modelagem matemática do processo de evaporação multi ... et al.pdf · a eficiência desse...
TRANSCRIPT

III Encontro Paranaense de Engenharia e Ciência
Toledo – Paraná, 28 a 30 de Outubro de 2013
Anais do III Encontro Paranaense de Engenharia e Ciência – 28 a 30 de Outubro de 2013 – Toledo–PR
144
Modelagem Matemática do processo de Evaporação Multi-efeito de
Licor Negro na Indústria de Papel e Celulose
Rafael L. S. Canevesi1*
, Cristiano L. Diel2, Carlos E. Borba
3, Fernando Palú
3. Edson A. da Silva
3
(1) Mestrando do programa de Pós-Graduação em Engenharia Química. Universidade Estadual do Oeste
do Paraná – UNIOESTE, Campus Toledo-PR. [email protected]
(2) Engenheiro Químico da Klabin Papéis Monte Alegre. Telemaco Borba - PR.
(3) Professor do programa de Pós-Graduação em Engenharia Química. Universidade Estadual do Oeste do Paraná – UNIOESTE, Campus Toledo-PR.
Resumo: O processo de evaporação é amplamente empregado em indústria de diversos setores, entre eles destaca-se
o setor de papel e celulose. O emprego de modelos fenomenológicos e estatísticos consiste numa poderosa ferramenta utilizada na otimização de processos industriais. Dessa forma, o presente trabalho tem como principal
objetivo representar o processo de evaporação na indústria de papel em regime permanente por meio de um modelo
fenomenológico e posteriormente empregar metodologias estatísticas para elaboração de um modelo empírico, como
também, avaliar a influencia de variáveis como temperatura do ultimo evaporador, vazão, composição e temperatura
de alimentação, razão entre as alimentações de vapor vivo, temperaturas do vapor vivo no consumo de vapor e na
composição final. Os resultados obtidos mostraram que o consumo de vapor tem influencia somente da vazão de
entrada de licor, enquanto a composição na saída sofre influencia das variáveis temperatura do ultimo efeito, vazão e
composição de alimentação e a temperatura do vapor vivo empregado.
Palavras – Chave: modelo fenomenológico, delineamento composto central rotacional, planejamento experimental
Plackett-Burman, licor negro
INTRODUÇÃO
O processo de evaporação é empregado
em diversões segmentos da indústria, como
a indústria de papel, açúcar e álcool,
farmacêuticas, cloro, laticínios entre outros
setores (BHARGAVA et al, 2008).
Na indústria de papel e celulose
normalmente emprega-se evaporadores do
tipo casco tubo, empregando sistemas de
evaporação em múltiplos efeitos (EMPIE,
2009).
Em uma planta de evaporação de
múltiplos efeitos o vapor produzido pela
primeira unidade evaporadora é utilizado em
uma unidade posterior, tornando dessa forma
o consumo de vapor menor que a utilização
de um único efeito (MCCABE et al, 1993).
O setor de evaporação é responsável pelo
consumo de uma parte significativa da
energia demandada pela indústria. Dessa
forma, qualquer alteração que vise aumentar
a eficiência desse processo é de grande
interesse industrial (KHANAM e
MOHANTY, 2011).
Assim, a utilização de modelos
matemáticos para a obtenção de condições
de operação que favoreçam a redução do
consumo de energia consiste em uma
alternativa largamente empregada
(BHARGAVA et al 2008).
Os modelos matemáticos empregados para
estes processos consistem em sistemas de
equações não lineares levando em conta as
condições de alimentação, vapor e estrutura.
Na literatura existem diverso modelos
matemáticos para conjuntos de evaporação,
como os propostos por Agarwal et al (2004),
Miranda e Simpsom (2005) e Bhargava et al
(2008).
Dessa forma, o presente trabalho tem
como objetivo a elaboração de um modelo
fenomenológico para o processo de
evaporação multiefeito, posteriormente
empregando analises estatísticas (Plackett-
Burman, delineamento composto central

III Encontro Paranaense de Engenharia e Ciência
Toledo – Paraná, 28 a 30 de Outubro de 2013
Anais do III Encontro Paranaense de Engenharia e Ciência – 28 a 30 de Outubro de 2013 – Toledo–PR
145
Rotacional e analise de superfície de
resposta) para analisar a influencia das
variáveis do processo nas respostas do
modelo.
MODELAGEM MATEMATICA
O modelo matemático foi desenvolvido
para o sistema de evaporação apresentado na
Figura 1, o fluxo de licor é contracorrente e
alimentação de vapor vivo no primeiro e
segundo efeito. Os fluxo de licor e
condensado são submetidos a expansão flash
para a geração de uma quantidade de vapor
adicional.
Fonte:Adaptado de Bhargava et al (2008)
Figura 1. Fluxograma do processo estudado por Bhargava et al (2008)
As variáveis de entrada do modelo
matemático, juntamente com os valores
empregados utilizados por Bhargava et al
(2008) são apresentados na Tabela 1.
Tabela 1. Paramentos de entrada do modelo
propostos por Bhargava et al (2008).5
Parâmetros Valor Unidade
Temp. Ultimo Efeito 325 K
Alimentação de Licor 15.6 kg/s
Composição de Alimentação 0.118 -
Temperatura de Alimentação 337.9 K
Razão das vazões de vapor vivo 0.352 -
Temperatura do vapor vivo
Evaporador 1 413 K
Evaporador 2 420 K
Áreas de Troca Térmica
Evaporadores 1 e 2 540 m²
Evaporadores 3 a 6 660 m²
Evaporado 7 690 m²
O modelo tem como resposta todas as
temperaturas e pressões de operação dos
efeitos e unidades de flash, temperaturas,
vazões, composições dos fluxos de licor,
bem como todas as temperaturas e vazões
dos fluxos de condenado e vapor.
Modelo matemático genérico para um
evaporador O balanço de massa global para o i-ésimo
evaporador é representado matematicamente
pela Equação (01)
0 iii VSLSLE (01)
Onde LEi e LSi são as vazões de Licor e
VSi a vazão de vapor. Já o balanço material
para o componente solido pode ser
representado pela Equação (02).
0 iiii LSXSLEXE (02)
Onde XEi e XSi consiste na composição da
corrente de licor. O balanço de energia é
representado pela Equação (03).
0 ti
VS
iiLS
iiLE
i QHVShLShLE (03)6
Onde Q, consiste no calor recebido
através da troca térmica, hLE
, hLS
e HVS
consiste na entalpia das correntes, sendo
representado matematicamente pela Equação
(04).

III Encontro Paranaense de Engenharia e Ciência
Toledo – Paraná, 28 a 30 de Outubro de 2013
Anais do III Encontro Paranaense de Engenharia e Ciência – 28 a 30 de Outubro de 2013 – Toledo–PR
146
TUAQ ii
t (04)
O balanço material para as correntes de
vapor no evaporador é apresentado na
Equação (05).
0 ii CSVE (05)
Onde VE é a vazão de vapor que entra na
calandra e CS a vazão de condensado que sai
do sistema. Já o balanço de energia para as
correntes de vapor consiste na Equação (06).
0 ti
CS
iiVE
i QhCSHVE (06)
Onde HVE
e hCS
consiste nas entalpias das
correntes. Nas equações (3) e (6), as
entalpias de vapor são calculadas admitindo
comportamento de gás ideal.
Modelo matemático genérico para uma
unidade flash
O balanço de massa global para a i-ésima
unidade flash é semelhante ao empregado
aos evaporadores, representado pela
Equação (01).
Nas unidades de flash de licor (TF08 e
TF09) obtém-se também o balanço de massa
para o componente, de forma análoga aos
evaporadores pela Equação (2).
Já o balanço de energia para cada unidade
flash é representado pela Equação (07).
0 iVS
iiLS
iiLE
i HVShLShLE (07)
Para as unidades flash de condensado
(TF10-TF16) considera-se que o valor da
composição (XEi e XSi) como igual a zero.
Elevação do Ponto de Ebulição (EPE)
Para o calculo da elevação do ponto de
ebulição utilizara a relação funcional
proposta por Ray et al (1992), representada
pela Equação (08).
XCCEPE 21 (08)
Onde X consiste na fração de sólidos, C1 e
C2 parâmetros retirados de Bhargava et al
(2008).
Capacidade Calorifica do Licor (Cp)
Para o calculo das entalpias dos fluxos de
licor faz-se necessário o conhecimento do
valor da capacidade calorifica do mesmo,
todavia, ele apresenta dependência funcional
com o teor de sólidos do licor. Bhargava et
al (2008) emprega uma correlação,
representada matematicamente pela Equação
(09).
xCpL 54,01187,4 (09)
Onde x consiste na fração de sólidos em
dispersão na corrente.
Coeficiente Global de Troca Térmica (U)
O coeficiente global de troca térmica
(kJm²K-1
) consiste em uma função de
diversos fatores, entre os mais importantes
podem-se citar três, composição, gradiente
de temperatura e vazão. Dessa forma,
Bhargava et al (2008) propôs um correlação
empírica para o coeficiente U, representada
matematicamente pela Equação (10).
07,023,137,
256,0406,02
FxTU (10)
Os valores da composição e vazão
empregado na Equação (10) consiste na
media aritmética entre a entrada e saída de
licor do evaporador.
Pressão de Vapor
Para pressão de operação dos
evaporadores, bem como unidades flash
emprega-se a equação de Antoine, utilizando
os parâmetros retirados de Smith et al
(2007).
Análise Estatística Aplicou-se um planejamento experimental
Plackett-Burman para avaliar a influencia
dos fatores apresentado na Tabela 2.
Os fatores que se apresentaram
significativos foram submetidos a um DCCR
e a metodologia de superfície de resposta.
Tabela 2. Limites empregados para o Plackett-
Burman.
Fator (-1) (+1)
Temp. Ultimo Efeito 320.0 330.4
Alimentação de Licor 14.1 17.2
Composição de Alimentação 0.106 0.130
Temperatura de Alimentação 331.4 344.3
Razão das vazões de vapor vivo 0.317 0.387
Temperatura do vapor vivo
Evaporador 1 399.2 427.2
Evaporador 2 405.5 434.9

III Encontro Paranaense de Engenharia e Ciência
Toledo – Paraná, 28 a 30 de Outubro de 2013
Anais do III Encontro Paranaense de Engenharia e Ciência – 28 a 30 de Outubro de 2013 – Toledo–PR
147
As análises estatísticas para todos os
planejamentos propostos foram realizadas
utilizando-se o software Statistica 7.0®
.
RESULTADOS E DISCUSSÃO
Os resultados obtidos no modelo
matemático foram comparados com os
dados apresentados por Bhargava et al
(2008). Os desvios encontrados estão dentro
da faixa aceitável, como pode ser
visualizado na Figura 2. Dessa forma, o
modelo matemático está apto para os testes
estatísticos.
330 345 360 375 390
330
345
360
375
390
Tem
p. E
feitos B
ha
rga
va e
t a
l (2
008)
(K)
Temp. Efeitos Modelo (K)
Figure 2. Modelo elaborado vs. dados obtidos por
Bhargava et al (2008). O planejamento de Plackett-Burman foi
utilizado para avaliar quais fatores
apresentam significancia no modelo. A
estimativa dos efeitos principais dos fatores
e demais cálculos estatísticos para o
planejamento estão apresentadas na Tabela
3. Os valores destacados em negrito e itálico
indicam que o efeito é significativo para o
intervalo de confiança de 95% (p < 0,05).
Nota-se que para a variável resposta
consumo de vapor somente um fator (vazão
de entrada de licor) mostrou-se significante
no intervalo de confiança estudado. Tabela 3. Estimativa dos efeitos a partir do
planejamento Plackett-Burman.
Vazão de Vapor Vivo
Efeito Erro Padrão p-valor Coeficiente
Intercepção -0.1401 0.0187 0.0846 -0.1401
TV7 0.0533 0.0397 0.4080 0.0266
LE8 1.1247 0.0397 0.0225 0.5624
TLE8 -0.3588 0.0397 0.0702 -0.1794
XE8 -0.3017 0.0397 0.0834 -0.1509
R 0.0573 0.0397 0.3861 0.0286
TVE1 0.2147 0.0397 0.1165 0.1073
TVE2 0.2895 0.0397 0.0868 0.1447
Composição final do Licor
Intercepção -0.1779 0.0080 0.0285 -0.1779
TV7 -0.2468 0.0169 0.0435 -0.1234
LE8 -0.8099 0.0169 0.0133 -0.4050
TLE8 0.0290 0.0169 0.3360 0.0145
XE8 -0.5679 0.0169 0.0189 -0.2840
R -0.0227 0.0169 0.4066 -0.0114
TVE1 0.4371 0.0169 0.0246 0.2186
TVE2 0.7302 0.0169 0.0147 0.3651
Já para a composição do licor no final do
sistema de evaporação, cinco fatores
(Temperatura do evaporador 7, vazão e
composição da Alimentação e as
temperaturas de vapor vivo) se mostraram
significantes para o intervalo de confiança
estudado.
Tabela 4. Estimativa dos efeitos a partir do
planejamento DCCR.
Efeito E. Padrão p-valor Coef.
Intercep. 0.541 0.006 0.000 0.541
TV7(L) -0.049 0.002 0.000 -0.025
TV7(Q) -0.003 0.003 0.249 -0.002
LE8(L) -0.110 0.002 0.000 -0.055
LE8(Q) 0.009 0.003 0.005 0.004
XE8(L) -0.056 0.002 0.000 -0.028
XE8(Q) 0.012 0.003 0.000 0.006
TVE1(L) 0.052 0.002 0.000 0.026
TVE1(Q) -0.009 0.003 0.003 -0.005
TVE2(L) 0.091 0.002 0.000 0.045
TVE2(Q) -0.009 0.003 0.005 -0.004
TV7vs. LE8 0.007 0.002 0.005 0.003
TV7vs. XE8 0.005 0.002 0.044 0.002
TV7vs. TVE1 0.000 0.002 0.998 0.000
TV7vs. TVE2 0.000 0.002 0.815 0.000
LE8 vs. XE8 0.011 0.002 0.000 0.005
LE8 vs. TVE1 -0.008 0.002 0.001 -0.004
LE8vs. TVE2 -0.013 0.002 0.000 -0.006
XE8 vs. TVE1 -0.005 0.002 0.021 -0.003
XE8 vs. TVE2 -0.009 0.002 0.000 -0.005

III Encontro Paranaense de Engenharia e Ciência
Toledo – Paraná, 28 a 30 de Outubro de 2013
Anais do III Encontro Paranaense de Engenharia e Ciência – 28 a 30 de Outubro de 2013 – Toledo–PR
148
TVE1 vs. TVE2 0.013 0.002 0.000 0.007
Para a variável composição, elaborou-se
um planejamento DCCR com as variáveis
que mostraram significância no teste
anterior, sendo necessários 43 testes
(25+2.5+1). A estimativa dos efeitos
principais e das interações das variáveis para
o planejamento DCCR são apresentados na
Tabela 4, em que (L) representa a parte
linear e (Q) a parte quadrática do modelo.
Os valores destacados em negrito e itálico
indicam que o efeito é significativo para o
intervalo de confiança de 95% (p < 0,05).
Com base nos resultados obtidos na
metodologia Plackett-Burman, foi proposto
para o consumo de vapor um modelo de
linear. A Equação 11 representa o modelo
estatístico obtido.
90.1264LE0.2705VT (11)
Onde VT consiste na vazão total de vapor
vivo consumido pelo sistema. A equação
(12) representa o modelo estatístico obtido a
partir do DCCR, levando em conta somente
os fatores significativos para o intervalo de
confiança estudado.
9X
87 0.0548LE-0.0246TV-0.5352
2
88
2
8 0.0073XE0.0280XE-0.0056LE
2
11 0.0036TVE-0.0259TVE
2
22 0.0033TVE-0.0453TVE
8787 0.0023TV0.0033TV XELE
1888 TVE0.0039-0.0053 LEXELE
1828 TVE0.0026XE-TVE0.0064- LE
2128 TVE0.0066TVETVE0.0046XE-
(12)
As analises de variância para os dois
modelos propostos é apresentado na Tabela
5, bem como os valores da distribuição F.
Para um intervalo de confiança de 95%,
tem-se o valor tabelado de F, com os
respectivos graus de liberdade é igual a
240,54 e 2,18 respectivamente para cada
modelo. Assim, como os valores de F
obtidos pelos modelos são maiores que os
valores tabelados, ambos os modelos
propostos são validos para predizer o
comportamento do processo.
Tabela 5. Analise de Variância (ANOVA) para os
modelos propostos.
SQ GL MQ F
Vazão de Vapor Vivo
Modelo 1.0703 1 1.0703 20700.16
Resíduo 0.0005 9 0.0001
Total 1.0708
Composição final do Licor
Modelo 0.3092 17 0.018186 546.55
Resíduo 0.0008 25 3.33E-05 Total 0.3100 42
Nas superfícies de respostas se percebe
que as variáveis que mais influenciam na
resposta consistem na vazão e composição
de alimentação (Figura 3a, 3b, 3c).
Também, pode-se observar que a
significancia da temperatura de vapor vivo
dos dois efeitos apresenta efeito similar na
resposta (Figura 3c e 3d, 3j).
As superfícies de respostas obtidas para a
variável composição são apresentadas na
Figura 3.
(a)
0.8
0.7
0.6
0.5
0.4
(b)
0.75
0.7
0.65
0.6
0.55
0.5
(c)
0.6
0.5
0.4
(d)
0.6
0.5
0.4 (e) (f) (g) (h)
III Encontro Paranaense de Engenharia e Ciência
Toledo – Paraná, 28 a 30 de Outubro de 2013
Anais do III Encontro Paranaense de Engenharia e Ciência – 28 a 30 de Outubro de 2013 – Toledo–PR
149
0.9
0.8
0.7
0.6
0.5
0.8
0.7
0.6
0.5
0.4
0.8
0.7
0.6
0.5
0.4
0.75
0.7
0.65
0.6
0.55
0.5
0.45 (i)
0.8
0.7
0.6
0.5
0.4
(j)
0.7
0.6
0.5
0.4
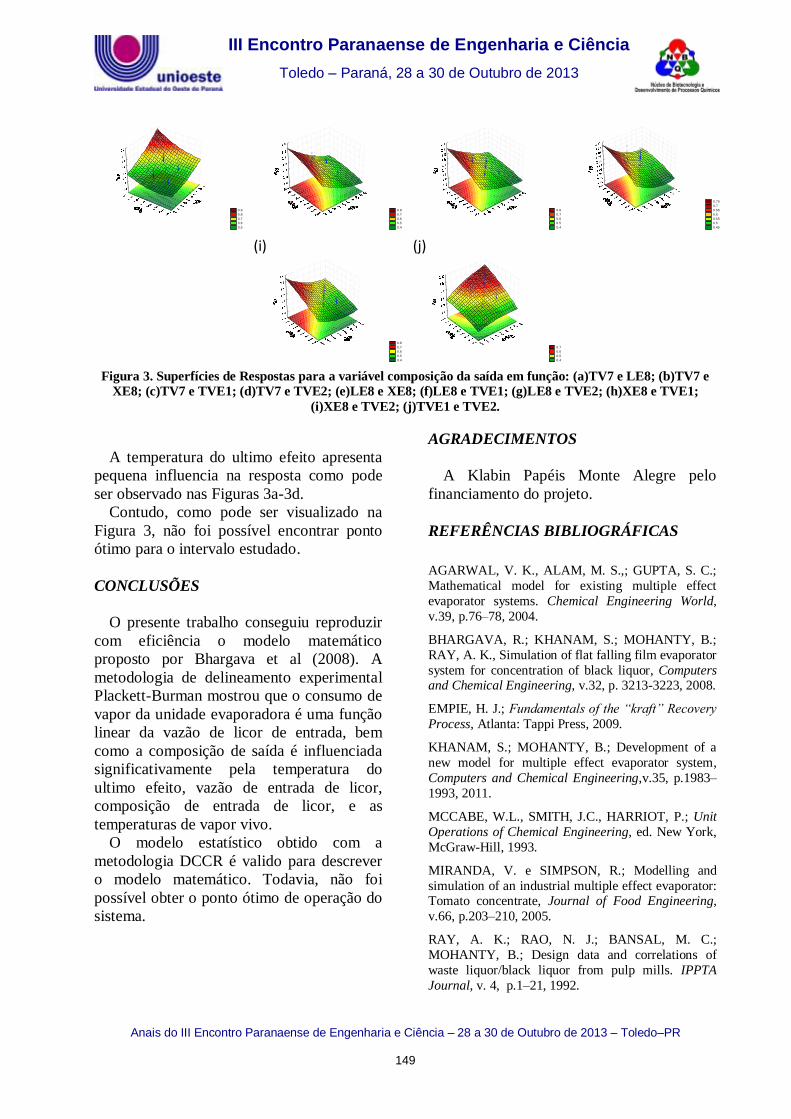
Figura 3. Superfícies de Respostas para a variável composição da saída em função: (a)TV7 e LE8; (b)TV7 e
XE8; (c)TV7 e TVE1; (d)TV7 e TVE2; (e)LE8 e XE8; (f)LE8 e TVE1; (g)LE8 e TVE2; (h)XE8 e TVE1;
(i)XE8 e TVE2; (j)TVE1 e TVE2.
A temperatura do ultimo efeito apresenta
pequena influencia na resposta como pode
ser observado nas Figuras 3a-3d.
Contudo, como pode ser visualizado na
Figura 3, não foi possível encontrar ponto
ótimo para o intervalo estudado.
CONCLUSÕES
O presente trabalho conseguiu reproduzir
com eficiência o modelo matemático
proposto por Bhargava et al (2008). A
metodologia de delineamento experimental
Plackett-Burman mostrou que o consumo de
vapor da unidade evaporadora é uma função
linear da vazão de licor de entrada, bem
como a composição de saída é influenciada
significativamente pela temperatura do
ultimo efeito, vazão de entrada de licor,
composição de entrada de licor, e as
temperaturas de vapor vivo.
O modelo estatístico obtido com a
metodologia DCCR é valido para descrever
o modelo matemático. Todavia, não foi
possível obter o ponto ótimo de operação do
sistema.
AGRADECIMENTOS
A Klabin Papéis Monte Alegre pelo
financiamento do projeto.
REFERÊNCIAS BIBLIOGRÁFICAS
AGARWAL, V. K., ALAM, M. S.,; GUPTA, S. C.;
Mathematical model for existing multiple effect
evaporator systems. Chemical Engineering World,
v.39, p.76–78, 2004.
BHARGAVA, R.; KHANAM, S.; MOHANTY, B.;
RAY, A. K., Simulation of flat falling film evaporator
system for concentration of black liquor, Computers and Chemical Engineering, v.32, p. 3213-3223, 2008.
EMPIE, H. J.; Fundamentals of the “kraft” Recovery
Process, Atlanta: Tappi Press, 2009.
KHANAM, S.; MOHANTY, B.; Development of a
new model for multiple effect evaporator system,
Computers and Chemical Engineering,v.35, p.1983–
1993, 2011.
MCCABE, W.L., SMITH, J.C., HARRIOT, P.; Unit
Operations of Chemical Engineering, ed. New York,
McGraw-Hill, 1993.
MIRANDA, V. e SIMPSON, R.; Modelling and
simulation of an industrial multiple effect evaporator: Tomato concentrate, Journal of Food Engineering,
v.66, p.203–210, 2005.
RAY, A. K.; RAO, N. J.; BANSAL, M. C.;
MOHANTY, B.; Design data and correlations of
waste liquor/black liquor from pulp mills. IPPTA
Journal, v. 4, p.1–21, 1992.