novas ferramentas para maquinagem de …falves/nferrfrezite.pdf · utilizados em brocas de...
TRANSCRIPT

NOVAS FERRAMENTAS PARA MAQUINAGEM DE COMPÓSITOS COM APLICAÇÃO NA ÁREA DOS TRANSPORTES
João Guimarães*1, Luís M. Durão2, F. Jorge Lino11,3, A. Monteiro Baptista1; Tiago Fernandes4, Pedro Pacheco4
1INEGI – Instituto de Engenharia Mecânica e Gestão Industrial, Porto, Portugal 2Instituto Politécnico do Porto, Instituto Superior de Engenharia do Porto, CIDEM – [email protected]
3Faculdade de Engenharia da Universidade do Porto, Departamento de Engenharia Mecânica e Gestão Industrial, Porto, Portugal
4Frezite Metal Tooling, Trofa, Portugal
*Email: [email protected]
RESUMO
As exigências da qualidade na utilização de laminados compósitos na área dos transportes, têm ganho grande relevância na concepção dos mais variados elementos aí utilizados. A maquinagem deste tipo de materiais, neste caso a furação, assume um papel delicado, podendo influenciar as características mecânicas dos materiais nas zonas de ligação, ao provocar defeitos indesejáveis como a delaminação. Neste trabalho apresenta-se um estudo sobre a influência dos materiais (carboneto de tungsténio e diamante policristalino) utilizados em brocas de furação, do seu número de cortantes (2 e 4) sobre a evolução das forças axiais durante a furação, e rugosidades (degradação) das paredes dos furos e das faces das ferramentas. Os resultados obtidos fornecem conclusões importantes quanto à geometria da broca, parâmetros de corte, qualidade de furação e desgaste das ferramentas.
Palavras-chave: compósitos, furação, ferramentas, desgaste, delaminação.
1. INTRODUÇÃO
As actuais preocupações a nível mundial para a produção de equipamentos tecnicamente mais evoluídos têm pressionado as empresas e a comunidade científica para o desenvolvimento de novos materiais, com as propriedades mais adequadas, para cada tipo de sector dos transportes, nomeadamente maior resistência mecânica e menor densidade. A criação e implementação deste tipo de materiais em diferentes componentes conduz, no entanto, a solicitações muito mais exigentes às ferramentas utilizadas no processamento de peças, como é o caso das ferramentas de corte. Atentos a este facto, os produtores de ferramentas têm vindo a realizar estudos aprofundados acerca das geometrias e materiais mais adequados a utilizar nas ferramentas que desenvolvem, em função do tipo de material a trabalhar: compósitos resina-fibras de carbono e de vidro, titânio-carbono, alumínio-resina-fibra de vidro, carbono-kevlar-aço, etc., de forma a poderem competir num mercado internacional cada vez mais exigente e em contínua e rápida mudança. Os fabricantes procuram

constantemente melhorias em diversas variáveis, como por exemplo a eficácia no que toca à robustez, densidade, capacidade de isolamento térmico e acústico, facilidade de utilização, e claro, redução de peso. Para tal, a selecção de materiais torna-se fundamental, encontrando nos polímeros reforçados com fibras (PRF) uma excelente solução dentro de um vasto panorama de diferentes materiais. Como consequência, os materiais compósitos, têm vindo a tomar especial relevância pois cada vez mais substituem os tradicionais painéis metálicos, outrora usados nestes tipos de indústria. Em diversas situações, o uso de um simples PRF não se identifica como ideal devido a elevados esforços localizados e aí se integram materiais híbridos como por exemplo os titânio-carbono, que são usados em localizações como juntas aparafusadas (P.P. Camanho, 2009). Os honeycombs, combinados de estrutura favo-de-abelha com uma placa acoplada de cada lado, são materiais cada vez mais utilizados nas indústrias aeronáutica e automóvel, entre outras (Michifumi Takeichi et al, 2002). Como exemplos encontram-se os honeycombs: alumínio-alumínio, alumínio-fibra de vidro (GLARE), etc. (Akil Hazizan et al, 2003). Os polímeros reforçados com fibras de carbono (PRFC), assumem-se como os mais frequentes, sendo normalmente usados em placas fabricadas a partir do empilhamento de pré-impregnados segundo orientações especificadas no projecto. Estas configurações da sobreposição das placas de pré-impregnado de resinas com fibras de carbono condicionam as propriedades físicas, tais como a resistência ou a rigidez, projectadas para as mais diversas utilizações. Como consequência das exigências e elevados padrões de qualidade dos principais utilizadores deste tipo de materiais, como é o caso da indústria aeronáutica, o mínimo erro ou desvio aos níveis pretendidos implica a rejeição da peça ou uma necessidade extra de outras operações de maquinagem, aumentando assim os custos de produção, chegando estes a atingir montantes na ordem dos 30% nos custos finais (Stone e Krishnamurthy, 1996).
A furação nos laminados compósitos pode causar diferentes tipos de defeitos, tais como a delaminação, o arrancamento de fibras, o descolamento da fibra-matriz e danos térmicos (Hocheng & Tsao, 2005; Lopez de Lacalle et al, 2000). O aumento de temperatura localizada durante uma operação como a furação provoca a deformação da matriz polimérica, debilitando as características mecânicas da zona afectada. Este defeito ocorre principalmente quando se utilizam velocidades de rotação e avanços da ferramenta não adequadas. A delaminação, por ser um dos defeitos mais graves a evitar, tem sido intensamente estudada, desenvolvendo-se técnicas para a optimização de furação tais como o uso de placas sacrificiais colocadas no lado de saída da broca, o recurso ao furo-guia, entre outros (Davim e Reis, 2003; Durão et al, 2008; Tsao e Hocheng, 2005).
Normalmente, a furação de qualquer material é interpretada como uma operação pouco complicada, mas na realidade este tipo de maquinagem é um processo delicado, não só abrangendo as variáveis, velocidade de rotação e avanço da ferramenta, mas também as suas características dimensionais, tais como o ângulo de ponta, o ângulo de hélice, o ângulo de folga, o ângulo de ataque, a espessura da ponta, o número de arestas cortantes, entre outras. Tendo em conta todas estas variáveis, devem-se considerar outras necessidades tais como a necessidade de refrigeração e/ou lubrificação. Neste estudo realizaram-se todos os ensaios a “seco” pois na indústria aeronáutica exige-se a não contaminação do material compósito aquando dos processos de maquinagem.
Neste trabalho é apresentada uma monitorização de valores de força axiais durante o processo de furação, medição de rugosidades superficiais das paredes dos furos e das superfícies adjacentes das brocas, assim como uma análise macrográfica comparativa dos vários tipos de geometrias de broca e materiais utilizados. As ferramentas utilizadas foram de dois (Z2) e quatro (Z4) cortantes em metal duro, e de dois (Z2) cortantes com implantes de PCD (diamante policristalino). Os resultados obtidos fornecem indicações importantes sobre a
geometria da broca e parâmetros de corte mais adequados para a furação de componentes destinados à indústria aeronáutica.
2. TRABALHO EXPERIMENTAL
Com o trabalho experimental, que representa uma pequena parte de um projecto mais amplo, pretendeu-se obter resultados sobre a evolução do comportamento de diferentes tipos de brocas durante a furação de placas de material compósito (resina e fibra de carbono). Foram tidas em conta variáveis como os valores das forças axiais aplicadas durante a furação, as rugosidades das superfícies maquinadas (furos nas placas) e das superfícies de desgaste da broca. De seguida descreve-se o método de fabrico das placas, as condições de maquinagem para os diversos tipos de broca e os processos de medição utilizados.
2.1 Fabrico das placas
Os materiais compósitos são definidos por integrarem pelo menos dois constituintes: uma matriz e um reforço. Estes dois componentes entreajudam-se uma vez que a matriz assume a função de garantir a estabilidade dimensional e química do compósito, conferindo-lhe a forma e protegendo as fibras de reforço das condições ambientais. Por sua vez, o material de reforço, garante a estabilidade das propriedades mecânicas tais como a rigidez ou a resistência a esforços dos mais diversos níveis.
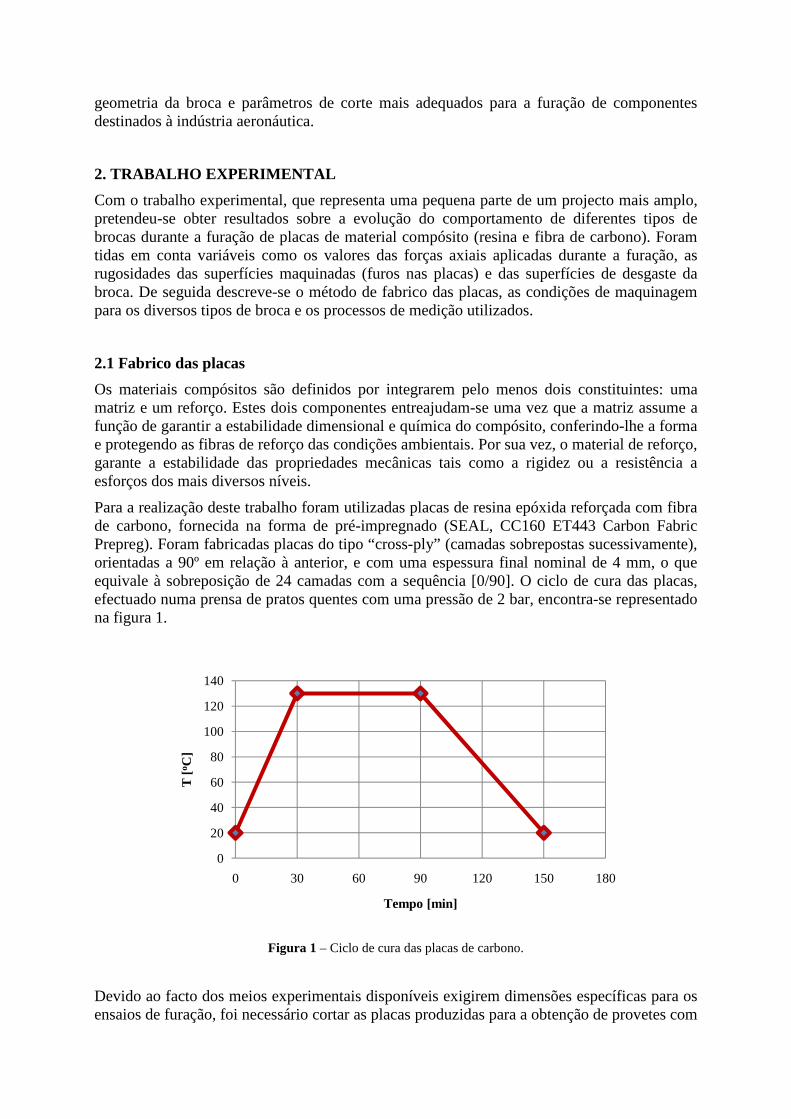
Para a realização deste trabalho foram utilizadas placas de resina epóxida reforçada com fibra de carbono, fornecida na forma de pré-impregnado (SEAL, CC160 ET443 Carbon Fabric Prepreg). Foram fabricadas placas do tipo “cross-ply” (camadas sobrepostas sucessivamente), orientadas a 90º em relação à anterior, e com uma espessura final nominal de 4 mm, o que equivale à sobreposição de 24 camadas com a sequência [0/90]. O ciclo de cura das placas, efectuado numa prensa de pratos quentes com uma pressão de 2 bar, encontra-se representado na figura 1.
0
20
40
60
80
100
120
140
0 30 60 90 120 150 180
T [
o C]
Tempo [min]
Figura 1 – Ciclo de cura das placas de carbono.
Devido ao facto dos meios experimentais disponíveis exigirem dimensões específicas para os ensaios de furação, foi necessário cortar as placas produzidas para a obtenção de provetes com

as dimensões de 165 x 96 mm2. Esta operação foi efectuada recorrendo a uma máquina de corte equipada com um disco diamantado e sistema de refrigeração por circulação de fluido.
2.2 Descrição do método de furação e monitorização de forças axiais
A furação foi realizada com recurso a um centro de maquinagem DENFORD TRIAC CENTRE, de 3,7 kW, com limite máximo de rotação de 7500 rpm. Este equipamento permite avanços de ferramenta de 0,0001 a 2 m/min com um cone BT-30 de aperto pneumático (figura 2).
Figura 2 – Centro de maquinagem DENFORD TRIAC pronto a iniciar uma nova série de furos nos provetes
compósitos.
Nos ensaios de furação foram utilizadas 11 brocas, 8 de metal duro e 3 de diamante policristalino (tabela 1). Com as brocas de metal duro (WC) de 6 mm de diâmetro e dois (Z2) e quatro cortantes (Z4) foi decidido utilizar, no ensaio preliminar, uma velocidade de 60 m/min (≈3200 rpm) com avanços variando entre os 0,02 e os 0,06 mm/rot. Posteriormente, sob condições mais extremas, foi feita uma longa série de 540 furos, com uma velocidade mais elevada, 113m/min (≈6000 rpm), e um avanço de 0,2 mm/rot, com o objectivo de avaliar a capacidade de corte e analisar o desgaste provocado na ferramenta. Durante as pausas entre ensaios e/ou quando era alterada alguma condição experimental procedeu-se sempre à verificação da excentricidade da broca, tendo sido obtidos resultados entre 0,01 mm para o cone e 0,02 mm para a broca.
As brocas “PCD” (de dois cortantes) foram experimentadas em condições semelhantes às anteriores, variando os avanços entre 0,02 e 0,12 mm/rot, mas mantendo uma velocidade de rotação de 4240 rpm (80m/min). Para analisar o efeito da maquinagem no desgaste e a

capacidade de corte, foi utilizada a velocidade de 6000 rpm e o avanço máximo utilizado com as brocas de metal duro, sendo este de 0,2 mm/rot. Todas as ferramentas utilizadas tinham um diâmetro de 6mm. A tabela 1 resume as condições de ensaio dos diferentes tipos de materiais.
Tabela 1 – Programação do trabalho experimental.
Broca nº furos Velocidade [rpm] Avanço [mm/rot]1 540 3200 - 6000 0,04 - 0,22 24 3200 0,023 64 3200 - 6000 0,06 - 0,124 24 3200 0,041 40 3200 - 6000 0,06 - 0,122 72 6000 0,23 36 3200 0,02 - 0,044 180 3200 - 6000 0,02 - 0,21 48 4240 0,02 - 0,042 48 4240 0,06 - 0,123 540 6000 0,2
Z2
Z4
PCD
2.3 Rugosidade das superfícies maquinadas e análise das superfícies de desgaste das brocas
As ferramentas e as superfícies de desgaste (furos nas placas) foram sujeitas à medição de rugosidade, realizada num rugosímetro HOMMELWERKE T8000. Os parâmetros utilizados na sua caracterização foram: Lt = 1,5 mm (comprimento de palpagem); Lc = 0,25 mm (comprimento de base “Cut-off”) e vt = 0,15 mm/s (velocidade de avanço do apalpador). As variáveis consideradas foram a Ra (rugosidade média aritmética), Rz (média das maiores diferenças pico-vale) e Rmáx (máxima diferença pico-vale). Para cada medição foi feita a média aritmética de pelo menos três palpagens em cada superfície de análise, tanto para as brocas como para as paredes dos furos. A figura 3 ilustra o apalpador em contacto com a superfície a medir.
Figura 3 – Pormenor do apalpador do rugosímetro em contacto com a broca.

Para uma análise visual, com o intuito de perceber a evolução do desgaste das brocas e observar com mais pormenor o estado das placas nas zonas de furação, foram registadas séries de macrografias, realizadas com o auxílio de uma máquina digital acoplada a um microscópio óptico OLYMPUS SZH.
3. RESULTADOS
3.1 Monitorização das forças axiais
O trabalho experimental consistiu na experimentação de dois conjuntos de brocas em metal duro, e um conjunto com com cortantes em PCD. Contudo, identificam-se duas fases de teste: a comparação entre as brocas de 2 e 4 cortantes e as brocas PCD; e a execução de longas séries de 540 furos com as mesmas ferramentas para análise de desgaste. A monitorização das forças axiais registadas durante o trabalho experimental foi importante na medida em que permitiu uma quantificação e caracterização da furação. A figura 4 mostra o incremento da força axial, para os três tipos de ferramentas, ao longo de 72 furos com um avanço de 0,2 mm/rot a 6000 rpm,
200
210
220
230
240
250
260
270
280
290
1 6 11 16 21 26 31 36 41 46 51 56 61 66 71
For
ça [N
]
Nº de Furos
Z2
Z4
PCD
Linear (Z2)
Linear (Z4)
Linear (PCD)
Figura 4 – Variação da força axial máxima na furação vs Nº de furos, para um avanço de 0,2 mm/rot a 6000
rpm.
A análise do gráfico permite constatar duas evoluções totalmente distintas, com a broca Z4 a demonstrar um desgaste muito mais significativo do que as Z2 e PCD. Ainda assim, enquanto que a evolução de desgaste menos acentuada foi registada para a broca PCD, a ferramenta que menos força exerceu para maquinar esta série de furos foi a broca Z2. No entanto, se a série de furos registada fosse mais extensa, prevê-se que a broca PCD fosse ter uma longevidade superior em relação às ferramentas de metal duro (Z2 e Z4). De notar que as condições de maquinagem foram totalmente iguais para as três brocas, e que podem ter trazido uma grande desvantagem para esta comparação, pois durante a furação, as arestas cortantes da broca Z4 passam o dobro das vezes na superfície a maquinar, do que as arestas das outras duas ferramentas (Z2 e PCD), uma vez que estas possuem apenas dois cortantes. Esta ocorrência pode causar um sobreaquecimento na zona de contacto, que por consequência provoca um desgaste mais acentuado, tal como demonstrado na figura 4. Para uma comparação mais
directa e lógica dever-se-ia maquinar com a broca Z4 a 3000 rpm e 0,2 mm/rot de avanço, fazendo com que os valores de – distância a maquinar/cortante – fossem iguais.
3.2 Rugosidade das superfícies maquinadas e análise visual
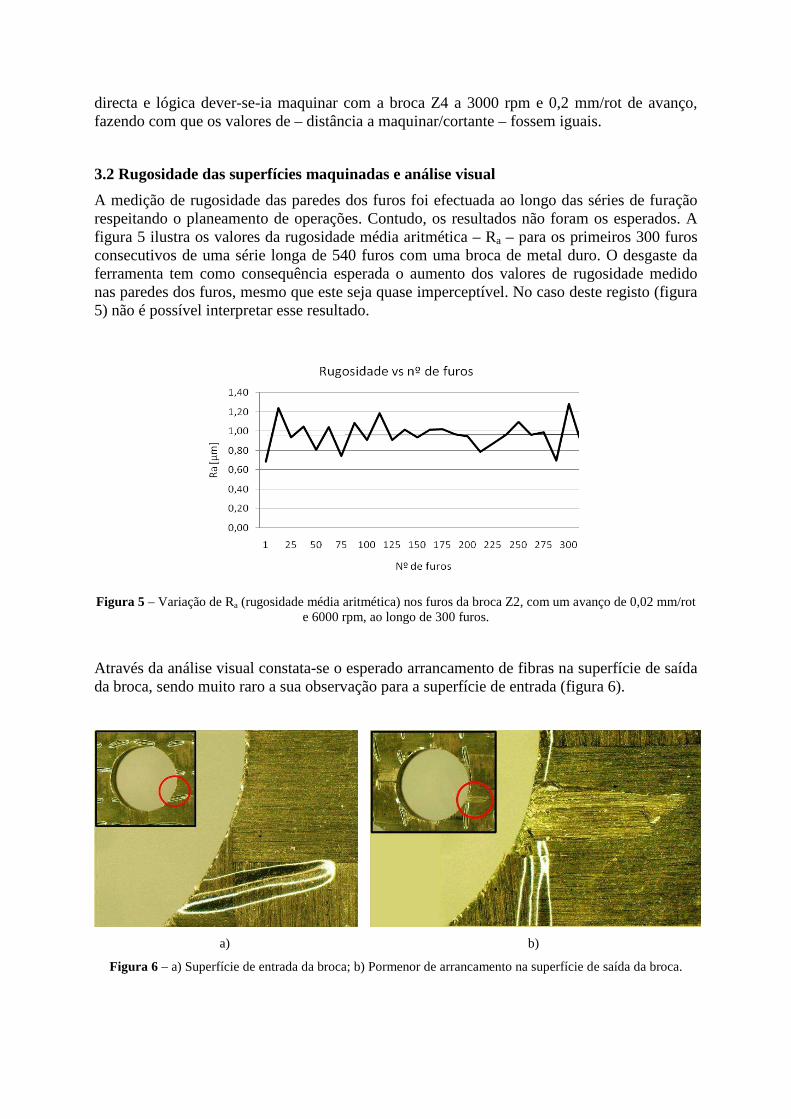
A medição de rugosidade das paredes dos furos foi efectuada ao longo das séries de furação respeitando o planeamento de operações. Contudo, os resultados não foram os esperados. A figura 5 ilustra os valores da rugosidade média aritmética – Ra – para os primeiros 300 furos consecutivos de uma série longa de 540 furos com uma broca de metal duro. O desgaste da ferramenta tem como consequência esperada o aumento dos valores de rugosidade medido nas paredes dos furos, mesmo que este seja quase imperceptível. No caso deste registo (figura 5) não é possível interpretar esse resultado.
Figura 5 – Variação de Ra (rugosidade média aritmética) nos furos da broca Z2, com um avanço de 0,02 mm/rot
e 6000 rpm, ao longo de 300 furos.
Através da análise visual constata-se o esperado arrancamento de fibras na superfície de saída da broca, sendo muito raro a sua observação para a superfície de entrada (figura 6).
a) b)
Figura 6 – a) Superfície de entrada da broca; b) Pormenor de arrancamento na superfície de saída da broca.
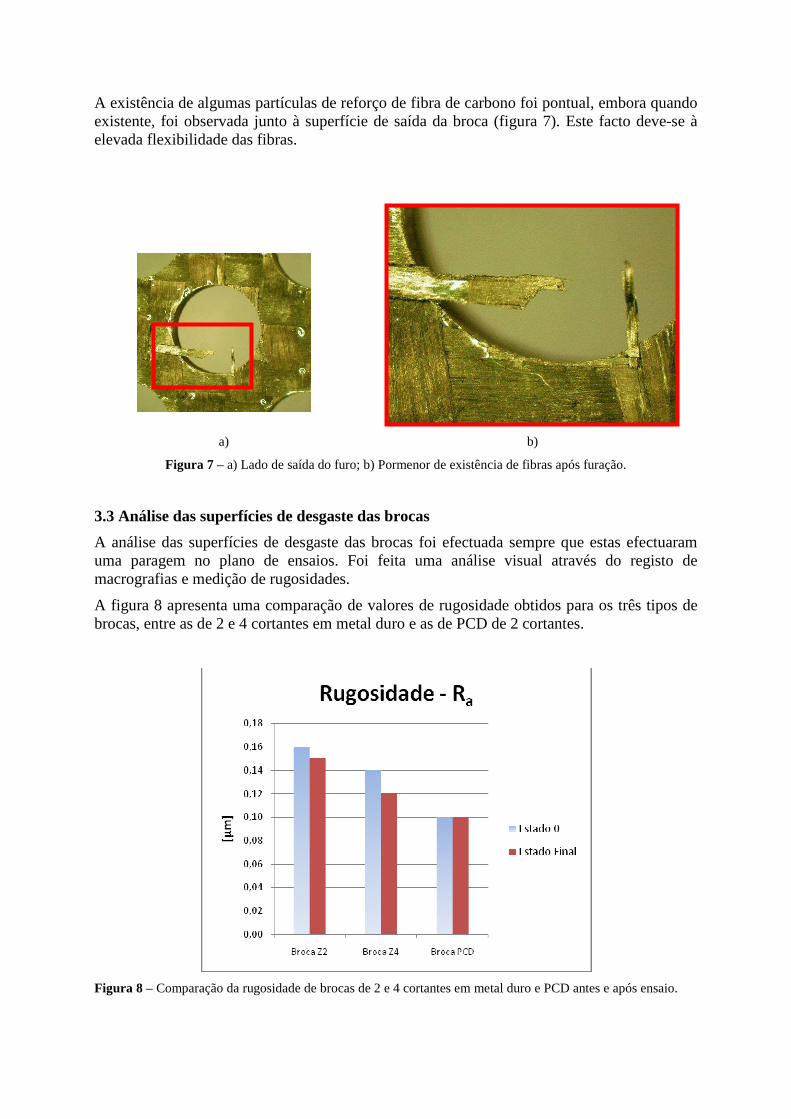
A existência de algumas partículas de reforço de fibra de carbono foi pontual, embora quando existente, foi observada junto à superfície de saída da broca (figura 7). Este facto deve-se à elevada flexibilidade das fibras.
a) b)
Figura 7 – a) Lado de saída do furo; b) Pormenor de existência de fibras após furação.
3.3 Análise das superfícies de desgaste das brocas
A análise das superfícies de desgaste das brocas foi efectuada sempre que estas efectuaram uma paragem no plano de ensaios. Foi feita uma análise visual através do registo de macrografias e medição de rugosidades.
A figura 8 apresenta uma comparação de valores de rugosidade obtidos para os três tipos de brocas, entre as de 2 e 4 cortantes em metal duro e as de PCD de 2 cortantes.
Figura 8 – Comparação da rugosidade de brocas de 2 e 4 cortantes em metal duro e PCD antes e após ensaio.
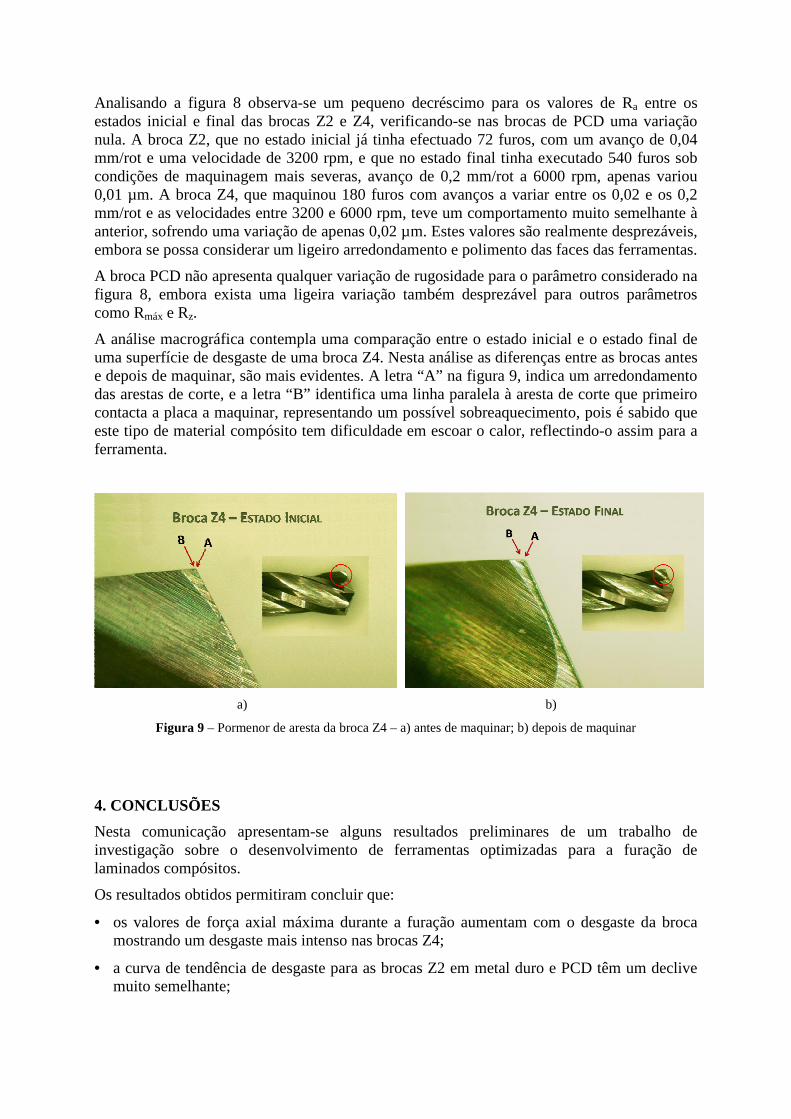
Analisando a figura 8 observa-se um pequeno decréscimo para os valores de Ra entre os estados inicial e final das brocas Z2 e Z4, verificando-se nas brocas de PCD uma variação nula. A broca Z2, que no estado inicial já tinha efectuado 72 furos, com um avanço de 0,04 mm/rot e uma velocidade de 3200 rpm, e que no estado final tinha executado 540 furos sob condições de maquinagem mais severas, avanço de 0,2 mm/rot a 6000 rpm, apenas variou 0,01 µm. A broca Z4, que maquinou 180 furos com avanços a variar entre os 0,02 e os 0,2 mm/rot e as velocidades entre 3200 e 6000 rpm, teve um comportamento muito semelhante à anterior, sofrendo uma variação de apenas 0,02 µm. Estes valores são realmente desprezáveis, embora se possa considerar um ligeiro arredondamento e polimento das faces das ferramentas.
A broca PCD não apresenta qualquer variação de rugosidade para o parâmetro considerado na figura 8, embora exista uma ligeira variação também desprezável para outros parâmetros como Rmáx e Rz.
A análise macrográfica contempla uma comparação entre o estado inicial e o estado final de uma superfície de desgaste de uma broca Z4. Nesta análise as diferenças entre as brocas antes e depois de maquinar, são mais evidentes. A letra “A” na figura 9, indica um arredondamento das arestas de corte, e a letra “B” identifica uma linha paralela à aresta de corte que primeiro contacta a placa a maquinar, representando um possível sobreaquecimento, pois é sabido que este tipo de material compósito tem dificuldade em escoar o calor, reflectindo-o assim para a ferramenta.
a) b)
Figura 9 – Pormenor de aresta da broca Z4 – a) antes de maquinar; b) depois de maquinar
4. CONCLUSÕES
Nesta comunicação apresentam-se alguns resultados preliminares de um trabalho de investigação sobre o desenvolvimento de ferramentas optimizadas para a furação de laminados compósitos.
Os resultados obtidos permitiram concluir que:
• os valores de força axial máxima durante a furação aumentam com o desgaste da broca mostrando um desgaste mais intenso nas brocas Z4;
• a curva de tendência de desgaste para as brocas Z2 em metal duro e PCD têm um declive muito semelhante;
• a broca Z2 de PCD é a ferramenta, entre as estudadas, que demonstra uma maior longevidade, embora a broca Z2 de metal duro, para as condições experimentais empregues, tenha sido a que menor esforço exerceu na furação;
• a rugosidade medida nas paredes maquinadas mantém-se praticamente inalterável com o aumento do número de furos realizado;
• embora tenha sido mensurável, as brocas resistiram a séries de 540 furos sem desgaste apreciável;
• a metodologia apresentada pode estabelecer um critério para o tempo de vida da broca em função do desgaste medido e do número de furos executado em determinadas condições;
• as brocas de quatro cortantes, nas condições experimentais referidas, não apresentam quaisquer vantagens face à construção tradicional com dois cortantes;
Aos resultados obtidos devem ser acrescentadas análises à extensão da zona delaminada, para uma mais completa informação sobre as melhores condições de corte e desgaste das arestas cortantes.
REFERÊNCIAS
Abrão, A.M.; Faria, P.E.; Rúbio, J.C.C.; Reis, P.; Davim, J.P., Drilling of fiber reinforced plastics: a review, Journal of Materials Processing Technology, V.186, p. 1–7, 2007.
Durão, L.M.P.; Magalhães, A.G.; Marques, A.T.; Tavares, J. M.R.S.; Baptista, A.P.M. Damage analysis of carbon/epoxy plates after drilling, Int. Journal of Materials and Product Technology, V.32, p. 226-242, 2008.
Durão, L.M.P.; Magalhães, A.G.; Marques, A.T.; Baptista, A.P.M.; Figueiredo, M., Drilling of fiber reinforced plastic laminates, Materials Science Forum, V.587-588, p. 706-710, 2008.
Camanho, P.P.; Fink, A.; Obst, A.; Pimenta, S., Hybrid titanium-CFRP laminates for high-performance bolted joints, Composites – Part A, in press, 2009.
Davim, J.P; Reis, P., Drilling carbon fibre reinforced plastics manufactured by autoclave – experimental and statistical study, Materials and Design, V. 24, p. 315-324, 2003.
Fernandes, M.; Cook, C., Drilling of carbon composites using a one shot drill bit. Part I: Five stage representation of drilling and factors affecting maximum force and torque, International Journal of Machine Tools & Manufacture, V. 46, p. 70–75, 2006.
Fernandes, M.; Cook, C., Drilling of carbon composites using a one shot drill bit. Part II: empirical modeling of maximum thrust force, International Journal of Machine Tools & Manufacture V. 46, p. 76–79, 2006.
Fink, A.; Camanho, P.P.; Canay, M.; Obst, A., Incresae of bolted joint performance by means of local laminate hybridization, Proceedings of the first CEAS European Air and SpaceConference Century Perspectives, Berlin, Germany, 2007.
Hazizan, A.; Cantewell, W.J. The low velocity impact response of an aluminium honeycomb sandwich structure, Composites. Part B, Engineering, V.34, p. 679-687, 2003.
Hocheng, H.; Tsao, C.C., The path towards delamination-free drilling of composite materials, Journal of Materials Processing Technology, V.167, p. 251–264, 2005.
Hocheng, H.; Tsao, C.C., Effects of special drill bits on drilling-induced delamination of composite materials, International Journal of Machine Tools & Manufacture, V. 46, p. 1403–1416, 2006.
Lopez de Lacalle, L.N.; Perez, J., Llorente, J.I, ; Sanchez, J.A. , Advanced cutting conditions for the milling of aeronautical alloys, Journal of Materials Processing Technology, V. 100, p. 1-11, 2000.
Persson, E.; Eriksson, I.; Zackrisson, L., Effects of hole machining defects on strength and fatigue life of composite laminates, Composites A, V.28, p. 141-151, 1997.
Piquet, R.; Ferret., B. ; Lachaud, F. ; Swider, P., Experimental analysis of drilling damage in thin carbon/epoxy plate using special drills, Composites A, V.31, p. 1107–1115, 2000.
Stone, R; Krishnamurthy, K., A neural network thrust force controller to minimize delamination during drilling of graphite-epoxy cComposites, International Journal of Machine Tools & Manufacture, V. 36, p. 985-1003, 1996.
Takeichi, M.; Okuno, S.; Okazaki, M., Static strength of an aluminium alloy honeycomb sandwich panel and strength reliability evaluation of an actual car body structure, ASME 2002 Pressure Vessels and Piping Conference, p. 239-245, 2002.
Tsao, C.C; Hocheng, H., Effects of exit back-up on delamination in drilling composite materials using a saw drill and a core drill, International Journal of Machine Tools & Manufacture, V.45, p. 1261-1270, 2005.
Tsao, C.C; Hocheng, H., Parametric study on thrust force of core drill, Journal of Materials Processing Technology, V. 192–193, p. 37–40, 2007.
Tsao, C.; Hocheng, H., Evaluation of thrust force and surface roughness in drilling composite material using Taguchi analysis and neural network, Journal of Materials Processing Technology, V. 203, p. 342–348, 2008.