otimização de mistura de minérios para composição de carga na … · 2017-04-24 · a po conta...
TRANSCRIPT

I
Otimização de mistura de minérios para composição
de carga na produção de ferro ligas: O caso da Companhia Paulista de Ferro Ligas
MONOGRAFIA DE GRADUAÇÃO EM ENGENHARIA DE PRODUÇÃO
Leonardo Jabour Lott Carvalho
Ouro Preto Dezembro de 2003
Universidade Federal de Ouro Preto - UFOP Escola de Minas
Departamento de Engenharia de Produção, Administração e Economia - DEPRO.

II
Leonardo Jabour Lott Carvalho Otimização de mistura de minérios para composição de Carga na produção
de ferro ligas: O caso da Companhia Paulista de Ferro Ligas
Monografia apresentada ao Curso de Engenharia de Produção da Universidade Federal de Ouro Preto como parte dos requisitos para a obtenção do grau de Engenheiro de Produção.
Orientador: Prof. Dr. Marcone Jamilson Freitas Souza Co-orientador: Prof. Alexandre Xavier Martins
Ouro Preto Dezembro de 2003

III
FOLHA DE APROVAÇÃO
Monografia defendida e aprovada em 12 de dezembro de 2003, pela comissão
avaliadora constituída pelos professores:
_________________________________________
Prof. Dr. Marcone Jamilson Freitas Souza
Presidente da banca
_________________________________________
Prof. MSc. João Esmeraldo Silva
Segundo membro da banca
_________________________________________
Prof. Alexandre Xavier Martins
Terceiro membro da banca
IV
AGRADECIMENTOS
Para a realização deste trabalho foram de fundamental importância o
apoio e incentivo dado por algumas pessoas e instituições. Aproveito a oportunidade
para agradecer:
• Ao meu PAI, Marcela e toda família pela confiança e apoio;
• A Ticiana pelo companheirismo e incentivo;
• Ao Orientador Marcone por despertar o interesse nesta área e por tornar possível
a realização deste trabalho;
• Ao Co-orientador Alexandre Xavier Martins pelo apoio.
• Ao Gilberto Azevedo pela oportunidade de realização do estágio; ponto de
partida para este estudo;
• Aos amigos da CPFL pelo apoio, atenção e aprendizado, em especial ao Mauro
Melo, José Geraldo, Márcio e Gilberto;
• Aos colegas da turma de Engenharia de Produção 99/1, em especial a Daniela,
Francisco, Alexandre, Ricardo , Vinícius da Silva, Vinícius Teixeira e Érik;
• Aos irmãos da Republica Serigy;
• A Escola de Minas pelo ensino gratuito e de qualidade;
• A Fundação Gorceix pelo apoio aos estudantes;
• Enfim, a Deus por todas as conquistas.
V
SUMÁRIO
FOLHA DE APROVAÇÃO.........................................................................................III
AGRADECIMENTOS .................................................................................................IV
SUMÁRIO..................................................................................ERRO! INDICADOR NÃO DEFINIDO.
LISTA DE SIGLAS .................................................................................................... VII
LISTA DE TABELAS ...............................................................................................VIII
LISTA DE FIGURAS...................................................................................................IX
RESUMO........................................................................................................................ X
ABSTRACT...................................................................................................................XI
1. INTRODUÇÃO...................................................................................................... 12
1.1. ORIGEM DO TRABALHO ...................................................................................... 12
1.2. IMPORTÂNCIA DO TRABALHO............................................................................. 13
1.3. OBJETIVOS.......................................................................................................... 13
1.3.1. OBJETIVO GERAL ............................................................................................ 13
1.3.2. OBJETIVOS ESPECÍFICOS ................................................................................. 13
1.4. LIMITAÇÕES DO TRABALHO ............................................................................... 14
1.5. ESTRUTURA DO TRABALHO ................................................................................ 14
2. REVISÃO BIBLIOGRÁFICA.............................................................................. 16
2.1. A PESQUISA OPERACIONAL (PO) ....................................................................... 16
2.1.1. ANÁLISE DE DECISÕES .................................................................................... 17
2.1.2. O ASPECTO GERENCIAL DA PESQUISA OPERACIONAL .................................... 17
2.1.3. NATUREZA DA PESQUISA OPERACIONAL......................................................... 18
2.1.4. AS FASES DE UM PROJETO DE PESQUISA OPERACIONAL.................................. 18
2.1.5. OS TIPOS DE MODELOS ................................................................................... 19
2.1.5.1. Modelos de Simulação.......................................................................... 20
2.1.5.2. Modelos de Otimização ........................................................................ 20
2.2. A OTIMIZAÇÃO A PARTIR DA PROGRAMAÇÃO LINEAR....................................... 20
2.3. O OTIMIZADOR LINGO ..................................................................................... 22
3. METODOLOGIA .................................................................................................. 26
3.1. CLASSIFICAÇÃO DO ESTUDO............................................................................... 26
3.2. INSTRUMENTOS DE COLETAS DE DADOS ............................................................ 26
VI
3.3. ETAPAS DA PESQUISA......................................................................................... 27
3.4. MÉTODO PARA DESENVOLVIMENTO DO PROJETO DE OTIMIZAÇÃO .................... 28
4. ESTUDO DE CASO............................................................................................... 29
4.1. DESCRIÇÃO DA EMPRESA.................................................................................... 29
4.2. O PROBLEMA GERAL DE BLENDAGEM ............................................................... 30
4.3. O PROBLEMA DE BLENDAGEM ABORDADO........................................................ 31
4.4. MODELO DE BLENDAGEM PROPOSTO ................................................................. 32
4.5. MODELO LINGO DESENVOLVIDO ..................................................................... 36
5. RESULTADOS....................................................................................................... 50
5.1. VALIDAÇÃO DO PROGRAMA DESENVOLVIDO ..................................................... 50
5.2. PRIMEIRO TESTE................................................................................................. 51
5.3. SEGUNDO TESTE................................................................................................. 57
5.4. COMPARAÇÃO DOS RESULTADOS ....................................................................... 61
6. CONCLUSÕES ...................................................................................................... 62
7. REFERÊNCIAS BIBLIOGRÁFICAS................................................................. 64
VII
LISTA DE ABREVIAÇÕES
PO – Pesquisa Operacional
CPFL – Companhia Paulista de Ferro Ligas
PL – Programação Linear
PPL – Problema de Programação Linear
PI – Programação Inteira
PIM – Programação Inteira Mista

VIII
LISTA DE TABELAS
Tabela 4.1: Nomes dos blocos e células correspondentes................................ 43
Tabela 5.1: Comparação da planilha atual com a desenvolvida...................... 51

IX
LISTA DE FIGURAS
Figura 2.1: Fases de um projeto de PO.................................................................... 19
Figura 2.2: Planilha “exemplo.xls”......................................................................... 24
Figura 2.3: Modelo LINGO do “exemplo.xls” ........................................................ 25
Figura 4.1: Planilha do programa desenvolvido...................................................... 37
Figura 4.2: Detalhe 1 dos conjuntos de células da planilha desenvolvida............... 38
Figura 4.3: Detalhe 2 dos conjuntos de células da planilha desenvolvida............... 39
Figura 4.4: Detalhe 3 dos conjuntos de células da planilha desenvolvida.............. 40
Figura 4.5: Detalhe 4 dos conjuntos de células da planilha desenvolvida.............. 41
Figura 4.6: Detalhe 4 dos conjuntos de células da planilha desenvolvida.............. 42
Figura 4.7: Modelo LINGO: seção SET................................................................... 43
Figura 4.8: Modelo LINGO: seção DAT.................................................................. 44
Figura 4.9: Modelo LINGO: Função Objetivo......................................................... 44
Figura 4.10: Modelo LINGO: restrições dos elementos da liga............................... 45
Figura 4.11: Modelo LINGO: restrições da Sílica e Alumina na escória................ 46
Figura 4.12: Modelo LINGO: restrições de BaO e MnO na escória....................... 47
Figura 4.13: Modelo LINGO: restrições de quantidade e basicidade da escória.... 48
Figura 4.14: Modelo LINGO: restrições de quantidade de minério........................ 48
Figura 4.15: Modelo LINGO: exportação dos resultados........................................ 49
Figura 5.1: resultados do blend do primeiro teste calculado manualmente............ 52
Figura 5.2: resultados do blend do primeiro teste otimizado................................... 54
Figura 5.3: resultados do blend do primeiro teste com Si limitado em 17%........... 56
Figura 5.4: resultados do blend do segundo teste calculado manualmente............. 58
Figura 5.5: resultados do blend do segundo teste otimizado................................... 60
Figura 5.6: Comparação do custo entre o cálculo manual e o otimizado................ 61
X
RESUMO
Esta monografia trata da otimização da mistura de minérios para
composição de carga dos fornos da Companhia Paulista de Ferro Ligas. Para tanto, foi
desenvolvido e implementado um modelo baseado em programação linear. Para
fundamentar o estudo, foi feita uma revisão bibliográfica sobre a Pesquisa Operacional,
Programação linear e um otimizador. O modelo desenvolvido foi implementado no
otimizador LINGO integrado a uma planilha eletrônica em Excel. Os testes foram
realizados na empresa utilizando-se dados passados e atuais, e os resultados
comprovaram a eficiência e a potencialidade da utilização desta ferramenta na
minimização dos custos da mistura de minérios.

XI
ABSTRACT
This paper deals with the of ore mixture optimization of the furnace load
composition in the “Companhia Paulista de Ferro Ligas”. For this purpose it was created
and implemented a new model based on linear programming. To prove the experience it
was necessary a comprehensive bibliographic review on Operational Research, linear
programming and as well as an optimizer. The developed model was implemented in
the optimizer LINGO integrated in an electronic spreadsheet Excel. The tests were
performed inside the plant using both past and present data, and the results showed the
efficiency and the potentiality of this method in order to lower the cost of the ore
mixture.
12
1. INTRODUÇÃO
A economia mundial está passando por um processo de transformação
em que a concorrência e a luta pela sobrevivência em todos os setores estão cada vez
mais acirradas. Diante deste cenário, as organizações estão buscando um constante
aprimoramento dos processos e a otimização dos recursos por elas utilizados.
Neste contexto a Pesquisa Operacional (PO) adquiriu papel fundamental
no meio industrial, facilitando a otimização e racionalização de tais recursos. Apesar de
ser uma ciência que vem sendo estudada desde meados do século, foi com a evolução
dos computadores que a mesma passou a ser difundida e aplicada no setor industrial..
A PO conta com inúmeras ferramentas e áreas para resolver vários tipos
de problemas, sendo uma delas a Programação Linear (PL). Esta ferramenta é utilizada
para encontrar o lucro máximo ou o custo mínimo nas quais têm-se várias
possibilidades de escolha sujeitas a algum tipo de restrição (Prado,1999).
Portanto, uma das possíveis aplicações da PL é no setor de fabricação de
ferro ligas, uma vez que, para compor a carga a ser enfornada, é feita uma mistura de
vários materiais, sendo cada um com uma composição química e um preço diferente.
No entanto quer-se obter a mistura que atenda as restrições com o menor custo.
1.1. ORIGEM DO TRABALHO
O presente trabalho surgiu a partir de estágio realizado na CPFL –
Companhia Paulista de Ferro Ligas onde se verificou a oportunidade de melhoria no
cálculo da mistura de minérios (operação conhecida como blendagem) para composição
de carga dos fornos de produção de ferro liga à base de Manganês.
13
1.2. IMPORTÂNCIA DO TRABALHO
A composição da carga dos fornos de uma empresa de fabricação de
ferro ligas é uma parte muito importante do processo, pois é responsável pelo
atendimento das especificações químicas do produto e da composição do custo da liga.
Com este projeto a empresa poderá reduzir o custo de fabricação das
ligas, já que os minérios correspondem à cerca de 50% do custo final do produto.
Atualmente o cálculo é feito com a utilização de uma planilha eletrônica que simula a
composição da liga e da escória a partir das análises químicas e quantidades
preestabelecidas de cada minério, levando em consideração o método da tentativa e
erro, tornando-se uma tarefa trabalhosa e que não garante o menor preço.
1.3. OBJETIVOS
Neste item estão descritos o objetivo geral e os específicos.
1.3.1. OBJETIVO GERAL
Desenvolver um aplicativo, baseado em Programação Linear, para
resolver um problema de blendagem da CPFL.
1.3.2. OBJETIVOS ESPECÍFICOS
1. Fazer revisão bibliográfica sobre as técnicas de modelagem e
resolução de problemas de programação linear.
2. Estudar um software de otimização;
14
3. Descrever a empresa objeto de análise com relação aos principais
produtos e suas aplicações, número de empregados e estrutura
organizacional.
4. Descrever os processos industriais relativos à blendagem;
5. Desenvolver um modelo de programação linear para resolver o
problema de blendagem da empresa;
6. Implementar o modelo desenvolvido utilizando o software de
otimização;
7. Validar o modelo;
8. Analisar os resultados.
1.4. LIMITAÇÕES DO TRABALHO
O modelo desenvolvido resolve o problema de mistura de minérios e
fundentes, não levando em consideração a otimização dos redutores (carvão, coque). O
balanço térmico da mistura também não é considerado neste modelo; mas, assim como
os minérios, a quantidade de energia gasta no processo de obtenção da liga é muito
importante para se conseguir a redução no custo do produto.
1.5. ESTRUTURA DO TRABALHO
Capitulo 1 – Introdução
Este capítulo retrata os fatores que deram origem ao trabalho, sua
importância e a justificativa para a sua realização. Constam também os objetivos gerais
15
e específicos, estrutura do projeto, assim como suas limitações e o conteúdo de cada
capítulo.
Capitulo 2 – Revisão Bibliográfica
Constam neste item conceitos de Pesquisa Operacional e de Programação
Linear, assim como o seu surgimento e evolução. A análise de decisões, aspecto
gerencial, natureza e etapas do projeto de Pesquisa Operacional e o otimizador LINGO
também são tratados neste capítulo.
Capítulo 3 – Metodologia
A forma de levantamento dos dados, classificação da pesquisa,
metodologia e as etapas de desenvolvimento de todo o projeto serão estabelecidas neste
capítulo.
Capítulo 4 – Estudo de caso
Foram feitas neste capítulo as descrições da empresa, a caracterização do
processo de blendagem para a contextualização do estudo e o desenvolvimento do
programa de otimização, como também a formulação LINGO do problema.
Capítulo 5 – Resultados
A apresentação e a discussão dos testes e dos resultados obtidos estão
neste capítulo.
Capítulo 6 – Conclusões
Neste capítulo estão apresentadas as conclusões e propostas de futuros
trabalhos.
16
2. REVISÃO BIBLIOGRÁFICA
2.1. A PESQUISA OPERACIONAL (PO)
A PO é um método científico de tomada de decisão e tem experimentado
notável desenvolvimento, principalmente depois da segunda guerra mundial, quando
grupos interdisciplinares de cientistas se empenharam para resolver problemas
estratégicos e táticos da administração militar (Shamblin e Stevens Jr, 1989).
Com a evolução dos computadores, a PO passou a ser utilizada nas
empresas para a resolução de problemas organizacionais, principalmente em áreas como
suprimentos, produção e estudos de localização. Os cientistas desenvolveram então a
idéia de criar modelos matemáticos, apoiados em dados e fatos, que lhes permitissem
perceber os problemas em estudo e simular e avaliar o resultado hipotético de
estratégias ou decisões alternativas (In: www.sobrapo.com.br).
Uma característica importante da Pesquisa Operacional é a utilização de
modelos. Isso facilita muito o processo de análise de decisão, pois permite a
"experimentação", o que significa que uma decisão pode ser bem avaliada e testada
antes da implementação. A economia de recursos e a experiência adquirida advinda da
experimentação, por si só, justificam o conhecimento e a utilização da PO como
instrumento de administração de empresas (In:www.pomineracao.hpg.com.br)
Através de desenvolvimentos de base quantitativa, a Pesquisa
Operacional visa também introduzir elementos de objetividade e racionalidade nos
processos de tomada de decisão, sem descuidar, no entanto, dos elementos subjetivos e
de enquadramento organizacional que caracterizam os problemas (In:
www.sobrapo.com.br).
Segundo essa mesma referência, face ao seu caráter multidisciplinar, a
Pesquisa Operacional é uma disciplina científica de características horizontais com suas
contribuições estendendo-se por praticamente todos os domínios da atividade humana,
da Engenharia à Medicina, passando pela Economia e a Gestão Empresarial.
17
Nota-se portanto que a PO é uma ferramenta muito importante para uma
maior segurança nas tomadas de decisão, o que faz dela uma ciência cada vez mais
utilizada no meio empresarial. Isso se deve às características de se utilizar modelos
exatos, que apresentam os resultados ótimos e aos modelos probabilísticos que simulam,
com uma margem de erro muito pequena, a realidade através de modelos.
2.1.1. ANÁLISE DE DECISÕES
A Pesquisa Operacional é, portanto, um ramo da ciência administrativa
que fornece instrumentos para a análise de decisões, possuindo um conjunto de técnicas
quantitativas para auxiliar a gerência na preparação e na tomada de decisão.
Uma decisão é o resultado de um processo que se desenvolve a partir do
instante em que o problema foi detectado. Segundo Pinto (In:
www.pomineracao.hpg.com.br) "uma decisão é um curso de ação escolhida pela
pessoa, como o meio mais efetivo à sua disposição, para obter os objetivos procurados,
ou seja, para resolver o problema que a incomoda". Este conceito explicita claramente
a importância do processo de preparação na tomada de decisão.
Em um processo de análise e tomada de decisão, muitas variáveis estão
envolvidas, sendo muitas delas ocultas ou subjetivas, o que leva este processo a uma
complexidade elevada. Com a utilização da PO a pessoa que toma decisões tem mais
segurança e uma chance muito maior de acertar, pois está trabalhando com métodos
quantitativos que indicam a melhor decisão a ser tomada.
2.1.2. O ASPECTO GERENCIAL DA PESQUISA OPERACIONAL
A PO pode ser vista de duas maneiras distintas no campo da
administração: o quantitativo e o qualitativo. Na primeira abordagem, a PO é definida
como uma ciência que visa aplicar métodos matemáticos e estatísticos à solução de
problemas de decisão, através de uma abordagem sistêmica, pela utilização de modelos.
Na segunda, a abordagem qualitativa, a importância dos métodos
matemáticos desenvolvidos pelo esforço dos pesquisadores está menos na solução dos
problemas e mais nas suas formulações, ou seja, no diagnóstico do problema. Para
18
tanto, se perde o rigor matemático da solução, e ganham relevância o espírito crítico e a
sensibilidade para descobrir o problema correto e analisar quais informações são
fundamentais para a decisão.
O enfoque qualitativo é importante porque permite descobrir quais são as
informações necessárias, já que a abundância de informações é tão prejudicial quanto a
sua falta, pois acarretam custo desnecessário. Resta, portanto, a avaliação do potencial
da informação em relação ao seu custo.
2.1.3. NATUREZA DA PESQUISA OPERACIONAL
A Pesquisa Operacional começa com a construção de um modelo de um
sistema real existente a fim de analisar e compreender o comportamento dessa situação
(In:www.pomineracao.hpg.com.br). Faz-se então a manipulação do mesmo para se
descobrir a melhor forma de operar o sistema (Shamblin e Stevens Jr, 1989).
O sistema a ser estudado pode estar em operação ou ainda estar em
concepção, sendo que, no primeiro caso, o objetivo do estudo é analisar o desempenho
do sistema para escolher uma ação no sentido de aprimorá-lo e, no segundo caso, é
identificar a melhor estrutura do sistema futuro.
O modelo de um sistema real é o núcleo do sistema existente que
basicamente dita o seu comportamento e que pode ser modelado, para efeito de análise,
por uma estrutura conhecida e simplificada. Ou seja, é o conjunto das variáveis
principais que representam a realidade do sistema.
No entanto, mesmo uma situação real que envolva um número muito
grande de variáveis, tem seu comportamento fundamentalmente influenciado por uma
quantidade reduzida de variáveis principais. Dessa forma, a simplificação do sistema
real em termos de um modelo passa primeiramente pela identificação dessas variáveis
principais (In:www.pomineracao.hpg.com.br).
2.1.4. AS FASES DE UM PROJETO DE PESQUISA OPERACIONAL
De acordo com Shamblin e Stevens (1989), a elaboração de um projeto
de PO se passa por seis fases a saber:
1. Formulação do problema;

19
2. Construção de um modelo que represente o sistema em estudo;
3. Obtenção de solução a partir do modelo;
4. Teste do modelo e da solução dele originada;
5. Estabelecimento de controles sobre a solução; e
6. Colocação da solução em funcionamento: Implantação.
Figura 2.1: Fases de um projeto de PO
Fonte: adaptado de pomineracao.hpg.com.br
2.1.5. OS TIPOS DE MODELOS
De acordo com Pinto (In:www.pomineracao.hpg.com.br), o
relacionamento entre as variáveis de um modelo é, geralmente, escrito em termos
matemáticos, existindo diversas formas de gerar e utilizar essas relações. Por isso
existem vários tipos de modelos, sendo que o mais apropriado para um dado contexto
ou problema depende de vários fatores como:
natureza matemática das relações entre as variáveis;
objetivos do tomador de decisões;
extensão do controle sobre as variáveis de decisão;
Implementação dos resultados
obtidos
Definição do
problema
Construção do
modelo
Solução do
modelo
Validação do
modelo
Avaliação
Experiência
20
nível de incerteza associado com o ambiente de decisão.
Com base nessas considerações, podemos dividir os modelos em dois
grandes tipos:
modelos de simulação;
modelos de otimização.
2.1.5.1.MODELOS DE SIMULAÇÃO
Os modelos de simulação procuram oferecer uma representação do
mundo real com o objetivo de permitir a geração e a análise de alternativas, antes da
implementação de qualquer uma delas. Por isso, dão ao executivo um grau de liberdade
e flexibilidade considerável, com relação à escolha da ação mais conveniente.
Isso significa que o administrador pode criar ambientes futuros possíveis
e testar alternativas, procurando responder a questões do tipo "que acontecerá se?".
2.1.5.2. MODELOS DE OTIMIZAÇÃO
Ao contrário do modelo anterior, não permite flexibilidade na escolha da
alternativa, já que é estruturado para selecionar uma única, que será considerada ótima,
segundo algum critério.
Esse critério de otimização (função-objetivo) é escolhido pelo
administrador e o modelo encontra a melhor alternativa através de uma análise
matemática. Essa análise é processada por métodos sistemáticos de solução, que são
chamados algoritmos.
2.2. A OTIMIZAÇÃO A PARTIR DA PROGRAMAÇÃO LINEAR
A Programação Linear (PL) consiste em encontrar a melhor solução para
problemas que tenham modelos representados por expressões lineares, o que torna a
técnica simples e com grande aplicabilidade (Shamblin e Stevens Jr, 1989).

21
O papel de um modelo de PL é maximizar ou minimizar uma função
linear que é chamada função objetivo, levando em consideração um sistema linear de
igualdades ou desigualdades. Tal sistema, geralmente, representa as limitações de
recursos disponíveis ou exigências e condições a serem cumpridas no problema. Essas
restrições determinam uma região que é chamada de conjunto das soluções viáveis. A
melhor solução deste conjunto é a solução ótima, ou seja, aquela que maximiza ou
minimiza a função objetivo.
Esta técnica foi criada em 1946 e tem sido aplicada nas áreas mais
diversas. Algumas aplicações se tornaram clássicas, tais como(Prado,1999):
• Formulação de alimentos, rações e adubos;
• Blendagem de ligas metálicas e petróleo;
• Transporte;
• Localização industrial;
• Carteira de ações (Investimentos);
• Alocação de recursos em fábricas, fazendas, escritórios, etc;
• Designação de pessoas e tarefas (Composição de tabelas de
horários);
• Corte de barras e chapas.
Segundo Prado(1999), tanto a função objetivo quanto as restrições de um
Problema de Programação Linear (PPL) são equações/inequações lineares, ou de
primeiro grau, e o resultado para as variáveis do modelo são valores reais ou contínuos.
A PL pode ser dividida nos seguintes tópicos:
• Programação Contínua: Quando os resultados para as variáveis do
modelo são valores reais ou contínuos.
• Programação Estruturada: O modelo unitário (uma fábrica, ou um
produto ou uma unidade de tempo) se replica (multi-fábricas, multi-
produtos ou multiperíodos).
• Programação Inteira (PI): As variáveis somente admitem soluções
inteiras.
22
• Programação Inteira Mista (PIM): Podemos ter tanto variáveis de
solução inteira quanto contínua.
2.3. O OTIMIZADOR LINGO
O software LINGO é um otimizador que utiliza o algoritmo SIMPLEX
para a resolução de Problemas de Programação Linear (PPL) com variáveis contínuas
e/ou inteiras. Ele é dividido nas seguintes seções específicas para a programação do
modelo de PL:
• Definição dos conjuntos (SETS);
• Entrada de dados (DATA);
• Função objetivo;
• Restrições;
• Saída de dados.
Segundo Gomes e Souza (2003) uma seção SETS é definida da seguinte
forma:
SETS:
setname [/ member_list /] [: variable_list];
ENDSETS
onde:
setname ⇒ é o nome que você escolhe para designar o grupo de objetos.
[/member_list/] ⇒ lista de membros que constituem o grupo de objetos.
[:variable_list] ⇒ lista de variáveis (ou constantes) que têm as mesmas
características do grupo de objetos.
Um grupo de objetos também pode ser derivado de outros grupos, como
é o caso de uma Matriz que depende de dois grupos (vetores) e tem como domínio o
conjunto dos membros dos grupos anteriores.

23
A seção DATA é usada para fazer a leitura dos valores das constantes
definidas na seção SETS. Esta leitura pode ser feita através de interface com uma
planilha Excel utilizando-se o comando @OLE.
Os comandos utilizados para a representação da função objetivo são:
• MIN ⇒ usado para minimizar e;
• MAX ⇒ usado para maximizar.
Alguns comandos usados para a formulação das restrições são:
• @SUM ⇒ usado para representar um somatório em um conjunto de
objetos definido na seção SETS
• @FOR ⇒ usado para repetição de uma operação em um
determinado conjunto de objetos.
• @INDEX ⇒ usado para indicar a posição desejada de um elemento
em um conjunto de objetos.
Para demonstrar como se modela um PPL no LINGO considere o
problema a seguir, cujos dados estão contidos em uma planilha de nome “exemplo.xls”.
∑=
=nN
Njjj XCxf
1
)(min
mi
N
Njjij MMiBXA
n
,...,11
=∀≤∑=
nj NNjX ,...,0 1=∀≥

24
Figura 2.2: Planilha “exemplo.xls”
Fonte: Elaborado pelo autor
Nessa planilha, N é o nome do bloco de células C2:G2, M se refere ao
bloco B3:B7 etc.

25
A implementação deste modelo no LINGO é:
Figura 2.3: Modelo LINGO do “exemplo.xls”
Fonte: Elaborado pelo autor
model: title Exemplo; ! Definição dos conjuntos; sets: linhas /@ole('exemplo.xls','M')/:B; colunas /@ole('exemplo.xls','N')/:C,X; matriz (linhas,colunas):A; endsets ! Leitura dos dados; data: B = @ole('exemplo.xls','B'); A = @ole('exemplo.xls','A'); C = @ole('exemplo.xls','C'); enddata ! Função Objetivo; [fo] max = @sum(colunas(j): C(j)*X(j)); ! Restrições; @for(linhas(i): @sum(colunas(j): A(i,j) * X(j)) <= B(i)); ! Exportação da solução para a planilha; data: @ole('exemplo.xls','solução') = x; enddata
26
3. METODOLOGIA
Neste capítulo está descrita a metodologia utilizada para a realização
desta monografia. Segundo Lakatos e Marconi (1991), métodos de trabalho são um
conjunto de atividades sistemáticas e racionais que orientam a geração de
conhecimentos e que indicam o caminho a ser seguido.
3.1. CLASSIFICAÇÃO DO ESTUDO
O estudo em questão, por se tratar de uma modelagem matemática,
possui um caráter predominantemente quantitativo. Como se trata de um estudo de uma
única realidade, ou seja, uma única empresa de fabricação de ferro-ligas, a pesquisa
enquadra-se, também, na categoria de estudo de caso e de natureza aplicada.
O estudo de caso constitui-se em uma abordagem de pesquisa que
privilegia a compreensão das dinâmicas e relações próprias de cenários específicos,
combinando diversos instrumentos de coleta de dados como documentos, entrevistas,
questionários e observações, e pode ser usado para vários objetivos, tais como fornecer
descrição, testar teorias ou gerar teorias (Yin, 1981).
Segundo Silva e Menezes (2001), uma pesquisa pode ser classificada
pela sua natureza em básica, que pretende gerar conhecimentos novos úteis para o
avanço da ciência sem aplicação prática prevista, e aplicada, que objetiva gerar
conhecimentos para aplicação prática dirigidos à solução de problemas específicos.
3.2. INSTRUMENTOS DE COLETAS DE DADOS
Segundo Blau e Scott (1979), para a obtenção de dados de um
determinado fenômeno, existem três maneiras principais: observando-o, fazendo
27
perguntas às pessoas direta ou indiretamente envolvidas e examinando elementos
documentais escritos. Estes procedimentos dão origem às categorias de técnicas de
pesquisa como: a observação, a entrevista e a análise documental.
O presente estudo começou com a observação em estágio realizado pelo
autor. Como a obtenção dos dados em uma pesquisa pode ser feita utilizando-se de uma
ou mais técnicas de pesquisa, foram utilizadas também a entrevista e a análise
documental.
Para a revisão bibliográfica a pesquisa foi realizada através de consultas
em livros, artigos e pela Internet.
3.3. ETAPAS DA PESQUISA
Para a realização deste trabalho foram seguidas as seguintes etapas:
1 – Definição e elaboração de um projeto de monografia
2 – Revisão bibliográfica: desenvolvida com o objetivo de dar
fundamentação teórica ao estudo e abordou os seguintes assuntos:
2.1 – Conceituação de PO: definições, análise de decisões,
aspecto gerencial da PO, fases de um projeto de PO e tipos
de modelos.
2.2 - A Otimização a Partir da Programação Linear: definições,
aplicações e tipos.
2.3 - O Otimizador LINGO: funções, exemplos e modelagens.
3 – Desenvolvimento do modelo de otimização aplicado ao estudo de
caso: formulação do problema e modelagem.
4 – Implementação do modelo no LINGO usando interface com planilha
Excel.
5 – Validação do modelo com realização de testes na empresa estudada.
6 – Análise e apresentação dos resultados.
7 – Conclusões e propostas para novas pesquisas.

28
3.4. MÉTODO PARA DESENVOLVIMENTO DO PROJETO DE OTIMIZAÇÃO
O primeiro passo para elaboração de um projeto de otimização é o estudo
e diagnóstico do problema. É de fundamental importância conhecer o processo que se
pretende otimizar para conseguir identificar as variáveis que devem ser levadas em
consideração na construção do modelo.
Após esta fase de estudo e análise, os seguintes passos devem ser
seguidos para fazer a modelagem:
1 – Definição da variável de decisão;
2 – Definição da função objetivo;
3 – Definição das restrições.
Com a modelagem pronta, o próximo passo é a implementação em algum
software de otimização como LINDO, LINGO, Solver do Excel, XPRESS, CPLEX
entre outros.
De posse do modelo implementado, pode-se fazer os testes para validar
se o mesmo representa a realidade. Se não representar, deve-se voltar ao começo e
recomeçar a modelagem. Após a validação do modelo, o próximo passo é analisar os
resultados obtidos.
29
4. ESTUDO DE CASO
Este capítulo apresenta o estudo de caso realizado na CPFL. O estudo
consiste no desenvolvimento e implementação de um modelo de programação linear
para minimizar o custo da mistura de minérios na fabricação de ferro ligas à base de
manganês. O método de trabalho apresentado no capítulo anterior foi aplicado para o
desenvolvimento da pesquisa, e a descrição do estudo de caso está dividida da seguinte
forma:
A) descrição da empresa;
B) caracterização do processo de blendagem para a contextualização do
estudo;
C) desenvolvimento do programa de otimização.
4.1. DESCRIÇÃO DA EMPRESA E SEUS PRODUTOS
A empresa objeto deste estudo é a Companhia Paulista de Ferro-Ligas
(CPFL), situada na zona rural da cidade de Ouro Preto. É produtora de FeMnAC (ferro
manganês alto carbono) e FeSiMn (ferro sílico manganês) e possui um quadro de 142
funcionários próprios e 90 funcionários de empresas terceirizadas.Pertence ao grupo
DIMA (Diretoria de Manganês), da Companhia Vale do Rio Doce (CVRD), que conta
com unidades em Minas Gerais, Bahia, Mato Grosso do Sul, França e Noruega.
O manganês é utilizado na indústria do aço como elemento de liga e
desoxidante moderado:
• Em aços com baixo C, o Mn residual aumenta a sua dureza e
resistência;
30
• Como elemento de liga, o manganês permite a fabricação dos
chamados aços manganês austeníticos, com elevada dureza
superficial;
• Em aços ferramenta, a presença do manganês melhora a
temperabilidade;
• Em associação com o enxofre, o manganês é utilizado nos aços de
usinagem fácil.
A unidade de Ouro Preto possui 3 fornos elétricos distintos do tipo arco
submerso com as seguintes características:
• Forno RI: forno fechado, com potência aparente de 24MVA,
potência de trabalho de 20,5 MW;
• Forno RII: forno aberto, com potência aparente de 9 MVA, potência
de trabalho de 7,3 MW;
• Forno RIII: forno aberto, com potência aparente de 7,5 MVA,
potência de trabalho de 6,3 MW.
4.2. O PROBLEMA GERAL DE BLENDAGEM
O problema geral de blendagem pode ser descrito como segue. Deseja-se
obter uma mistura de minérios a partir de n matérias-primas Rj considerando a
especificação de m elementos ELi e os seguintes dados:
(a) Uma unidade de matéria-prima Rj contém aij unidades do elemento
ELi;
(b) Uma unidade da mistura resultante deve conter, no mínimo, li
unidades do elemento ELi e no máximo, ui unidades;
(c) Uma unidade da matéria-prima Rj custa pj unidades monetárias;
(d) De cada matéria-prima Rj só existem kj unidades disponíveis.

31
O problema consiste em encontrar a quantidade xj da matéria-prima Rj a
ser utilizada no processo de tal forma que o custo de fabricação da liga seja o menor
possível.
Este problema pode ser modelado como:
∑=
=n
jjj xpxf
1)(min
sujeito a: ∑=
=∀≤n
jijij miuxa
1,...,1
∑=
=∀≥n
jijij milxa
1,...,1
mjkx jj ,...,1=∀≤
mjx j ,...,10 =∀≥
Trata-se de um modelo de programação linear, o qual pode ser resolvido
pelo método SIMPLEX.
4.3. O PROBLEMA DE BLENDAGEM ABORDADO
Em uma empresa de Ferro-ligas, o problema de Blendagem consiste em
calcular o leito de fusão, ou seja, a mistura de minérios, fundentes e redutores, visando
sua melhor combinação para extração da liga.
A seleção e mistura de matérias primas são fatores muito importantes.
Para uma satisfatória operação e eficiente produção das ligas de manganês, as matérias
primas devem ser de alta qualidade tanto sob o ponto de vista químico quanto físico.
A utilização adequada das matérias primas é essencial para obtenção de
elevadas taxas de produtividade e minimização dos custos de produção, uma vez que as
matérias primas na produção de ligas de manganês são um dos fatores mais importantes
da composição do custo.
As matérias primas empregadas são, normalmente: minério de manganês,
quartzo, dolomita, calcário, carvão vegetal e coque, com as suas respectivas análises já
feitas anteriormente.

32
Na determinação da mistura a ser enfornada para obtenção da liga
desejada não se pode levar em consideração apenas as especificações da liga. A
composição da escória deve dar condições de fluidez e separação e a quantidade de
carvão deve ser bem controlada para se evitar perdas excessivas durante a operação.
Normalmente, para dosar a carga é necessário dispor dos seguintes
dados:
• Análise química de todas as matérias primas
• Composição da liga
• Composição da escória
• Quantidade de escória
• Basicidade
• Perdas pelos gases
• Rendimento na redução dos óxidos
• Relação Mn/Fe
4.4. MODELO DE BLENDAGEM PROPOSTO
Para a modelagem do problema de blendagem para produção de ferro
ligas propõe-se o seguinte modelo:
Sejam:
xj = quantidade (em Kg) do minério j
lmj = quantidade mínima (em Kg) a ser usada do minério j
umj = quantidade máxima (em Kg) a ser usada do minério j
aij = % do elemento i (Fe, Mn, SiO2, ...) no minério j
ei = % mínima do elemento i na liga
Ei = % máxima do elemento i na liga
ri = rendimento (em %) do elemento i na liga
ue = quantidade máxima (em Kg) permitida na escória
le = quantidade mínima (em Kg) permitida na escória
mei = % mínima do elemento i na escória
Mei = % máxima do elemento i na escória

33
b = Basicidade mínima permitida para escória
B = Basicidade máxima permitida para escória
reMnFe =Relação mínima entre manganês e ferro na mistura
ReMnFe =Relação máxima entre manganês e ferro na mistura
q = Quantidade de liga a ser produzida.
A) Variável de decisão:
xj = quantidade (em Kg) do minério j a compor a carga
B) Função Objetivo:
∑=
=n
jjj xcxf
1)(min
C) Restrições:
Com relação às quantidades de cada elemento na liga
miExar
xare im
i
n
jjiji
n
jjiji
i ,...,1
1 1
1 =∀≤≤
∑∑
∑
= =
=
Com relação à disponibilidade de minérios
jjj umxlm ≤≤ Com relação à composição da escória
( )
( )miMe
xar
xarme im
i
n
jjiji
n
jjiji
i ,...,11
1
1 1
1 =∀≤−
−≤
∑∑
∑
= =
=
Com relação à quantidade de escória
( )∑∑= =
≤−≤m
i
n
jjiji uexarle
1 11
Valor da relação Mn/Fe
MnFen
jjjFe
n
jjjMn
MnFe
xa
xare Re
1,
1,
≤≤
∑
∑
=
=
Com relação à basicidade da escória

34
[ ]B
xar
xaxab n
jjjSiOSio
n
jjjMgOjjCaO
≤−
+≤
∑
∑
=
=
1,
1,,
22)1(
Com relação à produção total de liga
qxarm
i
n
jjiji =∑∑
= =1 1 Restrição de não negatividade
mix j ,...,10 =∀≥
Para a resolução do modelo acima não se pode garantir o ótimo global
por tratar-se de um modelo de programação não linear, pois há divisões entre as
variáveis. Entretanto, estas restrições não lineares podem ser facilmente linearizadas
como mostrado a seguir:
miExar
xare in
jjiji
m
i
n
jjiji
i ,...,1
11
1 =∀≤≤
∑∑
∑
==
=
Desmembrando esta dupla inequação tem-se:
miexar
xar
in
jjiji
m
i
n
jjiji
,...,1
11
1 =∀≥
∑∑
∑
==
=
miExar
xar
in
jjiji
m
i
n
jjiji
,...,1
11
1 =∀≤
∑∑
∑
==
=
Como o denominador destas desigualdades é estritamente positivo, uma
vez que há garantia de que pelo menos um tipo de minério será utilizado (restrição VII),
então se pode linearizar as inequações sem ter que mudar seus sinais, como se mostra a
seguir:

35
mixarExarn
jjiji
m
ii
n
jjiji ,...,1*
111=∀
≤ ∑∑∑
===
mixarexarn
jjiji
m
ii
n
jjiji ,...,1*
111=∀
≥ ∑∑∑
===
Partindo deste mesmo princípio e sabendo que todas as variáveis usadas
neste modelo são não-negativas, todas as demais restrições não lineares podem ser
tratadas da mesma maneira que a anterior, obtendo-se o seguinte modelo linear:
A) Variável de decisão:
xj = quantidade (em Kg) do minério j a compor a carga
B) Função Objetivo:
∑=n
jjj xcxf )(min
C) Restrições:
Com relação às quantidades de cada elemento na liga
mixarExarm
i
n
jjijii
n
jjiji ,...,1
1 11=∀
≤ ∑∑∑
= ==
mixarexarm
i
n
jjijii
n
jjiji ,...,1
1 11=∀
≥ ∑∑∑
= == Com relação à disponibilidade de minérios
jjj umxlm ≤≤ Com relação à composição da escória
( ) ( ) mixarMexarm
i
n
jjijii
n
jjiji ,...,11*1
1 11=∀
−≤− ∑∑∑
= ==
( ) ( ) mixarmexarm
i
n
jjijii
n
jjiji ,...,11*1
1 11=∀
−≥− ∑∑∑
= == Com relação à quantidade de escória
( )∑∑==
≤−≤n
jjiji
m
iuexarle
111

36
Valor da relação Mn/Fe
≤ ∑∑
==
n
jjjFeMnFe
n
jjjMn xaxa
1,
1, *Re
≥ ∑∑
==
n
jjjFeMnFe
n
jjjMn xarexa
1,
1, *
Com relação à basicidade da escória
[ ]
−≤+ ∑∑
==
n
jjjSiOSio
n
jjjMgOjjCaO xarBxaxa
1,
1,, 22
)1(*
[ ]
−≥+ ∑∑
==
n
jjjSiOSio
n
jjjMgOjjCaO xarbxaxa
1,
1,, 22
)1(*
Com relação à produção total de liga
qxarm
i
n
jjiji =∑∑
= =1 1 Restrição de não negatividade
njx j ,...,10 =∀≥
4.5. MODELO LINGO DESENVOLVIDO
A implementação do modelo proposto foi feita utilizando-se o LINGO e
uma planilha em Excel. Os dados de entrada são lidos da planilha, resolvidos no
LINGO e o resultado é exportado para a planilha.
Segue o detalhamento da planilha e o modelo LINGO correspondente:

37
Figura 4.1: Planilha do programa desenvolvido
Fonte: Elaborado pelo autor
A figura 4.1 mostra a visão geral da planilha desenvolvida para a leitura
de dados do LINGO.

38
Figura 4.2: Detalhe 1 dos conjuntos de células da planilha desenvolvida
Fonte: Elaborado pelo autor
A figura 4.2 detalha os conjuntos de células de nomes: “quant_min”,
“quant_max”, “custo” e “minerios”.

39
São mostrados na figura 4.3 os conjuntos de células de nomes: “solução”,
que corresponde ao local onde serão gravadas as quantidades de cada minério geradas
na solução do problema; e “análises”, que .indicam a composição química de cada
minério
Figura 4.3: Detalhe 2 dos conjuntos de células da planilha desenvolvida
Fonte: Elaborado pelo autor
40
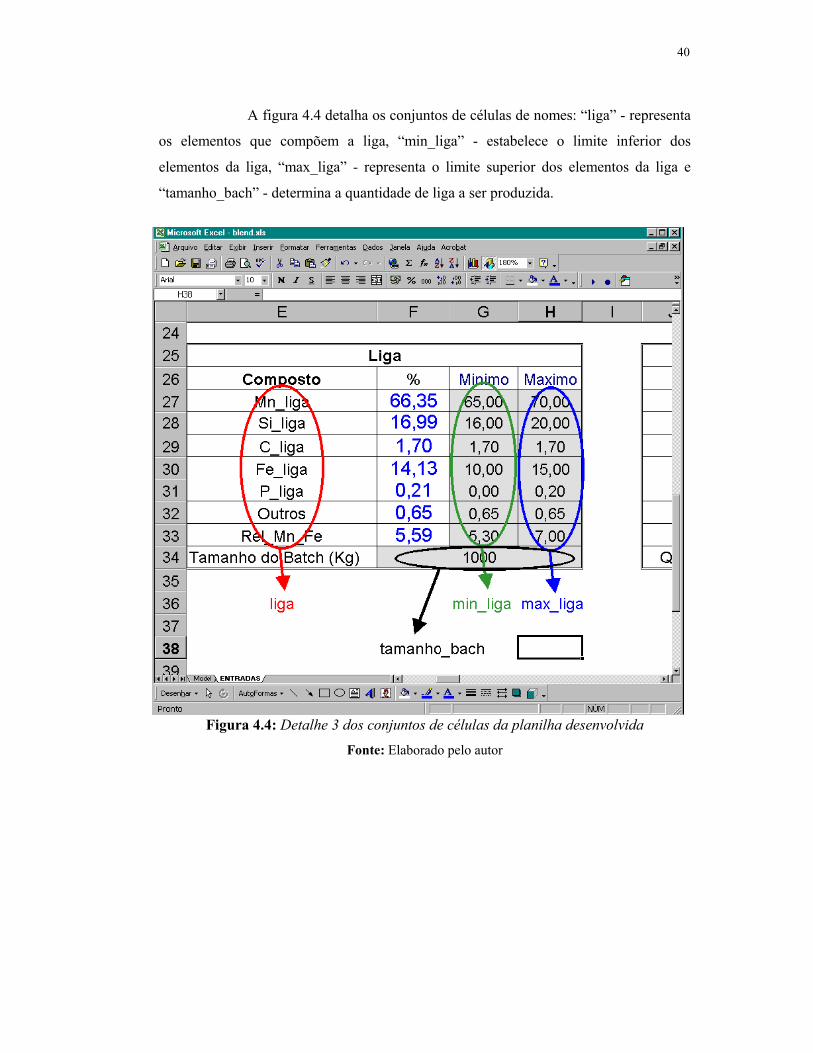
A figura 4.4 detalha os conjuntos de células de nomes: “liga” - representa
os elementos que compõem a liga, “min_liga” - estabelece o limite inferior dos
elementos da liga, “max_liga” - representa o limite superior dos elementos da liga e
“tamanho_bach” - determina a quantidade de liga a ser produzida.
Figura 4.4: Detalhe 3 dos conjuntos de células da planilha desenvolvida
Fonte: Elaborado pelo autor
41
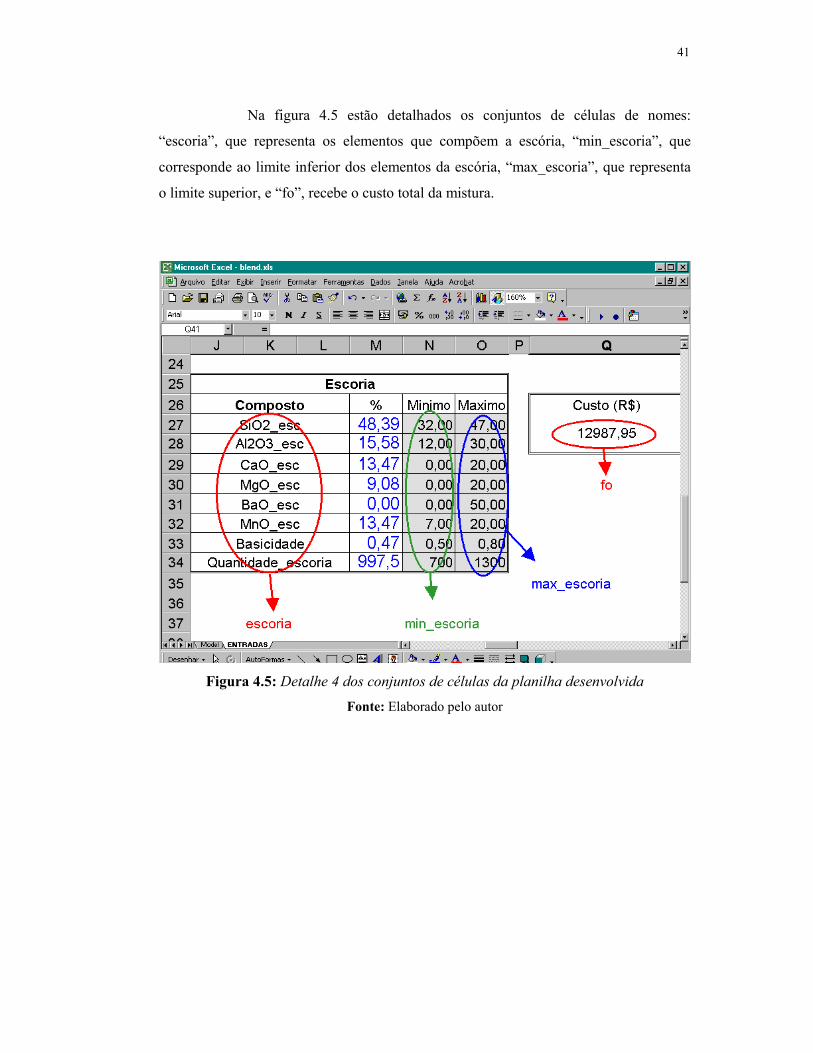
Na figura 4.5 estão detalhados os conjuntos de células de nomes:
“escoria”, que representa os elementos que compõem a escória, “min_escoria”, que
corresponde ao limite inferior dos elementos da escória, “max_escoria”, que representa
o limite superior, e “fo”, recebe o custo total da mistura.
Figura 4.5: Detalhe 4 dos conjuntos de células da planilha desenvolvida
Fonte: Elaborado pelo autor
42
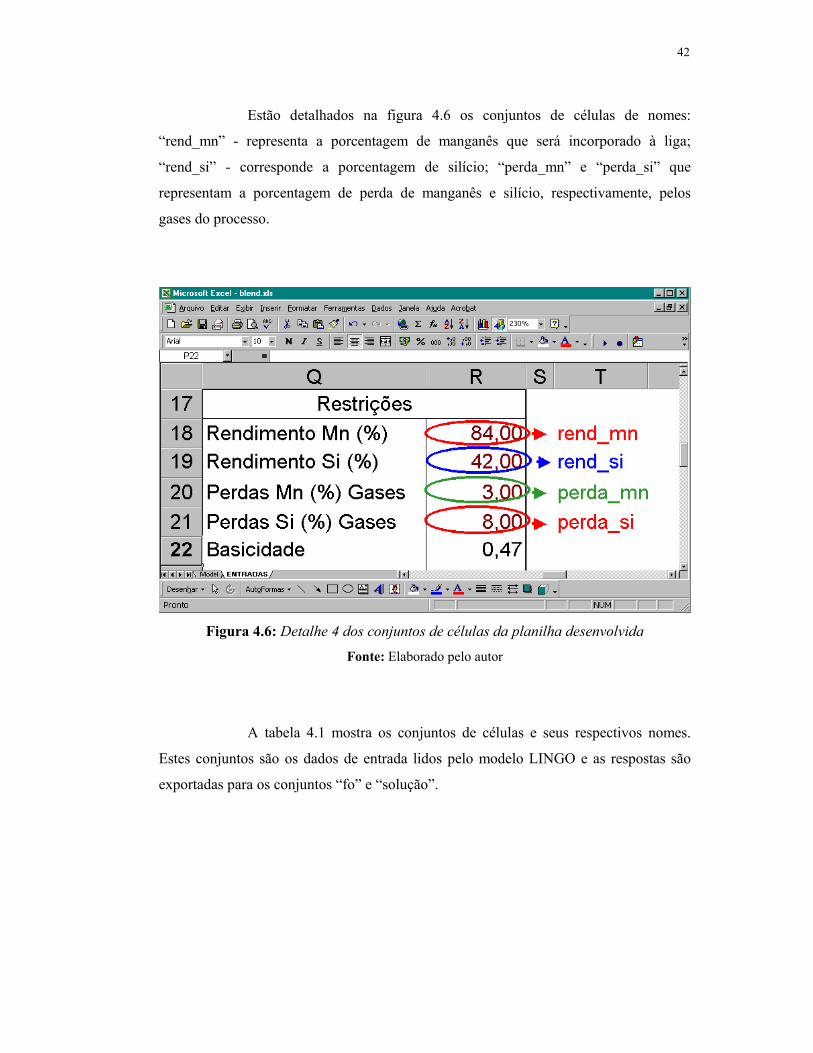
Estão detalhados na figura 4.6 os conjuntos de células de nomes:
“rend_mn” - representa a porcentagem de manganês que será incorporado à liga;
“rend_si” - corresponde a porcentagem de silício; “perda_mn” e “perda_si” que
representam a porcentagem de perda de manganês e silício, respectivamente, pelos
gases do processo.
Figura 4.6: Detalhe 4 dos conjuntos de células da planilha desenvolvida
Fonte: Elaborado pelo autor
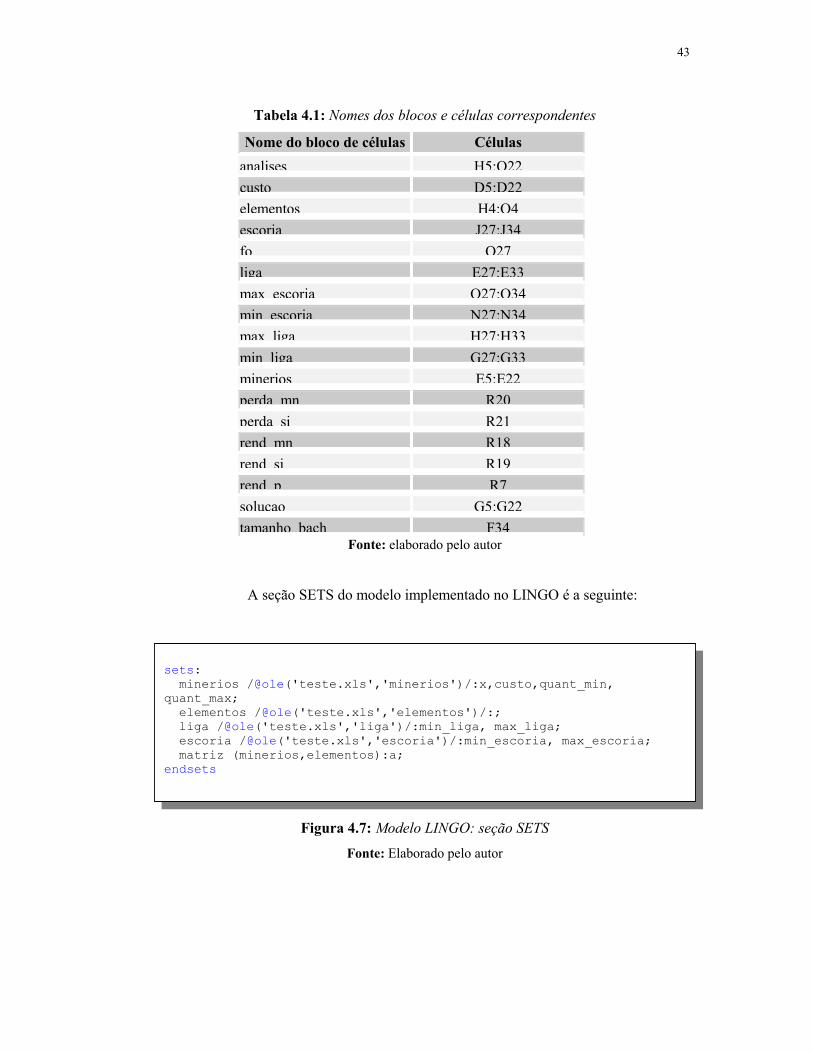
A tabela 4.1 mostra os conjuntos de células e seus respectivos nomes.
Estes conjuntos são os dados de entrada lidos pelo modelo LINGO e as respostas são
exportadas para os conjuntos “fo” e “solução”.
43
Tabela 4.1: Nomes dos blocos e células correspondentes
Nome do bloco de células Células analises H5:O22custo D5:D22elementos H4:O4escoria J27:J34fo Q27liga E27:E33max escoria O27:O34min escoria N27:N34max liga H27:H33min liga G27:G33minerios E5:E22perda mn R20perda si R21rend mn R18rend si R19rend p R7soluçao G5:G22tamanho bach F34
Fonte: elaborado pelo autor
A seção SETS do modelo implementado no LINGO é a seguinte:
Figura 4.7: Modelo LINGO: seção SETS
Fonte: Elaborado pelo autor
sets: minerios /@ole('teste.xls','minerios')/:x,custo,quant_min, quant_max; elementos /@ole('teste.xls','elementos')/:; liga /@ole('teste.xls','liga')/:min_liga, max_liga; escoria /@ole('teste.xls','escoria')/:min_escoria, max_escoria; matriz (minerios,elementos):a; endsets
44
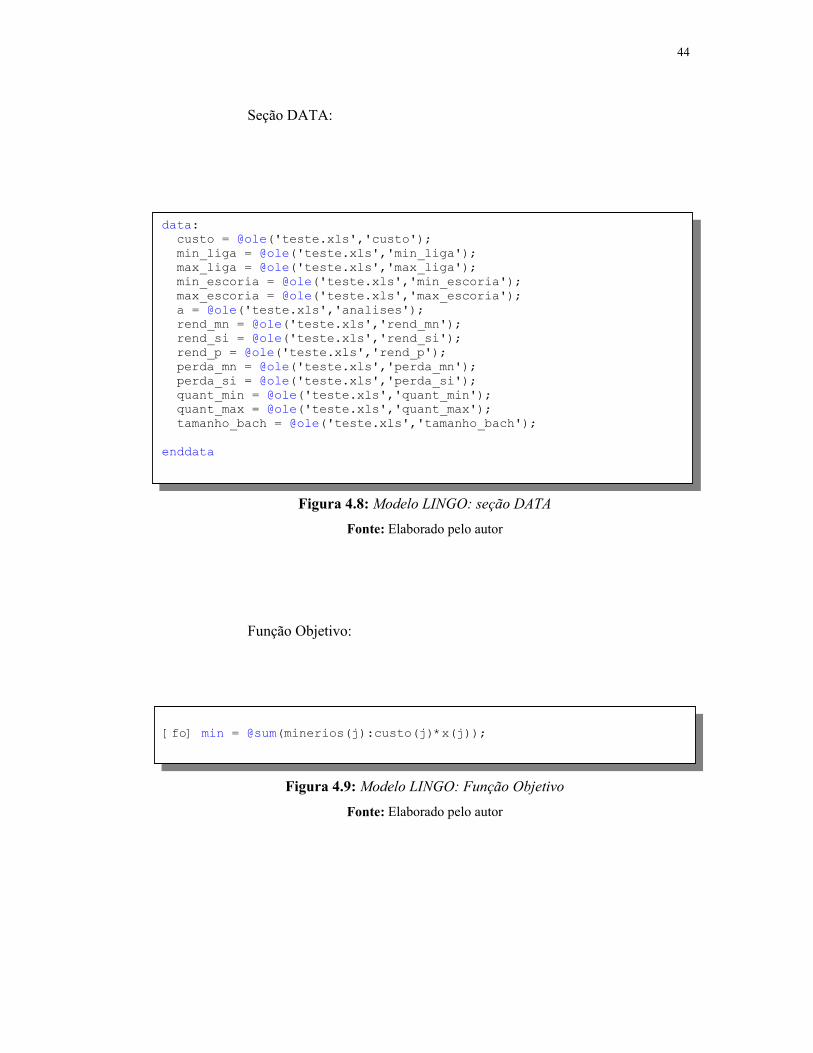
Seção DATA:
Figura 4.8: Modelo LINGO: seção DATA
Fonte: Elaborado pelo autor
Função Objetivo:
Figura 4.9: Modelo LINGO: Função Objetivo
Fonte: Elaborado pelo autor
data: custo = @ole('teste.xls','custo'); min_liga = @ole('teste.xls','min_liga'); max_liga = @ole('teste.xls','max_liga'); min_escoria = @ole('teste.xls','min_escoria'); max_escoria = @ole('teste.xls','max_escoria'); a = @ole('teste.xls','analises'); rend_mn = @ole('teste.xls','rend_mn'); rend_si = @ole('teste.xls','rend_si'); rend_p = @ole('teste.xls','rend_p'); perda_mn = @ole('teste.xls','perda_mn'); perda_si = @ole('teste.xls','perda_si'); quant_min = @ole('teste.xls','quant_min'); quant_max = @ole('teste.xls','quant_max'); tamanho_bach = @ole('teste.xls','tamanho_bach'); enddata
[fo] min = @sum(minerios(j):custo(j)*x(j));

45
Restrições de elementos que compõem a liga:
Figura 4.10: Modelo LINGO: restrições dos elementos da liga
Fonte: Elaborado pelo autor
[mn_min]@sum(minerios(i):a(i,@index(Mn))*x(i)/100)*rend_mn/100 -0.01*(min_liga(@index(Mn_liga)))*tamanho_bach >= 0; [mn_max]@sum(minerios(i):a(i,@index(Mn))*x(i)/100)*rend_mn/100 -0.01*(max_liga(@index(Mn_liga)))*tamanho_bach <= 0; [si_min](@sum(minerios(i):a(i,@index(SiO2))*x(i)/214)*rend_si/100) -0.01*(min_liga(@index(Si_liga)))* tamanho_bach >= 0; [si_max](@sum(minerios(i):a(i,@index(SiO2))*x(i)/214)*rend_si/100) -0.01*(max_liga(@index(Si_liga)))*tamanho_bach <= 0; [fe_min]@sum(minerios(i):a(i,@index(Fe))*x(i)/100) -0.01*(min_liga(@index(Fe_liga)))*tamanho_bach >= 0; [fe_max]@sum(minerios(i):a(i,@index(Fe))*x(i)/100) -0.01*(max_liga(@index(Fe_liga)))*tamanho_bach <= 0; [p_max]@sum(minerios(i):a(i,@index(P))*x(i)/100)*rend_p/100 -0.01*(max_liga(@index(P_liga)))*tamanho_bach <= 0; [relacao_mn_fe_min] @sum(minerios(i):(a(i,@index(Mn))-
(min_liga(@index(Rel_Mn_Fe)))* a(i,@index(Fe)))*x(i)) >= 0; [relacao_mn_fe_max] @sum(minerios(i):(a(i,@index(Mn))-
(max_liga(@index(Rel_Mn_Fe)))* a(i,@index(Fe)))*x(i)) <= 0; [Quantidade_min]((min_liga(@index(C_liga))*tamanho_bach/100)+(min_lig
a(@index(Outros))*tamanho_bach/100) +@sum(minerios(i):a(i,@index(Fe))*x(i)/100) +(@sum(minerios(i):a(i,@index(Mn))*x(i)/100)*rend_mn/100) + @sum(minerios(i):a(i,@index(P))*x(i)/100)*rend_p/100
+(@sum(minerios(i):a(i,@index(SiO2))*x(i)/214)*rend_si/100))= tamanho_bach;
46
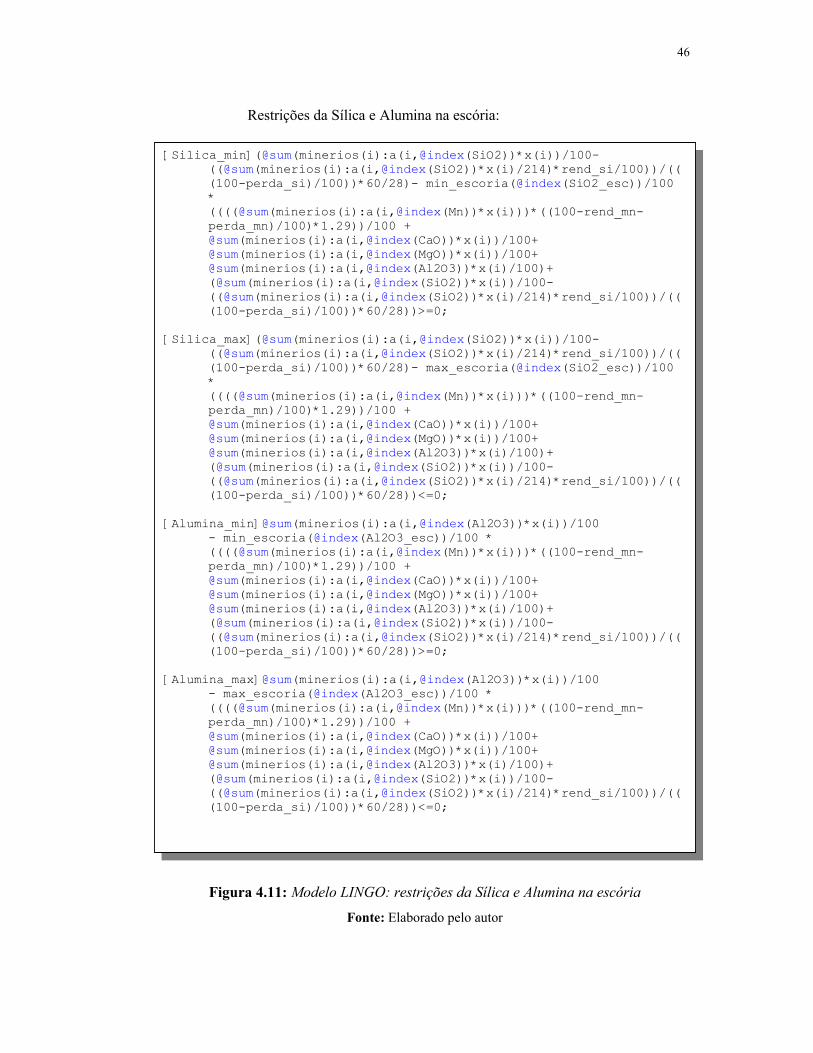
Restrições da Sílica e Alumina na escória:
Restrições de CaO e MgO na escória:
Figura 4.11: Modelo LINGO: restrições da Sílica e Alumina na escória
Fonte: Elaborado pelo autor
[Silica_min](@sum(minerios(i):a(i,@index(SiO2))*x(i))/100-((@sum(minerios(i):a(i,@index(SiO2))*x(i)/214)*rend_si/100))/(((100-perda_si)/100))*60/28)- min_escoria(@index(SiO2_esc))/100 *
((((@sum(minerios(i):a(i,@index(Mn))*x(i)))*((100-rend_mn-perda_mn)/100)*1.29))/100 +
@sum(minerios(i):a(i,@index(CaO))*x(i))/100+ @sum(minerios(i):a(i,@index(MgO))*x(i))/100+ @sum(minerios(i):a(i,@index(Al2O3))*x(i)/100)+ (@sum(minerios(i):a(i,@index(SiO2))*x(i))/100-
((@sum(minerios(i):a(i,@index(SiO2))*x(i)/214)*rend_si/100))/(((100-perda_si)/100))*60/28))>=0;
[Silica_max](@sum(minerios(i):a(i,@index(SiO2))*x(i))/100-
((@sum(minerios(i):a(i,@index(SiO2))*x(i)/214)*rend_si/100))/(((100-perda_si)/100))*60/28)- max_escoria(@index(SiO2_esc))/100 *
((((@sum(minerios(i):a(i,@index(Mn))*x(i)))*((100-rend_mn-perda_mn)/100)*1.29))/100 + @sum(minerios(i):a(i,@index(CaO))*x(i))/100+
@sum(minerios(i):a(i,@index(MgO))*x(i))/100+ @sum(minerios(i):a(i,@index(Al2O3))*x(i)/100)+ (@sum(minerios(i):a(i,@index(SiO2))*x(i))/100-
((@sum(minerios(i):a(i,@index(SiO2))*x(i)/214)*rend_si/100))/(((100-perda_si)/100))*60/28))<=0;
[Alumina_min]@sum(minerios(i):a(i,@index(Al2O3))*x(i))/100 - min_escoria(@index(Al2O3_esc))/100 * ((((@sum(minerios(i):a(i,@index(Mn))*x(i)))*((100-rend_mn-
perda_mn)/100)*1.29))/100 + @sum(minerios(i):a(i,@index(CaO))*x(i))/100+ @sum(minerios(i):a(i,@index(MgO))*x(i))/100+ @sum(minerios(i):a(i,@index(Al2O3))*x(i)/100)+ (@sum(minerios(i):a(i,@index(SiO2))*x(i))/100-
((@sum(minerios(i):a(i,@index(SiO2))*x(i)/214)*rend_si/100))/(((100-perda_si)/100))*60/28))>=0;
[Alumina_max]@sum(minerios(i):a(i,@index(Al2O3))*x(i))/100 - max_escoria(@index(Al2O3_esc))/100 *
((((@sum(minerios(i):a(i,@index(Mn))*x(i)))*((100-rend_mn-perda_mn)/100)*1.29))/100 +
@sum(minerios(i):a(i,@index(CaO))*x(i))/100+ @sum(minerios(i):a(i,@index(MgO))*x(i))/100+ @sum(minerios(i):a(i,@index(Al2O3))*x(i)/100)+
(@sum(minerios(i):a(i,@index(SiO2))*x(i))/100-((@sum(minerios(i):a(i,@index(SiO2))*x(i)/214)*rend_si/100))/(((100-perda_si)/100))*60/28))<=0;
47
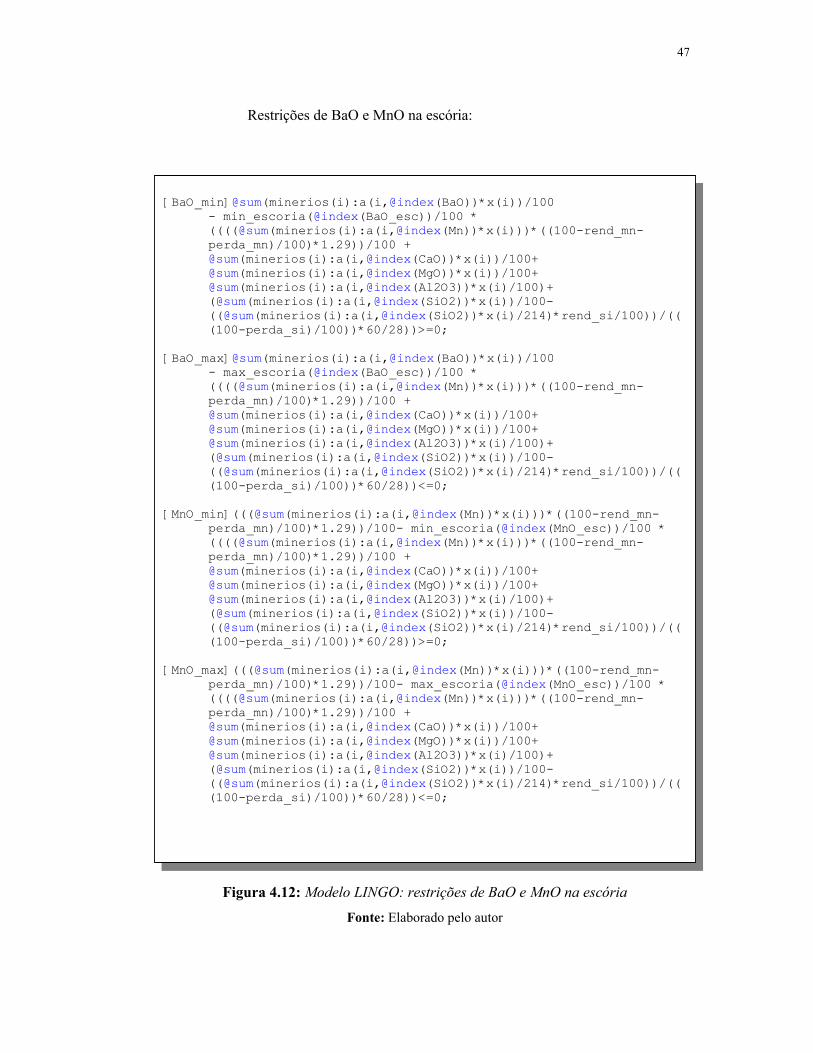
Restrições de BaO e MnO na escória:
Figura 4.12: Modelo LINGO: restrições de BaO e MnO na escória
Fonte: Elaborado pelo autor
[BaO_min]@sum(minerios(i):a(i,@index(BaO))*x(i))/100 - min_escoria(@index(BaO_esc))/100 * ((((@sum(minerios(i):a(i,@index(Mn))*x(i)))*((100-rend_mn-
perda_mn)/100)*1.29))/100 + @sum(minerios(i):a(i,@index(CaO))*x(i))/100+ @sum(minerios(i):a(i,@index(MgO))*x(i))/100+ @sum(minerios(i):a(i,@index(Al2O3))*x(i)/100)+
(@sum(minerios(i):a(i,@index(SiO2))*x(i))/100-((@sum(minerios(i):a(i,@index(SiO2))*x(i)/214)*rend_si/100))/(((100-perda_si)/100))*60/28))>=0;
[BaO_max]@sum(minerios(i):a(i,@index(BaO))*x(i))/100 - max_escoria(@index(BaO_esc))/100 * ((((@sum(minerios(i):a(i,@index(Mn))*x(i)))*((100-rend_mn-
perda_mn)/100)*1.29))/100 + @sum(minerios(i):a(i,@index(CaO))*x(i))/100+ @sum(minerios(i):a(i,@index(MgO))*x(i))/100+ @sum(minerios(i):a(i,@index(Al2O3))*x(i)/100)+ (@sum(minerios(i):a(i,@index(SiO2))*x(i))/100-
((@sum(minerios(i):a(i,@index(SiO2))*x(i)/214)*rend_si/100))/(((100-perda_si)/100))*60/28))<=0;
[MnO_min](((@sum(minerios(i):a(i,@index(Mn))*x(i)))*((100-rend_mn-
perda_mn)/100)*1.29))/100- min_escoria(@index(MnO_esc))/100 * ((((@sum(minerios(i):a(i,@index(Mn))*x(i)))*((100-rend_mn-
perda_mn)/100)*1.29))/100 + @sum(minerios(i):a(i,@index(CaO))*x(i))/100+ @sum(minerios(i):a(i,@index(MgO))*x(i))/100+ @sum(minerios(i):a(i,@index(Al2O3))*x(i)/100)+ (@sum(minerios(i):a(i,@index(SiO2))*x(i))/100-
((@sum(minerios(i):a(i,@index(SiO2))*x(i)/214)*rend_si/100))/(((100-perda_si)/100))*60/28))>=0;
[MnO_max](((@sum(minerios(i):a(i,@index(Mn))*x(i)))*((100-rend_mn-
perda_mn)/100)*1.29))/100- max_escoria(@index(MnO_esc))/100 * ((((@sum(minerios(i):a(i,@index(Mn))*x(i)))*((100-rend_mn-
perda_mn)/100)*1.29))/100 + @sum(minerios(i):a(i,@index(CaO))*x(i))/100+ @sum(minerios(i):a(i,@index(MgO))*x(i))/100+ @sum(minerios(i):a(i,@index(Al2O3))*x(i)/100)+ (@sum(minerios(i):a(i,@index(SiO2))*x(i))/100-
((@sum(minerios(i):a(i,@index(SiO2))*x(i)/214)*rend_si/100))/(((100-perda_si)/100))*60/28))<=0;

48
Restrições de quantidade e basicidade da escória:
Figura 4.13: Modelo LINGO: restrições de quantidade e basicidade da escória
Fonte: Elaborado pelo autor
Restrições de quantidade de minério;
Figura 4.14: Modelo LINGO: restrições de quantidade de minério
Fonte: Elaborado pelo autor
@for(minerios(i):x(i)>=quant_min(i)); @for(minerios(i):x(i)<=quant_max(i));
[escoria_min]((((@sum(minerios(i):a(i,@index(Mn))*x(i)))*((100-rend_mn-perda_mn)/100)*1.29))/100 +
@sum(minerios(i):a(i,@index(CaO))*x(i))/100+ @sum(minerios(i):a(i,@index(MgO))*x(i))/100+ @sum(minerios(i):a(i,@index(Al2O3))*x(i)/100)+ (@sum(minerios(i):a(i,@index(SiO2))*x(i))/100-
((@sum(minerios(i):a(i,@index(SiO2))*x(i)/214)*rend_si/100))/(((100-perda_si)/100))*60/28))>=vol_esc_min;
[escoria_max]((((@sum(minerios(i):a(i,@index(Mn))*x(i)))*((100-
rend_mn-perda_mn)/100)*1.29))/100 + @sum(minerios(i):a(i,@index(CaO))*x(i))/100+ @sum(minerios(i):a(i,@index(MgO))*x(i))/100+ @sum(minerios(i):a(i,@index(Al2O3))*x(i)/100)+ (@sum(minerios(i):a(i,@index(SiO2))*x(i))/100-
((@sum(minerios(i):a(i,@index(SiO2))*x(i)/214)*rend_si/100))/(((100-perda_si)/100))*60/28))<=vol_esc_max;
[Basicidade_min]@sum(minerios(i):a(i,@index(CaO))*x(i))/100 +
@sum(minerios(i):a(i,@index(MgO))*x(i))/100 - (min_escoria(@index(Basicidade))) *
(@sum(minerios(i):a(i,@index(SiO2))*x(i))/100-((@sum(minerios(i):a(i,@index(SiO2))*x(i)/214)*rend_si/100))/(((100-perda_si)/100))*60/28)>=0;
[Basicidade_max]@sum(minerios(i):a(i,@index(CaO))*x(i))/100 +
@sum(minerios(i):a(i,@index(MgO))*x(i))/100 - (max_escoria(@index(Basicidade))) *
(@sum(minerios(i):a(i,@index(SiO2))*x(i))/100-((@sum(minerios(i):a(i,@index(SiO2))*x(i)/214)*rend_si/100))/(((100-perda_si)/100))*60/28)<=0;
49
Exportação dos resultados:
Figura 4.15: Modelo LINGO: exportação dos resultados
Fonte: Elaborado pelo autor
Este modelo gerou vinte e uma variáveis e sessenta e quatro restrições,
sendo necessários três segundos para achar o ótimo global.
data: @ole('teste.xls','solucao','fo')=x,fo; enddata
50
5. RESULTADOS
Os testes foram realizados na empresa estudada com o auxílio dos
responsáveis pelo processo de blendagem. A plataforma utilizada foi um PC Pentium
IV, 1,6 GHz, 256 MB RAM e os softwares foram o LINGO versão 7 e o Excel do
Office 2000.
A validação do programa desenvolvido, os testes realizados, massa de
dados utilizados e discussão dos resultados estão descritos a seguir.
5.1. VALIDAÇÃO DO PROGRAMA DESENVOLVIDO
Para validar o programa desenvolvido gerou-se um blend na planilha
utilizada atualmente na empresa. As quantidades de minérios e suas análises foram
transcritas para a planilha do programa e os resultados foram comparados. As diferenças
foram pequenas e consideradas desprezíveis se comparados a precisão e a variabilidade
do processo. A tabela a seguir mostra esta comparação.
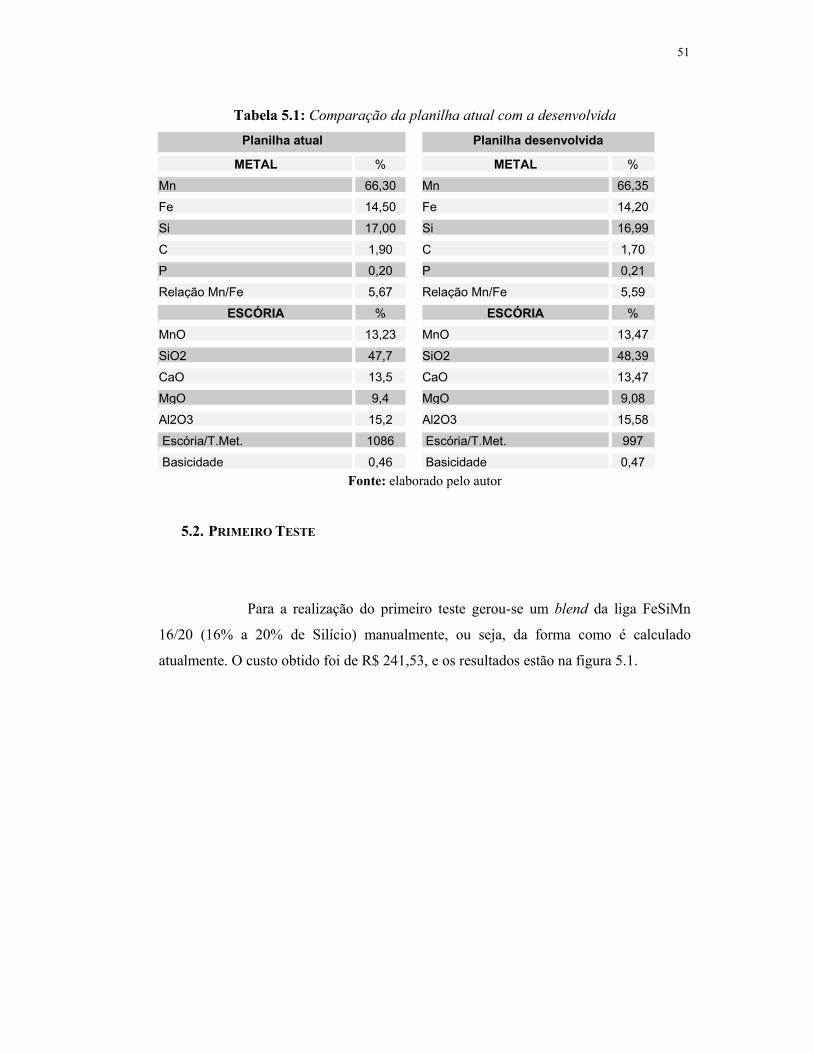
51
Tabela 5.1: Comparação da planilha atual com a desenvolvida Planilha atual Planilha desenvolvida
METAL % METAL % Mn 66,30 Mn 66,35 Fe 14,50 Fe 14,20 Si 17,00 Si 16,99 C 1,90 C 1,70 P 0,20 P 0,21 Relação Mn/Fe 5,67 Relação Mn/Fe 5,59
ESCÓRIA % ESCÓRIA % MnO 13,23 MnO 13,47 SiO2 47,7 SiO2 48,39 CaO 13,5 CaO 13,47 MgO 9,4 MgO 9,08 Al2O3 15,2 Al2O3 15,58 Escória/T.Met. 1086 Escória/T.Met. 997 Basicidade 0,46 Basicidade 0,47
Fonte: elaborado pelo autor
5.2. PRIMEIRO TESTE
Para a realização do primeiro teste gerou-se um blend da liga FeSiMn
16/20 (16% a 20% de Silício) manualmente, ou seja, da forma como é calculado
atualmente. O custo obtido foi de R$ 241,53, e os resultados estão na figura 5.1.

52
Figura 5.1: resultados do blend do primeiro teste calculado manualmente
Fonte: Elaborado pelo autor

53
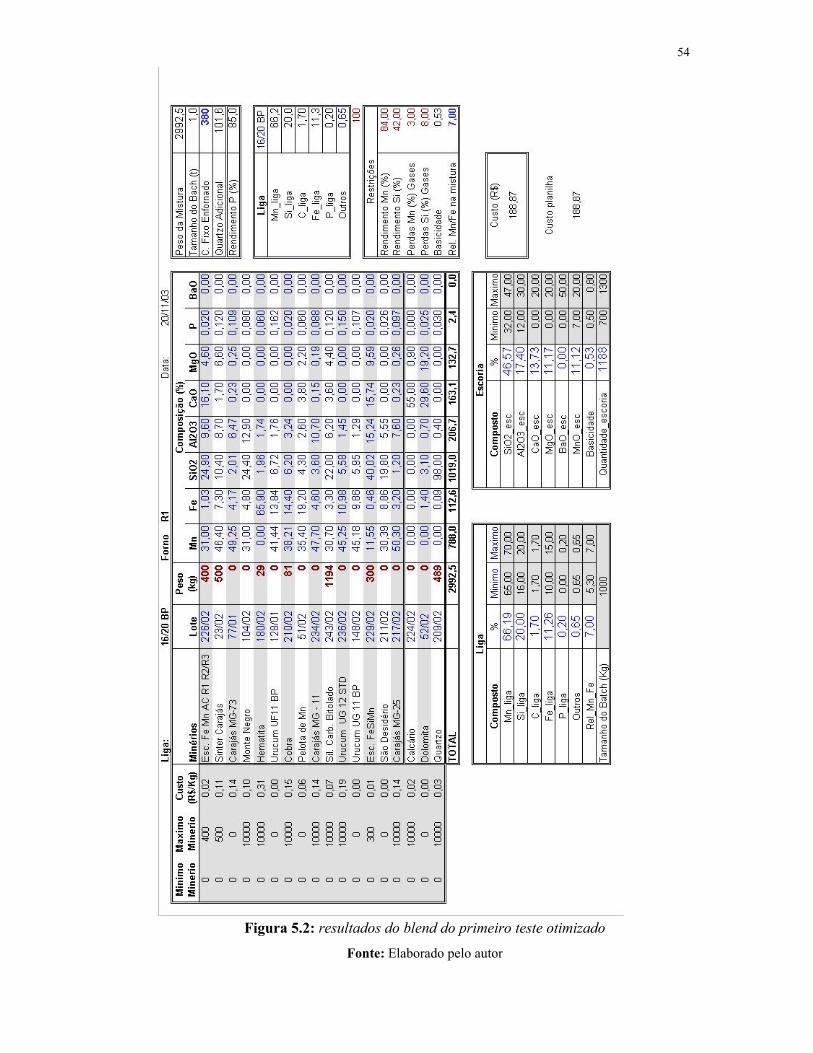
A partir dos parâmetros usados para o cálculo deste blend calculou-se
uma mistura utilizando o aplicativo desenvolvido. Houve uma redução de 22% no custo
com relação à mistura gerada manualmente. O custo foi de R$188,87 e os resultados
estão descritos na figura 5.2.
54
Figura 5.2: resultados do blend do primeiro teste otimizado
Fonte: Elaborado pelo autor
55
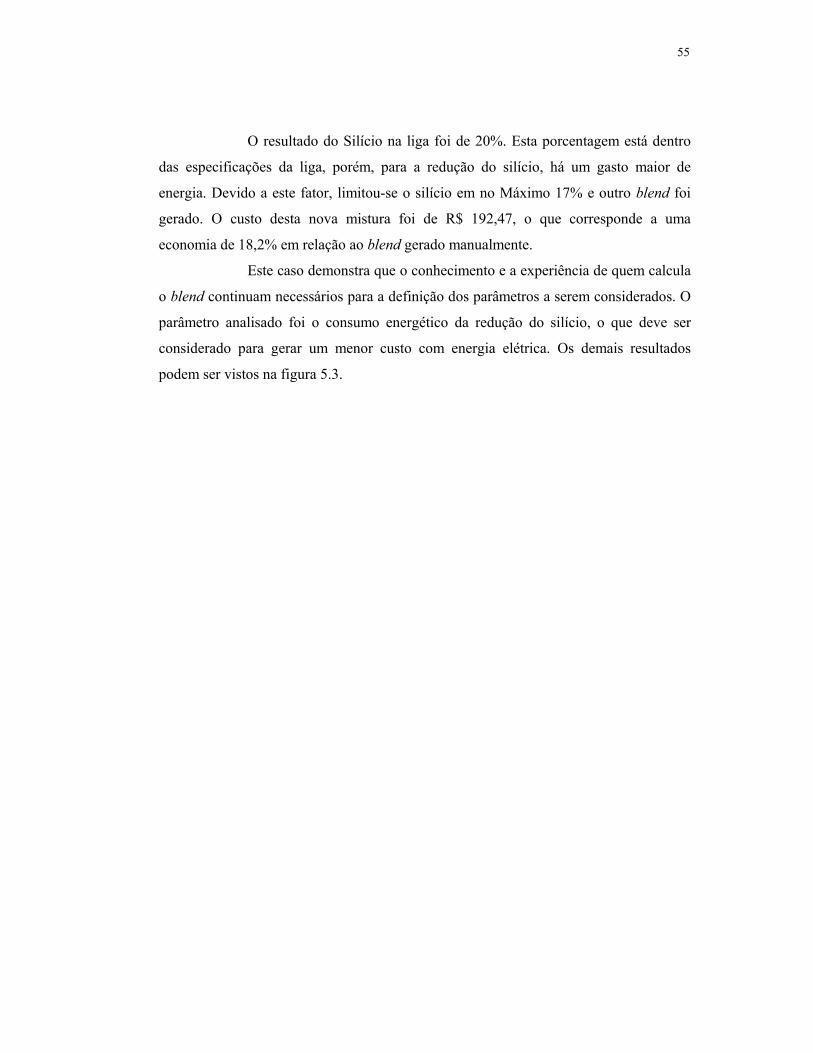
O resultado do Silício na liga foi de 20%. Esta porcentagem está dentro
das especificações da liga, porém, para a redução do silício, há um gasto maior de
energia. Devido a este fator, limitou-se o silício em no Máximo 17% e outro blend foi
gerado. O custo desta nova mistura foi de R$ 192,47, o que corresponde a uma
economia de 18,2% em relação ao blend gerado manualmente.
Este caso demonstra que o conhecimento e a experiência de quem calcula
o blend continuam necessários para a definição dos parâmetros a serem considerados. O
parâmetro analisado foi o consumo energético da redução do silício, o que deve ser
considerado para gerar um menor custo com energia elétrica. Os demais resultados
podem ser vistos na figura 5.3.
56
Figura 5.3: resultados do blend do primeiro teste com Si limitado em 17%
Fonte: Elaborado pelo autor

57
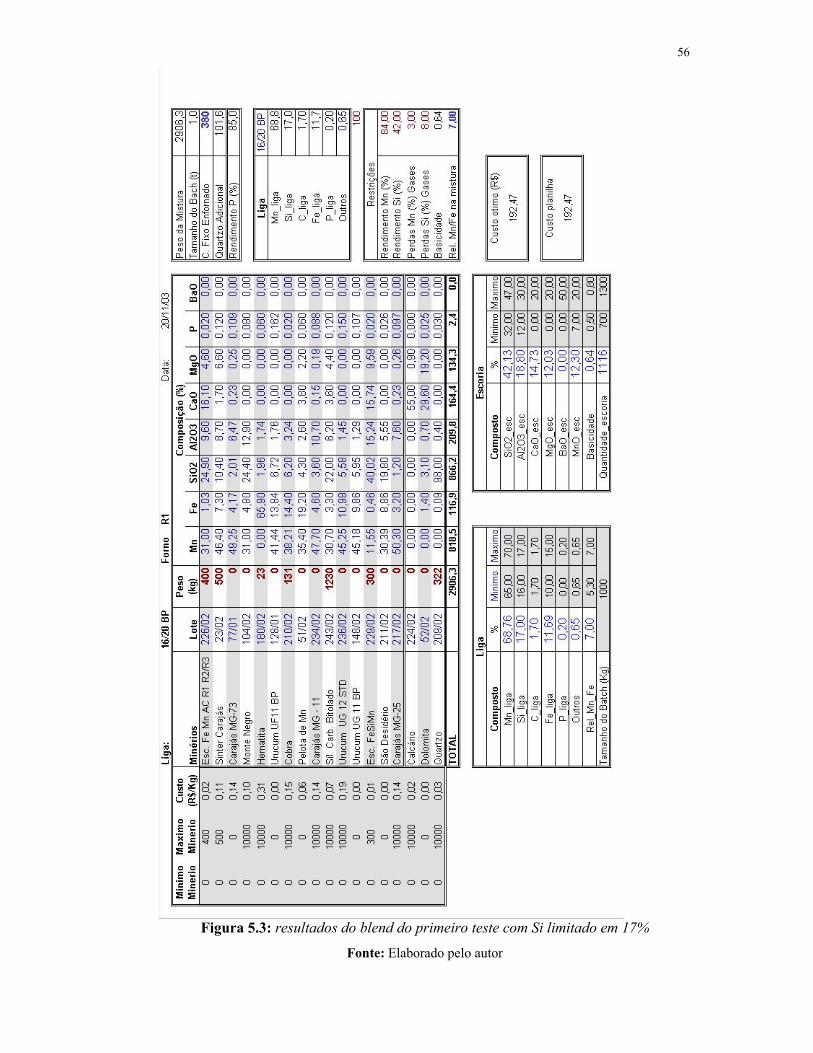
5.3. SEGUNDO TESTE
Os dados utilizados para o segundo teste foram correspondentes ao blend
da liga FeSiMn 16/20 (16% a 20% de Silício) empregado como padrão no mês de
novembro de 2002. Trata-se de um blend considerado de bom desempenho com relação
ao custo e por isso foi escolhido para o teste. Esta mistura, calculada manualmente,
obteve um custo de R$ 252,94, e os resultados estão na figura 5.4.
58
Figura 5.4: resultados do blend do segundo teste calculado manualmente
Fonte: Elaborado pelo autor

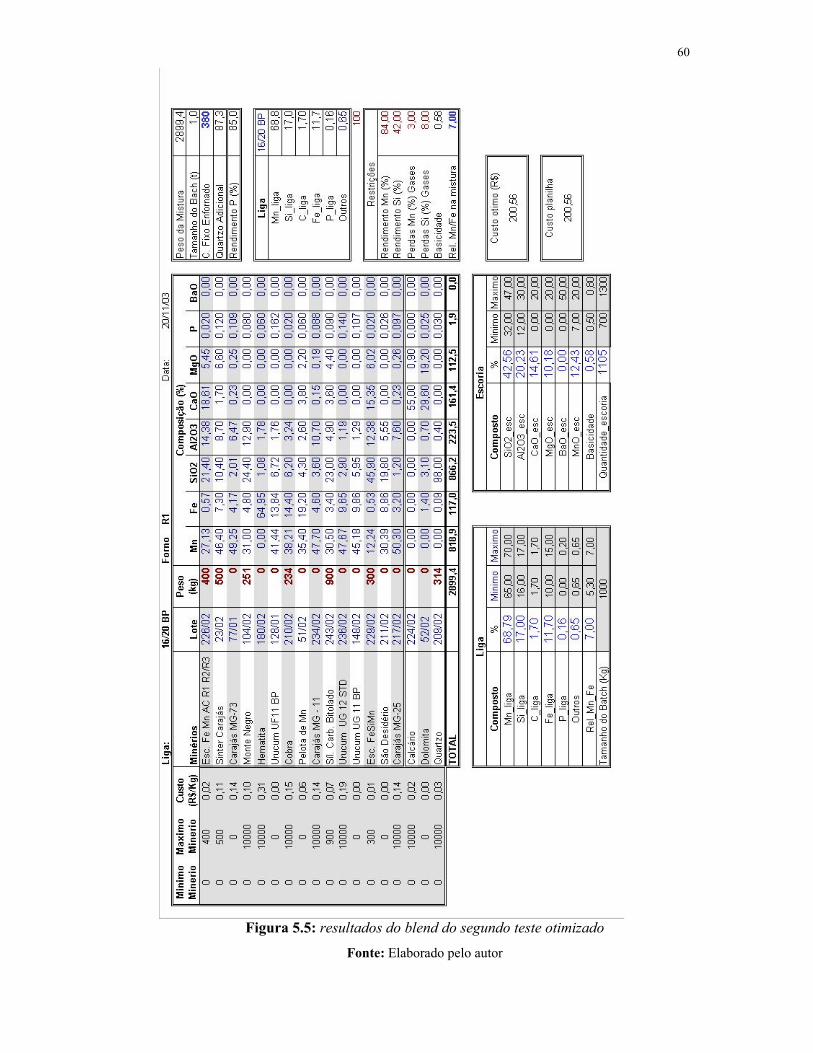
59
Utilizando-se os mesmos parâmetros deste blend calculou-se uma
mistura através do aplicativo desenvolvido. Houve uma redução de 20,7% no custo com
relação à mistura gerada manualmente. O custo foi de R$200,56, e os resultados estão
descritos na figura 5.5.
60
Figura 5.5: resultados do blend do segundo teste otimizado
Fonte: Elaborado pelo autor
61
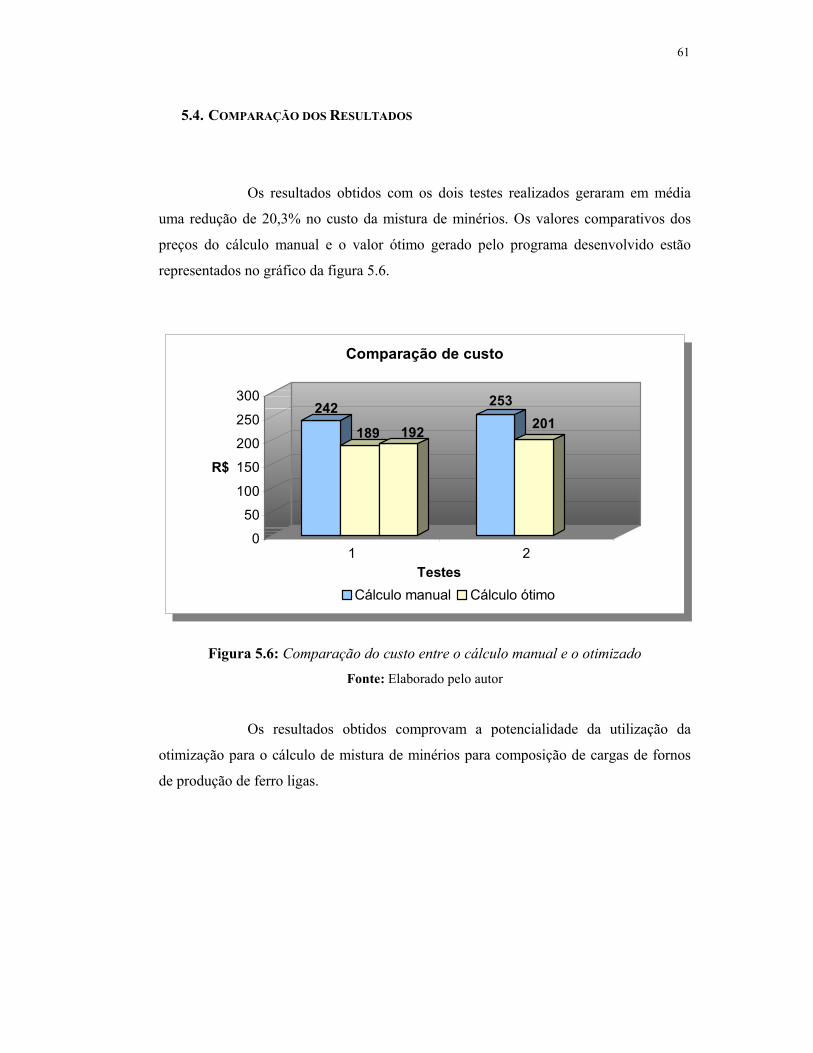
5.4. COMPARAÇÃO DOS RESULTADOS
Os resultados obtidos com os dois testes realizados geraram em média
uma redução de 20,3% no custo da mistura de minérios. Os valores comparativos dos
preços do cálculo manual e o valor ótimo gerado pelo programa desenvolvido estão
representados no gráfico da figura 5.6.
Figura 5.6: Comparação do custo entre o cálculo manual e o otimizado
Fonte: Elaborado pelo autor
Os resultados obtidos comprovam a potencialidade da utilização da
otimização para o cálculo de mistura de minérios para composição de cargas de fornos
de produção de ferro ligas.
242
189 192
253201
0
50
100
150
200
250
300
R$
1 2Testes
Comparação de custo
Cálculo manual Cálculo ótimo
242
189 192
253201
0
50
100
150
200
250
300
R$
1 2Testes
Comparação de custo
Cálculo manual Cálculo ótimo
62
6. CONCLUSÕES
O principal objetivo deste trabalho foi desenvolver um aplicativo,
baseado em Programação Linear, para otimizar o processo de blendagem da CPFL. Esta
ferramenta demonstrou ser eficiente na tomada de decisão por simplificar o trabalho de
cálculo do blend, além de reduzir custos.
Os resultados apresentados foram frutos de dois testes realizados. Um
com dados passados e outro com dados atuais. Em média, reduziu-se 20,3% no custo
das misturas testadas, o que não garante que quando a empresa passar a utilizar este
programa terá uma redução nestes níveis. Porém, estes resultados demonstram a
potencialidade da utilização desta ferramenta na otimização dos custos.
Neste sentido é valido ressaltar que, em uma organização deste porte,
reduções da ordem de 1% representam ganhos significativos devido ao volume de
produção e por se tratar de um produto de alto valor agregado.
Apesar de ter simplificado o processo de blendagem, notou-se que, para
garantir a eficácia do programa, é fundamental a experiência e o conhecimento do
processo para a definição dos parâmetros de entrada.
Uma das contribuições deste estudo, para o meio acadêmico, está na
geração de uma pesquisa científica no ambiente de uma empresa de fabricação de ferro
ligas e na utilização da otimização neste tipo de organização.
Demonstrou-se também a importância da aproximação das empresas e do
meio acadêmico para o desenvolvimento de projetos e aplicação de teorias, além de
divulgar o potencial do profissional de Engenharia de Produção no diagnóstico e
otimização de processos produtivos.
O modelo implementado neste trabalho, apesar de ser uma simplificação
da realidade do processo de blendagem, por não contemplar os redutores e o balanço
térmico, foi considerado validado para esta primeira etapa de otimização. O estudo
serviu também para divulgar a PO e despertar o interesse da organização na sua
utilização.

63
Como sugestão para trabalhos futuros, fica a possibilidade de acrescentar
ao modelo a otimização dos redutores e do consumo de energia, fazendo um estudo do
balanço térmico e da utilização dos redutores.

64
7. REFERÊNCIAS BIBLIOGRÁFICAS
BLAU, Peter M., SCOTT, W. R. Organizações formais: uma abordagem comparativa.
São Paulo: Atlas, 1979.
Bregalda, P. F.; Oliveira, A. F. E Bornstein, C. T. (1988) Introdução à programação
linear. Rio de Janeiro, Editora Campus, 3ª edição.
GOMES, A. de C. Jr., SOUZA, M. J. F. Softwares de otimização: manual de referencia.
UFOP, 2003
LAKATOS, E. M., MARCONI, M. M. Fundamentos de metodologia científica. 3ª ed.
São Paulo:Atlas, 1991.
Pinto, L. R. (2003) Pesquisa Operacional e Mineração. Disponível em
http://www.pomineracao.hpg.com.br.
PRADO, D. “Programação Linear”, Belo Horizonte, EDG, 1999, 205p
Shamblin, J. E. e Stevens Jr., G. T. (1989) Pesquisa Operacional: Uma abordagem
básica. São Paulo: Editora Atlas.
SILVA, E. L. da, MENEZES, E. M. Metodologia da Pesquisa e Elaboração de
Dissertação. 3ª ed. Florianopolis: UFSC, 2001.
SOBRAPO (2003). Homepage da Sociedade Brasileira de Pesquisa Operacional.
Disponível em http://www.sobrapo.org.br.
YIN, R. K. The case study crisis: some answers. Administrative Science Quarterly.
Cornell University. V. 26, março de 1981.