programaÇÃo das operaÇÕes de um terminal ferroviÁrio de...
TRANSCRIPT

UNIVERSIDADE FEDERAL DO ESPÍRITO SANTO
CENTRO TECNOLÓGICO
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA CIVIL –
TRANSPORTES
MICHEL BRUNO TAFFNER
PROGRAMAÇÃO DAS OPERAÇÕES DE UM TERMINAL
FERROVIÁRIO DE GRÃOS E FERTILIZANTES SOB O
ENFOQUE DA ADMINISTRAÇÃO DA PRODUÇÃO
VITÓRIA-ES
2009

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.

II
MICHEL BRUNO TAFFNER
PROGRAMAÇÃO DAS OPERAÇÕES DE UM TERMINAL
FERROVIÁRIO DE GRÃOS E FERTILIZANTES SOB O
ENFOQUE DA ADMINISTRAÇÃO DA PRODUÇÃO
Dissertação submetida ao Programa de Mestrado em Engenharia Civil – Transportes da Universidade Federal do Espírito Santo, como parte dos requisitos para a obtenção do título de Mestre em Engenharia Civil – Transportes. Orientador: Prof. Dr. Rodrigo de Alvarenga Rosa Co-Orientadora: Prof. Drª. Marta Monteiro da Costa Cruz
VITÓRIA-ES
2009

III
Taffner, Michel Bruno Taffner, 1978
Programação das operações de um terminal ferroviário de grãos e fertilizantes sob o enfoque da administração da produção / Michel Bruno Taffner. – 2009.
95f.
Orientador: Rodrigo de Alvarenga Rosa
Co-Orientador: Marta Monteiro da Costa Cruz
Dissertação (mestrado) – Universidade Federal do Espírito Santo, Centro Tecnológico.
1. Transporte Ferroviário. 2. Programação de terminais ferroviários. 3.
Administração da Produção. 4. Teoria da Programação I. Rosa, Rodrigo de
Alvarenga. II. Universidade Federal do Espírito Santo. Centro Tecnológico. III. Título.

IV
MICHEL BRUNO TAFFNER
PROGRAMAÇÃO DAS OPERAÇÕES DE UM TERMINAL
FERROVIÁRIO DE GRÃOS E FERTILIZANTES SOB O ENFOQUE DA
ADMINISTRAÇÃO DA PRODUÇÃO
Dissertação apresentada ao Programa de Pós-Graduação em Engenharia Civil do Centro Tecnológico da Universidade Federal do Espírito Santo, como requisito parcial para a obtenção do título de Mestre em Engenharia Civil na área de concentração Transportes.
BANCA EXAMINADORA
________________________________________________
Prof. Dr. Rodrigo de Alvarenga Rosa Universidade Federal do Espírito Santo Instituto Federal do Espírito Santo Orientador
________________________________________________
Profª. Drª. Marta Monteiro da Costa Cruz Universidade Federal do Espírito Santo Co-Orientadora
________________________________________________
Prof. Dr. João Paulo Soares de Barros Instituto Federal do Espírito Santo Examinador Externo
________________________________________________
Prof. Dr. Leonardo Ribeiro da Costa Instituto Federal do Espírito Santo Examinador Externo

V
“Porque o SENHOR dá a sabedoria, e da sua boca
vem o conhecimento e o entendimento. Ele reserva
a verdadeira sabedoria para os retos; escudo é para
os que caminham na sinceridade, para que guarde
as veredas do juízo e conserve o caminho dos seus
santos. Então, entenderás justiça, e juízo, e
eqüidade, e todas as boas veredas. Porquanto a
sabedoria entrará no teu coração, e o conhecimento
será suave à tua alma.”
Provérbios 2: 6 a 10

VI
Ao meu avô Iluminato e minha avó Ana, por tudo que
me ensinaram por meio da simplicidade deles,
coisas que título e estudo algum poderiam ensinar.

VII
AGRADECIMENTOS
Primeiramente a Deus, pois é o que me sustenta e todo conhecimento vem Dele.
Aos meus pais, por se preocuparem com o caminhar da minha vida, me incentivando
a seguir em frente, ainda que não soubessem o que estava se passando, mas
dizendo que eu precisava continuar caminhando.
À Rafaella, que durante esses anos foi a companhia certa para enfrentar todos os
momentos passados até aqui, com palavras de carinho, apoio e incentivo, tendo na
sua presença e amor o conforto necessário para terminar mais essa jornada.
Aos meus avós, Iluminato e Ana, que na simplicidade, me ensinaram a ter paciência
e a não reclamar diante de muitas coisas que acontecem conosco, como fazia meu
avô, e estar sempre atento a tudo que acontece ao nosso redor e agir com
sabedoria, mesmo que pareça exagero no início, mas que no tempo certo mostrava
que aquela atitude tinha sido a correta, como fazia minha avó.
Ao Rodrigo que mais que um orientador foi um amigo, compreendendo os momentos
que passei e sempre, no momento certo, me mostrando o caminho a seguir e
estimulando a não desistir.
Ao Programa de Pós-Graduação em Engenharia Civil da UFES pela estrutura
proporcionada para que pudesse realizar essa pesquisa.
Aos professores do programa pela colaboração para o crescimento do meu
conhecimento.
Aos colegas de mestrado, Janine, Christiany e Mardel, que compartilharam comigo
as alegrias e angustias dessa jornada.
Ao IFES campus Cariacica pelo apoio e pela estrutura disponibilizada.
À Tecmaran, na pessoa de seu diretor Álvaro Abreu, pelo apoio prestado, cedendo
uma versão do software utilizado na dissertação.
Ao Ifes campus Cachoeiro de Itapemirim pelo apoio prestado, referente a
disponibilidade de uma cópia do software usado na dissertação.
A Vale, na pessoa do Edmar Donatti, pela disponibilização das informações
necessárias para a realização desta pesquisa

VIII
RESUMO
O crescimento da produtividade do sistema ferroviário requer uma análise dos
parâmetros e serviços que afetam a circulação e o movimento dos trens. Para que
haja uma melhora no transporte ferroviário sem a necessidade de grandes
investimentos, uma alternativa viável é a melhoria da operacionalidade do sistema
ferroviário. Neste contexto, a eficiência dos pátios e terminais influi diretamente
nessa operacionalidade. Esta dissertação visa à análise de um modelo baseado na
Administração da Produção e na Teoria da Programação para a resolução da
programação de um terminal ferroviário de granel agrícola e de fertilizante. Para tal
foi utilizado em software de programação da produção, o Preactor. Foram analisados
oitos cenários, que envolvem mudanças na estrutura física e operacional e
alterações nos recursos utilizados no terminal, tendo como medidas de desempenho
a estadia dos vagões, a utilização dos recursos e tempo de espera dentro do
terminal. O uso da abordagem da Administração da Produção e da Teoria da
Programação demonstrou-se possível para se analisar as atividades do terminal
ferroviário estudado. Além disso, a ferramenta, apesar das limitações encontradas,
demonstrou-se satisfatória para apoiar o controlador de pátios no que diz respeito à
programação das atividades do terminal, atingindo padrões de tempo de
programação dentro dos limites praticados pela empresa no Terminal.
Palavra-chave: Transporte, Ferrovias, Programação de terminais, Administração da
Produção, Teoria da Programação, Preactor.

IX
ABSTRACT
The productivity increment of the railway system require an analyze of the
parameters as well as the services that affects the circulation and the motions of the
trains. In order to obtain an improvement of the railway transport without the need of
huge investments, a viable alternative is the advance of the railway system
serviceability. In this context the efficiency of the yards and terminals affects straight
to the serviceability. This dissertation aims to analyze a model based on the
manufacturing management and the programming theory to the resolution of
programming of the rail terminal to agricultural grains and fertilizer. For such it was
used a manufacturing programming software named Preactor. Were analyzed eight
sceneries that involve changes on the physical structures and operational as well as
alterations on the resources used on the terminal, using as acting measures the stay
of the wagons, the utilization of the resources and the time of wait in the terminal.
The use of the manufacturing management and the programming theory approach
demonstrated to be possible to analyze the rail terminal activities studied.
Furthermore, the software, despite the limitations, proved to be a good tool to support
the yard controller to program the terminal activities, reaching the programming time
standards practiced by the company on the terminal.
Keywords: Transport, Railroads, Terminals programming, Manufacturing
management, Programming theory, Preactor.

X
LISTA DE FIGURAS
Figura 1 – Modelo de transformação.........................................................................22
Figura 2 – Matriz produto-processo...........................................................................28
Figura 3 – Relação entre o tipo de processo e tipos básicos de arranjo físico..........30
Figura 4 – Relação entre as classes de problemas de programação de operações
em máquinas.............................................................................................................42
Figura 5 - Tipos de desvios .......................................................................................50
Figura 6 – Pátio de cruzamento ................................................................................52
Figura 7 – Pátio de manobra.....................................................................................53
Figura 8 – Esquema de um pátio de classificação com hump yard...........................55
Figura 9 - Mapa de Pátio Simplificado do terminal ferroviário em estudo. ................78
Figura 10 – Processo de transformação dos vagões que ocorre no terminal
ferroviário em estudo.................................................................................................82
Figura 11 – Roteiros de atividades para o atendimento dos vagões no terminal
estudado....................................................................................................................84
Figura 12 – Tela de entrada de dados do Preactor....................................................90
Figura 13 – Visualização dos Recursos utilizados no modelo do Preactor................91
Figura 14 – Visualização dos Grupos de Recursos...................................................92
Figura 15 – Visualização dos Produtos. ....................................................................94
Figura 16 – Gráfico de Gantt da programação dos recursos para o Cenário 1 .......103
Figura 17 – Gráfico de Gantt do atendimento das ordens de serviço para o Cenário 1
................................................................................................................................103
Figura 18 – Gráfico de Gantt da programação dos recursos para o Cenário 2 .......104
Figura 19 – Gráfico de Gantt do atendimento das ordens de serviço para o Cenário 2
................................................................................................................................104
Figura 20 – Gráfico de Gantt da programação dos recursos para o Cenário 3 .......105
Figura 21 – Gráfico de Gantt do atendimento das ordens de serviço para o Cenário 3
................................................................................................................................105
Figura 22 – Gráfico de Gantt da programação dos recursos para o Cenário 4 .......106
Figura 23 – Gráfico de Gantt do atendimento das ordens de serviço para o Cenário 4
................................................................................................................................106

XI
Figura 24 – Gráfico de Gantt da programação dos recursos para o Cenário 5 .......107
Figura 25 – Gráfico de Gantt do atendimento das ordens de serviço para o Cenário 5
................................................................................................................................107
Figura 26 – Gráfico de Gantt da programação dos recursos para o Cenário 6 .......108
Figura 27 – Gráfico de Gantt do atendimento das ordens de serviço para o Cenário 6
................................................................................................................................108

XII
LISTA DE FOTOS
Foto 1 – Locomotiva de manobra em um pátio de classificação...............................48
Foto 2 – Empilhadeira de grafo movimentando pallet de madeira com pneus..........58
Foto 3 – Vagão plataforma carregado com contêiner. ...............................................59
Foto 4 – Muro de carregamento de minério ..............................................................61
Foto 5 – Silo de carregamento de minério de ferro ...................................................61
Foto 6 – Carregamento de granel agrícola automatizado em vagões Hopper ..........62
Foto 7 – Carregamento de granel agrícola manual em vagões Hopper....................62
Foto 8 – Carregamento de torete em praia de terminal.............................................63
Foto 9 – Carregamento de gusa com pá mecânica em praia de terminal .................63
Foto 10 – Virador de vagões .....................................................................................64
Foto 11 – Descarga de gusa em moega tipo ponte...................................................65
Foto 12 – Descarga de soja de vagão HFD em moega ............................................66
Foto 13 – Terminal ferroviário de granel líquido ........................................................67

XIII
LISTA DE QUADROS
Quadro 1 – Características dos bens e/ou serviços ..................................................24
Quadro 2 – Regras de seqüenciamento mais usuais................................................34

XIV
LISTA DE TABELAS
Tabela 1 – Tempo de setup entre os graneis a serem descarregados nas moegas..91
Tabela 2 – Tempos de processamento das atividades para cada vagão de granel
agrícola .....................................................................................................................95
Tabela 3 – Tempos de processamento das atividades para cada vagão de fertilizante
..................................................................................................................................95
Tabela 4 – Demanda total de vagões por cliente.......................................................96
Tabela 5 – Demanda de chegada de vagões ao terminal por tipo de carga..............96
Tabela 6 – Demanda de chegada de vagões aumentada .........................................98
Tabela 7 – Makespan médio por vagão...................................................................100
Tabela 8 – Tempo de espera médio por vagão........................................................101
Tabela 9 – Cumprimento das datas de entrega.......................................................101
Tabela 10 – Utilização dos recursos secundários....................................................101
Tabela 11 – Utilização dos recursos primários. .......................................................102
Tabela 12 – Cumprimento das datas de entrega.....................................................102
Tabela 13 – Makespan médio por vagão.................................................................109
Tabela 14 – Cumprimento das datas de entrega.....................................................109

XV
LISTA DE SIGLAS
AMV – Aparelho de mudança de via
APS – Advanced Planning Systems ou Sistemas de Planejamento Avançados
CPT – Controlador de pátios e terminais
FH – Vagão fechado com escotilhas. Fundo em lombo de camelo ou tremonhas
FHD - Vagão fechado com escotilhas. Fundo em lombo de camelo ou tremonhas de
bitola métrica
FLB - Vagão fechado com laterais corrediças de bitola métrica
GD – Vagão gôndola para virador
GF – Vagão gôndola com abertura lateral para moegas tipo ponte
GQ - Vagão gôndola com tampa superior
HA – Vagão Hopper aberto com tremonha na parte inferior
HF - Vagão Hopper fechado convencional
HFD - Vagão Hopper fechado convencional de bitola métrica
PC – Vagão plataforma para containers
PCP – Planejamento e controle da produção
PD - Vagão plataforma convencional com dispositivo para containers
PE - Vagão plataforma convencional com piso metálico
PM - Vagão plataforma convencional com piso de madeira
TC - Vagão tanque convencional
TG - Vagão tanque para gás liquefeito de petróleo

SUMÁRIO
1. INTRODUÇÃO...................................................................................................18
1.1 JUSTIFICATIVA ...............................................................................................19
1.2 PROBLEMA A SER TRATADO .............................................................................19
1.3 OBJETIVOS ...................................................................................................20
1.3.1 Objetivo geral ..........................................................................................20
1.3.2 Objetivos específicos...............................................................................20
1.4 ESTRUTURA DA DISSERTAÇÃO ........................................................................21
2 REFERENCIAL TEÓRICO ................................................................................22
2.1 ADMINISTRAÇÃO DA PRODUÇÃO......................................................................22
2.1.1 Níveis de hierárquicos de planejamento..................................................25
2.1.2 Tipos de processos .................................................................................26
2.1.3 Arranjos físicos........................................................................................28
2.1.4 Programação e Controle da Produção ....................................................30
2.2 TEORIA DA PROGRAMAÇÃO.............................................................................37
2.2.1 Natureza das atividades ..........................................................................38
2.2.2 Características do problema de programação.........................................39
2.2.2.1 Tarefas .............................................................................................40
2.2.2.2 Processadores .................................................................................41
2.2.2.3 Recursos ..........................................................................................43
2.2.2.4 Restrições ........................................................................................43
2.2.2.5 Medidas de desempenho .................................................................44
2.2.3 Métodos de resolução dos problemas de programação..........................45
2.3 PÁTIO FERROVIÁRIO ......................................................................................47
2.3.1 Linhas ferroviárias ...................................................................................50
2.3.2 Tipos de pátios ferroviários .....................................................................52
2.3.2.1 Pátio de Cruzamento........................................................................52
2.3.2.2 Pátio de Manobra .............................................................................53
2.3.2.3 Pátio de Oficina ................................................................................56
2.3.2.4 Pátio de Intercâmbio ........................................................................56

2.4 TERMINAIS FERROVIÁRIOS .............................................................................57
2.4.1 Terminal Ferroviário para Granel.............................................................60
2.5 REVISÃO BIBLIOGRÁFICA SOBRE O PROBLEMA DE PROGRAMAÇÃO EM TERMINAIS
FERROVIÁRIO ...........................................................................................................68
3 DESCRIÇÃO DO PROBLEMA DE PROGRAMAÇÃO DE TERMINAIS
FERROVIÁRIOS DE GRANEL AGRÍCOLA E FERTILIZANTE ...............................77
3.1 CARACTERÍSTICAS DO TERMINAL ESTUDADO ....................................................77
3.2 PROBLEMA ENCONTRADO ...............................................................................80
4 PROPOSTA DE RESOLUÇÃO DO PROBLEMA DE PROGRAMAÇÃO DE UM
TERMINAL FERROVIÁRIO DE GRANEL AGRÍCOLA E FERTILIZANTE...............81
4.1 CARACTERÍSTICAS DO PROBLEMA SOB O PONTO DE VISTA DA ADMINISTRAÇÃO DA
PRODUÇÃO ..............................................................................................................81
4.2 CARACTERÍSTICAS DO PROBLEMA SOB O PONTO DE VISTA DA TEORIA DA
PROGRAMAÇÃO........................................................................................................83
4.3 PROPOSTA DE MODELO PARA APLICAÇÃO NO PREACTOR ...................................87
4.3.1 Características do Preactor .....................................................................87
4.3.2 Modelo proposto......................................................................................89
5 APRESENTAÇÃO E ANÁLISE DOS RESULTADOS......................................100
5.1 APRESENTAÇÃO DOS RESULTADOS ................................................................100
5.2 ANÁLISE DOS RESULTADOS ...........................................................................109
6 CONCLUSÕES................................................................................................113
6.1 TRABALHOS FUTUROS ..................................................................................115
REFERÊNCIAS.......................................................................................................117
APÊNDICE A – TABELAS DE RESULTADOS DOS MAKESPAN PARA CADA
LOTE DE VAGÕES ATENDIDO NO TERMINAL EM CADA CENÁRIO, GERADOS
PELO PREACTOR..................................................................................................123
APÊNDICE B – TABELAS DE RESULTADOS TEMPOS DE ESPERA PARA CADA
LOTE DE VAGÕES ATENDIDO NO TERMINAL EM CADA CENÁRIO, GERADOS
PELO PREACTOR..................................................................................................127

APÊNDICE C – TABELAS DE UTILIZAÇÃO DOS RECURSOS ALOCADOS PARA
A PROGRAMAÇÃO DE CADA LOTE DE VAGÕES ATENDIDO NO TERMINAL EM
CADA CENÁRIO, GERADOS PELO PREACTOR.................................................131
APÊNDICE D – GRÁFICOS DE GANTT DOS RECURSOS ALOCADOS NA
PROGRAMAÇÃO DE CADA LOTE DE VAGÕES ATENDIDO NO TERMINAL EM
CADA CENÁRIO.....................................................................................................136
APÊNDICE E – GRÁFICOS DE GANTT DAS ORDENS ATENTIDAS EM CADA
CENÁRIO................................................................................................................142

18
1. INTRODUÇÃO
Desde quando começou, em 1854 com Irineu Evangelista de Souza, o transporte
ferroviário brasileiro viveu momentos de altos e baixos, oscilando entre fases de
crescimento e outras de estagnação. Com a criação da Rede Ferroviária Federal S.
A. – RFFSA, em 1957, o governo federal procurou organizar e diminuir o déficit do
transporte ferroviário brasileiro, porém não conseguiu devolver ânimo ao setor (CNT,
2006).
O transporte ferroviário só voltou a apresentar melhoras na década de 90 com o
processo de concessão da malha. Após passar por esse processo de concessão das
malhas federais à iniciativa privada e arrendamento dos ativos vinculados de cada
malha, o transporte ferroviário brasileiro obteve crescente aumento dos volumes
transportados, proporcionando economias significativas no transporte de cargas do
País. A modalidade ferroviária aumentou a participação na matriz de transporte
brasileira de 20,7% para 24% entre 2001 e 2006 (CNT, 2006).
De acordo com os dados da Agência Nacional de Transportes Terrestres (2008) ao
analisar-se o histórico da produção de transportes no período de 1992 até 2007,
observa-se um crescimento a partir do inicio das concessões, em 1996, de
aproximadamente 100,2%, medido em toneladas quilômetro úteis (TKU).
Analisando um sistema ferroviário pode-se compará-lo a uma rede ou grafo, sendo
que os nós representam as instalações físicas (pátios, terminais e estações), e os
arcos representam as linhas por onde circulam os trens que transportam carga ou
passageiros. Esses trens são formados por vagões agrupados e acoplados a uma
ou mais locomotivas e viajam em rotas pré-definidas com frequência e
programações específicas (ROSA, 2004; BATISTA, 2006).
Nessa rede, a eficiência dos pátios e terminais influi diretamente na
operacionalidade do sistema, tendo em vista que servem de apoio ao mesmo,
desempenhando diversas funções essenciais para o seu funcionamento e que a
permanência dos trens nos pátios constitui parcela preponderante em seu ciclo
operacional (GOMES, 1982).

19
1.1 Justificativa
Num contexto de crescimento para que as demandas ferroviárias sejam atendidas,
surge à necessidade de melhoramento da eficiência do transporte ferroviário, porém,
investimentos em construção de novas linhas, pátios e novos equipamentos são
extremamente caros e demoram muito a serem construídos e adquiridos.
Segundo Gomes (1982) e Fonseca Neto (1986), para que haja uma melhora no
transporte ferroviário sem a necessidade de grandes investimentos, seja na sua
planta física ou na aquisição de material rodante, uma alternativa viável é a melhoria
da operacionalidade do sistema ferroviário.
Segundo Hamacher (2005), num contexto de demandas crescentes e recursos
limitados, as ferramentas de otimização têm um papel muito relevante, pois se
constituem numa opção de melhoria da eficiência da operação ferroviária.
A aplicação de modelos de otimização tem obtido destaque na logística ferroviária.
Isto ocorre porque existe uma grande necessidade de se aumentar a eficiência e o
aproveitamento dos recursos existentes (PINTO, 2007).
Segundo Rosa (2007), apesar da importância dos terminais no sistema ferroviário,
poucos estudos têm sido feitos com foco na programação diária das atividades
destes terminais. Em consequência disso, também, existem poucas alternativas para
apoiar o trabalho do coordenador do terminal no que diz respeito à programação das
atividades.
Diante disso, esta dissertação visa desenvolver uma alternativa para a melhoria da
eficiência na programação de terminais ferroviários e consequentemente do sistema
ferroviário como um todo.
1.2 Problema a ser tratado
O problema a ser tratado nesta dissertação consiste em programar as atividades de

20
um terminal ferroviário de granel agrícola e de fertilizante, de tal forma que seja
minimizado o tempo de permanência dos vagões no terminal (estadia), maximizando
a utilização dos recursos.
A programação dos terminais ferroviários é realizada, normalmente, pelo
conhecimento e experiência do controlador do terminal (CPT), sem o auxilio de
ferramentas que possam contribuir para uma melhora na eficiência da programação
e consequentemente do terminal.
Os terminais ferroviários, normalmente, não são tratados como um sistema de
produção conforme a ótica da Administração da Produção. Acredita-se que
modelando o terminal sob esta ótica, seja possível, por meio dos conhecimentos já
adquiridos de problemas de programação da produção e de uma ferramenta de
programação, conseguir ganhos operacionais nos terminais.
1.3 Objetivos
1.3.1 Objetivo geral
Desenvolver e analisar um modelo baseado na Administração da Produção e Teoria
da Programação para fazer a designação de recursos e a programação destes ao
longo do tempo para atender lotes de vagões que chegam a um terminal ferroviário
para descarregamento de granéis agrícolas e carregamento de fertilizante.
1.3.2 Objetivos específicos
Como objetivos específicos do trabalho pretendem-se:
� Analisar e compreender as características de uma ferramenta de
programação da produção;
� Analisar as diferenças de conceitos entre a programação da produção e a
teoria da programação;

21
� Atender os prazos praticados no Terminal para a programação dos lotes.
1.4 Estrutura da Dissertação
Esta dissertação está estruturada em seis capítulos. No primeiro, de Introdução, é
apresentada a justificativa, o problema a ser tratado, os objetivos e a estrutura da
dissertação.
O segundo capítulo apresenta uma revisão de literatura, trazendo as características
dos pátios e terminais ferroviários, da Administração da Produção e da Teoria da
Programação, fundamentos que servirão de base para o desenvolvimento do modelo
proposto na dissertação. Além disso, é apresentada uma revisão bibliográfica dos
estudos sobre os problemas de programação de terminais ferroviários.
No terceiro capítulo, são descritas as características do terminal ferroviário de granel
agrícola e de fertilizante, utilizado no estudo dessa dissertação.
No capítulo quatro, é apresentada a proposta para a resolução do problema de
programação do terminal estudado, sob as óticas da Administração da Produção e
da Teoria da Programação, utilizando uma ferramenta de programação da produção.
No capítulo cinco, são mostrados os resultados obtidos e a análise destes, após a
execução dos cenários definidos, para testar o modelo proposto.
No sexto capítulo, são expostas a conclusão, considerações finais e as sugestões
para trabalhos futuros.
22
2 REFERENCIAL TEÓRICO
2.1 Administração da Produção
As atividades de produção estão diretamente ligadas aos processos utilizados pelas
organizações para produzir bens e serviços. O termo produção traz à mente das
pessoas tarefas ligadas à transformação de bens tangíveis, porém o termo
atividades da operação passou a ser utilizado, em vez de atividades de produção,
para ressaltar que houve um aumento no escopo, abrangendo todo e qualquer tipo
de organização (PEINADO; GRAELM, 2007).
A gestão de operações ocupa-se então da atividade de gerenciamento estratégico
dos recursos escassos (humanos e outros), de sua interação e dos processos que
produzem e entregam bens e serviços, visando atender a necessidade e/ou desejos
de qualidade, tempo e custos de seus clientes (CORRÊA; CORRÊA, 2006).
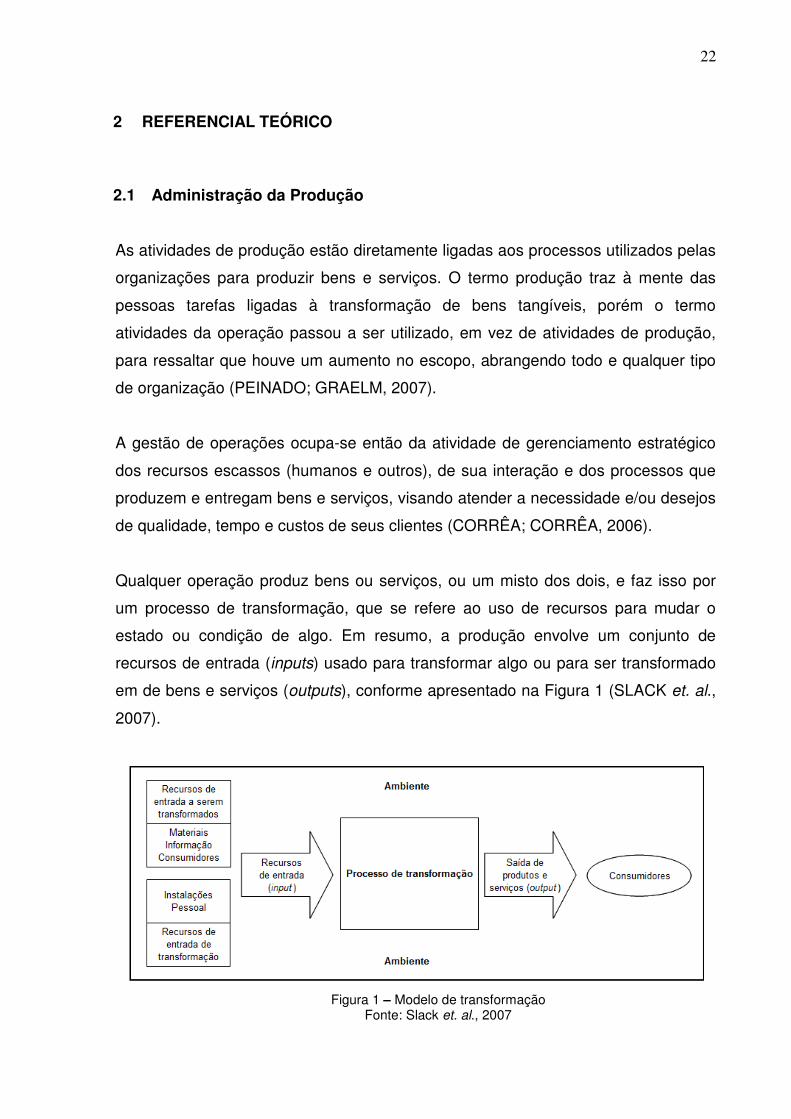
Qualquer operação produz bens ou serviços, ou um misto dos dois, e faz isso por
um processo de transformação, que se refere ao uso de recursos para mudar o
estado ou condição de algo. Em resumo, a produção envolve um conjunto de
recursos de entrada (inputs) usado para transformar algo ou para ser transformado
em de bens e serviços (outputs), conforme apresentado na Figura 1 (SLACK et. al.,
2007).
Figura 1 – Modelo de transformação Fonte: Slack et. al., 2007

23
Os inputs para a produção podem ser classificados em recursos transformados e
recursos transformadores. Os transformados são aqueles que são tratados,
transformados ou convertidos por meio de um processo de produção. Geralmente
esses recursos são um composto de materiais, informações e consumidores
(SLACK et. al., 2007).
Os recursos de transformação ou transformadores são aqueles que agem sobre os
recursos a serem transformados. Eles fazem parte do processo de produção, mas
não sofrem transformações diretamente, apenas permitem que a transformação
aconteça. Geralmente incluem: as instalações, englobando prédios, equipamentos,
terreno e tecnologia do processo produtivo; os funcionários, englobando os que
operam, mantêm, planejam e administram a produção; e o conhecimento,
representado pela tecnologia do processo de produção e a necessidade do domínio
da técnica (know-how) (SLACK et. al., 2007; PEINADO; GRAELM, 2007)
O propósito do processo de transformação das operações está diretamente
relacionado com a natureza de seus recursos de input transformados. Diante disso,
pode-se ter processamento de materiais, de informações e de consumidores
(SLACK et. al., 2007).
As operações que processam materiais podem transformar suas propriedades
físicas (como forma, composição ou características), outras mudam sua localização,
como na entrega de encomendas e na movimentação de cargas. Algumas, como as
operações de varejo, mudam a posse ou a propriedade dos materiais e finalmente
outras podem estocar ou acomodar os materiais como em um armazém (SLACK et.
al., 2007; PEINADO; GRAELM, 2007).
As operações que processam informações podem transformar suas propriedades
informativas, isto é, a forma da informação, outras mudam a posse da informação
(empresas de pesquisa de mercado). Algumas estocam ou acomodam como os
arquivos e bibliotecas, e finalmente outras mudam a localização da informação,
como as empresas de telecomunicações (SLACK et. al., 2007; PEINADO;
GRAELM, 2007).

24
As operações que processam consumidores podem transformar suas propriedades
físicas, como os cabeleireiros e os cirurgiões plásticos, outras podem estocá-los ou
acomodá-los, como em hotéis e algumas mudam sua localização, como o transporte
de passageiros. Outras operações lidam com a transformação do estado fisiológico
dos consumidores, como os hospitais, e outras seu estado psicológico, como
serviços de entretenimento (SLACK et. al., 2007; PEINADO; GRAELM, 2007).
Os outputs são o produto final desejado seja bens e/ou serviços. Estes geralmente
são vistos como diferentes em alguns sentidos, conforme apresentado no Quadro 1
(SLACK et. al., 2007).
Quadro 1 – Características dos bens e/ou serviços Características Definição
Tangibilidade Os bens físicos são tangíveis, enquanto os serviços são
intangíveis.
Estocabilidade Em função da tangibilidade os bens podem ser estocados,
enquanto os serviços geralmente são não estocáveis
Transportabilidade
Outra consequência da tangibilidade é a habilidade de
transportar bens físicos, enquanto os serviços são
intransportáveis.
Simultaneidade
Os bens físicos são quase sempre produzidos antes de os
consumidores recebê-los, enquanto os serviços são
produzidos simultaneamente com seu consumo.
Contato com o consumidor
Nas operações que produzem bens o contato com o
consumidor é baixo, enquanto nos serviços, por estes serem
produzidos e consumidos simultaneamente, em geral há um
nível mais alto de contato entre o consumidor e a operação.
Qualidade
Em razão dos consumidores não verem, em geral, a produção
dos bens físicos, julgarão a qualidade da operação com nos
próprios bens. Entretanto, nos serviços, o consumidor não
julga apenas seu resultado, mas também os aspectos da produção.
Fonte: Adaptado de Slack et. al., 2007.

25
2.1.1 Níveis de hierárquicos de planejamento
Problemas na área de produção em geral são decompostos hierarquicamente em
três níveis: estratégico, tático e operacional (SLACK et. al., 2007; ARENALES et. al.,
2007)
O nível mais alto é o estratégico, em que as decisões são de longo prazo e
envolvem altos investimentos. Esse nível trata da escolha e do projeto do processo,
relacionados com a quantidade de recursos necessária e a determinação da
capacidade destes, em função da demanda futura. A ênfase está mais no
planejamento do que no controle, pois existe ainda pouco a ser controlado.
Orçamentos serão desenvolvidos, que identifiquem as metas de custos e receita
que se pretende alcançar.
O nível tático trata do planejamento e controle das atividades de médio prazo. Este
nível pode ser dividido em dois subníveis: planejamento agregado da produção e
planejamento de quantidades de produção. O planejamento agregado envolve
decisões como níveis de mão-de-obra, hora extra e subcontratação, e duram
tipicamente de vários meses a um ano. O planejamento das quantidades de
produção envolve a determinação, para cada produto, quanto e quando produzir em
um horizonte tipicamente de algumas semanas a seis meses.
Nesse horizonte, os níveis de mão-de-obra e tempo disponível de máquina são, em
geral, considerados fixos. O programa mestre de produção (master production
schedule - MPS) e o planejamento de recursos de produção (material resource
planning - MRP II) são exemplos clássicos de sistemas de planejamento de
quantidades de produção.
O nível operacional controla as atividades diárias das ordens de produção
provenientes do nível tático. As principais decisões envolvidas nesse nível são:
designação de tarefas (jobs) a recursos e programação (scheduling) das tarefas em
cada recurso, isto é, a sequencia de processamento das tarefas e o instante de
início e término do processamento de cada tarefa.

26
2.1.2 Tipos de processos
São usados diferentes termos para identificar tipos de processos nos setores de
manufatura e serviços. Na manufatura, esses tipos de processos podem ser
divididos em processos contínuos e discretos. Os discretos podem ainda ser
subdivididos em processos em massa, repetitivos em lotes, por projeto e por jobbing
(LUSTOSA et.al., 2008; SLACK et. al., 2007; TUBINO, 2000).
Os processos por projeto atendem uma necessidade específica do cliente,
possuindo estreita ligação com este. Alta flexibilidade dos recursos produtivos e
baixo volume de produção são características do processo de projeto, como por
exemplo, aviões e escritórios de arquitetura. A essência é que cada trabalho tem
início e fim bem definidos, o intervalo de tempo entre o início de diferentes trabalhos
é relativamente longo e os recursos transformadores que fazem o produto
provavelmente serão organizados de forma especial para cada um deles.
Processos de jobbing também lidam com variedade muito alta e baixos volumes.
Enquanto em processos de projeto cada produto tem recursos dedicados mais ou
menos exclusivamente a ele, em processos de jobbing cada produto deve
compartilhar os recursos de operação com diversos outros. Exemplos de processos
de jobbing compreendem muitos técnicos especializados, como mestres ferramen-
teiros de ferramentarias especializadas e alfaiates que trabalham por encomenda.
Os processos em lotes caracterizam-se pela produção de um volume médio de bens
e serviços padronizados em lotes, onde cada lote segue uma série de operações
que necessita ser programada à medida que as operações anteriores forem
concluídas. Estes sistemas são relativamente flexíveis, empregando equipamentos
pouco especializados e mão-de-obra polivalente visando atender diferentes volumes
e variedades de pedidos dos clientes, como por exemplo, ferragens e restaurantes.
Processos em lotes podem parecer-se com os de jobbing, mas os processos em
lotes não têm o mesmo grau de variedade dos de jobbing.
Os processos em massa são empregados na produção em grande escala de
produtos altamente padronizados, porém identificáveis individualmente. Geralmente,

27
a montagem destes processos exige produtos com demandas grandes e estáveis,
permitindo a montagem de instalações altamente especializadas e pouco flexíveis,
como por exemplo, indústrias automotivas e produtos têxteis.
Os processos contínuos de produção são empregados para produtos que não
podem ser identificados individualmente, com alta uniformidade na produção e
demanda, onde os produtos e os processos são totalmente dependentes, como por
exemplo, em setores de energia elétrica, petróleo e derivados, dentre outros. Às
vezes, são literalmente contínuos no sentido de que os produtos são inseparáveis, e
produzidos em um fluxo ininterrupto. Também pode ser contínuos pelo fato de a
operação ter que suprir os produtos sem uma parada.
Em operação de serviços os processos podem ser divididos em serviços
profissionais, lojas de serviço e serviços de massa (SLACK et. al., 2007).
Serviços profissionais são definidos como organizações de alto contato, em que os
clientes despendem tempo considerável no processo do serviço. Esses serviços
proporcionam altos níveis de customização, e o processo do serviço é altamente
adaptável para atender às necessidades individuais dos clientes. Serviços
profissionais tendem a ser baseados em pessoas, em vez de equipamentos, com
ênfase no "processo" (como o serviço é prestado) em vez de no "produto" (o que é
fornecido). Serviços profissionais compreendem consultores de gestão, advogados,
arquitetos dentre outros.
Serviços de massa compreendem muitas transações de clientes que envolvem
tempo de contato limitado e pouca customização. Esses serviços em geral são
predominantemente baseados em equipamentos e orientados para o "produto", com
a maior parte do valor adicionada no escritório de retaguarda, com relativamente
pouca atividade de julgamento exercida pelo pessoal da linha de frente. Serviços de
massa incluem supermercados, estradas de ferro, aeroportos dentre outros.
Lojas de serviços são caracterizadas por níveis de contato com o cliente,
customização, volumes de clientes e liberdade de decisão do pessoal, que as
posiciona entre os extremos do serviço profissional e de massa. O serviço é pro-

28
porcionado por meio de combinações de atividades dos escritórios da linha de frente
e da retaguarda, pessoas e equipamentos e ênfase no produto/processo. Lojas de
serviços compreendem bancos, lojas em ruas comerciais dentre outros.
As alternativas de processos podem ser representadas em uma matriz com o
volume-variedade em uma dimensão e os tipos de processo em outra, conforme
Figura 2 (SLACK et. al., 2007).
Figura 2 – Matriz produto-processo
Fonte: Slack et. al., 2007
2.1.3 Arranjos físicos
Os diversos tipos de sistemas de produção influenciam na definição dos arranjos
físicos. As decisões sobre um arranjo físico são importantes, pois impactam
diretamente como a empresa vai produzir (LUSTOSA et.al., 2008; PEINADO;
GRAELM, 2007).
Slack et. al. (2007) definem arranjo físico de uma operação produtiva como a
preocupação com a localização física dos recursos de transformação. De forma
simples, definir o arranjo físico é decidir onde colocar todas as instalações,
máquinas, equipamentos e pessoal da produção. O arranjo físico determina a forma
e a aparência de uma operação produtiva. Além disso, determina a maneira

29
segundo a qual os recursos transformados (materiais, informação e clientes) fluem
pela operação.
Existem quatro tipos básicos de arranjo físico: por produtos, por processo, celular e
por posição fixa. No arranjo físico por produto os recursos produtivos
transformadores são posicionados de acordo com a sequência de montagem do
produto. Esse é o motivo pelo qual, às vezes, esse tipo de arranjo é chamado de
arranjo físico em “fluxo” ou em “linha”. Este tipo de arranjo apresenta alta
produtividade, mas tem elevado custo fixo e pouca flexibilidade para fabricação ou
montagem de produtos diferentes, como por exemplo, uma linha de montagem de
automóveis (SLACK et. al., 2007; PEINADO; GRAELM, 2007).
O arranjo físico por processo ou funcional é assim chamado porque as
necessidades e conveniências dos recursos transformadores que constituem o
processo na operação dominam a decisão sobre o arranjo físico. Esse arranjo
agrupa, em uma mesma área, todos os processos ou equipamentos do mesmo tipo
e função. Os produtos, informações e clientes se deslocam segundo um roteiro
procurando os diferentes processos, de acordo com suas necessidades. Este
arranjo físico não possui a mesma produtividade do arranjo por produto, porém tem
menor custo de construção e apresenta grande flexibilidade, podendo atender a
demandas menos previsíveis e constantes, como por exemplo, um hospital (SLACK
et. al., 2007; PEINADO; GRAELM, 2007).
O arranjo físico celular é aquele em que os recursos transformados, entrando na
operação, são pré-selecionados para movimentar-se para uma parte específica da
operação (célula), na qual todos os recursos transformadores necessários a atender
suas necessidades imediatas de processamento se encontram, como por exemplo,
a maternidade de um hospital. A célula em si pode ser arranjada segundo um
arranjo físico por processo ou por produto (SLACK et. al., 2007; PEINADO;
GRAELM, 2007).
O arranjo físico por posição fixa ou posicional é aquele em que o produto em
elaboração permanece estático e os recursos de transformação e operações
necessárias se deslocam ao seu redor, como por exemplo, construção de um prédio

30
ou um tratamento dentário.
Muitas operações ou projetam arranjos físicos mistos, que combinam elementos de
alguns ou todos os tipos básicos de arranjo, ou usam tipos básicos de arranjo de
forma “pura” em diferentes partes da operação (SLACK et. al., 2007; PEINADO;
GRAELM, 2007).
O arranjo físico é a manifestação física de um tipo de processo. Depois que o tipo
de processo foi selecionado, o tipo de arranjo físico deve ser definido. A Figura 3
mostra a relação entre os tipos de processos e os tipos básicos de arranjo.
Figura 3 – Relação entre o tipo de processo e tipos básicos de arranjo físico.
Fonte: Slack et. al., 2007
2.1.4 Programação e Controle da Produção
Dentre as atividades que englobam a gestão de operações encontra-se o
Planejamento e Controle da Produção (PCP). Segundo Slack et.al. (2007), o
propósito do PCP é garantir que os processos da produção ocorram de forma eficaz
e eficientemente e que produzam produtos e serviços conforme requeridos pelos
consumidores.

31
O planejamento e o controle requerem a conciliação do suprimento e da demanda
em termos de volume, tempo e qualidade. Para conciliar o volume e o tempo quatro
atividades são desempenhadas: carregamento, sequenciamento, programação e
controle (SLACK et. al., 2007).
O carregamento é a quantidade de trabalho alocado a um centro de produção.
Existem duas abordagens principais para carregamento: o carregamento finito e o
infinito. O carregamento finito é uma abordagem que somente aloca trabalho a um
centro de produção levando em conta a capacidade de trabalho estimada do centro
e o tempo de processamento das tarefas. Uma programação que tenha uma
abordagem deste tipo pode ter que ser atualizada frequentemente, devido a atrasos
de processamento em outros centros de produção, assim como diante da adição de
novas tarefas ou do cancelamento de tarefas corrente (SLACK et. al., 2007;
CORRÊA; CORRÊA, 2006; STEVESON, 2001).
No carregamento infinito as tarefas são alocadas aos centros de produção sem
levar em conta o limite de capacidade, ou seja, ele não limita a aceitação de
trabalho. Um possível resultado da utilização do carregamento infinito é a formação
de filas em alguns centros.
Independente da abordagem do carregamento quando o trabalho chega, decisões
devem ser tomadas sobre a ordem em que as tarefas serão executadas. Essa
atividade é denominada sequenciamento. O sequenciamento se refere, então, a
definir a ordem segundo a qual as atividades devem ocorrer num sistema de
operações, no intuito de atingir um conjunto de objetivos de desempenho (SLACK
et. al., 2007; CORRÊA; CORRÊA, 2006).
O sequenciamento e a emissão de um programa de produção deveriam ser uma
tarefa simples, porém, instabilidades de curto prazo, como cancelamentos,
adiantamentos ou acréscimos em pedidos dos clientes, alterações nas
especificações dos itens, fazem com que a eficiência do sistema produtivo dependa
de um processo dinâmico de sequenciamento e emissão do programa de produção
(TUBINO, 2000).

32
Muitas instabilidades do processo produtivo estão relacionadas às características do
próprio sistema com o qual se está trabalhando. Nos processos contínuos não
existem problemas de sequenciamento quanto à ordem de execução das atividades,
tendo em vista que se propõem à produção de poucos itens. Os problemas de
programação resumem-se à definição da velocidade que será dada ao sistema
produtivo para atender determinada demanda estabelecida (TUBINO, 2000).
Como por exemplo, nos processos em massa a questão do sequenciamento
consiste em buscar um ritmo equilibrado entre os vários postos de trabalho,
principalmente nas linhas de montagem, conhecido como "balanceamento" de linha,
que visa definir conjuntos de atividades que serão executados por homens e
máquinas de forma a garantir um tempo de processamento aproximadamente igual
entre os postos de trabalho (TUBINO, 2000).
Nos processos em lotes o sequenciamento pode ser analisado sob dois aspectos: a
escolha da ordem a ser processada dentre uma lista de ordens e a escolha do
recurso a ser usado dentre uma lista de recursos disponíveis. A primeira decisão se
resume ao estabelecimento de prioridades entre os diversos lotes de fabricação
concorrentes por um mesmo grupo de recursos, no sentido de atender a
determinados objetivos. A segunda decisão na prática fica restrita à situações onde
existem variações significativas no desempenho dos equipamentos, seja nos tempos
de processamento ou de setup (TUBINO, 2000).
Nos processos por projeto o sequenciamento se preocupa com a alocação dos
recursos disponíveis no sentido de garantir a data de conclusão do projeto,
buscando sequenciar as diferentes atividades do projeto, de forma que cada uma
delas tenha seu início e conclusão encadeados com as demais atividades que
estarão ocorrendo em sequencia e/ou paralelo com a mesma (TUBINO, 2007).
A técnica mais empregada para planejar, sequenciar e acompanhar projetos é a
conhecida como PERT/CPM, que consiste em elaborar uma rede ou diagrama que
represente as dependências entre todas as atividades que compõem o projeto. A
partir da montagem da rede pode-se trabalhar com os tempos e a distribuição dos
recursos necessários para atingir a previsão de conclusão (TUBINO, 2007).

33
As prioridades dadas ao trabalho em uma operação são frequentemente
estabelecidas por um conjunto predefinido de regras. As regras de sequenciamento
são heurísticas usadas para selecionar quem que está esperando na fila de um
grupo de recursos terá prioridade de processamento, bem como qual recurso deste
grupo será carregado com essa ordem. Geralmente, as informações mais
importantes estão relacionadas com o tempo de processamento e com a data de
entrega (SLACK et. al, 2007; TUBINO, 2007).
As regras de sequenciamento podem ser classificadas segundo várias óticas. Uma
delas consiste em dividi-las em regras estáticas e regras dinâmicas. As estáticas são
aquelas que não alteram as prioridades quando ocorrem mudanças no sistema
produtivo, enquanto as regras dinâmicas acompanham estas mudanças, alterando
as prioridades.
Outra classificação seria a de regras locais versus globais. As locais consideram
apenas a situação da fila de trabalho de um recurso, ao passo que as globais
consideram as informações dos outros recursos, principalmente do antecessor e do
sucessor, na definição das prioridades (TUBINO, 2007).
Outra classificação ainda consiste em separá-las em regras de prioridades simples,
combinação de regras de prioridades simples, regras com índices ponderados e
regras heurísticas sofisticadas. As de prioridades simples baseiam-se em uma
característica específica do trabalho a ser executado, como a data de entrega,
tempo de processamento restante etc.
A combinação de regras de prioridades simples consiste em aplicar diferentes regras
simples conforme o conjunto que se pretende sequenciar em um dado momento. As
com índices ponderados adotam pesos para diferentes regras de prioridades
simples, formando um índice composto que define as prioridades (TUBINO, 2007).
As heurísticas mais sofisticadas determinam as prioridades incorporando
informações não associadas ao trabalho específico, como a possibilidade de
carregar antecipadamente o recurso, o emprego de rotas alternativas etc. Pesquisas

34
acadêmicas em sequenciamento têm obtido bons resultados com o emprego de
heurísticas complexas que procuram simular as decisões compondo técnicas de
inteligência artificial, algoritmos genéticos e simulação. O Quadro 2 apresenta as
regras de prioridades mais usuais (TUBINO, 2007).
Quadro 2 – Regras de seqüenciamento mais usuais. Sigla Especificação Definição
FIFO
First in first out
(primeiro a entrar, primeira
a sair)
Atendimento na mesma ordem de chegada ao centro de
produção. Prioriza as ordens que chegarão antes. Busca
minimizar a variância do tempo de permanência no centro de
produção.
SPT
Shortest Process Time
(menor tempo de
processamento)
Em ordem crescente de tempo de processamento no recurso.
Prioriza as ordens de menor tempo, propiciando uma redução
das filas e aumento do fluxo.
EDD Earliest due date
(menor data de entrega)
Em ordem crescente de prazo de entrega prometido. Prioriza
as ordens mais urgentes, visando reduzir atrasos.
LS Least Slack
(menor folga)
Em ordem crescente das folgas (data prometida menos tempo
total de processamento).
CR
Critical ratio
(razão crítica)
(tempo até a data
prometida / tempo total de
operação restante)
Executar a tarefa com menor RC. Se a RC de alguma tarefa
for negativa (isto é, tarefa atrasada), executar a atrasada de
menor tempo de processamento. Regra dinâmica que procura
combinar a EDD, que considera a data prometida, com a SPT,
que considera apenas o tempo de processamento.
Fonte: Adaptado de Lustosa et.al., 2008 e Corrêa; Corrêa, 2006.
Para julgar a eficácia da regra de sequenciamento geralmente são usados os
seguintes objetivos de desempenho (SLACK et. al., 2007):
� Atender à data prometida ao consumidor.
� Minimizar o tempo que o trabalho gasta no processo, também conhecido
como “tempo de fluxo”.
� Minimizar o estoque do trabalho em processo.
� Minimizar o tempo ocioso dos centros de trabalho.
Ao determinar a sequencia em que o trabalho será desenvolvido, as operações
requerem um cronograma detalhado, mostrando em que momento os trabalhos
devem começar e quando eles deveriam terminar, isto é, uma programação. A
programação consiste, então, em alocar no tempo as atividades, obedecendo ao

35
sequenciamento definido e ao conjunto de restrições considerado (SLACK et. al.,
2007; CORRÊA; CORRÊA, 2006).
Os sistemas de programação podem ser classificados em função dos momentos de
entrega dos pedidos, sendo classificados como: programação para frente (forward)
e programação para trás (backward). A programação para frente programa as
atividades para a data mais cedo e acrescenta, para frente, a duração da atividade
para definir sua data de término (SLACK et. al., 2007; CORRÊA; CORRÊA, 2006).
A programação para trás inicia o processo de alocar atividades no tempo de algum
ponto no futuro (em geral, o momento em que a atividade precisa estar finalizada) e
considerando as durações delas, programa suas datas de inicio descontando, para
trás, no tempo, a duração da atividade. Esta programação envolve iniciar o trabalho
no último momento possível sem que ele sofra atraso.
A representação mais comumente usada para visualização da programação é o
Gráfico de Gantt. Este gráfico auxilia na análise de diferentes alternativas de
sequenciamento e consiste em listar as ordens programadas no eixo vertical e o
tempo no eixo horizontal. Ele indica quando trabalho está programado para começar
e terminar. As vantagens deste gráfico são que eles proporcionam uma
representação visual simples do que deveria e o que está realmente acontecendo na
operação (SLACK et. al., 2007; TUBINO, 2000).
A programação é uma das atividades mais complexas no gerenciamento de
produção, tendo em vista que se tem que lidar com diversos tipos diferentes de
recursos simultaneamente com capacidades e habilidades diferentes. O número de
programas possíveis cresce à medida que cresce o número de atividades e
processos envolvidos. Além disso, tem que ser repetida frequentemente para
permitir respostas às variações de mercado e às mudanças de mix de produtos
(SLACK et. al., 2007).
Neste contexto de complexidade, visando apoiar as decisões no âmbito da
programação da produção foram desenvolvidos sistemas chamados APS (Advanced
Planning Systems ou Sistemas de Planejamento Avançados). Esses sistemas têm a

36
característica principal de conseguir levar em conta uma grande quantidade de
fatores na geração de programas de produção, buscando garantir que esta resulte
viável, ou seja, caiba dentro da capacidade disponível, além de buscar auxiliar o
sistema de operações a atingir seus objetivos de desempenho (CORRÊA; CORRÊA,
2006).
Muitos baseados APS são baseados na lógica de simulação e por este motivo
permitem modelagens mais sofisticadas do problema de programação da produção.
Nesses sistemas o usuário (CORRÊA; CORRÊA, 2006):
� Modela o sistema produtivo (máquinas, mão-de-obra, ferramentas,
calendários, turnos de trabalho etc.) e informa os roteiros de fabricação, as
velocidades de operação, as restrições tecnológicas, entre outros;
� Informa a demanda determinada pelo plano mestre de produção, pela carteira
de pedidos ou por previsão de vendas, bem como as alterações ocorridas
nas quantidades ou nos prazos de entrega, entre outras;
� Informa as condições reais do sistema produtivo em determinado momento,
como por exemplo, matéria-prima disponível, situação de máquinas,
manutenções programadas, situação das ordens, filas existentes aguardando
processamento; e
� Modela alguns parâmetros para a tomada de decisões, como por exemplo,
definindo algumas regras de prioridades a serem obedecidas no
sequenciamento das ordens nas filas que aguardam processamento nos
recursos ou pondera determinados objetivos a serem atingidos, de modo que
a programação resultante atenda às condições particulares do sistema
produtivo modelado.
Como esse trabalho tem foco na programação, não serão detalhadas as
características, bem como, os métodos utilizados para o controle da produção. Será
apresentado apenas o conceito referente ao controle da produção.
O controle de operações é caracterizado por coletar e analisar informações
realimentadas do desempenho efetivo de dado conjunto de funções ou processos,
com intuito de monitorar e sistematicamente atuar sobre um conjunto de causas ao
longo do processo a fim de que os seus efeitos estejam o tempo todo em

37
conformidade com o planejado. O controle é exercido para manter os resultados
planejados ou para melhorá-los (LUSTOSA et. al., 2008; CORRÊA; CORRÊA, 2006).
2.2 Teoria da Programação
Nesta seção serão detalhadas as características dos problemas que envolvem a
Teoria da Programação (TP). Vale ressaltar que algumas nomenclaturas referentes
à TP podem ser confundidas com as utilizadas na Administração da Produção,
sobretudo o termo job shop. Assim sendo, a partir deste ponto, será descrita uma
nomenclatura específica para a TP.
Por estar associada a aspectos diversos referentes aos recursos de produção, aos
processos de produção e à demanda dos clientes, a programação da produção é
um assunto muito amplo e diversificado. Do ponto de vista teórico-prático, um ponto
importante diz respeito ao desenvolvimento de modelos de apoio a decisão que
auxiliem a obtenção das melhores soluções de programação para cada problema
específico (LUSTOSA et. al., 2008).
A Teoria da Programação (scheduling) trata da otimização dos problemas reais de
programação de operações, incluindo, além dos problemas de programação da
produção em fábricas, problemas de programação de entregas ou roteirização de
veículos, programação de escalas de trabalho, entre muitos outros (LUSTOSA et.al.,
2008).
Num ambiente organizacional, a programação diz respeito à determinação, no
tempo, da utilização de determinados recursos da organização, seja equipamentos,
instalações ou pessoal (STEVESON, 2001).
Problemas de programação envolvem uma série de ações que utilizam recursos,
normalmente limitados, em períodos de tempo. Essas ações podem ser serviços,
projetos ou tarefas, que podem ser compostos por atividades, operações e atrasos.
Cada ação requer certa quantia de recursos (máquinas, pessoal, veículos, dentre
outros) para um determinado tempo (MORTON, 1993).

38
Realizar a programação de tarefas de operação é decidir quando e onde (ou por
quem) cada tarefa deverá ser realizada para que as entregas se dêem no tempo
certo, ou de forma que os clientes não esperem muito, que todas as tarefas sejam
executadas no menor tempo possível, ou ainda, de modo a reduzir os estoques em
processo e a ociosidade dos recursos na execução das tarefas (LUSTOSA et.al.,
2008).
2.2.1 Natureza das atividades
Problemas de programação ocorrem em qualquer Organização, independentemente
da natureza de suas atividades, seja fabricação ou serviços (STEVESON, 2001).
Num modelo de manufatura ou industrial, se tem normalmente um recurso chamado
“máquina”, e uma tarefa que tem que ser executada pela máquina, que é
tipicamente chamada de “job”. Num processo de produção, o job pode estar ligado a
uma única operação (task) ou a várias operações que são realizadas em máquinas
diferentes (PINEDO, 2008).
Como na programação em serviços não há bens a serem estocados, a boa
utilização da capacidade tem de ser obtida através da sincronização da demanda
com a produção, ou através do ajuste da capacidade à demanda. O número de
recursos em fabricação é, em geral, fixo, enquanto em serviço o número de recursos
(pessoas, quartos, caminhões etc.) pode variar com o tempo. Os modelos de
serviços abrangem de forma geral as áreas de programação de reservas e escalas,
modelos de transporte e programação de mão-de-obra (LUSTOSA et.al., 2008;
ARENALES et. al., 2007).
Muitos dos conceitos e técnicas de programação em manufatura são aplicáveis às
situações de programação em serviços e vice-versa. Por exemplo, regras de
sequenciamento de tarefas em uma máquina podem ser utilizadas para priorizar
atendimento em postos de atendimento médico-hospitalar. No sentido oposto,
alguns conceitos de programação de serviços são úteis na produção de bens

39
personalizados (customized) produzidos sob encomenda (LUSTOSA et. al., 2008).
Outro contexto de produção é a produção por projeto. Nesse tipo de produção (de
bens ou de serviços), a produção se inicia após o fechamento do contrato. No
planejamento global, os objetivos mais comuns são a observação das datas
prometidas para entrega e a minimização do custo total do projeto. Para alcançar
esses objetivos, deve-se determinar o conjunto de atividades que compõem o
projeto, suas restrições técnicas e necessidades de recursos. A programação, nesse
caso, consiste basicamente na definição de um cronograma dessas atividades,
sujeito às restrições técnicas e econômicas do projeto (LUSTOSA et. al., 2008).
2.2.2 Características do problema de programação
A TP é um processo de otimização, no qual um conjunto de processadores e
recursos limitados é designado ao longo do tempo para atender diversas atividades.
Esta designação é feita de tal maneira que sejam respeitadas integralmente as
restrições de tempo de execução das atividades e o limite de capacidade do
conjunto de processadores e recursos usados por todas as atividades (BLAZEWICZ
et. al., 2007; BRUCKER, 2007; ROSA, 2006).
Normalmente, problemas de programação quando tratados na prática são
problemas dinâmicos, pois sempre ocorrem imprevistos que obrigam a realização de
novos planejamentos das atividades sempre que houver uma alteração no ambiente.
Esta alteração do ambiente pode ocorrer por vários motivos, dentre eles (ROSA,
2006):
� Novas solicitações não previstas são introduzidas no processo;
� Cancelamento de solicitações que já fazem parte do planejamento;
� Atraso no início e/ou no término de algumas solicitações ou de suas tarefas;
� Recursos e/ou máquinas já designados às tarefas das solicitações podem
ficar indisponíveis; e
� Novos recursos podem ser disponibilizados no sistema.
Segundo Blazewicz et. al. (2007), em geral, o problema de programação é

40
caracterizado por três conjuntos:
1. um conjunto T= { T1, T2, ... , Tn } de n tarefas;
2. um conjunto P = { P1, P2, ... , Pm } de m processadores (máquinas);
3. um conjunto R = { R1, R2, ... , Rs } de s tipos de recursos.
2.2.2.1 Tarefas
Cada tarefa consiste de um conjunto de operações O = {O1, O2,..., On}. Em geral,
cada tarefa Oi é caracterizada pelas seguintes informações (LUSTOSA et.al., 2008;
BRUCKER, 2007; ROSA, 2006):
1. Tempo de processo, processing time (pi): é o tempo consumido pela tarefa Ti
no processador;
2. Data de chegada, ready date ou arrival date (aj): data ou instante em que a
tarefa Tj está pronta para iniciar o processamento;
3. Data limite de término, due date (dj): data de conclusão desejada para a tarefa
“j”. Caso não seja cumprida pode-se atribuir penalidades em função do atraso;
4. Prioridade (wj): Expressa a prioridade de cada tarefa Tj tem em relação às
outras tarefas;
5. Lista de recursos necessários.
As tarefas podem esperar entre o seu término em um processador e o seu inicio em
outro processador, pois existe um buffer entre eles. Elas podem ser também,
classificadas quanto à possibilidade de execução simultânea com outras tarefas em
(ROSA, 2006):
� Paralelas, quando são processadas simultaneamente, ao mesmo tempo, em
processadores diferentes;
� Seqüenciais, quando as atividades só iniciam quando a anterior termina,
independentemente do processador.
Caso as tarefas possam ser interrompidas para que outra tarefa seja executada, diz-
se que o problema é classificado como preemptivo (preemptive), e, caso não seja
possível haver esta situação em todas as tarefas, então o problema é classificado
como não preemptivo (non-preemptive) (ROSA, 2006).

41
Para cada tarefa Ti pode-se calcular diversos parâmetros de controle, dentre os
quais os mais usados são (LUSTOSA et. al., 2008; ROSA, 2006):
1. Data de término, completion date (Ci): data em que a ordem “i” tem sua última
operação concluída, ou seja, o instante em que a tarefa terminou;
2. Tempo de fluxo, Flow time (Fi = Ci – aj): resultado da diferença entre a data
de término e o data de chegada, representando o tempo total que a tarefa
gastou para processar;
3. Pontualidade, Lateness (Lj = Ci – dj): desvio entre a data de término e a data
desejada da tarefa i. Se positiva, representa um atraso; se negativa, um
adiantamento.
4. Tempo mais tarde que o limite ou atraso, Tardiness (Dj = max(Lj,0)): os
valores negativos não devem ser considerados, pois não são um tempo mais
tarde que o limite estabelecido;
5. Tempo mais cedo que o limite ou adiantamento, Earliness (Ej = max (dj -
Cj,0)): calculado como sendo a subtração do tempo limite de término menos
o tempo de término. Os valores negativos não devem ser considerados, pois
não são um tempo mais cedo que o limite estabelecido.
2.2.2.2 Processadores
Os processadores são classificados principalmente conforme o padrão de fluxo das
tarefas nas máquinas. Assim, têm-se os seguintes tipos (BLAZEWICZ et. al, 2007;
BRUCKER, 2007; MORAIS, 2008):
� Máquina única: existe apenas uma máquina a ser utilizada.
� Máquinas em Paralelo: executam sempre as mesmas funções,
independentemente das tarefas. Podem ser chamadas de: idênticas, caso as
velocidades de processamento para execução das tarefas sejam as mesmas;
uniformes, caso as velocidades sejam diferentes, porém constantes, não
variando com a tarefa; e sem conexão, caso as velocidades variem de acordo
com cada tarefa.

42
� Job Shop: “n” tarefas e “m” máquinas, em que cada tarefa é processada nas
“m” máquinas, de acordo com um roteiro. Não há paradas das tarefas para
execução de outras.
� Open Shop: Têm as mesmas características do job shop, com a permissão de
parar tarefas para execução de outras e pode não haver relação de
precedência entre as operações.
� Flow Shop: é um caso particular do job shop, em que as “n” tarefas têm o
mesmo roteiro nas “m” máquinas.
� Flow Shop permutacional: quando a seqüência de tarefas é a mesma em
todas as máquinas.
� Job Shop flexível ou com máquinas múltiplas: job shop no qual em cada
estágio de produção existe um conjunto de máquinas paralelas.
� Flow Shop flexível ou com máquinas múltiplas: flow shop no qual em cada
estágio de produção existe um conjunto de máquinas paralelas.
A Figura 4 apresenta um resumo dos tipos de processadores e o relacionamento
entre eles.
Figura 4 – Relação entre as classes de problemas de programação de operações em máquinas. K = número de estágios de produção Mk = número de máquinas do estágio k (com k = 1, 2, 3, …) Fonte: MORAIS, 2008

43
2.2.2.3 Recursos
Os recursos podem ser classificados em função da quantidade de vezes que eles
podem ser usados. Assim têm-se três categorias (ROSA, 2006):
� Recurso renovável: Ocorre quando uma tarefa usa o recurso por um período
de tempo e depois outra tarefa pode usá-Io. Portanto, possui somente
restrição de tempo de uso.
� Recurso não renovável: Ocorre quando uma tarefa usa o recurso e o
consome totalmente ou parcialmente e depois não é possível o uso parcial ou
integral por outra tarefa do recurso que foi usado. Portanto, possui somente
uma restrição de consumo.
� Recurso duplamente restrito: Ocorre quando um recurso possui restrição de
tempo e restrição de consumo.
Uma segunda classificação dos recursos pode ser feita com base na divisibilidade
dos recursos. Por esta classificação podem ser identificadas duas categorias
(ROSA, 2006):
� Recurso discreto: É aquele que só pode ser alocado de maneira discreta, não
podendo ser alocado parcialmente. Como exemplos têm-se: um guindaste;
um desvio, etc.
� Recurso contínuo: É aquele que é alocado de maneira contínua, divisível.
Como exemplos têm-se: um quilo e trezentos gramas de cimento, dez litros e
meio de combustível, etc.
2.2.2.4 Restrições
Podem ocorrer dois tipos de restrições referentes aos recursos no problema de
escalonamento:
1. Inexistência do tipo de recurso necessário;
2. Quantidade insuficiente de recursos de um tipo específico pelo tempo de
execução da tarefa.
As tarefas do conjunto T num determinado tempo (t) devem respeitar as condições a

44
seguir (BLAZEWICZ et. al, 2007):
� A cada instante, cada processador é designado para no máximo uma única
tarefa e cada tarefa é processada por no máximo um processador. Esta
restrição eventualmente pode ser relaxada;
� A tarefa Tij é processada numa janela de tempo [aj, ∞] ;
� Todas as tarefas devem ser executadas;
� Se tarefas Ti e Tj estão na condição de precedência o processamento de Tj
não pode começar antes de Ti estar concluída;
� No caso de scheduling não-preemptivo nenhuma tarefa pode ser preemptiva,
caso contrário o número de preempções de cada tarefa é finito;
� Caso ocorra alguma restrição de recurso, elas devem ser satisfeitas.
2.2.2.5 Medidas de desempenho
Pode-se avaliar a qualidade da programação (scheduling) a partir de algumas
medidas de desempenho (LUSTOSA et.al., 2008; ROSA, 2006):
1. Tempo máximo de execução (makespan):
a. Para tarefas que podem ser executadas em paralelo calcula-se o
makespan como: Cmax = max (Cj)
b. Para tarefas que executadas de forma seqüencial calcula-se o
makespan como: ∑=
=n
1jjmax CC
2. Tempo médio de fluxo (mean flow time ou lead time): ∑=
×=n
j
jFn
F1
1
3. Média ponderada pela prioridade de cada tarefa:
= ∑∑
==
n
j
j
n
j
jjw wFwF11
/
4. Atraso máximo: Lmax = max (Lj) ;
Em algumas aplicações, outras medidas de desempenho podem ser utilizadas,
como por exemplo, (LUSTOSA et.al., 2008; BLAZEWICZ et. al, 2007):
1. Atraso médio: ∑=
×=n
1jjD
n1
D

45
2. Adiantamento médio: ∑=
×=n
1jjE
n1
E
3. Número de tarefas atrasadas: ∑=
=n
1jjUU , onde Uj = 1 se Cj > dj, e 0 caso
contrário.
4. Estoque em processo médio (WIP – work-in-process): Pode ser determinado
em termos de número de ordens abertas ao longo do horizonte de programação.
5. Utilização (utilization): Razão entre o tempo efetivamente utilizado e o tempo
total disponível do recurso. Pode-se também medir o oposto, isto é, a ociosidade
(idleness) do recurso. Pode ser determinada com base em um único recurso
crítico ou para todas as máquinas.
Todos esses indicadores estão associados a três objetivos de programação,
cumprimento de prazo, velocidade de fluxo e utilização da capacidade (LUSTOSA
et.al., 2008).
2.2.3 Métodos de resolução dos problemas de programação
Nas últimas décadas, um conjunto de métodos tem sido desenvolvido para resolver
problemas de programação. A maioria dos métodos se restringe a dois grandes
grupos, em função das abordagens utilizadas: Métodos ótimos ou exatos e Métodos
heurísticos (BLAZEWICZ et. al, 2007; MORAIS, 2008).
Técnicas de programação matemática tais como técnicas de enumeração do tipo
Branch-and-Bound e Programação Linear Inteira, têm sido empregadas para a
solução ótima de problemas de programação, contudo, tais técnicas se tornam
pouco viáveis em termos computacionais, para problemas que envolvam um número
grande de máquinas (MORAIS, 2008; BLAZEWICZ et. al, 2007).
Um método heurístico é um processo de solução de problemas apoiado em critérios
racionais para escolher um bom caminho entre vários possíveis, sem a preocupação
de percorrer todas as possibilidades ou garantir a solução ótima (MORAIS, 2008;
FUCHIGAMI, 2005).

46
Os métodos heurísticos são procedimentos mais flexíveis e simples que os métodos
exatos de solução, permitindo abordar problemas mais complexos. Os métodos
exatos geralmente exigem simplificações nos modelos, tomando-os menos
representativos do problema real (MORAIS, 2008; FUCHIGAMI, 2005).
Os métodos heurísticos podem ser classificados de diversas formas, e uma delas
classifica-os em construtivos e melhorativos. Nos métodos construtivos a
programação adotada como solução do problema pode ser obtida (MORAIS, 2008;
FUCHIGAMI, 2005):
� Diretamente a partir da ordenação das tarefas segundo índices de prioridade
calculados em função dos tempos de processamento das tarefas;
� Escolhendo-se a melhor programação das tarefas a partir de um conjunto de
programações também obtidas utilizando-se índices de prioridade associados
às tarefas; ou
� A partir da geração sucessiva de programações parciais das tarefas até a
obtenção de uma programação completa através de algum critério de
inserção de tarefas.
Nos métodos melhorativos obtém-se uma solução inicial e, posteriormente, através
de algum procedimento iterativo (geralmente envolvendo trocas de posições das
tarefas na programação inicial) busca-se conseguir uma solução melhor que a atual
quanto à medida de desempenho adotada (MORAIS, 2008; FUCHIGAMI, 2005).
Na categoria dos métodos melhorativos destacam-se os procedimentos de busca
em vizinhança, tais como Busca Tabu e Simulated Annealing, que têm sido alvo de
grande interesse na comunidade científica em função de aplicações bem sucedidas
reportadas na literatura. Outra técnica que pode ser considerada do tipo melhorativo,
denominada Algoritmo Genético, desperta interesse pela sua capacidade de solução
de problemas de natureza combinatorial (MORAIS, 2008; FUCHIGAMI, 2005).

47
2.3 Pátio Ferroviário
Pode-se dizer que de forma geral uma ferrovia é constituída basicamente pela Via
Permanente, Material Rodante e Sinalização e Comunicação. A Via Permanente é o
conjunto das instalações e equipamentos que compõem as partes da via onde
circulam os trens. O Material Rodante é o conjunto de todos os veículos (vagões,
locomotivas, dentre outros) que se locomovem sobre a via permanente. O Sistema
de Sinalização e Comunicação tem como objetivo principal fornecer segurança ao
movimento dos trens e controlar a circulação de trens na ferrovia (FONSECA NETO,
1986; ROSA, 2004).
De forma simplificada, na operação ferroviária os vagões carregados e/ou vazios
são organizados em trens de acordo com o plano de formação nos pátios
ferroviários. Os trens circulam obedecendo a uma programação determinada. O
deslocamento pela ferrovia ocorre entre pátios de origem e destino, conforme a
demanda de cargas. Ao passar por pátios intermediários, vagões podem ser
acoplados e/ou desacoplados dos trens conforme destino. Ao chegar ao seu destino
final, os vagões são descarregados e/ou carregados e enviados aos pátios de
formação para formarem um novo trem e aguardarem a liberação para nova viagem
(SABINO, 2004).
Dentro desse contexto, pode-se definir pátio ferroviário como sendo uma área com
um conjunto de vias e instalações civis, projetado para a recepção, classificação,
partida, formação, estacionamento, cruzamento, carga, descarga e/ou transferência
de cargas, ou para outras finalidades operacionais, nas quais a movimentação dos
trens é efetuada mediante sinais e regras (TANCREDO, 2005).
Outras funções poderão existir envolvendo aspectos relativos à manutenção da via
permanente, de locomotivas e vagões, equipagem, abastecimento, tais como: o
estacionamento dos trens de serviços e demais equipamentos de manutenção de
vias; o estacionamento dos trens para revista, abastecimento, troca de equipagem e
troca de tração; o estacionamento de material rodante para manutenção; estocagem
de material de via permanente, dentre outros (TORRACA, 1996; TANCREDO, 2005).

48
Os pátios são instalações de vital importância para o funcionamento adequado de
um sistema de transporte ferroviário. Neles são realizadas operações que influem
diretamente no grau de eficiência de um sistema ferroviário podendo
consequentemente transformar-se em gargalos do mesmo (TORRACA, 1996).
De forma geral um pátio é composto de conjunto de linhas (desvios), material
rodante, áreas, instalações e equipamentos para carga e descarga de produtos,
mão-de-obra e recursos que contribuem para o gerenciamento das atividades do
pátio (MARINOV, 2009; BEKTAS, et. al., 2009; ROSA, 2009; OLIVEIRA, 2006; HE
et. al., 2003).
As características das linhas serão descritas numa seção posterior, devido a um
maior número de informações.
O material rodante é composto por locomotivas de manobra, que são máquinas
próprias para este fim ou locomotivas antigas que não são mais economicamente
viáveis para serem utilizadas em viagens. Em alguns pátios, devido ao tamanho, são
usadas as próprias locomotivas de viagem ou pás mecânicas para manobrar os
vagões a serem carregados/descarregados. A Foto 1 apresenta uma locomotiva de
manobra em um pátio ferroviário (ROSA, 2009).
Foto 1 – Locomotiva de manobra em um pátio de classificação

49
Para as operações de carga e descarga devem existir áreas, pavimentadas ou
preparadas, anexas às linhas para que os equipamentos de carregamento e
descarga possam operar. Diante disso surge o conceito de praia de Pátio Terminal,
que consiste basicamente de uma área paralela às linhas dos desvios onde os
equipamentos vão operar e onde os caminhões podem se aproximar para fazer a
descarga do material a ser embarcado no vagão (ROSA, 2009).
As instalações e equipamentos utilizados para carga e descarga variam de acordo
cada tipo de produto operado no pátio. Essas instalações e equipamentos serão
descritos mais a seguir na seção sobre Terminais Ferroviários.
Dentre a mão-de-obra utilizada nos pátios para a realização e controle das
manobras dentro do pátio, cita-se (ROSA, 2009):
� Manobreiros: auxiliam as manobras da composição no pátio, movimentado os
AMV’s e engatando e desengatando os veículos ferroviários do pátio.
� Maquinistas: responsáveis pela condução do trem.
� Controladores de pátio (CPT): gerenciam as chegadas e saídas das
composições, como também outras as situações que ocorrem no terminal.
Os pátios ferroviários possuem recursos que contribuem para o gerenciamento das
suas atividades, ressaltando-se a estação ferroviária, torre de controle, guaritas e os
sistemas de comunicação (ROSA, 2009).
As estações ferroviárias são escritórios anexos aos pátios ferroviários que têm a
responsabilidade de coordenar os procedimentos administrativos, operacionais e
comerciais do pátio. Quando uma estação possui um pátio muito grande, tornando o
trabalho muito difícil de coordenar, são criadas as torres de controle para controlar
as manobras numa área específica desse pátio.
As guaritas, ou postos, têm por função fazer o controle de acesso de veículos e
pessoas á área operacional dos pátios ferroviários. Em relação ao sistema de
comunicação destaca-se, sobretudo, o sistema de rádio que ainda é amplamente o
mais utilizado para auxiliar na execução das manobras. Mas, acrescenta-se a este,

50
os sistemas de rádio frequência para dados e os sistemas de fibra ótica para
automação de alguns pátios.
2.3.1 Linhas ferroviárias
As linhas ferroviárias são delimitadas na largura pelos trilhos (bitola) e no
comprimento pela extensão disponível de linha até o pára-choque de final de linha.
Elas são dispostas no pátio formando desvios visando facilitar o desmembramento e
a formação de trens. Ao conjunto de vários desvios denomina-se feixe de linhas
(ROSA, 2009).
O comprimento útil do desvio é a parte do desvio onde o material rodante pode ficar
estacionado sem correr risco de colisão com o material rodante posicionado na linha
mais próxima. Esse comprimento é, muitas das vezes, medido em números de
vagões de certo tipo que o desvio comporta e não em metros. Ele é demarcado
pelos marcos de via que são estruturas de concreto ou metal cravadas no solo.
Os desvios que possuem entrada e/ou saída por ambos os lados são denominados
desvios vivos, conforme pode ser observado na Figura 5. Caso o desvio possua
apenas uma entrada/saída é denominado desvio morto. No final do desvio morto é
implantado um pára-choque de fim de linha que tem por função não permitir que o
material rodante ultrapasse o fim da linha (ROSA, 2009).
Figura 5 - Tipos de desvios Fonte: Rosa, 2009

51
Para que a composição possa ser desviada, faz-se uso de aparelhos de mudança de
via (AMV), que permitem a mudança de direção através da chave do AMV, podendo
ser manual ou elétrica, sendo na maioria dos pátios usada a manual.
Quando o desvio tem uma extensão muito longa faz-se a ligação entre as linhas
paralelas, permitindo assim desviar os trens de uma linha para outra linha, por meio
de uma linha auxiliar denominada travessão (ROSA, 2009).
No projeto do pátio deve ser levada em consideração a quantidade de desvios, o
tipo de desvio e a quantidade de travessões, pois essas características afetam na
quantidade e no tempo de manobras a serem realizadas no pátio,
consequentemente afetando no tempo de permanência dos vagões no pátio.
As linhas podem ser classificadas em função de sua utilidade, como: linha principal,
linha de circulação, linha secundária, ramal e linhas específicas (ROSA, 2009).
A linha principal é a que passa dentro do pátio e é destinada ao tráfego da ferrovia. A
linha de circulação é aquela utilizada para que a locomotiva de manobra possa
transitar entre pátios realizando manobras sem ser bloqueada. A linha secundária é
aquela que bifurca da principal permitindo o cruzamento de trens ou a entrada no
pátio com vistas a manobras ferroviárias. O ramal é aquela que pode bifurcar da
principal ou de um pátio ferroviário no intuito de atender a um Pátio Terminal
específico.
As linhas específicas são aquelas que desempenham serviços bem definidos e são
dedicadas a estes serviços, dentre as quais se citam (ROSA, 2009):
� Linha de pesagem: onde são instaladas balanças ferroviárias, tendo a
velocidade de circulação bastante reduzida, não ultrapassando 5 km/h.
� Linha de limpeza: onde existem ferramentas e equipamento para a limpeza
dos vagões.
� Linha de abastecimento de combustível: onde existem as bombas de
abastecimento das locomotivas.
� Linha de inspeção de locomotivas: é dedicada a fazer uma inspeção das
locomotivas sempre que elas forem desengatadas do trem.

52
� Linha do virador de vagões: é um caso específico de um equipamento para
descarga de vagões tipo gôndola.
2.3.2 Tipos de pátios ferroviários
Os tipos dos pátios são definidos em função das operações que nele podem ser
realizadas. Com base nisso têm-se, os seguintes tipos de pátios (MARINOV, 2009;
BEKTAS, et. al., 2009; ROSA, 2009; HE et. al., 2003; PETERSON, 1977):
� Pátio de Cruzamento;
� Pátio de Manobra;
� Pátio Terminal Ferroviário;
� Pátio de Oficina,
� Pátio de Intercâmbio ou Transbordo.
2.3.2.1 Pátio de Cruzamento
Os pátios de cruzamento são destinados ao ordenamento da circulação ferroviária
em linhas singelas, para que um trem possa fazer o cruzamento ou ultrapassagem
pelo outro. Ele é composto de um AMV na entrada do pátio, de uma, ou mais, linhas
de estacionamento de trem e de um AMV na saída do pátio, conforme mostrado na
Figura 6 (ROSA, 2009).
Figura 6 – Pátio de cruzamento Fonte: Rosa, 2009

53
2.3.2.2 Pátio de Manobra
Os Pátios de Manobra são destinados a realizar todo tipo de manobra de veículos
ferroviários, à exceção das manobras de cruzamento de trens. São formados por
diversas linhas, agrupadas em feixes formando subpátios, e que têm por objetivo
otimizar as manobras ferroviárias visando o desmembramento e a formação de
trens. Eles podem ser subdivididos em três áreas, ou feixes de desvios, sendo as
principais, as áreas de recepção, classificação e partida ou formação, conforme
esquema mostrado na Figura 7 (ROSA, 2009).
Figura 7 – Pátio de manobra Fonte: Rosa, 2009
No Pátio de Recepção o trem é recebido, a locomotiva de viagem é cortada e os
vagões são estacionados e ficam aguardando vaga para o Pátio de Classificação. O
empregado do pátio responsável pela recepção do trem deve recolher com o
maquinista toda a documentação, notas fiscais e conhecimentos de embarque,
referente à carga que o trem está transportando bem como outros documentos que
porventura estejam sob a guarda do maquinista. Nesse pátio deve-se ainda vistoriar
os vagões e o estado da carga (BEKTAS, et. al., 2009; ROSA, 2009).
No momento em que a locomotiva é cortada inicia-se a contagem do tempo de
estadia dos vagões, ou do lote, no Pátio de Manobra. A eficiência do Pátio de
Manobra é medida pela estadia do vagão, ou do lote, no Pátio de Manobra.
No Pátio de Classificação é realizada a separação dos lotes de vagões conforme
destino ou um cliente ou um produto comum. Normalmente, este pátio, é o que tem

54
maior quantidade de linhas, pois cada uma destas deve ser destinada a conjunto de
vagões com as características citadas anteriormente. Existindo vaga no Pátio de
Classificação, o manobreiro corta os vagões estacionados no Pátio de Recepção em
função do destino, do cliente e do produto que ele transporta e autoriza a manobra
de puxar os vagões, para uma linha específica do Pátio de Classificação (BEKTAS,
et. al., 2009; ROSA, 2009).
Os Pátios de Classificação podem ser de três tipos: Plano, Hump yard e Gravidade.
Nos pátios planos, todos os feixes de linhas estão no mesmo plano do Pátio de
Recepção e todos os vagões precisam ser manobrados por locomotivas de
manobra. Com isso, dependendo da quantidade de destinos, clientes e produtos,
pode-se gerar uma grande quantidade de manobras, demandando um maior número
de locomotivas e pessoal para acompanhar as manobras.
O Pátio de Classificação com hump yard é um modelo de pátio que usa a gravidade
para fazer a classificação dos vagões reduzindo de forma substancial o número de
manobras necessárias e, consequentemente, o tempo total de classificação, como
também o número de locomotivas e pessoal. Apesar destas vantagens, depende de
investimentos muito maiores que os necessários para um pátio plano e, portanto, ele
é normalmente utilizado em pátios com grande movimentação (BEKTAS, et. al.,
2009; ROSA, 2009).
O hump yard é composto de quatro partes: rampa ascendente; trecho plano (curto);
rampa descendente, ou contra-rampa; e feixe de linhas de classificação, conforme
representado na Figura 8.

55
Figura 8 – Esquema de um pátio de classificação com hump yard Fonte: Rosa, 2009
A locomotiva de manobra trabalha somente empurrando os vagões para a rampa
ascendente até que o engate do vagão a ser cortado esteja no trecho plano, onde
um manobreiro faz o corte do vagão em movimento, e como já existem vagões que
se encontram na rampa descendente, por gravidade, eles descem (ROSA, 2009).
Como os vagões desengatados estão sem freio, eles podem pegar velocidade e não
parar causando colisões com os vagões já estacionados, além disso, o vagão tem
de chegar aos AMV’s que direcionam para as linhas do feixe de classificação em
baixa velocidade, caso contrário, podem descarrilar. Para resolver isto, é colocado
um retardador de velocidade para frear os vagões. O retardador de vagões é um
conjunto de duas chapas acionado pneumaticamente que pressiona as rodas dos
vagões fazendo-as reduzir a velocidade (ROSA, 2009).
Nos Pátios de Classificação por Gravidade, o Pátio de Recepção fica numa cota
mais alta do perfil do terreno e o Pátio de Classificação numa cota mais baixa. As
locomotivas de pátio vão empurrando os vagões que vão sendo cortados antes de
descerem à rampa e quando descem à rampa, vão sendo direcionados diretamente
para as linhas de classificação (ROSA, 2009).
No Pátio de Partida ou de Formação os lotes de vagões classificados no Pátio de
Classificação são agrupados dentro da sequencia de estações a que eles se
destinam e engatados a uma locomotiva de viagem e aguardam uma nova viagem
(ROSA, 2009).

56
Neste pátio, devem ser providenciadas todas as documentações necessárias para
que o trem siga viagem, notas fiscais e conhecimentos de embarque. Além disso,
devem-se vistoriar os vagões, pois caso seja encontrada alguma anomalia, o trem
não pode circular.
Quando a locomotiva de viagem é acoplada aos vagões estacionados no Pátio de
Partida, formando assim o trem pronto para circular, é encerrado o tempo de
permanência do vagão no pátio, podendo, então, calcular o ciclo do vagão.
2.3.2.3 Pátio de Oficina
Nos pátios de oficina estão localizadas as oficinas de locomotivas, as oficinas de
vagões, as oficinas de máquinas de via, dentre outras oficinas. Normalmente, as
ferrovias centralizam em um ou no máximo dois pontos as oficinas para
manutenções. O tamanho destes pátios depende do total de material rodante que a
ferrovia possui. Usualmente as linhas férreas entram nas oficinas onde as
manutenções ocorrem (ROSA, 2009).
2.3.2.4 Pátio de Intercâmbio
Este pátio é específico para a situação onde duas ferrovias se encontram e pode-se
fazer necessária à troca de material rodante entre as ferrovias. No caso de ferrovias
de bitolas diferentes este pátio pode ser chamado de Pátio Ferroviário de
Transbordo (ROSA, 2009).
No caso de carga geral e contêiner, no pátio de transbordo, usualmente linhas de
bitolas diferentes são posicionadas paralelamente e através de equipamentos de
carregamento e descarregamento leva-se a carga de um vagão de bitola métrica
para um de bitola larga ou vice-versa. No caso de granel, na maioria dos casos
ocorre o descarregamento de um vagão de uma bitola para posteriormente ser
carregado em um vagão de outra bitola.

57
2.4 Terminais Ferroviários
O Pátio Terminal Ferroviário é um pátio ferroviário dedicado à carga e descarga de
produtos. Aos Terminais Ferroviários, usualmente, está acoplado um Pátio de
Manobras, pois um trem, que não seja um trem unitário, ao chegar deve ser
desmembrado e os lotes enviados para os Terminais específicos (ROSA, 2009).
De uma maneira geral, os lotes são encaminhados aos Terminais Ferroviários após
passarem pelo Pátio de Recepção e de Classificação. Após os carregamentos e/ou
descarregamentos terem sido realizados, os vagões são enviados de volta ao Pátio
de Classificação para serem reagrupados por destino, cliente e produto. Após isso
eles seguem para o Pátio de Partida e aguardam liberação para iniciar uma viagem.
Nos Terminais Ferroviários devem existir áreas projetadas para a carga e descarga
de produtos compostas por instalações próprias para cada tipo de produto. Existem
três tipos de carga a serem consideradas: carga a granel, carga geral, contêiner
(ROSA, 2009).
A carga a granel é definida como sendo uma carga na qual não se conta unidades,
como por exemplo: minério de ferro, soja, farelo de soja, álcool, gasolina, gusa,
toretes de madeira, entre outras. Além disso, a carga a granel, usualmente, assume
o formato da embalagem que ela estiver inserida.
A carga a granel pode ser dividida em função dos seus diferentes estados em
subtipos, dentre os quais se citam: sólido, líquido e gasoso.
A carga geral é definida por uma carga em que se contam as unidades e que ela não
assume a forma da embalagem, como por exemplo: blocos de granito, bobinas de
aço, sacaria diversa, fardo de celulose, pneus, placa de aço, entre outras.
Visando o manuseio e transporte, foram criadas formas de unitização da carga, ou
seja, maneiras de agrupar diversas pequenas cargas em um grande volume único
que seria movimentado uma única vez. Assim, existem duas formas principais de
unitização: pallet e contêiner (ROSA, 2009).

58
O pallet é uma plataforma de madeira, ou outro material, onde a carga é arrumada
sobre ele. Ele possui certos pontos de entrada dos garfos das empilhadeiras para
que ela possa fazer o levantamento e movimentação dele.
A Foto 2 mostra uma empilhadeira transportando um pallet com pneus.
Foto 2 – Empilhadeira de grafo movimentando pallet de madeira com pneus
Fonte: ROSA, 2009
O contêiner, basicamente, é uma caixa metálica com dimensões padrões onde a
carga é acondicionada dentro dela, e as portas são lacradas, destinado a propiciar o
transporte de mercadorias com segurança, inviolabilidade e rapidez. Uma das
maiores vantagens dos contêineres é a padronização de suas dimensões (20 ou 40
pés). Em relação a sua capacidade de carga pode comportar um peso total de 24,0
toneladas (20 pés), ou de 30,5 toneladas (40 pés). A cubagem interna disponível
para carga é de 30 a 33 m3 (20 pés) ou de 60 a 67 m3 (40 pés) (ROSA, 2009).
O contêiner pode ser de variados tipos, dentre os quais se citam: carga seca,
tanque, refrigerado, open top, plataforma, dentre outros.
Face à grande importância que o contêiner adquiriu no transporte e na logística de

59
uma maneira geral, a carga geral foi desmembrada em carga geral e carga
conteinerizada.
A Foto 3 mostra um vagão plataforma carregado com um contêiner.
Foto 3 – Vagão plataforma carregado com contêiner.
Fonte: Rosa, 2009
Segundo Rosa (2007), para se dimensionar de modo correto um terminal ferroviário
é fundamental o conhecimento da programação de viagens na malha ferroviária que
se destinam ao terminal, contendo os seguintes dados:
� número de trens que chegam por dia;
� número e tipo de vagões por trem;
� cargas transportadas;
� clientes;
� tempo estimado de carregamento/descarga;
� tempo máximo de permanência dos vagões no terminal.
Uma vez construído o terminal, faz-se diariamente a elaboração da programação
das atividades do terminal e cabe ao controlador de pátios e terminais (CPT)
programar todas as atividades do terminal ferroviário. Esta programação deve ser
feita de tal forma que se utilizem da melhor forma possível os recursos que o

60
terminal possui em função da oferta de vagões que está programada para o terminal,
isto é, a quantidade de vagões carregados e suas cargas e clientes e a quantidade
de vagões vazios.
A seguir serão descritas as características de cada terminal de acordo com os tipos
de carga já definidos (granel, geral e contêiner), as instalações e equipamentos
necessários para as operações de carregamento e descarregamento de produtos,
bem como os tipos de vagões peculiares utilizados no transporte das cargas.
2.4.1 Terminal Ferroviário para Granel
Em um Terminal Ferroviário para Granel as instalações variam em função de a carga
a granel ser do tipo sólido, líquido e gasoso. No caso de Granel Sólido são divididas
em: instalações para carga e instalações para descarga (ROSA, 2009).
Dentre as instalações para carregamento de vagões, destacam-se: muros de
carregamento, silos de carregamento e praias de terminal.
Os muros de carregamento são construções que servem para suportar um aterro
mais alto que a linha férrea onde o vagão vai ser posicionado, paralelo a esta, e que
fica na altura aproximada da borda dos vagões. Por cima deste aterro circulam as
pás mecânicas que trazem a carga das pilhas de estocagem e as depositam dentro
dos vagões, como pode ser observado na Foto 4. Eles são usados, principalmente,
para minério de ferro, carvão, calcário, gusa entre outros.

61
Foto 4 – Muro de carregamento de minério
Fonte: Vale
Os silos são estruturas, metálicas e/ou de concreto, que comportam um grande
depósito na sua parte superior, que é alimentado por correias transportadoras. Na
parte inferior há uma abertura que fica numa altura superior à borda do vagão,
conforme mostrado na Foto 5 (ROSA, 2009).
Foto 5 – Silo de carregamento de minério de ferro
Fonte: Vale
No caso de carga a granel agrícola (soja, farelo de soja, milho) as comportas
inferiores possuem tubos que direcionam a carga para os lados e cantos dos
vagões, como pode ser observado nas Fotos 6 e 7. Essa diferença se deve
principalmente em função do tipo de vagão utilizado, hopper fechado.

62
Foto 6 – Carregamento de granel agrícola automatizado em vagões Hopper
Fonte: ROSA, 2009
Foto 7 – Carregamento de granel agrícola manual em vagões Hopper
Fonte: ROSA, 2009
Existe, também, uma operação pouco comum que utiliza uma moega, como um funil,
que fica acima da linha de vagões. Esta moega é abastecida por uma pá mecânica.
Esta operação é realizada no terminal marítimo do Terminal de Produtos Diversos
(TPD) no Complexo Portuário do Tubarão (ROSA, 2009).
A praia de terminal é a forma mais econômica para carregamento de granel, mas,

63
nem sempre, a maneira mais eficiente. Os vagões são carregados por meio de
empilhadeiras especiais, como no caso de toretes de madeira, ou por pás
mecânicas, conforme mostrado nas Fotos 8 e 9 (ROSA, 2009).
Foto 8 – Carregamento de torete em praia de terminal
Fonte: ROSA, 2009
Foto 9 – Carregamento de gusa com pá mecânica em praia de terminal
Fonte: ROSA, 2009
Dentre as instalações para descarga de vagões com granel sólido, citam-se:
viradores de vagões, moegas ferroviárias e praias de terminal.
Os viradores de vagões são usados para descarga de produtos a granel carregado

64
em vagões gôndolas do tipo GD. Neles literalmente os vagões são girados
completamente e a carga cai por gravidade em transportadores de esteira que
conduzem a carga até as áreas de estocagem. A Foto 10 mostra lotes de vagões
sendo descarregados em dois viradores de vagões (ROSA, 2009).
Foto 10 – Virador de vagões
As moegas ferroviárias podem variar sua forma em função da carga a ser
descarregada, sendo as duas formas mais usual: Ponte para descarga ou elevado e
Moegas com esteira.
No caso da ponte para descarga, os vagões são parados em cima da ponte, que
possui somente os trilhos para o deslocamento do material rodante, como mostrado
na Foto 11. As comportas laterais, ou inferiores, dos vagões são abertas e a carga
cai na parte de baixo da ponte onde pás mecânicas recolhem o produto e ou
colocam em caminhões que as levam para as áreas de estocagem ou elas mesmas
levam a carga até a área de estocagem (ROSA, 2009).
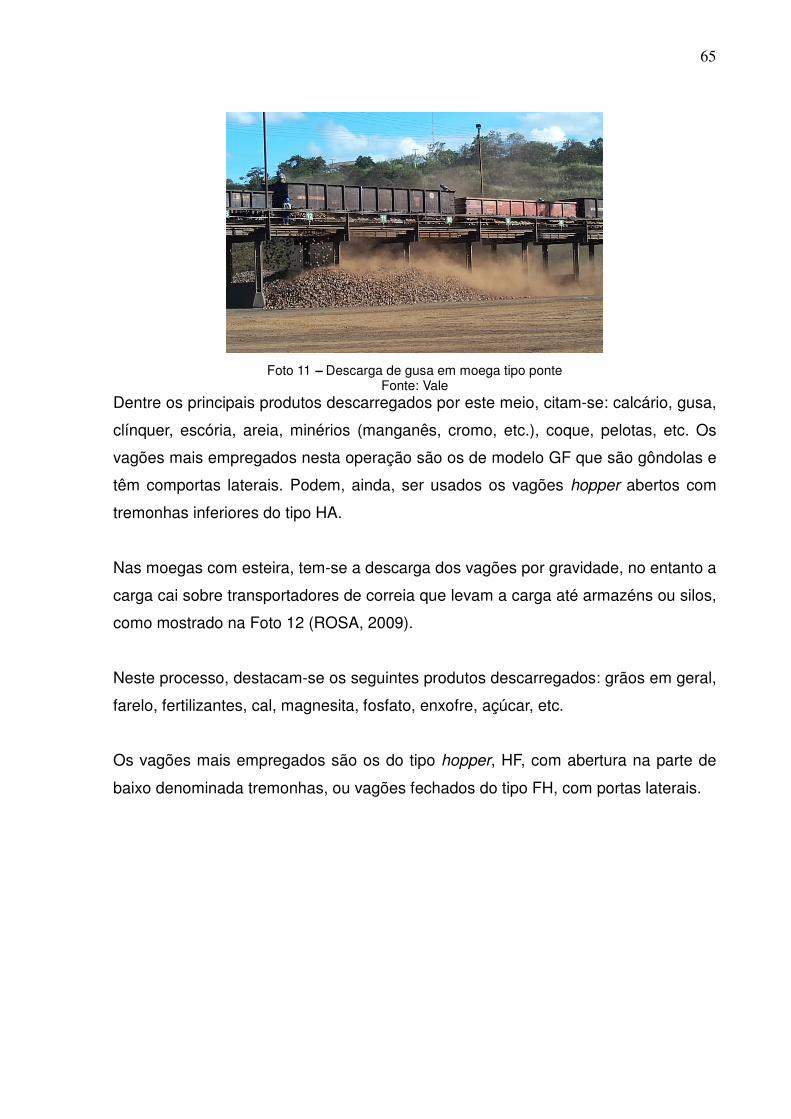
65
Foto 11 – Descarga de gusa em moega tipo ponte
Fonte: Vale Dentre os principais produtos descarregados por este meio, citam-se: calcário, gusa,
clínquer, escória, areia, minérios (manganês, cromo, etc.), coque, pelotas, etc. Os
vagões mais empregados nesta operação são os de modelo GF que são gôndolas e
têm comportas laterais. Podem, ainda, ser usados os vagões hopper abertos com
tremonhas inferiores do tipo HA.
Nas moegas com esteira, tem-se a descarga dos vagões por gravidade, no entanto a
carga cai sobre transportadores de correia que levam a carga até armazéns ou silos,
como mostrado na Foto 12 (ROSA, 2009).
Neste processo, destacam-se os seguintes produtos descarregados: grãos em geral,
farelo, fertilizantes, cal, magnesita, fosfato, enxofre, açúcar, etc.
Os vagões mais empregados são os do tipo hopper, HF, com abertura na parte de
baixo denominada tremonhas, ou vagões fechados do tipo FH, com portas laterais.

66
Foto 12 – Descarga de soja de vagão HFD em moega
Fonte: Rosa, 2009
Para a operação de descarga, a praia de terminal é bastante limitada e são poucas
as cargas a granel que operam neste tipo de pátio, dentre as quais se cita o torete
de madeira usando o mesmo equipamento usado no carregamento.
Os vagões mais utilizados para carga a granel sólida são os do tipo GD (gôndola
para virador), do tipo GF (gôndola com abertura lateral para moegas do tipo ponte) e
os do tipo HA (hopper aberto com tremonha na parte inferior) (ROSA, 2009).
Outro tipo de vagão específico que pode ser usado é o tipo TP (tanque para
materiais pulverulentos) no caso, cimento. Eventualmente, pode-se utilizar o vagão
do tipo GQ (gôndola com tampa superior) e descarregado com retro-escavadeira.
Este tipo de vagão vem sendo utilizado na Estrada de Ferro Carajás para transporte
de cobre.
Para o granel líquido, utilizam-se os vagões do tipo TC (tanque para líquido), TA
(tanque para ácidos líquidos) e TG (tanque para gás liquefeito de petróleo) dentre
outros.

67
As instalações para carga e descarga de granéis líquidos, devem priorizar a questão
ambiental e os riscos da operação.
A Foto 13 mostra um terminal de granel líquido.
Foto 13 – Terminal ferroviário de granel líquido

68
2.5 Revisão bibliográfica sobre o problema de programação em terminais
ferroviário
A alta complexidade de um sistema ferroviário exige que um grande número de
decisões inter-relacionadas seja tomado a todo tempo para garantir a viabilidade da
sua operação, procurando também, índices crescentes de eficiência (FUKASAWA,
2002; HAMACHER, 2005).
Segundo Pinto (2007), os problemas encontrados na logística ferroviária podem ser
classificados de diversas maneiras: em função do que é transportado (passageiros
ou carga), em função do nível de visão da malha (local ou global), em função do
horizonte de tempo do planejamento entre outros.
Em termos de horizontes de planejamento, usualmente o planejamento ferroviário é
dividido em três níveis: estratégico, tático e operacional (SABINO, 2004).
No nível mais alto está o planejamento estratégico. Normalmente esta é uma etapa
do planejamento da organização como um todo e envolve decisões sobre grandes
investimentos de capital por horizontes de longo prazo. Aqui são considerados
elementos como o desenho da rede ferroviária e sua evolução, como por exemplo, a
localização de pátios de manobras e terminais e a aquisição vagões e locomotivas.
No segundo nível está o planejamento tático. Este é um planejamento de médio
prazo, num horizonte de alguns meses. Um exemplo típico de uma decisão tática é a
determinação da rota e do tipo de serviço a ser oferecido e reposicionamento da
frota de locomotivas para uso no próximo período de planejamento.
No terceiro nível está o planejamento operacional. Este é um planejamento de curto
prazo, feito por unidades locais de gestão tais como a gerência de pátio e a
supervisão do Centro de Controle de Operações. Este nível de planejamento ocorre
em um ambiente altamente dinâmico em que fatores temporais têm um papel
importante e a representação detalhada dos veículos e das atividades é essencial.
Decisões operacionais importantes são, por exemplo, a implementação de ajustes
69
que são feitos regularmente nas programações de carga e descarga de vagões nos
terminais, de equipagem e de manutenção de material rodante.
Em termos de classificação o problema de programação de terminais ferroviários de
carga será considerado neste trabalho como um problema local que ocorre no nível
de planejamento operacional.
Como mencionado anteriormente, o terminal ferroviário é um pátio especializado
dedicado à carga e descarga de produtos, sendo que a este usualmente, está
acoplado um Pátio de Manobras. Na verdade, normalmente, em um terminal são
realizadas outras atividades, que não somente a carga e descarga de vagões, como
por exemplo, a pesagem de vagões que chegaram carregados, ou que foram
carregados no terminal, a limpeza destes após a descarga dos produtos, inspeções
nos vagões e nas cargas, dentre outros.
O problema de programação de terminais consiste, então, em definir qual a
sequencia de atendimento no tempo de vagões ou lotes de vagões, ou seja, definir
instante de início e término do processamento de cada atividade do terminal, visando
otimizar o tempo de permanência (estadia) daqueles vagões no terminal e a
utilização dos recursos disponíveis no terminal. Para tal deve ser levado em
consideração o tempo de processamento de cada atividade do terminal, a
disponibilidade e a capacidade dos recursos a serem alocados para a realização do
carregamento e/ou descarregamento e outras atividades, daquele lote de vagões.
Uma má operação do terminal pode ocasionar uma retenção de vagões,
ocasionando uma diminuição do fluxo de cargas em toda a ferrovia. Além disso, os
terminais são elementos com custo muito alto dentro da ferrovia, e o seu uso sendo
feito de maneira adequada, evita ou posterga novos investimentos em expansão
(ROSA, 2007).
As estatísticas sobre operações ferroviárias indicam que, de um modo geral, os
vagões ficam retidos nos terminais por um período muito longo e isso se deve as
deficiências operacionais ou nas instalações físicas dos mesmos. Deve-se observar,
além disso, que de pouco servem os esforços despendidos, muitas vezes custosos,

70
por uma empresa ferroviária para alcançar níveis de velocidades altas durante os
percursos entre os terminais, se o mau funcionamento ou a configuração
inadequada de seus pátios e demais instalações representam uma grande perda de
tempo, que se traduz em um serviço caro e deficiente, dificultando assim a
competitividade da ferrovia com os outros modais (SANTOS, 1989).
É de conhecimento dos pesquisadores ferroviários que com a melhoria das
instalações físicas dos terminais e/ou nos procedimentos operacionais dos mesmos,
pode-se proporcionar um aumento na produtividade das ferrovias. Assim um pátio
bem projetado e operando de forma racional traz grandes benefícios ao sistema
ferroviário como um todo, seja sob a forma de melhor aproveitamento da frota,
redução de congestionamento, ganhos na produtividade bem como a redução dos
custos de operação (SANTOS, 1989).
Neste contexto a operação de pátios e terminais deve ser orientada no sentido de
evitar a ocorrência de atrasos durante a formação, movimentação, carga ou
descarga dos trens (FONSECA NETO, 1986).
Vários estudos já foram realizados sobre problemas na área operacional ferroviária,
mas a grande maioria voltada para a questão do estudo de tráfego, capacidade de
tráfego, elaboração de grade de trens, alocação de maquinistas e vagões. Em
relação aos pátios e terminais ferroviários o enfoque normalmente é dado à
capacidade do pátio, à análise do desempenho, ao projeto de construção e
ampliação, dentre outros, normalmente envolvendo modelos baseados na teoria de
filas e em simulação.
Shields (1966 a, b apud ROSA, 2007) e Shinohara (1963 apud ROSA, 2007)
desenvolveram modelos para o planejamento e avaliação do desempenho dos
terminais ferroviários de carga.
Petersen (1977, 1981 e 1986) fez um estudo sobre a área, mas não aborda a
programação e, sim, planejamento de longo prazo. Utilizando teoria de fila ele
estuda o desempenho operacional de pátios em especial pátios de classificação,
determinando pontos de gargalo em função das características físicas (número de

71
linhas, instalações disponíveis dentre outros). Ele propõe políticas para um melhor
gerenciamento do pátio inclusive no que diz respeito a mudanças físicas no mesmo.
Assad (1980) traz um resumo dos modelos utilizados na resolução de alguns
problemas ferroviários, referentes ao planejamento da grade de trens, localização
pátios e desempenho de pátios utilizando modelos de filas e simulação, distribuição
de material rodante, dentre outros. No que diz respeito aos pátios ferroviários,
normalmente os modelos são utilizados no cálculo de tempos médios e custos
operacionais e para apontar os gargalos e seus efeitos nas operações dos pátios.
Eles também podem ser utilizados para análise de políticas de gerenciamento do
terminal ou para auxiliar na distribuição de recursos.
Gomes (1982) propõe um modelo para análise do desempenho operacional de
pátios ferroviários baseado num modelo de simulação. Em seu trabalho estudou um
terminal onde a principal carga operada era o minério, simulando três cenários: um
da situação atual do pátio, outro com redução de 50% no tempo de espera para a
formação de trem no pátio e outro com redução de 10% no tempo de espera no
pátio de recepção para execução das manobras iniciais.
Parada (1986 apud ROSA, 2007) propõe um modelo de simulação de um pátio
ferroviário, no entanto, o estudo feito não contempla a programação de recursos
necessários às atividades diárias dos terminais e sim a simulação da operação dos
pátios em função de dados estatísticos.
Nico (2002) estudou o problema de programação de carregamentos de cargas
diversas em composições ferroviárias nos pátios e terminais ferroviários. Ele realizou
um estudo de caso na Estrada de Ferro Vitória à Minas desenvolvendo abordagens
e propostas de solução para problemas em geral de realização da programação de
carregamentos de cargas diversas em composições ferroviárias nos pátios e
terminais ferroviários.
Cruz et. al. (2003) desenvolveram um modelo em Rede Preti para representar as
diversas atividades envolvidas na operação do pátio de manobras do Terminal de
Tubarão.

72
He (2003) estudou as características dos problemas de despacho em pátios
ferroviários. Esse problema envolve como ocorre transferência de vagões em um
trem que chegou para um trem que está saindo, qual a quantidade e clientes que
formarão o trem que está para sair do pátio, como alocar as locomotivas e como
organizar a ocupação das linhas do pátio. Ele propõe uma formulação utilizando
programação inteira binária e uma heurística para resolução da formulação. Além
disso, ele desenvolveu um sistema computacional para suporte do gerenciamento do
pátio.
Jarasuniene (2004) desenvolveu um modelo em programação dinâmica para
aumentar a utilização dos recursos de um terminal ferroviário de carga.
Hamacher (2005) estudou o problema de alocação de vagões e locomotivas em
curto prazo (4 dias). Ele apresentou uma metodologia para o problema
desenvolvendo um modelo baseado no modelo de multifluxos, utilizando um pacote
genérico de programação inteira, CPLEX 9.0.
Randall e Kurz (2005 apud ROSA, 2007) desenvolveram uma metodologia baseada
em algoritmo genético para prever o tempo de operação de um pátio, no entanto, ele
não prevê no trabalho a geração da programação diária dos recursos do pátio nem a
seqüência de atividades que deve ser realizada.
Oliveira (2006) desenvolveu um modelo utilizando a teoria de fila e simulação, do
processo de chegada de vagões para carga e descarga nos terminais atendidos pelo
pátio ferroviário do Arará, MRS Logística. Ele utilizou esse modelo para analisar
alguns indicadores de desempenho, dentre eles: taxa de utilização do sistema,
relação entre a taxa de chegada e a taxa de atendimento, número médio de usuários
no sistema, número médio de usuários na fila, tempo médio de espera do sistema,
tempo médio de espera na fila; visando identificar as principais causas da formação
de filas na malha ferroviária da MRS Logística.
Sabino et.al. (2006) desenvolveu um método baseado na metaheurística de
otimização com colônia de formigas para o apoio a decisão no processo de
designação de locomotivas de manobras em terminais ferroviários, testando o seu

73
modelo em um terminal constituído de áreas de recepção, descarga, inspeção,
classificação, manutenção, limpeza e formação.
Langoni et. al. (2007) desenvolveu uma metodologia para a análise operacional de
pátios ferroviários de classificação, baseada num conjunto de quatro indicadores
(taxa de ocupação do pátio, quantidade de manobras realizadas por blocos de
vagões movimentados, tempo médio de permanência de vagões em pátio e desvio
de tempo entre atividade de pátio em trem previsto e realizado) e de um fluxograma
de avaliação pelo qual, através da análise cruzada dos indicadores propostos é
definida a causa principal do problema existente e identificadas algumas medidas a
serem tomadas para eliminação ou redução do problema. A metodologia
desenvolvida visou subsidiar decisões de priorização de investimentos para
eliminação de gargalos operacionais causados por pátios de classificação, em uma
rede de transportes ferroviária, orientando a alocação eficiente de recursos para a
solução dos problemas operacionais do pátio.
Pinto (2007) desenvolveu modelos baseados em programação inteira utilizando
algoritmos de pré-processamento, para a resolução de problemas ferroviários de
nível tático e estratégico, como o planejamento de atendimento e suas extensões
naturais, o problema de congestionamento de vagões e a determinação de paradas
dos trens em pátios.
Rodrigues (2007) apresentou uma ferramenta, utilizando a técnicas de scheduling,
para elaboração da Grade de Trens de carga geral, minimizando tempos
improdutivos do sistema
Rosa (2007) faz um levantamento das características dos terminais ferroviários, dos
recursos operacionais envolvidos na operação e dos procedimentos usualmente
adotados nos terminais e propõe um modelo matemático visando à programação
diária de um terminal ferroviário, tendo como base teórica o problema de
escalonamento dinâmico com restrição de recursos. Ele fez a aplicação deste
modelo no Terminal Rodo-ferroviário de Cargas de Colatina, da empresa Centro
Norte Logística.
O autor definiu o modelo proposto como um conjunto de programação de trens para

74
o terminal que chegam para o terminal. Cada trem possui um conjunto de lotes
sendo que cada lote continha a informação da carga a ser operada no terminal, os
tipos de vagões e o cliente. Além disso, foi definido um conjunto de instalações e um
de equipamentos para o carregamento e a descarga de vagões e também um
conjunto de atividades para o carregamento e descarga de cada lote. Criar a
programação diária do terminal consistiu alocar instalações e equipamentos às
atividades do a fim de carregar e descarregar os produtos dos lotes referentes aos
trens que estão para chegar ao terminal.
Os testes realizados apresentaram resultados de forma consistente no que diz
respeito à melhor utilização dos recursos, redução no tempo de estadia e como
ferramenta de apoio para auxiliar o CPT na programação do terminal. O autor sugere
a implementação do modelo numa ferramenta computacional como Arena ou
Preactor, sendo que esta última foi a que se apresentou de melhor aderência ao
modelo matemático proposto.
Sarmento (2008) desenvolveu uma adaptação de um modelo de fluxo em rede
multiproduto, realizado em programação inteira mista, utilizado para o Problema de
Blocagem de Vagões em ferrovias (PBV), além de uma heurística para construção
de soluções viáveis que contribuam no planejamento da operação ferroviária. O PBV
consiste em identificar o plano de classificação de todos os vagões na ferrovia,
chamado plano de blocagem, o qual deve ter custo mínimo, evitando-se assim uma
excessiva e custosa reclassificação dos vagões. Para validar tanto o modelo
desenvolvido quanto a heurística proposta foram geradas quatro instâncias do PBV
e as soluções da heurística foram comparadas com aquelas obtidas pelo CPLEX.
Taffner et. al. (2008) estudaram o desempenho operacional de um terminal
ferroviário de carga que carrega e descarrega vagões de granito e torete, utilizando
a técnica de simulação por meio do software ARENA. Foram descritas as principais
características do terminal estudado em termos de estrutura física, recursos
envolvidos e os procedimentos utilizados nas operações de carga e descarga dos
vagões.
Foram analisados três cenários: o cenário original, com tempos e layout do terminal

75
praticados; um cenário com propostas de mudanças operacionais, com melhorias
nos tempos de carregamento e descarregamento dos vagões; e um cenário com
propostas de mudanças físicas, com acréscimo de um ramal com equipamentos
especializados no descarregamento de granitos e um ramal com equipamentos para
carregamento de vagões de granitos. Mantendo-se o tempo de chegada e o número
de vagões, constatou-se que as mudanças na estrutura operacional obtiveram
melhores resultados que as mudanças na estrutura física, quando comparados com
o cenário original.
Mello (2008) estudou o problema relacionado à distribuição dos vagões de carga e
seu impacto no sistema ferroviário. Ele desenvolveu modelos em Programação
Linear Inteira, para oferecer ao responsável pela distribuição a oportunidade de
conhecer em detalhes, (em um nível tático e operacional), as dificuldades
enfrentadas pela ferrovia, bem como avaliar a proposição de metas dos tempos de
retenção em pátios, tempos de deslocamento, número de vagões retidos para
manutenção e a necessidade do aumento da frota.
Bektas et. al. (2009) propõe um modelo de transporte para melhorar a classificação
de vagões vazios em pátios de classificação, visando a melhora de desempenho na
rede ferroviário como um todo.
Marinov (2009) desenvolveu um modelo de simulação, utilizando a ferramenta de
simulação SIMUL 8, para analisar a operação de um pátio plano de classificação. Na
modelagem o pátio foi dividido em estágios. A simulação analisou o desempenho de
cada estágio de um pátio real. Foi simulado também um aumento na demanda de
trens que chegam ao pátio avaliando a formação de filas e utilização dos recursos
do pátio.
Rosa (2009) propõe e implementa um modelo de simulação, utilizando o software
ARENA, para um terminal ferroviário de descarregamento de vagões com granéis
agrícolas e carregamento de vagões com fertilizante visando identificar quais
recursos representam gargalo real ou potencial na operação do terminal e ainda
avaliar o tempo total de estadia do vagão e analisar cenários de possíveis futuros
investimentos e seus impactos no terminal. No trabalho foram levantadas todas as

76
características físicas (layout), operacionais (tempos das atividades e procedimentos
de operação e manobras) e de recursos (instalações, equipamentos e mão-de-obra)
necessários para a modelagem do problema.
Foram simuladas 72 horas de operação no terminal com 10 replicações, em dois
cenários. No primeiro mantiveram-se as condições originais do terminal. Já no
segundo houve um acréscimo de dois manobreiros, tendo em vista se tratar de um
recurso mais barato e de fácil alocação.
A simulação permitiu avaliar o impacto da mudança de recursos, bem como, as filas
que ocorreram em cada processo. De forma geral o modelo de simulação se
apresentou como uma ferramenta gerencial que permite avaliar após a execução da
simulação quais são os recursos que mais impactam na operação do terminal e
analisar cenários de possíveis futuros investimentos e seus impactos na operação.
Dos estudos encontrados, poucos prevêem a geração da programação diária dos
recursos do pátio e a seqüência de atividades que deve ser realizada.

77
3 DESCRIÇÃO DO PROBLEMA DE PROGRAMAÇÃO DE TERMINAIS
FERROVIÁRIOS DE GRANEL AGRÍCOLA E FERTILIZANTE
3.1 Características do terminal estudado
O terminal ferroviário em questão está localizado no estado do Espírito Santo em um
complexo portuário que recebe, por transporte ferroviário, vagões carregados de
granéis agrícolas (principalmente soja, farelo de soja e milho) da Região Centro-
Oeste e do Oeste de Minas com vistas à armazenagem para carregar navios. No
retorno destes vagões duas opções podem ocorrer: eles podem retornam vazios
para carregamento nas regiões citadas; ou eles são manobrados para a área de
carregamento de fertilizante, para carregar e retornar cheio também para as mesmas
regiões. Esse fertilizante que vem via modal marítimo do exterior é descarregado e
armazenado.
Em seu trabalho Rosa (2009) descreve todas as características deste terminal. O
terminal tem uma linha de entrada que leva às linhas de recepção e estacionamento.
De forma resumida esse terminal é composto por cinco partes:
� Recepção ou estacionamento: possui três linhas de estacionamento que são
usadas tanto pelos vagões de granéis agrícolas quanto pelos de fertilizante.
Nesse local são realizadas as atividades de verificação de documentos e
lacres na chegada ao terminal, de preparação da documentação de viagem e
de estacionamento para espera de liberação para as atividades de
descarregamento dos granéis, de limpeza, de carregamento de fertilizantes e
de pesagem dos granéis agrícolas e dos fertilizantes.
� Limpeza: possui duas linhas que são usadas pelos vagões de granéis
agrícolas para a atividade de limpeza desses vagões por ar comprimido
depois de descarregados.
� Pesagem: possui duas balanças estáticas que são usadas tanto pelos vagões
de granéis agrícolas quanto pelos de fertilizantes, para pesagem desses
vagões.
� Descarga de granéis agrícolas: possui duas moegas que são usadas pelos
vagões de granéis agrícolas, para o descarregamento desses vagões.

78
� Carregamento de fertilizante: possui um silo utilizado pelos vagões de
fertilizante, para o carregamento desses.
A Figura 9 apresenta um layout simplificado do terminal estudado.
Figura 9 - Mapa de Pátio Simplificado do terminal ferroviário em estudo. Fonte: Rosa, 2009
Além dos recursos citados estão disponíveis duas locomotivas e três manobreiros
para execução das manobras de deslocamento entre as partes do terminal. Todos
estes recursos são dedicados exclusivamente ao terminal (ROSA, 2009).
À medida que chegam ao terminal os trens são manobrados e agrupados em lotes
de vagões de uma mesma carga e de um mesmo cliente. Em seguida os
manobreiros fazem a verificação de documentos e dos lacres dos vagões.
A partir da verificação da documentação e dos lacres, o lote de vagões aguarda nas
linhas de estacionamento a disponibilidade de balança, locomotiva e manobreiro,
para que possa ser manobrado até a linha da balança para a pesagem. Após a
pesagem este lote é manobrado de volta para as linhas de estacionamento.
Na linha de estacionamento o lote aguarda a disponibilidade de moega, locomotiva e
manobreiro, para que possa ser manobrado até a moega para o descarregamento
dos vagões. Terminada a descarga do lote, ocorre a manobra de volta para as linhas
de estacionamento (ROSA, 2009).

79
Após o processo de descarregamento o lote estacionado aguarda a liberação de
uma linha de limpeza para que possa ser manobrado até esta, para que ocorra a
ultima operação que é a limpeza dos vagões. Depois da limpeza aguarda-se a
disponibilidade de locomotiva, manobreiro e linha de estacionamento para realizar a
manobra de retorno à linha de estacionamento.
O lote limpo pode viajar vazio ou pode ser direcionado para carregar fertilizante.
Conforme a demanda de fertilizantes e a necessidade de vagões para carregar
grãos na origem, decide-se quantos lotes vazios vão ser deslocados para carregar
fertilizante (ROSA, 2009).
Os lotes que viajarão vazios esperam pela preparação da documentação de viagem
para serem liberados para a estação a fim de que sejam acoplados a uma
locomotiva para iniciar a viagem. A estadia termina quando os vagões são liberados
para a estação.
No caso dos vagões para carregamento de fertilizante, após a limpeza estes ficam
na linha de estacionamento aguardando a disponibilidade do silo de fertilizante, de
uma locomotiva e de um manobreiro para serem manobrados para carregar
fertilizante (ROSA, 2009).
Depois de carregado o lote é manobrado de volta para as linhas de estacionamento,
onde aguarda a disponibilidade de uma balança para pesagem. A balança que pesa
o fertilizante é a mesma usada para pesar os vagões de grãos.
Após a pesagem é verificado o peso de cada vagão e caso haja vagões com
excesso de peso, estes devem ser manobrados para a linha de limpeza para que
seja retirado o excesso de peso. Após esse procedimento o lote deve ser pesado
novamente para verificar se está dentro do limite para viajar (ROSA, 2009).
Os vagões com peso dentro do limite são manobrados para a linha de
estacionamento para a colocação dos lacres nas tremonhas e tampas de
carregamento e preparação dos documentos. Após isto, o vagão está liberado para
viajar carregado de fertilizante sendo o término da estadia registrado quando os

80
vagões são liberados com a devida documentação para a estação (ROSA, 2009).
Os tempos gastos nas atividades de recepção, limpeza, pesagem, carregamento e
descarregamento, bem como os tempos de manobras serão apresentados mais a
seguir, quando da apresentação da proposta de modelo para a programação do
terminal descrito.
3.2 Problema encontrado
Para o terminal descrito é necessário definir, diante da demanda de vagões de
granel agrícola e de fertilizantes que serão atendidos, a programação no tempo das
atividades de documentação, pesagem, estacionamento, descarregamento, limpeza
e carregamento e a utilização dos recursos linhas de estacionamento, balanças,
moegas, linhas de limpeza e silo disponíveis, visando otimizar a estadia dos vagões
e a utilização dos recursos.
Observou-se na operação deste pátio que não é utilizada uma ferramenta que auxilie
a programador do terminal designar os vagões carregados de granel agrícola aos
recursos necessários para a operação de descarga e nem carregamento dos vagões
de fertilizante o conforme descrito anteriormente.
No próximo capítulo será feito a modelagem do problema sob a ótica da
Administração da Produção e da Teoria da Programação. Para a resolução deste
modelo será utilizado o software de programação da produção Preactor.

81
4 PROPOSTA DE RESOLUÇÃO DO PROBLEMA DE PROGRAMAÇÃO DE UM
TERMINAL FERROVIÁRIO DE GRANEL AGRÍCOLA E FERTILIZANTE
Para formulação de um modelo para resolução do problema descrito na seção
anterior se fazem necessárias algumas simplificações em relação à operação do
terminal descrito, tendo em vista algumas limitações do software que será utilizado.
Os lotes de vagões que chegarem ao terminal serão considerados já classificados,
ou seja, separados por produto e cliente, não sendo gasto então tempo para a
execução das manobras necessárias para a classificação dos lotes.
No terminal estudado parte dos vagões de granel agrícola que são descarregados é
destinada para o carregamento de fertilizante. No modelo proposto será considerado
que os lotes de vagões, que serão carregados com fertilizantes, chegam ao terminal,
vazios, juntamente com os de granel agrícola. Desta forma não haverá a formação
de lotes de vazios proveniente da descarga de granel agrícola. Com isso o
atendimento dos vagões de granel agrícola encerra após a limpeza e documentação,
ou seja, a estadia dos vagões será contada até esse momento.
Todos os vagões de fertilizantes depois de carregados são considerados dentro dos
limites estabelecidos de peso, não havendo o procedimento de ajuste de peso. Após
a pesagem eles vão diretamente para a documentação.
4.1 Características do problema sob o ponto de vista da Administração da
Produção
O terminal ferroviário estudado pode ser considerado um processo de
transformação, conforme modelo apresentado por Slack et. al. (2007). Este processo
está resumido na Figura 10.

82
Figura 10 – Processo de transformação dos vagões que ocorre no terminal ferroviário em estudo.
Conforme se observa na Figura 10 os inputs do processo os recursos a serem
transformados são vagões de granel agrícola e vagões vazios, que são
considerados materiais. Já os recursos transformadores têm-se como instalações:
as linhas de estacionamento, balanças, linhas de limpeza, moegas, moega e silos; e
como mão-de-obra: os manobreiros e as locomotivas.
O processo de transformação neste modelo consiste na transformação da
localização dos materiais, ou seja, a movimentação da carga do vagão quer o
descarregamento do granel agrícola, quer o carregamento do fertilizante. Para que
isso ocorra são realizadas atividades intermediárias, que são a pesagem, limpeza,
estacionamento, manobra dos vagões e a documentação do trem.
Os outputs do processo são os vagões vazios e os vagões carregados de
fertilizante.
No que diz respeito ao tipo de layout o pátio em estudo pode ser caracterizado como
um layout por processo, conforme Slack et. al. (2007). Isto se deve ao fato que as
instalações com as mesmas características operacionais (balanças, linhas de
estacionamento, linhas de limpeza, moegas e silos) por onde os vagões (recurso a
ser transformado) vão se deslocar, segundo um roteiro, para a execução das
atividades (pesagem, estacionamento, limpeza, descarregamento de granel agrícola,
carregamento de fertilizante e documentação) deste terminal, ficam agrupadas em
um local físico de acordo com a atividade a ser realizada.

83
Em se tratando do tipo de processo a atividade de descarregamento e carregamento
dos vagões desse terminal pode ser configurado como um processo de jobbing,
tendo em vista que existe uma variedade de produtos ou cargas (vagões de soja,
milho, farelo de soja e fertilizante) a ser atendidos e seu volume de produção é
baixo. Além disso, existe o compartilhamento de recursos entre as operações de
cada produto.
Atenção especial deve ser dada ao nome jobbing, conforme já citado anteriormente,
pois mais a frente neste capítulo este nome será descrito como job shop pela Teoria
da Programação, porém com significados diferentes já mencionados na seção
2.4.2.2.
No que diz respeito ao tipo de carregamento na programação das atividades será
adotado o carregamento infinito, tendo em vista que não existe limitação para o
recebimento do número de vagões a serem atendidos no terminal.
Em relação ao seqüenciamento a regra de prioridade que mais se adéqua, ou se
aproxima da realidade do atendimento de vagões em um terminal ferroviário de
carga é a regra do tipo FIFO (primeiro a entrar, primeiro a sair).
A programação será considerada do tipo para frente, pois à medida que os vagões
chegam ao terminal, vão sendo o mais rapidamente atendido, não tendo nenhuma
data limite para o término do descarregamento/carregamento dos vagões.
4.2 Características do problema sob o ponto de vista da Teoria da
Programação
Sob a ótica da Teoria da Programação, o atendimento de trens no terminal ferroviário
estudado pode ser comparado a um sistema de produção, onde cada atividade
realizada no terminal pode ser considerada um posto de processamento ou posto de
trabalho.
Neste problema a tarefa se refere ao atendimento do vagão no terminal, seja para o

84
descarregamento seja para o carregamento. Cada tarefa então é composta de um
grupo de operações ou atividades, sendo elas: recepção, pesagem, espera
(estacionamento), limpeza, descarregamento, carregamento e documentação. Para
cada tipo de carga haverá um roteiro diferente de realização de atividades, conforme
apresentado na Figura 11.
Figura 11 – Roteiros de atividades para o atendimento dos vagões no terminal estudado.
As atividades são consideradas seqüenciais tendo em vista que uma só inicia
naquele processador quando a anterior termina. Apena entre as atividades de
descarregamento de vagões de granel agrícola existe um buffer (tempo de setup)
dependendo do tipo de granel a ser descarregado. No modelo apresentado mais a
seguir o tempo de buffer será incorporado ao tempo de processamento. Além disso,
as tarefas serão consideradas como não preemptivas, pois elas não poderão ser
interrompidas para a execução de outras.
Em cada atividade têm-se a disponibilidade de uma ou mais processadores
(instalações), sendo para: a pesagem, balanças; o descarregamento, moegas; a
limpeza, linhas de limpeza; o carregamento, silos; a espera ou estacionamento,
linhas de estacionamento; a documentação, linhas de estacionamento.
O terminal estudado, que atende a vagões para o descarregamento de granel
agrícola e carregamento de fertilizante, pode ter o seu processamento caracterizado
como um job shop flexível. Esta comparação é aceitável tendo em vista que os lotes

85
de vagões a serem atendidos possuem roteiros diferentes pré-estabelecidos de
atividades a serem executadas, possuindo algumas atividades em comum, logo um
grupo de recursos a ser utilizado em comum.
As atividades podem ser consideradas como estágios, já que em cada atividade
pode haver um ou mais processadores (instalações) em paralelo disponível para
execução da tarefa.
Os recursos utilizados pelo terminal são considerados como renováveis e discretos,
tendo em vista que ao serem liberados, possuem a mesma quantidade que tinham
quando a tarefa iniciou o seu uso e eles não são divisíveis, ou seja, não podem ser
alocados de forma parcial.
Devem ser respeitadas as seguintes restrições num determinado tempo:
� Cada processador é designado para no máximo uma única tarefa e cada
tarefa é processada por no máximo um processador.
� Cada tarefa é processada numa janela de tempo;
� Todas as tarefas devem ser executadas;
� As tarefas são precedentes, ou seja, uma não pode começar antes da outra
estar concluída.
Dentro deste escopo e baseado nos modelos apresentados por Blazewicz et. al.
(2007), Arenales et. al. (2007) e Jungwattanakit et. al. (2006) propõe-se um modelo
de scheduling adaptado para o atendimento de trens em terminais ferroviários de
carga, sendo:
l = número de estágios (atividades) necessários para a carga e/ou descarga dos
vagões
t = índice de estágio (atividade dentro do terminal)
k = índice de máquina (recurso: linha, moega, balança, etc)
n = número de lotes de vagões a serem carregados/descarregados
j, i = índice de operação
mt = número de processadores (instalações) paralelas por estágio
ptik = tempo de processamento da operação “i” no processador “k” do estágio “t”.

86
M = número grande
Ci = tempo de encerramento da atividade “i”
Cit = tempo de encerramento da atividade “i” no estágio “t”
Cmax = makespan (tempo de encerramento de todas as operações em todos os
estágios - estadia)
1, se a tarefa “i” for processada antes da tarefa “j” na máquina “k” do
estágio “t”;
0, caso contrário.
1, se a tarefa “i” for à primeira na máquina “k” do estágio “t”;
0, caso contrário.
1, se a tarefa “i” for à última na máquina “k” do estágio “t”;
0, caso contrário.
Tem-se a seguinte formulação matemática:
∑=
l
i
iC1
min , (1)
Sujeito a:
∑ ∑≠= =
=n
jii
m
k
t
ijk
t
x,0 1
1 , ∀ j = 0, ..., n; t = 1, .... l (2)
∑ ∑≠= ≠=
=−n
hii
n
hjj
ihkihk xx,0 ,0
0 , ∀ h = 1, ..., n; k = 1, ...., mt (3)
( )ijkjkikjk xMpMCC ×++−≥ , ∀ h = 1, ..., n; k = 1, ...., mt (4)
t
ik
t
ik
t
i pCC +≥−1
, ∀ i = 1, ..., n; k = 1, ...., mt; t = 1, ...., l (5)
maxCCt
i ≤ , ∀ i = 1, ..., n; t = 1, ...., l (6)
0=t
ijkx , ∀ i, j, k = 1, ..., n; t = 1, ...., l (7)
0≥t
iC , ∀ i,j = 1, ..., n; t = 1, ...., l; k = 1, ...., mt (8)
{ }1,0∈t
ijkx , ∀ i,j = 1, ..., n; t = 1, ...., l; k = 1, ...., mt (9)
A equação (1) expressa a função objetivo que é minimizar o makespan. A restrição
(2) e (3), garantem que cada tarefa tem uma única máquina predecessora imediata
em uma única máquina e que cada tarefa será realizada uma vez em cada estágio.
As restrições (4) e (5) são referentes aos tempos de conclusão dos trabalhos,
xtijk =
xt0jk =
xti0k =

87
assegurando que cada operação é concluída após o término da operação anterior e
seu tempo de processamento e que as operações vão através dos estágios na
ordem correta, ou seja, do estágio 1 até o estágio l. A restrição (6) garante que o
makespan não é menor do que o tempo de conclusão de qualquer trabalho. A
restrição (7) assegura que a operação concluída em qualquer estágio, não pode ser
reprocessada no mesmo estágio. As restrições (8) e (9) visam especificar os tipo de
variáveis.
4.3 Proposta de modelo para aplicação no Preactor
Para resolução do modelo apresentado foi utilizado um software para programação
da produção denominado Preactor. A escolha deste software como ferramenta para
a programação do terminal em estudo está baseada na sugestão do trabalho
desenvolvido Rosa (2007), bem como ao fato dessa ferramenta já ser utilizada pela
empresa que gerencia o terminal em outros setores.
Neste ponto vale uma explicação. O modelo proposto no item 4.2 não será utilizado
na formulação do Preactor. A proposição do modelo visa apenas demonstrar a
possibilidade de estruturação de um modelo matemático baseado na Teoria da
Programação para a resolução do problema de programação das atividades de um
terminal ferroviário.
O Preactor já possui módulos prontos para a programação. Estes módulos estão
baseados na Teoria da Programação como também em conceitos da Administração
da Produção.
A seguir serão apresentadas primeiramente as características deste software e
depois o modelo para resolução do problema estudado.
4.3.1 Características do Preactor
O Preactor é uma família de softwares de planejamento e programação em

88
capacidade finita, que podem gerar programações usando algoritmos e regras de
seqüenciamento.
O Preactor define programação em capacidade finita como o processo de criar uma
seqüência de operações, relativas a um conjunto de Ordens de Produção, com um
número limitado de recursos. Cada Ordem é constituída de uma ou mais operações
que devem ser executadas em uma seqüência específica, usando um conjunto de
recursos disponíveis.
No Preactor, uma seqüência ou programação de operações determina a hora de
início e de término para cada operação e as distribui em seus respectivos recursos,
de tal forma que sempre se evite conflitos ou superposições. Além disso, as
operações devem obedecer às restrições de seqüenciamento. Esta programação é
feita utilizando o Gráfico de Gantt.
Dentre os produtos da família Preactor foi utilizado para resolução do problema de
programação de um terminal ferroviário de granel agrícola e de fertilizante, o
Preactor APS (Sistemas Avançados de Programação), tendo em vista que as
programações geradas pelo Preactor APS levam em conta a real capacidade de
produção dos recursos e a disponibilidade de materiais, ao invés de considerar
apenas a disponibilidade dos recursos produtivos, por este.
Neste produto o seqüenciamento é baseado em simulação, que se caracteriza em
selecionar e carregar uma operação de cada vez e não uma Ordem inteira. Por
carregar operações individuais em lugar de Ordens inteiras, o seqüenciador por
simulação possui um controle mais fino sobre a maneira com a qual a operação é
carregada no gráfico de Gantt, o que dá também uma grande flexibilidade de
geração de seqüências.
No sequenciamento do Preactor APS, a programação é feita utilizando-se de regras
de despacho para selecionar as operações que serão carregadas. Entre essas
regras se pode citar: menor tempo de setup, menor tempo de processamento, menor
dos atrasos (baseado na Data Final), sequencia preferida, menor razão critica dentre
outros, etc.

89
Em termos de carregamento foi utilizado o carregamento para frente do Preactor
APS. A regra utilizada foi o APS forward, que é referente à regra de despacho FIFO,
conforme definido na seção 4.1.
No Preactor a programação das ordens de produção é realizada tomando como
princípio que todas as ordens estarão disponíveis no mesmo instante. Essa
característica gera uma restrição para o caso da programação em terminais
ferroviários, tendo em vista que neste as ordens de produção, ou seja, os lotes de
vagões que chegam para ser descarregados e/ou carregados, chegam à maioria das
vezes em horários distintos durante o dia.
4.3.2 Modelo proposto
Para definição de um modelo dentro do Preactor são necessários os seguintes
dados, conforme apresentado na Figura 12:
� Cadastramento dos recursos a serem utilizados;
� Formação de Grupos de recursos com mesmas características;
� Definição dos recursos que serão utilizados como restrições de secundárias;
� Definição dos produtos fabricados;
� Definição dos turnos de trabalho;
� Definição dos clientes que serão atendidos;
� Definição das ordens de serviço

90
Figura 12 – Tela de entrada de dados do Preactor.
Os recursos primários são aqueles utilizados diretamente na execução das
atividades de produção. São estes que aparecerão no gráfico de Gantt. Para o
problema estudado os recursos primários utilizados para o processamento das
atividades no terminal, tanto para atendimento dos vagões de granel agrícola quanto
para os de fertilizantes, conforme descrito na seção 3.1, são: três linhas de
estacionamento, duas linhas de limpeza, duas balanças ferroviária, duas moegas e
um silo. A moega e as linhas de limpeza são de uso exclusivo dos vagões de granel
agrícola e o silo para os de fertilizante.
Para cada recurso são definidas as opções de visualização, o tipo de recurso, a
eficiência, a regra de APS sequencia preferida e o setup dependente do produto. O
tipo recurso para todo o modelo é definido como sendo finito e possuindo uma
eficiência de 100%, ou seja, não há problemas de produtividade dos recursos. A
Figura 13 mostra a janela de apresentação dos recursos no Preactor.

91
Figura 13 – Visualização dos Recursos utilizados no modelo do Preactor.
Para o descarregamento de vagões nas moegas é necessário uma preparação
(tempo de setup) quando ocorrer à mudança do granel que será atendido. Esse
tempo é apresentado na Tabela 1.
Tabela 1 – Tempo de setup entre os graneis a serem descarregados nas moegas De
Para Soja Farelo Milho
Soja 0 45 minutos 45 minutos Farelo 0 0 45 minutos Milho 45 minutos 45 minutos 0
O Preactor permite o agrupamento de recursos, formando grupos naturais, que
normalmente são definidos com base na similaridade das operações. As operações
dos produtos são programadas nos recursos adicionados a um grupo de recursos,
ou seja, os recursos de um determinado grupo são as opções que o Preactor dispõe
para programar determinada operação.
Os grupos de recursos foram definidos conforme as atividades a serem realizadas,
de tal forma que se criou um grupo para Recepção, Pesagem, Estacionamento,
Descarga, Carga, Limpeza, Documentação. Para cada grupo são definidos os
recursos inseridos naquele grupo, sendo para: Recepção, as linhas de

92
estacionamento 01, 02 e 03; Pesagem, as balanças 01 e 02; Estacionamento, as
linhas de estacionamento 01, 02 e 03; Descarga, as moegas 01 e 02; Carga, o silo
de fertilizante; Limpeza, as linhas de limpeza 01 e 02; Documentação, as linhas de
estacionamento 01, 02 e 03. A Figura 14 mostra a janela de apresentação dos
grupos de recursos no Preactor.
Figura 14 – Visualização dos Grupos de Recursos.
As restrições secundárias dizem respeito a recursos que são utilizados para
complementar os recursos primários utilizados numa determinada operação. No
caso do terminal em estudo os recursos secundários definidos foram os manobreiros
e as locomotivas, tendo em vista que varias atividades além da utilização do recurso
primário necessitam desses recursos para serem executadas. A quantidade utilizada
foi de três manobreiros e duas locomotivas.
Esses recursos secundários são necessários para a execução de todas as
atividades do terminal, seja para os vagões de granel agrícola, seja para os de
fertilizante, conforme descrito na seção 3.1. Na Pesagem, Descarregamento eles
serão alocados durante todo o tempo de operação (tempo de setup e tempo de
processamento) dessas atividades. Na Espera descarga, Espera limpeza, Espera
pesagem, Carregamento e Limpeza eles serão alocados durante o tempo de setup,

93
ficando disponíveis após isso. Na Recepção será alocado apenas o recurso
manobreiro. Na Documentação ambos serão alocados durante o tempo de setup,
porém passado esse tempo a locomotiva será desalocada e o apenas o manobreiro
ficará alocada durante o tempo de processo.
Esse tempo de setup, diferentemente do tempo de setup necessário para os tipos de
graneis que são descarregados, este diz respeito ao tempo gasto para que os lotes
de vagões se movimentem (manobras ferroviárias) entre os grupos de recursos para
a execução das atividades. Os manobreiros e as locomotivas são os recursos
necessários para a realização dessas manobras.
Esse tempo de setup foi considerado durante as manobras de deslocamento para as
atividades de Pesagem, Espera Descarregamento, Descarregamento, Espera
Limpeza, Limpeza e Documentação para o atendimento dos vagões de granel
agrícola e nas atividades de Carregamento, Espera Pesagem, Pesagem e
Documentação para o atendimento dos vagões de fertilizante.
No terminal estudado a distância entre as instalações de cada atividade é pequena
e, além disso, a manobra é executada sem impedimento na linha ferroviária. Esses
fatores fazem com que esse tempo de manobra seja pequeno, quando comparado
com as demais atividades. Os tempos de manobra juntamente com os tempos de
processamento de cada atividade são apresentados na Tabela 2.
Como esses recursos secundários são necessários para quase todas as atividades
do terminal, sua utilização deve ser elevada, podendo vir a se tornar um gargalo
para o sistema.
Os produtos ou outputs do terminal, conforme modelo de transformação apresentado
na seção 4.1, são os lotes de vagões de granel agrícola descarregados e os de
fertilizante carregados atendidos no terminal, sendo eles: HFD Soja, HFD Farelo,
HFD Milho, FHD Soja, FHD Farelo, FHD Milho, HFD Fertilizante e FHD Fertilizante,
conforme apresentado na Figura 15.

94
Figura 15 – Visualização dos Produtos.
Para cada produto é necessário informar: as operações (atividades) necessárias
para a fabricação do produto; a sequencia em que o produto é fabricado; os recursos
utilizados em cada atividade; as restrições secundárias; o tempo de setup; o tempo
de processamento.
As atividades necessárias, bem como a sequencia de execução destas atividades,
para a geração dos vagões de granel agrícola descarregados e dos de fertilizante
carregados, foram definidas anteriormente conforme roteiro de atendimento no
terminal mostrado na Figura 11 da seção 4.2.
A partir deste roteiro então são alocados os grupos de recursos para cada atividade,
como segue: para a atividade Recepção foi alocado o grupo de recursos recepção;
para a Pesagem o grupo de recursos Pesagem; para a Espera Descarregamento o
grupo Estacionamento; para o Descarregamento o grupo Descarga; para a Espera
Limpeza o grupo Estacionamento; para a Limpeza o grupo Limpeza; para o
Carregamento o grupo Carga; para a Espera Pesagem o grupo Estacionamento;
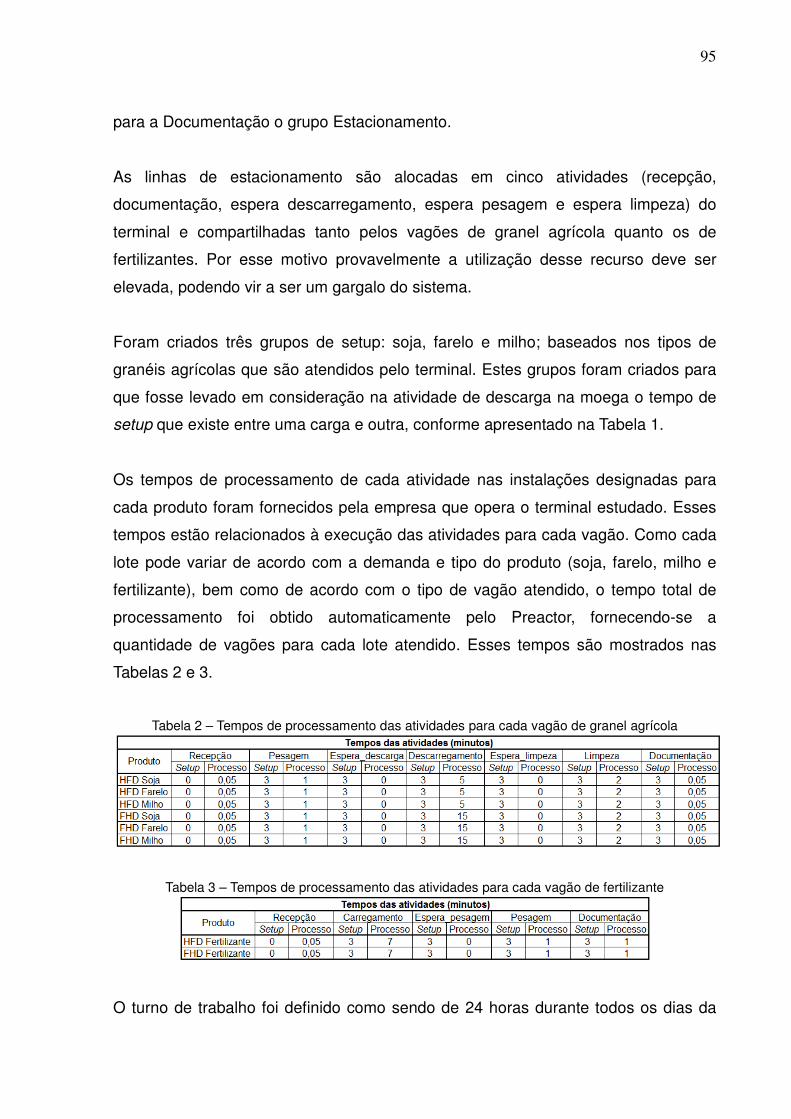
95
para a Documentação o grupo Estacionamento.
As linhas de estacionamento são alocadas em cinco atividades (recepção,
documentação, espera descarregamento, espera pesagem e espera limpeza) do
terminal e compartilhadas tanto pelos vagões de granel agrícola quanto os de
fertilizantes. Por esse motivo provavelmente a utilização desse recurso deve ser
elevada, podendo vir a ser um gargalo do sistema.
Foram criados três grupos de setup: soja, farelo e milho; baseados nos tipos de
granéis agrícolas que são atendidos pelo terminal. Estes grupos foram criados para
que fosse levado em consideração na atividade de descarga na moega o tempo de
setup que existe entre uma carga e outra, conforme apresentado na Tabela 1.
Os tempos de processamento de cada atividade nas instalações designadas para
cada produto foram fornecidos pela empresa que opera o terminal estudado. Esses
tempos estão relacionados à execução das atividades para cada vagão. Como cada
lote pode variar de acordo com a demanda e tipo do produto (soja, farelo, milho e
fertilizante), bem como de acordo com o tipo de vagão atendido, o tempo total de
processamento foi obtido automaticamente pelo Preactor, fornecendo-se a
quantidade de vagões para cada lote atendido. Esses tempos são mostrados nas
Tabelas 2 e 3.
Tabela 2 – Tempos de processamento das atividades para cada vagão de granel agrícola
Tabela 3 – Tempos de processamento das atividades para cada vagão de fertilizante
O turno de trabalho foi definido como sendo de 24 horas durante todos os dias da

96
semana. No terminal estudado os clientes mais freqüentes são as empresas ADM,
Bunge e Ceval, conforme apresentado na Tabela 4.
Tabela 4 – Demanda total de vagões por cliente
Cliente Total de vagões a serem atendidos
na semana Cerval 1025 Bouge 600 ADM 715
Os dados sobre a quantidade de lotes e os instantes de chegada foram fornecidos
pela empresa que opera o terminal estudado, no período de Abril a Agosto de 2008.
Dentre as demandas de chegadas ao terminal foi escolhida a semana de maior
demanda de chegada de vagões de granel agrícola e de fertilizante, quando
chegaram para serem atendidos 2.340 vagões no terminal. Esses dados de chegada
dos vagões estão apresentados na Tabelas 5.
Tabela 5 – Demanda de chegada de vagões ao terminal por tipo de carga
Produto / Dia 10/08 11/08 12/08 13/08 14/08 15/08 16/08 Total de tipos de
vagões atendidos na semana
HFD soja 86 80 70 85 85 80 80 566 FHD soja 29 30 31 32 35 36 41 234
HFD farelo 40 50 62 64 70 72 82 440 FHD farelo 17 10 24 0 19 0 23 93 HFD milho 29 30 60 32 35 72 82 340 FHD milho 57 60 20 64 70 36 41 348
HFD fertilizante 29 30 31 32 35 36 41 234 FHD fertilizante 0 11 14 12 0 28 20 85
Total de vagões por dia 287 301 312 321 349 360 410 2340
Baseadas na demanda fornecida foram estabelecidas as ordens de serviço do
modelo proposto no Preactor. Para cada lote de vagões que chegou ao terminal no
período estabelecido, conforme Tabela 4, foi gerada uma ordem de serviço. A partir
então dessas ordens foi gerada a programação do terminal.
Em relação à programação das atividades do terminal em estudo foram estudados 6
cenários e suas influências na programação das atividades.

97
O Cenário 1 diz respeito as condições operacionais, físicas e de quantidade de
recursos originais do terminal, ou seja, com tempos de processamento, distribuição
de recursos e layout sem modificações.
No Cenário 2 projeta-se uma mudança operacional, de melhoria em 15% nos
tempos de processamento das atividades de descarregamento de vagões de granel
agrícola, de carregamento de vagões de fertilizante e de pesagem tanto para granel
agrícola quanto para fertilizante. Com essa melhoria o tempo de descarregamento
passa a ser de 4,25 minutos por vagão, o de carregamento 5,95 minutos por vagão e
o de pesagem 0,85 minutos por vagão. Nesse cenário será estudado o impacto que
o ganho de tempo, ou seja, na operação em cada atividade, tem sobre a
programação do Terminal.
No Cenário 3 projeta-se uma mudança física. As instalações físicas do terminal são
alteradas acrescendo-se uma linha de estacionamento no pátio de estacionamento.
Neste cenário as características operacionais são mantidas, ou seja, os tempos de
operação em cada atividade. O que se pretende estudar é a influência da alteração
de uma característica física, neste caso uma linha de estacionamento, nas
atividades do terminal. Escolheu-se a linha de estacionamento tendo em vista que
para todas as etapas de espera ocorridas dentro do terminal utiliza-se como recurso
principal a linha de estacionamento.
No Cenário 4 projeta-se uma mudança de disponibilidade de recursos. São
reduzidos a quantidade de recursos secundários, manobreiros e locomotivas,
havendo redução para dois manobreiros e uma locomotiva.
No Cenário 5 projeta-se outra mudança na disponibilidade de recursos. São
acrescentados recursos secundários, manobreiros e locomotivas. Com esse
aumento o número de manobreiros passa de 3 para cinco e o de locomotivas de
duas para quatro. Tanto no Cenário 4 como no Cenário 5, as mudanças propostas
visam avaliar o impacto que os recursos secundários têm na programação do
terminal, tendo em vista que extremamente necessários para o bom funcionamento
do terminal, já que esses são fundamentais para a execução das manobras dentro
do terminal.

98
No Cenário 6 projeta-se um aumento da demanda de vagões no terminal. Como o
terminal atende cargas agrícolas é razoável prevê-se um cenário onde pode ocorrer
um pico na safra. Desta forma supõe-se um aumento de 30% na demanda de
chegadas de vagões de soja e de fertilizantes a serem atendidos no terminal,
atingindo um total de 2676 vagões, conforme mostrado na Tabela 6.
Os Cenários 2, 3, 4 e 5 foram projetados tendo em vistas estes serem pontos de
analise que são levados em consideração quando se quer aumentar o desempenho
do terminal ou quando se deseja expandir sua capacidade de atendimento de
demanda.
Tendo em vista que o Preactor considera a chegada de todos os lotes no mesmo
instante e que a ordenação de cada ordem de serviço é dada pela sequencia de
entrada dessas ordens foram estudados outros dois cenários para analisar essas
características no resultado final da programação.
No Cenário 7 faz-se uma mudança na ordenação de entrada das ordens de serviço,
supondo que os vagões de fertilizantes estariam chegando primeiro ao terminal. No
Cenário 8 é introduzida uma atividade, que aqui chamaremos de atividade fantasma,
em cada lote que chega ao terminal, antes do início das suas atividades, a fim de
que haja uma variação no tempo de início das atividades no terminal entre os lotes e
mudança da ordenação das atividades.
Tabela 6 – Demanda de chegada de vagões aumentada
Produto / Dia 10/08 11/08 12/08 13/08 14/08 15/08 16/08 Total de tipos de
vagões atendidos na semana
HFD soja 112 104 91 111 111 104 104 736 FHD soja 38 39 40 42 46 47 53 304
HFD farelo 40 50 62 64 70 72 82 440 FHD farelo 17 10 24 0 19 0 23 93 HFD milho 29 30 60 32 35 72 82 340 FHD milho 57 60 20 64 70 36 41 348
HFD fertilizante 38 39 40 42 46 47 53 304 FHD fertilizante 0 14 18 16 0 36 26 111
Total de vagões por dia
330 346 356 369 396 414 465 2676

99
A principal medida de desempenho é o makespan, que é referente à estadia do
vagão, ou seja, ao tempo necessário para o atendimento completo do vagão contado
a partir do instante em que o vagão entra no terminal até o momento em que ele
está livre para a partida do terminal. Como conseqüência do makespan é analisado
o cumprimento da data de entrega.
Foi estabelecido um prazo de 48 horas para o atendimento dos vagões, sejam
carregados ou descarregados, contados a partir da data de chegada ao terminal.
Esse prazo foi determinado de acordo com o que se tem hoje no terminal estudado
como parâmetro de referência, considerado como um prazo satisfatório para o
atendimento dos vagões no terminal.
Como mencionado na seção 4.3.1, foi utilizado a regra de seqüenciamento FIFO,
pois está é a que mais se aproxima com o que é feito na prática em programações
de terminais ferroviários, para análise do makespan médio e cumprimento da data
de entrega. Além dos parâmetros mencionados anteriormente serão analisados o
tempo de espera total médio do lote de vagões no terminal e a utilização dos
recursos primários e secundários.

100
5 APRESENTAÇÃO E ANÁLISE DOS RESULTADOS
Este capítulo tem como objetivo apresentar e analisar os resultados obtidos pelo
modelo do Preactor para a resolução da programação do terminal ferroviário em
estudo. A seção 5.1 apresenta os resultados alcançados para cada cenário proposto
e a seção 5.2 apresenta uma análise destes resultados.
5.1 Apresentação dos resultados
Para cada cenário proposto foi gerada a programação do terminal e em cada uma
desta foi obtido o makespan e o tempo de espera médio, bem como a quantidade de
ordens que não foram atendidas dentro da data de entrega estabelecida. Além disso,
foram obtidos a utilização e o atendimento diário de vagões. As Tabelas obtidas do
Preactor referentes ao makespan, tempo de espera e a utilização dos recursos serão
apresentadas nos Apêndices A, B e C, respectivamente.
A Tabela 7 apresenta o makespan médio por vagão, para cada carga e tipo de
vagão, tendo vista que cada tipo de vagão tem um tempo de processamento
diferenciado nas moegas e o tipo de carga influencia no tempo de setup da moega.
e o tempo de espera médio para cada cenário.
Tabela 7 – Makespan médio por vagão
Tipo de Carga
Tipo de vagão
Cenário 1 (minutos)
Cenário 2 (minutos)
Cenário 3 (minutos)
Cenário 4 (minutos)
Cenário 5 (minutos)
Cenário 6 (minutos)
HFD 24,9 15,4 24,9 90,7 13,6 29,2 Farelo FHD 48,7 31,1 48,7 170,8 26,1 56,3 HFD 21 13,3 21,0 81,2 12,1 28,4 Soja FHD 63,6 43,0 63,6 206,5 37,1 74,3 HFD 41,6 28,1 41,6 137,9 23,5 49,3 Milho FHD 60,1 41,6 60,1 182,8 37,7 68,3 HFD 27,8 21,4 27,8 130,3 9,6 50,7 Fertilizante FHD 70,9 54,9 70,9 190,7 25,8 117,4
A Tabela 8 apresenta o tempo de espera para cada carga e tipo de vagão, conforme
justificado para a Tabela 7.

101
Tabela 8 – Tempo de espera médio por vagão
Tipo de Carga
Tipo de vagão
Cenário 1 (minutos)
Cenário 2 (minutos)
Cenário 3 (minutos)
Cenário 4 (minutos)
Cenário 5 (minutos)
Cenário 6 (minutos)
HFD 5,1 7,5 5,1 5,1 4,9 5,1 Farelo FHD 13,8 19,8 13,8 13,8 13,4 13,8 HFD 3,0 5,4 3,0 3,0 3,5 3,9 Soja FHD 18,2 26,4 18,2 18,2 17,9 17,1 HFD 14,3 18,7 14,2 14,2 13,9 14,2 Milho FHD 18,5 24,6 18,5 18,5 18,3 18,5 HFD 0,0 13,2 0,0 0,0 0,1 0,0 Fertilizante FHD 16,3 46,2 16,3 16,3 15,9 16,3
A Tabela 9 apresenta os resultados, em porcentagem, dos lotes atendidos, dentro do
total atendido de 52 lotes. Para melhor análise foi separado em 4 faixas de
atendimento (makespan): aqueles lotes que foram atendidos em até 12 horas;
aqueles atendidos entre 12 e 24 horas; aqueles atendidos entre 24 e 36 horas;
aqueles atendidos entre 36 e 48 horas; e aqueles atendidos acima de 48 horas.
Tabela 9 – Cumprimento das datas de entrega
Faixas de atendimento Cenário 1 Cenário 2 Cenário 3 Cenário 4 Cenário 5 Cenário 6
Menores que 12 horas 7,7% 19,2% 7,7% 3,8% 44,2% 7,7%
Entre 12 e 24 horas 32,7% 55,8% 32,7% 7,7% 38,5% 19,2%
Entre 24 e 36 horas 28,8% 23,1% 28,8% 5,8% 15,4% 15,4%
Entre 36 e 48 horas 21,2% 1,9% 21,2% 7,7% 1,9% 32,7%
Maiores que 48 horas 9,6% 0,0% 9,6% 75,0% 0,0% 25,0%
A Tabela 10 apresenta a utilização média dos recursos secundários, alocados para
atenderem aos 52 lotes.
Tabela 10 – Utilização dos recursos secundários.
Recurso Cenário
1 Cenário
2 Cenário
3 Cenário
4 Cenário
5 Cenário
6 Manobreiros 55,40% 54,39% 55,40% 45,28% 37,63% 50,16% Locomotivas 81,04% 79,25% 81,04% 88,23% 45,88% 72,01%
A Tabela 11 apresenta a utilização média dos recursos primários, alocados para
atenderem aos 52 lotes.
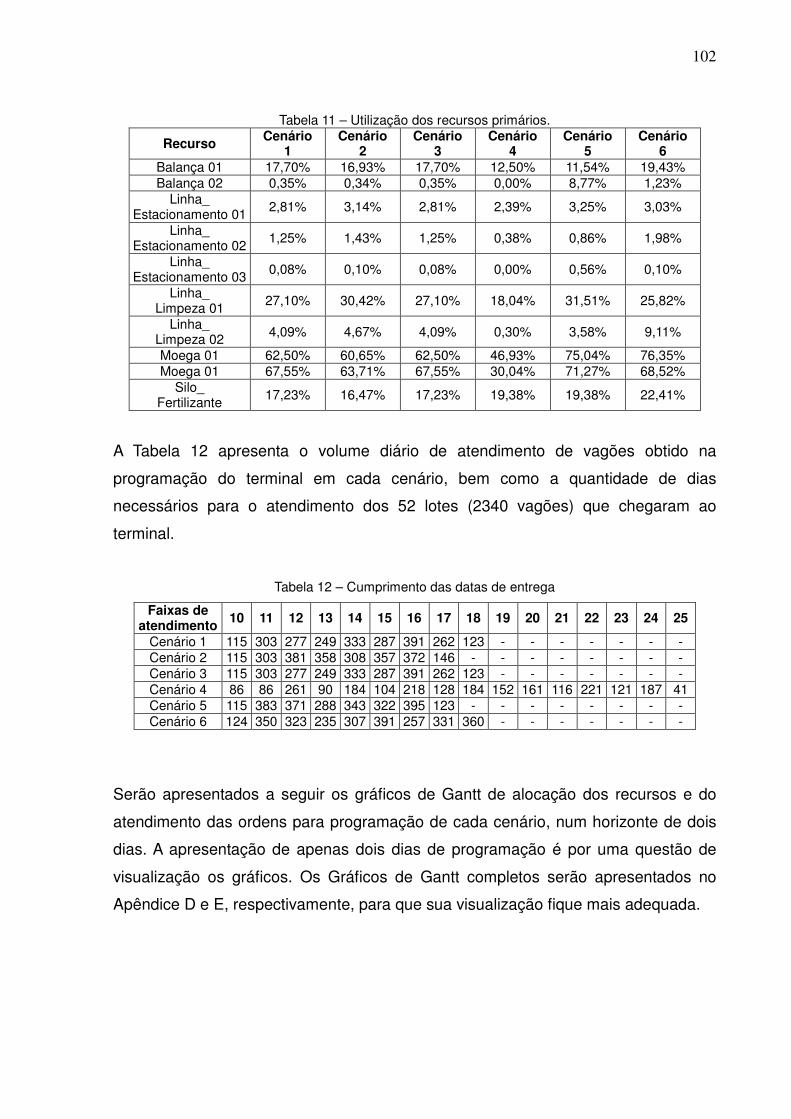
102
Tabela 11 – Utilização dos recursos primários.
Recurso Cenário
1 Cenário
2 Cenário
3 Cenário
4 Cenário
5 Cenário
6 Balança 01 17,70% 16,93% 17,70% 12,50% 11,54% 19,43% Balança 02 0,35% 0,34% 0,35% 0,00% 8,77% 1,23%
Linha_ Estacionamento 01 2,81% 3,14% 2,81% 2,39% 3,25% 3,03%
Linha_ Estacionamento 02 1,25% 1,43% 1,25% 0,38% 0,86% 1,98%
Linha_ Estacionamento 03 0,08% 0,10% 0,08% 0,00% 0,56% 0,10%
Linha_ Limpeza 01 27,10% 30,42% 27,10% 18,04% 31,51% 25,82%
Linha_ Limpeza 02 4,09% 4,67% 4,09% 0,30% 3,58% 9,11%
Moega 01 62,50% 60,65% 62,50% 46,93% 75,04% 76,35% Moega 01 67,55% 63,71% 67,55% 30,04% 71,27% 68,52%
Silo_ Fertilizante 17,23% 16,47% 17,23% 19,38% 19,38% 22,41%
A Tabela 12 apresenta o volume diário de atendimento de vagões obtido na
programação do terminal em cada cenário, bem como a quantidade de dias
necessários para o atendimento dos 52 lotes (2340 vagões) que chegaram ao
terminal.
Tabela 12 – Cumprimento das datas de entrega
Faixas de atendimento
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
Cenário 1 115 303 277 249 333 287 391 262 123 - - - - - - - Cenário 2 115 303 381 358 308 357 372 146 - - - - - - - - Cenário 3 115 303 277 249 333 287 391 262 123 - - - - - - - Cenário 4 86 86 261 90 184 104 218 128 184 152 161 116 221 121 187 41 Cenário 5 115 383 371 288 343 322 395 123 - - - - - - - - Cenário 6 124 350 323 235 307 391 257 331 360 - - - - - - -
Serão apresentados a seguir os gráficos de Gantt de alocação dos recursos e do
atendimento das ordens para programação de cada cenário, num horizonte de dois
dias. A apresentação de apenas dois dias de programação é por uma questão de
visualização os gráficos. Os Gráficos de Gantt completos serão apresentados no
Apêndice D e E, respectivamente, para que sua visualização fique mais adequada.

103
Nas Figuras 16 e 17 são apresentados os gráficos de Gantt da programação dos
recursos e do atendimento das ordens de serviço, para o Cenário 1.
Figura 16 – Gráfico de Gantt da programação dos recursos para o Cenário 1
Figura 17 – Gráfico de Gantt do atendimento das ordens de serviço para o Cenário 1

104
Nas Figuras 18 e 19 são apresentados os gráficos de Gantt da programação dos
recursos e do atendimento das ordens de serviço, para o Cenário 2.
Figura 18 – Gráfico de Gantt da programação dos recursos para o Cenário 2
Figura 19 – Gráfico de Gantt do atendimento das ordens de serviço para o Cenário 2

105
Nas Figuras 20 e 21 são apresentados os gráficos de Gantt da programação dos
recursos e do atendimento das ordens de serviço, para o Cenário 3.
Figura 20 – Gráfico de Gantt da programação dos recursos para o Cenário 3
Figura 21 – Gráfico de Gantt do atendimento das ordens de serviço para o Cenário 3

106
Nas Figuras 22 e 23 são apresentados os gráficos de Gantt da programação dos
recursos e do atendimento das ordens de serviço, para o Cenário 4.
Figura 22 – Gráfico de Gantt da programação dos recursos para o Cenário 4
Figura 23 – Gráfico de Gantt do atendimento das ordens de serviço para o Cenário 4

107
Nas Figuras 24 e 25 são apresentados os gráficos de Gantt da programação dos
recursos e do atendimento das ordens de serviço, para o Cenário 5.
Figura 24 – Gráfico de Gantt da programação dos recursos para o Cenário 5
Figura 25 – Gráfico de Gantt do atendimento das ordens de serviço para o Cenário 5
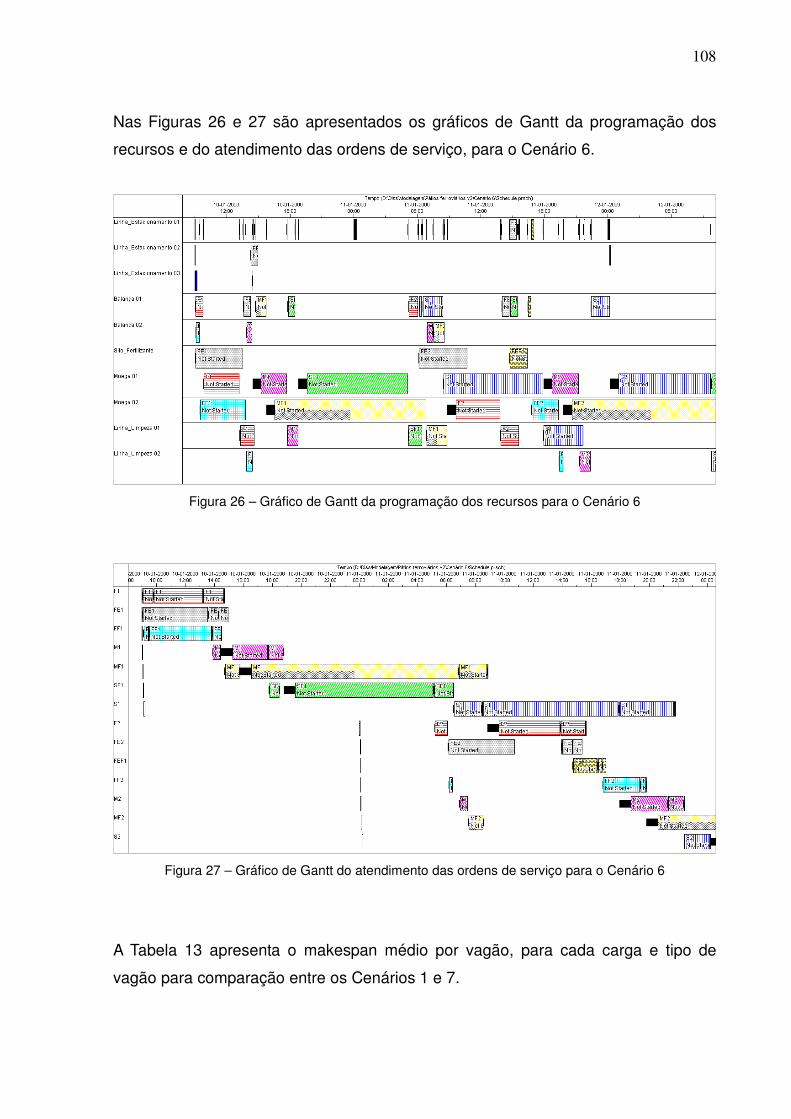
108
Nas Figuras 26 e 27 são apresentados os gráficos de Gantt da programação dos
recursos e do atendimento das ordens de serviço, para o Cenário 6.
Figura 26 – Gráfico de Gantt da programação dos recursos para o Cenário 6
Figura 27 – Gráfico de Gantt do atendimento das ordens de serviço para o Cenário 6
A Tabela 13 apresenta o makespan médio por vagão, para cada carga e tipo de
vagão para comparação entre os Cenários 1 e 7.

109
Tabela 13 – Makespan médio por vagão
Tipo de Carga
Tipo de vagão
Cenário 1 (minutos)
Cenário 7 (minutos)
HFD 24,9 24,34 Farelo FHD 48,7 48,2 HFD 21 20,7 Soja FHD 63,6 63,4 HFD 41,6 41,4 Milho FHD 60,1 60,0 HFD 27,8 35,3 Fertilizante FHD 70,9 49,8
A Tabela 14 apresenta os resultados, em porcentagem, dos lotes atendidos, dentro
do total atendido de 52 lotes para comparação entre os Cenários 1 e 7.
Tabela 14 – Cumprimento das datas de entrega
Faixas de atendimento
Cenário 1 Cenário 7
Menores que 12 horas 7,7% 11,5%
Entre 12 e 24 horas 32,7% 26,9%
Entre 24 e 36 horas 28,8% 32,7%
Entre 36 e 48 horas 21,2% 19,2%
Maiores que 48 horas 9,6% 9,6%
5.2 Análise dos resultados
Analisando os resultados do makespan médio por vagão, conforme Tabela 7, pode-
se observar que há uma diferença entre o makespan do granel agrícola que chegou
num HFD para aquele que chegou num FHD. O makespan desse último foi
influenciado pelo tempo de processamento no descarregamento dos FHD. Estes têm
seu tempo de processamento 3 vezes maior que os vagões HFD, conforme pode ser
visto na Tabela 2.
O que pode ser observado entre todos os cenários é a influência do tempo de
processamento no makespan (Cenário 2), mostrando que a reduções de tempo, que
significam melhorias na operacionalidade do terminal, podem trazer ganhos
consideráveis no atendimento total do vagão no terminal, representando uma
110
redução total em torno de 31,5% no makespan do vagão. Corroborando com isso o
fato de todos os vagões terem sido atendidos dentro do prazo de 48 horas,
estipulado para atendimento no terminal.
Outro detalhe interessante é a influência dos recursos restritivos do terminal.
Conforme citado na seção 4.3.2, os recursos manobreiros e locomotivas
representam um gargalo no sistema produtivo do terminal, tendo em vista serem
necessários para a execução de todas as atividades do terminal. Essa consideração
foi comprovada pelo grau de utilização desses recursos, conforme se pode observar
na Tabela 10, como também pelo grande impacto que ocorreu no tempo de
permanência do vagão no terminal (estadia), tanto no cenário 4, com a redução
destes recursos, como no cenário 5, com o aumento da quantidade desses recursos.
Com isso se pode afirmar que pequenas modificações nas quantidades desses
recursos, sejam para mais ou para menos, como estudado nos cenários 4 e 5,
impactam de forma direta no tempo de permanência do vagão no terminal (estadia),
como pode ser observado na Tabela 7.
Em relação ao cenário 3 observa-se que o fato de se ter aumentado o número de
linhas de estacionamento no terminal não influenciou no makespan. Este fato,
juntamente com os dados mostrados na Tabela 11, referentes ao baixo grau de
utilização de recurso, mostra que esse recurso não representa um gargalo no
sistema produtivo do terminal.
Pelo grau de utilização o recurso primário que apresentou maior influência no
terminal foi a moega de descarregamento de vagão de granel agrícola. Porém, o
aumento da quantidade desse recurso só seria viável se houvesse um aumento na
demanda que justificasse a utilização de outra moega, tendo em vista que a
construção de outro desse recurso seria muito oneroso, pois se trata de um recurso
com um custo muito alto de implantação e manutenção.
Em relação ao cenário 6, se pode inferir que se a demanda se mantivesse naquele
nível proposto no cenário, talvez se justificaria, dependo da análise de custo, uma
intervenção na quantidade de recursos disponíveis no terminal, tendo em vista que
essa nova demanda acarretou num acréscimo considerável no makespan dos

111
vagões, principalmente naqueles que tiveram suas demandas aumentadas (vagões
de soja e de fertilizante). Isso também pode ser comprovado pelo aumento do não
cumprimento das datas de entrega, conforme Tabela 9.
A análise do tempo de espera realça a influência dos recursos manobreiros e
locomotivas no terminal, tendo em vista que só ocorreu uma redução no tempo de
espera quando se melhorou a quantidade desses recursos no terminal, conforme se
pode observar na Tabela 8. O aumento desse tempo observado no cenário 2, se
deve ao fato de que não houve o ajuste da quantidade de manobreiros e
maquinistas para o deslocamento entre as atividades, para atender a redução no
tempo de processamento na moega, silo e pesagem, fazendo assim com que se
gerasse mais filas de espera.
As variações de resultados da programação das atividades no terminal em cada
cenário podem ser observadas pela quantidade de atendimento diário de vagões,
apresentada na Tabela 12. O cenário 4, que teve a redução nos manobreiros e
maquinistas teve o seu atendimento diário reduzido, chegando a atender toda a
demanda de chegada de vagões no terminal somente em 16 dias.
Mesmo com o aumento da demanda, conforme proposto no cenário 6, os vagões
foram atendidos na mesma quantidade de dias que no cenário 1, apesar do aumento
do total de vagões que não cumpriram a data estabelecida, o que mostra que a
conformação do terminal está bem ajusta e variações de demanda podem, de certa
forma, bem absorvidas pelo terminal.
Por meio do Cenário 7 confirmou-se a hipótese levantada de alteração no tempo de
programação, principalmente nos dos vagões de fertilizante, devido a alteração na
ordenação na chegada dos lotes ao terminal, como pode ser observado por meio da
Tabela 13.
Não foram obtidos resultados a respeito do Cenário 8, tendo em vista a dificuldade
que esta alternativa demonstrou em se inserir as atividades fantasmas, pois o tempo
o Preactor não possui uma ferramenta de introdução dos tempo de forma aleatória,
fazendo com que o operador todas as vezes que chegar um lote tenha que inserir

112
manualmente os tempos e ainda ter que supor tempos diferenciados para cada o
inicio das atividades de cada lote.
Além disso, não foi possível analisar as métricas geradas pelo Preactor de forma
precisa, havendo a possibilidade de erros de cálculo das métricas, tendo em vista
que todas as métricas calculadas pelo Preactor levam em consideração também os
tempos e recursos da atividade fantasma, sendo necessária a correção manual
dessas métricas.

113
6 CONCLUSÕES
Essa dissertação teve como objetivo principal estudar um modelo baseado na
Administração da Produção e na Teoria da Programação para fazer a designação de
recursos e a programação destes ao longo do tempo para atender lotes de vagões
que chegam a um terminal ferroviário para descarregamento de granéis agrícolas e
carregamento de fertilizante.
A abordagem do terminal estudado sob a visão da Administração da Produção foi
satisfatória, tendo em vista ter sido possível caracterizar o terminal estudado como
um processo de transformação.
Nesta abordagem foi possível determinar os recursos a serem transformados
(vagões de granel agrícola e vagões vazios) e os recursos transformadores (linhas
de estacionamento, balanças, linhas de limpeza, moegas, moega, silos, manobreiros
e locomotivas) do processo, bem como o tipo de transformação, neste caso de
localização dos materiais, e os outputs do processo (vagões vazios e os vagões
carregados de fertilizante).
Também foi possível determinar o tipo de layout (por processo), o tipo de processo
(jobbing), além das características das necessárias para a programação do terminal
(carregamento infinito, regra do tipo FIFO e programação pra frente).
No que diz respeito à Teoria da Programação foi possível caracterizar o terminal
como um job shop flexível. Com isso pode-se propor um modelo de scheduling para
o atendimento de trens no terminal ferroviário de carga estudado.
A ferramenta utilizada, que está fundamentada em conceitos da programação da
produção e da Teoria da Programação, permitiu, além de realizar a programação das
atividades do terminal, analisar as influencias da variação dos tempos de
processamento das atividades, dos recursos disponíveis e da demanda de chegada
de vagões, no tempo total de atendimento dos vagões (estadia ou makespan) e no
cumprimento do prazo estabelecido como ideal para entrega dos vagões. Também
foi possível identificar os recursos mais restritivos do terminal, que se caracterizaram

114
como gargalo no sistema produtivo do terminal.
Esta abordagem e o uso da ferramenta se demonstraram úteis como apoios na
tomada de decisões para investimentos futuros no terminal quanto às características
operacionais, como por exemplo, melhoria no tempo de operação de algum
equipamento ou até mesmo compra de equipamento mais moderno e rápido, quanto
às características físicas, como por exemplo, crescimento do layout do terminal com
construção de novas linhas, e quanto à modificação dos recursos necessários para o
funcionamento do terminal, como por exemplo, contratação de mão-de-obra ou
compra de equipamentos adicionais.
A modelagem proposta demonstrou-se adequada para a programação do terminal
em estudo, uma vez que mesmo com a variação nos tamanhos de lotes dos vagões
e nos tipos de vagões atendidos no terminal, a programação atendeu bem ao prazo
de 48 horas estabelecido para entrega dos vagões, ficando apenas 9,6% acima
deste na conformação original (Cenário 1) do terminal.
Além disso, os Gráficos de Gantt gerados permitiram uma análise da programação
de forma bem detalhada, possibilitando visualizar possíveis erros na sequencia de
atendimento dos vagões, bem como as modificações sentidas na programação das
atividades do terminal, diante da mudança dos cenários.
Diante disso, o tratamento de um terminal ferroviário de granel agrícola e de
fertilizante como um sistema de produção, conforme a ótica da Administração da
Produção e Teoria da Programação demonstrou-se satisfatório como ferramenta de
apoio para o controlador de pátios no que diz respeito à possibilidade de
programação das atividades do referido terminal e análise de fatores que podem
influenciar na programação e consequentemente na operacionalidade do terminal,
tendo em vista os resultados alcançados com o modelo proposto.

115
6.1 Trabalhos futuros
Apesar de o modelo ter sido satisfatório para a programação do terminal estudado
foram encontradas algumas limitações no que diz respeito à ferramenta utilizada,
dentre elas o fato das ordens de produção estarem disponíveis no mesmo instante, o
que não acontece em um terminal ferroviário.
Não foi encontrada uma maneira viável, apesar da tentativa, como colocado no
Cenário 7 e 8, de se realizar a classificação dos lotes que chegam ao terminal antes
de se alocar os demais recursos para o atendimento dos vagões dentro do terminal,
bem como a separação do lote de vagões vazios que são os produtos finais do
descarregamento de vagões de granel agrícola para o encaminhamento ao
carregamento com fertilizantes.
Com isso sugere-se a utilização de uma ferramenta em que seja possível realizar a
programação das atividades do terminal levando em consideração os diferentes
horários de chegadas durante o dia, bem como permita a classificação e separação
dos lotes dentro do próprio terminal, contando esse tempo como uma atividade
realizada no terminal.
No estudo realizado nessa dissertação considerou-se o terminal em estudo como um
sistema produtivo com arranjo físico por processo. Porém, como o lote de vagão a
ser atendido chega ao terminal e tem todas as suas necessidades supridas dentro
do próprio terminal, pode-se sugerir que o modelo se baseie num arranjo físico
celular.
Neste trabalho avaliaram-se influências de todos os cenários segundo suas
características operacionais. Um estudo pode ser realizado levando em
consideração também o fator custo de cada alternativa proposta nos cenários.
Nessa dissertação os tempos das atividades utilizados têm por características serem
discretos. Isso não significa que não possa haver variabilidade nestes tempos.
Esses tempos utilizados no estudo foram obtidos a partir de informações fornecidas
pela empresa que gerencia o terminal, não sendo possível durante a realização da

116
dissertação levantar os dados de tempos das atividades do terminal. Desta forma
sugere-se que se faça uma pesquisa, em acordo com a empresa que gerencia o
terminal, para levantamento dos tempos de operação das atividades, para que possa
ser possível um estudo estatístico mais preciso sobre esses tempos e sua
variabilidade.
Outra possibilidade de desenvolvimento de trabalho é a resolução da proposta
matemática estruturada no item 4.2, baseada na Teoria da Programação, utilizando
ferramentas de próprias para resolução de problemas de programação linear e
inteira ou até mesmo uma estrutura para resolução com a ferramenta Solver.

117
REFERÊNCIAS
AGÊNCIA NACIONAL DE TRANSPORTES TERRESTRES. Relatório Anual de
acompanhamento das concessões ferroviárias – Ano 2007. Brasília, 2008.
ARENALES, M.; ARMENTANO, V.; MORABITO, R.; YANASSE, H. Pesquisa
Operacional: para cursos de Engenharia. Elsevier Editora Ltda. Rio de Janeiro,
2007
BATISTA, C. N. O. Contribuição a análise da capacidade de processamento de
trens cargueiros em linhas ferroviárias singelas no Brasil. Dissertação de
mestrado. Escola de Engenharia de São Carlos da Universidade de São Paulo, São
Carlos, 2006.
BEKTAS, T.; CRAINIC, T. G.; MORENCYC, V. Improving the performance of rail
yards through dynamic reassignments of empty cars. Transportation Research
Part C, 2009.
BLAZEWICZ, J.; ECKER, K. H.; PESCH, E.; SCHMIDT, G.; WEGLARZ, J.
Scheduling Computer and Manufacturing Process. Heidelberg: Springer Verlag,
2002.
__________. Handbook on scheduling: from theory to aplications. Heidelberg:
Springer Verlag, 2007
BRUCKER, P. Scheduling Algorithms. 5ª Ed. Springer: Verlag Berlin Heidelberg,
2007.
CONFEDERAÇÃO NACIONAL DO TRANSPORTE. Pesquisa ferroviária CNT
2006: Relatório Analítico. Brasília, 2007.
CORRÊA, H. L.; CORRÊA, C. A. Administração de produção e operações.
Manufatura e serviços: uma abordagem estratégica. 2. ed. São Paulo: Atlas,
2006.

118
CRUZ, M. M. C.; RICHIERI, F.; SCOPEL, M. A. Dados para um estudo do
comportamento dinâmico de um pátio de manobras ferroviárias. XXXV
Simpósio Brasileiro de Pesquisa Operacional. Natal, 2003.
FONSECA NETO, R. Modelo de planejamento e otimização ferroviário.
Dissertação de mestrado. Instituto Militar de Engenharia, Rio de Janeiro, 1986
FUCHIGAMI, H. Y. Métodos heurísticos construtivos para o problema de
programação da produção em sistemas flow shop híbridos com tempos de
preparação das máquinas assimétricos e dependentes da sequencia.
Dissertação de mestrado. Escola de Engenharia de São Carlos - Universidade de
São Paulo: São Carlos, 2005.
FUKASAWA, R. Resolução de problemas de Logística ferroviária utilizando
programação inteira. Dissertação de mestrado. Pontifícia Universidade Católica do
Rio de Janeiro, Rio de Janeiro, 2002.
GOMES, C. M. N. Análise do Desempenho Operacional de Pátios Ferroviários.
Dissertação de Mestrado. Rio de Janeiro: Instituto Militar de Engenharia, 1982.
HAMACHER, F. C. Logística Ferroviária: Resolução do problema de alocação
ótima de vagões e locomotivas no curto prazo. Dissertação de mestrado.
Pontifícia Universidade Católica do Rio de Janeiro, Rio de Janeiro, 2005.
HE, S.; SONGA, R.; CHAUDHRY, S. S. An integrated dispatching model for rail
yards operations. Computers & Operations Research, 2003.
JARASUNIENE, A. The usage of the railroad terminal resources. Transport, Vol
XIX, nº 2. Transport Research Institute, Vilnius Gediminas Technical University. 2004
JUNGWATTANAKIT, J.; REODECHA, M.; CHAOVALITWONGSE, P.; WERNER, F.
Sequencing heuristics for flexible flow shop scheduling problems with
unrelated parallel machines and setup times. Network National Conference,

119
Bangkok, Thailand, 2006.
LANGONI, R. A. R.; PELLON, J. R. G.; CAMPOS, V. B. G. Metodologia para análise
operacional de pátios ferroviários de classificação. Instituto Militar de
Engenharia. Rio de Janeiro, 2007
LUSTOSA, L.; MESQUITA, M. A.; QUELHAS, O. L. G.; OLIVEIRA, R. J.
Planejamento e controle da produção. Rio de Janeiro: Elsevier, 2008.
MARINOV, M.; VIEGAS, J. A simulation modelling methodology for evaluating
flat-shunted yard operations. Simulation Modelling Practice and Theory, 2009
MELLO, M. C. V. Programação Linear Inteira Aplicada no Planejamento da
Alocação de Vagões de Carga. Dissertação de mestrado. Universidade Federal do
Ceará, 2008.
MORAIS, M. F. Métodos heurísticos construtivos para redução de estoque em
processo em ambientes de produção flow shop híbridos com tempos de setup
dependentes da sequencia. Dissertação de mestrado. Escola de Engenharia de
São Carlos - Universidade de São Paulo: São Carlos, 2008.
MORTON, T. E.; PENTICO, D. W. Heuristic scheduling systems: With applications
to production systems and project management. Wiley Series in engineering &
technology management, 1993.
NICO, A. R. Carregamento de composições em pátios ferroviários: ferramentas
para realização da programação. Dissertação de mestrado. Universidade Federal
do Espírito Santo, Vitória, 2002.
OLIVEIRA, G. D. Análise do desempenho de terminais ferroviários utilizando
teoria de filas e simulação de eventos discretos – Um estudo de caso MRS
Logística S/A. Monografia. Universidade Federal de Juiz de Fora, Juiz de Fora,
2006.

120
PEINADO, J. GRAELM, A. R. Administração da produção: operações industriais
e de serviços. Curitiba. UnicenP: 2007.
PETERSEN, E. R. Railyard modeling: Part I. Prediction of put-through time.
Transportation Science, 1977.
_____________. Railyard modeling: Part II. The effect of yard facilities on
congestion. Transportation Science;11:50-9, 1977.
_____________. Operations Research and Rail Transportation. New York: In:
Journal of Scientific Management of Transport Systems, Eideted by NK Jaiswal,
1981.
PETERSEN, E. R. TAYLOR, A. J.; MARTLAND, C. D. An introduction to computer
aided train dispatching. Journal of Advance Transportation, 20:63-72, 1986.
PINEDO, M. L. Scheduling: Theory, algorithms and systems. 3ª ed. Springer:
New York, USA, 2008.
_____________. Planning and Scheduling in Manufacturing and Services.
Springer Series Operation Research: New York, USA, 2005.
PINTO, R. M. Modelos e algoritmos para análise de congestionamento e
determinação de paradas na logística ferroviária. Dissertação de mestrado.
Pontifícia Universidade Católica do Rio de Janeiro, Rio de Janeiro, 2007.
ROSA, R. A. Ferrovias: Conceitos Essenciais. Instituto Histórico e Geográfico do
Espírito Santo: Vitória, 2004.
______. Uma Abordagem Baseada em Negociação de Agentes para a
Resolução do Problema de Alocação Dinâmica de Navio em Berços de
Terminais Portuários. Tese de Doutorado. Universidade Federal do Espírito Santo.
Vitória, 2006.

121
______. Uma proposta de um modelo matemático para a programação das
atividades de um terminal ferroviário de carga. XXI Congresso de Ensino e
Pesquisa em Transportes (ANPET). Rio de Janeiro, 2007.
______. Modelo de simulação aplicado à avaliação de capacidade dos recursos
de um terminal ferroviário. XLI Simpósio Brasileiro de Pesquisa Operacional. Porto
Seguro, 2009.
______. Pátios Ferroviários. Programa de Pós-Graduação em Engenharia
Ferroviária, Pontifícia Universidade Católica de Minas Gerais: Belo Horizonte, 2009.
SABINO, J. A. Competição entre colônias de formigas aplicada a designação de
locomotivas de manobras em pátios ferroviários. Dissertação de mestrado.
Universidade Federal do Espírito Santo. Vitória, 2004.
SANTOS, V. M. Procedimentos para o dimensionamento de pátios ferroviários
de classificação por gravidade. Dissertação de mestrado. Instituto Militar de
Engenharia, Rio de Janeiro, 1989.
SARMENTO, R. A. Uma Nova Formulação para o Problema de Blocagem de
Vagões em Ferrovias e sua resolução por meio de uma Heurística Construtiva
e uma Busca Local. Dissertação de mestrado. Universidade Federal do Espírito
Santo. Vitória, 2008.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da produção.
Tradução Maria Teresa Corrêa de Oliveira; Fábio Alher, 2 ed. 7ª reimpressão. São
Paulo: Atlas, 2007.
SOUZA, L. W; CRUZ, M. M. C. Aplicação de ferramentas de simulação no
estudo do transporte ferroviário em estradas de linha dupla. VI Rio de
Transporte. Rio de Janeiro, 2008.
STEVENSON, W. J. Administração das operações de produção. Rio de Janeiro:
LTC, 2001.

122
TANCREDO, A. C. Operação Ferroviária. Programa de Pós-Graduação em
Engenharia Ferroviária. Pontifícia Universidade Católica de Minas Gerais/ IEC –
Instituto de Educação Continuada, 2005.
TAFFNER, M. B. RIGO, C. L.; JACINTO, J. P.; CRUZ, M. M. C. Avaliação do
desempenho de um terminal ferroviário de carga utilizando simulação.
Simpósio de Pesquisa Operacional e Logística da Marinha. Rio de Janeiro, 2008.
TORRACA, N. A. Produtividade e qualidade do sistema de transporte ferroviária
de cargas. Dissertação de mestrado. Instituto Militar de Engenharia, Rio de Janeiro,
1996.
TUBINO, D. F. Manual de planejamento e controle da produção. 2 ed. São Paulo:
Atlas, 2000.
___________. Planejamento e controle da produção: teoria e prática. São Paulo:
Atlas, 2007.
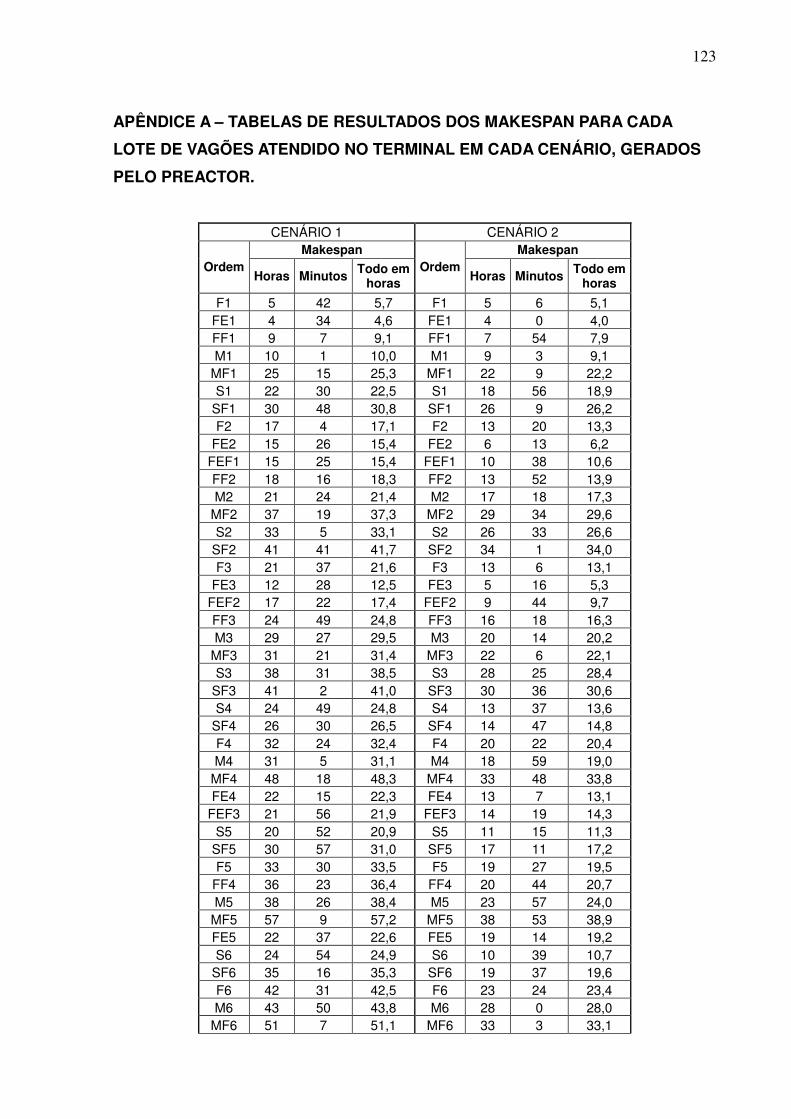
123
APÊNDICE A – TABELAS DE RESULTADOS DOS MAKESPAN PARA CADA
LOTE DE VAGÕES ATENDIDO NO TERMINAL EM CADA CENÁRIO, GERADOS
PELO PREACTOR.
CENÁRIO 1 CENÁRIO 2 Makespan Makespan
Ordem Horas Minutos
Todo em horas
Ordem Horas Minutos
Todo em horas
F1 5 42 5,7 F1 5 6 5,1 FE1 4 34 4,6 FE1 4 0 4,0 FF1 9 7 9,1 FF1 7 54 7,9 M1 10 1 10,0 M1 9 3 9,1
MF1 25 15 25,3 MF1 22 9 22,2 S1 22 30 22,5 S1 18 56 18,9
SF1 30 48 30,8 SF1 26 9 26,2 F2 17 4 17,1 F2 13 20 13,3
FE2 15 26 15,4 FE2 6 13 6,2 FEF1 15 25 15,4 FEF1 10 38 10,6 FF2 18 16 18,3 FF2 13 52 13,9 M2 21 24 21,4 M2 17 18 17,3
MF2 37 19 37,3 MF2 29 34 29,6 S2 33 5 33,1 S2 26 33 26,6
SF2 41 41 41,7 SF2 34 1 34,0 F3 21 37 21,6 F3 13 6 13,1
FE3 12 28 12,5 FE3 5 16 5,3 FEF2 17 22 17,4 FEF2 9 44 9,7 FF3 24 49 24,8 FF3 16 18 16,3 M3 29 27 29,5 M3 20 14 20,2
MF3 31 21 31,4 MF3 22 6 22,1 S3 38 31 38,5 S3 28 25 28,4
SF3 41 2 41,0 SF3 30 36 30,6 S4 24 49 24,8 S4 13 37 13,6
SF4 26 30 26,5 SF4 14 47 14,8 F4 32 24 32,4 F4 20 22 20,4 M4 31 5 31,1 M4 18 59 19,0
MF4 48 18 48,3 MF4 33 48 33,8 FE4 22 15 22,3 FE4 13 7 13,1
FEF3 21 56 21,9 FEF3 14 19 14,3 S5 20 52 20,9 S5 11 15 11,3
SF5 30 57 31,0 SF5 17 11 17,2 F5 33 30 33,5 F5 19 27 19,5
FF4 36 23 36,4 FF4 20 44 20,7 M5 38 26 38,4 M5 23 57 24,0
MF5 57 9 57,2 MF5 38 53 38,9 FE5 22 37 22,6 FE5 19 14 19,2 S6 24 54 24,9 S6 10 39 10,7
SF6 35 16 35,3 SF6 19 37 19,6 F6 42 31 42,5 F6 23 24 23,4 M6 43 50 43,8 M6 28 0 28,0
MF6 51 7 51,1 MF6 33 3 33,1

124
FE6 13 41 13,7 FE6 18 48 18,8 FEF4 13 43 13,7 FEF4 19 11 19,2
S7 30 11 30,2 S7 13 26 13,4 SF7 39 5 39,1 SF7 20 12 20,2 F7 40 36 40,6 F7 22 5 22,1
FF5 44 16 44,3 FF5 24 32 24,5 M7 51 2 51,0 M7 31 29 31,5
MF7 56 46 56,8 MF7 35 29 35,5 FE7 18 34 18,6 FE7 20 24 20,4
FEF5 18 59 19,0 FEF5 20 40 20,7
CENÁRIO 3 CENÁRIO 4 Makespan Makespan
Ordem Horas Minutos
Todo em horas
Ordem Horas Minutos
Todo em horas
F1 5 42 5,7 F1 5 42 5,7 FE1 4 34 4,6 FE1 8 50 8,8 FF1 9 7 9,1 FF1 13 21 13,4 M1 10 1 10,0 M1 16 56 16,9
MF1 25 15 25,3 MF1 33 17 33,3 S1 22 30 22,5 S1 44 15 44,3
SF1 30 48 30,8 SF1 52 33 52,6 F2 17 4 17,1 F2 43 47 43,8
FE2 15 26 15,4 FE2 27 29 27,5 FEF1 15 25 15,4 FEF1 28 48 28,8 FF2 18 16 18,3 FF2 46 42 46,7 M2 21 24 21,4 M2 50 24 50,4
MF2 37 18 37,3 MF2 67 36 67,6 S2 33 5 33,1 S2 77 51 77,9
SF2 41 41 41,7 SF2 86 27 86,5 F3 21 37 21,6 F3 70 8 70,1
FE3 12 28 12,5 FE3 19 38 19,6 FEF2 17 22 17,4 FEF2 22 35 22,6 FF3 24 49 24,8 FF3 77 1 77,0 M3 29 27 29,5 M3 84 13 84,2
MF3 31 21 31,4 MF3 90 0 90,0 S3 38 31 38,5 S3 99 9 99,2
SF3 41 2 41,0 SF3 108 3 108,1 S4 24 49 24,8 S4 94 26 94,4
SF4 26 30 26,5 SF4 103 35 103,6 F4 32 24 32,4 F4 111 15 111,3 M4 31 5 31,1 M4 102 27 102,5
MF4 48 18 48,3 MF4 129 31 129,5 FE4 22 15 22,3 FE4 83 34 83,6
FEF3 21 56 21,9 FEF3 38 13 38,2 S5 20 52 20,9 S5 116 34 116,6
SF5 30 57 31,0 SF5 126 35 126,6 F5 33 30 33,5 F5 134 57 135,0
FF4 36 23 36,4 FF4 140 25 140,4 M5 38 26 38,4 M5 144 42 144,7

125
MF5 57 9 57,2 MF5 164 44 164,7 FE5 22 37 22,6 FE5 115 15 115,3 S6 24 54 24,9 S6 151 14 151,2
SF6 35 16 35,3 SF6 161 32 161,5 F6 42 31 42,5 F6 170 8 170,1 M6 43 50 43,8 M6 178 40 178,7
MF6 51 7 51,1 MF6 188 59 189,0 FE6 13 41 13,7 FE6 140 12 140,2
FEF4 13 43 13,7 FEF4 102 20 102,3 S7 30 11 30,2 S7 175 31 175,5
SF7 39 5 39,1 SF7 187 14 187,2 F7 40 36 40,6 F7 197 0 197,0
FF5 44 16 44,3 FF5 203 36 203,6 M7 51 2 51,0 M7 213 24 213,4
MF7 56 46 56,8 MF7 225 7 225,1 FE7 18 34 18,6 FE7 145 38 145,6
FEF5 18 59 19,0 FEF5 96 21 96,4
CENÁRIO 5 CENÁRIO 6 Makespan Makespan
Ordem Horas Minutos
Todo em horas
Ordem Horas Minutos
Todo em horas
F1 5 42 5,7 F1 5 42 5,7 FE1 4 34 4,6 FE1 5 56 5,9 FF1 5 26 5,4 FF1 5 30 5,5 M1 8 32 8,5 M1 9 48 9,8
MF1 21 49 21,8 MF1 23 50 23,8 S1 18 25 18,4 SF1 21 27 21,5
SF1 23 44 23,7 S1 36 42 36,7 F2 11 34 11,6 F2 15 41 15,7
FE2 4 44 4,7 FE2 15 20 15,3 FEF1 5 26 5,4 FEF1 16 57 17,0 FF2 10 42 10,7 FF2 19 44 19,7 M2 14 10 14,2 M2 22 20 22,3
MF2 28 10 28,2 MF2 37 42 37,7 S2 23 16 23,3 S2 37 50 37,8
SF2 29 3 29,1 SF2 44 2 44,0 F3 10 15 10,3 F3 22 0 22,0
FE3 4 53 4,9 FE3 21 8 21,1 FEF2 6 0 6,0 FEF2 22 39 22,7 FF3 11 8 11,1 FF3 27 18 27,3 M3 15 57 16,0 M3 31 25 31,4
MF3 16 44 16,7 MF3 33 51 33,9 S3 22 52 22,9 S3 42 56 42,9
SF3 25 35 25,6 SF3 46 3 46,1 S4 11 47 11,8 S4 32 18 32,3
SF4 9 57 10,0 SF4 34 20 34,3 F4 16 26 16,4 F4 39 48 39,8 M4 13 24 13,4 M4 38 55 38,9
MF4 30 31 30,5 MF4 56 2 56,0

126
FE4 5 2 5,0 FE4 30 6 30,1 FEF3 5 45 5,8 FEF3 30 0 30,0
S5 12 32 12,5 S5 31 49 31,8 SF5 15 8 15,1 SF5 41 9 41,2 F5 17 54 17,9 F5 41 14 41,2
FF4 19 21 19,4 FF4 44 20 44,3 M5 20 22 20,4 M5 46 9 46,2
MF5 39 6 39,1 MF5 64 52 64,9 FE5 5 29 5,5 FE5 40 57 41,0 S6 11 51 11,9 S6 37 20 37,3
SF6 19 24 19,4 SF6 50 43 50,7 F6 22 2 22,0 F6 50 20 50,3 M6 27 24 27,4 M6 57 10 57,2
MF6 30 32 30,5 MF6 61 42 61,7 FE6 5 38 5,6 FE6 39 13 39,2
FEF4 8 41 8,7 FEF4 39 45 39,8 S7 11 51 11,9 S7 46 28 46,5
SF7 17 49 17,8 SF7 53 50 53,8 F7 18 48 18,8 F7 56 5 56,1
FF5 22 31 22,5 FF5 58 36 58,6 M7 26 46 26,8 M7 66 31 66,5
MF7 34 6 34,1 MF7 70 6 70,1 FE7 7 5 7,1 FE7 53 59 54,0
FEF5 8 44 8,7 FEF5 54 3 54,1

127
APÊNDICE B – TABELAS DE RESULTADOS TEMPOS DE ESPERA PARA CADA
LOTE DE VAGÕES ATENDIDO NO TERMINAL EM CADA CENÁRIO, GERADOS
PELO PREACTOR.
CENÁRIO 1 CENÁRIO 2 Tempo de Espera Tempo de Espera
Ordem Horas Minutos
Todo em
horas
Ordem Horas Minutos
Todo em horas
F1 0 0 0,0 F1 0 0 0,0 FE1 0 0 0,0 FE1 0 0 0,0 FF1 0 0 0,0 FF1 3 9,35 3,2 M1 3 33,7 3,6 M1 4 31,05 4,5
MF1 3 34 3,6 MF1 6 55,65 6,9 S1 5 6,7 5,1 S1 7 33,7 7,6
SF1 14 40,7 14,7 SF1 18 15,2 18,3 F2 3 46,35 3,8 F2 6 17 6,3
FE2 0 0 0,0 FE2 2 5,5 2,1 FEF1 3 47,45 3,8 FEF1 8 59,5 9,0 FF2 7 22,95 7,4 FF2 10 56,95 10,9 M2 8 78,3 9,3 M2 9,6 39,45 10,3
MF2 8 46 8,8 MF2 12 49,45 12,8 S2 10 0,3 10,0 S2 15 54,45 15,9
SF2 19 23,35 19,4 SF2 25 52,45 25,9 F3 0 49,9 0,8 F3 4 36,2 4,6
FE3 0 0 0,0 FE3 1 0,25 1,0 FEF2 3 54,8 3,9 FEF2 7 41,95 7,7 FF3 3 29,95 3,5 FF3 9 43,65 9,7 M3 6 31,5 6,5 M3 11 59,05 12,0
MF3 9 16,35 9,3 MF3 15 49,05 15,8 S3 11 24,1 11,4 S3 18 58,05 19,0
SF3 14 51,8 14,9 SF3 21 26,65 21,4 S4 0 0 0,0 S4 3 6,5 3,1
SF4 0 0 0,0 SF4 6 6,7 6,1 F4 7 29,4 7,5 F4 12 22,8 12,4 M4 8 40,3 8,7 M4 14 5,9 14,1
MF4 11 33,1 11,6 MF4 16 45,5 16,8 FE4 0 0 0,0 FE4 8 44 8,7
FEF3 3 43,4 3,7 FEF3 12 33 12,6 S5 0 0 0,0 S5 0 0 0,0
SF5 4 9,75 4,2 SF5 7 43 7,7 F5 8 47 8,8 F5 10 0 10,0
FF4 13 57,8 14,0 FF4 15 27,4 15,5 M5 15 14,05 15,2 M5 18 41,55 18,7
MF5 18 18,55 18,3 MF5 19 31,05 19,5 FE5 0 0 0,0 FE5 14 26,8 14,4 S6 0 0 0,0 S6 0 0 0,0
SF6 8 50,2 8,8 SF6 9 53,85 9,9 F6 11 53,09 11,9 F6 13 42,15 13,7 M6 17 13,6 17,2 M6 18 19,05 18,3

128
MF6 19 16,1 19,3 MF6 22 34,35 22,6 FE6 0 0 0,0 FE6 13 53,85 13,9
FEF4 4 31,6 4,5 FEF4 15 19,65 15,3 S7 0 0 0,0 S7 2 47 2,8
SF7 5 2,45 5,0 SF7 8 25,6 8,4 F7 8 1,9 8,0 F7 11 56,15 11,9
FF5 15 52,75 15,9 FF5 18 12,4 18,2 M7 14 48,15 14,8 M7 20 35,4 20,6
MF7 20 47,6 20,8 MF7 23 42,2 23,7 FE7 0 0 0,0 FE7 14 50,05 14,8
FEF5 5 18,15 5,3 FEF5 17 50,8 17,8
CENÁRIO 3 CENÁRIO 4 Tempo de Espera Tempo de Espera
Ordem Horas Minutos
Todo em horas
Ordem Horas Minutos
Todo em horas
F1 0 0 0,0 F1 0 0 0,0 FE1 0 0 0,0 FE1 0 0 0,0 FF1 0 0 0,0 FF1 0 0 0,0 M1 3 33,7 3,6 M1 3 33,7 3,6
MF1 3 34 3,6 MF1 3 34 3,6 S1 5 6,7 5,1 S1 5 6,7 5,1
SF1 14 40,7 14,7 SF1 14 40,7 14,7 F2 3 46,354 3,8 F2 3 46,35 3,8
FE2 0 0 0,0 FE2 0 0 0,0 FEF1 3 47,45 3,8 FEF1 3 47,45 3,8 FF2 7 22,95 7,4 FF2 7 22,95 7,4 M2 8 48,3 8,8 M2 8 48,3 8,8
MF2 8 46 8,8 MF2 8 46 8,8 S2 10 0,3 10,0 S2 10 0,3 10,0
SF2 19 23,35 19,4 SF2 19 23,35 19,4 F3 0 49,9 0,8 F3 0 49,9 0,8
FE3 0 0 0,0 FE3 0 0 0,0 FEF2 3 54,8 3,9 FEF2 3 54,8 3,9 FF3 3 29,95 3,5 FF3 3 29,95 3,5 M3 6 31,5 6,5 M3 6 31,5 6,5
MF3 9 16,35 9,3 MF3 9 16,35 9,3 S3 11 24,1 11,4 S3 11 24,1 11,4
SF3 14 51,8 14,9 SF3 14 51,8 14,9 S4 0 0 0,0 S4 0 0 0,0
SF4 0 0 0,0 SF4 0 0 0,0 F4 7 29,4 7,5 F4 7 29,4 7,5 M4 8 40,3 8,7 M4 8 40,3 8,7
MF4 11 33,1 11,6 MF4 11 33,1 11,6 FE4 0 0 0,0 FE4 0 0 0,0
FEF3 3 43,4 3,7 FEF3 3 43,4 3,7 S5 0 0 0,0 S5 0 0 0,0
SF5 4 9,75 4,2 SF5 4 9,75 4,2 F5 8 47 8,8 F5 8 47 8,8
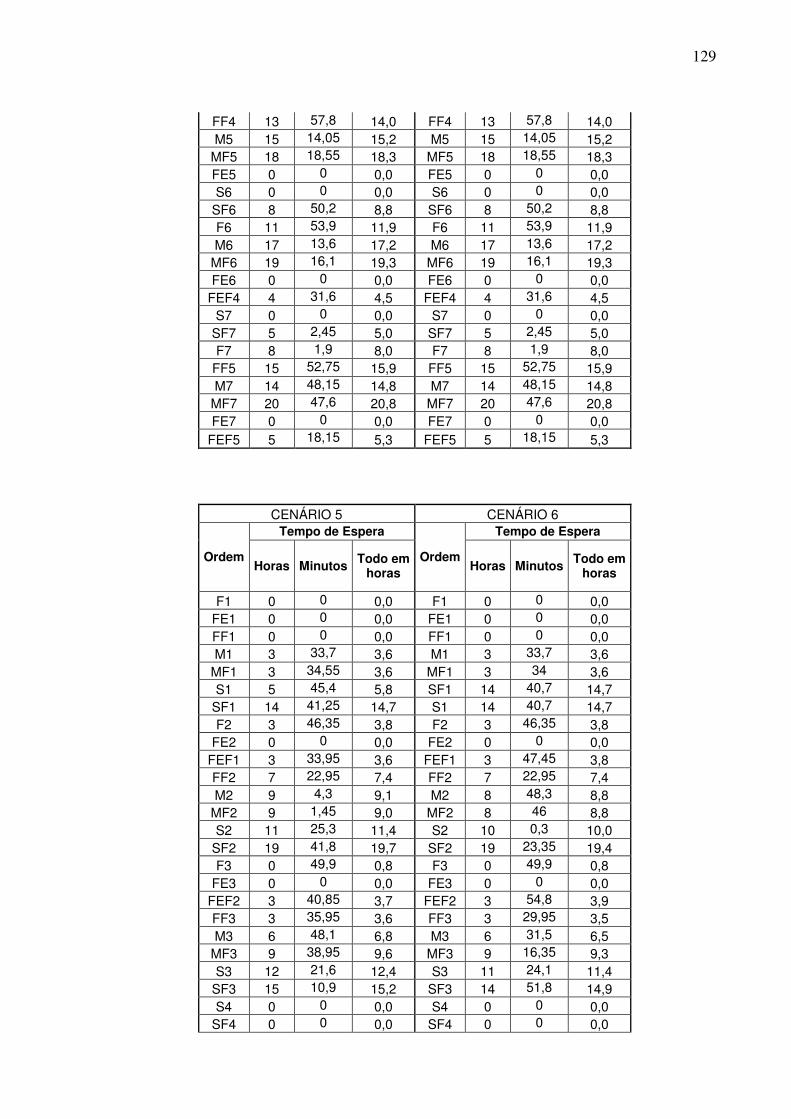
129
FF4 13 57,8 14,0 FF4 13 57,8 14,0 M5 15 14,05 15,2 M5 15 14,05 15,2
MF5 18 18,55 18,3 MF5 18 18,55 18,3 FE5 0 0 0,0 FE5 0 0 0,0 S6 0 0 0,0 S6 0 0 0,0
SF6 8 50,2 8,8 SF6 8 50,2 8,8 F6 11 53,9 11,9 F6 11 53,9 11,9 M6 17 13,6 17,2 M6 17 13,6 17,2
MF6 19 16,1 19,3 MF6 19 16,1 19,3 FE6 0 0 0,0 FE6 0 0 0,0
FEF4 4 31,6 4,5 FEF4 4 31,6 4,5 S7 0 0 0,0 S7 0 0 0,0
SF7 5 2,45 5,0 SF7 5 2,45 5,0 F7 8 1,9 8,0 F7 8 1,9 8,0
FF5 15 52,75 15,9 FF5 15 52,75 15,9 M7 14 48,15 14,8 M7 14 48,15 14,8
MF7 20 47,6 20,8 MF7 20 47,6 20,8 FE7 0 0 0,0 FE7 0 0 0,0
FEF5 5 18,15 5,3 FEF5 5 18,15 5,3
CENÁRIO 5 CENÁRIO 6 Tempo de Espera Tempo de Espera
Ordem Horas Minutos
Todo em horas
Ordem Horas Minutos
Todo em horas
F1 0 0 0,0 F1 0 0 0,0 FE1 0 0 0,0 FE1 0 0 0,0 FF1 0 0 0,0 FF1 0 0 0,0 M1 3 33,7 3,6 M1 3 33,7 3,6
MF1 3 34,55 3,6 MF1 3 34 3,6 S1 5 45,4 5,8 SF1 14 40,7 14,7
SF1 14 41,25 14,7 S1 14 40,7 14,7 F2 3 46,35 3,8 F2 3 46,35 3,8
FE2 0 0 0,0 FE2 0 0 0,0 FEF1 3 33,95 3,6 FEF1 3 47,45 3,8 FF2 7 22,95 7,4 FF2 7 22,95 7,4 M2 9 4,3 9,1 M2 8 48,3 8,8
MF2 9 1,45 9,0 MF2 8 46 8,8 S2 11 25,3 11,4 S2 10 0,3 10,0
SF2 19 41,8 19,7 SF2 19 23,35 19,4 F3 0 49,9 0,8 F3 0 49,9 0,8
FE3 0 0 0,0 FE3 0 0 0,0 FEF2 3 40,85 3,7 FEF2 3 54,8 3,9 FF3 3 35,95 3,6 FF3 3 29,95 3,5 M3 6 48,1 6,8 M3 6 31,5 6,5
MF3 9 38,95 9,6 MF3 9 16,35 9,3 S3 12 21,6 12,4 S3 11 24,1 11,4
SF3 15 10,9 15,2 SF3 14 51,8 14,9 S4 0 0 0,0 S4 0 0 0,0
SF4 0 0 0,0 SF4 0 0 0,0

130
F4 7 29,4 7,5 F4 7 29,4 7,5 M4 8 2,05 8,0 M4 8 40,3 8,7
MF4 10 54,85 10,9 MF4 11 33,1 11,6 FE4 0 0 0,0 FE4 0 0 0,0
FEF3 3 44,8 3,7 FEF3 3 43,4 3,7 S5 2 0 2,0 S5 0 0 0,0
SF5 3 31,5 3,5 SF5 0 0 0,0 F5 8 8,75 8,1 F5 8 47 8,8
FF4 13 19,55 13,3 FF4 13 57,8 14,0 M5 14 35,8 14,6 M5 15 14,05 15,2
MF5 17 41,25 17,7 MF5 18 18,55 18,3 FE5 0 0 0,0 FE5 0 0 0,0 S6 0 0 0,0 S6 0 0 0,0
SF6 8 14,2 8,2 SF6 8 50,2 8,8 F6 11 15,65 11,3 F6 11 53,9 11,9 M6 16 37,6 16,6 M6 17 13,6 17,2
MF6 18 37,85 18,6 MF6 19 16,1 19,3 FE6 0 0 0,0 FE6 0 0 0,0
FEF4 4 15,4 4,3 FEF4 4 31,6 4,5 S7 0 0 0,0 S7 0 0 0,0
SF7 4 24,2 4,4 SF7 5 2,45 5,0 F7 7 25,9 7,4 F7 8 1,9 8,0
FF5 15 16,75 15,3 FF5 15 52,75 15,9 M7 14 38,9 14,6 M7 14 48,15 14,8
MF7 20 40,6 20,7 MF7 20 47,6 20,8 FE7 0 41,55 0,7 FE7 0 0 0,0
FEF5 5 30,55 5,5 FEF5 5 18,15 5,3

131
APÊNDICE C – TABELAS DE UTILIZAÇÃO DOS RECURSOS ALOCADOS PARA A PROGRAMAÇÃO DE CADA LOTE DE
VAGÕES ATENDIDO NO TERMINAL EM CADA CENÁRIO, GERADOS PELO PREACTOR.
CENÁRIO 1 DIAS RECURSOS PRIMÁRIOS
10/01/2000 11/01/2000 12/01/2000 13/01/2000 14/01/2000 15/01/2000 16/01/2000 17/01/2000 18/01/2000 Balança 01 16,74% 20,90% 21,67% 22,29% 24,24% 22,22% 19,86% 11,39% 0% Balança 02 3,19% 0% 0% 0% 0% 0% 0% 0% 0% Linha_Estacionamento 01 0,44% 2,72% 5,01% 3,94% 4,56% 3,34% 3,96% 0,91% 0,43% Linha_Estacionamento 02 2,11% 2,08% 0% 0,94% 0,12% 3,13% 2,85% 0% 0% Linha_Estacionamento 03 0,76% 0% 0% 0% 0% 0% 0% 0% 0% Linha_Limpeza 01 7,92% 29,44% 32,22% 37,36% 35,49% 31,39% 27,99% 25% 17,08% Linha_Limpeza 02 4,03% 6,94% 0% 0% 4,44% 0% 10% 11,39% 0% Moega 01 49,24% 77,57% 75,14% 67,85% 64,86% 70,90% 92,36% 63,47% 1,11% Moega 02 28,82% 60,62% 82,78% 81,11% 83,13% 81,11% 67,29% 92,01% 31,11% Silo_Fertilizante 14,10% 19,93% 21,88% 21,39% 17,01% 31,11% 29,65% 0% 0%
DIAS RECURSOS SECUNDÁRIOS 10/01/2000 11/01/2000 12/01/2000 13/01/2000 14/01/2000 15/01/2000 16/01/2000 17/01/2000 18/01/2000
Manobreiros 37,93% 61,86% 66,21% 64,52% 63,55% 65,93% 66,62% 60,72% 11,30% Locomotivas 55,24% 90,38% 96,81% 94,34% 92,99% 95,66% 96,53% 90,63% 16,74%
CENÁRIO 2 DIAS RECURSOS PRIMÁRIOS
10/01/2000 11/01/2000 12/01/2000 13/01/2000 14/01/2000 15/01/2000 16/01/2000 17/01/2000 Balança 01 14,23% 17,77% 18,42% 18,95% 20,60% 21,25% 24,20% 0% Balança 02 2,72% 0% 0% 0% 0% 0% 0% 0%
Linha_Estacionamento 01 0,44% 4,80% 4,51% 5,26% 1,24% 4,49% 3,89% 0,51% Linha_Estacionamento 02 2,11% 0% 0,87% 0% 3,35% 2,22% 2,85% 0% Linha_Estacionamento 03 0,76% 0% 0% 0% 0% 0% 0% 0%
Linha_Limpeza 01 11,94% 36,67% 46,39% 39,17% 21,25% 35,83% 32,40% 19,69% Linha_Limpeza 02 0% 0% 0% 4,44% 21,53% 0% 11,39% 0%

132
Moega 01 49,65% 68,40% 69,72% 85,83% 62,85% 70,35% 58,75% 19,65% Moega 02 36,56% 77,01% 62,85% 52,31% 82,90% 73,23% 88,54% 36,30%
Silo_Fertilizante 11,98% 16,94% 18,59% 18,18% 14,46% 26,44% 25,20% 0% DIAS RECURSOS
SECUNDÁRIOS 10/01/2000 11/01/2000 12/01/2000 13/01/2000 14/01/2000 15/01/2000 16/01/2000 17/01/2000 Manobreiros 39,66% 63,36% 60,52% 58,01% 63,90% 63,51% 65,74% 20,42% Locomotivas 57,83% 92,63% 88,10% 84,38% 93,56% 91,91% 95,24% 30,37%
CENÁRIO 3 DIAS RECURSOS PRIMÁRIOS
10/01/2000 11/01/2000 12/01/2000 13/01/2000 14/01/2000 15/01/2000 16/01/2000 17/01/2000 18/01/2000 Balança 01 16,74% 20,90% 21,67% 22,29% 24,24% 22,22% 19,86% 11,39% 0% Balança 02 3,19% 0% 0% 0% 0% 0% 0% 0% 0% Linha_Estacionamento 01 0,44% 2,72% 5,01% 3,94% 4,56% 3,34% 3,96% 0,91% 0,43% Linha_Estacionamento 02 2,11% 2,08% 0% 0,94% 0,12% 3,13% 2,85% 0% 0% Linha_Estacionamento 03 0,76% 0% 0% 0% 0% 0% 0% 0% 0% Linha_Limpeza 01 7,92% 29,44% 32,22% 37,36% 35,49% 31,39% 27,99% 25% 17,08% Linha_Limpeza 02 4,03% 6,94% 0% 0% 4,44% 0% 10% 11,39% 0% Moega 01 49,24% 77,57% 75,14% 67,85% 64,86% 70,90% 92,36% 63,47% 1,11% Moega 02 28,82% 60,62% 82,78% 81,11% 83,13% 81,11% 67,29% 92,01% 31,11% Silo_Fertilizante 14,10% 19,93% 21,88% 21,39% 17,01% 31,11% 29,65% 0% 0%
DIAS RECURSOS SECUNDÁRIOS 10/01/2000 11/01/2000 12/01/2000 13/01/2000 14/01/2000 15/01/2000 16/01/2000 17/01/2000 18/01/2000
Manobreiros 37,93% 61,86% 66,21% 64,52% 63,55% 65,93% 66,62% 60,72% 11,30% Locomotivas 55,24% 90,38% 96,81% 94,34% 92,99% 95,66% 96,53% 90,63% 16,74%

133
CENÁRIO 4 DIAS RECURSOS
PRIMÁRIOS 10/1 11/1 12/1 13/1 14/1 15/1 16/1 17/1 18/1 19/1 20/1 21/1 22/1 23/1 24/1 Balança 01 13,96% 10,14% 15,97% 6,94% 18,54% 11,67% 11,32% 10,28% 17,71% 9,03% 12,22% 10,42% 0% 0% 0% Balança 02 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0%
Linha_ Estacionamento 01 2,35% 1,34% 5,51% 1,43% 2,64% 1,61% 4,29% 0,44% 2,95% 4,25% 0,40% 3,47% 0,42% 0,65% 0,14%
Linha_ Estacionamento 02 0,86% 0% 2,15% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0%
Linha_ Estacionamento 03 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0%
Linha_ Limpeza 01 7,92% 11,94% 24,31% 12,50% 23,89% 14,44% 25,83% 13,33% 20,69% 13,06% 17,29% 23,82% 16,81% 25,97% 5,69%
Linha_ Limpeza 02 0% 0% 0% 0% 0% 0% 4,44% 0% 0% 0% 0% 0% 0% 0% 0% Moega 01 31,60% 20,42% 67,43% 14,72% 73,61% 38,26% 71,67% 48,96% 43,89% 9,65% 80,63% 8,47% 81,53% 32,92% 0% Moega 02 6,60% 62,85% 4,93% 67,99% 0% 41,67% 11,11% 36,04% 30,63% 72,92% 0% 62,50% 0% 38,61% 32,57% Silo_Fertilizante 14,10% 14,58% 27,22% 21,39% 17,01% 31,11% 19,93% 9,72% 0% 0% 0% 0% 0% 0% 0%
DIAS RECURSOS SECUNDÁRIOS 10/1 11/1 12/1 13/1 14/1 15/1 16/1 17/1 18/1 19/1 20/1 21/1 22/1 23/1 24/1 Manobreiros 30,08% 50,50% 52,06% 48,66% 50,21% 50,46% 51,69% 49,63% 50,81% 50,74% 48,29% 45,45% 41,81% 37,34% 16,67% Locomotivas 56,94% 99,65% 96,46% 95,90% 97,78% 99,31% 99,10% 98,82% 98,68% 97,22% 96,18% 87,43% 83,19% 74,03% 33,19%

134
CENÁRIO 5 DIAS RECURSOS PRIMÁRIOS
10/01/2000 11/01/2000 12/01/2000 13/01/2000 14/01/2000 15/01/2000 16/01/2000 17/01/2000 Balança 01 10,76% 12,57% 13,68% 11,18% 12,08% 15% 17,08% 0% Balança 02 9,17% 8,33% 7,99% 11,11% 12,15% 10% 11,39% 0% Linha_Estacionamento 01 0,44% 4,21% 4,47% 4,20% 3,80% 5,62% 2,83% 0,43% Linha_Estacionamento 02 2,41% 0,10% 0,11% 0,33% 0,43% 0,50% 2,99% 0% Linha_Estacionamento 03 0,46% 0,77% 0,76% 0,49% 0,49% 0,47% 1% 0% Linha_Limpeza 01 9,58% 46,11% 41,11% 29,44% 37,92% 35,83% 35% 17,08% Linha_Limpeza 02 2,36% 1,39% 4,17% 4,44% 4,86% 0% 11,39% 0% Moega 01 52,29% 96,25% 75,07% 89,64% 73,91% 86,87% 90,07% 36,25% Moega 02 57,30% 89,79% 92,71% 57,77% 86,30% 93,33% 92,93% 0% Silo_Fertilizante 14,10% 19,93% 21,88% 21,39% 17,01% 31,11% 29,65% 0%
DIAS RECURSOS SECUNDÁRIOS 10/01/2000 11/01/2000 12/01/2000 13/01/2000 14/01/2000 15/01/2000 16/01/2000 17/01/2000
Manobreiros 29,69% 46,90% 44,04% 37,15% 41,37% 46,32% 48,07% 7,51% Locomotivas 36,29% 57,36% 53,72% 45,18% 50,54% 56,25% 58,39% 9,28%
CENÁRIO 6 DIAS RECURSOS PRIMÁRIOS
10/01/2000 11/01/2000 12/01/2000 13/01/2000 14/01/2000 15/01/2000 16/01/2000 17/01/2000 18/01/2000 Balança 01 12,01% 24,80% 17,42% 26,53% 25,07% 20,56% 21,53% 26,94% 0% Balança 02 3,19% 6,25% 1,67% 0% 0% 0% 0% 0% 0% Linha_Estacionamento 01 0,44% 5,91% 2,88% 2,10% 5,16% 2,64% 4,23% 1,15% 2,78% Linha_Estacionamento 02 2,77% 0% 3,30% 0% 1,11% 3,19% 3,75% 0% 3,68% Linha_Estacionamento 03 0,88% 0% 0% 0% 0% 0% 0% 0% 0% Linha_Limpeza 01 9,58% 35,69% 13,75% 32,64% 30,14% 22,78% 24,17% 35,97% 27,64% Linha_Limpeza 02 2,36% 5,56% 23,06% 0% 4,44% 25,14% 0,21% 9,79% 11,39% Moega 01 42,37% 70,48% 91,60% 79,58% 90% 68,68% 80,69% 80,56% 83,19% Moega 02 48,75% 70,21% 69,93% 72,85% 62,78% 88,40% 85,69% 67,64% 50,42%
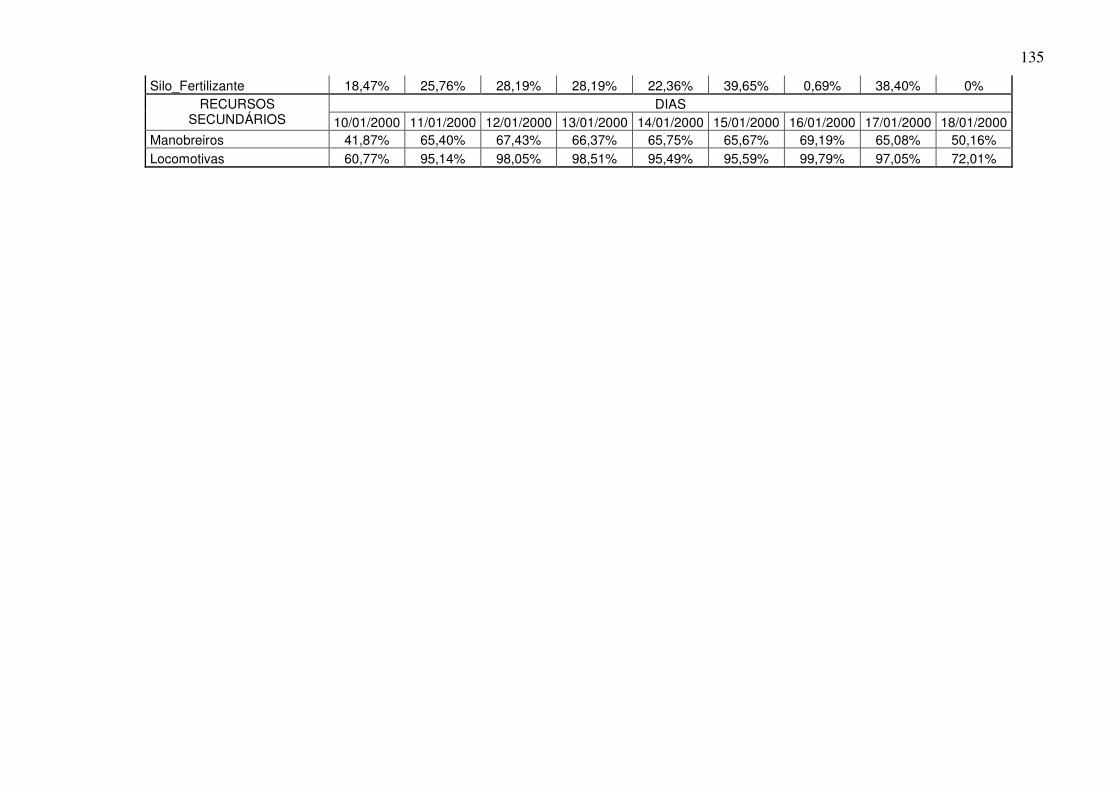
135
Silo_Fertilizante 18,47% 25,76% 28,19% 28,19% 22,36% 39,65% 0,69% 38,40% 0% DIAS RECURSOS
SECUNDÁRIOS 10/01/2000 11/01/2000 12/01/2000 13/01/2000 14/01/2000 15/01/2000 16/01/2000 17/01/2000 18/01/2000 Manobreiros 41,87% 65,40% 67,43% 66,37% 65,75% 65,67% 69,19% 65,08% 50,16% Locomotivas 60,77% 95,14% 98,05% 98,51% 95,49% 95,59% 99,79% 97,05% 72,01%

136
APÊNDICE D – GRÁFICOS DE GANTT DOS RECURSOS ALOCADOS NA PROGRAMAÇÃO DE CADA LOTE DE VAGÕES
ATENDIDO NO TERMINAL EM CADA CENÁRIO.
CENÁRIO 1

137
CENÁRIO 2

138
CENÁRIO 3

139
CENÁRIO 4

140
CENÁRIO 5

141
CENÁRIO 6
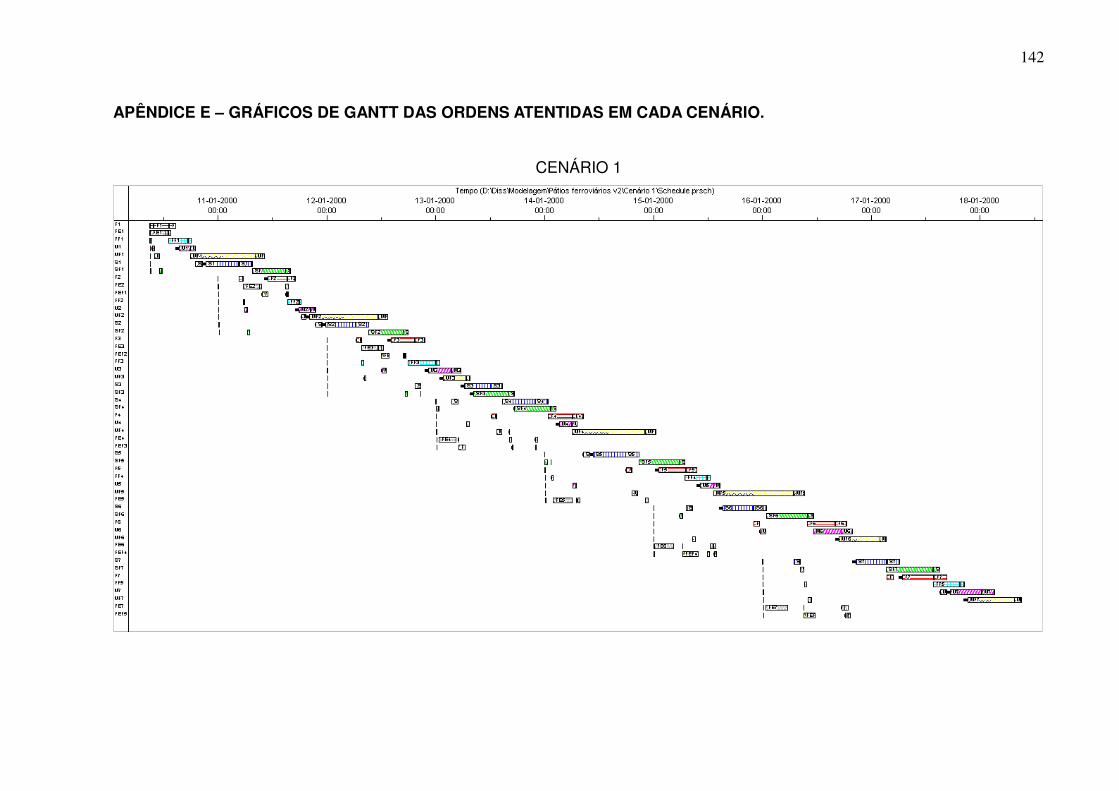
142
APÊNDICE E – GRÁFICOS DE GANTT DAS ORDENS ATENTIDAS EM CADA CENÁRIO.
CENÁRIO 1

143
CENÁRIO 2

144
CENÁRIO 3

145
CENÁRIO 4

146
CENÁRIO 5

147
CENÁRIO 6

Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas

Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo