pirÓlise do gÁs natural utilizando uma tocha de …livros01.livrosgratis.com.br/cp119219.pdf ·...
TRANSCRIPT
ALAN CARLOS COUTINHO
PIRÓLISE DO GÁS NATURAL UTILIZANDO UMA
TOCHA DE PLASMA DE ARCO NÃO-TRANSFERIDO
COM ARGÔNIO COMO GÁS DE TRABALHO
Dissertação apresentada ao Programa de Pós–
Graduação em Física do Centro de Ciências Exatas
da Universidade Federal do Espírito Santo, como re-
quisito parcial para obtenção do título de Mestre em
Ciências Físicas, na área de concentração Física da
Matéria Condensada.
Orientador: Prof. Dr. Alfredo Gonçalves Cunha.
VITÓRIA
2007

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.

2
ALAN CARLOS COUTINHO
PIRÓLISE DO GÁS NATURAL UTILIZANDO UMA TOCHA DE PLAS-
MA DE ARCO NÃO-TRANSFERIDO COM ARGÔNIO COMO GÁS DE
TRABALHO
Dissertação apresentada ao Programa de Pós–Graduação em Física do Centro de
Ciências Exatas da Universidade Federal do Espírito Santo, como requisito parcial
para obtenção do título de Mestre em Ciências Físicas, na área de concentração
Física da Matéria Condensada.
Aprovada em 29 de novembro de 2007.
COMISSÃO EXAMINADORA
_________________________________________
Prof. Dr. Alfredo Gonçalves Cunha
Universidade Federal do Espírito Santo
Orientador
_________________________________________
Dr. Marcos de Freitas Sugaya
Petróleo Brasileiro S.A.
_________________________________________
Prof. Dr. Francisco Guilherme Emmerich
Universidade Federal do Espírito Santo
_________________________________________
Prof. Dr. Geovane Lopes de Sena
Universidade Federal do Espírito Santo

3
À Adriana, companheira de todas as horas.
À minha avó, Carmélia (in memorian), exemplo de
dignidade e retidão.
À minha tia, Ana Laura, cujo apoio foi e é inestimá-
vel.

4
AGRADECIMENTOS
Ao Prof. Alfredo G. Cunha, pela orientação, oportunidades, ensinamentos e ajuda
constante na realização dos experimentos.
Ao Prof. Francisco G. Emmerich, pelas discussões e pela oportunidade concedida
de trabalhar no LMC/LPT.
Ao Prof. Jair C. C. de Freitas, pelos esclarecimentos diversos e a pela revisão desta
dissertação.
Ao Carlos Gilmar, pela ajuda constante e incondicional neste trabalho.
Ao Miguel, pelas discussões e esclarecimentos quanto ao funcionamento do medi-
dor de área superficial específica, analisador termogravimétrico e difratômetro de
raios-X.
Ao Alexandre, pela ajuda na realização dos testes.
Ao Thiago, pela ajuda na limpeza e montagem do sistema experimental, realização
dos testes e coleta dos materiais sólidos produzidos.
À Anna Paula, pela ajuda nas medidas de espectrometria de massa e coleta dos
materiais sólidos produzidos.
À Gilceia, pelo auxílio nas medidas de termogravimetria e esclarecimentos quanto
ao funcionamento do analisador termogravimétrico.
À Gisele, pela condução das medidas de análise elementar e discussões a respeito
da análise elementar e análise termogravimétrica.
Ao Dante, pelas alterações nos projetos da tocha de plasma e outras peças.

5
Ao Sr. Magno, pela confecção das peças mecânicas utilizadas nos experimentos.
Ao Carlos Irapuan, pelos esclarecimentos diversos e ajuda nas utilizações do difra-
tômetro de raios-X e microscópio eletrônico de varredura.
Ao Fabrício, pelo auxílio na aquisição de imagens com o microscópio eletrônico de
varredura.
Ao Arnóbio, pela ajuda inestimável na formatação desta dissertação.
À equipe atual do LMC e LPT, Angelita, Carlos Eduardo (Colatina), Cleiton, Denimar,
Keyla, Lucas, Marcele, Mayler, Pedro, Rafael, Victor e Thomas, pelas ajudas diver-
sas na execução deste trabalho.
Às pessoas que compuseram a equipe do LMC e LPT, Brunelle, Bruno, Eduardo
(Dudu), Fábio, Francis, Gustavo Canal, Hendriks, Jean, José Tomé, Leonardo Pie-
kars, Patrícia, Paulo, Rodolfo, Sandro, Vanderley e Wemerson, pelas obras que
deixaram, facilitando assim a condução deste trabalho.
Ao Prof. Edson Passamani, pela utilização do microscópio eletrônico de varredura.
A todas as pessoas citadas, pela amizade demonstrada ao longo dos últimos anos.
À Capes, pela concessão da bolsa.
À FINEP, ao CNPq e à FAPES, pelo financiamento dos laboratórios envolvidos nes-
te trabalho.
A PETROBRAS, pelo apoio ao LPT durante a execução deste trabalho.
A todos os parentes e demais amigos não citados, pelo apoio e pelas palavras re-
confortantes durante a execução deste trabalho.

6
“Quando leres a biografia de um grande cri-
minoso, antes de condená-lo, agradece ao
céu bondoso por não ter-te colocado, com
tua cara honesta, no começo de uma série
de circunstâncias semelhantes.”
Georg Lichtenberg
“É impossível carregar através da multidão a
tocha da verdade sem chamuscar aqui e ali
uma barba ou uma peruca.”
Georg Lichtenberg

7
RESUMO
Atualmente o gás hidrogênio (H2) é visto como o combustível do futuro, no entanto
os métodos comerciais de produção deste gás, tais como, reforma a vapor e oxida-
ção parcial, geram poluentes como o CO2 e CO. Neste trabalho, busca-se a produ-
ção de H2 e negro de fumo sem a geração de poluentes, utilizando uma tocha de
plasma, com argônio como gás de trabalho, e injetando o gás natural (GN) na saída
do jato de plasma, com o intuito de fazer a pirólise do GN. Para isto, foi usada uma
tocha de plasma DC com dupla câmara de vórtice, com arco elétrico não transferido,
catodo de tungstênio e anodos tubulares, em cobre. Para gerar o plasma, o argônio
foi injetado tangencialmente na 1ª câmara de vórtice, na presença de um arco elétri-
co de 610 A e 34 V, sendo o gás natural injetado tangencialmente na 2ª câmara de
vórtice. A tocha de plasma foi acoplada a um reator tubular, refrigerado com água
gelada. Na saída do reator foram instalados condensadores para coleta das fases
sólida e líquida. Após este sistema, foram instalados medidores de vazão e um es-
pectrômetro de massa. Nos experimentos foi mantida a vazão de 56 Nl/min de argô-
nio e utilizadas vazões de 47, 85, 131, 155 e 197 Nl/min de GN. Foram recolhidos
materiais sólidos no anodo, reator e condensador, para análise posterior. Através da
espectrometria de massa, observou-se a produção de H2 e C2H2. O melhor rendi-
mento na produção para de H2 ocorreu para a razão 2,3 entre as vazões de entrada
do GN e do argônio, para o qual ocorreu também à maior área superficial específica
do material sólido produzido (172 m2/g). Medidas de difração de raios-X dos materi-
ais sólidos recolhidos apresentam estruturas desorganizadas, com uma banda amor-
fa típica de materiais carbonosos. Imagens de microscopia eletrônica de varredura
revelam que os materiais apresentam organização estrutural típica de um negro de
fumo. Assim, através da configuração adotada neste processo via plasma, é possí-
vel a produção de H2 e negro de fumo sem a geração dos gases poluentes, CO and
CO2. A viabilização econômica do processo depende da caracterização do negro de
fumo, para destiná-lo a aplicações mais nobres e de maior valor agregado.
Palavras-chave: Hidrogênio. Negro de fumo. Gás natural. Plasma. Pirólise.
8
ABSTRACT
Hydrogen gas (H2) is seen nowadays as the fuel of the future. However, the produc-
tion of this gas by commercial routes, including steam reform and partial oxidation of
methane, leads to the release of pollutant gases such as CO2 and CO. This work
pursues the production of H2 and carbon black without the generation of pollutant
gases, using a plasma torch with argon as working gas and injecting natural gas
(NG) at the exit of the plasma jet, where it is pyrolysed. A DC plasma torch with a
double vortex chamber was used, with non-transferred arc, tungsten cathode and
tubular copper anodes. To generate the plasma, the argon gas was injected tangen-
tially in the first vortex chamber, in the presence of an electric arc of 610 A and 34 V,
whereas the NG was injected tangentially in the second vortex chamber. The plasma
torch was connected to a tubular reactor and refrigerated with cold water. Condens-
ers were placed at the exit of the reactor, to collect the solid and liquid phases. After
this system, a flow gauge and a mass spectrometer were installed. Argon flow
around 56 Nl/min and NG flows of 47, 85, 131, 155 or 197 Nl/min were used in five
different experiments. Solid materials were collected from the interior parts of the
anode, the reactor and the condenser, for posterior analysis. H2 and C2H2 production
was observed by mass spectrometry. The highest H2 production was observed when
the ratio between the NG and argon flows was equal to 2.3, which also led to the
production of a solid material with the largest specific surface area (172 m2/g). X-ray
diffraction measurements of the solid materials showed the presence a broad band
typical of disordered carbon materials. Images of scanning electron microscopy re-
vealed that the materials present typical microstructure of carbon blacks. Thus, the
present results show that it is possible to produce H2 and carbon black without the
generation of pollutant gases (CO and CO2), by using a plasma torch with the confi-
guration adopted in this work. The economic viability of the process depends on the
carbon black characterization, aiming specialized applications that can increase the
aggregate value of this product.
Keywords: Hydrogen. Carbon black. Natural gas. Plasma. Pyrolysis.

9
LISTA DE FIGURAS
Figura 1 - Evolução da curva de descarga elétrica em plasmas. .............................. 19
Figura 2 - Regime de operação do arco, evolução da temperatura das partículas do
plasma como função da pressão. ........................................................... 22
Figura 3 - Esquemas dos tipos de arco em tochas de plasma. ................................. 25
Figura 4 - Diagrama esquemático de duas tochas de plasma de arco não transferido
............................................................................................................... 26
Figura 5 - Esquemas dos tipos de estabilização do arco em tochas de plasma ....... 27
Figura 6 - Classificação das tochas de plasma quanto às características da curva
tensão-corrente (V−I) ............................................................................. 28
Figura 7 - Interação do arco elétrico com o fluxo de gás e as paredes do canal. ..... 29
Figura 8 - Estabilidade elétrica do ponto de operação do arco com característica
descendente. .......................................................................................... 30
Figura 9 - Representação esquemática para a hibridização das moléculas de: a)
Acetileno; b) Etileno; c) Metano .............................................................. 32
Figura 10 - Estrutura cristalina do grafite .................................................................. 33
Figura 11 - Modelo de Franklin para a estrutura dos materiais carbonosos .............. 34
Figura 12 - Estrutura turbostrática. ............................................................................ 35
Figura 13 - Avanço do modelo estrutural da partícula do negro de fumo. ................. 38
Figura 14 - Estagios de formação do acetylene black, negro de fumo de acetileno. . 40
Figura 15 - Negro de fumo, imagem ampliada do agregado. .................................... 40
Figura 16 - Categorias das formas dos agregados de negro de fumo ...................... 41
Figura 17 – Espectro de massa do GN utilizado nas experiências de pirólise. ......... 48
Figura 18 - Esquema da tocha de plasma com dupla câmara de vórtice. ................. 49
Figura 19 – Fotos do catodo da tocha de plasma após o uso.. ................................. 49

10
Figura 20 – Representação do sistema utilizado nos experimentos de pirólise do GN.
............................................................................................................... 50
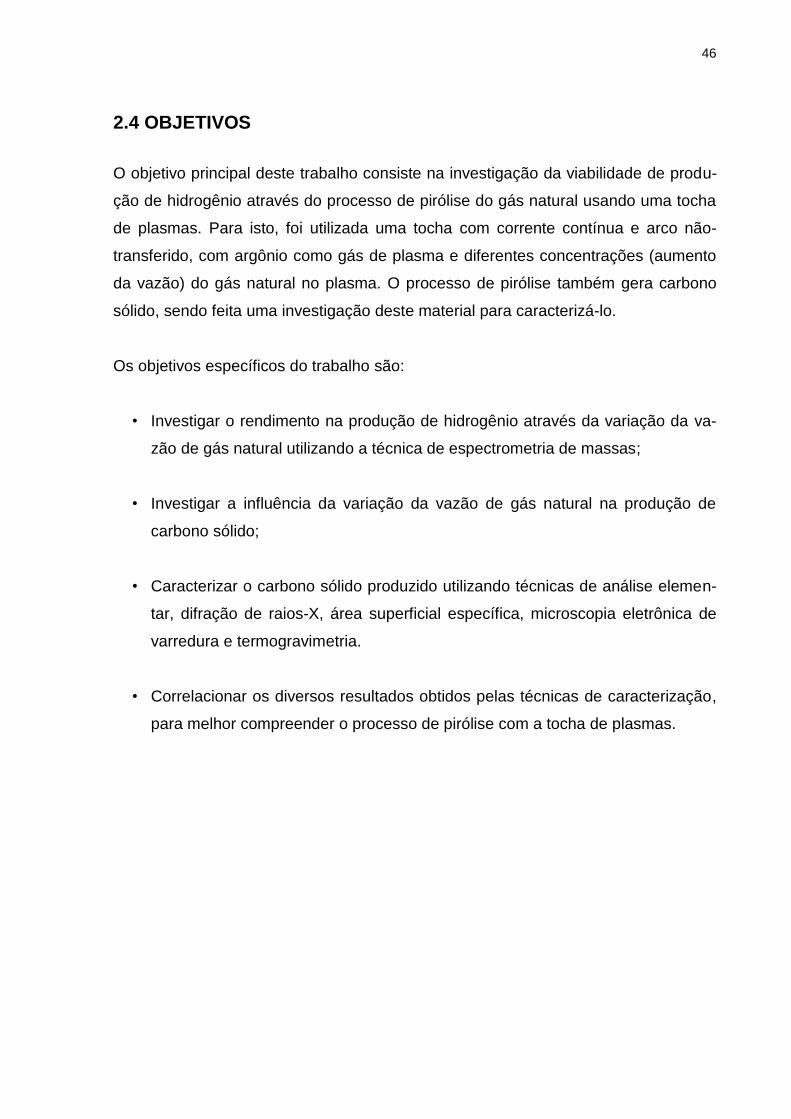
Figura 21 - Espectrômetro de massa.. ...................................................................... 53
Figura 22 - Espectro de massa do ar, gerado com o uso do espectrômetro de massa
OmniStar. ............................................................................................... 53
Figura 23 – Diagrama esquemático de funcionamento do equipamento de análise
elementar CHNS-932. ............................................................................ 54
Figura 24 – Diagrama esquemático de funcionamento do equipamento Quantasorb
............................................................................................................... 56
Figura 25 – Curva típica de TG de um material carbonoso, com as duas tangentes a
curva na região de oxidação para determinação da temperatura de
oxidação inicial. ...................................................................................... 60
Figura 26 – Espectro de massa típico dos gases provenientes do reator antes da
injeção do gás natural nos testes de pirólise. ......................................... 61
Figura 27 – Espectros de massa dos gases provenientes do reator nos testes de
pirólise do gás natural. ........................................................................... 62
Figura 28 – Rendimento na produção de H2 em relação à razão entre as vazões do
GN e argônio utilizadas nos testes. ........................................................ 64
Figura 29 - Sólido acumulado em partes do sistema experimental.. ......................... 65
Figura 30 – Taxa de produção do material sólido em relação à razão entre as vazões
de GN e argônio utilizadas em cada teste. ............................................. 66
Figura 31 – Teores de carbono, hidrogênio e oxigênio para as amostras das três
regiões de coleta em relação à razão entre a vazão do GN e argônio
utilizada em cada teste. .......................................................................... 68
Figura 32 – Difratogramas de raios-X das amostras coletadas no anodo para o 1º, 2º
e 3º teste. ............................................................................................... 70
Figura 33 - Medidas de DRX das amostras recolhidas no 3º teste. .......................... 70
Figura 34 – Área superficial específica para as três regiões de coleta em função da
razão entre a vazão do GN e a vazão de argônio para cada teste. ....... 72

11
Figura 35 – Imagens de microscopia eletrônica de varredura das amostras coletadas
no 1º teste. ............................................................................................. 73
Figura 36 – Imagens de microscopia eletrônica de varredura das amostras coletadas
no 2º teste. ............................................................................................. 74
Figura 37 – Imagens de microscopia eletrônica de varredura das amostras coletadas
no 3º teste. ............................................................................................. 75
Figura 38 – Imagens de microscopia eletrônica de varredura das amostras coletadas
no 4º teste. ............................................................................................. 76
Figura 39 – Imagens de microscopia eletrônica de varredura das amostras coletadas
no 3º teste.. ............................................................................................ 77
Figura 40 – Termogramas dos materiais sólidos recolhidos na região do anodo ...... 79
Figura 41 – Termogramas dos materiais sólidos recolhidos na região do reator. ..... 79
Figura 42 – Termogramas dos materiais sólidos recolhidos na região do
condensador ........................................................................................... 80

12
LISTA DE TABELAS
TABELA 1 – COMPOSIÇÃO DO GÁS NATURAL VEICULAR DISTRIBUÍDO NO
ESPÍRITO SANTO ............................................................................... 47
TABELA 2 - PARÂMETROS DE OPERAÇÃO DA TOCHA DE PLASMA NOS
TESTES DE PIRÓLISE DO GN ........................................................... 50
TABELA 3 – NOMENCLATURA ADOTADA PARA IDENTIFICAÇÃO DAS
AMOSTRAS ......................................................................................... 51
TABELA 4 – INTENSIDADE DOS PICOS NOS ESPECTROS DE MASSA DOS
GASES PROVENIENTES DO REATOR DURANTE OS TESTES ...... 63
TABELA 5 – RAZÃO ENTRE AS INTENSIDADES MÁXIMAS DOS PICOS DE
MASSA DO H2 E ARGÔNIO ................................................................ 63
TABELA 6 – MASSA DE MATERIAL SÓLIDO PRODUZIDO EM CADA TESTE ...... 66
TABELA 7 – ANÁLISE CHNO DAS AMOSTRAS DO MATERIAL SÓLIDO
PRODUZIDO ........................................................................................ 67
TABELA 8 – MEDIDAS DA ÁREA SUPERFICIAL ESPECÍFICA .............................. 71
TABELA 9 – TEMPERATURA DE OXIDAÇÃO INICIAL ........................................... 80

13
SUMÁRIO
1 INTRODUÇÃO ....................................................................................................... 15
2 ESTADO DA ARTE E TEORIA .............................................................................. 18
2.1 PLASMA .............................................................................................................. 18
2.1.1 Tochas de plasmas .......................................................................................... 23
2.2 MATERIAIS CARBONOSOS .............................................................................. 31
2.2.1 Negro de fumo .................................................................................................. 36
2.3 O HIDROGÊNIO E O GÁS NATURAL ................................................................ 43
2.4 OBJETIVOS ........................................................................................................ 46
3 MATERIAIS E MÉTODOS EXPERIMENTAIS ....................................................... 47
3.1 PRODUÇÃO DE HIDROGÊNIO E NEGRO DE FUMO ....................................... 47
3.2 TÉCNICAS EXPERIMENTAIS ............................................................................ 52
3.2.1 Espectrometria de massa ................................................................................. 52
3.2.2 Análise elementar (CHNO) ............................................................................... 54
3.2.3 Difração de raios-X (DRX) ................................................................................ 55
3.2.4 Área superficial específica (ASE) ..................................................................... 56
3.2.5 Microscopia eletrônica de varredura (MEV) ..................................................... 58
3.2.6 Termogravimetria (TG) ..................................................................................... 59
4 RESULTADOS E DISCUSSÕES ........................................................................... 61
4.1 ANÁLISE DOS GASES ....................................................................................... 61
4.2 CARACTERIZAÇÃO DOS SÓLIDOS .................................................................. 64
4.2.1 Análise elementar ............................................................................................. 67

14
4.2.2 Difração de raios-X ........................................................................................... 69
4.2.3 Área superficial específica ................................................................................ 71
4.2.4 Microscopia eletrônica de varredura ................................................................ 72
4.2.5 Termogravimetria ............................................................................................. 78
5 CONCLUSÕES E SUGESTÕES ........................................................................... 81
REFERÊNCIAS ...................................................................................................... 84
15
1 INTRODUÇÃO
Primeiramente convém informar que o presente trabalho possui algumas informa-
ções classificadas como sigilosas em termos de propriedade intelectual, que não
podem ser divulgadas conforme a Lei de Inovação (Lei nº 10.973, de 2 de dezembro
de 2004).
O uso do gás natural (GN) vem aumentando e a cada dia são desenvolvidas e des-
cobertas novas tecnologias para a sua aplicação e utilização. São várias as vanta-
gens apresentadas pelo gás natural, com aplicação direta nos mercados industrial,
comercial, residencial e automotivo. Devido ao grau de pureza, produz uma queima
limpa e uniforme, emitindo muito menos poluentes gasosos e particulados do que
outros combustíveis fósseis. Este fato o torna um combustível de extrema importân-
cia ambiental, contribuindo dessa forma para a melhoria nas condições climáticas do
planeta, sobretudo nas grandes cidades [1].
Atualmente o aquecimento global é uma das grandes preocupações mundiais, sen-
do este aquecimento causado principalmente pela emissão de gases de efeito estufa
(GEE). Entre estes gases estão o dióxido de carbono (CO2) e o metano (CH4) [2]
que é o principal constituinte do gás natural. Apesar de menos poluente, a queima
do gás natural ainda emite CO2 (e um pouco de CO).
A utilização de fontes de energia alternativas, não poluentes, serão no futuro as su-
cessoras das atuais fontes poluidoras. Devido às novas restrições ambientais à
queima de combustíveis fósseis, uma série de estudos sobre o uso do gás hidrogê-
nio (H2) como combustível alternativo vem sendo desenvolvido ao redor do globo,
criando certa expectativa sobre o seu futuro. Além da sua utilização como combustí-
vel, o gás hidrogênio é importante em vários processos industriais, sendo utilizado
em refinarias, passando pelas industriais químicas, petroquímicas, alimentícias, me-
talúrgicas entre outras. Existem vários processos para a produção comercial do H2 e
os mais comuns são: reforma a vapor e oxidação parcial do gás natural [3], sendo a
primeira a que apresenta o maior rendimento, porém a grande desvantagem destes
é a produção de CO e CO2.

16
Um processo alternativo para a produção de H2 é a pirólise do gás natural utilizando
fontes de plasmas [3–7], sendo que, a grande vantagem deste processo é que ele
não emite gases poluentes. A pirólise a plasma do gás natural vem sendo estudada
em vários laboratórios no mundo, e consiste na decomposição térmica das molécu-
las do CH4, numa reação direta, CH4 + energia C + 2H2, onde “C” é o carbono que
surge como subproduto do processo de quebra dos hidrocarbonetos constituintes do
gás natural. A geração de hidrogênio utilizando o plasma só é viável economicamen-
te quando se aproveita o carbono gerado no processo. Este carbono, assim produzi-
do, na verdade é uma espécie de fuligem de carbono, que de acordo com caracterís-
ticas especificas é classificado como negro de fumo e tem uma diversidade de apli-
cações [8].
O negro de fumo é um pó de carbono e já é conhecido há bastante tempo pelo ho-
mem, sendo produzido por vários processos, sendo o principal processo a produção
em fornalha (furnace black). A principal aplicação do negro de fumo é como reforça-
dor para a borracha na fabricação de pneus, sendo também importante na constitui-
ção de vários polímeros, tintas e até mesmo em baterias. O negro de fumo produzi-
do pelo processo a plasma pode ter aplicações mais nobres que os produzidos pelos
processos tradicionais e deste modo possui maior valor agregado, compensando os
gastos com energia elétrica necessária para alimentar o plasma. Assim, o processo
de pirólise do gás natural via plasma gera dois produtos simultaneamente e não gera
GEE’s. Este trabalho aborda apenas a questão da produção de hidrogênio e não
entra em detalhes quanto a sua armazenagem.
É interessante frisar que várias matérias primas gasosas ou líquidas (gás natural,
metano, acetileno, etileno, estireno, óleo combustível, óleos pesados, piches, etc.)
podem ser utilizadas para a produção do negro de fumo e hidrogênio via plasma. A
diferença principal quando se utiliza cada uma destas matérias primas são os rendi-
mentos no processo de produção e a qualidade do negro de fumo produzido [4, 5, 7,
9–13].
Neste trabalho faz-se a aplicação de uma tocha de plasma para promover a pirólise
do gás natural. Os fenômenos e as propriedades dos plasmas serão tratados na
17
seção 2.1 e a aplicação do plasma, através do uso de tochas de plasma, bem como
esclarecimentos quanto ao seu uso será descrita na seção 2.1.1.
A caracterização do negro de fumo, constituído principalmente pelo carbono gerado
no processo de pirólise do gás natural, é o fator econômico que viabiliza a produção
de hidrogênio via plasmas. Uma introdução aos materiais carbonosos será feita na
seção 2.2 e uma breve revisão literária tratando o negro de fumo é apresentada na
seção 2.2.1, onde serão discutidos os processos de produção e os mecanismos de
formação deste.
Na seção 2.3 são tratados alguns detalhes referentes ao hidrogênio e gás natural,
sendo apresentadas algumas das técnicas utilizadas para a sua produção de H2.
No capítulo 3 serão apresentados a tocha de plasmas utilizada, os detalhes do pro-
cesso e uma breve revisão de todas as técnicas experimentais utilizadas para o
desenvolvimento do trabalho, onde foram usadas as seguintes técnicas: espectro-
metria de massa, análise elementar (CHNO), difração de raios-X, área superficial
específica, microscopia eletrônica de varredura, termogravimetria.
O capítulo 4 é dedicado às apresentações dos resultados obtidos e das discussões
pertinentes a estes, sendo dividido em: análise dos gases e caracterização dos sóli-
dos. No capítulo 5 serão apresentadas as conclusões e sugestões para trabalhos
futuros.

18
2 ESTADO DA ARTE E TEORIA
2.1 PLASMA
A matéria é formada por átomos, constituídos de várias partículas (nêutrons, pró-
tons, elétrons e outras), e estes interagem entre si, formando de acordo com o grau
de afinidade os três estados físicos da matéria: sólido, líquido e gasoso.
Em 1879, Sir William Crookes, afirmou que aplicando calor ao gás, suas moléculas
separam-se em átomos individuais que serão separados em elétrons e íons positi-
vos, formando assim o quarto estado da matéria [14]. A sua classificação como
quarto estado da matéria é justificada pelo fato de mais de 99% do universo conhe-
cido estar num estado de plasma. Um exemplo típico é o sol onde as temperaturas
em seu interior excedem 107 K [15].
Apesar de já ser conhecido, só em 1928 é que o conceito de plasma foi introduzido
na física por Irving Langmuir, quando este fazia estudos das oscilações de natureza
eletrostática em um gás ionizado dentro de um tubo de baixa pressão. Em uma regi-
ão estritamente bem definida dentro do tubo, Langmuir determina a propriedade de
neutralidade elétrica deste gás ionizado, sendo capaz de responder a campos elétri-
cos e magnéticos [16]. O termo plasma é também referido como “descarga elétrica”,
“descarga gasosa” ou “descarga luminescente”.
Os plasmas podem ser naturais ou produzidos pelo homem. Exemplos de plasmas
naturais são os relâmpagos e a aurora boreal. Já os produzidos artificialmente vão
desde a lâmpada fluorescente até as tochas de plasma. Esta grande variedade de
plasmas possui características que os diferenciam uns dos outros e antes de deta-
lhar estas características é necessário o entendimento de como um plasma é criado
em laboratório. Imagine a seguinte situação: dois eletrodos ligados a uma fonte de
potência externa contidos num sistema hermeticamente fechado e a uma pressão
suficientemente baixa. À medida que se aumenta a tensão da fonte, elétrons e íons
são acelerados pelo campo elétrico entre os eletrodos, colidindo com outras partícu-

19
las e produzindo assim mais íons e elétrons até que uma corrente elétrica é estabe-
lecida entre os eletrodos, gerando assim uma descarga elétrica. De acordo com as
características de tensão e corrente, a descarga elétrica é definida de forma diferen-
te como mostrado na Figura 1.
Figura 1 - Evolução da curva de descarga elétrica em plasmas [16].
A curva mostrada na Figura 1 apresenta três regiões de descargas: descarga dark,
descarga glow e arco. A primeira região da curva refere-se à descarga dark, ela é
proporcional apenas à velocidade com que os íons e elétrons movem-se para os
eletrodos. O termo dark é devido à descarga não ser perceptível aos olhos. Nestas
condições a condutividade do gás depende da velocidade de produção de íons e
elétrons, do coeficiente de recombinação e da mobilidade das cargas. À medida que
a tensão aumenta, também aumentará a velocidade das partículas carregadas, que
serão neutralizadas nos eletrodos. Isto aumenta o coeficiente de recombinação e
consequentemente, decresce a taxa de aumento da corrente com a voltagem. Evi-
dentemente, se o ritmo de produção dos íons e elétrons permanece constante ao se
aumentar a tensão, chega-se a uma condição limite, onde todos os íons e elétrons
alcançam os eletrodos antes que tenham tempo de recombinar-se, gerando assim
uma corrente de saturação. Se depois de alcançada a saturação, continuarmos au-

20
mentando a tensão entre os eletrodos, a corrente voltará a aumentar porque os elé-
trons possuem uma energia suficiente para ionizar outros átomos e produzir elétrons
adicionais, aumentando assim a intensidade do campo elétrico, levando a um au-
mento exponencial da corrente como função da tensão. Isso provoca uma avalanche
de cargas denominada efeito corona, que ocorre devido a uma concentração do
campo elétrico sobre um ponto da superfície ou sobre as bordas do eletrodo e uma
tensão de breakdown ou ruptura VB surge como resposta do circuito externo a esta
variação brusca de corrente. A descarga, entre a corrente de saturação e a tensão
de ruptura, é denominada de descarga Townsend.
Na região central da curva, partículas como íons, fótons e partículas neutras come-
çam a bombardear o catodo, produzindo elétrons secundários que vão tornar a des-
carga auto-sustentada. Os elétrons secundários são então acelerados e interagem
com os átomos ou moléculas do gás residual, produzindo pares íons-elétrons atra-
vés de colisão inelástica. Os íons são acelerados para o catodo e produzem novos
elétrons secundários. Este processo continua até que a descarga se torne auto-
sustentada. Nesta condição, o gás torna-se brilhante e há uma queda de tensão até
o um patamar mínimo. Essa região da descarga é chamada de normal glow. A cor-
rente nessa descarga aumenta abruptamente para satisfazer ao circuito externo. Se
a tensão é aumentada ainda mais, uma maior intensidade de corrente é observada e
a densidade de corrente torna-se uma função da tensão para uma pressão constan-
te. Esta região é chamada de região abnormal glow ou anômala e é usada em pro-
cessos de deposição por plasma. O termo “glow” é usado, pois um brilho luminoso
começa a ser observado.
E finalmente para a última região da curva mostrada na Figura 1, tem-se que para
valores de corrente superiores ao valor máximo da descarga anômala, o aquecimen-
to do catodo será substancial e a emissão termiônica contribuirá sensivelmente para
o aumento da corrente, fazendo com que a descarga seja mantida a uma baixa ten-
são e alta corrente, originando o arco elétrico. Essa última região é a de interesse
para este trabalho, onde o plasma pode deixar de ser “frio” e passa a ser “térmico”.
De acordo com a temperatura, os plasmas são classificados como: plasmas de alta
temperatura e plasmas de baixa temperatura. Os primeiros, para temperaturas aci-

21
ma de 70.000 K, são os plasmas de interesse para a fusão termonuclear controlada
[17]. Já os plasmas de baixa temperatura (de 2000 a 50000 K) dividem-se em plas-
mas térmicos e plasmas frios. Os plasmas térmicos estão em equilíbrio termodinâ-
mico, ou seja, a temperatura dos elétrons é igual à temperatura das partículas pesa-
das (Te ≈ Tg), estando estas temperaturas associadas à energia cinética das partícu-
las. É o que ocorre nos plasmas térmicos de arco elétrico. Já os plasmas frios são
caracterizados pelo não equilíbrio termodinâmico (Te >> Tg). Como a temperatura Tg
está perto da temperatura ambiente, estes plasmas são chamados plasmas “frios”. É
o caso da lâmpada fluorescente.
Os plasmas criados em laboratórios não apresentam uma distribuição homogênea
de suas propriedades (por exemplo, temperatura, radiação e densidade) e neste
caso o equilíbrio termodinâmico passa a ser o equilíbrio termodinâmico local (ETL).
Se as propriedades citadas fossem homogêneas, o equilíbrio termodinâmico seria o
equilíbrio termodinâmico total (ETT), mas para ser obtido em laboratório é necessá-
rio que as paredes do reservatório onde se encontra o plasma e a radiação, estejam
a mesma temperatura, e não existe material que suporte temperaturas tão altas.
O conceito de ETL para o estudo dos plasmas é importante e necessário, pois, além
das perdas de energia por radiação, os plasmas sofrem perdas irreversíveis de e-
nergia por condução, convecção e difusão, o que perturba o equilíbrio termodinâmi-
co. Assim os plasmas criados em laboratório e alguns plasmas naturais não podem
estar em equilíbrio termodinâmico total (ETT). É importante acentuar que um plasma
opticamente fino (visivelmente transparente) não satisfaz a lei de Planck de radiação
de corpo negro.
Para que o ETL em um plasma oticamente fino e estacionário exista, o plasma deve
satisfazer simultaneamente as seguintes condições [15]:
1. As diferentes espécies que formam o plasma (elétrons e íons) devem ter uma
distribuição maxwelliana de energia;
2. E/p é suficientemente pequeno (E: campo elétrico e p: pressão) e a temperatu-
ra é suficientemente alta para que Te ≈ Tg;

22
3. O ETL existe em uma região suficientemente pequena do plasma, contendo
grande número de partículas. Assim o plasma em ETL pode ter gradientes de
temperatura e localmente estar em equilíbrio;
4. O processo colisional é o mecanismo dominante para a excitação (distribuição
de Boltzmann) e ionização (equilíbrio Saha), e é responsável pelas distribui-
ções de densidades populacionais;
5. As variações espaciais das propriedades do plasma (temperatura, densidade,
condutividade térmica, etc.) são suficientemente pequenas.
O conceito de equilíbrio termodinâmico local (ETL), quanto ao comportamento da
temperatura do elétron Te e da temperatura das partículas pesadas Tg em função da
pressão pode ser melhor compreendido analisando a Figura 2.
Figura 2 - Regime de operação do arco, evolução da temperatura das partículas do plasma como função da pressão [16].
Como pode ser observado, geralmente, em pressões atmosféricas o plasma é térmi-
co, enquanto em baixas pressões, o plasma está fora do equilíbrio. Existem, no en-
tanto, outros tipos de descargas que não a de arco (abnormal, barreira capacitiva,
etc.) em que, apesar de estar o plasma em alta pressão, é possível o plasma estar
fora do equilíbrio.
23
Para gerar o plasma em laboratório são necessários basicamente: uma fonte de
potência elétrica, eletrodos e um reator. Existe uma infinidade de formas de se com-
binar estes elementos, estas formas combinadas dão origem ao equipamento utili-
zado para gerar o plasma (plasmatron). Como já foi mencionado, o tipo de plasma
de interesse para este trabalho é o gerado a partir do arco elétrico, suas característi-
cas, tensão-corrente, estão na terceira região da curva de descarga apresentada na
Figura 1. As tochas de plasma são equipamentos que permitem a operação nestas
condições e o plasma gerado obedece à condição ETL com exceção da sua periferi-
a. Para este trabalho foi utilizada uma tocha de plasma com descarga DC e nitrogê-
nio como gás de trabalho. Para entender o que isto quer dizer apresentamos na
próxima seção o que são as tochas de plasmas e como é seu funcionamento.
2.1.1 Tochas de plasmas
As tochas de plasmas são equipamentos que utilizam o arco elétrico para converter
energia elétrica em energia térmica. No arco elétrico livre, o processo de troca de
calor entre o arco e o gás ambiente se dá por convecção natural, enquanto no arco
elétrico confinado a troca é por convecção forçada, muito mais eficiente que a natu-
ral, dessa forma, nas tochas de plasmas o arco é confinado. O princípio de operação
destas tochas é basicamente o mesmo. Consiste na passagem de um gás através
do arco elétrico confinado, dentro de um canal, onde as moléculas do gás recebem
energia suficiente para serem ionizadas, gerando assim o plasma. Há basicamente
três métodos para ionizar um gás: ionização térmica, ionização de campo e ioniza-
ção por bombardeamento de radiação de alta energia [18]. São características das
tochas de plasmas [14, 19]:
• alta temperatura do arco: 20000 K;
• alta eficiência de conversão de energia elétrica em térmica: pode chegar até
95%;
• utilização de quaisquer gases: oxidantes, neutros ou redutores;

24
• alta entalpia do fluxo de plasma;
• alta densidade de potência;
• alta condutividade térmica do fluxo de plasma.
Basicamente os elementos que compõem as tochas de plasma são:
• Eletrodos: catodo e anodo;
• Um tubo para a passagem do gás, geralmente o anodo;
• Uma câmara de entrada do gás (câmara de vórtice);
• Sistema de estabilização do arco;
• Sistema de refrigeração dos eletrodos.
Cada um destes elementos possui configurações variadas, que ao serem combina-
dos permitem que uma grande variedade de modelos de tochas (plasmatrons) sejam
construídas, cada uma satisfazendo uma aplicação tecnológica especifica. Basica-
mente as tochas podem ser classificadas de acordo com:
• O arco
– Não-transferido, é aquele em que o anodo e catodo estão na tocha e o arco
fica confinado dentro dela, Figura 3a. As tochas de plasmas de arco não-
transferido possuem maior diversidade de aplicação como: fusão, refino, re-
dução, deposição, pirólise entre outras;
– Transferido: é aquele em que o catodo esta na tocha, mas o anodo está na
carga a ser fundida ou tratada, o arco sai da tocha e se fecha num material
externo, Figura 3b. As tochas de plasmas de arco transferido são em geral
utilizadas para corte;

25
– Sobreposta, quando duas ou mais tochas são combinadas e interligadas por
fonte de potência, normalmente alternada, através do plasma. As tochas po-
dem ser ligadas aos pares de acordo com a Figura 3c, ou ainda em três for-
mando um sistema trifásico, também chamado de tocha trifásica [20]. Este
tipo de tocha é utilizado quando altas potências são necessárias.
Figura 3 - Esquemas dos tipos de arco em tochas de plasma. a)Arco não-transferido; b)arco transferido; c)arco sobreposto [21].
• O catodo
– Catodo quente, geralmente possui forma de bastão (rod) onde incide o arco,
devido a alta temperatura do pé do arco, o local de incidência deve ser de
materiais refratários, de alto ponto de fusão como tungstênio, háfnio, zircô-
nio, Figura 4a. A emissão de elétrons é por efeito termiônico.
– Catodo frio, feito geralmente de cobre, que não é refratário, a sua forma oca
e o vórtice do gás permitem que o pé do arco fique em constante movimen-
to, distribuindo a potência térmica no contato arco-metal, de modo que o sis-
tema de refrigeração retire o calor, impedindo o colapso, Figura 4b. A emis-
são de elétrons é por efeito de campo e diferentemente do catodo quente,
baixas taxas de erosão do catodo são apresentadas.
• Sistema de estabilização - responsável pela estabilização do arco, tanto radial
quanto longitudinal, e pelo funcionamento estável da tocha contribuindo para a
diminuição da erosão dos eletrodos, aumentando a vida útil destes.

26
Figura 4 - Diagrama esquemático de duas tochas de plasma de arco não transferido: (a) com catodo bastão (“rod”); (b) com catodo tubular. 1 - catodo bastão; 2 - suporte do catodo; 3 - catodo tubular; 4 - anodo; 5 - suporte do anodo; 6 - arco elétrico; 7 - entrada de gás; 8 - jato de plasma; 9 - água de refrigeração [22].
– Estabilização por parede: geralmente um canal metálico de diâmetro cons-
tante. Neste sistema o arco é auto-estabelecido, uma vez estabelecido o seu
comprimento, este será controlado pelo fluxo e tipo de gás empregado. As
tensões de operação são medianas e o comprimento do arco é 10 a 15 ve-
zes o diâmetro do canal, Figura 5a;
– Estabilização por parede segmentada: possui as mesmas características da
estabilização por parede, porém o canal é constituído de diversas secções
de material condutor e isolantes intercalados, de modo que se possa esco-
lher a posição adequada para o anodo, desta forma o comprimento do arco
é fixo. Este sistema permite a operação com altas tensões, aproximadamen-
te 1000V, Figura 5b;
– Estabilização por parede porosa: o canal é feito com um material poroso, por
onde é injetado gás ou água para o confinamento do arco. Este modelo di-
minui as perdas de calor para o anodo, Figura 5c;
– Estabilização por turbulência: neste caso o canal metálico possui diâmetros
diferentes, onde esta descontinuidade no diâmetro provoca uma turbulência
que facilita o encontro do arco com a parede metálica. As tensões de opera-
ção são baixas e o comprimento do arco é da ordem de 5 a 8 vezes o diâ-
metro do canal menor, Figura 5d;

27
– Estabilização por vórtice: em geral é utilizada em conjunto com as técnicas
anteriores, neste sistema o gás entra no canal em vórtice, criando um gradi-
ente de pressão radial, com a menor pressão no centro, o que mantém o ar-
co no centro do canal, Figura 5e;
– Estabilização magnética: também é utilizada junto as técnicas anteriores,
neste caso um campo magnético externo é aplicado ao arco fazendo com
que ele gire no próprio eixo e se mantenha na região determinada pelo cam-
po. Esta configuração ajuda a diminuir a taxa de erosão do anodo, Figura 5f.
Figura 5 - Esquemas dos tipos de estabilização do arco em tochas de plasma: a) estabilização por parede; b) estabilização por parede segmentada; c) estabilização por parede porosa; d) es-tabilização por turbulência; e) estabilização por vórtice; f) estabilização magnética [21].
As tochas de plasma também são classificadas de acordo com a curva característica
tensão-corrente (V−I), em: ascendente e descendente, como mostrado na Figura 6.

28
Figura 6 - Classificação das tochas de plasma quanto às características da curva tensão-corrente (V−I); a) ascendente; b) descendente e c) descendente [23].
Para um entendimento melhor da tocha de plasma é interessante compreendermos
como se dá a interação do fluxo de gás com o arco no interior da tocha. Uma repre-
sentação esquemática é mostrada na Figura 7, onde se distinguem 4 regiões radiais:
arco, camada térmica do arco, fluxo livre e camada limite turbulenta. E ao longo da
direção longitudinal existem 5 regiões, onde: em “B” a camada limite se encontra
com a térmica, até este ponto o fluxo é laminar. Em “C” a camada térmica atinge a
parede. Até “C” só havia perda por radiação para a parede. O gás, entretanto, esta-
va recebendo calor desde o ponto “A”, a partir de “C”, e mais intensamente a partir
de “D”, a parede esta recebendo calor por convecção e condução. Em “D” a camada
limite alcança o arco. A turbulência da camada limite influi no comportamento do
arco tornando-o caótico. Em “E” a região de forte caoticidade do arco atinge a pare-
de. A partir de “E” todo o gás está dentro da zona de turbulência e o arco pode sofrer
ruptura.

29
Figura 7 - Interação do arco elétrico com o fluxo de gás e as paredes do canal [21].
A estabilização do arco no interior do canal é na prática o ponto chave para o bom
funcionamento de uma tocha a arco. É necessário um controle sistematizado dos
parâmetros de: vazão de gás, temperatura da água de refrigeração dos eletrodos
(pinch térmico), e da tensão e corrente da fonte de potência que alimenta a tocha,
pois esta deverá ter características de V-I que combinados com a curva V-I do plas-
ma satisfaçam o critério de Kalfman [18]:
. (01)
Ou seja, a operação da tocha de plasma num circuito elétrico onde se tem uma fonte
de potência depende das características V-I estáticas tanto da fonte de potência
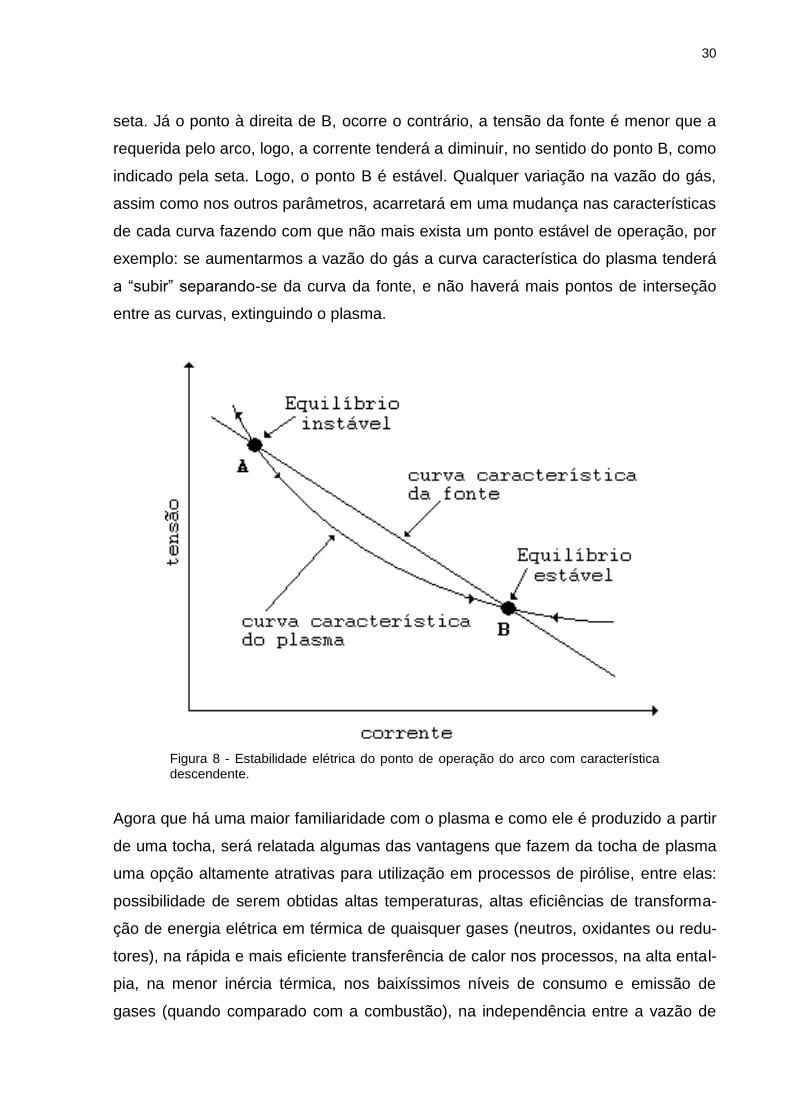
quanto do plasma. Podemos ver na Figura 8 as características V-I da fonte e do
plasma (como já foi mostrado na Figura 6). Existem dois pontos de intersecção A e
B, entre as curvas, sendo o ponto A instável e o ponto B estável. Consideremos a
vizinhança do ponto A à esquerda, na curva da tocha: a tensão da fonte correspon-
dente é menor do que a requerida pelo arco, logo, o arco se extinguirá, como mostra
a seta. Já o ponto à direita de A, ocorre o contrário, a tensão da fonte é maior que a
requerida pelo arco, logo, a corrente tenderá a aumentar, no sentido indicado pela
seta. Logo, o ponto A é instável. Analogamente, na vizinhança do ponto B à esquer-
da, na curva da tocha: a tensão da fonte correspondente é maior do que a requerida
pelo arco, logo, o arco tenderá ao ponto de maior corrente (ponto B), como mostra a
30
seta. Já o ponto à direita de B, ocorre o contrário, a tensão da fonte é menor que a
requerida pelo arco, logo, a corrente tenderá a diminuir, no sentido do ponto B, como
indicado pela seta. Logo, o ponto B é estável. Qualquer variação na vazão do gás,
assim como nos outros parâmetros, acarretará em uma mudança nas características
de cada curva fazendo com que não mais exista um ponto estável de operação, por
exemplo: se aumentarmos a vazão do gás a curva característica do plasma tenderá
a “subir” separando-se da curva da fonte, e não haverá mais pontos de interseção
entre as curvas, extinguindo o plasma.
Figura 8 - Estabilidade elétrica do ponto de operação do arco com característica descendente.
Agora que há uma maior familiaridade com o plasma e como ele é produzido a partir
de uma tocha, será relatada algumas das vantagens que fazem da tocha de plasma
uma opção altamente atrativas para utilização em processos de pirólise, entre elas:
possibilidade de serem obtidas altas temperaturas, altas eficiências de transforma-
ção de energia elétrica em térmica de quaisquer gases (neutros, oxidantes ou redu-
tores), na rápida e mais eficiente transferência de calor nos processos, na alta ental-
pia, na menor inércia térmica, nos baixíssimos níveis de consumo e emissão de
gases (quando comparado com a combustão), na independência entre a vazão de

31
gás e a potência térmica (quando se compara com a combustão), em sistemas mais
compactos e de menor número de periféricos, plantas menores, na maior flexibilida-
de, na facilidade de automação, na melhor qualidade do produto final, etc..
2.2 MATERIAIS CARBONOSOS
O elemento carbono está presente em apenas 0,04 % da massa da terra e apenas
uma parcela, cerca de uma em cinco mil, ocorre na forma capaz de reagir com oxi-
gênio (carbono “dinâmico”) [24]. Depois do hidrogênio o elemento carbono é o que
mais participa na formação de compostos químicos, associando-se quimicamente
entre si e a diversos outros elementos da natureza, dando origem às substâncias
denominadas orgânicas. Além do carbono ser considerado um dos elementos mais
importantes para a vida, ele também é a principal fonte de energia (“combustível”).
Uma parte representativa do elemento carbono ocorre na biosfera terrestre na forma
de plantas vivas (vegetais), denominados de biomassa, um exemplo são os carvões
vegetais. Já a maior parte encontra-se na forma de combustíveis fósseis, que foram
formados no curso de milhões de anos pelo acúmulo e condições favoráveis à sua
formação. Neste grupo de combustíveis estão: turfas, lignito, carvão mineral, petró-
leo e gás natural.
O carbono é o elemento cujo número atômico na tabela periódica é 6 e no seu esta-
do fundamental possui a configuração eletrônica (1s2)(2s22p2). Porém, ele não é
encontrado na natureza de forma isolada e sim ligado a outros átomos. Ao participar
de ligações químicas, apresenta o fenômeno da hibridização. Este fenômeno favore-
ce a ligação dos átomos de carbonos entre si e com átomos de outros elementos,
alcançando o estado de menor energia para o átomo ligado. A hibridização é um
efeito quântico causado pelo emparelhamento dos elétrons dos orbitais 2s e 2p de
um átomo com os elétrons de outro. Matematicamente este fenômeno é expresso
em termos de combinações lineares das funções de onda que representam os orbi-
tais 2s e 2p. Portanto, de acordo com os elementos envolvidos e suas respectivas
ligações, a densidade eletrônica dos átomos de carbono envolvidos será então re-
presentada em termos desses novos orbitais, chamados orbitais híbridos, no lugar
32
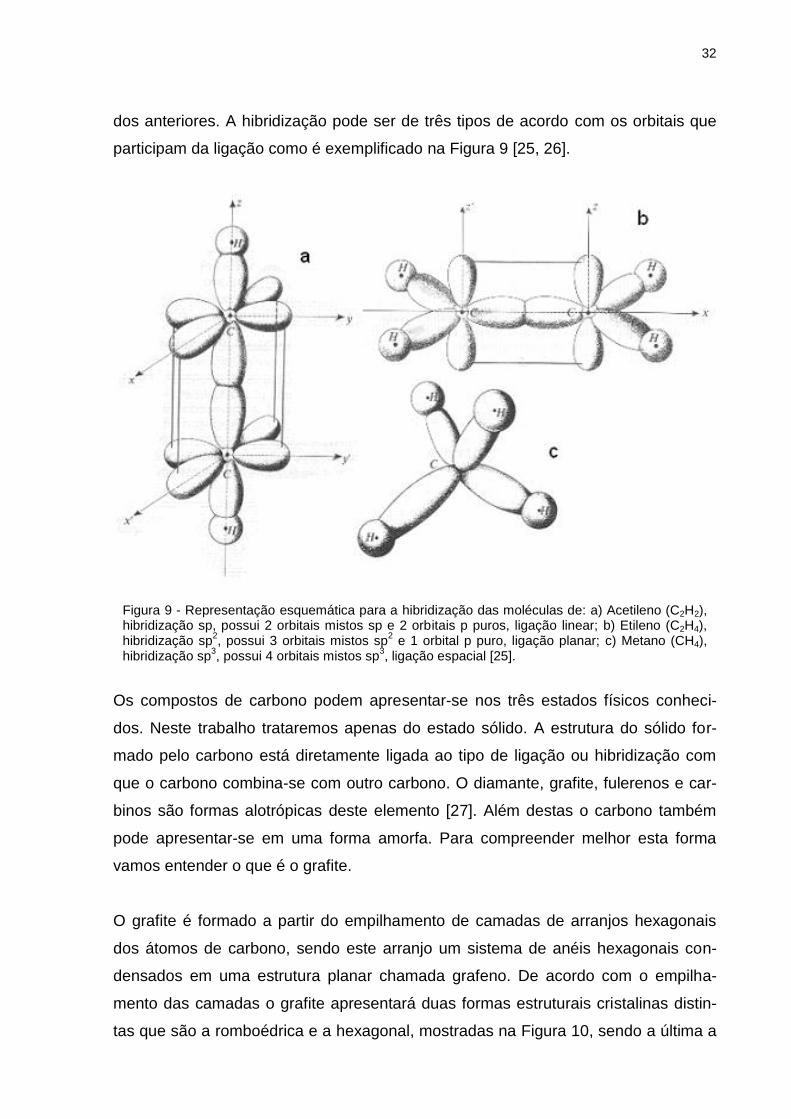
dos anteriores. A hibridização pode ser de três tipos de acordo com os orbitais que
participam da ligação como é exemplificado na Figura 9 [25, 26].
Figura 9 - Representação esquemática para a hibridização das moléculas de: a) Acetileno (C2H2), hibridização sp, possui 2 orbitais mistos sp e 2 orbitais p puros, ligação linear; b) Etileno (C2H4), hibridização sp
2, possui 3 orbitais mistos sp
2 e 1 orbital p puro, ligação planar; c) Metano (CH4),
hibridização sp3, possui 4 orbitais mistos sp
3, ligação espacial [25].
Os compostos de carbono podem apresentar-se nos três estados físicos conheci-
dos. Neste trabalho trataremos apenas do estado sólido. A estrutura do sólido for-
mado pelo carbono está diretamente ligada ao tipo de ligação ou hibridização com
que o carbono combina-se com outro carbono. O diamante, grafite, fulerenos e car-
binos são formas alotrópicas deste elemento [27]. Além destas o carbono também
pode apresentar-se em uma forma amorfa. Para compreender melhor esta forma
vamos entender o que é o grafite.
O grafite é formado a partir do empilhamento de camadas de arranjos hexagonais
dos átomos de carbono, sendo este arranjo um sistema de anéis hexagonais con-
densados em uma estrutura planar chamada grafeno. De acordo com o empilha-
mento das camadas o grafite apresentará duas formas estruturais cristalinas distin-
tas que são a romboédrica e a hexagonal, mostradas na Figura 10, sendo a última a

33
forma mais estável da estrutura, portanto a mais comum. A distância interatômica no
plano basal em ambas as estruturas é exatamente de 1,42 Å. A principal ferramenta
para o estudo das estruturas grafíticas é a difração de raios-X (DRX). Para estrutu-
ras hexagonais a difração de raios-X revela a reflexão mais intensa para a distância
interplanar de 3,35 Å, correspondendo aos índices de Miller 002 [28]. O arranjo pla-
nar dos átomos de carbono proporciona ao grafite uma alta anisotropia nas princi-
pais propriedades químicas e físicas [29].
Figura 10 - Estrutura cristalina do grafite. (a) hexagonal. (b) romboédrica [30].
Ainda sobre o grafite, uma definição importante que envolve a classe dos materiais
carbonosos é o processo de grafitização, que diz respeito à capacidade de um de-
terminado material carbonoso ser transformado em material grafítico através de tra-
tamento térmico em elevadas temperaturas. Essa definição comumente empregada
foi proposta por Franklin na década de 50, em estudos sobre a evolução estrutural
de materiais carbonosos de diversos tipos, levados a tratamentos térmicos [31, 32].
Sua definição divide os materiais carbonosos em grafitizáveis e não-grafitizáveis. Na
Figura 11 pode-se visualizar a distinção entre os materiais. Em ambos os esquemas
a estrutura básica é formada por unidades fundamentais representadas por micro-
cristalitos tipo grafite e ligações cruzadas.
Os materiais carbonosos são denominados grafitizáveis (Figura 11a), quando de-
senvolvem a estrutura tridimensional do grafite mediante temperaturas de tratamento
térmico (TTT’s) em torno de 3000 ºC. Em etapas de TTT’s intermediárias esses ma-

34
teriais mostram uma forte tendência ao paralelismo dos microcristalitos que passam
por uma fase de cristal líquido denominada mesofase alcançando a estrutura grafíti-
ca em altas TTT’s [33]. Já nos materiais não-grafitizáveis (Figura 11b) esta transfor-
mação não acontece, pois a orientação não paralela entre os microcristalitos e a
existência de um intrincado sistema de ligações cruzadas torna a estrutura rígida
impedindo a grafitização. Em geral são materiais duros, isotrópicos e com alto grau
de porosidade. É importante destacar que este modelo para a grafitização é visto
com algumas restrições, levando a controvérsias quanto a sua aplicação [33,34],
como: acima de TTT’s de 3500 ºC todo material carbonoso torna-se grafitizável;
fatores externos como pressões elevadas e substâncias catalisadoras ou outros
processos físico-químicos podem promover a grafitização; finalmente a mais séria
restrição é a que divide os materiais carbonosos em apenas duas classes distintas.
Existem alguns materiais, como o antracito Figura 11c, que não se encaixam no
modelo proposto por Franklin, pois são materiais não grafitizáveis com um forte sis-
tema de ligações cruzadas que com TTT’s acima de 1800 ºC se tornam grafitizáveis.
Figura 11 - Modelo de Franklin para a estrutura dos materiais carbonosos. a) grafitizáveis; b) não-grafitizáveis; c) antracito [31].
Alguns materiais carbonosos apresentam uma estrutura que pode conter falhas ou
defeitos no arranjo dos planos, o que leva à formação de uma estrutura desorgani-
zada, onde os planos basais além de não orientados apresentam uma série de de-
feitos intrínsecos. Esta estrutura, denominada de turbostrática (Figura 12) [31] é
geralmente encontrada em materiais carbonosos com TTT’s inferiores às necessá-
rias para obtenção da completa grafitização. Nesses materiais a estrutura cristalina é
imperfeita e restrita a pequenas extensões formadas por microcristalitos. Os difrato-
gramas de raios-X (DRX) desses materiais apresentam linhas largas, centradas em

35
posições angulares próximas às correspondentes ao grafite. Em comparação ao
grafite as estruturas turbostráticas apresentam apenas as linhas 00l com l par, asso-
ciadas à distância interplanar em torno de 3,44 Å, e as linhas do tipo hk0 substituí-
das por bandas assimétricas hk, correspondentes às reflexões bidimensionais ao
longo dos planos basais. Não são observadas reflexões tridimensionais do tipo hkl,
com os três índices diferentes de zero [33, 35, 36].
Figura 12 - Estrutura turbostrática [37].
Amorfo é a designação dada à estrutura dos sólidos que não têm ordenação espaci-
al. É geralmente aceito como o oposto de estrutura cristalina. O material carbonoso
com estrutura turbostrática não possui uma ordenação cristalina de longo alcance,
ou seja, são observadas ordenações cristalinas de curto alcance arranjadas de for-
ma aleatórias e com desvios nos ângulos e nas distâncias interatômicas em compa-
ração com o grafite [38]. Esta distribuição aleatória provoca um espalhamento das
reflexões nos experimentos de DRX fazendo com que o pico mais intenso do grafite,
relacionado aos índices de Miller (002), perca a intensidade e sofra um alargamento
descaracterizando assim a estrutura grafítica do carbono. O carbono com estrutura
turbostrática pode ser grafitizado ou não de acordo com a definição de Franklin.
Uma classe de materiais carbonosos que possui propriedades interessantes e mi-
croestruturas entre a turbostrática e a amorfa são os negros de fumo e como tema
36
de estudo neste trabalho, a próxima sessão é dedicada à discussão das suas parti-
cularidades.
2.2.1 Negro de fumo
A produção do negro de fumo data desde milhares de anos a.C. para a utilização em
tintas. De acordo com historiadores chineses, um certo Tien Tcheu foi o primeiro a
descrever uma instalação para a produção de tinta, utilizando lampblack (um tipo de
negro de fumo), obtido pela combustão incompleta de óleo vegetal [39]. No Egito,
conforme descrito por Discorides (médico de Antonius e Cleópatra, 40 anos a.C.),
também foi produzido tinta (attramentum) com lampblack vindo da Índia. Vitrivius
(engenheiro e arquiteto romano) descreveu uma tinta feita com cinzas produzidas
pela combustão incompleta de materiais vegetais, podendo ser este o primeiro pro-
cesso “industrial” para a produção de lampblack. Também foram encontrados alguns
documentos da idade média que tratam da produção de lampblack [39]. Até o século
XIX a utilização do negro de fumo estava restrita à produção de tintas. Após a revo-
lução industrial, o seu consumo teve um aumento expressivo, e outros processos de
produção, além do lampblack, foram desenvolvidos. A sua utilização deixou de ser
exclusiva para a produção de tintas e passou a ser utilizado no desenvolvimento de
novos materiais. As primeiras usinas de negro de fumo datam de 1850 [40]. A pro-
dução de automóveis por Henry Ford foi a atividade industrial que mais fez crescer o
seu consumo [41].
Negro de fumo ou negro de carbono, do inglês carbon black, é um termo genérico
dado a uma ampla variedade de materiais carbonáceos em forma de partículas esfé-
ricas pequenas, finamente divididas, que são produzidos pela decomposição térmica
controlada de várias substâncias orgânicas (sólida, líquida ou gasosa). Em contraste
com a cinza clássica ou fuligem (produzidos em chaminés, lamparinas e motores de
combustão), que contém uma parte de contaminantes inorgânicos e extratos de
resíduos orgânicos, negros de fumo comerciais contêm concentrações acima de
90% do elemento carbono e propriedades físicas bem estabelecidas, de acordo com
seu processo de fabricação [8, 9, 42, 43].

37
A sua aplicação é bastante diversificada sendo que aproximadamente 80% da pro-
dução mundial, que em 1997 estava em torno de 6,4 milhões de toneladas, é aplica-
da na indústria automotiva, como agente reforçante do látex, na produção de pneus
e artefatos de borracha como correias e mangueiras. Sua ação reforçante também é
utilizada na produção de artigos de plásticos. Nestes, a propriedade de absorção de
luz ultravioleta (UV) que o negro de fumo possui também é de extrema importância
protegendo-os contra esta radiação. Além da ação reforçante na borracha e prote-
ção contra luz UV, o negro de fumo também possui propriedades elétricas e eletro-
químicas que possibilitam a sua aplicação na produção de baterias secas. Finalmen-
te, outra propriedade que também é característica do negro de fumo e que foi co-
mentada no início desta seção é o poder de pigmentação ou tingimento, que é utili-
zado na produção de tintas e mais recentemente em tintas de alto desempenho,
como as utilizadas em impressoras a jato de tinta (inkjet printer) e toners para im-
pressoras lasers (laserjet printer) [8, 42, 44].
Como visto acima a sua aplicação é vasta, mas para cada uma destas é necessário
que o negro de fumo tenha características específicas (como: tamanho, forma, estru-
tura, área superficial, porosidade, funcionalidade, etc...), que são obtidas de acordo
com o processo de produção possibilitando a sua utilização em cada segmento de
mercado. Suas propriedades como agente reforçante da borracha foi descoberta no
início do século XX, mas o entendimento deste processo só foi precisamente escla-
recido após o conhecimento preciso das suas propriedades morfológicas e microes-
truturais. O primeiro estudo significativo da microestrutura do negro de fumo foi feito
por Warren [44, 45] em 1934 usando difração de raios-X (DRX). Em seu trabalho ele
propõe que o negro de fumo é composto por microcristalitos do tipo grafite com es-
paçamento interplanar entre 3,50 e 3,80 Å, concluindo que a forma estrutural do
negro de fumo está entre o grafite e o material realmente amorfo. O trabalho de War-
ren foi de extrema importância para o desenvolvimento de uma teoria de DRX apli-
cada a materiais com estrutura desorganizada [34] e posteriormente aplicada ao
estudo do negro de fumo [46]. O avanço teórico levou ao desenvolvimento de mode-
los microestruturais baseados apenas em DRX [47] como mostrado na Figura 13a. A
técnica de microscopia eletrônica de transmissão (MET), desenvolvida por Knoll e
Ruska em 1932 [48], também proporcionou um grande avanço na caracterização da
morfologia e microestrutura do negro de fumo. O cruzamento dos dados de DRX

38
com MET levou ao desenvolvimento de um novo modelo para a microestrutura do
negro de fumo, estrutura poliédrica, feito por Heckman e Harling como mostrado na
Figura 13b [49]. A primeira micrografia de alta resolução obtida por MET foi realizada
por Hess e Ban em 1966 [50], confirmando a proposta de Warren. Os avanços das
técnicas de microscopia de alta resolução levaram novamente ao desenvolvimento
de um novo modelo para a estrutura do negro de fumo como mostrado na Figura
13c [51]. Isso demonstra claramente os progressos obtidos na caracterização das
propriedades estruturais e morfológicas do negro de fumo utilizando as técnicas de
DRX e MET, desde então, outras técnicas foram aperfeiçoadas para aplicação na
caracterização do negro de fumo [52].
Figura 13 - Avanço do modelo estrutural da partícula do negro de fumo: a) orientação aleatória dos microcristalitos, técnica de DRX [53]; b) orientação tangencial das camadas de planos dos microcristalitos, cruzamento das técnicas de DRX e MET [49]; c) corte do modelo de uma partí-cula mostrando uma orientação concêntrica dos microcristalitos, microscopia de alta resolução [51].
Com o avanço das pesquisas e descobertas neste campo, várias teorias que escla-
recem os mecanismos de formação do negro de fumo foram publicadas. Como a
sua produção se dá pela combustão incompleta de vários materiais carbonosos,
cada uma explicava o processo de acordo com a matéria prima utilizada. Algumas
delas foram amplamente revisadas e as mais aceitas são: teoria da condensação do
C2; teoria do acetileno; teoria do poliacetileno; teoria da polimerização [47, 54, 55]. E
apesar dos diferentes métodos de produção e matérias primas, os estágios do me-
canismo de formação são basicamente os mesmos para todos eles [8], consistindo
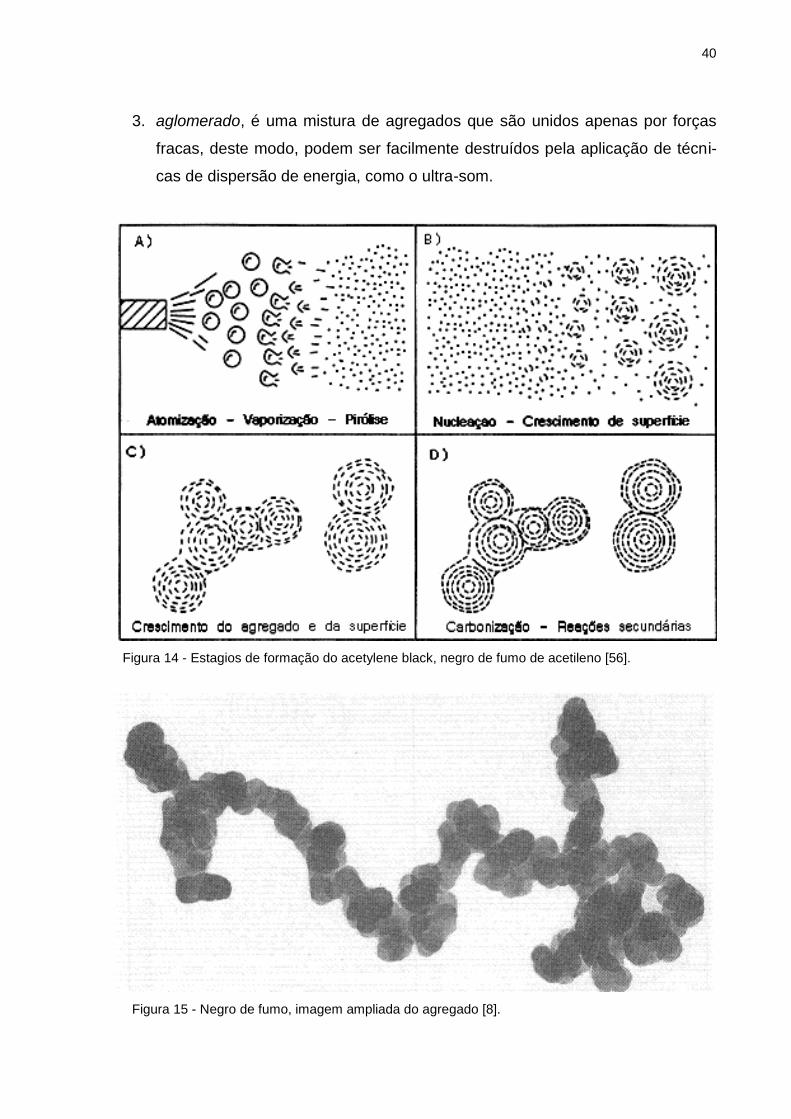
de etapas bem distintas como no modelo mostrado na Figura 14:
1. Atomização, estágio em que a matéria prima é transformada em “unidades
fundamentais” (átomos e moléculas ionizadas) pela ação térmica do processo;

39
2. Nucleação, as “unidades fundamentais” se unem formando estruturas maiores
(microcristalitos) que se organizam dando forma à partícula;
3. Agregação, fase em que as partículas se unem umas às outras;
4. Carbonização, o agregado passa por outro processo de aquecimento para
aumentar a concentração do carbono (alguns processos não necessitam deste
estágio).
5. Atomização, estágio em que a matéria prima é transformada em “unidades
fundamentais” (átomos e moléculas ionizadas) pela ação térmica do processo;
6. Nucleação, as “unidades fundamentais” se unem formando estruturas maiores
(microcristalitos) que se organizam dando forma à partícula;
7. Agregação, fase em que as partículas se unem umas às outras;
8. Carbonização, o agregado passa por outro processo de aquecimento para
aumentar a concentração do carbono (alguns processos não necessitam deste
estágio).
Baseados nos dados de microscopia o negro de fumo foi classificado de acordo com
sua morfologia em três níveis de arranjos [57]:
1. partícula, é uma quantidade de átomos de carbono mais ou menos organiza-
dos formando uma pequena esfera, como mostrado no modelo da Figura 13c,
onde a maior parte das ligações químicas são do tipo sp2 e sp3;
2. agregado, é formado por um conjunto de partículas unidas por algumas liga-
ções químicas e atrações físicas. O tamanho e forma destes agregados é que
definem a estrutura do negro de fumo Figura 15;
40
3. aglomerado, é uma mistura de agregados que são unidos apenas por forças
fracas, deste modo, podem ser facilmente destruídos pela aplicação de técni-
cas de dispersão de energia, como o ultra-som.
Figura 14 - Estagios de formação do acetylene black, negro de fumo de acetileno [56].
Figura 15 - Negro de fumo, imagem ampliada do agregado [8].

41
Em estudo de 1993, Herd e colaboradores [58], classificaram a estrutura do negro
de fumo de acordo com a forma do agregado em quatro tipos: esferoidal, elipsoidal,
linear e ramificado (Figura 16).
Figura 16 - Categorias das formas dos agregados de negro de fumo [58].
O negro de fumo possui especificações bem definidas, que podem ser reproduzidas
com regularidade pelo ajuste dos parâmetros no processo de produção. A modifica-
ção das condições e do tipo de equipamento utilizado tem permitido o desenvolvi-
mento contínuo de uma grande variedade de tipos de negros de fumo, com caracte-
rísticas ajustadas de forma crescente às necessidades específicas de cada aplica-
ção. De acordo com o processo de produção adotado, o negro de fumo é classifica-
do nos seguintes grupos:
1. Lampblack - negro de fumo de lamparina;
2. Channel black - negro de fumo de canal;
3. Thermal black - negro de fumo térmico;
4. Acetylene black - negro de fumo de acetileno;
5. Furnace black - negro de fumo de fornalha.
Atualmente o negro de fumo de fornalha constitui mais de 95 % do total de negros
de fumo produzidos no mundo, devido aos custos mais reduzidos e por cobrir a

42
grande maioria das aplicações existentes. Os outros processos são utilizados es-
sencialmente para obter as especialidades, requeridas em aplicações muito especí-
ficas.
É importante destacarmos que cada processo utiliza um ou mais tipos de matéria
prima que podem ser: gás natural, destilados e resíduos do petróleo, materiais car-
bonáceos, hidrocarbonetos leves e pesados, alcatrão de hulha e misturas de óleo e
gás. Como o negro de fumo é produzido pela pirólise (decomposição térmica) destes
materiais o gás liberado no processo possui um elevado índice de poluentes (CO2,
NOx, SOx...), além disso, uma perda de mercadoria valiosa que é o hidrogênio. Basta
analisarmos a reação (C2H2 2C + H2 + 55 kcal/mol) do processo de produção do
negro de fumo de acetileno, que é mais simples. Como acetileno puro é continua-
mente introduzido no forno, ocorre à decomposição adiabática como conseqüência
da reação altamente exotérmica. Qualquer que seja a matéria prima utilizada a tem-
peratura da reação será sempre limitada pela energia liberada na queima de parte
da matéria prima (queima parcial), variando de 1200 °C para o processo de fornalha
a 2600 °C para o acetileno [55].
No passado vários estudos foram dedicados à idéia de produzir simultaneamente
negro de fumo e hidrogênio pela quebra endotérmica de hidrocarbonetos utilizando
uma fonte de energia externa [59–62], mas todos foram feitos em escala de labora-
tório (poucos kW). Agora com as novas preocupações ambientais [63] e graças ao
aperfeiçoamento nas tecnologias de plasma, esta idéia está renascendo, em particu-
lar, na Noruega pela Kvaerner Engineering [12,64] e na França pela École des Mines
de Paris e o Centre National de La Recherche Scientifique (CNRS) em associação
com algumas indústrias [65, 66]. Tanto na Noruega quanto na França é utilizada
uma fonte de plasma de alta potência para fornecer energia à matéria prima e pro-
mover uma quebra da matriz carbonosa (hidrocarbonetos e óleos leves) e produzir
hidrogênio e negro de fumo simultaneamente. Assim como nos processos clássicos,
a escolha da matéria prima irá definir o rendimento do processo e a qualidade do
negro de fumo. O negro de fumo produzido neste processo é chamado de plasma
black [67] ou negro de fumo de plasma.

43
2.3 O HIDROGÊNIO E O GÁS NATURAL
O hidrogênio é o mais simples e mais comum elemento do universo, compondo a-
proximadamente 75 % de sua massa, e presente em cerca de 90% de todas as mo-
léculas existentes. Possui a maior quantidade de energia por unidade de massa que
qualquer outro combustível conhecido, 52.000 BTU, Unidades Térmicas Britânicas
(British Thermal Units) por libra (ou 120,7 kilojoules por grama). No estado líquido
ele apresenta uma maior densidade de energia que a gasolina: 1 kg de H2 equivale a
2,75 kg de gasolina ou diesel. Por isso é usado há muitos anos em foguetes. Quan-
do resfriado ao estado líquido, o hidrogênio ocupa um espaço equivalente a 1/700
daquele que ocuparia no estado gasoso, sendo possível então o seu armazenamen-
to e transporte [68].
O hidrogênio na forma atômica é quimicamente muito ativo e reage facilmente com
outros elementos, deste modo raramente permanece sozinho como um único ele-
mento (H), em suspensão ou à parte, estando associado ao petróleo, carvão, água,
gás natural, proteínas, entre outros elementos. Na forma molecular, o hidrogênio
(H2) existe como dois átomos ligados pelo compartilhamento de elétrons (ligação
covalente). Cada átomo é composto por um próton e um elétron.
Quando queimado com oxigênio puro, os únicos produtos são calor e água. Quando
queimado com ar, constituído por cerca de 68 % de nitrogênio, alguns óxidos de
nitrogênio (NOX) são formados. Ainda assim, a queima de hidrogênio produz menos
poluentes atmosféricos que os combustíveis fósseis.
No seu estado natural e sob condições normais, o hidrogênio é um gás incolor, ino-
doro e insípido. É largamente encontrado na água, no ar, nos seres vivos, no petró-
leo e, para ter um aproveitamento como fonte de energia eficiente, deve estar na
forma pura, gasosa ou líquida. Apresenta uma inflamabilidade elevada e temperatu-
ra de ignição de 570 °C equivalente a do metano principal constituinte do gás natu-
ral, uma fonte energética cujo consumo está em expansão no Brasil e deverá ser
uma das principais fontes de hidrogênio, pois os hidrocarbonetos encontrados na
sua estrutura, principalmente o metano, são os que possuem o maior número de
hidrogênio por átomo de carbono.

44
O gás natural é uma fonte de energia rica em hidrogênio, pois é composto por apro-
ximadamente 90 % de metano, que possui a relação de um átomo de carbono para
quatro átomos de hidrogênio. É um dos combustíveis fósseis mais utilizados no
mundo, com sua participação na matriz energética mundial de aproximadamente de
23 %, atrás apenas do petróleo que está com 40 %. Dentre os principais combustí-
veis fósseis, como o petróleo e o carvão, o gás natural é o menos poluente.
Hoje, são produzidos cerca de 500 bilhões de Nm3 por ano de hidrogênio, aproxima-
damente a metade provém do gás natural (240 bilhões de Nm3), e a maior parte da
produção em escala industrial é pelo processo de reforma a vapor, ou como um
subproduto do refino de petróleo e produção de compostos químicos em que o hi-
drogênio é obtido como subproduto. O processo de eletrólise da água também é
utilizado para a sua produção, sendo a “eletrólise alcalina” o processo mais conheci-
do comercialmente e o mais indicado para grandes produções [68], porém é um
processo com alto custo financeiro.
A eletrólise faz uso da eletricidade para romper a água em átomos de hidrogênio e
oxigênio. Este processo existe há mais de 100 anos. Seu funcionamento consiste de
dois eletrodos, um negativo (ânodo) e outro positivo (cátodo) que são submersos em
água, que quando pura e a temperatura de 25 ºC e uma pressão de 1,03 kg/cm2,
uma tensão de 1,24 V separa os átomos de oxigênio e de hidrogênio, visualmente, o
hidrogênio borbulha em direção ao eletrodo de carga negativa (anodo), e o oxigênio
rumo ao eletrodo de carga positiva (catodo). A aplicação de um eletrólito (sal) à água
aumenta a condutibilidade, melhorando a eficiência do processo. Apesar de simples
a eletrólise não tem sido muito utilizada porque os custos da eletricidade usada no
processo impedem que ela concorra com o processo de reforma a vapor do gás
natural [68].
Na reforma a vapor do gás natural utiliza-se energia térmica (calor), gerado pela
queima do próprio gás para separar os átomos de hidrogênio do átomo de carbono
no metano (CH4), e envolve a reação do gás natural com vapor d’água a alta tempe-
ratura em superfícies catalíticas (platina ou níquel). O processo extrai os átomos de
hidrogênio, deixando o dióxido de carbono como subproduto. Este processo realiza-
se em duas etapas: primeiro, a reação decompõe o combustível em água e monóxi-

45
do de carbono (CO); segundo, uma reação posterior transforma o monóxido de car-
bono e a água em dióxido de carbono (CO2) e hidrogênio.
Do ponto de vista ambiental este sistema de produção de hidrogênio não é conside-
rado sustentável, devido às emissões de dióxido de carbono (CO2), que contribui
para o efeito estufa. A reforma a vapor do gás natural tem se mostrado o meio de
menor custo para produzir o hidrogênio comercial, mas como pôde ser observado
acima o gás natural, que é uma mistura de hidrocarbonetos, emite CO2 no processo
de conversão.
Atualmente, a principal utilização do hidrogênio não é para a geração de energia,
mas sim para ser utilizado como matéria-prima na fabricação de produtos como os
fertilizantes, na conversão de óleo líquido em gordura hidrogenada, no processo de
fabricação de plásticos e amônia, no resfriamento de geradores e motores e na in-
dústria eletrônica, entre outros. Atualmente, as pesquisas sobre hidrogênio estão
concentradas na geração de energia elétrica através das células a combustível.
Como já foi mencionada na primeira seção deste trabalho, uma nova rota para a
produção de hidrogênio é a utilização de fontes de plasmas como ferramenta para
promover a pirólise de hidrocarbonetos, produzindo hidrogênio e carbono. Apesar de
esta técnica consumir grandes quantidades de energia elétrica, o carbono que é um
resíduo do processo é bastante interessante, pois sendo gerado desta forma ele
apresenta-se na forma de negro de fumo, que como já vimos possui um grande nú-
mero de aplicações, e mais, o negro de fumo de plasma possui características que
os classificam como negros para aplicações especiais [13,67], possuindo um alto
valor comercial. A técnica de plasma para a produção de hidrogênio torna-se, por-
tanto, rentável, pois também é produzido o negro de fumo. As principais vantagens
do plasma sobre a reforma a vapor são: emissão zero de CO2, obtenção de hidrogê-
nio e negro de fumo simultaneamente, 100% de conversão, plantas menores, etc..
[12, 64].
46
2.4 OBJETIVOS
O objetivo principal deste trabalho consiste na investigação da viabilidade de produ-
ção de hidrogênio através do processo de pirólise do gás natural usando uma tocha
de plasmas. Para isto, foi utilizada uma tocha com corrente contínua e arco não-
transferido, com argônio como gás de plasma e diferentes concentrações (aumento
da vazão) do gás natural no plasma. O processo de pirólise também gera carbono
sólido, sendo feita uma investigação deste material para caracterizá-lo.
Os objetivos específicos do trabalho são:
• Investigar o rendimento na produção de hidrogênio através da variação da va-
zão de gás natural utilizando a técnica de espectrometria de massas;
• Investigar a influência da variação da vazão de gás natural na produção de
carbono sólido;
• Caracterizar o carbono sólido produzido utilizando técnicas de análise elemen-
tar, difração de raios-X, área superficial específica, microscopia eletrônica de
varredura e termogravimetria.
• Correlacionar os diversos resultados obtidos pelas técnicas de caracterização,
para melhor compreender o processo de pirólise com a tocha de plasmas.

47
3 MATERIAIS E MÉTODOS EXPERIMENTAIS
3.1 PRODUÇÃO DE HIDROGÊNIO E NEGRO DE FUMO
Para a execução das experiências foi utilizado o gás natural veicular (GNV), devido
às características do produto (Tabela 1) [69], à logística de abastecimento e os cus-
tos envolvidos. As características deste são próximas das do gás natural, que variam
de acordo com o local de extração, possuindo o metano (de 70 a 98 %) como princi-
pal elemento de sua composição [1]. Devido às semelhanças, será mencionado no
trabalho apenas gás natural (GN) sabendo que se trata do GNV.
TABELA 1 – COMPOSIÇÃO DO GÁS NATURAL VEICULAR DISTRIBUÍDO NO ESPÍRITO SANTO E UTILIZADO NOS TESTES DESTE TRABALHO
Componente Concentração
(%) Massa Molecular
(Da)
Metano – C1 91,36 16
Etano – C2 3,66 30
Propano – C3 1,71 44
Butano e mais pesados – C4 e >C4 0,86 58 e >58
N2 2,05 28
CO2 0,35 44
Fonte: PETROBRAS DISTRIBUIDORA (2006) [69]. Nota: Dados adaptados pelo autor.
Foi realizada previamente uma medida de espectrometria de massa do GN utilizado,
para análise qualitativa (ver seção 3.2.1) das concentrações dos componentes de
sua composição. Para esta medida, o GN foi injetado diretamente no bloco de medi-
das dos gases, onde fica acoplado o espectrômetro de massa. É observável no es-
pectro apresentado na Figura 17 a presença de quatro picos pronunciados, sendo o
de maior intensidade referente ao metano (16 Da), acompanhado dos picos relacio-
nados ao etano (30 Da), propano (44 Da) e ao butano (58 Da). Para o cálculo das
vazões utilizadas do gás natural foram usadas as concentrações fornecidas na Ta-
bela 1, válida para o estado do Espírito Santo.

48
Nos experimentos, que resultaram na produção de hidrogênio e negro de fumo, foi
utilizada uma tocha de plasma desenvolvida no Laboratório de Plasma Térmico da
UFES. Construtivamente é uma tocha de catodo quente de tungstênio, com duas
câmaras de injeção de gás em vórtice e dois anodos de cobre tubulares. Na primeira
câmara é injetado em vórtice o gás de plasma, o argônio neste caso. O anodo utili-
zado na primeira câmara tem diâmetro mínimo de 8 mm e máximo de 17 mm, com
comprimento de 50 mm (geometria denominada de “duplo cone” devido ao seu per-
fil). Enquanto a segunda câmara é utilizada para injeção em vórtice do gás a sofrer
pirólise, neste caso o gás natural. O anodo acoplado a esta câmara possui 20 mm
de diâmetro e comprimento de 100 mm. Para melhor entendimento dos aspectos
construtivos da tocha de plasma é mostrado na Figura 18 o diagrama esquemático.
Esta tocha foi modifica após análises dos trabalhos de Souza [70], que utilizou uma
tocha com anodos de perfil reto de mesmo diâmetro e como gás de trabalho utilizou
hidrogênio e nitrogênio, e de Zucolotto Jr. [71], que utilizou anodos de perfil reto com
diâmetros diferentes e nitrogênio como gás de trabalho.
Figura 17 – Espectro de massa do GN utilizado nas experiências de pirólise.

49
Figura 18 - Esquema da tocha de plasma com dupla câmara de vórtice.
O gás natural, ao ser injetado na 2ª câmara, entra em contato com o jato de plasma
e tem suas moléculas quebradas devido à alta temperatura e às interações com os
íons de argônio e elétrons. A necessidade de utilização de uma tocha de dupla câ-
mara é devido à proteção do catodo de tungstênio, visto que o contato direto do gás
natural causa a erosão precipitada do catodo (Figura 19), devido a produção de car-
beto de tungstênio [3].
Figura 19 – Fotos do catodo da tocha de plasma após o uso. a) Catodo após passagem de argônio
pela 1ª câmara; b) catodo erodido após passagem do gás natural pela 1ª câmara.
O sistema montado para realização dos experimentos é constituído de: tocha de
plasma, reator cilíndrico refrigerado a água gelada, condensadores para separação
de sólidos, bloco de medidas de gás, onde está acoplado o espectrômetro de mas-
sa, e incinerador (Figura 20). Vale ressaltar que a tocha de plasma é a peça principal
a b

50
deste sistema e que sua utilização envolve uma complexa logística de controle. Da-
da a complexidade, o controle de operação da tocha é feito por um sistema a parte e
constituído de: fontes de corrente, voltímetros, amperímetros, circuito de refrigeração
a água gelada, gases, ignição e sistema de aquisição de dados via microcomputa-
dor, desenvolvido no laboratório [72].
Figura 20 – Representação do sistema utilizado nos experimentos de pirólise do GN.
Foram realizados cinco testes de pirólise do gás natural, sendo precedidos de limpe-
za completa do aparato experimental, retirando possíveis resíduos sólidos e líquidos.
Inicialmente, a tocha de plasma era ligada apenas com argônio, no intuito de promo-
ver a troca de gases da atmosfera do reator e dos condensadores, pois a presença
de oxigênio no sistema poderia provocar explosões. A quantidade de oxigênio no
sistema foi monitorada através do espectrômetro de massa, a ser discutido na seção
3.2.1, e após a concentração atingir níveis abaixo de 1 % o sistema estava apto a
injeção do GN. Os dados relativos aos testes, com os parâmetros de operação da
tocha de plasma, são mostrados na Tabela 2.
TABELA 2 - PARÂMETROS DE OPERAÇÃO DA TOCHA DE PLASMA NOS TESTES DE PIRÓLISE DO GN
Teste Tempo Tensão Corrente Potência Vazão de Argônio Vazão de GN
(min) (V) (A) (kW) (Nl/min) (Nl/min)
1º 11,3 34 627 21 57,5 47
2º 15,0 34 620 21 54,9 85
3º 15,0 34 615 21 56,9 131
4º 16,3 32 596 19 54,1 155
5º 15,1 34 598 20 55,3 197

51
Durante os testes o sistema foi monitorado através do espectrômetro de massa,
para uma análise qualitativa dos gases gerados no processo. Foram feitas estimati-
vas quantitativas devido às limitações do equipamento e da técnica. Considerando
que a intensidade do pico de massa está diretamente relacionada à concentração de
um determinado gás e que seja verdade para toda faixa de massa, é aceitável traçar
uma relação entre diferentes picos, desde que estes pertençam cada um a um gás.
Desta forma foi traçada a relação entre a concentração de hidrogênio e a de argônio,
visto que o pico de massa entorno de 40 Da pertence ao argônio e o pico na região
de 2 Da é pertencente ao H2. A partir desta relação foi possível avaliar o rendimento
do processo de pirólise quanto à produção de gás hidrogênio.
Houve ocorrência de material sólido, produzido a partir da quebra das moléculas do
GN. Este material, denominado por negro de fumo, foi coletado e teve sua massa
medida, sendo separado e identificado de acordo com a região do sistema. A no-
menclatura das amostras segue a sequência dos testes (1, 2, 3, 4 e 5) e o ponto de
coleta: anodo (A), reator (R) e condensadores (C). Desta forma, a amostra 1A foi
coletada no 1º teste na região do anodo (Tabela 3).
TABELA 3 – NOMENCLATURA ADOTADA PARA IDENTIFICAÇÃO DAS AMOSTRAS
Teste Região de coleta
Anodo Reator Condensador
1º 1A 1R 1C
2º 2A 2R 2C
3º 3A 3R 3C
4º 4A 4R 4C
5º 5A 5R 5C
Não foi possível manter o 1º teste por um período maior que 11 minutos (Tabela 1),
uma vez que baixa vazão de GN não propiciou uma boa velocidade de arraste do
material gerado, levando à obstrução do canal do 2º anodo e acarretando o aumento
da pressão no sistema de gases, motivo pelo qual o teste foi encerrado.
As análises efetuadas com as amostra foram: análise elementar, difração de raios-X,
área superficial específica, microscopia eletrônica de varredura e análise termogra-
vimétrica. Através da análise elementar foram medidos os percentuais de carbono,

52
hidrogênio, nitrogênio e oxigênio presentes nas amostras. A partir da difração de
raios-X foi investigada a formação de estruturas cristalinas no sólido. A área superfi-
cial específica é uma das técnicas necessárias para classificação do sólido produzi-
do como negro de fumo, mensurando a área superficial do material. Outra classifica-
ção dada ao negro de fumo é quanto ao tamanho de partícula, sendo esta estimada
através da microscopia eletrônica de varredura. Com a análise termogravimétrica em
atmosfera oxidante foi verificada a temperatura de oxidação inicial das amostras. A
descrição detalhada de cada uma destas técnicas está na seção a seguir.
3.2 TÉCNICAS EXPERIMENTAIS
3.2.1 Espectrometria de massa
Neste trabalho, a caracterização dos gases produzidos no decorrer dos testes foi
realizada com um espectrômetro de massa OmniStar da Balzers Instruments, que
faz espectros de 0 a 200 Da, sendo este acoplado ao bloco de medida dos gases,
no intuito de monitorar os gases oriundos da experiência em tempo real. Este equi-
pamento possui interface computadorizada para aquisição de dados com software
próprio (Balzers Quadstar™ 422) [73].
Construtivamente, este espectrômetro de massa (Figura 21a) é constituído de: sis-
tema de admissão de gases, ionização por impacto eletrônico, filtro de massa, de-
tecção, alto vácuo (~10-7 mbar) e interface de comunicação com microcomputador.
O filtro de massa é do tipo quadrupolo elétrico, que é composto por quatro barras
cilíndricas paralelas ligadas eletricamente a uma fonte DC e a uma fonte de RF,
conforme mostrado na Figura 21b. O gás é captado pela admissão, sendo ionizado
por impacto de elétrons com mais de 50 eV. Posteriormente o íon é selecionado
através de uma RF no filtro de quadrupolo, onde somente o íon com a razão mas-
sa/carga apropriada consegue prosseguir, e finalmente chega ao detector de íons
[74, 75].
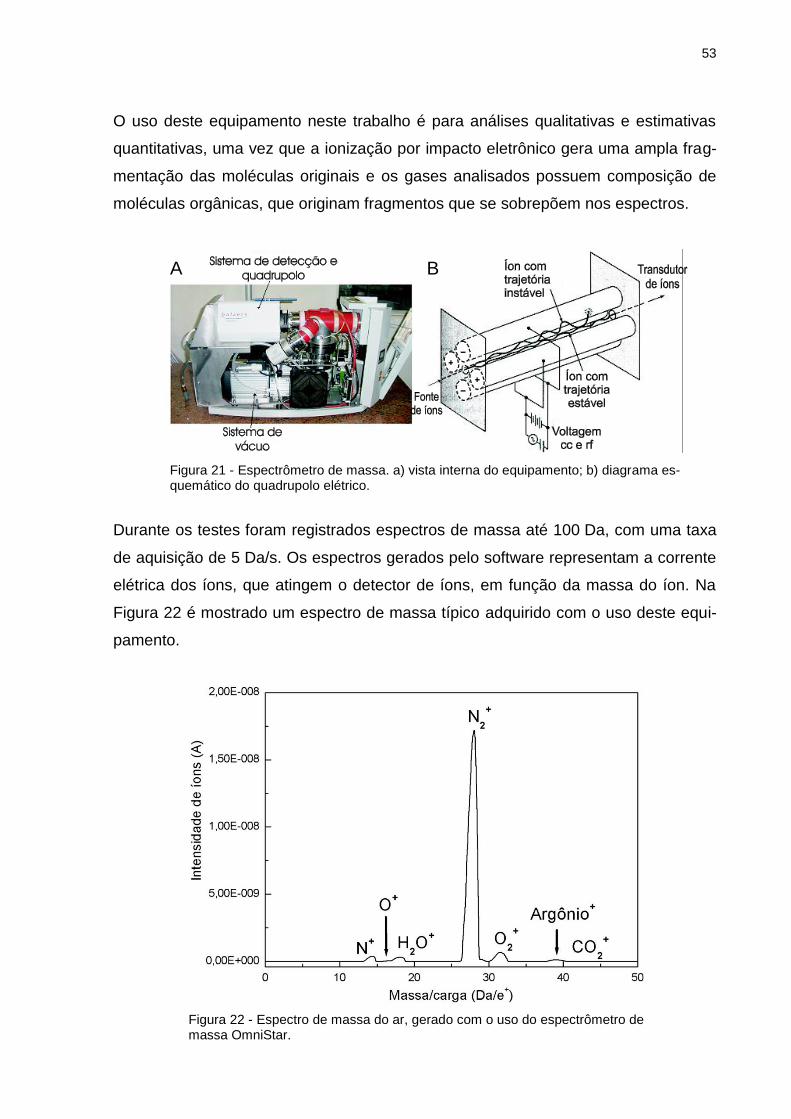
53
O uso deste equipamento neste trabalho é para análises qualitativas e estimativas
quantitativas, uma vez que a ionização por impacto eletrônico gera uma ampla frag-
mentação das moléculas originais e os gases analisados possuem composição de
moléculas orgânicas, que originam fragmentos que se sobrepõem nos espectros.
Figura 21 - Espectrômetro de massa. a) vista interna do equipamento; b) diagrama es-quemático do quadrupolo elétrico.
Durante os testes foram registrados espectros de massa até 100 Da, com uma taxa
de aquisição de 5 Da/s. Os espectros gerados pelo software representam a corrente
elétrica dos íons, que atingem o detector de íons, em função da massa do íon. Na
Figura 22 é mostrado um espectro de massa típico adquirido com o uso deste equi-
pamento.
Figura 22 - Espectro de massa do ar, gerado com o uso do espectrômetro de massa OmniStar.
A B

54
3.2.2 Análise elementar (CHNO)
A análise elementar é uma técnica que permite a quantificação de um ou mais ele-
mentos comumente encontrados em compostos orgânicos, incluindo carbono, hidro-
gênio, oxigênio, enxofre e nitrogênio. A base desta técnica é oxidação em alta tem-
peratura dos compostos orgânicos, convertendo os elementos de interesse em mo-
léculas gasosas [74].
O equipamento utilizado para análise CHN é um Leco CHNS-932 (CHNS) e para
análise do teor de oxigênio é utilizado o forno Leco VTF-932 (O) acoplado ao CHNS-
932, ambos pertencentes ao Laboratório de Materiais Carbonosos e Cerâmicos
(LMC) do Departamento de Física da UFES. Na Figura 23 está representado um
diagrama esquemático para o equipamento CHNS-932.
Figura 23 – Diagrama esquemático de funcionamento do equipamento de análise ele-mentar CHNS-932 [76].
Nas análises CHN, as amostras são oxidadas no forno de combustão do CHNS-932
a 1000 ºC em presença de O2 (analítico) e neste processo são gerados H2O, CO,
CO2, NOX e N2. Estes gases são arrastados por um fluxo de hélio (analítico) para um
segundo forno a 650 ºC preenchido por cobre granulado, onde ocorre a redução dos

55
compostos nitrogenados a N2. É adicionada ao cobre granulado uma pequena quan-
tidade de óxido de cobre, responsável por converter o CO em CO2. Na sequência, os
gases passam pelos sensores de infravermelho (H2O e CO2) e o detector de condu-
tividade térmica (N2).
Para análise do elemento O, as amostras são inseridas no forno VTF-932 a 1340 ºC
em presença de He (analítico) e neste processo são gerados CO e CO2. Estes ga-
ses são arrastados pelo hélio para um tubo contendo óxido de cobre, onde o CO é
oxidado, passando a CO2, e posteriormente os gases passam pelos sensores do
CHNS-932.
Para análise elementar é utilizada aproximadamente 0,5 mg de amostra e os resul-
tados das análises são fornecidos em termos percentuais dos teores elementares.
3.2.3 Difração de raios-X (DRX)
As medidas de DRX foram realizadas à temperatura ambiente com amostras na
forma de pó (granulometria de 70 mesh). Foi utilizado um difratômetro da marca
Rigaku, modelo Geigerflex, pertencente ao LMC. O ângulo de difração (2 ) foi varia-
do de 10 a 90º em intervalos de 0,05º, com radiação Cu- ( = 1,5418 Å). Foi utili-
zado um monocromador no feixe difratado e um discriminador eletrônico para sepa-
rar a radiação desejada.
A partir dos difratogramas das amostras, foi possível separar os picos de maior in-
tensidade para comparação com as fichas do banco de dados Powder Diffraction
File (JCPDS,1996) [77].
Foram efetuadas medidas de DRX para as amostras 1A, 2A, 3A, 3R e 3C, não po-
dendo ser efetuadas para as demais amostras, uma vez que o difratômetro apresen-
tou defeito durante a execução deste trabalho.

56
3.2.4 Área superficial específica (ASE)
As medidas da área superficial específica foram realizadas em um equipamento
Quantasorb da Quantachrone, cujo diagrama esquemático está apresentado na
Figura 24. A amostra foi previamente macerada e peneirada a 70 mesh, acondicio-
nada em um tubo de vidro em forma de “U”, permanecendo num processo de purga
a 300 ºC por 6 h com um fluxo constante de N2. O processo de adsorção e dessor-
ção, a ser descrito, é realizado com misturas gasosas contendo 10, 20 e 30 % de
nitrogênio balanceado em hélio.
Figura 24 – Diagrama esquemático de funcionamento do equipamento Quantasorb. a) sistema de purga e obtenção de gás para calibração; b) sistema de medidas [78].
Após a etapa de purga, o tubo que contém a amostra é mergulhado em recipiente
criogênico contendo N2 líquido a 77 K, e nesta temperatura o N2 da mistura gasosa
que passa pelo interior do tubo é adsorvido pela amostra. Depois da adsorção o tubo
de vidro é retirado do banho criogênico e aquecido com um jato de ar quente, provo-
cando a dessorção do N2 da amostra. Devido aos processos de adsor-
ção/dessorção, a mistura que passa pela amostra possui concentração de diferente
A B

57
daquela presente na mistura de referência, o que é detectado pelo equipamento a
partir das diferentes condutividades térmicas das misturas [78]. Esta diferença é
comparada com um volume de calibração de N2 fornecido ao equipamento com o
uso de uma seringa e a partir de uma proporção direta obtém-se quanto em volume
de N2 ficou adsorvido na amostra.
O princípio utilizado no método Brunauer, Emmett e Teller (BET) [79] segue os
mesmos postulados teóricos de Langmuir [80, 81, 82] (teoria de monocamadas),
extrapolando para um sistema multicamadas. A localidade de uma molécula adsor-
vida torna-se um novo sítio de adsorção, formando a segunda camada, contudo sem
considerar interações laterais, ou a possibilidade de ocupação nos interstícios da
camada anterior. Outra consideração dos autores é que em equilíbrio, a igualdade
entre velocidade de adsorção va e a velocidade de dessorção vd ocorreria tanto den-
tro da mesma camada quanto entre camadas sucessivas. Assim, os calores de ad-
sorção (condensação) e de dessorção (vaporização) do gás são considerados i-
guais, em cada uma das camadas [83]. Estas considerações levaram à conhecida
equação BET [79]:
, (02)
onde,
P = pressão de equilíbrio;
P0 = pressão de vapor de saturação do adsorvato;
Vm = volume de gás necessário para cobertura de uma monocamada;
V = volume de gás adsorvido por unidade de massa do adsorvente à pressão relati-
va P/P0;
C = constante que depende dos calores de condensação e vaporização do adsorva-
to e da temperatura absoluta.
A partir das medidas, realizadas sob as três concentrações diferentes de N2 balan-
ceadas em He, é possível um gráfico típico,

58
, (03)
que por linearização permite, através do coeficiente angular (a) e do ponto de inter-
seção (b), a obtenção da área superficial total (St), que dividida pela massa da a-
mostra (m) fornece a área superficial específica,
, (04)
onde a área da seção transversal da molécula de N2 ( ) é igual a 16,2 x 10-20 m2,
NA é o número de Avogrado e Vm é calculado a partir de a e b.
3.2.5 Microscopia eletrônica de varredura (MEV)
As imagens das amostras sólidas foram feitas num microscópio eletrônico de varre-
dura da marca Shimadzu, modelo SSX-550, pertencente ao Grupo de Física Expe-
rimental do Departamento de Física da UFES. O sistema de aquisição de imagem é
digital, sendo as imagens arquivadas em um microcomputador, que executa um
programa do fabricante [84].
A microscopia eletrônica fornece informações morfológicas e topográficas das super-
fícies dos sólidos. Em um microscópio eletrônico de varredura, a superfície da amos-
tra é varrida por um feixe energético de elétrons com rastreamento definido. Os si-
nais produzidos pela superfície neste processo incluem elétrons retroespalhados,
secundários e Auger, fótons de raios-X e fótons de outras energias [74, 85]. Os dois
sinais mais comuns utilizados nos estudos de superfície são os provenientes dos
elétrons retroespalhados e secundários. Os elétrons retroespalhados são produzidos
por espalhamento elástico na superfície do material, ou seja, elétrons que após nu-
merosas colisões modificam sua trajetória e saem do material com sua energia inal-
terada. Estes não são adequados para análise topográfica, uma vez que o feixe
formado move-se em linha reta e não relevam detalhes de qualquer parte da amos-

59
tra além da direção do detector. Entretanto, a emissão deste tipo de elétrons é for-
temente dependente de número atômico dos elementos da amostra, possibilitando
diferentes contrastes em regiões de diferentes composições químicas. Elétrons se-
cundários são produzidos como resultado de interações entre elétrons energéticos
do feixe e elétrons de condução fracamente ligados ao sólido, o que leva à ejeção
de elétrons da banda de condução. Imagens formadas predominantemente por elé-
trons secundários são as que possibilitam maior resolução em MEV [85] e podem
revelar detalhes finos da superfície da amostra, sendo por essas razões amplamente
utilizadas para análise topográfica.
3.2.6 Termogravimetria (TG)
Uma definição geralmente aceita para análise térmica é: “Um grupo de técnicas nas
quais uma propriedade física da amostra é medida em função do tempo ou da tem-
peratura, enquanto a temperatura da amostra, em uma atmosfera especifica, é pro-
gramada”, segundo Haines [86]. Dentre as diversas técnicas de análise térmica,
apenas a TG será descrita.
Em uma análise termogravimétrica a propriedade física medida da amostra é a mas-
sa e o gráfico gerado desta análise geralmente é apresentado em termos de percen-
tual de massa em função da temperatura ou do tempo. Pode-se obter igualmente a
curva termogravimétrica derivada (DTG), através da primeira derivada da curva da
TG. O instrumento consiste de uma balança de precisão, que mede variações de
massa da ordem de 10-5 g, acoplada a um forno programável e monitorada por um
programa de microcomputador. Uma análise por TG é limitada a processos que en-
volvem variações de massa, como oxidação, vaporização, decomposição e desidra-
tação [86]. Consequentemente, partes das curvas de TG como os platôs horizontais,
indicam que não ocorrem mudanças na massa para aquela determinada faixa de
temperatura, enquanto inclinações indicam uma variação desta massa.
Para o presente trabalho foi utilizado um equipamento da marca Shimadzu, modelo
TGA-50H. A taxa de aquecimento utilizada foi de 5 ºC/min com a temperatura vari-

60
ando entre 25 e 900 ºC, sendo empregado um fluxo constante de 30 mL/min de O2.
Para cada medida foi utilizada uma pequena quantidade de amostra pulverizada
com massa inicial de 10 a 30 mg, a qual foi colocada em um cadinho de ouro sus-
penso ao braço da balança por uma haste de quartzo. A temperatura da amostra foi
monitorada com o uso de um termopar do tipo S (Pt/Pt 10% Rh) e as curvas regis-
tradas automaticamente e analisadas com o uso de um programa computacional
fornecido pelo fabricante do equipamento. Neste programa existem recursos para
determinar, com boa aproximação, a temperatura de oxidação inicial, para análise
com atmosfera de O2, através de duas tangentes à curva na região de ocorrência da
oxidação, como mostra a Figura 25. As tangentes são tomadas imediatamente antes
da região de início da oxidação (platô horizontal) e logo após a região de início da
oxidação.
Figura 25 – Curva típica de TG de um material carbonoso, com as duas tangentes a curva na região de oxidação para determinação da temperatura de oxidação inicial.

61
4 RESULTADOS E DISCUSSÕES
4.1 ANÁLISE DOS GASES
As análises dos gases foram feitas através do espectrômetro de massa, que monito-
rou o sistema durante os testes. Antes da injeção do GN, o sistema foi operado ape-
nas com plasma de argônio e depois de constatada a baixa concentração de O2,
através dos espectros de massa (Figura 26), iniciava-se a injeção do gás natural no
sistema. Observa-se em todos os espectros de massa para testes feitos em reator a
presença de vapor de água (H2O, 18 Da), nunca atingindo concentração maior que
2 % e independe do tempo de teste. Este vapor d’água surge da umidade aderida à
superfície do reator, que passa para fase gasosa com o aquecimento durante os
testes. Portanto esta presença é inerente ao experimento.
Figura 26 – Espectro de massa típico dos gases provenientes do reator antes da injeção do gás natural nos testes de pirólise.
Na Figura 27 são apresentados os espectros de massa dos gases oriundos do rea-
tor durante os testes, quando estes alcançaram o regime estacionário e o plasma
ainda estava ligado. Para todos os testes observa-se o surgimento de um pico na
região de 2 Da, não pertencente ao GN e ao argônio. Portanto, este é produto da

62
pirólise do GN e sendo o GN formado predominantemente por metano, temos a se-
guinte reação:
, (05)
que libera H2, desta forma o pico em 2 Da é referente ao hidrogênio gerado no pro-
cesso. Os outros hidrocarbonetos que compõem o GN são decompostos em proces-
sos semelhantes, gerando carbono e H2.
Figura 27 – Espectros de massa dos gases provenientes do reator nos testes de pirólise do gás natural.

63
Através da análise dos espectros de massa também é observada a produção de
acetileno (pico em 26 Da), visto que este não é um dos constituintes do gás natural.
O rendimento na produção de H2 foi calculado a partir das intensidades dos picos
(H2 e argônio) obtidas nos espectros mostrados na Figura 27 e apresentadas na
Tabela 4, efetuando a divisão da intensidade do H2 pela intensidade do argônio. Esta
análise de rendimento é qualitativa, porém vale ressaltar que a vazão do argônio nos
testes foi mantida quase constante. Os resultados para o rendimento do H2 estão
apresentados na Tabela 5.
TABELA 4 – INTENSIDADE DOS PICOS NOS ESPECTROS DE MASSA DOS GASES PROVENIENTES DO REATOR DURANTE OS TESTES
Teste Intensidade normalizada
H2 Metano Acetileno Etano Argônio
1º 0,259 0,300 0,206 0,046 1,00
2º 0,316 0,696 0,257 0,929 1,00
3º 0,292 1,00 0,256 0,121 0,913
4º 0,188 1,00 0,212 0,207 0,835
5º 0,140 1,00 0,174 0,209 0,658
TABELA 5 – RAZÃO ENTRE AS INTENSIDADES MÁXIMAS DOS PICOS DE MASSA DO H2 E ARGÔNIO
Teste Potência Vazão Argônio Vazão GN H2/Argônio
(kW) (Nl/min) (Nl/min) (%)
1º 21 58 47 26,0
2º 21 55 85 31,6
3º 21 57 131 32,0
4º 19 54 155 22,5
5º 20 55 197 21,5
Pode-se verificar o melhor rendimento em produção de H2 para o 3º teste. Este re-
sultado pode ser melhor visualizado na Figura 28, onde é apresentado o rendimento
de H2 em função da razão das vazões GN/argônio utilizadas em cada teste.
O resultado qualitativo indica um melhor rendimento na produção de H2 para os pa-
râmetros utilizados no 3º teste, e a partir deste teste ocorre à diminuição no valor da
razão H2/argônio, o que pode ser atribuído ao aumento da vazão do GN, uma vez
que a energia fornecida pela tocha de plasma se manteve inalterada. Pela análise

64
dos espectros de massa verifica-se o aumento gradativo do pico do metano, o que
indica uma menor eficiência no processo de pirólise, devido à injeção excessiva do
GN no sistema.
Figura 28 – Rendimento na produção de H2 em relação à razão entre as vazões do GN e argônio utilizadas nos testes.
4.2 CARACTERIZAÇÃO DOS SÓLIDOS
Nos cinco testes de pirólise do GN houve produção de sólidos, para a mesma confi-
guração da tocha de plasma. A diferença entre os testes está na quantidade de gás
natural injetado na 2ª câmara da tocha, conforme Tabela 2, sendo este injetado tan-
gencialmente ao fluxo do plasma de argônio.
Na Figura 29 é mostrado o material sólido acumulado na saída do 1º anodo da tocha
(Figura 29a), no interior do canal do 2º anodo (Figura 29b), na saída da tocha (Figu-
ra 29c), na entrada do reator (Figura 29d), na saída do reator (Figura 29e) e no con-
densador (Figura 29f). A Figura 29a sugere que o início da pirólise do GN ocorre na
região de cone do 1º anodo, devido à turbulência criada no jato de plasma por esta
geometria. O gás natural injetado na 2ª câmara foi sorvido para esta região turbulen-

65
ta, devido à baixa pressão estabelecida e em virtude da alta temperatura do plasma
ocorre a pirólise GN.
Após cada teste o sistema experimental foi aberto e as amostras do material sólido
foram recolhidas, segundo a região em que foram encontradas. Estes materiais fo-
ram acondicionados em potes individuais e a massa de material sólido (Mteste) obtido
em cada teste está exposta na Tabela 6.
Cabe ressaltar que o material produzido possui baixa densidade e a mais leve cor-
rente de ar é capaz de arrastar parte do material. Desta forma, a massa recolhida
está ligeiramente abaixo da realmente produzida. Os cuidados adotados foram os
mesmos para todos os testes, portanto o erro é sistemático e se estende a todas as
massas.
Figura 29 - Sólido acumulado em partes do sistema experimental. a) saída do 1º anodo da tocha; b) entrada do 2º anodo; c) saída da tocha de plasma; d) entrada do reator; e) detalhe da saída do reator e f) detalhe do condensador.
Como o apresentado na Tabela 6, os testes não tiveram o mesmo tempo de dura-
ção, o que impossibilitou uma comparação direta entre a massa dos sólidos produzi-
dos em cada teste. Também é exibida a relação entre a massa de sólidos e o tempo
a b c
d e f

66
de teste, fornecendo a taxa de produção de sólidos, o que constitui um melhor pa-
râmetro de comparação entre os testes em relação à produção de massa. Uma me-
lhor visualização do comportamento dessa taxa de produção é exposta através da
Figura 30.
TABELA 6 – MASSA DE MATERIAL SÓLIDO PRODUZIDO EM CADA TESTE
Teste Mteste (g) Tempo de teste
(min) Mteste/tempo de teste
(g/min)
1º 28 11,3 2,5
2º 13 15,0 0,9
3º 22 15,0 1,5
4º 39 16,3 2,4
5º 41 15,1 2,7
Figura 30 – Taxa de produção do material sólido em relação à razão entre as vazões de GN e argônio utilizadas em cada teste.
Pode-se observar, através da Figura 30, que a melhor taxa de produção de massa
ocorreu para o 5º teste e aparentemente o 1º teste destoou do comportamento geral
apresentado. Esta suposta discrepância surgiu das características deste teste, visto
que a baixa vazão do GN não propiciou uma boa velocidade de arraste do material
sólido gerado, levando à obstrução do canal do 2º anodo e à finalização do teste

67
antes do tempo proposto (15 min), em virtude do aumento de pressão no sistema de
gases.
4.2.1 Análise elementar
As análises foram efetuadas em sistema de quadruplicata e o resultado apresentado
é a média aritmética das medidas para cada amostra. Os resultados das análises
elementares estão expostos na Tabela 7.
TABELA 7 – ANÁLISE CHNO DAS AMOSTRAS DO MATERIAL SÓLIDO PRODUZIDO
Amostra Carbono
(%) Hidrogênio
(%) Oxigênio
(%)
1A 99,8 (0,5) 0,02 (0,03) 0,13 (0,03)
1R 94 (1) 2,78 (0,05) 2,79 (0,09)
1C 92,8 (0,8) 3,45 (0,06) 3,7 (0,1)
2A 97 (1) 1,61 (0,07) 1,15 (0,08)
2R 91,5 (0,9) 4,00 (0,08) 4,47 (0,08)
2C 91,4 (0,5) 3,94 (0,06) 4,32 (0,06)
3A 93,1 (0,3) 3,28 (0,05) 3,60 (0,07)
3R 92 (1) 3,68 (0,09) 4,4 (0,1)
3C 92,1 (0,9) 3,45 (0,06) 4,4 (0,1)
4A 95 (2) 3,1 (0,1) 2,1 (0,2)
4R 95 (1) 2,99 (0,04) 2,2 (0,1)
4C 95 (1) 2,65 (0,08) 2,6 (0,1)
5A 97 (1) 1,6 (0,1) 1,4 (0,4)
5R 95,4 (0,8) 2,6 (0,1) 2,0 (0,2)
5C 95,6 (0,6) 2,31 (0,07) 2,1 (0,2)
Os resultados para o teor de nitrogênio não foram apresentados na Tabela 7, pois
estavam dentro da incerteza da medida.
É observável que as amostras recolhidas no anodo (A) possuem os maiores teores
de carbono, tendo atingido o menor teor para o terceiro teste. A amostra 1A possui o

68
maior teor de carbono, uma vez que foi a amostra com maior tempo de residência no
interior do 2º anodo e foi submetida à maior temperatura. Na Figura 31 é mostrado o
comportamento dos teores elementares, para cada uma das regiões de coleta de
amostra.
A amostra 3A possui o menor teor de carbono dentre as amostras do anodo, en-
quanto apresenta o maior teor de hidrogênio destas. Este alto teor de hidrogênio
está associado à maior concentração de H2 na fase gasosa (Figura 28), o que possi-
bilitou a ligação deste elemento às estruturas sólidas que estavam sendo formadas.
Figura 31 – Teores de carbono, hidrogênio e oxigênio para as amostras das três regiões de coleta em relação à razão entre a vazão do GN e argônio utilizada em cada teste.

69
Os teores de hidrogênio das amostras do reator e do condensador são próximos e
geralmente maiores que os teores encontrados para as amostras do anodo. Fica
evidenciado que este maior teor de hidrogênio está associado a menores temperatu-
ras na formação do sólido, uma vez que o reator e o condensador ficaram a tempe-
raturas menores que o anodo da tocha de plasma. Uma possível explicação seria o
crescimento do sólido a partir da adesão de hidrocarbonetos poliaromáticos (HPA’s)
ao sólido já existente, visto que estes HPA’s também formados no processo de piró-
lise necessitam de menores temperaturas para condensação sobre o sólido [9,47].
O teor de oxigênio apresenta comportamento semelhante ao teor de hidrogênio,
sendo maior para amostras do reator e do condensador. Possivelmente, a incorpo-
ração do oxigênio a estrutura sólida ocorre a temperaturas menores, como no caso
do hidrogênio. O oxigênio presente na amostra é originário da decomposição do CO2
presente no GN (Tabela 1).
4.2.2 Difração de raios-X
Os difratogramas de raios-X das amostras 1A, 2A e 3A são mostrados na Figura 32,
sendo observáveis as linhas largas associadas à estrutura turbostrática (máximos
em torno de 26 e 43º devido às reflexões 002 e 10, respectivamente). O máximo
associado à reflexão 002 é mais pronunciado no difratograma da amostra 1A, em
relação às demais amostras, indicando uma melhor organização dos planos aromá-
ticos em microcristalitos do tipo grafite. Esta amostra foi submetida a uma maior
temperatura no interior do 2º anodo, favorecendo a formação desta estrutura grafíti-
ca melhor organizada. As amostras 2A e 3A apresentam um máximo na região
2 = 26º, indicando a existência de estruturas turbostráticas com planos grafenos
orientados de forma aleatória e com defeitos intrínsecos, compondo microcristalitos
(ordenação cristalina de curto alcance).
Na Figura 33 são observados os difratogramas para as amostras do 3º teste, nas
três diferentes regiões de coleta de amostra. O aspecto geral para estas amostras é
semelhante, apresentando as linhas largas associadas à estrutura turbostrática. No
70
entanto, é facilmente observável para as amostra 3R e 3C um ombro entre 10 e 20º
para o pico de reflexão 002 (2 = 26º), o que pode estar relacionado a presença dos
HPA’s ao material sólido [71].
Figura 32 – Difratogramas de raios-X das amostras coletadas no anodo
para o 1º, 2º e 3º teste.
Figura 33 - Medidas de DRX das amostras recolhidas no 3º teste.

71
4.2.3 Área superficial específica
Antes das medidas de área superficial, as amostras passaram por um processo de
purga a 300 ºC, durante 6 h, com fluxo constante de N2. Verificou-se após este pro-
cesso, a presença de um líquido condensado na saída do tubo utilizado como porta
amostra. Este líquido foi recolhido e apenas a massa do sólido restante entrou nos
cálculos da área superficial específica. Por não se tratar do objetivo principal deste
trabalho, este líquido condensado será investigado posteriormente.
Os resultados das medidas de área superficial específica (ASE) estão apresentados
na Tabela 8. Foram obtidos, para as amostras do anodo do 3º teste e condensador
do 5º teste, valores de ASE acima dos encontrados para “negros de fumo” produzi-
dos pelos métodos tradicionais, como o acetylene black e furnace black
(10-100 m2/g) [11, 39].
TABELA 8 – MEDIDAS DA ÁREA SUPERFICIAL ESPECÍFICA
Teste Área superficial específica (m2/g)
Anodo Reator Condensador
1º 21 15 11
2º 85 15 <1
3º 172 20 31
4º 60 62 98
5º 93 102 119
A amostra recolhida na região do anodo no 3º teste apresentou o maior valor de
área superficial, como mostrado na Figura 34. Este resultado está associado à maior
concentração de H2 na fase gasosa, que ocorreu no terceiro teste, indicando uma
quebra mais eficiente das moléculas do GN.

72
Figura 34 – Área superficial específica para as três regiões de coleta em função da razão entre a vazão do GN e a vazão de argônio para cada teste.
4.2.4 Microscopia eletrônica de varredura
As amostras foram inicialmente metalizadas com ouro, para melhoria da banda de
condução na superfície das amostras, permitindo desta forma uma maior ejeção de
elétrons secundários da amostras ao serem atingidas pelo feixe de elétrons do mi-
croscópio eletrônico. Um número maior elétrons secundários, sendo ejetados da
superfície das amostras, tornou possível a obtenção de imagens com maior resolu-
ção.
Para geração das imagens foram utilizadas tensões de aceleração variando de 20 a
25 kV, e corrente de feixe de 50 µA, sendo a escolha da tensão função da melhor
imagem obtida. A ampliação utilizada para gerar as imagens foi de 20.000 vezes,
exceção para a amostra 5A que foi gerada a 30.000 vezes. Nas Figuras 35, 36, 37,
38 e 39 são apresentadas as imagens das amostras coletadas no 1º, 2º, 3º, 4º e 5º
teste, respectivamente.

73
Figura 35 – Imagens de microscopia eletrônica de varredura das amos-
tras coletadas no 1º teste. 1A) anodo; 1R) reator; 1C) condensador.
1A
1C
1R

74
Figura 36 – Imagens de microscopia eletrônica de varredura das amos-
tras coletadas no 2º teste. 2A) anodo; 2R) reator; 2C) condensador.
2A
2R
2C

75
Figura 37 – Imagens de microscopia eletrônica de varredura das amos-
tras coletadas no 3º teste. 3A) anodo; 3R) reator; 3C) condensador.
3A
3C
3R
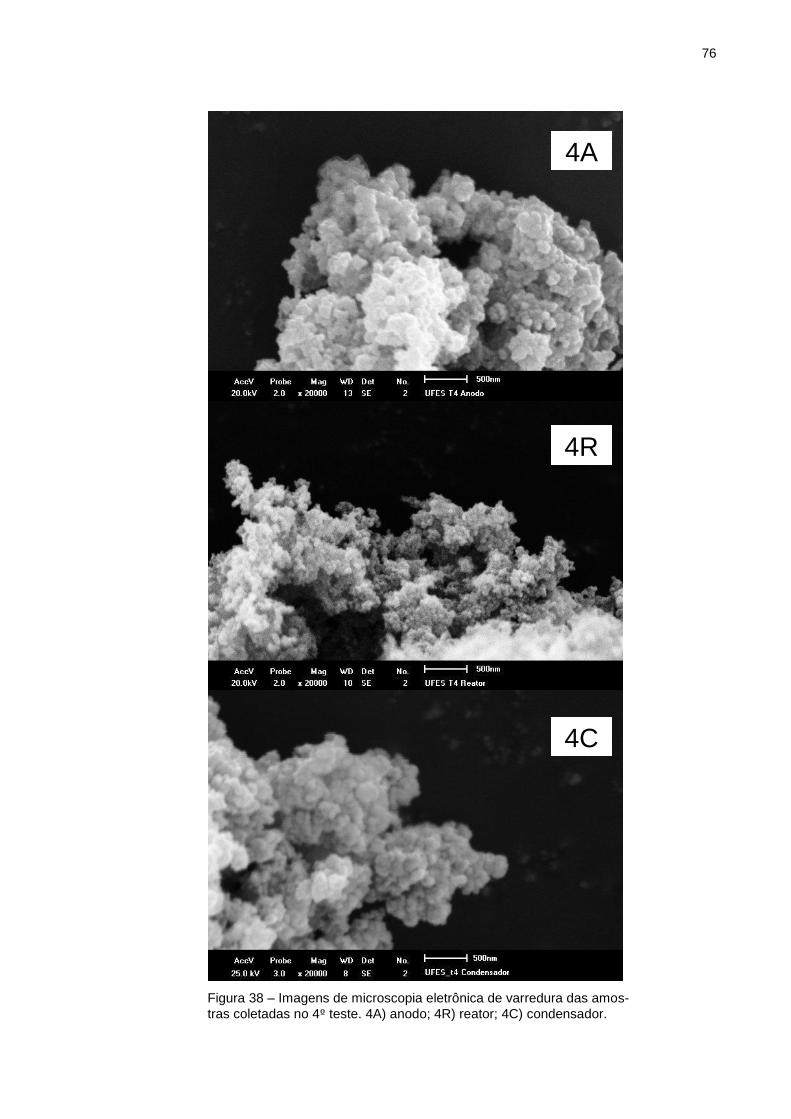
76
Figura 38 – Imagens de microscopia eletrônica de varredura das amos-
tras coletadas no 4º teste. 4A) anodo; 4R) reator; 4C) condensador.
4C
4R
4A

77
Figura 39 – Imagens de microscopia eletrônica de varredura das amos-
tras coletadas no 3º teste. 5A) anodo; 5R) reator; 5C) condensador.
5A
5C
5R
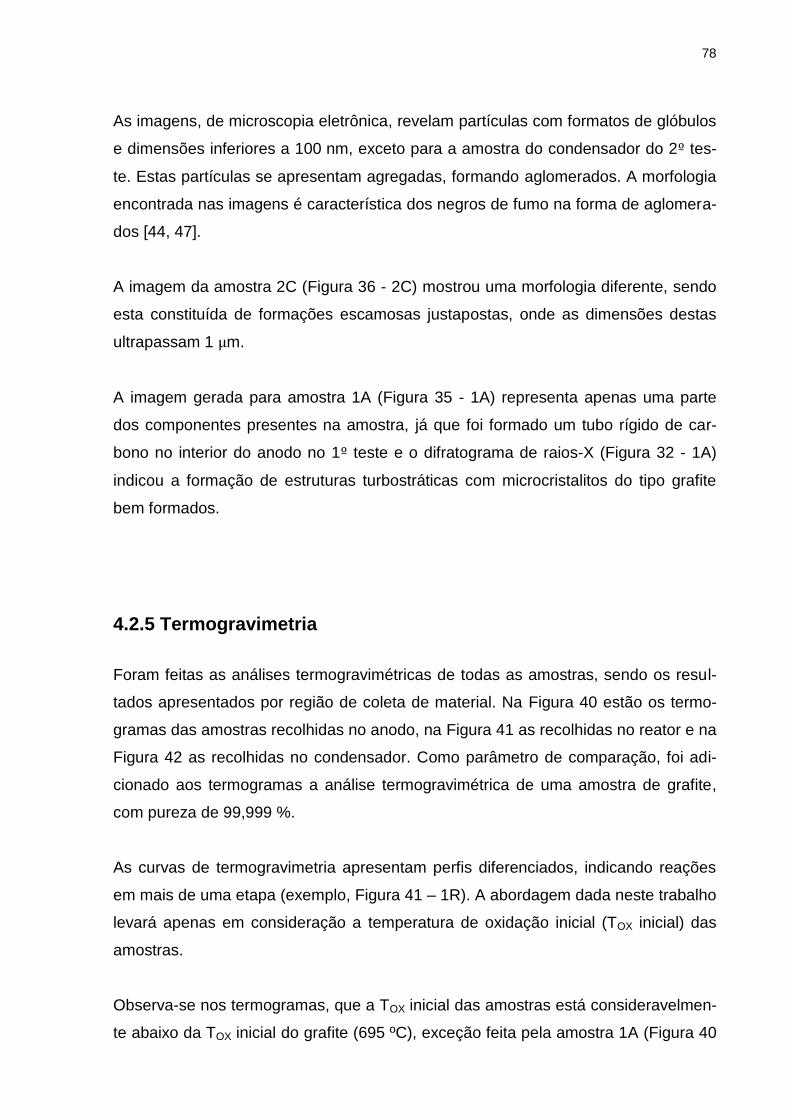
78
As imagens, de microscopia eletrônica, revelam partículas com formatos de glóbulos
e dimensões inferiores a 100 nm, exceto para a amostra do condensador do 2º tes-
te. Estas partículas se apresentam agregadas, formando aglomerados. A morfologia
encontrada nas imagens é característica dos negros de fumo na forma de aglomera-
dos [44, 47].
A imagem da amostra 2C (Figura 36 - 2C) mostrou uma morfologia diferente, sendo
esta constituída de formações escamosas justapostas, onde as dimensões destas
ultrapassam 1 µm.
A imagem gerada para amostra 1A (Figura 35 - 1A) representa apenas uma parte
dos componentes presentes na amostra, já que foi formado um tubo rígido de car-
bono no interior do anodo no 1º teste e o difratograma de raios-X (Figura 32 - 1A)
indicou a formação de estruturas turbostráticas com microcristalitos do tipo grafite
bem formados.
4.2.5 Termogravimetria
Foram feitas as análises termogravimétricas de todas as amostras, sendo os resul-
tados apresentados por região de coleta de material. Na Figura 40 estão os termo-
gramas das amostras recolhidas no anodo, na Figura 41 as recolhidas no reator e na
Figura 42 as recolhidas no condensador. Como parâmetro de comparação, foi adi-
cionado aos termogramas a análise termogravimétrica de uma amostra de grafite,
com pureza de 99,999 %.
As curvas de termogravimetria apresentam perfis diferenciados, indicando reações
em mais de uma etapa (exemplo, Figura 41 – 1R). A abordagem dada neste trabalho
levará apenas em consideração a temperatura de oxidação inicial (TOX inicial) das
amostras.
Observa-se nos termogramas, que a TOX inicial das amostras está consideravelmen-
te abaixo da TOX inicial do grafite (695 ºC), exceção feita pela amostra 1A (Figura 40

79
– 1A), com TOX inicial de 624 ºC. Na Tabela 9 estão apresentados os valores da TOX
inicial de todas as amostras recolhidas, sendo estas TOX iniciais obtidas a partir do
método de interseção das duas retas tangentes à curva da análise termogravimétri-
ca (Figura 25), aplicado ao TG de cada amostra.
Figura 40 – Termogramas dos materiais sólidos recolhidos na região do anodo, com o termograma do grafite (99,999 %) para comparação.
Figura 41 – Termogramas dos materiais sólidos recolhidos na região do reator, com o termograma do grafite (99,999 %) para comparação.

80
Figura 42 – Termogramas dos materiais sólidos recolhidos na região do condensador, com o termo-grama do grafite (99,999 %) para comparação.
TABELA 9 – TEMPERATURA DE OXIDAÇÃO INICIAL
Teste TOX inicial (ºC)
Anodo Reator Condensador
1º 624 418 410
2º 422 429 380
3º 395 372 391
4º 426 389 427
5º 407 409 434
As baixas TOX iniciais das amostras indicam uma ampla desorganização estrutural
do material, corroborando os resultados das medidas de DRX. A amostra com maior
TOX inicial também apresenta a melhor organização estrutural, segundo as medidas
de DRX (Figura 32 – 1A).
Os teores de cinzas das amostras são da mesma ordem de grandeza que a do grafi-
te, o que indica ausência de materiais inorgânicos. O aumento de massa apresenta-
do no final do termograma é devido à oxidação das cinzas.
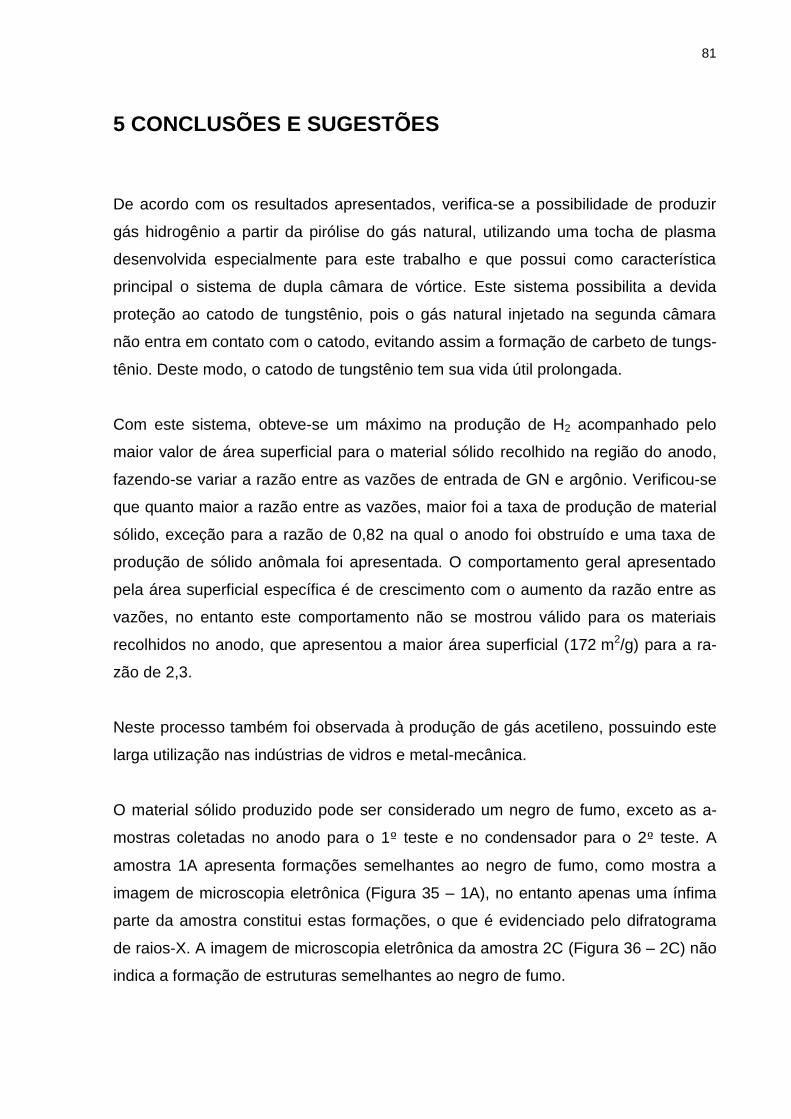
81
5 CONCLUSÕES E SUGESTÕES
De acordo com os resultados apresentados, verifica-se a possibilidade de produzir
gás hidrogênio a partir da pirólise do gás natural, utilizando uma tocha de plasma
desenvolvida especialmente para este trabalho e que possui como característica
principal o sistema de dupla câmara de vórtice. Este sistema possibilita a devida
proteção ao catodo de tungstênio, pois o gás natural injetado na segunda câmara
não entra em contato com o catodo, evitando assim a formação de carbeto de tungs-
tênio. Deste modo, o catodo de tungstênio tem sua vida útil prolongada.
Com este sistema, obteve-se um máximo na produção de H2 acompanhado pelo
maior valor de área superficial para o material sólido recolhido na região do anodo,
fazendo-se variar a razão entre as vazões de entrada de GN e argônio. Verificou-se
que quanto maior a razão entre as vazões, maior foi a taxa de produção de material
sólido, exceção para a razão de 0,82 na qual o anodo foi obstruído e uma taxa de
produção de sólido anômala foi apresentada. O comportamento geral apresentado
pela área superficial específica é de crescimento com o aumento da razão entre as
vazões, no entanto este comportamento não se mostrou válido para os materiais
recolhidos no anodo, que apresentou a maior área superficial (172 m2/g) para a ra-
zão de 2,3.
Neste processo também foi observada à produção de gás acetileno, possuindo este
larga utilização nas indústrias de vidros e metal-mecânica.
O material sólido produzido pode ser considerado um negro de fumo, exceto as a-
mostras coletadas no anodo para o 1º teste e no condensador para o 2º teste. A
amostra 1A apresenta formações semelhantes ao negro de fumo, como mostra a
imagem de microscopia eletrônica (Figura 35 – 1A), no entanto apenas uma ínfima
parte da amostra constitui estas formações, o que é evidenciado pelo difratograma
de raios-X. A imagem de microscopia eletrônica da amostra 2C (Figura 36 – 2C) não
indica a formação de estruturas semelhantes ao negro de fumo.

82
Algumas da amostras (3A, 5R e 5C) possuem características fora do padrão de
classificação dos negros de fumo comerciais, dando a eles características “especi-
ais” e que foram demonstradas pelas seguintes técnicas:
• A análise elementar das amostras indicaram uma alta concentração do elemento
carbono, com teor mínimo de 93% para o material produzido no anodo durante o
terceiro teste. As medidas de área superficial indicaram alguns valores acima do
convencional para este tipo de material, atingindo o valor de 172 m2/g para o
material recolhido no anodo do terceiro teste, estando acima dos valores encon-
trados para alguns negros de fumo produzidos pelas técnicas tradicionais;
• As imagens obtidas, através da microscopia eletrônica de varredura, indicaram a
presença de estruturas em forma de glóbulos da ordem de dezenas de nanôme-
tros e maiores, sendo possível a observação de aglomerados;
• As análises termogravimétricas dos negros de fumo mostraram que a temperatu-
ra de oxidação inicial está consideravelmente abaixo da temperatura de oxida-
ção do grafite, sugerindo uma estrutura altamente desorganizada, confirmada
pelos difratogramas de raios-X;
• As medidas de Difração de Raios-X indicaram que o material produzido possui
uma estrutura altamente desorganizada, típica das estruturas turbostráticas (re-
flexões características).
Como perspectivas para trabalhos futuros, vale destacar:
• Aumentar a razão entre as vazões de GN e argônio, para confirmar o comporta-
mento de crescimento da área superficial específica, nas regiões do reator e do
condensador, com o aumento desta razão;
• Variar a potência da tocha de plasma utilizando o valor de 2,31 para razão entre
as vazões de GN e argônio;

83
• Analisar o mesmo processo, porém com sistema de injeção radial na segunda
câmara da tocha;
• Quantificar a produção de hidrogênio;
• Pesquisar a presença de estruturas do tipo fulereno e até mesmo nanotubos de
carbono agregadas ao negro de fumo;
• Investigar a constituição do líquido que condensou no porta amostra do medidor
de área superficial.
• Submeter o negro de fumo a tratamentos térmicos e analisar os produtos gera-
dos, bem como na qualidade do negro de fumo após o tratamento.
• Investigar as possibilidades de aplicações (tinta de impressora, bateria, etc.) do
negro de fumo produzido por este método.

84
REFERÊNCIAS
[1] CARDOZO, L. C.. Do poço ao posto. Rio de Janeiro: Qualitymark, 2005.
[2] OGDEN, J. M.. Review of Small Stationary Reformers for Hydrogen Prodution. In: IEA H2, TR-02/002, 2002. Paris: International Energy Agency, 2002. Disponível em: <http://www.eere.energy.gov/afdc/pdfs/31948.pdf>. Acesso em: 27 out. 2007.
[3] FINCKE, R. J. et al.. Plasma pyrolisis of methane to hydrogen and carbon black. Industrial and Engineering Chemistry Research, 41 (6), p. 1425-1435, 2002.
[4] BROMBERG, L. et al.. Plasma reforming of methane. Energy & Fuels, 12 (1), p. 11-18, 1998.
[5] FULCHERI, L.; E SCHWOB, Y.. From methane to hydrogen, carbon black and water. Int. J. of Hydrogen Energy, 20 (3), p. 197-202, 1995.
[6] GHORBANZADEH, A. M.; MATIN, N. S.. Methane conversion to hydrogen and higher hydrocarbons by double pulsed glow discharge. Plasma Chemistry and Plasma Processing, 25 (1), p. 19-29, 2005.
[7] CHO, W. et al.. Conversion of natural gas to hydrogen and carbon black by plasma and application of plasma carbon black. Catalysis Today, 98 (14), p. 633-638, 2004.
[8] TAYLOR, R.. Carbon blacks: production, properties and applications. In: MARSH, H. (Org.); HEINTZ, E. A.; RODRÍGUES-REINOSO, F.. Introduction to carbon technologies. Alicante: Universidad de Alicante, 1997. p. 167-210.
[9] FABRY, F.; FLAMANT, G.; FULCHERI, L. Carbon black processing by thermal plasma. Analysis of the particle formation mechanism. Chemical Engineering Science, 56 (6), p. 2123-2132, 2000.
[10] KIM, K. S. et al.. Production of hydrogen and carbon black by methane decomposition using DC-RF hybrid thermal plasmas. IEEE Transaction on Plasma Science, 33 (2), p. 813-823, 2005.

85
[11] FULCHERI, L. et al.. Plasma processing: a step towards the production of new grades of carbon black. Carbon, 40 (2) , p. 169-176, 2002.
[12] LYNUM, S.; HUGDAHI, J.; E HILDRUM, R..The Kvaerner CB & H process. In: Carbon Black World 96. Nice: Intertech, 1996.
[13] PROBST, N.; GRIVEI, E; E FABRY, F.. Quality and performance of carbon blacks from plasma process. Rubber Chem. Technol., 75, p. 891-905, 2002.
[14] ESIBYAN, E.. Plasma-arc equipment. Moscou: Mir Publishers, 1978.
[15] BOULOS, M. I.; FAUCHAIS, P; E PFENDER, E.. Thermal Plasma: fundamentals and applications, v. 1. New York: Plenum press, 1994.
[16] ROTH, J. R.. Industrial plasma engineering: principles, v. 1. London: Institute of physics publishing, 1995.
[17] BATCHELOR, D. B. Integrated simulation of fusion plasmas. Physics today, 58 (2), p. 35-40, 2005.
[18] PFENDER, E.. Electric arcs and arc gas heaters. In: Gaseous eletronics: electrical discharges, v. 1. New York: Academic press, 1978.
[19] GRUPO DE FÍSICA E TECNOLOGIA DE PLASMA (GFTP). O que é o plasma? Campinas: [GFTP, 2000?]. Disponível em: <http://www.ifi.unicamp.br/gftp/plasma/plasma1.htm>. Acesso em: 27 out. 2007.
[20] RAVARY, B. et al.. Analysis of a 3-phase AC plasma process. Journal of High Temperature Material Processes, 3 (2), p. 245-260, 1998.
[21] MAROTTA, A.. Tochas de plasma: questões básicas. In: Congresso Brasileiro de Física dos Plasmas, 1., Santos. Anais do Congresso Brasileiro de Física dos Plasmas. Santos: [s.n.], 1991. v. 1, p.228-241.
[22] PAREDEZ ANGELES, P. J.. Estudos de tochas de plasma através da teoria da similaridade. 2004. Dissertação (Mestrado em física) - Instituto de Física "Gleb Wataghin", Universidade Estadual de Campinas, Campinas, 2003.
[23] ZHUKOV, M. F.. Lower temperature plasma. Electric arc generators of thermal plasma. Novosibirsk: Nauka, 1999.

86
[24] EMMERICH, F. G.. Modelo granular, percolação-resistividade, RSE e módulo de elasticidade de materiais carbonosos: aplicação ao endocarpo de babaçu tratado térmicamente até 2200 ºC. 1987. 128 f. Tese (Doutorado em física) - Instituto de Física "Gleb Wataghin", Universidade Estadual de Campinas, Campinas, 1987.
[25] COHEN-TANNOUDJI, C.; DIU, B.; LALOË, F.. Quantum mechanics. New York: John Wiley & Sons, 1977.
[26] RUSSEL, J. B.. Química geral. 2. ed. São Paulo: Makron Books, 1994. 2 v.
[27] MCENANEY, B.. Structure and bonding in carbon materials. In: Burchell, T. D. (Org.). Carbon materials for advanced technologies. Oxford: Pergamon, 1999. p. 1-34.
[28] GAY, R.; GASPAROUX, H.. Explication des diagrammes de difraction des rayons X par les carbones graphités. In: Pacault, A. (Org.). Les carbones. Paris: Masson et Cie, 1965. Tome I, p. 63-128.
[29] ROBERT, M. C.; OBERLIN, M.; MERING, J.. Lamellar reactions in graphitizable carbons. In: WALKER, Jr., P. L. (Org.); THROWER, P. A.. Chemistry and Physics of Carbon. New York: Marcel Dekker, 1973. v. 10, p. 141-211.
[30] RODRÍGUEZ-REINOSO, F.. Actived carbon: structure, characterization, preparation and applications. In: MARSH, H. (Org.); HEINTZ, E. A.; RODRÍGUES-REINOSO, F.. Introduction to carbon technologies. Alicante: Universidad de Alicante, 1997. p. 35-102.
[31] FRANKLIN, R. E.. The structure of graphitic carbons. Acta Cryst., 4, p. 253-261, 1951.
[32] FRANKLIN, R. E.. Crystallite growrh in graphitizing and non-graphitizing carbons. Proc. Roy. Soc. (London ), A209, 1951. p. 196-218.
[33] FREITAS, J. C. C. de. Estudo de materiais carbonosos obtidos por decomposição térmica de precursores orgânicos através de ressonância magnética nuclear de alta resolução em conjunção com outras técnicas experimentais. 2000. 173 f. Tese (Doutorado em física) - Centro Brasileiro de Pesquisas Físicas, Rio de Janeiro, 2000.

87
[34] WARREN, B. E.. X-ray diffraction in random layer lattices. Phys. Rev., 59, p. 693, 1936.
[35] DRESSALHAUS, M. S. et al.. Graphite fibers and filaments. Berlim: Springer-Verlag, 1988.
[36] MANTEL, C. L.. Carbon and grafite handbook. New York: John Wiley & Sons, 1968.
[37] BOKROS, J. C.. Deposition structure and properties of pyrolytic carbon. In: WALKER, Jr., P. L. (Org.); THROWER, P. A.. Chemistry and Physics of Carbon. New York: Marcel Dekker, 1969. v. 5, p. 1-118.
[38] FITZER, E., et al.. Recommend terminology for the description of carbon as a solid. Pure and Appl. Chem, 67 (3), p. 473-506, 1995.
[39] SCHWOB, Y.. Acetylene black: manufacture, properties and applications. In: WALKER, Jr., P. L. (Org.); THROWER, P. A.. Chemistry and Physics of Carbon. New York: Marcel Dekker, 1979. v. 15. p. 109-227.
[40] MILLET, J.. Préparation des carbones. In: Pacault, A. (Org.). Les Carbones. Paris: Masson et Cie, 1965. Tome I, p. 5-36.
[41] MARSH, H.. Carbon materials: an overview of carbon artifacts. In: MARSH, H. (Org.); HEINTZ, E. A.; RODRÍGUES-REINOSO, F.. Introduction to carbon technologies. Alicante: Universidad de Alicante, 1997. p. 1-34.
[42] BANCO NACIONAL DE DESENVOLVIMENTO ECONÔMICO E SOCIAL (BNDES). Negro de fumo. Complexo Químico, Rio de Janeiro: Gerência Setorial, 1998. Informe Setorial.
[43] WATSON, A. Y.; VALBERG, P. A.. Carbon black and soot: two different substances. American Industrial Hygiene Association Journal, 62(2), p. 218-228, 2001.
[44] HESS, W. M.; HERD, C. R.. Microstructure, morphology and general physical properties. In: DONNET, J.-B. (Org.); BANSAL, R. C.; E WANG, M. J.. Carbon Black. 2nd ed., rev. & expanded. New York: Marcel Dekker, 1993. p. 89-173.
[45] WARREN, B. E.. X-ray diffraction study of carbon black. J. Chem. Phys., 2, p. 551-555, 1934.

88
[46] BISCOE, J.; WARREN, B. E.. An x-ray study of carbon black. J. Appl. Phys., 13, p. 364, 1942.
[47] DONNET, J.-B.; VOET, A.. Carbon black: physics, chemistry and elastomer reinforcement. New York: Marcel Dekker, 1976.
[48] KNOLL, M.; RUSKA, E.. Das elektronenmikroskop. Z. Physik, 78, p. 318-339, 1932.
[49] HECKMAN, F. A.; HARLING, D. F.. New look at microstructure of carbon blacks. Journal of Applied Physics, 35(10), p. 3089, 1964.
[50] HESS, W. M.; BAN, L. L.. High resolution dark field microscopy of carbon black. In: International Congress for Electron Microscopy, 6th, 1966, Kioto. Proceeding of 6th International Congress for Electron Microscopy. Kioto: Noreuco Reporter, 1966, v. 13, p. 102.
[51] HEIDENREICH, R. D.; HESS, W. M.; BAN, L. L.. A test object and criteria for high resolution electron microscopy. J. Appl. Cryst., 1, p. 1-19, 1968.
[52] DONNET, J.-B.; CUSTODÉRO, E.. Carbon black surface studied by scanning tunneling microscopy. In: Donnet, J.-B. (Org.);Bansal; R. C.; Wang, M. J.. Carbon Black. 2nd ed., rev. & expanded. New York: Marcel Dekker, 1993. pp. 221-227.
[53] SWITZER, C. W.; HELLER, G. L.. Ruber World. 134, p. 855, 1956.
[54] BANSAL, R. C.; DONNET, J.-B.. Mechanism of carbon black formation. In: Donnet, J.-B. (Org.);Bansal; R. C.; Wang, M. J.. Carbon Black. 2nd ed., rev. & expanded. New York: Marcel Dekker, 1993. p. 67-88.
[55] LAHAYE, J.; PRADO, G.. Mechanisms of carbon black formation acetylene black: manufacture, properties and applications. In: WALKER, Jr., P. L. (Org.); THROWER, P. A.. Chemistry and Physics of Carbon. New York: Marcel Dekker, 1978. v.14. p. 197-294.
[56] GESSLER, A. M.; HESS, W. M.; MEDALIA, A. I.. Reinforcement of elastomers with carbon black part IV: interaction between carbon black and polymer. Plast. Rubber Proc., 3(4), p. 141-156, 1978.
89
[57] HESS, W.; HERD, C. R.. Microstructure, morphology and general physical properties. In: Donnet, J.-B. (Org.);Bansal; R. C.; Wang, M. J.. Carbon Black. 2nd ed., rev. & expanded. New York: Marcel Dekker, 1993, p. 89-173.
[58] HERD, C. R.; MCDONALD, G. C.; HESS, W. M.. The use of skeletonization for the shape classification of carbon black aggregates. Rubber Chem. Technol., 66(4), p. 491-509, 1993.
[59] IDONOV, N. A. et al.. Plasma chemical production of dispersed carbon. Phase composition study. Khim Vys. Energ., 20, p. 174-180, 1986.
[60] SHAKOURZADEH, K.; AMOUROUX, J.. Reactor design and energy concepts for a plasma process of acetylene black production. Plasma Chem. & Plasma Processing, 6 (4), p. 335-948, 1986.
[61] CRISTOFIDES, C.; ILBERSON, V.-J. Processing hydrocarbons in a thermal RF - plasma reactor. In: International Symposium on Plasma Chemistry, 6th, 1983, Montreal. Proceedings of ISPC-6. Montreal: [s.n], 1983. paper A-8-2.
[62] JORDAN, M. E. et al.. Carbon black product and method of preparation thereof. Plasma Chem. & Plasma Processing. p. 342, 554, 1967. US Patent 3.
[63] BOYD, J. W.. Air quality issues for carbon black. In: Carbon Black World 94. Houston: Intertech,1994. p. 23-24.
[64] LYNUM, S.. CO2-free hydrogen from hydrocarbons. The Kvaerner CB & H process. In: Annual US Hydrogen Meeting, 5th, 1994. Proceedings of AUSHM. v. 6, p. 47-56.
[65] SCHWOB, Y. Prospects for carbon black in Eastern and Western Europe. The global outlook for Carbon Black. In: Carbon Black World 94, 1994. Houston: Intertech,1994.
[66] FULCHERI, L. et al.. Characterization of a 3-phase AC plasma reactor for carbon black synthesis from natural gas. In: International Symposium on Plasma Chemistry, 12th, 1995, Minneapolis. Proceedings of ISPC12. Minneapolis: [s.n], 1995. v.2., p. 1159-1164.
[67] FULCHERI, L.; SCHWOB, Y.; FLAMANT, G.. Comparison between new carbon nanostructures produced by plasma with industrial carbon blacks grades. Journal de Physique III, 79(3), p. 491-503, 1997.

90
[68] GOMES NETO, E. H.. Hidrogênio, evoluir sem poluir: a era do hidrogênio, das energias renováveis e das células a combustível. Curitiba: Brasil H2, 2005.
[69] PETROBRAS DISTRIBUIDORA S.A.. Gás natural – BR. C2006. Disponível em: <http://www.br.com.br/portalbr/calandra.nsf/0/61F69944BAB0B74703256DAD004CDAE7?OpenDocument&Energia>. Acesso em: 27 out. 2007.
[70] SOUZA, A. C.. Craqueamento do gás natural utilizando tochas de plasmas. 2005. 72f. Dissertação (Mestrado em Física) – Programa de Pós-Graduação em Física, Universidade Federal do Espírito Santo, Vitória, 2005.
[71] ZUCOLOTTO JUNIOR, C. G.. Geração de hidrogênio e negro de fumo pela pirólise do gás natural utilizando uma tocha de plasma. 2006. 85f. Dissertação (Mestrado em Física) – Programa de Pós-Graduação em Física, Universidade Federal do Espírito Santo, Vitória, 2006.
[72] PAULINO, H. D.. Sistema de controle de operação para maçarico de plasmas. In: JORNADA DE INICIAÇÃO CIENTÍFICA, 14., 2004, Vitória. Caderno de resumos. Vitória: Pró-Reitoria de Pesquisa e Pós-Graduação, 2004. v.1, p. 85.
[73] BALZERS INSTRUMENTS. Quadstar. Versão 6.0.3.0. Liechtenstein: Inficon Aktiengesellschaft, 2001. 3 disquetes.
[74] SKOOG, D. A.; HOLLER, F. J.; TIMOTHY, A.. Princípios de análise instrumental. 5. ed. São Paulo: Bookman, 2002.
[75] Balzers Instruments. OmniStar GSD 300 O: operating manual. Liechtenstein: Balzers Instruments, 2001.
[76] Leco Corporation. CHNS-932: instruction manual. St. Joseph: Leco Corporation, 2001.
[77] JCPDS. PCPDFWIN. Versão 1.2. [s.l.]: International Centre for Diffraction Data. 1996. 1 disquete e 1 cd-rom.
[78] QUANTACHROME CORPORATION. Quantasorb: instrunction manual. Part number 05000, QS-18, 10/1991. Syosset: Quantachrome Corporation, 1991.

91
[79] BRUNAUER, S.; EMMETT, P. H.; TELLER, E.. Adsorption of gases in multimolecular layers. J. Am. Chem. Soc., 60, p. 309-319, 1938.
[80] ISRAELACHVILI, J.. Intermolecular & surface forces. 2nd ed. San Diego: Academic Press Limited, 1991.
[81] GONTIJO, L. C.. Preparação e caracterização de carvão ativado de endocarpo de coco-da-baia. 1996. 56f. Dissertação (Mestrado em Física) – Programa de Pós-Graduação em Física, Universidade Federal do Espírito Santo, Vitória, 1996.
[82] SCHETTINO JÚNIOR, M. A.. Ativação química do carvão de casca de arroz utilizando NaOH. 2004. 78f. Dissertação (Mestrado em Física) – Programa de Pós-Graduação em Física, Universidade Federal do Espírito Santo, Vitória, 2004.
[83] PATRICK, J. W.. Porosity and applications. New York: John Wiley & Sons, 1995.
[84] SHIMADZU CORPORATION. SuperScan-550. Versão 2.07. Tokyo: Shimadzu, 2006.
[85] KESTENBACH, H. J.; BOTTA FILHO, W. J.. Microscopia eletrônica: transmissão e varredura. São Paulo: Associação Brasileira de Metais, 1994.
[86] HAINES, P. J.. Termogravimetry. In: Thermal methods of analysis: principles, appications and problems. Glasgow: Blackie Academic and Professional, 1995. cap. 2, pp. 2-62.

Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas

Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo