processamento térmico de ligas metálicas
TRANSCRIPT
Processamento Te rmico de Ligas Meta licas
Na aula passada foram abordados alguns poucos tratamentos térmicos de ligas ferrosas, mais
precisamente a liga ferro-carbono, ilustrando fenômenos como a recristalização e a
decomposição da austenita, podendo originar a perlita, bainita ou martensita. Nesta aula estes
processos serão vistos de forma mais aprofundada, mostrando como são utilizados para
alterar as propriedades mecânicas de uma dada liga ferrosa.
Recozimento Neste processo, o material é exposto a uma alta temperatura por um período de tempo
prolongado, e depois lentamente resfriado. Os efeitos do recozimento são:
1. Alívio das tensões internas;
2. Torna o material mais dúctil e tenaz;
3. Pode alterar uma microestrutura específica.
Todos os processos de recozimento são compostos de três etapas fundamentais:
1. Aquecimento até a temperatura desejada;
2. Manutenção da temperatura;
3. Resfriamento até a temperatura ambiente;
O tempo é um dos parâmetros mais relevantes deste tipo de tratamento térmico. Durante os
processos de variação de temperatura existem diferenças de temperaturas entre as partes
internas e externas da peça sobre a qual o tratamento térmico está sendo aplicado (diferença
conhecida como gradiente de temperatura).
Caso exista uma diferença de temperatura muito grande entre as partes internas e externas do
material durante o recozimento pode haver empenamento ou trincamento do material.
O tempo real de recozimento deve ser longo o suficiente para permitir as transformações
necessárias.
A temperatura de recozimento é outro parâmetro importante do processo, uma vez que pode
acelerar a difusão atômica, etapa que normalmente está envolvida no recozimento.
Recozimento intermediário Tratamento térmico aplicado para anular os efeitos da deformação plástica a frio, amolecendo
e aumentando a ductilidade de um material que sofreu processo de encruamento.
Este tratamento é utilizado na confecção de produtos que exigem uma grande deformação
plástica do material manufaturado, desta forma, o material é submetido a uma deformação
inicial preliminar, que o encrua. Para desfazer este efeito do encruamento o recozimento
intermediário é conduzido, fazendo com que os grãos voltem ao estado original. Após insto,
novas deformações plásticas podem ser aplicadas ao material com uma menor quantidade de
energia.
Recozimento de ligas ferrosas O recozimento é empregado para modificar algumas propriedades mecânicas do aço, como a
ductilidade e a tenacidade. Antes de discutir os processos de recozimento aplicados ao aço,
serão apresentados alguns detalhes sobre a fronteira entre as fases nas proximidades do
ponto eutetóide do aço.
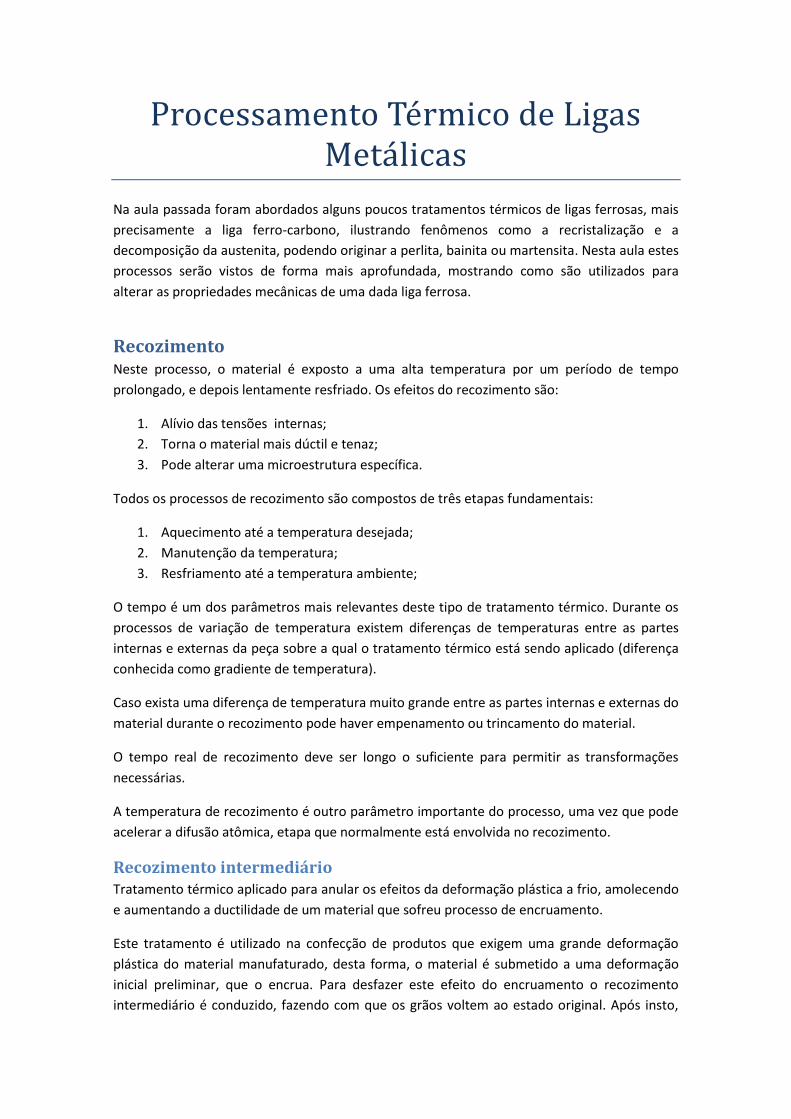
Figura 1 - Diagrama de fases Ferro-Fe3C nas vizinhanças do ponto eutetóide, indicando faixas de temperatura de tratamentos térmicos.
A linha horizontal na Figura 1 identificada por A1 é conhecida como temperatura crítica
inferior, abaixo da qual somente existirão as fases ferrita e austenita quando respeitadas as
condições de equilíbrio. As fronteiras entre as fases indicadas por A3 e Acm representam as
linhas que compõe a temperatura crítica superior. Lembre-se que esta configuração do
diagrama de fases Fe-Fe3C considera a não existência de outros elementos de liga que não o
ferro ou o carbono. O Acrescimo de outros elementos, como Cr, Mg, Mo, entre outros afetam
fortemente a posição destas fronteiras.
Normalização Aços deformados plasticamente mediante as operações de laminação ou trefilação, por
exemplo, são compostos por grãos de perlita e muito provavelmente por uma fase
proeutetóide com formatos irregulares e relativamente grandes. Utiliza-se o tratamento de
Normalização para refinar os grãos, uma vez que aços perlíticos com grãos finos são mais
tenazes do que aços perlíticos com grãos grosseiros.
A normalização é realizada de 55 a 85°C acima da temperatura crítica superior, que depende
da composição. Após ter transcorrido tempo suficiente para que a liga seja transformada
completamente em austenita (procedimento conhecido como austenização) o tratamento é
encerrado com o resfriamento contínuo ao ar.
Recozimento Pleno Este tratamento térmico é utilizado com frequência em aços com baixos e médios teor de
carbono (de 0 até 0,45%p C) que serão submetidos à usinagem ou a deformações plásticas
extensas durante uma operação de conformação.
Neste tratamento, a liga é austenizada por meio de um aquecimento entre 15 a 40°C acima
das linhas A1 ou A3, como indicado na Figura 1. Após atingir o equilíbrio, a liga é resfriada
dentro do próprio forno de tratamento térmico que é desligado. Este procedimento provoca
um resfriamento muito lento da liga, produzindo uma perlita grosseira (assim como
eventualmente uma fase proeutetóide) relativamente mole e dúctil.
Recozimento Subcrítico Aços com teores médios e altos de carbono (acima de 0,45%p C) com estrutura perlítica
grosseira uniforme podem ainda se apresentarem excessivamente duros para deformações
plásticas. Estes aços, assim como qualquer aço, podem ser recozidos para o desenvolvimento
da cementita globulizada, que é mole e apresenta um máximo de ductilidade, o que torna esta
aço facilmente usinado ou deformado plasticamente.
O recozimento crítico consiste em um aquecimento imediatamente abaixo da temperatura
eutetóide (linha A1) da Figura 1, por volta de 700°C. Se a estrutura original contiver perlita, o
tempo de recozimento subcrítico estará na faixa entre 15 e 25h.
Têmpera e Revenimento Nas ligas ferrosas, a têmpera consiste no resfriamento rápido e contínuo da liga que se
apresenta em uma fase austenitizada. Este resfriamento ocorre se posicionando em outro
meio de resfriamento, que pode ser a água, o óleo ou o ar.
Como citado na aula anterior, este tratamento térmico converte a austenita em martensita
metaestável, e devido à diferença de densidade destes materiais aparece o que se classifica
como tensão interna no material.
Para aliviar estas tensões após a têmpera se realiza um tratamento térmico chamado de
revenimento. Neste tipo de tratamento a liga é reaquecida a uma temperatura inferior à
temperatura eutetóide e espera-se por um determinado tempo para que a martensita original
(TCC, monofásica) se transforme em martensita revenida (fase α + Fe3C) através da difusão
atômica.
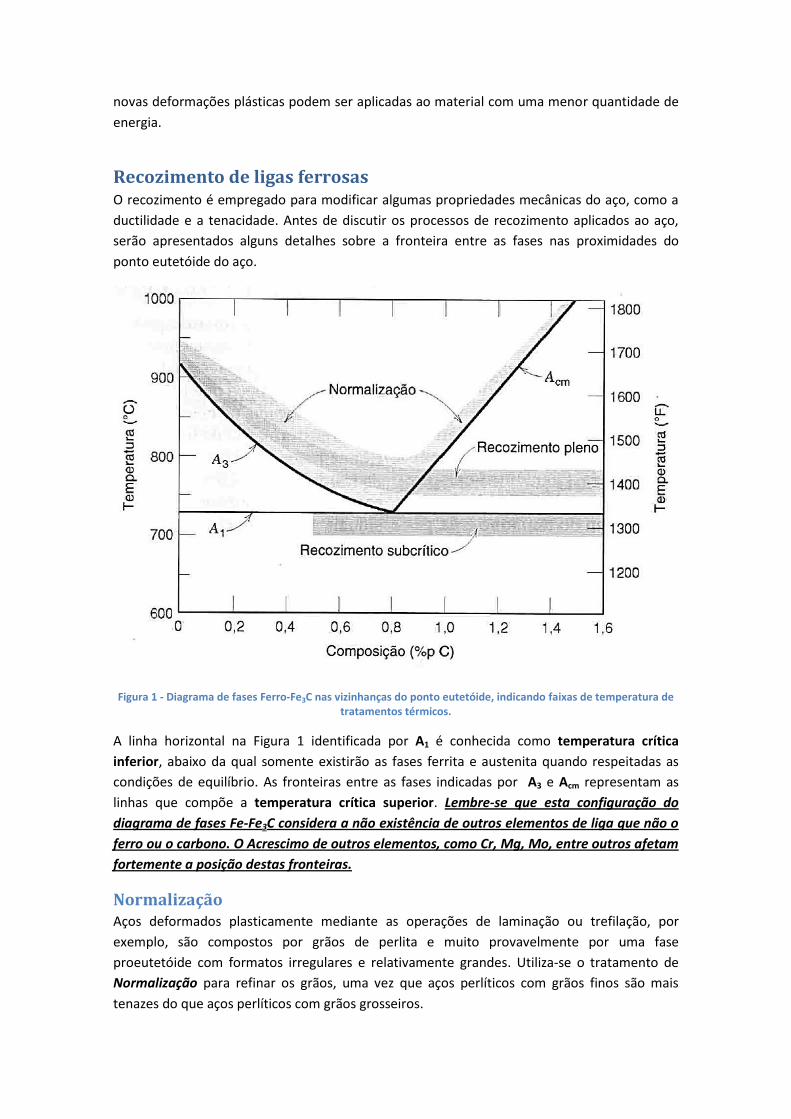
Quanto maior a temperatura, maior o favorecimento à difusão atômica, produzindo maiores
grãos de Cementita, o que diminui a área de contato entre as fases ferrita e cementita,
consequentemente produzindo uma liga mais fraca e menos tenaz, como no gráfico da Figura
2.
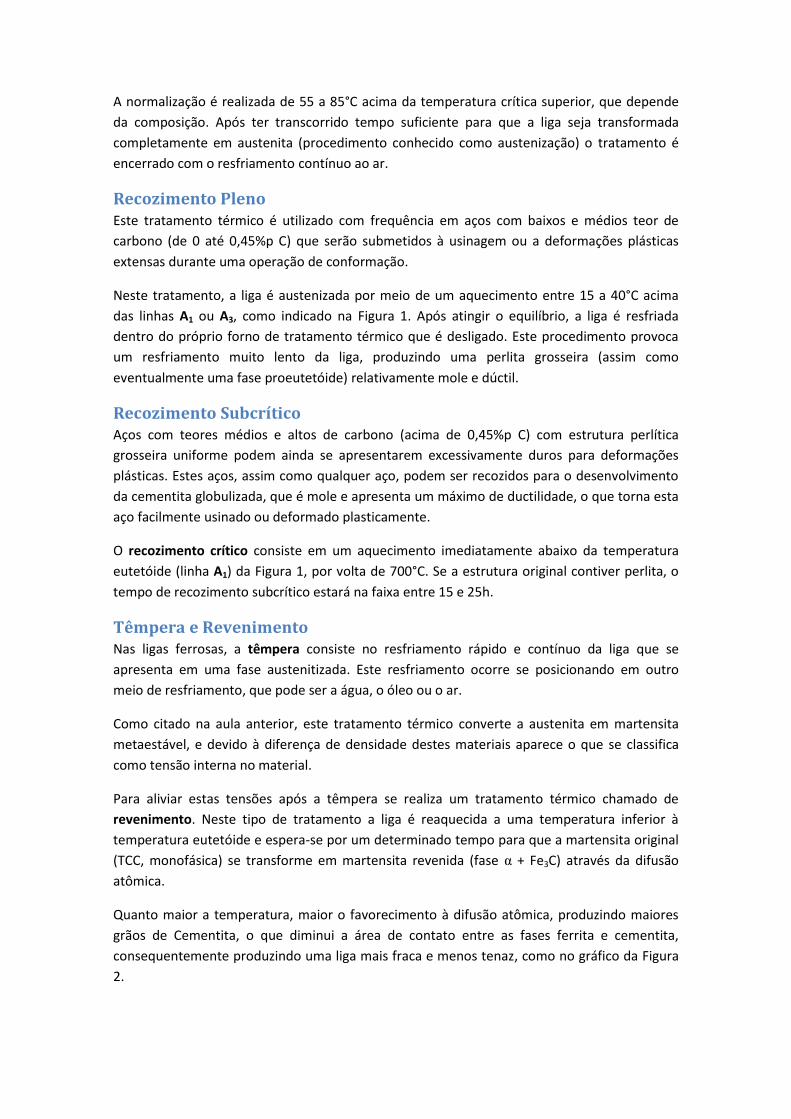
Figura 2 - Dureza em função do tempo de revenido para um aço carbono 1080.
Note que durante um tratamento de têmpera é impossível resfriar a amostra de forma
constante e uniforme ao longo de sua extensão, pois a superfície da amostra irá se resfriar
antes do que o interior da mesma. Desta forma a austenita irá se transformar de forma
diferente ao longo do interior da peça, afetando as propriedades mecânicas sobre a linha e
corte da amostra.
O sucesso de um tratamento térmico para a produção de uma estrutura predominantemente
martensítica depende dos seguintes fatores:
1. Composição da liga;
2. Do tipo e natureza do meio de resfriamento;
3. Tamanho e forma da amostra.
Cada um destes fatores será detalhado e discutido na sequência.
Endurecibilidade
A endurecibilidade mede qualitativamente o quanto a dureza de um dado aço cai na medida
em que nos afastamos da superfície do mesmo. Uma liga que apresenta uma alta
endurecibilidade é uma liga que endurece (ou forma martensita) não apenas na superfície da
mesma, apresentando também elevado grau de martensita no seu interior.
A composição da liga afeta fortemente a endurecibilidade.
O teste Jominy da extremidade temperada
Consiste em um procedimento padrão para se determinar a endurecibilidade. Neste ensaio,
com exceção da composição da liga, todos os demais fatores de influência que afetam a

profundidade até a qual martensita se forma em uma dada liga ferrosa são eliminados. Para
isto são padronizados o tamanho e forma da amostra, assim como o método de tempera.
Para o ensaio é confeccionado um corpo de provas de 1” de diâmetro por 4” de comprimento.
Este corpo de provas é austenitizado e após isto montado rapidamente em um conjunto de
forma que a extremidade inferior do corpo de prova é resfriada rapidamente por um jato de
água com uma vazão e temperatura controladas. Após a peça ter resfriado a temperatura
ambiente é cortado um chanfro achatado com 0,4mm de profundidade ao longo do corpo de
prova, sobre o qual é realizado um teste de dureza Rockwell C nos primeiros 51,2mm do corpo
de prova. Nos primeiros 12,8mm as medidas são colhidas em intervalos de 1,6mm, e para os
demais 38,4mm as medições são tomadas em intervalos de 3,2mm. Desta forma é possível
plotar uma curva da dureza em função da posição no corpo de prova. A Figura 3 ilustra as
etapas do ensaio.
Figura 3 - Diagrama esquemático de um ensaio Jominy da extremidade temperada, com (a) ilustrando o processo de tempera e em (b) o processo de medição da dureza.
Curva de endurecibilidade
Uma curva típica de endurecibilidade está ilustrada na Figura 4. Observe que a extremidade
que resfria mais rapidamente apresenta uma maior dureza. A taxa de resfriamento diminui
em função do aumento da distância da extremidade resfriada, e consequentemente a dureza
se reduz também, pois com a taxa de resfriamento baixa, a região do corpo de prova reduzirá
a temperatura de forma lenta, deixando mais tempo para a realização da difusão atômica, o
que permite a formação de uma maior parcela de perlita (que é mais mole) misturada que
pode estar misturada à bainita e martensita.
Cada liga de aço apresenta sua própria e exclusiva curva de endurecibilidade. Na Figura 4 estão
as curvas de endurecibilidade de 5 tipos diferentes de aço, todos com 0,4%p C, mas com
alguns elementos extras de acordo com a tabela abaixo:
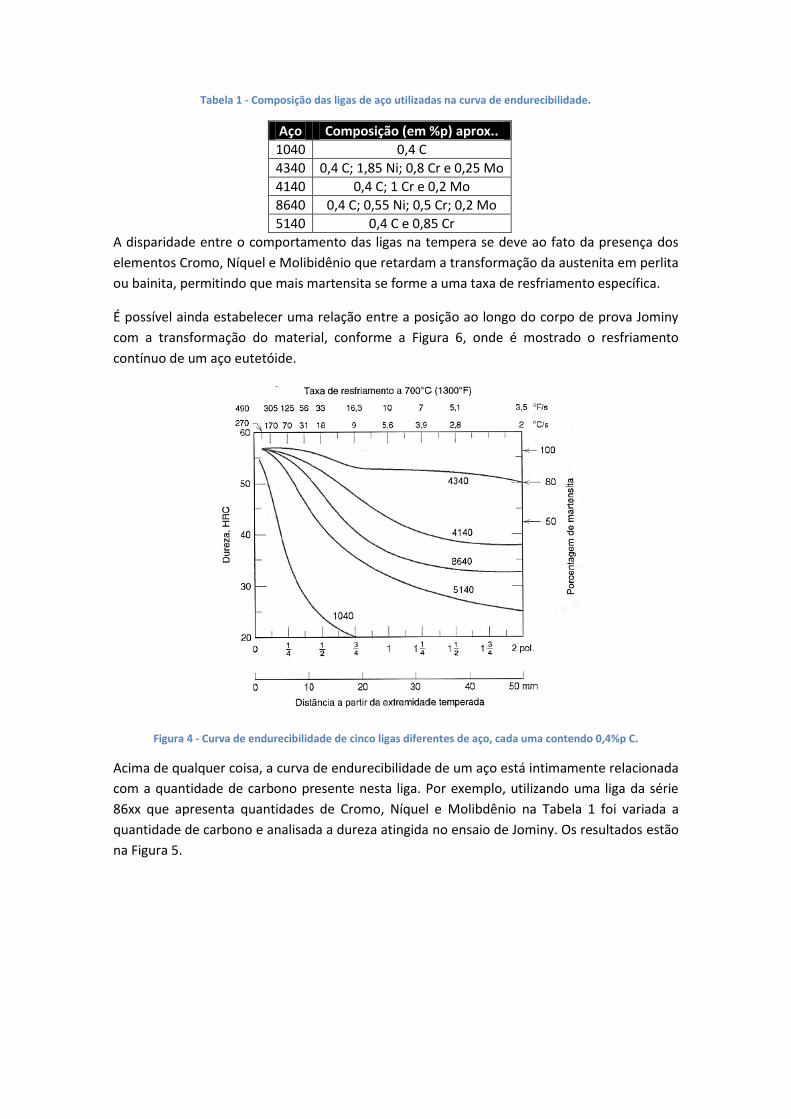
Tabela 1 - Composição das ligas de aço utilizadas na curva de endurecibilidade.
Aço Composição (em %p) aprox..
1040 0,4 C
4340 0,4 C; 1,85 Ni; 0,8 Cr e 0,25 Mo
4140 0,4 C; 1 Cr e 0,2 Mo
8640 0,4 C; 0,55 Ni; 0,5 Cr; 0,2 Mo
5140 0,4 C e 0,85 Cr
A disparidade entre o comportamento das ligas na tempera se deve ao fato da presença dos
elementos Cromo, Níquel e Molibidênio que retardam a transformação da austenita em perlita
ou bainita, permitindo que mais martensita se forme a uma taxa de resfriamento específica.
É possível ainda estabelecer uma relação entre a posição ao longo do corpo de prova Jominy
com a transformação do material, conforme a Figura 6, onde é mostrado o resfriamento
contínuo de um aço eutetóide.
Figura 4 - Curva de endurecibilidade de cinco ligas diferentes de aço, cada uma contendo 0,4%p C.
Acima de qualquer coisa, a curva de endurecibilidade de um aço está intimamente relacionada
com a quantidade de carbono presente nesta liga. Por exemplo, utilizando uma liga da série
86xx que apresenta quantidades de Cromo, Níquel e Molibdênio na Tabela 1 foi variada a
quantidade de carbono e analisada a dureza atingida no ensaio de Jominy. Os resultados estão
na Figura 5.
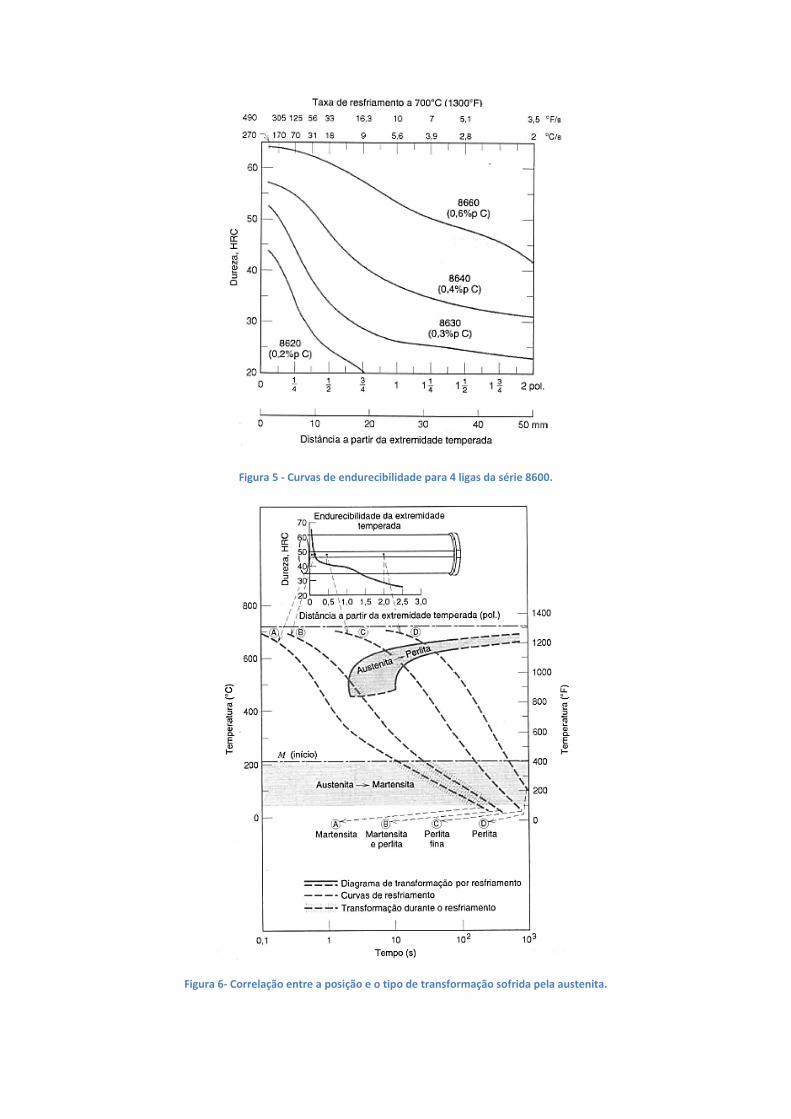
Figura 5 - Curvas de endurecibilidade para 4 ligas da série 8600.
Figura 6- Correlação entre a posição e o tipo de transformação sofrida pela austenita.

Durante a produção industrial existe uma variação inevitável na composição e no tamanho de
grão de uma batelada para outra de aço. Isto produz uma certa variação nas curvas de
endurecibilidade do aço. Desta forma, normalmente é possível visualizar nos catálogos desta
material uma curva de endurecibilidade com uma banda informando os valores máximos e
mínimos que podem ser obtidos pelos aços de mesma concentração.
Figura 7 - Banda de valores possíveis de dureza para um aço 8640.
Influencia do meio de resfriamento, do tamanho e da geometria da amostra.
A taxa de resfriamento de uma amostra depende da quantidade de energia térmica que se
consegue extrair desta amostra, o que depende do meio de resfriamento, bem como do
tamanho e da geometria da amostra.
A “severidade da têmpera” é um termo relacionado com a velocidade do resfriamento do
material que está sofrendo a têmpera. Quanto mais rápido for o resfriamento, mais severa
será a tempera. Dos três meios mais comuns utilizados na têmpera, a água é a que apresenta
maior severidade, seguida do óleo e por fim do ar. O grau de agitação do meio de resfriamento
também influi na velocidade da dissipação do calor do material que está passando pela
têmpera.
Para aços com maiores concentrações de carbono recomenda-se a tempera em óleo, pois em
água seria muito severa a tempera, podendo trincar ou deformar de maneira não planejada o
material. O resfriamento de aços comuns ao ar produz uma estrutura predominantemente
perlítica.
Nas Figura 8 estão as taxas de resfriamento de alguns corpos de prova na medida em que nos
afastamos da superfície externa do corpo, ilustrando o efeito da posição geométrica no
resfriamento.
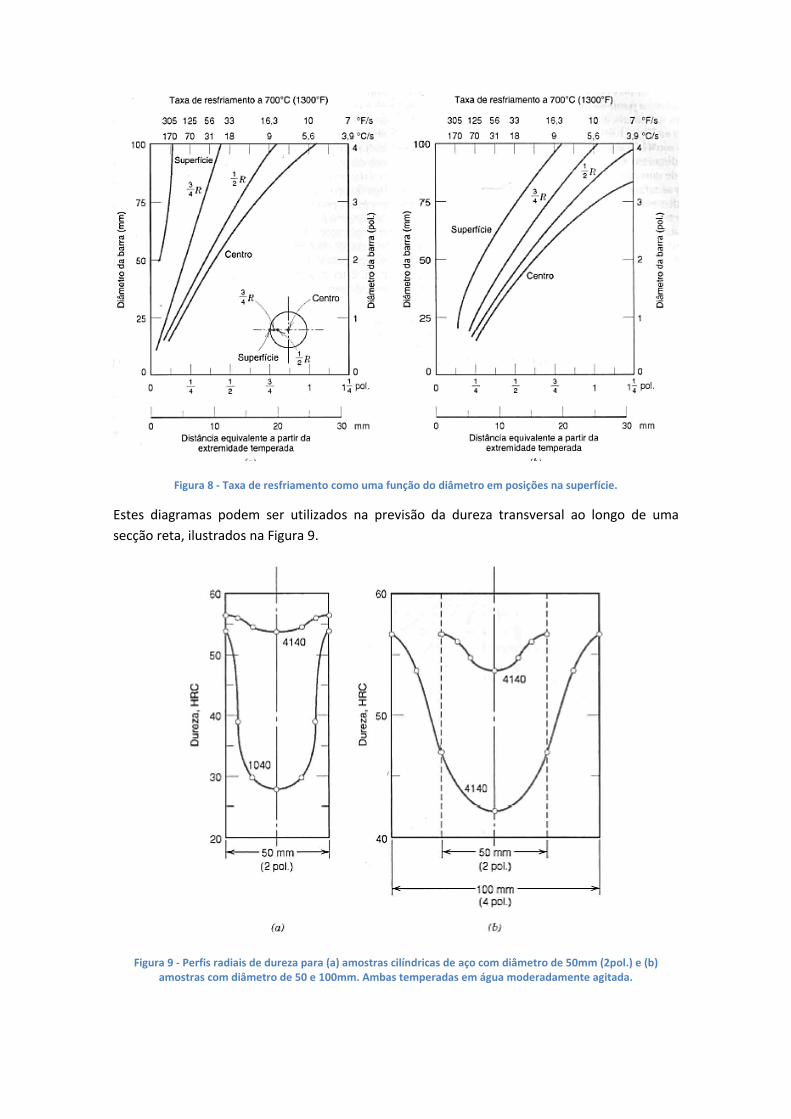
Figura 8 - Taxa de resfriamento como uma função do diâmetro em posições na superfície.
Estes diagramas podem ser utilizados na previsão da dureza transversal ao longo de uma
secção reta, ilustrados na Figura 9.
Figura 9 - Perfis radiais de dureza para (a) amostras cilíndricas de aço com diâmetro de 50mm (2pol.) e (b) amostras com diâmetro de 50 e 100mm. Ambas temperadas em água moderadamente agitada.
Bibliografia Callister JR, W. D. (2002). Ciência e Engenharia de Materiais: Uma Introdução. Rio de Janeiro:
LTC.
Exercícios 1. Descreva os procedimentos para tratamento térmico de aços e para cada um deles a
microestrutura final que é obtida:
a. Recozimento completo;
b. Normalização;
c. Têmpera;
d. Revenimento;
2. (Resolvido em classe – Item b –> Os demais devem ser resolvidos em casa) Dê a faixa
de temperatura ao longo das quais é possível austenizar cada uma das seguintes ligas
ferro-carbono durante um tratamento térmico de normalização:
a. 0,20%p C
b. 0,76%p C
c. 0,95%p C
3. (Resolvido em classe – Item b –> Os demais devem ser resolvidos em casa) – Dê a faixa
de temperaturas ao longo das quais é desejável ajustar cada uma das seguintes ligas
de ferro-carbono durante um tratamento térmico de recozimento pleno:
a. 0,25%p C
b. 0,45%p C
c. 0,85%p C
d. 1,10 %p C