novas tecnologias de construÇÃo naval em...
TRANSCRIPT

Junho e Julho 2004 Mário Rosado Figueiredo - Carpinteiro Naval / Boatbuilder Folha - 1
NOVAS TECNOLOGIAS DE CONSTRUÇÃO NAVAL EM MADEIRA
Mário Rosado Figueiredo - Carpinteiro Naval /Portugal
Índice 1 PREÂMBULO ........................................................................................................................ 2
2 MÉTODOS DE CONSTRUÇÃO .............................................................................................. 2
2.1 DIFERENTES MÉTODOS........................................................................................................ 2 2.2 CONSTRUÇÃO EM MADEIRA E SEUS COMPÓSITOS..................................................................... 3
2.2.1 Sequência de Construção.......................................................................................... 3 2.2.2 Métodos de Construção à base de Madeira ................................................................ 4
3 REPARAÇÃO/RESTAURO .................................................................................................... 9
3.1 MÉTODO TRADICIONAL - REPARAÇÃO/RESTAURO.................................................................... 9 3.2 MODERNA - REPARAÇÃO/RESTAURO ....................................................................................10
3.2.1 Casco liso................................................................................................................10 3.2.2 Casco trincado .........................................................................................................12 3.2.3 Moldado a frio ..........................................................................................................12
TÉCNICAS OPERATIVAS ............................................................................................................13
4.1 PEÇAS CURVAS.................................................................................................................13 4.1.1 Lamelados ...............................................................................................................13 4.1.2 Cozer a madeira.......................................................................................................14 4.1.3 Pré-compressão .......................................................................................................15
4.2 COLAGEM COM VÁCUO .......................................................................................................16 4.3 SECÇÕES CIRCULARES (MASTROS, VERGAS, ETC...) ................................................................16
5 NOVIDADES .........................................................................................................................17
5.1 MATERIAIS .......................................................................................................................17
6 BIBLIOGRAFIA.....................................................................................................................18

Junho e Julho 2004 Mário Rosado Figueiredo - Carpinteiro Naval / Boatbuilder Folha - 2
1 Preâmbulo
A construção de embarcações de Recreio e Pesca utilizando Poliéster Reforçado com Fibra
de Vidro - PRFV, aço e alumínio, levou os industriais desta área a pensar que teria sido o fim do
uso da madeira na construção naval. Restaria um pequeno número de utilizações inevitáveis, tais
como: reparação e restauro, construção de interiores e pouco mais.
A utilização dos materiais adesivos veio alterar este panorama. Com um conjunto reduzido
de ferramentas eléctricas, ferramentas manuais, com um pequeno espaço coberto e acesso aos novos materiais, o pequeno estaleiro volta novamente a ter sentido. É nesta perspectiva que este
trabalho foi elaborado. Não se pretende ensinar como se faz, mas sim abrir uma nova perspectiva
da construção. Na verdade não de pode dizer que se trata de construção em madeira, mas
construção utilizando a madeira como material de base.
2 Métodos de Construção
2.1 Diferentes métodos
Na verdade, para construir uma embarcação é muito simples. Basta produzir um casco com
qualquer material, garantir que esta fique impermeável, que mantenha a forma e que seja mais ou
menos hidrodinâmica, com maior ou menor estabilidade, dependendo do fim a que se destina.
Existe uma diversidade de técnicas associadas aos respectivos materiais. É esse universo
que apresentamos de seguida, ressalvando a existência de outros métodos, menos
representativos, como por exemplo os barcos pneumáticos.
Construção de Embarcações
Tradicional(Madeira) Moderna
Compósitos Metal
Plástico / Fibras Madeira Ferro-cimento
Outros
Contraplacado
Moldado a Frio
Casco Ripado
"one of "
Moldado por contacto
Moldado em Vácuo
Moldado
Pré-fabricado Alumínio
Aço
Dupla diagonal
Casco trincado (c/ prego de cobre)
Casco Liso

Junho e Julho 2004 Mário Rosado Figueiredo - Carpinteiro Naval / Boatbuilder Folha - 3
2.2 Construção em madeira e seus compósitos
Neste trabalho apenas pretendemos abordar o Sub-grupo da construção moderna utilizando
madeira como material de base.
Qualquer dos métodos de construção englobados neste grupo obrigam a um grande rigor
dimensional, baseado-se sempre em desenhos e especificações técnicas.
Além disso é importante que a embarcação a construir tenha sido projectada ou adaptada
para o método de construção a ser levado a cabo. Este cuidado vai facilitar a construção, reduzindo
o número de horas de trabalho, madeira, materiais adesivos e outros elementos de ligação.
De seguida, apenas como referência, enumeram-se algumas etapas na construção de uma
embarcação.
2.2.1 Sequência de Construção
Saber como se faz o "Lançamento à Casa" i.e. riscar uma embarcação à escala real, tem
vindo, desde há muito, a ficar "dentro da gaveta". Nem todos tinham acesso a este conhecimento.
Era uma maneira de os mestres mais antigos protegerem o seu posto e de imporem alguma
autoridade.
O processo de desenhar uma embarcação à escala real é fundamental para um Carpinteiro
Construtor Naval. Esta arte de construção está intimamente ligada com o desenho.
Quando se constróem peças onde tudo é direito e os ângulos são rectos é conveniente a
produção de um desenho prévio. Mais necessário será numa construção, onde as curvas e uma
multiplicidade de ângulos estão presentes em mais de 90% dos fabricos.
A formação ou requalificação de Carpinteiros Navais deve começar por aqui, habilitá-los a
riscar uma embarcação. Como resultado destas acções vamos ter técnicos mais confiantes,
autónomos e sem terem de recorrer tanto à intuição e a ficarem reféns da experiência.
O método de trabalho tradicional que muitas vezes corresponde a ensaiar a peça, corrigir,
ensaiar de novo e adaptar, leva a uma grande perda de tempo e desperdício de materiais. Não há
nada como recorrer ao Plano Geométrico ou formas concretas, transferir as formas, produzir uma
cércea, produzir a peça e colocá-la no lugar, com rigor dimensional, tal qual se faz com outros
processos construtivos, designadamente na metálica.
O trunfo dos Mestres mais experientes estava em conseguir construir uma embarcação
quase de memória. É romântico mas nada eficaz! Se o estaleiro optar por produzir cérceas para a
grande maioria dos trabalhos e se fizer uma boa gestão destes, "arquivando-os", em termos
produtivos vai obter uma grande mais valia para trabalhos futuros.
De seguida apresentam-se, sem grande detalhe, alguns dos passos a serem seguidos
quando da produção de uma nova embarcação. Está-se a partir do princípio que o projecto existe e
que este se encontra devidamente detalhado com desenhos e descrições de pormenor.
Junho e Julho 2004 Mário Rosado Figueiredo - Carpinteiro Naval / Boatbuilder Folha - 4
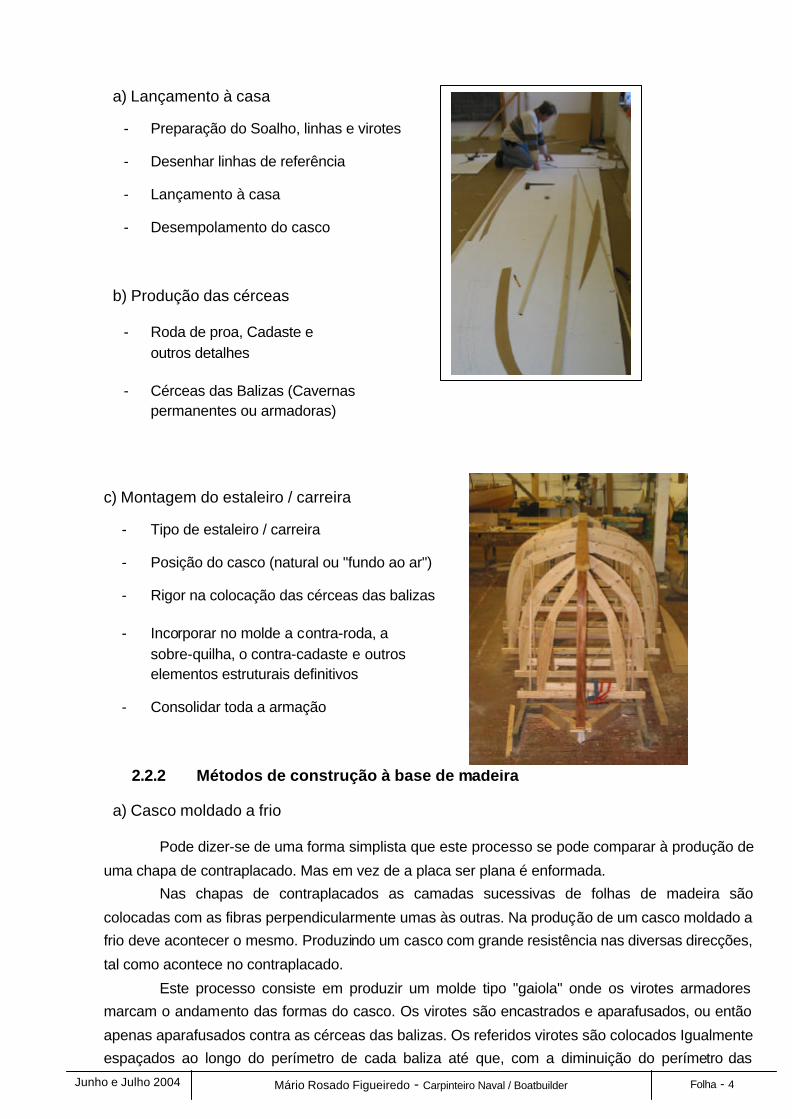
a) Lançamento à casa
- Preparação do Soalho, linhas e virotes
- Desenhar linhas de referência
- Lançamento à casa
- Desempolamento do casco
b) Produção das cérceas
- Roda de proa, Cadaste e outros detalhes
- Cérceas das Balizas (Cavernas permanentes ou armadoras)
c) Montagem do estaleiro / carreira
- Tipo de estaleiro / carreira
- Posição do casco (natural ou "fundo ao ar")
- Rigor na colocação das cérceas das balizas - Incorporar no molde a contra-roda, a sobre-quilha, o contra-cadaste e outros elementos estruturais definitivos
- Consolidar toda a armação
2.2.2 Métodos de construção à base de madeira
a) Casco moldado a frio
Pode dizer-se de uma forma simplista que este processo se pode comparar à produção de
uma chapa de contraplacado. Mas em vez de a placa ser plana é enformada.
Nas chapas de contraplacados as camadas sucessivas de folhas de madeira são
colocadas com as fibras perpendicularmente umas às outras. Na produção de um casco moldado a
frio deve acontecer o mesmo. Produzindo um casco com grande resistência nas diversas direcções,
tal como acontece no contraplacado.
Este processo consiste em produzir um molde tipo "gaiola" onde os virotes armadores
marcam o andamento das formas do casco. Os virotes são encastrados e aparafusados, ou então
apenas aparafusados contra as cérceas das balizas. Os referidos virotes são colocados Igualmente
espaçados ao longo do perímetro de cada baliza até que, com a diminuição do perímetro das

Junho e Julho 2004 Mário Rosado Figueiredo - Carpinteiro Naval / Boatbuilder Folha - 5
secções se tenham de sacrificar alguns virotes, por estes se intersectarem. Este facto não vai
alterar a forma do casco desde que seja feito com equilíbrio.
A incorporação de elementos de reforço
estrutural no molde é recomendada, para não
terem de ser colocados depois do casco
concluído. Refiro-me à contra-roda, sobre-
quilha, contra-cadaste e outros elementos
estruturais definitivos.
b) Casco ripado paralelo
O processo de colocação das ripas é semelhante ao anterior, mas estas são fixadas com as
faces em contacto, tal como se faz na colocação das tábuas do costado de uma embarcação
construída de forma tradicional - casco liso.
Aqui o ripado é integrado no casco, ao passo que no processo anterior servia apenas de
molde.
Neste tipo de construção as tábuas do costado são ripas de secção regular e ao invés de
receberem o tradicional cordão de calafeto, é colocado um cordão de adesivo, com a adequada
consistência, entre juntas, preenchendo as lacunas entre as faces justapostas.
Este tipo de contrução precisa de um reforço adicional para consolidar o casco. Na verdade
temos apenas fibras longitudinais e os cordões de cola estão paralelos a estas. Para termos um
verdadeiro material compósito temos de conseguir também uma boa resistência transversal. Para
tal, ou se cobre o casco com Epoxy reforçado com fibras ou se cobre o casco com camadas de
folhas de madeira, como se estivéssemos a produzir um casco Moldado a Frio.
o Tipos de ripado
Temos ripado de secção rectangular e de secção perfilada.

Junho e Julho 2004 Mário Rosado Figueiredo - Carpinteiro Naval / Boatbuilder Folha - 6
A decisão na escolha do tipo de ripado, medidas e se for caso disso, a forma do perfil,
depende de muitos factores. Desde a curvatura do casco, habilidade dos Carpinteiros Navais,
qualidade da madeira e existência ou não de máquinas ferramentas para perfilar.
§ Ripado de secção rectangular
Uma dificuldade deste processo, acontece se tivermos as cérceas das balizas muito
afastadas e quando as curvas são mais acentuadas. As ripas podem ficar desalinhadas entre as
cérceas das balizas. Para limitar esse defeito, procede-se à colocação de cavilhas de madeira para
travar o desnivelamento das ripas. Esta necessidade implica furar duas ripas adjacentes e a cravar
um cavilha de madeira. Convém, com a ajuda de grampo, alinhar as ripas antes de as furar.
É prática corrente utilizar a regra que se segue para produzir o ripado, no entanto tudo é
possível, dependendo claro, do desenho da embarcação.
§ Ripado perfilado
Quanto ao ripado perfilado, além de ser mais dispendioso devido ao tempo de máquina
necessário para perfilar a ripa (dois lados), desperdiça-se mais madeira (o equivalente à
profundidade do perfil, para cada ripa). Por outro lado, utiliza-se menos cola e aumenta a superfície
de contacto colada, fazendo diminuir a necessidade de preencher grandes fendas com cola (com
aditivos misturados num composto pastoso).
Apresentam-se dois tipos de perfis comercializados, A e B.
Caso se opte por produzir os perfis há que ter alguns cuidados:
L1 -EspessuraL2 - Largura
L1
L2
L2 <= 130% x L1

Junho e Julho 2004 Mário Rosado Figueiredo - Carpinteiro Naval / Boatbuilder Folha - 7
- No caso A convém que a "taleira" não seja muito estreita para não ficar frágil ao
arrancamento.
- No caso B, temos a secção em "meia cana" . Na figura que se segue apresenta-se uma
fórmula prática e comum para definição dos raios convexo e côncavo.
É importante respeitar a diferença de raios para que se garanta uma folga entre as superfícies em
contacto e assim se poder contornar o casco.
2.2.3. Contraplacado
A grande vantagem da utilização do contraplacado na construção naval, deve-se ao facto de
sabermos exactamente as características do material que estamos a utilizar. Utilizando chapas
normalizadas podemos trabalhar com segurança.
É um material estabilizado não implicando a experiência do utilizador na sua escolha.
Quanto a desperdícios, se bem geridas as chapas, estes são residuais.
a) Casco com aresta viva
Este tipo de construção teve o seu
apogeu antes da vulgarização dos cascos em
Plástico Reforçado com Fibra de Vidro - PRFV.
No entanto nunca deixou de ser utilizada para a
execução de peças planas ou com pequenas
curvaturas.
Na chamada "Auto-Construção" continua a ser muito usada. Vendem-se "Kits" completos e
prontos a montar, com instruções, tal como acontece para montar um armário pré-fabricado. Estão
envolvidos mais conhecimentos técnicos mas não deixa de ser uma construção pré-fabricada.
R1 -raio CôncavoR2 - raio Convexo
R1R2
R2 = 110 a 120% x R1
A B

Junho e Julho 2004 Mário Rosado Figueiredo - Carpinteiro Naval / Boatbuilder Folha - 8
b) Casco trincado com bainha colada
O tipo de construção em "Casco
Trincado" não é muito comum entre nós. A
nossa construção tradicional sempre passou
pelo casco liso. Havendo inclusivamente
falta de experiência nos nossos estaleiros
sobre este tipo de construção e respectiva
reparação e restauro.
Este processo de construção com bainha colada é muito fácil e rápido. Se for utilizada uma
cola Epoxy com um catalisador mais rápido, podemos inclusivamente colocar mais de uma tábua
por dia, em cada bordo.
c) Outros tipos de casco
Neste ponto apresentam-se dois métodos alternativos de construção usando madeira. A
razão da sua incorporação neste trabalho, tem o intuito de reforçar a grande variedade de soluções
que, com mais ou menos criatividade, com mais ou menos audácia técnica, é possível construir um
casco.
o Cavername metálico Apresenta-se esta solução possível,
para estaleiros que tenham equipamento
para virar cavernas ou que possam utilizar
esse equipamento em condições
financeiras que o justifiquem.
O forro exterior será de madeira.
Seguindo o processo tradicional de
colocação do tabuado liso.
o Método Cutter
Este processo está patenteado.
Apresenta uma forma engenhosa de
produção de um casco. Duplo tabuado

Junho e Julho 2004 Mário Rosado Figueiredo - Carpinteiro Naval / Boatbuilder Folha - 9
reforçado com cordão de Aramid (mais
conhecido pelo nome comercial Kevlar®)
impregnado com Epoxy.
O cordão é colocado num rasgo previamente cavado transversalmente no primeiro forro do
casco. Dando-lhe características de material compósito.
3 Reparação/Restauro
Uma reparação/restauro (não havendo um valor sentimental ou histórico) tem sentido quando
o valor para a sua execução for inferior a 40% do valor de uma construção nova.
Este valor de referência limita grandemente o número de embarcações que poderiam ser
recuperadas. Dado que o número de horas necessárias para fazer uma reparação/restauro,
reproduzindo as técnicas de construção originais e utilizando os materiais da época da construção,
seria muito elevado.
Com o surgimento de novos materiais consegue-se, usando técnicas muito simples e práticas,
fazer estas recuperações com custos mais baixos. Devolvendo a embarcação às actividades
náuticas.
Algumas técnicas modernas de recuperação, conseguem restituir a navegabilidade mas
comprometem o valor comercial da embarcação. Mas não é o resultado final que interessa? Se o
proprietário pensa assim, é de avançar com a recuperação usando as técnicas modernas.
3.1 Método tradicional
Quando se restaura a moldura de um quadro ou uma peça de mobiliário, um bom artífice
vai à procura de madeira com a mesma idade, com a mesma tonalidade e com a mesma textura.
No entanto existe uma outra escola na arte do restauro. Esta corrente assume a diferença dos
materiais. Há um corte abrupto com o original e isso faz sobressair as componentes originais.
No restauro de embarcações, deve pensar-se da mesma forma. Sempre que possível,
devemos respeitar o trabalho original. Se é isso que lhe vai dar vida! Porque pode não ser assim...
Por exemplo: se a embarcação não responde aos anseios do proprietário, isso vai limitar o seu
usufruto, podendo a embarcação cair no esquecimento. Nesse caso deve-se actuar de maneira
diferente. Vamos criar conforto, segurança e transformar a embarcação num local de prazer do
proprietário. Será garantida a vida longa da embarcação se esta não ficar associada a
preocupações, desconforto, falta de fiabilidade e gastos constantes com a manutenção. Neste caso
é necessário pensar bem nas intervenções a realizar. Estudar outros trabalhos do arquitecto e as
obras da época para não descaracterizar a embarcação. Nesta política usam-se materiais
modernos, novos equipamentos e se se entender convenientemente devemos "camuflá-los",
mantendo o peso do passado.

Junho e Julho 2004 Mário Rosado Figueiredo - Carpinteiro Naval / Boatbuilder Folha - 10
Nas embarcações tradicionais passa-se o mesmo. Se estamos a falar de numa
embarcação que se pretende viva, se não estamos perante um museu estático, devemos correr o
risco de fazer alterações. Quer ao nível da segurança, do conforto, da manobrabilidade e da
conservação.
A questão da conservação é muito relevante. Usando as técnicas e materiais tradicionais,
se não forem respeitados todos os pressupostos que os antigos cumpriam, corre-se o risco de as
intervenções não terem a durabilidade longa pretendia. Como alternativa podemos avançar para
novas soluções. Se não o fizermos, corre-se o risco de se perderem as embarcações tradicionais,
clássicas e históricas, atoladas nos montantes necessários para manter a embarcação navegável.
Mas se estivermos a trabalhar com embarcações tradicionais ou réplicas, convém deixar, ou
mesmo artificialmente produzir, um acabamento rústico. Vêm-se embarcações tradicionais e
réplicas que mais parecerem feitas de plástico, tão perfeitos são os acabamentos.
3.2 Técnicas modernas
Apresentamos uma breve descrição de técnicas de Reparação e Restauro usando novas
alternativas. Na perspectiva de viabilizar uma recuperação...
3.2.1 Casco liso
a) Calafeto de fibra de vidro
Volto a referir que vejo esta opção como de último recurso para viabilizar a recuperação de
um casco. Acaba por ser um processo de calafetagem usando um cordão de fibra-de-vidro
embebido em epóxido. Vai implicar que o casco passe a ser uma peça única, sem a flexibilidade
original. O tabuado do casco fica todo engradado sem espaço para movimento entre tábuas.
Ficamos com um casco sem vida, como se fosse um casco em fibra de vidro. E não há
possibilidade de o poder fazer voltar ao estado original.

Junho e Julho 2004 Mário Rosado Figueiredo - Carpinteiro Naval / Boatbuilder Folha - 11
b) Junta de madeira
É um processo mais moroso mas não é revolucionário, já se pratica há algum tempo. O que
faz este processo mais eficaz, relativamente a antigas tentativas, são os novos adesivos, neste
caso cola epóxida. Torna a reparação mais definitiva.
A fasquia de madeira a colocar na zona da junta deve ter uma característica macia,
facilitando de alguma forma a existência de algum movimento flexional das tábuas do casco.

Junho e Julho 2004 Mário Rosado Figueiredo - Carpinteiro Naval / Boatbuilder Folha - 12
3.2.2 Casco trincado
A falta de técnicos competentes para fazer um restauro de fundo numa embarcação deste
tipo, pode levar a utilizar este tipo de restauro de recurso, sem dúvida mais barato. Um cordão de
cola a ligar as tábuas do casco trincado é garante de reforço estrutural do casco e da
impermeabilidade do mesmo pelas bainhas. Este mesmo processo é utilizado na construção nova
de cascos trincados com bainha colada.
Voltando à questão do valor da embarcação clássica ou histórica. Ficamos com uma
embarcação operacional para navegar mas fica alterada e com um valor comercial reparado menor.
Depois de feito o Restauro de recurso não se pode voltar a trás.
3.2.3 Moldado a frio
A maneira mais correcta de fazer este tipo de recuperação seria deslaminar / despregar uma
área grande adjacente ao dano. Desfasar as substituição de folhas de madeira faixeadas, nas
diversas direcções do faixeado diagonal. Para assim não provocar concentrações de tensão.
No entanto o processo mais prático de fazer a reparação de um rombo no casco, consiste
na produção de um remendo com curvaturas semelhantes à zona a ser intervencionada. A ligação
será feita por cola epóxida sobre uma escarva lavada (1:12) ao longo do perímetro do remendo.
Mesmo quando bem afagado e betumado, este remendo vai estar rodeado com uma zona
mais rígida percorrendo o perímetro da escarva. Vai acabar por provocar, mais tarde ou mais cedo,
uma pequena deformação do casco. Se é relevante ou não, vai depender da utilização e da
exigência do armador. Mesmo que esse risco seja apresentado e aceite pelo proprietário, o
estaleiro ficará sempre ligado a uma reparação que "não ficou perfeita" o que pode não ser
agradável.

Junho e Julho 2004 Mário Rosado Figueiredo - Carpinteiro Naval / Boatbuilder Folha - 13
4 Técnicas operativas
4.1 Peças curvas
4.1.1 Lamelados Existem muitos tipos de
estaleiros/bancadas para produzir as curvas ou
voltas lameladas. Dentro das limitações das
espécies de madeira, espessuras a utilizar e do
raio de curvatura, todas as formas são
susceptíveis de lamelar.
Quanto menos lâminas de madeira
usarmos para produzir uma mesma secção
melhor. Menor desperdício de madeira e menor
utilização de colas e respectiva redução na
utilização de mão-de-obra.
O gráfico ao lado descreve uma relação indicativa entre a espessura a que se devem cortas
as laminas de madeira para conseguir produzir os diversos raios de curvatura.
O trabalho de preparação é fundamental. Deve-se inclusivamente simular a colagem, não
saltando processos, fazendo como se fosse uma colagem real.
No processo de colagem não há tempo a perder. Está-se a trabalhar em contra relógio e o
relógio é a cola que activámos. Não há lugar a improvisos ou alterações de última hora. Ensaia-se a
colagem a seco, sem cola, e repete-se depois com cola, EXACTAMENTE com os mesmos
procedimentos, com os grampos já ajustados com a abertura necessária para cada uma das
secções onde vão actuar. A cola epóxida e os materiais são caros, não se pode sequer pensar em
começar de novo. Num processo de lamelagem não pode haver hesitações, quando se começa
segue-se até ao fim.
Quanto menos pontos de contacto fixos existirem no estaleiro melhor. Vai implicar a produção
de uma peça desempolada, sem descontinuidades no andamento da curva.
Muito há a dizer sobre este processo. Mas a prática é melhor que tudo o que se possa dizer.
Assim se percebem todas as varáveis que estão envolvidas.
É importante salientar que depois da cola curada, numa lamelagem, ao aliviar os grampos
para retirar a peça do constrangimento do estaleiro, esta vai recuperar provocando um aumento do
raio de curvatura. Assim há que ter o cuidado de, a quando do ajuste dos batentes do estaleiro,
fechar um pouco mais a curvatura deste. É difícil dizer quanto... São muitas as variáveis envolvidas,
tais como o raio de curvatura, a espessura das lamelas e respectivo número, tipo de madeira,
quantidade de cola entre lamelas e claro o tempo que decorreu no processo de cura da cola e
ainda a temperatura durante esse período. Só a prática pode ajudar na estimativa do desconto a
dar para a recuperação da curvatura. Nas primeiras construções convém produzir uma lamelagem
com madeira a mais para, se necessário, corrigir a curva, retirando madeira onde for necessário.
Apresentam-se alguns tipos de estaleiro/mesa de lamelagem:
Espessura das Lâminas - mm
Rai
o d
e cu
rvat
ura
- m
RESI
NOSA
FOLH
OSA

Junho e Julho 2004 Mário Rosado Figueiredo - Carpinteiro Naval / Boatbuilder Folha - 14
4.1.2 Cozer a madeira
Existem duas maneiras práticas de cozer a madeira. Ou em água a ferver ou em vapor
saturado.
Sem dúvida a segunda é a mais adequada pois consome-se menos energia e além disso,
no caso de se cozer a madeira em água, depois de esta secar, fica quebradiça.
Apresenta-se de seguida uma fotografia exemplificando um equipamento adaptado e
simples para viabilizar este tipo de trabalho. Equipamento feito apenas com uma lata, um fogão, um
tubo e um caixão de madeira.

Junho e Julho 2004 Mário Rosado Figueiredo - Carpinteiro Naval / Boatbuilder Folha - 15
Depois de a madeira cozida (1 hora por cada 25 mm de espessura), temos de, num espaço de
segundos, forçar a peça contra um molde, sem movimentos bruscos nem aplicação de forças
concentradas, o que implicaria a sua quebra. Os movimentos de encosto devem ser suaves e
constantes forçando a peça contra o molde, agarrando-a com grampos ou outro tipo de fixação
provisória.
4.1.3 Pré-compressão
Apresenta-se este processo apenas como curiosidade, para mostrar mais uma propriedade
inesperada da madeira.
De uma forma simplista pode dizer-se que comprimimos uma peça de madeira no sentido
das suas fibras passando esta a comportar-se como se fosse feita de borracha (!?).
Vejamos mais concretamente: usando equipamento adequado, colocamos uma peça (p.ex.
um barrote) numa estufa e deixamo-la permanecer numa atmosfera de vapor saturado até
elevarmos a sua percentagem de humidade aos 26%. Depois de estar cozida comprimimos a peça
axialmente até se conseguir uma redução do seu comprimento em 20%, constrangendo o seu
movimento lateral. Quando aliviamos a compressão, a peça de madeira vai recuperar mas fica
apenas com 95% do seu comprimento original.
Enquanto o nível de humidade na madeira se mantiver nos 26% a madeira vai permanecer
maleável como borracha. Esta característica mantém-se durante aproximadamente 6 meses nas
condições de humidade referidas.
Para se conseguir uma curva, usando esta técnica, basta pegar numa peça de madeira
pré-comprimida, cortá-la com a secção que pretendemos e, por fim, forçá-la contra o molde. Para
que a peça moldada fique com essa forma definitiva, basta deixar a peça secar nesse molde, até
atingir uma percentagem de humidade na ordem dos 7-9%. A partir daí a madeira vai ficar com a
- 20%
- 5%
Em repouso
Em compressão
Recuperação

Junho e Julho 2004 Mário Rosado Figueiredo - Carpinteiro Naval / Boatbuilder Folha - 16
forma do molde, tendo tendência para, depois de libertada, fechar um pouco o raio de curvatura,
contrariamente ao que sucede nas curvas lameladas.
Este processo está a ser desenvolvido para a industria do mobiliário, onde existe massa
critica para testar e aplicar esta técnica. Conforme tem acontecido com outras técnicas, mais tarde
ou mais cedo esta pode vir a ser utilizada na indústria da construção naval. Onde teria grande
aplicação. A limitação está ao nível do preço do equipamento, que é proibitivo.
4.2 Colagem com vácuo
Nos Seminários que deram origem a este documento, não foi dado ao ao presente tema a
relevância merecida. É uma técnica muito útil e de custo muito reduzido. Simplificando, é apenas
necessário uma bomba de vácuo, um saco e uma mangueira para aspiração.
Este processo tem grandes vantagens na laminagem de fibras ou folha de madeira,
forrando o casco exterior. Tem também grande aplicação na colagem de superfícies planas ou
curvas, sem haver a necessidade de colar pesos ou forças a fazer pressão. Vejamos as figuras que
pretende ilustrar esta técnica.
4.3 Secções circulares (mastros, vergas, etc...)
Existem muitas formas de produzir peças de grandes comprimentos. Para este tipo de
construções é sempre preferível utilizar uma peça longa lamelada colada. Desta forma vai-se
contrariar a tendência natural da madeira para encurvar ou torcer. O filme de cola entre superfícies
Válvula
Bomba
Vacuómetro
SacoFita
Junho e Julho 2004 Mário Rosado Figueiredo - Carpinteiro Naval / Boatbuilder Folha - 17
dificulta o deslizamento das fibras e são as lâminas adjacentes que vão constranger as
deformações umas às outras, estabilizando o produto final.
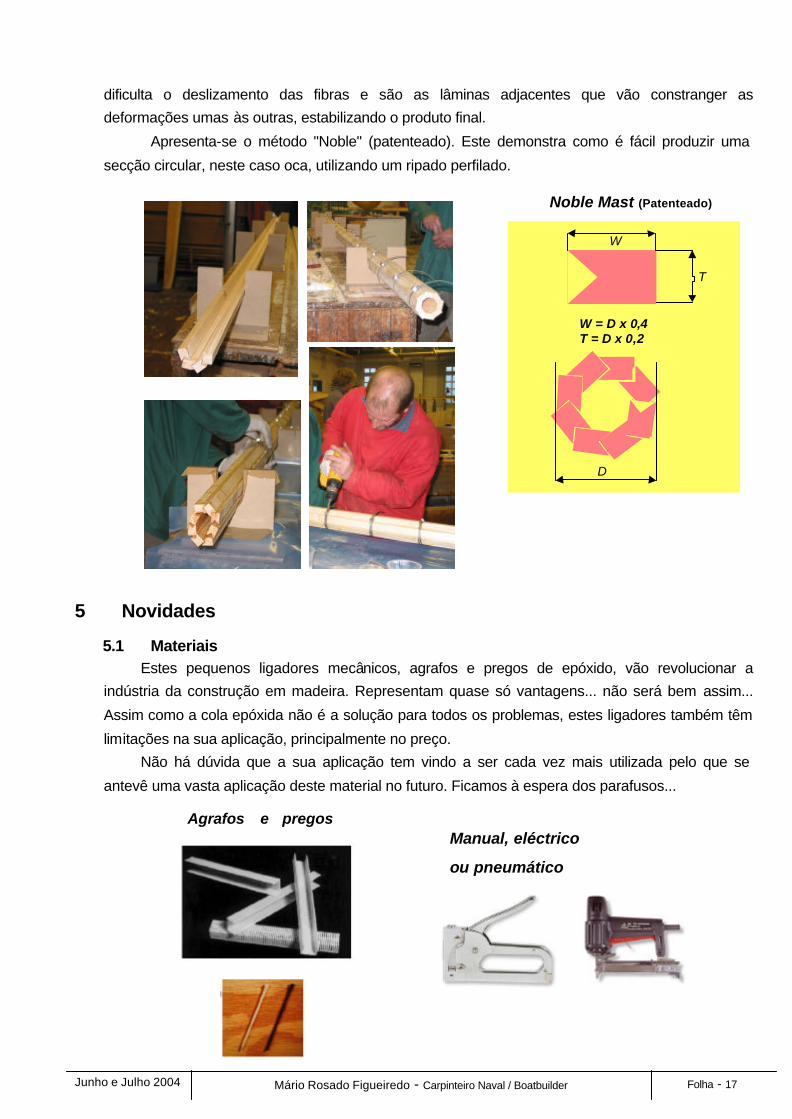
Apresenta-se o método "Noble" (patenteado). Este demonstra como é fácil produzir uma
secção circular, neste caso oca, utilizando um ripado perfilado.
5 Novidades
5.1 Materiais Estes pequenos ligadores mecânicos, agrafos e pregos de epóxido, vão revolucionar a
indústria da construção em madeira. Representam quase só vantagens... não será bem assim...
Assim como a cola epóxida não é a solução para todos os problemas, estes ligadores também têm
limitações na sua aplicação, principalmente no preço.
Não há dúvida que a sua aplicação tem vindo a ser cada vez mais utilizada pelo que se
antevê uma vasta aplicação deste material no futuro. Ficamos à espera dos parafusos...
W
D
T
W = D x 0,4T = D x 0,2
Noble Mast (Patenteado)
Agrafos e pregos
Manual, eléctrico
ou pneumático

Junho e Julho 2004 Mário Rosado Figueiredo - Carpinteiro Naval / Boatbuilder Folha - 18
Vantagens dos agrafos e pregos em Epoxy:
6 Bibliografia
• Chapelle, Howard, “Boatbuilding”, Norton, 2nd edi., 1969
• Birmingham, Richard, “Boat Building Tecniques Illustrated”, Adlard Coles Limited, 2nd. Edi, 1985
• Scarlett, John, “Wooden Boats–Restoration & Maintenance Manual”, David&Charles, 2nd, 1987
• Harper, Mike, “The Repair & Restoration of Wooden Boates”, Batsford, 1st. Edi, 1980
• Gougeon, “The Gougeon Brothers on Boat Construction”, Gougeon, 2nd. Edi.,1985
• Gougeon, “Wooden Boat Restoration Repair”, Gougeon, 1996
• Nicolson, Ian, “Cold-moulded and Strip-planked Wood Boatbuilding”, S. M. 1st. Edi., 1986
• Nicolson, Ian, “ Surveying Small Crafts”, Adlard Coles Limited, 3rd. Edi., 1994
• SP Systems, “Guide to Composites”, SP Systems, 2001
• Spur, Daniel, “Heart of Glass”, Mc Graw hill, 1999
Corte, lixagem• Pode ser trabalhado como madeira• não é necessário retirar• não estraga as ferramentas
Corrosão• não tinge a madeira• não deteriora a madeira• não produz corrosão galvânica• resiste a solventes
Ligação Mecânica / colagem• Funde com a madeira• ligação mais estável• não precisa substituir
Outras vantagens• diversas tonalidades• suporta micro-ondas e Raios UV• não há perigo de faísca• suporta temperaturas elevadas

Junho e Julho 2004 Mário Rosado Figueiredo - Carpinteiro Naval / Boatbuilder Folha - 19