montagem e utilizaÇÃo do equipamento · única operação necessária a ser feita ... deve-se...
TRANSCRIPT

1
MONTAGEM E UTILIZAÇÃO DO EQUIPAMENTO
ARCO SUBMERSO – AS 1000

2
1 –INTRODUÇÃO. O equipamento ARCO SUBMERSO – AS 1000 foi desenvolvido com a preocupação de fornecer ao usuário todas as opções hoje existentes para este processo de soldagem. Para tanto, utilizou-se duas fontes de soldagem MTE DIGITEC 600 associadas em paralelo. Como estas fontes de soldagem são microprocessadas, a referida associação foi levada a efeito através da implementação de um “software” de controle, para que as duas fontes pudessem funcionar harmonicamente. Um cabo de comando foi conectado entre as duas para promover a comunicação dos dados de soldagem e viabilização da partida simultânea do equipamento. Uma das fontes é designada mestra, na qual é realizada a entrada das variáveis de soldagem, e a outra fonte é designada escrava, na qual é selecionada a função “modo remoto”. 2 - DESCRIÇÃO DOS COMPONENTES DO EQUIPAMENTO. O equipamento de soldagem Arco Submerso – AS 1000 é composto pelos componentes mostrados na Figura 1.
Fig. 1: equipamento Arco Submerso – AS 1000.

3
1 – FONTE DE SOLDAGEM MTE DIGITEC 600 COM ALIMENTADOR DE ARAME STA 20D. Esta é uma fonte MTE DIGITEC 600 com todos os opcionais e com uma configuração adicional para operação no sistema de arco submerso. É denominada como fonte “ESCRAVA” e deve ser colocada no modo REMOTO (IMPORTANTE!) para operação neste sistema. Para colocar a fonte em modo remoto é necessário escolher a opção OPERADOR no seu teclado/display e pressionar a tecla correspondente a REMOTO. Esta é a única operação necessária a ser feita com esta fonte. Mesmo após desligá-la a fonte permanecerá no modo remoto. Ao ser ligada novamente aparecerá uma mensagem indicando que esta se encontra no modo remoto. Pode ser usada individualmente como uma fonte DIGITEC, soldando pelos processos TIG, MIG e eletrodo revestido, com todos os recursos disponíveis neste equipamento. Para isto basta tirá-la do modo remoto, pressionando-se a tecla VOLTAR para sair da mensagem inicial e selecionar a opção OPERADOR e em seguida a tecla correspondente a LOCAL. 2 – FONTE DE SOLDAGEM MTE DIGITEC 600 DEDICADA AO ARCO SUBMERSO.
É nesta fonte denominada “MESTRA”, que se processa todas as informações para o controle da soldagem a arco submerso. É através de seu teclado/display remoto que o usuário irá selecionar o modo de operação (tensão ou corrente) e especificar os valores de tensão/corrente e tempos das três etapas disponíveis (inicial, soldagem e final). O referido teclado pode ser alojado diretamente sobre a fonte de soldagem, ou, como mostra a Figura 2, alojado sobre o cabeçote arco submerso.
Fig. 2: cabeçote arco submerso com teclados.
Na versão atual do “software” de controle, esta fonte, fora do sistema
de soldagem arco submerso, pode ser usada somente para soldagem TIG e eletrodo revestido.
Teclado remoto da fonte MESTRA.

4
3 – CABEÇOTE ARCO SUBMERSO E SUPORTE DOS TECLADOS DA FONTE MESTRA E DO DISPOSITIVO DE DESLOCAMENTO DA TOCHA. O cabeçote arco submerso é o dispositivo que controla a velocidade de deslocamento da tocha e a alimentação de arame. Sua utilização está descrita em manual anexo. Sobre ele colocou-se um suporte para os teclados remotos da fonte mestra e do dispositivo de movimentação da tocha.
Fig. 3: cabeçote arco submerso com teclados. 4 – DISPOSITIVO DE DESLOCAMENTO DA TOCHA E ALIMENTADOR DE ARAME.
Fig. 4: dispositivo de deslocamento da tocha.
Este dispositivo compreende o suporte do fluxo, tocha, eixos posicionadores, suporte para o rolo de arame, motor com tracionador de arame e conjunto moto-redutor para deslocamento. 5 – SUPORTE.
Teclado remoto da fonte MESTRA.
Teclado remoto do TARTÍLOPE-AS.
Cabeçote arco submerso.

5
Base que sustenta o sistema de soldagem. Compreende o trilho e o suporte para o cabeçote arco submerso.
Fig. 5: base que suporta o sistema de soldagem. 3 – MONTAGEM DO EQUIPAMENTO. Para disposição física do equipamento, sugere-se como sendo a mais prática aquela apresentada na capa. No entanto, outras opções podem ser encontradas a critério do usuário. A montagem propriamente dita está descrita em vídeo que acompanha o equipamento. 3.1 – Montagem da fonte ESCRAVA.
A montagem desta fonte consiste em colocar o cabeçote sobre a mesma, encaixando-o no pino de sustentação e conectar o teclado. Veja Figura 6.
Batentes fim-de-curso.

6
Fig. 6: fonte de soldagem DIGITEC 600 Maiores detalhes com respeito a seleção da tensão de alimentação,
água de refrigeração, fusíveis, etc, podem ser vistos no manual da fonte.
3.2 – Montagem da fonte MESTRA. A fonte mestra está conectada ao cabeçote arco submerso. As conexões com a rede de alimentação e demais informações de instalação podem ser vistas no manual da fonte DIGITEC.
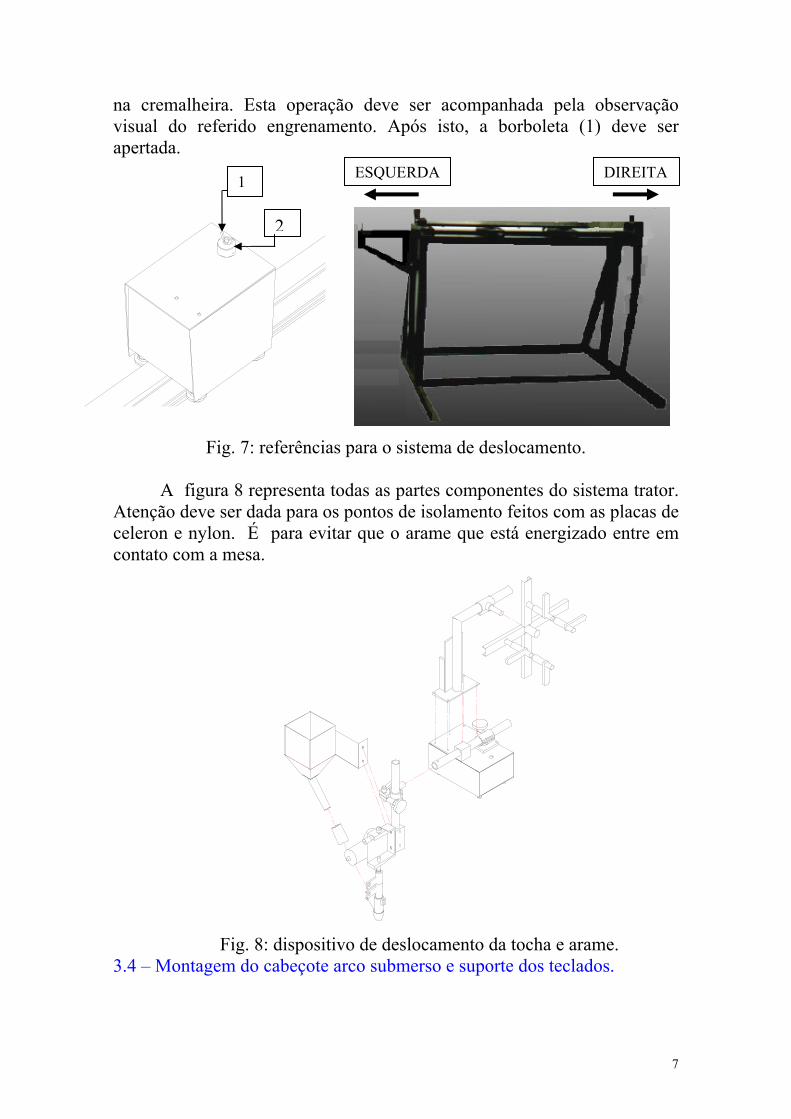
3.3 – Montagem do sistema de deslocamento. Deve-se proceder a retirada de um dos batentes de fim-de-curso para que as rodas do carro trator (TARTÍLOPE – AS) tenham acesso às ranhuras em “ V ” do trilho. Deve-se atentar para o lado correto de encaixe do carro trator, observando-se o engrenamento entre a engrenagem motora e a cremalheira presa ao trilho. Para que o carro possa deslizar livremente ao longo do trilho é necessário que a engrenagem de acionamento seja afastada da cremalheira. Isto é feito, liberando-se a borboleta (1) e após girando-se o manípulo (2) até o ponto em que o carro deslize livremente. Após deslocar o carro até a posição desejada, para se fazer o engrenamento deve-se girar novamente o manípulo (2) até que a engrenagem se encaixe
7
na cremalheira. Esta operação deve ser acompanhada pela observação visual do referido engrenamento. Após isto, a borboleta (1) deve ser apertada.
Fig. 7: referências para o sistema de deslocamento.
A figura 8 representa todas as partes componentes do sistema trator. Atenção deve ser dada para os pontos de isolamento feitos com as placas de celeron e nylon. É para evitar que o arame que está energizado entre em contato com a mesa.
Fig. 8: dispositivo de deslocamento da tocha e arame. 3.4 – Montagem do cabeçote arco submerso e suporte dos teclados.
1
2
ESQUERDA DIREITA

8
O cabeçote deve ser encaixado no suporte ao lado esquerdo da base através do pino que o acompanha. Sobre este é fixado o suporte dos teclados.
4 – CONEXÕES ELÉTRICAS.
Considerando-se o equipamento fisicamente montado, parte-se para as conexões elétricas com as quais deve-se ter muita atenção.
4.1 – Conexão entre as fontes. As fontes estão conectadas entre si por um cabo de controle através da qual a mestra comanda a escrava.
Fig. 9: ligação entre as fontes mestra e escrava.
ATENÇÃO! Não inverter o cabo, caso contrário não haverá comunicação entre as fontes. O conector da fonte mestra está marcado em vermelho.
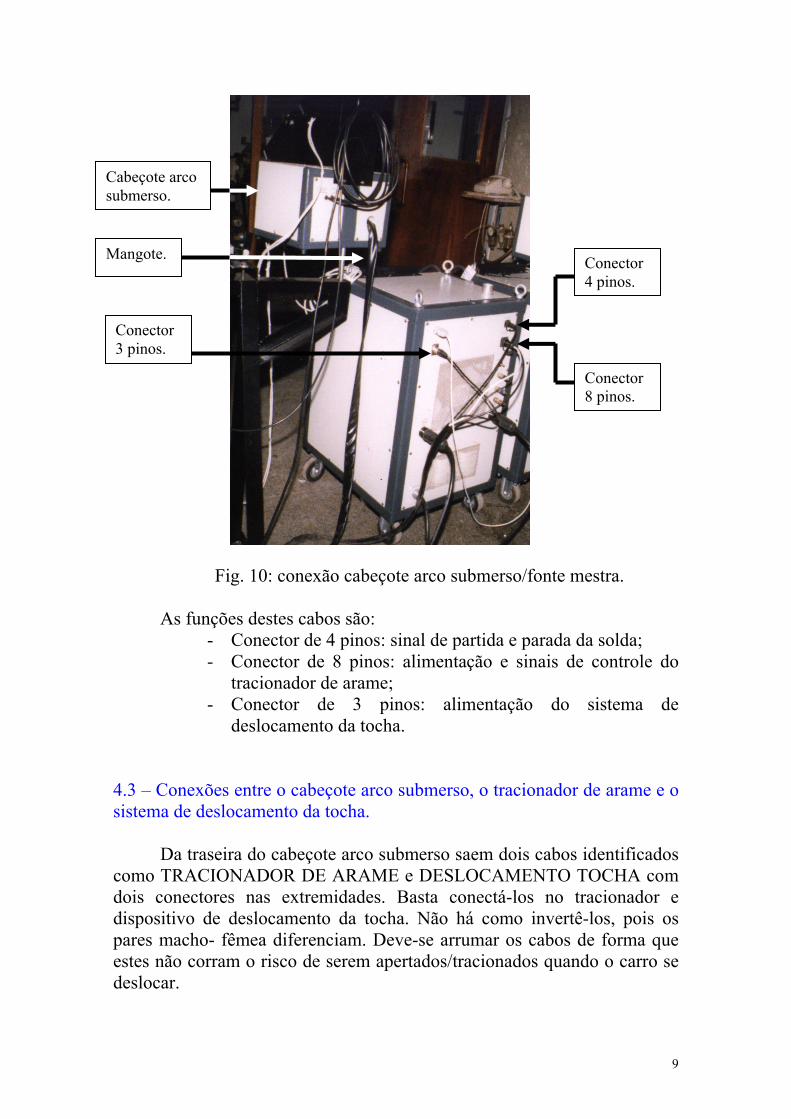
4.2 – Conexão entre a fonte mestra e o cabeçote arco submerso. Da parte traseira do cabeçote sai um mangote com três cabos que vão conectados na parte traseira da fonte mestra, conforme mostrado na Figura 10.
Cabo de controle
9
Fig. 10: conexão cabeçote arco submerso/fonte mestra. As funções destes cabos são:
- Conector de 4 pinos: sinal de partida e parada da solda; - Conector de 8 pinos: alimentação e sinais de controle do
tracionador de arame; - Conector de 3 pinos: alimentação do sistema de
deslocamento da tocha. 4.3 – Conexões entre o cabeçote arco submerso, o tracionador de arame e o sistema de deslocamento da tocha.
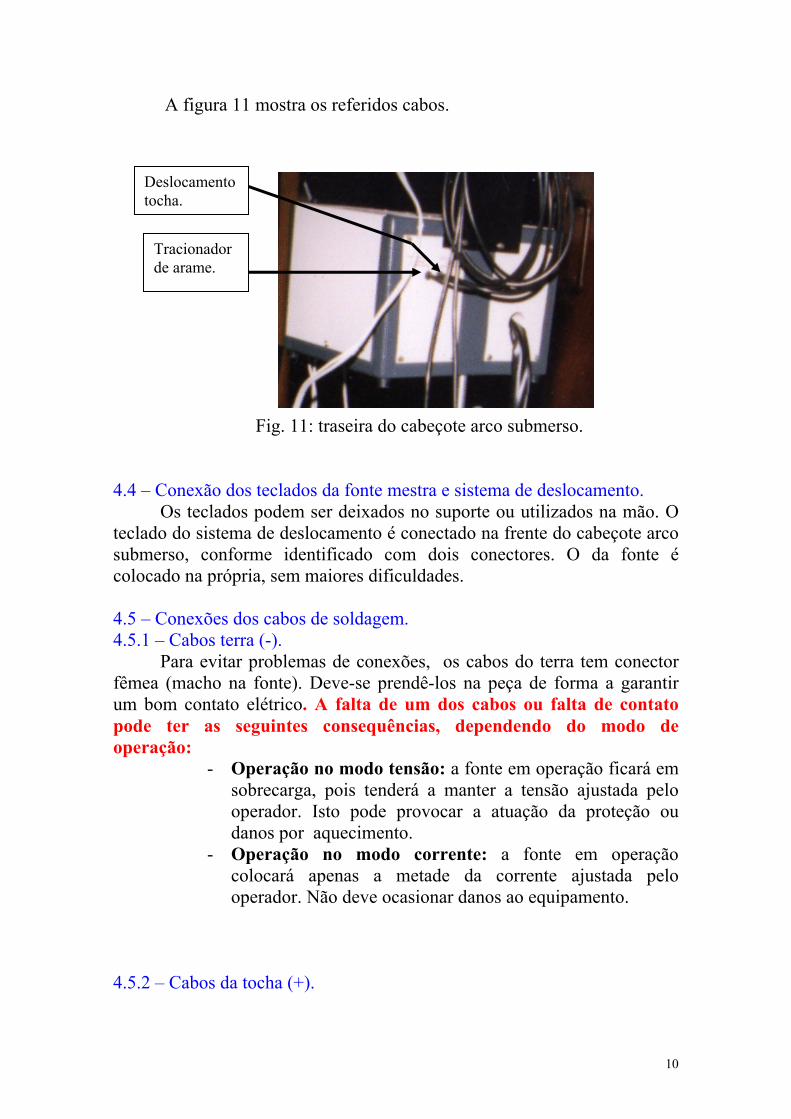
Da traseira do cabeçote arco submerso saem dois cabos identificados
como TRACIONADOR DE ARAME e DESLOCAMENTO TOCHA com dois conectores nas extremidades. Basta conectá-los no tracionador e dispositivo de deslocamento da tocha. Não há como invertê-los, pois os pares macho- fêmea diferenciam. Deve-se arrumar os cabos de forma que estes não corram o risco de serem apertados/tracionados quando o carro se deslocar.
Cabeçote arco submerso.
Mangote. Conector 4 pinos.
Conector 8 pinos.
Conector 3 pinos.
10
A figura 11 mostra os referidos cabos.
Fig. 11: traseira do cabeçote arco submerso. 4.4 – Conexão dos teclados da fonte mestra e sistema de deslocamento.
Os teclados podem ser deixados no suporte ou utilizados na mão. O teclado do sistema de deslocamento é conectado na frente do cabeçote arco submerso, conforme identificado com dois conectores. O da fonte é colocado na própria, sem maiores dificuldades. 4.5 – Conexões dos cabos de soldagem. 4.5.1 – Cabos terra (-).
Para evitar problemas de conexões, os cabos do terra tem conector fêmea (macho na fonte). Deve-se prendê-los na peça de forma a garantir um bom contato elétrico. A falta de um dos cabos ou falta de contato pode ter as seguintes consequências, dependendo do modo de operação:
- Operação no modo tensão: a fonte em operação ficará em sobrecarga, pois tenderá a manter a tensão ajustada pelo operador. Isto pode provocar a atuação da proteção ou danos por aquecimento.
- Operação no modo corrente: a fonte em operação colocará apenas a metade da corrente ajustada pelo operador. Não deve ocasionar danos ao equipamento.
4.5.2 – Cabos da tocha (+).
Tracionador de arame.
Deslocamentotocha.
11
As mesmas recomendações são válidas para os cabos da tocha (+). A falta do cabo ou de um bom contato pode ter as mesmas consequências vistas anteriormente. Deve-se colocar os cabos sobre o suporte na parte traseira do carro, observando para que estes não fiquem presos ou tracionados durante o deslocamento. 5 – OPERAÇÃO. Considerando que todo o sistema esteja instalado, pode-se então passar a operação. 5.1 – Ligar as fontes. É indiferente qual das duas fontes ligar primeiro, mestra ou escrava. No entanto deve-se observar que a escrava deve estar no modo remoto. Uma vez selecionada esta função, ela permanecerá mesmo após desligar a fonte. Ao ligar a fonte mestra o cabeçote arco submerso também será energizado. 5.2 – Selecionar as variáveis de soldagem. O modo de operação (corrente ou tensão) e as respectivas variáveis de cada um devem ser selecionadas no teclado remoto da fonte mestra. 5.2.1 – Operação modo corrente: Para operar no modo corrente, deve-se seguir a seguinte seqüência de teclas: ARCO SUBMERSO -> CORRENTE CTE e selecionar
- CONFIGURAR - Vcc = XX é a tensão definida como curto-circuito, abaixo da qual a fonte irá impor um pulso de corrente cuja finalidade é facilitar a abertura ou reabertura do arco, evitando trancos no arame. É muito útil na fase inicial.
Ex.: Vcc = 12V significa que tensão abaixo de 12V será considerada como curto-circuito, impondo a corrente de curto-circuito. - Icc = YY é a corrente de curto-circuito, que será imposta pela fonte ao detectar a tensão de curto-circuito.
Ex.: Icc = 500A significa que ao detectar a tensão de curto-circuito, a fonte imporá a corrente de 500A na saída.
Estes valores são definidos pelo usuário em função de sua experiência e das condições de soldagem.

12
- VARIÁVEIS
- INÍCIO: são as variáveis de abertura de arco; Ii = corrente na fase inicial; ti = tempo de duração da fase inicial; Vref i = tensão de referência da fase inicial.
- SOLDAGEM: fase de solda. Is = corrente de soldagem propriamente dita; Vref s = tensão de referência da fase de soldagem.
- FIM: preenchimento de cratera. If = corrente na fase final; tf = tempo de duração da fase final; Vref f = tensão de referência da fase final.
- HAB. SOLDA. Esta opção habilita a soldagem, esperando apenas o toque no botão ATIVA/DESATIVA SOLDAGEM. Apresenta a seguinte mensagem: Solda habilitada. Aguardando disparo... [VOLTAR] desabilita soldagem.
ATENÇÃO! Antes de ativar a solda, para evitar problemas de falta de contato elétrico entre o arame-eletrodo e a peça, o que pode causar trancos no trator, deve-se fazer a aproximação do arame, através do botão “AVANÇO” no cabeçote arco submerso, até que haja o contato elétrico, o qual é detectável pela observação de tensão zero no voltímetro digital do painel da fonte (normalmente, com a fonte ligada mas sem estar soldando, a tensão indicada está em torno de 6,0V). Estes problemas de falta de contato elétrico têm como uma das causas principais, a formação de escória sobre a peça ou na ponta do arame-eletrodo. No caso de não ocorrer contato elétrico, deve-se proceder uma adequada remoção da referida escória.
5.2.2 – Operação modo tensão: Para operar no modo tensão deve-se seguir a seguinte seqüência de teclas: ARCO SUBMERSO -> TENSÃO CTE e selecionar

13
- VARIÁVEIS
- INÍCIO: são as variáveis de abertura de arco; Vi = tensão na fase inicial; ti = tempo de duração da fase inicial; Va i = velocidade de arame da fase inicial. - SOLDAGEM: fase de solda. Vs = tensão de soldagem propriamente dita; Va = velocidade de arame da fase de soldagem.
- FIM: preenchimento de cratera. Vf = tensão na fase final; tf = tempo de duração da fase final; Va f = velocidade de arame da fase final.
- HAB. SOLDA. Esta opção habilita a soldagem, esperando apenas o toque no botão ATIVA/DESATIVA SOLDAGEM. Apresenta a seguinte mensagem: Solda habilitada. Aguardando disparo... [VOLTAR] desabilita soldagem.
ATENÇÃO! Antes de ativar a solda, para evitar problemas de falta de contato elétrico entre o arame-eletrodo e a peça, o que pode causar trancos no trator, deve-se fazer a aproximação do arame, através do botão “AVANÇO” no cabeçote arco submerso, até que haja o contato elétrico, o qual é detectável pela observação de tensão zero no voltímetro digital do painel da fonte (normalmente, com a fonte ligada mas sem estar soldando, a tensão indicada está em torno de 6,0V). Estes problemas de falta de contato elétrico têm como uma das causas principais, a formação de escória sobre a peça ou na ponta do arame-eletrodo. No caso de não ocorrer contato elétrico, deve-se proceder uma adequada remoção da referida escória. Todas as variáveis são mantidas mesmo após desligar a fonte. Portanto, se não houver necessidade de alterações todas as etapas podem ser saltadas, indo-se direto para a habilitação da solda. Considerando-se que as variáveis elétricas estão definidas, deve-se definir as condições de deslocamento da tocha. Ver o Manual de Operação do Cabeçote para Arco Submerso, que contém as informações necessárias. Com tudo definido pode-se partir para a soldagem, procurando-se as condições ideais através da alteração das variáveis.