precisas, confiáveis, econômicas ão de roscas internas. se antigamen-te era...
TRANSCRIPT

_ ROSCAS COM WALTER PROTOTYP
Precisas, confiáveis, econômicas
Manual do produto
Roscas
Prin
ted
in G
erm
any
632
4006
(11/
2012
) PT
Walter do Brasil Ltda.Sorocaba – SP, Brasil+55 15 32245700, [email protected]
Walter Tools Ibérica S.A.U.El Prat de Llobregat, España+34 (0) 934 796760, [email protected]
Walter AG
Derendinger Straße 53, 72072 Tübingen Postfach 2049, 72010 Tübingen Alemanha www.walter-tools.com
ÍNDICE
Roscas
2 Índice
4 Introdução geral ao tema
8 Resumo do programa
9 Rosqueamento
12 Laminação de roscas
13 Fresamento de roscas
14 Informações do produto
14 Rosqueamento
28 Laminação de roscas
34 Fresamento de roscas
40 Seleção da ferramenta
40 Rosqueamento
44 Laminação de roscas
46 Fresamento de roscas
48 Informações técnicas
48 De caráter geral
74 Rosqueamento
94 Laminação de roscas
101 Fresamento de roscas
112 Anexo
2 3
Índice
Ângulos e características Rosqueamento . . . . . . . . . . . . . . 81
Comparação de dados de geometria Rosqueamento . . . . . . . . . . 82 - 83
Comparação dos métodos . . . 48 - 49
Correção do avanço Fresamento de roscas. . . . . . . 103
Controle dos cavacos Rosqueamento . . . . . . . . . . . . . . 90
Corte axial incorreto Rosqueamento . . . . . . . . . . . 87, 91
Corte incorreto Rosqueamento . . . . . . . . . . . 86, 91
Diâmetro de pré-furo De caráter geral . . . . . . . . . . . . . 70 Fresamento de roscas. . 114 - 115 Laminação de roscas . . . . . . . . . . . . 70 - 71, 96 - 97, 116 Rosqueamento . . . . . . . . 114 - 115
Distorção do perfil . . . . . . . . . . . . 106
Distribuição do corte Fresamento de roscas. . 104 - 105
Encruamento das paredes do furo . . . . . . . . . . . . . . . . . . . . . . 72
Forças Rosqueamento . . . . . . . . . . 86 - 87
Formatos de chanfro Rosqueamento . . . . . . . . . . . . . . 76
Fórmulas . . . . . . . . . . . . . . . . . . . . 112
Fundamentos do método Fresamento de roscas. . 101 - 105 Laminação de roscas. . . . . 94 - 95
Furo pré-usinado De caráter geral . . . . . . . . . . . . . 70 Fresamento de roscas. . 114 - 115 Laminação de roscas . . . . . . . . . . . . . . . . 71, 96 - 97, 116 Rosqueamento . . . . . . . . 114 - 115
Grupos de ferramentas . . . . . . . . . . 8
Lubrificação mínima . . . . . . . . 62 - 63
Sistemas de fixação . . . . . . . . . . . . 64
Modificações Fresamento de roscas. . . . . . . 109 Laminação de roscas. . . . . . . . . 98 Rosqueamento . . . . . . . . . . 88 - 89
Nomenclatura . . . . . . . . . . . . . . . . . . 8
Paradur® Eco CI. . . . . . . . . . . . . 10, 18
Paradur® Eco Plus. . . . . . . . 9, 14 - 15
Paradur® HSC . . . . . . . . . . . . . . 11, 27
Paradur® HT. . . . . . . . . . . . . . . . 10, 19
Paradur® Synchrospeed . . . 9, 16 - 17
Paradur® Ti Plus . . . . . . . . 11, 24 - 25
Paradur® X∙pert M. . . . . . . 10, 22 - 23
Paradur® X∙pert P . . . . . . . 10, 20 - 21
Particularidades Rosqueamento . . . . . . . . . . 84 - 85
Posições de tolerância . . . . . . . . . . 50
Problemas e soluções Fresamento de roscas. . .110 - 111 Laminação de roscas. . . . 99 - 100 Rosqueamento . . . . . . . . . . 90 - 92
Processo de corte Rosqueamento . . . . . . . . . . 79 - 80
Programação CNC Fresamento de roscas. . 107 - 108
Programação do avanço Rosqueamento . . . . . . . . . . . . . . 87
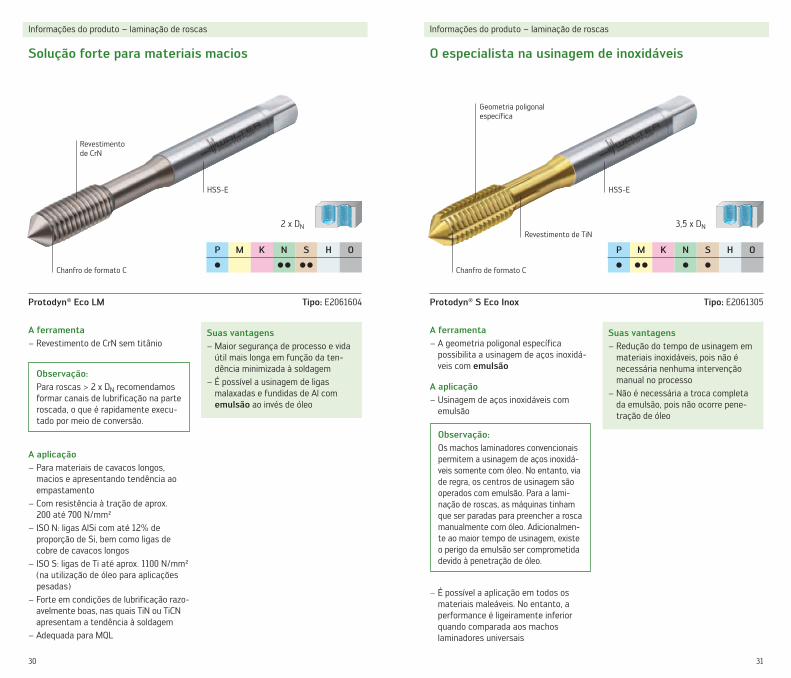
Protodyn® Eco LM. . . . . . . . . . . 12, 30
Protodyn® Eco Plus. . . . . . . . . . . . . 28
Protodyn® HSC . . . . . . . . . . . . . . . . 33
Protodyn® Plus . . . . . . . . . . . . . . . . 29
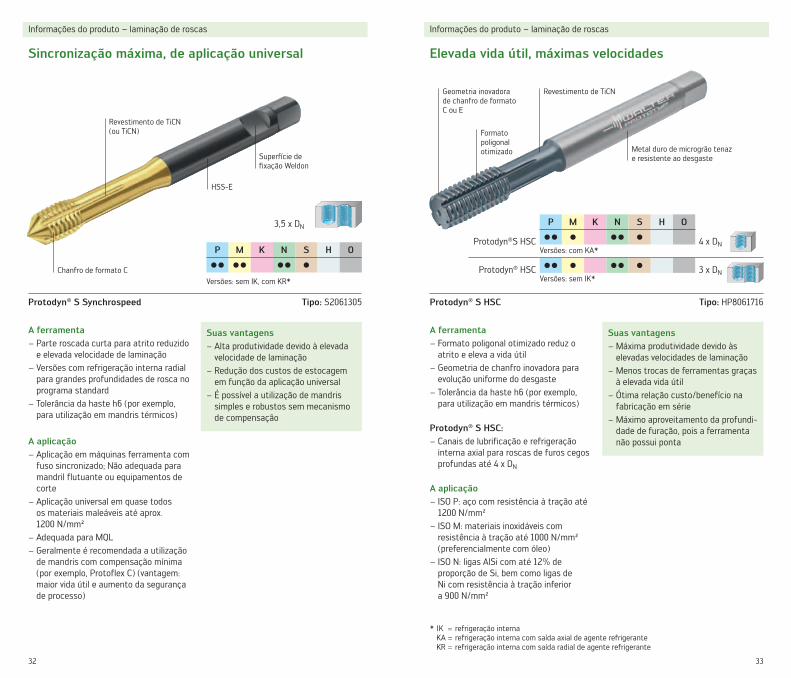
Protodyn® S Eco Inox . . . . . . . . 12, 31
Protodyn® S Eco Plus . . . . . . . . 12, 28
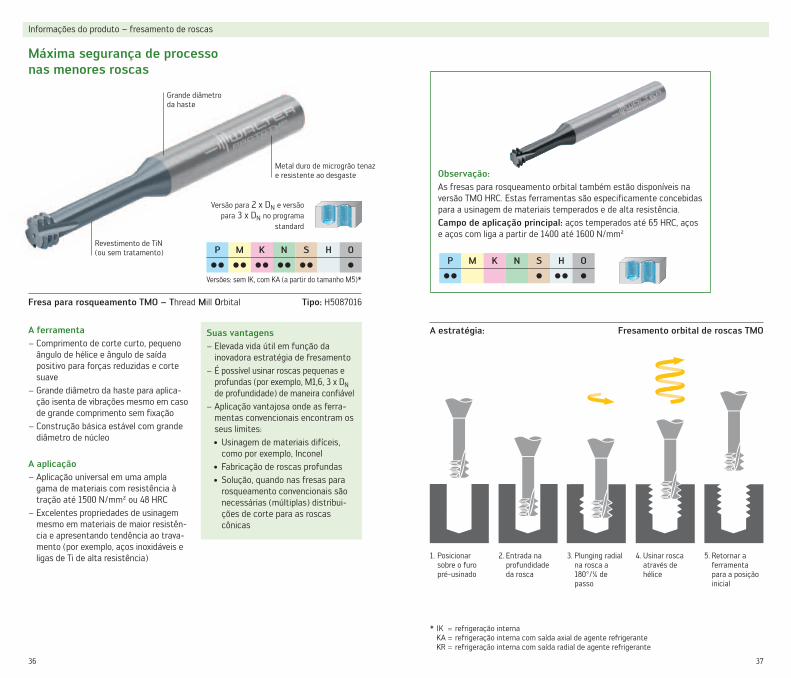
Protodyn® S HSC. . . . . . . . . . . . 12, 33
Protodyn® S Plus. . . . . . . . . . . . 12, 29
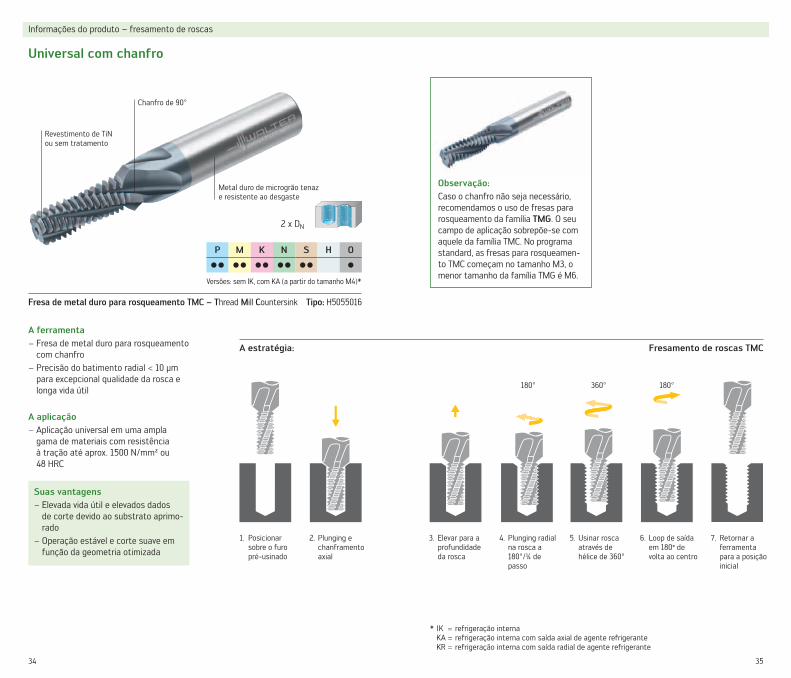
Protodyn® S Synchrospeed . . . 12, 32
Prototex® Eco HT . . . . . . . . 9, 14 - 15
Prototex® HSC. . . . . . . . . . . . . . 11, 26
Prototex® Synchrospeed . . 9, 16 - 17
Prototex® TiNi Plus . . . . . . 11, 24 - 25
Prototex® X∙pert M . . . . . . 10, 22 - 23
Prototex® X∙pert P . . . . . . 10, 20 - 21
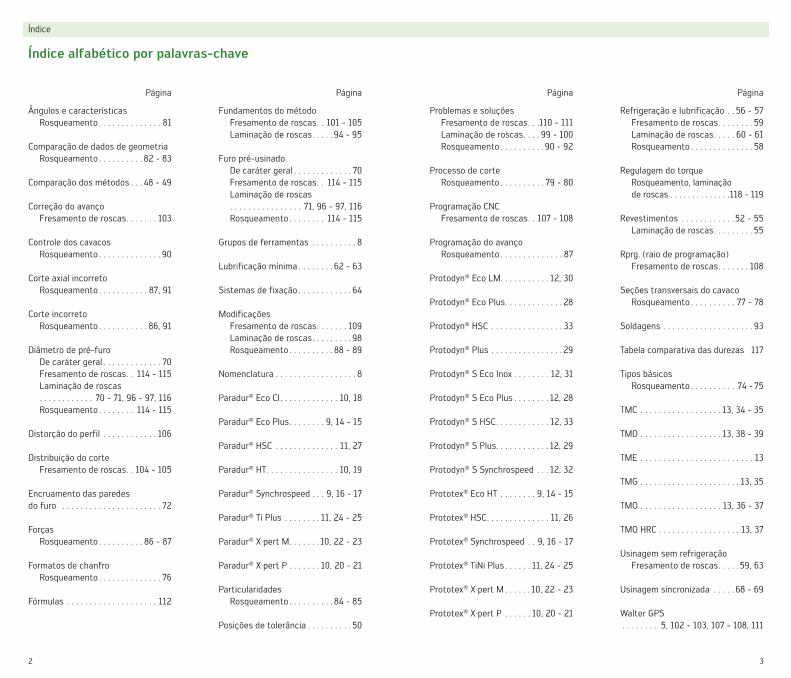
Índice alfabético por palavras-chave
Página Página Página Página
Refrigeração e lubrificação . . 56 - 57 Fresamento de roscas. . . . . . . . 59 Laminação de roscas. . . . . 60 - 61 Rosqueamento . . . . . . . . . . . . . . 58
Regulagem do torque Rosqueamento, laminação
de roscas . . . . . . . . . . . . . .118 - 119
Revestimentos . . . . . . . . . . . .52 - 55 Laminação de roscas. . . . . . . . . 55
Rprg. (raio de programação) Fresamento de roscas. . . . . . . 108
Seções transversais do cavaco Rosqueamento . . . . . . . . . . 77 - 78
Soldagens . . . . . . . . . . . . . . . . . . . . 93
Tabela comparativa das durezas 117
Tipos básicos Rosqueamento . . . . . . . . . . 74 - 75
TMC . . . . . . . . . . . . . . . . . . 13, 34 - 35
TMD . . . . . . . . . . . . . . . . . . 13, 38 - 39
TME . . . . . . . . . . . . . . . . . . . . . . . . . 13
TMG . . . . . . . . . . . . . . . . . . . . . . 13, 35
TMO . . . . . . . . . . . . . . . . . . 13, 36 - 37
TMO HRC . . . . . . . . . . . . . . . . . . 13, 37
Usinagem sem refrigeração Fresamento de roscas. . . . .59, 63
Usinagem sincronizada . . . . . 68 - 69
Walter GPS . . . . . . . . 5, 102 - 103, 107 - 108, 111

4 5
Técnica, tendências e inovações na usinagem de roscas
Existem diferentes métodos para a fabri-cação de roscas. Neste manual, iremos nos concentrar no rosqueamento, lami-nação e fresamento de roscas usando ferramentas Walter Prototyp. Além disto, neste manual também serão apresenta-das informações técnicas de caráter geral referindo-se a este métodos.
O rosqueamento ainda é o processo mais frequentemente utilizado na fabricação de roscas internas. O desenvolvimento das ferramentas tem como foco a segurança de processo, a qualidade e os custos de fabricação por rosca.
Empreendemos grandes esforços nas áreas das macro e microgeometrias, bem como dos revestimentos, de forma a ga-rantir uma elevada segurança de processo mesmo em condições desfavoráveis. Os custos por rosca podem ser reduzidos de forma drástica por meio da aplicação de nossas ferramentas de alta performance das séries Eco e Synchrospeed. Custos ainda menores por rosca podem ser obtidos com as ferramentas de metal duro. A nossa linha HSC estabelece novos padrões – inclusive para aços. Estas ferramentas são a primeira escolha para a produção em série, por exemplo, nas indústrias de porcas e automotiva.
Nos últimos 20 anos, a laminação de roscas desenvolveu-se de forma extre-mamente rápida como método de fabri-cação de roscas internas. Se antigamen-te era necessário o uso principalmente de óleo como agente refrigerante para a aplicação destas ferramentas, atual-mente nos centros de usinagem, graças ao desenvolvimento dirigido da geometria das arestas de laminação e do revesti-mento, é possível laminar quase todos os materiais maleáveis (incluindo o aço inoxidável) com uma emulsão a 5%. Com a utilização de emulsão, a resistência estática e, particularmente, a resistência dinâmica das roscas laminadas foram ainda mais aprimoradas.
O metal duro como material da ferramen-ta de corte na laminação de roscas já é utilizado há muito tempo. Valores absolu-tamente máximos são hoje atingidos com a nossa linha Protodyn® HSC.
A laminação de roscas é frequente-mente o método mais econômico para a fabricação de roscas internas. Desde que este método seja aprovado para o componente em questão.
No que se refere à segurança de processo e à qualidade da rosca, o fresamento de roscas é líder absoluto. Além do método de fresamento clássico, o assim chamado “fresamento orbital de roscas” ganhou notoriedade no passado recente. Com ele o usuário pode fabricar roscas internas muito profundas (por exemplo, 3 x DN) e também muito pequenas (por exemplo, M1,6) de maneira absolutamente confiá-vel, inclusive em materiais exigentes.
E por fim, mais uma dica: Para a seleção do método ideal, use o nosso novo software Walter GPS, o sucessor do comprovado CCS. Com ele, todos os métodos de fabricação podem ser diretamente comparados entre si e será possível, então, decidir-se pela alternativa mais econômica.
Introdução
6 7
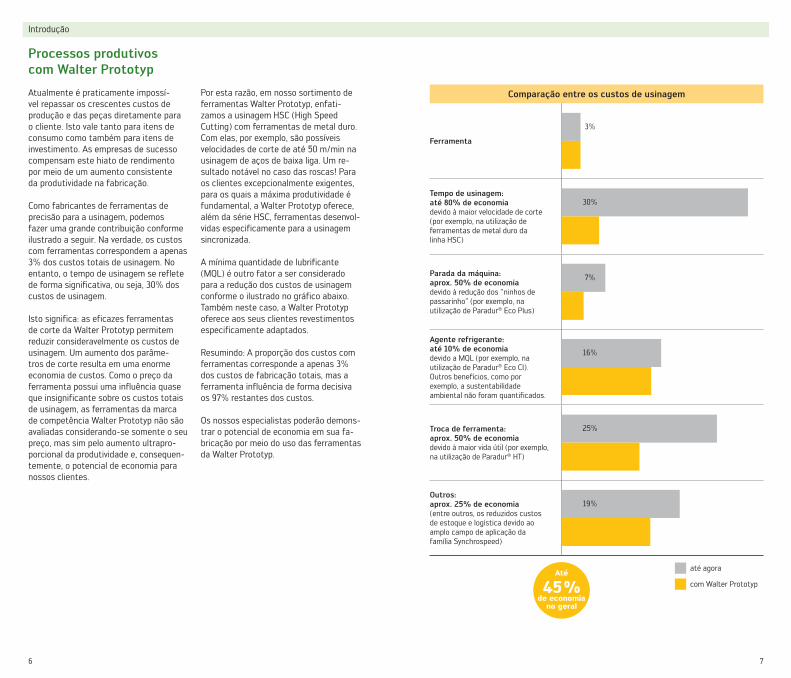
Atualmente é praticamente impossí-vel repassar os crescentes custos de produção e das peças diretamente para o cliente. Isto vale tanto para itens de consumo como também para itens de investimento. As empresas de sucesso compensam este hiato de rendimento por meio de um aumento consistente da produtividade na fabricação.
Como fabricantes de ferramentas de precisão para a usinagem, podemos fazer uma grande contribuição conforme ilustrado a seguir. Na verdade, os custos com ferramentas correspondem a apenas 3% dos custos totais de usinagem. No entanto, o tempo de usinagem se reflete de forma significativa, ou seja, 30% dos custos de usinagem.
Isto significa: as eficazes ferramentas de corte da Walter Prototyp permitem reduzir consideravelmente os custos de usinagem. Um aumento dos parâme-tros de corte resulta em uma enorme economia de custos. Como o preço da ferramenta possui uma influência quase que insignificante sobre os custos totais de usinagem, as ferramentas da marca de competência Walter Prototyp não são avaliadas considerando-se somente o seu preço, mas sim pelo aumento ultrapro-porcional da produtividade e, consequen-temente, o potencial de economia para nossos clientes.
Por esta razão, em nosso sortimento de ferramentas Walter Prototyp, enfati-zamos a usinagem HSC (High Speed Cutting) com ferramentas de metal duro. Com elas, por exemplo, são possíveis velocidades de corte de até 50 m/min na usinagem de aços de baixa liga. Um re-sultado notável no caso das roscas! Para os clientes excepcionalmente exigentes, para os quais a máxima produtividade é fundamental, a Walter Prototyp oferece, além da série HSC, ferramentas desenvol-vidas especificamente para a usinagem sincronizada.
A mínima quantidade de lubrificante (MQL) é outro fator a ser considerado para a redução dos custos de usinagem conforme o ilustrado no gráfico abaixo. Também neste caso, a Walter Prototyp oferece aos seus clientes revestimentos especificamente adaptados.
Resumindo: A proporção dos custos com ferramentas corresponde a apenas 3% dos custos de fabricação totais, mas a ferramenta influência de forma decisiva os 97% restantes dos custos.
Os nossos especialistas poderão demons-trar o potencial de economia em sua fa-bricação por meio do uso das ferramentas da Walter Prototyp.
Processos produtivos com Walter Prototyp
Introdução
Comparação entre os custos de usinagem
Ferramenta
3%
Tempo de usinagem: até 80% de economia devido à maior velocidade de corte (por exemplo, na utilização de ferramentas de metal duro da linha HSC)
30%
Parada da máquina: aprox. 50% de economiadevido à redução dos “ninhos de passarinho” (por exemplo, na utilização de Paradur® Eco Plus)
7%
Agente refrigerante: até 10% de economia devido a MQL (por exemplo, na utilização de Paradur® Eco CI). Outros benefícios, como por exemplo, a sustentabilidade ambiental não foram quantificados.
16%
Troca de ferramenta: aprox. 50% de economia devido à maior vida útil (por exemplo, na utilização de Paradur® HT)
25%
Outros: aprox. 25% de economia (entre outros, os reduzidos custos de estoque e logística devido ao amplo campo de aplicação da família Synchrospeed)
19%
até agora
com Walter PrototypAté
45 % de economia
no geral
8 9
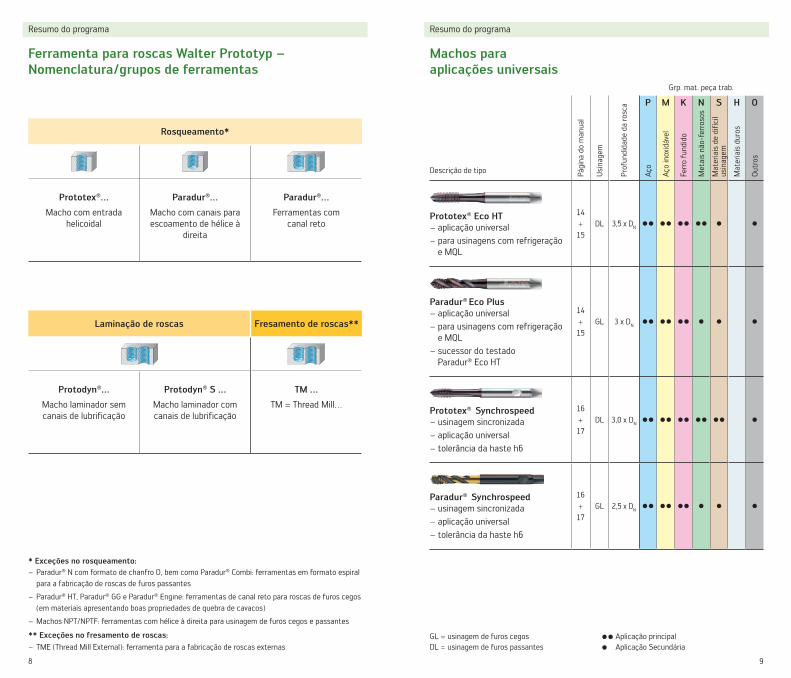
* Exceções no rosqueamento: − Paradur® N com formato de chanfro D, bem como Paradur® Combi: ferramentas em formato espiral para a fabricação de roscas de furos passantes
− Paradur® HT, Paradur® GG e Paradur® Engine: ferramentas de canal reto para roscas de furos cegos (em materiais apresentando boas propriedades de quebra de cavacos)
− Machos NPT/NPTF: ferramentas com hélice à direita para usinagem de furos cegos e passantes
** Exceções no fresamento de roscas: − TME (Thread Mill External): ferramenta para a fabricação de roscas externas
Ferramenta para roscas Walter Prototyp – Nomenclatura/grupos de ferramentas
Machos para aplicações universais
Resumo do programa Resumo do programa
Rosqueamento*
Prototex®…
Macho com entrada helicoidal
Paradur®…
Macho com canais para escoamento de hélice à
direita
Paradur®…
Ferramentas com canal reto
Laminação de roscas Fresamento de roscas**
Protodyn®…
Macho laminador sem canais de lubrificação
Protodyn® S …
Macho laminador com canais de lubrificação
TM …
TM = Thread Mill…
GL = usinagem de furos cegos DL = usinagem de furos passantes
C C Aplicação principalC Aplicação Secundária
Descrição de tipo
Grp. mat. peça trab.
Pági
na d
o m
anua
l
Usi
nage
m
Prof
undi
dade
da
rosc
a P M K N S H O
Aço
Aço
inox
idáv
el
Ferr
o fu
ndid
o
Met
ais
não-
ferr
osos
Mat
eria
is d
e di
fícil
usin
agem
Mat
eria
is d
uros
Out
ros
Prototex® Eco HT − aplicação universal − para usinagens com refrigeração e MQL
14+15
DL 3,5 x DNC C C C C C C C C C
Paradur® Eco Plus − aplicação universal − para usinagens com refrigeração e MQL − sucessor do testado Paradur® Eco HT
14+15
GL 3 x DNC C C C C C C C C
Prototex® Synchrospeed − usinagem sincronizada − aplicação universal − tolerância da haste h6
16+17
DL 3,0 x DNC C C C C C C C C C C
Paradur® Synchrospeed − usinagem sincronizada − aplicação universal − tolerância da haste h6
16+17
GL 2,5 x DNC C C C C C C C C
10 11
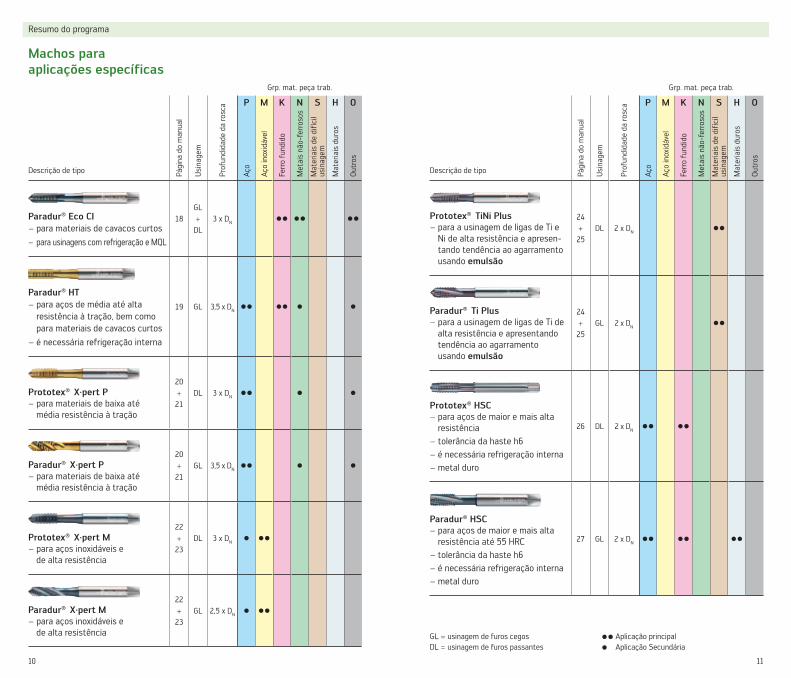
Machos para aplicações específicas
Resumo do programa
GL = usinagem de furos cegos DL = usinagem de furos passantes
C C Aplicação principalC Aplicação Secundária
Descrição de tipo
Grp. mat. peça trab.
Pági
na d
o m
anua
l
Usi
nage
m
Prof
undi
dade
da
rosc
a P M K N S H O
Aço
Aço
inox
idáv
el
Ferr
o fu
ndid
o
Met
ais
não-
ferr
osos
Mat
eria
is d
e di
fícil
usin
agem
Mat
eria
is d
uros
Out
ros
Paradur® Eco CI − para materiais de cavacos curtos − para usinagens com refrigeração e MQL
18GL+DL
3 x DNC C C C C C
Paradur® HT − para aços de média até alta resistência à tração, bem como para materiais de cavacos curtos − é necessária refrigeração interna
19 GL 3,5 x DNC C C C C C
Prototex® X·pert P − para materiais de baixa até média resistência à tração
20+21
DL 3 x DNC C C C
Paradur® X·pert P − para materiais de baixa até média resistência à tração
20+21
GL 3,5 x DNC C C C
Prototex® X·pert M − para aços inoxidáveis e de alta resistência
22+23
DL 3 x DNC C C
Paradur® X·pert M − para aços inoxidáveis e de alta resistência
22+23
GL 2,5 x DNC C C
Descrição de tipo
Grp. mat. peça trab.
Pági
na d
o m
anua
l
Usi
nage
m
Prof
undi
dade
da
rosc
a P M K N S H O
Aço
Aço
inox
idáv
el
Ferr
o fu
ndid
o
Met
ais
não-
ferr
osos
Mat
eria
is d
e di
fícil
usin
agem
Mat
eria
is d
uros
Out
ros
Prototex® TiNi Plus − para a usinagem de ligas de Ti e Ni de alta resistência e apresen-tando tendência ao agarramento usando emulsão
24+25
DL 2 x DNC C
Paradur® Ti Plus − para a usinagem de ligas de Ti de alta resistência e apresentando tendência ao agarramento usando emulsão
24+25
GL 2 x DNC C
Prototex® HSC − para aços de maior e mais alta resistência − tolerância da haste h6 − é necessária refrigeração interna − metal duro
26 DL 2 x DNC C C C
Paradur® HSC − para aços de maior e mais alta resistência até 55 HRC − tolerância da haste h6 − é necessária refrigeração interna − metal duro
27 GL 2 x DNC C C C C C
12 13
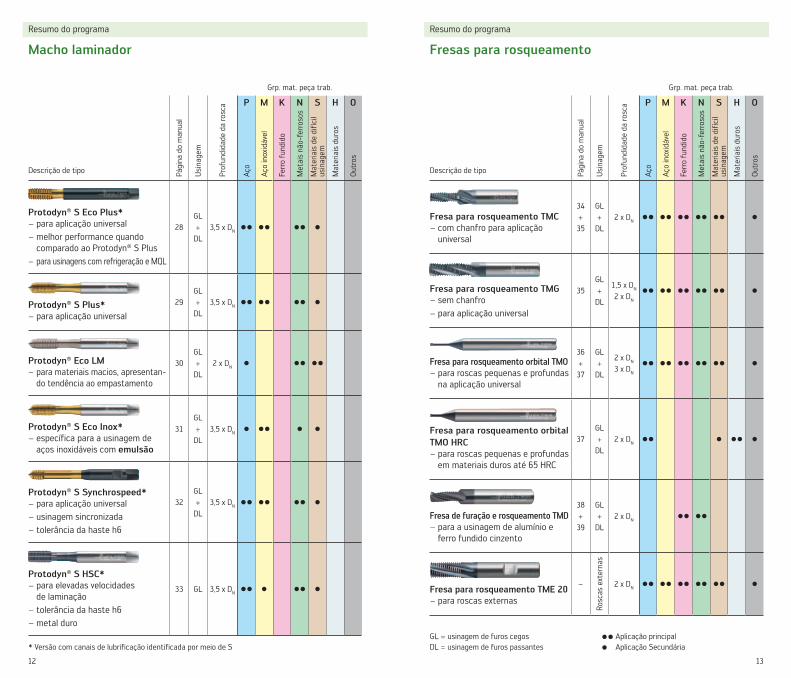
Macho laminador
Resumo do programa
Descrição de tipo
Grp. mat. peça trab.
Pági
na d
o m
anua
l
Usi
nage
m
Prof
undi
dade
da
rosc
a P M K N S H O
Aço
Aço
inox
idáv
el
Ferr
o fu
ndid
o
Met
ais
não-
ferr
osos
Mat
eria
is d
e di
fícil
usin
agem
Mat
eria
is d
uros
Out
ros
Protodyn® S Eco Plus* − para aplicação universal − melhor performance quando comparado ao Protodyn® S Plus
− para usinagens com refrigeração e MQL
28GL+DL
3,5 x DNC C C C C C C
Protodyn® S Plus* − para aplicação universal
29GL+DL
3,5 x DNC C C C C C C
Protodyn® Eco LM − para materiais macios, apresentan-do tendência ao empastamento
30GL+DL
2 x DNC C C C C
Protodyn® S Eco Inox* − específica para a usinagem de aços inoxidáveis com emulsão
31GL+DL
3,5 x DNC C C C C
Protodyn® S Synchrospeed* − para aplicação universal − usinagem sincronizada − tolerância da haste h6
32GL+DL
3,5 x DNC C C C C C C
Protodyn® S HSC* − para elevadas velocidades de laminação − tolerância da haste h6 − metal duro
33 GL 3,5 x DNC C C C C C
Descrição de tipo
Grp. mat. peça trab.
Pági
na d
o m
anua
l
Usi
nage
m
Prof
undi
dade
da
rosc
a P M K N S H O
Aço
Aço
inox
idáv
el
Ferr
o fu
ndid
o
Met
ais
não-
ferr
osos
Mat
eria
is d
e di
fícil
usin
agem
Mat
eria
is d
uros
Out
ros
Fresa para rosqueamento TMC − com chanfro para aplicação universal
34+35
GL+DL
2 x DNC C C C C C C C C C C
Fresa para rosqueamento TMG − sem chanfro − para aplicação universal
35GL+DL
1,5 x DN
2 x DN
C C C C C C C C C C C
Fresa para rosqueamento orbital TMO − para roscas pequenas e profundas na aplicação universal
36+37
GL+DL
2 x DN
3 x DN
C C C C C C C C C C C
Fresa para rosqueamento orbital TMO HRC
− para roscas pequenas e profundas em materiais duros até 65 HRC
37GL+DL
2 x DNC C C C C C
Fresa de furação e rosqueamento TMD − para a usinagem de alumínio e ferro fundido cinzento
38+39
GL+DL
2 x DNC C C C
Fresa para rosqueamento TME 20 − para roscas externas
–
Rosc
as e
xter
nas
2 x DNC C C C C C C C C C C
GL = usinagem de furos cegos DL = usinagem de furos passantes* Versão com canais de lubrificação identificada por meio de S
C C Aplicação principalC Aplicação Secundária
Fresas para rosqueamento
Resumo do programa

P M K N S H O
C C C C C C C C C C
P M K N S H O
C C C C C C C C C
14 15
A versátil high-tech
Informações do produto – rosqueamento
Suas vantagens − Redução da diversidade de ferramen-tas devido a um amplo campo de aplicação − Máxima produtividade devido às elevadas velocidades de corte e longa vida útil
− Geometria específica para processos seguros também em materiais macios − É possível a usinagem MQL
A ferramenta − Macho universal de alta performance − O revestimento THL com material de elevada resistência mecânica minimiza a formação de arestas postiças e garante elevada vida útil
Prototex® Eco HT: − A entrada helicoidal específica de formato B garante alta segurança de processo
Paradur® Eco Plus: − Tendência reduzida ao lascamento devido à guia chanfrada − Rosca até próximo à base do furo na versão com formato de chanfro E
A aplicação − Aplicação em materiais de cavacos longos e curtos, com resistência à tração de 200 N/mm² até aprox. 1300 N/mm² − Adequada para a usinagem sincronizada e para aplicação em mandris flutuantes
Entrada helicoidal de formato B
Ângulo de hélice de 45° com chanfro de formato C ou E
HSS-E-PM
Revestimento THL (ou TiN)
Revestimento THL (ou TiN)
HSS-E-PM
Paradur® Eco Plus Tipo: EP2051312
Prototex® Eco HT Tipo: E2021342
3,5 x DN
3 x DN
Versões: sem IK, com KR*
Versões: sem IK, com KA, com KR*
* IK = refrigeração interna KA = refrigeração interna com saída axial de agente refrigerante KR = refrigeração interna com saída radial de agente refrigerante
P M K N S H O
C C C C C C C C C C C
P M K N S H O
C C C C C C C C C
16 17
Entrada helicoidal de formato B
Revestimento TiN/vap (ou THL)
Ângulo de hélice de 40° com chanfro de formato C
Superfície de fixação Weldon
Superfície de fixação Weldon
Revestimento TiN (ou THL)
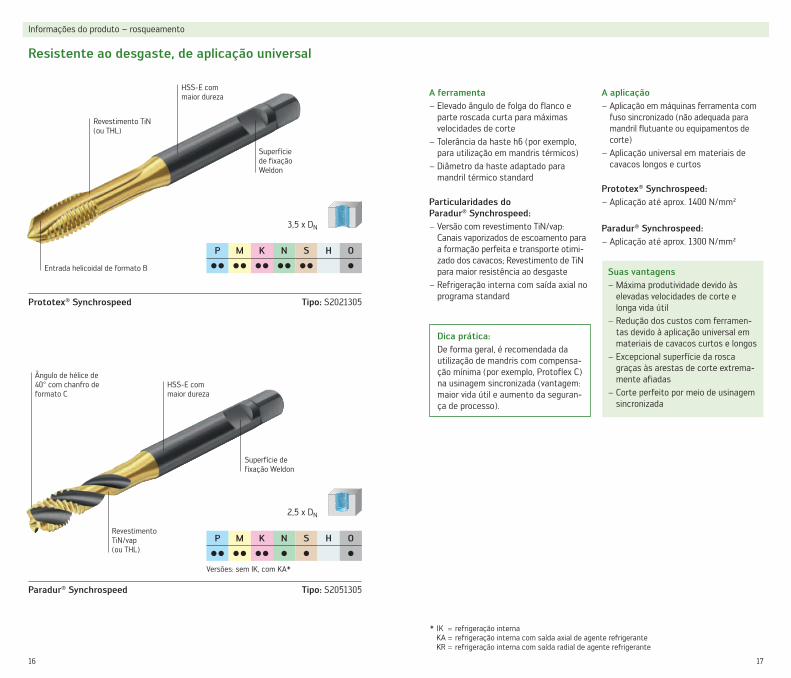
Prototex® Synchrospeed Tipo: S2021305
Paradur® Synchrospeed Tipo: S2051305
Resistente ao desgaste, de aplicação universal
Informações do produto – rosqueamento
Suas vantagens − Máxima produtividade devido às elevadas velocidades de corte e longa vida útil − Redução dos custos com ferramen-tas devido à aplicação universal em materiais de cavacos curtos e longos − Excepcional superfície da rosca graças às arestas de corte extrema-mente afiadas − Corte perfeito por meio de usinagem sincronizada
A ferramenta − Elevado ângulo de folga do flanco e parte roscada curta para máximas velocidades de corte − Tolerância da haste h6 (por exemplo, para utilização em mandris térmicos) − Diâmetro da haste adaptado para mandril térmico standard
Particularidades do Paradur® Synchrospeed:
− Versão com revestimento TiN/vap: Canais vaporizados de escoamento para a formação perfeita e transporte otimi-zado dos cavacos; Revestimento de TiN para maior resistência ao desgaste − Refrigeração interna com saída axial no programa standard
A aplicação − Aplicação em máquinas ferramenta com fuso sincronizado (não adequada para mandril flutuante ou equipamentos de corte) − Aplicação universal em materiais de cavacos longos e curtos
Prototex® Synchrospeed: − Aplicação até aprox. 1400 N/mm²
Paradur® Synchrospeed: − Aplicação até aprox. 1300 N/mm²
3,5 x DN
2,5 x DN
HSS-E com maior dureza
HSS-E com maior dureza
Versões: sem IK, com KA*
Dica prática:De forma geral, é recomendada da utilização de mandris com compensa-ção mínima (por exemplo, Protoflex C) na usinagem sincronizada (vantagem: maior vida útil e aumento da seguran-ça de processo).
* IK = refrigeração interna KA = refrigeração interna com saída axial de agente refrigerante KR = refrigeração interna com saída radial de agente refrigerante

P M K N S H O
C C C C C C
P M K N S H O
C C C C C C
18 19
Suas vantagens − Baixos custos de fabricação por rosca devido às elevadas velocidades de corte e longa vida útil − Resistência uniforme ao desgaste e, consequentemente, absoluta segu-rança de processo − Reduzidos custos com ferramentas, pois é possível a aplicação para furos cegos e passantes − É possível a usinagem MQL
Suas vantagens − Maior velocidade de corte e vida útil mais longa quando comparadas aos machos para furos cegos convencio-nais − Sem “ninhos de passarinho”, isto é, menos paradas da máquina − Máxima segurança de processo também em roscas profundas − Programa standard com grandes dimensões
A ferramenta − Inovador tratamento superficial Xtra∙treat para máxima resistência ao desgaste na usinagem de materiais abrasivos, de cavacos curtos − O maior número de canais reduz a carga da aresta de corte e produz cavacos curtos − Tolerância de posição 6HX para máxima vida útil − Versões com saída axial ou radial de agente refrigerante para o transporte ideal dos cavacos em furos cegos e passantes profundos
A aplicação − Furos cegos e passantes em materiais de cavacos curtos − ISO K: principalmente para materiais GJL (GG); em materiais GJS (GGG), até profundidade máxima de rosca de 2 x DN; ferro fundido vermicular (como por exemplo, GJV450) − ISO N: Ligas de Mg, assim como ligas abrasivas de AlSi com proporção de Si > 12%
A ferramenta − A geometria da aresta de corte produz cavacos curtos também em materiais de cavacos longos − A refrigeração interna axial e os canais retos possibilitam o transporte ideal dos cavacos curtos − Maior ângulo de folga do flanco para velocidades de corte mais elevadas − Versões longas com canais para escoa-mento mais longos no programa stan-dard
A aplicação − Roscas de furos cegos em materiais de cavacos longos e curtos − ISO P: aços com resistência à tração de 600 - 1.400 N/mm², − ISO K: ferro fundido cinzento (GGG) − ISO N: ligas de AlSi com proporção de Si > 12%, ligas de Cu e ligas de Mg
Elevado ângulo de folga do flanco e pequeno ângulo de saída Refrigeração interna axial
Chanfro de formato C ou E
Chanfro de formato C Revestimento de TiCN
(ou NID)
HSS-E-PM HSS-E
Paradur® Eco CI Tipo: E2031416 Paradur® HT Tipo: 2031115
Máxima velocidade em materiais de cavacos curtos
Tempo de ciclo reduzido, quebra ideal dos cavacos
Informações do produto – rosqueamento Informações do produto – rosqueamento
3 x DN 3,5 x DN
Versões: sem IK, com KA, com KR* KA obrigatoriamente necessária*
Revestimento de TiN
− Campos de aplicação típicos:• Indústria automotiva (eixo de coman-
do de válvulas, virabrequim, biela)• Grandes dimensões de roscas (usina-
gem em geral, eixos de transmissão, carcaças etc.)
* IK = refrigeração interna KA = refrigeração interna com saída axial de agente refrigerante KR = refrigeração interna com saída radial de agente refrigerante
P M K N S H O
C C C C
P M K N S H O
C C C C
20 21
Entrada helicoidal de formato B
Ângulo de hélice de 45° com chanfro de formato C
Revestimento de TiN (ou sem tratamento, TiCN)
Revestimento de TiN (ou sem tratamento)
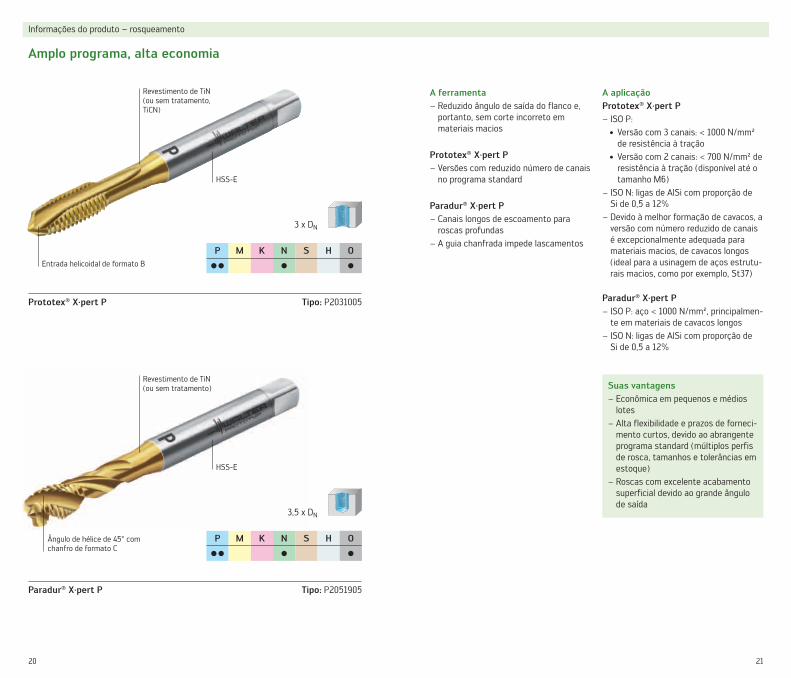
Prototex® X∙pert P Tipo: P2031005
Paradur® X∙pert P Tipo: P2051905
Informações do produto – rosqueamento
Suas vantagens − Econômica em pequenos e médios lotes − Alta flexibilidade e prazos de forneci-mento curtos, devido ao abrangente programa standard (múltiplos perfis de rosca, tamanhos e tolerâncias em estoque) − Roscas com excelente acabamento superficial devido ao grande ângulo de saída
A ferramenta − Reduzido ângulo de saída do flanco e, portanto, sem corte incorreto em materiais macios
Prototex® X∙pert P − Versões com reduzido número de canais no programa standard
Paradur® X∙pert P − Canais longos de escoamento para roscas profundas − A guia chanfrada impede lascamentos
Amplo programa, alta economia
3,5 x DN
3 x DN
HSS-E
HSS-E
A aplicaçãoPrototex® X∙pert P
− ISO P:• Versão com 3 canais: < 1000 N/mm²
de resistência à tração• Versão com 2 canais: < 700 N/mm² de
resistência à tração (disponível até o tamanho M6)
− ISO N: ligas de AlSi com proporção de Si de 0,5 a 12% − Devido à melhor formação de cavacos, a versão com número reduzido de canais é excepcionalmente adequada para materiais macios, de cavacos longos (ideal para a usinagem de aços estrutu-rais macios, como por exemplo, St37)
Paradur® X∙pert P − ISO P: aço < 1000 N/mm², principalmen-te em materiais de cavacos longos − ISO N: ligas de AlSi com proporção de Si de 0,5 a 12%
P M K N S H O
C C C
P M K N S H O
C C C
22 23
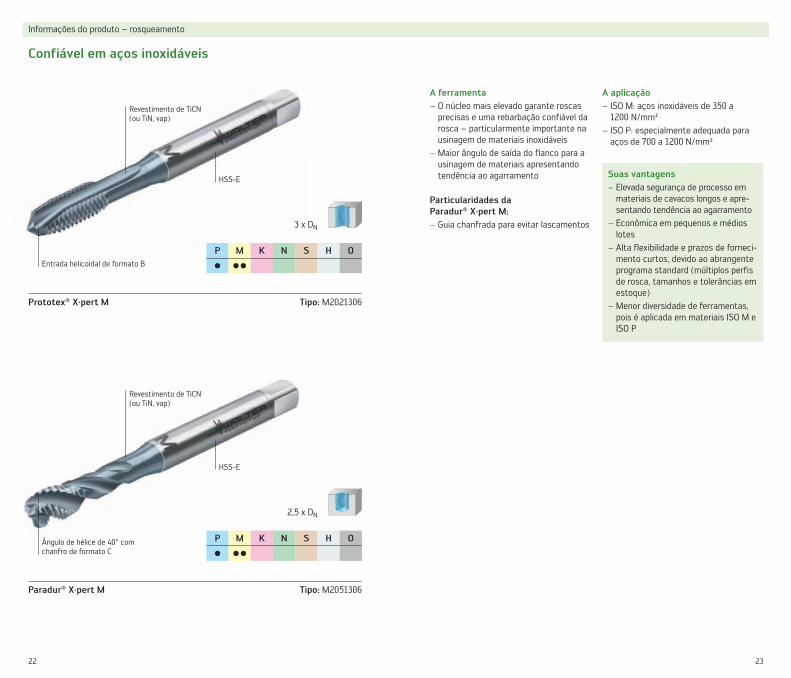
Prototex® X∙pert M Tipo: M2021306
Paradur® X∙pert M Tipo: M2051306
Informações do produto – rosqueamento
Suas vantagens − Elevada segurança de processo em materiais de cavacos longos e apre-sentando tendência ao agarramento − Econômica em pequenos e médios lotes − Alta flexibilidade e prazos de forneci-mento curtos, devido ao abrangente programa standard (múltiplos perfis de rosca, tamanhos e tolerâncias em estoque) − Menor diversidade de ferramentas, pois é aplicada em materiais ISO M e ISO P
A ferramenta − O núcleo mais elevado garante roscas precisas e uma rebarbação confiável da rosca – particularmente importante na usinagem de materiais inoxidáveis − Maior ângulo de saída do flanco para a usinagem de materiais apresentando tendência ao agarramento
Particularidades da Paradur® X∙pert M:
− Guia chanfrada para evitar lascamentos
Confiável em aços inoxidáveis
Entrada helicoidal de formato B
Ângulo de hélice de 40° com chanfro de formato C
Revestimento de TiCN (ou TiN, vap)
Revestimento de TiCN (ou TiN, vap)
HSS-E
HSS-E
A aplicação − ISO M: aços inoxidáveis de 350 a 1200 N/mm² − ISO P: especialmente adequada para aços de 700 a 1200 N/mm²
2,5 x DN
3 x DN
P M K N S H O
C C
P M K N S H O
C C
24 25
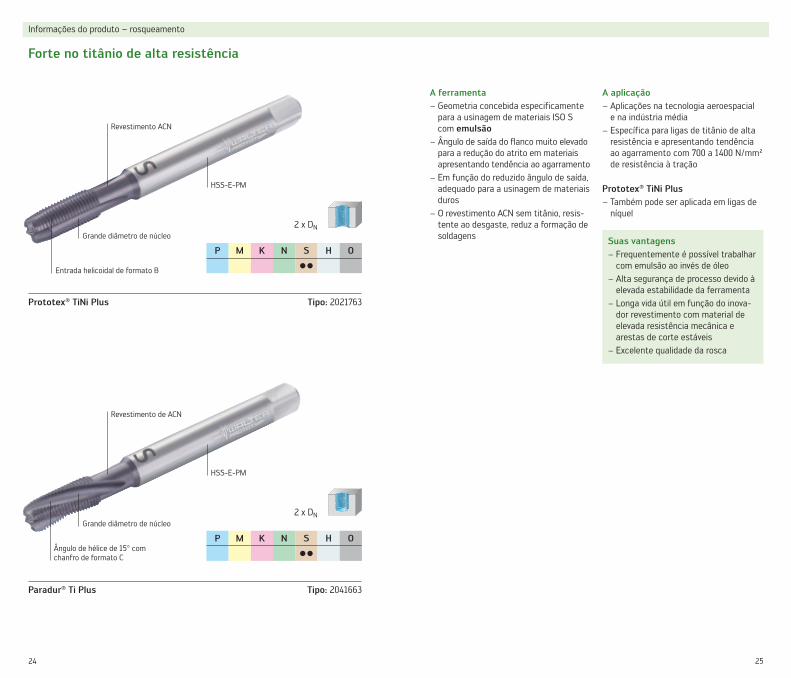
A aplicação − Aplicações na tecnologia aeroespacial e na indústria média − Específica para ligas de titânio de alta resistência e apresentando tendência ao agarramento com 700 a 1400 N/mm² de resistência à tração
Prototex® TiNi Plus − Também pode ser aplicada em ligas de níquel
Prototex® TiNi Plus Tipo: 2021763
Paradur® Ti Plus Tipo: 2041663
Informações do produto – rosqueamento
Suas vantagens − Frequentemente é possível trabalhar com emulsão ao invés de óleo − Alta segurança de processo devido à elevada estabilidade da ferramenta − Longa vida útil em função do inova-dor revestimento com material de elevada resistência mecânica e arestas de corte estáveis − Excelente qualidade da rosca
A ferramenta − Geometria concebida especificamente para a usinagem de materiais ISO S com emulsão
− Ângulo de saída do flanco muito elevado para a redução do atrito em materiais apresentando tendência ao agarramento − Em função do reduzido ângulo de saída, adequado para a usinagem de materiais duros − O revestimento ACN sem titânio, resis-tente ao desgaste, reduz a formação de soldagens
Forte no titânio de alta resistência
Entrada helicoidal de formato B
Ângulo de hélice de 15° com chanfro de formato C
Revestimento ACN
Revestimento de ACN
HSS-E-PM
HSS-E-PM
2 x DN
2 x DN
Grande diâmetro de núcleo
Grande diâmetro de núcleo
P M K N S H O
C C C C
P M K N S H O
C C C C C C
26 27
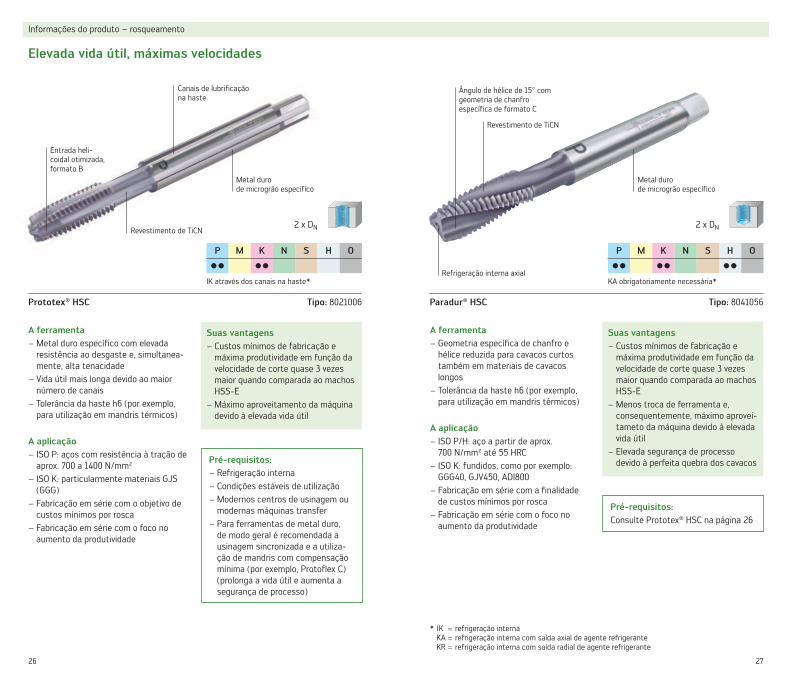
Metal duro de microgrão específico
Metal duro de microgrão específico
Refrigeração interna axial
Entrada heli- coidal otimizada, formato B
Ângulo de hélice de 15° com geometria de chanfro específica de formato C
Revestimento de TiCN
Canais de lubrificação na haste
Paradur® HSC Tipo: 8041056
Informações do produto – rosqueamento
Suas vantagens − Custos mínimos de fabricação e máxima produtividade em função da velocidade de corte quase 3 vezes maior quando comparada ao machos HSS-E − Máximo aproveitamento da máquina devido à elevada vida útil
Suas vantagens − Custos mínimos de fabricação e máxima produtividade em função da velocidade de corte quase 3 vezes maior quando comparada ao machos HSS-E − Menos troca de ferramenta e, consequentemente, máximo aprovei-tameto da máquina devido à elevada vida útil − Elevada segurança de processo devido à perfeita quebra dos cavacos
A ferramenta − Metal duro específico com elevada resistência ao desgaste e, simultanea-mente, alta tenacidade − Vida útil mais longa devido ao maior número de canais − Tolerância da haste h6 (por exemplo, para utilização em mandris térmicos)
A aplicação − ISO P: aços com resistência à tração de aprox. 700 a 1400 N/mm² − ISO K: particularmente materiais GJS (GGG) − Fabricação em série com o objetivo de custos mínimos por rosca − Fabricação em série com o foco no aumento da produtividade
A ferramenta − Geometria específica de chanfro e hélice reduzida para cavacos curtos também em materiais de cavacos longos − Tolerância da haste h6 (por exemplo, para utilização em mandris térmicos)
A aplicação − ISO P/H: aço a partir de aprox. 700 N/mm² até 55 HRC − ISO K: fundidos, como por exemplo: GGG40, GJV450, ADI800 − Fabricação em série com a finalidade de custos mínimos por rosca − Fabricação em série com o foco no aumento da produtividade
Prototex® HSC Tipo: 8021006
Elevada vida útil, máximas velocidades
2 x DN2 x DN
Pré-requisitos: − Refrigeração interna − Condições estáveis de utilização − Modernos centros de usinagem ou modernas máquinas transfer − Para ferramentas de metal duro, de modo geral é recomendada a usinagem sincronizada e a utiliza-ção de mandris com compensação mínima (por exemplo, Protoflex C) (prolonga a vida útil e aumenta a segurança de processo)
Pré-requisitos:Consulte Prototex® HSC na página 26
Revestimento de TiCN
IK através dos canais na haste* KA obrigatoriamente necessária*
* IK = refrigeração interna KA = refrigeração interna com saída axial de agente refrigerante KR = refrigeração interna com saída radial de agente refrigerante
P M K N S H O
Protodyn® S Eco Plus C C C C C C C 3,5 x DNVersões: sem IK, com KR*
Protodyn® Eco Plus C C C C C C 3 x DNVersões: sem IK, com KA*
P M K N S H O
Protodyn® S Plus C C C C C C C 3,5 x DN
Protodyn® Plus C C C C C C 3 x DN
28 29
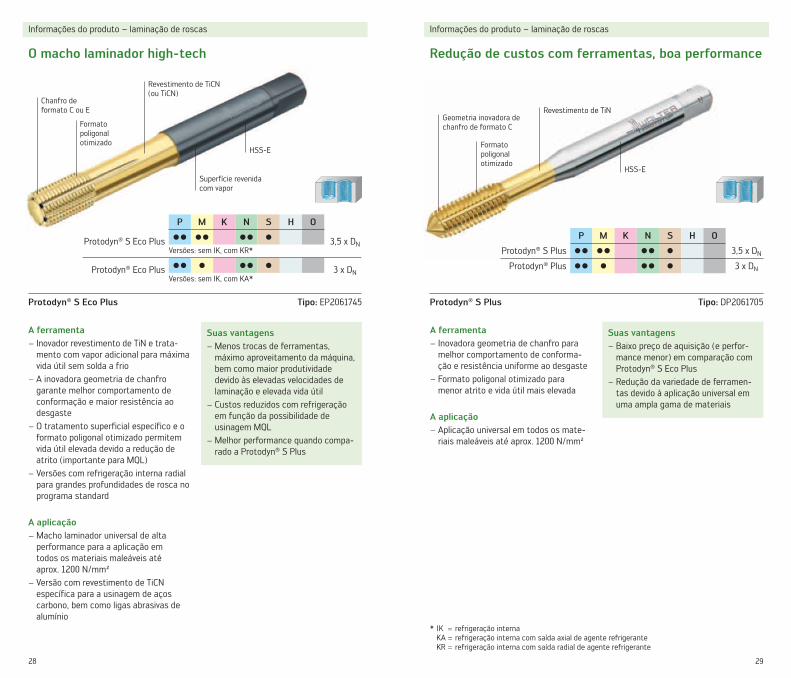
Chanfro de formato C ou E
Geometria inovadora de chanfro de formato C
Informações do produto – laminação de roscas
Suas vantagens − Menos trocas de ferramentas, máximo aproveitamento da máquina, bem como maior produtividade devido às elevadas velocidades de laminação e elevada vida útil − Custos reduzidos com refrigeração em função da possibilidade de usinagem MQL − Melhor performance quando compa-rado a Protodyn® S Plus
A ferramenta − Inovador revestimento de TiN e trata-mento com vapor adicional para máxima vida útil sem solda a frio − A inovadora geometria de chanfro garante melhor comportamento de conformação e maior resistência ao desgaste − O tratamento superficial específico e o formato poligonal otimizado permitem vida útil elevada devido a redução de atrito (importante para MQL) − Versões com refrigeração interna radial para grandes profundidades de rosca no programa standard
A aplicação − Macho laminador universal de alta performance para a aplicação em todos os materiais maleáveis até aprox. 1200 N/mm² − Versão com revestimento de TiCN específica para a usinagem de aços carbono, bem como ligas abrasivas de alumínio
Protodyn® S Eco Plus Tipo: EP2061745
O macho laminador high-tech
HSS-E
Superfície revenida com vapor
Informações do produto – laminação de roscas
Protodyn® S Plus Tipo: DP2061705
Suas vantagens − Baixo preço de aquisição (e perfor-mance menor) em comparação com Protodyn® S Eco Plus − Redução da variedade de ferramen-tas devido à aplicação universal em uma ampla gama de materiais
A ferramenta − Inovadora geometria de chanfro para melhor comportamento de conforma-ção e resistência uniforme ao desgaste − Formato poligonal otimizado para menor atrito e vida útil mais elevada
A aplicação − Aplicação universal em todos os mate-riais maleáveis até aprox. 1200 N/mm²
Revestimento de TiN
Redução de custos com ferramentas, boa performance
HSS-E
Revestimento de TiCN (ou TiCN)
Formato poligonal otimizado Formato
poligonal otimizado
* IK = refrigeração interna KA = refrigeração interna com saída axial de agente refrigerante KR = refrigeração interna com saída radial de agente refrigerante
P M K N S H O
C C C C C
P M K N S H O
C C C C C
30 31
Informações do produto – laminação de roscas Informações do produto – laminação de roscas
Protodyn® S Eco Inox Tipo: E2061305
O especialista na usinagem de inoxidáveis
Chanfro de formato C
Geometria poligonal específica
3,5 x DN
HSS-E
Suas vantagens − Redução do tempo de usinagem em materiais inoxidáveis, pois não é necessária nenhuma intervenção manual no processo − Não é necessária a troca completa da emulsão, pois não ocorre pene-tração de óleo
− É possível a aplicação em todos os materiais maleáveis. No entanto, a performance é ligeiramente inferior quando comparada aos machos laminadores universais
Observação: Os machos laminadores convencionais permitem a usinagem de aços inoxidá-veis somente com óleo. No entanto, via de regra, os centros de usinagem são operados com emulsão. Para a lami-nação de roscas, as máquinas tinham que ser paradas para preencher a rosca manualmente com óleo. Adicionalmen-te ao maior tempo de usinagem, existe o perigo da emulsão ser comprometida devido à penetração de óleo.
A ferramenta − A geometria poligonal específica possibilita a usinagem de aços inoxidá-veis com emulsão
A aplicação − Usinagem de aços inoxidáveis com emulsão
Revestimento de TiN
Chanfro de formato C
Revestimento de CrN
Suas vantagens − Maior segurança de processo e vida útil mais longa em função da ten-dência minimizada à soldagem − É possível a usinagem de ligas malaxadas e fundidas de Al com emulsão ao invés de óleo
A aplicação − Para materiais de cavacos longos, macios e apresentando tendência ao empastamento − Com resistência à tração de aprox. 200 até 700 N/mm² − ISO N: ligas AlSi com até 12% de proporção de Si, bem como ligas de cobre de cavacos longos − ISO S: ligas de Ti até aprox. 1100 N/mm² (na utilização de óleo para aplicações pesadas) − Forte em condições de lubrificação razo-avelmente boas, nas quais TiN ou TiCN apresentam a tendência à soldagem − Adequada para MQL
Protodyn® Eco LM Tipo: E2061604
Solução forte para materiais macios
2 x DN
HSS-E
Observação: Para roscas > 2 x DN recomendamos formar canais de lubrificação na parte roscada, o que é rapidamente execu-tado por meio de conversão.
A ferramenta − Revestimento de CrN sem titânio
P M K N S H O
C C C C C C C
P M K N S H O
Protodyn®S HSC C C C C C C 4 x DNVersões: com KA*
Protodyn® HSC C C C C C C 3 x DNVersões: sem IK*
32 33
Informações do produto – laminação de roscas Informações do produto – laminação de roscas
Suas vantagens − Máxima produtividade devido às elevadas velocidades de laminação − Menos trocas de ferramentas graças à elevada vida útil − Ótima relação custo/benefício na fabricação em série − Máximo aproveitamento da profundi-dade de furação, pois a ferramenta não possui ponta
A ferramenta − Formato poligonal otimizado reduz o atrito e eleva a vida útil − Geometria de chanfro inovadora para evolução uniforme do desgaste − Tolerância da haste h6 (por exemplo, para utilização em mandris térmicos)
Protodyn® S HSC: − Canais de lubrificação e refrigeração interna axial para roscas de furos cegos profundas até 4 x DN
A aplicação − ISO P: aço com resistência à tração até 1200 N/mm² − ISO M: materiais inoxidáveis com resistência à tração até 1000 N/mm² (preferencialmente com óleo) − ISO N: ligas AlSi com até 12% de proporção de Si, bem como ligas de Ni com resistência à tração inferior a 900 N/mm²
Protodyn® S HSC Tipo: HP8061716
Elevada vida útil, máximas velocidades
Metal duro de microgrão tenaz e resistente ao desgaste
Suas vantagens − Alta produtividade devido à elevada velocidade de laminação − Redução dos custos de estocagem em função da aplicação universal − É possível a utilização de mandris simples e robustos sem mecanismo de compensação
A ferramenta − Parte roscada curta para atrito reduzido e elevada velocidade de laminação − Versões com refrigeração interna radial para grandes profundidades de rosca no programa standard − Tolerância da haste h6 (por exemplo, para utilização em mandris térmicos)
A aplicação − Aplicação em máquinas ferramenta com fuso sincronizado; Não adequada para mandril flutuante ou equipamentos de corte − Aplicação universal em quase todos os materiais maleáveis até aprox. 1200 N/mm² − Adequada para MQL − Geralmente é recomendada a utilização de mandris com compensação mínima (por exemplo, Protoflex C) (vantagem: maior vida útil e aumento da segurança de processo)
Protodyn® S Synchrospeed Tipo: S2061305
Chanfro de formato C
HSS-E
Revestimento de TiCN (ou TiCN)
Sincronização máxima, de aplicação universal
3,5 x DN
Superfície de fixação Weldon
Geometria inovadora de chanfro de formato C ou E
Revestimento de TiCN
Formato poligonal otimizado
* IK = refrigeração interna KA = refrigeração interna com saída axial de agente refrigerante KR = refrigeração interna com saída radial de agente refrigerante
Versões: sem IK, com KR*
P M K N S H O
C C C C C C C C C C C
34 35
Chanfro de 90°
Revestimento de TiN ou sem tratamento
Informações do produto – fresamento de roscas
Suas vantagens − Elevada vida útil e elevados dados de corte devido ao substrato aprimo-rado − Operação estável e corte suave em função da geometria otimizada
A ferramenta − Fresa de metal duro para rosqueamento com chanfro − Precisão do batimento radial < 10 µm para excepcional qualidade da rosca e longa vida útil
A aplicação − Aplicação universal em uma ampla gama de materiais com resistência à tração até aprox. 1500 N/mm² ou 48 HRC
Fresa de metal duro para rosqueamento TMC – Thread Mill Countersink Tipo: H5055016
Universal com chanfro
Observação:Caso o chanfro não seja necessário, recomendamos o uso de fresas para rosqueamento da família TMG. O seu campo de aplicação sobrepõe-se com aquele da família TMC. No programa standard, as fresas para rosqueamen-to TMC começam no tamanho M3, o menor tamanho da família TMG é M6.
A estratégia: Fresamento de roscas TMC
1. Posicionar sobre o furo pré-usinado
3. Elevar para a profundidade da rosca
4. Plunging radial na rosca a 180°/¼ de passo
5. Usinar rosca através de hélice de 360°
6. Loop de saída em 180º de volta ao centro
2. Plunging e chanframento axial
7. Retornar a ferramenta para a posição inicial
180° 360° 180°
2 x DN
Metal duro de microgrão tenaz e resistente ao desgaste
Versões: sem IK, com KA (a partir do tamanho M4)*
* IK = refrigeração interna KA = refrigeração interna com saída axial de agente refrigerante KR = refrigeração interna com saída radial de agente refrigerante
P M K N S H O
C C C C C C C C C C CP M K N S H O
C C C C C C
36 37
Revestimento de TiN (ou sem tratamento)
Grande diâmetro da haste
Informações do produto – fresamento de roscas
Suas vantagens − Elevada vida útil em função da inovadora estratégia de fresamento
− É possível usinar roscas pequenas e profundas (por exemplo, M1,6, 3 x DN de profundidade) de maneira confiável − Aplicação vantajosa onde as ferra-mentas convencionais encontram os seus limites:• Usinagem de materiais difíceis,
como por exemplo, Inconel• Fabricação de roscas profundas• Solução, quando nas fresas para
rosqueamento convencionais são necessárias (múltiplas) distribui-ções de corte para as roscas cônicas
A ferramenta − Comprimento de corte curto, pequeno ângulo de hélice e ângulo de saída positivo para forças reduzidas e corte suave
− Grande diâmetro da haste para aplica-ção isenta de vibrações mesmo em caso de grande comprimento sem fixação − Construção básica estável com grande diâmetro de núcleo
A aplicação − Aplicação universal em uma ampla gama de materiais com resistência à tração até 1500 N/mm² ou 48 HRC
− Excelentes propriedades de usinagem mesmo em materiais de maior resistên-cia e apresentando tendência ao trava-mento (por exemplo, aços inoxidáveis e ligas de Ti de alta resistência)
Fresa para rosqueamento TMO – Thread Mill Orbital Tipo: H5087016
Máxima segurança de processo nas menores roscas
A estratégia: Fresamento orbital de roscas TMO
1. Posicionar sobre o furo pré-usinado
2. Entrada na profundidade da rosca
3. Plunging radial na rosca a 180°/¼ de passo
4. Usinar rosca através de hélice
5. Retornar a ferramenta para a posição inicial
Observação:As fresas para rosqueamento orbital também estão disponíveis na versão TMO HRC. Estas ferramentas são especificamente concebidas para a usinagem de materiais temperados e de alta resistência. Campo de aplicação principal: aços temperados até 65 HRC, aços e aços com liga a partir de 1400 até 1600 N/mm²
Versão para 2 x DN e versão para 3 x DN no programa
standard
Metal duro de microgrão tenaz e resistente ao desgaste
Versões: sem IK, com KA (a partir do tamanho M5)*
* IK = refrigeração interna KA = refrigeração interna com saída axial de agente refrigerante KR = refrigeração interna com saída radial de agente refrigerante
P M K N S H O
NHC C C
TAX C C
38 39
Três furos de refrigeração
Chanfro de 90°
Ângulo de hélice de 27°
Geometria de furação específica com três cortes
Informações do produto – fresamento de roscas
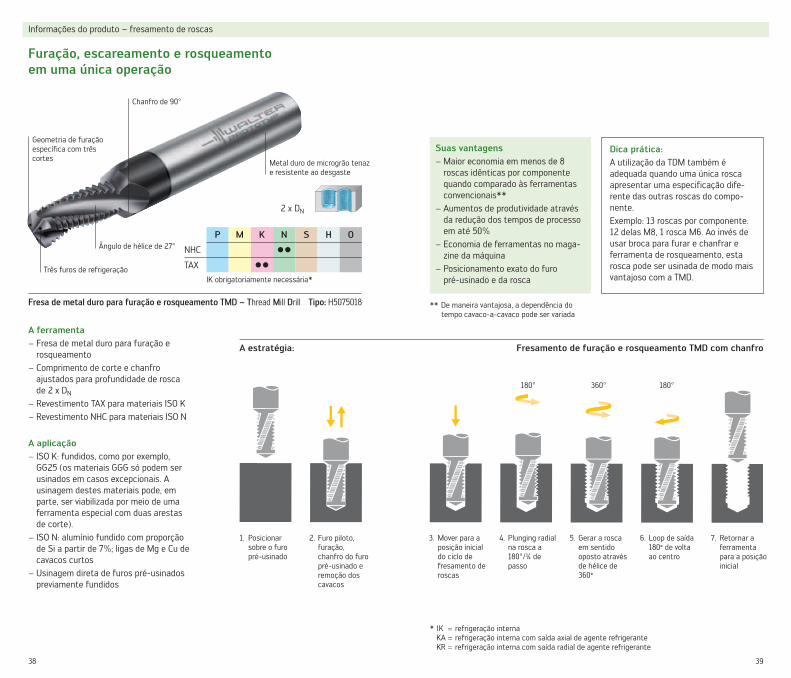
Suas vantagens − Maior economia em menos de 8 roscas idênticas por componente quando comparado às ferramentas convencionais** − Aumentos de produtividade através da redução dos tempos de processo em até 50% − Economia de ferramentas no maga-zine da máquina − Posicionamento exato do furo pré-usinado e da rosca
A ferramenta − Fresa de metal duro para furação e rosqueamento − Comprimento de corte e chanfro ajustados para profundidade de rosca de 2 x DN
− Revestimento TAX para materiais ISO K − Revestimento NHC para materiais ISO N
A aplicação − ISO K: fundidos, como por exemplo, GG25 (os materiais GGG só podem ser usinados em casos excepcionais. A usinagem destes materiais pode, em parte, ser viabilizada por meio de uma ferramenta especial com duas arestas de corte). − ISO N: alumínio fundido com proporção de Si a partir de 7%; ligas de Mg e Cu de cavacos curtos − Usinagem direta de furos pré-usinados previamente fundidos
Fresa de metal duro para furação e rosqueamento TMD – Thread Mill Drill Tipo: H5075018
Furação, escareamento e rosqueamento em uma única operação
A estratégia: Fresamento de furação e rosqueamento TMD com chanfro
1. Posicionar sobre o furo pré-usinado
3. Mover para a posição inicial do ciclo de fresamento de roscas
4. Plunging radial na rosca a 180°/¼ de passo
5. Gerar a rosca em sentido oposto através de hélice de 360º
6. Loop de saída 180º de volta ao centro
2. Furo piloto, furação, chanfro do furo pré-usinado e remoção dos cavacos
7. Retornar a ferramenta para a posição inicial
180° 360° 180°
2 x DN
Metal duro de microgrão tenaz e resistente ao desgaste
Dica prática:A utilização da TDM também é adequada quando uma única rosca apresentar uma especificação dife-rente das outras roscas do compo-nente. Exemplo: 13 roscas por componente. 12 delas M8, 1 rosca M6. Ao invés de usar broca para furar e chanfrar e ferramenta de rosqueamento, esta rosca pode ser usinada de modo mais vantajoso com a TMD. IK obrigatoriamente necessária*
** De maneira vantajosa, a dependência do tempo cavaco-a-cavaco pode ser variada
* IK = refrigeração interna KA = refrigeração interna com saída axial de agente refrigerante KR = refrigeração interna com saída radial de agente refrigerante
40 41
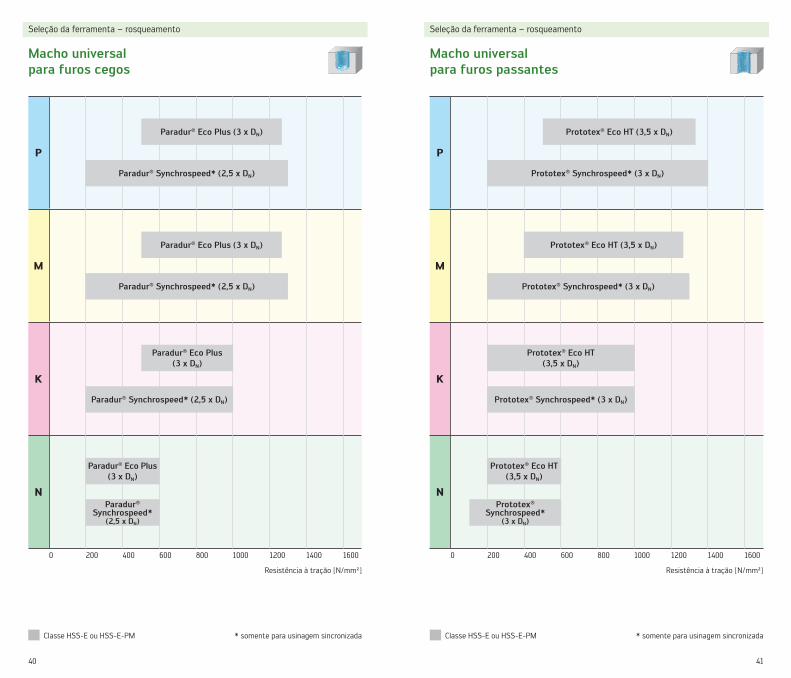
Classe HSS-E ou HSS-E-PM * somente para usinagem sincronizada Classe HSS-E ou HSS-E-PM * somente para usinagem sincronizada
P
M
K
N
0 200 400 600 800 1000 1200 1400 1600
Resistência à tração [N/mm²]
Prototex® Eco HT (3,5 x DN)
Prototex® Synchrospeed* (3 x DN)
Prototex® Eco HT (3,5 x DN)
Prototex® Synchrospeed*
(3 x DN)
Prototex® Eco HT (3,5 x DN)
Prototex® Synchrospeed* (3 x DN)
Prototex® Eco HT (3,5 x DN)
Prototex® Synchrospeed* (3 x DN)
P
M
K
N
0 200 400 600 800 1000 1200 1400 1600
Resistência à tração [N/mm²]
Paradur® Eco Plus (3 x DN)
Paradur® Synchrospeed* (2,5 x DN)
Paradur® Eco Plus (3 x DN)
Paradur® Synchrospeed*
(2,5 x DN)
Paradur® Eco Plus (3 x DN)
Paradur® Synchrospeed* (2,5 x DN)
Paradur® Eco Plus (3 x DN)
Paradur® Synchrospeed* (2,5 x DN)
Macho universal para furos cegos
Macho universal para furos passantes
Seleção da ferramenta – rosqueamento Seleção da ferramenta – rosqueamento
42 43
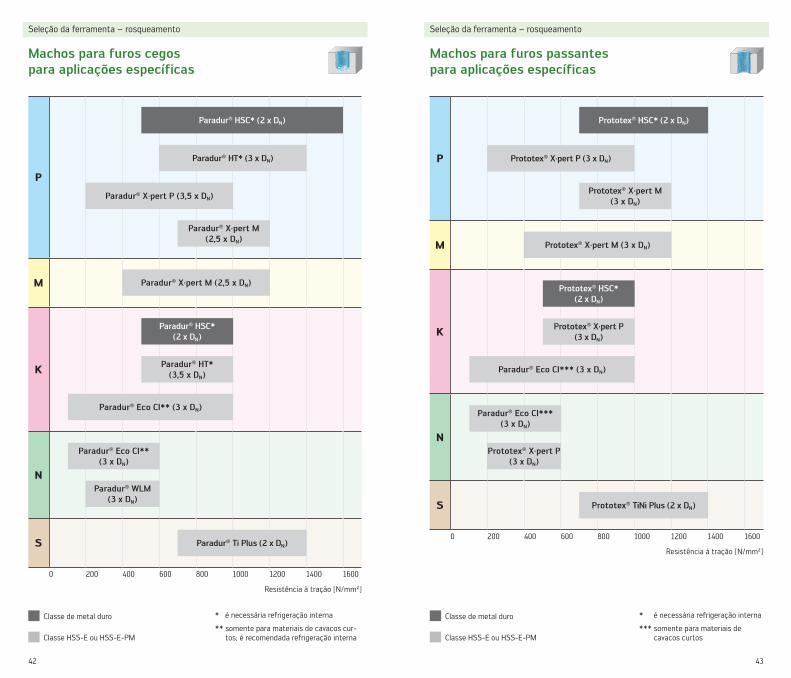
Classe de metal duro
Classe HSS-E ou HSS-E-PM
* é necessária refrigeração interna
** somente para materiais de cavacos cur-tos; é recomendada refrigeração interna
Classe de metal duro
Classe HSS-E ou HSS-E-PM
* é necessária refrigeração interna
*** somente para materiais de cavacos curtos
P
M
K
N
S
0 200 400 600 800 1000 1200 1400 1600
Resistência à tração [N/mm²]
P
M
K
N
S
0 200 400 600 800 1000 1200 1400 1600
Resistência à tração [N/mm²]
Paradur® HT* (3 x DN)
Paradur® X∙pert P (3,5 x DN)
Paradur® X∙pert M (2,5 x DN)
Paradur® Ti Plus (2 x DN)
Paradur® X∙pert M (2,5 x DN)
Paradur® HT* (3,5 x DN)
Paradur® WLM (3 x DN)
Prototex® X∙pert P (3 x DN)
Prototex® X∙pert M (3 x DN)
Prototex® TiNi Plus (2 x DN)
Prototex® X∙pert M (3 x DN)
Prototex® X∙pert P (3 x DN)
Prototex® X∙pert P (3 x DN)
Machos para furos cegos para aplicações específicas
Machos para furos passantes para aplicações específicas
Seleção da ferramenta – rosqueamento Seleção da ferramenta – rosqueamento
Prototex® HSC* (2 x DN)
Paradur® Eco CI*** (3 x DN)
Prototex® HSC* (2 x DN)
Paradur® Eco CI*** (3 x DN)
Paradur® HSC* (2 x DN)
Paradur® Eco CI** (3 x DN)
Paradur® HSC* (2 x DN)
Paradur® Eco CI** (3 x DN)
44 45
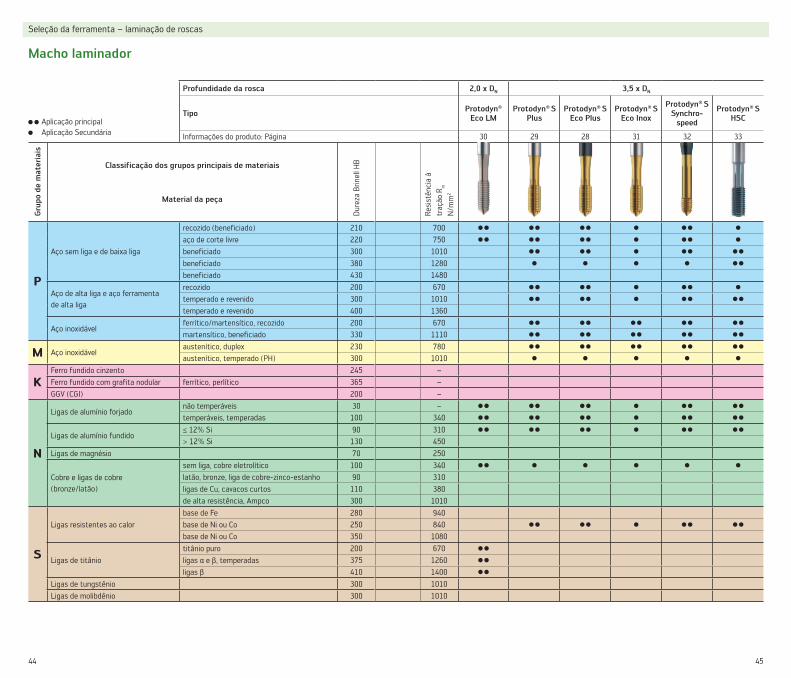
Profundidade da rosca 2,0 x DN 3,5 x DN
C C Aplicação principalC Aplicação Secundária
Tipo Protodyn®
Eco LM Protodyn® S
PlusProtodyn® S
Eco PlusProtodyn® S
Eco Inox
Protodyn® S Synchro-
speed
Protodyn® S HSC
Informações do produto: Página 30 29 28 31 32 33
Gru
po d
e m
ater
iais
Classificação dos grupos principais de materiais
Material da peça
Dure
za B
rinel
l HB
Resi
stên
cia
à
traç
ão R
m
N/m
m2
P
Aço sem liga e de baixa liga
recozido (beneficiado) 210 700 C C C C C C C C C C
aço de corte livre 220 750 C C C C C C C C C C
beneficiado 300 1010 C C C C C C C C C
beneficiado 380 1280 C C C C C C
beneficiado 430 1480
Aço de alta liga e aço ferramenta de alta liga
recozido 200 670 C C C C C C C C
temperado e revenido 300 1010 C C C C C C C C C
temperado e revenido 400 1360
Aço inoxidávelferrítico/martensítico, recozido 200 670 C C C C C C C C C C
martensítico, beneficiado 330 1110 C C C C C C C C C C
M Aço inoxidávelaustenítico, duplex 230 780 C C C C C C C C C C
austenítico, temperado (PH) 300 1010 C C C C C
KFerro fundido cinzento 245 –Ferro fundido com grafita nodular ferrítico, perlítico 365 –GGV (CGI) 200 –
N
Ligas de alumínio forjadonão temperáveis 30 – C C C C C C C C C C C
temperáveis, temperadas 100 340 C C C C C C C C C C C
Ligas de alumínio fundido≤ 12% Si 90 310 C C C C C C C C C C C
> 12% Si 130 450Ligas de magnésio 70 250
Cobre e ligas de cobre (bronze/latão)
sem liga, cobre eletrolítico 100 340 C C C C C C C
latão, bronze, liga de cobre-zinco-estanho 90 310ligas de Cu, cavacos curtos 110 380de alta resistência, Ampco 300 1010
S
Ligas resistentes ao calorbase de Fe 280 940base de Ni ou Co 250 840 C C C C C C C C C
base de Ni ou Co 350 1080
Ligas de titâniotitânio puro 200 670 C C
ligas α e β, temperadas 375 1260 C C
ligas β 410 1400 C C
Ligas de tungstênio 300 1010Ligas de molibdênio 300 1010
Macho laminador
Seleção da ferramenta – laminação de roscas
46 47
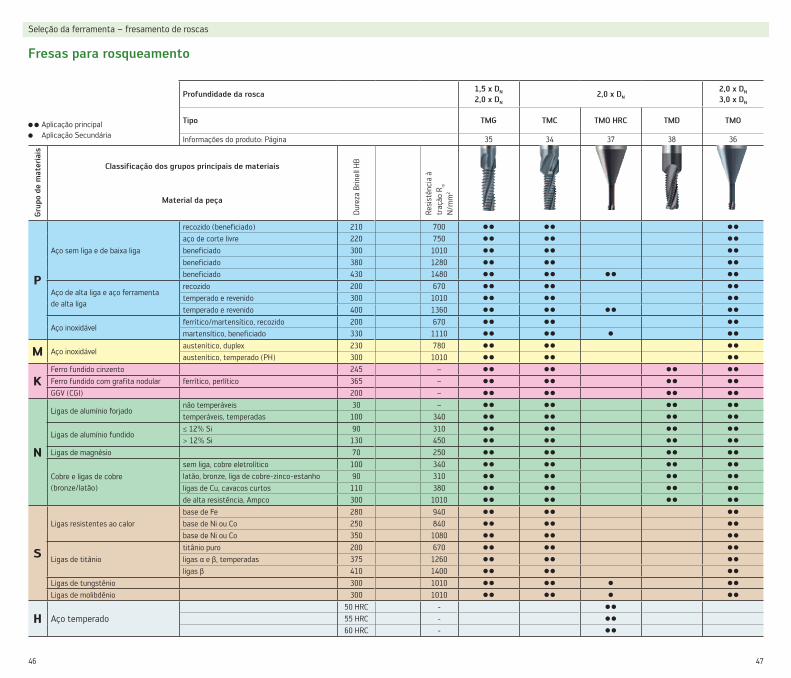
C C Aplicação principalC Aplicação Secundária
Profundidade da rosca1,5 x DN
2,0 x DN
2,0 x DN
2,0 x DN
3,0 x DN
Tipo TMG TMC TMO HRC TMD TMO
Informações do produto: Página 35 34 37 38 36
Gru
po d
e m
ater
iais
Classificação dos grupos principais de materiais
Material da peça
Dure
za B
rinel
l HB
Resi
stên
cia
à tr
ação
Rm
N/m
m2
P
Aço sem liga e de baixa liga
recozido (beneficiado) 210 700 C C C C C C
aço de corte livre 220 750 C C C C C C
beneficiado 300 1010 C C C C C C
beneficiado 380 1280 C C C C C C
beneficiado 430 1480 C C C C C C C C
Aço de alta liga e aço ferramenta de alta liga
recozido 200 670 C C C C C C
temperado e revenido 300 1010 C C C C C C
temperado e revenido 400 1360 C C C C C C C C
Aço inoxidávelferrítico/martensítico, recozido 200 670 C C C C C C
martensítico, beneficiado 330 1110 C C C C C C C
M Aço inoxidávelaustenítico, duplex 230 780 C C C C C C
austenítico, temperado (PH) 300 1010 C C C C C C
KFerro fundido cinzento 245 – C C C C C C C C
Ferro fundido com grafita nodular ferrítico, perlítico 365 – C C C C C C C C
GGV (CGI) 200 – C C C C C C C C
N
Ligas de alumínio forjadonão temperáveis 30 – C C C C C C C C
temperáveis, temperadas 100 340 C C C C C C C C
Ligas de alumínio fundido≤ 12% Si 90 310 C C C C C C C C
> 12% Si 130 450 C C C C C C C C
Ligas de magnésio 70 250 C C C C C C C C
Cobre e ligas de cobre (bronze/latão)
sem liga, cobre eletrolítico 100 340 C C C C C C C C
latão, bronze, liga de cobre-zinco-estanho 90 310 C C C C C C C C
ligas de Cu, cavacos curtos 110 380 C C C C C C C C
de alta resistência, Ampco 300 1010 C C C C C C C C
S
Ligas resistentes ao calorbase de Fe 280 940 C C C C C C
base de Ni ou Co 250 840 C C C C C C
base de Ni ou Co 350 1080 C C C C C C
Ligas de titâniotitânio puro 200 670 C C C C C C
ligas α e β, temperadas 375 1260 C C C C C C
ligas β 410 1400 C C C C C C
Ligas de tungstênio 300 1010 C C C C C C C
Ligas de molibdênio 300 1010 C C C C C C C
H Aço temperado50 HRC - C C
55 HRC - C C
60 HRC - C C
Fresas para rosqueamento
Seleção da ferramenta – fresamento de roscas
48 49
Comparação entre os métodos de fabricação de roscas
Informações técnicas – de caráter geral
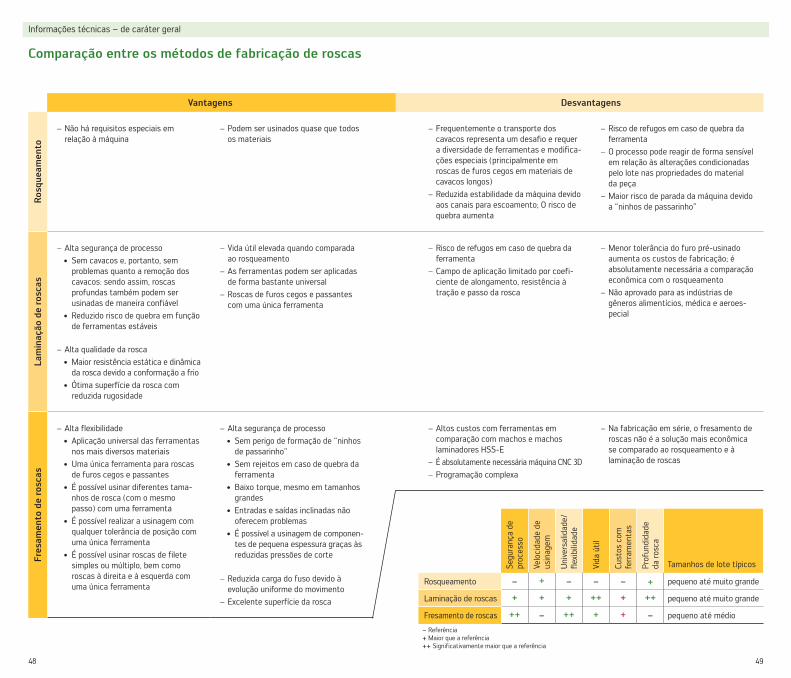
Vantagens Desvantagens
Ros
quea
men
to
− Não há requisitos especiais em relação à máquina
− Podem ser usinados quase que todos os materiais
− Frequentemente o transporte dos cavacos representa um desafio e requer a diversidade de ferramentas e modifica-ções especiais (principalmente em roscas de furos cegos em materiais de cavacos longos)
− Reduzida estabilidade da máquina devido aos canais para escoamento; O risco de quebra aumenta
− Risco de refugos em caso de quebra da ferramenta
− O processo pode reagir de forma sensível em relação às alterações condicionadas pelo lote nas propriedades do material da peça
− Maior risco de parada da máquina devido a “ninhos de passarinho”
Lam
inaç
ão d
e ro
scas
− Alta segurança de processo• Sem cavacos e, portanto, sem
problemas quanto a remoção dos cavacos: sendo assim, roscas profundas também podem ser usinadas de maneira confiável
• Reduzido risco de quebra em função de ferramentas estáveis
− Alta qualidade da rosca• Maior resistência estática e dinâmica
da rosca devido a conformação a frio• Ótima superfície da rosca com
reduzida rugosidade
− Vida útil elevada quando comparada ao rosqueamento
− As ferramentas podem ser aplicadas de forma bastante universal
− Roscas de furos cegos e passantes com uma única ferramenta
− Risco de refugos em caso de quebra da ferramenta
− Campo de aplicação limitado por coefi-ciente de alongamento, resistência à tração e passo da rosca
− Menor tolerância do furo pré-usinado aumenta os custos de fabricação; é absolutamente necessária a comparação econômica com o rosqueamento
− Não aprovado para as indústrias de gêneros alimentícios, médica e aeroes-pecial
Fres
amen
to d
e ro
scas
− Alta flexibilidade• Aplicação universal das ferramentas
nos mais diversos materiais• Uma única ferramenta para roscas
de furos cegos e passantes• É possível usinar diferentes tama-
nhos de rosca (com o mesmo passo) com uma ferramenta
• É possível realizar a usinagem com qualquer tolerância de posição com uma única ferramenta
• É possível usinar roscas de filete simples ou múltiplo, bem como roscas à direita e à esquerda com uma única ferramenta
− Alta segurança de processo• Sem perigo de formação de “ninhos
de passarinho”• Sem rejeitos em caso de quebra da
ferramenta• Baixo torque, mesmo em tamanhos
grandes• Entradas e saídas inclinadas não
oferecem problemas• É possível a usinagem de componen-
tes de pequena espessura graças às reduzidas pressões de corte
− Reduzida carga do fuso devido à evolução uniforme do movimento
− Excelente superfície da rosca
− Altos custos com ferramentas em comparação com machos e machos laminadores HSS-E
− É absolutamente necessária máquina CNC 3D − Programação complexa
− Na fabricação em série, o fresamento de roscas não é a solução mais econômica se comparado ao rosqueamento e à laminação de roscas
Segu
ranç
a de
pr
oces
so
Velo
cida
de d
e us
inag
em
Uni
vers
alid
ade/
fle
xibi
lidad
e
Vida
útil
Cust
os c
om
ferr
amen
tas
Prof
undi
dade
da
rosc
a
Tamanhos de lote típicos
Rosqueamento – + – – – + pequeno até muito grande
Laminação de roscas + + + ++ + ++ pequeno até muito grande
Fresamento de roscas ++ – ++ + + – pequeno até médio
– Referência+ Maior que a referência++ Significativamente maior que a referência
50 51
Tolerâncias de posição para machos e machos laminadores
Informações técnicas – de caráter geral
A tolerância de posição da rosca interna usinada não depende apenas das dimen-sões da ferramenta, mas também do material e das condições de usinagem. Em alguns casos é vantajoso selecionar dimensões divergindo da norma. Esta to-lerância é identificada por um X colocado após a classe de tolerância (por exemplo, 6HX ao invés de 6H). Deve-se notar que estas posições X variam de um fabricante para outro, pois elas se baseiam exclusi-vamente em normas de fábrica.
Machos concebidos para materiais tenazes são fabricados na Walter Prototyp com posição X a fim de neutralizar as propriedades resilientes dos materiais. Na Walter Prototyp, isto significa a elevação das dimensões para machos em meia tolerância de posição. A família de produ-tos X∙pert M concebida para aços inoxidá-veis é, portanto, fabricada com posição X. Os machos para ligas de titânio e de níquel de alta resistência são concebidos com posição X pelo mesmo motivo.
Quando forem usinados materiais abrasi-vos, como por exemplo, ferro fundido cinzento e o corte incorreto não represen-tar nenhum problema, também é adequa-do fabricar as ferramentas com posição X. Em função da tolerância na posição X, a vida útil é prolongada, pois demora mais tempo até que a ferramenta fique tão desgastada que o lado bom do calibre de rosca não possa mais ser inserido. Por este mesmo motivo é que, por exemplo, o macho Paradur® Eco CI é produzido conforme esta posição de tolerância.
Os machos laminadores são fabricados exclusivamente em posição X, pois o material apresenta uma resiliência maior na laminação de roscas do que na usinagem de roscas. As posições X para machos laminadores são, no entanto, diferentes daquelas para machos, mas isto não influência a tolerância da rosca a ser usinada na porca conforme ilustra-do na tabela abaixo.
A classe de tolerância da ferramenta (por exemplo, 4H) corresponde à faixa de tolerância da rosca da porca para a qual a ferramenta foi concebida. Esta faixa de tolerância, que pode obtida com estas ferramentas, e também outras faixas de tolerância estão representadas na tabela abaixo.
Revestimentos aplicados posteriormente na rosca da porca deverão ser compensa-dos no macho por meio de sobremedida. Esta sobremedida pode ser calculada conforme a seguinte fórmula:
A representa a sobremedida a ser deter-minada, T a espessura da camada do revestimento aplicado posteriormente e α indica o ângulo do flanco.
Classe de tolerância da ferramenta Faixa de tolerância executável da rosca
da porca
Faixa de tolerância executável da rosca
da porcaAplicação técnicaDenominação DIN
para machosNorma de fábrica para machos
e machos laminadores
ISO1/4H 4HX 4H 5H – – – União aparafusada com pouca folga
ISO2/6H 6HX 4G 5G 6H – – União aparafusada normal
ISO3/6G 6GX – – 6G 7H 8H União aparafusada com muita folga
7G 7GX – – – 7G 8G Prevenção contra encolhimento durante o tratamento térmico
Observação: No fresamento de roscas, podem ser criadas quaisquer posições de tolerân-cia com uma ferramenta, pois as posições de tolerância são definidas por meio de programação.
Exemplo: Roscas métricas, revestimento galvânico com espessura de 25 µm
Com o ângulo de flanco de 60°, resulta:
portanto
A = 0,025 mm x 4 = 0,1 mm
Se for desejada uma união aparafusa-da normal, deverá ser selecionada uma ferramenta da classe de tolerância 6H + 0,1.
A = T x f sendo f =
52 53
Informações técnicas – de caráter geral
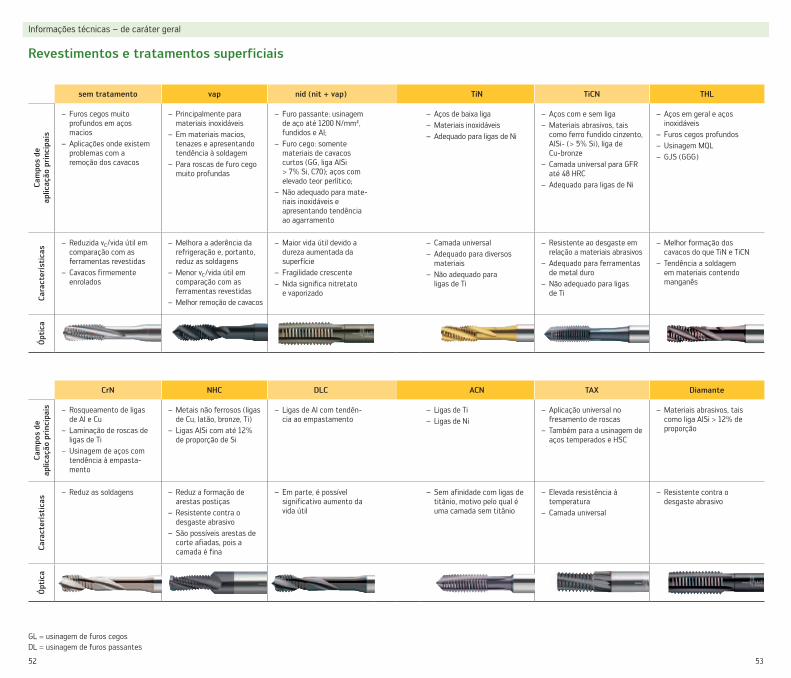
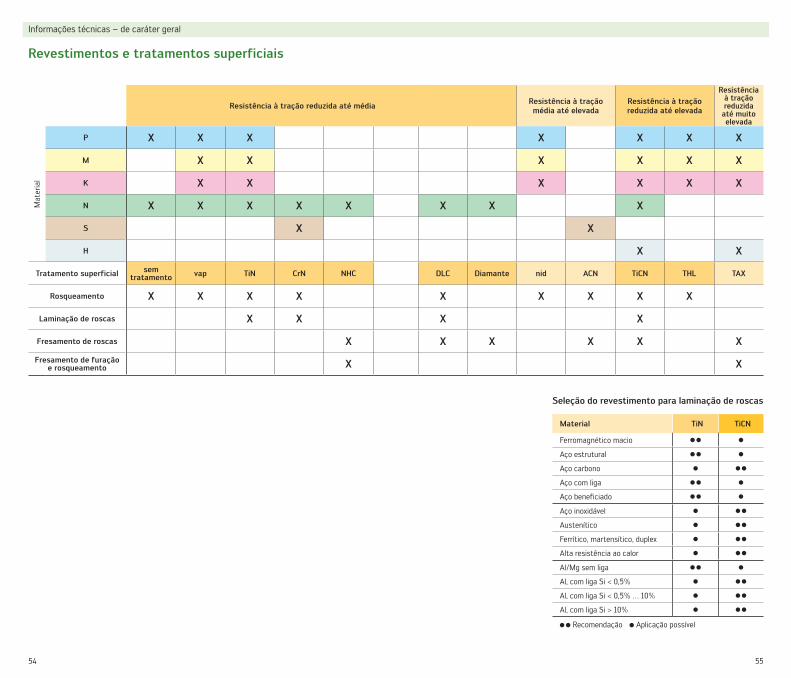
Revestimentos e tratamentos superficiais
sem tratamento vap nid (nit + vap) TiN TiCN THL
Cam
pos
de
aplic
ação
pri
ncip
ais
– Furos cegos muito profundos em aços macios
– Aplicações onde existem problemas com a remoção dos cavacos
– Principalmente para materiais inoxidáveis
– Em materiais macios, tenazes e apresentando tendência à soldagem
– Para roscas de furo cego muito profundas
– Furo passante: usinagem de aço até 1200 N/mm², fundidos e Al;
– Furo cego: somente materiais de cavacos curtos (GG, liga AlSi > 7% Si, C70); aços com elevado teor perlítico;
– Não adequado para mate-riais inoxidáveis e apresentando tendência ao agarramento
– Aços de baixa liga – Materiais inoxidáveis – Adequado para ligas de Ni
– Aços com e sem liga – Materiais abrasivos, tais
como ferro fundido cinzento, AlSi- (> 5% Si), liga de Cu-bronze
– Camada universal para GFR até 48 HRC
– Adequado para ligas de Ni
– Aços em geral e aços inoxidáveis
– Furos cegos profundos– Usinagem MQL– GJS (GGG)
Cara
cter
ísti
cas – Reduzida vc/vida útil em
comparação com as ferramentas revestidas
– Cavacos firmemente enrolados
– Melhora a aderência da refrigeração e, portanto, reduz as soldagens
– Menor vc/vida útil em comparação com as ferramentas revestidas
– Melhor remoção de cavacos
– Maior vida útil devido a dureza aumentada da superfície
– Fragilidade crescente– Nida significa nitretato
e vaporizado
– Camada universal– Adequado para diversos
materiais– Não adequado para
ligas de Ti
– Resistente ao desgaste em relação a materiais abrasivos
– Adequado para ferramentas de metal duro
– Não adequado para ligas de Ti
– Melhor formação dos cavacos do que TiN e TiCN
– Tendência a soldagem em materiais contendo manganês
Ópt
ica
CrN NHC DLC ACN TAX Diamante
Cam
pos
de
aplic
ação
pri
ncip
ais – Rosqueamento de ligas
de Al e Cu– Laminação de roscas de
ligas de Ti − Usinagem de aços com tendência à empasta-mento
– Metais não ferrosos (ligas de Cu, latão, bronze, Ti)
– Ligas AlSi com até 12% de proporção de Si
– Ligas de Al com tendên-cia ao empastamento
– Ligas de Ti– Ligas de Ni
– Aplicação universal no fresamento de roscas
– Também para a usinagem de aços temperados e HSC
– Materiais abrasivos, tais como liga AlSi > 12% de proporção
Cara
cter
ísti
cas – Reduz as soldagens – Reduz a formação de
arestas postiças – Resistente contra o
desgaste abrasivo– São possíveis arestas de
corte afiadas, pois a camada é fina
– Em parte, é possível significativo aumento da vida útil
– Sem afinidade com ligas de titânio, motivo pelo qual é uma camada sem titânio
– Elevada resistência à temperatura
– Camada universal
– Resistente contra o desgaste abrasivo
Ópt
ica
GL = usinagem de furos cegos DL = usinagem de furos passantes
54 55
Informações técnicas – de caráter geral
Revestimentos e tratamentos superficiais
Seleção do revestimento para laminação de roscas
Material TiN TiCN
Ferromagnético macio C C C
Aço estrutural C C C
Aço carbono C C C
Aço com liga C C C
Aço beneficiado C C C
Aço inoxidável C C C
Austenítico C C C
Ferrítico, martensítico, duplex C C C
Alta resistência ao calor C C C
Al/Mg sem liga C C C
Al, com liga Si < 0,5% C C C
Al, com liga Si < 0,5% … 10% C C C
Al, com liga Si > 10% C C C
C C Recomendação C Aplicação possível
Resistência à tração reduzida até média Resistência à tração média até elevada
Resistência à tração reduzida até elevada
Resistência à tração reduzida
até muito elevada
Mat
eria
l
P X X X X X X X
M X X X X X X
K X X X X X X
N X X X X X X X X
S X X
H X X
Tratamento superficial sem tratamento vap TiN CrN NHC DLC Diamante nid ACN TiCN THL TAX
Rosqueamento X X X X X X X X X
Laminação de roscas X X X X
Fresamento de roscas X X X X X X
Fresamento de furação e rosqueamento X X
56 57
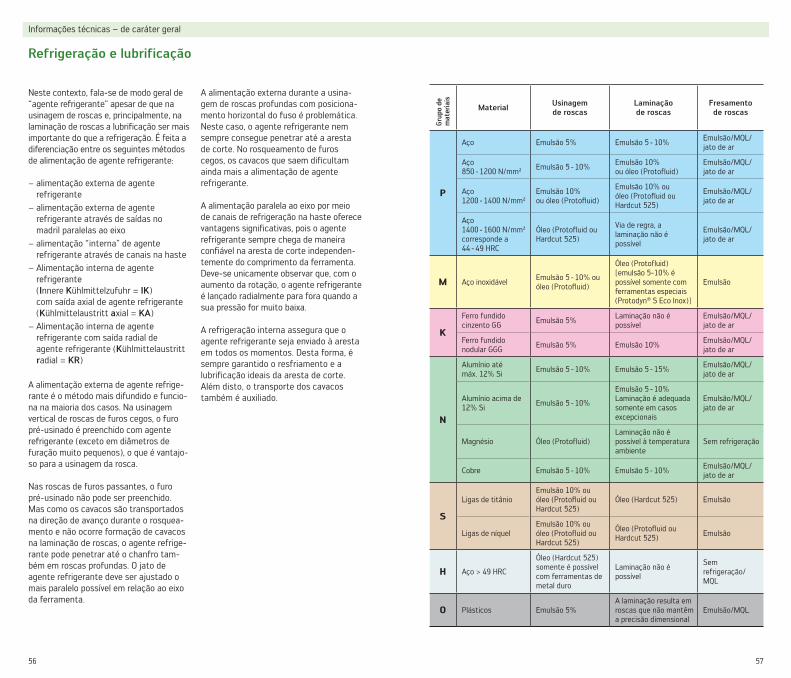
Refrigeração e lubrificação
Informações técnicas – de caráter geral
Neste contexto, fala-se de modo geral de “agente refrigerante” apesar de que na usinagem de roscas e, principalmente, na laminação de roscas a lubrificação ser mais importante do que a refrigeração. É feita a diferenciação entre os seguintes métodos de alimentação de agente refrigerante:
− alimentação externa de agente refrigerante − alimentação externa de agente refrigerante através de saídas no madril paralelas ao eixo − alimentação “interna” de agente refrigerante através de canais na haste − Alimentação interna de agente refrigerante (Innere Kühlmittelzufuhr = IK) com saída axial de agente refrigerante (Kühlmittelaustritt axial = KA) − Alimentação interna de agente refrigerante com saída radial de agente refrigerante (Kühlmittelaustritt radial = KR)
A alimentação externa de agente refrige-rante é o método mais difundido e funcio-na na maioria dos casos. Na usinagem vertical de roscas de furos cegos, o furo pré-usinado é preenchido com agente refrigerante (exceto em diâmetros de furação muito pequenos), o que é vantajo-so para a usinagem da rosca.
Nas roscas de furos passantes, o furo pré-usinado não pode ser preenchido. Mas como os cavacos são transportados na direção de avanço durante o rosquea-mento e não ocorre formação de cavacos na laminação de roscas, o agente refrige-rante pode penetrar até o chanfro tam-bém em roscas profundas. O jato de agente refrigerante deve ser ajustado o mais paralelo possível em relação ao eixo da ferramenta.
A alimentação externa durante a usina-gem de roscas profundas com posiciona-mento horizontal do fuso é problemática. Neste caso, o agente refrigerante nem sempre consegue penetrar até a aresta de corte. No rosqueamento de furos cegos, os cavacos que saem dificultam ainda mais a alimentação de agente refrigerante.
A alimentação paralela ao eixo por meio de canais de refrigeração na haste oferece vantagens significativas, pois o agente refrigerante sempre chega de maneira confiável na aresta de corte independen-temente do comprimento da ferramenta. Deve-se unicamente observar que, com o aumento da rotação, o agente refrigerante é lançado radialmente para fora quando a sua pressão for muito baixa.
A refrigeração interna assegura que o agente refrigerante seja enviado à aresta em todos os momentos. Desta forma, é sempre garantido o resfriamento e a lubrificação ideais da aresta de corte. Além disto, o transporte dos cavacos também é auxiliado.
Grup
o de
m
ater
iais
Material Usinagem de roscas
Laminação de roscas
Fresamento de roscas
P
Aço Emulsão 5% Emulsão 5 - 10% Emulsão/MQL/ jato de ar
Aço 850 - 1200 N/mm² Emulsão 5 - 10% Emulsão 10%
ou óleo (Protofluid)Emulsão/MQL/ jato de ar
Aço 1200 - 1400 N/mm²
Emulsão 10% ou óleo (Protofluid)
Emulsão 10% ou óleo (Protofluid ou Hardcut 525)
Emulsão/MQL/ jato de ar
Aço 1400 - 1600 N/mm²corresponde a 44 - 49 HRC
Óleo (Protofluid ou Hardcut 525)
Via de regra, a laminação não é possível
Emulsão/MQL/ jato de ar
M Aço inoxidável Emulsão 5 - 10% ou óleo (Protofluid)
Óleo (Protofluid) [emulsão 5-10% é possível somente com ferramentas especiais (Protodyn® S Eco Inox)]
Emulsão
K
Ferro fundido cinzento GG Emulsão 5% Laminação não é
possívelEmulsão/MQL/ jato de ar
Ferro fundido nodular GGG Emulsão 5% Emulsão 10% Emulsão/MQL/
jato de ar
N
Alumínio até máx. 12% Si Emulsão 5 - 10% Emulsão 5 - 15% Emulsão/MQL/
jato de ar
Alumínio acima de 12% Si Emulsão 5 - 10%
Emulsão 5 - 10% Laminação é adequada somente em casos excepcionais
Emulsão/MQL/ jato de ar
Magnésio Óleo (Protofluid)Laminação não é possível à temperatura ambiente
Sem refrigeração
Cobre Emulsão 5 - 10% Emulsão 5 - 10% Emulsão/MQL/ jato de ar
S
Ligas de titânioEmulsão 10% ou óleo (Protofluid ou Hardcut 525)
Óleo (Hardcut 525) Emulsão
Ligas de níquelEmulsão 10% ou óleo (Protofluid ou Hardcut 525)
Óleo (Protofluid ou Hardcut 525) Emulsão
H Aço > 49 HRC
Óleo (Hardcut 525) somente é possível com ferramentas de metal duro
Laminação não é possível
Sem refrigeração/MQL
O Plásticos Emulsão 5%A laminação resulta em roscas que não mantêm a precisão dimensional
Emulsão/MQL
58
Informações técnicas – de caráter geral Informações técnicas – de caráter geral
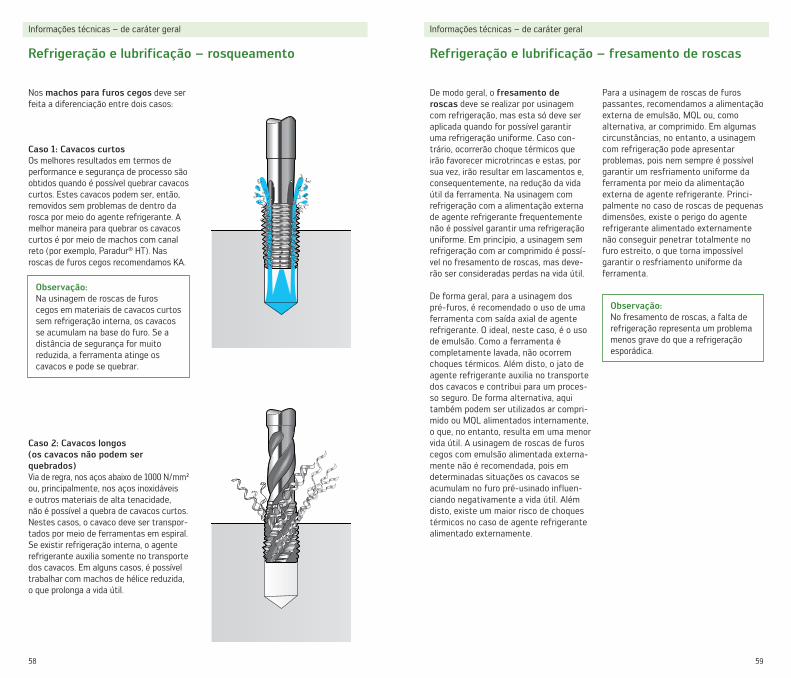
Nos machos para furos cegos deve ser feita a diferenciação entre dois casos:
Caso 1: Cavacos curtosOs melhores resultados em termos de performance e segurança de processo são obtidos quando é possível quebrar cavacos curtos. Estes cavacos podem ser, então, removidos sem problemas de dentro da rosca por meio do agente refrigerante. A melhor maneira para quebrar os cavacos curtos é por meio de machos com canal reto (por exemplo, Paradur® HT). Nas roscas de furos cegos recomendamos KA.
Caso 2: Cavacos longos (os cavacos não podem ser quebrados)Via de regra, nos aços abaixo de 1000 N/mm² ou, principalmente, nos aços inoxidáveis e outros materiais de alta tenacidade, não é possível a quebra de cavacos curtos. Nestes casos, o cavaco deve ser transpor-tados por meio de ferramentas em espiral. Se existir refrigeração interna, o agente refrigerante auxilia somente no transporte dos cavacos. Em alguns casos, é possível trabalhar com machos de hélice reduzida, o que prolonga a vida útil.
De modo geral, o fresamento de roscas deve se realizar por usinagem com refrigeração, mas esta só deve ser aplicada quando for possível garantir uma refrigeração uniforme. Caso con-trário, ocorrerão choque térmicos que irão favorecer microtrincas e estas, por sua vez, irão resultar em lascamentos e, consequentemente, na redução da vida útil da ferramenta. Na usinagem com refrigeração com a alimentação externa de agente refrigerante frequentemente não é possível garantir uma refrigeração uniforme. Em princípio, a usinagem sem refrigeração com ar comprimido é possí-vel no fresamento de roscas, mas deve-rão ser consideradas perdas na vida útil.
De forma geral, para a usinagem dos pré-furos, é recomendado o uso de uma ferramenta com saída axial de agente refrigerante. O ideal, neste caso, é o uso de emulsão. Como a ferramenta é completamente lavada, não ocorrem choques térmicos. Além disto, o jato de agente refrigerante auxilia no transporte dos cavacos e contribui para um proces-so seguro. De forma alternativa, aqui também podem ser utilizados ar compri-mido ou MQL alimentados internamente, o que, no entanto, resulta em uma menor vida útil. A usinagem de roscas de furos cegos com emulsão alimentada externa-mente não é recomendada, pois em determinadas situações os cavacos se acumulam no furo pré-usinado influen-ciando negativamente a vida útil. Além disto, existe um maior risco de choques térmicos no caso de agente refrigerante alimentado externamente.
Para a usinagem de roscas de furos passantes, recomendamos a alimentação externa de emulsão, MQL ou, como alternativa, ar comprimido. Em algumas circunstâncias, no entanto, a usinagem com refrigeração pode apresentar problemas, pois nem sempre é possível garantir um resfriamento uniforme da ferramenta por meio da alimentação externa de agente refrigerante. Princi-palmente no caso de roscas de pequenas dimensões, existe o perigo do agente refrigerante alimentado externamente não conseguir penetrar totalmente no furo estreito, o que torna impossível garantir o resfriamento uniforme da ferramenta.
Refrigeração e lubrificação – rosqueamento Refrigeração e lubrificação – fresamento de roscas
Observação: No fresamento de roscas, a falta de refrigeração representa um problema menos grave do que a refrigeração esporádica.
59
Observação: Na usinagem de roscas de furos cegos em materiais de cavacos curtos sem refrigeração interna, os cavacos se acumulam na base do furo. Se a distância de segurança for muito reduzida, a ferramenta atinge os cavacos e pode se quebrar.
60 61
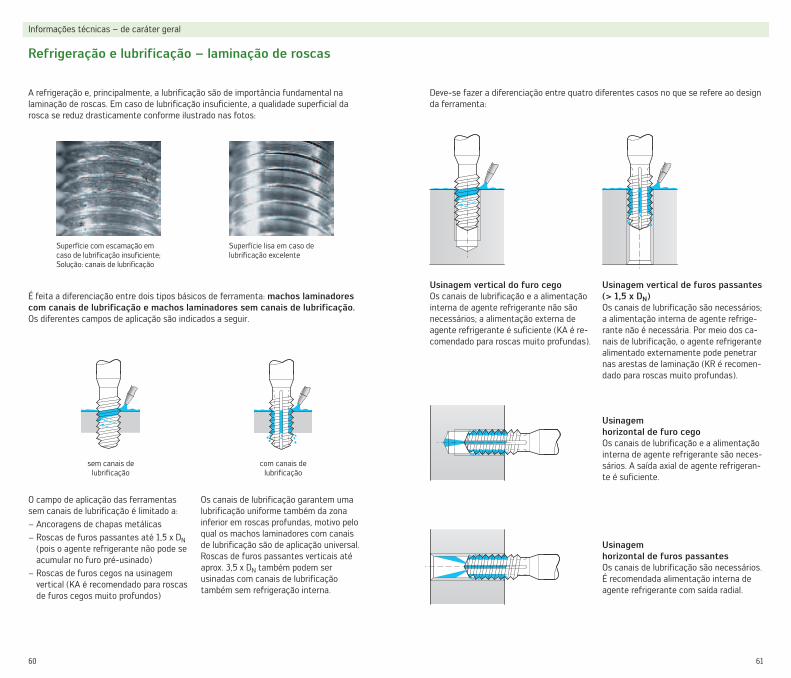
Informações técnicas – de caráter geral
A refrigeração e, principalmente, a lubrificação são de importância fundamental na laminação de roscas. Em caso de lubrificação insuficiente, a qualidade superficial da rosca se reduz drasticamente conforme ilustrado nas fotos:
Refrigeração e lubrificação – laminação de roscas
Superfície com escamação em caso de lubrificação insuficiente; Solução: canais de lubrificação
Superfície lisa em caso de lubrificação excelente
O campo de aplicação das ferramentas sem canais de lubrificação é limitado a:
− Ancoragens de chapas metálicas − Roscas de furos passantes até 1,5 x DN (pois o agente refrigerante não pode se acumular no furo pré-usinado) − Roscas de furos cegos na usinagem vertical (KA é recomendado para roscas de furos cegos muito profundos)
É feita a diferenciação entre dois tipos básicos de ferramenta: machos laminadores com canais de lubrificação e machos laminadores sem canais de lubrificação. Os diferentes campos de aplicação são indicados a seguir.
Os canais de lubrificação garantem uma lubrificação uniforme também da zona inferior em roscas profundas, motivo pelo qual os machos laminadores com canais de lubrificação são de aplicação universal. Roscas de furos passantes verticais até aprox. 3,5 x DN também podem ser usinadas com canais de lubrificação também sem refrigeração interna.
sem canais de lubrificação
com canais de lubrificação
Deve-se fazer a diferenciação entre quatro diferentes casos no que se refere ao design da ferramenta:
Usinagem vertical do furo cegoOs canais de lubrificação e a alimentação interna de agente refrigerante não são necessários; a alimentação externa de agente refrigerante é suficiente (KA é re-comendado para roscas muito profundas).
Usinagem vertical de furos passantes (> 1,5 x DN)Os canais de lubrificação são necessários; a alimentação interna de agente refrige-rante não é necessária. Por meio dos ca-nais de lubrificação, o agente refrigerante alimentado externamente pode penetrar nas arestas de laminação (KR é recomen-dado para roscas muito profundas).
Usinagem horizontal de furo cegoOs canais de lubrificação e a alimentação interna de agente refrigerante são neces-sários. A saída axial de agente refrigeran-te é suficiente.
Usinagem horizontal de furos passantesOs canais de lubrificação são necessários. É recomendada alimentação interna de agente refrigerante com saída radial.
62 63
Informações técnicas – de caráter geral
Mínima quantidade de lubrificante
Na usinagem, os agentes refrigerantes são utilizados para reduzir o desgaste da ferramenta, para a dissipação do calor da ferramenta e da máquina e para auxiliar na quebra e no transporte dos cavacos. Além disto, os restos de cavacos são removidos da peça, da ferramenta e do dispositivo. Todas eles importantes pré-requisitos para uma fabricação eficiente, sem problemas e econômica.
Mas os custos de aquisição, conservação e descarte do agentes refrigerante continuam a aumentar. A reduzida com-patibilidade ambiental dos agentes refrigerantes e o risco daí emanado para a saúde dos operadores também estão sendo vistos de forma cada vez mais crítica. Como já apresentado na página 7, os custos com o agente refrigerante representam aprox. 16% dos custos totais de fabricação. Portanto, a redução do consumo de agente refrigerante por motivos ecológicos e econômicos é muito importante para as empresas de sucesso que trabalham de forma sustentável.
Esta intenção pode ser realizada por meio da mínima quantidade de lubrificante (MQL). Na MQL, uma quantidade mínima de lubrificante altamente eficaz é adicio-nada ao ar comprimido. Apesar da dosa-gem mínima destes lubrificantes (aprox. 5-50 ml/h) é possível evitar as soldagens em materiais adesivos. Além disto, por meio da MQL, a temperatura do processo pode ser reduzida em função da redução do atrito.
No caso mais simples, o lubrificante é alimentado externamente. Este método pode ser incorporado de maneira econô-mica nas máquinas já existentes, mas encontra os seus limite em roscas a partir de uma profundidade de 1,5 x DN. A alimentação de lubrificante através do fuso é vantajosa e deve ser considerada ao adquirir novas máquinas.
As alterações nos requisitos das ferra-mentas em função da MQL devem ser consideradas em sua construção. Portan-to, por exemplo, as ferramentas devem ser concebidas de maneira que o mínimo calor possível seja gerado durante a usinagem – ângulos de saída pequenos ou negativos devem ser evitados. Além disto, a geometria deve ser configurada de maneira a obter um transporte seguro dos cavacos mesmo sem a ação auxiliar da refrigeração. Na usinagem MQL é principalmente o revestimento que desempenha um papel central, pois a camada de material duro assume uma grande parte da tarefa de lubrificação. Além disto, o revestimento ajuda a reduzir o atrito e funciona como isolamento térmico da ferramenta.
Em profundidades de rosca > 1,5 x DN, a alimentação interna de agente refrigeran-te com saídas radiais é um pré-requisito para a MQL. Além disto, os canais de agente refrigerante na ferramentas devem ser concebidos de forma que não ocorra a separação da mistura óleo-ar.
A Walter Prototyp recomenda para a MQL o revestimento THL desenvolvido especifi-camente para machos. Como padrão, este revestimento está disponível para as ferramentas Paradur® Eco Plus (sucesso-ra da testada Paradur® Eco HT), Prototex® Eco HT, bem como para Paradur® e Prototex® Synchrospeed. O revestimento THL possui uma camada de agente lubrificante que garante excelentes condições de atrito mesmo em MQL e, adicionalmente, impede a formação de arestas postiças. No decorrer da vida útil da ferramenta, a camada é continuamen-te polida.
Na laminação de roscas, as famílias Protodyn® Eco Plus, Eco LM e Synchros-peed são adequadas para mínima quanti-dade de lubrificante.
Suas vantagens em função da usinagem MQL com ferramentas Walter Prototyp:
− Redução dos custos de produção e aumento da competitividade − Redução dos custos com lubrifica-ção, manutenção e descarte − Redução dos custos com energia − Prevenção dos riscos à saúde dos colaboradores − Nenhuma perda de desempenho se comparado à usinagem com refrige-ração − Os componentes que possuem cavidades não são preenchidos com o agente de refrigeração − Menor complexidade para a limpeza dos componentes
Materiais que são adequados para a usinagem MQL
Materiais que não são adequados para a usinagem MQL
– Aços sem liga ou de baixa liga, como por exemplo, aço fundido < 1000 N/mm²
– Ferro fundido cinzento– Latão– Ligas AlSi– Ligas de cobre
– Aços de alta resistência, de alta liga– Ligas de Ti e Ni– Aços inoxidáveis
Observações: − No fresamento de roscas também é possível usinar materiais de alta resistência e temperados com MQL. − Na prática podem ocorrer casos em que a classificação acima não se aplica.
Observação:Diferentemente do rosqueamento e da laminação de roscas, a usinagem sem refrigeração geralmente é pos-sível no fresamento de roscas, mas deverão ser consideradas perdas na vida útil. Em caso de usinagem sem refrigeração, recomendamos o uso de jato de ar para auxiliar no transporte dos cavacos. No fresamento de ros-cas, a MQL apresenta vantagens em relação a usinagem com refrigeração, pois a ferramenta não é submetida a choques térmicos.

64 65
Informações técnicas – de caráter geral
Sistemas de fixação Tipos importantes de adaptadores para machos e machos laminadores
Os mandris para corte de roscas, também denominados adaptadores, são o elemen-to de ligação entre o fuso e a ferramenta.
Tarefas do adaptador durante o rosqueamento e a laminação de roscas:
− Transmissão do torque − Quando necessário, compensação axial e/ou radial das diferenças entre a posição do fuso e a posição nominal da ferramenta
Tarefas do adaptador no fresamento de roscas:
− Transmissão do torque − Minimizar a deflecção da ferramenta (o mandril deve ser rígido em relação às forças radiais) − Amortecimento das vibrações
Tarefas gerais: − Transferência da refrigeração do fuso para a ferramenta − Proteção do mancal do fuso em caso de quebra da ferramenta − Proteção da ferramenta contra quebra (só pode se realizar de forma limitada)
Com relação a interação entre fuso e avanço, no rosqueamento e na laminação de roscas é fundamental se a rotação do fuso e a velocidade de avanços estão ajustadas (sincronizadas) entre si ou não e com qual precisão.
Mandril de troca rápida com compensação axial Vantagens:
− Aplicação em máquinas síncronas ou assíncronas − Compensação de desvios de posição axiais e radiais − Versão robusta
Desvantagens: − Tecnologia mais complexa do que os mandris fixos − Sem proteção contra corte incorreto, pois a ferramenta precisa guiar a si mesmo
Os mandris de troca rápida estão dispo-níveis no programa de produtos standard da Walter.
Mandril sincronizado com compensação mínima Vantagens:
− Compensação das forças axiais e, consequentemente, aumento significa-tivo da vida útil − Combinação das vantagens dos mandris fixos com aquelas dos mandris flutuan-tes
Desvantagens: − Mais caro em termos de aquisição quan-do comparado aos mandris fixos − Aplicação somente em máquinas ferramenta síncronas
Os mandris sincronizados com compensa-ção mínima estão disponíveis no progra-ma de produtos standard da Walter.
Observação:Todos os mandris de fresamento convencionais podem ser usados para o fresamento de roscas. Para o rosqueamento e a laminação de roscas existem mandris específicos, apresentados a seguir.

66 67
Informações técnicas – de caráter geral
Tipos importantes de adaptadores para machos e machos laminadores
Mandril térmico, mandril porta-pinça fixo, mandril Weldon (da esquerda para a direita)Vantagens:
− Versão simples, econômica e robusta − Mandril térmico: altíssima precisão do batimento radial
Desvantagens: − Só pode ser aplicado em máquinas ferramenta síncronas − Em função de diferenças mínimas de passo são originadas forças axiais que atuam sobre os flancos da ferramenta e reduzem a vida útil
Dispositivo para corte de roscas Vantagens:
− Aplicação em máquinas síncronas ou assíncronas − Proteção do fuso, pois a reversão de sentido de rotação é realizada pelo mandril − Tempos de ciclo mais curtos, pois o fuso não precisa ser acelerado e desacelerado; por este motivo, principalmente interessante para a fabricação em série
Desvantagens: − Tecnologia complexa − Altos custos de manutenção − É necessário multiplicador de torque − Elevados custos de aquisição
O mandril térmico, mandril porta-pinça e mandril Weldon estão disponíveis no programa de produtos standard da Walter.

68 69
Informações técnicas – de caráter geral
Usinagem sincronizada no rosqueamento e laminação de roscas
Para reduzir os tempos de processo no rosqueamento e na laminação de roscas, cada vez mais a usinagem vem sendo rea-lizada com maiores rotações e velocidades de corte (HSC = High Speed Cutting). A usinagem sincronizada é especialmente recomendada para a realização de eleva-das velocidades de corte.
A usinagem sincronizada de roscas pressupõe uma máquina que sincronize o movimento de rotação do fuso principal com o movimento de avanço. A ferramen-ta para a usinagem de roscas não se conduz a si própria por meio de sua geometria, mas é comandada pelo avanço e pela rotação do fuso da máquina. Atualmente, a maioria dos centros de usinagem são adequados para a usinagem sincronizada.
Basicamente, todos os machos e machos laminados podem ser aplicados de manei-ra sincronizada. No entanto, a Walter Prototyp oferece ferramentas especifica-mente concebidas para a usinagem sincronizada com a denominação Syn-chrospeed. Característicos deste grupo de ferramentas são o ângulo de saída do flanco extremamente elevado e a parte roscada extra-curta. As ferramentas da família Synchrospeed só podem ser utilizadas de maneira sincronizada. Em contrapartida, existem as ferramentas da família Eco que propiciam bons resultados tanto na usinagem sincronizada como convencional.
Machos sincronizadores podem ser fixados tanto por meio de mandris Weldon como também por mandris porta-pinças (se possível, com arraste quadrado). Ambos os meios de fixação apresentam a desvantagem de não ser possível com-pensar as forças axiais.
A melhor alternativa é o mandril para macho Protoflex C com compensação mínima. Protoflex C é um mandril para machos usado em centros de usinagem com comando sincronizado. Ele garante uma compensação mínima definida com precisão e é ajustado em relação à geome-tria das ferramentas Synchrospeed.
Mandril sincronizador para macho, Protoflex C
O que existe de especial no Protoflex C?Diferentemente dos mandris sincronizado-res convencionais para machos, o Protoflex C se baseia em uma peça flexível fabricada com precisão (“Flexor”) com elevada taxa de flexão, que compensa as microvariações de posição radial e axial. O microcompen-sador patenteado é fabricado em uma liga especial que foi desenvolvida para a NASA e se caracteriza pela longa vida útil e pela não necessidade de manutenção. Os mandris sincronizadores convencionais utilizam para isso peças plásticas que perdem sua flexibilidade no decorrer do tempo. A microcompensação, então, não será mais assegurada.
As forças de compressão nos flancos dos machos são sensivelmente reduzidas na aplicação do mandril para machos Proto-flex C. Desta forma resultam:
− elevada segurança de processo devido ao menor risco de quebra – principal-mente em dimensões reduzidas − maior vida útil das ferramentas para roscas devido a menos atrito − uma melhor qualidade superficial no flancos da rosca
Para os clientes, a aplicação do mandril para machos Protoflex C significa máxima produtividade ao mesmo tempo em que os custos com ferramentas são reduzidos, tanto no rosqueamento como na lamina-ção de roscas.
Flexor com compensação mínima
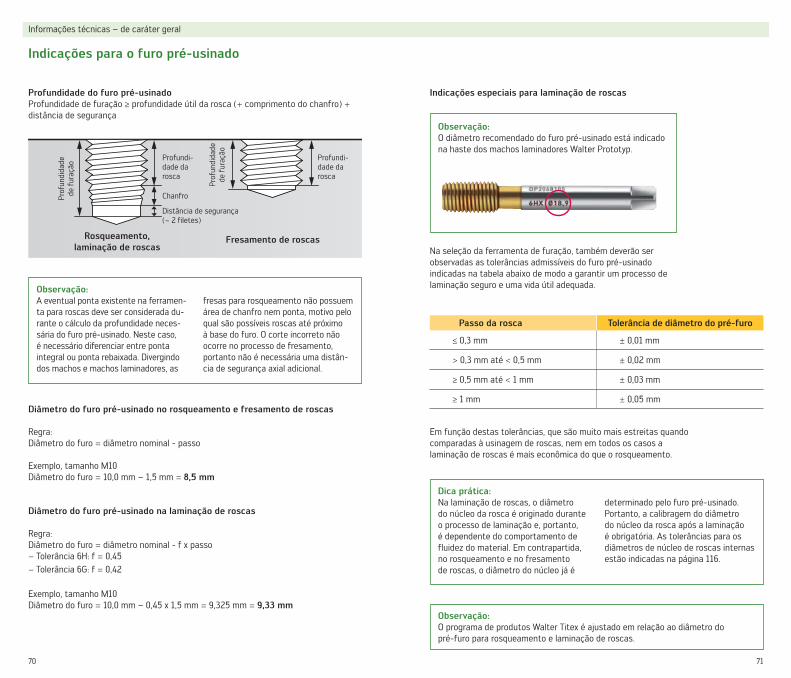
70 71
Observação:O diâmetro recomendado do furo pré-usinado está indicado na haste dos machos laminadores Walter Prototyp.
Informações técnicas – de caráter geral
Indicações para o furo pré-usinado
Diâmetro do furo pré-usinado no rosqueamento e fresamento de roscas
Regra: Diâmetro do furo = diâmetro nominal - passo
Exemplo, tamanho M10Diâmetro do furo = 10,0 mm – 1,5 mm = 8,5 mm
Diâmetro do furo pré-usinado na laminação de roscas
Regra:Diâmetro do furo = diâmetro nominal - f x passo
− Tolerância 6H: f = 0,45 − Tolerância 6G: f = 0,42
Exemplo, tamanho M10Diâmetro do furo = 10,0 mm – 0,45 x 1,5 mm = 9,325 mm = 9,33 mm
Na seleção da ferramenta de furação, também deverão ser observadas as tolerâncias admissíveis do furo pré-usinado indicadas na tabela abaixo de modo a garantir um processo de laminação seguro e uma vida útil adequada.
Distância de segurança (~ 2 filetes)
Chanfro
Profundi-dade da rosca
Prof
undi
dade
de
fur
ação
Profundidade do furo pré-usinadoProfundidade de furação ≥ profundidade útil da rosca (+ comprimento do chanfro) + distância de segurança
Prof
undi
dade
de
fur
ação
Profundi-dade da rosca
Rosqueamento, laminação de roscas
Fresamento de roscas
Passo da rosca Tolerância de diâmetro do pré-furo
≤ 0,3 mm ± 0,01 mm
> 0,3 mm até < 0,5 mm ± 0,02 mm
≥ 0,5 mm até < 1 mm ± 0,03 mm
≥ 1 mm ± 0,05 mm
Observação:A eventual ponta existente na ferramen-ta para roscas deve ser considerada du-rante o cálculo da profundidade neces-sária do furo pré-usinado. Neste caso, é necessário diferenciar entre ponta integral ou ponta rebaixada. Divergindo dos machos e machos laminadores, as
fresas para rosqueamento não possuem área de chanfro nem ponta, motivo pelo qual são possíveis roscas até próximo à base do furo. O corte incorreto não ocorre no processo de fresamento, portanto não é necessária uma distân-cia de segurança axial adicional.
Em função destas tolerâncias, que são muito mais estreitas quando comparadas à usinagem de roscas, nem em todos os casos a laminação de roscas é mais econômica do que o rosqueamento.
Indicações especiais para laminação de roscas
Dica prática:Na laminação de roscas, o diâmetro do núcleo da rosca é originado durante o processo de laminação e, portanto, é dependente do comportamento de fluidez do material. Em contrapartida, no rosqueamento e no fresamento de roscas, o diâmetro do núcleo já é
determinado pelo furo pré-usinado. Portanto, a calibragem do diâmetro do núcleo da rosca após a laminação é obrigatória. As tolerâncias para os diâmetros de núcleo de roscas internas estão indicadas na página 116.
Observação:O programa de produtos Walter Titex é ajustado em relação ao diâmetro do pré-furo para rosqueamento e laminação de roscas.
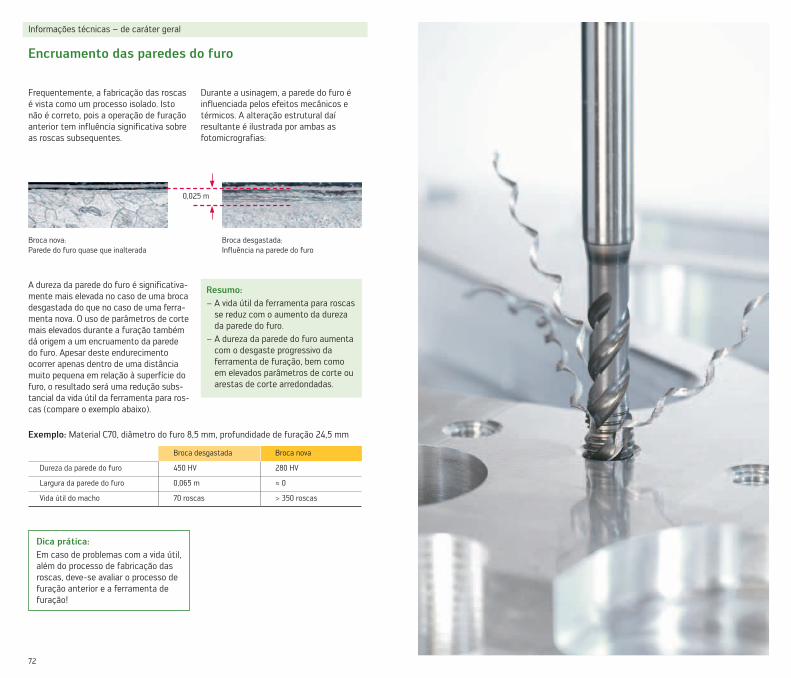
72
Informações técnicas – de caráter geral
Encruamento das paredes do furo
Frequentemente, a fabricação das roscas é vista como um processo isolado. Isto não é correto, pois a operação de furação anterior tem influência significativa sobre as roscas subsequentes.
Durante a usinagem, a parede do furo é influenciada pelos efeitos mecânicos e térmicos. A alteração estrutural daí resultante é ilustrada por ambas as fotomicrografias:
A dureza da parede do furo é significativa-mente mais elevada no caso de uma broca desgastada do que no caso de uma ferra-menta nova. O uso de parâmetros de corte mais elevados durante a furação também dá origem a um encruamento da parede do furo. Apesar deste endurecimento ocorrer apenas dentro de uma distância muito pequena em relação à superfície do furo, o resultado será uma redução subs-tancial da vida útil da ferramenta para ros-cas (compare o exemplo abaixo).
0,025 m
Broca nova: Parede do furo quase que inalterada
Broca desgastada: Influência na parede do furo
Dica prática: Em caso de problemas com a vida útil, além do processo de fabricação das roscas, deve-se avaliar o processo de furação anterior e a ferramenta de furação!
Exemplo: Material C70, diâmetro do furo 8,5 mm, profundidade de furação 24,5 mm
Broca desgastada Broca nova
Dureza da parede do furo 450 HV 280 HV
Largura da parede do furo 0,065 m ≈ 0
Vida útil do macho 70 roscas > 350 roscas
Resumo: − A vida útil da ferramenta para roscas se reduz com o aumento da dureza da parede do furo. − A dureza da parede do furo aumenta com o desgaste progressivo da ferramenta de furação, bem como em elevados parâmetros de corte ou arestas de corte arredondadas.
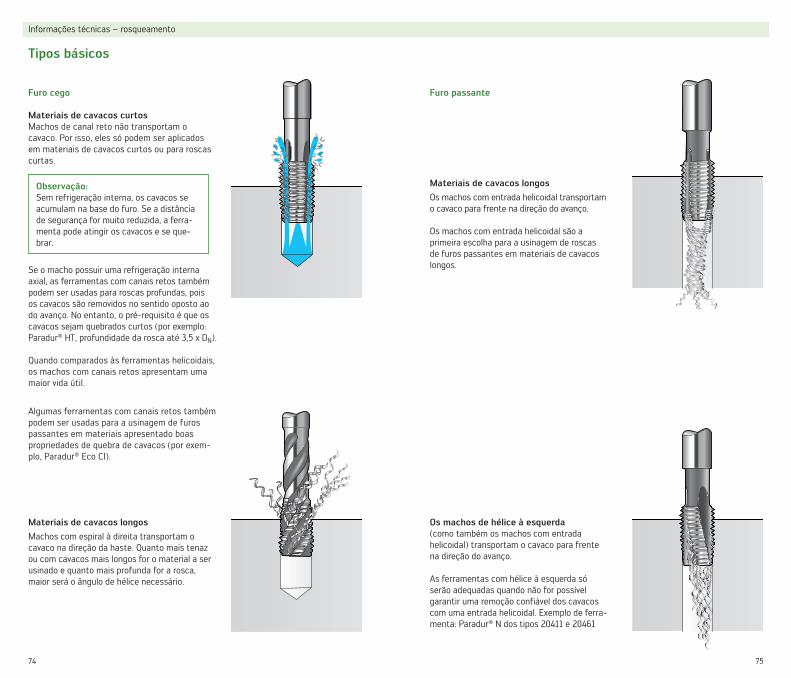
74 75
Furo cego
Materiais de cavacos curtosMachos de canal reto não transportam o cavaco. Por isso, eles só podem ser aplicados em materiais de cavacos curtos ou para roscas curtas.
Se o macho possuir uma refrigeração interna axial, as ferramentas com canais retos também podem ser usadas para roscas profundas, pois os cavacos são removidos no sentido oposto ao do avanço. No entanto, o pré-requisito é que os cavacos sejam quebrados curtos (por exemplo: Paradur® HT, profundidade da rosca até 3,5 x DN).
Quando comparados às ferramentas helicoidais, os machos com canais retos apresentam uma maior vida útil.
Algumas ferramentas com canais retos também podem ser usadas para a usinagem de furos passantes em materiais apresentado boas propriedades de quebra de cavacos (por exem-plo, Paradur® Eco CI).
Materiais de cavacos longos
Machos com espiral à direita transportam o cavaco na direção da haste. Quanto mais tenaz ou com cavacos mais longos for o material a ser usinado e quanto mais profunda for a rosca, maior será o ângulo de hélice necessário.
Furo passante
Materiais de cavacos longos
Os machos com entrada helicoidal transportam o cavaco para frente na direção do avanço.
Os machos com entrada helicoidal são a primeira escolha para a usinagem de roscas de furos passantes em materiais de cavacos longos.
Os machos de hélice à esquerda (como também os machos com entrada helicoidal) transportam o cavaco para frente na direção do avanço.
As ferramentas com hélice à esquerda só serão adequadas quando não for possível garantir uma remoção confiável dos cavacos com uma entrada helicoidal. Exemplo de ferra-menta: Paradur® N dos tipos 20411 e 20461
Tipos básicos
Informações técnicas – rosqueamento
Observação:Sem refrigeração interna, os cavacos se acumulam na base do furo. Se a distância de segurança for muito reduzida, a ferra-menta pode atingir os cavacos e se que-brar.
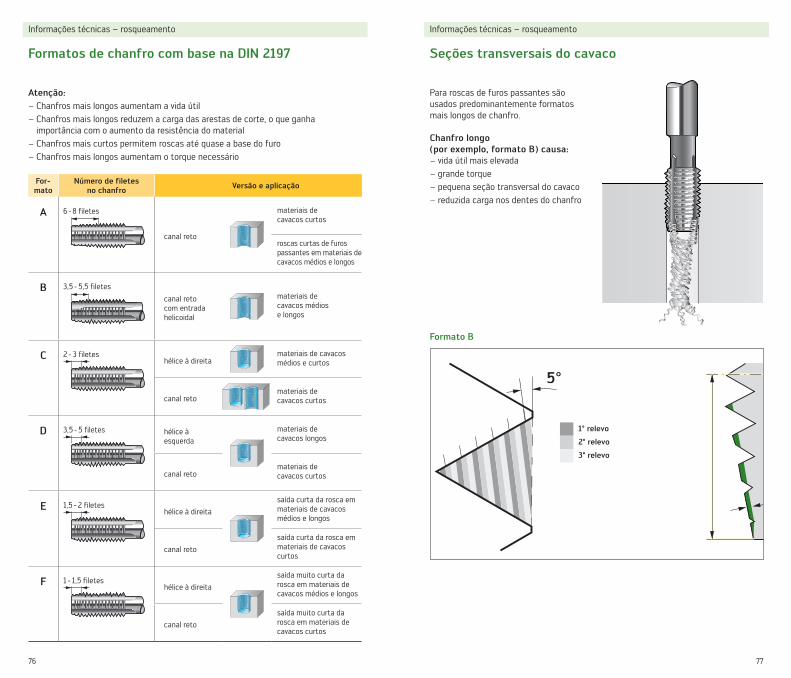
5°
23°
76 77
Informações técnicas – rosqueamento Informações técnicas – rosqueamento
Formatos de chanfro com base na DIN 2197
For- mato
Número de filetes no chanfro Versão e aplicação
A 6 - 8 filetes6 – 8 Gänge
canal reto
materiais de cavacos curtos
roscas curtas de furos passantes em materiais de cavacos médios e longos
B 3,5 - 5,5 filetes
6 – 8 Gänge
canal reto com entrada helicoidal
materiais de cavacos médios e longos
C 2 - 3 filetes
6 – 8 Gänge
hélice à direitamateriais de cavacos médios e curtos
canal retomateriais de cavacos curtos
D 3,5 - 5 filetes
6 – 8 Gänge
hélice à esquerda
materiais de cavacos longos
canal retomateriais de cavacos curtos
E 1,5 - 2 filetes
6 – 8 Gänge
hélice à direita
saída curta da rosca em materiais de cavacos médios e longos
canal reto
saída curta da rosca em materiais de cavacos curtos
F 1 - 1,5 filetes
6 – 8 Gänge
hélice à direita
saída muito curta da rosca em materiais de cavacos médios e longos
canal retosaída muito curta da rosca em materiais de cavacos curtos
Para roscas de furos passantes são usados predominantemente formatos mais longos de chanfro.
Chanfro longo (por exemplo, formato B) causa:
− vida útil mais elevada − grande torque − pequena seção transversal do cavaco − reduzida carga nos dentes do chanfro
Seções transversais do cavaco
Formato B
1º relevo
2º relevo
3º relevo
Atenção: − Chanfros mais longos aumentam a vida útil − Chanfros mais longos reduzem a carga das arestas de corte, o que ganha importância com o aumento da resistência do material − Chanfros mais curtos permitem roscas até quase a base do furo − Chanfros mais longos aumentam o torque necessário
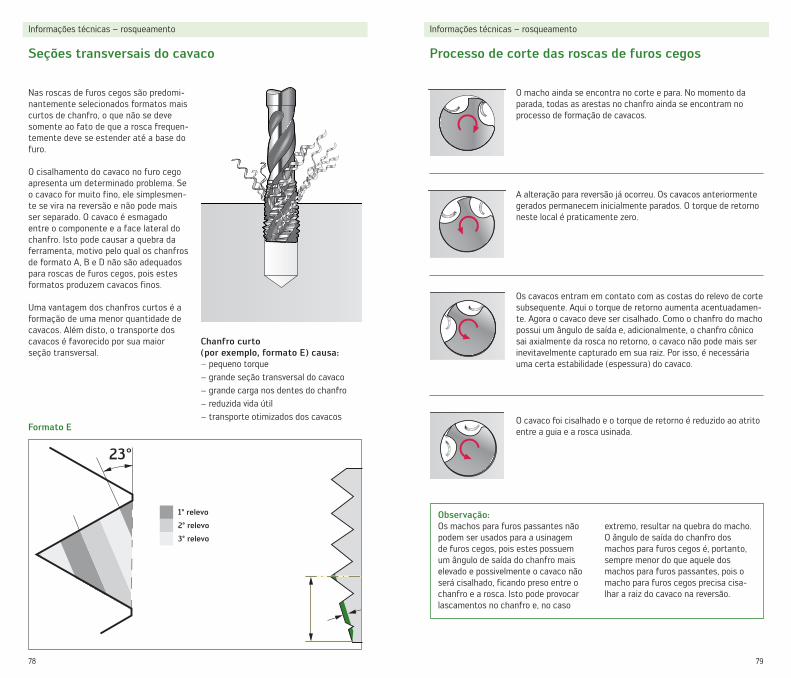
5°
23°
78 79
Seções transversais do cavaco Processo de corte das roscas de furos cegos
1º relevo
2º relevo
3º relevo
Nas roscas de furos cegos são predomi-nantemente selecionados formatos mais curtos de chanfro, o que não se deve somente ao fato de que a rosca frequen-temente deve se estender até a base do furo.
O cisalhamento do cavaco no furo cego apresenta um determinado problema. Se o cavaco for muito fino, ele simplesmen-te se vira na reversão e não pode mais ser separado. O cavaco é esmagado entre o componente e a face lateral do chanfro. Isto pode causar a quebra da ferramenta, motivo pelo qual os chanfros de formato A, B e D não são adequados para roscas de furos cegos, pois estes formatos produzem cavacos finos.
Uma vantagem dos chanfros curtos é a formação de uma menor quantidade de cavacos. Além disto, o transporte dos cavacos é favorecido por sua maior seção transversal.
Chanfro curto (por exemplo, formato E) causa:
− pequeno torque − grande seção transversal do cavaco − grande carga nos dentes do chanfro − reduzida vida útil − transporte otimizados dos cavacos
Formato E
Informações técnicas – rosqueamento Informações técnicas – rosqueamento
A alteração para reversão já ocorreu. Os cavacos anteriormente gerados permanecem inicialmente parados. O torque de retorno neste local é praticamente zero.
O macho ainda se encontra no corte e para. No momento da parada, todas as arestas no chanfro ainda se encontram no processo de formação de cavacos.
Os cavacos entram em contato com as costas do relevo de corte subsequente. Aqui o torque de retorno aumenta acentuadamen-te. Agora o cavaco deve ser cisalhado. Como o chanfro do macho possui um ângulo de saída e, adicionalmente, o chanfro cônico sai axialmente da rosca no retorno, o cavaco não pode mais ser inevitavelmente capturado em sua raiz. Por isso, é necessária uma certa estabilidade (espessura) do cavaco.
O cavaco foi cisalhado e o torque de retorno é reduzido ao atrito entre a guia e a rosca usinada.
Observação:Os machos para furos passantes não podem ser usados para a usinagem de furos cegos, pois estes possuem um ângulo de saída do chanfro mais elevado e possivelmente o cavaco não será cisalhado, ficando preso entre o chanfro e a rosca. Isto pode provocar lascamentos no chanfro e, no caso
extremo, resultar na quebra do macho.O ângulo de saída do chanfro dos machos para furos cegos é, portanto, sempre menor do que aquele dos machos para furos passantes, pois o macho para furos cegos precisa cisa-lhar a raiz do cavaco na reversão.
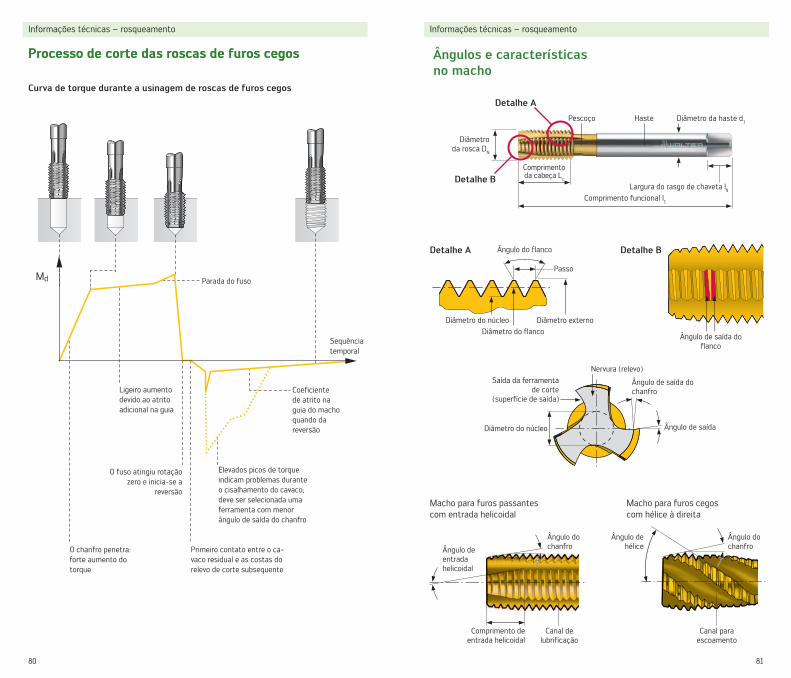
80 81
Processo de corte das roscas de furos cegos
Informações técnicas – rosqueamento Informações técnicas – rosqueamento
Processo de corte das roscas de furos cegos Ângulos e características no macho
Curva de torque durante a usinagem de roscas de furos cegos
O chanfro penetra: forte aumento do torque
O fuso atingiu rotação zero e inicia-se a
reversão
Primeiro contato entre o ca-vaco residual e as costas do relevo de corte subsequente
Elevados picos de torque indicam problemas durante o cisalhamento do cavaco; deve ser selecionada uma ferramenta com menor ângulo de saída do chanfro
Parada do fuso
Ligeiro aumento devido ao atrito adicional na guia
Coeficiente de atrito na guia do macho quando da reversão
Sequência temporal
Md
Detalhe A
Detalhe B
Pescoço Haste Diâmetro da haste d1
Diâmetroda rosca DN
Comprimento da cabeça Lc
Comprimento funcional l1
Largura do rasgo de chaveta l9
Detalhe A
Diâmetro do núcleo Diâmetro externoDiâmetro do flanco
Ângulo do flanco
Passo
Detalhe B
Ângulo de saída do flanco
Ângulo de saída
Ângulo de saída do chanfro
Nervura (relevo)Saída da ferramenta
de corte (superfície de saída)
Diâmetro do núcleo
Canal de lubrificação
Comprimento de entrada helicoidal
Ângulo de entrada helicoidal
Macho para furos passantes com entrada helicoidal
Ângulo do chanfro
Macho para furos cegos com hélice à direita
Canal para escoamento
Ângulo do chanfro
Ângulo de hélice
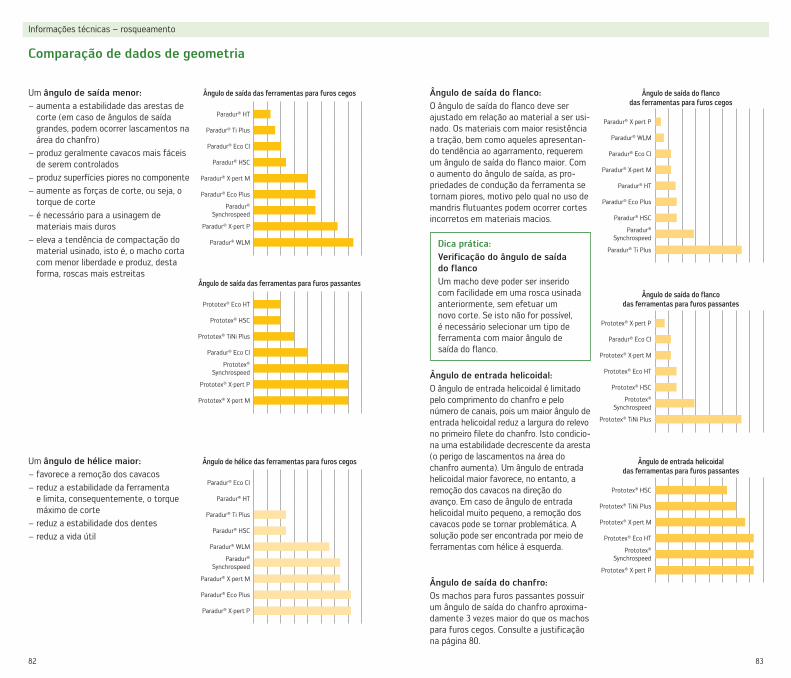
82 83
Um ângulo de saída menor: − aumenta a estabilidade das arestas de corte (em caso de ângulos de saída grandes, podem ocorrer lascamentos na área do chanfro) − produz geralmente cavacos mais fáceis de serem controlados
− produz superfícies piores no componente − aumente as forças de corte, ou seja, o torque de corte − é necessário para a usinagem de materiais mais duros − eleva a tendência de compactação do material usinado, isto é, o macho corta com menor liberdade e produz, desta forma, roscas mais estreitas
Ângulo de saída do flanco:O ângulo de saída do flanco deve ser ajustado em relação ao material a ser usi-nado. Os materiais com maior resistência a tração, bem como aqueles apresentan-do tendência ao agarramento, requerem um ângulo de saída do flanco maior. Com o aumento do ângulo de saída, as pro-priedades de condução da ferramenta se tornam piores, motivo pelo qual no uso de mandris flutuantes podem ocorrer cortes incorretos em materiais macios.
Comparação de dados de geometria
Informações técnicas – rosqueamento
Um ângulo de hélice maior: − favorece a remoção dos cavacos − reduz a estabilidade da ferramenta e limita, consequentemente, o torque máximo de corte − reduz a estabilidade dos dentes − reduz a vida útil
Ângulo de entrada helicoidal:O ângulo de entrada helicoidal é limitado pelo comprimento do chanfro e pelo número de canais, pois um maior ângulo de entrada helicoidal reduz a largura do relevo no primeiro filete do chanfro. Isto condicio-na uma estabilidade decrescente da aresta (o perigo de lascamentos na área do chanfro aumenta). Um ângulo de entrada helicoidal maior favorece, no entanto, a remoção dos cavacos na direção do avanço. Em caso de ângulo de entrada helicoidal muito pequeno, a remoção dos cavacos pode se tornar problemática. A solução pode ser encontrada por meio de ferramentas com hélice à esquerda.
Ângulo de saída do chanfro:Os machos para furos passantes possuir um ângulo de saída do chanfro aproxima-damente 3 vezes maior do que os machos para furos cegos. Consulte a justificação na página 80.
Ângulo de entrada helicoidal das ferramentas para furos passantes
Prototex® HSC
Prototex® TiNi Plus
Prototex® X∙pert M
Prototex® Eco HT
Prototex® Synchrospeed
Prototex® X∙pert P
Dica prática: Verificação do ângulo de saída do flancoUm macho deve poder ser inserido com facilidade em uma rosca usinada anteriormente, sem efetuar um novo corte. Se isto não for possível, é necessário selecionar um tipo de ferramenta com maior ângulo de saída do flanco.
Ângulo de saída das ferramentas para furos cegos
Paradur® HT
Paradur® Ti Plus
Paradur® Eco CI
Paradur® HSC
Paradur® X∙pert M
Paradur® Eco Plus
Paradur® Synchrospeed
Paradur® X∙pert P
Paradur® WLM
Ângulo de saída das ferramentas para furos passantes
Prototex® Eco HT
Prototex® HSC
Prototex® TiNi Plus
Paradur® Eco CI
Prototex® Synchrospeed
Prototex® X∙pert P
Prototex® X∙pert M
Ângulo de hélice das ferramentas para furos cegos
Paradur® Eco CI
Paradur® HT
Paradur® Ti Plus
Paradur® HSC
Paradur® WLM
Paradur® Synchrospeed
Paradur® X∙pert M
Paradur® Eco Plus
Paradur® X∙pert P
Ângulo de saída do flanco das ferramentas para furos cegos
Paradur® X∙pert P
Paradur® WLM
Paradur® Eco CI
Paradur® X∙pert M
Paradur® HT
Paradur® Eco Plus
Paradur® HSC
Paradur® Synchrospeed
Paradur® Ti Plus
Ângulo de saída do flanco das ferramentas para furos passantes
Prototex® X∙pert P
Paradur® Eco CI
Prototex® X∙pert M
Prototex® Eco HT
Prototex® HSC
Prototex® Synchrospeed
Prototex® TiNi Plus
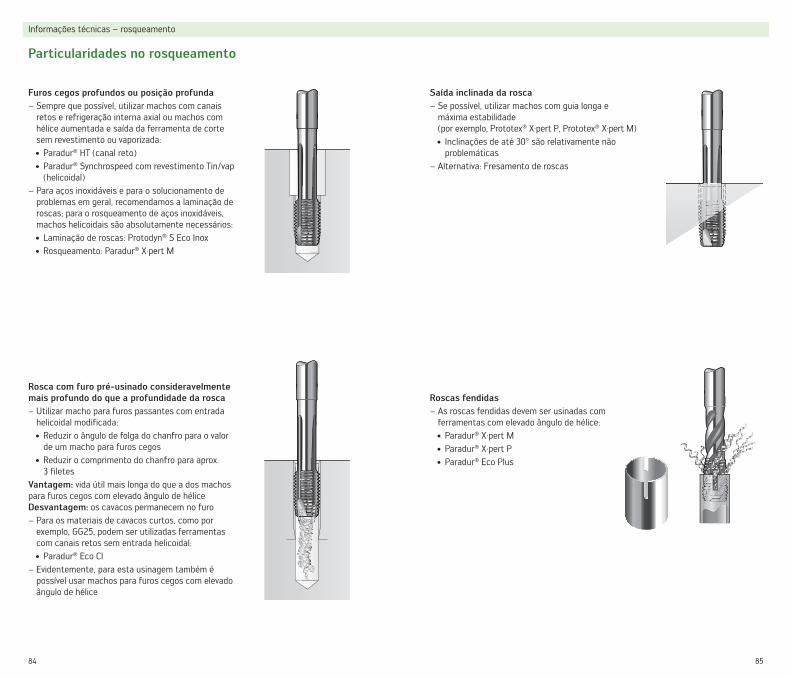
84 85
Particularidades no rosqueamento
Informações técnicas – rosqueamento
Furos cegos profundos ou posição profunda − Sempre que possível, utilizar machos com canais retos e refrigeração interna axial ou machos com hélice aumentada e saída da ferramenta de corte sem revestimento ou vaporizada:• Paradur® HT (canal reto)• Paradur® Synchrospeed com revestimento Tin/vap
(helicoidal) − Para aços inoxidáveis e para o solucionamento de problemas em geral, recomendamos a laminação de roscas; para o rosqueamento de aços inoxidáveis, machos helicoidais são absolutamente necessários:• Laminação de roscas: Protodyn® S Eco Inox• Rosqueamento: Paradur® X∙pert M
Saída inclinada da rosca − Se possível, utilizar machos com guia longa e máxima estabilidade (por exemplo, Prototex® X∙pert P, Prototex® X∙pert M)• Inclinações de até 30° são relativamente não
problemáticas − Alternativa: Fresamento de roscas
Rosca com furo pré-usinado consideravelmente mais profundo do que a profundidade da rosca
− Utilizar macho para furos passantes com entrada helicoidal modificada:• Reduzir o ângulo de folga do chanfro para o valor
de um macho para furos cegos• Reduzir o comprimento do chanfro para aprox.
3 filetesVantagem: vida útil mais longa do que a dos machos para furos cegos com elevado ângulo de hélice Desvantagem: os cavacos permanecem no furo
− Para os materiais de cavacos curtos, como por exemplo, GG25, podem ser utilizadas ferramentas com canais retos sem entrada helicoidal:• Paradur® Eco CI − Evidentemente, para esta usinagem também é possível usar machos para furos cegos com elevado ângulo de hélice
Roscas fendidas − As roscas fendidas devem ser usinadas com ferramentas com elevado ângulo de hélice:• Paradur® X∙pert M• Paradur® X∙pert P• Paradur® Eco Plus
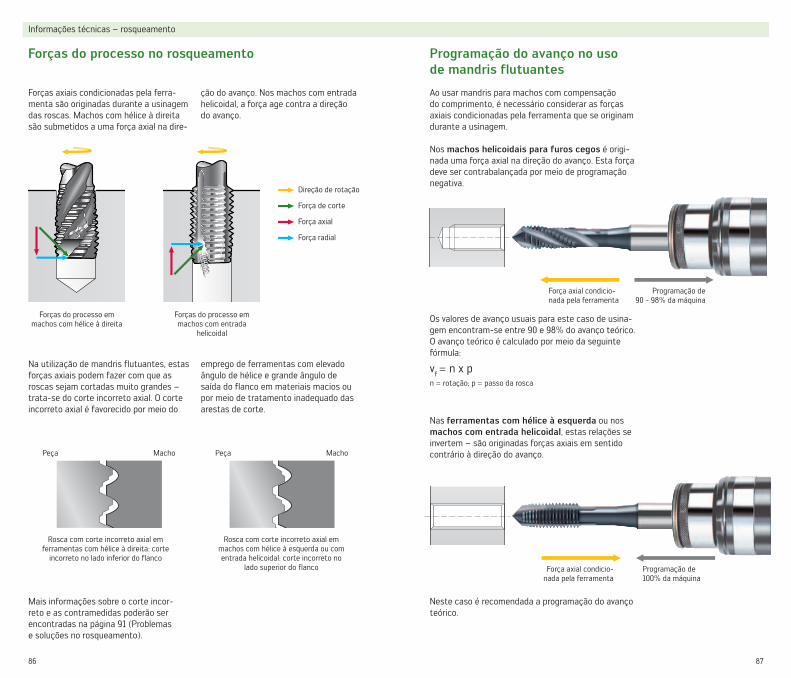
86
Programação do avanço no uso de mandris flutuantes
Forças do processo no rosqueamento
Informações técnicas – rosqueamento
Ao usar mandris para machos com compensação do comprimento, é necessário considerar as forças axiais condicionadas pela ferramenta que se originam durante a usinagem.
Nos machos helicoidais para furos cegos é origi-nada uma força axial na direção do avanço. Esta força deve ser contrabalançada por meio de programação negativa.
Forças axiais condicionadas pela ferra-menta são originadas durante a usinagem das roscas. Machos com hélice à direita são submetidos a uma força axial na dire-
Os valores de avanço usuais para este caso de usina-gem encontram-se entre 90 e 98% do avanço teórico. O avanço teórico é calculado por meio da seguinte fórmula:
vf = n x pn = rotação; p = passo da rosca
Nas ferramentas com hélice à esquerda ou nos machos com entrada helicoidal, estas relações se invertem – são originadas forças axiais em sentido contrário à direção do avanço.
Neste caso é recomendada a programação do avanço teórico.
Força axial condicio-nada pela ferramenta
Programação de 90 - 98% da máquina
Forças do processo em machos com entrada
helicoidal
Força axial condicio-nada pela ferramenta
Programação de 100% da máquina
Forças do processo em machos com hélice à direita
Na utilização de mandris flutuantes, estas forças axiais podem fazer com que as roscas sejam cortadas muito grandes – trata-se do corte incorreto axial. O corte incorreto axial é favorecido por meio do
Rosca com corte incorreto axial em machos com hélice à esquerda ou com entrada helicoidal: corte incorreto no
lado superior do flanco
Rosca com corte incorreto axial em ferramentas com hélice à direita: corte
incorreto no lado inferior do flanco
Mais informações sobre o corte incor-reto e as contramedidas poderão ser encontradas na página 91 (Problemas e soluções no rosqueamento).
Macho MachoPeça Peça
Direção de rotação
Força de corte
Força axial
Força radial
87
ção do avanço. Nos machos com entrada helicoidal, a força age contra a direção do avanço.
emprego de ferramentas com elevado ângulo de hélice e grande ângulo de saída do flanco em materiais macios ou por meio de tratamento inadequado das arestas de corte.
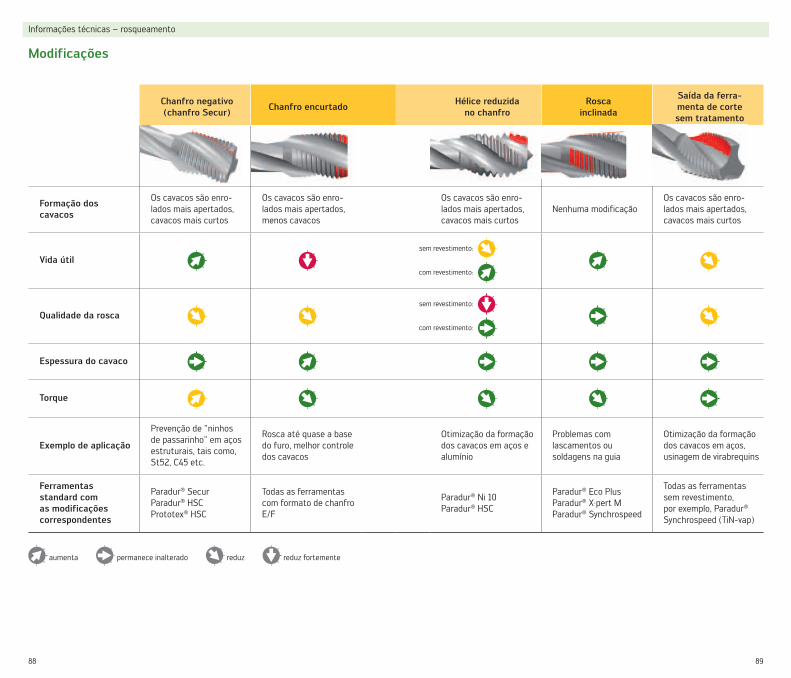
88 89
Modificações
Informações técnicas – rosqueamento
Chanfro negativo (chanfro Secur)
Chanfro encurtadoHélice reduzida
no chanfroRosca
inclinada
Saída da ferra-menta de corte sem tratamento
Formação dos cavacos
Os cavacos são enro-lados mais apertados, cavacos mais curtos
Os cavacos são enro-lados mais apertados, menos cavacos
Os cavacos são enro-lados mais apertados, cavacos mais curtos
Nenhuma modificaçãoOs cavacos são enro-lados mais apertados, cavacos mais curtos
Vida útilsem revestimento:
com revestimento:
Qualidade da roscasem revestimento:
com revestimento:
Espessura do cavaco
Torque
Exemplo de aplicação
Prevenção de “ninhos de passarinho” em aços estruturais, tais como, St52, C45 etc.
Rosca até quase a base do furo, melhor controle dos cavacos
Otimização da formação dos cavacos em aços e alumínio
Problemas com lascamentos ou soldagens na guia
Otimização da formação dos cavacos em aços, usinagem de virabrequins
Ferramentas standard com as modificações correspondentes
Paradur® SecurParadur® HSCPrototex® HSC
Todas as ferramentas com formato de chanfro E/F
Paradur® Ni 10Paradur® HSC
Paradur® Eco PlusParadur® X∙pert MParadur® Synchrospeed
Todas as ferramentas sem revestimento, por exemplo, Paradur® Synchrospeed (TiN-vap)
aumenta permanece inalterado reduz reduz fortemente
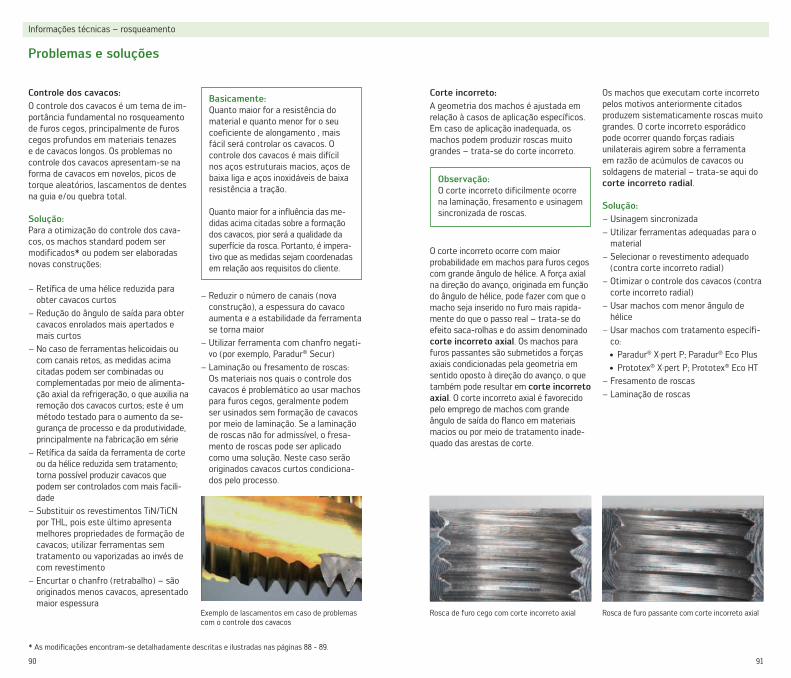
90 91
O corte incorreto ocorre com maior probabilidade em machos para furos cegos com grande ângulo de hélice. A força axial na direção do avanço, originada em função do ângulo de hélice, pode fazer com que o macho seja inserido no furo mais rapida-mente do que o passo real – trata-se do efeito saca-rolhas e do assim denominado corte incorreto axial. Os machos para furos passantes são submetidos a forças axiais condicionadas pela geometria em sentido oposto à direção do avanço, o que também pode resultar em corte incorreto axial. O corte incorreto axial é favorecido pelo emprego de machos com grande ângulo de saída do flanco em materiais macios ou por meio de tratamento inade-quado das arestas de corte.
Os machos que executam corte incorreto pelos motivos anteriormente citados produzem sistematicamente roscas muito grandes. O corte incorreto esporádico pode ocorrer quando forças radiais unilaterais agirem sobre a ferramenta em razão de acúmulos de cavacos ou soldagens de material – trata-se aqui do corte incorreto radial.
Solução: − Usinagem sincronizada − Utilizar ferramentas adequadas para o material − Selecionar o revestimento adequado (contra corte incorreto radial) − Otimizar o controle dos cavacos (contra corte incorreto radial) − Usar machos com menor ângulo de hélice − Usar machos com tratamento específi-co:• Paradur® X∙pert P; Paradur® Eco Plus• Prototex® X∙pert P; Prototex® Eco HT − Fresamento de roscas − Laminação de roscas
Controle dos cavacos: O controle dos cavacos é um tema de im-portância fundamental no rosqueamento de furos cegos, principalmente de furos cegos profundos em materiais tenazes e de cavacos longos. Os problemas no controle dos cavacos apresentam-se na forma de cavacos em novelos, picos de torque aleatórios, lascamentos de dentes na guia e/ou quebra total.
Solução: Para a otimização do controle dos cava-cos, os machos standard podem ser modificados* ou podem ser elaboradas novas construções:
− Retífica de uma hélice reduzida para obter cavacos curtos − Redução do ângulo de saída para obter cavacos enrolados mais apertados e mais curtos
− No caso de ferramentas helicoidais ou com canais retos, as medidas acima citadas podem ser combinadas ou complementadas por meio de alimenta-ção axial da refrigeração, o que auxilia na remoção dos cavacos curtos; este é um método testado para o aumento da se-gurança de processo e da produtividade, principalmente na fabricação em série
− Retífica da saída da ferramenta de corte ou da hélice reduzida sem tratamento; torna possível produzir cavacos que podem ser controlados com mais facili-dade − Substituir os revestimentos TiN/TiCN por THL, pois este último apresenta melhores propriedades de formação de cavacos; utilizar ferramentas sem tratamento ou vaporizadas ao invés de com revestimento − Encurtar o chanfro (retrabalho) – são originados menos cavacos, apresentado maior espessura
Problemas e soluções
Informações técnicas – rosqueamento
− Reduzir o número de canais (nova construção), a espessura do cavaco aumenta e a estabilidade da ferramenta se torna maior − Utilizar ferramenta com chanfro negati-vo (por exemplo, Paradur® Secur) − Laminação ou fresamento de roscas: Os materiais nos quais o controle dos cavacos é problemático ao usar machos para furos cegos, geralmente podem ser usinados sem formação de cavacos por meio de laminação. Se a laminação de roscas não for admissível, o fresa-mento de roscas pode ser aplicado como uma solução. Neste caso serão originados cavacos curtos condiciona-dos pelo processo.
* As modificações encontram-se detalhadamente descritas e ilustradas nas páginas 88 - 89.
Rosca de furo cego com corte incorreto axial Rosca de furo passante com corte incorreto axial
Basicamente:Quanto maior for a resistência do material e quanto menor for o seu coeficiente de alongamento , mais fácil será controlar os cavacos. O controle dos cavacos é mais difícil nos aços estruturais macios, aços de baixa liga e aços inoxidáveis de baixa resistência a tração.
Quanto maior for a influência das me-didas acima citadas sobre a formação dos cavacos, pior será a qualidade da superfície da rosca. Portanto, é impera-tivo que as medidas sejam coordenadas em relação aos requisitos do cliente.
Corte incorreto:A geometria dos machos é ajustada em relação à casos de aplicação específicos. Em caso de aplicação inadequada, os machos podem produzir roscas muito grandes – trata-se do corte incorreto.
Exemplo de lascamentos em caso de problemas com o controle dos cavacos
Observação:O corte incorreto dificilmente ocorre na laminação, fresamento e usinagem sincronizada de roscas.
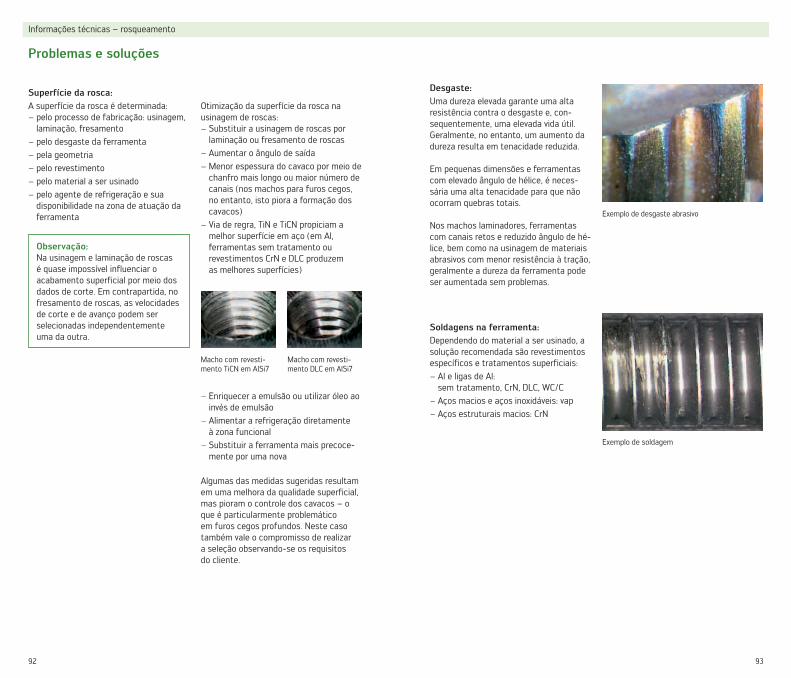
92
Problemas e soluções
Informações técnicas – rosqueamento
Otimização da superfície da rosca na usinagem de roscas:
− Substituir a usinagem de roscas por laminação ou fresamento de roscas − Aumentar o ângulo de saída − Menor espessura do cavaco por meio de chanfro mais longo ou maior número de canais (nos machos para furos cegos, no entanto, isto piora a formação dos cavacos) − Via de regra, TiN e TiCN propiciam a melhor superfície em aço (em Al, ferramentas sem tratamento ou revestimentos CrN e DLC produzem as melhores superfícies)
− Enriquecer a emulsão ou utilizar óleo ao invés de emulsão − Alimentar a refrigeração diretamente à zona funcional − Substituir a ferramenta mais precoce-mente por uma nova
Algumas das medidas sugeridas resultam em uma melhora da qualidade superficial, mas pioram o controle dos cavacos – o que é particularmente problemático em furos cegos profundos. Neste caso também vale o compromisso de realizar a seleção observando-se os requisitos do cliente.
Observação:Na usinagem e laminação de roscas é quase impossível influenciar o acabamento superficial por meio dos dados de corte. Em contrapartida, no fresamento de roscas, as velocidades de corte e de avanço podem ser selecionadas independentemente uma da outra.
Superfície da rosca: A superfície da rosca é determinada:
− pelo processo de fabricação: usinagem, laminação, fresamento − pelo desgaste da ferramenta − pela geometria − pelo revestimento − pelo material a ser usinado − pelo agente de refrigeração e sua disponibilidade na zona de atuação da ferramenta
93
Desgaste: Uma dureza elevada garante uma alta resistência contra o desgaste e, con-sequentemente, uma elevada vida útil. Geralmente, no entanto, um aumento da dureza resulta em tenacidade reduzida.
Em pequenas dimensões e ferramentas com elevado ângulo de hélice, é neces-sária uma alta tenacidade para que não ocorram quebras totais.
Nos machos laminadores, ferramentas com canais retos e reduzido ângulo de hé-lice, bem como na usinagem de materiais abrasivos com menor resistência à tração, geralmente a dureza da ferramenta pode ser aumentada sem problemas.
Soldagens na ferramenta:Dependendo do material a ser usinado, a solução recomendada são revestimentos específicos e tratamentos superficiais:
− Al e ligas de Al: sem tratamento, CrN, DLC, WC/C − Aços macios e aços inoxidáveis: vap − Aços estruturais macios: CrN
Macho com revesti-mento TiCN em AlSi7
Macho com revesti-mento DLC em AlSi7
Exemplo de soldagem
Exemplo de desgaste abrasivo
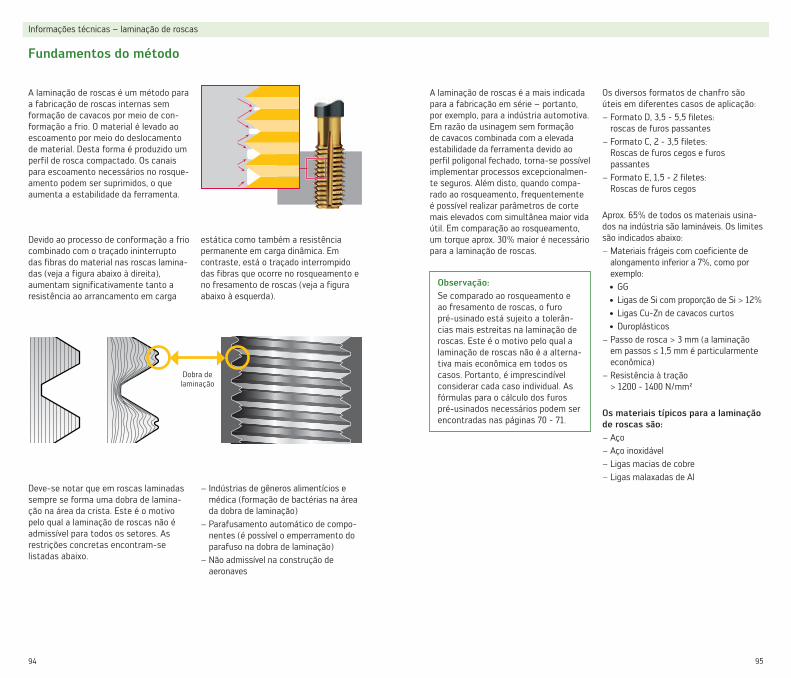
94 95
A laminação de roscas é um método para a fabricação de roscas internas sem formação de cavacos por meio de con-formação a frio. O material é levado ao escoamento por meio do deslocamento de material. Desta forma é produzido um perfil de rosca compactado. Os canais para escoamento necessários no rosque-amento podem ser suprimidos, o que aumenta a estabilidade da ferramenta.
Fundamentos do método
Informações técnicas – laminação de roscas
Devido ao processo de conformação a frio combinado com o traçado ininterrupto das fibras do material nas roscas lamina-das (veja a figura abaixo à direita), aumentam significativamente tanto a resistência ao arrancamento em carga
Deve-se notar que em roscas laminadas sempre se forma uma dobra de lamina-ção na área da crista. Este é o motivo pelo qual a laminação de roscas não é admissível para todos os setores. As restrições concretas encontram-se listadas abaixo.
estática como também a resistência permanente em carga dinâmica. Em contraste, está o traçado interrompido das fibras que ocorre no rosqueamento e no fresamento de roscas (veja a figura abaixo à esquerda).
− Indústrias de gêneros alimentícios e médica (formação de bactérias na área da dobra de laminação) − Parafusamento automático de compo-nentes (é possível o emperramento do parafuso na dobra de laminação) − Não admissível na construção de aeronaves
Dobra de laminação
A laminação de roscas é a mais indicada para a fabricação em série – portanto, por exemplo, para a indústria automotiva. Em razão da usinagem sem formação de cavacos combinada com a elevada estabilidade da ferramenta devido ao perfil poligonal fechado, torna-se possível implementar processos excepcionalmen-te seguros. Além disto, quando compa-rado ao rosqueamento, frequentemente é possível realizar parâmetros de corte mais elevados com simultânea maior vida útil. Em comparação ao rosqueamento, um torque aprox. 30% maior é necessário para a laminação de roscas.
Os diversos formatos de chanfro são úteis em diferentes casos de aplicação:
− Formato D, 3,5 - 5,5 filetes: roscas de furos passantes − Formato C, 2 - 3,5 filetes: Roscas de furos cegos e furos passantes − Formato E, 1,5 - 2 filetes: Roscas de furos cegos
Aprox. 65% de todos os materiais usina-dos na indústria são lamináveis. Os limites são indicados abaixo:
− Materiais frágeis com coeficiente de alongamento inferior a 7%, como por exemplo:• GG• Ligas de Si com proporção de Si > 12%• Ligas Cu-Zn de cavacos curtos• Duroplásticos − Passo de rosca > 3 mm (a laminação em passos ≤ 1,5 mm é particularmente econômica) − Resistência à tração > 1200 - 1400 N/mm²
Os materiais típicos para a laminação de roscas são:
− Aço − Aço inoxidável − Ligas macias de cobre − Ligas malaxadas de Al
Observação: Se comparado ao rosqueamento e ao fresamento de roscas, o furo pré-usinado está sujeito a tolerân-cias mais estreitas na laminação de roscas. Este é o motivo pelo qual a laminação de roscas não é a alterna-tiva mais econômica em todos os casos. Portanto, é imprescindível considerar cada caso individual. As fórmulas para o cálculo dos furos pré-usinados necessários podem ser encontradas nas páginas 70 - 71.
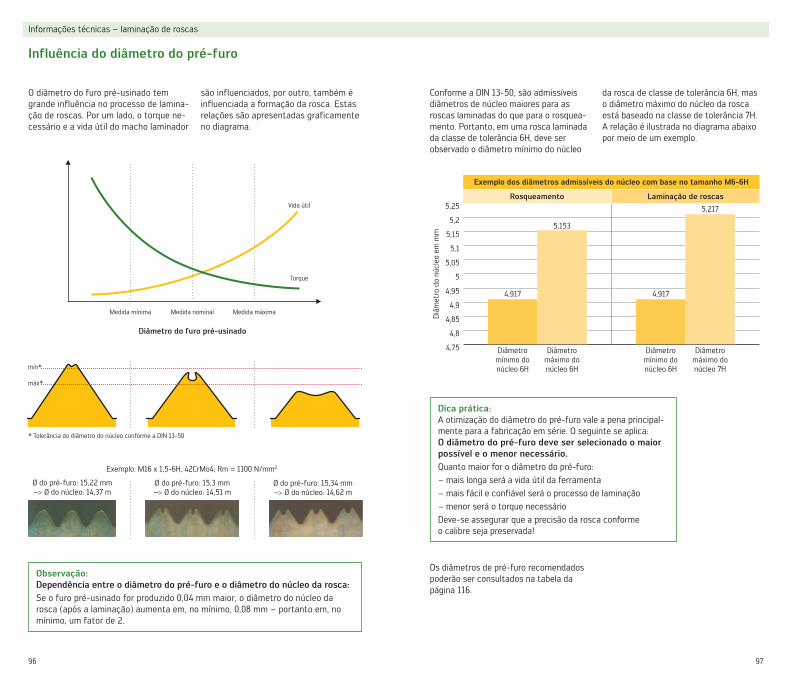
96 97
Diâmetro do furo pré-usinado
Medida nominalMedida mínima Medida máxima
mín*
máx*
* Tolerância do diâmetro do núcleo conforme a DIN 13-50
Ø do pré-furo: 15,22 mm–> Ø do núcleo: 14,37 m
Ø do pré-furo: 15,3 mm–> Ø do núcleo: 14,51 m
Ø do pré-furo: 15,34 mm–> Ø do núcleo: 14,62 m
O diâmetro do furo pré-usinado tem grande influência no processo de lamina-ção de roscas. Por um lado, o torque ne-cessário e a vida útil do macho laminador
Conforme a DIN 13-50, são admissíveis diâmetros de núcleo maiores para as roscas laminadas do que para o rosquea-mento. Portanto, em uma rosca laminada da classe de tolerância 6H, deve ser observado o diâmetro mínimo do núcleo
Influência do diâmetro do pré-furo
Informações técnicas – laminação de roscas
Observação: Dependência entre o diâmetro do pré-furo e o diâmetro do núcleo da rosca: Se o furo pré-usinado for produzido 0,04 mm maior, o diâmetro do núcleo da rosca (após a laminação) aumenta em, no mínimo, 0,08 mm – portanto em, no mínimo, um fator de 2.
Exemplo dos diâmetros admissíveis do núcleo com base no tamanho M6-6H
Rosqueamento Laminação de roscas
Diâm
etro
do
núcl
eo e
m m
m
5,25 5,2175,2
5,1535,15
5,1
5,05
5
4,95 4,917 4,9174,9
4,85
4,8
4,75 Diâmetro mínimo do núcleo 6H
Diâmetro máximo do núcleo 6H
Diâmetro mínimo do núcleo 6H
Diâmetro máximo do núcleo 7H
são influenciados, por outro, também é influenciada a formação da rosca. Estas relações são apresentadas graficamente no diagrama.
Exemplo: M16 x 1,5-6H, 42CrMo4; Rm = 1100 N/mm2
da rosca de classe de tolerância 6H, mas o diâmetro máximo do núcleo da rosca está baseado na classe de tolerância 7H. A relação é ilustrada no diagrama abaixo por meio de um exemplo.
Vida útil
Torque
Dica prática:A otimização do diâmetro do pré-furo vale a pena principal-mente para a fabricação em série. O seguinte se aplica:O diâmetro do pré-furo deve ser selecionado o maior possível e o menor necessário. Quanto maior for o diâmetro do pré-furo:
− mais longa será a vida útil da ferramenta − mais fácil e confiável será o processo de laminação − menor será o torque necessário
Deve-se assegurar que a precisão da rosca conforme o calibre seja preservada!
Os diâmetros de pré-furo recomendados poderão ser consultados na tabela da página 116.
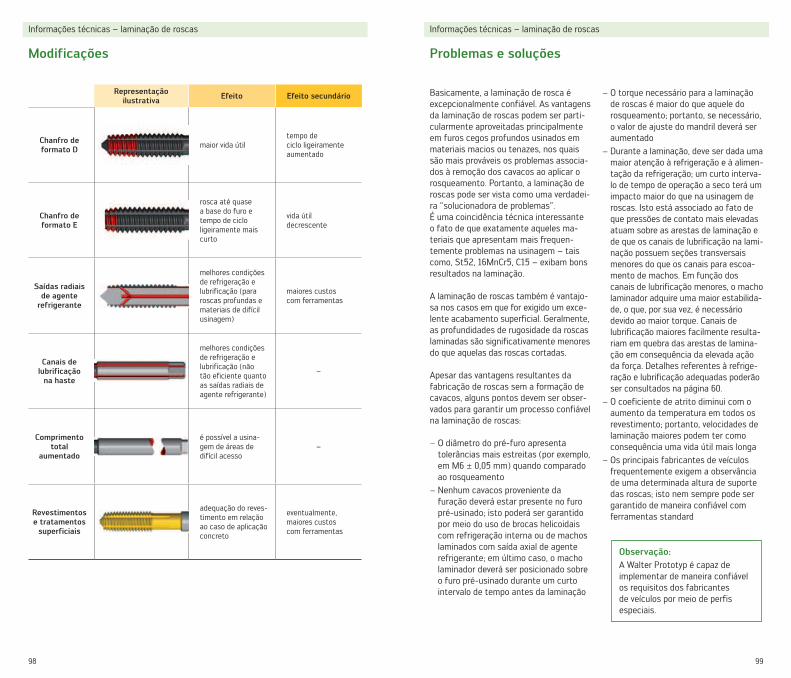
98 99
Basicamente, a laminação de rosca é excepcionalmente confiável. As vantagens da laminação de roscas podem ser parti-cularmente aproveitadas principalmente em furos cegos profundos usinados em materiais macios ou tenazes, nos quais são mais prováveis os problemas associa-dos à remoção dos cavacos ao aplicar o rosqueamento. Portanto, a laminação de roscas pode ser vista como uma verdadei-ra “solucionadora de problemas”. É uma coincidência técnica interessante o fato de que exatamente aqueles ma-teriais que apresentam mais frequen-temente problemas na usinagem – tais como, St52, 16MnCr5, C15 – exibam bons resultados na laminação.
A laminação de roscas também é vantajo-sa nos casos em que for exigido um exce-lente acabamento superficial. Geralmente, as profundidades de rugosidade da roscas laminadas são significativamente menores do que aquelas das roscas cortadas.
Apesar das vantagens resultantes da fabricação de roscas sem a formação de cavacos, alguns pontos devem ser obser-vados para garantir um processo confiável na laminação de roscas:
− O diâmetro do pré-furo apresenta tolerâncias mais estreitas (por exemplo, em M6 ± 0,05 mm) quando comparado ao rosqueamento − Nenhum cavacos proveniente da furação deverá estar presente no furo pré-usinado; isto poderá ser garantido por meio do uso de brocas helicoidais com refrigeração interna ou de machos laminados com saída axial de agente refrigerante; em último caso, o macho laminador deverá ser posicionado sobre o furo pré-usinado durante um curto intervalo de tempo antes da laminação
− O torque necessário para a laminação de roscas é maior do que aquele do rosqueamento; portanto, se necessário, o valor de ajuste do mandril deverá ser aumentado − Durante a laminação, deve ser dada uma maior atenção à refrigeração e à alimen-tação da refrigeração; um curto interva-lo de tempo de operação a seco terá um impacto maior do que na usinagem de roscas. Isto está associado ao fato de que pressões de contato mais elevadas atuam sobre as arestas de laminação e de que os canais de lubrificação na lami-nação possuem seções transversais menores do que os canais para escoa-mento de machos. Em função dos canais de lubrificação menores, o macho laminador adquire uma maior estabilida-de, o que, por sua vez, é necessário devido ao maior torque. Canais de lubrificação maiores facilmente resulta-riam em quebra das arestas de lamina-ção em consequência da elevada ação da força. Detalhes referentes à refrige-ração e lubrificação adequadas poderão ser consultados na página 60. − O coeficiente de atrito diminui com o aumento da temperatura em todos os revestimento; portanto, velocidades de laminação maiores podem ter como consequência uma vida útil mais longa − Os principais fabricantes de veículos frequentemente exigem a observância de uma determinada altura de suporte das roscas; isto nem sempre pode ser garantido de maneira confiável com ferramentas standard
Modificações Problemas e soluções
Informações técnicas – laminação de roscas Informações técnicas – laminação de roscas
Representação ilustrativa Efeito Efeito secundário
Chanfro de formato D maior vida útil
tempo de ciclo ligeiramente aumentado
Chanfro de formato E
rosca até quase a base do furo e tempo de ciclo ligeiramente mais curto
vida útil decrescente
Saídas radiais de agente
refrigerante
melhores condições de refrigeração e lubrificação (para roscas profundas e materiais de difícil usinagem)
maiores custos com ferramentas
Canais de lubrificação
na haste
melhores condições de refrigeração e lubrificação (não tão eficiente quanto as saídas radiais de agente refrigerante)
–
Comprimento total
aumentado
é possível a usina-gem de áreas de difícil acesso
–
Revestimentos e tratamentos
superficiais
adequação do reves-timento em relação ao caso de aplicação concreto
eventualmente, maiores custos com ferramentas
Observação: A Walter Prototyp é capaz de implementar de maneira confiável os requisitos dos fabricantes de veículos por meio de perfis especiais.
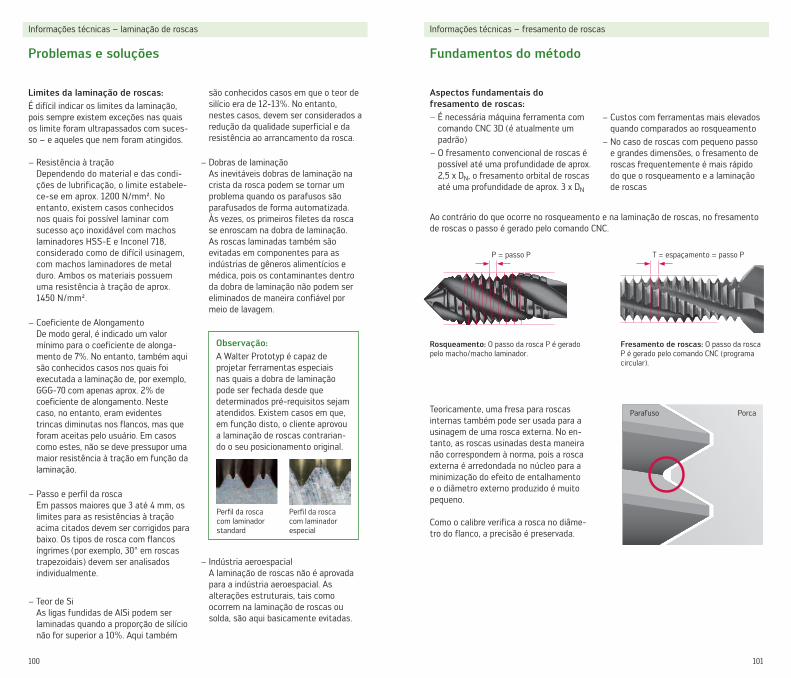
100 101
Ao contrário do que ocorre no rosqueamento e na laminação de roscas, no fresamento de roscas o passo é gerado pelo comando CNC.
Problemas e soluções Fundamentos do método
Informações técnicas – laminação de roscas Informações técnicas – fresamento de roscas
Limites da laminação de roscas:É difícil indicar os limites da laminação, pois sempre existem exceções nas quais os limite foram ultrapassados com suces-so – e aqueles que nem foram atingidos.
− Resistência à tração Dependendo do material e das condi-ções de lubrificação, o limite estabele-ce-se em aprox. 1200 N/mm². No entanto, existem casos conhecidos nos quais foi possível laminar com sucesso aço inoxidável com machos laminadores HSS-E e Inconel 718, considerado como de difícil usinagem, com machos laminadores de metal duro. Ambos os materiais possuem uma resistência à tração de aprox. 1450 N/mm².
− Coeficiente de Alongamento De modo geral, é indicado um valor mínimo para o coeficiente de alonga-mento de 7%. No entanto, também aqui são conhecidos casos nos quais foi executada a laminação de, por exemplo, GGG-70 com apenas aprox. 2% de coeficiente de alongamento. Neste caso, no entanto, eram evidentes trincas diminutas nos flancos, mas que foram aceitas pelo usuário. Em casos como estes, não se deve pressupor uma maior resistência à tração em função da laminação.
− Passo e perfil da rosca Em passos maiores que 3 até 4 mm, os limites para as resistências à tração acima citados devem ser corrigidos para baixo. Os tipos de rosca com flancos íngrimes (por exemplo, 30° em roscas trapezoidais) devem ser analisados individualmente.
− Teor de Si As ligas fundidas de AlSi podem ser laminadas quando a proporção de silício não for superior a 10%. Aqui também
são conhecidos casos em que o teor de silício era de 12-13%. No entanto, nestes casos, devem ser considerados a redução da qualidade superficial e da resistência ao arrancamento da rosca.
− Dobras de laminação As inevitáveis dobras de laminação na crista da rosca podem se tornar um problema quando os parafusos são parafusados de forma automatizada. Às vezes, os primeiros filetes da rosca se enroscam na dobra de laminação. As roscas laminadas também são evitadas em componentes para as indústrias de gêneros alimentícios e médica, pois os contaminantes dentro da dobra de laminação não podem ser eliminados de maneira confiável por meio de lavagem.
− Custos com ferramentas mais elevados quando comparados ao rosqueamento − No caso de roscas com pequeno passo e grandes dimensões, o fresamento de roscas frequentemente é mais rápido do que o rosqueamento e a laminação de roscas
Aspectos fundamentais do fresamento de roscas:
− É necessária máquina ferramenta com comando CNC 3D (é atualmente um padrão) − O fresamento convencional de roscas é possível até uma profundidade de aprox. 2,5 x DN, o fresamento orbital de roscas até uma profundidade de aprox. 3 x DN
Rosqueamento: O passo da rosca P é gerado pelo macho/macho laminador.
Fresamento de roscas: O passo da rosca P é gerado pelo comando CNC (programa circular).
P = passo P T = espaçamento = passo P
Parafuso Porca
Observação: A Walter Prototyp é capaz de projetar ferramentas especiais nas quais a dobra de laminação pode ser fechada desde que determinados pré-requisitos sejam atendidos. Existem casos em que, em função disto, o cliente aprovou a laminação de roscas contrarian-do o seu posicionamento original.
− Indústria aeroespacial A laminação de roscas não é aprovada para a indústria aeroespacial. As alterações estruturais, tais como ocorrem na laminação de roscas ou solda, são aqui basicamente evitadas.
Perfil da rosca com laminador standard
Perfil da rosca com laminador especial
Teoricamente, uma fresa para roscas internas também pode ser usada para a usinagem de uma rosca externa. No en-tanto, as roscas usinadas desta maneira não correspondem à norma, pois a rosca externa é arredondada no núcleo para a minimização do efeito de entalhamento e o diâmetro externo produzido é muito pequeno.
Como o calibre verifica a rosca no diâme-tro do flanco, a precisão é preservada.
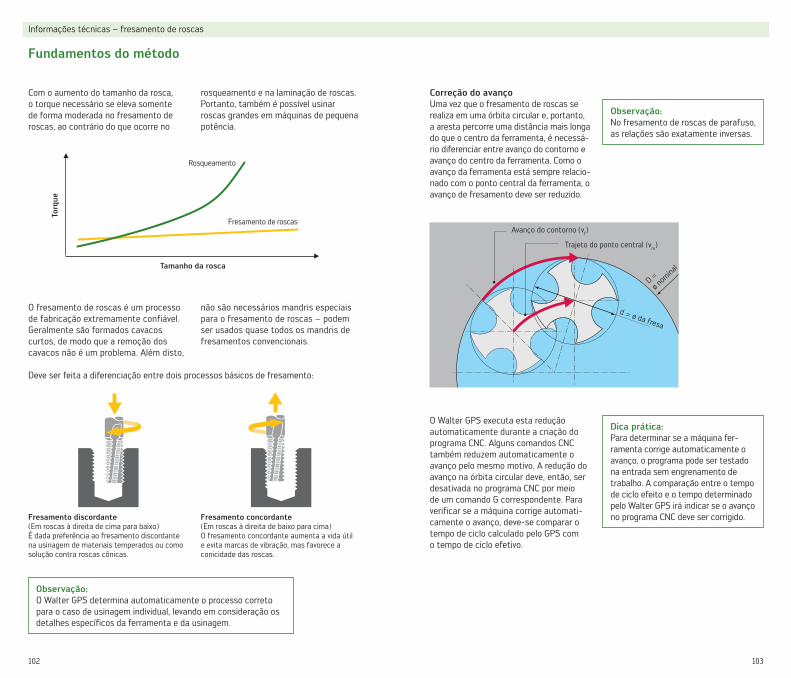
102 103
Fundamentos do método
Informações técnicas – fresamento de roscas
Deve ser feita a diferenciação entre dois processos básicos de fresamento:
Fresamento discordante (Em roscas à direita de cima para baixo)É dada preferência ao fresamento discordante na usinagem de materiais temperados ou como solução contra roscas cônicas.
Fresamento concordante(Em roscas à direita de baixo para cima)O fresamento concordante aumenta a vida útil e evita marcas de vibração, mas favorece a conicidade das roscas.
Tamanho da rosca
Rosqueamento
Com o aumento do tamanho da rosca, o torque necessário se eleva somente de forma moderada no fresamento de roscas, ao contrário do que ocorre no
Correção do avançoUma vez que o fresamento de roscas se realiza em uma órbita circular e, portanto, a aresta percorre uma distância mais longa do que o centro da ferramenta, é necessá-rio diferenciar entre avanço do contorno e avanço do centro da ferramenta. Como o avanço da ferramenta está sempre relacio-nado com o ponto central da ferramenta, o avanço de fresamento deve ser reduzido.
rosqueamento e na laminação de roscas. Portanto, também é possível usinar roscas grandes em máquinas de pequena potência.
O fresamento de roscas é um processo de fabricação extremamente confiável. Geralmente são formados cavacos curtos, de modo que a remoção dos cavacos não é um problema. Além disto,
O Walter GPS executa esta redução automaticamente durante a criação do programa CNC. Alguns comandos CNC também reduzem automaticamente o avanço pelo mesmo motivo. A redução do avanço na órbita circular deve, então, ser desativada no programa CNC por meio de um comando G correspondente. Para verificar se a máquina corrige automati-camente o avanço, deve-se comparar o tempo de ciclo calculado pelo GPS com o tempo de ciclo efetivo.
não são necessários mandris especiais para o fresamento de roscas – podem ser usados quase todos os mandris de fresamentos convencionais.
Observação: O Walter GPS determina automaticamente o processo correto para o caso de usinagem individual, levando em consideração os detalhes específicos da ferramenta e da usinagem.
Avanço do contorno (vf)
Trajeto do ponto central (vm)
d = ø da fresa
D =
ø nom
inal
Fresamento de roscas
Torq
ue
Observação: No fresamento de roscas de parafuso, as relações são exatamente inversas.
Dica prática: Para determinar se a máquina fer-ramenta corrige automaticamente o avanço, o programa pode ser testado na entrada sem engrenamento de trabalho. A comparação entre o tempo de ciclo efeito e o tempo determinado pelo Walter GPS irá indicar se o avanço no programa CNC deve ser corrigido.
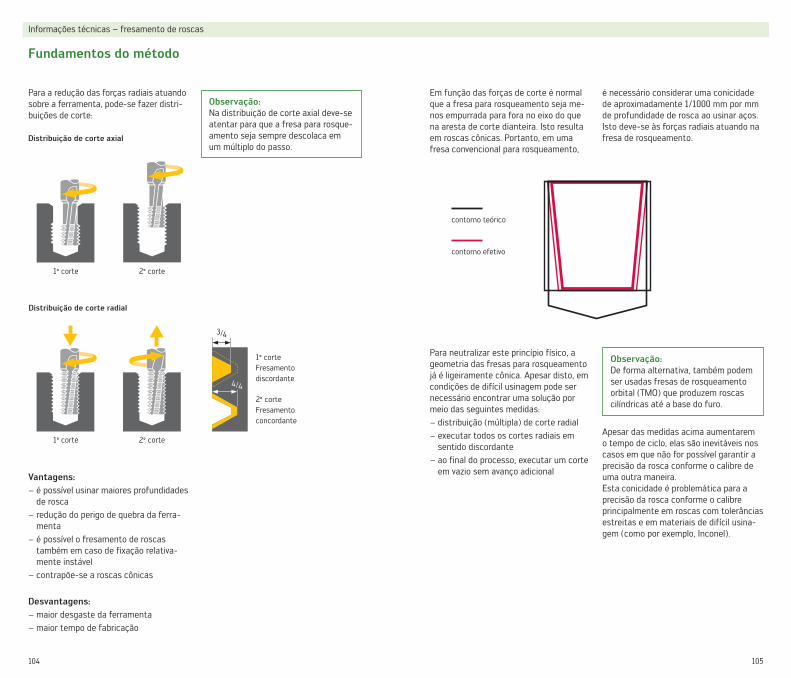
104 105
Fundamentos do método
Informações técnicas – fresamento de roscas
Para a redução das forças radiais atuando sobre a ferramenta, pode-se fazer distri-buições de corte:
Em função das forças de corte é normal que a fresa para rosqueamento seja me-nos empurrada para fora no eixo do que na aresta de corte dianteira. Isto resulta em roscas cônicas. Portanto, em uma fresa convencional para rosqueamento,
Para neutralizar este princípio físico, a geometria das fresas para rosqueamento já é ligeiramente cônica. Apesar disto, em condições de difícil usinagem pode ser necessário encontrar uma solução por meio das seguintes medidas:
− distribuição (múltipla) de corte radial − executar todos os cortes radiais em sentido discordante − ao final do processo, executar um corte em vazio sem avanço adicional
Distribuição de corte axial
Distribuição de corte radial
1º corte 2º corte
1º corte Fresamento discordante
Vantagens: − é possível usinar maiores profundidades de rosca − redução do perigo de quebra da ferra-menta − é possível o fresamento de roscas também em caso de fixação relativa-mente instável − contrapõe-se a roscas cônicas
Desvantagens: − maior desgaste da ferramenta − maior tempo de fabricação
contorno teórico
contorno efetivo
Observação: Na distribuição de corte axial deve-se atentar para que a fresa para rosque-amento seja sempre descolaca em um múltiplo do passo.
Observação: De forma alternativa, também podem ser usadas fresas de rosqueamento orbital (TMO) que produzem roscas cilíndricas até a base do furo.
Apesar das medidas acima aumentarem o tempo de ciclo, elas são inevitáveis nos casos em que não for possível garantir a precisão da rosca conforme o calibre de uma outra maneira.Esta conicidade é problemática para a precisão da rosca conforme o calibre principalmente em roscas com tolerâncias estreitas e em materiais de difícil usina-gem (como por exemplo, Inconel).
1º corte 2º corte
2º corte Fresamento concordante
3/4
4/4
é necessário considerar uma conicidade de aproximadamente 1/1000 mm por mm de profundidade de rosca ao usinar aços. Isto deve-se às forças radiais atuando na fresa de rosqueamento.
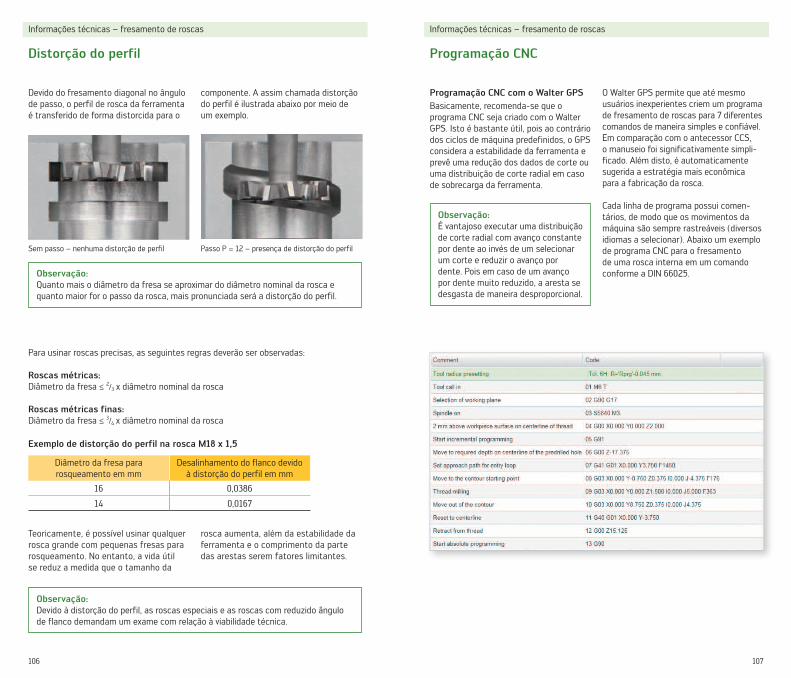
106 107
Distorção do perfil Programação CNC
Informações técnicas – fresamento de roscas Informações técnicas – fresamento de roscas
Devido do fresamento diagonal no ângulo de passo, o perfil de rosca da ferramenta é transferido de forma distorcida para o
Programação CNC com o Walter GPSBasicamente, recomenda-se que o programa CNC seja criado com o Walter GPS. Isto é bastante útil, pois ao contrário dos ciclos de máquina predefinidos, o GPS considera a estabilidade da ferramenta e prevê uma redução dos dados de corte ou uma distribuição de corte radial em caso de sobrecarga da ferramenta.
componente. A assim chamada distorção do perfil é ilustrada abaixo por meio de um exemplo.
O Walter GPS permite que até mesmo usuários inexperientes criem um programa de fresamento de roscas para 7 diferentes comandos de maneira simples e confiável. Em comparação com o antecessor CCS, o manuseio foi significativamente simpli-ficado. Além disto, é automaticamente sugerida a estratégia mais econômica para a fabricação da rosca.
Cada linha de programa possui comen-tários, de modo que os movimentos da máquina são sempre rastreáveis (diversos idiomas a selecionar). Abaixo um exemplo de programa CNC para o fresamento de uma rosca interna em um comando conforme a DIN 66025.
Teoricamente, é possível usinar qualquer rosca grande com pequenas fresas para rosqueamento. No entanto, a vida útil se reduz a medida que o tamanho da
rosca aumenta, além da estabilidade da ferramenta e o comprimento da parte das arestas serem fatores limitantes.
Para usinar roscas precisas, as seguintes regras deverão ser observadas:
Roscas métricas:Diâmetro da fresa ≤ 2/3 x diâmetro nominal da rosca
Roscas métricas finas:Diâmetro da fresa ≤ 3/4 x diâmetro nominal da rosca
Exemplo de distorção do perfil na rosca M18 x 1,5
Diâmetro da fresa para rosqueamento em mm
Desalinhamento do flanco devido à distorção do perfil em mm
16 0,0386
14 0,0167
Sem passo – nenhuma distorção de perfil Passo P = 12 – presença de distorção do perfil
Observação: Quanto mais o diâmetro da fresa se aproximar do diâmetro nominal da rosca e quanto maior for o passo da rosca, mais pronunciada será a distorção do perfil.
Observação: Devido à distorção do perfil, as roscas especiais e as roscas com reduzido ângulo de flanco demandam um exame com relação à viabilidade técnica.
Observação: É vantajoso executar uma distribuição de corte radial com avanço constante por dente ao invés de um selecionar um corte e reduzir o avanço por dente. Pois em caso de um avanço por dente muito reduzido, a aresta se desgasta de maneira desproporcional.
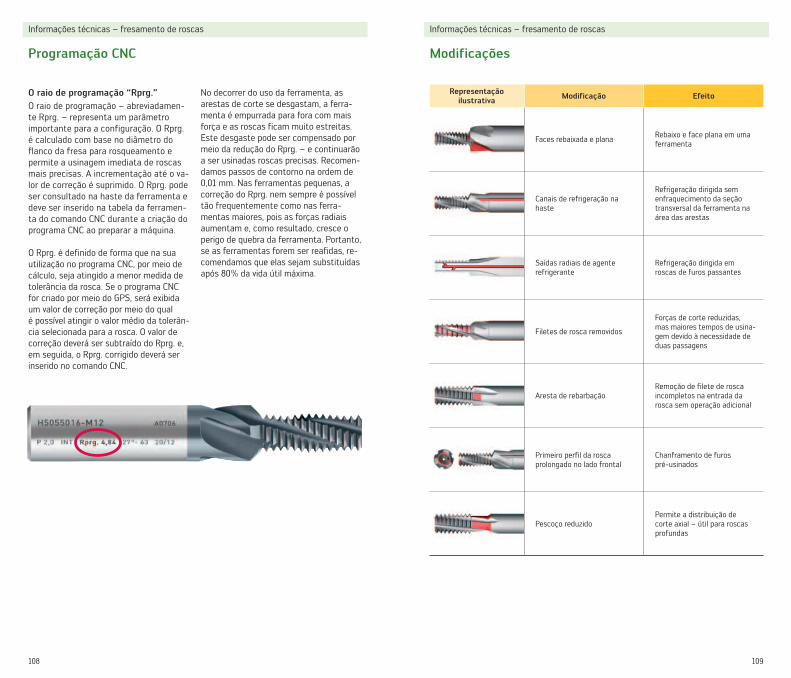
108 109
Programação CNC Modificações
Informações técnicas – fresamento de roscas Informações técnicas – fresamento de roscas
O raio de programação “Rprg.” O raio de programação – abreviadamen-te Rprg. – representa um parâmetro importante para a configuração. O Rprg. é calculado com base no diâmetro do flanco da fresa para rosqueamento e permite a usinagem imediata de roscas mais precisas. A incrementação até o va-lor de correção é suprimido. O Rprg. pode ser consultado na haste da ferramenta e deve ser inserido na tabela da ferramen-ta do comando CNC durante a criação do programa CNC ao preparar a máquina.
O Rprg. é definido de forma que na sua utilização no programa CNC, por meio de cálculo, seja atingido a menor medida de tolerância da rosca. Se o programa CNC for criado por meio do GPS, será exibida um valor de correção por meio do qual é possível atingir o valor médio da tolerân-cia selecionada para a rosca. O valor de correção deverá ser subtraído do Rprg. e, em seguida, o Rprg. corrigido deverá ser inserido no comando CNC.
No decorrer do uso da ferramenta, as arestas de corte se desgastam, a ferra-menta é empurrada para fora com mais força e as roscas ficam muito estreitas. Este desgaste pode ser compensado por meio da redução do Rprg. – e continuarão a ser usinadas roscas precisas. Recomen-damos passos de contorno na ordem de 0,01 mm. Nas ferramentas pequenas, a correção do Rprg. nem sempre é possível tão frequentemente como nas ferra-mentas maiores, pois as forças radiais aumentam e, como resultado, cresce o perigo de quebra da ferramenta. Portanto, se as ferramentas forem ser reafidas, re-comendamos que elas sejam substituídas após 80% da vida útil máxima.
Representação ilustrativa Modificação Efeito
Faces rebaixada e plana Rebaixo e face plana em uma ferramenta
Canais de refrigeração na haste
Refrigeração dirigida sem enfraquecimento da seção transversal da ferramenta na área das arestas
Saídas radiais de agente refrigerante
Refrigeração dirigida em roscas de furos passantes
Filetes de rosca removidos
Forças de corte reduzidas, mas maiores tempos de usina-gem devido à necessidade de duas passagens
Aresta de rebarbaçãoRemoção de filete de rosca incompletos na entrada da rosca sem operação adicional
Primeiro perfil da rosca prolongado no lado frontal
Chanframento de furos pré-usinados
Pescoço reduzidoPermite a distribuição de corte axial – útil para roscas profundas
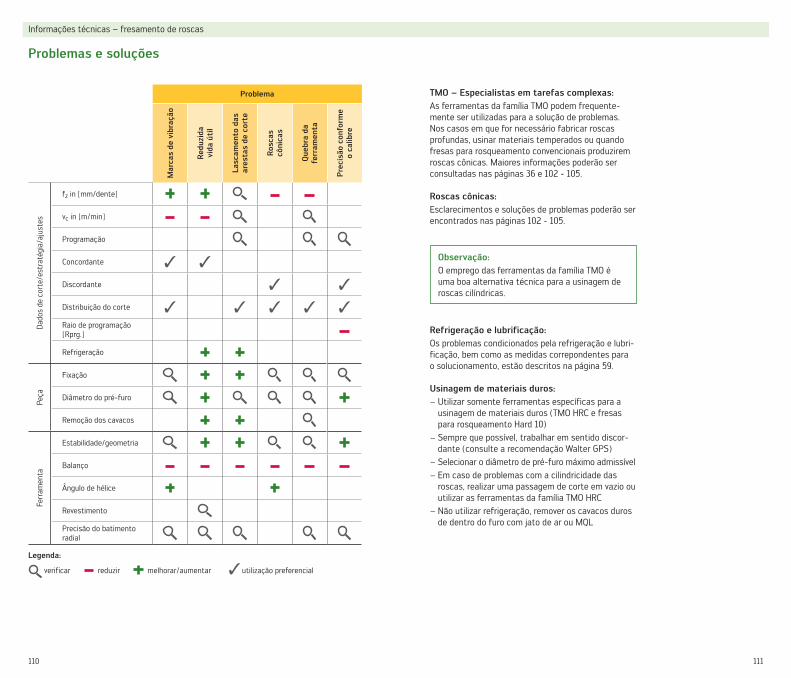
110
Problemas e soluções
Informações técnicas – fresamento de roscas
Refrigeração e lubrificação:Os problemas condicionados pela refrigeração e lubri-ficação, bem como as medidas correpondentes para o solucionamento, estão descritos na página 59.
Usinagem de materiais duros: − Utilizar somente ferramentas específicas para a usinagem de materiais duros (TMO HRC e fresas para rosqueamento Hard 10) − Sempre que possível, trabalhar em sentido discor-dante (consulte a recomendação Walter GPS)
− Selecionar o diâmetro de pré-furo máximo admissível − Em caso de problemas com a cilindricidade das roscas, realizar uma passagem de corte em vazio ou utilizar as ferramentas da família TMO HRC − Não utilizar refrigeração, remover os cavacos duros de dentro do furo com jato de ar ou MQL
Problema
Mar
cas
de v
ibra
ção
Red
uzid
a
vida
úti
l
Lasc
amen
to d
as
ares
tas
de c
orte
Ros
cas
cô
nica
s
Que
bra
da
ferr
amen
ta
Prec
isão
con
form
e o
calib
re
Dado
s de
cor
te/e
stra
tégi
a/aj
uste
s
fz in [mm/dente]
vc in [m/min]
Programação
Concordante
Discordante
Distribuição do corte
Raio de programação [Rprg.]
Refrigeração
Peça
Fixação
Diâmetro do pré-furo
Remoção dos cavacos
Ferr
amen
ta
Estabilidade/geometria
Balanço
Ângulo de hélice
Revestimento
Precisão do batimento radial
Legenda:
verificar reduzir melhorar/aumentar utilização preferencial
111
Observação: O emprego das ferramentas da família TMO é uma boa alternativa técnica para a usinagem de roscas cilíndricas.
TMO – Especialistas em tarefas complexas:As ferramentas da família TMO podem frequente-mente ser utilizadas para a solução de problemas. Nos casos em que for necessário fabricar roscas profundas, usinar materiais temperados ou quando fresas para rosqueamento convencionais produzirem roscas cônicas. Maiores informações poderão ser consultadas nas páginas 36 e 102 - 105.
Roscas cônicas:Esclarecimentos e soluções de problemas poderão ser encontrados nas páginas 102 - 105.
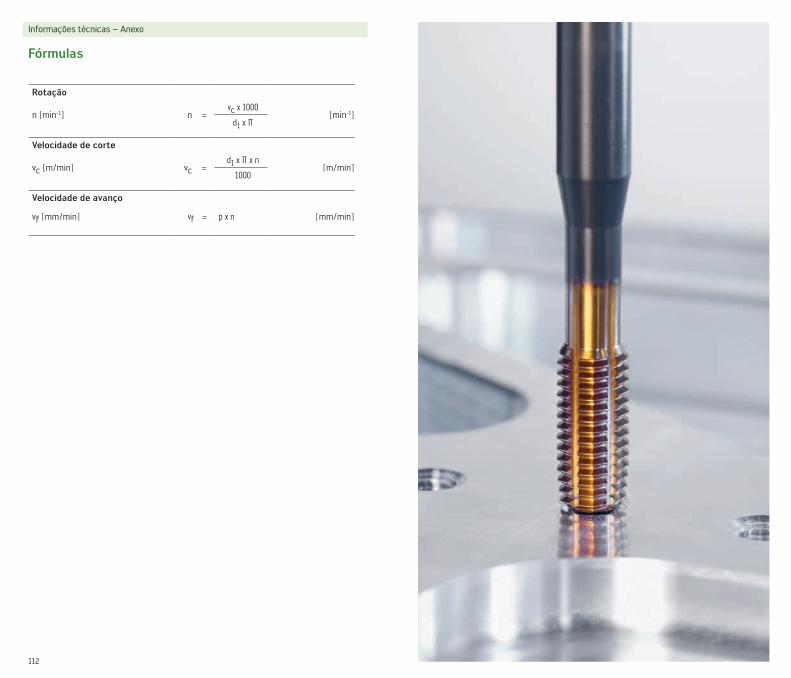
112
Fórmulas
Informações técnicas – Anexo
Rotação
n [min-1] n =vc x 1000
[min-1]d1 x ∏
Velocidade de corte
vc [m/min] vc =d1 x ∏ x n
[m/min]1000
Velocidade de avanço
vf [mm/min] vf = p x n [mm/min]
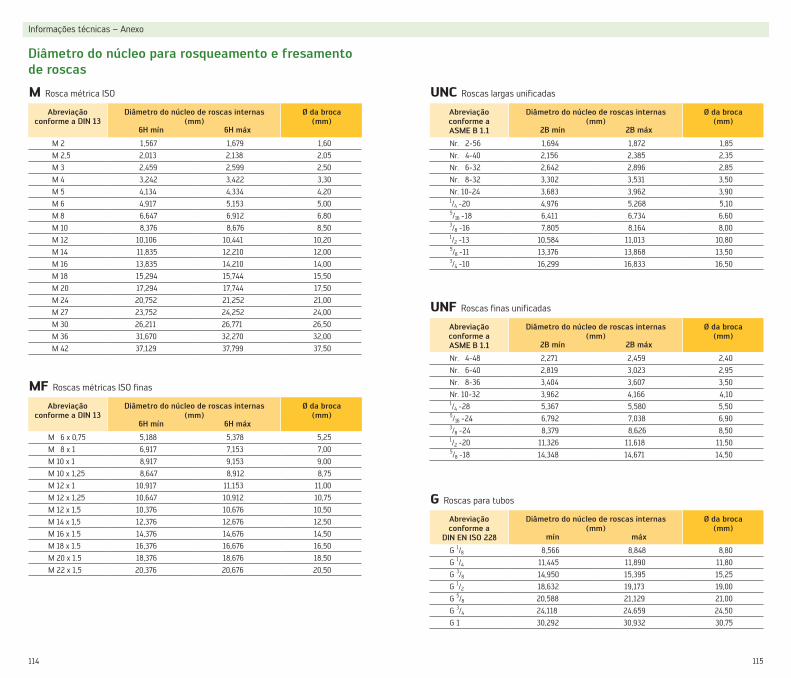
114
Diâmetro do núcleo para rosqueamento e fresamento de roscas
Informações técnicas – Anexo
M Rosca métrica ISO
Abreviação conforme a DIN 13
Diâmetro do núcleo de roscas internas (mm)
Ø da broca (mm)
6H mín 6H máx
M 2 1,567 1,679 1,60
M 2,5 2,013 2,138 2,05
M 3 2,459 2,599 2,50
M 4 3,242 3,422 3,30
M 5 4,134 4,334 4,20
M 6 4,917 5,153 5,00
M 8 6,647 6,912 6,80
M 10 8,376 8,676 8,50
M 12 10,106 10,441 10,20
M 14 11,835 12,210 12,00
M 16 13,835 14,210 14,00
M 18 15,294 15,744 15,50
M 20 17,294 17,744 17,50
M 24 20,752 21,252 21,00
M 27 23,752 24,252 24,00
M 30 26,211 26,771 26,50
M 36 31,670 32,270 32,00
M 42 37,129 37,799 37,50
MF Roscas métricas ISO finas
Abreviação conforme a DIN 13
Diâmetro do núcleo de roscas internas (mm)
Ø da broca (mm)
6H mín 6H máx
M 6 x 0,75 5,188 5,378 5,25
M 8 x 1 6,917 7,153 7,00
M 10 x 1 8,917 9,153 9,00
M 10 x 1,25 8,647 8,912 8,75
M 12 x 1 10,917 11,153 11,00
M 12 x 1,25 10,647 10,912 10,75
M 12 x 1,5 10,376 10,676 10,50
M 14 x 1,5 12,376 12,676 12,50
M 16 x 1.5 14,376 14,676 14,50
M 18 x 1.5 16,376 16,676 16,50
M 20 x 1.5 18,376 18,676 18,50
M 22 x 1,5 20,376 20,676 20,50
UNC Roscas largas unificadas
Abreviação conforme a ASME B 1.1
Diâmetro do núcleo de roscas internas (mm)
Ø da broca (mm)
2B mín 2B máx
Nr. 2-56 1,694 1,872 1,85
Nr. 4-40 2,156 2,385 2,35
Nr. 6-32 2,642 2,896 2,85
Nr. 8-32 3,302 3,531 3,50
Nr. 10-24 3,683 3,962 3,901/4 -20 4,976 5,268 5,105/16 -18 6,411 6,734 6,603/8 -16 7,805 8,164 8,001/2 -13 10,584 11,013 10,805/8 -11 13,376 13,868 13,503/4 -10 16,299 16,833 16,50
UNF Roscas finas unificadas
Abreviação conforme a ASME B 1.1
Diâmetro do núcleo de roscas internas (mm)
Ø da broca (mm)
2B mín 2B máx
Nr. 4-48 2,271 2,459 2,40
Nr. 6-40 2,819 3,023 2,95
Nr. 8-36 3,404 3,607 3,50
Nr. 10-32 3,962 4,166 4,101/4 -28 5,367 5,580 5,505/16 -24 6,792 7,038 6,903/8 -24 8,379 8,626 8,501/2 -20 11,326 11,618 11,505/8 -18 14,348 14,671 14,50
G Roscas para tubos
Abreviação conforme a
DIN EN ISO 228
Diâmetro do núcleo de roscas internas (mm)
Ø da broca (mm)
mín máx
G 1/8 8,566 8,848 8,80
G 1/4 11,445 11,890 11,80
G 3/8 14,950 15,395 15,25
G 1/2 18,632 19,173 19,00
G 5/8 20,588 21,129 21,00
G 3/4 24,118 24,659 24,50
G 1 30,292 30,932 30,75
115
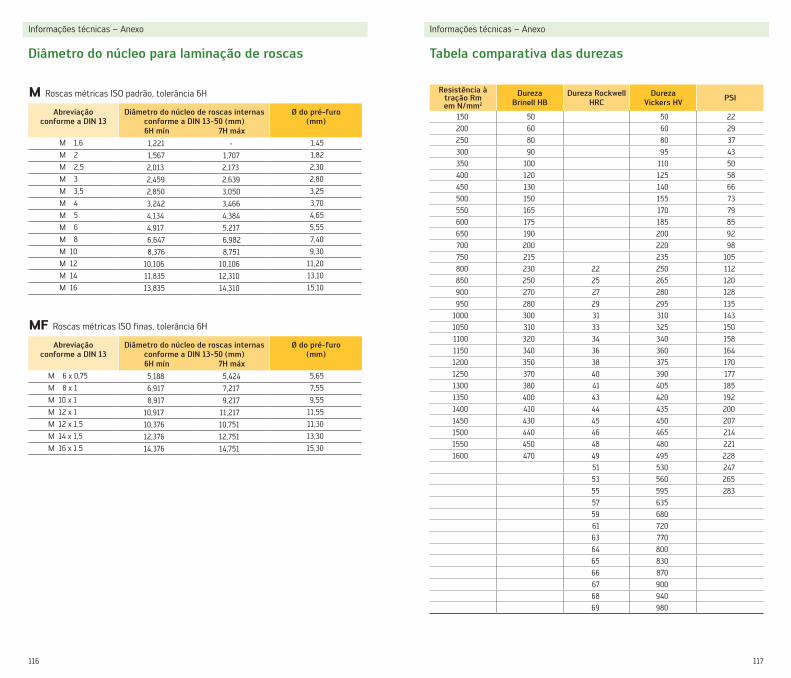
116
Diâmetro do núcleo para laminação de roscas Tabela comparativa das durezas
Informações técnicas – Anexo Informações técnicas – Anexo
M Roscas métricas ISO padrão, tolerância 6H
Abreviação conforme a DIN 13
Diâmetro do núcleo de roscas internas conforme a DIN 13-50 (mm)
Ø do pré-furo (mm)
6H mín 7H máx
M 1,6 1,221 - 1,45
M 2 1,567 1,707 1,82
M 2,5 2,013 2,173 2,30
M 3 2,459 2,639 2,80
M 3,5 2,850 3,050 3,25
M 4 3,242 3,466 3,70
M 5 4,134 4,384 4,65
M 6 4,917 5,217 5,55
M 8 6,647 6,982 7,40
M 10 8,376 8,751 9,30
M 12 10,106 10,106 11,20
M 14 11,835 12,310 13,10
M 16 13,835 14,310 15,10
MF Roscas métricas ISO finas, tolerância 6H
Abreviação conforme a DIN 13
Diâmetro do núcleo de roscas internas conforme a DIN 13-50 (mm)
Ø do pré-furo (mm)
6H mín 7H máx
M 6 x 0,75 5,188 5,424 5,65
M 8 x 1 6,917 7,217 7,55
M 10 x 1 8,917 9,217 9,55
M 12 x 1 10,917 11,217 11,55
M 12 x 1,5 10,376 10,751 11,30
M 14 x 1,5 12,376 12,751 13,30
M 16 x 1.5 14,376 14,751 15,30
117
Resistência à tração Rm em N/mm2
Dureza Brinell HB
Dureza Rockwell HRC
Dureza Vickers HV PSI
150 50 50 22200 60 60 29250 80 80 37300 90 95 43350 100 110 50400 120 125 58450 130 140 66500 150 155 73550 165 170 79600 175 185 85650 190 200 92700 200 220 98750 215 235 105800 230 22 250 112850 250 25 265 120900 270 27 280 128950 280 29 295 135
1000 300 31 310 1431050 310 33 325 1501100 320 34 340 1581150 340 36 360 1641200 350 38 375 1701250 370 40 390 1771300 380 41 405 1851350 400 43 420 1921400 410 44 435 2001450 430 45 450 2071500 440 46 465 2141550 450 48 480 2211600 470 49 495 228
51 530 24753 560 26555 595 28357 63559 68061 72063 77064 80065 83066 87067 90068 94069 980
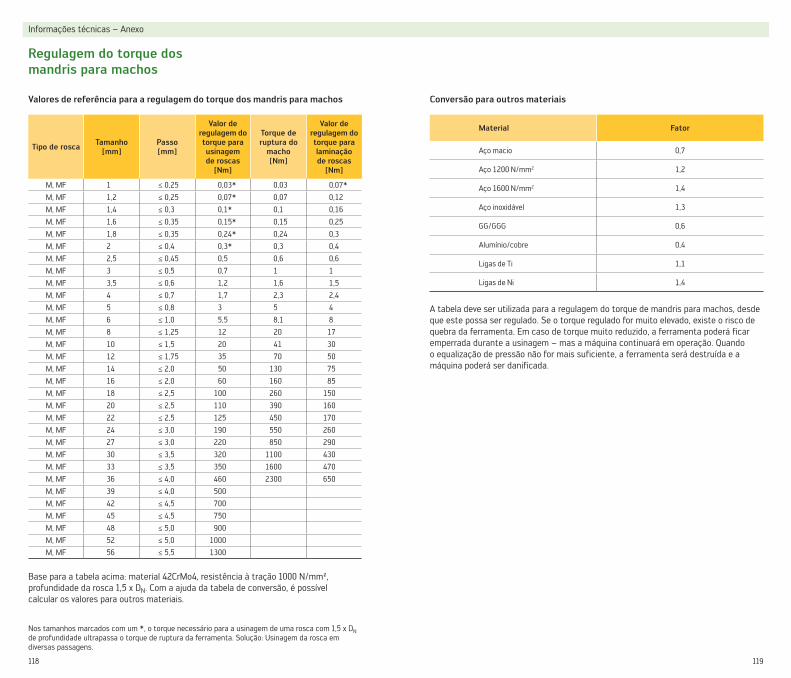
118
Regulagem do torque dos mandris para machos
Informações técnicas – Anexo
119
Valores de referência para a regulagem do torque dos mandris para machos
Tipo de rosca Tamanho [mm]
Passo [mm]
Valor de regulagem do torque para usinagem de roscas
[Nm]
Torque de ruptura do
macho [Nm]
Valor de regulagem do torque para laminação de roscas
[Nm]
M, MF 1 ≤ 0,25 0,03* 0,03 0,07*
M, MF 1,2 ≤ 0,25 0,07* 0,07 0,12
M, MF 1,4 ≤ 0,3 0,1* 0,1 0,16
M, MF 1,6 ≤ 0,35 0,15* 0,15 0,25
M, MF 1,8 ≤ 0,35 0,24* 0,24 0,3
M, MF 2 ≤ 0,4 0,3* 0,3 0,4
M, MF 2,5 ≤ 0,45 0,5 0,6 0,6
M, MF 3 ≤ 0,5 0,7 1 1
M, MF 3,5 ≤ 0,6 1,2 1,6 1,5
M, MF 4 ≤ 0,7 1,7 2,3 2,4
M, MF 5 ≤ 0,8 3 5 4
M, MF 6 ≤ 1,0 5,5 8,1 8
M, MF 8 ≤ 1,25 12 20 17
M, MF 10 ≤ 1,5 20 41 30
M, MF 12 ≤ 1,75 35 70 50
M, MF 14 ≤ 2,0 50 130 75
M, MF 16 ≤ 2,0 60 160 85
M, MF 18 ≤ 2,5 100 260 150
M, MF 20 ≤ 2,5 110 390 160
M, MF 22 ≤ 2,5 125 450 170
M, MF 24 ≤ 3,0 190 550 260
M, MF 27 ≤ 3,0 220 850 290
M, MF 30 ≤ 3,5 320 1100 430
M, MF 33 ≤ 3,5 350 1600 470
M, MF 36 ≤ 4,0 460 2300 650
M, MF 39 ≤ 4,0 500
M, MF 42 ≤ 4,5 700
M, MF 45 ≤ 4,5 750
M, MF 48 ≤ 5,0 900
M, MF 52 ≤ 5,0 1000
M, MF 56 ≤ 5,5 1300
Conversão para outros materiais
Material Fator
Aço macio 0,7
Aço 1200 N/mm2 1,2
Aço 1600 N/mm2 1,4
Aço inoxidável 1,3
GG/GGG 0,6
Alumínio/cobre 0,4
Ligas de Ti 1,1
Ligas de Ni 1,4
A tabela deve ser utilizada para a regulagem do torque de mandris para machos, desde que este possa ser regulado. Se o torque regulado for muito elevado, existe o risco de quebra da ferramenta. Em caso de torque muito reduzido, a ferramenta poderá ficar emperrada durante a usinagem – mas a máquina continuará em operação. Quando o equalização de pressão não for mais suficiente, a ferramenta será destruída e a máquina poderá ser danificada.
Nos tamanhos marcados com um *, o torque necessário para a usinagem de uma rosca com 1,5 x DN de profundidade ultrapassa o torque de ruptura da ferramenta. Solução: Usinagem da rosca em diversas passagens.
Base para a tabela acima: material 42CrMo4, resistência à tração 1000 N/mm², profundidade da rosca 1,5 x DN. Com a ajuda da tabela de conversão, é possível calcular os valores para outros materiais.

120
Notas
_ ROSCAS COM WALTER PROTOTYP
Precisas, confiáveis, econômicas
Manual do produto
Roscas
Prin
ted
in G
erm
any
632
4006
(11/
2012
) PT
Walter do Brasil Ltda.Sorocaba – SP, Brasil+55 15 32245700, [email protected]
Walter Tools Ibérica S.A.U.El Prat de Llobregat, España+34 (0) 934 796760, [email protected]
Walter AG
Derendinger Straße 53, 72072 Tübingen Postfach 2049, 72010 Tübingen Alemanha www.walter-tools.com