metrologia dimensional e geométrica.pdf 1 11/09/18 18:13 · eletrónico, mecânico, fotocópia,...
TRANSCRIPT

C
M
Y
CM
MY
CY
CMY
K
Metrologia Dimensional e Geométrica.pdf 1 11/09/18 18:13
Todos os nossos livros passam por um rigoroso controlo de qualidade, no entanto aconselhamos a consulta periódica do nosso site (www.fca.pt) para fazer o download de eventuais correções.
Não nos responsabilizamos por desatualizações das hiperligações presentes nesta obra, que foram verificadas à data de publi-cação da mesma.
Os nomes comerciais referenciados neste livro têm patente registada.
Reservados todos os direitos. Esta publicação não pode ser reproduzida, nem transmitida, no todo ou em parte, por qualquer processo eletrónico, mecânico, fotocópia, digitalização, gravação, sistema de armazenamento e disponibilização de informação, sítio Web, blogue ou outros, sem prévia autorização escrita da Editora, exceto o permitido pelo CDADC, em termos de cópia privada pela AGECOP – – Associação para a Gestão da Cópia Privada, através do pagamento das respetivas taxas.
Edição FCA – Editora de Informática, Lda.Av. Praia da Vitória, 14 A – 1000-247 Lisboa Tel: +351 213 511 448 [email protected]
distribuiçãoLidel – Edições Técnicas, Lda.Rua D. Estefânia, 183, R/C Dto. – 1049-057 LisboaTel: +351 213 511 448 [email protected]
LivrariaAv. Praia da Vitória, 14 A – 1000-247 Lisboa Tel: +351 213 511 448 * Fax: +351 213 522 [email protected]
Copyright © 2018, FCA – Editora de Informática, Lda. ISBN edição impressa: 978-972-722-881-21.ª edição impressa: setembro 2018
Paginação: Carlos MendesImpressão e acabamento: Cafilesa – Soluções Gráficas, Lda. – Venda do PinheiroDepósito Legal n.º 445586/18Capa: José M. Ferrão – Look-Ahead
Marcas registadas de FCA – Editora de Informática, Lda. –
EDIÇÃO FCA – Editora de Informática, Lda. Av. Praia da Vitória, 14 A – 1000-247 Lisboa Tel: +351 213 511 448 [email protected] www.fca.pt DISTRIBUIÇÃO Lidel – Edições Técnicas, Lda. Rua D. Estefânia, 183, R/C Dto. – 1049-057 LISBOA Tel: +351 213 511 448 [email protected] www.lidel.pt LIVRARIA Av. Praia da Vitória, 14 – 1000-247 LISBOA Tel: +351 213 511 448 * Fax: +351 213 173 259 [email protected] Copyright © abril 2016, FCA – Editora de Informática, Lda. ISBN: 978-972-722-830-0 1.ª edição impressa: abril 2016 Paginação: Alice Simões Impressão e acabamento: A definir Depósito Legal N.º Aguardar Capa: José Manuel Reis Ilustração da capa: Miguel Montenegro
Marcas Registadas de FCA – Editora de Informática,
Todos os nossos livros passam por um rigoroso controlo de qualidade, no entanto, aconselhamos a consultaperiódica do nosso site (www.fca.pt) para fazer o download de eventuais correções. Não nos responsabilizamos por desatualizações das hiperligações presentes nesta obra, que foram verificadasà data de publicação da mesma. Os nomes comerciais referenciados neste livro têm patente registada.
Reservados todos os direitos. Esta publicação não pode ser reproduzida, nem transmitida, no todo ou em parte, por qualquer processo eletrónico, mecânico, fotocópia, digitalização, gravação, sistema de armazenamento e disponibilização de informação, sítio Web, blogue ou outros, sem prévia autorização escrita da Editora, exceto o permitido pelo CDADC, em termos de cópia privada pela AGECOP – Associação para a Gestão da Cópia Privada, através do pagamento das respetivas taxas.
V© FCA – Editora de Informática
Índice
Prefácio ............................................................................................................................... IX
Testemunhos ....................................................................................................................... XI
Sobre o Livro ....................................................................................................................... XIII
1. Medidas ....................................................................................................................... 1
1.1. Introdução .......................................................................................................... 1
1.2. História das Medidas ......................................................................................... 1
1.3. Sistema Internacional de Unidades ................................................................... 3
1.3.1. Múltiplos e Submúltiplos do Metro ...................................................... 4
1.4. Outros Sistemas de Unidades ........................................................................... 6
1.4.1. Sistema MKS e Sistema CGS .............................................................. 6
1.4.2. Sistema Imperial Inglês ........................................................................ 6
1.4.2.1. Polegada .............................................................................. 6
1.4.2.2. Polegadas Decimais ............................................................ 8
1.5. Conversão de Unidades de Comprimento ........................................................ 8
1.5.1. Conversão no SI ................................................................................... 8
1.5.2. Conversão de Polegadas em Milímetros ............................................. 9
1.5.3. Conversão de Milímetros em Polegadas Fracionadas ........................ 10
1.5.4. Conversão de Milímetros em Polegadas Decimais ............................. 12
1.5.5. Tabelas de Conversão de Unidades .................................................... 12
1.6. Fatores que Influenciam a Medição .................................................................. 13
Exercícios Resolvidos .................................................................................................. 14
Exercícios Propostos ................................................................................................... 17
Resumo ........................................................................................................................ 18
2. Instrumentos de Medida ........................................................................................... 19
2.1. Introdução .......................................................................................................... 19
2.2. Resolução, Precisão e Exatidão ........................................................................ 19
2.3. Fita Métrica ........................................................................................................ 20
2.4. Régua Graduada ................................................................................................ 21
2.4.1. Leitura no Sistema Métrico .................................................................. 21
2.4.2. Leitura no Sistema Imperial Inglês ....................................................... 23
2.5. Paquímetro ......................................................................................................... 26
2.5.1. Natureza do Nónio ............................................................................... 27
Metrologia Dimensional na Indústria Metalomecânica
© FCA – Editora de InformáticaVI
2.5.2. Utilização do Paquímetro ..................................................................... 28
2.5.3. Leitura no Sistema Métrico .................................................................. 31
2.5.4. Tipos de Paquímetro ............................................................................ 32
2.5.4.1. Paquímetro de Relógio ........................................................ 32
2.5.4.2. Paquímetro Digital ............................................................... 35
2.5.4.3. Paquímetro de Profundidade .............................................. 35
2.5.4.4. Paquímetro de Maxilas Longas........................................... 37
2.5.5. Paquímetro de Medição de Espessura de Tubos ................................ 37
2.6. Graminho............................................................................................................ 38
2.7. Micrómetro ......................................................................................................... 39
2.7.1. Leitura no Sistema Métrico com Micrómetro Centesimal ................... 41
2.7.2. Leitura no Sistema Métrico com Micrómetro Milesimal ...................... 42
2.7.3. Utilização do Micrómetro ..................................................................... 44
2.7.4. Calibração ............................................................................................ 47
2.7.5. Micrómetro de Interior .......................................................................... 49
2.7.6. Micrómetro de Profundidade ............................................................... 50
2.7.7. Micrómetro de Interior de Três Pontas ................................................ 51
2.8. Suta Universal .................................................................................................... 53
2.8.1. Utilização da Suta ................................................................................ 55
2.9. Calibre ................................................................................................................ 58
2.10. Comparador ....................................................................................................... 60
2.10.1. Leitura com Comparador ..................................................................... 62
2.10.2. Comparador de Alavanca .................................................................... 63
2.11. Bloco Padrão ..................................................................................................... 64
2.11.1. Cálculo da Combinação de Blocos ..................................................... 66
2.11.2. Utilização dos Blocos Padrão .............................................................. 69
2.12. Régua de Seno .................................................................................................. 71
2.13. Mesa de Seno .................................................................................................... 74
2.13.1. Utilização da Mesa de Seno ................................................................ 76
2.14. Escantilhão ......................................................................................................... 79
2.15. Erros de Medição ............................................................................................... 81
2.15.1. Erro de Paralaxe ................................................................................... 81
2.15.2. Folga no Aparelho ................................................................................ 82
2.15.3. Dilatação Térmica ................................................................................. 83
2.15.4. Utilização do Aparelho ......................................................................... 84
Exercícios Resolvidos .................................................................................................. 85
Exercícios Propostos ................................................................................................... 98
Resumo ........................................................................................................................ 119
3. Tolerâncias ................................................................................................................. 121
3.1. Introdução .......................................................................................................... 121
VII© FCA – Editora de Informática
Índice
3.2. Toleranciamento Dimensional ........................................................................... 122
3.3. Ajustamentos ..................................................................................................... 127
3.3.1. Ajustamento com Folga ....................................................................... 130
3.3.2. Ajustamento com Aperto ..................................................................... 130
3.3.3. Ajustamento Incerto ............................................................................. 131
3.4. Sistema de Tolerâncias e Ajustamentos ISO .................................................... 132
3.5. Toleranciamento Geométrico ............................................................................ 145
3.5.1. Simbologia ............................................................................................ 148
Exercícios Resolvidos .................................................................................................. 154
Exercícios Propostos ................................................................................................... 155
Resumo ........................................................................................................................ 160
4. Medição por Coordenadas ....................................................................................... 161
4.1. Introdução .......................................................................................................... 161
4.2. Máquina de Medição por Coordenadas ............................................................ 162
4.3. Configurações das CMM ................................................................................... 163
4.3.1. Ponte Móvel .......................................................................................... 163
4.3.2. Ponte Fixa ............................................................................................. 164
4.3.3. Cantilever .............................................................................................. 165
4.3.4. Braço Horizontal ................................................................................... 165
4.3.5. Pórtico .................................................................................................. 166
4.4. Automação ......................................................................................................... 167
4.5. Sensor ................................................................................................................ 167
4.5.1. Sensor por Contacto ............................................................................ 168
4.5.2. Sensor sem Contacto .......................................................................... 174
4.6. Erros de Medição ............................................................................................... 176
4.7. Sistema de Coordenadas .................................................................................. 177
4.7.1. Sistema de Referência ......................................................................... 180
4.8. Medição de Formas ........................................................................................... 181
4.8.1. Circularidade ........................................................................................ 181
4.8.2. Linearidade ........................................................................................... 182
4.8.3. Planeza ................................................................................................. 182
4.8.4. Cilindricidade ........................................................................................ 183
4.8.5. Coaxialidade ......................................................................................... 183
4.8.6. Concentricidade ................................................................................... 184
4.8.7. Paralelismo (Plano a Plano) .................................................................. 184
4.8.8. Perpendicularidade (Plano a Eixo) ....................................................... 185
4.8.9. Perpendicularidade (Eixo a Plano) ....................................................... 185
4.8.10. Batimento (Radial) ................................................................................ 186
4.8.11. Batimento (Axial) .................................................................................. 186
4.9. Metrologia Ótica ................................................................................................ 187
Metrologia Dimensional na Indústria Metalomecânica
© FCA – Editora de InformáticaVIII
4.10. Engenharia Inversa ............................................................................................ 187
4.11. Condições Ambientais ....................................................................................... 188
Resumo ........................................................................................................................ 189
5. Normalização ............................................................................................................. 191
5.1. Introdução .......................................................................................................... 191
5.2. Normalização ..................................................................................................... 191
5.3. Organização da Metrologia ............................................................................... 193
5.3.1. Metrologia Científica ............................................................................ 193
5.3.2. Metrologia Industrial ............................................................................. 194
5.3.3. Metrologia Legal ................................................................................... 194
5.4. Calibração e Verificação .................................................................................... 195
5.5. Processo de Medição ........................................................................................ 196
5.5.1. Responsabilidade da Gestão ............................................................... 197
5.5.2. Objetivos da Qualidade ........................................................................ 197
5.5.3. Revisão pela Gestão ............................................................................ 197
5.5.4. Gestão de Recursos Humanos ............................................................ 198
5.5.5. Gestão de Recursos Relativos à Informação ...................................... 199
5.5.6. Realização do Processo de Medição .................................................. 200
5.5.7. Incerteza na Medição ........................................................................... 201
5.5.8. Melhoria do Sistema de Medição ........................................................ 201
Resumo ........................................................................................................................ 204
Índice Remissivo ................................................................................................................. 207
IX© FCA – Editora de Informática
Prefácio
O CENFIM – Centro de Formação Profissional da Indústria Metalúrgica e Metalomecâ-nica, hoje reconhecido parceiro no âmbito da Formação Profissional para os colabora-dores e empresas do setor, tem-se empenhado em deixar um legado que se reflete nos mais de 225 mil técnicos qualificados durante os 30 anos da sua existência, celebrados em 2015. Esse é o nosso legado imaterial relativo ao conhecimento e competência dos Recursos Humanos do setor. Porque a Formação ao Longo da Vida faz parte da nossa génese, entendemos alargar o nosso contributo agora orientado para o legado material, fruto de uma acumulação de saberes e know-how que constituem já o nosso espólio, que queremos deste modo partilhar.
Esta nova coleção, que adota a sigla MeM (Metalurgia e Metalomecânica) pretende fazer parte desse contributo, não só para os profissionais do setor, como também para o sistema de Educação e Formação, que é um dos pilares da sustentabilidade da Indústria, e porque não dizê-lo de um país. Não nos esquecemos da potencialidade da sua utilização em todos os países de língua oficial portuguesa, cuja carência de documentação técnica é também reconhecida.
A todos os leitores, o nosso obrigado por confiarem neste novo projeto, só possível com o empenho e contributo dos nossos Técnicos de Formação e Formadores, a quem fica, desde já também, o nosso reconhecido agradecimento.
Manuel GriloDiretor do CENFIM
A coleção MeM procura ser uma referência no meio editorial português com a produ-ção de conteúdos técnicos direcionados para a formação do setor Metalomecânico. Este setor da indústria tem sido um dos mais estimulados pela revolução tecnológica e, por isso, cada vez mais ávido de mão de obra fortemente qualificada. Nos últimos anos, a eletrónica e a informática transformaram completamente um setor que vivia num ritmo lento. Atualmente, qualquer profissional qualificado sabe seguramente mais do que saberia há duas décadas. Nesta vertiginosa mudança, é fundamental saber cada vez mais e absorver esses conhecimentos de uma forma cada vez mais célere.
Então, como resolver este problema de dotar os nossos formandos com mais conhe-cimento em menos tempo? Recorrendo ao próprio formando, incutindo-lhe o gosto pela autoaprendizagem e a vontade de ir sempre mais além, procurando o seu ritmo,
Metrologia Dimensional na Indústria Metalomecânica
© FCA – Editora de InformáticaX
pois cada indivíduo tem um lugar central no seu processo formativo. Para isso, precisamos de dotar o nosso sistema de formação profissional de recursos técnico-pedagógicos que facilitem e promovam um modelo de autoformação.
Os métodos de ensino aplicados na formação profissional, e no ensino em geral, baseiam--se, comummente, numa perspetiva muito homogénea e pouco individualizada. Não denotam particular atenção às dificuldades ou necessidades específicas de cada formando ou ao incremento de um desenvolvimento mais célere daqueles que evidenciam maior autonomia. A dinâmica da nossa formação está muito orientada para uma vertente expo-sitiva e centrada no formador.
Aos professores e formadores reserva-se o anseio de que os livros sirvam de inspiração para que desenvolvam outros recursos técnico-pedagógicos, orientados para um modelo de autoformação alicerçado na autoaprendizagem. Assim, os recursos devem ser o mais completos possível, para que o formando os possa seguir com a máxima autonomia.
Américo Costa Especialista na área de CAD/CAM do CENFIM

XI© FCA – Editora de Informática
TesTemunhos
A metrologia é a ciência das medidas. Saber medir com vários instrumentos é a ciên-cia que tem de ser ensinada a todos aqueles cujo futuro passa por fabricar, produzir e fazer peças, que, muitas vezes, encaixam noutras, com tolerâncias e de acordo com as mais variadas normas. Este livro é, pois, extremamente atual e oportuno, que aborda temas de grande importância e relevância científica, técnica e económica.
Eng.º Jorge LinoProfessor Associado do Departamento de Engenharia Mecânica da
Faculdade de Engenharia da Universidade do Porto
O Gabinete de Metrologia é, em muitas empresas metalomecânicas, o centro da atividade de inovação e obrigatório para a Certificação ISO do seu sistema de qua-lidade:
�� É fundamental na avaliação dos impactos na qualidade, devidos às alterações (inovações) no processo de fabrico, gerando os respetivos relatórios, com as “evidências” que validam a sua implementação: alterações no processo de fabrico, nos equipamentos ou nos materiais;
�� Prepara o Certificado de Conformidade Dimensional, que acompanha cada lote de peças fabricadas.
Fernando Oliveira Technical Advisor/Precision Tooling Designer, em Famalicão
Num mundo cada vez mais exigente, mais inovador e mais globalizado, a metrolo-gia industrial tem um papel de destaque na indústria metalomecânica, em que se pretende a obtenção de peças progressivamente mais complexas, com tolerâncias e ajustamentos mais apertados. As máquinas de medir por coordenadas desem-penham um papel fundamental, permitindo o controlo em série, maior exatidão, maior rapidez, medição por comparação com o modelo CAD3D, toleranciamento geométrico e de forma e disponibilizando ainda aplicações para tratamento e arma-zenamento de dados e correspondente emissão de relatórios.
Eng.º Paulo Aguiar Responsável da Área das Novas Tecnologias do CINFU – Centro
de Formação Profissional da Indústria de Fundição
Metrologia Dimensional na Indústria Metalomecânica
© FCA – Editora de InformáticaXII
A metrologia, intervindo diretamente nos processos fabris e nos produtos, por meio de equipamento de medição calibrado, vai permitir, através do “melhor medir” ou “melhor conhecer”, a redução dos defeitos e paragens, a otimização dos processos e a consequente melhoria da produtividade, sendo fundamental para a competitividade das empresas industriais.
Na indústria metalomecânica, a metrologia dimensional permite-nos conhecer e quantificar o tamanho e a forma dos componentes, peças e produtos. A medição dimensional é de importância fundamental para a intermutabilidade e comércio global. Mais nos permite garantir que os componentes de origem diversificada se encaixam para realizar um produto. Sem a metrologia dimensional, com os seus padrões de comprimento rastreáveis a nível mundial, as cadeias globais de forne-cimento seriam impossíveis, o mesmo sucedendo com a indústria automóvel e a eletrónica de consumo, tal como as conhecemos.
Eng.º António ParenteDiretor da Unidade de Metrologia do CATIM – Centro de Apoio
Tecnológico à Indústria Metalomecânica
A metrologia é das ciências menos conhecidas, mas, ao mesmo tempo, das mais utilizadas no nosso quotidiano. Tudo o que nos rodeia possui uma ligação a um equipamento de medição, seja relativo a temperatura, distâncias, tempo, peso, etc.
Na indústria metalomecânica de precisão, sabemos que, para se efetuar a pro-dução de uma peça, as dimensões exatas não existem, todas têm de possuir uma tolerância associada, pois toda a medição possui um erro associado. Este erro existe devido a vários fatores, tais como equipamento de medição utilizado, temperatura da medição e operador que efetua a medição. Para se minimizar o erro associado à medição, deve-se escolher cuidadosamente o equipamento de medição a utilizar, tendo em atenção que a resolução do equipamento tem sempre de ser inferior à tolerância da dimensão a medir.
Para sermos competitivos, os critérios de toleranciamento das dimensões devem ser cuidadosamente ajustados à função de cada dimensão, tendo em vista a aplicação específica da peça e/ou os requisitos do cliente, pois quanto mais apertado for o toleranciamento, maiores serão os custos de produção.
Eng.ª Ticiana VieiraDiretora de Qualidade na empresa Ricardo & Barbosa, Lda., em Gondomar
XIII© FCA – Editora de Informática
sobre o Livro
Este livro, que tem como tema principal a metrologia, aborda assuntos que são funda-mentais para quem lida, de forma direta ou indireta, com a produção numa empresa do setor da metalomecânica. O primeiro capítulo faz uma abordagem histórica às várias unidades que foram sendo utilizadas ao longo da história e a sua evolução até aos dias de hoje. Além dos aspetos teóricos, são apresentados exemplos de leitura e exercícios de conversão de unidades, importantes para se compreender a relação que existe entre as duas unidades mais utilizadas no dia a dia: o milímetro e a polegada.
O segundo capítulo é o mais extenso desta obra, uma vez que descreve os instrumen-tos de medida e de verificação mais utilizados no fabrico, com destaque para a régua graduada, paquímetro, micrómetro, suta, comparador, bloco padrão, régua e mesa de seno. É explicado como se utilizam estes aparelhos e como se procede à sua leitura, recorrendo a casos práticos bastante ilustrativos.
O capítulo 3 trata sobre o toleranciamento dimensional e geométrico, com destaque para o primeiro. São abordados os vários tipos de ajustamentos que podem existir entre furos e veios e é descrito como funciona o sistema de tolerâncias e ajustamentos ISO.
O capítulo 4 faz uma abordagem geral sobre a medição por coordenadas, incidindo nos vários tipos de CMM, o seu funcionamento e os seus componentes mais importan-tes. É explicado, também de forma geral, como se utiliza esta tecnologia na medição de formas, para controlo de geometria de peças de fabrico.
Por último, o quinto capítulo, que tem como tema a normalização, faz um enquadra-mento da forma como a metrologia e todos os aspetos relacionados se encontram organizados dentro da empresa, como é o caso da responsabilidade de entidades e organismos oficiais, a calibração e verificação de instrumentos de medida, a gestão de recursos humanos e a regulamentação do processo de medição.
desTinaTários
Livro de índole geral, de linguagem simples e fácil compreensão, indicado para os cursos de formação técnica, tais como os de aprendizagem, profissionais, educação e formação de jovens e adultos.
Trata-se também de uma obra útil para formandos, autodidatas, estudantes, profes-sores e profissionais das áreas da metalurgia, metalomecânica e eletromecânica.
Metrologia Dimensional na Indústria Metalomecânica
© FCA – Editora de InformáticaXIV
Para os cursos de:
Trata-se de um manual que serve os referenciais de formação dos cursos de educação e de formação profissional na área da fabricação mecânica e metálica, nomeadamente os do CENFIM e de outras Escolas Profissionais, sendo também adequado para os cursos superiores nas áreas de Engenharia Mecânica, Eletromecânica, Mecatrónica, Manutenção, Produção e Soldadura.
Dada a especificidade de alguns capítulos, como o que aborda planificações e desenvol-vimentos, é particularmente indicado para os cursos de: Técnico/a de Fabrico de Com-ponentes de Construção Metálica; Técnico/a de Manutenção Industrial de Metalurgia e Metalomecânica; Técnico/a de Produção e Montagem de Moldes; Técnico/a de Maqui-nação e Programação CNC; Serralheiro/a Civil; Serralheiro/a Mecânico/a; Serralheiro/a de Manutenção; Técnico/a de Desenho de Construções Mecânicas; Técnico/a de Desenho de Cunhos e Cortantes; entre outros.
comPLemenTos na Web
Soluções dos exercícios propostos e outros materiais complementares disponíveis em www.fca.pt, até o livro se esgotar ou ser publicada nova edição atualizada ou com alte-rações.
1© FCA – Editora de Informática
1
medidas
1.1. inTrodução
A história das medidas está intimamente ligada à história do homem desde as primeiras civilizações. À medida que se foram desenvolvendo as trocas comerciais, a agricultura, as habitações e a pesca, foi necessário criar-se um sistema de medidas.
1.2. hisTória das medidas
Antes de se produzirem artefactos específicos para o efeito, os comprimentos eram medi-dos usando o corpo humano como referência. Uma das medidas de comprimento mais antigas de que há registo é o cúbito (figura 1.1). Esta medida, que terá sido criada no Antigo Egito, mede a distância do braço desde o cotovelo até à extremidade do dedo médio estendido.
No entanto, as medidas baseadas em partes do corpo humano eram pouco exatas, porque variavam de pessoa para pessoa. Os egípcios tentaram resolver este problema criando o cúbito-padrão, uma medida marcada numa barra de pedra. Esta medida passou, depois, a ser difundida através de marcações feitas nas paredes dos templos e em barras de madeira. O padrão foi difundido desta forma, facilitando as trocas comerciais.
Metrologia Dimensional na Indústria Metalomecânica
© FCA – Editora de Informática2
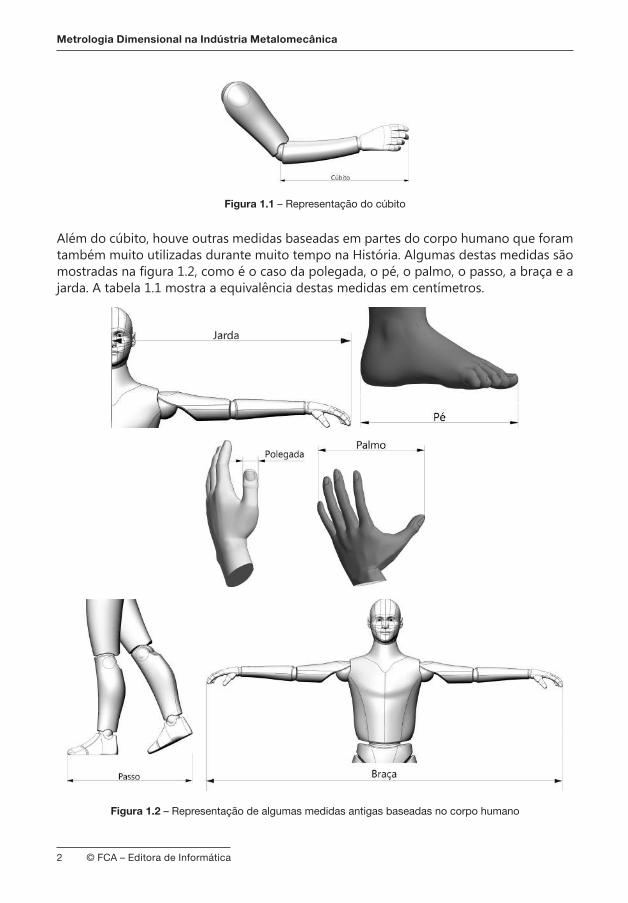
Figura 1.1 – Representação do cúbito
Além do cúbito, houve outras medidas baseadas em partes do corpo humano que foram também muito utilizadas durante muito tempo na História. Algumas destas medidas são mostradas na figura 1.2, como é o caso da polegada, o pé, o palmo, o passo, a braça e a jarda. A tabela 1.1 mostra a equivalência destas medidas em centímetros.
Figura 1.2 – Representação de algumas medidas antigas baseadas no corpo humano
3© FCA – Editora de Informática
Medidas
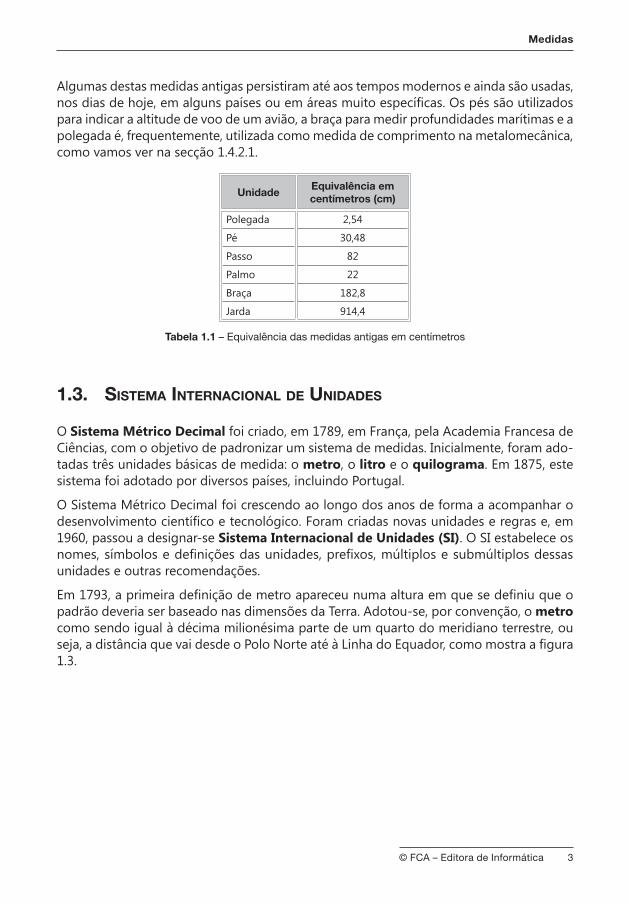
Algumas destas medidas antigas persistiram até aos tempos modernos e ainda são usadas, nos dias de hoje, em alguns países ou em áreas muito específicas. Os pés são utilizados para indicar a altitude de voo de um avião, a braça para medir profundidades marítimas e a polegada é, frequentemente, utilizada como medida de comprimento na metalomecânica, como vamos ver na secção 1.4.2.1.
UnidadeEquivalência em centímetros (cm)
Polegada 2,54
Pé 30,48
Passo 82
Palmo 22
Braça 182,8
Jarda 914,4
Tabela 1.1 – Equivalência das medidas antigas em centímetros
1.3. sisTema inTernacionaL de unidades
O Sistema Métrico Decimal foi criado, em 1789, em França, pela Academia Francesa de Ciências, com o objetivo de padronizar um sistema de medidas. Inicialmente, foram ado-tadas três unidades básicas de medida: o metro, o litro e o quilograma. Em 1875, este sistema foi adotado por diversos países, incluindo Portugal.
O Sistema Métrico Decimal foi crescendo ao longo dos anos de forma a acompanhar o desenvolvimento científico e tecnológico. Foram criadas novas unidades e regras e, em 1960, passou a designar-se Sistema Internacional de Unidades (SI). O SI estabelece os nomes, símbolos e definições das unidades, prefixos, múltiplos e submúltiplos dessas unidades e outras recomendações.
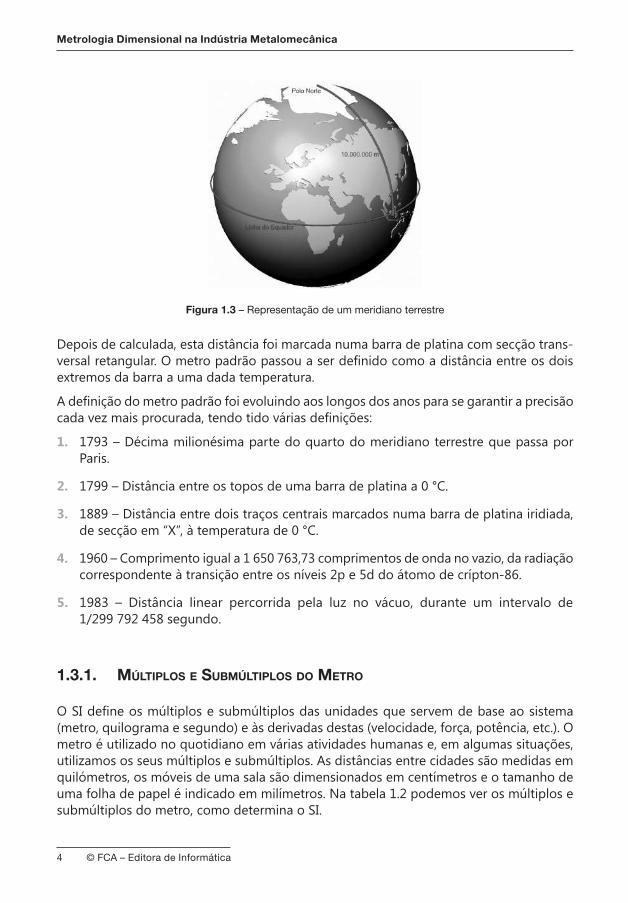
Em 1793, a primeira definição de metro apareceu numa altura em que se definiu que o padrão deveria ser baseado nas dimensões da Terra. Adotou-se, por convenção, o metro como sendo igual à décima milionésima parte de um quarto do meridiano terrestre, ou seja, a distância que vai desde o Polo Norte até à Linha do Equador, como mostra a figura 1.3.
Metrologia Dimensional na Indústria Metalomecânica
© FCA – Editora de Informática4
Figura 1.3 – Representação de um meridiano terrestre
Depois de calculada, esta distância foi marcada numa barra de platina com secção trans-versal retangular. O metro padrão passou a ser definido como a distância entre os dois extremos da barra a uma dada temperatura.
A definição do metro padrão foi evoluindo aos longos dos anos para se garantir a precisão cada vez mais procurada, tendo tido várias definições:
1. 1793 – Décima milionésima parte do quarto do meridiano terrestre que passa por Paris.
2. 1799 – Distância entre os topos de uma barra de platina a 0 °C.
3. 1889 – Distância entre dois traços centrais marcados numa barra de platina iridiada, de secção em “X”, à temperatura de 0 °C.
4. 1960 – Comprimento igual a 1 650 763,73 comprimentos de onda no vazio, da radiação correspondente à transição entre os níveis 2p e 5d do átomo de crípton-86.
5. 1983 – Distância linear percorrida pela luz no vácuo, durante um intervalo de 1/299 792 458 segundo.
1.3.1. múLTiPLos e submúLTiPLos do meTro
O SI define os múltiplos e submúltiplos das unidades que servem de base ao sistema (metro, quilograma e segundo) e às derivadas destas (velocidade, força, potência, etc.). O metro é utilizado no quotidiano em várias atividades humanas e, em algumas situações, utilizamos os seus múltiplos e submúltiplos. As distâncias entre cidades são medidas em quilómetros, os móveis de uma sala são dimensionados em centímetros e o tamanho de uma folha de papel é indicado em milímetros. Na tabela 1.2 podemos ver os múltiplos e submúltiplos do metro, como determina o SI.
17© FCA – Editora de Informática
Medidas
EXERCÍCIOS PROPOSTOS
1. Faça as seguintes conversões de unidades:
a) 1 m em cm
b) 0,01 cm em mm
c) 0,043 m em mm
d) 10,24 cm em dm
e) 2,15 mm em cm
f) 19,3 dm em mm
g) 2200 mm em m
h) 0,03 m em mm
2. Converta as seguintes unidades em milímetros:
a) 5’’
b) 2 1/2’’
c) 1 5/8’’
d) 1 5/16’’
e) 2 3/4’’
f) 21 5/8’’
g) 12 3/4’’
h) 14 5/8’’
3. Converta as seguintes unidades em polegadas. Apresente o resultado final em polegadas fracionadas, tendo em conta a aproximação indicada:
a) 41,275 mm com uma aproximação de 1/8”
b) 15,88 mm com uma aproximação de 1/8”
c) 82,55 mm com uma aproximação de 1/4”
d) 552,45 mm com uma aproximação de 1/4”

Metrologia Dimensional na Indústria Metalomecânica
© FCA – Editora de Informática18
resumo
Neste capítulo abordámos a história das medidas e vimos como surgiram as medidas mais antigas e as medidas que são utilizadas nos dias de hoje. Os conceitos mais importantes são os seguintes:
�� As medidas antigas de comprimento foram criadas tendo como base partes do corpo humano;
�� No final do século XIX, surge o Sistema Métrico Decimal, que define o metro, o litro e o quilograma como medidas elementares;
�� Em 1960, é criado o SI, que define como unidades-base o metro, o segundo e o quilograma. Este sistema de unidades foi adotado e é aplicado pela maior parte dos países;
�� A primeira definição do metro é dada pela distância que vai desde o Polo Norte até à Linha do Equador;
�� A metalomecânica utiliza como unidade de comprimento o milímetro, que é um submúltiplo do metro;
�� A polegada continua a ser utilizada nos dias de hoje, mesmo por países que adotaram o SI.
19© FCA – Editora de Informática
insTrumenTos de medida
2
2.1. inTrodução
Existem diversos instrumentos de medida no setor de fabricação de uma empresa de metalomecânica. Uns são bastante técnicos e complexos, requerendo alguma formação e maior prática no seu manuseamento; outros, mais simples, são conhecidos de todos nós e usados no dia a dia, como é o caso da fita métrica, utilizada em casa quando, por exemplo, se pretende medir o móvel de uma sala. São estes aparelhos e as suas características que iremos abordar neste capítulo.
2.2. resoLução, Precisão e exaTidão
Antes de falarmos dos instrumentos de medida, há três conceitos que importa conhecer:
�� Resolução – Determina a menor unidade que pode ser medida com esse aparelho. Uma régua graduada em milímetros, por exemplo, tem uma resolução de 1 mm;
�� Precisão – Determina a aptidão de um instrumento de medida de dar valores muito próximos. Quanto maior for a precisão, maior é a capacidade do aparelho de reproduzir uma série de medidas, mesmo que estas não estejam próximas da medida verdadeira;
�� Exatidão – Capacidade que o aparelho tem de dar valores próximos do valor verdadeiro. Quanto maior for a exatidão, maior é a certeza do valor obtido.

Metrologia Dimensional na Indústria Metalomecânica
© FCA – Editora de Informática20
Para exemplificar a diferença entre precisão e exatidão, vamos imaginar quatro amigos a praticar a sua pontaria no tiro ao alvo. A figura 2.1 mostra quatro resultados diferentes depois da primeira ronda de seis tiros dos quatro amigos:
�� No alvo A não há exatidão nem precisão, porque todos os tiros estão bastante dispersos;
�� No alvo B há precisão e pouca exatidão, visto que os tiros se encontram concentrados numa zona fora do centro do alvo;
�� No alvo C há exatidão e pouca precisão, uma vez que os tiros se encontram perto do centro;
�� O alvo D apresenta exatidão e precisão, porque todos os tiros acertaram no centro do alvo.
Figura 2.1 – Precisão e exatidão em tiro ao alvo
2.3. fiTa méTrica
A fita métrica (figura 2.2) é um instrumento utilizado na fabricação de uma empresa de metalomecânica em situações em que o rigor de medição não é um requisito, como acontece no armazém na escolha dos aços para corte, na medição de chapa, na medição de trabalhos com a quinadeira, na deslocação de equipamentos, no dimensionamento de caixas de madeira para transporte de peças, etc.
A fita métrica é constituída por uma chapa fina maleável em aço, sobre a qual está gravada uma escala em milímetros, sendo as medidas mais usadas as de 3, 5 ou 8 m.
Figura 2.2 – Fita métrica
21© FCA – Editora de Informática
Instrumentos de Medida
2.4. réGua Graduada
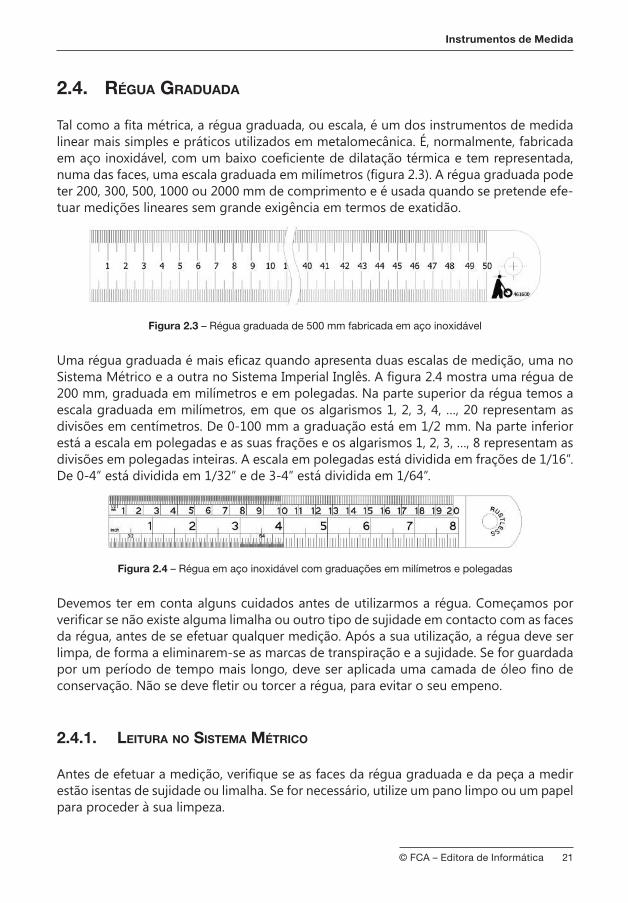
Tal como a fita métrica, a régua graduada, ou escala, é um dos instrumentos de medida linear mais simples e práticos utilizados em metalomecânica. É, normalmente, fabricada em aço inoxidável, com um baixo coeficiente de dilatação térmica e tem representada, numa das faces, uma escala graduada em milímetros (figura 2.3). A régua graduada pode ter 200, 300, 500, 1000 ou 2000 mm de comprimento e é usada quando se pretende efe-tuar medições lineares sem grande exigência em termos de exatidão.
Figura 2.3 – Régua graduada de 500 mm fabricada em aço inoxidável
Uma régua graduada é mais eficaz quando apresenta duas escalas de medição, uma no Sistema Métrico e a outra no Sistema Imperial Inglês. A figura 2.4 mostra uma régua de 200 mm, graduada em milímetros e em polegadas. Na parte superior da régua temos a escala graduada em milímetros, em que os algarismos 1, 2, 3, 4, …, 20 representam as divisões em centímetros. De 0-100 mm a graduação está em 1/2 mm. Na parte inferior está a escala em polegadas e as suas frações e os algarismos 1, 2, 3, …, 8 representam as divisões em polegadas inteiras. A escala em polegadas está dividida em frações de 1/16”. De 0-4” está dividida em 1/32” e de 3-4” está dividida em 1/64”.
Figura 2.4 – Régua em aço inoxidável com graduações em milímetros e polegadas
Devemos ter em conta alguns cuidados antes de utilizarmos a régua. Começamos por verificar se não existe alguma limalha ou outro tipo de sujidade em contacto com as faces da régua, antes de se efetuar qualquer medição. Após a sua utilização, a régua deve ser limpa, de forma a eliminarem-se as marcas de transpiração e a sujidade. Se for guardada por um período de tempo mais longo, deve ser aplicada uma camada de óleo fino de conservação. Não se deve fletir ou torcer a régua, para evitar o seu empeno.
2.4.1. LeiTura no sisTema méTrico
Antes de efetuar a medição, verifique se as faces da régua graduada e da peça a medir estão isentas de sujidade ou limalha. Se for necessário, utilize um pano limpo ou um papel para proceder à sua limpeza.
Metrologia Dimensional na Indústria Metalomecânica
© FCA – Editora de Informática22
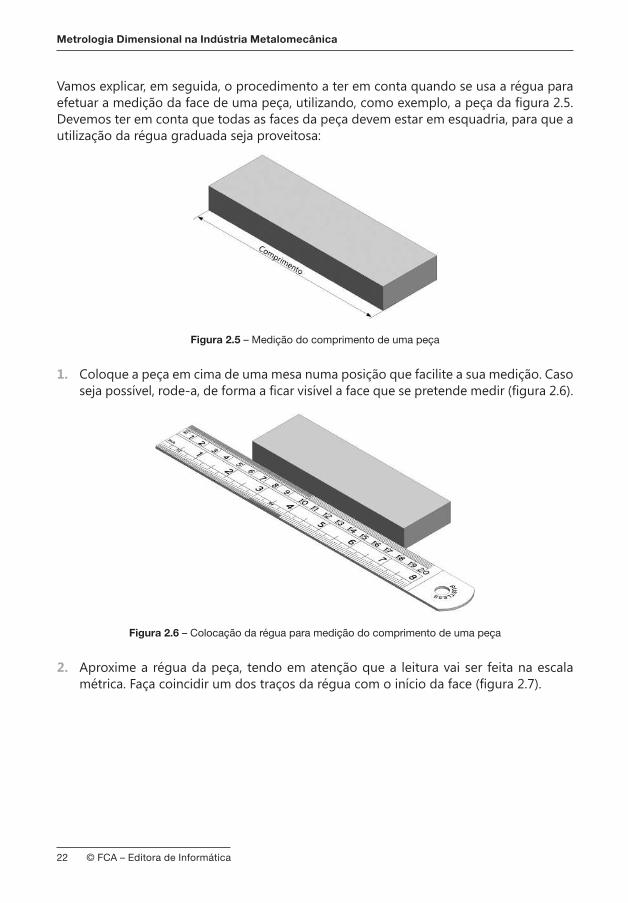
Vamos explicar, em seguida, o procedimento a ter em conta quando se usa a régua para efetuar a medição da face de uma peça, utilizando, como exemplo, a peça da figura 2.5. Devemos ter em conta que todas as faces da peça devem estar em esquadria, para que a utilização da régua graduada seja proveitosa:
Figura 2.5 – Medição do comprimento de uma peça
1. Coloque a peça em cima de uma mesa numa posição que facilite a sua medição. Caso seja possível, rode-a, de forma a ficar visível a face que se pretende medir (figura 2.6).
Figura 2.6 – Colocação da régua para medição do comprimento de uma peça
2. Aproxime a régua da peça, tendo em atenção que a leitura vai ser feita na escala métrica. Faça coincidir um dos traços da régua com o início da face (figura 2.7).
85© FCA – Editora de Informática
Instrumentos de Medida
EXERCÍCIOS RESOLVIDOS
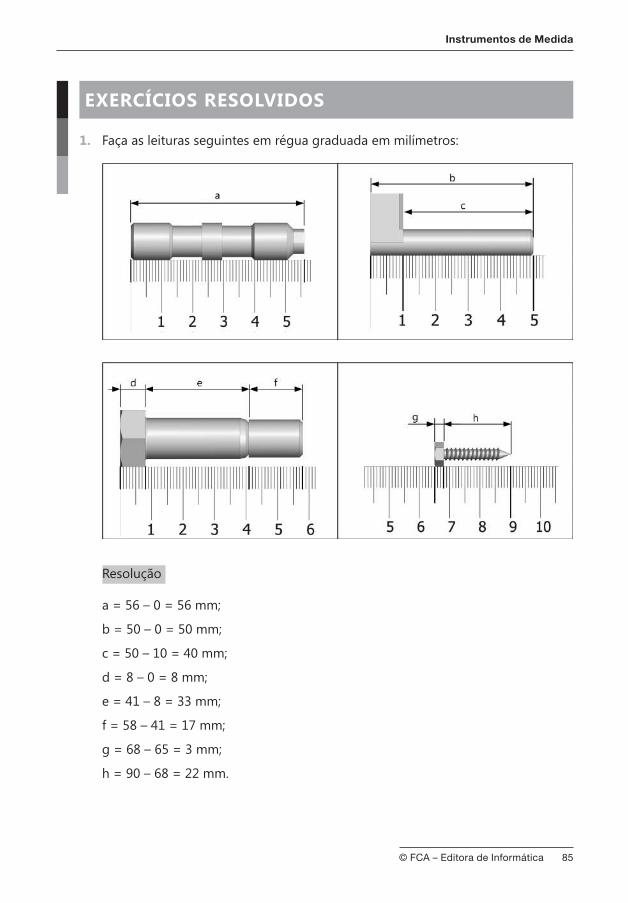
1. Faça as leituras seguintes em régua graduada em milímetros:
Resolução
a = 56 – 0 = 56 mm;
b = 50 – 0 = 50 mm;
c = 50 – 10 = 40 mm;
d = 8 – 0 = 8 mm;
e = 41 – 8 = 33 mm;
f = 58 – 41 = 17 mm;
g = 68 – 65 = 3 mm;
h = 90 – 68 = 22 mm.
Metrologia Dimensional na Indústria Metalomecânica
© FCA – Editora de Informática86
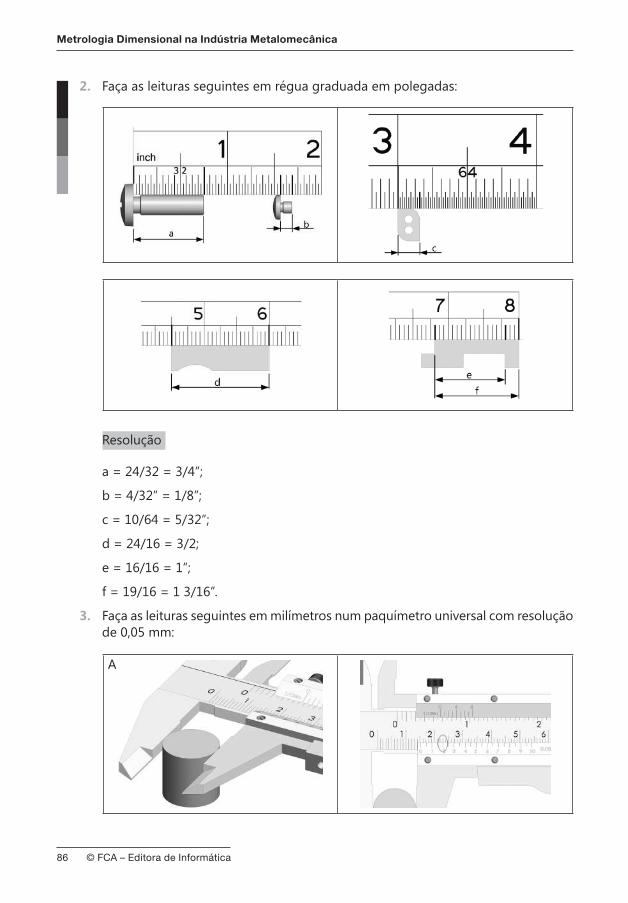
2. Faça as leituras seguintes em régua graduada em polegadas:
Resolução
a = 24/32 = 3/4”;
b = 4/32” = 1/8”;
c = 10/64 = 5/32”;
d = 24/16 = 3/2;
e = 16/16 = 1”;
f = 19/16 = 1 3/16”.
3. Faça as leituras seguintes em milímetros num paquímetro universal com resolução de 0,05 mm:
A
Metrologia Dimensional na Indústria Metalomecânica
© FCA – Editora de Informática98
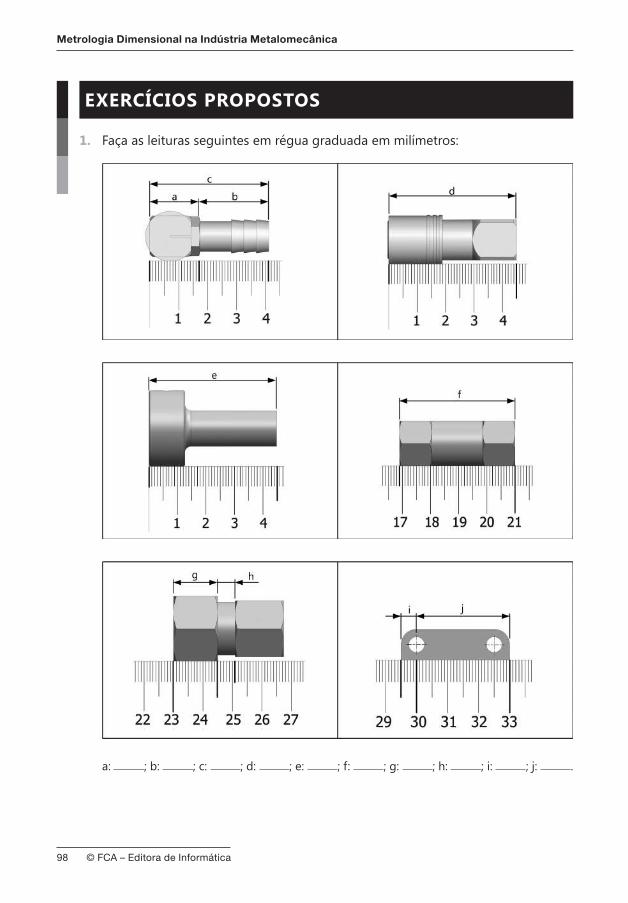
EXERCÍCIOS PROPOSTOS
1. Faça as leituras seguintes em régua graduada em milímetros:
a: ; b: ; c: ; d: ; e: ; f: ; g: ; h: ; i: ; j: .
99© FCA – Editora de Informática
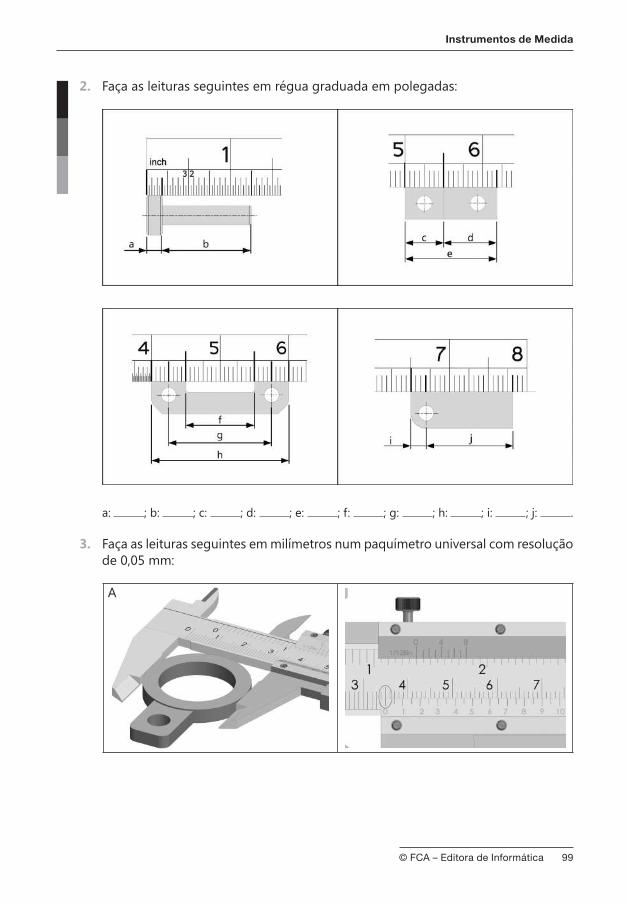
Instrumentos de Medida
2. Faça as leituras seguintes em régua graduada em polegadas:
a: ; b: ; c: ; d: ; e: ; f: ; g: ; h: ; i: ; j: .
3. Faça as leituras seguintes em milímetros num paquímetro universal com resolução de 0,05 mm:
A
191© FCA – Editora de Informática
normaLização
5
5.1. inTrodução
O termo metrologia tem origem nas palavras métron, que significa medida, e lógos, que significa estudo. A metrologia é, então, a ciência da medição e trata dos conceitos básicos, dos métodos, dos padrões das grandezas físicas e dos erros associados à tarefa de medir.
A metrologia está presente, no nosso dia a dia, nas trocas comerciais que fazemos, na indústria e na ciência. A competitividade das empresas depende da qualidade dos pro-dutos que produzem e da satisfação dos clientes. A qualidade da produção é verificada por uma medição de qualidade.
Os domínios de atividade da metrologia são três – científica, industrial e legal –, cabendo a cada um papéis diferentes no que diz respeito à sua atuação.
O organismo responsável por toda a estrutura metrológica nacional é Instituto Português da Qualidade (IPQ), que se apoia noutros organismos estatais ou privados.
Por sua vez, a normalização tem por fim a elaboração de regras/normas de utilização generalizada ou generalizável, de interesse comum ou específico, que permitem regula-mentar e gerir o funcionamento metrológico.
5.2. normaLização
A normalização produz documentos de referência, contendo soluções para problemas técnicos e comerciais de produtos, bens e serviços, pelo que se diz que é toda a atividade que conduz à elaboração, publicação e promoção de normas.
Metrologia Dimensional na Indústria Metalomecânica
© FCA – Editora de Informática192
As normas surtem com a necessidade de a sociedade evoluir de um estado de produção artesanal para uma produção industrial, de intermutabilidade de produtos entre si. A produção de normas visa, afinal, definir características, qualitativa e quantitativamente, por forma a obter uma melhor correspondência possível dos produtos às necessidades. A escolha e a definição das qualidades e das quantidades normalizadas e dos processos da sua obtenção e controlo são a essência da atividade da normalização.
A norma pode ser nacional, regional ou internacional, consoante é adotada por um orga-nismo nacional de normalização ou por uma organização regional ou internacional de normalização.
Ao longo dos anos, as grandes empresas e, por vezes, associações industriais ou profis-sionais têm sentido necessidade de elaborar as suas próprias normas, designadas, respe-tivamente, por normas de empresa ou de associações. Na maioria dos casos, as normas de empresas ou de associações têm dado origem, após tratamento adequado e consenso dos diversos interesses, às normas nacionais, regionais ou internacionais.
Quanto ao conteúdo de uma norma, esta pode ser de vocabulário, de características, de ensaios, de amostragem, de embalagem, de segurança, de engenharia, de serviços, etc., abrangendo os vários domínios da ciência e tecnologia. Relativamente ao assunto de uma norma, este pode estar relacionado com química, física, alimentação, segurança, ambiente, transportes, etc.
A preparação e a elaboração das normas devem seguir determinadas regras que estão internacionalmente indicadas em guias da International Standard Organization (ISO) e que são, geralmente, adotadas nos vários países.
Como é lógico, as normas são de utilização voluntária. O ideal seria os produtores sentirem necessidade da sua utilização e os utilizadores exigirem a sua aplicação quando adquirem produtos, bens e serviços. As normas podem ser tornadas obrigatórias num dado país ou região, por razões de saúde, segurança, defesa do ambiente ou do consumidor ou por outras razões muito específicas (por exemplo, económicas).
Podemos, pois, afirmar que as normas podem ser obrigatórias ou voluntárias, se o Governo, num dado país, publica ou não legislação (regulamentação) com a adequada justificação, tornando o seu uso obrigatório.
A mesma obrigatoriedade pode ser regulamentada por organizações regionais ou inter-nacionais, como é o caso da União Europeia (UE) ou da Organização das Nações Unidas (ONU).
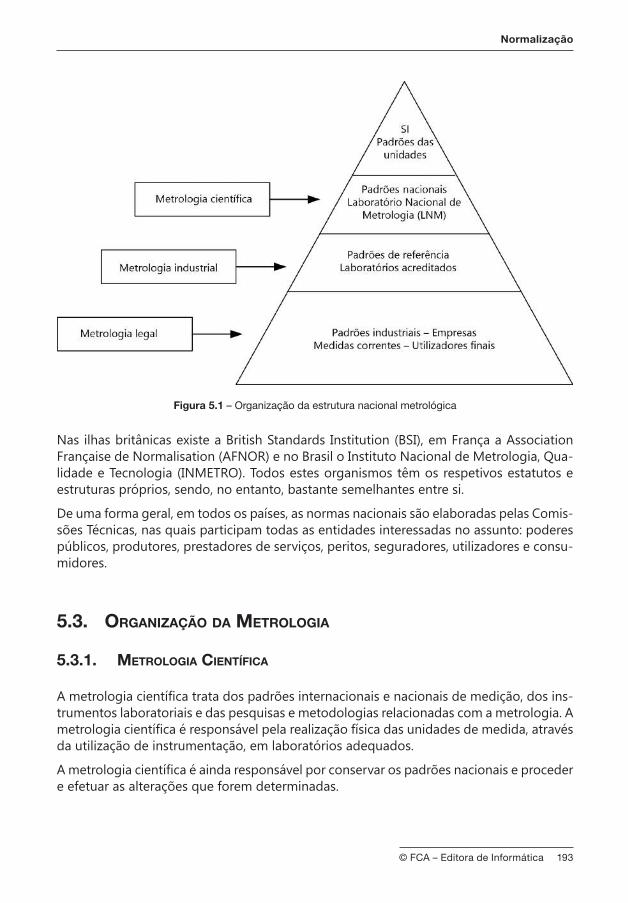
Em cada país existe um organismo nacional de normalização que é responsável pela ela-boração, publicação e divulgação das normas. Estes organismos podem ser estatais, como acontece em Portugal, em que o organismo nacional de normalização é o IPQ. A figura 5.1 mostra a estrutura metrológica nacional.
193© FCA – Editora de Informática
Normalização
Figura 5.1 – Organização da estrutura nacional metrológica
Nas ilhas britânicas existe a British Standards Institution (BSI), em França a Association Française de Normalisation (AFNOR) e no Brasil o Instituto Nacional de Metrologia, Qua-lidade e Tecnologia (INMETRO). Todos estes organismos têm os respetivos estatutos e estruturas próprios, sendo, no entanto, bastante semelhantes entre si.
De uma forma geral, em todos os países, as normas nacionais são elaboradas pelas Comis-sões Técnicas, nas quais participam todas as entidades interessadas no assunto: poderes públicos, produtores, prestadores de serviços, peritos, seguradores, utilizadores e consu-midores.
5.3. orGanização da meTroLoGia
5.3.1. meTroLoGia cienTÍfica
A metrologia científica trata dos padrões internacionais e nacionais de medição, dos ins-trumentos laboratoriais e das pesquisas e metodologias relacionadas com a metrologia. A metrologia científica é responsável pela realização física das unidades de medida, através da utilização de instrumentação, em laboratórios adequados.
A metrologia científica é ainda responsável por conservar os padrões nacionais e proceder e efetuar as alterações que forem determinadas.
Metrologia Dimensional na Indústria Metalomecânica
© FCA – Editora de Informática194
A metrologia científica é confiada ao IPQ, pela Direção de Serviços de Metrologia, através dos laboratórios primários, a quem está confiada a conservação e o desenvolvimento dos padrões nacionais que lhe forem cometidos por decisão do Governo. Entre estes, está o Laboratório Central de Metrologia (LCM), do IPQ, detentor da maior parte dos padrões nacionais.
5.3.2. meTroLoGia indusTriaL
A metrologia industrial está relacionada com os sistemas de medição que são utilizados nos processos de fabrico e na garantia da sua qualidade e segurança.
A metrologia industrial atua no âmbito das medidas da produção e transformação de bens para a demonstração da qualidade metrológica em organizações com sistemas de qualidade certificados.
Os princípios por que se deve reger o sistema da metrologia industrial passam, basica-mente, pela definição clara dos seguintes aspetos a respeitar:
�� Domínio da metrologia aplicada (comprimento, massa, tempo, etc.);
�� Nível de atuação (classes de incerteza);
�� Tipo de atividade a desenvolver (calibração de produtos, controlo de processos, etc.);
�� Manual de procedimentos (procedimentos, normas, registos, etc.).
5.3.3. meTroLoGia LeGaL
A metrologia legal tem como objetivo o controlo metrológico dos instrumentos de medi-ção regulamentados, mediante o seu acompanhamento, desde a conceção e o fabrico, até à sua utilização, em domínios como as transações comerciais, saúde, segurança, defesa do consumidor, fiscalização, proteção do ambiente, economia de energia, etc. O sistema da metrologia legal é constituído por vários níveis de atuação central, regional e local.
Um dado instrumento de medida passa a pertencer ao sistema da metrologia legal a partir do momento que sai um regulamento (em Diário da República) a definir as operações de controlo metrológico, bem como as competências dos organismos na sua execução.
As operações de controlo metrológico são:
�� Aprovação de modelo – Ensaiar, de um modo exaustivo, um modelo de aparelho a comercializar, com vista a concluir se o modelo obedece ou não aos requisitos especificados;
�� Primeira verificação – Ensaiar todos os aparelhos a serem comercializados e cujo modelo já foi aprovado;
195© FCA – Editora de Informática
Normalização
�� Verificação periódica – Ensaiar periodicamente os aparelhos já com primeira verificação e cuja periodicidade é definida pelo regulamento;
�� Verificações extraordinárias – Correspondem a uma primeira verificação e são executadas, normalmente, quando o aparelho sofre uma reparação apreciável.
5.4. caLibração e verificação
A calibração de um instrumento de medição é um procedimento que visa assegurar a confiança de medição desse instrumento, por meio de comparação do valor medido com um padrão relacionado com o SI.
O Vocabulário Internacional de Metrologia, documento publicado pelo IPQ, define calibração como sendo a operação que estabelece, sob condições especificadas, num primeiro passo, uma relação entre os valores e as incertezas de medição fornecidos por padrões e as indicações correspondentes com as incertezas associadas; e, num segundo passo, utiliza essa informação para estabelecer uma relação visando a obtenção de um resultado de medição a partir de uma indicação.
Todos os aparelhos de medição são submetidos a um controlo de qualidade que assegura que estes se encontram dentro de limites especificados, através da emissão de um certifi-cado de calibração. Este certificado é emitido por um laboratório acreditado para o efeito.
Os aparelhos de medição e controlo são responsáveis por manter a qualidade da produção de uma empresa, pois são os responsáveis por medir ou controlar um determinado pro-cesso de fabrico. Os aparelhos de medição com erros podem induzir a decisões erradas e, por consequência, à produção de peças fora das suas especificações. A calibração permite verificar, através da comparação com padrões estabelecidos, o erro que o aparelho de medição possui e a sua incerteza na medição, ou seja, a diferença entre o valor medido e o valor aceite como verdadeiro para essa medida. Os aparelhos que estão dentro das suas especificações estão válidos para serem utilizados novamente. Os aparelhos que tiverem erros superiores aos especificados devem ser reavaliados.
A verificação de um instrumento de medição é um processo de exame e emissão de um certificado que confirma que o instrumento satisfaz as exigências que estão regula-mentadas.
Em Portugal, a verificação metrológica é da responsabilidade do IPQ, entidade que efetua o controlo de equipamentos e instrumentos com o objetivo de garantir medições credí-veis, que são importantes em situações em que haja conflito de interesses ou riscos para a sociedade.
Estas exigências são regulamentadas através de regulamentos técnicos metrológicos, que definem critérios para que os técnicos das entidades oficiais possam determinar se um instrumento obedece a certos itens especificados. Esses critérios podem ser:
�� Verificar se o instrumento possui uma placa com as inscrições que são obrigatórias;