otimizaÇÃo do processo de corte laser para aÇos de alta...
TRANSCRIPT
OTIMIZAÇÃO DO PROCESSO DE CORTE LASER
PARA AÇOS DE ALTA RESISTÊNCIA: A
QUALIDADE NO CORTE APLICANDO O
MÉTODO TAGUCHI
Richard Thomas Lermen (fahor )
Jonas Rigodanzo (fahor )
Maicon Umann Ribeiro (fahor )
Edio Polacinski (uri )
leandro dorneles dos santos (uri )
Atualmente, diante do atual mercado competitivo, independentemente do
tipo, tamanho ou área de atuação as empresas procuram identificar
estratégias competitivas variadas para responderem a concorrência.
Evidencie-se que neste sentido, o processo de corte laser vem sendo utilizado
em grande escala para a confecção de peças, a partir de chapas metálicas
por diversas empresas, especialmente aquelas com o viés industrial. Assim, e
neste contexto, destaque-se que o presente artigo teve por objetivo
apresentar a otimização do processo de corte laser para aços de alta
resistência, no caso de pesquisa o LNE700, aplicando o Método Taguchi.
Ressalte-se que essa otimização se caracteriza por determinar quais são os
melhores parâmetros de corte sobre os fatores de qualidade, tais como:
rugosidade, paralelismo e arraste raia. Como procedimentos de pesquisa
observe-se que se utilizou a técnica de engenharia robusta - método e análise
de variância ANOVA, onde se utilizou quatro parâmetros de corte (posição
focal, de pressão de gás, de energia laser e velocidade de corte) com três
níveis cada Taguchi. Os resultados e conclusões deste trabalho demostraram
que é possível alcançar um alto padrão de qualidade no corte, otimizando os
parâmetros de corte a laser com o material utilizado, contudo, vale ressaltar
que cada critério de qualidade avaliou a influência direta dos parâmetros.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
2
Palavras-chaves: Corte a Laser, Aço LNE700, Taguchi, ANOVA.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
3
1. Introdução
Inicialmente, evidencie-se que as empresas de uma maneira geral, especialmente as
com viés industrial, procuram desenvolver estratégias para responderem a concorrência, que
atualmente é muito acentuada em face da globalização e as inovações constantes. E neste
sentido, muitas dessas, identificaram que o processo de corte LASER vem sendo utilizado em
grande escala para a confecção de peças a partir de chapas metálicas.
Acrescente-se que este processo oferece grande precisão e qualidade, quanto às
superfícies de corte. Além disso, que LASER produz um feixe de luz concentrado através da
excitação dos elétrons de determinados átomos, utilizando o dióxido de carbono (CO2) sob
pressão, como um meio ativo, produzindo assim uma intensa energia na forma de calor. Essa
alta concentração de energia proporciona uma excelente qualidade de corte em altas
velocidades.
Dessa forma, ressalte-se que o diferencial do corte LASER está na capacidade de
cortar chapas metálicas, obtendo-se perfeito acabamento, nas mais diversas espessuras,
indiferentemente da complexidade de sua geometria. Todavia, quanto menor for à incidência
causada pelas altas temperaturas no material, melhor são mantidas as propriedades do
material.
Adicionalmente, saliente-se que com o objetivo de aprimoramento de tecnologias,
competitividade de mercado e redução nos custos de fabricação, empresas estão buscando
utilizar aços com uma maior resistência mecânica. Esses aços se caracterizam principalmente
pela alta resistência mecânica e potencial redução de peso na sua aplicação. Porém, a
utilização deste tipo de material pode não trazer os resultados esperados quanto à qualidade de
corte, se os parâmetros de corte não forem otimizados.
Assim, neste contexto, destaque-se que a presente pesquisa teve por objetivo
apresentar a otimização do processo de corte laser para aços de alta resistência, no caso de
pesquisa o LNE700, aplicando o Método Taguchi. Justifica-se a realização do presente
estudo, uma vez que se espera oferecer subsídios de informações teóricas e práticas acerca da
temática proposta tanto para acadêmicos, pesquisadores, bem como profissionais da área.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
4
2.1. Influência dos parâmetros de corte no processo de corte laser
Segundo Bystronic (2008) o processo de corte LASER possui influências entre o feixe
de LASER, gás de corte e peça, na qualidade de corte. Quando tratado da peça em especial,
deve-se ter um cuidado com a composição química do material. Além das influências citadas
há também a influência dos parâmetros de corte LASER no processo, tais como: posição
focal, potência do LASER, pressão do gás e velocidade de corte (BYSTRONIC, 2008).
Porém, a potência do LASER depende do tipo de material e espessura a ser cortado.
Quanto maior a espessura do material, maior devera ser a potência do laser (BITZEL et al.,
1996).
Já a pressão do gás de corte faz relação entre o gás de corte LASER utilizado e o
diâmetro do bico de corte. A Bystronic (2008) adota como gás de corte o oxigênio (O2),
podendo este chegar a uma pressão de ate 10 bar para o corte autógeno. Já para Trumpf
(2004), a pressão do gás deve ser ajustada de acordo a espessura do material a ser cortado.
Outro item é a velocidade de corte, a qual é aplicada em relação aos seguintes
parâmetros: potência do LASER, pressão e vazão do gás (TELECURSO 2000, 2011). A
definição de valores elevados para a velocidade do corte implicará em maior produção de
estrias na superfície do corte, rebarbas na parte posterior da superfície atingida pelo calor, e
até mesmo, a impossibilidade de realizar o corte. No entanto, velocidades baixas produzem
um aumento da zona termicamente afetada e uma redução na qualidade do corte (TRUMPF,
1994).
2.2. Caracterização do corte laser
Segundo a Bystronic (2008), o corte LASER é caracterizado quanto à qualidade do
corte, sendo esta, avaliada quanto aos critérios de paralelismo, rugosidade da superfície e
arraste de estrias.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
5
2.2.1. Paralelismo de corte
O paralelismo de corte é a distância entre duas retas paralelas, onde o perfil da fenda
de corte deve apresentar um ângulo de 90º para ser considerado ideal ao paralelismo
(TRUMPF, 1994).
Figura 1 - Representação do paralelismo de corte
Fonte: Bystronic (2008, p. 3-6)
Para a Bystronic (2008), quando um material com espessura de 10 mm é cortado, o
mesmo pode apresentar um desvio máximo 0,1 mm para o paralelismo de corte, conforme a
Figura 1.
2.2.2. Rugosidade da superfície de corte
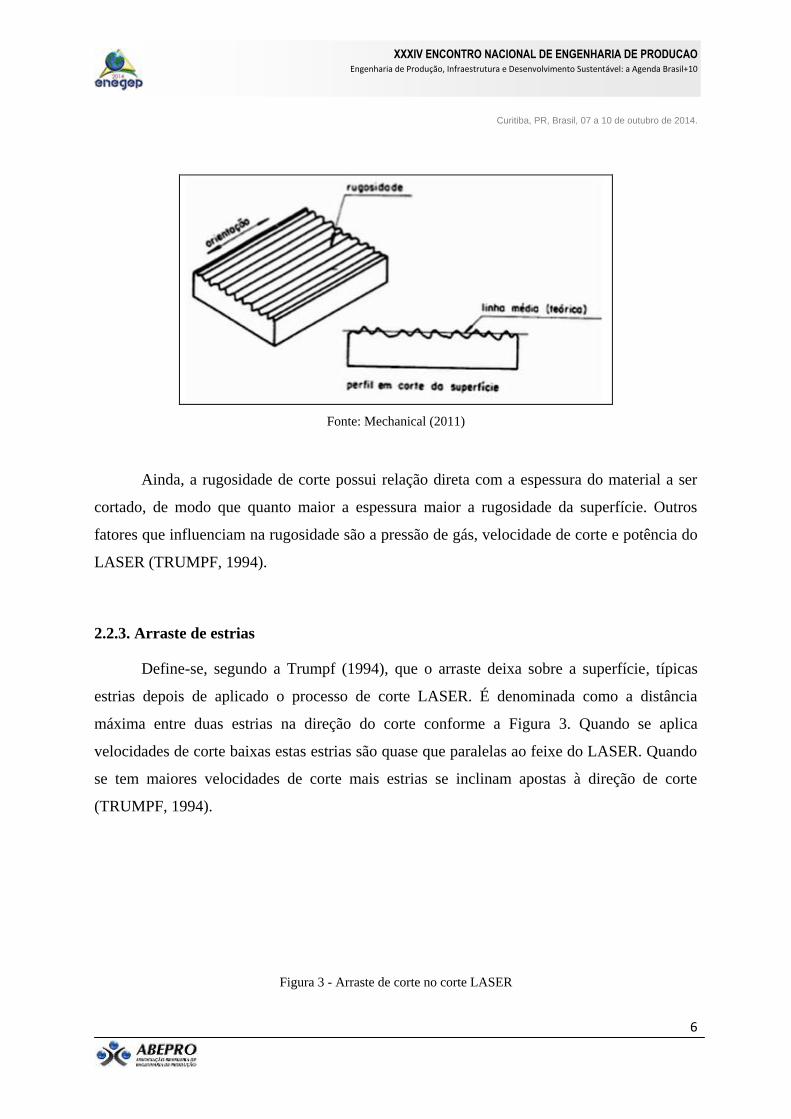
A rugosidade apresentada pelo desenho esquemático da Figura 2 é definida pela
profundidade das estrias e também pela presença de algumas crateras na superfície de corte.
Sua medição é dada através da média das rugosidades de cinco seções individuais
(BYSTRONIC, 2008).
Figura 2 - Representação da rugosidade de corte
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
6
Fonte: Mechanical (2011)
Ainda, a rugosidade de corte possui relação direta com a espessura do material a ser
cortado, de modo que quanto maior a espessura maior a rugosidade da superfície. Outros
fatores que influenciam na rugosidade são a pressão de gás, velocidade de corte e potência do
LASER (TRUMPF, 1994).
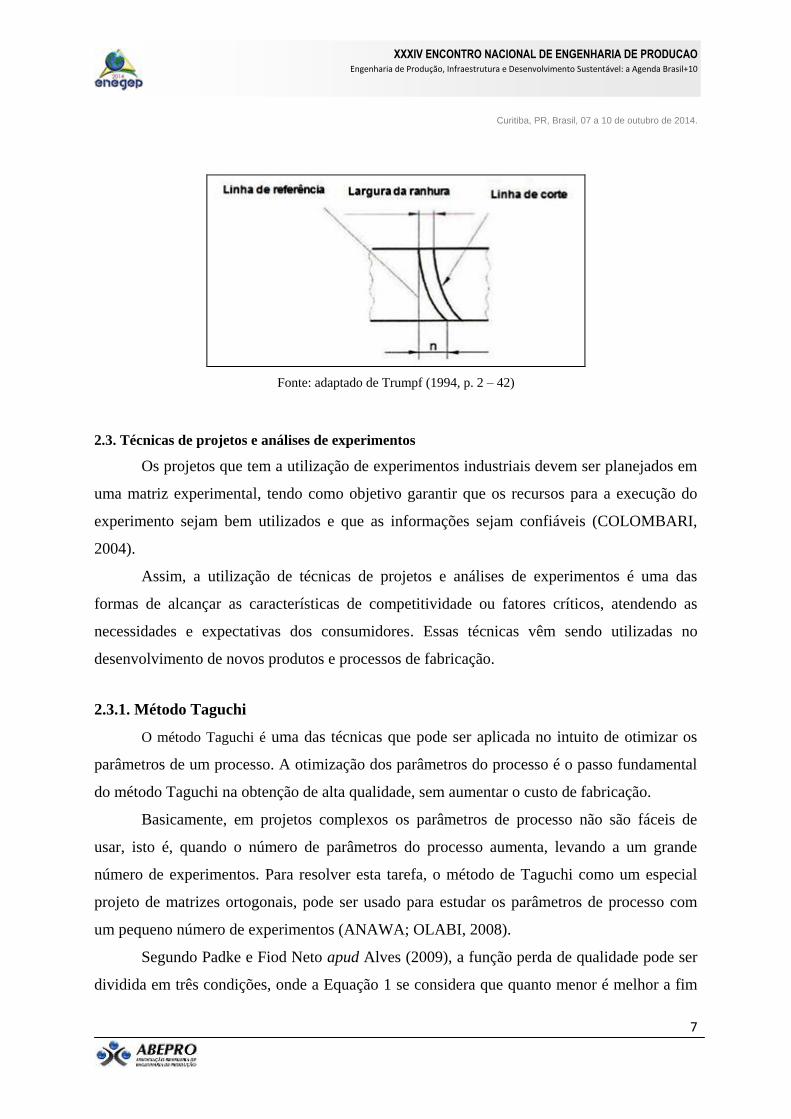
2.2.3. Arraste de estrias
Define-se, segundo a Trumpf (1994), que o arraste deixa sobre a superfície, típicas
estrias depois de aplicado o processo de corte LASER. É denominada como a distância
máxima entre duas estrias na direção do corte conforme a Figura 3. Quando se aplica
velocidades de corte baixas estas estrias são quase que paralelas ao feixe do LASER. Quando
se tem maiores velocidades de corte mais estrias se inclinam apostas à direção de corte
(TRUMPF, 1994).
Figura 3 - Arraste de corte no corte LASER
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
7
Fonte: adaptado de Trumpf (1994, p. 2 – 42)
2.3. Técnicas de projetos e análises de experimentos
Os projetos que tem a utilização de experimentos industriais devem ser planejados em
uma matriz experimental, tendo como objetivo garantir que os recursos para a execução do
experimento sejam bem utilizados e que as informações sejam confiáveis (COLOMBARI,
2004).
Assim, a utilização de técnicas de projetos e análises de experimentos é uma das
formas de alcançar as características de competitividade ou fatores críticos, atendendo as
necessidades e expectativas dos consumidores. Essas técnicas vêm sendo utilizadas no
desenvolvimento de novos produtos e processos de fabricação.
2.3.1. Método Taguchi
O método Taguchi é uma das técnicas que pode ser aplicada no intuito de otimizar os
parâmetros de um processo. A otimização dos parâmetros do processo é o passo fundamental
do método Taguchi na obtenção de alta qualidade, sem aumentar o custo de fabricação.
Basicamente, em projetos complexos os parâmetros de processo não são fáceis de
usar, isto é, quando o número de parâmetros do processo aumenta, levando a um grande
número de experimentos. Para resolver esta tarefa, o método de Taguchi como um especial
projeto de matrizes ortogonais, pode ser usado para estudar os parâmetros de processo com
um pequeno número de experimentos (ANAWA; OLABI, 2008).
Segundo Padke e Fiod Neto apud Alves (2009), a função perda de qualidade pode ser
dividida em três condições, onde a Equação 1 se considera que quanto menor é melhor a fim
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
8
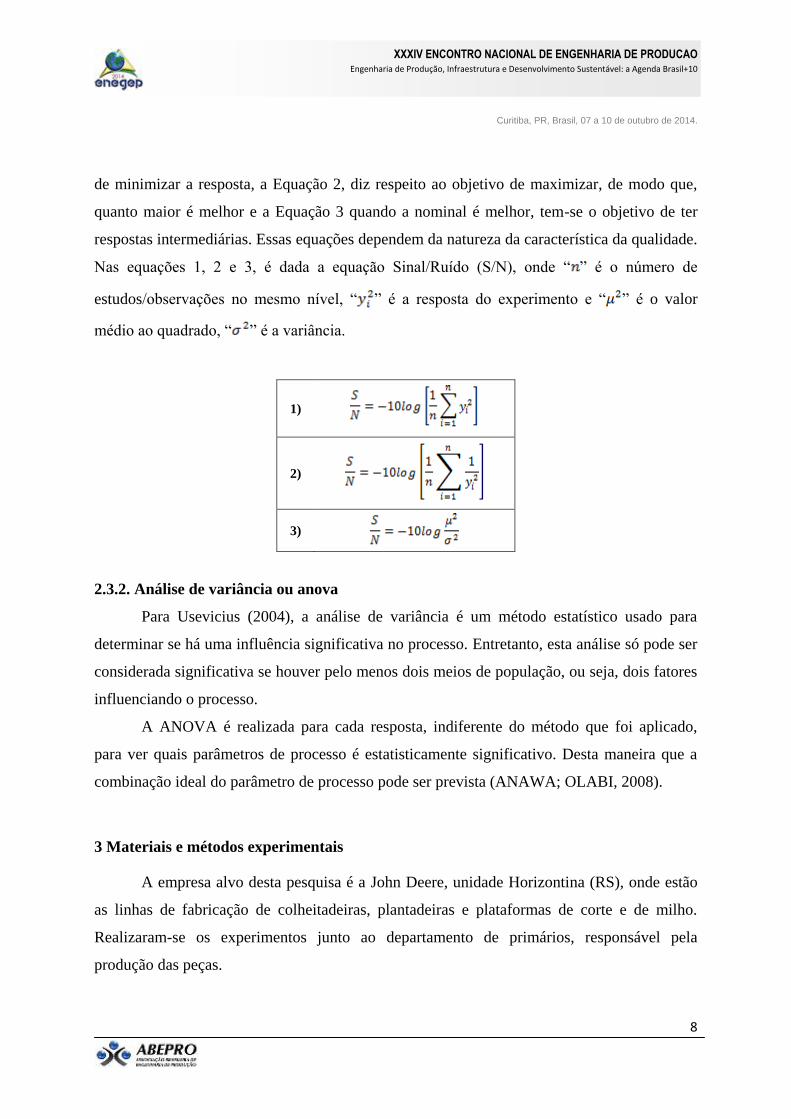
de minimizar a resposta, a Equação 2, diz respeito ao objetivo de maximizar, de modo que,
quanto maior é melhor e a Equação 3 quando a nominal é melhor, tem-se o objetivo de ter
respostas intermediárias. Essas equações dependem da natureza da característica da qualidade.
Nas equações 1, 2 e 3, é dada a equação Sinal/Ruído (S/N), onde “ ” é o número de
estudos/observações no mesmo nível, “ ” é a resposta do experimento e “ ” é o valor
médio ao quadrado, “ ” é a variância.
1)
2)
3)
2.3.2. Análise de variância ou anova
Para Usevicius (2004), a análise de variância é um método estatístico usado para
determinar se há uma influência significativa no processo. Entretanto, esta análise só pode ser
considerada significativa se houver pelo menos dois meios de população, ou seja, dois fatores
influenciando o processo.
A ANOVA é realizada para cada resposta, indiferente do método que foi aplicado,
para ver quais parâmetros de processo é estatisticamente significativo. Desta maneira que a
combinação ideal do parâmetro de processo pode ser prevista (ANAWA; OLABI, 2008).
3 Materiais e métodos experimentais
A empresa alvo desta pesquisa é a John Deere, unidade Horizontina (RS), onde estão
as linhas de fabricação de colheitadeiras, plantadeiras e plataformas de corte e de milho.
Realizaram-se os experimentos junto ao departamento de primários, responsável pela
produção das peças.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
9
Já a atividade de corte do corpo de prova, realizou-se em um centro de corte a LASER.
Para isso, utilizou-se o centro de corte a LASER BySpeed 3015 da marca Bystronic, ilustrado
na Figura 4, com potência de 4400W e tamanho de mesa 1500 x 3000 mm. Ainda, optou-se
pela utilização do oxigênio (O2) como gás de corte.
Figura 4 - Centro de corte LASER Bystronic
Fonte: Empresa pesquisada
Para o desenvolvimento do trabalho optou-se por um aço de alta resistência (LNE700),
de espessura 3 mm, com um limite de escoamento de 745 MPa, limite ruptura de 814 MPa e
alongamento de 18%, com a composição química demostrada na Tabela 1.
Tabela 1 - Composição química do aço LNE700
Elementos
Químicos C Si Mn P S Ai Cu Nb V
% 0,1 0,02 1,45 0,022 0,003 0,042 0,02 0,035 0,008
Elementos
Químicos Ti Cr Ni Mo Sn N B Ca Sb
% 0,088 0,49 0,01 0 0,001 0,0077 0,0002 0,0006 0,02

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
10
Fonte: Autores
Ainda, escolheu-se um item de produção da John Deere como corpo de prova
experimental, o qual apresentou espessura de 3 mm de acordo com a Figura 5.
Figura 5: Corpo de prova.
Fonte: Empresa pesquisada
Então, realizaram-se as análises dos dados, aplicando a metodologia de variância
ANOVA, onde se verificou o efeito dos parâmetros de corte para o material LNE700 em
relação à qualidade de corte quanto à rugosidade, paralelismo e arraste de estrias.
Para a determinação dos parâmetros ideais quanto à qualidade do corte fez-se o uso do
método Taguchi, onde quatro fatores, de três níveis cada um, foram aplicados. Determinaram-
se os níveis em torno de um ponto central, correspondendo aos valores utilizados como
padrões para o corte LASER. Os parâmetros de corte e seus diferentes níveis são
demonstrados na Tabela 2.
Tabela 2 - Fatores analisados e seus respectivos níveis para os experimentos exploratórios
Nº Fator Unidade Notação Nível Valor
1 Posição Focal Mm p
1 2
2 1,5
3 1
2 Pressão do Gás Bar PG
1 5,3
2 4
3 3,2
3 Potência do LASER Watts(W) PL
1350
2 1100
3 900
4 Velocidade do corte m/min v
1 4,3
2 4,1
3 3,9
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
11
Fonte: Autores
Todavia, obteve-se a distribuição para a coleta dos experimentos de acordo com os
fatores a serem analisados e seus respectivos níveis, aplicando o método Taguchi. Desta
forma, para cada condição experimental, foram realizadas 3 repetições, resultando em um
total de 27 experimentos.
4. Apresentação e análise dos resultados
Primeiramente, observe-se que se dividiu a apresentação dos resultados e as análises
em três partes. Inicialmente, os resultados quanto à rugosidade de corte; em segundo lugar, o
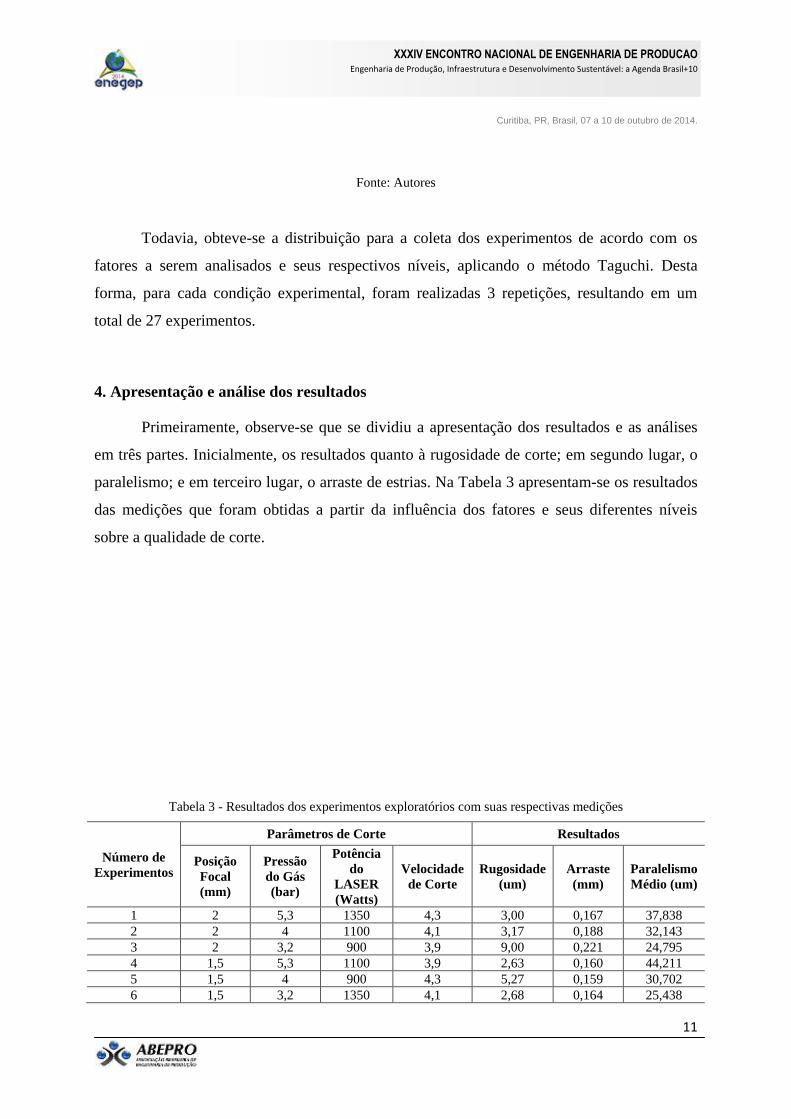
paralelismo; e em terceiro lugar, o arraste de estrias. Na Tabela 3 apresentam-se os resultados
das medições que foram obtidas a partir da influência dos fatores e seus diferentes níveis
sobre a qualidade de corte.
Tabela 3 - Resultados dos experimentos exploratórios com suas respectivas medições
Número de
Experimentos
Parâmetros de Corte Resultados
Posição
Focal
(mm)
Pressão
do Gás
(bar)
Potência
do
LASER
(Watts)
Velocidade
de Corte
Rugosidade
(um)
Arraste
(mm)
Paralelismo
Médio (um)
1 2 5,3 1350 4,3 3,00 0,167 37,838
2 2 4 1100 4,1 3,17 0,188 32,143
3 2 3,2 900 3,9 9,00 0,221 24,795
4 1,5 5,3 1100 3,9 2,63 0,160 44,211
5 1,5 4 900 4,3 5,27 0,159 30,702
6 1,5 3,2 1350 4,1 2,68 0,164 25,438

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
12
7 1 5,3 900 4,1 6,19 0,170 21,053
8 1 4 1350 3,9 2,66 0,173 26,606
9 1 3,2 1100 4,3 4,60 0,116 31,532
10 2 5,3 1350 4,3 3,69 0,180 40,541
11 2 4 1100 4,1 2,77 0,182 30,357
12 2 3,2 900 3,9 5,17 0,216 23,009
13 1,5 5,3 1100 3,9 2,94 0,195 44,211
14 1,5 4 900 4,3 5,39 0,152 29,825
15 1,5 3,2 1350 4,1 2,96 0,129 26,315
16 1 5,3 900 4,1 6,49 0,139 19,318
17 1 4 1350 3,9 2,66 0,179 26,606
18 1 3,2 1100 4,3 4,37 0,115 30,631
19 2 5,3 1350 4,3 3,1 0,186 41,441
20 2 4 1100 4,1 2,7 0,182 31,250
21 2 3,2 900 3,9 8,61 0,203 24,779
22 1,5 5,3 1100 3,9 3,13 0,213 44,211
23 1,5 4 900 4,3 4,67 0,161 29,825
24 1,5 3,2 1350 4,1 3,26 0,151 27,192
25 1 5,3 900 4,1 5,82 0,155 19,298
26 1 4 1350 3,9 2,00 0,143 26,606
27 1 3,2 1100 4,3 8,28 0,112 32,432
Fonte: Autores
4.1. Rugosidade do corte laser
De acordo com a análise de variância apresentada na Tabela 4, percebe-se que a
potência do LASER e a pressão do gás, influenciam nos critérios de qualidade quanto à
rugosidade.
Tabela 4 - Análise de variância ou ANOVA para média dos efeitos nas respostas da rugosidade
Fator Soma dos
Quadrados
Grau de
Liberdade
Médias dos
Quadrados Valor de F Valor de P
Posição Focal 15,9979 2 7,9990 2,24324 0,062678
Pressão do Gás 56,7611 2 28,3805 11,50724 0,000604
Potência do LASER 210,6477 2 105,3249 42,70440 0,000000
Velocidade de Corte 15,9105 2 7,9553 3,22553 0,063500
Erro Residual 44,3943 18 2,4663 - -
Fonte: Autores
Assim, os parâmetros que tem maior influência na rugosidade de corte são a potência
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
13
do LASER e a pressão do gás, devido ao valor de “F” ser maior nestes dois parâmetros. Ao
mesmo tempo, confirma-se a confiabilidade dos mesmos sobre a rugosidade através do valor
“P”, com 95% de confiabilidade que a potência do LASER e pressão do gás tem influência
significativa sobre a rugosidade, ressaltando que o valor de “P” deve ser menor que 0,05 para
confirmar sua confiabilidade.
4.2. Paralelismo de corte
Através da razão sinal/ruído para o paralelismo, pode-se afirmar que ambos os fatores
apresentam confiabilidade, todavia, a potência do LASER e a velocidade de corte são os
fatores de maior influência e confiabilidade para o paralelismo, sendo que na condição menor,
a qualidade é otimizada nos níveis mais baixo dos fatores.
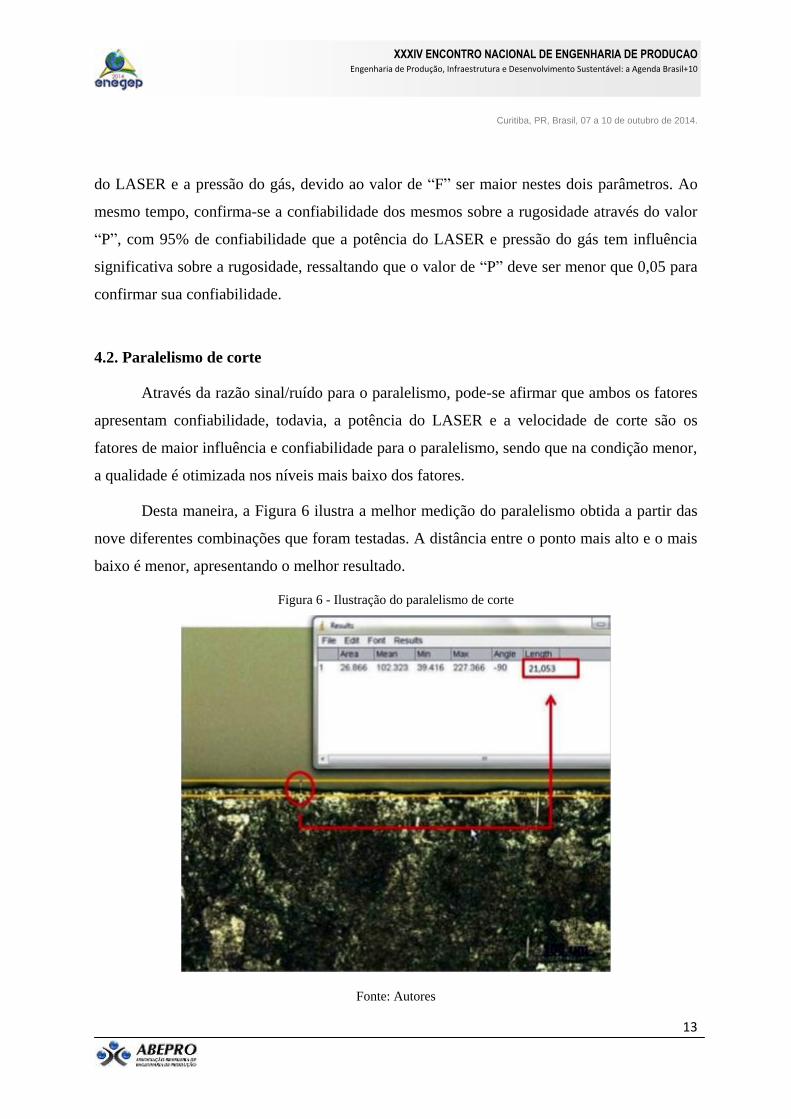
Desta maneira, a Figura 6 ilustra a melhor medição do paralelismo obtida a partir das
nove diferentes combinações que foram testadas. A distância entre o ponto mais alto e o mais
baixo é menor, apresentando o melhor resultado.
Figura 6 - Ilustração do paralelismo de corte
Fonte: Autores

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
14
Com isso, na Tabela 5, apresenta-se a análise de variância, ou ANOVA, da influência
dos fatores sobre o paralelismo. Verifica-se que todas as variáveis têm influência sobre o
paralelismo, sendo que os maiores valores de “F” são os que definem a ordem sucessiva dos
fatores mais impactantes.
Assim, tem-se uma confiabilidade de 95% de influência dos fatores sobre a qualidade
de corte, pois os valores de “P” não ultrapassam o valor de 0,05.
Tabela 5 - Análise de variância para a média dos efeitos nas respostas do paralelismo
Fator Soma dos
Quadrados
Grau de
Liberdade
Médias dos
Quadrados Valor de F Valor de P
Posição Focal 23,26387 2 11,63193 144,2402 0,000000
Pressão do Gás 11,95307 2 5,97653 74,1112 0,000000
Potência do LASER 46,34857 2 23,17428 287,3695 0,000000
Velocidade de Corte 27,61414 2 13,80707 171,2127 0,000000
Erro Residual 1,45157 18 - - -
Fonte: Autores
4.3. Resultados do arraste de corte
A razão sinal/ruído do arraste de estrias para os fatores analisados, na condição menor
é melhor, pois demonstra que a posição focal e a velocidade de corte são os únicos fatores
com influência destacada neste critério, de acordo com a amplitude dos pontos a partir da
linha central do gráfico. Assim, a pressão do gás e a potência do LASER têm pouca influência
no paralelismo.
Isso posto, na Tabela 6 apresentam-se os resultados referentes aos parâmetros com
maior influência sobre o arraste de estrias, onde a posição focal e a velocidade de corte se
destacam por apresentar os maiores valores de “F”. Confirma-se 95% de confiabilidade dos
mesmos através do valor de “P”, pois não ultrapassam o valor máximo de 0,05.
Tabela 6 - Análise de variância para média dos efeitos nas respostas do arraste de estrias

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
15
Fator Soma dos
Quadrados
Grau de
Liberdade
Médias dos
Quadrados Valor de F Valor de P
Posição Focal 29,11549 2 14,55774 25,64406 0,000005
Pressão do Gás 5,39131 2 2,69565 4,74851 0,022074
Potência do LASER 2,84185 2 1,42093 2,50302 0,109869
Velocidade de Corte 20,20213 2 10,10106 17,79344 0,000054
Erro Residual 10,21833 18 - - -
Fonte: Autores
Já a Figura 7, compreende a relação dos parâmetros de corte nos seus melhores níveis,
posição focal (1 mm), pressão do gás (3,2 bar), potência do LASER (1100 Watts) e
velocidade do corte (4,3 m/min), onde se obteve uma otimização do processo de corte LASER
em relação ao arraste de estrias, pois se percebe que a inclinação das linhas são praticamente
imperceptíveis.
Figura 7 - Ilustração do arraste
Fonte: Autores

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
16
A seguir serão apresentadas as conclusões do presente artigo, a partir de todas as
atividades de pesquisa realizadas.
5. Conclusões
Com o desenvolvimento deste trabalho, utilizando-se de bibliografias, experimentos e
análises de resultados, faz-se importante apresentar algumas conclusões. Frente a essas
exigências quanto à otimização de processos e para melhores níveis de qualidade, a utilização
do método Taguchi se mostrou de grande importância para o projeto de experimentos, a fim
de possibilitar analisar as diferentes variáveis do processo, onde que qualquer pequena
modificação dos fatores gera significativas modificações nos resultados.
Para complementar a análise dos resultados, a ANOVA se mostrou como uma análise
de grande significância ao se definir quais são os fatores de maior influência e a
confiabilidade destes sobre o processo.
Contudo, as informações obtidas no referencial bibliográfico referente à qualidade de
corte possibilitaram fazer comparativos com os resultados, sendo que, para alguns resultados
a influência dos parâmetros de corte foi comprovada, como no caso do paralelismo e da
rugosidade de corte. Porém, quanto ao arraste de estrias, a influência dos parâmetros não se
confirmou em relação à velocidade de corte.
Todavia, entre os critérios de qualidade definidos, o paralelismo é aquele que
apresenta maior influência dos parâmetros e maior confiabilidade nos resultados, de maneira
que os maiores níveis dos parâmetros apresentam os resultados mais satisfatórios em relação à
qualidade do corte.
Assim, a rugosidade de corte foi o critério de qualidade que menos teve influência dos
parâmetros no resultado. No entanto, faz-se necessária a análise através do método
experimental Taguchi para avaliar a importância de todos os fatores sobre o resultado final.
Por fim, destaque-se que em relação ao arraste de corte, a posição focal e a velocidade de
corte influenciam significativamente a qualidade de corte.
Referências bibliográficas

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
17
ALLEN, D. K.; ALTING, L.; TODD, R. H.; Manufacturing Processes Reference Guide. 1.
ed. Nova York: Artliber, 1994.
ALVES, L. H. D. Utilização do método de Taguchi na modelagem e otimização de vazios
relacionados à solidificação em processos de fundição de aço ABNT 1030. Tese de
Doutorado em Engenharia Mecânica – Faculdade de Engenharia do Campus de
Guaratinguetá, Universidade Estadual Paulista, Guaratinguetá, 2009).
AMOROS, R. T. Avaliações de tensões residuais em chapas planas de aço carbono,
destinados ao processo de corte a LASER, pelo método da anisotropia planar.
Dissertação de Mestrado – Instituto de Engenharia do Paraná, Curitiba, 2008.
ANAWA, E.M. OLABI, A.G.; Using Taguchi method to optimize welding pool of
dissimilar laser-welded components. Optics & Laser Technology, v. 40, p. 379– 388, 2008.
BITZEL, et al. The fascinating world of sheet metal. TRUMPF, Germany, 1996.
BYSTRONIC. Byspeed 3015 Tecnologia de corte. Pinhais: Bystronic LASER AG, 2008.
COLOMBARI, R. R. Aplicação de delineamento de experimentos para o processo de
solda à injeção. 2004. Dissertação de Mestrado em Engenharia de Produção – Universidade
Federal de Itajubá, Itajubá, 2004.
FARO, T. M. Estudo e optimização do corte a LASER de alta velocidade em chapa
metálica fina. Dissertação de Mestrado em Engenharia Mecânica – Faculdade de Engenharia
da Universidade do Porto, Porto, 2006.
GUIA METAL. Processo corte a LASER. Disponível em:
<http://guiametal.com.br/?pg=corte-a-LASER>. Acessado em: 1 set. 2011.
INFOSOLDA. LASER. Disponível em:
<http://www.infosolda.com.br/new_site/downloads.php?i=8>. Acessado em: 10 set. 2011.
MECHANICAL. Indicação de estado de superfície. Disponível em:
<http://mechanicalhandbook.blogspot.com/2011/03/indicacao-de-estado-desuperficie. html>.
Acessado em: 25 nov. 2011.
SANTANA, N; et al. Usinagem a LASER. Trabalho de Conclusão do Curso de Engenharia
Mecânica – Pontifícia Universidade Católica do Rio Grande do Sul, Rio Grande do Sul, 2008.
TELECURSO 2000. Curso Profissionalizante – Processo de fabricação – V. 4. Disponível
em: <http://www.4shared.com/document/9UlFhFeX/Processos_de_Fabricao_Aula-62- .htm>.
Acessado em: 17 jul. 2011.
TRUMPF. Corte, uma das principais aplicações do LASER no setor metalmecânico.
Disponível em: <http://www.br.trumpf.com/101.news28509.html>. Acessado em: 4 maio
2011.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
18
______. Operator’s manual TCL 3030. 1994 USEVICIUS, L. A.; Implantação da
metodologia seis sigma e aplicação da técnica estatística projeto de experimentos na
resolução de problemas e otimização de processo de fabricação. 2004. Dissertação de
Mestrado Profissional em Engenharia de Produção – Universidade Federal do Rio Grande do
Sul, Porto Alegre, 2004.