programa brasileiro de eliminação de hcfcs – pbh · programa brasileiro de eliminação de...
TRANSCRIPT

Page 1
Programa Brasileiro de Eliminação de HCFCs – PBHHPMP IN BRAZILComponentes propostos para implementação por GTZ-ProklimaComponents proposed for implementation by GTZ-Proklima
Flávia Gabriela Oyo Franca,Proklima - Deutsche Gesellschaft fuer Technische Zusammenarbeit
Brasília, 05 de Maio de 2009
Page 2
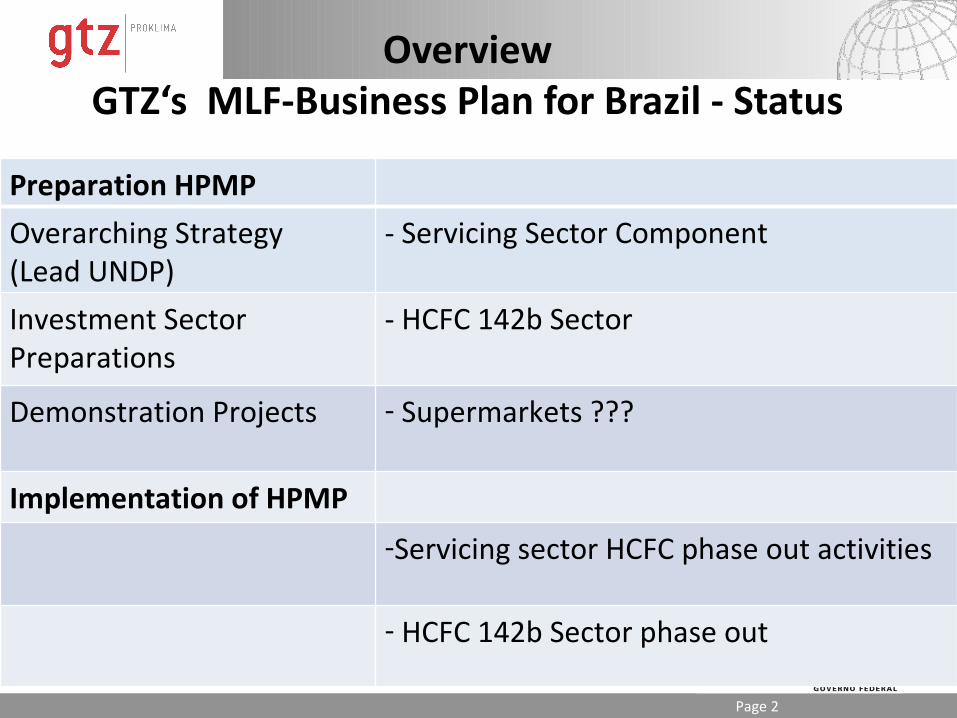
OverviewGTZ‘s MLF-Business Plan for Brazil - Status
Preparation HPMP
Overarching Strategy(Lead UNDP)
- Servicing Sector Component
Investment Sector Preparations
- HCFC 142b Sector
Demonstration Projects - Supermarkets ???
Implementation of HPMP
-Servicing sector HCFC phase out activities
- HCFC 142b Sector phase out
Page 3
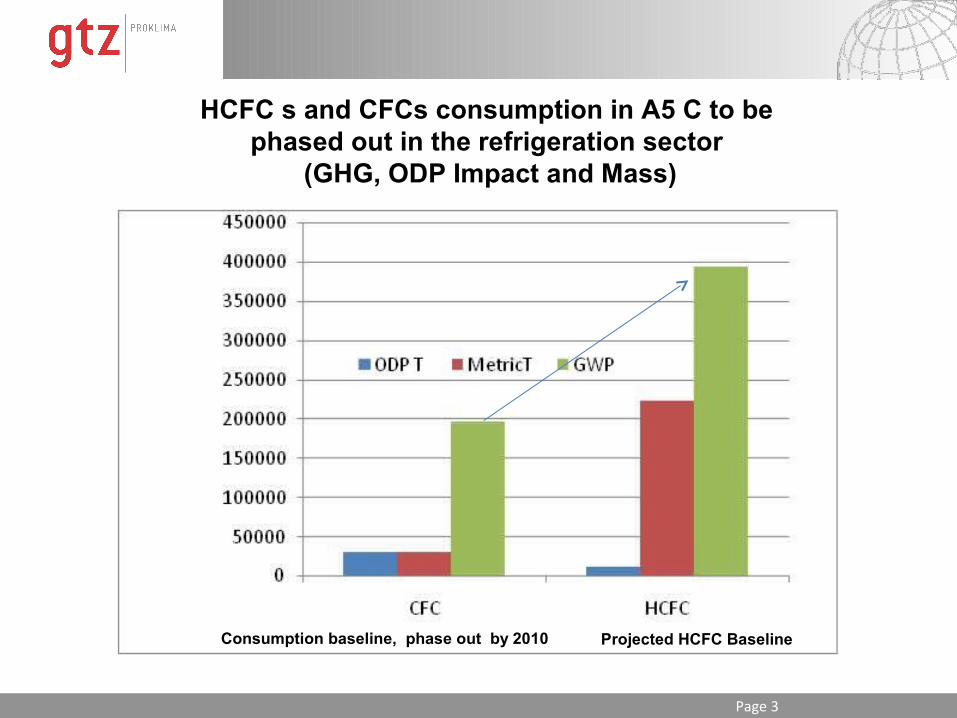
HCFC s and CFCs consumption in A5 C to be phased out in the refrigeration sector
(GHG, ODP Impact and Mass)
Consumption baseline, phase out by 2010 Projected HCFC Baseline
Page 4Page 4
Outlook Brazil
HPMP – HCFC RefrigerationServicing sector
Background
Page 5
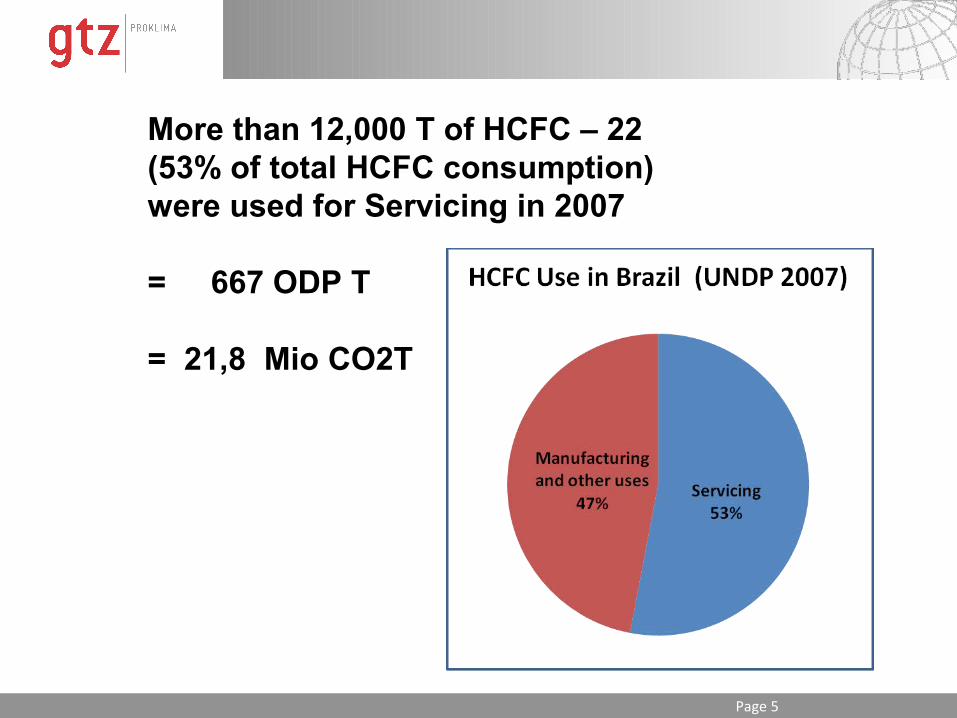
More than 12,000 T of HCFC – 22 (53% of total HCFC consumption) were used for Servicing in 2007
= 667 ODP T
= 21,8 Mio CO2T
Page 6Page 6
With 53 per cent per annum of all HCFCs currently being used just for the service and maintenance of
existing plants, leakage is a real cause of excessive emissions and has to be addressed first.
Therefore, both operator and service providers will need to work closely together to ensure low emission
refrigerant containment.
Although, the ‘operator’ is very much responsible for the refrigeration equipment, the majority of the work
required to comply with leak regimes will be carried out by a service and maintenance contractor.
Challenges and obstacles
Page 7
Servicing Sector Needs The most important applications for HCFC in refrigeration and air conditioning (RAC):- Small room air conditioning equipment - Water chillers from 100 kW refrigeration capacity up to large centrifugal chillers - Commercial refrigeration equipment and smaller chillers for various purposes - Industrial refrigeration equipment - Commercial refrigeration, such as small, plug-in units as well as systems installed on site in smaller shops as well as super- and hypermarkets - Transport air conditioning equipment: ships, refrigerated trucks, containers, railcars, trains,
Page 8
Strategic elements • Increase servicing sector awareness • Reducing demand for virgin HCFCs through
– Utilisation of best practices – Hermetization of installations– Reuse of HCFCs– Drop-in, Retrofit, Replacement where environmentally
sound• Registration and certification of use and services• Improve documentation and monitoring• Advice on regulatory and legal framework standards &
norms
Page 9
Problems in replacing R22 in the servicing sector
• Existing drop in and retrofit options are based on HFC blends with higher GWP
• Components of blends behave differently in leaks (demixing). Blends cannot be recycled, reused or reclaimed with existing technology
• Change of refrigerant mixture due to leakage leads to performance drops
• Blends are very expensive in comparison to R22 • Blends and their mixtures are hard to identify • Recovery of HFC blends requires large storage facilities in the
absence of professional industrial distillation/fractionizing).
Page 10Page 10
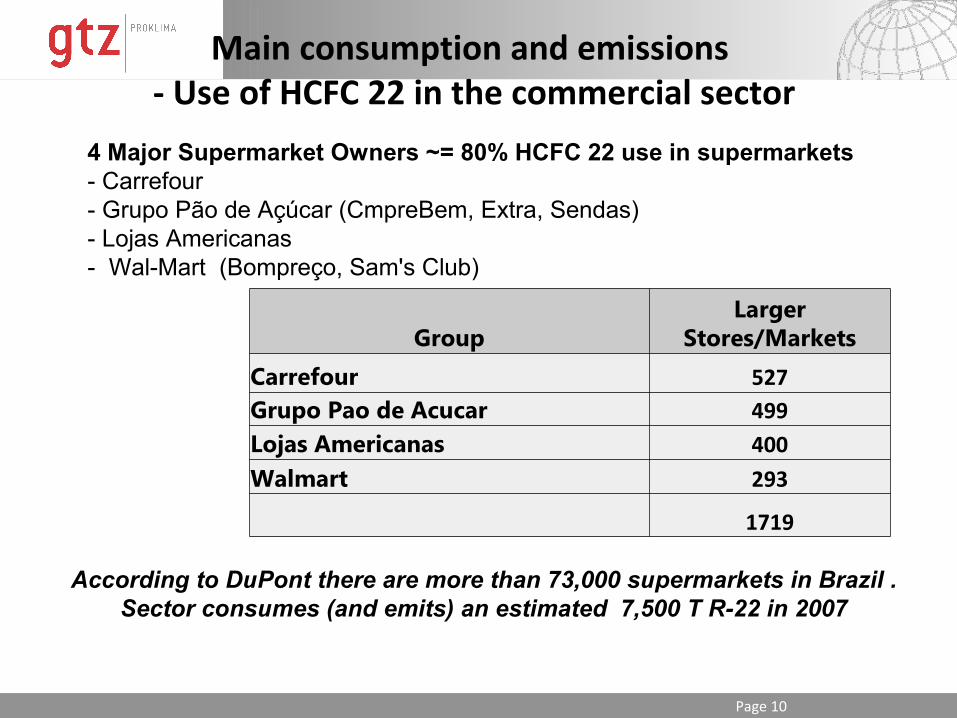
4 Major Supermarket Owners ~= 80% HCFC 22 use in supermarkets - Carrefour- Grupo Pão de Açúcar (CmpreBem, Extra, Sendas)- Lojas Americanas- Wal-Mart (Bompreço, Sam's Club)
GroupLarger
Stores/MarketsCarrefour 527Grupo Pao de Acucar 499Lojas Americanas 400
Walmart 293
1719
According to DuPont there are more than 73,000 supermarkets in Brazil . Sector consumes (and emits) an estimated 7,500 T R-22 in 2007
Main consumption and emissions - Use of HCFC 22 in the commercial sector
Page 11
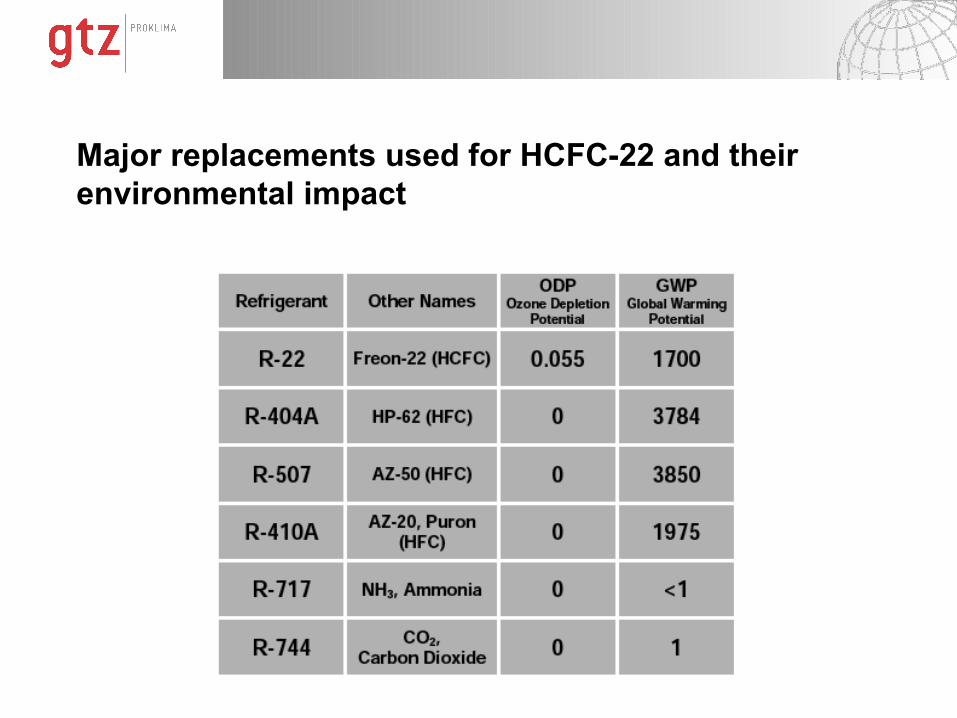
Major replacements used for HCFC-22 and their environmental impact
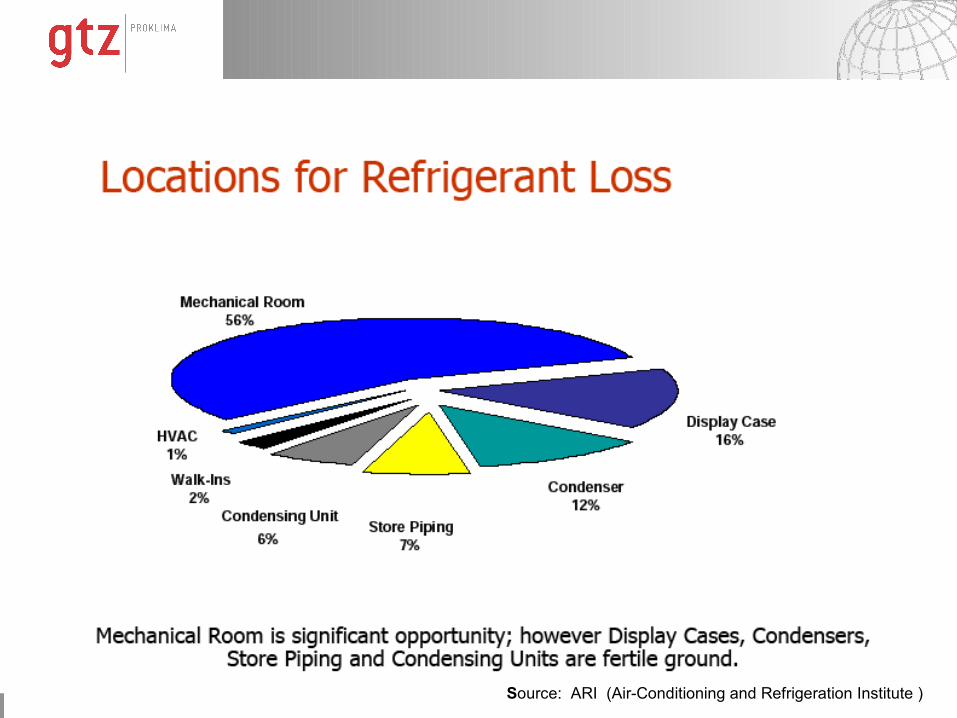
Page 12Source: ARI (Air-Conditioning and Refrigeration Institute )
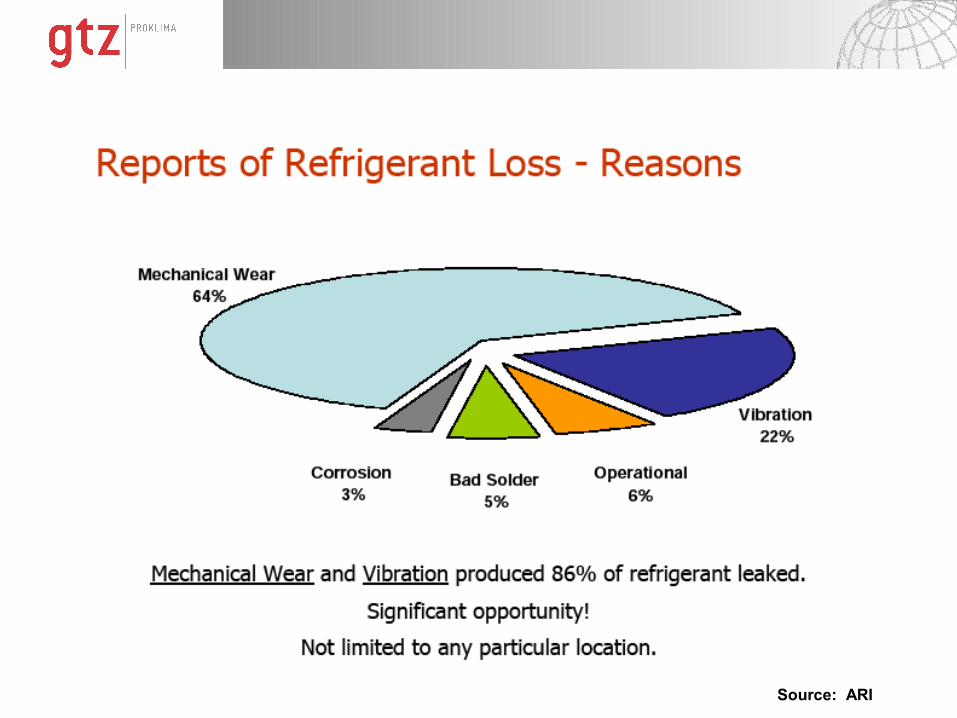
Page 13Source: ARI
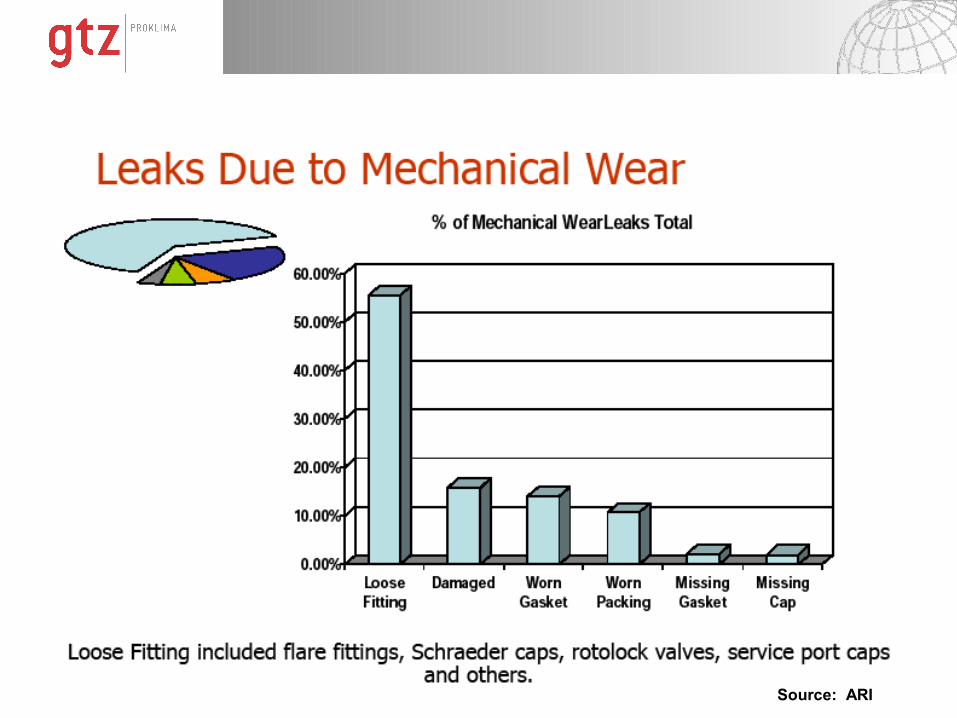
Page 14Source: ARI
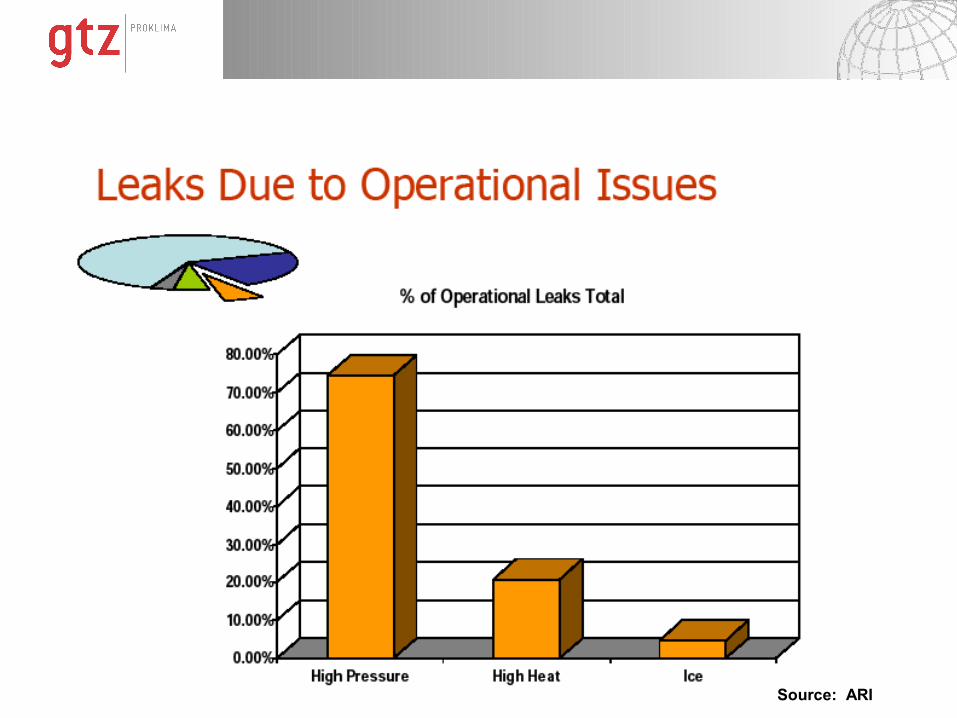
Page 15Source: ARI
Page 16
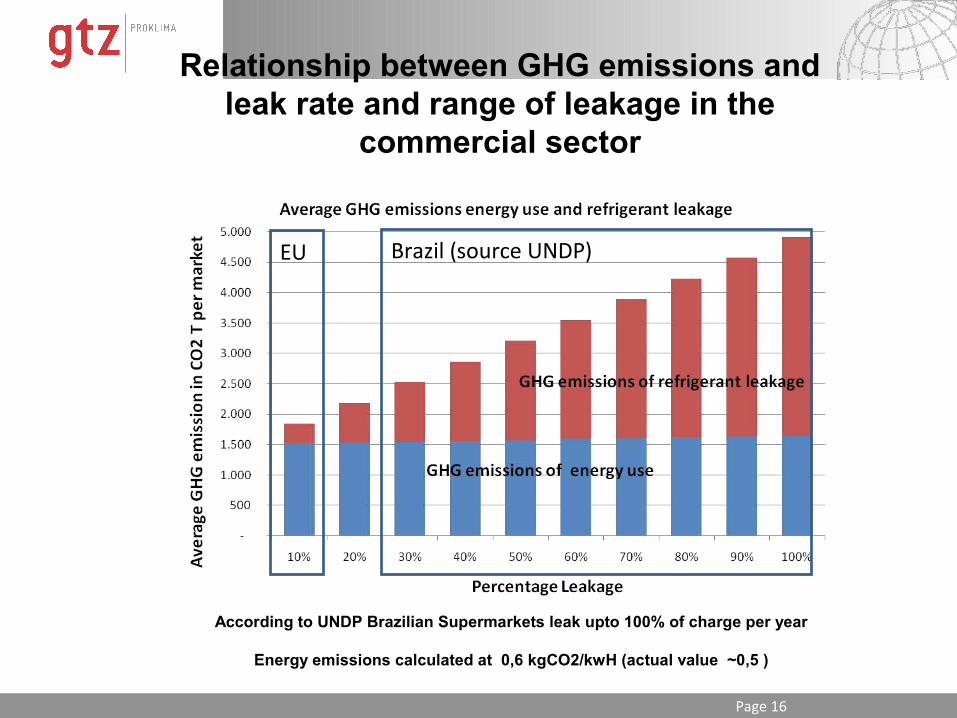
Relationship between GHG emissions and leak rate and range of leakage in the
commercial sector
According to UNDP Brazilian Supermarkets leak upto 100% of charge per year
Energy emissions calculated at 0,6 kgCO2/kwH (actual value ~0,5 )
EU Brazil (source UNDP)
Page 17
New challenges and obstacles
• Modification of existing systems to improve tightness• Design or re-design of existing or new refrigeration
systems• Installation practices• Use of new tools• Identification of HCFCs and of HCFC replacements in
form of HFC mixtures in various forms.• Safety matters using natural refrigerants as direct HCFC
replacement• Best practices for low emission service,
maintenance, containment of HCFC and alternatives
Page 18Page 18
• secure refrigerant containment,• documented leak inspection regimes, • record keeping, • auditable refrigerant recovery, • skills training and safe refrigerant handling • certification of the service and maintenance company and its employees.
Example: Elements for control of refrigerant emissions in the commercial sector
Page 19Page 19
a. Registered as carriers of hazardous waste;b. Possess recognized certification competency to handle
refrigerants;c. Conform with all current legal requirements;d. Operate auditable procedures for the proper control of
refrigerants;e. Use purpose designed refrigerant recovery equipment;f. Can account for all refrigerant used and recovered;g. Are environmentally aware and perform refrigerant
transactions with minimum emissions .
Registration and Certification of servicing enterprises
Page 20
Conclusion:Reduce HCFC demand in the servicing sector step by step
• Start with training and certification in best practice and leak safe containment
• Establish necessary framework for registration, certification and regulatory control
• Investigate pilot activities for drop in, retrofit and replacement
• Adapt extension based on these experiences and provide advise for investors
Page 21Page 21
Outlook Brazil
HPMP – Overall Arching Strategy
Components and Activities
Page 22Page 22
- Assess Need and develop educational and training concepts and contents for the servicing sector for HCFC conserving practices during installation, maintenance, R&Rcontainment, transport and operation (best practice).
- Identification of strategic partnerships for technician training and awareness building, targeting independent and company employed service mechanics.
- Study and develop capacity building activities for facility management, business guidance and roll out strategies for better cold chain management throughout the commercial sector, look into possibilities for end user incentives
Key Aspects in the preparation ofan overarching strategy

Page 23Page 23
- Identify technical options and demonstrate alternatives and retrofit activities and best practice among stakeholders in the commercial and industrial sector Establish capacities and supply structures for drop in and retrofit technologies and methods
- Study needs to enhance and facilitate sector cooperation among stakeholders in order to implement certification, quality assurance and regulatory processes
- Develop strategies to realize cost effective cross sectoral benefits such as energy efficiency gains and the application of related financial or trade mechanisms.
Page 24
Partners and Outreach
• Continue to include nationally leading institutions : – Vocational training – SME promotion– Association – Industry– Certification/ Quality assurance provider– others
• Apply decentral approach – Use mobile training units and on-site/inhouse
opportunities – Adapt to business clusters

Page 25
Materials to be developed • Posters: Safety, Recovery, Gases, Leakage Testing• Handbook on Best Practice emphasizing on
commercial equipment (Abrava, Senai)• Handout on Safety issues• Amend R&R handouts available in Brazil• Develop label for certified servicing
Page 26Page 26
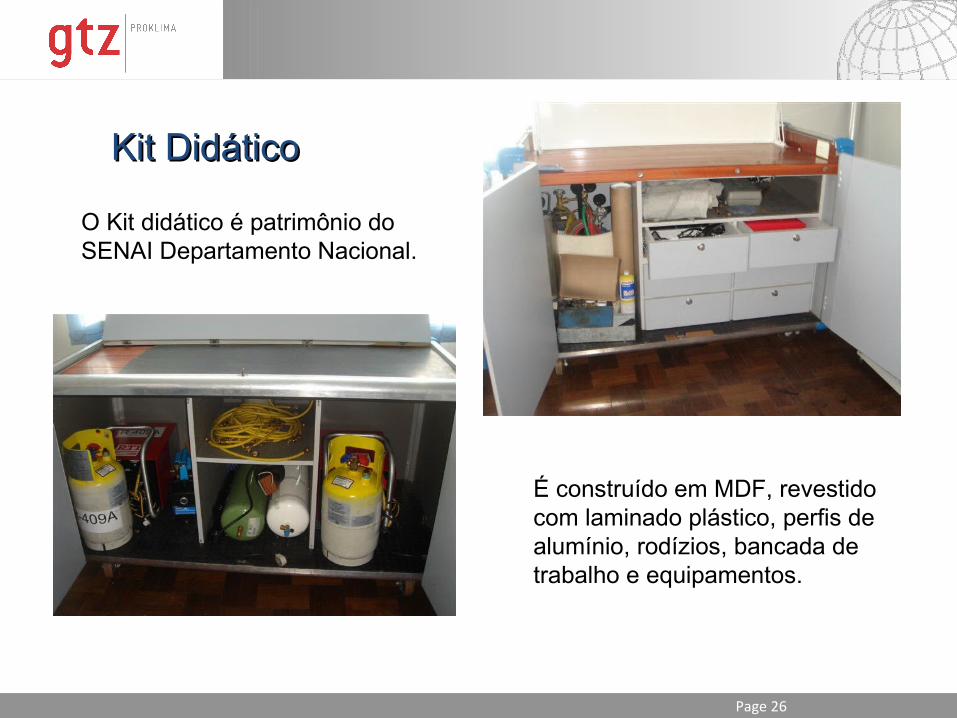
Kit DidáticoKit Didático
É construído em MDF, revestido com laminado plástico, perfis de alumínio, rodízios, bancada de trabalho e equipamentos.
O Kit didático é patrimônio do SENAI Departamento Nacional.
Page 27Page 27
Outlook
HPMP – HCFC 142b useSector Background & Strategy Preparation

Page 28
Example: XPS ProductionXPS is produced by means of extruder in single (small output) or Tandem
configuration, whereby:- A primary extruder provides the mixing of the GPPS with the BLA (single
or twin screw)- A secondary extruder cools down the melt before release through the
Die (single screw)
March 2009
Page 29Page 29
- Inventories of existing enterprises, their production lines and practices in 142b consumption.- Development of educational activities in the XPS Sector for using Non-HCFC blowing agents.- Development of concepts for retrofit and replacement of HCFC using foaming equipment at various level use.- Demonstrate possible new formulations on Non-HCFC blowing agents and prioritizing the use of low GWP blowing agents.-Establish national expert network and capacities for retrofit and available technologies and methods.- Further enhance sector cooperation among stakeholders for standardization and regulatory processes.
Preparational Activities
Page 30
XPS (blowing agents)
• For the production of XPS a blowing agent is required in order to produce a polystyrene foam with typical density range ≈ 30-35 kg/m3 or vacuum technology is used (high investment)
• During the foaming process often > 90% of the blowing agent is emitted into the environment & lost!
March 2009
Page 31
XPS (blowing agents)Typical blowing agents used are:
Common used Art.5 Used in Europe/US
(HCFC banned since 2002 – HFC 2010 ?)
HCFC’s• HCFC 22• HCFC 142 b• HCFC 22/142 b
HFC’s• HFC 134 a
March 2009
HFC’sHFC 134 a / 152a blendsHFC 152a + aceton
HC’s (flammable)• Isobutane• GPL (mixture of isobutene+Propane+isobutene)
CO2
• CO2 + organic solvents e.g. ethanol, DME
• 100% CO2 (Patented)
Other•Vacuum technology (Patented)•HBA-1 (still experimental)
Page 32
Choice of a blowing agent
• The choice of a blowing agent is a question of costs and GWP• Changes to the nucleant and process aids can be applicable
as well as GPPS grade but the impact is far less as they compose the final product
• HCFC will be phased out but there is direct alternative • HFCs are expensive and when converting existing equipment
investments are required• CO2 is the cheapest and most environmental friendly
alternative but higher equipement investments are needed• Based on a 500 kg/hr machine the following table shows the
blowing agent consumption per year:
March 2009
Page 33
Input required for Trade-off
• Description of the machinery used for consideration of changes required
• Production data, total production and split according to panel thickness
• BL used at the moment , % according to thicknes and costs per kg
• Formulation• Factory layout• Costs on the local market of the different blowing
agents
March 2009
Page 34
Remarks
Machinery life time is often 10 years or more but raw material costs are a direct
cost borne every day.
Keep in mind that the phase out of GWP substances goes faster then anyone
expected so chosing HFC could mean an additional conversion shortly.
March 2009
Page 35
GTZ-ProklimaDag-Hammarskjöld-Weg 1-5P.O.Box 518065760 Eschborn, GermanyTel: ++49-6196-791968Fax:++49-6196-796318Email: [email protected]://www.gtz.de/proklima
Obrigada por sua AtençãoThank you for your attention