processo ferramentais resultados de fundiÇÃo ... · automotiva principalmente. em março, ... de...
TRANSCRIPT

ano
xvi
i | a
bril
de 2
014
| edi
ção
167
| ww
w.a
bifa
.org
.br
FERRAMENTAIS DIMENSIONALMENTE
CORRETOS SEM TRY-OUT
PROCESSODE FUNDIÇÃO
RESULTADOSDA APLICAÇÃO


3
| mai
o 2
014
EDITORIAL
política começou a fazer suas vítimas também na indústria de Fundição brasileira, conforme o cenário de degradação da produção nacional em benefício cada vez maior da importação e somada ao declínio da demanda
automotiva principalmente.em março, fomos recebidos no mDiC
pelo excelentíssimo Sr. ministro mauro Borges, clamando por medidas emer-genciais de Defesa Comercial, apon-tando a queda da participação no PiB da indústria de Transformação, ora ao redor de 10%; a explosão do volume de importações de peças e conjuntos fundidos e finalmente reiterando uma reunião com a Presidente Dilma Rous-seff a respeito da isonomia dos setores produtivos.
mais uma vez recebemos sinal verde, dependendo apenas de agendas, e assim continuamos esperando desde que o mesmo pleito e concordâncias aconteceram com o ministro do Trabalho e emprego, excelentíssimo Sr. manoel Dias com o qual fomos conversar a respeito dos estragos da nR12 em nossas indústrias, e com excelentíssimo Sr. ministro da Fazenda, Guido mantega, pleiteando medidas emergenciais de estímulo ao Conteúdo nacional.
não há necessidade de apontar números e estatísticas, porque os elementos visuais de redução da produção são cada vez mais evidentes. Certamente as consequências funestas desta desatenção aos pleitos de quem produz já se manifestam através da redução da arrecadação Tributária, da Redução do emprego e Falta de investimentos; logo os balanços mostrarão o resto.
Parece assim que o Governo ainda não se deu conta que agora estamos no mesmo barco e que urge reparar os danos do descaso para não correr o risco de afundarmos juntos.
Urge colocar em prática, a qualquer custo, o Projeto de DeFeSa ComeRCiaL que a aBiFa, aBimaQ, SinDiPeÇaS e mais 20 associações de Classe estão pedindo há mais de ano e até que não se tomem medidas estruturais, já manifestadas, para reativação sistêmica da economia como um todo e não apenas do setor automotivo.
a aBiFa está empenhada em acompanhar de perto a importação de fundidos, que hoje beira os dois milhões de t./ano, nas suas diversas formas e fontes, e neste editorial apontaremos apenas as inerentes ao setor de Ferramentaria, continuando no futuro com outros nCms.
nas próximas edições, publicaremos uma pesquisa completa de importação deste produto, nCm 8207.30.00; pelo setor automotivo apesar deste estar contemplado no inovar-auto, dentro do benefício de “Conteúdo nacional”.
enquanto isso, a cadeia produtiva da Ferramentaria brasileira atravessava as maiores dificuldades pela total falta de demanda comercial.
no período de março 2013 a fevereiro 2014 o Brasil importou simplesmente 17.822 t. de “Ferramentas de embutir, estampar e Puncionar de metais comuns”. Se somarmos mais os moldes de Borracha e Plásticos por injeção este valor pula para 27.153 t.
A China, Japão e Coreia do Sul aparecem como os primeiros exportadores e as montadoras japonesas no Brasil as importadoras campeãs.
em milhões de dólares temos de novo os três países res-pectivamente com China 43,7 milhões, Japão 81,1 milhões e Coreia com 38 milhões. Toda a produção nacional no período
não passou de 22.6 milhões de dólares.agora vejam os preços médios: China 7.9 US$/kg; Japão 16.8 US$/kg; Coreia 9.2US$/kg. o Brasil varia
entre 11 e 19 US$/kg, considerando-se a mesma incidência tributária.
apenas com estes dados parciais pode-ríamos discorrer horas e poucas respos-tas plausíveis, encontraríamos aos nossos questionamentos. assim aguardamos ansio-samente, há mais de dois anos, que sejam definidas as regras da Rastreabilidade do
inovar-auto para podermos acompanhar to-das as suas etapas e fazer assim valer apenas
o espírito da lei, sem questionamentos. mudando de assunto gostaria de agradecer a
expressiva participação, cada vez maior, dos associados em nossa entidade aBiFa/SiFeSP, especialmente nas
Reuniões Plenárias e nas Comissões. neste mês podemos destacar na Plenária do dia 23/04, a presença da economista Fabiana D’atri, coordenadora de estudos e Pesquisas econômicas do Banco Bradesco, que proferiu palestra “Cenário econômico 2014-2015, desafios e oportunidades”, visando trazer subsídios para nossos associados. nas Comissões destacamos o ix enFoCaL / aBiFa – encontro de Fornecedores e Consumidores de alumínio, promovido pela Comissão de alumínio da entidade.
Finalizando não podíamos deixar de mencionar a continuidade das gestões institucionais e com o Governo a respeito da nR 12 para preservação racional da saúde do trabalhador e mencionar também o grupo de estudos técnicos que a aBiFa instituiu e já em fase final, para análise da fatídica nR 15.
Recomendo a todos os associados o engajamento nestas questões considerando-se a gravidade do assunto.
Finalmente, nunca é demais lembrar os nossos últimos preparativos para o lançamento do ConaF/FenaF 2015, evento este que acontecerá no expo Center norte, em São Paulo de 28 de setembro a 01 de outubro do próximo ano.
Boa leitura!
Remo De SimonePresidente da aBiFa/SiFeSP
“Não há necessidade de apontar números
e estatísticas porque os elementos visuais de redução
da produção são cada vez mais evidentes.”

4
| mai
o 2
014
SUMÁRIO
Editorial
Notas e Informações
Gestão EmpresarialDe Amigo para AmigoCompetitividadeQualidadeResponsabilidade SocialRecursos Humanos
EntretenimentoCultura
EventosPlenária MarçoPalestra Mário Bernardini
Perfil do AssociadoMetalimpex
Regionais da ABIFAMinas GeraisRio Grande do Sul
03
10
1822242628
30
3234
38
4041
Edição 167Abril de 2014


6
| mai
o 2
014
SUMÁRIO
Comunicados ABIFA/SIFESP
Apex-Brasil Entrevista com Roberto Del Papa da FrumWorkshop de Integração e Planejamento Apex-Brasil
TécnicosABNT/CB-59Cadernos Técnicos
AgendaEventosCursosComissões
Índices SetoriaisÍndicesMercado
Lista Anunciantes
46
4850
5255
747475
7678
80


8
| mai
o 2
014
EXPEDIENTE
Diretor da Revista
Coordenação Geral
Diretora de Arte
Assistente de Arte
Assistente de Comunicação
Coordenador Técnico
Tradução
Colaboradores
Capa
Fotos e Imagens
Publicidade
Gerência Comercial
Representantes
Regional Minas Gerais
RegionalParaná / Sta. Catarina
Regional Rio Grande do Sul
Conselho Editorial
REVISTA DA ABIFA
valdir Santoro
Jurandir Sanches CarmeliomTB - 63.420
Thais moro
Bruno Henrique nunesGabriela maciel
Cristina marques de Brito
Weber Büll [email protected]
Roberto SeabraTranxlate
amanda Bonielisa FukagawaLeidiane FonsecaLylian Fernanda CamargoPatrícia Queiroz Thaís oliveira
Jurandir Sanches Carmelio(criação) Thais moro(desenvolvimento)
Cristina marques de Britonilson velosoStockschng (banco de imagens)
[email protected].: (11) 3549-3344Fax: (11) 3549-3355
eduardo [email protected]
São PauloDorival Pompê[email protected] Tel: (11) 98135-9962
Paulo J. F. [email protected].: (11) 98273-8789
Rita [email protected] Tel: (11) 98491-0049
Walter [email protected],brTel.: (11) 98817-6996
Samuel Gomes [email protected].: (37) 3249-1788 (37) 9121-0336
Rangel Carlos [email protected].: (47) 3028-2964Joinville -SC
Grasiele [email protected].: (51) 3590-7738São Leopoldo-RS
adalberto B. S. Santos, aldo Freschet,amandio Pires, antônio Diogo F. Pinto,augusto Koch Junior, ayrton Filleti,Ênio Heinen, Fernando Lee Tavares,Hugo Berti, Jefferson Pinto villafort,Ricardo Fuoco, Weber Büll Gutierres eWilson Guesser.
av. Paulista, 1.274 – 20ºe 21º andarCeP 01310-925Tel.: (55 11) 3549-3344 Fax: (55 11) 3549-3355 [email protected]
av. aluísio Pires Condeixa, 2.5502º andar - SaguaçuCeP 89221-750 – Joinville – SCTel./Fax: (55 47) [email protected]
Rua Capitão vicente, 129 – 3o andared. CDe – CeP 35680-056itaúna – mGTel.: (55 37) [email protected]
Rua José Bonifácio, 204 sala 03CeP 93010-180 São Leopoldo – RSTel./Fax: (55 51) 3590 - [email protected]
L2 Propaganda, Comunicação e DesignRua João moura, 350 – cj. 2CeP 05412-001 – São Paulo – SPTel.: (55 11) 2528-4951www.L2propaganda.com.br
Gráfica ideal
aCF alfonso Bovero
Giesserei - alemanhaFoundry Trade Journal - inglaterraFoundryman - Índiamoldeo Y Fundicion - méxicoel Fundidor - argentinamodern Casting - eUaFundição - Portugal
[email protected]@[email protected]@[email protected]@[email protected]@[email protected]
8 mil exemplaresPapel Couché Fosco 90gPapel Couché Fosco 170g
WFo - World Foundry organization
ASSOCIAÇÃO BRASILEIRA DE FUNDIÇÃO
ABIFA
Regional Paraná /Santa Catarina
Regional Minas Gerais
Regional Rio Grande do Sul
Arte e Produção
Impressão
Distribuição
Parceria – Intercâmbio
Fale ConoscoEstatísticoFinanceiroImprensa
PublicidadeRecursos HumanosRelações Sindicais
RevistaSecretário Executivo
Técnico
TiragemMioloCapa
Filiada a
• Anuário - Guia de Fundições• Revista da ABIFA • Dicionário de Fundição e Tratamento Térmico (Português - Inglês)• Dicionário de Usinagem e Tratamento Térmico (Português - Inglês)• Dicionário de Fundição Português-Alemão• Coletânea de Trabalhos Técnicos 2014
Publicações
a Revista da aBiFa é uma publicação mensal da aBiFa – associação Brasileira de Fundição – dirigida à toda cadeia produtiva do setor, às indústrias de fundição, seus fornecedores de produtos, serviços e clientes.os artigos assinados são de respon sabilidade de seus autores e não necessariamente refletem as opiniões da revista. não é permitida a reprodução total ou parcial das matérias sem expressa autorização da aBiFa.


10
| mai
o 2
014
NOTAS E INFORMAÇÕES
IPEA INFORMA QUE CRESCIMENTO DO PIB SEGUE MODERADO NESTE ANO
a reversão desse quadro passa pelo aumento dos investimentos, analisam os economistas do instituto de Pesquisa econômica aplicada.
o menor volume de investimentos e o ritmo moderado de consumo das famílias levam o instituto de Pesquisa econômica aplicada (ipea) a apontar, na Carta de Conjuntura divulgada no dia 26/03, no Rio de Janeiro, que a economia deve manter crescimento contido nos próximos meses.
“o mais provável é que não haja grandes alterações no quadro econômico, ao longo de 2014, seja para melhor ou para pior. o crescimento do Produto interno Bruto (PiB, soma das riquezas produzidas no país) permanecerá moderado e ainda sujeito a alguma volatilidade; a inflação se manterá em patamar mais próximo do teto da meta de inflação [de 6,5%] do que do centro [4,5%], mas sem grandes riscos de aceleração, tendo em vista, inclusive, os efeitos defasados do atual ciclo de aperto da política monetária; e as contas externas permanecerão sob controle, ainda que haja aumento do déficit em transações correntes”, diz o documento.
a reversão desse quadro passa pelo aumento dos investimentos, analisam os economistas do ipea. a recuperação recente da Formação Bruta de Capital Fixo (FBCF) é vista como muito positiva pelo instituto, cujos técnicos observam, entretanto, a necessidade de se garantir que “a expansão do investimento seja um fenômeno mais generalizado e sustentável, e não tenha caráter pontual e volátil”.
Para melhorar o ritmo de crescimento, a expansão dos investimentos deve ocorrer não somente na produção, mas também na infraestrutura, aponta o ipea.
Segundo o instituto, “isso justifica a ênfase da política governamental no programa de concessões e na provisão de condições favoráveis de financiamento do investimento, associado a um esforço de expansão dos investimentos públicos, em que pese as restrições fiscais”.
a tendência, segundo disse o coordenador do Grupo de estudos de Conjuntura (Gecon) do ipea, Fernando Ribeiro, na divulgação da Carta de Conjuntura, é que o PiB crescerá este ano entre 2% e 2,5%. “essa tendência pode se sustentar, mas vai depender bastante do investimento”, salientou.
em relação ao mercado de trabalho, o ipea sinaliza que “há alguns indícios de que o crescimento moderado da economia brasileira já afeta o ritmo da ocupação no país”.
o documento prevê que a taxa de desemprego permanecerá em níveis baixos, devido ao crescimento mais lento da força de trabalho, “colaborando também para a manutenção de ganhos, ainda que modestos, dos salários reais”.
fonte: exame.com - alana Gandra, da agência Brasil.


12
| mai
o 2
014
NOTAS E INFORMAÇÕES
ATIVIDADE DA INDúSTRIA DE SP TEM CRESCIMENTO zERO EM FEVEREIRO
no acumulado de 12 meses, atividade cresceu 0,4%, aponta Fiesp. Federação estima que indicador encerrará 2014 com queda de 1,6%.
o desempenho da indústria paulista não mostrou vigor em fevereiro, em comparação com janeiro, e ficou estável, segundo dados divulgados na quinta-feira (27) pela Federação das indústrias do estado (Fiesp).
o indicador de nível de atividade (ina) do setor manufatureiro ficou em 0% no mês. em janeiro, a indústria paulista tinha registrado alta de 2% da atividade em janeiro.
Segundo a Fiesp, “o número inexpressivo de fevereiro sugere o retorno da indústria à rota de baixo crescimento”.
o nível de Utilização da Capacidade instalada fechou fevereiro praticamente estável a 81,3%, contra 81,2% em janeiro, com ajuste sazonal.
o setor de artigos de Borracha e Plástico se destacou entre os desempenhos positivos com taxa de 0,3% no mês. Por outro lado, a indústria de móveis foi destaque das baixas com variação negativa de 2,4%, com ajuste sazonal.
fonte: Portal G1.
o segmento de metalurgia Básica encerrou fevereiro com baixa performance de 0,7%.
PREVISõES PARA 2014no acumulado de 12 meses, a atividade industrial
paulista cresceu 0,4%, sem ajuste sazonal. Já no ano, o desempenho do setor manufatureiro caiu 5,3% em relação ao mesmo período do ano anterior. na comparação com fevereiro do ano passado, o ina apresentou queda de 2,8%.
a federação estima que o indicador deve encerrar 2014 com queda de 1,6%.
a Fiesp revisou sua projeção de crescimento do Produto interno Bruto (PiB) de 2% para 1,4%. Já o prognóstico para o PiB da indústria de transformação é de queda de 0,8% em 2014.
o presidente da aBiFa, Remo De Simone, realizou um encontro (12/03) com a associada Rhodia, na sede da aBiFa, em São Paulo.
empresa do grupo Solvay, uma companhia industrial internacional que oferece uma ampla gama de produtos e soluções. Com 14.250 empregados e vendas de 5.17 bilhões em 2011, a Rhodia é líder mundial no desenvolvimento e produção de especialidades químicas. Fornecem produtos de valor agregado e soluções de alto desempenho para mercados diversificados, incluindo automotivo, eletrônico, aromas e fragrâncias, saúde, cuidados pessoais e domiciliares, bens de consumo e indústria, por meio de 11
GBU’s (Unidades Globais de negócios).o motivo deste encontro foi buscar o entendimento do
aumento no preço da resina, por conta do fenol no mercado interno e entender a política de preços da Rhodia. nesta reunião estiveram presentes: agnaldo Lacerda Coelho (Rhodia), Celso Bellotto (Fundição Regali), Cristina marques (aBiFa), Daniela manique (Rhodia), Heitor Tomiyasu (Fagor ederlan), Jurandir Sanches Carmelio (aBiFa), Luis a. Bertezini (Tupy), Luiz Carlos Koch (Lepe), marcelo vieira (Rhodia), Remo De Simone (aBiFa/itafunge), Roberto João de Deus (aBiFa), Rogério Fidalgo (Tupy) e viler Janeiro (Rhodia).
viler Janeiro, diretor de negócios da Rhodia, fez apresentação do grupo Solvay, sobre o Fenol e a matéria-prima básica que é o benzeno de origem nacional da Braskem. Lembrando que dentro das vendas do fenol, a fundição representa 30% do mercado.
Segundo representantes da Rhodia, os motivos do aumento do fenol no mercado internacional são diversos, entre eles o inverno, que impossibilita o transporte nos eUa, declara Daniela manique, diretora de compras de Fenol & Solventes.
Quanto à política de preços foram transparentes em dizer que pagam o benzeno em US$ (Petrobras) e seguem a cotação de preços internacionais.
ABIFA REALIzA ENCONTRO COM A ASSOCIADA RhODIA


14
| mai
o 2
014
NOTAS E INFORMAÇÕES
SOFTwARE
os softwares da Finite Solutions permitem visualizar no computador, como a peça vai solidificar e se o projeto de alimentação vai produzir peças sem defeitos de solidificação. o SoLiDCast é o único software disponível, com o ajudante de dimensionamento do sistema de alimentação e posicionamento de massalotes (se necessários). o FLoWCast permite a visualização do enchimento do molde e as tendências de formação de defeitos causados
por erosão por velocidades excessivas. o oPTiCast , único disponível, permite de maneira automática (sem influência do operador) otimizar o sistema de alimentação para um rendimento máximo. os softwares da Finite Solutions são fornecidos como licença de local, o que significa instalação em quantos computadores seja necessário, na mesma licença. as taxas de suporte e atualizações, após o primeiro ano, são as menores do mercado.
AMSEL REPRESENTAÇõES LTDA
REUNIÃO SOBRE NR 12 E NR 15 - ANExO Nº 3
É POSSíVEL VISUALIzAR PEÇAS NO COMPUTADOR...
no último dia 25 de março, às 13h30, foi realizada uma Reunião sobre as normas Regulamentadoras, nR 12 e o anexo iii da nR 15, na sede da aBiFa em São Paulo.
o objetivo da associação Brasileira de Fundição (aBiFa) é formar um Grupo de Trabalho de início e, em seguida torná-lo uma Comissão permanente sobre normas Regulamentadoras, pois com certeza este é um problema que se agravará cada vez mais, segundo o presidente da entidade, Remo De Simone.
neste encontro foi dado continuidade ao assunto em referência as nR’s e convidamos alguns técnicos em segurança do trabalho, advogados e empresários, para tratar a situação em grupo numa primeira reunião com a
seguinte pauta:Foram informados aos interessados os posicionamentos
e possíveis ações para com relação a nR 12. e uma análise e discussão do anexo de número iii da nR 15, que se trata especificamente sobre o calor.
Sobre o anexo iii foi solicitado uma análise prévia, para uma identificação inicial dos problemas que serão, discutidos na CnTT. o próximo encontro ficou agendado para o dia 03 de abril, às 14h00, na sede da entidade. Para análise e consolidação das propostas dos participantes sobre a revisão do anexo iii da nR 15, específicas para o segmento de fundição. estas propostas serão encaminhadas posteriormente à FieSP.


16
| mai
o 2
014
NOTAS E INFORMAÇÕES
no primeiro encontro do ano da Comissão de aço (dia 26/03), em Piracicaba foi realizada uma palestra sobre a indústria ferroviária e suas perspectivas em 2014, pelo presidente da aBiFeR, vicente abate.
nesta ocasião abate começou apresentando a associação Brasileira da indústria Ferroviária sua missão. inclusive, mencionou alguns associados que as duas entidades tinham em comum, como: amstedmaxion, Cruzaço, Granaço, mic, Randon, voith, WHB, Winco e Usiminas.
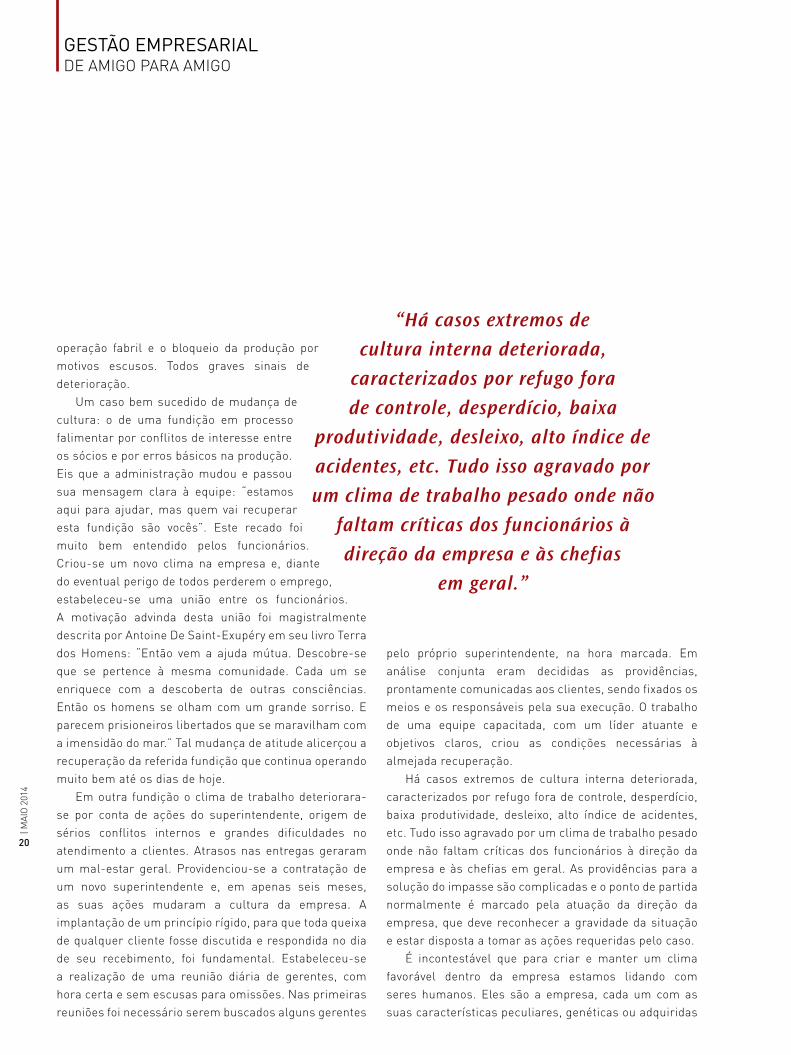
INVESTIMENTOSo presidente da aBiFeR mostrou o quanto foi e está
sendo investido na indústria ferroviária, desde 2003 até 2016. ampliação e modernização das instalações fabris existentes, novas fábricas, aplicação de novas tecnologias e treinamento de mão de obra. até 2013 foi investido R$ 1.5 bilhão (período 2003 a 2013) e a previsão de investimento é de R$ 360 milhões (período 2014 a 2016).
PRESIDENTE DA ABIFER REALIzAPALESTRA NA COMISSÃO DE AÇO DA ABIFA
2006 20142013 201220112010200920082007 (P)
14 60 837011368223030
Fonte: ABIFER
LOCOMOTIVAS PRODUÇÃO BRASILEIRA
2006 20142013201220112010200920082007 (P)
3.668 3.000/3.500 2.2802.9185.6163.2611.0225.1181.327
Fonte: ABIFER
VAGÕES DE CARGA PRODUÇÃO BRASILEIRA
17
| mai
o 2
014
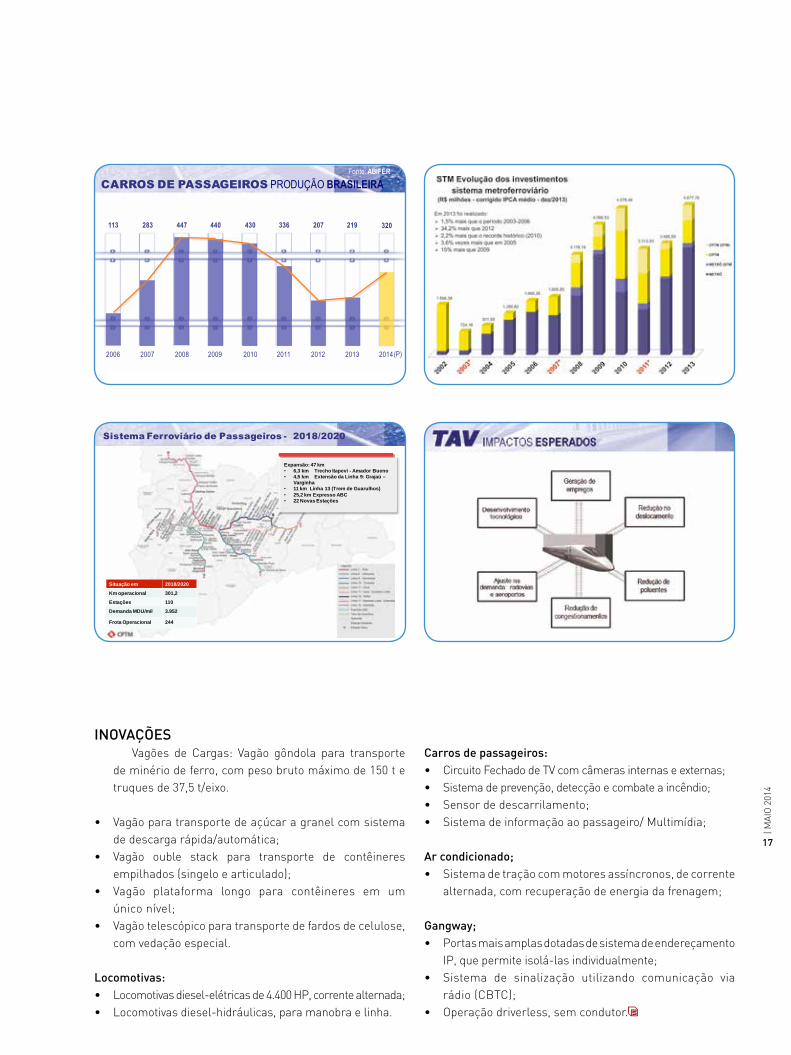
INOVAÇõESvagões de Cargas: vagão gôndola para transporte
de minério de ferro, com peso bruto máximo de 150 t e truques de 37,5 t/eixo.
• Vagão para transporte de açúcar a granel com sistema de descarga rápida/automática;
• Vagão ouble stack para transporte de contêineres empilhados (singelo e articulado);
• Vagão plataforma longo para contêineres em um único nível;
• Vagão telescópico para transporte de fardos de celulose, com vedação especial.
Locomotivas:• Locomotivas diesel-elétricas de 4.400 HP, corrente alternada;• Locomotivas diesel-hidráulicas, para manobra e linha.
Carros de passageiros:• Circuito Fechado de TV com câmeras internas e externas;• Sistema de prevenção, detecção e combate a incêndio;• Sensor de descarrilamento;• Sistema de informação ao passageiro/ Multimídia;
Ar condicionado; • Sistema de tração com motores assíncronos, de corrente
alternada, com recuperação de energia da frenagem;
Gangway; • Portas mais amplas dotadas de sistema de endereçamento
iP, que permite isolá-las individualmente; • Sistema de sinalização utilizando comunicação via
rádio (CBTC);• Operação driverless, sem condutor.
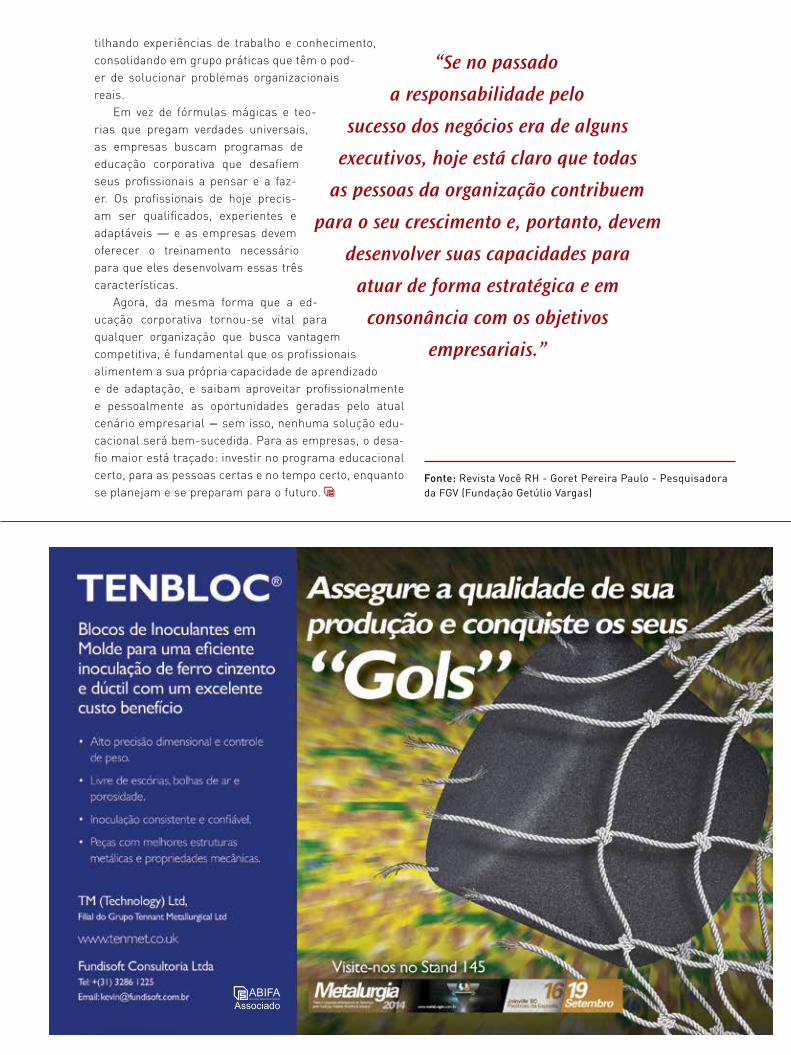
Situação em 2018/2020
Km operacional 301,2
Estações 110
Demanda MDU/mil 3.952
Frota Operacional 244
Sistema Ferroviário de Passageiros - 2018/2020
Expansão: 47 km• 6,3 km Trecho Itapevi - Amador Bueno • 4,5 km Extensão da Linha 9: Grajaú –
Varginha • 11 km Linha 13 (Trem de Guarulhos)• 25,2 km Expresso ABC• 22 Novas Estações
2006 20142013201220112010200920082007 (P)
113 320219207336430440447283
Fonte: ABIFER
CARROS DE PASSAGEIROS PRODUÇÃO BRASILEIRA

18
| mai
o 2
014
GESTÃO EMPRESARIAL De amiGo PaRa amiGo
CULTURA COMO ALICERCE DA EMPRESA
Amensagem pessoal enviada, em 04/02/2014, por Satya nadella a cada um dos milhares de funcionários, por ocasião de sua posse como novo Ceo
da microsoft, mostra claramente onde começa o sucesso da empresa: no chefe. Humildemente inicia ele a sua apresentação, como funcionário da empresa há 22 anos. mostra que é um deles e, de uma forma sutil, sugere que a cada funcionário é dada a oportunidade de progredir. a expectativa gerada é uma forma fantástica de motivação.
ao longo da mensagem ele destaca as suas crenças, as oportunidades a serem buscadas e os valores básicos da empresa. mostra ainda a característica fundamental da cultura microsoft: “de uma maneira singular, conferir força às pessoas para fazerem melhor”. Finalmente, ele convoca todos a participarem, encontrando significado no seu trabalho, colaborando para mudar o mundo com os recursos oferecidos, o seu talento e perseverança.
o acima exposto nos leva a lembrar o que ocorre em nossas empresas. entre nós há exemplos de fundições, cujo sucesso se deve às bases culturais lançadas em

19
| mai
o 2
014
“...a comunicação falha
pode ser um dos grandes problemas
das empresas. A situação hoje não está
melhor do que no passado, mesmo com os
modernos meios disponíveis. Não basta
fixarem-se valores e diretrizes a serem
cumpridas pelos funcionários.”
passado remoto e conservadas pelas novas gerações. É o caso de mencionar-se a Tupy, hoje uma das maiores fundições do mundo, graças aos alicerces culturais, lançados por seus fundadores e polidos pela geração seguinte. Como testemunhos vivenciais desta cultura podem ser citados: a busca da garantia de qualidade superior dos produtos fabricados; o desafio de ser o melhor no seu setor; a presença regular do presidente da empresa o qual, em suas visitas semanais às unidades fabris, fazia questão de visitar a fábrica e trocar algumas palavras, mesmo com o funcionário mais humilde. era Dieter Schmidt este chefe, secundado por Raul Schmidt, diretor industrial dedicado, responsável por comandar a implantação das ideias, mantendo a filosofia da empresa. o suporte técnico necessário ao sucesso baseou-se na contratação de pessoas qualificadas e no patrocínio da formação de engenheiros em escolas superiores que só existiam em cidades distantes da sede da empresa. outro alicerce desta filosofia foi a criação de uma escola Técnica integrada à fábrica, nos moldes do que fora visto na empresa suíça, Georg Fischer aG e com a posterior assistência de estabelecimento semelhante, de Duisburg na alemanha. este exemplo, sem paralelo no Brasil, gerou um efeito multiplicador enorme e contribuiu decisivamente para que Joinville se tornasse um polo industrial ímpar. Foi dado o devido valor ao conhecimento e os frutos estão sendo colhidos até hoje.
É de referir-se um registro oposto: o de um presidente que aparecia na fundição apenas esporadicamente, em especial para fazer cobranças ou críticas. Para demonstrar a insatisfação de uma forma divertida, ele recebeu como presente um telefone fundido, ao participar de uma festa na empresa.
esses episódios mostram como a comunicação falha pode ser um dos grandes problemas das empresas. a situação hoje não está melhor do que no passado, mesmo com os modernos meios disponíveis. não basta fixar valores e diretrizes a serem cumpridas pelos funcionários. É preciso que o todo seja compreendido pelos chefes intermediários a quem cabe questionar, transmitir e exigir o cumprimento das normas
propostas. Todos deverão estar conscientes de que, como dizia um cartaz em fundição uma americana: “é melhor fazer bem feito ao invés de explicar porque fez errado.” a melhor maneira de passar uma informação decorre do contato pessoal, quando se tem o auxílio da postura de quem comunica e é dada a oportunidade de questionar a quem recebe a informação. isso pode ser feito em uma reunião ou de indivíduo a indivíduo. em uma comunicação a mensagem precisa ser entendida corretamente, isso faz parte do processo. Comparada com avisos impressos, cartazes e jornais da empresa, a comunicação face a face é bem mais eficaz. ela usa os mesmos meios da “Rádio Peão”, que usualmente funciona nas empresas onde a comunicação deixa a desejar.
Concluindo: a empresa funcionará alicerçada em sua cultura, determinada pela Direção e transmitida a todos os funcionários. Tal cultura varia de empresa para empresa, inexistem duas iguais. Há extremos, desde o exemplo acima até o caso “deixa estar pra ver como fica”. Uma vez deteriorada, pode ser extremamente difícil obter conserto. a mudança exige uma nova postura de pessoas, cujas atitudes às vezes são obstinadas. De positivo cabe o registro de que é normal uma grande parte das pessoas envolvidas reconhecerem a ocorrência de algo errado e surgirem ideias do que é necessário fazer para um acerto. os interesses pessoais podem vir a ser a dificuldade maior para implantar mudanças. exemplos disso são a existência de chacrinhas independentes dentro da fundição, a forma ditatorial de conduzir a
20
| mai
o 2
014
GESTÃO EMPRESARIAL De amiGo PaRa amiGo
operação fabril e o bloqueio da produção por motivos escusos. Todos graves sinais de deterioração.
Um caso bem sucedido de mudança de cultura: o de uma fundição em processo falimentar por conflitos de interesse entre os sócios e por erros básicos na produção. eis que a administração mudou e passou sua mensagem clara à equipe: “estamos aqui para ajudar, mas quem vai recuperar esta fundição são vocês”. este recado foi muito bem entendido pelos funcionários. Criou-se um novo clima na empresa e, diante do eventual perigo de todos perderem o emprego, estabeleceu-se uma união entre os funcionários. a motivação advinda desta união foi magistralmente descrita por antoine De Saint-exupéry em seu livro Terra dos Homens: “então vem a ajuda mútua. Descobre-se que se pertence à mesma comunidade. Cada um se enriquece com a descoberta de outras consciências. então os homens se olham com um grande sorriso. e parecem prisioneiros libertados que se maravilham com a imensidão do mar.” Tal mudança de atitude alicerçou a recuperação da referida fundição que continua operando muito bem até os dias de hoje.
em outra fundição o clima de trabalho deteriorara-se por conta de ações do superintendente, origem de sérios conflitos internos e grandes dificuldades no atendimento a clientes. atrasos nas entregas geraram um mal-estar geral. Providenciou-se a contratação de um novo superintendente e, em apenas seis meses, as suas ações mudaram a cultura da empresa. a implantação de um princípio rígido, para que toda queixa de qualquer cliente fosse discutida e respondida no dia de seu recebimento, foi fundamental. estabeleceu-se a realização de uma reunião diária de gerentes, com hora certa e sem escusas para omissões. nas primeiras reuniões foi necessário serem buscados alguns gerentes
pelo próprio superintendente, na hora marcada. em análise conjunta eram decididas as providências, prontamente comunicadas aos clientes, sendo fixados os meios e os responsáveis pela sua execução. o trabalho de uma equipe capacitada, com um líder atuante e objetivos claros, criou as condições necessárias à almejada recuperação.
Há casos extremos de cultura interna deteriorada, caracterizados por refugo fora de controle, desperdício, baixa produtividade, desleixo, alto índice de acidentes, etc. Tudo isso agravado por um clima de trabalho pesado onde não faltam críticas dos funcionários à direção da empresa e às chefias em geral. as providências para a solução do impasse são complicadas e o ponto de partida normalmente é marcado pela atuação da direção da empresa, que deve reconhecer a gravidade da situação e estar disposta a tomar as ações requeridas pelo caso.
É incontestável que para criar e manter um clima favorável dentro da empresa estamos lidando com seres humanos. eles são a empresa, cada um com as suas características peculiares, genéticas ou adquiridas
“Há casos extremos de
cultura interna deteriorada,
caracterizados por refugo fora
de controle, desperdício, baixa
produtividade, desleixo, alto índice de
acidentes, etc. Tudo isso agravado por
um clima de trabalho pesado onde não
faltam críticas dos funcionários à
direção da empresa e às chefias
em geral.”

Enio heinen é engenheiro metalúrgico for-mado na uFrgs, com curso de especialização em Fundição na rWth de aachen-alemanha, Foi professor de Fundição na uFrgs duran-te 28 anos e de metalurgia Física na eTT - escola Técnica Tupy - Sociesc, trabalhou em diversas fundições brasileiras. atualmente é consultor técnico em Fundição. e-mail: [email protected]
por vivências individuais. nosso sucesso dependerá em primeiro lugar da clara fixação de valores e objetivos a serem atingidos na operação da empresa, que precisam ser transmitidos e compreendidos por todos os funcionários. o mais difícil, entretanto, é motivar cada um deles a cumpri-los e, em assim fazendo, se sentir orgulhoso e realizado por participar da equipe. É importante que haja a impreterível flexibilidade para motivar cada funcionário de acordo com as suas características individuais, mostrando quão importante é a sua atuação no conjunto, dadas as peculiaridades do processo de fundição, em que a falha de um pode colocar em risco o trabalho de toda uma equipe. Deve ser lembrado ainda que lamentavelmente existe a possibilidade de aparecerem elementos interessados em prejudicar a empresa. Sua identificação é importante para poderem ser eliminados da equipe, mesmo sendo protegidos indiretamente pela legislação pátria.
a criação de uma cultura empresarial favorável passa pela motivação de um conjunto de pessoas, trabalhando nas condições adversas de uma fundição.
envolve ainda a criação de um espírito de equipe em que cada membro se sinta conectado ao outro, não só ao trabalho em si. isso exige uma chefia digna desse nome. ela deve ainda sinalizar expectativas de um futuro melhor. envolve também o orgulho por seu trabalho e sentimento de realização com uma tarefa bem feita. Boa sorte, amigo!

22
| mai
o 2
014
GESTÃO EMPRESARIALComPeTiTiviDaDe
COMPETITIVIDADE (IV)
D as três partes nas quais divi-dimos o tema para facilitar a análise, duas delas, isto é, a competitividade sistêmica e a setorial foram objeto de arti-gos anteriores. este vai cuidar
da última delas, ou seja, da competitividade empresarial que é aquela cuja responsabilidade cabe, quase que exclu-sivamente, à própria empresa.
indiscutivelmente, ela é consequência da competência com que cada indústria gerencia sua produção, pois de-pende das virtudes de seus produtos em termos de preço, design, qualidade e inovação.
estes fatores, que definem a competitividade em-presarial, começam a desempenhar seu papel antes da produção propriamente dita, pois o resultado final depende tanto da qualidade da engenharia e do projeto quanto, posteriormente, do controle do processo produ-tivo, onde são importantes a modernidade dos meios de produção e seu layout, bem como a capacidade de seus recursos humanos.
Há que considerar ainda, na competitividade de cada
empresa, ganhos de escala, quando o produto e o mercado os permitem, ou a versatilidade na produção, quando es-tes ganhos não são factíveis, além da excelência da gestão que é, hoje, reconhecidamente, um componente funda-mental para o sucesso de uma empresa.
no Brasil, lamentavelmente as empresas convivem com desvantagens sistêmicas que afetam fatores que, em tese, são de sua responsabilidade. É óbvio, por exemplo, que o custo de treinar seus recursos humanos, desde o pessoal da administração até o de chão de fábrica, é maior do que o custo de nossos concorrentes, pelas conhecidas carências quantitativas e qualitativas de nossa educação.
Um dos indicadores mais usados, quando queremos nos comparar com outros países, é a produtividade do trabalho, entendida como o valor agregado (grosso modo, receita líquida menos insumos) dividida pelo número de funcionários. o resultado não é brilhante para o Brasil, por ser muito inferior aos dos países desenvolvidos, além de ter crescido muito pouco ao longo da última década.
este resultado, que mostra que nossa produtividade é apenas um quarto da dos estados Unidos ou alemanha, num primeiro momento, pode nos levar à conclusão de

23
| mai
o 2
014
que nossos trabalhadores são pouco eficientes e, normal-mente, a causa é atribuída à baixa escolaridade de nossa mão de obra.
É evidente que a disponibilidade de tra-balhadores, com bom nível de educação formal e com treinamento e/ou ex-periência industrial, faz uma considerável diferença nos índices de produtividade, mas o fator educação, isoladamente, explica apenas uma parte desta diferença.
na realidade a maior parte da baixa produtivi-dade é responsabilidade do “entorno” do tra-balhador. Um americano ou um alemão tem, em média, três a quatro vezes mais recursos produtivos a sua disposição do que um bra-sileiro. os recursos produtivos aqui citados não são somente máquinas e equipamentos mas, incluem também o ferra-mental e o software disponível.
Para confirmar, ainda que empiricamente, este fato basta observar, por exemplo, o que ocorre com a produ-tividade de um trabalhador mexicano, cujo nível de produ-tividade é assemelhado ao nosso, quando cruza a fronteira com os estados Unidos. mesmo sem melhorar sua esco-laridade, o valor agregado que ele gera aumenta duas ou três vezes. aliás é o que ocorre em qualquer país quando um trabalhador muda de um setor de baixa produtividade para outro com desempenho melhor.
esta disparidade de recursos, entre os que nós te-mos à disposição em comparação com nossos concor-rentes desenvolvidos, não é casual e sim decorrência de um modelo de desenvolvimento que precisa ser corrigido, se quisermos ser competitivos e para, inclusive, termos condições de nos integrar nas cadeias globais de valor.
ela decorre do elevado custo de capital com o qual a indústria brasileira convive historicamente. este fato faz com que, até hoje, no Brasil, seja mais barato contratar mais operários do que comprar máquinas mais eficien-tes, exatamente ao contrário do que ocorre nos países desenvolvidos. não é a toa que a automação da produção brasileira é relativamente pequena e o uso de robôs indus-triais é apenas incipiente.
Para piorar nossa situação, nos últimos anos, a escas-sez de mão de obra, decorrente de uma taxa de desemprego decrescente, principalmente por motivos estruturais, tem levado a indústria brasileira a perder produtividade, via aumento do custo de mão de obra sem o equivalente au-mento de produção, pois o trabalho deixou de ser um fator de produção barato que “compense” ainda que precaria-
mente o elevado custo do investimento em bens de capital.
ainda que tenhamos separado a competitivi-dade em três áreas para efeito de análise, podem-os observar, na prática,
que é impossível deixar de considerar os efeitos da
competitividade sistêmica sobre as outras e vice-versa.
assim, sem uma política mac-roeconômica favorável à produção,
que nos dê juros baixos (estamos falando de juros de mercado) e câmbio alto, nós temos
pela frente uma luta muito difícil. Por último, mas não menos importante, a qualidade da
gestão da empresa é fundamental para seu desempenho. Basta observar que num mesmo país, quando se analisa a produtividade das empresas de um determinado setor en-contramos diferenças de desempenho que beiram os 40%, entre as empresas com a melhor e a pior produtividade.
Fica claro, assim, que empresas sujeitas às mes-mas condições sistêmicas, ou seja, que convivem no mesmo ambiente em relação a câmbio, juros, impostos e qualidade e custos de mão de obra, podem ter, e na prática têm, desempenhos muito diferentes entre si. Boa parte desta diferença de produtividade é responsabilidade da qualidade da gestão.
no próximo artigo, e último desta série, vamos discor-rer um pouco sobre o que devem fazer as empresas para minimizar tanto as desvantagens sistêmicas, quanto as setoriais e sobre como podemos aumentar a produtividade de cada uma para compensar, ainda que não integral-mente, as demais desvantagens e, assim, poder enfrentar melhor a concorrência de seus pares e, principalmente, dos produtos importados, enquanto o Brasil como um todo não for um pais competitivo.
Mario Bernardini é Engenheiro Metalúrgico, faz parte do Conselho Superior de Economia da FIESP, Assessor Econômico da Presidência e Diretor de Competitividade, Economia e Estatística (DCEE) da ABIMAQ.E-mail: [email protected]
“No Brasil,
lamentavelmente as
empresas convivem com
desvantagens sistêmicas que afetam
fatores que, em tese, são de sua
responsabilidade... Um dos indicadores
mais usados, quando queremos nos
comparar com outros países, é a
produtividade do trabalho,
entendida como o valor
agregado.”

24
| mai
o 2
014
GESTÃO EMPRESARIALQUaLiDaDe
AFINAL, QUAL É A PERGUNTA CERTA?
U ma fundição que conheço bem recebeu um pedido para desenvolver cinco novas peças, algumas delas inclu-sive iriam substituir peças importadas. o processo de
desenvolvimento foi bem tumultuado com as amostras, sendo reprovadas mais de uma vez até que sobraram as duas últimas peças, que deveriam ser fornecidas já usinadas, para o cliente, prontas para serem montadas em seus produtos.
e, novamente as primeiras amostras foram reprova-das. Poucos dias após eu ser comunicado que não cum-priríamos o prazo de submissão das amostras, recebi um novo aPQP com o novo prazo, longíssimo por sinal, mas feito num formulário padrão com cada uma das etapas muito bem descrita e com todos os prazos detalhada-mente especificados.
Tenho convicção que esse aPQP resistiria a qualquer auditoria da iSo 9001 e, passaria com mérito pela certifi-
cação, causando orgulho na equipe responsável.mais alguns dias recebo novo e-mail da assistente
de vendas me perguntando se eu já havia encaminhado o novo aPQP, ao cliente. eu estava me preparando para justificar, que ainda não havia encaminhado e, qual eram os meus motivos, quando me veio uma iluminação.
Pera ai, mas essa não é a pergunta certa!a pergunta certa era sabermos como o cliente, com
a nossa falha, seria afetado e, o que deveríamos fazer para minimizar os eventuais problemas que estaríamos causando, ou então, como a equipe de vendas estava se sentindo por não ter entregue o prometido ao cliente, se isso afetaria ou não a confiança em nossa empresa ou como o atraso na aprovação da amostra iria influir nas metas de vendas do ano.
Perguntas erradas nos levam a conclusões erradas e, consequentemente a caminhos errados nas ações necessárias para corrigir o processo, que acumula tan-tos erros. Temos que de forma ágil e flexível decidir por uma ação de contenção e reparação desse problema em

questão e, outra sistêmica para identificar as causas raízes e, alterar o processo para que o erro não volte a ocorrer.
Sem dúvida, pela reação da equipe de engenharia de desenvolvimento e, da as-sistente de vendas, o foco deles ou a meta deles ou os indicadores de eficiência do processo deles estava no procedimento e, não na satisfação do cliente. Portanto, agi-ram para corrigir o processo e, evitar que a equipe fosse demeritada.
opâ e, o cliente? Bem o cliente, por en-quanto, deixa prá lá, dentro de alguns meses ele receberá novas amostras!
Se queremos clientes fiéis ou melhor “clien-tes fans”, temos de colocá-los no centro de nossa melhor atenção, em tudo que fazemos.
normas são importantes, processos robustos idem mas cuidado, para não esquecer de fazer a pergunta certa ou, como diz Tom Peters no seu livro Reimagine,”a norma iSo é uma ótima forma de fazermos coletes salva-vida de concreto, sempre do mesmo jeito!”.
“Se queremos
clientes fiéis, ou melhor,
“clientes fans”, temos que coloca-
los no centro de nossa melhor
atenção, em tudo que fazemos.”
Ricardo PugliesiConsultoria e Gestão da Estratégia, modelos inovadores de negócios, Gestão comercial e exportaçã[email protected].: (11) 9 6488-2240

26
| mai
o 2
014
GESTÃO EMPRESARIALReSPonSaBiLiDaDe SoCiaL
J á na pré-história o homem busca desen-volver mecanismos que lhe tragam mais conforto e menos esforços. Foi assim com o fogo – que fez com que se pudesse aprimorar a alimentação e aumentasse sua segurança -, com a roda, a força das águas, dos ventos, dos animais domésti-
cos usados para arar a terra e transportar cargas e pes-soas de um canto a outro.
ao final do século xviii, início do xix, a Revolução industrial inova no quesito utilização de energia utilizando a máquina a vapor e, posteriormente em seus desdobra-mentos, o uso de combustíveis fósseis que possibilitavam desde a geração de calor, iluminação e energia mecânica.
nos cem anos seguintes o homem desenvolveu usi-nas hidrelétricas, termelétricas e nucleares. apesar de ser eficaz, a energia nuclear é cara e é questionada devi-do aos danos ambientais causados, já que pode interferir no ecossistema. no Brasil do século xxi, a biomassa, a
energia solar, a energia eólica, geotérmica, entre outras, fazem parte de uma realidade que veio para ficar.
analisando este panorama através da perspectiva de preservação ambiental, as grandes empresas, hoje aderem ao uso de energias alternativas. Uma delas é a volkswagen do Brasil, que fez com que fosse um dos destaques no ranking de 2011 das ‘empresas limpas’, orga-nizada pela inglesa Bloomberg new energy Finance.
Tudo começou quando, em 2010, a empresa inau-gurou uma pequena central hidrelétrica (PCH), entre as cidades de São Joaquim da Barra e de Guará, no estado de São Paulo. Localizada no rio Sapucaí, a PCH possibili-tou o aumento do uso de energia renovável, dado que seu potencial gera 18% do que se consome na volkswagen Brasil.
Responsável pelo projeto, Carsten isensee, Presidente de Finanças e estratégia Corporativa, afirma que “os créditos de carbono são um incentivo para que as empre-sas invistam em energia limpa e renovável, como já faz a
EMPRESAS LIMPAS
Um novo panorama apresenta-se às empresas: a utilização de energias alternativas em forma de responsabilidade socioambiental.

volkswagen do Brasil. Com a PCH anhanguera, reforça-mos a postura inovadora e pioneira da volkswagen do Brasil, que assume o compromisso com a sustentabilidade do planeta, ao mesmo tempo em que garante a energia elétrica para seus processos produtivos”.
a PCH anhanguera – como é chamada - não só pos-sibilitou que a volkswagen do Brasil aumentasse a uti-lização de energia renovável de 86% para 93,55%, mas também que a iniciativa obtivesse reconhecimento da organização das nações Unidas (onU), que aprovou créditos de carbono. Segundo a onU, a usina ajuda a di-minuir a emissão de gases causadores de efeito estufa.
a autometal, empresa localizada no município pau-lista de Diadema, que produz e comercializa autopeças, também faz parte do hall das empresas com consciência ambiental. Tanto que está em segundo lugar na lista da Bloomberg, perdendo apenas para a Faber Castell.
adequando-se à legislação pela diminuição da emissão de gases do efeito estufa (Gee), mais do que seguir um código, as empresas abrem-se para novas e vantajosas perspectivas. De acordo com consultor do Projeto aBnT/BiD para certificação de emissão de Gases de efeito estufa (Gee), Julio Jemio, o uso de tecnologias alternativas traz mais eficiência energética às empresas.
em seguida, o consultor faz ainda considerações a respeito do futuro dessas corporações: “não vai demorar muito para que todo o Brasil ande no sentido de redução de Gee. Se a empresa não se atualizar, ela simplesmente vai ser pisoteada”, afirma.
Ranking no qual empresas brasileiras que se destacam em projetos implantados de inovação energética são listadas.
Viviane Cabrera é jornalista e autora do livro Flores do Asfalto - Histórias de duas favelas paulistanas. Colabora com a EcovoxTv, uma webtv do jornalista Humberto Mesquita, voltada para sustentabilidade. Possui também um blog literário chamado *Brainstorm*.
E-mail: [email protected], Tel.: (11) 99864-6018 Facebook: https://www.facebook.com/viviane.cabrera?ref=tn_tnmn" Blog: www.vivikbrera.blogspot.com Site EcovoxTv: www.ecovoxtv.com Canal youtube EcovoxTv: http://www.youtube.com/user/ECOVOXTV

28
| mai
o 2
014
GESTÃO EMPRESARIALReCURSoS HUmanoS
A EDUCAÇÃO COMO PONTO DE PARTIDA PARA O CRESCIMENTO SUSTENTáVEL
A s mudanças sociais e os avanços tecnológicos levaram as empre-sas a compreenderem que o seu futuro é determinado em grande parte pelo desenvolvimento dos indivíduos pertencentes à sua es-
trutura. a constatação é de que sem conhecimento não há base sustentável para resultados no longo prazo.
a nova realidade, marcada por um cenário de com-petitividade, redefine o perfil do profissional. as organi-zações precisam de pessoas que saibam atuar em equipe para a geração de soluções inovadoras, que não apenas resolvam problemas internos, mas também consigam gerir a companhia de maneira eficaz. Desta forma, para que seus executivos tenham condições de se preparar
antecipadamente para os desafios corporativos, adminis-trando o seu tempo e assumindo novos papéis, as empre-sas perceberam que devem criar um ambiente propício ao aprendizado contínuo e investir em programas de desenvolvimento profissional.
Se no passado a responsabilidade pelo sucesso dos negócios era de alguns executivos, hoje está claro que todas as pessoas da organização contribuem para o seu crescimento e, portanto, devem desenvolver suas capaci-dades para atuar de forma estratégica e em consonância com os objetivos empresariais.
É nesse contexto que surge a necessidade nas orga-nizações de um espaço para a discussão de problemas e desafios comuns, no qual os executivos e demais colab-oradores possam aprender uns com os outros, compar-
tilhando experiências de trabalho e conhecimento, consolidando em grupo práticas que têm o pod-er de solucionar problemas organizacionais reais.
em vez de fórmulas mágicas e teo-rias que pregam verdades universais, as empresas buscam programas de educação corporativa que desafiem seus profissionais a pensar e a faz-er. os profissionais de hoje precis-am ser qualificados, experientes e adaptáveis ― e as empresas devem oferecer o treinamento necessário para que eles desenvolvam essas três características.
agora, da mesma forma que a ed-ucação corporativa tornou-se vital para qualquer organização que busca vantagem competitiva, é fundamental que os profissionais alimentem a sua própria capacidade de aprendizado e de adaptação, e saibam aproveitar profissionalmente e pessoalmente as oportunidades geradas pelo atual cenário empresarial ― sem isso, nenhuma solução edu-cacional será bem-sucedida. Para as empresas, o desa-fio maior está traçado: investir no programa educacional certo, para as pessoas certas e no tempo certo, enquanto se planejam e se preparam para o futuro.
Fonte: Revista Você RH - Goret Pereira Paulo - Pesquisadora da FGV (Fundação Getúlio Vargas)
“Se no passado
a responsabilidade pelo
sucesso dos negócios era de alguns
executivos, hoje está claro que todas
as pessoas da organização contribuem
para o seu crescimento e, portanto, devem
desenvolver suas capacidades para
atuar de forma estratégica e em
consonância com os objetivos
empresariais.”

30
| mai
o 2
014
ENTRETENIMENTOCULTURa
O PROGRESSO DA FUNDIÇÃO QUE VIROU ARTE
A no final do século xix, instalou-se no bairro da Lapa, cidade do Rio de Janeiro, uma fundição de cofres e fogões, a Cofres & Fogões Progresso. em 1912 já era um prédio imponente,
que abrigava a fábrica conhecida como Fundição de Ferros Progresso. Chegou ao auge de suas atividades em 1976, mas depois fechou as portas graças a um projeto do Governo na época, que era de demolir tudo por ali e construir uma via que cortasse o Centro de norte a Sul da cidade.
Por algum tempo ficou abandonada, e em 1980 já sofria com as primeiras marretadas que anunciavam sua demolição. mas, artistas dos arredores que utilizavam
terrenos e locais próximos, dentre eles o CiRCo voaDoR, vizinho ao prédio, se interpuseram aos operários que trabalhavam na obra, ao mesmo tempo em que outros iam buscar ajuda da imprensa, num movimento crescente que conseguiu seu intento quando, finalmente em 1987, o Governador Chagas Freitas sustou a ação de demolir, passando ao CiRCo voaDoR e àqueles que lutaram pela permanência do prédio o direito de administrar o local.
Houve, no entanto, um período em que a administração se desentendeu, e em 1999 o fundador do Circo voador, Prefeito Fortuna, foi eleito como Presidente de uma onG de nome FUnDiÇÃo PRoGReSSo. vários grupos artísticos, principalmente de música e dança, foram convidados para ocupar o local e desenvolver seu trabalho.

ao longo dos anos o que era um ideal se transformou em realidade, e hoje a Fundição Progresso é um espaço cultural consolidado, que desenvolve e promove atividades nas áreas da arte, educação, meio ambiente, e projetos sociais. São conhecidas as apresentações de Grupos e cantores brasileiros de renome dentro da Fundição onde, numa área para receber aproximadamente cinco mil pessoas, há três palcos, um deles com 352 m2, oferecendo toda infraestrutura necessária para qualquer tipo de espetáculo musical.
Um imóvel que seria derrubado abriga agora uma verdadeira máquina cultural, gerando empregos, e oportunidades para a população através dos cursos que ali são ministrados, profissionalizando jovens carentes e artistas que buscam o aperfeiçoamento. Há também em seu espaço uma área chamada mercado Fundição, criada em meados dos anos 2000, onde estão reunidos juntos cafeteria, moda, bistrô, literatura, artes plásticas, música, produção cultural e uma loja, todos disponíveis para consumo.
Hoje é um projeto cultural autossustentável, que
Marcelo ContiSócio da SOLUÇÃO Gestão de Negócios e Cultura Ltda.Email: [email protected]
compreende casa de shows e escola, onde se produz e apresenta arte para cerca de 800 mil pessoas por ano. Palco de momentos históricos da música Popular Brasileira se tornou referência para o Carnaval carioca e brasileiro com a criação do Concurso nacional de marchinhas Carnavalescas, movimentando aproximadamente 30 mil pessoas por edição, além de ensaios de Blocos em sua sede.
mais do que a coincidência do nome, a FUnDiÇÃo PRoGReSSo nasceu e evoluiu para fomentar e abrigar nossa cultura, resultado de ações movidas pelo ideal de artistas, eternos sonhadores de pés no chão.
(Pesquisa: www.lapaemfoco.wordpress.com www.fundicaoprogresso.com.br)
32
| mai
o 2
014
EVENTOSPLenáRia
Afonso Gonzaga Celso Bellotto Eduardo Fonte horácio Paiva da Rocha
Luiz Antonio M. Pinheiro Norberto Aranha Roberto João de Deus Vitor Azevedo
o secretário-executivo, Roberto João de Deus; abriu a Reunião Plenária falando sobre o pacote de visitação organizado pela aBiFa na 12ª metal China – Feira de metal + metalurgia para Fundição, Siderurgia, mineração e Bens de Capital, em seguida apresentou o desempenho da indústria de fundição, referente ao mês de fevereiro.
a produção total de fundidos se manteve estável comparado ao mês de janeiro. Já comparado ao mesmo período do ano anterior, houve queda de 1,6%.
Por metal o aço seguiu na frente, com avanço de 0,2% comparado a janeiro; e aumento de 36,4%, quando se fala em fevereiro de 2013.
o metal zinco teve queda de 32,2%, frente a janeiro de 2014; e declínio de 45,7% comparado ao mesmo período de 2013.
no acumulado, o setor cresceu 1,2% comparado ao mesmo período do ano anterior.
as exportações cresceram 6,6% no acumulado desses dois meses, de 2013 para 2014.
RELATO SOBRE AS COMISSõESSobre a Comissão de aço, falou norberto aranha (CTC),
substituindo o presidente da mesma, Pedro Cruz (Femaq), por impossibilidade de participação no encontro. aranha iniciou o relato informando aos presentes sobre a apresentação, referente ao mercado ferroviário, exibida por vicente abate, presidente da associação Brasileira da indústria Ferroviária (abifer) na Comissão de aço. “Devido o primeiro encontro da Comissão de aço não ter sido realizado ainda este ano, não temos muitas informações sobre o mercado. mas de qualquer maneira pelos números que estamos vendo, a indústria de aço teve uma melhora de 30%, comparado ao ano de 2013. o que não é uma ótima notícia, pois ainda estamos abaixo de 2012, mas ainda assim é uma pequena melhora, principalmente sobre o mercado de mineração. a produção está razoavelmente boa, mas com muitas incertezas”, concluiu norberto.
Luiz antonio m. Pinheiro (Daicast) falou sobre a Comissão de alumínio, substituindo seu presidente, mauricio Colin (Daicast). “o setor de alumínio, este ano, está em uma
PLENáRIA MARÇO

33
| mai
o 2
014
situação muito ruim, inclusive isso vem desde o final de 2013. os preços são instáveis, mas já com os Prêmios em alta, levando o mercado interno a sofrer de todos os lados, sem conseguir repassar os preços. Gostaria de relembrar também sobre o enFoCaL, encontro de Fornecedores e Consumidores de alumínio que será realizado na sede da aBiFa, no dia 25 de abril, a partir das 8h30 e estão todos convidados”.
a Comissão de Ferro foi representada por Horácio Paiva de Rocha (intercast), substituindo também seu presidente, Wilson de Francisco Jr. (Lepe). “existe uma previsão de queda neste primeiro trimestre, apesar dos números estarem mostrando janeiro e fevereiro igual ao ano de 2013. o mês de março deve ter queda, principalmente no setor de tratores agrícolas, os volumes diminuíram, empresas estão fazendo cortes de programação. Frota pesada está estável e do outro lado estamos com grande dificuldade de repasse de preços”, diz Horácio.
o presidente da Comissão de Suprimentos, Celso Bellotto (Fundição Regali), falou: “estamos com problemas sérios no aumento de preço. a energia elétrica cara é o principal deles. Temos a necessidade de importação, alguns produtos nacionais como tivemos oportunidade numa reunião com empresa de produtos químicos, independente da produção ser 100% nacional, ela está indexada ao dólar, e a uma commoditie internacional. então isso tem causado impacto em nossos custos. no que se diz respeito a outros insumos, estamos passando por um momento delicado com grande dificuldade de repasse, como relataram na Comissão de Comercialização”, diz.
Bellotto falou também sobre a reunião que participou com a empresa associada Rhodia, a princípio para entender sobre a questão da produção do fenol e da resina. “este encontro foi bem positivo em relação a como funciona a produção e sobre a estrutura de preços deles. este encontro terá uma continuidade, pois agora vamos nos encontrar com os fabricantes de resinas e areias cobertas, para chegar num consenso de mercado”, finaliza.
o presidente da Comissão de Suprimentos convidou todos para uma mesa Redonda sobre Sucata, na qual estão trabalhando para ser realizada em breve. o foco desta mesa Redonda é uma discussão técnica sobre as características do aço hoje, e o que elas impactam nas sucatas geradas.“É muito importante que assim que os empresários recebam este convite, disponibilizem seus representantes para trocar informações”, relembrou Bellotto.
Remo De Simone pediu para que eduardo Fonte (Cecília L’abbate) falasse sobre o ferro gusa. “Desde a crise de 2008 e 2009, parece que o ferro gusa foi um material que não teve uma retomada no mercado. ano passado fecharam algumas usinas e no começo do ano, tivemos um período intenso de chuva, subindo o preço do carvão, relativamente aumentando o preço do gusa também. em seguida veio o aumento do câmbio, então a taxa cambial mais alta, se tornou um atrativo exportar. Por isso, vejo um mercado um pouco complicado para as fundições. algumas faixas de gusa que fogem do
padrão, estão escassas e a demanda interna pode ser prejudicada”, finalizou.
o vice-presidente da aBiFa, afonso Gonzaga, também se pronunciou sobre o ferro gusa. “É preocupante realmente a questão do ferro gusa, temos um controle de emissão de certificado de origem, e neste início de ano temos mais certificados de origem do que todo o ano passado. melhorou o preço e realmente são poucas usinas trabalhando para atender o setor de fundição.
Com relação ao mercado, tivemos um janeiro bom, um fevereiro mais ou menos e um março extremamente preocupante. esta briga de mercado realmente está acontecendo, e estamos muito preocupados, pois com isso perdemos volume e preço”, diz Gonzaga.
outra informação que afonso Gonzaga comentou foi sobre a instrução normativa de areia. “acabamos de conseguir mais uma instrução normativa no setor de areia. na quinta-feira (20/03) foi assinada a última Dn do nosso projeto, onde se autoriza o uso da areia para a construção de produtos não estrutural, para o setor da construção civil. Todo o material coletado foi levado a ministra do meio ambiente, izabella mônica vieira Teixeira, numa reunião da Cni, em Brasília (dia 24/03) e ela ficou extremamente contente com o resultado.
Participamos do encontro representando a aBiFa, onde estiveram presentes representantes de Santa Catarina, minas Gerais e São Paulo. Formamos uma Comissão para juntar todo o material de meio ambiente da areia de fundição e fazer um projeto só, com o objetivo de tornar isso uma lei federal”, finalizou afonso.
OUTROS ASSUNTOSRoberto João de Deus, secretário-executivo da aBiFa,
convidou a diretoria para participar do Grupo de Trabalho formado pela entidade, para discussão sobre a nR 12 e o anexo iii da nR 15. Futuramente este grupo deverá se tornar uma Comissão permanente da aBiFa sobre as nR’s. o primeiro encontro foi realizado na manhã de 25/03 na sede da associação Brasileira de Fundição.
vitor azevedo, da empresa Sinto, também se pronunciou, referente ao problema nR 12. “Para atualizar o equipamento que tenho hoje, o custo de produção aumenta entre 10 e 20%. Dependendo do equipamento, para se adequar, o mesmo projeto, o mesmo desenho que temos nos eUa, Japão e aqui no Brasil, temos de gastar mais 20 a 30%. o alcance disso é muito maior do que estamos pensando”, diz.
essas normas regulamentadoras são uma série de leis inviáveis, pois o custo para adequação das empresas no geral é inconcebível. empresas que não estão dentro dessas regras, estão sendo interditadas por fiscais. e a aBiFa vem participando de inúmeros trabalhos sobre a questão, em parceria com a Fiesp, Cni, entre outras entidades.

34
| mai
o 2
014
EVENTOSPaLeSTRa
PALESTRA MáRIO BERNARDINI
o assessor econômico da presidência e diretor de competitividade, economia e estatística da aBimaQ, mário Bernardini, foi novamente convidado para promover palestra com o tema “Cadeia metal-mecânica, ameaça da China e desindustrialização no Brasil”, na sede da aBiFa, em São Paulo. esta palestra seria a parte ii e final desse mesmo tema abordado no último mês de janeiro.
neste encontro Bernardini expôs dados que demonstram como a China dominou quase todos os mercados do mundo.
alguns quadros podem ser observados apenas para exemplificar, como o quadro de número 1. verifique o comportamento das importações e das exportações nos períodos considerados.
Quanto a produtividade, veja no quadro 2 a situação no período 1990-2000 e no período 2000 a 2008.

o saldo comercial no quadro 3 também merece ser analisado.
nas mudanças do Comércio internacional verifique nos quadros 4 e 5 as colunas “Produtos de metal” e a sua evolução de 2000-2010.
a mesma análise pode ser feita com relação ao Comércio internacional com a China nos quadros 6 e 7, coluna “Produtos de metal”, no período 2000 a 2010.

36
| mai
o 2
014
CONCLUSÃO – O AVANÇO DA ChINA:
a análise anterior mostrou que a ameaça da China não é mais por conta das importações de produtos de baixa qualidade e baixo valor agregado, como se avaliava há até bem pouco tempo atrás no Brasil.
De fato, a China é atualmente o segundo maior fornecedor de bens de capital para Brasil, tendo superado a alemanha (o primeiro são os eUa, ficando a alemanha em terceiro lugar), e sua participação nos mercados de bens duráveis de consumo (automóveis, eletro e eletrônico-doméstico) tem sido fortemente crescente, e essa tendência vem persistindo até hoje.
as exportações de produtos tecnologicamente menos sofisticados vêm sendo progressivamente terceirizadas para países como vietnã, Índia, malásia, Sri Lanka e indonésia, onde o custo de mão de obra é ainda menor do que na China.
esse é um dos motivos pelos quais as compras desses países pelo Brasil tem aumentado rapidamente: da Índia, +93% em 2010; da indonésia, +54%; do vietnã, +115%; da malásia, +43%.
a propósito, o mDiC – ministério de Desenvolvimento, indústria e Comércio começou a aplicar legislação aprovada recentemente para impedir as importações por triangulação.
a íntegra desta apresentação poderá ser “baixada” no site da aBiFa: www.abifa.org.br
EVENTOSPaLeSTRa
“As exportações de
produtos tecnologicamente
menos sofisticados vem sendo
progressivamente terceirizada para
países como Vietnã, Índia, Malásia, Sri
lanka e Indonésia, onde o custo de
mão de obra é ainda menor do
que na China.”
Mario Bernardini


38
| mai
o 2
014
PERFIL DO ASSOCIADO
o Grupo Boone ComenoR meTaLimPex é referência mundial na área de reciclagem e destinação de resíduos limpos industriais. Fundado em 1899, na França pela família Boone.
Presente em 13 países, com mais de 450 funcionários, o grupo chegou ao Brasil em 2007, trazendo o conhecimento de mais de 100 anos na área de gerenciamento de sucata metálica.
o grupo escolheu como local sede de sua primeira subsidiária das américas, a cidade de São José dos Pinhais/PR, constituindo assim a meTaLimPex Do BRaSiL. a escolha do local foi fundamentada pela grande presença da indústria automobilística no estado do Paraná.
em 2008, a Boone ComenoR meTaLimPex foi incorporada a SiTa France, esta pertencente a SUeZ environnement, braço na área de desenvolvimento ambiental do Grupo Suez, reforçando e aumentando sua especialização na reciclagem de metais ferrosos e não-ferrosos. Hoje, nosso grupo é conhecido como um dos líderes do ramo.
em 2012, abriram a primeira filial no estado do Rio de Janeiro, atendendo ao Polo automotivo de Resende.
a meTaLimPex Do BRaSiL, integrante deste grupo com os principais especialistas na reciclagem de metais ferrosos e não-ferrosos da produção industrial, traz como principais atividades:
• O tratamento e recuperação de suas sucatas, desde a coleta até o comércio da mesma;
A METALIMPEx É A NOVA ASSOCIADA DA ABIFA
• Soluções técnicas customizadas para transformar e recuperar materiais metálicos de sua produção;
• Especialistas em negócios nos processos de reciclagem e estudos personalizados, visando à integração de ferramentas de reciclagem industrial dentro da sua atividade.
entre os principais clientes da metalimpex estão as montadoras de automóveis e as fabricantes de autopeças. a empresa trabalha com a gestão global de resíduos limpos (metais ferrosos e não ferrosos, papel, papelão, vidros, plásticos).
Para a realização do trabalho, a metalimpex prioriza a instalação de unidades nas empresas geradoras da sucata, otimizando assim o processo e agregando maior valor a este subproduto da indústria tão nobre e importante no ramo da reciclagem.
Hoje, a meTaLimPex Do BRaSiL possui operações dentro da Renault do Brasil, magna Cosma, ma automotive do Brasil, na mais nova fábrica da nissan em Resende/RJ, dentre outros.
os clientes têm como rastrear os seus resíduos, que têm destinação específica e em conformidade com a legislação brasileira.
a meTaLimPex atua dentro de suas atividades, buscando sempre a melhoria contínua através de seu compromisso com o Sistema integrado de Gestão de Qualidade, meio ambiente e Segurança e da qualificação de sua equipe.


40
| mai
o 2
014
REGIONAIS DA ABIFAminaS GeRaiS
após ser indicado pela diretoria do Sindimei - Sindicato intermunicipal das indústrias metalúrgicas, mecânicas e do material elétrico de itaúna, para a Comenda do mérito industrial 2014, o empresário, ex-presidente e atual diretor administrativo da entidade, Cássio moreira machado, teve seu nome confirmado para receber o prêmio concedido pela FiemG - Federação das indústrias do estado de minas Gerais.
o evento será realizado no mês de maio, durante as comemorações do Dia da indústria, ocasião em que a FiemG entregará os títulos de “industrial do ano” e “mérito industrial” aos empresários que se destacam e contribuem para o crescimento da indústria mineira e nacional.
Cássio, sócio-diretor da empresa intercast S/a, após receber do Sindimei uma placa que registra a indicação, agradeceu, manifestou sua satisfação sentindo-se hon-rado pela escolha da diretoria.
EMPRESáRIO CáSSIO MAChADO É INDICADO PARA RECEBER
A COMENDA DO MÉRITO INDUSTRIAL 2014
Cássio Machado e hyrguer Costa (presidente do Sindimei)
Foi realizado, no dia 21 de março, na sede da regional aBiFa minas Gerais, em itaúna, o Workshop sobre produ-tividade em fornos a indução, ministrado pelo instrutor vanderlei Garcia Romano, considerado um dos maiores especialistas em fornos a indução do Brasil, com mais de 30 anos de experiência no assunto.
o workshop abordou os temas de operação, ma-nutenção, segurança e vários outros tópicos importantes relacionados à produtividade de fornos a indução. o evento contou com a participação de 25 colaboradores de várias empresas dos estados de minas Gerais e São Paulo, den-tre elas: intercast, Fundição Sideral, Fundição Santana, Fundição afer, villares metals, arbolite, Fundição Fma, Fundição moreno, Furlan máquinas e equipamentos, Useligas e metalúrgica Frum.
Para o cronograma de cursos e eventos abordan-do o tema de fornos a indução na regional aBiFa minas Gerais para o ano de 2014, ainda estão previstos mais dois Workshop sobre este tema na qual serão divulgados na Revista aBiFa Fundição & matérias-Primas e no site da entidade www.abifa.org.br nos próximos meses.
REGIONAL ABIFA MG EM PARCERIA COM A COMELTING, PROMOVE wORKShOP SOBRE PRODUTIVIDADE EM FORNOS
A INDUÇÃO

REGIONAIS DA ABIFARio GRanDe Do SUL
moLine, illinois– a Deere & Company anunciou que chegou a um acordo definitivo para vender suas oper-ações de irrigação para a Fimi opportunity Funds, a em-presa líder de private equity em israel.
Depois de um período de sete anos produzindo produ-tos de irrigação, a John Deere anunciou, em setembro do ano passado, a intenção de buscar opções estratégicas para suas operações de irrigação, a John Deere Water.
a conclusão do negócio está prevista para o segundo tri-mestre de 2014. as condições da venda não foram divulgadas.
enquanto a John Deere está deixando as operações de irrigação, a empresa observou que, como parte de sua estratégia John Deere FarmSight™, vai continuar a desenvolver e oferecer produtos e serviços para ajudar os clientes a melhorar o desempenho geral de suas oper-ações agrícolas, incluindo a atual tecnologia de detecção da umidade e clima no campo, conhecida como John
DEERE & COMPANy ChEGA A ACORDO PARA VENDER OPERAÇõES DE IRRIGAÇÃO
Deere Field Connect.a John Deere Water é uma das maiores fabricantes
mundiais de linha completa de irrigação por gotejamen-to do mundo, com ampla distribuição nas américas do norte e do Sul, além da ásia, europa e áfrica.
a Fimi opportunity Fund é o maior e principal fundo de private equity de israel, com mais de US$ 2 bilhões em capital investido. a empresa está investindo em com-panhias com forte potencial de crescimento e presença global, e tem vasta experiência em gerar o crescimento e a melhoria de empresas com presença global por meio de atividades de desenvolvimento de negócios com foco e excelência operacional. Para mais informações, acesse www.fimi.co.il.
fonte: John Deere.

42
| mai
o 2
014
REGIONAIS DA ABIFAREGIONAIS DA ABIFARio GRanDe Do SUL
o Laboratório de Fundição (LaFUn) desenvolve pesquisas nas áreas de processos de fundição, modelagem numérica, solidificação, desenvolvimento e caracterização de ligas ferrosas e não ferrosas e transformação de fase. entre os principais processos que envolvem o fenômeno de solidificação, e que são estudados e desenvolvidos no LaFUn, destacam-se: fundição em areia, fundição em cera perdida (investment Casting), fundição em coquilha e Die Casting, Reocasting, Lingotamento Contínuo (Continuous Casting).
o LaFUn possibilita a estudantes, pesquisadores e profissionais da área, desenvolverem trabalhos aplicados em problemas de interesse acadêmico e industrial. Focaliza em suas atividades a otimização de processos valendo-se da maximização da produção acoplado a redução de insumos energéticos e o respeito ao meio ambiente. oferece oportunidades de estágios profissionalizantes e cursos de aperfeiçoamento e extensão especializados para o setor industrial. o LaFUn se localiza no Centro de Tecnologia (CT), no Campus do vale da Universidade Federal do Rio Grande do Sul (UFRGS), e atua junto ao Programa de Pós-Graduação em engenharia de minas, metalurgia e de materiais (PPGe3m) colaborando na formação de mão de obra especializada e de qualidade.
O LABORATóRIO DE FUNDIÇÃO (LAFUN) – UFRGS
o LaFUn foi palco de importantes trabalhos no setor metal-mecânica do estado do Rio Grande do Sul, Brasil e até o exterior, conforme relata o Relatório Técnico de 1994. atualmente, o Laboratório de Fundição se encontra em fase de reorganização e implantação de uma nova estrutura de pesquisa. em 2001 incorporou a área de metalografia do Centro de Tecnologia, e é criado um setor de informática e simulação. Propõe-se a capacitação do LaFUn para o desenvolvimento de ferramentas matemáticas e rotinas computacionais para a simulação de processos que envolvam o fenômeno de solidificação, e em particular processos da grande área de fundição. Com o avanço da informática, é notório a necessidade de ferramentas matemáticas aplicadas em praticamente todas as áreas do conhecimento humano. nas áreas de engenharia e em particular na Fundição, a necessidade é mais aparente, principalmente quando o objetivo é encontrar formas mais econômicas e menos poluentes de melhorar a qualidade dos produtos fundidos. a médio prazo posiciona-se que o LaFUn forneça às fundições do Rio Grande do Sul e do Brasil, condições de melhorar e aperfeiçoar seus atuais métodos de produção, com o auxílio de técnicas computacionais capazes de fornecer dados quantitativos,

os quais permitam a otimização dos processos quanto:ao tipo de processo economicamente mais interessante
quando se tratar de peças especiais, como componentes de mecânica fina, ou ligas não convencionais;
as características mecânicas e térmicas das areias ou coquilhas utilizadas na confecção dos moldes;
ao posicionamento de massalotes, resfriadores e canais de alimentação;
À análise térmica imediata na fabricação de ligas, permitindo alteração na composição em tempo real de processo;
a posição dos defeitos após o vazamento, como: pontos de escória, rechupes, trincas, trincas térmicas e outros.
nesse contexto é importante declarar que o LaFUn tem grande preocupação na metodologia do desenvolvimento
do trabalho científico e tecnológico, ou seja, desenvolver pesquisas sobre as questões práticas observadas em nossa indústria. em outras palavras, o LaFUn se preocupa em direcionar seus alunos e pesquisadores a trabalharem sempre voltados para a realidade encontrada no chão-de-fábrica. Um exemplo desse fato é o contato e a experiência do Laboratório com as industrias do setor metal-mecânica: experiência do LaFUn com a indústria.
fonte: LAFUN – UFRGSUniversidade Federal do Rio Grande do Sul, com sede em Porto Alegre, capital do Estado do Rio Grande do Sul, é uma instituição centenária, reconhecida nacional e internacionalmente.
44
| mai
o 2
014
REGIONAIS DA ABIFARio GRanDe Do SUL
PROJETO REúSO DE áGUA – AGCO DO BRASIL
a aGCo do Brasil implantou na sua fábrica de tratores, em Canoas/RS, o Projeto Gestão Sustentável dos Recursos Hídricos: Reúso de água. o projeto, que contribui para o uso racional e a conservação sustentável dos mananciais, busca a utilização mínima de água nos processos produtivos e a máxima proteção ambiental com menor custo. Pioneira em técnicas produtivas e em certificação iSo em seu setor, a aGCo é também pioneira ao implantar esse projeto no Brasil.
ENTENDA O SISTEMA além do Sistema de Gestão ambiental (SGa) e técnicas
de Produção mais Limpa já implantados na empresa, a aGCo do Brasil criou a estação de Tratamento de efluentes (eTe) como tratamento terciário, para controle de fim-de-tubo. entre as várias técnicas de tratamento de efluentes para reúso, a aGCo elegeu um sistema natural de tratamento de efluentes sem uso de produtos químicos, o Sistema de Plantas aquáticas emergentes - Pae, conhecido internacionalmente como Constructed Wetlands. além do reúso do efluente tratado, o sistema Pae possibilita a redução da toxicidade do efluente. o
sistema Pae foi realizado com o uso de plantas aquáticas das espécies Junco e Taboa.
a obra de instalação do projeto na empresa em escala industrial foi iniciada em dezembro de 2004 e o sistema de tratamento passou a funcionar em abril de 2005. Com o tratamento, o efluente final tratado é reutilizado
“Entre as várias técnicas de
tratamento de efluentes para reúso,
a AGCO elegeu um sistema natural
de tratamento de efluentes sem uso de
produtos químicos, o Sistema de Plantas
Aquáticas Emergentes - PAE, conhecido
internacionalmente como Constructed
Wetlands.”

45
| mai
o 2
014
para descarga em todos os sanitários da empresa, lavagens industriais, posto de lavagem de tratores, rede de hidrantes, irrigação paisagística e preparação de emulsões oleosas. a medida busca proporcionar economia de 70% da água atualmente utilizada para fins industriais, reduzindo o consumo de água nobre proveniente de águas subterrâneas e de abastecimento público. a meta é chegar a 100% de reaproveitamento. a grande vantagem da utilização da água de reúso é a de preservar água potável exclusivamente para atendimento de necessidades que exigem a sua potabilidade, como o abastecimento humano.
na estação de Tratamento de efluentes - eTe da aGCo do Brasil são tratados os efluentes da empresa e
da international indústria automotiva da américa do Sul Ltda. a eTe está sendo gradativamente aprimorada para absorver efluentes provenientes de futuras ampliações. antes de a rede total ser implantada, os efluentes eram tratados e destinados ao arroio Berto Círio. Com o avanço das técnicas para o uso racional dos recursos hídricos, optou-se pela adoção de um processo que possibilitasse o reúso do efluente tratado, com a redução de custos associados ao uso de produtos químicos, energia, geração de lodo e entre outros.
fonte: aGCo do Brasil.

46
| mai
o 2
014
COMUNICADOS
12/03
REUNIÃO ENTRE A ABIFA E A ASSOCIADA, RhODIAo presidente da aBiFa, Remo De Simone, realizou
um encontro (12/03) com a associada Rhodia, na sede da aBiFa, em São Paulo.
empresa do grupo Solvay, uma companhia industrial internacional que oferece uma ampla gama de produtos e soluções. Com 14.250 empregados e vendas de 5.17 bilhões em 2011, a Rhodia é líder mundial no desenvolvimento e produção de especialidades químicas. Fornecem produtos de valor agregado e soluções de alto desempenho para mercados diversificados, incluindo automotivo, eletrônico, aromas e fragrâncias, saúde, cuidados pessoais e domiciliares, bens de consumo e indústria, por meio de 11 GBU’s (Unidades Globais de negócios). (leia nota na íntegra nesta edição)
14/03
COMISSÃO DE FERROa reunião dos fundidores de ferro e aço sobre
comercialização de fundidos tratou de assuntos relativos a custos, defasagem de preços, situação atual de mercado e perspectivas nacionais e globais.
esta reunião acontece sempre, às sextas feiras de cada mês, próximas ao dia 15 na Sede da aBiFa em São Paulo, às 9h30min.
18/03
COMISSÃO DE ALUMíNIOa reunião da Comissão de alumínio foi coordenada por
seu presidente mauricio Colin (Daicast). mauricio colocou em discussão o enFoCaL (que será realizado no dia 25/04) item 1.1 da pauta do dia.
o presidente da Comissão tratou as evoluções para com o evento, inclusive patrocínio, organização, horário e temas das palestras.
25/03
COMISSÃO DE SUPRIMENTOSCelso Bellotto abriu o encontro da Comissão de
Suprimentos falando aos presentes sobre a última reunião que participou com alguns diretores e com a associada Rhodia. ele contou que a motivação do encontro foi buscar o entendimento do aumento no preço da resina, por conta do fenol no mercado interno e entender a política de preços da Rhodia.
novamente Bellotto relembrou que as reuniões da Comissão passaram a ser no mesmo dia que a reunião plenária, por uma questão logística para quem vem de fora de São Paulo.
Sobre o mercado, o presidente da Comissão não foi muito otimista, falando que este ano será complicado devido a muitos fatores, inclusive os inúmeros feriados devido a copa. as indústrias no geral irão se prejudicar.
Referente às matérias-primas, a geração de sucata está
MARÇO 2014

comprometida, e o gusa continua enfrentando o problema cambial para que seja exportado. a sucata caiu a dois meses consecutivos nos eUa, junto com o minério de ferro que despencou.
REUNIÃO SOBRE NR 12 E NR 15 - ANExO Nº 3no último dia 25 de março, às 13h30min foi realizada uma Reunião sobre as
normas Regulamentadoras, nR 12 e nR 15, anexo iii, na sede da aBiFa, em São Paulo. o objetivo da associação Brasileira de Fundição (aBiFa) é formar um Grupo
de Trabalho de início e, em seguida torná-lo uma Comissão permanente sobre normas Regulamentadoras, pois com certeza este é um problema que se agravará cada vez mais. (leia nota na íntegra nesta edição)
PALESTRA SOBRE A ChINA II, MáRIO BERNARDINIo assessor econômico da presidência e diretor de competitividade, economia
e estatística da aBimaQ, mário Bernardini, foi novamente convidado para promover palestra com o tema “Cadeia metal-mecânica, ameaça da China e desindustrialização no Brasil”, na sede da aBiFa, em São Paulo. esta palestra seria a parte ii e final desse mesmo tema abordado no último mês de janeiro.
neste encontro Bernardini expôs dados que demonstram como a China dominou quase todos os mercados do mundo. (leia matéria na íntegra nesta edição)
REUNIÃO PLENáRIA DAS DIRETORIAS ABIFA E SIFESP
o secretário-executivo, Roberto João de Deus, abriu a Reunião Plenária falando sobre o pacote de visitação na 12ª metal China – exposição internacional de Fundição, organizado pela aBiFa.
em seguida apresentou o desempenho da indústria de fundição, referente ao mês de fevereiro. (leia matéria na íntegra nesta edição)
26/03
COMISSÃO DE AÇOapós a palestra do presidente da abifer, vicente abate, sobre a indústria
ferroviária, Pedro Cruz (Femaq), presidente da Comissão de aço, abriu espaço para os debates sobre o setor de aço. e o primeiro tema debatido no encontro foi sobre a nR 12 e nR 15, no qual a aBiFa vem unida a outras entidades e organizações participando fortemente em benefício da indústria nacional.
em seguida abordaram o mercado do setor de aço, que apesar do avanço de mais de 30% demonstrado no acumulado do fechamento da indústria de fundição exposto na Plenária, a situação não é tão positiva assim, com possíveis chances de declínio no setor.
a comissão teme o segundo semestre, acreditando ser muito ruim para a indústria no geral.
Falaram também sobre possíveis apresentações nos encontros, como vem acontecendo frequentemente, como: Foseco e abifer fizeram nas últimas reuniões da comissão.
PALESTRA SOBRE A INDúSTRIA FERROVIáRIA, ABIFER
no primeiro encontro do ano da Comissão de aço (dia 26/03/2014), em Piracicaba foi realizada uma palestra sobre a indústria ferroviária e suas perspectivas em 2014, pelo presidente da aBiFeR, vicente abate.
nesta ocasião abate começou apresentando a associação Brasileira da indústria Ferroviária e sua missão. inclusive, mencionou alguns associados que as duas entidades tinham em comum, como: amstedmaxion, Cruzaço, Granaço, mic, Randon, voith, WHB, Winco e Usiminas. (leia nota na íntegra nesta edição)

48
| mai
o 2
014
Apex-Brasil
ENTREVISTA COM ROBERTO DEL PAPA DA FRUM
Robeto Del Papa é engenheiro mecânico, formado pela escola de engenharia mauá, desde 1980. Pós Graduado em administração e marketing pela FaaP, em 1997. Começou sua carreira na indústria automobilística, na antiga motores Perkins. após um período de 10 anos trabalhando com informática, retornou em 1994 ao setor automotivo, na vaLTRa tratores, exercendo inicialmente o cargo de Gerente de Pós-venda e, posteriormente Diretor de exportação. ingressou na FRUm, em abril de 2000, onde está até hoje, exercendo o cargo de Diretor Comercial.
Por Cristina Marques de BritoColaboração Weber Büll Gutierres
ABIFA - Como você avalia o Convênio de Cooperação Técnico e Financeiro entre a ABIFA e a Apex-Brasil?
DEL PAPA - É uma das boas iniciativas do governo, que vêm colaborando muito para o aperfeiçoamento dos processos de exportação, para pequenas e médias empresas brasileiras, que antes dos convênios com a apex-Brasil, não tinham a mínima condição de exportar. o convênio aBiFa e apex-Brasil, particularmente tem gerado excelentes frutos às empresas participantes.
ABIFA - há quanto tempo participa do Projeto Foundry Brazil? Quais foram as ações que a Frum participou?
DEL PAPA - a FRUm participa do projeto desde sua implantação em praticamente todas as ações que o projeto proporcionou.
ABIFA - Quais os benefícios que o Projeto Foundry Brazil trouxe para a Frum?
DEL PAPA - antes do projeto a FRUm já exportava e possuía um departamento de exportação bastante ativo, o projeto veio colaborar com o desenvolvimento desse departamento, agregando conhecimento e propiciando uma grande exposição da marca em todo o mundo.
ABIFA - Quais seriam suas sugestões para melhoria do Projeto Foundry Brazil?
DEL PAPA - assim com todo projeto, sempre é possível melhorar. Tenho participado de encontros entre a aBiFa e a apex-Brasil, visando viabilizar ações que possibilitem um melhor rendimento. essas sugestões passam por temas logísticos, operacionais, comerciais e políticos. o importante

é que mais empresas associadas possam participar do projeto, pois somente assim, teremos cada vez mais sugestões e possibilidades de obter melhores resultados.
ABIFA - Qual sua maior necessidade como empresa e no que a parceria com a Apex-Brasil lhe auxilia?
DEL PAPA - a FRUm, assim como a maioria das empresas, tem a necessidade de diversificar seu faturamento, para minimizar os riscos da concentração. o projeto auxilia nessa tarefa, na medida que nos abre as portas para novos produtos e novos mercados.
ABIFA - Quais foram os eventos que deram melhores resultados para a Frum?
DEL PAPA - Todos os eventos têm sua parcela de contribuição importante, para a FRUm particularmente, as feiras trazem resultados mais tangíveis.
ABIFA - Quais os países com menos dificuldades para exportar? E qual nunca exportou, mas gostaria?
DEL PAPA - Cada país tem suas particularidades e de tempo em tempo aparecem países que alteram suas regras, o que em alguns casos facilitam, em outros complicam. Hoje, a FRUm está tentando reconquistar o mercado norte americano, que é o maior mercado do mundo, porém muito competitivo, e que deixamos de exportar, por ocasião da apreciação do Real a partir de 2006. Hoje o câmbio nos traz, novamente, uma “luz no fim do túnel”.
ABIFA - Especificamente, como enxerga a situação atual das exportações para a Argentina e o que se esperar
a curto / médio prazo?DEL PAPA - Como eu respondi
anteriormente, alguns países alteram suas regras de tempos em tempos, no caso da argentina, as novas regras complicaram e em alguns casos inviabilizaram as exportações. as associações de classes estão trabalhando junto com o governo brasileiro no
intuito de reverter essa situação. eu particularmente acredito, que se
algo ocorrer para melhor, somente a partir de 2015.
ABIFA - De uma maneira geral, como avalia o setor de fundição no Brasil frente aos seus principais concorrentes mundiais?
DEL PAPA - assim como muitos setores manufatureiros brasileiros, o setor de fundição vem sofrendo com a falta de políticas que incentivem a indústria nacional. essa carência de políticas, vem abrindo espaço cada vez mais, para competidores internacionais, que beneficiados por políticas de seus governos, estão ganhando mais e mais espaço no mercado brasileiro. Particularmente, o setor de fundição, voltado para o setor automobilístico, sofre com a importação de conjuntos montados em detrimento a peças fundidas brasileiras. esperamos que o projeto inovaR aUTo, venha minimizar esse impacto.
ABIFA - Quais as maiores dificuldades para ser um exportador no Brasil? E como solucioná-las?
DEL PAPA - a falta de políticas que incentivem a indústria brasileira exportar. a solução passa pelas associações de classes, que são os legítimos defensores dos interesses de seus associados. o questionamento, as sugestões, a precisão de informações são fatores cruciais para alimentar as associações, para que se possa, em nome de uma classe, propor e lutar por mudanças.
“Essa carência de
políticas, vem abrindo espaço
cada vez mais, para competidores
internacionais, que beneficiados por
políticas de seus governos, estão
ganhando mais e mais espaço no
mercado brasileiro.”
50
| mai
o 2
014
Apex-Brasil
wORKShOP DE INTEGRAÇÃO E PLANEJAMENTO Apex-Brasil
Com o tema “a inovação Como Cultura e Gestão de Projetos” a apex-Brasil promoveu nos dias 26 e 27 de março um workshop em São Paulo, direcionado para 60 entidades parceiras, a fim de promover a cultura de inovação e crescimento comercial.
o professor Rivadávia Drummond de alvarenga neto (HSm) conduziu a introdução do evento com a palestra “inovação estratégica e Ferramenta Design Thinking”, discutindo a influência do uso de ferramentas como o design thinking para solucionar desafios e assegurar a competitividade das empresas. Durante a palestra apresentou cases de sucesso, problemas que foram resolvidos de forma simples, porém inovadora, com a construção de um pensamento por uma nova perspectiva aliado à experiência das empresas. a inteligência competitiva para resolver desafios se dá por meio desses estímulos, dos pensamentos analíticos e intuitivos, técnico e
imaginativo. apresentou também grandes oportunidades que foram perdidas por empresas que não tiveram percepções para identificar o contexto de inovação. a introdução do evento teve tom motivador para as empresas brasileiras.
Durante os dois dias as empresas foram convidadas a se dividir em grupos e estimular o pensamento inovador em desafios da promoção comercial. esse resultado foi apresentado em uma pequena feira de inovação onde cada grupo defendeu suas soluções.
ao final, foi apresentado “Como viabilizar os projetos, projetar receitas e custos de inovação” com encerramento às 17 horas, no dia 27 de março.
Participaram pela aBiFa, Weber Büll Gutierres, Gerente Técnico do Projeto Foundry Brazil e a assistente Thaís oliveira.
“A Inovação Como Cultura e Gestão de Projetos”

52
| mai
o 2
014
TÉCNICOSaBnT/CB-59
ABNT/CB – 59 COMITÊ BRASILEIRO DE FUNDIÇÃOO FÓRUM DE NORMALIZAÇÃO DO SETOR DA FUNDIÇÃO
a associação Brasileira de normas Técnicas –
aBnT, entidade civil sem fins lucrativos, é a organização
responsável pelo gerenciamento da normalização no
Brasil. a aBnT possui vários comitês que atuam em áreas
específicas.
o Comitê Brasileiro de Fundição – aBnT/CB-59 é o
responsável pela elaboração das normas técnicas para o
setor da Fundição.
este Comitê é composto por profissionais e especialistas
em fundição e está estruturado em Sub-Comitês, Comissões
de estudo (Ce) e Grupos de Trabalho (GT).
ABNT/CB-59 FUNDIÇÃO
Gestor: Antônio Diogo F. PintoChefe de Secretaria: Weber Büll Gutierres
Secretaria Técnica: Lylian Fernanda Camargo
SUB-COMITÊS
Resíduos de Fundição59:001
Fundição de Aço 59:002
Fundição de Ferro 59:003
Fundição de Não Ferrosos 59:004
Matérias-Primas 59:005
Comissão de EstudoResíduos de Fundição59:001.01
Em recesso
Comissão de Estudo de Ferro Fundido "Conexões" 59:003.02
a ser instaladaComissão de Estudo de Matérias-Primas para Fundição 59:005.01
instalado em 2007 o CB-59 tem como objetivo prover
o setor de normas técnicas atualizadas, proporcionando a
indústria e a sociedade brasileira qualidade e segurança.
Foi criado devido a necessidade de um organismo de
normalização exclusivo para o setor, até então no âmbito
do CB-01 mineração e metalurgia (em recesso), e está sob
responsabilidade da aBiFa que é a Sede e a Secretaria
deste Comitê.
o âmbito de atuação do aBnT/CB-59 é a normalização
no campo da fundição de ferro, aço, não ferrosos, insumos,
matérias-primas e resíduos.


54
| mai
o 2
014
TÉCNICOSaBnT/CB-59
COMISSÃO DE ESTUDO RESíDUOS DE FUNDIÇÃO - CE 59:001.01
esta comissão finalizou o estudo do projeto 59:001.01-
003 areia descartada de fundição – Diretrizes para
aplicações geotécnicas confinadas e construção civil.
este projeto passou em Consulta nacional e as
observações recebidas estão sendo analisadas.
esta norma terá como objetivo estabelecer diretrizes
gerais no formato de Guia para padrões de referência
das areias descartadas de fundição em aplicações gerais
e servir como complemento à norma aBnT nBR 15702 –
areia descartada de fundição – Diretrizes para aplicação
em asfalto e em aterro sanitário.
NORMAS PUBLICADAS DESTA COMISSÃO DE ESTUDO:
• aBnT nBR 15702 areia descartada de fundição –
Diretrizes para aplicação em asfalto e em aterro
sanitário;
• aBnT nBR 15984 areia descartada de fundição
– Central de processamento, armazenamento e
destinação (CPaD)
COMISSÃO DE ESTUDO DE MATÉRIAS-PRIMAS PARA FUNDIÇÃO - CE 59:005.01
esta comissão está estudando a normalização das
matérias-primas para fundição tais como: bentonita,
resina, tintas, massa refratária, ferroliga e carburantes,
bem como as especificações químicas e físicas, ensaios
físicos e químicos, distribuição granulométrica e
terminologia.
a próxima reunião desta Comissão será 5 de Junho
de 2014 em Joinville-SC.
COMISSÃO DE ESTUDO DE FERRO FUNDIDO “CONExõES” CE 59:003.02
esta comissão está revisando as seguintes normas
aBnT nBR:
• aBnT nBR 6925:1995 Conexão de ferro fundido
maleável classes 150 e 300, com rosca nPT para
tubulação;
• aBnT nBR 6943:2000 Conexões de ferro fundido
maleável com rosca aBnT nBR nm – iSo 7-1
para tubulações.
NORMAS QUE SERÃO REVISADAS DENTRO DESTA COMISSÃO DE ESTUDO:
• aBnT nBR 6914:1981 - Ferro fundido maleável
de núcleo branco – especificação;
• aBnT nBR 6590:1981 - Ferro fundido maleável
de núcleo preto – especificação.
a próxima reunião desta Ce será dia 30 de abril de
2014 na Sede da aBiFa em São Paulo.
COMO PARTICIPAR DAS COMISSõES DE ESTUDO
a composição das comissões de estudo é aberta a todos
os interessados, não se restringindo aos profissionais
convidados pelo comitê. os interessados em participar
das comissões de estudo devem entrar em contato
com a secretaria do aBnT/CB-59 Fundição, indicando a
comissão de estudo de seu interesse, informando se é
um produtor, consumidor ou agente neutro na discussão
do tema envolvido.
as empresas ou entidades que estejam também
interessadas na elaboração de novas normas devem
apresentar uma solicitação formal à secretaria do aBnT/
CB-59, indicando em detalhes o objeto e o escopo da
normalização pretendida, com uma breve justificativa de
sua necessidade.
Para mais informações entre em contato com aBnT/
CB-59 por email> [email protected] ou pelo telefone (11)
3549-3369 com Lylian Fernanda Camargo.
SAIBA COMO APOIAR O ABNT/CB-59 venha participar do desenvolvimento normativo
brasileiro do setor da fundição como colaborador do CB-
59. Para mais informações: [email protected]
ATIVIDADES DAS COMISSõES DE ESTUDOS INSTALADAS

Cadernos Técnicos

56
| mai
o 2
014
Processo de fundição Hybrid®1 Henrique Leibholz2
Rodolfo Leibholz3
Felipe Leibholz4
André Leibholz5
Marco Araújo6
Priscila Oliveira Santos7
ABSTRACTThe research focuses on studies performed on castings composed of two materials. These materials have different
structures and chemical compositions, and compose one casting. The goal of this research is to engineer tooling and stamping dies more efficiently and at lower cost.
Key words: HYBRiD® Foundry Process
115º Congresso de Fundição da aBiFa - ConaF 20112apresentado no evento moLDeS 2010, 8° encontro da Cadeia de Ferramentas, moldes e matri- zes, na sede da
associação Brasileira de metalúrgica, materiais e mineração, São Paulo – SP, 11 e 12 de agosto de 20103Departamento de Desenvolvimento, FemaQ Fundição Ltda., Piracicaba – SP4Departamento de Desenvolvimento, FemaQ Fundição Ltda., Piracicaba – SP5Diretor, FemaQ Fundição Ltda., Piracicaba – SP6Diretor, FemaQ Fundição Ltda., Piracicaba – SP7Departamento Comercial, FemaQ Fundição Ltda., Piracicaba – SP8General motors do Brazil, manufacturing engineering, Tool and Die operations.
OBJETIVOa pesquisa apresenta estudos
feitos com um processo de fundição de dois mate- riais, com composição química e estruturas diferentes, em uma mesma peça. este estudo tem como objetivo abrir novas possibi-lidades para produzir ferramentas de conformação com menor custo e maior eficiência.
o processo de redução de custo e aumento de eficiência inicia-se através de usar um aço ligado para a parte de desgaste da ferramen-ta fundida, e, para a base da peça, um material de menor custo como, por exemplo, o nodular. outras re-duções de custo podem acontecer na usinagem em função do mate-rial da base em nodular apresentar características de melhor usinabi-lidade.
o desenvolvimento do proces-so HYBRiD® abre novos caminhos para o setor de ferramentaria. Devemos lembrar que podemos pesquisar outras combinações de materiais produzindo novas estru-
turas, trazendo assim mais opções em inovações tecnológicas.
METODOLOGIAo processo HYBRiD® serve-se
da fundição por gravidade e de mo-delos de poliestireno expandido, mais conhecido como “Fullmolding”. Re-alizamos o novo processo em uma matriz para a indústria automobilís-tica que possui um punção inserido em uma base. a peça também possui uma uniformidade de paredes que sempre é recomendado para qual-quer peça fundida, principalmente nos híbridos.
no critério de seleção dos mate-riais da matriz em estudo buscamos, porém, a situação mais extrema de compatibilidade de materiais, prin-cipalmente no que se refere ao tra-tamento térmico, para assim validar-mos por completo o novo processo de fundição.
vale destacar a colaboração da General motors do Brasil sem a qual não teríamos chegado às conclusões finais desta pesquisa.
A MATRIz hyBRID®Para o projeto da matriz HYBRiD®
(figura 1), determinamos um material de estrutura dupla, ou seja, um aço (semelhante ao aço 1.2769) para a face de trabalho, e um nodular ferrí-tico para a base da ferramenta. o aço ligado proporciona um bom desem-penho quanto à sua vida útil, e uma alta resistência a abrasão, enquanto a base em ferro nodular torna a peça mais econômica, não somente no processo de fundição, mas também no custo da usinagem.
Para esta peça usamos 600kg de aço e 2400kg de ferro nodular. a quantidade de aço ligado foi calcu-lada para preencher a parte da fer-ramenta que tem maior solicitação mecânica e desgaste, enquanto a quantidade do ferro nodular é de-terminada pelo dimensionamento da base que suporta o punção. Lem-bramos ainda que os dois materiais seguem as características originais, ou seja, o aço pode ser normalmente temperado em suas bordas por cha-ma ou indução.
Cade
rno
Técn
ico
1

57
| mai
o 2
014
Figura 1: A matriz hyBRID®
Figura 2: Testes de dureza, executados na matriz hyBRID®
Figura 3: Inspeção por líquido penetrante executada na área da interface da matriz hyBRID®, após a aplicação do revelador.
ENSAIOS E TESTESnesta etapa da pesquisa fizemos
os seguintes testes para examinar-mos a qualidade da peça fundida:• Testes de dureza: as durezas ob-
tidas estão dentro dos padrões especificados para cada material (figura 2).
• inspeção por líquido penetrante: na região da interface, não en-contramos nenhuma desconti-nuidade (figura 3).
• amostra de material: Tiramos, da área da interface, uma amostra de material para trabalharmos dela dois corpos de prova (figura 4).
• inspeções ultra-som: no corpo de prova (figura 5), não constata-mos defeitos como rechupes ou trincas (figura 6 a 9).
• Testes micrográficos: as micro-grafias da interface indicam uma fusão perfeita do aço e do ferro nodular (figuras 10 a 17).
• ensaio de Tração: Como espera-do, o corpo de prova rompeu no ponto da menor resistência, ou seja, na área do ferro nodular, e não na interface dos dois mate-riais (figuras 18 e 19).
• análise Química: os dois mate-riais estão dentro dos padrões especificados para cada material;
• Tratamento térmico: estudo do tratamento adequado para os dois materiais.
A INSPEÇÃO POR LíQUIDO PENETRANTE
a inspeção por líquido penetran-te foi executada na interface dos dois materiais, indi- cando que é uma li-gação metalúrgica perfeita.
A AMOSTRA DE MATERIALDa amostra de material foram
trabalhados dois corpos de prova: um para as inspe- ções ultra-som e os testes micrográficos, e outro para executar o ensaio de tração.
AS INSPEÇõES ULTRA-SOMForam executadas quatro
inspeções ultra-som, ou seja, a duas frequências diferen- tes, e com acoplamento no lado do aço e no lado

58
| mai
o 2
014
Figura 4: A matriz hyBRID®, local de retirada da amostra de material na área da interface
Figura 5: Corpo de prova evidenciando a interface, trabalhado a partir da amostra de material para as inspeções ultra-som e os testes micrográficos
O PRIMEIRO CORPO DE PROVA
do ferro nodular, respectivamente: Da conclusão do laudo: “Tanto a
frequência de 2 quanto a frequência de 4 mHz foram capazes de atravessar a massa de material, ficando uma leve interface entre a mudança de material devido à diferença de velocidade sônica dos mesmos. a inspeção nesta condição é possível.”
Eng.º Marcelo de Carvalho SalomãoSNQC N3 LP/PM/US
Com este laudo, a FemaQ conclui
que há uma ligação metalúrgica perfeita.
Figuras 6 e 7: Os protocolos das inspeções ultra-som com a frequência de 2Mhz
Figuras 8 e 9: Os protocolos das inspeções ultra-som com a frequência de 4Mhz
OS TESTES MICROGRáFICOSas micrografias da interface
indicam uma ligação perfeita dos dois materiais:
Figura 12: Aumento de 50x, Nital 2%
Figura 10: Aumento de 8x, Nital 2%
Figura 11: Aumento de 20x, Nital 2%
Cade
rno
Técn
ico
1

59
| mai
o 2
014
O ENSAIO DE TRAÇÃO, ExECUTADO NO SEGUNDO CORPO DE PROVAPara o ensaio de tração foi trabalhado este segundo corpo de prova. a figura
18 mostra a sessão de aço, mais escura, à esquerda. no ensaio de tração, o corpo de prova rompeu na área do ferro nodular, à direita, com a estricção bem visível.
Figura 14: Aumento de 100x, Nital 2%
Figura 16: Aum. de 1000x, Nital 2%, com nódulos
Figura 15: Aumento de 500x, Nital 2%
Figura 13: Aumento de 100x, Nital 2%
Figura 17: Aum. de 1000x, Nital 2%, sem nódulos.
Figura 18: Corpo de prova Figura 19: Corpo de prova, ruptura na área nodular
O RELATóRIO DO ENSAIO DE TRAÇÃO

60
| mai
o 2
014
AS DIFERENTES áREAS DA MATRIz hyBRID®
amarelo: área do açoLaranja: área da interfacevermelho terra: área do ferro nodular
Figura 20: A matriz hyBRID® antes do processo de usinagem
Figura 21: A matriz hyBRID® em fase de usinagem
hyBRID METAL MATERIAL FERRO FUNDIDO CINzENTO (GG-25) E NODULAR (GGG-70L)
Figura 22. Ferramenta do painel lateral externo de 6,1 toneladas.
Figura 23: aumento 100 x - ataque químico. Estrutura 97% cinzento perlitico.
Figura 24: aumento 100 x – sem ataque. Estrutura 97% cinzento perlitico.
Figura 25: ferro fundido nodular com ataque químico. 90% perlita e 10% ferrita.
Figura 26: ferro fundido nodular sem ataque químico. 90% perlita e 10% ferrita.
Cade
rno
Técn
ico
1
Figura 26: Interface cinzento – nodular com ataque químico. Aumento 100x
Figura 27: Interface cinzento – nodular com ataque químico. Aumento 50x
Figura 26: Interface cinzento – nodular sem ataque químico. Aumento 100x

61
| mai
o 2
014
Figura 28: Interface cinzento – nodular sem ataque químico. Aumento 50x
RESULTADOS DA ExPERIÊNCIA FEITA NA FERRAMENTA DO PAINEL ExTERNO DIREITO E ESQUERDO
Superfície Polida - Ausência de marcas na superfície.
TRy-OUT
a produção estimada da Ferramenta Híbrida é de 261 peças/ hora em prensa de 2 mil toneladas.
CONCLUSÃO
até esta fase do projeto, o processo HYBRiD® tem demonstrado grande potencial econômico e técnico na produção de ferramentas de conformação. a seleção dos materiais pelos quais optamos, ou seja, aço e ferro nodular, é altamente expressiva, visto que se trata do caso mais crítico dessa série de materiais híbridos. Também fizemos o teste com ferro fundido cinzento e nodular ligado, que vimos no exemplo citado.
apesar disso, devemos continuar os testes também com outras estruturas e combinações de materiais diferentes. Baseado nos resultados obtidos até o momento através dos testes mecânicos, químicos e físicos, concluímos que o processo HYBRiD® representa uma opção econômica e eficiente na construção de ferramentas de conformação.
apesar dos resultados obtidos extremamente satisfatórios sob a óptica metalúrgica e mecânica, é de grande importância continuar, o desenvolvimento deste novo processo de fundição para podermos avaliar todo o seu potencial econômico e técnico.
AGRADECIMENTOSJosé a. Zara, Diretor da
Ferramentaria da General motors do Brasil, adilson adalberto matias, Gerente da Ferramentaria da General motors do Brasil João Fernando Delafiori, Desenvolvimento de maquinas e Processos da General,
motors do Brasil, Priscila oliveira Santos, engenharia de manufatura da General motors do Brasil.
REFERÊNCIASWLoDaWeR, RoBeRT. Gelenkte erstarrung von Gußeisen. Düsseldorf: Gießerei- verlag, 1977.RÖHRiG, K.; WoLTeRS, D. Legiertes Gußeisen, 2 vols. Düsseldorf: Gießereiverlag, 1976.HaSSe, STePHan. Duktiles Gußeisen. Berlin: Fachverlag Schiele & Schön, 1996. SiLva, anDRÉ LUiZ C.; mei, PaULo RoBeRTo. Tecnologia dos aços. Campinas:eletrometal e Unicamp, 1981.RaUTeR, RaUL oSCaR. aços Ferramentas. Rio de Janeiro: LTC, 1974.SoUZa SanToS, aDaLBeRTo B.; CaSTeLo BRanCo, CaRLoS H. metalurgia dos Ferros Fundidos Cinzentos e nodulares. São Paulo: iTP, 1989.

62
| mai
o 2
014
RESULTADOS DA APLICAÇÃO DO PROCESSO DE fUNDIÇÃO HYBRID®1
Henrique Leibholz2
Rodolfo Leibholz3
Edgar Horácio do Carmo Felipe4
RESUMOa pesquisa apresenta os resultados da aplicação do processo HYBRiD® em ferramentas para o setor automobilístico,
no processo de fundição, onde dois materiais com composição química e estruturas diferentes, são fundidos em uma mesma peça. este estudo tem como objetivo abrir novas possibilidades para produzir ferramentas de conformação com menor custo e maior eficiência.
PALAVRAS-ChAVEProcesso de fundição HYBRID.
1 apresentado no evento “16º Congresso de Fundição da aBiFa - ConaF 2013”2 Departamento de Desenvolvimento, FemaQ Fundição Ltda., Piracicaba – SP3 Departamento de Desenvolvimento, FemaQ Fundição Ltda., Piracicaba – SP4 Product Development – Tooling analysis Group , FiaT CHRYSLeR
Cade
rno
Técn
ico
2
OBJETIVOa pesquisa apresenta estudos feitos com um processo de fundição de dois materiais, com composição química e
estruturas diferentes, em uma mesma peça. este estudo tem como objetivo abrir novas possibilidades para produzir ferramentas de conformação com menor custo e maior eficiência.
o processo de redução de custo e aumento de eficiência, foi feito em ferramentas de uso normal da empresa FiaT.a experiência foi feita com redução de custos inicialmente no fundido, depois na usinagem e ainda na economia da
montagem quando se usa uma ferramenta integrada, ou seja, o punção e a base numa mesma peça com dois materiais diferentes.
METODOLOGIAo processo HYBRiD® serve-se da fundição por gravidade e de modelos de poliestireno expandido, mais conhecido
como “Fullmolding”. Realizamos o novo processo em matrizes para a indústria automobilística que possui um punção inserido em uma base. Usamos o processo em matrizes que possuem uma altura que possibilite a fusão no processo hibrido.
no critério de seleção dos materiais das matrizes em estudo buscamos as situações de compatibilidade de materiais, principalmente no que se refere ao tratamento térmico, para assim validarmos por completo o novo processo de fundição.
a matriz HYBRiD®

63
| mai
o 2
014
Desenvolvimento Processo hybrid de Ferramentas (Fundição)
A dureza obtida após tratamento térmico dos raios, utilizando o processo de tempera a chama, encontra se conforme os padrões exigidos pelo cliente.
Ossatura Fiancata Interna Dx / Sx: OP20 – Repuxar D.E.
Ossatura Fiancata Interna Dx / Sx: OP20 – Repuxar D.E. As durezas marcadas na peça, após tempera, atingiram o esperado . A tempera foi feita na parte que tem vanádio, cromo e molibdênio.
Apresentação do custo beneficio para o processo hyBRID® , referente ao material
Parede Divisória: OP20 – Repuxar D.E.

64
| mai
o 2
014
Parede Divisória: OP20 – Repuxar D.E. As durezas marcadas na peça, após tempera, atingiram o esperado . A tempera foi feita na parte que tem vanádio, cromo e molibdênio.
As durezas marcadas na peça, após tempera, atingiram o esperado . A tempera foi feita na parte que tem vanádio, cromo e molibdênio.
COMPARAÇÃO DO CUSTO: PAREDE DIVISóRIA:OP20 – Repuxar D.E.
Rinforzo Montante Central Dx / Sx:d Rinforzo Montante Central Dx / Sx:d
Rinforzo Montante Central Dx / Sx:d OP20 – Repuxar S.E. Dx - Peça Fundida em hyBRID.
Cade
rno
Técn
ico
2

65
| mai
o 2
014
COMPARAÇÃO DO CUSTO DO PUNÇÃO 5) RINFORzO MONTANTE CENTRAL Dx / Sx
OP.20 – REPUxO/PUNCAOAs durezas marcadas na peça, após tempera, atingiram o esperado . A tempera foi feita na parte que tem vanádio, cromo e molibdênio.
OP.20 – REPUxO/PUNCAOAs durezas marcadas na peça, após tempera, atingiram o esperado . A tempera foi feita na parte que tem vanádio, cromo e molibdênio.
OP.40 – CALIBRAGEMAs durezas marcadas na peça, após tempera, atingiram o esperado . A tempera foi feita na parte que tem vanádio, cromo e molibdênio.
OP.40 – CALIBRAGEMAs durezas marcadas na peça, após tempera, atingiram o esperado . A tempera foi feita na parte que tem vanádio, cromo e molibdênio.
CONCLUSÃO Chegamos a um resultado variando entre 10 a 23 %
dependendo do projeto da ferramenta, o que é bastante expressivo. a redução de custos é feita na parte do fundido bruto e também na redução de usinagem. Para que haja um aproveitamento máximo do processo é necessário projetar a ferramenta integrada assim, economizamos o tempo de bancada, ou seja, a montagem do punção na base. Também a redução de máximo custo acontece quando o preço dos materiais aplicados são bem diferentes. nestes casos chegamos a uma redução em torno de 30% do custo total da ferramenta que é bastante significativo.
então concluímos que o processo HYBRiD® de fundição é bastante valido e devemos continuar as pesquisas.

66
| mai
o 2
014
RESUMOProduzir amostras corretas é vital para a competitividade da fundição. evitar desperdícios de tempo e dinheiro
com alterações desnecessárias é fundamental para o desenvolvimento do processo em um cenário competitivo. a complexidade do processo de fundição se demonstra pela dificuldade de produzir amostas dimensionalmente
corretas na primeira tentativa. a contração uniforme e não uniforme são afetadas por questões de processo e restri-ções de moldagem.
a utilização de conceitos recentes baseados em tecnologias digitais permite prever a contração do fundido e corrigir o projeto antes da construção do modelo ou ferramenta. a avaliação dimensional do produto é realizada di-gitalmente considerando resultados obtidos da simulação de fundição. os desvios encontrados geram alterações no modelo CaD. ao final, o modelo CaD deve ser utilizado para a construção do ferramental
este artigo aborda o conceito e a execução das etapas, assim como casos de aço, ferro fundido e alumínio injetado.
PALAVRAS ChAVE: projeto, modelo, ferramental, contração, simulação
DEVELOPMENT OF DIMENSIONALLy CORRECT PATTERNS AND TOOLS
DESENVOLVIMENTO DE fERRAMENTAIS DIMENSIONALMENTE CORRETOS SEM TRY-OUT1
PRÊMIO SI GROUP DE EXCELÊNCIA EM COMUNICAÇÃO TÉCNICA NO 16º CONGRESSO DE fUNDIÇÃO DA ABIfA - CONAf 2013
Joern Schmidt Dr. Jörg C. Sturm
Cade
rno
Técn
ico
3
ABSTRACTProduce correct samples is very important for the casting industry competitiveness. avoid time and costs with
unnecessary changes in patterns and dies are crucial for the development of the foundry process in the actual com-petitive scenario.
The complexity of the casting process is shown by the difficulty to produce castings dimensionally correct at the first pour. Uniform and non uniform contraction are affected by process and molding constrains.
Using recent technologies it’s possible to predict the overall contraction of the casting and correct the project before patterns or dies have been produced. Castings dimensions are evaluated digitally based on simulation results. Deviations found are used to correct the CaD model. after this, the model can be used for the construction of the pattern /die.
This article shows the execution of these steps, as well as case studies in steel, iron, and high pressure die casting.
KEy wORDS: project, pattern, die, linear contraction, simulation
1 Trabalho a ser apresentado no 16° Congresso de Fundição - ConaF 2013, 15 a 18 de outubro de 2013, São Paulo - SP.2 Diretor da maGma engenharia do Brasil Ltda3 Diretor da maGma Giessereitechnologie GmbH

67
| mai
o 2
014
INTRODUÇÃOCompetitividade no setor de fun-
dição depende de vários aspectos. a disponibilidade de matéria prima de qualidade a custo competitivo, assim como energia e mão de obra qualificada na produção são impor-tantes para o sucesso. entretanto, não representam os únicos pontos importantes. Projetos e processos robustos são parte fundamental, as-sim como a capacidade de desenvol-vê-los no menor tempo possível com confiabilidade, permite às empresas se destacarem no setor.
o tempo de desenvolvimento é um dos pontos chaves atualmente. a sua redução afeta novos lança-mentos de forma positiva, o que é vital para a sobrevivência de muitos setores.
no setor de fundição isto pode ser traduzido por alguns conceitos, tais como “certo da primeira vez”, alta capacidade de projeto e exe-cução de ferramentais e modelos e a disponibilidade dos materiais utilizados nestes. Desta forma, as empresas estão se modernizando para atender as novas demandas do mercado.
a construção ágil do ferramental / modelo representa um fator com-petitivo. o tempo de confecção pode ser reduzido aplicando técnicas mo-dernas de gestão, realizando a exe-cução de diversas partes em para-lelo. mas esta vantagem competitiva pode ser comprometida, se o ferra-mental necessitar de várias altera-ções até que uma condição robusta de produção seja alcançada.
alterações de ferramental / mo-delos são necessárias na maioria das vezes devido a erros na sua fa-bricação, modificação do projeto e correções dimensionais.
as modificações geram perdas de competitividade e custos asso-ciados:
• Na modificação, devido a alo-cação de equipamentos e re-cursos humanos para o pla-nejamento e execução
• O tempo gasto para a realiza-ção da alteração
• O tempo de transporte do
modelo / ferramental• O tempo necessário para a
produção de novas amostras e a sua validação
Considerando a complexidade do processo de fundição e a quantidade de parâmetros envolvidos, pode ser necessário realizar mais do que uma modificação.
este trabalho avalia o esforço necessário para reduzir / eliminar as alterações na etapa de confecção do ferramental / modelo, através da previsão da contração do fundido e aplicação das correções dimensio-nais antes da fabricação das amos-tras. isto permitirá que as primeiras amostras sejam produzidas com di-mensões dentro das tolerâncias es-pecificadas, evitando o desperdício de tempo e dinheiro.
ALTERAÇõES DIMENSIONAIS DO FUNDIDO DURANTE A SOLIDIFICA-ÇÃO E O RESFRIAMENTO
a forma geométrica complexa da maioria dos fundidos, composto por espessuras de paredes heterogêne-as, geram diferenças de extração de calor. a consequência é uma varia-ção local nas condições de solidifi-cação e resfriamento.
Diferenças de temperatura ge-ram tensões e que podem provocar a deformação permanente. a altas temperaturas, o limite de escoa-mento é baixo e mesmo níveis baixos de tensão podem provocar deforma-ções plásticas do material. Caso este material apresente alguma fra-gilidade nesta faixa de temperatura, poderá ocorrer uma trinca.
a temperaturas mais baixas, o limite de escoamento é mais alto e a tendência de deformação perma-nente menor. entretanto as diferen-ças de temperatura em conjunto com a contração do componente (desde a dimensão original do mo-delo / ferramental) e a restrição im-posta pelo molde / ferramenta ge-ram um estado de tensões que pode exceder o limite de escoamento.
a desmoldagem em si, através da remoção da maior parte das res-trições, aumenta (na maioria dos casos) as diferenças de temperatura
entre as diversas regiões do com-ponente. Restrições internas, da-das pelo seu formato ou então pela geometria do sistema de canais e/ou massalotes, podem atuar modifi-cando a contração nesta fase.
a previsão da contração total deve considerar estes vários aspec-tos da rotina de produção dos com-ponentes.
CONTRAÇÃO UNIFORME E NÃO UNIFORME
Dado o processo de solidificação e resfriamento e o fato de que os metais, na maioria dos casos, con-trai com a redução da temperatura, o componente reduz as suas dimen-sões quando comparado com o for-mato inicial do molde / ferramental.
a contração uniforme defini-se pela redução das dimensões das vá-rias regiões de forma uniforme, com um mesmo fator, associado ao coe-ficiente de contração linear específi-co de cada material.
a contração não uniforme é ge-rada por restrições decorrentes da presença do molde / ferramental ou do próprio formato do componente. existe em todos os casos, entretan-to, sua intensidade varia de acordo com a situação.
a contração total de um compo-nente desde o formato do modelo / ferramental leva em consideração a soma da contração uniforme e não uniforme.
no caso de moldes permanen-tes, existe o fator adicional gerado pelo aquecimento da coquilha / ma-triz até a temperatura de trabalho, o que provoca uma dilatação da ca-vidade de acordo com a variação da temperatura e o material utilizado. mesmo nesta situação, o perfil de temperatura heterogêneo, provo-ca uma variação dimensional não uniforme da ferramenta, que pode afetar as dimensões da cavidade e o formato final do componente.
a figura 3 demonstra contrações típicas de geometrias em diferen-tes graus de restrição peça / mol-de. Pode-se notar que o valor final de contração de um componente submetido a restrições, é de 0,92%.

68
| mai
o 2
014
ao contrário, um componente sem restrições nas mesmas condições contrai 2,4%, o que representa uma variação de160%.
PROCEDIMENTO TRADICIONAL PARA APROVAÇÃO DIMENSIONAL
a aprovação dimensional de componentes fundidos segue tradi-cionalmente a seguinte rota no de-senvolvimento (a partir do modelo usinado):
adição do sobremetal para a usi-nagem
aplicação da contração esperadaGeração da geometria com so-
bremetal e contraçãoFabricação do modelo ou ferra-
mentaProdução de amostrasmedição das amostras e compa-
ração com a dimensões especifica-das para o componente bruto. Gera-ção do relatório de desvios.
após a geração do relatório di-mensional, os desvios são avaliados e quando necessário, são feitas cor-reções repetindo-se as etapas 3 a 6, até que as dimensões se encontrem dentro da tolerância especificada. a figura 2 demonstra esquematica-mente o desenvolvimento tradicional.
É importante ressaltar que, fre-
quentemente, a execução das al-terações não é realizada dentro da fundição, dependendo então da rea-lização na modelação / ferramenta-ria e os custos associados.
METODOLOGIAPara a produção de fundidos di-
mensionalmente corretos, sem a utilização de amostras reais, é ne-cessário determinar a contração correta por meios computadoriza-dos.
o modelo CaD inicial recebe a aplicação dos fatores de contração considerando a experiência prévia. a geometria 3D é incorporada na simulação que determinará a con-tração do produto. as variações de temperatura e restrições geram ten-sões e deformações no produto, que afetam a contração.
a forma final do produto é avalia-da digitalmente, confrontando as di-mensões obtidas pela simulação em relação às dimensões / tolerâncias especificadas. Cotas e planicidade serão inspecionadas para a determi-nação de desvios a serem corrigidos no modelo 3D.
a nova geometria 3D deverá ser ressimulada para verificar se as cor-reções produziram o resultado de-
sejado e em caso afirmativo, o mo-delo 3D poderá ser utilizado para a construção do modelo / ferramenta.
a figura 3 demonstra grafica-mente a sequência de trabalho ne-cessária.
Um componente fundido em aço será utilizado para a aplicação da me-todologia e demonstrar os resultados.
o modelo tridimensional do pro-duto foi gerado no software CaD Pro/engineer. Partindo-se do compo-nente usinado, aplicou-se o sobre-metal nas regiões necessárias. em seguida foi aplicado um fator de con-tração de 1,5%. o modelo resultante foi importado no software maGma5 5.2 para a simulação de fundição. a simulação foi realizada em um com-putador Supermicro SYS-7047a-T com processador e5-2687W.
a figura 4 apresenta um dese-nho esquemático do componente e o projeto de fundição.
a avaliação dos desvios foi rea-lizada no próprio software de simu-lação levando em consideração dois pontos:
1. Planicidade da face superior2. Desvios dimensionais do
produto em relação à geo-metria de referência (modelo 3D a partir do desenho bruto)
Figura 1 – Contrações de diferentes geometrias de acordo com o grau de restrição. Fonte: Campbell4, 1992
Figura 2 - Esquema do Procedimento tradicional
Cade
rno
Técn
ico
3
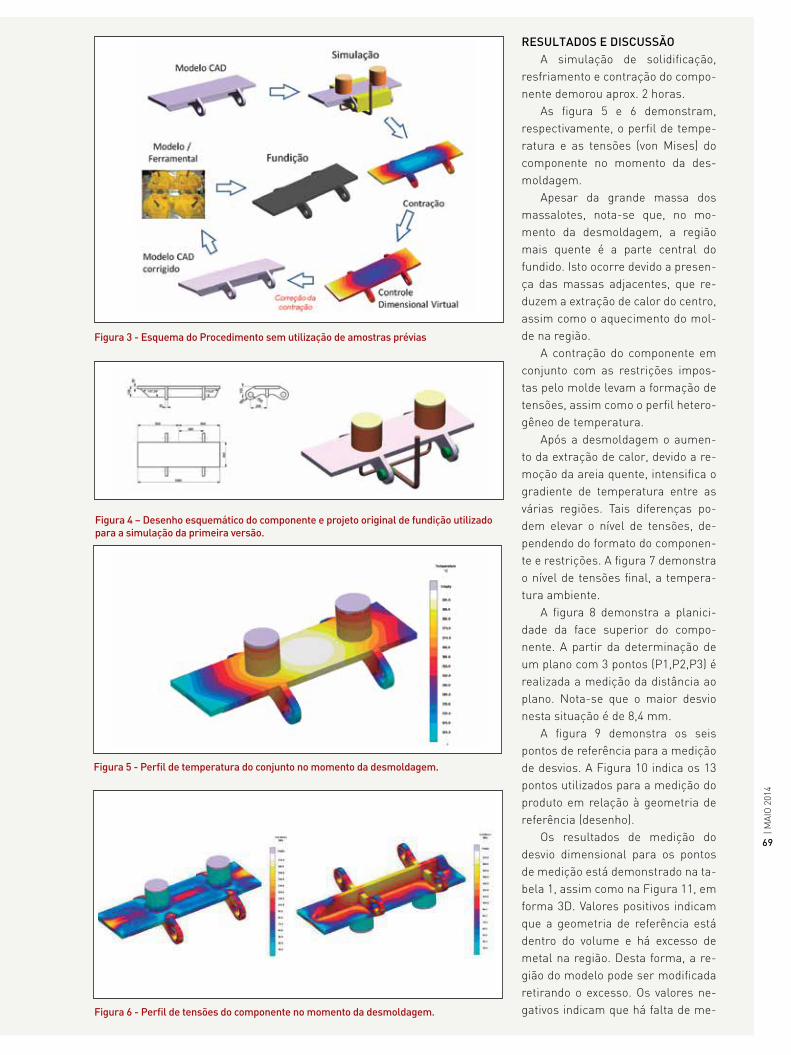
69
| mai
o 2
014
RESULTADOS E DISCUSSÃOa simulação de solidificação,
resfriamento e contração do compo-nente demorou aprox. 2 horas.
as figura 5 e 6 demonstram, respectivamente, o perfil de tempe-ratura e as tensões (von mises) do componente no momento da des-moldagem.
apesar da grande massa dos massalotes, nota-se que, no mo-mento da desmoldagem, a região mais quente é a parte central do fundido. isto ocorre devido a presen-ça das massas adjacentes, que re-duzem a extração de calor do centro, assim como o aquecimento do mol-de na região.
a contração do componente em conjunto com as restrições impos-tas pelo molde levam a formação de tensões, assim como o perfil hetero-gêneo de temperatura.
após a desmoldagem o aumen-to da extração de calor, devido a re-moção da areia quente, intensifica o gradiente de temperatura entre as várias regiões. Tais diferenças po-dem elevar o nível de tensões, de-pendendo do formato do componen-te e restrições. a figura 7 demonstra o nível de tensões final, a tempera-tura ambiente.
a figura 8 demonstra a planici-dade da face superior do compo-nente. a partir da determinação de um plano com 3 pontos (P1,P2,P3) é realizada a medição da distância ao plano. nota-se que o maior desvio nesta situação é de 8,4 mm.
a figura 9 demonstra os seis pontos de referência para a medição de desvios. a Figura 10 indica os 13 pontos utilizados para a medição do produto em relação à geometria de referência (desenho).
os resultados de medição do desvio dimensional para os pontos de medição está demonstrado na ta-bela 1, assim como na Figura 11, em forma 3D. valores positivos indicam que a geometria de referência está dentro do volume e há excesso de metal na região. Desta forma, a re-gião do modelo pode ser modificada retirando o excesso. os valores ne-gativos indicam que há falta de me-
Figura 3 - Esquema do Procedimento sem utilização de amostras prévias
Figura 4 – Desenho esquemático do componente e projeto original de fundição utilizado para a simulação da primeira versão.
Figura 5 - Perfil de temperatura do conjunto no momento da desmoldagem.
Figura 6 - Perfil de tensões do componente no momento da desmoldagem.

70
| mai
o 2
014
tal em relação à geometria de refe-rência e portanto o modelo necessita de correção, adicionando massa.
os desvios encontrados variam de -4,03 a 6,60 mm. os pontos m5, m10 e m11, obtiveram valores abaixo de 1 mm, o que representa somente uma pequena variação.
Com base nestes resultados, foram realizadas alterações no mo-delo CaD revertendo os valores de desvio. Uma nova versão de simula-ção foi preparada contendo as alte-rações e os resultados estão apre-sentados a seguir.
a tabela 2 demonstra que os valo-res de desvio foram reduzidos signifi-cativamente, mas algumas algumas dimensões do produto ainda apre-sentam variações significativas em relação à geometria de referência. os pontos m12 e m13 tiveram os desvio reduzido de 4,04 para 2,88 e de -4,06 para -3,00, respectivamente.
apesar da melhora, alguns valo-res ainda se encontram fora da to-lerância, o que motivou a realização de uma terceira simulação para os ajustes finais.
novamente a geometria foi alte-rada, incorporando alterações para o ajuste da contração.
a figura 12 demonstra os resul-tados da terceira simulação na for-ma 3D e a tabela 3 apresenta os re-sultados dos pontos m1 a m13.
Com as últimas alterações rea-lizadas no modelo CaD, os desvios alcançados foram menores ou igual a 1mm.
a figura 13 demonstra a evolução dos desvios da primeira até a tercei-ra simulação.
a versão 3 demonstra que os desvios são mais uniformes do que na segunda versão simulada, na qual encontramos regiões com des-vios baixos e altos.
Com as alterações implementas as dimensões do fundido se encon-tram dentro da faixa aceitável.
OUTROS CASOS
1.1.1 CARCAÇA EM FERRO FUNDIDOUma carcaça de ferro fundido é
produzida pela empresa Harz Guss
Figura 7 – Perfil de tensões residuais a temperatura ambiente.
Figura 8 – Medição virtual indicando a planicidade da face superior. Avaliação em milímetros em relação ao plano de medição P1,P2,P3.
Figura 9 – Pontos de referência para o posicionamento do produto no sistema de medição.
Figura 10 – Pontos de medição M1 a M13 para controle dimensional do produto fundido.
Cade
rno
Técn
ico
3

71
| mai
o 2
014
Zorge GmbH. a geometria do pro-duto está demonstrada na figura 14, assim como projeto. São fundidos 4 componentes em uma caixa de mol-dar, utilizando-se machos e filtros.
Figura 14 – Demonstra a geome-tria do componente e do projeto de fundição, respectivamente.
Foi realizada a avaliação da con-tração do componente através de si-mulação antes de sua produção. ao final, a peça produzida foi digitaliza-da e comparada com a geometria de referência. a avaliação do resultado na peça real foi confrontado com o resultado obtido na simulação. a fi-gura 15 demonstra a comparação.
em paralelo foi determinado o fator de contração do componente real e comparado com a simulação. a tabela 4 demonstra este resultado.
Tabela 4 – Resultados da deter-minação da contração na direções x, Y e Z, para o componente real e o simulado.
nota-se que a contração é simi-lar nas direção x e Y, mas distinta na direção Z, que neste caso representa a direção perpendicular ao plano da placa modelo.
Há uma excelente coerência en-tre os resultados reais e simulados.
1.1.2 COMPONENTE DE CONExÃO (ESTRUTURAL) INJETADO
o componente injetado demons-trado na figura 16 é uma peça da es-trutural de um veículo da audi. É fa-bricado na Fundição da volkswagen em Kassel. a figura 16 demonstra o perfil do componente com o sistema de canais de injeção e bolsas.
a contração do componente pode ser visualizada na Figura 17 em dois instantes, após a desmoldagem e após a remoção dos canais e bolsas. Para referência, a geometria original da cavidade é demonstrada de forma sombreada e aplicou-se um fator de contração de 30 vezes para facilitar a visualização da contração.
nota-se que entre estas duas situações, através das cores, houve uma forte mudança da contração do componente. a variação da tempe-ratura entre a desmoldagem até a temperatura ambiente e a remoção
Tabela 1 – Resultados da medição tridimensional contendo os desvios em relação à geometria bruta do fundido.
Figura 11 – Desvio de dimensões no componente em relação à geometria de referência para a primeira simulação, em milímetros. A escala está definida entre -6 e 6 milímetros.
Tabela 2 – Resultados de desvio de medição tridimensional da segunda versão.

72
| mai
o 2
014
dos canais (restrição), são respon-sáveis por esta variação.
a figura 18 demonstra, de forma gráfica, a contração em milímetros na posição do plano de corte na co-ordenada x=2145 mm em distintos pontos. os resultados demonstram que a previsão via simulação está em acordo com as medições reais do componente.
CONCLUSõESo fator de contração do fundido
utilizado para a fabricação do mo-delo ou ferramental é afetado pela forma do componente, sistema de canais e massalotes, restrições de moldagem e processo de fundição.
através de simulação é possível prever a contração do componente antes de sua fabricação. após a pro-dução pode-se comparar o resulta-do simulado com o real utilizando as modernas técnicas de medição disponíveis.
os resultados apresentam uma boa coerência entre a simulação e realidade, demonstrando o potencial de aplicação da técnica.
a alteração da geometria bru-ta inicial baseado em resultados de simulação requer atenção devido à variação local da contração nas dis-tintas regiões.
ReFeRÊnCiaSGerschwinat, R.; Hartmann, G.;
Fertigungsoptimierung von alumi-nium – Strukturbauteilen - Struk-turteile im KaRmann Crossfire verdeck. Disponível em http://www.magmasoft.de/de/solutions/pu-blications.html?sort=references1, acesso em 05.05.2013
GiFa 2011, maGma GmbH, mi-nimization of the Distortion of Cast Structural Components. apresenta-ção em DvD.
GiFa 2011, maGma GmbH, Cal-culation of Residual Stresses and Distortions for large Castings, apre-sentação em DvD.
Campbell, J.; Castings, 1ª edição, Butterworth-Heinemann Ltd,1991, 288p.
Tabela 3 - Resultados de desvio de medição tridimensional da última versão.
Figura 13 – Evolução dos desvios das três simulações realizadas, em milímetros.
Figura 14 – Demonstra a geometria do componente e do projeto de fundição, respectivamente.
Figura 15 – Comparativo dos desvios obtidos através de simulação com desvios medidos no componente real em 3 dimensões, em milímetros.
Cade
rno
Técn
ico
3

Figura 16 – Perfil do componente injetado, sistema de canais de injeção e bolsas.
Figura 17 – Formato do componente após a desmoldagem e após a remoção dos canais e bolsas (rebarbação). Visualização da geometria original (sombreado) e da geometria atual através de um fator de distorção aumentado.
Figura 18 – Gráfico da contração no plano x = 2145mm, demonstrando os valores obtidos via simulação e as variações mínima e máxima obtidas na prática.
74
| mai
o 2
014
AGENDA
CURSOS
PROCESSO DE ELETRóLISE- PRODUÇÃO DE ALUMíNIO PRIMáRIOData: 20 a 22 de maio de 2014.
Outras informações: [email protected]
METALURGIA DO ALUMíNIO PARA NÃO METALURGISTASData: 26 a 28 de maio de 2014
Outras informações: [email protected]
REGIONAL RIO GRANDE DO SUL
OFICINA: METALURGIA EM FERROS CINzENTOS E NODULARESInstrutores: Cléber Lessa e Sérgio Kessler
Data: 26 de abril de 2014
Local: Hotel Cosmos - Rua 20 de Setembro, 1563
Caxias do Sul
Inscrições: [email protected]/ 55 51 3590-7738
PRODUTIVIDADE COM FORNOS DE INDUÇÃOInstrutor: vanderlei G. Romano
Data: 09 de maio de 2014
Local: aBiFa Regional RS – Rua José Bonifácio , 204
Centro de São Leopoldo
Inscrições: [email protected] 55 51 3590-7738
EVENTOS
MAIO
GTA – GIESSEREI KOLLOQIUMData: 01 a 31 de maio de 2014.
Local: aalen - alemanha
Mais informações: http://gta.htw-aalen.de/de/index2.htm
71ST wORLD FOUNDRy CONGRESSData: 19 a 21 de maio de 2014.
Local: Bilbao - Espanha
Mais informações: http://www.71stwfc.com/index.php?lang=en
METAL ChINA – FOUNDRy ExPOData: 19 a 22 de maio de 2014.
Local: Beijing - China
Mais informações: http://www.bciffe.com/en/
FIMA BRASIL - FEIRA INDUSTRIAL DE MANUTENÇÃO E AUTOMAÇÃO Data: 20 a 23 de maio de 2014.
Local: Santos - Brasil
Mais informações: http://www.fimabrasil.com.br
30ª MECâNICAData: 20 a 24 de maio de 2014.
Local: São Paulo - Brasil
Mais informações: http://www.mecanica.com.br/
SUL METAL E MINERAÇÃO
Data: 27 a 30 de maio de 2014.
Local: Criciúma - Brasil
Mais informações: http://www.sulmetalmineracao.com.br/
ed2014/
JUNhO
METALLURGy LITMAShData: 03 a 06 de junho de 2014.
Local: moscow - Rússia
Mais informações: http://www.metallurgy-tube-russia.com/
AUTOMEChANIKA – DUBAIData: 03 a 05 de junho de 2014.
Local: oriente médio - Dubai
Mais informações: http://www.automechanikadubai.com/
frankfurt/5/for-visitors/automechanikadubai.aspx
7ª AUTOPAR – FEIRA DE FORNECEDORES DA INDúSTRIA AUTOMOTIVAData: 04 a 07 de junho de 2014.
Local: Paraná - Brasil
Mais informações: http://www.feiraautopar.com.br/index.
php?option=com_content&view=article&id=51&itemid=43
METEF + FOUNDEQ & ALUMOTIVE INOVATION INTERNACIONAL ALUMINIUMData: 11 a 13 de junho de 2014.
Local: verona – itália.
Mais informações: http://www.metef.com/enG/home.asp
Parts2Clean
Data: 24 a 26 de junho de 2014.
Local: Stuttgart - alemanha
Mais informações: http://www.parts2clean.de/

Ferro Alumínio Suprimentos Aço
16/05 20/05 27/05 28/05
COMISSõES COMERCIAIS
COMISSÃO DE RELAÇõES TRABALhISTAS E SINDICAIS
REUNIÃO PLENáRIA
COMISSõES EM MAIO
Informações: Jurandir Carmelio
E-mail: [email protected]
RH/RT
14/05Informações: manoel madeiraE-mail: [email protected]
Reunião Plenária
27/05Informações: Roberto João de Deus E-mail: [email protected]

76
| mai
o 2
014
ÍNDICES SETORIAIS
DESEMPENhO DO SETOR DE FUNDIÇÃO FEVEREIRO/2014
PERíODO FEV/14 JAN/14 FEV/13 A/B % A/C % JAN-FEV/14 JAN-FEV/13 D/E %
METAL (A) (B) (C) (D) (E)
1- FERRO TOTAL 185.054 185.564 193.681 (0,3) (4,5) 370.618 374.605 (1,1)
2- AÇO TOTAL 20.842 20.810 15.276 0,2 36,4 41.652 31.603 31,8
3- NÃO FERROSOS 20.387 20.016 21.116 1,9 (3,5) 40.403 41.025 (1,5)
3.1 - COBRE 1.629 1.792 1.194 (9,1) 36,4 3.421 2.409 42,0
3.2 - zINCO 120 177 221 (32,2) (45,7) 297 542 (45,2)
3.3 - ALUMíNIO 18.237 17.646 19.309 3,3 (5,6) 35.883 37.376 (4,0)
3.4 - MAGNÉSIO 401 401 392 - 2,3 802 698 14,9
4 - TOTAL GERAL 226.283 226.390 230.073 - (1,6) 452.673 447.233 1,2
ton/dia 11.314 10.290 12.109 9,9 (6,6) 10.778 10.908 (1,2)
PRODUÇÃO BRASILEIRA DE FUNDIDOS - T (TONELADA)
I - PRODUÇÃO DE FUNDIDOS (t)

INPF- íNDICE NACIONAL DE PREÇOS DE FUNDIDOS
METAIS
PERíODOSFERRO
AÇO
CARBONO
AÇO
LIGADO
AÇO
INOxIDáVEL
zINCO SOB
PRESSÃO
ALUMíNIO
S/PRESSÃO
ALUMíNIO
P/GRAVIDADE
maRÇo/13 0,25 (0,33) 0,21 (1,59) (1,38) (0,22) (1,48)
aBRiL/13 0,83 0,48 0,24 (0,79) (1,01) (0,41) (0,28)
maio/13 1,84 0,58 0,03 (0,11) (0,22) (0,98) 1,20
JUnHo/13 (0,11) 0,24 0,28 (1,14) 1,83 2,75 2,17
JULHo/13 (0,41) 0,24 0,38 0,08 0,87 1,05 1,02
aGoSTo/13 0,12 0,09 0,07 0,05 0,06 0,09 0,06
SeTemBRo/13 0,33 0,34 0,68 0,09 1,60 1,11 (0,32)
oUTUBRo/13 0,76 1,10 1,01 0,46 (0,36) (0,22) (0,13)
novemBRo/13 1,09 1,27 1,57 2,28 1,98 2,57 2,70
DeZemBRo/13 0,33 0,21 0,10 (0,11) 2,27 (0,34) 0,14
JaneiRo/14 0,77 0,94 0,87 1,15 2,61 1,82 0,95
FeveReiRo/14 0,80 1,43 1,11 0,83 0,53 0,79 0,25
Acumulado 12 mês 6,78 6,78 6,74 1,15 9,04 8,22 6,39
Acumulado 2014 1,58 2,38 1,99 1,99 3,15 2,62 1,20
dados em %
Misturador DW29.

78
| mai
o 2
014
MERCADO
em última palestra promovida pela associação Brasileira de Fundição – aBiFa, Luiz moan, presidente da anfavea, abordou com detalhamento o tema inovar auto, no qual beneficia o segmento automotivo, ajudando a estimular o investimento na indústria nacional e deixá-lo competitivo, com diversos pacotes lançados pelo Governo Federal. mas as medidas não param por aí, vem muito mais, como: inovar Peças, inovar máquinas, exportar auto, entre outros.
Segundo moan, a indústria brasileira é extremamente competente em seus exercícios, e tem capacidade de desenvolver modelos de veículos do começo ao fim.
A INDúSTRIA AUTOMOBILíSTICA
mencionou os centros de engenharia, desenvolvimento e instalado no país. e disse ainda que com o inovar auto, atraíram investimentos não somente das empresas que já estavam aqui, como também vários novos fabricantes de veículos que se instalaram ou estão vindo para o Brasil.
automotive Business faz levantamento sobre os investimentos do setor automobilístico, na edição de março de sua publicação. a indústria automotiva não para de crescer, empresas nacionais dão alavancadas no desenvolvimento de seus modelos e fábricas, enquanto as internacionais ingressam no Brasil, como podem notar:

79
| mai
o 2
014

80
| mai
o 2
014
LISTA ANUNCIANTES
AMSEL | PáG. 47(15) [email protected]
ASK | PáG. 2ª CAPA(19) 3781-1300 [email protected]
BENTOMAR | PáG. 05(11) 2721-2719 [email protected]
BIAGIO | PáG. 31(19) 3638-2022 www.fundicaobiagio.com.br
COMIL | PáG. 43(11) 2942-4020 [email protected]
CORONA CADINhOS | PáG. 3ª CAPA(11) 4061-7785 [email protected]
EIRICh | PáG. 77(11) 4619-8900www.eirich-brazil.com
EUROMAC | PáG. 39(47) [email protected]
FOSECO | PáG. 13(11) 3719 9788 [email protected]
FUNDIÇÃO JUPTER | PáG. 09(19) 3544-3047 [email protected]
FUNDISOFT | PáG. 29(31) 3286-1225 [email protected]
GAzzOLA | PáG. 27(37) 3073-3131 [email protected]
GEVITEC | PáG. 37(47) 3425-0505 [email protected]
INBRA | PáG. 81(11) 2207-7000www.inbrametais.com.br
MAGMA | PáG. 4ª CAPA(11) 5535-1381 [email protected]
MARBOw RESINAS | PáG. 11(11) 2626-5980 [email protected]
METAL ChECK | PáG. 25(11) 3515-5287 [email protected]
MINERAÇÃO DARCy | PáG. 49(16) [email protected]
MINERAÇÃO DESCALVADO | PáG. 35(19) 3583-1464 [email protected]
MINERAÇÃO JUNDU | PáG. 45(19) 3583-9200 [email protected]
MOLDPRESS | PáG. 21(51) [email protected]
RIMA | PáG. 53(31) [email protected]
ROMÃO GOGOLLA | PáG. 75(19) [email protected]
SERVIFOR | PáG. 73(19) 3542-0515 [email protected]
SERVThERM | PáG. 15(11) 2176-8200 [email protected]
SINTO BRASIL | PáG. 07(11) 3321-9500 [email protected]
TECBRAF | PáG. 41(11) 4035-8888 www.tecbraf.com.br



