módulo 3 apresentação e análise da fase 3 do apqp, seus...
TRANSCRIPT

Módulo 3Apresentação e análise da Fase 3 do APQP, seus elementos/atividades e
aplicações práticas
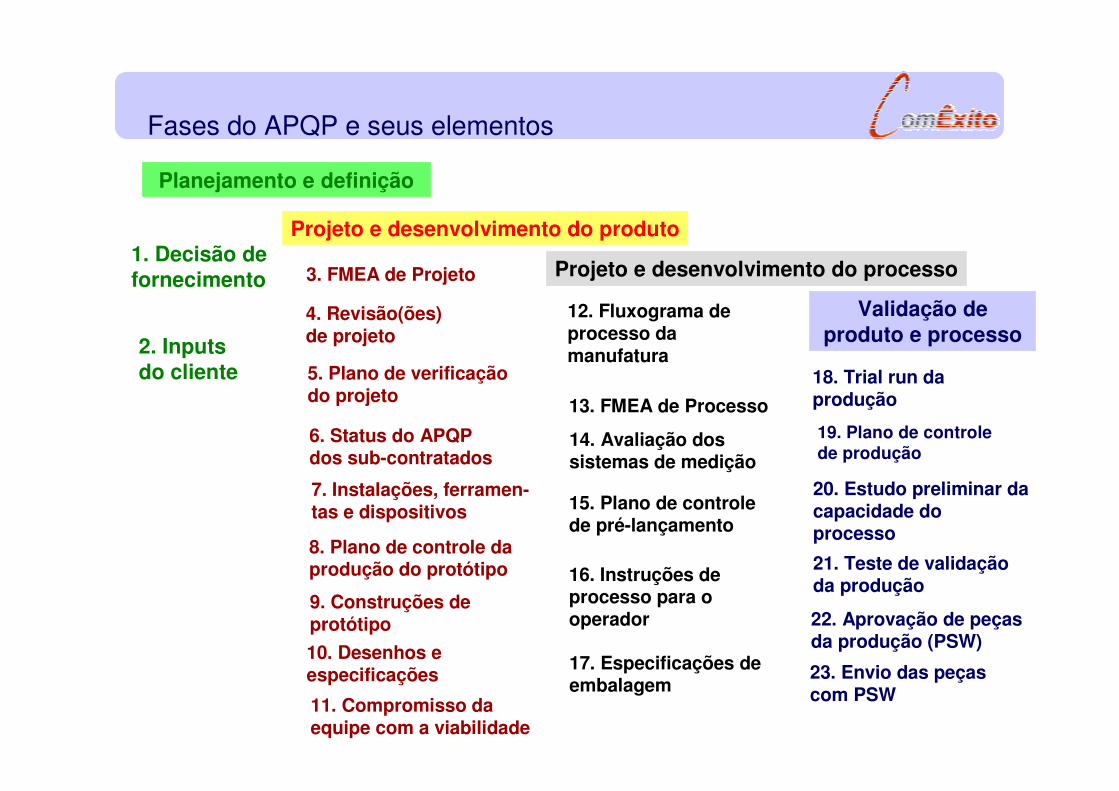
Fases do APQP e seus elementos
Planejamento e definição
Projeto e desenvolvimento do produto
Projeto e desenvolvimento do processo
Validação de produto e processo
1. Decisão de fornecimento
2. Inputs do cliente
3. FMEA de Projeto
4. Revisão(ões) de projeto
5. Plano de verificação do projeto
6. Status do APQP dos sub-contratados
7. Instalações, ferramen-tas e dispositivos
8. Plano de controle da produção do protótipo
9. Construções de protótipo
10. Desenhos e especificações
11. Compromisso da equipe com a viabilidade
12. Fluxograma de processo da manufatura
13. FMEA de Processo
14. Avaliação dos sistemas de medição
15. Plano de controle de pré-lançamento
16. Instruções de processo para o operador
17. Especificações de embalagem
23. Envio das peças com PSW
22. Aprovação de peças da produção (PSW)
21. Teste de validação da produção
20. Estudo preliminar da capacidade do processo
19. Plano de controle de produção
18. Trial run da produção
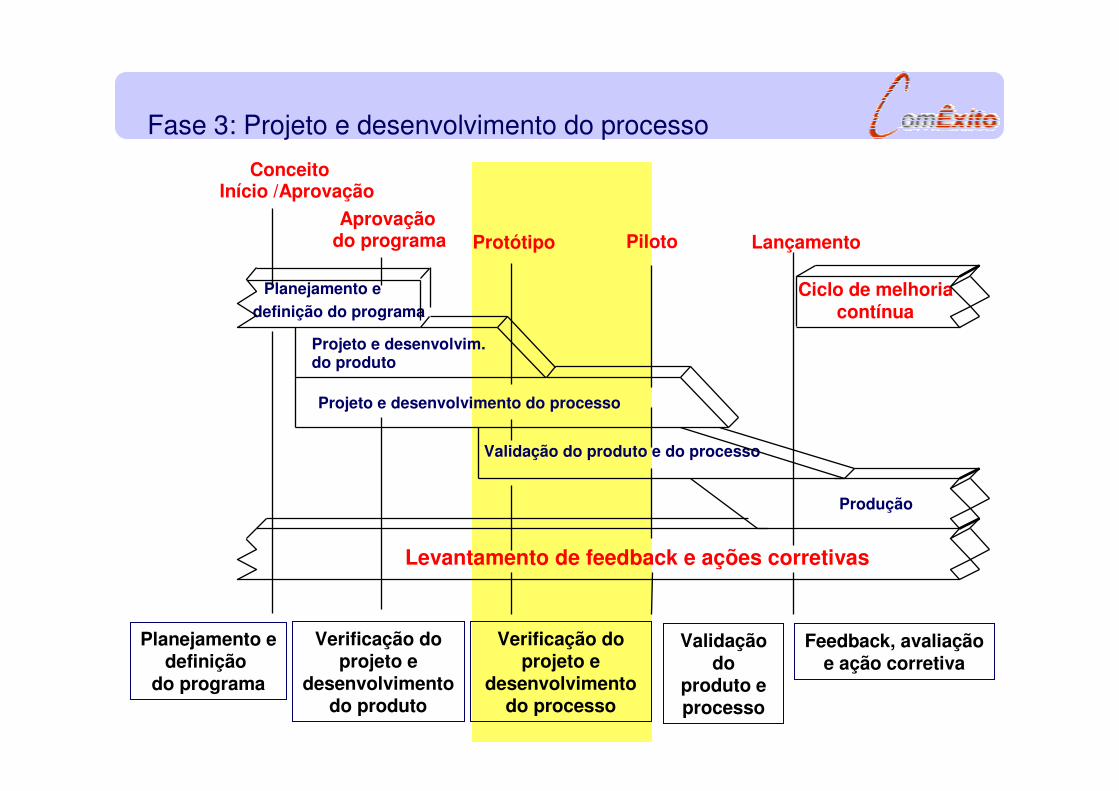
Projeto e desenvolvim.do produto
Planejamento e
definição do programa
Projeto e desenvolvimento do processo
Validação do produto e do processo
Produção
Levantamento de feedback e ações corretivas
Ciclo de melhoriacontínua
ConceitoInício /Aprovação
Aprovaçãodo programa Protótipo
Planejamento edefinição
do programa
Verificação doprojeto e
desenvolvimentodo produto
Verificação doprojeto e
desenvolvimentodo processo
Validação do
produto eprocesso
Feedback, avaliaçãoe ação corretiva
Piloto Lançamento
Fase 3: Projeto e desenvolvimento do processo
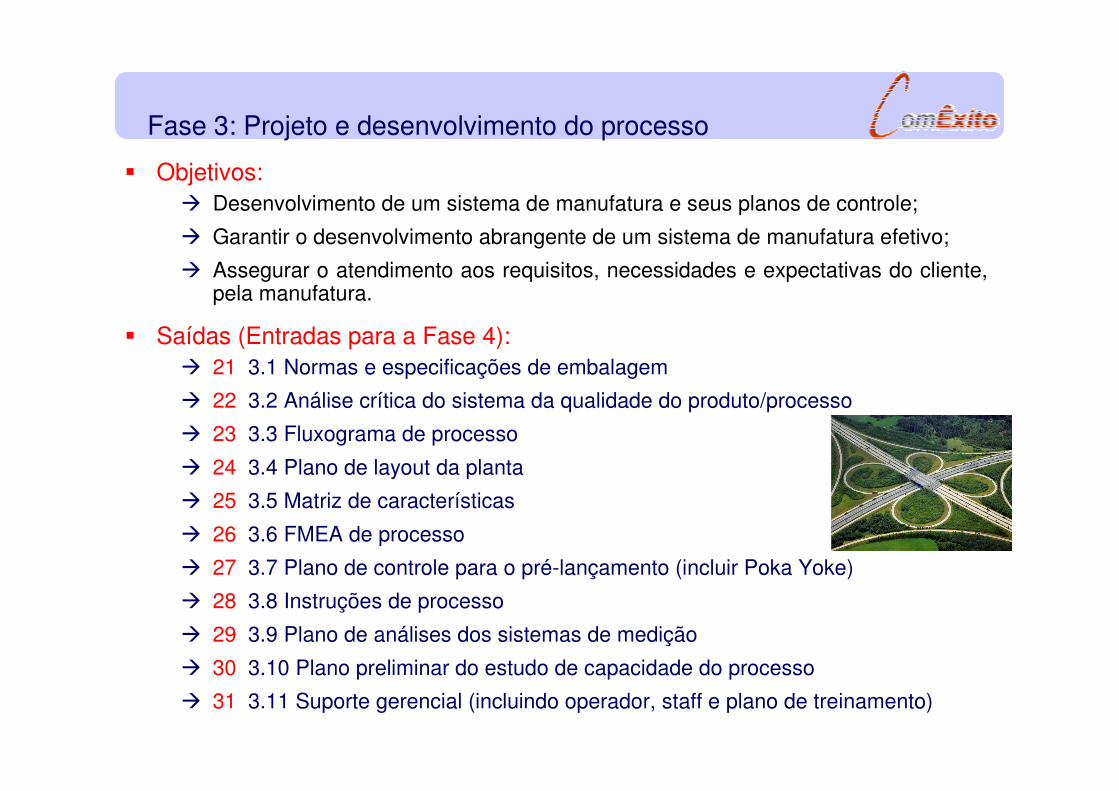
Fase 3: Projeto e desenvolvimento do processo
� Objetivos:� Desenvolvimento de um sistema de manufatura e seus planos de controle;
� Garantir o desenvolvimento abrangente de um sistema de manufatura efetivo;
� Assegurar o atendimento aos requisitos, necessidades e expectativas do cliente,pela manufatura.
� Saídas (Entradas para a Fase 4):� 21 3.1 Normas e especificações de embalagem
� 22 3.2 Análise crítica do sistema da qualidade do produto/processo
� 23 3.3 Fluxograma de processo
� 24 3.4 Plano de layout da planta
� 25 3.5 Matriz de características
� 26 3.6 FMEA de processo
� 27 3.7 Plano de controle para o pré-lançamento (incluir Poka Yoke)
� 28 3.8 Instruções de processo
� 29 3.9 Plano de análises dos sistemas de medição
� 30 3.10 Plano preliminar do estudo de capacidade do processo
� 31 3.11 Suporte gerencial (incluindo operador, staff e plano de treinamento)

Fluxograma de processo
OperaçãoInspeção
Armazenamento
Transporte
Agrega valor e custo Não agrega valor e agrega custo
Layoutde
fábrica
5S eGerenciamento
visual
Espera
Operação criando dois produtos idênticos (múltiplos fusos
ou cavidades)
Operação cominspeção
automática
Um operador atendendo várias
operações
Operação(seu nº deve estar dentro do círculo)
10

Fluxograma
Requisitos
de entrada
Execução
do produtoInspeção
OK
Não OKRetrabalho
Refugo
Aprovadas
Fábrica oculta
ELIMINAR!!!
Requisitos
de entrada
Execução
do produtoInspeção
OK
Não OKRetrabalho
Refugo
Aprovadas
Fábrica oculta
ELIMINAR!!!

Matriz de características - Exemplo
Etc
XPressão da mola
XOrientação da mola
XXLargura do encaixe
XXXXXXXXTolerâncias
XXXXXFolgas em geral
XComprimento do pino
XMaterial do pino
XMaterial da haste
XDiâmetro do furo
7555504540302010da peça
Operações do processoCaracterísticas
FMEA de processo (PFMEA)
�Assessorar a análise de um novo processo, de montagem ou fabricação.
�Aumentar a probabilidade de que todos os potenciais modos de falha e seus efeitos sejam considerados.
�Identificar as deficiências de processo, para prevenir ou reduzir sua ocorrência, ou melhorar sua detecção.
�Estabelecer prioridades para ações de melhoria do processo.
�Documentar o raciocínio das mudanças de projeto, para direcionar o desenvolvimento de futuras alterações do produto.
�Identificar características especiais, e ajudar na estruturação dos planos de controle.
Objetivos
Existe um Manual da TS, específico sobre FMEA

Modelo de trabalho para o PFMEA
Tomaração
O que podeser feito?
� Modificações no projeto do
processo
� Controles de processo
Detectar
Quão eficiente é
este método?
Com que freqüência ela ocorre?
Qual é o efeito?
Qual é a causa (s)?
Inspecionar
O que podedar errado?�Função não realizada�Função parcial�Função intermitente�Função degradada�Função exagerada
Qual é afunção?
Como isto pode ser detectado?
Qual a sua
gravidade?
Prevenir
Como isto podeser prevenido?
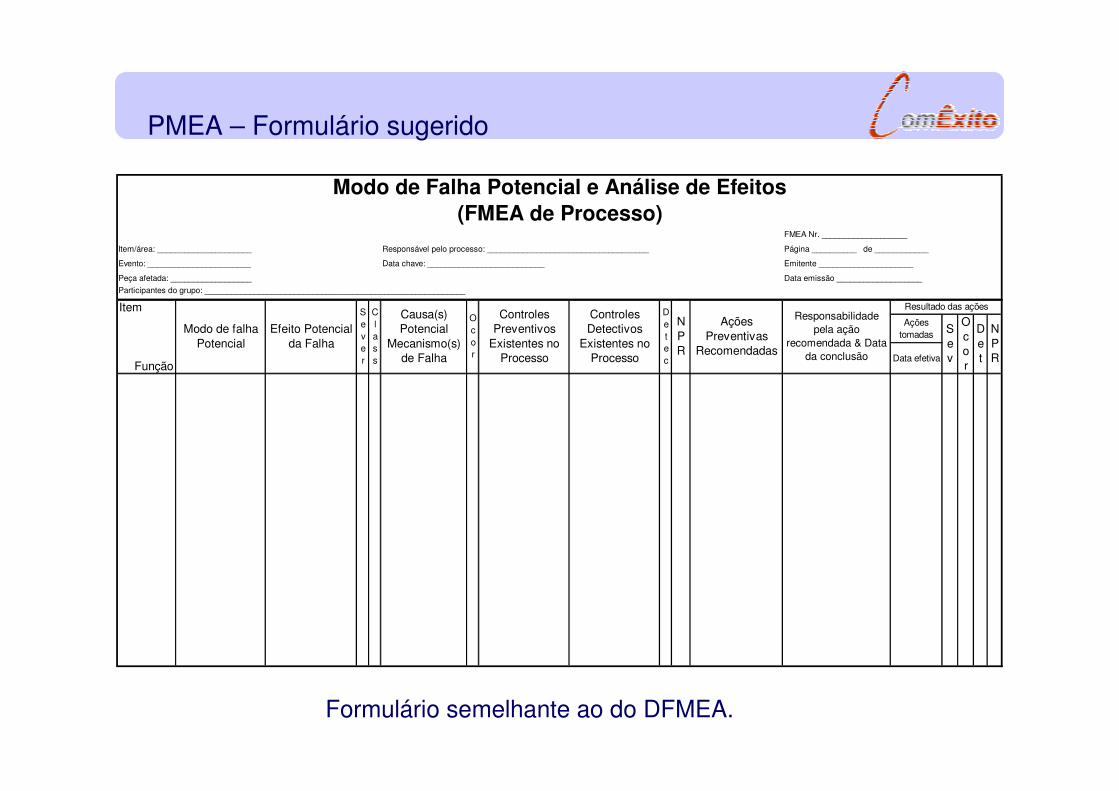
PMEA – Formulário sugerido
FMEA Nr. ___________________
Item/área: _____________________ Responsável pelo processo: ____________________________________ Página __________ de ____________
Evento: _______________________ Data chave: __________________________ Emitente _____________________
Peça afetada: __________________ Data emissão ___________________
Participantes do grupo: __________________________________________________________
Ações tomadas
FunçãoData efetiva
Responsabilidade pela ação
recomendada & Data da conclusão
Modo de Falha Potencial e Análise de Efeitos
(FMEA de Processo)
Controles Detectivos
Existentes no Processo
De t e c
N P R
Ações Preventivas
Recomendadas
ItemCausa(s) Potencial
Mecanismo(s) de Falha
O c o r
Controles Preventivos
Existentes no Processo
Modo de falha Potencial
Efeito Potencial da Falha
S e v e r
C l ass
Resultado das ações
S e v
O c o r
D e t
NPR
Formulário semelhante ao do DFMEA.
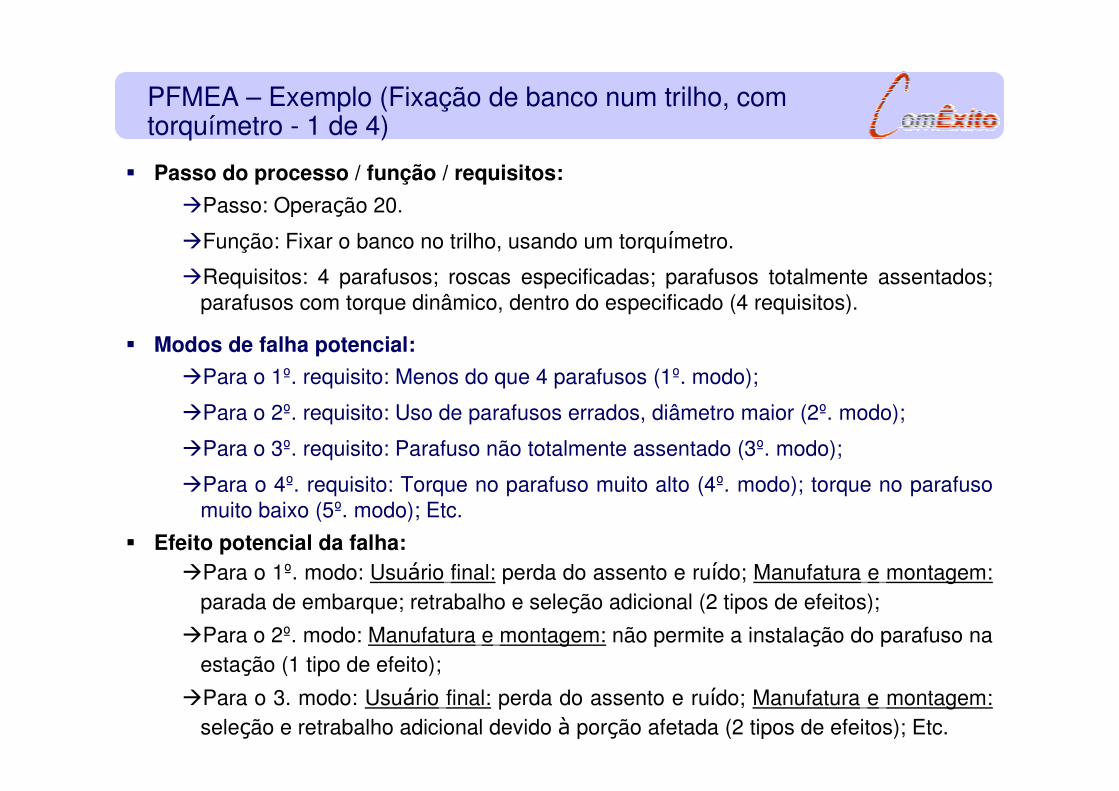
PFMEA – Exemplo (Fixação de banco num trilho, com torquímetro - 1 de 4)
� Passo do processo / função / requisitos:
�Passo: Operação 20.
�Função: Fixar o banco no trilho, usando um torquímetro.
�Requisitos: 4 parafusos; roscas especificadas; parafusos totalmente assentados;parafusos com torque dinâmico, dentro do especificado (4 requisitos).
� Modos de falha potencial:
�Para o 1º. requisito: Menos do que 4 parafusos (1º. modo);
�Para o 2º. requisito: Uso de parafusos errados, diâmetro maior (2º. modo);
�Para o 3º. requisito: Parafuso não totalmente assentado (3º. modo);
�Para o 4º. requisito: Torque no parafuso muito alto (4º. modo); torque no parafusomuito baixo (5º. modo); Etc.
� Efeito potencial da falha:
�Para o 1º. modo: Usuário final: perda do assento e ruído; Manufatura e montagem:parada de embarque; retrabalho e seleção adicional (2 tipos de efeitos);
�Para o 2º. modo: Manufatura e montagem: não permite a instalação do parafuso naestação (1 tipo de efeito);
�Para o 3. modo: Usuário final: perda do assento e ruído; Manufatura e montagem:seleção e retrabalho adicional devido à porção afetada (2 tipos de efeitos); Etc.

PFMEA – Exemplo (Fixação de banco num trilho, com torquímetro - 2 de 4)
� Severidade (exemplos, de acordo com tabela do Manual do FMEA):
�Efeito no cliente - Nota 10 (falha em atender aos requisitos de segurança e legais):Modo de falha potencial afeta a segurança na operação do veículo e/ou envolvenão-conformidade com a legislação governamental, sem aviso prévio;
�No processo - Nota 6 (interrupção moderada): 100% da produção pode serretrabalhada, fora da linha, e serem aceitas; Etc.
� Classificação (exemplo):
�Característica especial, sempre que a severidade for 9 ou 10 (engenheiroresponsável pelo projeto deveria ser notificado, desde que isto possa afetar osdocumentos de engenharia; Etc.
� Causa potencial / mecanismo de falha (exemplos):
�Para o 3º. modo: A porca não fica perpendicular à superfície de trabalho, pelooperador (1ª. causa);
�Para o 4º. modo: O ajuste é muito alto, executado por pessoal não autorizado (2ª.causa); O ajuste é muito alto, executado pelo pessoal de setup (3ª. causa); Etc.
� Ocorrência (exemplos, de acordo com a tabela do Manual do FMEA):
�Nota 10: Probabilidade de falha é muito alta (≥ 100/1000);
�Nota 6: Probabilidade de falha moderada (0,5/1000); Etc.

PFMEA – Exemplo (Fixação de banco num trilho, com torquímetro - 3 de 4)
� Controles existentes, de prevenção e de detecção:
�Controle detectivo (exemplos):
• Para a 2ª. causa: Painel com controle por senha, onde só o pessoal de setuptem acesso (1º. controle detectivo);
• Para a 3ª. causa: Treinamento do pessoal de setup (2º. controle detectivo);Ajuste adicionado ao procedimento de setup (3º. controle detectivo); Etc.
�Controle preventivo (exemplos):
• Para a 1ª. causa: Sensor de ângulo incluído na porca, para detectar a roscacruzada, não permitindo que a peça se mova até que o valor de fixação sejaatingido (1º. controle preventivo);
• Para a 2ª. e 3ª. causas: Validação do torque incluída no procedimento desetup, para validar o ajuste antes da produção (2º. controle preventivo); Etc.
� Detecção (exemplos, de acordo com tabela do Manual do FMEA):
�Nota 9: Não é passível de detecção, em qualquer estágio. Modo de falha e/ou erro(causa) não é facilmente detectado, por exemplo com auditorias aleatórias(probabilidade de detecção muito remota);
�Nota 7: Detecção do erro e/ou prevenção do problema. A detecção do erro (causa),na estação, por controles automáticos, que detectarão o erro e prevenirão que apeça discrepante seja feita (probabilidade de detecção muito alta); Etc.

PFMEA – Exemplo (Fixação de banco num trilho, com torquímetro - 4 de 4)
� NPR:
�Mesmo critério do DFMEA;�Exemplo: Sev = 7, Ocor = 4, Detec = 4, então NPR = 112.
�Obs.: O uso de uma nota de corte de NPR, não é recomendado para a priorizaçãoda necessidade de ações; aplicando-a, assume-se que o NPR é uma medição derelativo risco (não freqüente) e que melhorias contínuas não são requeridas (são).
� Classificação:
�Características críticas ou de segurança: ∇
�Características significativas: S
� Ações preventivas recomendadas (exemplos):
�Índice de severidade alto: Somente alterações de projeto ou processo,desaparecendo com o modo de falha;
�Índice de ocorrência alto: Remover ou controlar, uma ou mais das causas do modode falha;
�Índice de detecção alto: DOE (Delineamento de experimentos).
� Responsável pela ação e data da conclusão: Para cada ação, estabelecer umresponsável e uma estimativa de data de conclusão (igual ao DFMEA).
� Resultados da ação: Monitoramento/follow up, das ações recomendadas, nas datas.
� Severidade, Ocorrência, Detecção e NPR: Envolve recálculos dos índices deseveridade, ocorrência e detecção, após as ações implantadas, obtendo novo NPR(espera-se que tenha diminuído).
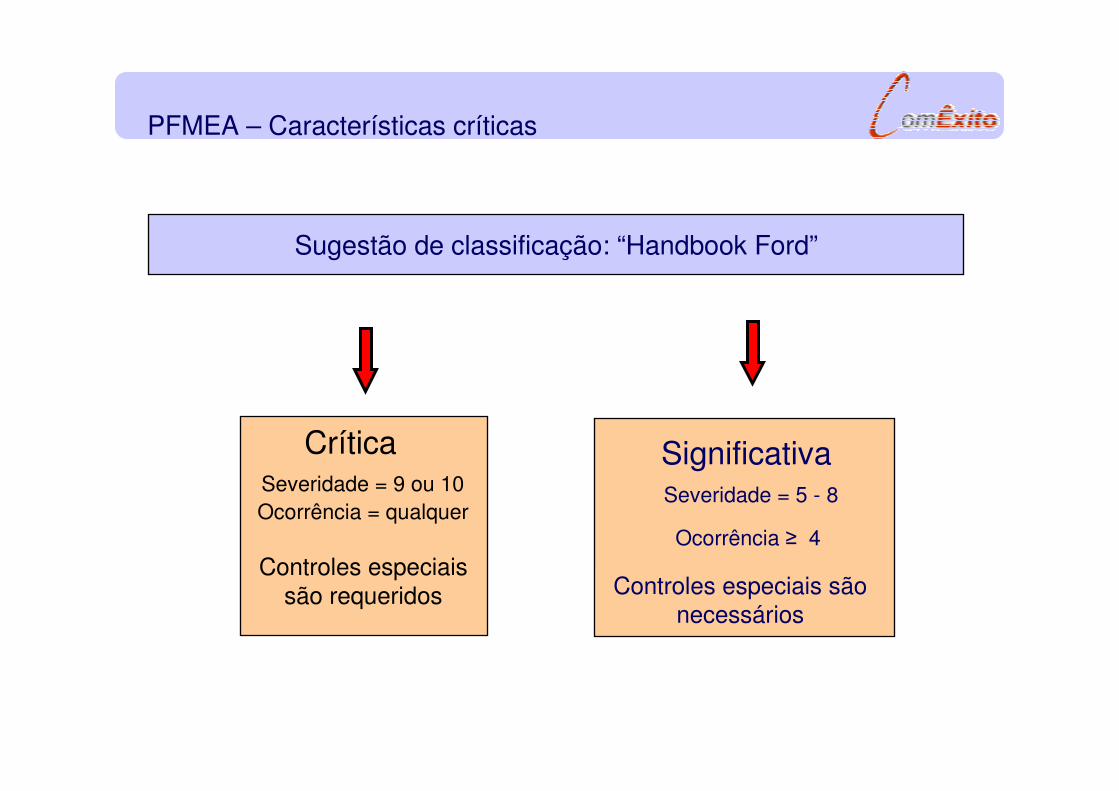
PFMEA – Características críticas
Sugestão de classificação: “Handbook Ford”
CríticaSeveridade = 9 ou 10Ocorrência = qualquer
Controles especiais são requeridos
SignificativaSeveridade = 5 - 8
Ocorrência ≥ 4
Controles especiais são necessários

Plano de avaliação do sistema de medição
Decisão
Cep
Setup
Liberaçãoda máquina
Coleta de dados
Qualidadedos
dados
Sistema demedição
Equipamentode medição
Operador+=
Existem influências, também, do método de medição, do padrão usado e das condições ambientais.

Plano de avaliação do sistema de medição
Repetitividade Reprodutibilidade
EstabilidadeLinearidade
Estabilidade
2a data
1a data
Ferramenta: MSA = Análise do sistema de medição (Manual específico da TS)
Descentralização (tendência)
Descentralização
Valor de referência
Dispersão (R&R)
Localização
Reprodutibilidade
Operador A
Operador B
Operador C
ref.
Repetitividade
Descent. menor
Valor de ref
Descent. maior
1o Valor médio
observado
2o Valor médio
observado
Valor de ref
Valor de ref
Valor de ref
Valor de ref
MSA – Tipos de estudos
� Um estudo de MSA, de acordo com o Manual do MSA, parte integrante da TS 16949,existem 2 tipos de estudo (vide slide anterior):
�Análise de localização, usada na calibração do instrumento, que envolve 3 tiposde ensaios: Tendência, Estabilidade e Linearidade.
�Análise de dispersão, vide fluxo do próximo slide, usada para conhecer adispersão (variação) do sistema de medição, conhecida como estudo do R&R(repetitividade e reprodutibilidade), que envolve 3 tipos de ensaios: Método daamplitude (mais rápido, mas menos preciso), Método da média e da amplitude(mais usado) e Método da ANOVA (análise da variância), de maior precisão, masde cálculo mais complexo.
� Nesses estudos, faz-se a medição de uma característica de uma amostra de peças,por alguns operadores, com repetição ou não da medição.
� Para cada estudo, existem critérios para aprovação de uso do sistema de medição(envolve o instrumento + operador, além das condições ambientais, do método demedição e do padrão usado).
� Especificamente para o R&R, deve-se usar: ≥ 6 peças, ≥ 2 operadores e ≥ 2 repetiçõespor operador. Os critérios usados são: R&R < 10% = sistema de medição aprovado,sempre); 10 ≤ R&R ≤ 30% = sistema pode ser usado, para medições não críticas(precisa estar indicado no Plano de Controle do FMEA); R&R > 30% = sistemareprovado, devendo o instrumento passar por manutenção/calibração.

MSA – Fluxograma para R&R (repetitividade e reprodutibilidade)
Análise gráficaMétodo da média e
amplitude ou ANOVA (longo)
Sim
Sim
Sim
Sim
(método curto)
Sim
As mediçõespodem serrepetidas?
As mediçõespodem ser obtidasaleatoriamente?
Existem maisde 300 peças disponíveis
para teste?
Não
Não
Fora do escopo doManual. Apêndice:
recomendações, bibliografiae textos de referência
Instrumentode medição para
variáveis?
Não
Estudo do dispositivopor atributo
(método curto)
Instrumentode medição para
variáveis?
Método daamplitude
Não
Estádisponível uma análise
ao longo dotempo?
NãoEstudo do
dispositivo por atributo
(método longo)
Não
Sim
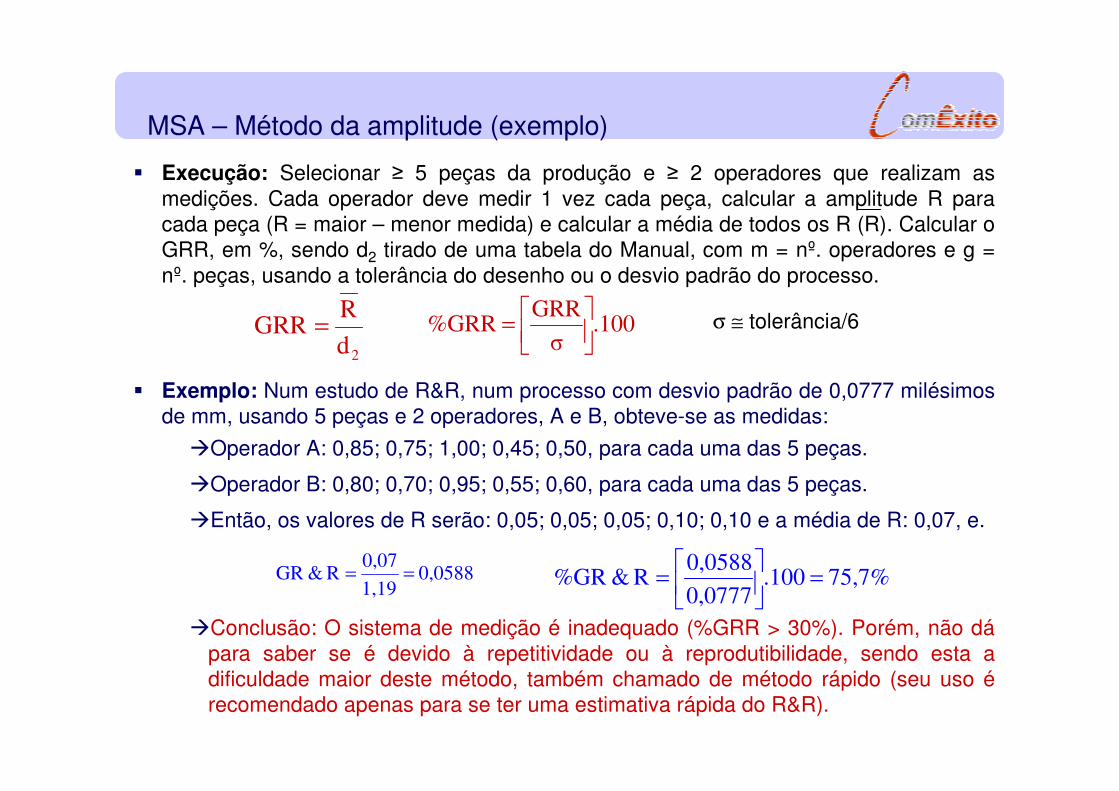
MSA – Método da amplitude (exemplo)
� Execução: Selecionar ≥ 5 peças da produção e ≥ 2 operadores que realizam asmedições. Cada operador deve medir 1 vez cada peça, calcular a amplitude R paracada peça (R = maior – menor medida) e calcular a média de todos os R (R). Calcular oGRR, em %, sendo d2 tirado de uma tabela do Manual, com m = nº. operadores e g =nº. peças, usando a tolerância do desenho ou o desvio padrão do processo.
� Exemplo: Num estudo de R&R, num processo com desvio padrão de 0,0777 milésimosde mm, usando 5 peças e 2 operadores, A e B, obteve-se as medidas:
�Operador A: 0,85; 0,75; 1,00; 0,45; 0,50, para cada uma das 5 peças.
�Operador B: 0,80; 0,70; 0,95; 0,55; 0,60, para cada uma das 5 peças.
�Então, os valores de R serão: 0,05; 0,05; 0,05; 0,10; 0,10 e a média de R: 0,07, e.
�Conclusão: O sistema de medição é inadequado (%GRR > 30%). Porém, não dápara saber se é devido à repetitividade ou à reprodutibilidade, sendo esta adificuldade maior deste método, também chamado de método rápido (seu uso érecomendado apenas para se ter uma estimativa rápida do R&R).
2d
RGRR = .100
σ
GRR%GRR
=
75,7%.1000,0777
0,0588R&%GR =
=
σ ≅ tolerância/6
0,05881,19
0,07R&GR ==
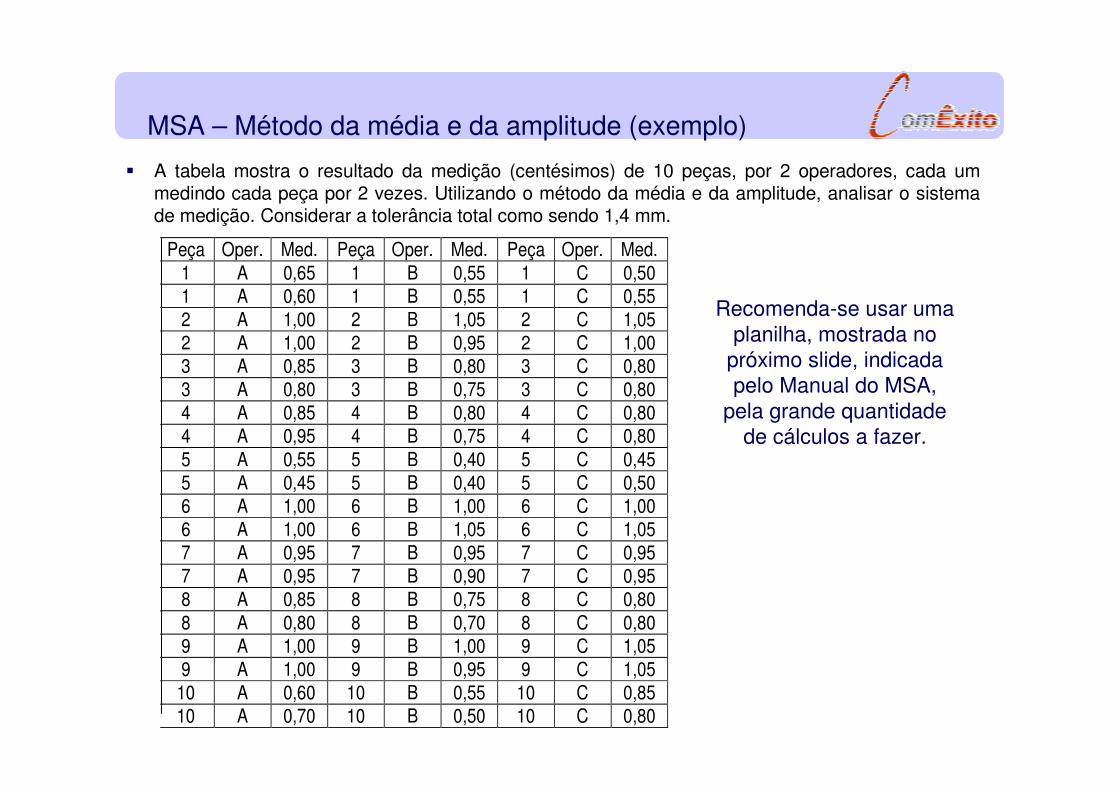
MSA – Método da média e da amplitude (exemplo)
� A tabela mostra o resultado da medição (centésimos) de 10 peças, por 2 operadores, cada ummedindo cada peça por 2 vezes. Utilizando o método da média e da amplitude, analisar o sistemade medição. Considerar a tolerância total como sendo 1,4 mm.
Peça Oper. Med. Peça Oper. Med. Peça Oper. Med. 1 A 0,65 1 B 0,55 1 C 0,50 1 A 0,60 1 B 0,55 1 C 0,55 2 A 1,00 2 B 1,05 2 C 1,05 2 A 1,00 2 B 0,95 2 C 1,00 3 A 0,85 3 B 0,80 3 C 0,80 3 A 0,80 3 B 0,75 3 C 0,80 4 A 0,85 4 B 0,80 4 C 0,80 4 A 0,95 4 B 0,75 4 C 0,80 5 A 0,55 5 B 0,40 5 C 0,45 5 A 0,45 5 B 0,40 5 C 0,50 6 A 1,00 6 B 1,00 6 C 1,00 6 A 1,00 6 B 1,05 6 C 1,05 7 A 0,95 7 B 0,95 7 C 0,95 7 A 0,95 7 B 0,90 7 C 0,95 8 A 0,85 8 B 0,75 8 C 0,80 8 A 0,80 8 B 0,70 8 C 0,80 9 A 1,00 9 B 1,00 9 C 1,05 9 A 1,00 9 B 0,95 9 C 1,05
10 A 0,60 10 B 0,55 10 C 0,85 10 A 0,70 10 B 0,50 10 C 0,80
Recomenda-se usar uma planilha, mostrada no
próximo slide, indicada pelo Manual do MSA,
pela grande quantidade de cálculos a fazer.

Planilha do R&R (parte 1)
Passo 3: planilha efetua todos os cálculos de média e amplitude, e joga os resultados na parte 2 (próximo slide).
Passo 1: indicar: nº peças, nºoperadores, nº repetições e
tolerância
Passo 2: digitar todas as medições feitas

Planilha do R&R (parte 2)
Esta parte da planilha efetua todos os cálculos exigidos pelo Manual (dados brutos, do lado esquerdo e percentuais, do lado direito). Esses cálculos percentuais podem ser feitos, indicados e analisados (parte inferior) das 2 maneiras recomendadas: tendo como base a tolerância indicada, ou a variação total (VT).
% VE = variação do equipamento (repetitividade)
% VO = variação do operador (reprodutibilidade)
% R&R = resultado final, auditável
% VP = variação da peça
NDC = discriminação (auditável), que deve ser ≥ 5
Resultados e análisesResultados brutos

Cálculos do exemplo (parte 1)
Dados iniciais
Dados medidos, por operador (foram 3), por repetição (foram 2)

Cálculos do exemplo (parte 2)
�Como os resultados do %R&R deram entre 10 e 30%, o sistema de medição utilizadosó é válido para características não críticas.
�Como o resultado de NDC deu acima de 5, está aprovada a discriminação.
�A repetitividade variou mais que a reprodutibilidade (18,72% x 16,78%, para VT)..

ANOVA - Exemplo de R&R, no Minitab
Part-to-PartReprodRepeatGage R&R
100
50
0
Perc
entu
al
% VT
% Tolerância
0,10
0,05
0,00Am
plitu
de am
ostral
_R=0,0383
LSC=0,1252
LIC=0
A B C
1,00
0,75
0,50Média am
ostral
__X=0,8075LSC=0,8796
LIC=0,7354
A B C
98765432101
1,00
0,75
0,50
Peça
CBA
1,00
0,75
0,50
Operador
98765432101
1,00
0,75
0,50
PeçaMédia
A
B
C
oper
Nome do instrumento: Relógio comparador EQ 22
Data do estudo: 10/04/09
Reportado por: A ndré
Tolerance: 1,4 centésimos
O utros: Estudo para A PQ P
Componentes da variação
Carta das amplitudes por operador
Carta das médias po operador
Medida por peça
Medida por operador
Interação perador/peça
R&R (ANOVA) para Medida
Resultados
Cartas do CEP
Percebe-se que os cálculos feitos no software Minitab, além de serem mais precisos, fornecem outras informações úteis.

Plano de controle do pré-lançamento
Plano de controle dopré-lançamento
Plano de controle do protótipo
Fluxograma FMEA de processo MSA
Experiência

Requisitos do Sistema de Gestão da Qualidade ISO/TS 16949 (1)
Anexo A Plano de Controle
1. Fases do plano de controle - O plano de controle deve cobrir 3 diferentes fases:
a) Protótipo: descrições das medições dimensionais, testes de performance e material, que deverão ser realizados durante a construção do protótipo. O fornecedor deve ter plano de controle de protótipo, caso requerido pelo cliente.
b) Pré-lançamento: descrição das medições dimensionais, e testes de performance e material, que deverão ser realizados após a construção do protótipo e antes da produção.
c) Produção: documentação das características do produto/processo, do controle de processo, de testes e do sistema de medição do processo de produção em massa.
Cada peça deve ter um plano de controle. Em muitos casos, um plano de controle pode cobrir várias peças similares produzidas, através de processos comuns. Plano de controle é uma saída do planejamento da qualidade.
(continua)

Requisitos do Sistema de Gestão da Qualidade ISO/TS 16949 (2)
Anexo A Plano de Controle
2. Elementos do plano de controle - O fornecedor deve desenvolver um plano de controle, que inclua, pelo menos:
a) Dados gerais:� Número do plano de controle;� Data de emissão e revisão, se houver;� Informações do cliente (consultar requisitos do cliente);� Nome do fornecedor/planta;� Número(s) da(s) peça(s);� Nome e descrição da peça;� Nível de revisão de engenharia;� Fase abrangida (protótipo, pré-lançamento, produção);� Contato principal;� Número da peça/processo;� Nome do processo/descrição da operação.
b) Controle do produto:�Características especiais relacionadas ao produto;�Outras características para controle (número, produto, processo);�Especificação/tolerância.

Requisitos do Sistema de Gestão da Qualidade ISO/TS 16949 (3)
2. Elementos do plano de controle (continuação)
c) Controle de processo:� Parâmetros do processo;
� Características especiais relacionadas ao processo;
� Máquinas, dispositivos, suportes, ferramentas para manufatura.
d) Métodos:� Técnicas de avaliação/medição;
� Abordagem à prova de erros;
� Tamanho e freqüência da amostra;
� Método de controle.
e) Plano de Reação e Ações Corretivas:� Plano de reação (incluso ou referenciado);
� Ação corretiva.

Plano de controle (PC) - Exemplo
�Cabeçalho: Tipo de PC (protótipo, pré-lançamento, produção), com seu número e datas, dados da peça (código, nome), equipe, aprovações, etc.
�Colunas:
�Código da peça/processo; Nome do processo; Máquina/dispositivo;
�Características: Número; Produto; Processo; Classificação;
�Métodos: Especificação; Técnica de medição; Amostra; Método controle;
�Plano de reação.

Instruções de processo para o operador
Operação / Inspeção / Setup
�Recomenda-se que essas instruções sempre sejam feitas porescrito, com textos de fácil leitura e simplicidade, com a participaçãodos próprios usuários, e estejam em locais de fácil acesso.
�É possível utilizar “lições de ponto único”, na sua elaboração.

Especificações para embalagem
Informações adicionais: ver requisitos específicos de cada cliente.
Embalagens retornáveis
Fábrica do
cliente
Fábrica do fornecedor
Assegurar que o desempenho e características do produto irão permanecer os mesmos durante a embalagem, o transporte e o desembalamento.

Fim do Módulo 3