pim - procedimento de inspeção de material · pdf filetabela 2.1 – tipo de...
TRANSCRIPT
PIM-02 – Tala de Junção: 1
PIM - PROCEDIMENTO DE INSPEÇÃO DE MATERIAL
TALA DE JUNÇÃO – ABNT
SUMÁRIO
1. OBJETIVO
2. DEFINIÇÃO - CARACTERÍSTICAS - FABRICAÇÃO
3. FORMA - DIMENSÃO - FURAÇÃO
4. GABARITOS PARA INSPEÇÃO
4.1. GABARITO PARA TJ-37
4.2. GABARITO PARA TJ-45
4.3. GABARITO PARA TJ-50
4.4. GABARITO PARA TJ-57
4.5. GABARITO PARA TJ-68
4.6. GABARITOS DE FURAÇÃO E POSIÇÃO
5. TOLERÂNCIAS
6. INSPEÇÃO E RECEBIMENTO
6.1. INSPEÇÃO
6.2. PLANO DE AMOSTRAGEM
6.3. VERIFICAÇÕES
6.4. PROPRIEDADES MECÂNICAS
6.5. COMPOSIÇÃO QUÍMICA
6.6. MARCAÇÃO DA TALA DE JUNÇÃO
6.7. VERIFICAÇÃO DIMENSIONAL E VISUAL
6.8. ENSAIO DE TRAÇÃO
6.9. ENSAIO DE DOBRAMENTO
7. LIBERAÇÃO PARA EMBARQUE
8. CARREGAMENTO E TRANSPORTE
9. LOCAL DE ENTREGA
10. TERMO DE ACEITAÇÃO PROVISÓRIA
11. GARANTIA
12. ACEITAÇÃO E REJEIÇÃO
13. TRANSPORTE E ESTOCAGEM
13.1. CARGA E DESCARGA
13.2. ESTOCAGEM
14. NORMAS TÉCNICAS ABNT
ANEXO: MODELO DE FICHA DE INSPEÇÃO DE TALA DE JUNÇÃO
PIM-02 – Tala de Junção: 2
1. OBJETIVO.
Este Procedimento tem por objetivo definir as principais características do material, da
fabricação, bem como as condições para a inspeção e recebimento de TALAS DE
JUNÇÃO para trilhos ferroviários.
2. DEFINIÇÃO - CARACTERÍSTICAS - FABRICAÇÃO.
Tala de Junção (TJ): Peça de aço ajustada e fixada, aos pares, por meio de parafusos,
porcas e arruelas de pressão, na junta dos trilhos para assegurar continuidade da
superfície de rolamento da via. A junção é feita por duas talas justapostas, montadas na
alma do trilho e apertadas com quatro a seis parafusos de alta resistência com torque
pré-estabelecido. Os furos são ovais para permitir dilatação das extremidades.
As talas de junção são classificadas de acordo com a forma, e o tipo de trilho a que se
destina.
De acordo com a forma, a tala de junção é classificada em:
a) Contínua (C);
b) Cantoneira (D);
c) Transição (T);
d) Lisa (L); e
e) Simétrica.
De acordo com o tipo de trilho a que se destina e norma ABNT-NBR-7590/1991, a tala
de junção é classificada de acordo com as Tabelas 2.1 e 2.2.
Tabela 2.1 – Tipo de tala de junção
Tipos Tala de junção Trilho (Norma ABNT-NBR=7590/1991)
1 TJ 37 TR 37
2 TJ 45 TR 45
3 TJ 50 TR 50
4 TJ 57 TR 57
5 TJ 68 TR 68
PIM-02 – Tala de Junção: 3
Tabela 2.2 – Tipo de tala de junção de transição
Tipos Tala de junção de
transição Trilho (Norma ABNT-NBR 7590/1991)
1 TJ 37 / 45 TR 37 com TR 45
2 TJ 45 /50 TR 45 com TR 50
3 TJ 50 / 57 TR 50 com TR 57
4 TJ 57 / 68 TR 57 com TR 68
De acordo com o teor de carbono no aço, a tala de junção é classificada em:
SÍMBOLO AÇO
B Baixo teor de carbono
M Médio teor de carbono
A Alto teor de carbono
T Carbono temperado
Quanto à qualidade do aço, a tala de junção é classificada conforme a norma ABNT-
NBR-7591/1982 em:
Qualidade corrente, de acordo com a Tabela 2.3;
Qualidade especial.
Tabela 2.3 – Tala de junção de qualidade corrente
Qualidade do aço
Propriedade mecânica à tração
Limite de Resistência à Tração (LR) (MPa)
Alongamento percentual mínimo após ruptura (A)
(%)
M 470 a 570 20
A 550 a 650 18
T (*) ≥ 690 12
(*) Tratada termicamente por têmpera e limite de escoamento LE, ≥ 480 MPa
(1 MPa = 1 N/mm² = 10,19 kgf/cm².
Quanto ao isolamento elétrico, a tala de junção é classificada conforme a norma
ABNT-NBR-7591/1982 em:
PIM-02 – Tala de Junção: 4
Isolante (I);
Não isolante.
Quanto à designação, a tala de junção é designada conforme a norma ABNT-NBR-
7591/1982 em:
Tipo, de acordo com as Tabelas 1 e 2;
Letras indicativas, na ordem de classificação de acordo com a forma, material (aço),
conformação (laminada), acabamento (não usinada), qualidade do aço (Tabela 3) e
isolamento elétrico.
Exemplos:
TJ-68A – tala de junção simétrica, para junta com trilhos tipo TR.68, de aço, laminada,
não usinada, qualidade A e não isolante;
TJ-57/68T – tala de junção de transição, para junta com trilhos tipos TR.57 e TR.68,
de aço, laminada, não usinada, qualidade T e não isolante;
TJ-68LMI – tala de junção, lisa L, para junta com trilhos de tipo TR.68, de aço,
laminada, não usinada, qualidade M e isolante I.
Quanto ao material das talas de junção deve ser utilizado o aço com alto e médio teor
de carbono.
E quanto ao processo de fabricação devem ser laminadas, com acabamento esmerado
e sem qualquer tipo de rebarba, de modo a que resultem ajustáveis aos gabaritos de
controle da seção
As superfícies de ajustagem com o trilho e os elementos de fixação devem ser lisas e
com ausência de empenos.
Devem ser isentas de quebras de continuidade, de reparos por solda, enchimento ou
qualquer método de dissimulação de defeitos.
Devem ser isentas de fissuras, rachaduras, fraturas, ou quaisquer outros defeitos.
O fabricante deverá informar ao DNIT sobre o processo de fabricação adotado e as
características do aço, que não podem ser alterados sem o prévio conhecimento e
aprovação do DNIT.
A unidade de compra da tala de junção é a tonelada ou eventualmente uma TJ,
observada a designação a ser fixada pelo DNIT.
Os pesos e características geométricas das talas de junção são os indicados na Tabela
2.4
PIM-02 – Tala de Junção: 5
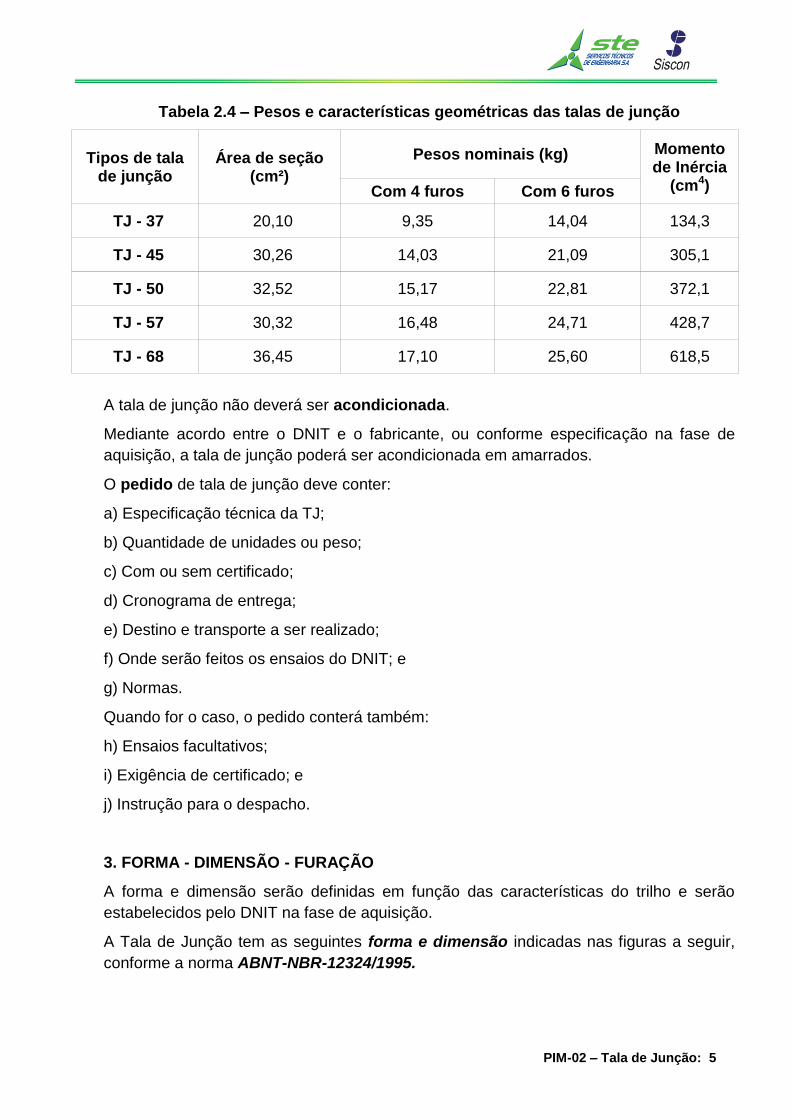
Tabela 2.4 – Pesos e características geométricas das talas de junção
Tipos de tala de junção
Área de seção (cm²)
Pesos nominais (kg) Momento de Inércia
(cm4) Com 4 furos Com 6 furos
TJ - 37 20,10 9,35 14,04 134,3
TJ - 45 30,26 14,03 21,09 305,1
TJ - 50 32,52 15,17 22,81 372,1
TJ - 57 30,32 16,48 24,71 428,7
TJ - 68 36,45 17,10 25,60 618,5
A tala de junção não deverá ser acondicionada.
Mediante acordo entre o DNIT e o fabricante, ou conforme especificação na fase de
aquisição, a tala de junção poderá ser acondicionada em amarrados.
O pedido de tala de junção deve conter:
a) Especificação técnica da TJ;
b) Quantidade de unidades ou peso;
c) Com ou sem certificado;
d) Cronograma de entrega;
e) Destino e transporte a ser realizado;
f) Onde serão feitos os ensaios do DNIT; e
g) Normas.
Quando for o caso, o pedido conterá também:
h) Ensaios facultativos;
i) Exigência de certificado; e
j) Instrução para o despacho.
3. FORMA - DIMENSÃO - FURAÇÃO
A forma e dimensão serão definidas em função das características do trilho e serão
estabelecidos pelo DNIT na fase de aquisição.
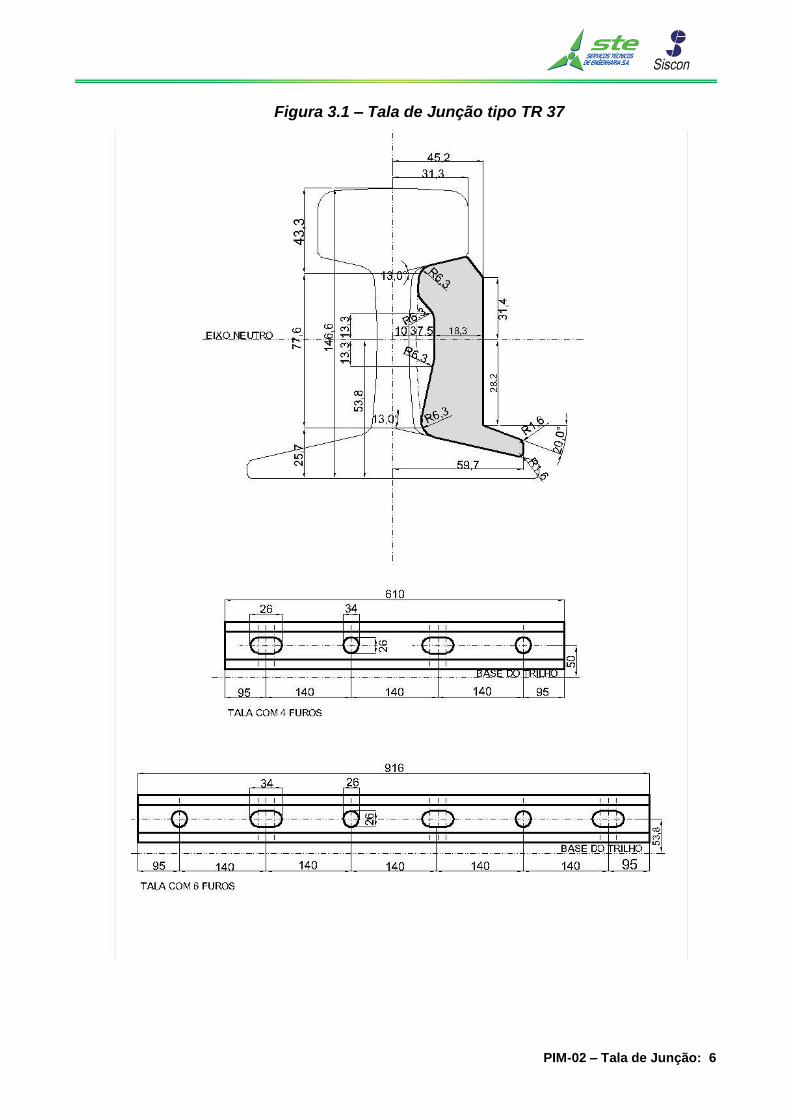
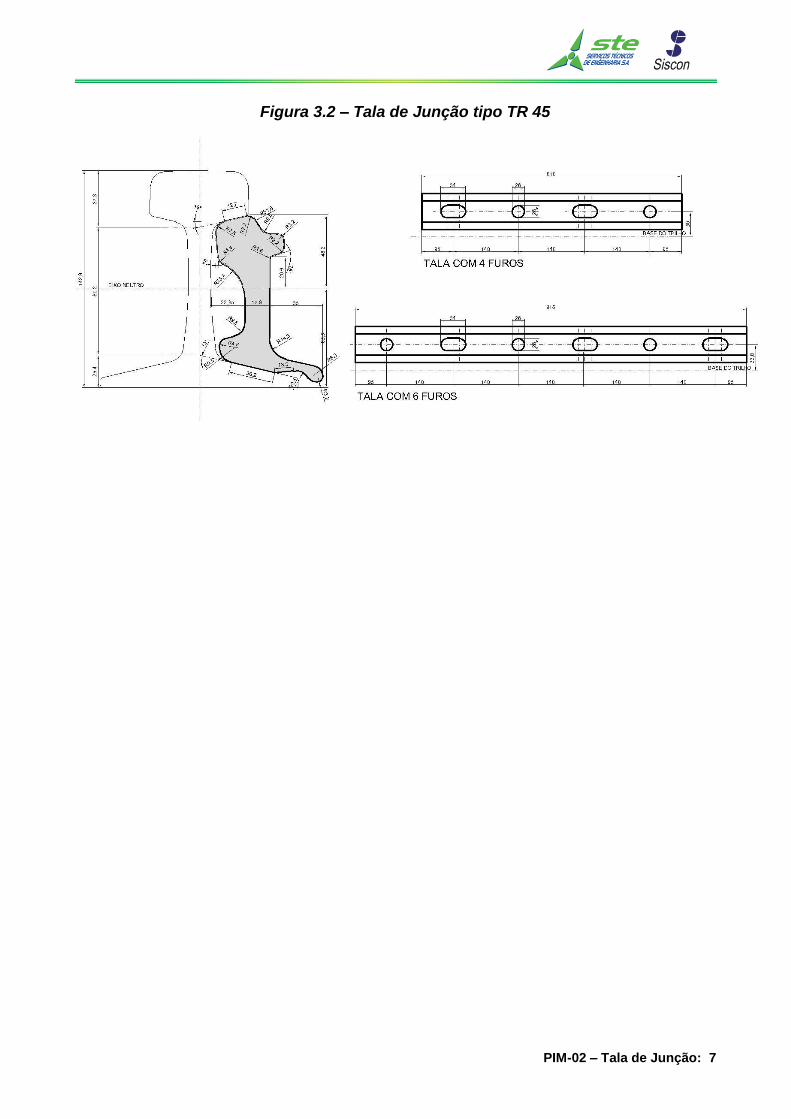
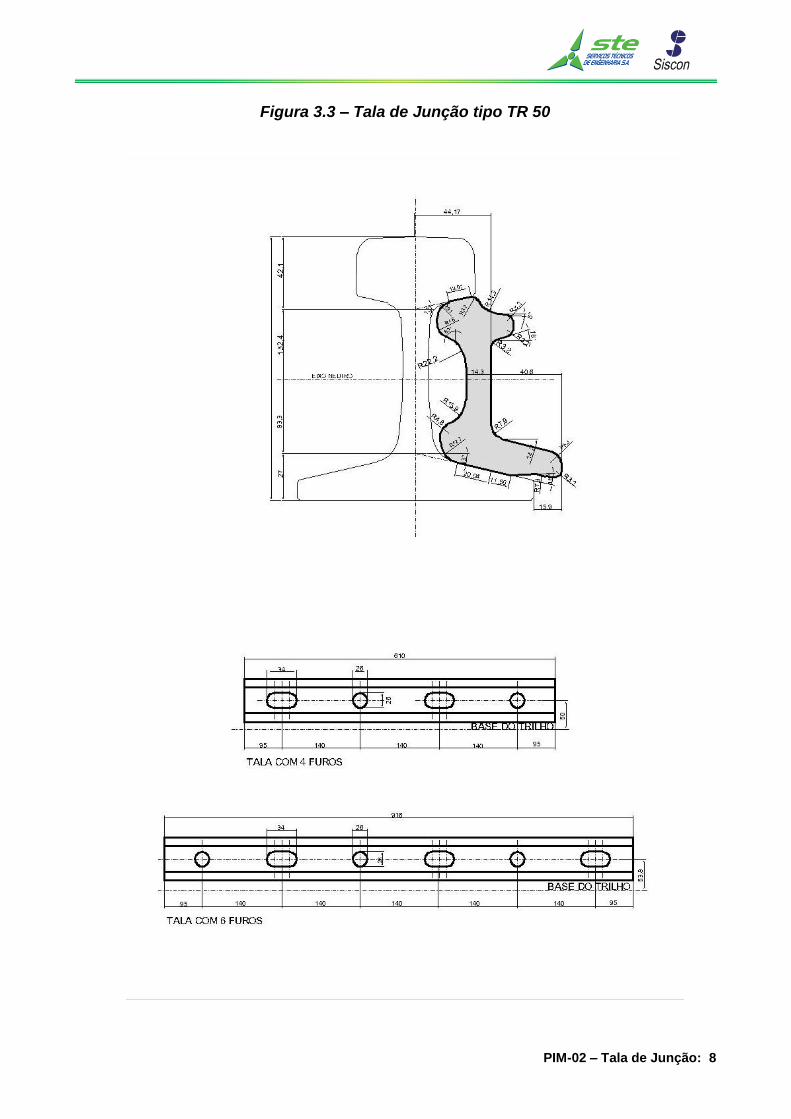
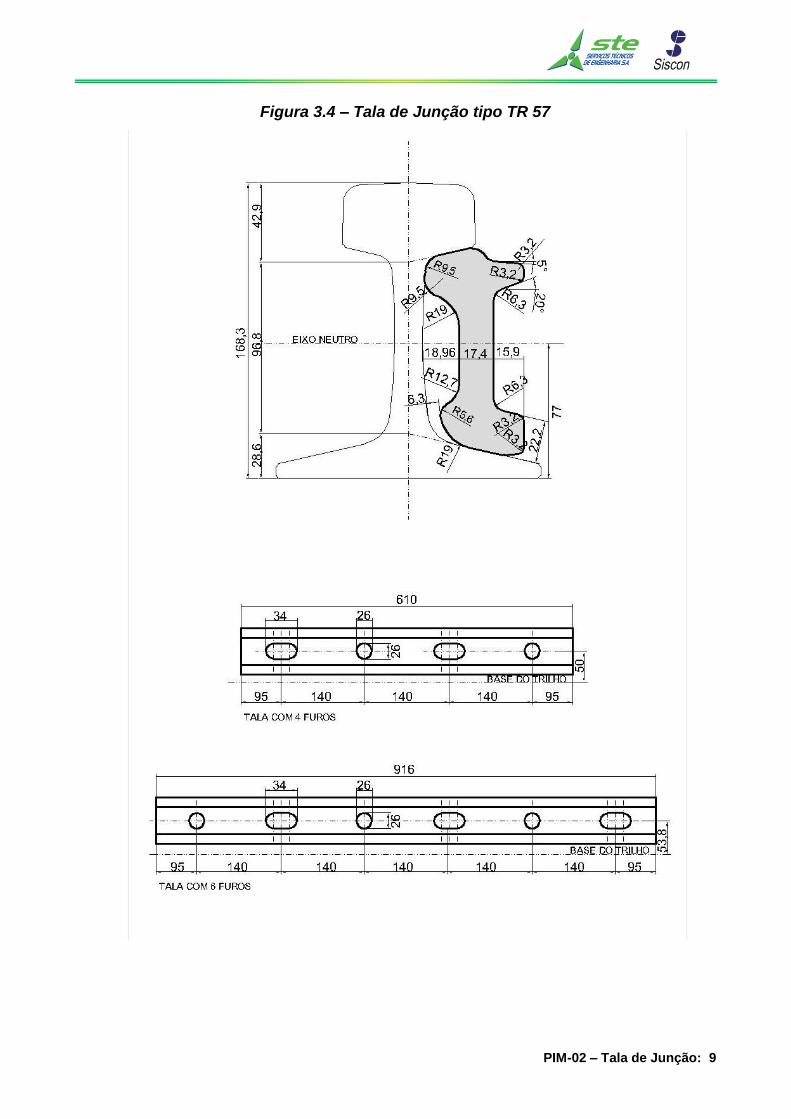
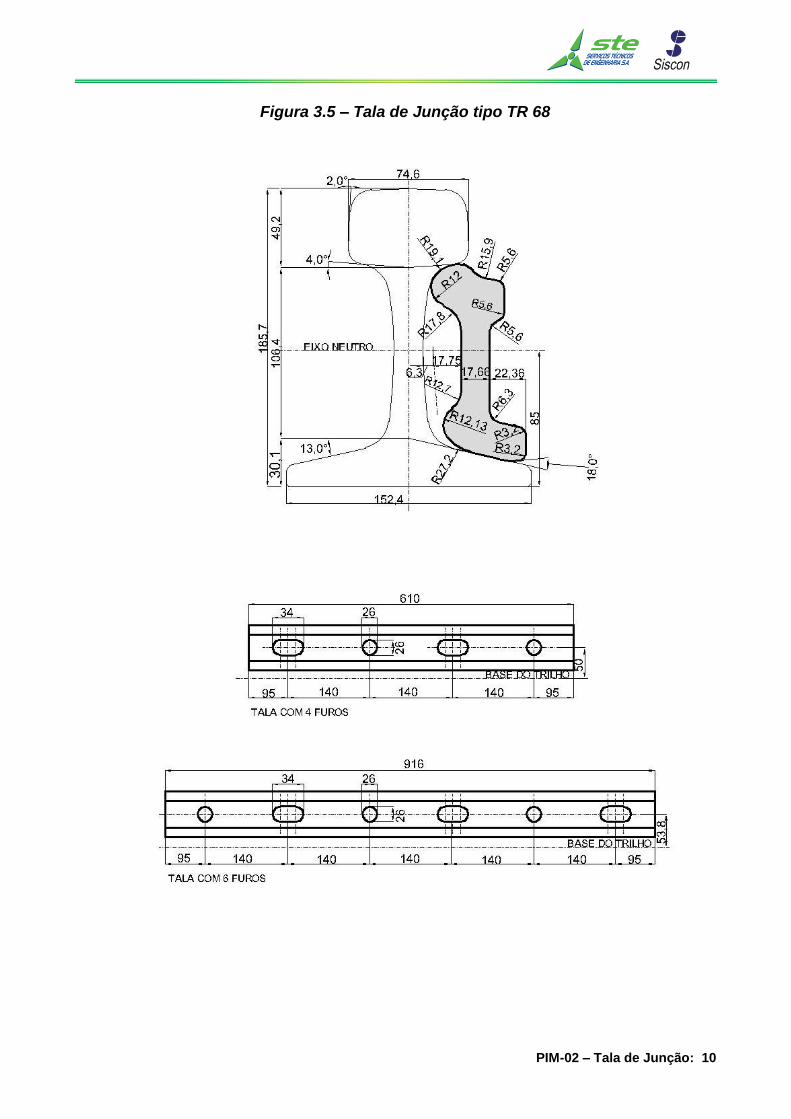
A Tala de Junção tem as seguintes forma e dimensão indicadas nas figuras a seguir,
conforme a norma ABNT-NBR-12324/1995.
PIM-02 – Tala de Junção: 6
Figura 3.1 – Tala de Junção tipo TR 37
PIM-02 – Tala de Junção: 7
Figura 3.2 – Tala de Junção tipo TR 45
PIM-02 – Tala de Junção: 8
Figura 3.3 – Tala de Junção tipo TR 50
PIM-02 – Tala de Junção: 9
Figura 3.4 – Tala de Junção tipo TR 57
PIM-02 – Tala de Junção: 10
Figura 3.5 – Tala de Junção tipo TR 68
PIM-02 – Tala de Junção: 11
Existem variados tipos de talas de junção: em aço laminado, usinado, planas, angulares,
com e sem abas e de perfis especiais, para trilhos ferroviários.
Generalizando, e de forma singela são apresentadas abaixo figuras ilustrativas de talas
de junção plana e angular:
Tala de junção plana Tala de junção angular
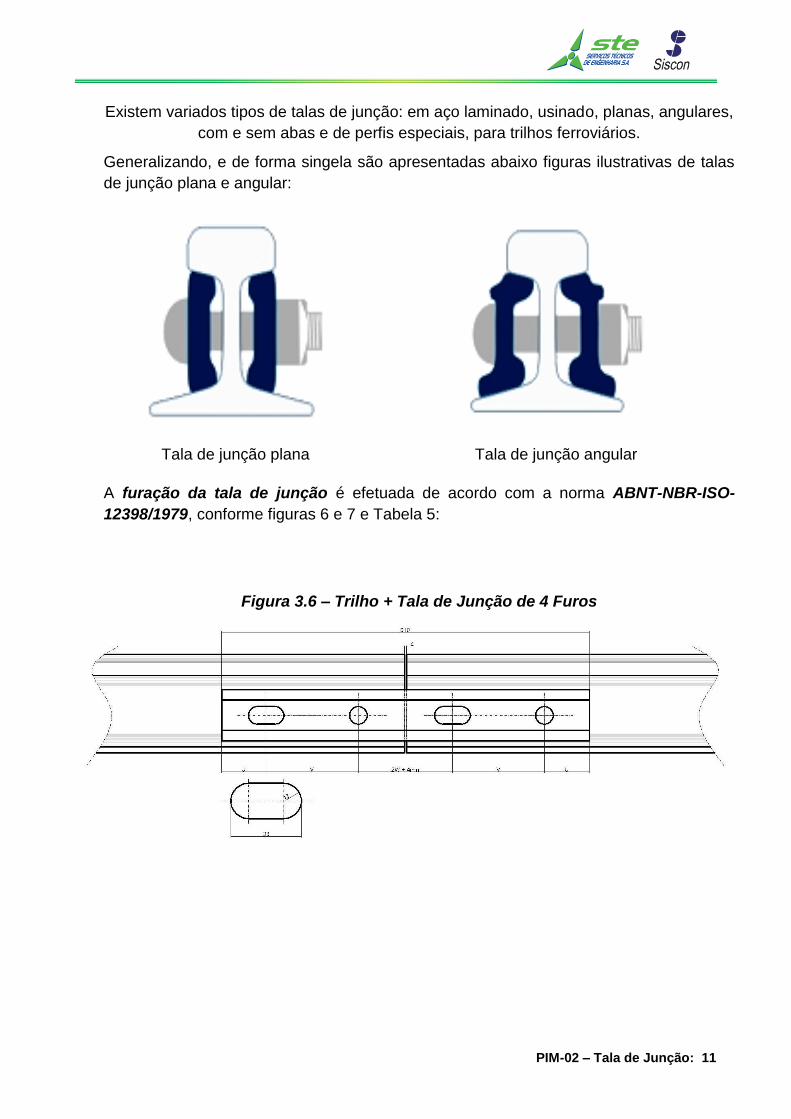
A furação da tala de junção é efetuada de acordo com a norma ABNT-NBR-ISO-
12398/1979, conforme figuras 6 e 7 e Tabela 5:
Figura 3.6 – Trilho + Tala de Junção de 4 Furos
PIM-02 – Tala de Junção: 12
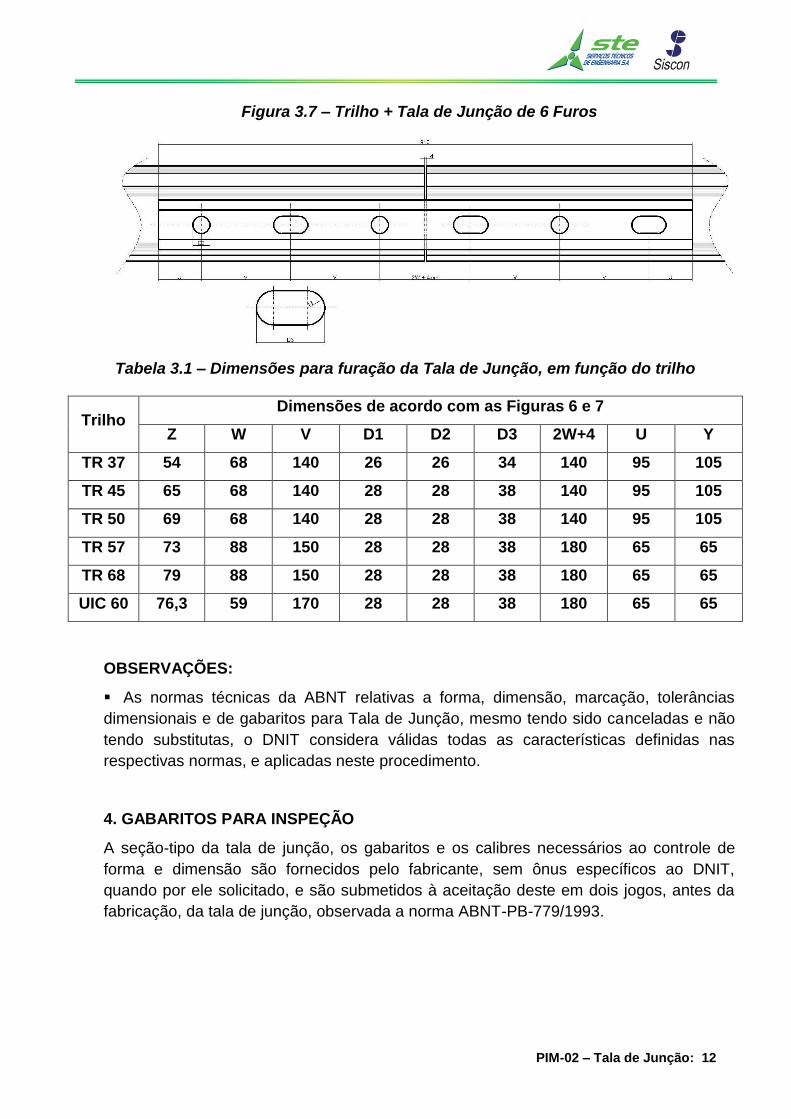
Figura 3.7 – Trilho + Tala de Junção de 6 Furos
Tabela 3.1 – Dimensões para furação da Tala de Junção, em função do trilho
Trilho Dimensões de acordo com as Figuras 6 e 7
Z W V D1 D2 D3 2W+4 U Y
TR 37 54 68 140 26 26 34 140 95 105
TR 45 65 68 140 28 28 38 140 95 105
TR 50 69 68 140 28 28 38 140 95 105
TR 57 73 88 150 28 28 38 180 65 65
TR 68 79 88 150 28 28 38 180 65 65
UIC 60 76,3 59 170 28 28 38 180 65 65
OBSERVAÇÕES:
As normas técnicas da ABNT relativas a forma, dimensão, marcação, tolerâncias
dimensionais e de gabaritos para Tala de Junção, mesmo tendo sido canceladas e não
tendo substitutas, o DNIT considera válidas todas as características definidas nas
respectivas normas, e aplicadas neste procedimento.
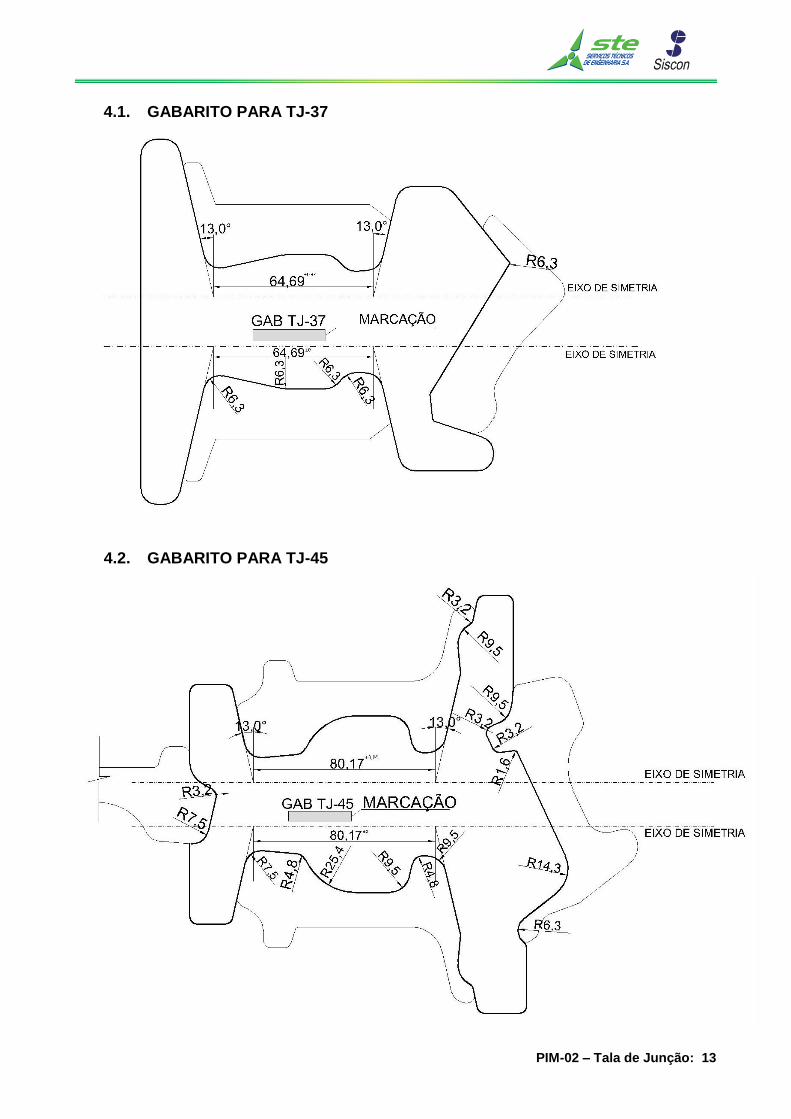
4. GABARITOS PARA INSPEÇÃO
A seção-tipo da tala de junção, os gabaritos e os calibres necessários ao controle de
forma e dimensão são fornecidos pelo fabricante, sem ônus específicos ao DNIT,
quando por ele solicitado, e são submetidos à aceitação deste em dois jogos, antes da
fabricação, da tala de junção, observada a norma ABNT-PB-779/1993.
PIM-02 – Tala de Junção: 13
4.1. GABARITO PARA TJ-37
4.2. GABARITO PARA TJ-45
PIM-02 – Tala de Junção: 14
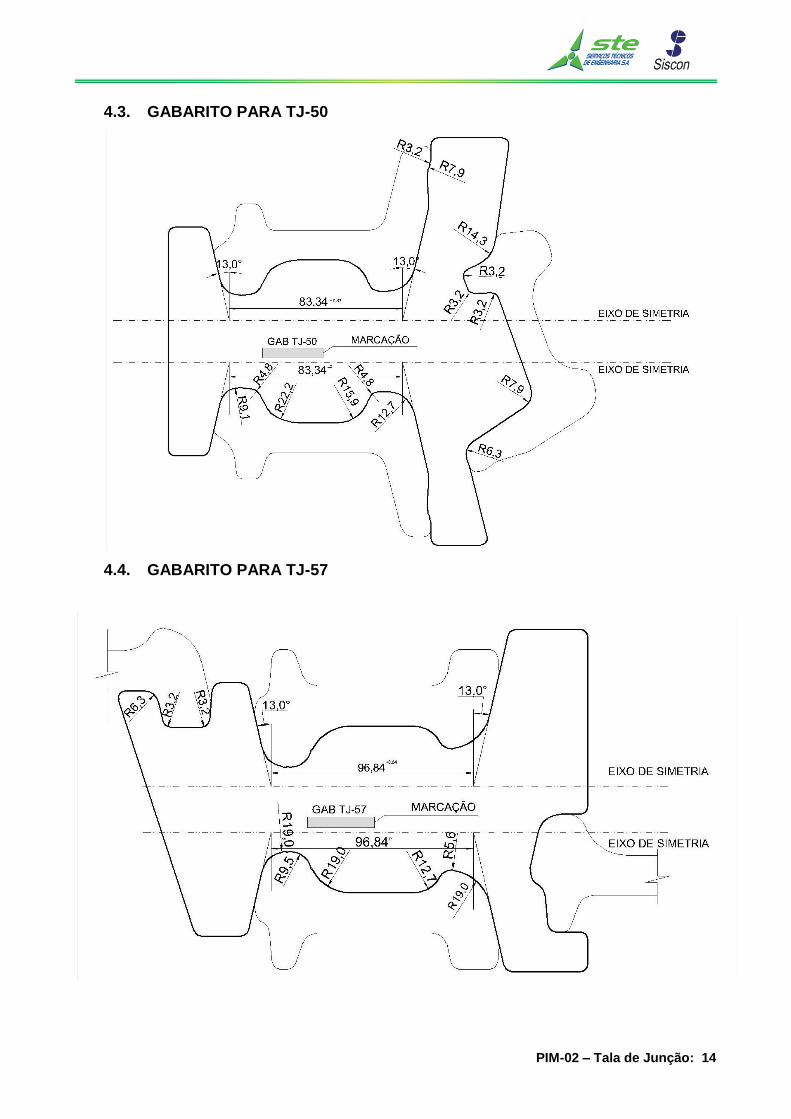
4.3. GABARITO PARA TJ-50
4.4. GABARITO PARA TJ-57
PIM-02 – Tala de Junção: 15
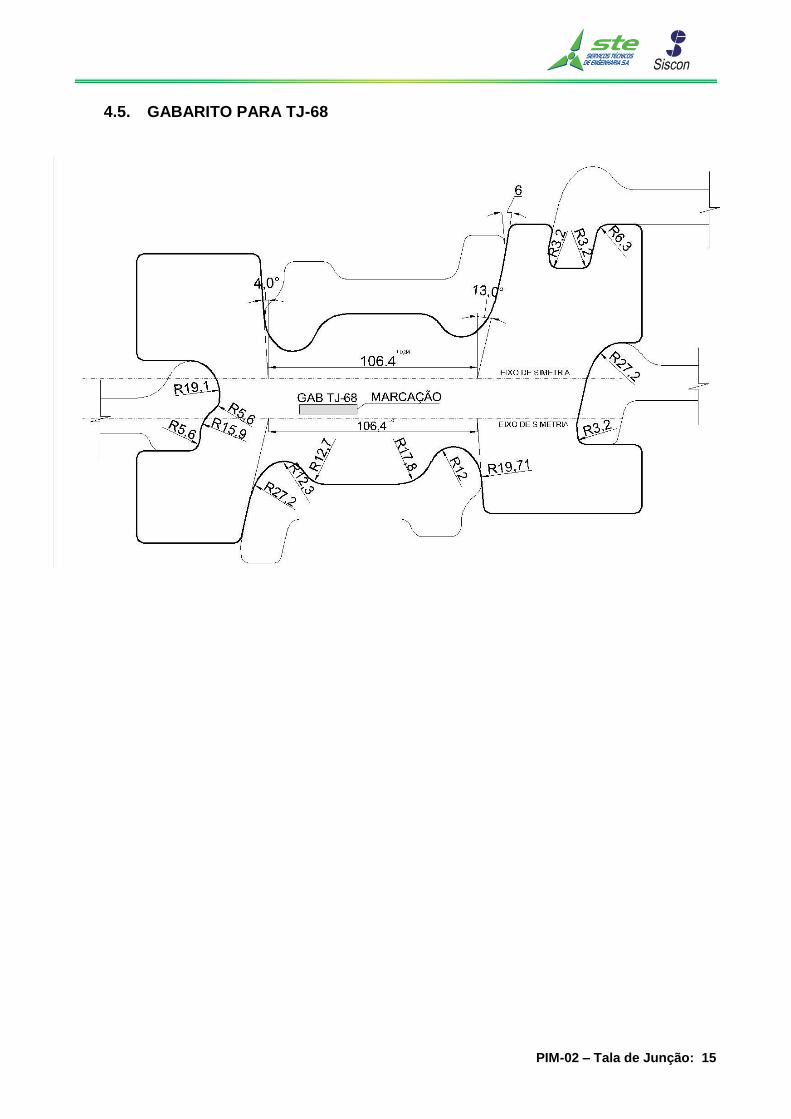
4.5. GABARITO PARA TJ-68
PIM-02 – Tala de Junção: 16
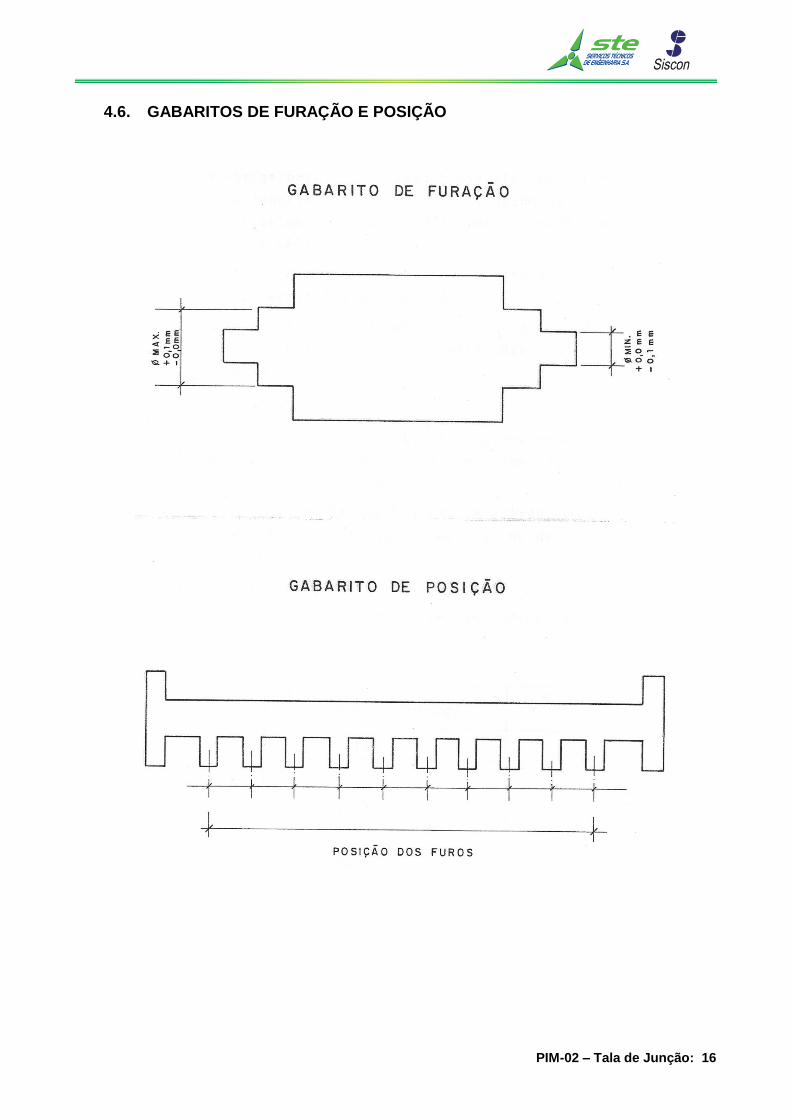
4.6. GABARITOS DE FURAÇÃO E POSIÇÃO
PIM-02 – Tala de Junção: 17
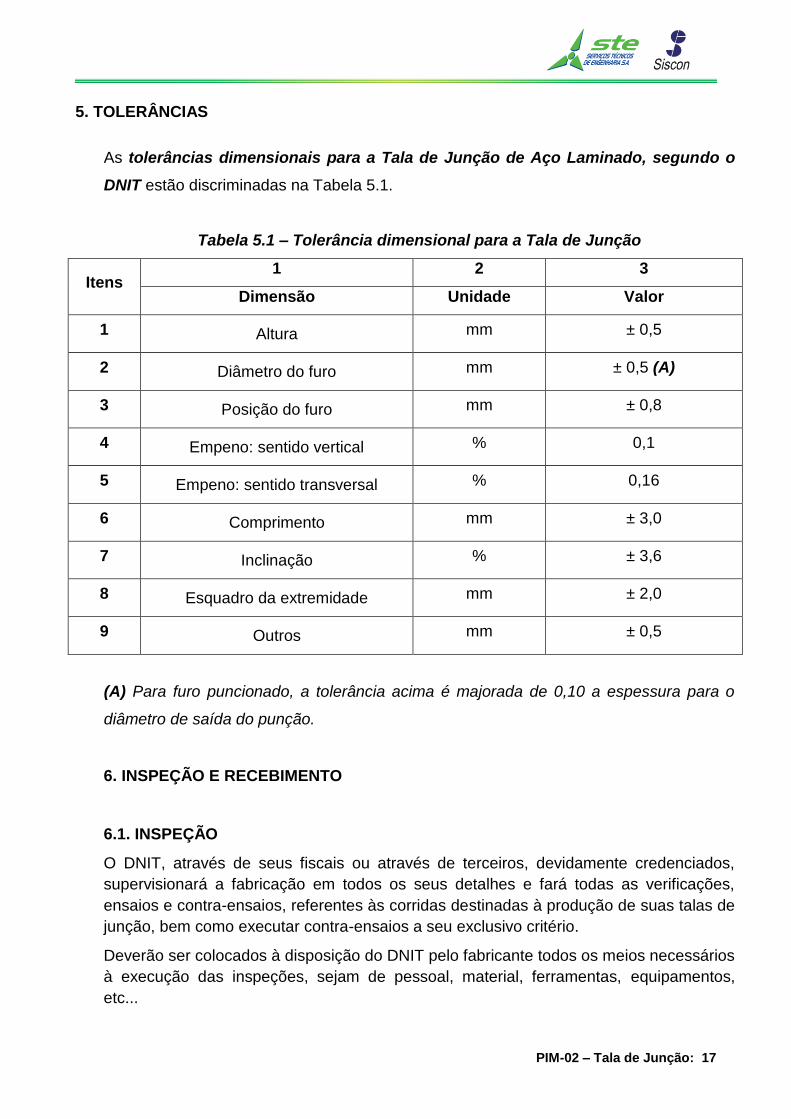
5. TOLERÂNCIAS
As tolerâncias dimensionais para a Tala de Junção de Aço Laminado, segundo o
DNIT estão discriminadas na Tabela 5.1.
Tabela 5.1 – Tolerância dimensional para a Tala de Junção
Itens 1 2 3
Dimensão Unidade Valor
1 Altura mm ± 0,5
2 Diâmetro do furo mm ± 0,5 (A)
3 Posição do furo mm ± 0,8
4 Empeno: sentido vertical % 0,1
5 Empeno: sentido transversal % 0,16
6 Comprimento mm ± 3,0
7 Inclinação % ± 3,6
8 Esquadro da extremidade mm ± 2,0
9 Outros mm ± 0,5
(A) Para furo puncionado, a tolerância acima é majorada de 0,10 a espessura para o
diâmetro de saída do punção.
6. INSPEÇÃO E RECEBIMENTO
6.1. INSPEÇÃO
O DNIT, através de seus fiscais ou através de terceiros, devidamente credenciados,
supervisionará a fabricação em todos os seus detalhes e fará todas as verificações,
ensaios e contra-ensaios, referentes às corridas destinadas à produção de suas talas de
junção, bem como executar contra-ensaios a seu exclusivo critério.
Deverão ser colocados à disposição do DNIT pelo fabricante todos os meios necessários
à execução das inspeções, sejam de pessoal, material, ferramentas, equipamentos,
etc...
PIM-02 – Tala de Junção: 18
O pessoal designado pelo DNIT estará autorizado a executar todos os controles
adicionais para se assegurar a correta observação das condições exigidas na
especificação.
Para esta finalidade, o fabricante nacional deverá informar ao DNIT com pelo menos 10
dias de antecedência, o dia do início previsto de produção e o respectivo cronograma de
produção. Para o fabricante estrangeiro esse prazo não poderá ser inferior a 30 dias.
No caso de corrida contínua, o fornecedor deverá informar ao DNIT, o local de onde
serão retiradas as amostras.
Todas despesas decorrentes de ensaios e testes laboratoriais e outros que o DNIT julgar
necessário correrá por conta do fabricante, sem ônus para o DNIT.
Deverá ser fornecido ao DNIT, também sem ônus, sob forma de certificado, uma via
original de todos os resultados das verificações, dos ensaios e contra-ensaios.
6.2. PLANO DE AMOSTRAGEM
O Plano de Amostragem e os procedimentos para inspeção por atributos, obedecerá a
Norma ABNT-NBR-5426/1985 Versão Corrigida/1989, relativa à Planos de Amostragem
e Procedimentos na Inspeção por Atributos, bem como a Norma ABNT-NBR-5427/1985
– Versão Corrigida/1989, relativa à Guia para utilização da norma ABNT NBR 5426 -
Planos de Amostragem e Procedimentos na Inspeção por Atributos, adotando-se os
seguintes parâmetros:
a) Plano de Amostragem – SIMPLES;
b) Nível Geral de Inspeção – NII;
c) Nível de Qualidade Aceitável – NQA 4%;
d) Regime de Inspeção:
- NORMAL : Início de Inspeção;
- SEVERO / ATENUADO : De acordo com o Sistema de Comutação.
SISTEMA DE COMUTAÇÃO:
Normal para Severo:
Quando a inspeção normal estiver sendo aplicada, será necessário passar para a
inspeção severa, se dentre 5 lotes consecutivos, 2 estiverem sido rejeitados na inspeção
original.
Severo para Normal:
Quando estiver, sendo aplicada a inspeção severa, a normal deverá substituí-la, se 5 lotes
consecutivos tiverem sido aprovados na inspeção original.
Normal para Atenuado:
PIM-02 – Tala de Junção: 19
Estando em aplicação a inspeção normal, a inspeção atenuada deve ser usada se:
- 10 (dez) lotes precedentes, tenham sido submetidos à inspeção normal e nenhum sido
submetidos à inspeção normal e nenhum sido rejeitado;
- a produção se desenvolve com regularidade;
- a inspeção atenuada for considerada apropriada pelo responsável.
Atenuado para Normal:
Estando em aplicação a inspeção atenuada, deve-se passar para a normal se:
- Um lote for rejeitado;
- A produção tornar-se irregular;
- A ocorrência de condições adversas que justifiquem a mudança para a inspeção normal.
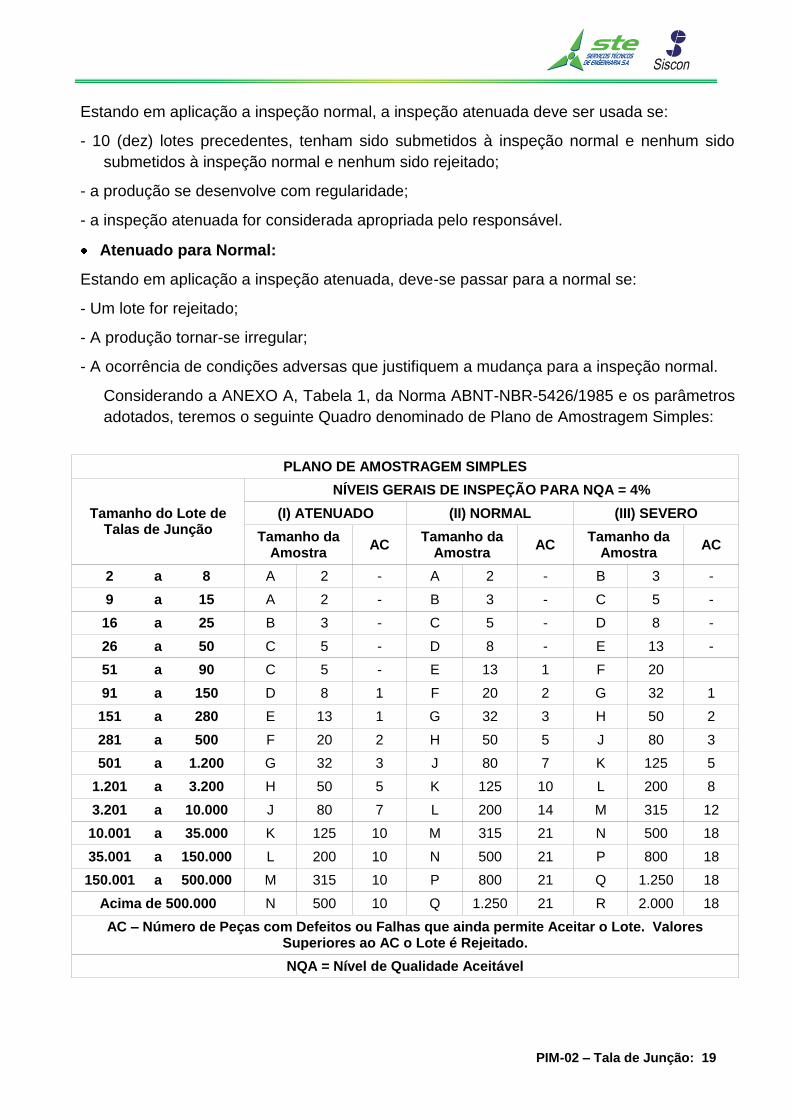
Considerando a ANEXO A, Tabela 1, da Norma ABNT-NBR-5426/1985 e os parâmetros
adotados, teremos o seguinte Quadro denominado de Plano de Amostragem Simples:
PLANO DE AMOSTRAGEM SIMPLES
Tamanho do Lote de Talas de Junção
NÍVEIS GERAIS DE INSPEÇÃO PARA NQA = 4%
(I) ATENUADO (II) NORMAL (III) SEVERO
Tamanho da Amostra
AC Tamanho da
Amostra AC
Tamanho da Amostra
AC
2 a 8 A 2 - A 2 - B 3 -
9 a 15 A 2 - B 3 - C 5 -
16 a 25 B 3 - C 5 - D 8 -
26 a 50 C 5 - D 8 - E 13 -
51 a 90 C 5 - E 13 1 F 20
91 a 150 D 8 1 F 20 2 G 32 1
151 a 280 E 13 1 G 32 3 H 50 2
281 a 500 F 20 2 H 50 5 J 80 3
501 a 1.200 G 32 3 J 80 7 K 125 5
1.201 a 3.200 H 50 5 K 125 10 L 200 8
3.201 a 10.000 J 80 7 L 200 14 M 315 12
10.001 a 35.000 K 125 10 M 315 21 N 500 18
35.001 a 150.000 L 200 10 N 500 21 P 800 18
150.001 a 500.000 M 315 10 P 800 21 Q 1.250 18
Acima de 500.000 N 500 10 Q 1.250 21 R 2.000 18
AC – Número de Peças com Defeitos ou Falhas que ainda permite Aceitar o Lote. Valores Superiores ao AC o Lote é Rejeitado.
NQA = Nível de Qualidade Aceitável
PIM-02 – Tala de Junção: 20
Conforme o tamanho do Lote e o Tipo de Inspeção determinado no processo de
aquisição obtêm-se o tamanho da amostra para ser inspecionada.
Observar que a Tabela acima foi montada considerando o Nível de Qualidade Aceitável -
NQA = 4%.
AC é o número de peças com defeitos ou falhas aceitáveis e que ainda permite
aceitação do Lote a ser inspecionado.
Se o número de peças defeituosas for maior do que o valor de AC indicado na tabela o
lote deverá ser rejeitado.
De acordo com o nível de rejeição ou aprovação dos lotes inspecionados, o regime de
inspeção pode ser alterado conforme alínea “d” Regime de Inspeção – Sistema de
Comutação.
6.3. VERIFICAÇÕES
Deverão ser executadas, sob a coordenação e acompanhamento do pessoal designado
pelo DNIT, as seguintes verificações:
1. Propriedades Mecânicas;
2. Composição Química;
3. Marcação;
4. Dimensional e Visual;
5. Tração;
6. Dobramento.
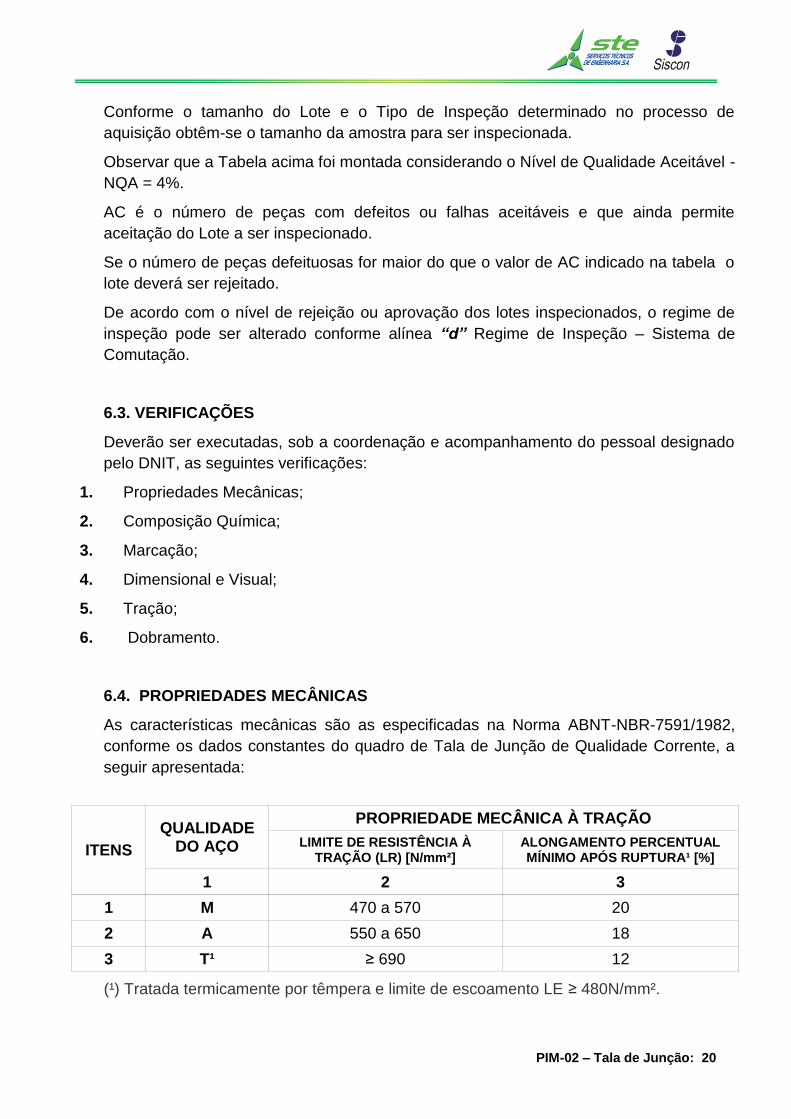
6.4. PROPRIEDADES MECÂNICAS
As características mecânicas são as especificadas na Norma ABNT-NBR-7591/1982,
conforme os dados constantes do quadro de Tala de Junção de Qualidade Corrente, a
seguir apresentada:
ITENS
QUALIDADE DO AÇO
PROPRIEDADE MECÂNICA À TRAÇÃO
LIMITE DE RESISTÊNCIA À TRAÇÃO (LR) [N/mm²]
ALONGAMENTO PERCENTUAL MÍNIMO APÓS RUPTURA¹ [%]
1 2 3
1 M 470 a 570 20
2 A 550 a 650 18
3 T¹ ≥ 690 12
(¹) Tratada termicamente por têmpera e limite de escoamento LE ≥ 480N/mm².
PIM-02 – Tala de Junção: 21
6.5. COMPOSIÇÃO QUÍMICA
Será realizada uma análise química e/ou análise confirmatória para cada lote ou corrida
laminada.
Na análise química confirmatória, a amostra será extraída da Tala de Junção utilizada no
Ensaio de Tração.
A Tala de Junção terá composição química de acordo com o aço especificado ou
aprovado pelo DNIT, observadas as percentagens limites de carbono e fósforo a
seguir indicados:
Teor de Fósforo Máximo:
- Análise de Panela: 0,040%;
- Análise Confirmatória: 0,063%
Teor de Carbono Mínimo:
- Para Tala de Junção de Médio Teor de Carbono: 0,30%;
- Para Tala de Junção de Alto Teor de Carbono: 0,45%;
Deverá ser fornecido pelo fabricante o Certificado de Qualidade da matéria prima
utilizada na confecção das Talas de Junção.
6.6. MARCAÇÃO DA TALA DE JUNÇÃO
A marcação da tala de junção é efetuada conforme norma ABNT-NBR-12327/1995
(PB-271), mesmo tendo sido cancelada, conforme citada anteriormente com:
Marca do DNIT;
Marca do fabricante
País de origem;
Tipo;
Ano da fabricação;
Teor de carbono
A marcação deverá ser em caracteres bem legíveis e indeléveis, em face visível quando
aplicada.
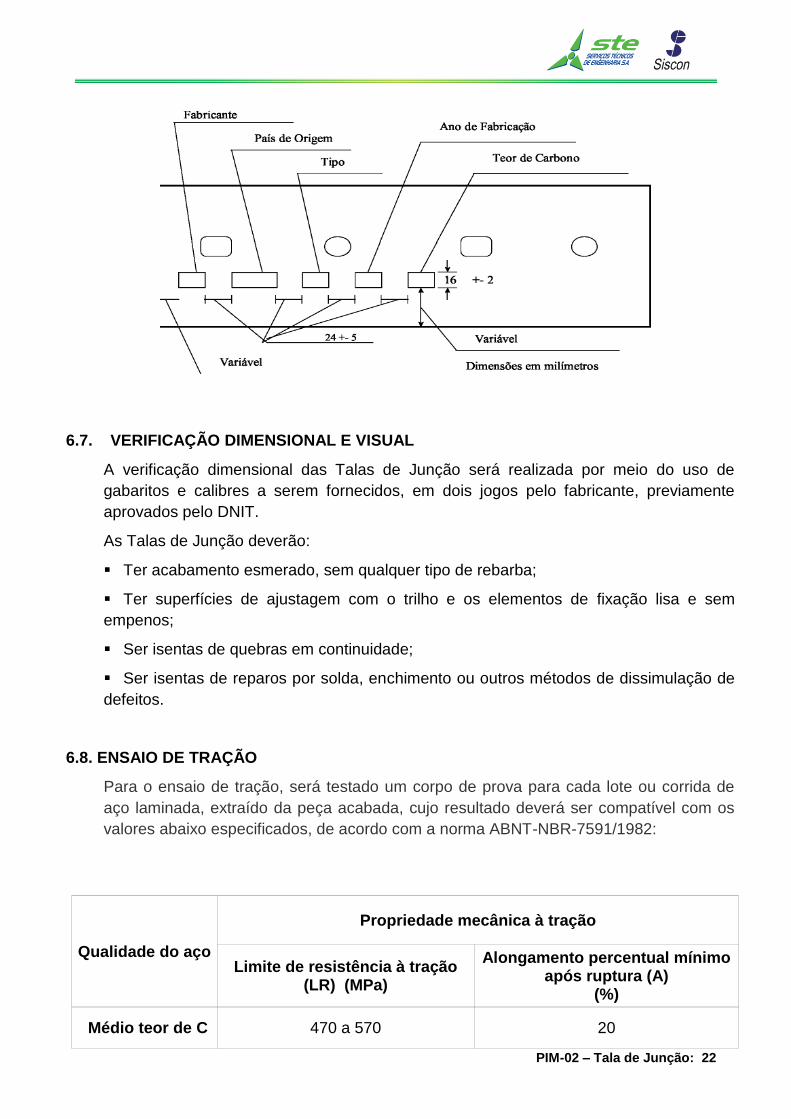
A dimensão, tolerância e posicionamento da marcação da tala de junção serão de
acordo com a figura abaixo:
PIM-02 – Tala de Junção: 22
6.7. VERIFICAÇÃO DIMENSIONAL E VISUAL
A verificação dimensional das Talas de Junção será realizada por meio do uso de
gabaritos e calibres a serem fornecidos, em dois jogos pelo fabricante, previamente
aprovados pelo DNIT.
As Talas de Junção deverão:
Ter acabamento esmerado, sem qualquer tipo de rebarba;
Ter superfícies de ajustagem com o trilho e os elementos de fixação lisa e sem
empenos;
Ser isentas de quebras em continuidade;
Ser isentas de reparos por solda, enchimento ou outros métodos de dissimulação de
defeitos.
6.8. ENSAIO DE TRAÇÃO
Para o ensaio de tração, será testado um corpo de prova para cada lote ou corrida de
aço laminada, extraído da peça acabada, cujo resultado deverá ser compatível com os
valores abaixo especificados, de acordo com a norma ABNT-NBR-7591/1982:
Qualidade do aço
Propriedade mecânica à tração
Limite de resistência à tração (LR) (MPa)
Alongamento percentual mínimo após ruptura (A)
(%)
Médio teor de C 470 a 570 20
PIM-02 – Tala de Junção: 23
Alto teor de C 550 a 650 18
T (*) ≥ 690 12
(*) Tratada termicamente por têmpera e limite de escoamento LE, ≥ 480 MPa
(1 MPa = 1 N/mm² = 10,19 kgf/cm².
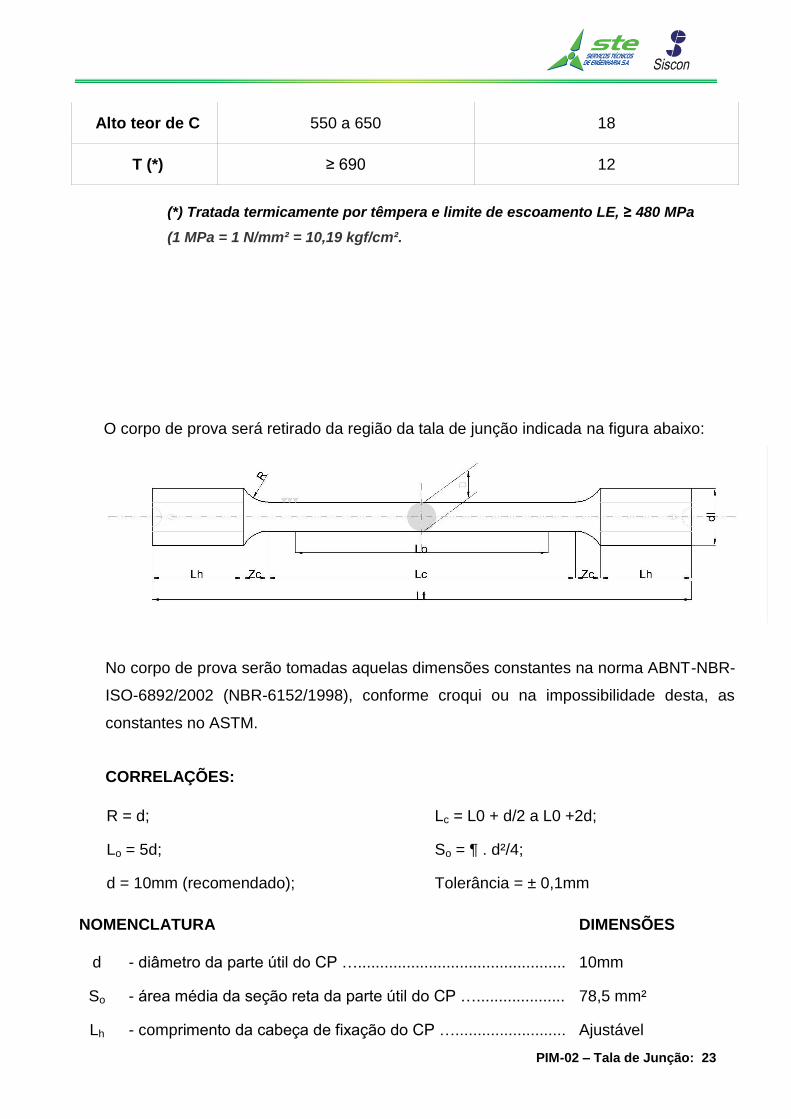
O corpo de prova será retirado da região da tala de junção indicada na figura abaixo:
No corpo de prova serão tomadas aquelas dimensões constantes na norma ABNT-NBR-
ISO-6892/2002 (NBR-6152/1998), conforme croqui ou na impossibilidade desta, as
constantes no ASTM.
CORRELAÇÕES:
R = d; Lc = L0 + d/2 a L0 +2d;
Lo = 5d; So = ¶ . d²/4;
d = 10mm (recomendado); Tolerância = ± 0,1mm
NOMENCLATURA DIMENSÕES
d - diâmetro da parte útil do CP …............................................... 10mm
So - área média da seção reta da parte útil do CP ….................... 78,5 mm²
Lh - comprimento da cabeça de fixação do CP …......................... Ajustável
PIM-02 – Tala de Junção: 24
Lc - comprimento da parte útil …................................................... 55 a 70mm
Lt - comprimento total do CP ….................................................... Lc+2(Zc+Lh)
Lo - comprimento inicial (base de medida) …................................ 50mm
R - raio de concordância ….......................................................... 10mm
Zc - zona de concordância …........................................................ -
dl - diâmetro da cabeça de fixação do CP …............................... Ajustável
*R = 10mm; Lc = 50 + 5 = 55mm a 50 + 20 = 70mm;
Lo = 5 x 10 = 50mm; So = ¶ 10²/4 = 78,5 mm².
Quando o resultado de um ensaio de tração não atingir aos valores especificados, serão
reensaiados dois novos corpos de prova, retirados de peças diferentes pertencentes ao
mesmo lote ou corrida.
6.9. ENSAIO DE DOBRAMENTO
O ensaio de dobramento será realizado na mesma proporção do ensaio de tração, ou
seja, um corpo de prova para cada lote ou corrida laminada.
Os ensaios serão realizados de acordo com as especificações contidas na norma
ABNT-NBR-8937/1985, e demais especificações.
Este ensaio tem por princípio verificar a resistência da tala de junção ao dobramento,
garantindo desta forma, a condição de flexibilidade que lhe é exigida na junta férrea.
O corpo de prova poderá ser:
a) uma tala de junção acabada;
b) usinado, de seção retangular, extraído de uma tala de junção acabada, com altura de
33 milímetros e com as faces de laminação sem usinagem. O comprimento é o
suficiente para ser ensaiado.
As características do ensaio são as seguintes:
a) O corpo de prova é dobrado à temperatura ambiente, com ângulo de dobramento de
acordo com a tabela à seguir:
Tipo de Aço da TJ Ângulo
(M) Médio teor de Carbono 90°
(A) Alto teor de carbono 45°
(T) Carbono temperado 45°
b) A distância entre os apoios é igual a 2/3 do comprimento do corpo de prova;
PIM-02 – Tala de Junção: 25
c) A distância entre os apoios é regulada de maneira tal que o seu centro esteja contido
na mesma linha vertical, que passa pelo centro da seção transversal do pino;
d) O corpo de prova é colocado com a parte externa sobre o apoio de modo que haja
simetria em relação à linha vertical que passa pelo centro da seção transversal do pino;
e) o apoio deve ser suficientemente rígido para não sofrer deformação quando da
aplicação da carga;
f) O corpo de prova é dobrado no sentido de menor resistência;
g) A carga é aplicada até o corpo de prova atingir o ângulo da tabela;
h) O corpo de prova extraído de uma Tala de Junção fabricada com aço de Médio Teor
de Carbono é ensaiado em duas fases, de acordo com a ABNT-NBR-6153/1988;
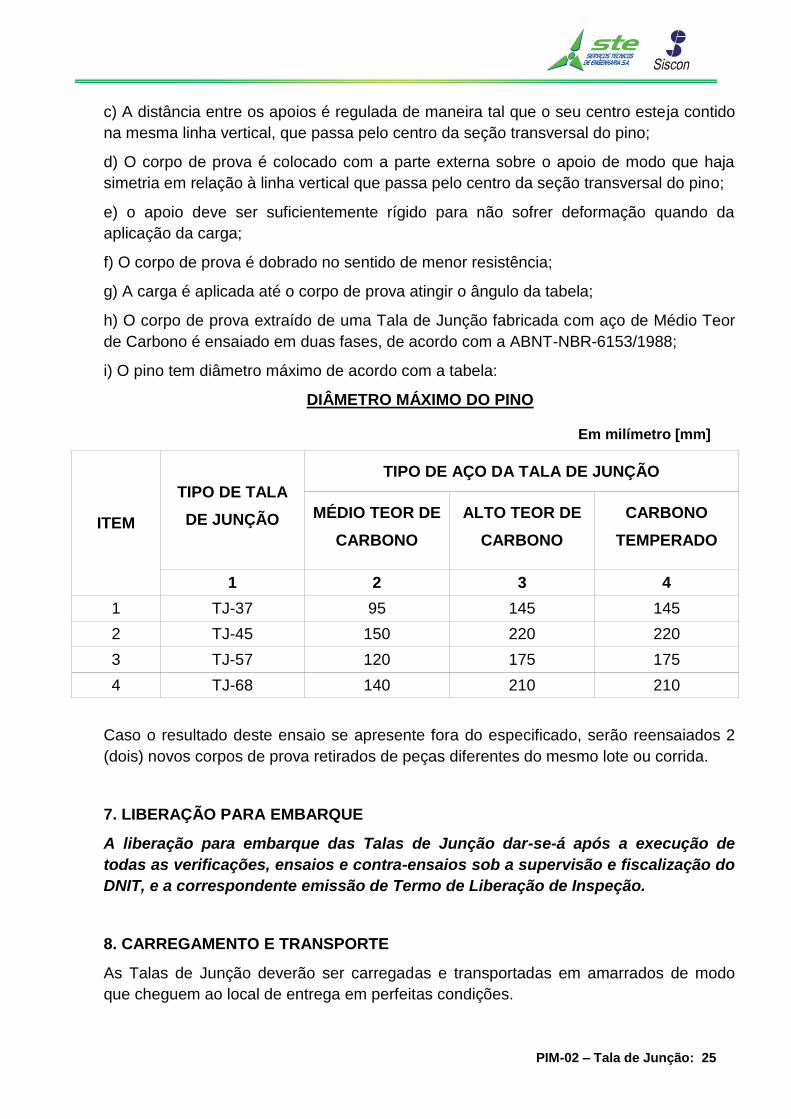
i) O pino tem diâmetro máximo de acordo com a tabela:
DIÂMETRO MÁXIMO DO PINO
Em milímetro [mm]
ITEM
TIPO DE TALA
DE JUNÇÃO
TIPO DE AÇO DA TALA DE JUNÇÃO
MÉDIO TEOR DE
CARBONO
ALTO TEOR DE
CARBONO
CARBONO
TEMPERADO
1 2 3 4
1 TJ-37 95 145 145
2 TJ-45 150 220 220
3 TJ-57 120 175 175
4 TJ-68 140 210 210
Caso o resultado deste ensaio se apresente fora do especificado, serão reensaiados 2
(dois) novos corpos de prova retirados de peças diferentes do mesmo lote ou corrida.
7. LIBERAÇÃO PARA EMBARQUE
A liberação para embarque das Talas de Junção dar-se-á após a execução de
todas as verificações, ensaios e contra-ensaios sob a supervisão e fiscalização do
DNIT, e a correspondente emissão de Termo de Liberação de Inspeção.
8. CARREGAMENTO E TRANSPORTE
As Talas de Junção deverão ser carregadas e transportadas em amarrados de modo
que cheguem ao local de entrega em perfeitas condições.
PIM-02 – Tala de Junção: 26
O proponente poderá sugerir, opcionalmente, outro tipo de embalagem, desde que,
então, explicite detalhadamente em sua proposta o tipo de amarrado ou embalagem a
ser utilizada, para que o mesmo possa ser analisado e, se for o caso, aprovado pelo
DNIT.
9. LOCAL DE ENTREGA
O local de entrega é o estipulado pelo DNIT no Contrato de fornecimento.
10. TERMO DE ACEITAÇÃO PROVISÓRIA
Após a chegada das Talas de Junção nas dependências do DNIT, as mesmas, serão
vistoriadas e, se o DNIT julgar necessário, será realizado verificações de qualquer
ordem. Caso esteja tudo em ordem, inclusive a parte quantitativa, o DNIT emitirá o
Termo de Aceitação Provisória.
11. GARANTIA
Todas as Talas de Junção serão garantidas no mínimo, até 31 de dezembro do ano
N+5, sendo N o ano nelas marcado, contra todo e qualquer defeito imputável à sua
fabricação e não detectado pelo DNIT durante a inspeção e/ou ensaios de recebimento.
Se durante a garantia alguma Tala de Junção romper ou apresentar defeito de
fabricação, pela qual seja retirada do serviço, será colocada à disposição do fabricante
mediante notificação por escrito para fins de verificação.
Caso não haja acordo entre o DNIT e o fabricante, prevalecerá o parecer emitido por
instituição governamental ou privado de teste de material, escolhida de comum acordo
entre as partes.
O DNIT poderá optar entre a substituição da Tala de Junção comprovadamente com
defeito de fabricação por outra nova posta no mesmo local, ou por uma indenização em
valor equivalente ao de uma nova na data de substituição, mais as despesas
decorrentes para ser colocada no mesmo local.
A(s) Tala(s) de Junção substituída(s) pelo fabricante, não sendo retirada(s) no prazo de
30 dias a contar da data da substituição, passa(m) a ser de propriedade do DNIT, que
dela(s) poderá dispor a seu exclusivo critério, sem qualquer tipo de ônus.
12. ACEITAÇÃO E REJEIÇÃO
Serão aceitos somente as talas de junção que atenderem totalmente a
Especificação Técnica constante no Termo de Referência do Edital.
O DNIT reserva-se o direito de rejeitar qualquer Tala de Junção defeituosa, encontrada
na inspeção, independentemente do fato de pertencer ou não a amostra, e do lote ser
PIM-02 – Tala de Junção: 27
aprovado ou rejeitado. As peças rejeitadas de um lote aprovado poderão ser reparadas
e apresentadas para nova inspeção, desde que autorizada pelo DNIT.
Os lotes rejeitados somente poderão ser reapresentados, para nova inspeção, após
haverem sido reexaminadas todas as Talas de Junção pertencentes aos referidos lotes
e retiradas ou reparadas aquelas consideradas defeituosas. Neste caso o responsável
pela inspeção determinará qual o regime de Inspeção a ser utilizado e se este deve
incluir todos os tipos de defeitos ou ficar restrito somente aqueles que ocasionaram as
referidas rejeições.
O fabricante colocará à disposição dos inspetores do DNIT, todos os meios necessários
ao bom desempenho de suas funções, permitindo o livre acesso a qualquer fase da
fabricação e controle de qualidade.
Será obrigatória a execução pelo fabricante, de todos os ensaios exigidos neste
procedimento, na presença dos inspetores do DNIT.
13. TRANSPORTE E ESTOCAGEM
13.1. CARGA E DESCARGA
A carga e descarga das Talas de Junção devem ser efetuadas através de equipamentos
apropriados para suportarem o peso da carga e adaptados para a função a que se
destinam.
Para o içamento de feixe (amarrado) de Talas de Junção deve-se ter o cuidado para que
as mesmas não sofram deformações provenientes de queda.
A responsabilidade pela carga e descarga e empilhamento do material é exclusiva do
transportador, cabendo ao responsável pelo almoxarifado do DNIT a conferência pelas
quantidades entregues e verificação da existência de possíveis danos ocorridos durante
a carga, transporte e/ou descarga.
Na ocorrência de danos no material, este pode ser recusado pelo responsável pelo
recebimento, lavrando no ato um Termo de Não Recebimento de Material, onde será
discriminado a quantidade e motivo do não aceite.
13.2. ESTOCAGEM
O responsável pelo almoxarifado, deverá estar ciente do material a ser entregue, tipo de
embalagem (avulsos, amarrados ou em fardos ou em caixas de madeira), do
cronograma de entrega e conhecimento do local destinado para a estocagem desse
material, com antecedência necessária para melhor planejamento e providências
necessárias.
PIM-02 – Tala de Junção: 28
É importante que o responsável pelo almoxarifado conheça bem a área de estocagem
para que este possa orientar o transportador quanto aos acessos e locais de
empilhamento das Talas de Junção.
A área para estocagem deverá preferencialmente ser coberta e segura contra roubo,
totalmente limpa (sem vegetação), plana e ampla o suficientemente grande para permitir
a movimentação livre dos equipamentos e empilhamento das Talas de Junção.
Caso as talas de junção entregues sejam avulsas, as mesmas deverão ser empilhadas
em forma de fogueiras, com quantidades iguais em todas as pilhas e sobre estrados de
madeira, distantes cerca de 30 cm do solo evitando-se o contato direto com o mesmo.
Deve ser observada a qualidade (resistência) do solo para que o empilhamento não
provoque recalques que podem ocasionar deformações e contato das Talas de Junção
com o solo.
PIM-02 – Tala de Junção: 29
Modelos de Fichas para Inspeção de
Tala de Junção
PIM-02 – Tala de Junção: 30
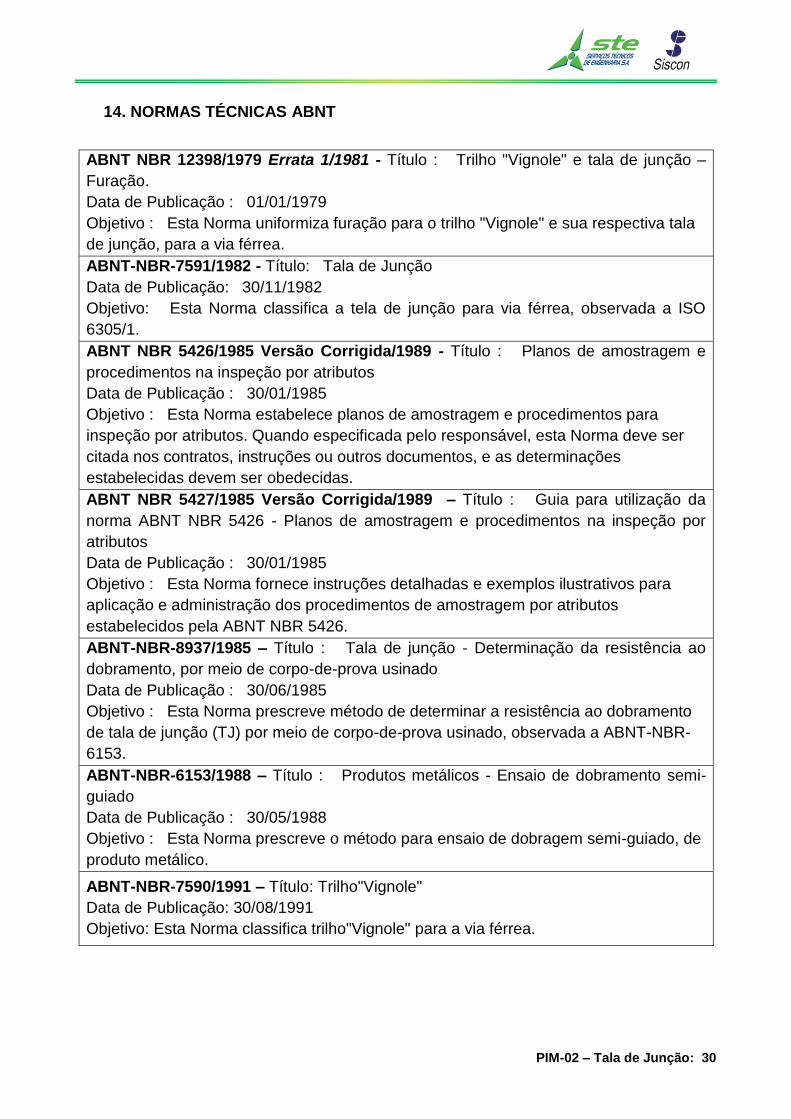
14. NORMAS TÉCNICAS ABNT
ABNT NBR 12398/1979 Errata 1/1981 - Título : Trilho "Vignole" e tala de junção –
Furação.
Data de Publicação : 01/01/1979
Objetivo : Esta Norma uniformiza furação para o trilho "Vignole" e sua respectiva tala
de junção, para a via férrea.
ABNT-NBR-7591/1982 - Título: Tala de Junção
Data de Publicação: 30/11/1982
Objetivo: Esta Norma classifica a tela de junção para via férrea, observada a ISO
6305/1.
ABNT NBR 5426/1985 Versão Corrigida/1989 - Título : Planos de amostragem e
procedimentos na inspeção por atributos
Data de Publicação : 30/01/1985
Objetivo : Esta Norma estabelece planos de amostragem e procedimentos para
inspeção por atributos. Quando especificada pelo responsável, esta Norma deve ser
citada nos contratos, instruções ou outros documentos, e as determinações
estabelecidas devem ser obedecidas.
ABNT NBR 5427/1985 Versão Corrigida/1989 – Título : Guia para utilização da
norma ABNT NBR 5426 - Planos de amostragem e procedimentos na inspeção por
atributos
Data de Publicação : 30/01/1985
Objetivo : Esta Norma fornece instruções detalhadas e exemplos ilustrativos para
aplicação e administração dos procedimentos de amostragem por atributos
estabelecidos pela ABNT NBR 5426.
ABNT-NBR-8937/1985 – Título : Tala de junção - Determinação da resistência ao
dobramento, por meio de corpo-de-prova usinado
Data de Publicação : 30/06/1985
Objetivo : Esta Norma prescreve método de determinar a resistência ao dobramento
de tala de junção (TJ) por meio de corpo-de-prova usinado, observada a ABNT-NBR-
6153.
ABNT-NBR-6153/1988 – Título : Produtos metálicos - Ensaio de dobramento semi-
guiado
Data de Publicação : 30/05/1988
Objetivo : Esta Norma prescreve o método para ensaio de dobragem semi-guiado, de
produto metálico.
ABNT-NBR-7590/1991 – Título: Trilho"Vignole"
Data de Publicação: 30/08/1991
Objetivo: Esta Norma classifica trilho"Vignole" para a via férrea.
PIM-02 – Tala de Junção: 31
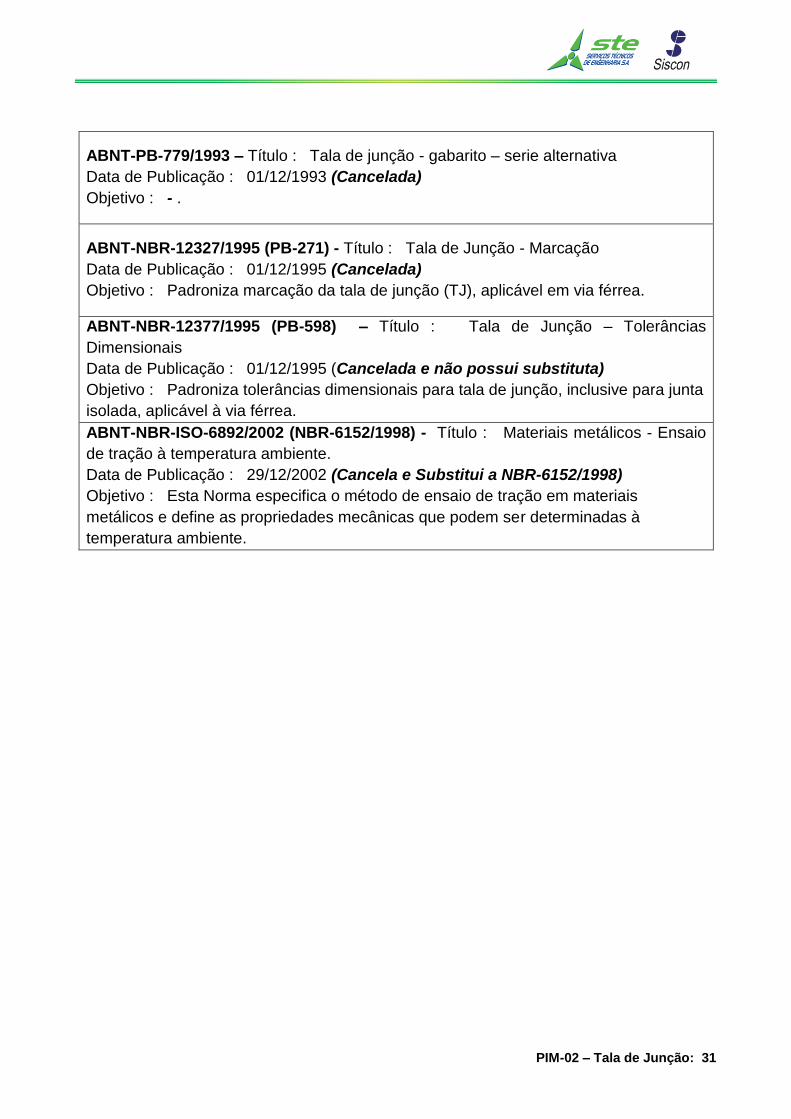
ABNT-PB-779/1993 – Título : Tala de junção - gabarito – serie alternativa
Data de Publicação : 01/12/1993 (Cancelada)
Objetivo : - .
ABNT-NBR-12327/1995 (PB-271) - Título : Tala de Junção - Marcação
Data de Publicação : 01/12/1995 (Cancelada)
Objetivo : Padroniza marcação da tala de junção (TJ), aplicável em via férrea.
ABNT-NBR-12377/1995 (PB-598) – Título : Tala de Junção – Tolerâncias
Dimensionais
Data de Publicação : 01/12/1995 (Cancelada e não possui substituta)
Objetivo : Padroniza tolerâncias dimensionais para tala de junção, inclusive para junta
isolada, aplicável à via férrea.
ABNT-NBR-ISO-6892/2002 (NBR-6152/1998) - Título : Materiais metálicos - Ensaio
de tração à temperatura ambiente.
Data de Publicação : 29/12/2002 (Cancela e Substitui a NBR-6152/1998)
Objetivo : Esta Norma especifica o método de ensaio de tração em materiais
metálicos e define as propriedades mecânicas que podem ser determinadas à
temperatura ambiente.
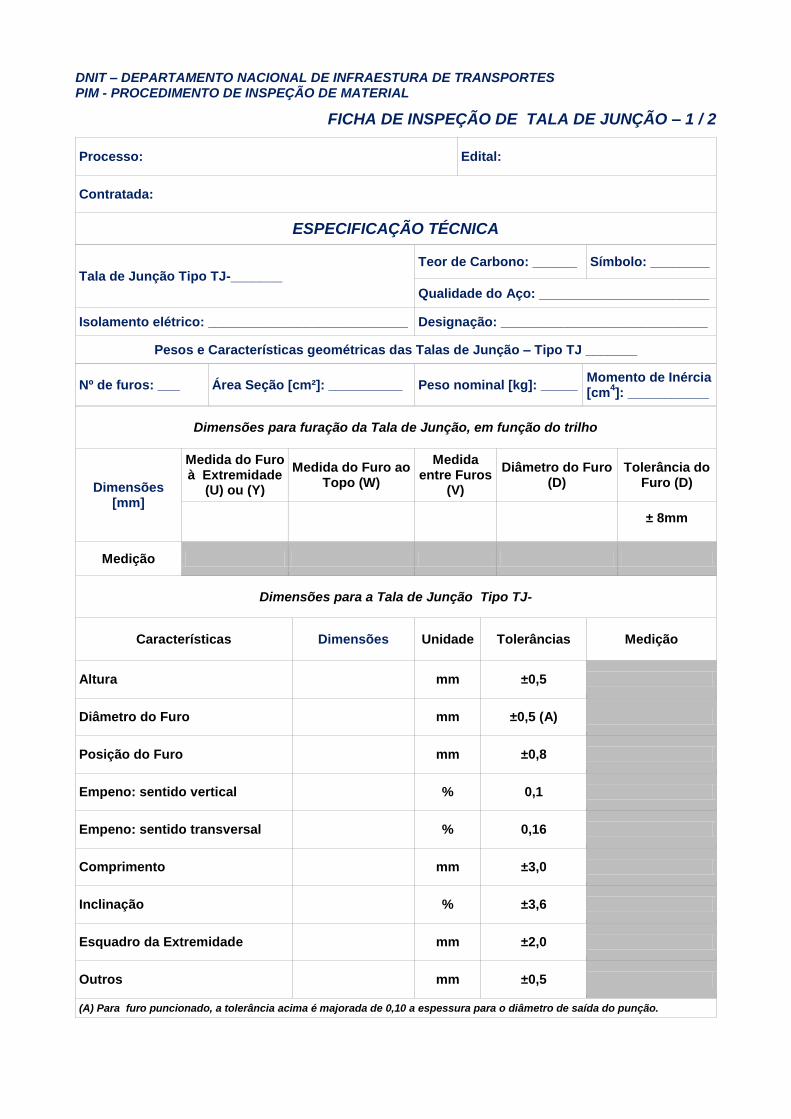
DNIT – DEPARTAMENTO NACIONAL DE INFRAESTURA DE TRANSPORTES PIM - PROCEDIMENTO DE INSPEÇÃO DE MATERIAL
FICHA DE INSPEÇÃO DE TALA DE JUNÇÃO – 1 / 2
Processo: Edital:
Contratada:
ESPECIFICAÇÃO TÉCNICA
Tala de Junção Tipo TJ-_______ Teor de Carbono: ______ Símbolo: ________
Qualidade do Aço: _______________________
Isolamento elétrico: ___________________________ Designação: ____________________________
Pesos e Características geométricas das Talas de Junção – Tipo TJ _______
Nº de furos: ___ Área Seção [cm²]: __________ Peso nominal [kg]: _____ Momento de Inércia [cm
4]: ___________
Dimensões para furação da Tala de Junção, em função do trilho
Dimensões [mm]
Medida do Furo à Extremidade
(U) ou (Y)
Medida do Furo ao Topo (W)
Medida entre Furos
(V)
Diâmetro do Furo (D)
Tolerância do Furo (D)
± 8mm
Medição
Dimensões para a Tala de Junção Tipo TJ-
Características Dimensões Unidade Tolerâncias Medição
Altura mm ±0,5
Diâmetro do Furo mm ±0,5 (A)
Posição do Furo mm ±0,8
Empeno: sentido vertical % 0,1
Empeno: sentido transversal % 0,16
Comprimento mm ±3,0
Inclinação % ±3,6
Esquadro da Extremidade mm ±2,0
Outros mm ±0,5
(A) Para furo puncionado, a tolerância acima é majorada de 0,10 a espessura para o diâmetro de saída do punção.
DNIT – DEPARTAMENTO NACIONAL DE INFRAESTURA DE TRANSPORTES PIM - PROCEDIMENTO DE INSPEÇÃO DE MATERIAL
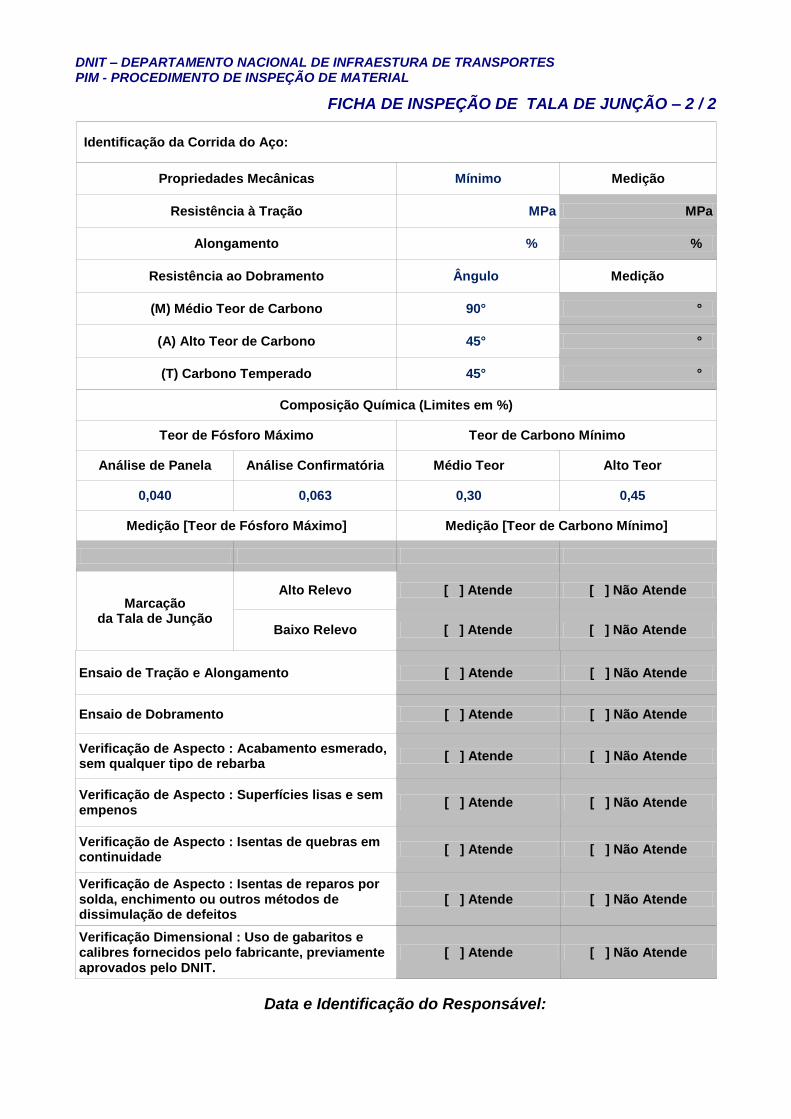
FICHA DE INSPEÇÃO DE TALA DE JUNÇÃO – 2 / 2
Identificação da Corrida do Aço:
Propriedades Mecânicas Mínimo Medição
Resistência à Tração MPa MPa
Alongamento % %
Resistência ao Dobramento Ângulo Medição
(M) Médio Teor de Carbono 90° °
(A) Alto Teor de Carbono 45° °
(T) Carbono Temperado 45° °
Composição Química (Limites em %)
Teor de Fósforo Máximo Teor de Carbono Mínimo
Análise de Panela Análise Confirmatória Médio Teor Alto Teor
0,040 0,063 0,30 0,45
Medição [Teor de Fósforo Máximo] Medição [Teor de Carbono Mínimo]
Marcação da Tala de Junção
Alto Relevo [ ] Atende [ ] Não Atende
Baixo Relevo [ ] Atende [ ] Não Atende
Ensaio de Tração e Alongamento [ ] Atende [ ] Não Atende
Ensaio de Dobramento [ ] Atende [ ] Não Atende
Verificação de Aspecto : Acabamento esmerado, sem qualquer tipo de rebarba
[ ] Atende [ ] Não Atende
Verificação de Aspecto : Superfícies lisas e sem empenos
[ ] Atende [ ] Não Atende
Verificação de Aspecto : Isentas de quebras em continuidade
[ ] Atende [ ] Não Atende
Verificação de Aspecto : Isentas de reparos por solda, enchimento ou outros métodos de dissimulação de defeitos
[ ] Atende [ ] Não Atende
Verificação Dimensional : Uso de gabaritos e calibres fornecidos pelo fabricante, previamente aprovados pelo DNIT.
[ ] Atende [ ] Não Atende
Data e Identificação do Responsável:

Trabalho compilado pelo