principais modelos usados em plantas de separacao de gases
DESCRIPTION
ÂTRANSCRIPT
XVIII ENCONTRO DE PRODUTORES E CONSUMIDORES DE GASES INDUSTRIAIS
TURBOMÁQUINAS – PRINCIPAIS MODELOS E TIPOS USADOS EM PLANTAS DE SEPARAÇÃO DE GASES - TEORIA E PRÁTICA SUMÁRIO As turbomáquinas são provavelmente os componentes mais críticos em termos construtivos e para a disponibilidade operacional de qualquer Planta de Processo e apesar disso são bem conhecidas de apenas uns poucos “experts”. Este trabalho pretende mostrar de maneira didática e simples, os seus principais tipos (compressores e turbinas de expansão, já que trataremos daqueles utilizados em Plantas de Separação de Gases do Ar), cobrindo desde seus princípios de funcionamento termodinâmico, formas construtivas, usos e vantagens de um modelo sobre outro até aspectos e cuidados a serem tomados quando de sua compra e manutenção. PALAVRAS CHAVE: “MÁQUINAS DE FLUXO”, COMPRESSORES, TURBINAS XVIII ENCONTRO DE PRODUTORES E CONSUMIDORES DE GASES INDUSTRIAIS - Armando Juliani é engenheiro mecânico graduado pela ESCOLA
POLITÉCNICA DA UNIVERSIDADE DE SÃO PAULO, em 1986 tendo realizado diversos cursos de especialização na área de turbomáquinas no Vibration Institute (Chicago-IL-USA) e Bently Nevada (Houston-TX-USA) e participado de diversos “Turbomachinery Simposyum” realizados pela Texas A&M University – Houston-TX-USA; está na CEGELEC desde então, onde ocupa a Gerência Operacional das Regiões S-SE.
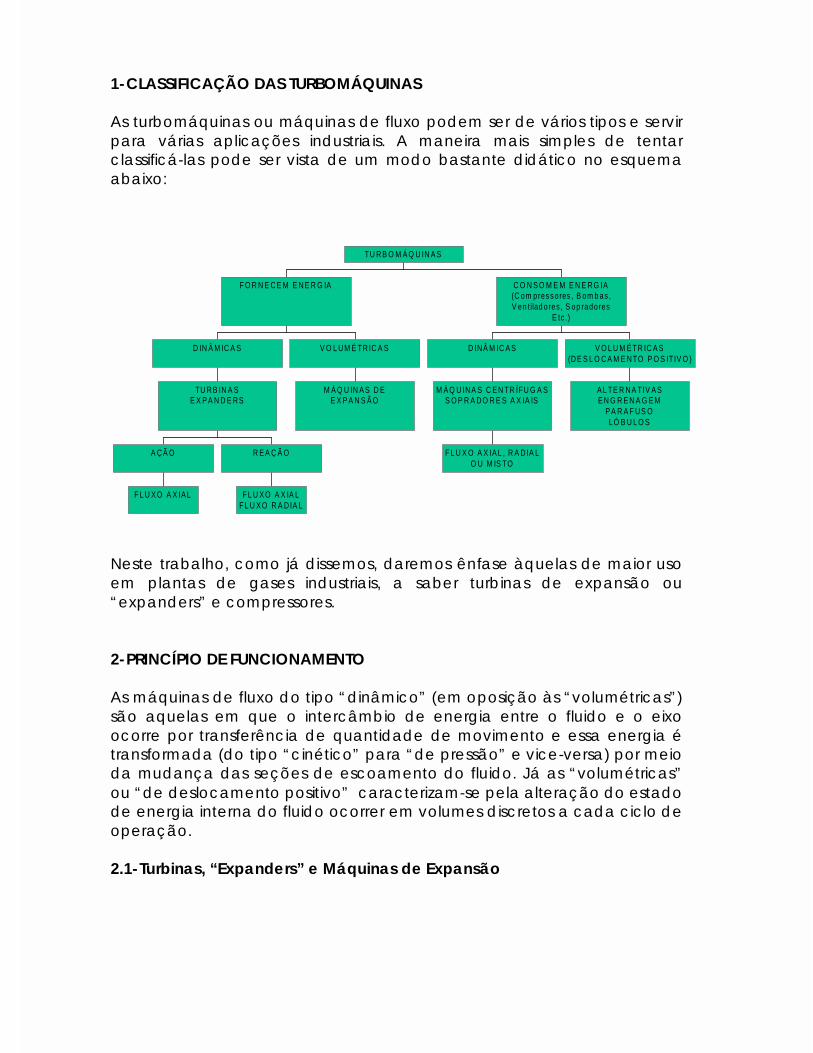
1-CLASSIFICAÇÃO DAS TURBOMÁQUINAS As turbomáquinas ou máquinas de fluxo podem ser de vários tipos e servir para várias aplicações industriais. A maneira mais simples de tentar classificá-las pode ser vista de um modo bastante didático no esquema abaixo:
Neste trabalho, como já dissemos, daremos ênfase àquelas de maior uso em plantas de gases industriais, a saber turbinas de expansão ou “expanders” e compressores. 2-PRINCÍPIO DE FUNCIONAMENTO As máquinas de fluxo do tipo “dinâmico” (em oposição às “volumétricas”) são aquelas em que o intercâmbio de energia entre o fluido e o eixo ocorre por transferência de quantidade de movimento e essa energia é transformada (do tipo “cinético” para “de pressão” e vice-versa) por meio da mudança das seções de escoamento do fluido. Já as “volumétricas” ou “de deslocamento positivo” caracterizam-se pela alteração do estado de energia interna do fluido ocorrer em volumes discretos a cada ciclo de operação. 2.1-Turbinas, “Expanders” e Máquinas de Expansão
F L U X O A X IA L
A Ç Ã O
F L U X O A X IA LF L U X O R A D IA L
R E A Ç Ã O
TU R B IN A SE X P A N D E R S
D IN Â M IC A S
M Á Q U IN A S D EE X P A N S Ã O
V O L U M É TR IC A S
F O R N E C E M E N E R G IA
F L U X O A X IA L , R A D IA LO U M IS TO
M Á Q U IN A S C E N TR ÍFU G A SS O P R A D O R E S A X IA IS
D IN Â M IC A S
A L TE R N A TIV A SE N G R E N A G E M
P A R A F U S OLÓ B U L O S
V O L U M É TR IC A S(D E S L O C A M E N TO P O S ITIV O )
C O N S O M E M E N E R G IA(C om pressores , B om b as ,V en tilad ores , S op radores
E tc .)
TU R B O M Á Q U IN A S
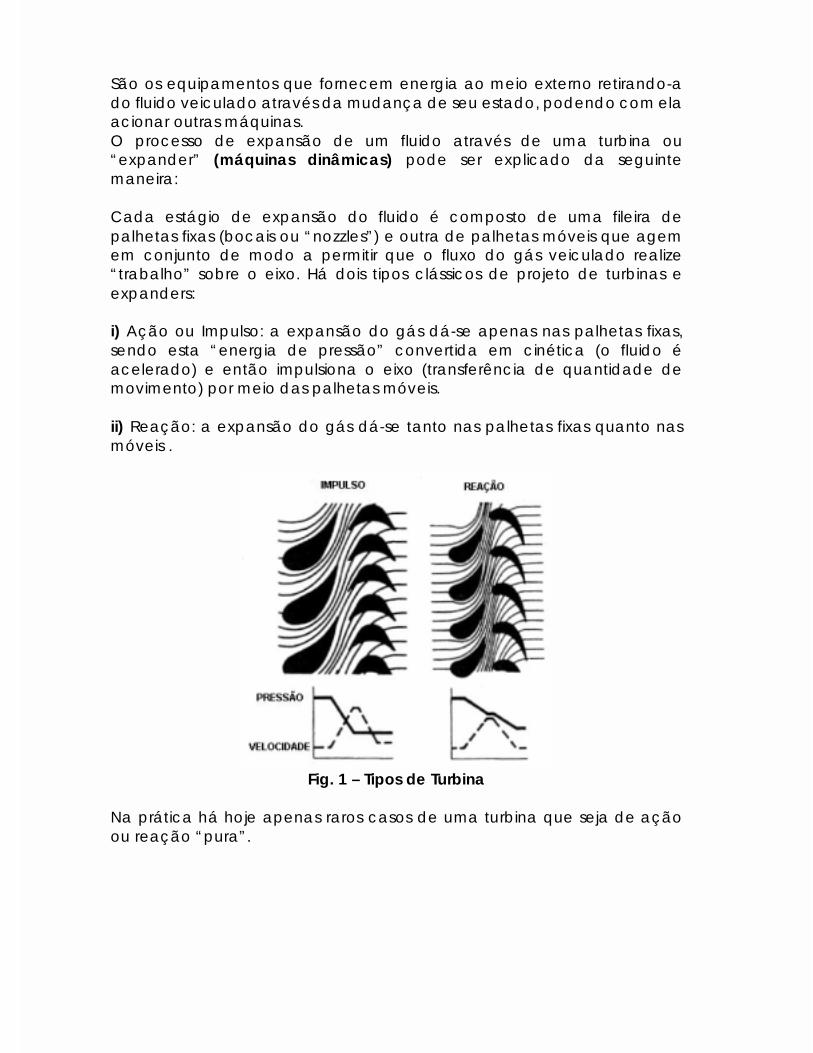
São os equipamentos que fornecem energia ao meio externo retirando-a do fluido veiculado através da mudança de seu estado, podendo com ela acionar outras máquinas. O processo de expansão de um fluido através de uma turbina ou “expander” (máquinas dinâmicas) pode ser explicado da seguinte maneira: Cada estágio de expansão do fluido é composto de uma fileira de palhetas fixas (bocais ou “nozzles”) e outra de palhetas móveis que agem em conjunto de modo a permitir que o fluxo do gás veiculado realize “trabalho” sobre o eixo. Há dois tipos clássicos de projeto de turbinas e expanders: i) Ação ou Impulso: a expansão do gás dá-se apenas nas palhetas fixas, sendo esta “energia de pressão” convertida em cinética (o fluido é acelerado) e então impulsiona o eixo (transferência de quantidade de movimento) por meio das palhetas móveis. ii) Reação: a expansão do gás dá-se tanto nas palhetas fixas quanto nas móveis .
Fig. 1 – Tipos de Turbina
Na prática há hoje apenas raros casos de uma turbina que seja de ação ou reação “pura”.
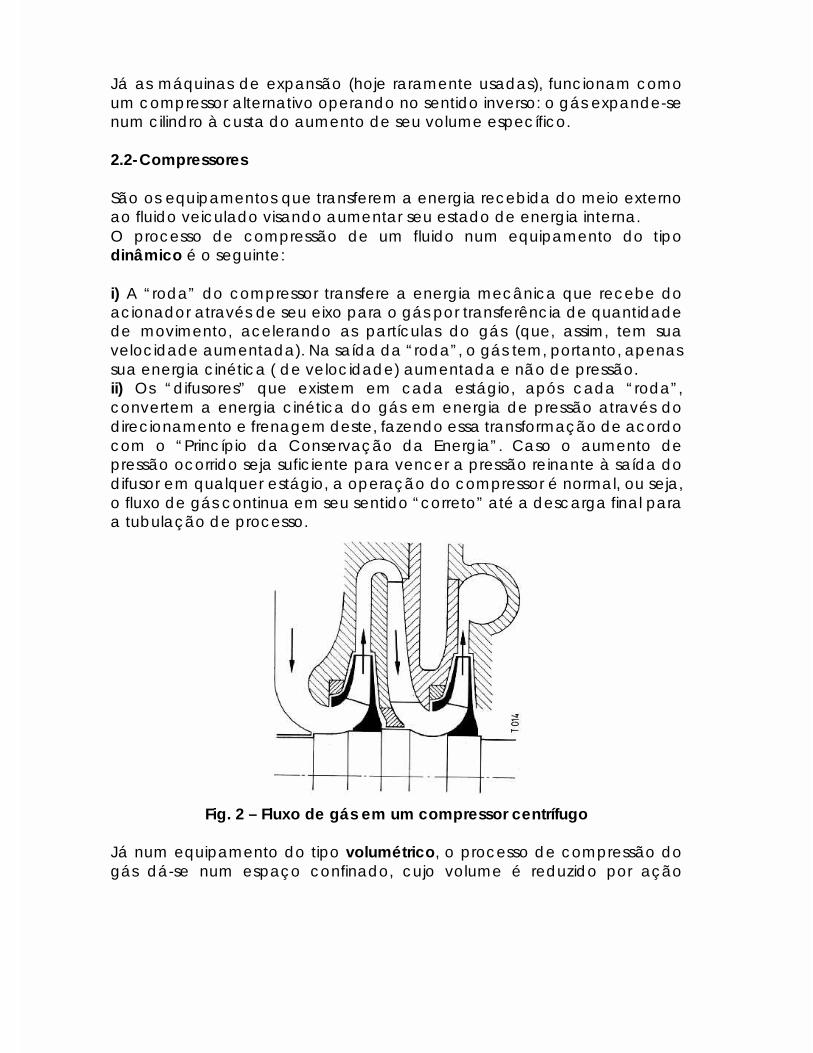
Já as máquinas de expansão (hoje raramente usadas), funcionam como um compressor alternativo operando no sentido inverso: o gás expande-se num cilindro à custa do aumento de seu volume específico. 2.2-Compressores São os equipamentos que transferem a energia recebida do meio externo ao fluido veiculado visando aumentar seu estado de energia interna. O processo de compressão de um fluido num equipamento do tipo dinâmico é o seguinte: i) A “roda” do compressor transfere a energia mecânica que recebe do acionador através de seu eixo para o gás por transferência de quantidade de movimento, acelerando as partículas do gás (que, assim, tem sua velocidade aumentada). Na saída da “roda”, o gás tem, portanto, apenas sua energia cinética ( de velocidade) aumentada e não de pressão. ii) Os “difusores” que existem em cada estágio, após cada “roda”, convertem a energia cinética do gás em energia de pressão através do direcionamento e frenagem deste, fazendo essa transformação de acordo com o “Princípio da Conservação da Energia”. Caso o aumento de pressão ocorrido seja suficiente para vencer a pressão reinante à saída do difusor em qualquer estágio, a operação do compressor é normal, ou seja, o fluxo de gás continua em seu sentido “correto” até a descarga final para a tubulação de processo.
Fig. 2 – Fluxo de gás em um compressor centrífugo
Já num equipamento do tipo volumétrico, o processo de compressão do gás dá-se num espaço confinado, cujo volume é reduzido por ação
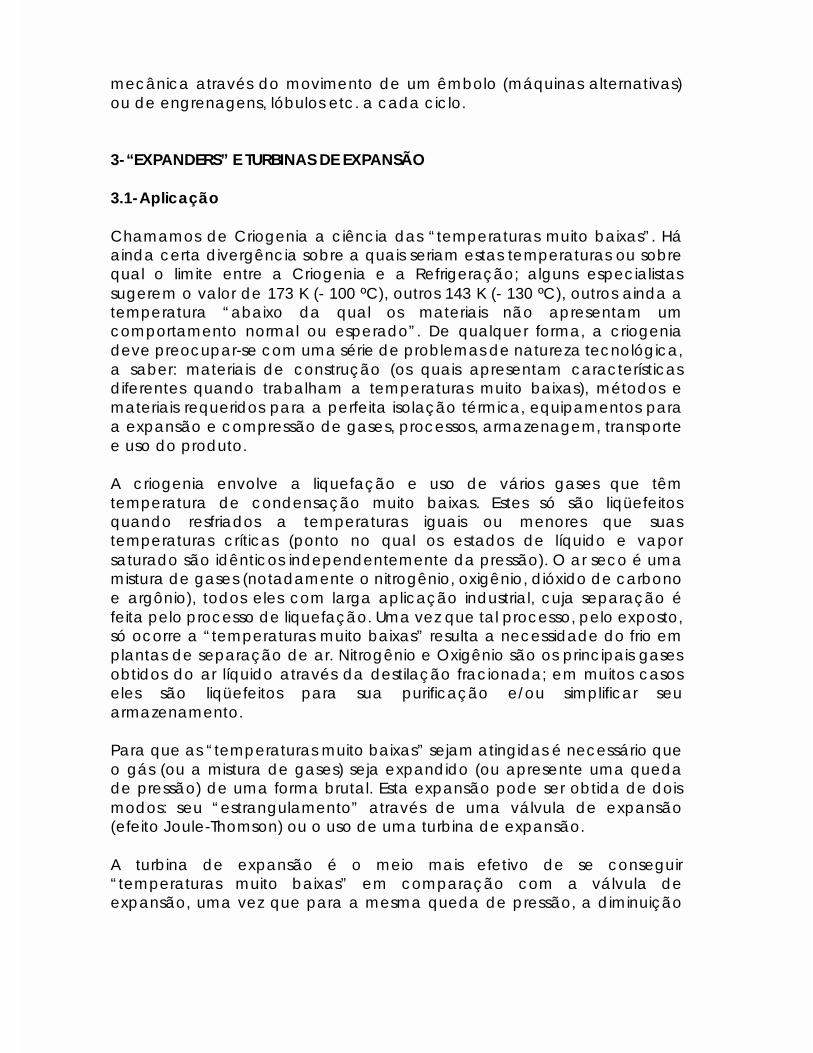
mecânica através do movimento de um êmbolo (máquinas alternativas) ou de engrenagens, lóbulos etc. a cada ciclo. 3-“EXPANDERS” E TURBINAS DE EXPANSÃO 3.1-Aplicação Chamamos de Criogenia a ciência das “temperaturas muito baixas”. Há ainda certa divergência sobre a quais seriam estas temperaturas ou sobre qual o limite entre a Criogenia e a Refrigeração; alguns especialistas sugerem o valor de 173 K (- 100 ºC), outros 143 K (- 130 ºC), outros ainda a temperatura “abaixo da qual os materiais não apresentam um comportamento normal ou esperado”. De qualquer forma, a criogenia deve preocupar-se com uma série de problemas de natureza tecnológica, a saber: materiais de construção (os quais apresentam características diferentes quando trabalham a temperaturas muito baixas), métodos e materiais requeridos para a perfeita isolação térmica, equipamentos para a expansão e compressão de gases, processos, armazenagem, transporte e uso do produto. A criogenia envolve a liquefação e uso de vários gases que têm temperatura de condensação muito baixas. Estes só são liqüefeitos quando resfriados a temperaturas iguais ou menores que suas temperaturas críticas (ponto no qual os estados de líquido e vapor saturado são idênticos independentemente da pressão). O ar seco é uma mistura de gases (notadamente o nitrogênio, oxigênio, dióxido de carbono e argônio), todos eles com larga aplicação industrial, cuja separação é feita pelo processo de liquefação. Uma vez que tal processo, pelo exposto, só ocorre a “temperaturas muito baixas” resulta a necessidade do frio em plantas de separação de ar. Nitrogênio e Oxigênio são os principais gases obtidos do ar líquido através da destilação fracionada; em muitos casos eles são liqüefeitos para sua purificação e/ou simplificar seu armazenamento. Para que as “temperaturas muito baixas” sejam atingidas é necessário que o gás (ou a mistura de gases) seja expandido (ou apresente uma queda de pressão) de uma forma brutal. Esta expansão pode ser obtida de dois modos: seu “estrangulamento” através de uma válvula de expansão (efeito Joule-Thomson) ou o uso de uma turbina de expansão. A turbina de expansão é o meio mais efetivo de se conseguir “temperaturas muito baixas” em comparação com a válvula de expansão, uma vez que para a mesma queda de pressão, a diminuição
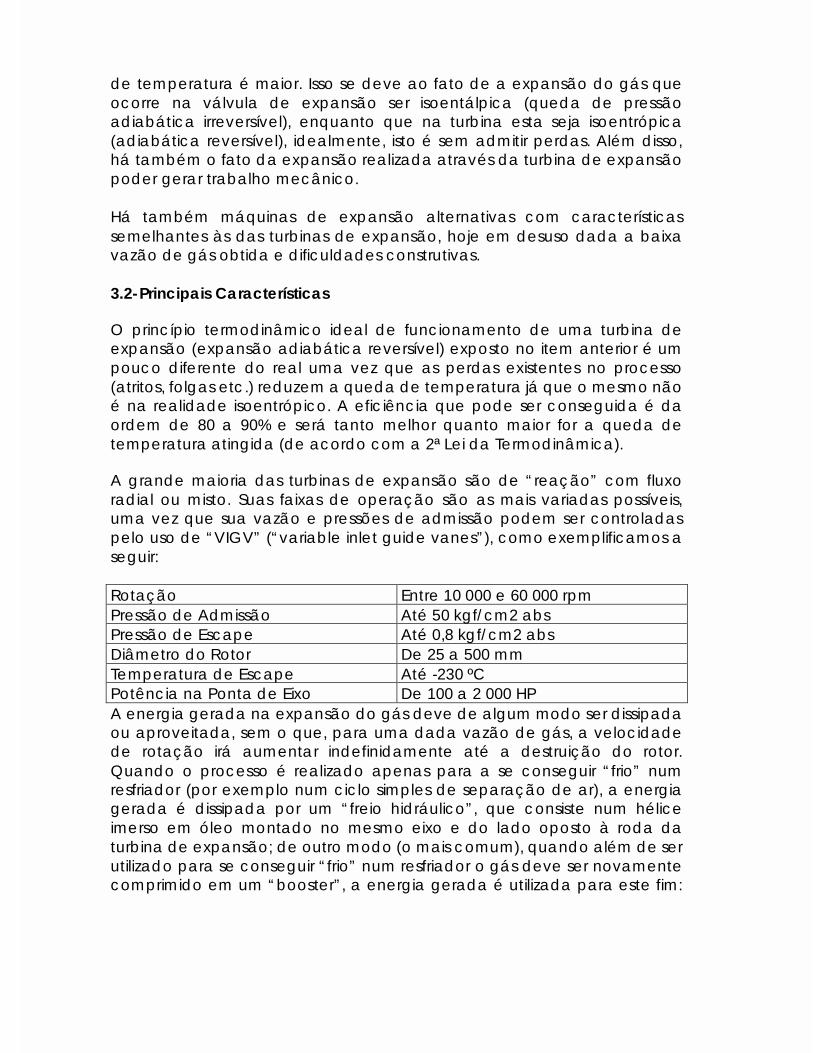
de temperatura é maior. Isso se deve ao fato de a expansão do gás que ocorre na válvula de expansão ser isoentálpica (queda de pressão adiabática irreversível), enquanto que na turbina esta seja isoentrópica (adiabática reversível), idealmente, isto é sem admitir perdas. Além disso, há também o fato da expansão realizada através da turbina de expansão poder gerar trabalho mecânico. Há também máquinas de expansão alternativas com características semelhantes às das turbinas de expansão, hoje em desuso dada a baixa vazão de gás obtida e dificuldades construtivas. 3.2-Principais Características O princípio termodinâmico ideal de funcionamento de uma turbina de expansão (expansão adiabática reversível) exposto no item anterior é um pouco diferente do real uma vez que as perdas existentes no processo (atritos, folgas etc.) reduzem a queda de temperatura já que o mesmo não é na realidade isoentrópico. A eficiência que pode ser conseguida é da ordem de 80 a 90% e será tanto melhor quanto maior for a queda de temperatura atingida (de acordo com a 2ª Lei da Termodinâmica). A grande maioria das turbinas de expansão são de “reação” com fluxo radial ou misto. Suas faixas de operação são as mais variadas possíveis, uma vez que sua vazão e pressões de admissão podem ser controladas pelo uso de “VIGV” (“variable inlet guide vanes”), como exemplificamos a seguir: Rotação Entre 10 000 e 60 000 rpm Pressão de Admissão Até 50 kgf/cm2 abs Pressão de Escape Até 0,8 kgf/cm2 abs Diâmetro do Rotor De 25 a 500 mm Temperatura de Escape Até -230 ºC Potência na Ponta de Eixo De 100 a 2 000 HP A energia gerada na expansão do gás deve de algum modo ser dissipada ou aproveitada, sem o que, para uma dada vazão de gás, a velocidade de rotação irá aumentar indefinidamente até a destruição do rotor. Quando o processo é realizado apenas para a se conseguir “frio” num resfriador (por exemplo num ciclo simples de separação de ar), a energia gerada é dissipada por um “freio hidráulico”, que consiste num hélice imerso em óleo montado no mesmo eixo e do lado oposto à roda da turbina de expansão; de outro modo (o mais comum), quando além de ser utilizado para se conseguir “frio” num resfriador o gás deve ser novamente comprimido em um “booster”, a energia gerada é utilizada para este fim:
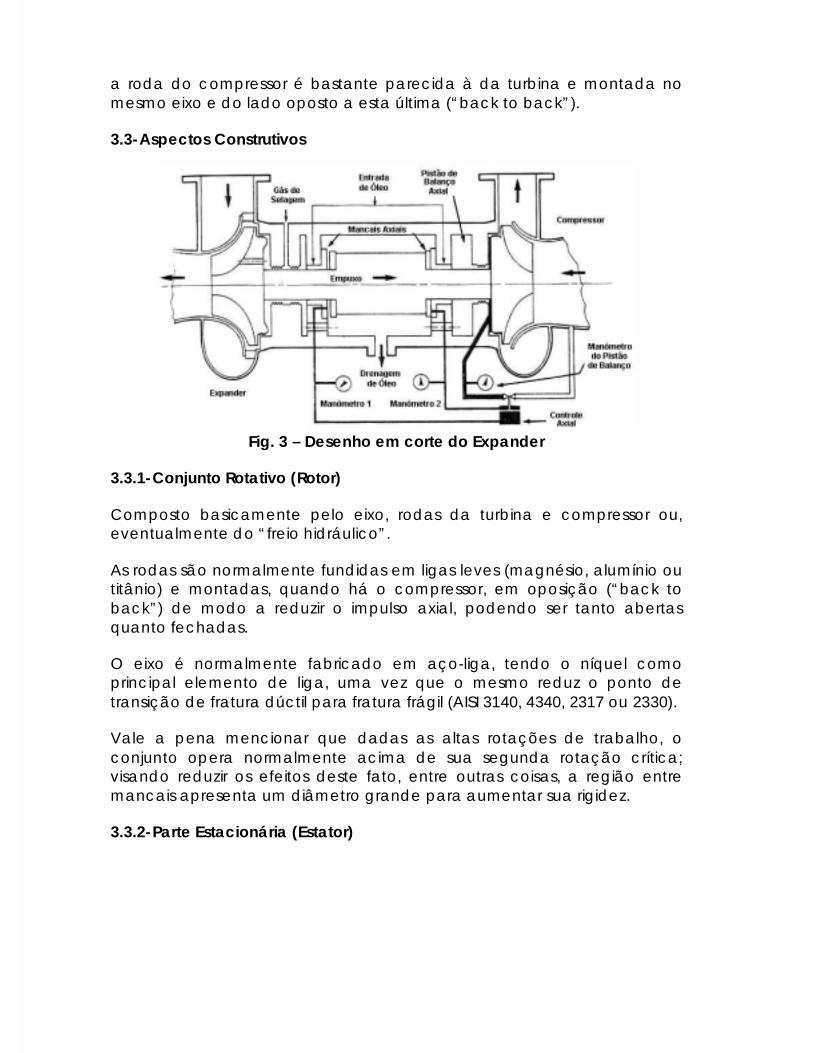
a roda do compressor é bastante parecida à da turbina e montada no mesmo eixo e do lado oposto a esta última (“back to back”). 3.3-Aspectos Construtivos
Fig. 3 – Desenho em corte do Expander
3.3.1-Conjunto Rotativo (Rotor) Composto basicamente pelo eixo, rodas da turbina e compressor ou, eventualmente do “freio hidráulico”. As rodas são normalmente fundidas em ligas leves (magnésio, alumínio ou titânio) e montadas, quando há o compressor, em oposição (“back to back”) de modo a reduzir o impulso axial, podendo ser tanto abertas quanto fechadas. O eixo é normalmente fabricado em aço-liga, tendo o níquel como principal elemento de liga, uma vez que o mesmo reduz o ponto de transição de fratura dúctil para fratura frágil (AISI 3140, 4340, 2317 ou 2330). Vale a pena mencionar que dadas as altas rotações de trabalho, o conjunto opera normalmente acima de sua segunda rotação crítica; visando reduzir os efeitos deste fato, entre outras coisas, a região entre mancais apresenta um diâmetro grande para aumentar sua rigidez. 3.3.2-Parte Estacionária (Estator)
Do estator, os elementos mais importantes são os mancais, labirintos de selagem e os “VIGV” (“variable inlet guide vanes”) também chamados de palhetas diretivas ou bocais. Os mancais radiais, devido às altas rotações, baixas cargas estáticas e características dinâmicas advindas das altas rotações têm o formato “trilobular”. Observa-se também o mancal de escora, normalmente integral aos mancais radiais, destinado a suportar a carga axial originada na expansão do gás. Como já dissemos anteriormente, quando há turbina e compressor, tal efeito é minorado através da montagem das rodas em oposição (“back to back”). Os labirintos de selagem servem para “separar” o gás do óleo dos mancais e para reduzir as perdas na expansão e localizam-se no eixo e nas rodas (nas costas e no lado do “olho” desta); podem ser fabricados de alumínio ou metal patente (quando o labirinto é na própria roda) e são feitos assim para que em caso de eventuais “roçamentos”, o conjunto rotativo não seja danificado. Há ainda casos em que a selagem é feita por anéis de carvão. As “VIGV” ou palhetas diretrizes servem para controlar a vazão e expandir o gás (“palheta estacionária”). São normalmente fabricadas em aço inoxidável austenítico, devido à presença de altos teores de níquel. 3.4-Pontos Importantes na Especificação de Compra 3.4.1-Aspectos Dinâmicos Conforme já dissemos, as elevadas rotações de trabalho deste tipo de equipamento fazem com que os mesmos operem, muitas vezes, acima de sua segunda rotação crítica. Tal fato, associado aos baixos níveis de vibração admissíveis (da ordem de 25 µm p-p ou 1 mil p-p para vibrações de eixo), obrigam o fabricante do equipamento a realizar uma série de estudos que visam a não ocorrência de problemas, conforme pode ser observado no quadro abaixo:
TIPO RESULTADOS OBJETIVO
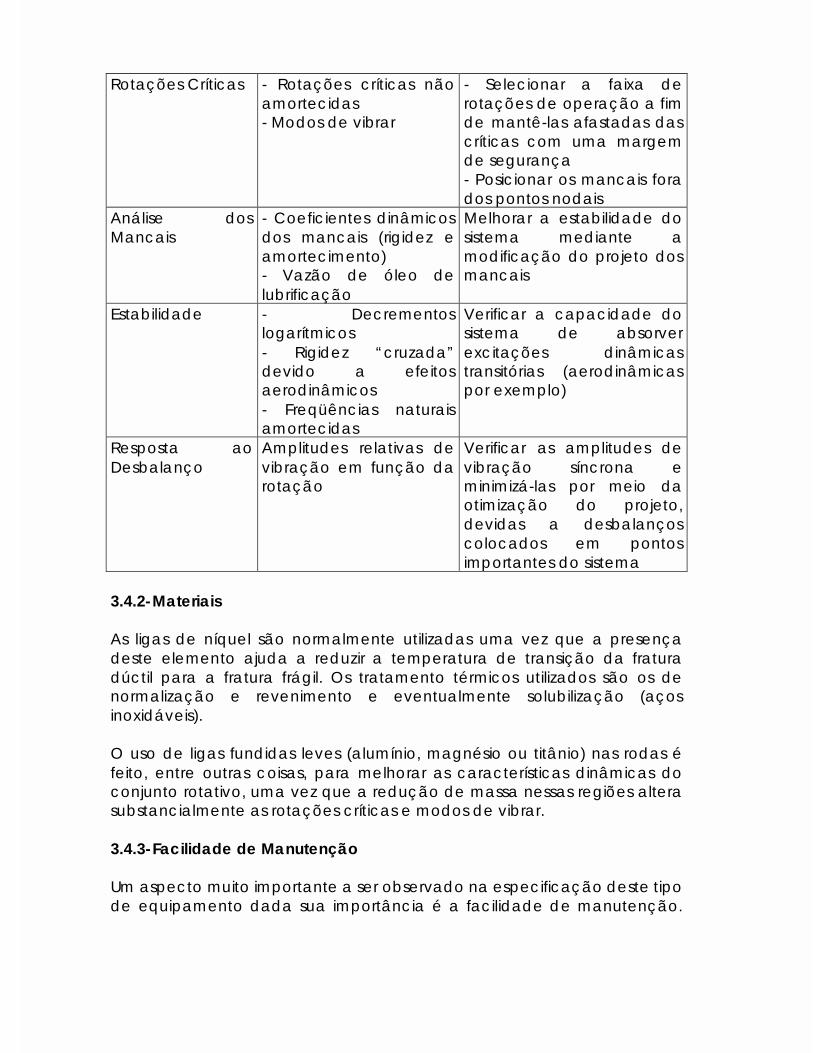
Rotações Críticas - Rotações críticas não amortecidas - Modos de vibrar
- Selecionar a faixa de rotações de operação a fim de mantê-las afastadas das críticas com uma margem de segurança - Posicionar os mancais fora dos pontos nodais
Análise dos Mancais
- Coeficientes dinâmicos dos mancais (rigidez e amortecimento) - Vazão de óleo de lubrificação
Melhorar a estabilidade do sistema mediante a modificação do projeto dos mancais
Estabilidade - Decrementos logarítmicos - Rigidez “cruzada” devido a efeitos aerodinâmicos - Freqüências naturais amortecidas
Verificar a capacidade do sistema de absorver excitações dinâmicas transitórias (aerodinâmicas por exemplo)
Resposta ao Desbalanço
Amplitudes relativas de vibração em função da rotação
Verificar as amplitudes de vibração síncrona e minimizá-las por meio da otimização do projeto, devidas a desbalanços colocados em pontos importantes do sistema
3.4.2-Materiais As ligas de níquel são normalmente utilizadas uma vez que a presença deste elemento ajuda a reduzir a temperatura de transição da fratura dúctil para a fratura frágil. Os tratamento térmicos utilizados são os de normalização e revenimento e eventualmente solubilização (aços inoxidáveis). O uso de ligas fundidas leves (alumínio, magnésio ou titânio) nas rodas é feito, entre outras coisas, para melhorar as características dinâmicas do conjunto rotativo, uma vez que a redução de massa nessas regiões altera substancialmente as rotações críticas e modos de vibrar. 3.4.3-Facilidade de Manutenção Um aspecto muito importante a ser observado na especificação deste tipo de equipamento dada sua importância é a facilidade de manutenção.
Há usuários que mantêm outro equipamento reserva completamente montada pronta para substituição, em caso de falha, em poucas horas. 3.5-Cuidados de Operação 3.5.1-Cuidados na Partida Durante a partida, certos cuidados devem ser tomados, a saber: • Verificar a limpeza do filtro de óleo; • Verificar a pressão do óleo e a temperatura dos mancais que não
pode ser menor que 0 ºC; • Verificar, antes do início do procedimento, se a válvula de “corte
rápido” opera normalmente; • Em algumas unidades é necessário gás de selagem externo durante a
partida; sendo este o caso, deve ser verificado se o mesmo está alinhado;
• A elevação da rotação deve ser feita gradativamente (por exemplo em degraus de 2 000 em 2 000 rpm, evitando-se parar próximo das rotações críticas).
3.5.2-Cuidados Durante a Operação • Verificar periodicamente as temperaturas de óleo de lubrificação após
os resfriadores e dos mancais; • Verificar a evolução dos níveis de vibração periodicamente; • Verificar através das temperaturas de admissão e escape o rendimento
da turbina. Uma das causas mais comuns de falhas em turbinas de expansão é o “arraste de líquido” que danifica a roda desbalanceando o conjunto. Isso se dá por problemas de processo e/ou condições operacionais e o melhor modo de se detectar o fato é posicionar a instrumentação (TIs e PIs) adequadamente na admissão do gás, além da existência de um vaso separador de condensado na admissão. Outro importante problema de operação é a formação de “gelo” na admissão ou escape da turbina, afetando seu rendimento e, em alguns casos, causando o roçamento entre este e o conjunto rotativo, danificando-o. O acompanhamento das condições operacionais e o correto posicionamento da instrumentação previnem e ajudam a identificar tal ocorrência. 3.6-Cuidados na Manutenção
3.6.1-Conjunto Rotativo (Rotor) Após a desmontagem do equipamento, o conjunto rotativo deve ser submetido a um controle dimensional (notadamente na região dos moentes e selagem) e de empeno; além disso, quando a máquina apresenta sensores de vibração tipo “não-contato”, a região de leitura deve ter seu “run out” verificado e corrigido se for o caso. Dadas as elevadas rotações a que estes equipamentos podem atingir, especial cuidado deve ser tomado no balanceamento do conjunto rotativo. Este pode ser realizado em máquinas de baixa rotação, desde que sua sensibilidade seja adequada (compatível com o peso do rotor), havendo várias metodologias a serem seguidas dependendo do seu tipo e forma construtiva. Recomendamos que tal procedimento seja realizado por empresas idôneas e com o acompanhamento de especialistas. 3.6.2-Parte Estacionária Todos os labirintos, anéis de selagem e mancais devem ser cuidadosamente inspecionados quanto a desgastes e roçamentos e controlados dimensional e geometricamente (notadamente o formato multilobular dos mancais). 4-COMPRESSORES 4.1-Aplicação e Principais Tipos Máquinas do tipo alternativo são utilizadas há séculos, enquanto que as centrífugas têm menos de 80 anos de emprego. Inicialmente, os compressores do tipo centrífugo foram largamente utilizados na indústria siderúrgica (anos 1930s) comprimindo ar para o alto-forno ou na coqueria e daí passaram a ter múltiplos usos. Sua aplicação original foi estendida para todos os outros gases, incluindo-se o vapor d’água (permitindo o reaproveitamento de energia que, de outra forma, seria perdida), indo desde o fornecimento de ar comprimido para instrumentação ou serviço até a compressão de gases de refrigeração (plantas criogênicas). Dentre os usuários deste tipo de equipamento, mencionamos: • plantas de separação de gases do ar; • indústrias químicas e petroquímicas; • indústrias automotivas; • plantas de papel e celulose;
• indústrias siderúrgicas; • exploração e refino de petróleo e gás; • mineração e metalurgia etc. Os compressores centrífugos são tão usados hoje quanto os alternativos, sendo o número de máquinas instaladas, hoje em dia, dos dois tipos, praticamente igual. Hoje em dia, os compressores de todos os tipos são utilizados dentro de uma vasta gama de pressões (até 800 kgf/cm2a) e vazões que variam entre 300 e 400 000 m3/h, em oposição aos alternativos usados em vazões menores (até 20 000 m3/h). A potência absorvida pode variar até um valor que, hoje, chega a cerca de 30 MW. O acionamento deste tipo de equipamento pode ser feito por meio de turbina a vapor ou a gás, “expanders” ou motores elétricos. Os compressores alternativos (“volumétricos” ou de “deslocamento positivo”), diferenciam-se dos compressores dinâmicos (centrífugos e axiais) por serem capazes de atingir taxas de compressão muito elevadas em contraposição a uma vazão mais limitada. Os compressores centrífugos diferenciam-se dos axiais não só pelo sentido predominante do fluxo do gás (que nos primeiros é eminentemente radial), mas também pela vazão e pressão de gás que se alcança nestes tipos de máquinas. Nos compressores centrífugos podem ser atingidas altas taxas de compressão em relação às alcançadas pelos axiais; em compensação, nestes últimos as vazões veiculadas são bem maiores que as dos centrífugos (ver fig. 4).
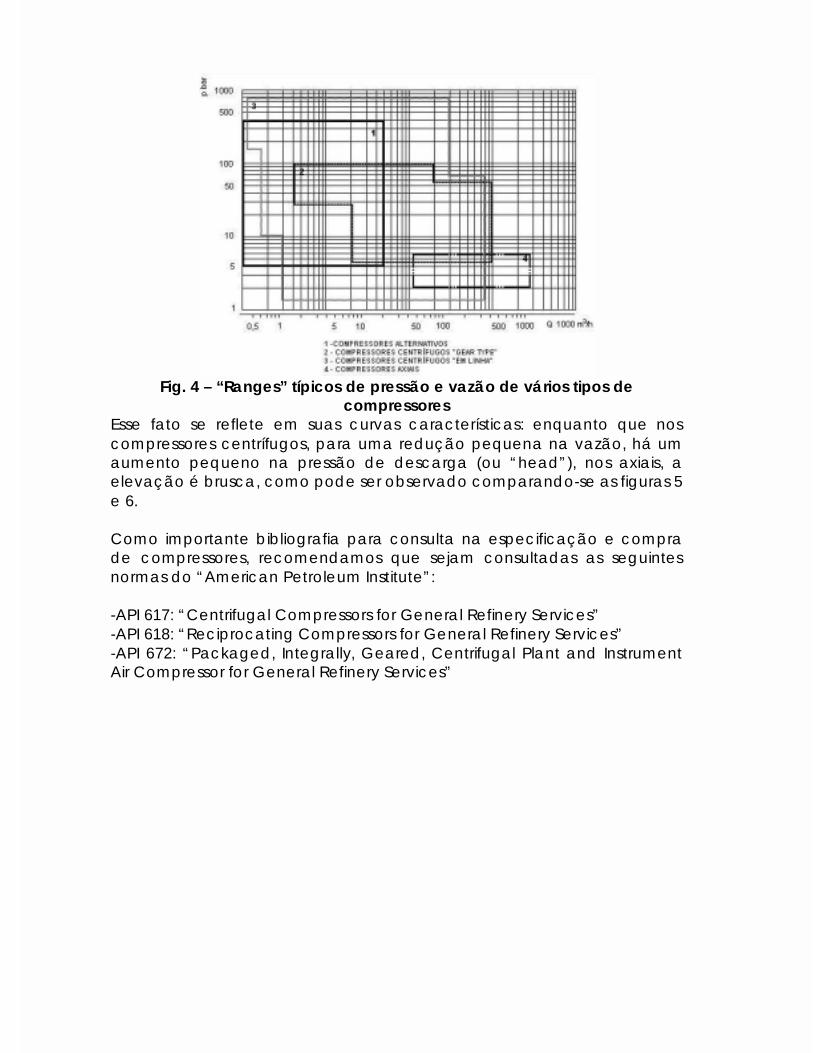
Fig. 4 – “Ranges” típicos de pressão e vazão de vários tipos de
compressores Esse fato se reflete em suas curvas características: enquanto que nos compressores centrífugos, para uma redução pequena na vazão, há um aumento pequeno na pressão de descarga (ou “head”), nos axiais, a elevação é brusca, como pode ser observado comparando-se as figuras 5 e 6. Como importante bibliografia para consulta na especificação e compra de compressores, recomendamos que sejam consultadas as seguintes normas do “American Petroleum Institute”: -API 617: “Centrifugal Compressors for General Refinery Services” -API 618: “Reciprocating Compressors for General Refinery Services” -API 672: “Packaged, Integrally, Geared, Centrifugal Plant and Instrument Air Compressor for General Refinery Services”
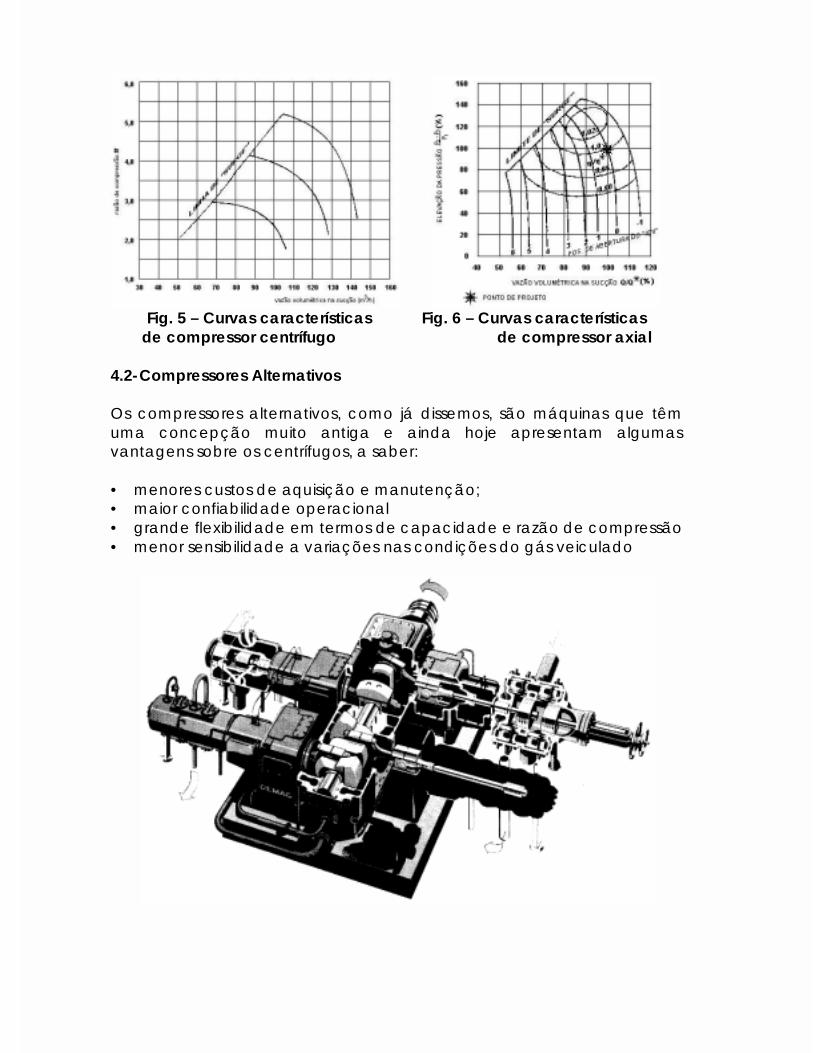
Fig. 5 – Curvas características Fig. 6 – Curvas características
de compressor centrífugo de compressor axial 4.2-Compressores Alternativos Os compressores alternativos, como já dissemos, são máquinas que têm uma concepção muito antiga e ainda hoje apresentam algumas vantagens sobre os centrífugos, a saber: • menores custos de aquisição e manutenção; • maior confiabilidade operacional • grande flexibilidade em termos de capacidade e razão de compressão • menor sensibilidade a variações nas condições do gás veiculado
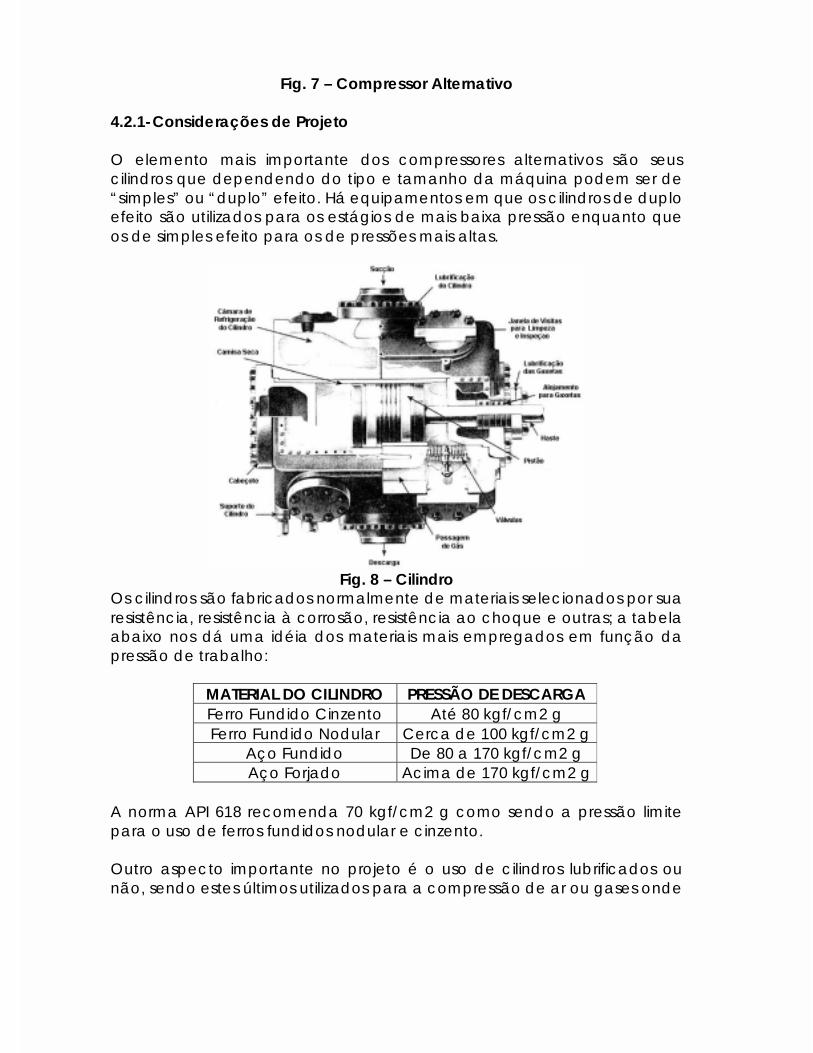
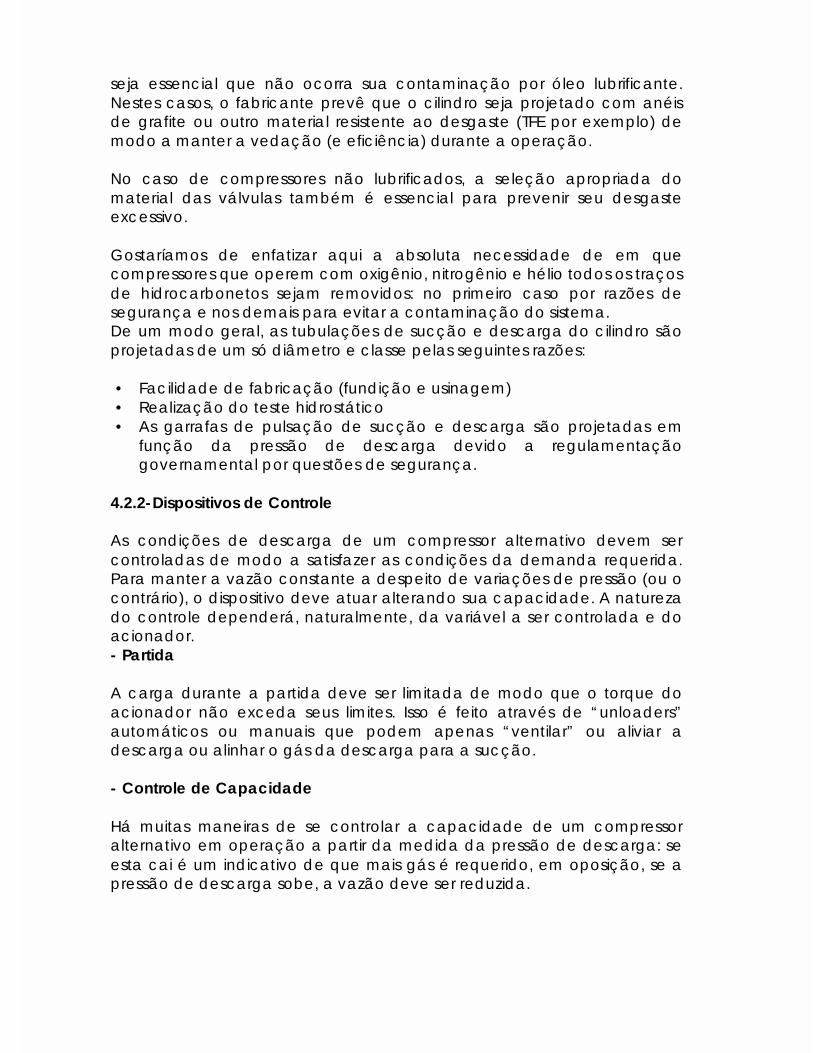
Fig. 7 – Compressor Alternativo 4.2.1-Considerações de Projeto O elemento mais importante dos compressores alternativos são seus cilindros que dependendo do tipo e tamanho da máquina podem ser de “simples” ou “duplo” efeito. Há equipamentos em que os cilindros de duplo efeito são utilizados para os estágios de mais baixa pressão enquanto que os de simples efeito para os de pressões mais altas.
Fig. 8 – Cilindro
Os cilindros são fabricados normalmente de materiais selecionados por sua resistência, resistência à corrosão, resistência ao choque e outras; a tabela abaixo nos dá uma idéia dos materiais mais empregados em função da pressão de trabalho:
MATERIAL DO CILINDRO PRESSÃO DE DESCARGA Ferro Fundido Cinzento Até 80 kgf/cm2 g Ferro Fundido Nodular Cerca de 100 kgf/cm2 g
Aço Fundido De 80 a 170 kgf/cm2 g Aço Forjado Acima de 170 kgf/cm2 g
A norma API 618 recomenda 70 kgf/cm2 g como sendo a pressão limite para o uso de ferros fundidos nodular e cinzento. Outro aspecto importante no projeto é o uso de cilindros lubrificados ou não, sendo estes últimos utilizados para a compressão de ar ou gases onde
seja essencial que não ocorra sua contaminação por óleo lubrificante. Nestes casos, o fabricante prevê que o cilindro seja projetado com anéis de grafite ou outro material resistente ao desgaste (TFE por exemplo) de modo a manter a vedação (e eficiência) durante a operação. No caso de compressores não lubrificados, a seleção apropriada do material das válvulas também é essencial para prevenir seu desgaste excessivo. Gostaríamos de enfatizar aqui a absoluta necessidade de em que compressores que operem com oxigênio, nitrogênio e hélio todos os traços de hidrocarbonetos sejam removidos: no primeiro caso por razões de segurança e nos demais para evitar a contaminação do sistema. De um modo geral, as tubulações de sucção e descarga do cilindro são projetadas de um só diâmetro e classe pelas seguintes razões: • Facilidade de fabricação (fundição e usinagem) • Realização do teste hidrostático • As garrafas de pulsação de sucção e descarga são projetadas em
função da pressão de descarga devido a regulamentação governamental por questões de segurança.
4.2.2-Dispositivos de Controle As condições de descarga de um compressor alternativo devem ser controladas de modo a satisfazer as condições da demanda requerida. Para manter a vazão constante a despeito de variações de pressão (ou o contrário), o dispositivo deve atuar alterando sua capacidade. A natureza do controle dependerá, naturalmente, da variável a ser controlada e do acionador. - Partida A carga durante a partida deve ser limitada de modo que o torque do acionador não exceda seus limites. Isso é feito através de “unloaders” automáticos ou manuais que podem apenas “ventilar” ou aliviar a descarga ou alinhar o gás da descarga para a sucção. - Controle de Capacidade Há muitas maneiras de se controlar a capacidade de um compressor alternativo em operação a partir da medida da pressão de descarga: se esta cai é um indicativo de que mais gás é requerido, em oposição, se a pressão de descarga sobe, a vazão deve ser reduzida.
Em casos onde o acionador pode ter sua rotação variável (turbinas a vapor) , o controle de capacidade é feito sobre a mesma. Quando o acionador é um motor elétrico, o controle de capacidade pode ser feito das seguintes maneiras: • Dispositivo de partida e parada automática em função da demanda
de gás: utilizado apenas em máquinas até 100 hp • “Inlet valve unloaders” que mantêm as válvulas de sucção abertas
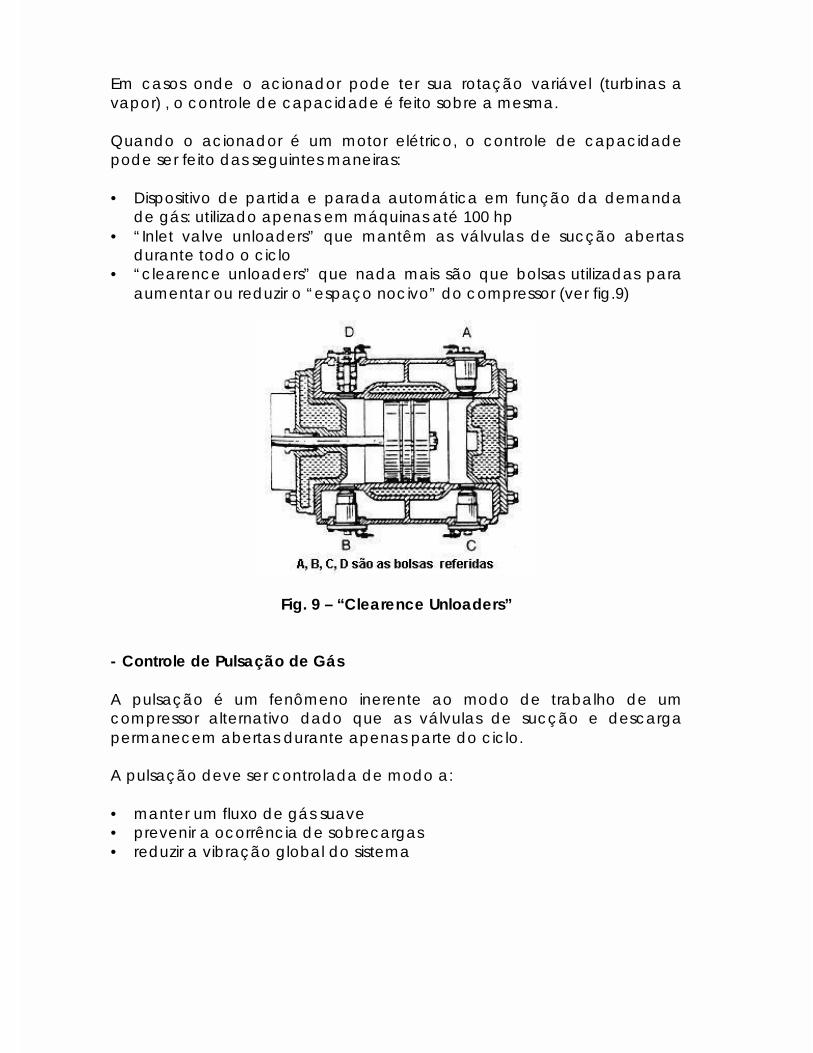
durante todo o ciclo • “clearence unloaders” que nada mais são que bolsas utilizadas para
aumentar ou reduzir o “espaço nocivo” do compressor (ver fig.9)
Fig. 9 – “Clearence Unloaders” - Controle de Pulsação de Gás A pulsação é um fenômeno inerente ao modo de trabalho de um compressor alternativo dado que as válvulas de sucção e descarga permanecem abertas durante apenas parte do ciclo. A pulsação deve ser controlada de modo a: • manter um fluxo de gás suave • prevenir a ocorrência de sobrecargas • reduzir a vibração global do sistema
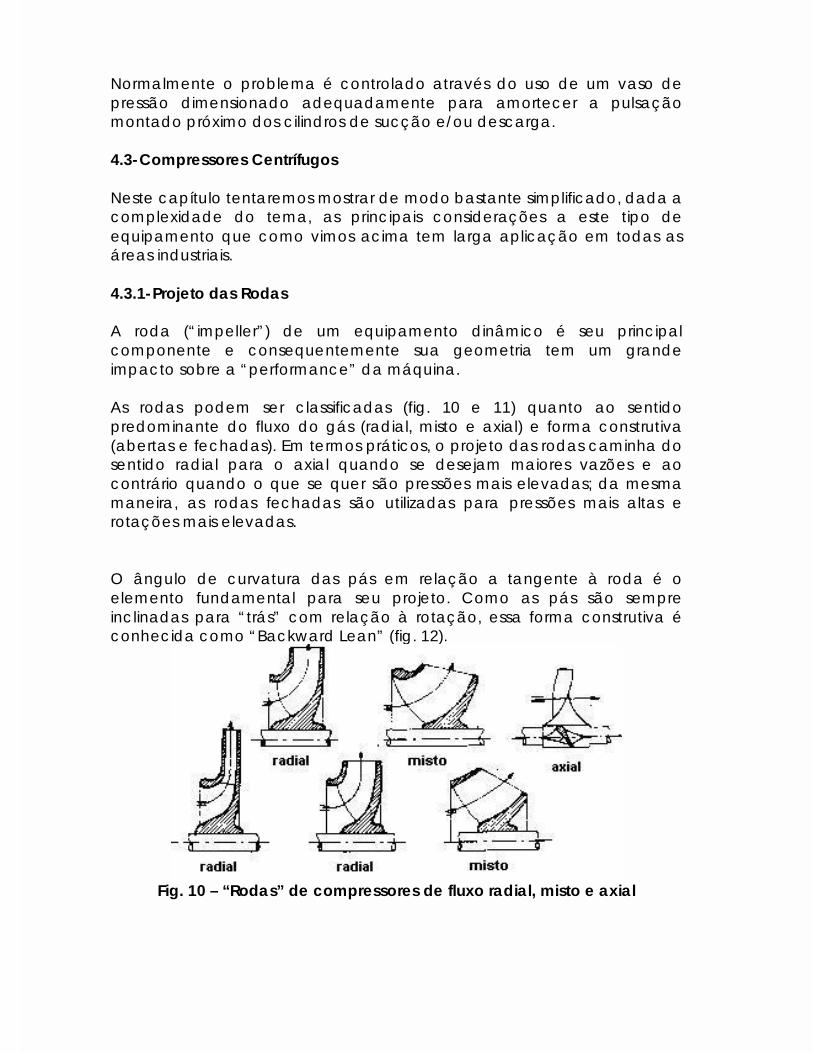
Normalmente o problema é controlado através do uso de um vaso de pressão dimensionado adequadamente para amortecer a pulsação montado próximo dos cilindros de sucção e/ou descarga. 4.3-Compressores Centrífugos Neste capítulo tentaremos mostrar de modo bastante simplificado, dada a complexidade do tema, as principais considerações a este tipo de equipamento que como vimos acima tem larga aplicação em todas as áreas industriais. 4.3.1-Projeto das Rodas A roda (“impeller”) de um equipamento dinâmico é seu principal componente e consequentemente sua geometria tem um grande impacto sobre a “performance” da máquina. As rodas podem ser classificadas (fig. 10 e 11) quanto ao sentido predominante do fluxo do gás (radial, misto e axial) e forma construtiva (abertas e fechadas). Em termos práticos, o projeto das rodas caminha do sentido radial para o axial quando se desejam maiores vazões e ao contrário quando o que se quer são pressões mais elevadas; da mesma maneira, as rodas fechadas são utilizadas para pressões mais altas e rotações mais elevadas. O ângulo de curvatura das pás em relação a tangente à roda é o elemento fundamental para seu projeto. Como as pás são sempre inclinadas para “trás” com relação à rotação, essa forma construtiva é conhecida como “Backward Lean” (fig. 12).
Fig. 10 – “Rodas” de compressores de fluxo radial, misto e axial
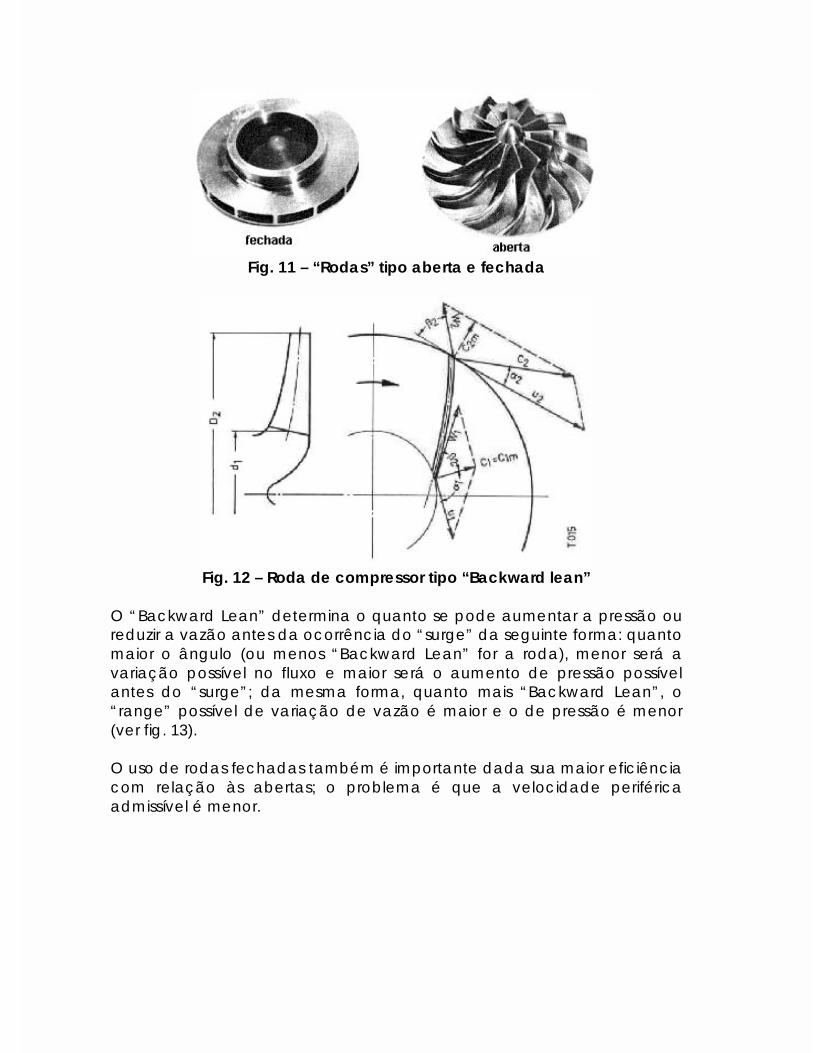
Fig. 11 – “Rodas” tipo aberta e fechada
Fig. 12 – Roda de compressor tipo “Backward lean”
O “Backward Lean” determina o quanto se pode aumentar a pressão ou reduzir a vazão antes da ocorrência do “surge” da seguinte forma: quanto maior o ângulo (ou menos “Backward Lean” for a roda), menor será a variação possível no fluxo e maior será o aumento de pressão possível antes do “surge”; da mesma forma, quanto mais “Backward Lean”, o “range” possível de variação de vazão é maior e o de pressão é menor (ver fig. 13). O uso de rodas fechadas também é importante dada sua maior eficiência com relação às abertas; o problema é que a velocidade periférica admissível é menor.
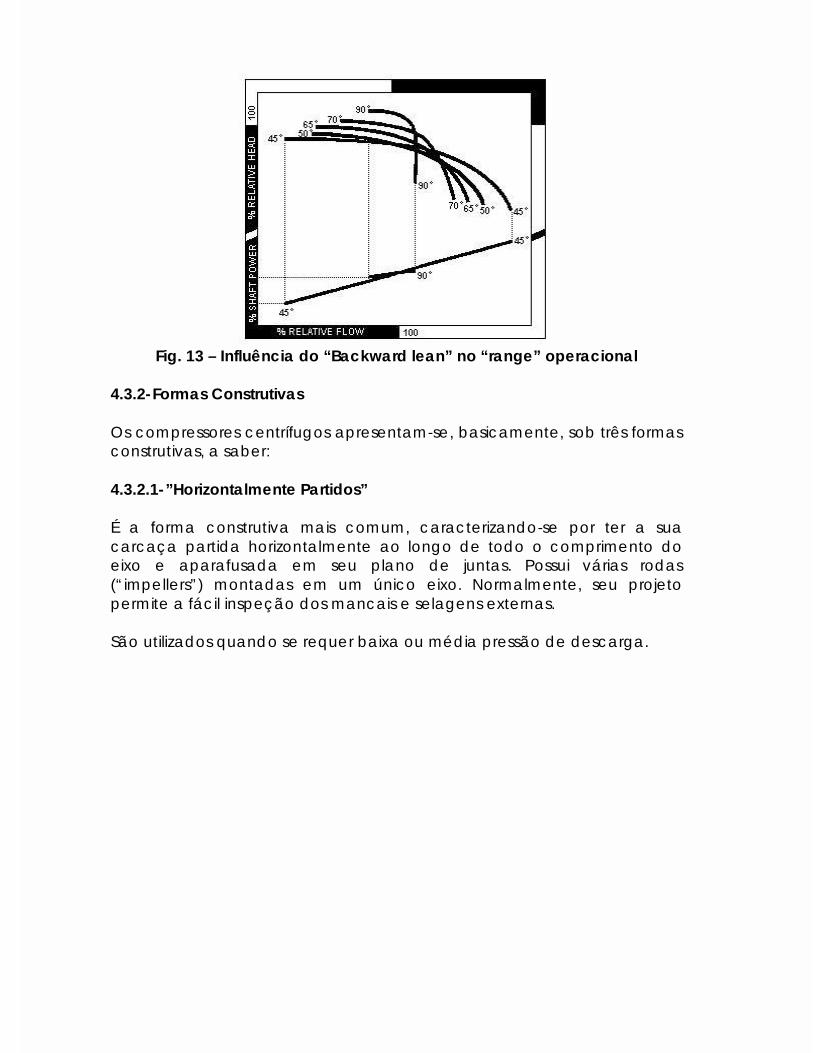
Fig. 13 – Influência do “Backward lean” no “range” operacional
4.3.2-Formas Construtivas Os compressores centrífugos apresentam-se, basicamente, sob três formas construtivas, a saber: 4.3.2.1-”Horizontalmente Partidos” É a forma construtiva mais comum, caracterizando-se por ter a sua carcaça partida horizontalmente ao longo de todo o comprimento do eixo e aparafusada em seu plano de juntas. Possui várias rodas (“impellers”) montadas em um único eixo. Normalmente, seu projeto permite a fácil inspeção dos mancais e selagens externas. São utilizados quando se requer baixa ou média pressão de descarga.
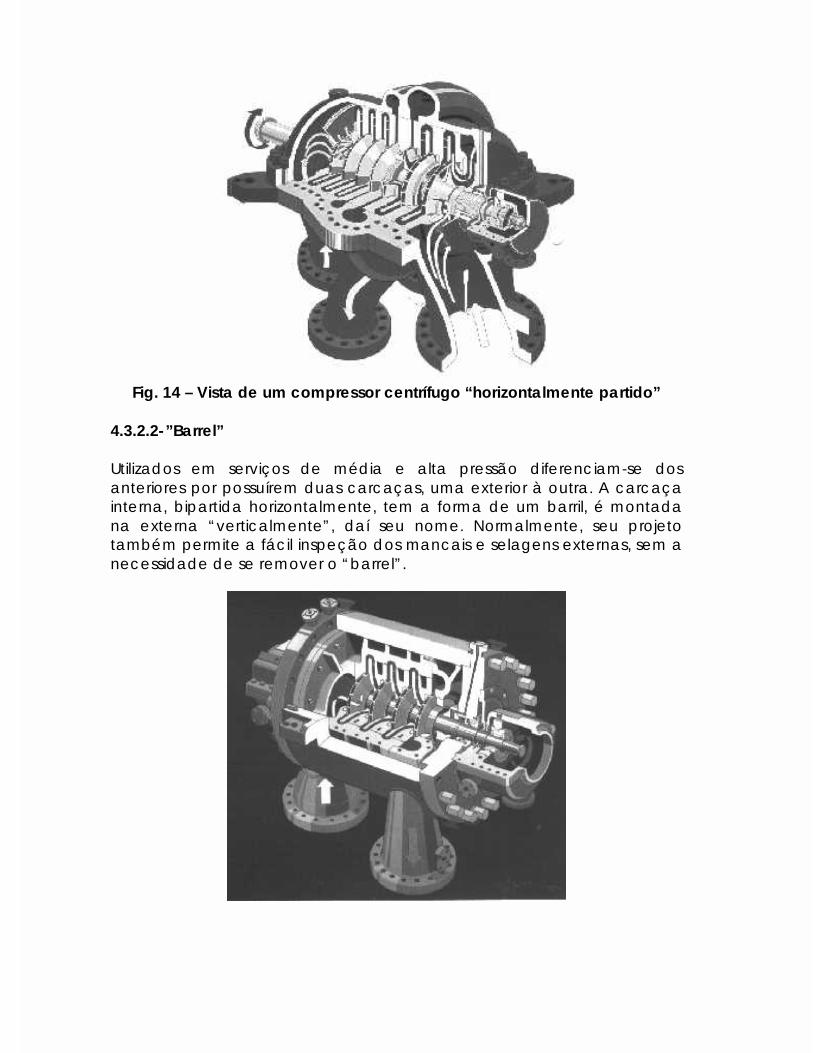
Fig. 14 – Vista de um compressor centrífugo “horizontalmente partido”
4.3.2.2-”Barrel” Utilizados em serviços de média e alta pressão diferenciam-se dos anteriores por possuírem duas carcaças, uma exterior à outra. A carcaça interna, bipartida horizontalmente, tem a forma de um barril, é montada na externa “verticalmente”, daí seu nome. Normalmente, seu projeto também permite a fácil inspeção dos mancais e selagens externas, sem a necessidade de se remover o “barrel”.
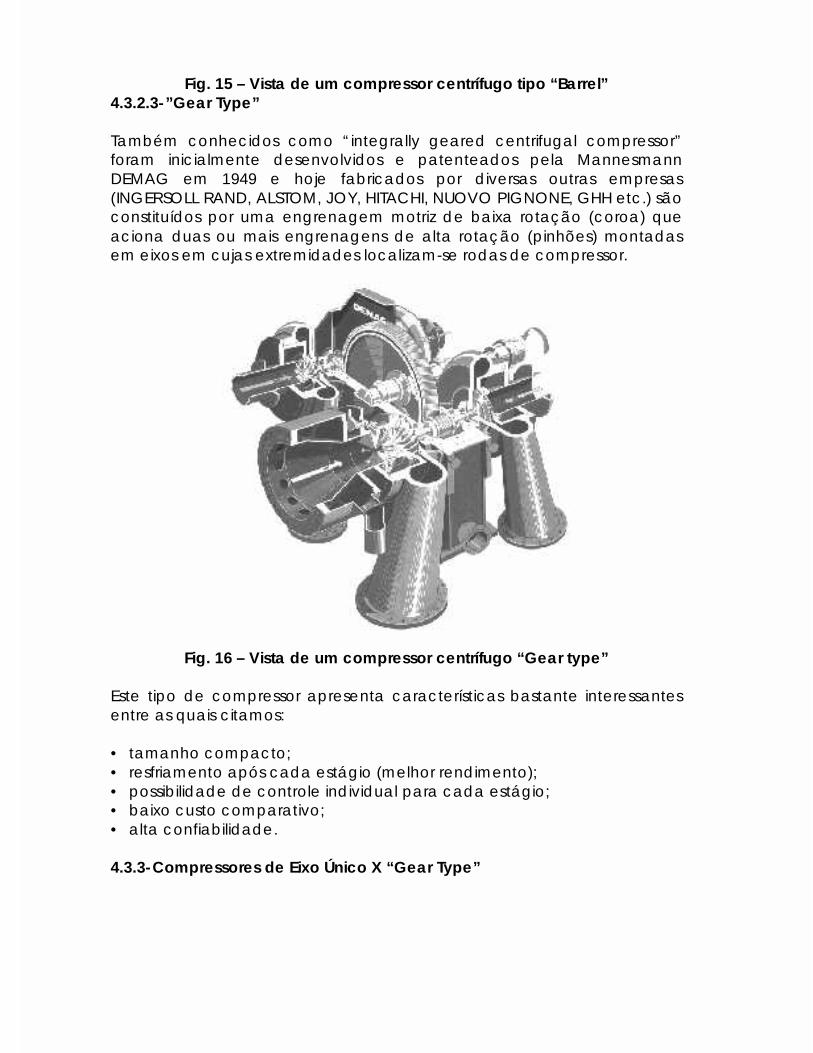
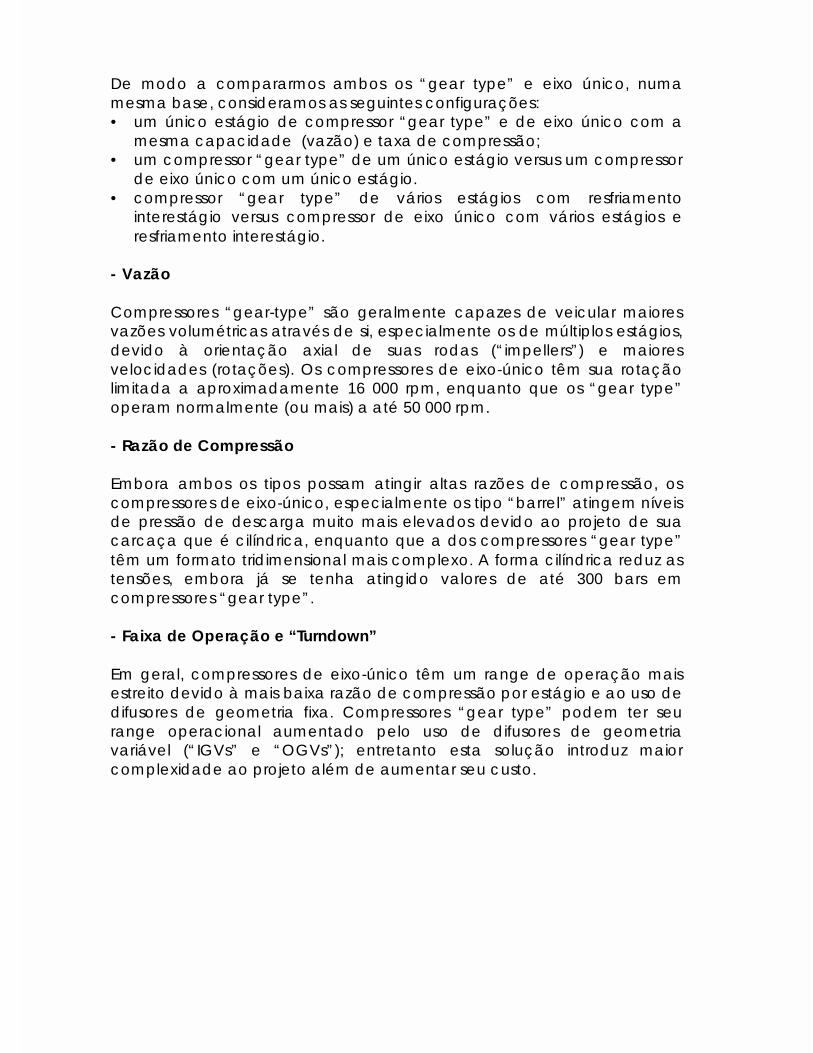
Fig. 15 – Vista de um compressor centrífugo tipo “Barrel” 4.3.2.3-”Gear Type” Também conhecidos como “integrally geared centrifugal compressor” foram inicialmente desenvolvidos e patenteados pela Mannesmann DEMAG em 1949 e hoje fabricados por diversas outras empresas (INGERSOLL RAND, ALSTOM, JOY, HITACHI, NUOVO PIGNONE, GHH etc.) são constituídos por uma engrenagem motriz de baixa rotação (coroa) que aciona duas ou mais engrenagens de alta rotação (pinhões) montadas em eixos em cujas extremidades localizam-se rodas de compressor.
Fig. 16 – Vista de um compressor centrífugo “Gear type”
Este tipo de compressor apresenta características bastante interessantes entre as quais citamos: • tamanho compacto; • resfriamento após cada estágio (melhor rendimento); • possibilidade de controle individual para cada estágio; • baixo custo comparativo; • alta confiabilidade. 4.3.3-Compressores de Eixo Único X “Gear Type”
De modo a compararmos ambos os “gear type” e eixo único, numa mesma base, consideramos as seguintes configurações: • um único estágio de compressor “gear type” e de eixo único com a
mesma capacidade (vazão) e taxa de compressão; • um compressor “gear type” de um único estágio versus um compressor
de eixo único com um único estágio. • compressor “gear type” de vários estágios com resfriamento
interestágio versus compressor de eixo único com vários estágios e resfriamento interestágio.
- Vazão Compressores “gear-type” são geralmente capazes de veicular maiores vazões volumétricas através de si, especialmente os de múltiplos estágios, devido à orientação axial de suas rodas (“impellers”) e maiores velocidades (rotações). Os compressores de eixo-único têm sua rotação limitada a aproximadamente 16 000 rpm, enquanto que os “gear type” operam normalmente (ou mais) a até 50 000 rpm. - Razão de Compressão Embora ambos os tipos possam atingir altas razões de compressão, os compressores de eixo-único, especialmente os tipo “barrel” atingem níveis de pressão de descarga muito mais elevados devido ao projeto de sua carcaça que é cilíndrica, enquanto que a dos compressores “gear type” têm um formato tridimensional mais complexo. A forma cilíndrica reduz as tensões, embora já se tenha atingido valores de até 300 bars em compressores “gear type”. - Faixa de Operação e “Turndown” Em geral, compressores de eixo-único têm um range de operação mais estreito devido à mais baixa razão de compressão por estágio e ao uso de difusores de geometria fixa. Compressores “gear type” podem ter seu range operacional aumentado pelo uso de difusores de geometria variável (“IGVs” e “OGVs”); entretanto esta solução introduz maior complexidade ao projeto além de aumentar seu custo.
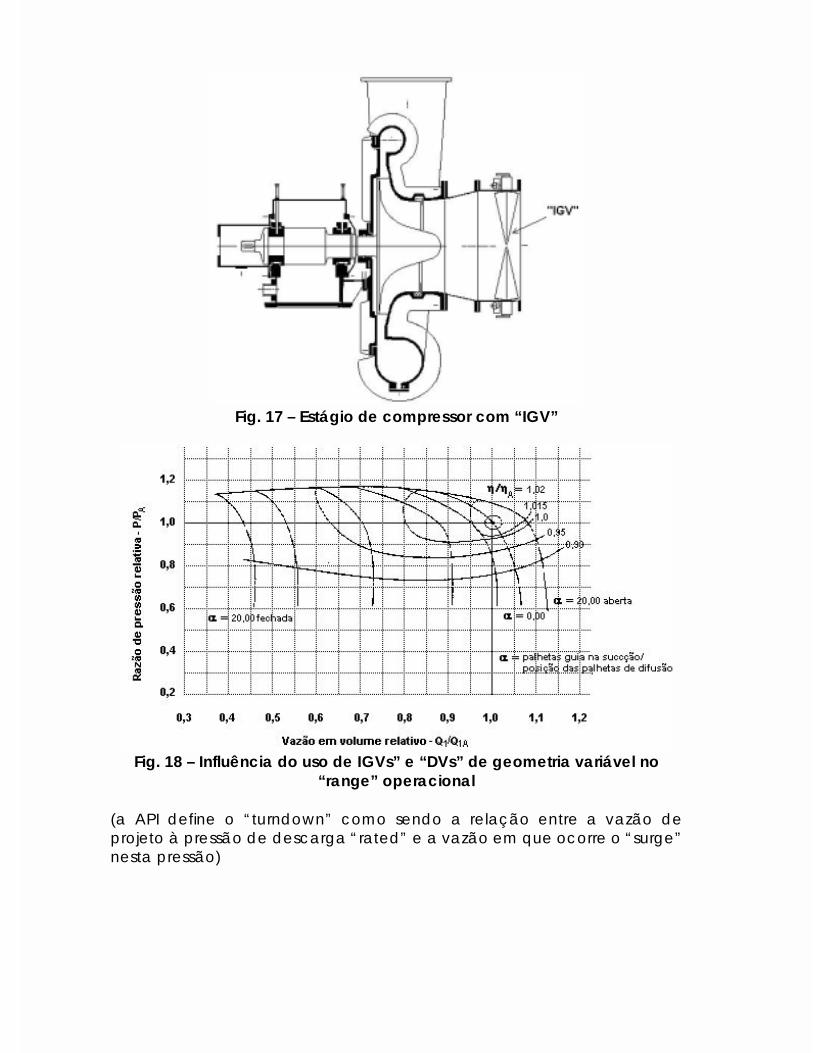
Fig. 17 – Estágio de compressor com “IGV”
Fig. 18 – Influência do uso de IGVs” e “DVs” de geometria variável no
“range” operacional (a API define o “turndown” como sendo a relação entre a vazão de projeto à pressão de descarga “rated” e a vazão em que ocorre o “surge” nesta pressão)
- Consumo Específico Na grande maioria dos casos, o consumo específico (ou a potência consumida por unidade de vazão mássica de gás veiculada) é mais baixa em unidades “gear type” porque as perdas internas são menores e também devido à possibilidade deste tipo de equipamento poder ter “IGVs” de geometria variável que aumentam a performance a baixas vazões. - Empuxo Axial Compressores de eixo-único necessitam para o equilíbrio do empuxo axial gerado na compressão de um “pistão de balanço” que reduz consideravelmente a carga sobre o mancal de escora; isso faz com que o equipamento permaneça “axialmente equilibrado” em qualquer condição de carga (mesmo em transitórios de partida ou parada). Já os compressores “gear type” apresentam cargas axiais elevadas notadamente na partida; a compensação destas cargas é feita em parte pelos mancais de escora e em parte pela própria engrenagem de acionamento (força axial gerada pelo ângulo da hélice). Há dois tipos de projeto para absorver a carga axial excedente: um utiliza mancais de escora de alta eficiência e o outro transfere a carga axial dos eixos-pinhão para a coroa (“bull gear”) por meio de “colares” de escora localizados nos extremos dos pinhões. - Operação a Rotação Variável A variação da rotação é utilizada em compressores de eixo único para aumentar o “range” operacional do equipamento de modo a adaptá-lo à diferentes condições do gás na sucção (vazão e pressão); a variação da rotação entretanto passa a perder eficiência em função de existência de resfriamento interestágios e de um maior número de estágios. Compressores “gear type” de um modo geral não têm rotação variável, especialmente em configurações multi-estágios; a compensação necessária para eventuais alterações nas condições de sucção do gás é obtida através da presença de “IGVs” de geometria variável. - Características Dinâmicas Os compressores “gear type” operam geralmente acima de seu “primeiro modo rígido” na configuração de um estágio e acima de seu “segundo modo rígido” para configurações de dois estágios; também pode operar acima de seu “primeiro modo flexível”. Compressores de eixo único
operam normalmente acima de seu “segundo modo rígido” e do “primeiro modo flexível”. Os mancais dos dois tipos de compressores são projetados, em termos de rigidez e amortecimento, de modo que os conjuntos “rotor-mancais” dos compressores “gear type” operem como corpo rígido, em oposição aos conjuntos rotor-mancais de compressores de eixo único, facilitando muito sua análise dinâmica lateral; as cargas radiais adicionais geradas nos mancais dos compressores “gear type” devidas às engrenagens reduzem a necessidade de pré-cargas em seus projetos, tornando seu projeto mais simples. De outro lado, por estarem associados a engrenagens, os compressores “gear type” necessitam sempre a realização de análise dinâmica torcional. - Requerimentos de Limpeza Os compressores “gear type” são menos tolerantes à entrada de sólidos e líquidos devido ã alta velocidade de suas rodas (o impacto e erosão decorrentes são muito maiores). A velocidade maior, por outro lado reduz a probabilidade de deposição de sujeira nos rotores, embora também amplie o efeito de desbalanço causado por possíveis depósitos que se formem. - Partida e Parada Ambos os tipos de compressor não apresentam em si limitações para partida ou parada a plena condição de carga. As recomendações para a redução de pressão durante a procedimentos de partida devem-se mais a limitações do acionador que do tipo de compressor. Compressores “gear type” possuem mais inércia de partida devido as altas relações de transmissão entre “bull gear” e eixos-pinhão. - Manutenção As principais diferenças sobre o modo como os dois tipos de compressor irão responder a condições anormais são as seguintes: • Compressores de eixo único - danos nos mancais devido a elevado desalinhamento entre eixos (acoplamento); - depósitos de “sujeira” nos difusores devido à presença de líquidos condensáveis no gás; - erosão em labirintos interestágio e do pistão de balanço devido à sucção de partículas, resultando na redução da performance e sobrecarga do mancal de escora;
- os danos no conjunto rotativo devido a falhas nos mancais normalmente atingem todos ao estágios, já que eles estão sobre um mesmo eixo. • Compressores “gear type” - forte erosão nas rodas (“impellers”) causada pela sucção de líquidos ou partículas sólidas amplificada pelas maiores velocidades atingidas; - formação de depósitos nos mancais radiais devidos às altas velocidades nas superfícies moentes-mancais, tornando os mancais mais sensíveis à qualidade do óleo lubrificante; - sobrecarga axial causada por pressão de descarga excessiva em partidas ou condições de trabalho extremas; - falhas no conjunto rotor-mancais devem resultar em danos nos pares engrenados. - Conclusões Como pudemos observar acima, os compressores “gear type” apresentam uma forma construtiva mais simples (e portanto mais “eficiente”) que os compressores de eixo único; no entanto, as altas rotações envolvidas tornam este tipo de equipamento mais suscetíveis a pequenas falhas, tornando-as potencialmente perigosas. Isso faz com que os compressores “gear type” sejam usados essencialmente para o ar e gases inertes em condições de pressão de descarga menores que os de eixo único e em maiores vazões de gás veiculadas. 4.3.4-Seleção e Especificação Técnica Os principais cuidados que devem ser levados em conta na seleção e especificação dos compressores são os seguintes: • Lista de referências do fabricante, com os compressores de sua linha em
uso em aplicações similares (gás veiculado, pressão e vazão); • Tipo de gás para definição das características do compressor e da sua
selagem; • As várias condições operacionais desejadas: pressão, temperatura e
vazão de sucção e as necessidades de pressão e temperatura de descarga;
• Número de estágios compatível com a relação de pressões necessária. Deve-se evitar uma relação de pressões muito elevada por estágio;
• Tipo de mancais adequado à rotação; • Faixa operacional adequada às possíveis variações de vazão que se
façam necessárias; • Materiais utilizados em sua construção;
• Tipo de “roda” ou “impeller” (aberta ou fechada, radial ou mista, “backward lean” ou “forward lean” etc.);
• Presença ou não de IGVs ou difusores de geometria variável; • Sistemas de óleo de lubrificação e selagem; • Sistema de monitoração e controle: vibração, temperatura dos mancais,
pressões, temperaturas e vazões de gás etc.; • Sistema “anti-surge”. É extremamente importante que a especificação do compressor seja elaborada pelo usuário, uma vez que ninguém melhor que ele sabe o que necessita do equipamento. Uma boa e completa indicação dos cuidados a serem tomados na seleção e especificação de compressores centrífugos pode ser obtida com a consulta das normas API 617 e 672. 4.3.5-Manutenção 4.3.5.1-Generalidades Os compressores centrífugos são, de um modo geral, equipamentos de elevada confiabilidade, podendo operar continuamente por longos períodos cobrindo uma ou mais campanhas de operação anuais. Isso se deve em parte à sua concepção mecânica relativamente simples, com, praticamente, ausência total de partes móveis em contato com partes estacionárias. Salientamos, ainda, que são máquinas de tecnologia avançada que incorporam desenvolvimentos de engenharia com vistas a torná-las cada vez mais confiáveis e eficientes. Periodicamente, entretanto, dever-se-á efetuar uma revisão geral no equipamento visando a verificação detalhada de seu estado interno e a preparação para novas campanhas de longa duração. Os intervalos para execução dessa manutenção geral dependem muito das condições de operação da máquina e do gás veiculado. Se, por exemplo, o gás for muito “sujo” e/ou com elementos contaminantes, recomenda-se a realização de inspeções mais freqüentes, em prazos de 2 a 3 anos de operação. Para a tomada de decisão recomendamos que sejam analisados, periodicamente, os níveis de vibração e a eficiência do compressor. Com “gases limpos”, as campanhas de operação podem ser bem maiores; nesses casos, o ideal seria efetuar-se uma revisão completa a cada 5 ou 6 anos de operação para se verificar se nenhuma anormalidade está-se desenvolvendo nas partes estacionárias.

Conhecemos casos de máquinas em operação há mais de 10 anos sem terem sido abertas havendo, porém, um risco potencial que não pode ser desprezado: o longo tempo de operação resulta em probabilidade de aparecimento de problemas devido a envelhecimento de componentes. Nas revisões recomenda-se, no ato de abertura da carcaça, observar o estado interno do rotor, difusores, planos de junta etc. e efetuar medição de folgas entre as partes fixas e móveis antes da remoção do rotor. Isso possibilitará a análise criteriosa de detalhes importantes que serão perdidos após sua limpeza. Em seguida, o rotor e os difusores devem ser removidos para limpeza (normalmente, o rotor é “jateado” com óxido de alumínio), cuidadosa inspeção com líquido penetrante para a pesquisa de eventuais fissuras e controle dimensional e geométrico. Deve-se ainda examinar os mancais e sistemas de selagem quanto a seu estado, folgas, aparência e aderência do metal-patente etc. Os equipamentos auxiliares, como os sistemas de óleo de lubrificação e selagem, devem também ser revisados; o óleo do tanque precisa ser cuidadosamente avaliado quanto a seu estado. Na montagem, após a revisão, deverá ser realizado um cuidadoso “oil flushing” com o fluxo desviado dos mancais com telas de malha fina, para avaliação do estado de limpeza do sistema de lubrificação como um todo. 4.3.5.2-Mancais Os mancais radiais normalmente são dos tipos multilobulares ou de sapatas oscilantes para eixos que operam a maiores rotações e cilíndricos para rotações menores. Os mancais de escora podem ter sapatas fixas ou oscilantes.
Fig. 19 – Tipos de mancais radiais
Na montagem deve-se tomar extremo cuidado quanto à orientação das sapatas e cunhas de óleo, uma vez que seu projeto leva em conta a
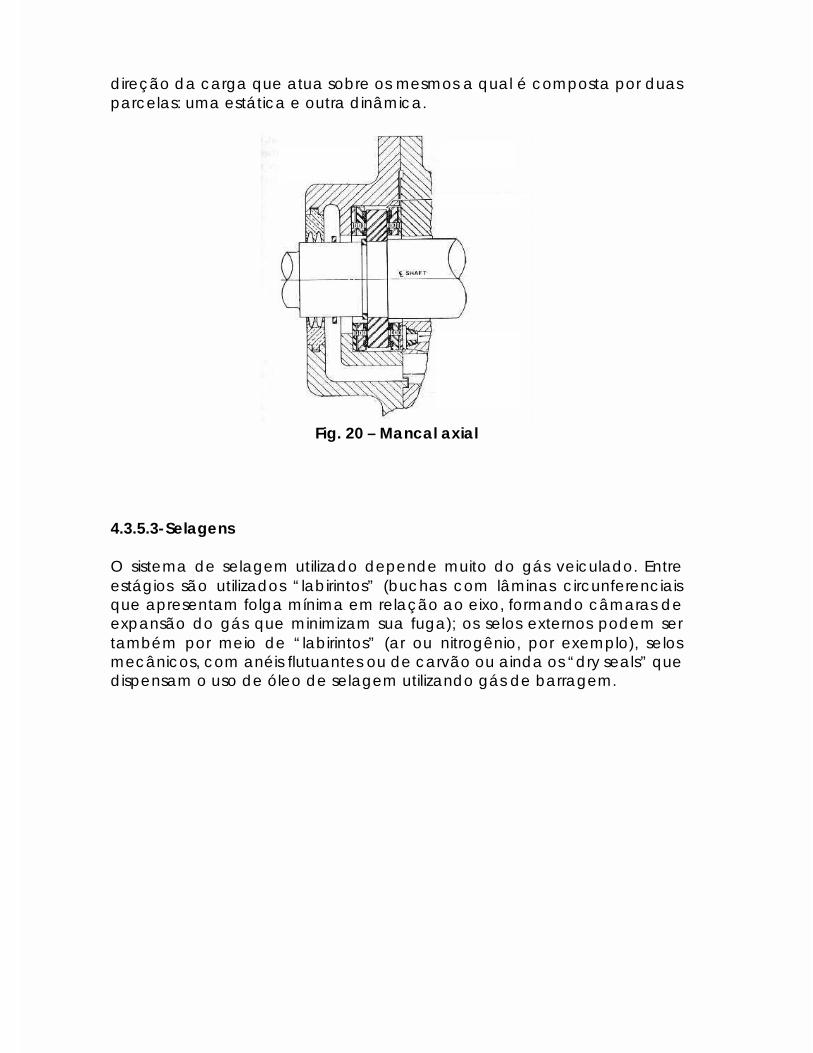
direção da carga que atua sobre os mesmos a qual é composta por duas parcelas: uma estática e outra dinâmica.
Fig. 20 – Mancal axial
4.3.5.3-Selagens O sistema de selagem utilizado depende muito do gás veiculado. Entre estágios são utilizados “labirintos” (buchas com lâminas circunferenciais que apresentam folga mínima em relação ao eixo, formando câmaras de expansão do gás que minimizam sua fuga); os selos externos podem ser também por meio de “labirintos” (ar ou nitrogênio, por exemplo), selos mecânicos, com anéis flutuantes ou de carvão ou ainda os “dry seals” que dispensam o uso de óleo de selagem utilizando gás de barragem.
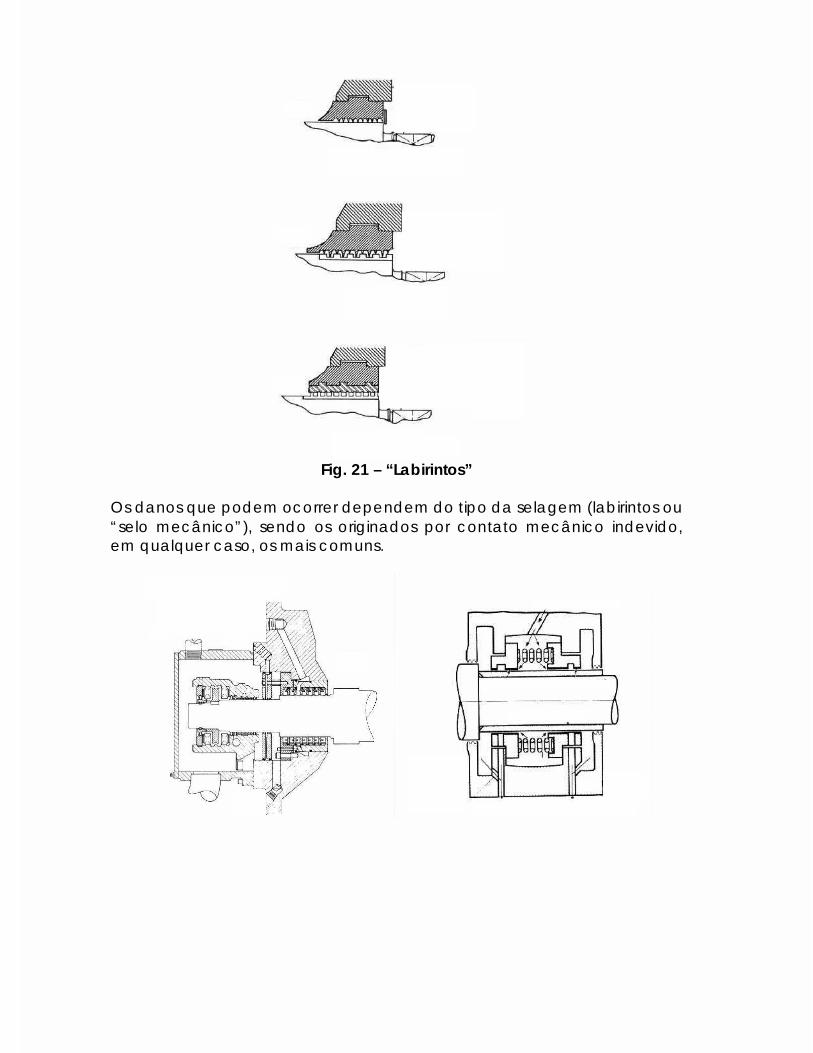
Fig. 21 – “Labirintos”
Os danos que podem ocorrer dependem do tipo da selagem (labirintos ou “selo mecânico”), sendo os originados por contato mecânico indevido, em qualquer caso, os mais comuns.
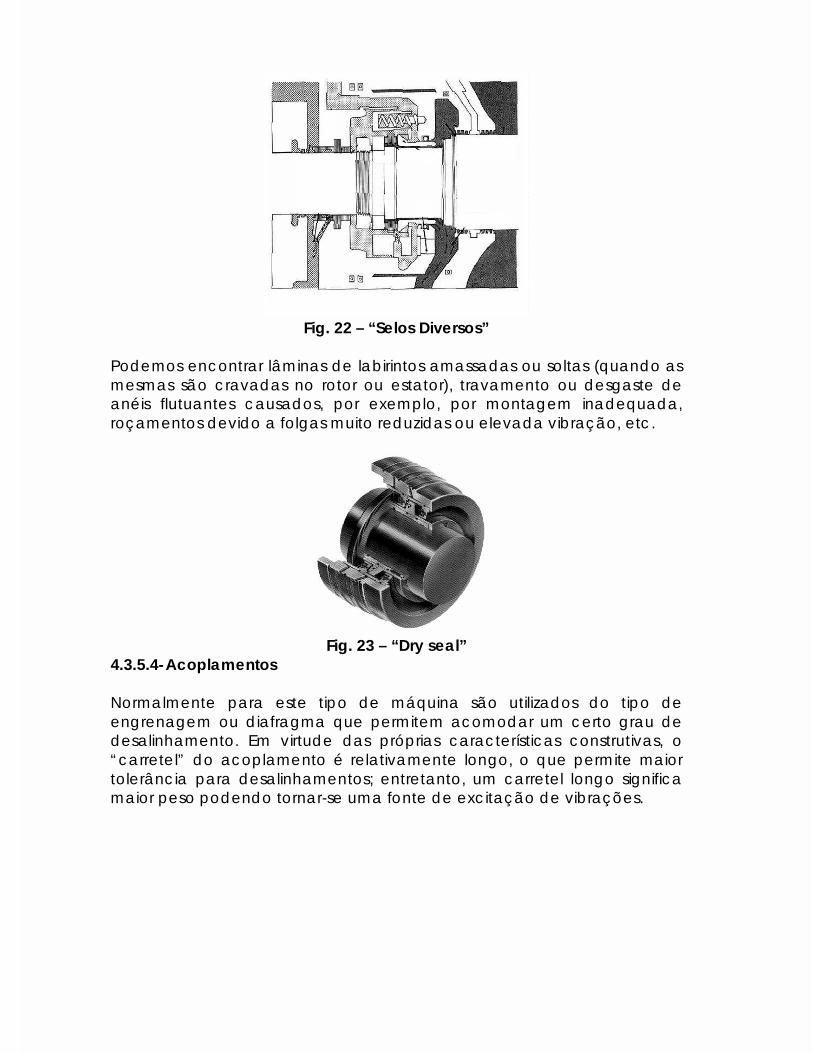
Fig. 22 – “Selos Diversos”
Podemos encontrar lâminas de labirintos amassadas ou soltas (quando as mesmas são cravadas no rotor ou estator), travamento ou desgaste de anéis flutuantes causados, por exemplo, por montagem inadequada, roçamentos devido a folgas muito reduzidas ou elevada vibração, etc.
Fig. 23 – “Dry seal”
4.3.5.4-Acoplamentos Normalmente para este tipo de máquina são utilizados do tipo de engrenagem ou diafragma que permitem acomodar um certo grau de desalinhamento. Em virtude das próprias características construtivas, o “carretel” do acoplamento é relativamente longo, o que permite maior tolerância para desalinhamentos; entretanto, um carretel longo significa maior peso podendo tornar-se uma fonte de excitação de vibrações.
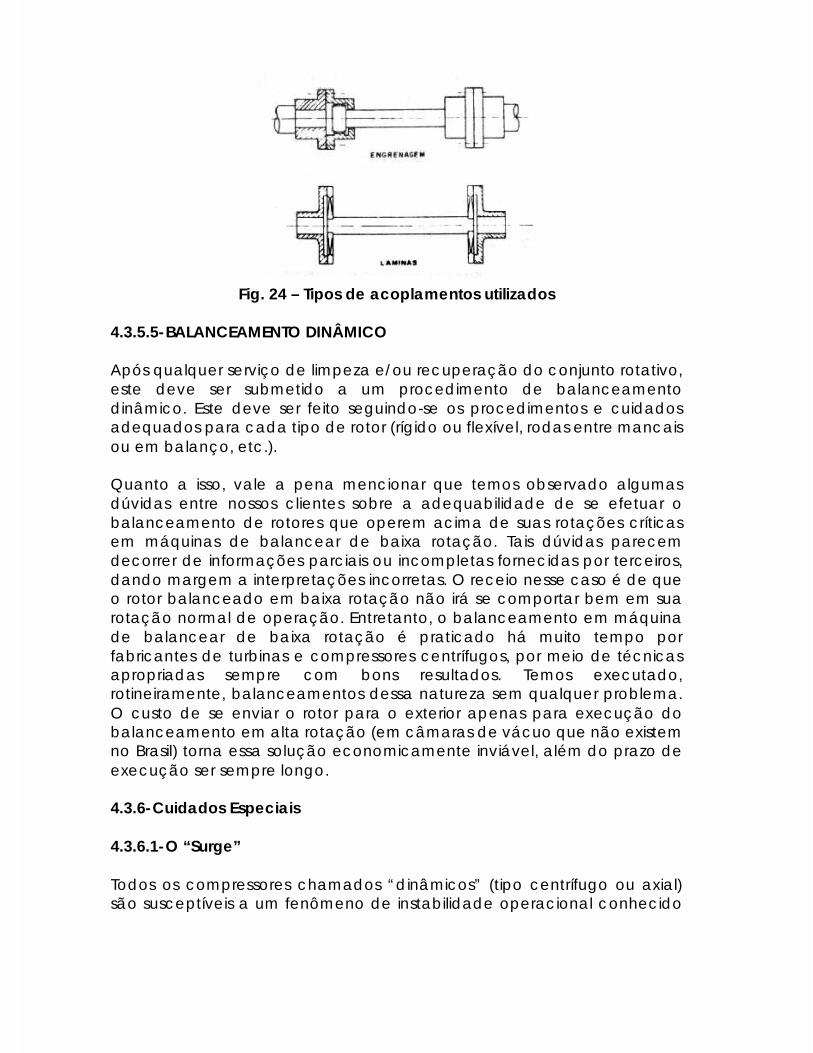
Fig. 24 – Tipos de acoplamentos utilizados
4.3.5.5-BALANCEAMENTO DINÂMICO Após qualquer serviço de limpeza e/ou recuperação do conjunto rotativo, este deve ser submetido a um procedimento de balanceamento dinâmico. Este deve ser feito seguindo-se os procedimentos e cuidados adequados para cada tipo de rotor (rígido ou flexível, rodas entre mancais ou em balanço, etc.). Quanto a isso, vale a pena mencionar que temos observado algumas dúvidas entre nossos clientes sobre a adequabilidade de se efetuar o balanceamento de rotores que operem acima de suas rotações críticas em máquinas de balancear de baixa rotação. Tais dúvidas parecem decorrer de informações parciais ou incompletas fornecidas por terceiros, dando margem a interpretações incorretas. O receio nesse caso é de que o rotor balanceado em baixa rotação não irá se comportar bem em sua rotação normal de operação. Entretanto, o balanceamento em máquina de balancear de baixa rotação é praticado há muito tempo por fabricantes de turbinas e compressores centrífugos, por meio de técnicas apropriadas sempre com bons resultados. Temos executado, rotineiramente, balanceamentos dessa natureza sem qualquer problema. O custo de se enviar o rotor para o exterior apenas para execução do balanceamento em alta rotação (em câmaras de vácuo que não existem no Brasil) torna essa solução economicamente inviável, além do prazo de execução ser sempre longo. 4.3.6-Cuidados Especiais 4.3.6.1-O “Surge” Todos os compressores chamados “dinâmicos” (tipo centrífugo ou axial) são susceptíveis a um fenômeno de instabilidade operacional conhecido
como “surge” (em inglês) ou “pompage” (em francês”). Tal fenômeno é bastante prejudicial e necessita ser evitado a qualquer custo uma vez que, quando um compressor “entra em surge”, as pressões e vazões do gás pulsam erraticamente, o(s) rotor(es) entra(m) em vibração anormal e a intensidade de ruído pode atingir níveis assustadores; as temperaturas de sucção elevam-se consideravelmente. Com o aumento da vibração podem ocorrer danos por contato entre partes fixas e móveis sendo, geralmente, afetados os labirintos e até mesmo os mancais radiais e de escora (axial). A explicação de como o mesmo ocorre não é muito simples. Ele está ligado ao modo como opera o compressor tipo “dinâmico” (ver item 2.2). O fenômeno do “surge” acontece, exatamente, quando a pressão que o gás adquire na saída do difusor não é suficiente para vencer aquela existente no meio seguinte (pressão de descarga do estágio). Aí há, então, a frenagem da corrente de gás mesmo com o rotor do compressor girando. Instantaneamente ocorrem problemas de turbilhonamento do gás dentro dos estágios e inicia-se o seu refluxo para a sucção. Nesse ponto, entretanto, a pressão na descarga do difusor começa a se reduzir uma vez que ela era mantida com o fluxo constante do gás da sucção para a descarga. Quando essa pressão cai , o conjunto “roda-difusor”, imediatamente, fica em condições de fazer o gás vencer a nova pressão do meio, restabelecendo o fluxo em direção à descarga. Em conseqüência, a pressão no meio começa a se elevar outra vez até a mesma condição inicial, repetindo-se o processo. O intervalo de tempo, entre cada ciclo, varia, em geral, de caso para caso, não passando, porém, de frações de segundo, fazendo com que o compressor oscile e trepide com violência, gerando ondas sonoras características. O problema só pode ser resolvido reduzindo-se a pressão na descarga ou alterando-se sua rotação para uma nova condição de equilíbrio. A partir da compreensão de como e porquê o “surge” ocorre, fica fácil entender a importância de se saber em que condições ele acontece para um determinado compressor. Conhecendo-se sua “linha” podemos determinar a curva de proteção ao “surge” (aquela que regula a abertura das válvulas de alívio atmosférico ou “blow-off” e/ou as de reciclo) e o “range” operacional do compressor. A API define o “turndown” como sendo a relação entre a vazão de projeto à pressão de descarga “rated” e a vazão em que ocorre o “surge” nesta pressão, estabelecendo que ele deve ser de no mínimo 60% para compressores “gear type”. Da maneira como foi descrito, percebe-se que o “surge” pode ocorrer em qualquer dos estágios do compressor, pois cada estágio “preocupa-se”
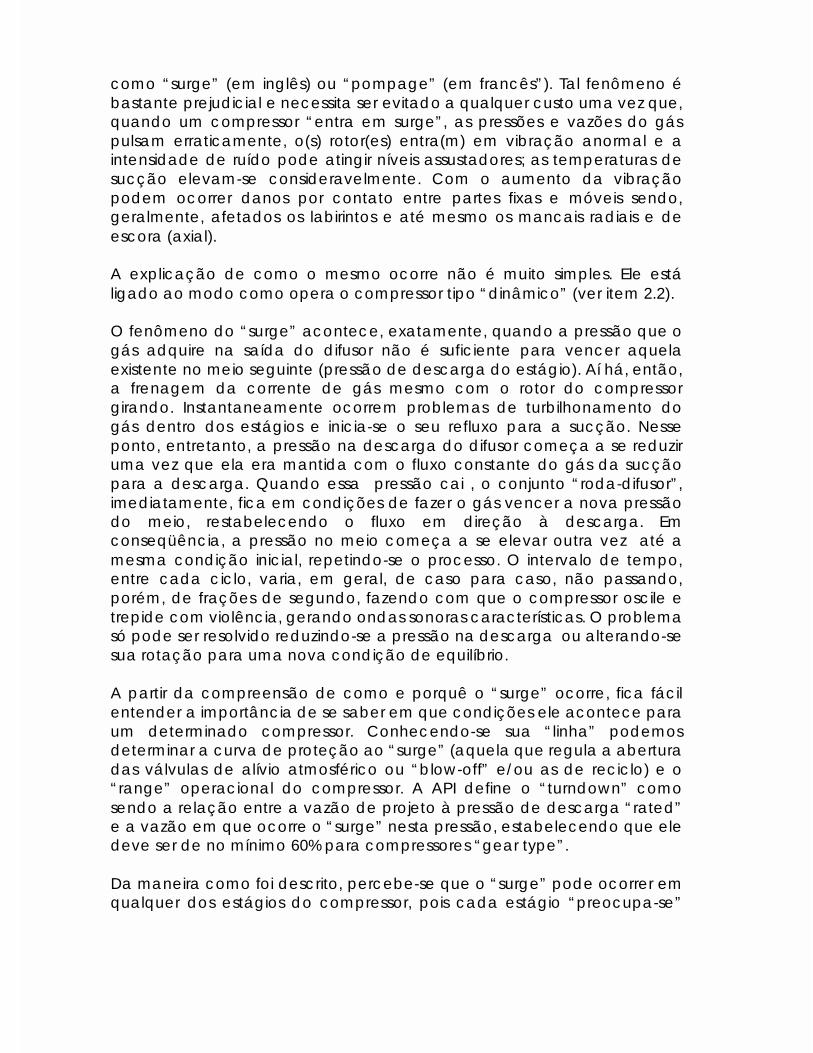
apenas com as suas condições de sucção e descarga. Em geral, quando o “surge” ocorre, não sabemos, “a priori”, dizer em qual dos estágios. Entretanto, a redução da pressão de descarga do compressor, como um todo, reflete-se em todos os estágios, sendo esta a forma mais comum para o controle do fenômeno. As pressões de sucção, descarga e vazão do compressor dependem do sistema ao qual o mesmo está ligado, portanto a condição em que o “surge” ocorre depende da instalação e varia de um compressor para outro e do gás que está sendo comprimido. Nas curvas características do compressor são assinalados os pontos de ocorrência do “surge” e a linha que une esses pontos é chamada de “linha de surge”. Através do conhecimento da “linha de surge” são desenvolvidos sistemas automatizados de proteção contra a ocorrência desse fenômeno.
Fig. 25 – Curvas características
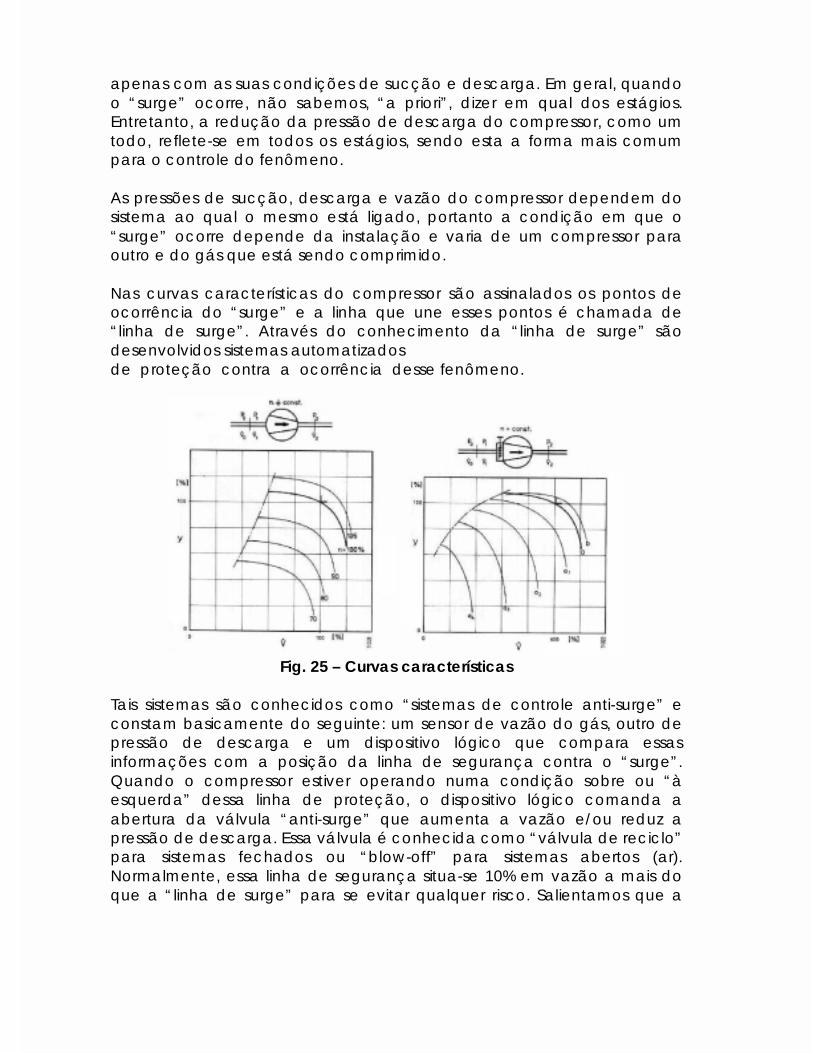
Tais sistemas são conhecidos como “sistemas de controle anti-surge” e constam basicamente do seguinte: um sensor de vazão do gás, outro de pressão de descarga e um dispositivo lógico que compara essas informações com a posição da linha de segurança contra o “surge”. Quando o compressor estiver operando numa condição sobre ou “à esquerda” dessa linha de proteção, o dispositivo lógico comanda a abertura da válvula “anti-surge” que aumenta a vazão e/ou reduz a pressão de descarga. Essa válvula é conhecida como “válvula de reciclo” para sistemas fechados ou “blow-off” para sistemas abertos (ar). Normalmente, essa linha de segurança situa-se 10% em vazão a mais do que a “linha de surge” para se evitar qualquer risco. Salientamos que a
válvula “anti-surge” deve permanecer fechada quando a máquina estiver em operação normal para economia de energia.
Fig. 26 – Sistema de controle “Anti – Surge”
4.3.6.2- Filtros de Sucção (ar) Nos compressores de ar é importante que o filtro de sucção esteja sempre em boas condições e que seja adequado para evitar a entrada de partículas que possam vir a depositar-se nas rodas, provocando o desbalanceamento dinâmico do conjunto rotativo. Já houve casos em que esse problema trouxe muita intranqüilidade a um cliente, por este desconhecer a causa do aumento gradual da vibração. Uma análise de vibrações levou à conclusão de que o problema era desbalanço residual simples e, conhecidas suas causas e características da máquina, decidiu-se pela sua operação controlada até uma parada programada para limpeza das rodas, resolvendo-se o problema. 4.3.6.3-Monitoração De um modo geral, os compressores apresentam no mínimo os seguintes sistemas de monitoração: • Temperatura dos mancais radiais e axial; • Deslocamento axial do eixo; • Vibração de eixo; • Proteção contra o “surge”. É muito importante que todos esses sistemas funcionem adequadamente de modo a impedir uma análise falsa das condições do equipamento. São inúmeros os casos de que problemas na monitoração levaram nossos clientes a uma intervenção desnecessária no equipamento.