dos Buchse Aberto
• Descrição do problema
Antes de ser enviada para a linha de montagem do PL, imediatamente após
injecção, é feita a respectiva montagem manual dos Buchse Aberto Esq. e Dir . na
Tampa Interior.
Devido à grande semelhança entre o Buchse Aberto Esq. e o Buchse Aberto
Dir.. casualmente existem falhas na colocação e são detectadas montagens
incorrectas.
Figura 26– Buchse Aberto Esq. e Buchse Aberto Dir.
- A única característica que permite distinguir o Buchse Aberto Esq. do Dir. é a
diferença de posicionamento das molas de encaixe. No Buchse Dir. encontram-se
desviadas para a direita e no Buchse Esq. desviadas para o lado esquerdo como se
demonstra na figura 25.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
43
- Podem ocorrer três erros diferentes de montagem apenas na entrada do lado esquerdo.
Na direita não acontece devido a especificações geométricas da Tampa Interior. Como
a tampa não é uma peça simétrica, no lado direito a superfície encontra-se de tal forma
perto da zona de encaixe do Buchse que impede a montagem incorrecta, “poka-yoke
natural”.
Figura 27 – Tampa Interior onde são montados o Buchse Aberto Esq. e o Buchse Aberto Dir..

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
44
• Tipos de montagem incorrecta
1 - Montar o Buchse Aberto Esq. no lado esquerdo e invertido.
Figura 28 – Montagem incorrecta do Buchse Aberto Esq. na Tampa Interior.
2- Montar o Buchse Aberto Dir. no lado esquerdo;
Figura 29 – Montagem incorrecta do Buchse Aberto Dir. na Tampa Interior.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
45
3 - Montar o Buchse Aberto Dir. no lado esquerdo e invertido.
Figura 30 – Montagem incorrectado Buchse Aberto Dir. na Tampa Interior.
• A minha proposta
Foi proposto por mim um poka-yoke duplo o qual impede todas as montagens
incorrectas acima descritas. O poka-yoke é formado por uma nervura criada na
Tampa Interior a qual impede a montagem incorrecta nº 1 e nº3, e criação de um
chanfro na abertura de encaixe do Buchse Dir. o qual impede a incorrecta montagem
nº2.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
46
Fases da proposta.
Tabela 5 – Descrição das fases da proposta do poka-yoke.
Fase Descrição
1
Procedeu-se à
concepção de
uma maqueta
para ensaio
funcional.
Figura 30.-
2
Aprovação
interna da
maqueta.
Aprovada
3
Alteração do
ficheiro 3D e
verificação de
interferencia
com o Buchse
Esq.
Inexistência
de
interfêrencia
4
Foi pedido
orçamento ao
fornecedor
para alteração
do molde
LHD e RHD.
1600€ - 3
cavidades
5
Aprovação da
modificação
pelo cliente.
Aprovada
6
Prazo para
alteração da
ferramenta.
1 e ½ semana

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
47
Figura 31 – Maqueta de poka-yoke proposto.
• Resultados
- Devido a elevado numero de encomendas e questões de planeamento orçamental a
modificação foi agendada para Março de 2011.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
48
4. Modificações efectuadas no Ski-Slope
Neste capítulo são descritas modificações de uma peça não pertencente ao
conjunto PL do Volkswagen Golf A05. A peça em questão pertence ao projecto no
qual estão integrados vários componentes constituintes do veículo Land Rover L30.
Trata-se de uma peça que sofreu várias alterações ao longo da sua vida-série e
consequentemente o aparecimento de eventuais problemas derivado dessas
modificações e desgaste da respectiva ferramenta de fabrico.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
49
4.1. Ski-Slope
A MP utilizada para fabrico desta peça é um ABS/PC, como grande parte das
peças produzidas pela Inplás também existe em duas versões LHD e RHD. É
montado um componente após injecção o qual nunca sofreu nenhuma alteração ou
evolução e tem um acabamento de pintura de duas camadas (primário + coating).
Figura 32 – Ski-Slope LHD.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
50
4.1.1. Modificações nos pontos de injecção
• Descrição do problema
Devido à adição de novas zonas técnicas nestas peças, foi necessário prever
um aumento da quantidade de MP a injectar, verificou-se que o tipo de injecção que
existia não seria satisfatório.
Por vezes as peças saiam com incompletos e a tensão superficial da peça não
era suficiente para que a tinta aderisse conforme as especificações exigidas.
• Proposta
Foi efectuado um estudo usando um sistema de simulação de injecção
(Moldflow), para verificar se a alternativa proposta teria impacto positivo. A
alternativa consistia em substituir a injecção directa existente por uma injecção dupla
em leque.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
51
• Estudo MoldFlow
Simulação 1
Foi simulado o enchimento da cavidade do molde seguindo os parâmetros reais da
máquina usados na produção (especificações das condições na pag. 58 em anexo).
Figura 33 – Simulação em MoldFlow do Ski-Slope com injecção directa.
Figura 34 - Simulação de enchimento (Escala vs tempo enchimento).

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
52
Simulação 2
Foi feita nova simulação do enchimento da cavidade do molde seguindo os parâmetros
reais da máquina usados na produção (pag. 58 em anexo).
Figura 35 - Simlação em Moldflow do Ski-Slope com injecção dupla.
Figura 36 - Simulação de enchimento (Escala vs tempo enchimento).

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
53
• Resultados
Resultados Simulação 1
Verificou-se que as zonas onde a peça tinha problemas de aderência de tinta,
seriam as ultimas a receber a MP (zona a vermelho).
Assim teriam menos tempo de arrefecimento no molde, a MP chegaria a essa
zona com temperatura mais baixa relativamente a outras zonas, o que resultaria de
uma tensão superficial mais baixa. Consequentemente menor adesão de tinta.
Resultados Simulação 2
Verificou-se que o novo ponto de injecção introduziria uma melhoria
significativa nas zonas que anteriormente tinham problemas.
Com essa alteração do ponto de injecção, outras zonas acabaram por ser
prejudicadas, mas essas zonas não são consideradas criticas pois a sua superfície
ficaria encoberta quando a peça fosse montada no veículo
1. Foi verificado que a alteração teria um impacto significativo.
2. A proposta de modificação foi aprovada e executada.
3. Os problemas de aderência de tinta baixaram significativamente.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
54
4.1.2. Tratamento de Teflon para eliminar defeitos visíveis
superficiais da peça
Para aumentar a facilidade com que a MP percorre a superfície do molde
quando é injectada, pode-se recorrer a várias técnicas e processos.
Um desses processos consiste no tratamento superficial do aço dos moldes
com Teflon. É aplicada um fina película de Teflon (sem causar alterações
dimensionais das peças) na superfície onde existem dificuldades de progressão da
MP pelo aço. Essa película reduz drasticamente o atrito previamente existente,
mantém a temperatura mais estável e previne a degradação da superfície.
• Descrição do problema
Com as novas zonas técnicas descritas anteriormente no ponto 4.1.1. surgiram
defeitos visuais à superfície, especificamente chupados. Isso deveu-se ao facto de a
quantidade de MP a passar naquela zona ser mais elevada. Consequentemente o seu
tempo de arrefecimento passou a ser menor, visto o tempo de ciclo não ter sido
alterado para não diminuir produtividade e evitar problemas maiores.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
55
• Proposta
Foi proposto um tratamento superficial de Teflon na zona em que se verificavam esses
defeitos visuais.
Figura 37 – Pormenor da zona onde previamente se verificavam chupados.
• Resultados
1. Após o tratamento e até presente data, não se registaram mais chupados na zona
considerada anteriormente crítica.
2. Verificou-se que o tratamento após vários ciclos (3000 ciclos) não sofreu degradação
considerada prematura.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
56
5. Conclusões
As alterações efectuadas nas Tiras resultaram num funcionamento do sistema
de abertura do porta-luvas mais aperfeiçoado. As casuais interferências detectadas
fossem elas originadas por defeitos de fabrico ou erro humano diminuíram
drasticamente.
Prever o número de utilizações da ferramenta é sempre um risco pois como foi
verificado neste projecto, o que inicialmente foi concebido para satisfazer as
necessidades de produção de um veículo acabou por se estender para mais três
veículos diferente. Por esse motivo é necessário encontrar soluções que nos
permitam manter os níveis de qualidade assim como conseguir satisfazer os pedidos
do cliente.
A modificação presentemente em curso tem grande importância pois as
rebarbas nas extremidades exigem um re-trabalho da parte dos operadores o que
baixa os níveis de produtividade e prejudica o aspecto visual.
Soluções como a criação do poka-yoke para a montagem dos Buchse e o
melhoramento do acabamento superficial do Ski-Slope, são consideradas muito
importantes, pois qualquer peça devolvida ou reclamada pelo cliente traduz custos
adicionais e principalmente prejudica a imagem da empresa e satisfação do cliente.
A optimização de processos é uma preocupação constante. Qualquer pequena
melhoria por mais insignificante que pareça numa peça como o conjunto porta-luvas,
que envolve grande quantidade de componentes e processos resulta numa redução de
custos de produção muito significativa, o que permite ser mais competitivo no
exigente mercado automóvel.

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
57
6. Referências e Bibliografia
http://www.ibflock.pt,
http://www.moldesinjecaoplasticos.com.br/
http://www.omnexus.com/tc
http://kraussmaffei.com/en/site__2
http://blielomatik.com/en/plastic/2329
http://www.iso.org/iso/home.html
- F. Beer, E. Johnston, Mechanics of Material, 1982
- Gonçalves, Nuno, Métodos e Processos de Injecção, 2010
- Morais, Simões, Desenho Técnico Básico 3, 2006
- Soares, Pinto, Aços – Características e Tratamentos 2005
- Smith, William F.; Princípios de Ciência e Engenharia dos Materiais. ISBN:
972-8298-68-4
- Jorge Rodrigues, Paulo Martins;Tecnologia Mecânica – Tecnologia da
deformação plástica, Escolar Editora , 2005
- Crawford, Roy, J.; Plastics Engineering. ISBN: 0-7506-3764-1
- Ehrenstein, Gottfried W.; Polymeric Materials. ISBN: 1-56990-310-7(US)
- Lawrence H. Van Vlack, Principios de Ciência dos Materiais, 1970, ISBN
9788521201212,
- American Welding Society; Welding Handbook

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
58
7. Anexos

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
59

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
60

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
61

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
62

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
63
Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
64

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
65

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
66
Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
67

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
68

Projecto de optimização de componentes e processos do conjunto porta-luvas do Volkswagen Golf A05
69