módulos pré-fabricados de concreto auto-adensável para ... · 126 fci – fábrica de concreto...
TRANSCRIPT

FCI – Fábrica de Concreto Internacional – 6 | 2010 www.cpi-worldwide.com126
ELEMENTOS DE CONCRETO PRÉ-MOLDADO
Ricardo Alencar, Sika S. A., BrasilJosemar Marcon, Construtora BS, Brasil
Paulo Helene, Universität von Sao Paulo, Brasil
Quando se fala de produto de médiarenda, a competitividade vem pelo ‘marke-ting de produto’. Quando se ingressa nabaixa renda, muda-se para ‘engenharia deproduto’. De forma que, não adianta dotaro produto de uma variável emocional, senão for possível um produto competitivo(Rocha Lima, 2009). Ou seja, é preciso tersoluções competitivas para atuar neste mer-cado, de modo a viabilizarem moradiaseconômicas, de orçamento apertado.
Por isso, a escolha adequada da tecnolo-gia construtiva é decisiva. É preciso criarcondições para que aumentar a capacida-de de produção da moradia em escalaindustrial. Para isso, devem-se deixar osmétodos artesanais.
Para dar resposta a essa necessidade demercado, a BS Construtora desenvolveuum sistema construtivo próprio e inovadorpara a produção de unidades habitacio-nais no Brasil. O elemento básico do siste-ma é o módulo de concreto pré-fabricado,que constitui o próprio: quarto, sala, cozi-nha e banheiro da casa. Após a concreta-gem, os módulos são transportados até a
obra, montados sobre uma base plana(radier), onde recebem acabamento ecobertura industrializada (galvanizada oumetálica pintadas) com telhas cerâmicas.
É possível verificar algumas vantagensdesse sistema construtivo em relação aomais comum processo construtivo no país(tijolinho-por-tijolinho). Há um ganho emprodutividade com projetos padronizadoscom alto grau de repetitividade, a mão deobra é menor, a qualidade possível de seobter é maior, pois o uso de fôrmas metáli-cas, com grande precisão dimensional,pressupõe poucas improvisações em obra,além de que as fôrmas são reaproveitáveisvárias vezes, implicando em uma reduçãode desperdício em madeira e maior ganhoem sustentabilidade. Dessa forma, existe agrande oportunidade de mudar o paradig-ma de que “popular é ruim”.
Estudo de caso
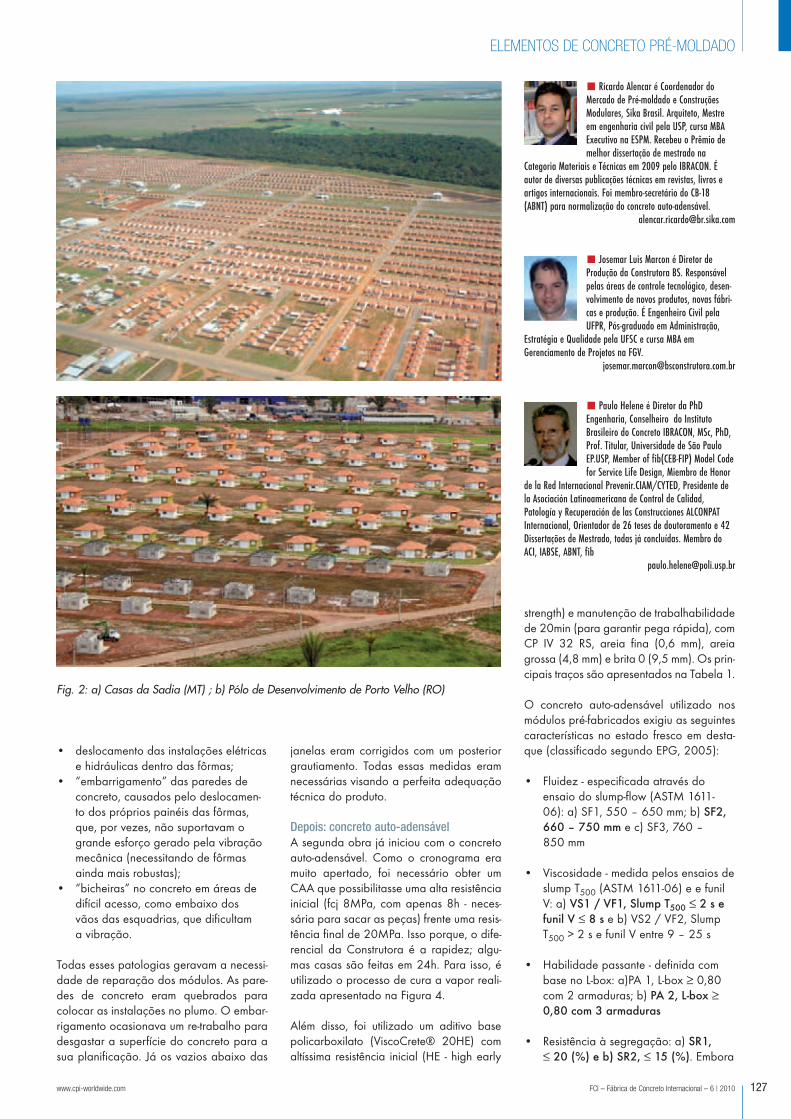
O primeiro projeto desenvolvido pela cons-trutora na linha habitacional foi o de 1500casas, em 2008, em Lucas do Rio Verde(MT), para abrigar os funcionários dafábrica da Sadia (Brasil Foods BRF) naregião. O desenvolvimento técnico mostroumaiores vantagens competitivas, mudandoo conceito do projeto de concreto fluído
para concreto auto-adensável, no finaldesta obra.
Em 2009, a empresa iniciou o ano com aconstrução de 1000 casas, com toda ainfra-estrutura, escola, posto de saúde, etc;para o Pólo de Desenvolvimento de PortoVelho. Este projeto não só ira dar casas paraos trabalhadores da Usina Hidrelétrica deJirau, em Porto Velho (RO), como tambémirá dar casas para os moradores locais queterão suas casas indenizadas e cujas condi-ções de vida são extremamente pobres. Elesirão se mudar de uma casa de lona parauma casa de concreto. Desta forma, esteprojeto dará uma contribuição para melho-rar suas condições de vida.
Antes: concreto fluídoForam verificados alguns problemas devidoao uso ineficaz do concreto convencionalpara este tipo de sistema construtivo, na pri-meira obra mencionada. Isso porque, paraobter uma adequada compactação do con-creto às fôrmas era necessário imprimir umagrande energia por meio de vibradoresmecânicos, mesmo utilizando concreto deslump 20cm (consistência fluída), pois os pai-néis das paredes são muito delgados (alturade 2,4m e de espessura entre 6-10cm); o quedificulta sobremaneira a moldagem. Conse-quentemente, não raro acontecia:
Módulos pré-fabricados de concreto auto-adensávelpara obras de habitação popular
Otimização do processo de fabricação na construção
Dos sistemas construtivos presentes no Brasil, o pré-fabricado tem mostrado agregar o mais alto nível de produtividade e qualidade final,pois o que acaba tornando a construção industrializada é montar a obra e não construir. Contudo, será que apenas usar pré-moldado é osuficiente? Sabe-se que é preciso que a mão de obra trabalhe em uma linha de montagem. Deve-se eliminar totalmente a imprevisibilida-de. Tudo deve ser sistematizado, controlado, padronizado e com menos desperdício. Neste sentido, o uso do concreto auto-adensável (CAA)tem contribuído para aumentar o nível de industrialização, eliminando alguns problemas decorrentes do processo tradicional de concreta-gem, conseqüentes da ineficiência da vibração mecânica. Dessa forma, é possível minimizar sobremaneira o re-trabalho em obra. Para ilus-trar isso, é apresentado um Case comparativo de duas obras da Construtora BS.
Fig. 1: a) desmoldagem do módulo; b) transporte até a obra; c) montagem da casa
• deslocamento das instalações elétricase hidráulicas dentro das fôrmas;
• “embarrigamento” das paredes deconcreto, causados pelo deslocamen-to dos próprios painéis das fôrmas,que, por vezes, não suportavam ogrande esforço gerado pela vibraçãomecânica (necessitando de fôrmasainda mais robustas);
• “bicheiras” no concreto em áreas dedifícil acesso, como embaixo dos vãos das esquadrias, que dificultam a vibração.
Todas esses patologias geravam a necessi-dade de reparação dos módulos. As pare-des de concreto eram quebrados paracolocar as instalações no plumo. O embar-rigamento ocasionava um re-trabalho paradesgastar a superfície do concreto para asua planificação. Já os vazios abaixo das
janelas eram corrigidos com um posteriorgrautiamento. Todas essas medidas eramnecessárias visando a perfeita adequaçãotécnica do produto.
Depois: concreto auto-adensávelA segunda obra já iniciou com o concretoauto-adensável. Como o cronograma eramuito apertado, foi necessário obter umCAA que possibilitasse uma alta resistênciainicial (fcj 8MPa, com apenas 8h - neces-sária para sacar as peças) frente uma resis-tência final de 20MPa. Isso porque, o dife-rencial da Construtora é a rapidez; algu-mas casas são feitas em 24h. Para isso, éutilizado o processo de cura a vapor reali-zada apresentado na Figura 4.
Além disso, foi utilizado um aditivo basepolicarboxilato (ViscoCrete® 20HE) comaltíssima resistência inicial (HE - high early
strength) e manutenção de trabalhabilidadede 20min (para garantir pega rápida), comCP IV 32 RS, areia fina (0,6 mm), areiagrossa (4,8 mm) e brita 0 (9,5 mm). Os prin-cipais traços são apresentados na Tabela 1.
O concreto auto-adensável utilizado nosmódulos pré-fabricados exigiu as seguintescaracterísticas no estado fresco em desta-que (classificado segundo EPG, 2005):
• Fluidez - especificada através doensaio do slump-flow (ASTM 1611-06): a) SF1, 550 – 650 mm; b) SF2,660 – 750 mm e c) SF3, 760 – 850 mm
• Viscosidade - medida pelos ensaios deslump T500 (ASTM 1611-06) e e funilV: a) VS1 / VF1, Slump T500 ≤ 2 s efunil V ≤ 8 s e b) VS2 / VF2, SlumpT500 > 2 s e funil V entre 9 – 25 s
• Habilidade passante - definida combase no L-box: a)PA 1, L-box ≥ 0,80com 2 armaduras; b) PA 2, L-box ≥0,80 com 3 armaduras
• Resistência à segregação: a) SR1, ≤ 20 (%) e b) SR2, ≤ 15 (%). Embora
www.cpi-worldwide.com FCI – Fábrica de Concreto Internacional – 6 | 2010 127
ELEMENTOS DE CONCRETO PRÉ-MOLDADO
Ricardo Alencar é Coordenador doMercado de Pré-moldado e ConstruçõesModulares, Sika Brasil. Arquiteto, Mestreem engenharia civil pela USP, cursa MBAExecutivo na ESPM. Recebeu o Prêmio demelhor dissertação de mestrado na
Categoria Materiais e Técnicas em 2009 pelo IBRACON. Éautor de diversas publicações técnicas em revistas, livros eartigos internacionais. Foi membro-secretário do CB-18(ABNT) para normalização do concreto auto-adensável.
Josemar Luis Marcon é Diretor deProdução da Construtora BS. Responsávelpelas áreas de controle tecnológico, desen-volvimento de novos produtos, novas fábri-cas e produção. É Engenheiro Civil pelaUFPR, Pós-graduado em Administração,
Estratégia e Qualidade pela UFSC e cursa MBA emGerenciamento de Projetos na FGV.
Paulo Helene é Diretor da PhDEngenharia, Conselheiro do InstitutoBrasileiro do Concreto IBRACON, MSc, PhD,Prof. Titular, Universidade de São PauloEP.USP, Member of fib(CEB-FIP) Model Codefor Service Life Design, Miembro de Honor
de la Red Internacional Prevenir.CIAM/CYTED, Presidente dela Asociación Latinoamericana de Control de Calidad,Patología y Recuperación de las Construcciones ALCONPATInternacional, Orientador de 26 teses de doutoramento e 42Dissertações de Mestrado, todas já concluídas. Membro doACI, IABSE, ABNT, fib
Fig. 2: a) Casas da Sadia (MT) ; b) Pólo de Desenvolvimento de Porto Velho (RO)
FCI – Fábrica de Concreto Internacional – 6 | 2010 www.cpi-worldwide.com128
ELEMENTOS DE CONCRETO PRÉ-MOLDADO
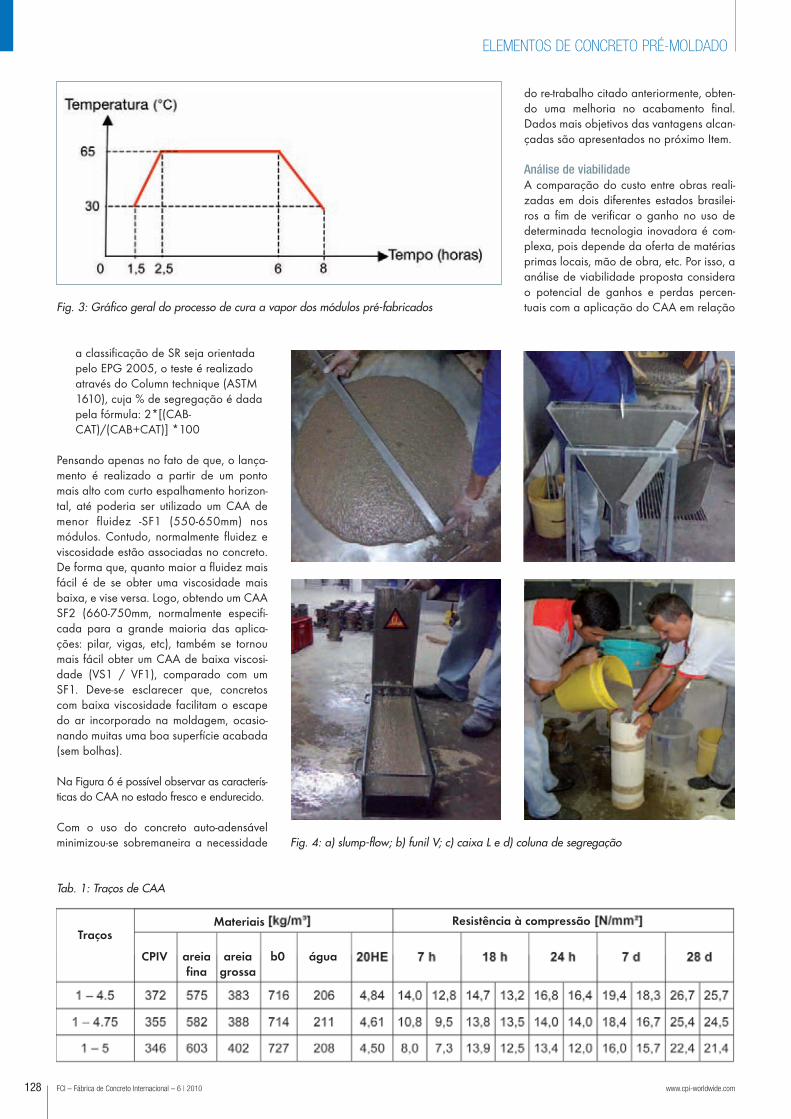
a classificação de SR seja orientadapelo EPG 2005, o teste é realizadoatravés do Column technique (ASTM1610), cuja % de segregação é dadapela fórmula: 2*[(CAB-CAT)/(CAB+CAT)] *100
Pensando apenas no fato de que, o lança-mento é realizado a partir de um pontomais alto com curto espalhamento horizon-tal, até poderia ser utilizado um CAA demenor fluidez -SF1 (550-650mm) nosmódulos. Contudo, normalmente fluidez eviscosidade estão associadas no concreto.De forma que, quanto maior a fluidez maisfácil é de se obter uma viscosidade maisbaixa, e vise versa. Logo, obtendo um CAASF2 (660-750mm, normalmente especifi-cada para a grande maioria das aplica-ções: pilar, vigas, etc), também se tornoumais fácil obter um CAA de baixa viscosi-dade (VS1 / VF1), comparado com umSF1. Deve-se esclarecer que, concretoscom baixa viscosidade facilitam o escapedo ar incorporado na moldagem, ocasio-nando muitas uma boa superfície acabada(sem bolhas).
Na Figura 6 é possível observar as caracterís-ticas do CAA no estado fresco e endurecido.
Com o uso do concreto auto-adensávelminimizou-se sobremaneira a necessidade
do re-trabalho citado anteriormente, obten-do uma melhoria no acabamento final.Dados mais objetivos das vantagens alcan-çadas são apresentados no próximo Item.
Análise de viabilidadeA comparação do custo entre obras reali-zadas em dois diferentes estados brasilei-ros a fim de verificar o ganho no uso dedeterminada tecnologia inovadora é com-plexa, pois depende da oferta de matériasprimas locais, mão de obra, etc. Por isso, aanálise de viabilidade proposta considerao potencial de ganhos e perdas percen-tuais com a aplicação do CAA em relaçãoFig. 3: Gráfico geral do processo de cura a vapor dos módulos pré-fabricados
Fig. 4: a) slump-flow; b) funil V; c) caixa L e d) coluna de segregação
Tab. 1: Traços de CAA
TraçosMateriais Resistência à compressão
CPIV areiafina
areiagrossa
b0 água


FCI – Fábrica de Concreto Internacional – 6 | 2010 www.cpi-worldwide.com130
ELEMENTOS DE CONCRETO PRÉ-MOLDADO
ao concreto fluído, na primeira fábrica(MT). Inclusive este estudo serviu de basepara a utilização do CAA na segundafábrica (RO).
Para isso, foram selecionados na Tabela 1alguns dos principais indicadores de custode produção, dentro da Etapa deConcretagem.
Com o concreto fluído eram necessáriostrês funcionários para concretagem decada módulo pré-fabricado, que alterna-vam funções para: abrir a caçamba, vibrare fazer o acabamento superficial do con-creto com régua metálica. Com o CAA sófoi necessário apenas dois.
Com a aplicação do CAA foi possível eli-minar a manutenção e energia elétricagasta com vibradores. O vibrador tem umavida útil de dois ou três meses sem manu-tenção. Para uma fábrica deste porte, énormal quebrar um equipamento por sema-na. Além disso, observa-se uma deprecia-ção do vibrador ao longo do tempo.
Devido ao excessivo desgaste das fôrmaspelo vibrador com o concreto fluído, obti-nha-se uma vida útil para as fôrmas de doismeses sem manutenção. No caso do CAAverifica-se pelo menos seis meses. A manu-tenção das fôrmas além de gerar um gastoconsiderável também gera uma improduti-vidade no período de reparo, aproximada-mente quatro dias, que equivale a deixarde concretar 8 módulos ou cerca de 24m³de concreto.
Além disso, devido a eliminação da etapade vibração, observa-se uma redução dotempo de concretagem de 25min paraapenas 10min substituindo o concreto fluí-do pelo CAA.
Por todos esses fatores percebe-se que,apesar de gerar um impacto inicial no $
Concreto, o uso do CAA acaba sendocompensado pela redução do custo finalde produção, que é o que interessa.
Cuidados na aplicação do CAAPara obter todas as vantagens apresenta-das são necessários alguns cuidadosespeciais com a aplicação do concretoauto-adensável. Todo lote de CAA deveser testado pelo slump-flow até confirma-ção das características requeridas. Esteteste também deve fazer parte do contro-le de produção.
O tempo de mistura do CAA pode ser umpouco maior comparado ao concreto con-vencional (cerca de 30%). Isso se deve aomaior conteúdo de argamassa e aditivosuperplastificante, que geram maior dificul-dade para a completa homogeneizaçãoda mistura.
Uma moldagem vertical e rápida podedificultar o escape do ar aprisionado,ainda mais em peças esbeltas. Por isso,recomenda-se que o CAA seja lançadoperfazendo movimentos circulares aoredor do módulo da fôrma, de modo acriar finas camadas de concreto e facili-tando o escape do ar aprisionado.
A vibração mecânica deve ser terminan-temente evitada, pois o uso do vibradorirá afetar a estabilidade da misturagerando uma segregação. A exceção sedá após uma pausa na concretagem, seo CAA perder as características de auto-adensabilidade.
O CAA é mais sensível que o concretocomum às variações das características físi-cas dos materiais, especialmente o conteú-do de umidade dos agregados. Por isso, aumidade dos agregados deve ser constan-temente monitorada (pelo menos 3X aodia) e o ajuste de dosagem deve ser pre-visto. A água em excesso, acaba causandoexsudação e segregação. Já uma reduzidaquantidade de água na mistura, em rela-ção ao que foi dosado, leva à diminuiçãono nível de auto-adensabilidade (Belohuby& Alencar, 2007).
Embora o CAA não danifique as fôrmas,como observado no concreto fluído (pelouso do vibrador), deve-se se basear nahipótese que a pressão exercida é aproxi-madamente igual à pressão hidrostática(Fava & Fornasier, 2004). Por isso, espe-cial atenção deve ser dada tanto aossuportes de amarração e a estanqueidadedas fôrmas, para não haver vazamento deconcreto por frestas.
Tab. 2: % de ganhos (+) e perdas (-) com a substituição do concreto fluído pelo CAA, emrelação aos indicadores de produção.
Indicadores ganhos (+) e perdas (-)
$ mão de obra de concretagem -33 %
$ manutenção de mangotes -100 %
$ concreto +24 %
$ energia elétrica -100 %
$ mão de obra para reparo das fôrmas -33 %
$ material para reparo das fôrmas -81 %
Volume de concreto produzido (m³) +20 %
$ total para cada m³ de concreto -10 %
Fig. 5: a) lançamento do CAA; b) desempe-no do concreto fresco; c) módulo de CAA

January 27-29, 2011 | Charlotte Convention Center | www.precast.org
THE ROAD TO RECOVERY RUNS THROUGH CHARLOTTE
Make your plans now to attend the most important annual event in the precast concrete industry. The Precast Show 2011 features the most
comprehensive precast-specific education and technical training anywhere, along with a trade show floor filled with experts displaying the
equipment, supplies and services required to run a 21st century precast business. If you’re ready to position your company for the future, you’ll
find everything you need at The Precast Show. There is no other venue that offers so many resources in one place at one time for one industry.
Talk With Equipment & Technology Experts Network With Precasters Learn New Financial & Management Techniques
Train Your Production Personnel Check Out the Latest Products Advance the Industry Get Ready for the Recovery
IF YOU’RE IN PRECAST, YOU NEED TO BE HERE! FIND OUT MORE AT: WWW.PRECAST.ORG
© Wollwerth | Dreamstime.com

a touch of respectFocus 2011
Sustainable Constructionrentalarea
demo area
earth-moving
quarrying
concrete
lifting
road
vehicles
drilling
components
sponsored by
28th International Triennial Earth-movingand Building Machinery Exhibition
ELEMENTOS DE CONCRETO PRÉ-MOLDADO
Referências
American Society for Testing and Materials (ASTM). Standard test for static segregation ofself-consolidating concrete using the column technique. C 1610. Philadelphia, 2006;
Standard test method for slump flow of self-consolidating concrete. C 1611. Philadelphia,2006;
Belohuby, M.; Alencar, R.S.A. Tecnologia do concreto pré-fabricado: Inovações e aplicação.In: Manual Munte de projetos em pré-fabricados de concreto. 2. ed., p. 511-531, 2007;
EPG – European Project Group (BIBM; Cembureau; ERMCO; EFCA; EFNARC). “The Europeanguidelines for self compacting concrete”. 63p., 2005;
Fava, C.; Fornasier, G. Hormigones autocompactantes. In: Hormigones especiales.Ed. Asociación Argentina de Tecnología del Hormigón, Santa Fe, p. 57-96, 2004;
Rocha Lima, João (coordenador do Núcleo Real Estate da Poli-USP) em entrevista para aRevista Construção Mercado: “Um novo mercado”, p. 14-16, Maio/2009;
Conclusão
O Case da Construtora BS é um caso típico de potencial de melho-ria no processo de produção que o uso do concreto auto-adensá-vel pode agregar. Embora, o custo do CAA seja mais alto que oconcreto fluído, a análise do custo de produção provou ser vanta-josa.A redução do re-trabalho em obra resultou da eliminação dos pro-blemas decorrentes do processo tradicional de vibração mecânica.Além disso, o CAA tem contribuído para obter um produto final demelhor qualidade. Confirmando assim a premissa inicial de que,não basta apenas usar pré-fabricado deve-se trabalhar tambémcom tecnologias racionalizadas a fim de reduzir desperdícios eaumentar o nível de industrialização da construção.
�
MAIS INFORMAÇÕES
Sika S.A.Av Dr Alberto Jackson Byington 1525 Vila Menck 06276-000 Osasco, BrasilT +55 11 36874600, F +55 11 [email protected], www.sika.com