metrologia bÁsica - abraman.org.br · metrologia legal quer no da metrologia industrial,...
TRANSCRIPT
PCO
PROGRAMA DE CERTIFICAÇÃO OPERACIONAL CST
METROLOGIA BÁSICA
ELABORAÇÃO: DEZEMBRO/ 04
CST - Companhia Siderúrgica de Tubarão
FDH - Departamento de Recursos Humanos
FHD - Divisão de Desenvolvimento e Remuneração
Av. Brigadeiro Eduardo Gomes, 930, Jardim Limoeiro - Serra - ES.
CEP: 29163-970
Telefone: 0 XX (27) 3348-1420
Fax: 0 XX (27) 3348-1077

3
Metrologia Básica
Sumário
1. INTRODUÇÃO.................................................................................................................................. 8 2. TERMINOLOGIA E SIGLAS........................................................................................................ 10
2.1. TERMINOLOGIA.............................................................................................................................. 10 2.2. SIGLAS ........................................................................................................................................... 17
3. METROLOGIA BÁSICA ............................................................................................................... 19 3.1. SISTEMA INTERNACIONAL DE UNIDADES – SI ................................................................................ 19
3.1.1. O BIPM e a Convenção do Metro ............................................................................................ 19 3.1.2. As duas classes de unidades SI................................................................................................. 20 3.1.3. Os prefixos SI ........................................................................................................................... 21
3.2. SISTEMA DE GRANDEZAS................................................................................................................ 21 3.3. LEGISLAÇÕES SOBRE AS UNIDADES ................................................................................................ 22 3.4. UNIDADES SI DE BASE.................................................................................................................... 22 3.5. SÍMBOLOS DAS UNIDADES DE BASE ................................................................................................ 22
4. UNIDADES SI DERIVADAS ......................................................................................................... 24 4.1. UNIDADES EXPRESSAS A PARTIR DE UNIDADES DE BASE ................................................................ 24
4.1.1 Unidades possuidoras de nomes especiais e símbolos particulares; unidades utilizando unidades possuidoras de nomes especiais e símbolos particulares ........................................................ 25
5. MÚLTIPLOS E SUBMÚLTIPLOS DECIMAIS DAS UNIDADES SI....................................... 27 6. MÉTODOS DE MEDIÇÃO ............................................................................................................ 28
6.1. MÉTODO DE MEDIÇÃO DIRETO ....................................................................................................... 29 6.2. MODO DE MEDIÇÃO INDIRETO........................................................................................................ 29 6.3. MÉTODO ABSOLUTO....................................................................................................................... 29 6.4. MÉTODO COMPARATIVO ................................................................................................................ 30 6.5. MÉTODO DE INSTRUMENTAÇÃO ..................................................................................................... 30
7. PADRÕES DE MEDIÇÃO ............................................................................................................. 32 7.1. GENERALIDADES............................................................................................................................ 32 7.2. TIPOS DE PADRÕES......................................................................................................................... 34
8. SISTEMA METROLÓGICO BRASILEIRO ............................................................................... 35 8.1. SINMETRO – SISTEMA NACIONAL DE METROLOGIA, NORMALIZAÇÃO E QUALIDADE INDUSTRIAL 35 8.2. ORGANISMOS DO SINMETRO .......................................................................................................... 35 8.3. FUNÇÕES........................................................................................................................................ 36 8.4. CREDENCIAMENTO (ACREDITAÇÃO)............................................................................................... 37 8.5. CERTIFICAÇÃO ............................................................................................................................... 38 8.6. ENSAIOS E CALIBRAÇÕES............................................................................................................... 38
9. CONMETRO - CONSELHO NACIONAL DE METROLOGIA, NORMALIZAÇÃO E QUALIDADE INDUSTRIAL........................................................................................................................ 39
9.1. ATRIBUIÇÕES ................................................................................................................................. 39 9.2. COMITÊS TÉCNICOS DO CONMETRO ............................................................................................... 41

4
Metrologia Básica
10. INMETRO – INSTITUTO NACIONAL DE METROLOGIA, NORMALIZAÇÃO E QUALIDADE INDUSTRIAL........................................................................................................................ 41
10.1. ATRIBUIÇÕES PRINCIPAIS............................................................................................................... 42 10.2. PROCESSO DE CREDENCIAMENTO (ACREDITAÇÃO) ........................................................................ 43 10.3. RECONHECIMENTO INTERNACIONAL.............................................................................................. 44 10.4. LOCALIZAÇÃO DO INMETRO ....................................................................................................... 45 10.5. PUBLICAÇÕES DO INMETRO ........................................................................................................ 46
11. ACORDOS DE RECONHECIMENTO MÚTUO ........................................................................ 47 11.1. RELEVÂNCIA ECONÔMICA DOS ACORDOS DE RECONHECIMENTO MÚTUO ENTRE ORGANISMOS ACREDITADORES (CREDENCIADORES)........................................................................................................... 47 11.2. ACORDOS DE RECONHECIMENTO MÚTUO ASSINADOS PELO INMETRO NA ATIVIDADE DE ACREDITAÇÃO (CREDENCIAMENTO) DE LABORATÓRIOS ............................................................................... 47 11.3. ACORDOS DE RECONHECIMENTO MÚTUO ASSINADOS PELO INMETRO NA ATIVIDADE DE ACREDITAÇÃO (CREDENCIAMENTO) DE ORGANISMOS................................................................................... 50
12. REDES ESTADUAIS DE METROLOGIA................................................................................... 51 12.1. O QUE UMA É A REDE METROLÓGICA ............................................................................................ 51 12.2. OBJETIVOS PRINCIPAIS ................................................................................................................... 52 12.3. PRINCIPAIS REDES ESTADUAIS DE METROLOGIA............................................................................. 53 12.4. REDE CAPIXABA DE METROLOGIA .................................................................................................. 53
13. SOCIEDADE BRASILEIRA DE METROLOGIA ...................................................................... 53 13.1. APRESENTAÇÃO ............................................................................................................................. 53 13.2. ESTRUTURA ORGANIZACIONAL DA SOCIEDADE BRASILEIRA DE METROLOGIA ............................. 55 13.3. BENEFÍCIOS.................................................................................................................................... 55
14. REQUISITOS NORMATIVOS RELATIVOS À METROLOGIA (ISO 9001/14001/16949) ... 57 15. VARIABILIDADE DO PROCESSO DE FABRICAÇÃO ........................................................... 58 16. VARIABILIDADE DO PROCESSO DE MEDIÇÃO .................................................................. 60
16.1. INTRODUÇÃO ................................................................................................................................. 60 17. TENDÊNCIA.................................................................................................................................... 65 18. ESTABILIDADE ............................................................................................................................. 65 19. LINEARIDADE ............................................................................................................................... 67 20. REPETITIVIDADE......................................................................................................................... 68 21. REPRODUTIBILIDADE................................................................................................................ 68 22. INCERTEZA DE MEDIÇÃO......................................................................................................... 70
22.1. MÉTODO BASEADO NO ISO GUM.................................................................................................. 70 22.2. AVALIAÇÃO DO TIPO A DA INCERTEZA PADRÃO............................................................................. 71 22.3. AVALIAÇÃO DO TIPO B DA INCERTEZA PADRÃO ............................................................................. 75
23. RESOLUÇÃO DA BALANÇA....................................................................................................... 75 24. LINEARIDADE DA BALANÇA.................................................................................................... 76 25. ESTABILIDADE NO TEMPO (DRIFT) ....................................................................................... 77
25.1. EMPUXO DO AR .............................................................................................................................. 77

5
Metrologia Básica
26. CERTIFICADO DE CALIBRAÇÃO (HERANÇA DO CERTIFICADO)................................. 79 27. CÁLCULO DA INCERTEZA PADRÃO DA ESTIMATIVA DE SAÍDA ................................. 79
27.1. CÁLCULO DOS GRAUS DE LIBERDADE EFETIVOS, VEFF E DO FATOR DE ABRANGÊNCIA, K ............... 80 28. INCERTEZA EXPANDIDA DE MEDIÇÃO................................................................................ 81 29. MÉTODO ALTERNATIVO........................................................................................................... 81 30. VERIFICAÇÃO DA ADEQUAÇÃO AO USO ............................................................................. 82
30.1. GENERALIDADES............................................................................................................................ 82 31. RELAÇÃO ENTRE INCERTEZAS .............................................................................................. 82
31.1. MÉTODOS CLÁSSICOS PARA ANÁLISE DA ADEQUAÇÃO AO USO ...................................................... 85 32. PROPOSTA ATUAL PARA ANÁLISE DA ADEQUAÇÃO AO USO ...................................... 86
32.1. APLICAÇÃO DAS NORMAS ISO GUM E ISO TS 16949 ................................................................... 86 32.2. VERIFICAÇÃO DA ADEQUAÇÃO AO USO EM CONDIÇÕES IDEAIS...................................................... 87 32.3. VERIFICAÇÃO DA ADEQUAÇÃO AO USO EM CONDIÇÕES ADVERSAS ............................................... 88
33. PONTOS CRÍTICOS....................................................................................................................... 90 34. EXEMPLOS ..................................................................................................................................... 91 35. PLANEJAMENTO DA COMPROVAÇÃO METROLÓGICA - VER ISO 10012:2004 .......... 93 36. RESPONSÁVEIS PELO SISTEMA DE COMPROVAÇÃO METROLÓGICA .................... 101 37. FOCO NO CLIENTE .................................................................................................................... 102 38. OBJETIVOS DA QUALIDADE................................................................................................... 102 39. CALIBRAÇÃO INTERNA X CALIBRAÇÃO EXTERNA....................................................... 103
39.1. GENERALIDADES.......................................................................................................................... 103 39.2. CALIBRAÇÕES EXTERNAS............................................................................................................. 103 39.3. CALIBRAÇÕES INTERNAS.............................................................................................................. 104
40. QUALIFICAÇÃO DE PESSOAL PARA A CALIBRAÇÃO INTERNA DE EQUIPAMENTOS ......................................................................................................................................................... 106 41. CONTROLE DAS CONDIÇÕES AMBIENTAIS ...................................................................... 106 42. EQUIPAMENTOS, PADRÕES E MATERIAIS DE REFERÊNCIA....................................... 107 43. MANUSEIO, TRANSPORTE, PRESERVAÇÃO E ARMAZENAMENTO DE EQUIPAMENTOS ....................................................................................................................................... 110
43.1. MANUSEIO ................................................................................................................................... 110 43.2. INSPEÇÃO ..................................................................................................................................... 114 43.3. TRANSPORTE INTERNO................................................................................................................. 114 43.4. TRANSPORTE EXTERNO................................................................................................................ 115 43.5. ARMAZENAGEM ........................................................................................................................... 115
44. MANUTENÇÃO DOS EQUIPAMENTOS ................................................................................. 116 45. PROCEDIMENTOS DE CALIBRAÇÃO DE EQUIPAMENTOS ........................................... 117 46. VALIDAÇÃO DOS PROCEDIMENTOS DE CALIBRAÇÃO................................................. 118

6
Metrologia Básica
47. VALIDAÇÃO DE PROGRAMAS DE COMPUTADOR (SOFTWARE) ................................ 119 48. CÓPIA DE SEGURANÇA DE PROGRAMAS E DE DADOS.................................................. 120 49. INTERVALOS DE COMPROVAÇÃO METROLÓGICA E SEU AJUSTE .......................... 120 50. CADASTRO ÚNICO DE EQUIPAMENTOS E SOFTWARES ............................................... 126 51. REALIZAÇÃO DO PROCESSO DE MEDIÇÃO ...................................................................... 128
51.1. INTRODUÇÃO ............................................................................................................................. 1928 51.2. MEDIÇÃO INÉDITA ..................................................................................................................... 1218 51.3. DETERMINAÇÃO DO NÚMERO DE CICLOS DE MEDIÇÃO ............................................................... 129 51.4. REALIZAÇÃO DAS LEITURAS ........................................................................................................ 130 51.5. REGISTRO DAS LEITURAS............................................................................................................. 130 51.6. RESULTADOS DA MEDIÇÃO.......................................................................................................... 130 51.7. INCERTEZAS DA MEDIÇÃO ........................................................................................................... 132 51.8. RASTREABILIDADE....................................................................................................................... 133 51.9. VALIDAÇÃO DA CALIBRAÇÃO (ADEQUAÇÃO AO USO)................................................................. 133
51.9.1. Equipamento Adequado ao Uso ............................................................................................. 135 51.9.2. Equipamento Parcialmente Adequado ao Uso ....................................................................... 135 51.9.3. Equipamento Não Adequado ao Uso...................................................................................... 136
52. ETIQUETAS .................................................................................................................................. 137
52.1. ETIQUETAS DE IDENTIFICAÇÃO ÚNICA......................................................................................... 110 52.2. ETIQUETA DE STATUS DE CALIBRAÇÃO ....................................................................................... 138 52.3. EXEMPLOS DE ETIQUETAS............................................................................................................ 114
53. USO DE LACRES NOS EQUIPAMENTOS DE INSPEÇÃO, MEDIÇÃO E ENSAIOS ....... 139 54. CRONOGRAMAS DE CALIBRAÇÃO PERIÓDICA............................................................... 140 55. REGISTROS DE COMPROVAÇÃO METROLÓGICA .......................................................... 140 56. CORREÇÕES NOS REGISTROS DE COMPROVAÇÃO METROLÓGICA....................... 143 57. ANÁLISE CRÍTICA DE CERTIFICADOS DE CALIBRAÇÃO ............................................. 143
57.1. CONDIÇÕES GERAIS ..................................................................................................................... 110 57.2. AVALIAÇÃO DE CERTIFICADOS EMITIDOS POR TERCEIROS .......................................................... 114 57.3. AVALIAÇÃO DE CERTIFICADOS EMITIDOS INTERNAMENTE.......................................................... 114 57.4. CORREÇÕES EM CERTIFICADOS JÁ EMITIDOS ............................................................................... 115
58. EXEMPLOS DE CERTIFICADOS DE CALIBRAÇÃO........................................................... 146 59. VERIFICAÇÃO INTERMEDIÁRIA DO STATUS DA CALIBRAÇÃO ................................ 146 60. FORNECEDORES EXTERNOS.................................................................................................. 146
60.1. ESPECIFICAÇÃO DE COMPRA ........................................................................................................ 110 60.2. QUALIFICAÇÃO DE FORNECEDORES ............................................................................................. 114 60.3. ACORDO SOBRE MÉTODO PARA VERIFICAÇÃO............................................................................. 114 60.4. CLÁUSULAS CONTRATUAIS PARA DIRIMIR QUESTÕES DA QUALIDADE........................................ 115 60.5. CONTROLE DE RECEBIMENTO ...................................................................................................... 115 60.6. REGISTROS DA QUALIDADE NO RECEBIMENTO ............................................................................ 115

7
Metrologia Básica
61. AUDITORIA E MONITORAMENTO........................................................................................ 149
61.1. SATISFAÇÃO DO CLIENTE............................................................................................................. 110 61.2. AUDITORIA DO SISTEMA DE GESTÃO DE MEDIÇÃO ...................................................................... 114 61.3. MONITORAMENTO DO SISTEMA DE GESTÃO DE MEDIÇÃO (SGM) ............................................... 114
62. CONTROLE DE NÃO-CONFORMIDADES ............................................................................. 151
62.1. SISTEMA DE GESTÃO DE MEDIÇÃO NÃO-CONFORMES ................................................................. 110 62.2. PROCESSOS DE MEDIÇÃO NÃO-CONFORME ................................................................................. 114 62.3. EQUIPAMENTOS DE MEDIÇÃO NÃO-CONFORME .......................................................................... 114 62.4. REGISTRO DE NÃO-CONFORMIDADES, MELHORIAS E POTENCIAIS FONTES DE NÃO-CONFORMIDADES ....................................................................................................................................... 115 62.5. AJUSTES E REPAROS..................................................................................................................... 115
63. ANÁLISE CRÍTICA DO SISTEMA DE COMPROVAÇÃO METROLÓGICA.................... 155
63.1. MELHORIA ................................................................................................................................... 110 63.2. AÇÃO CORRETIVA........................................................................................................................ 114 63.3. AÇÃO PREVENTIVA ...................................................................................................................... 114 63.4. EFICÁCIA DAS AÇÕES CORRETIVAS/ PREVENTIVAS ..................................................................... 115
64. NOMENCLATURA E SIMBOLOGIA DE INSTRUMENTAÇÃO ......................................... 158 65. EXERCÍCIOS DE COMPROVAÇÃO METROLÓGICA ........................................................ 158 66. RESPOSTA DOS EXERCÍCIOS DE COMPROVAÇÃO METROLÓGICA......................... 170 67. BIBLIOGRAFIA............................................................................................................................ 177 68. ANEXOS:........................................................................................................................................ 177

8
Metrologia Básica
1. INTRODUÇÃO Um Sistema de Gestão de Medição (SGM) eficaz assegura que o equipamento de medição e os
processos de medição são adequados para seu uso pretendido e é importante para atingir os
objetivos da qualidade do produto e gerenciar o risco de resultado de medição incorreta. O objetivo
de um SGM é gerenciar o risco de que o equipamento de medição e os processos de medição
possam produzir resultados incorretos afetando a qualidade dos produtos de uma organização. Os
métodos usados para o SGM variam da verificação básica do equipamento à aplicação de técnicas
estatísticas no controle do processo de medição.
Os processos de medição devem ser considerados como processos específicos que objetivam dar
suporte à qualidade dos produtos produzidos pela organização.
Entretanto, a satisfação das necessidades de um SGM não pode e nem deve ser obtida a qualquer
custo. Este sistema deve se enquadrar nos sistemas de metrologia oficial quer no aspecto da
metrologia legal quer no da metrologia industrial, condição sem a qual o pressuposto de confiança
que deve ser oferecido por um Sistema de Garantia da Qualidade é completamente inoperante.
É objetivo deste curso abordar as ações necessárias para a implementação e manutenção de um
SGM, de forma a poder assegurar que as medições realizadas são efetuadas com o grau de exatidão
pretendido, de modo a atender aos requisitos normativos da ISO 9001 e da ISO 14001.
No gerenciamento dos sistemas de produção, tem-se continuamente a interação entre a qualidade,
normalização e metrologia. Um controle eficiente dos processos produtivos requer uma análise
detalhada dos equipamentos de medição utilizados. Neste sentido, o desenvolvimento de um SGM
que garanta que os equipamentos de medição produzam resultados confiáveis é fundamental para
garantir a qualidade dos produtos, segurança das instalações e das pessoas envolvidas, o controle
operacional e a proteção ao meio ambiente.
É fundamental que o SGM tenha plena integração com os esforços desenvolvidos no âmbito do
Sistema de Garantia da Qualidade da Organização a que pertença. O modelo de SGM sugerido pela
norma NBR ISO 10012:2004 é apresentado na figura 1, dentro do conceito de PDCA.

9
Metrologia Básica
Esta Norma inclui tanto requisitos como orientação para implementação de sistemas de gestão de
medição e pode ser útil na melhoria de atividades de medição e da qualidade de produtos.
As organizações têm a responsabilidade de determinar o nível dos controles necessários e
especificar os requisitos do SGM a ser aplicado como parte do seu sistema de gestão global. Exceto
por acordo, a Norma NBR ISO 10012:2004 não tem a intenção de adicionar, subtrair nem substituir
qualquer requisito de outras normas.
Entretanto, seguir os requisitos estabelecidos nesta Norma facilitará o cumprimento dos requisitos
para medições e controle do processo de medição especificado em outras normas, por exemplo, as
ABNT NBR ISO 9001:2000, subseção 7.6, e ABNT NBR ISO 14001:1996, subseção 4.5.1.
A Norma NBR ISO 10012:2004 especifica requisitos genéricos e fornece orientação para a gestão
de processos de medição e comprovação metrológica de equipamento de medição usado para dar
suporte e demonstrar conformidade com requisito metrológico.
Figura 1 - Modelo de sistema de gestão de medição.
Ela especifica requisitos de gestão da qualidade de um SGM que pode ser usado por uma
organização que executa medições como parte de um sistema de gestão global, e para assegurar que
os requisitos metrológicos são atendidos.

10
Metrologia Básica
Esta Norma não tem a intenção de ser usada como um requisito para demonstrar a conformidade
com a ABNT NBR ISO 9001, ABNT NBR ISO-14001 ou qualquer outra norma. Partes interessadas
podem concordar em usar esta Norma como uma entrada para satisfazer os requisitos do SGM nas
atividades de certificação.
Esta Norma não pretende ser um substituto ou uma adição aos requisitos da ABNT NBR ISO/ IEC
17025.
Nota: Existem outras normas e guias para elementos particulares que afetam os resultados de
medição, por exemplo, detalhes de métodos de medição, competência de pessoal e comparações
interlaboratoriais.
2. TERMINOLOGIA E SIGLAS
2.1. TERMINOLOGIA A terminologia praticada pelos metrologistas deve ser definida inequivocamente e corretamente
aplicada, com o objetivo de se evitar interpretações errôneas. Infelizmente não é o que tem ocorrido
em nosso meio. Observamos uma grande confusão de nomenclatura, principalmente em diferentes
áreas de conhecimento.
Em uma área de atuação restrita, com pequeno número de pessoas é razoavelmente fácil de
uniformizar a nomenclatura. No entanto, medições são praticadas em todos os ramos da ciência e da
tecnologia e pouca coordenação existia a nível mundial para sua uniformização.
O problema é complicado pela universalidade de uso de conceitos básicos em tantas áreas diferentes
em muitos idiomas e pela grande quantidade de termos envolvidos.
Uma terminologia muito importante a nível internacional é o VIM - International Vocabulary of
Basic and General Terms In Metrology.
11
Metrologia Básica
Além dos termos e definições constantes nas normas ABNT NBR ISO 9000 e VIM, se aplicam os
seguintes termos:
• Ação Corretiva - Ação implementada para eliminar as causas de uma não-conformidade, de
um defeito ou de outra situação indesejável existente, a fim de prevenir sua repetição.
• Ação Preventiva - Ação implementada para eliminar as causas de uma possível não-
conformidade, de um defeito ou outra situação indesejável existente, a fim de prevenir sua
repetição.
• Análise Crítica pela Administração - avaliação formal, pela administração, do estado e da
adequação do sistema da qualidade, em relação à política da qualidade e seus objetivos.
• Anomalia – Qualquer desvio das condições normais de operação ou de especificação. É tudo o
que for diferente do usual ou anormal. Pode ser um problema com o produto, um ponto fora dos
limites de especificação do gráfico, um barulho estranho no equipamento, uma rugosidade não
usual num componente, uma reclamação de cliente etc.
• Calibração – Conjunto de operações que estabelece, sob condições especificadas, a relação
entre os valores indicados por um equipamento de medição ou sistema de medição ou valores
representados por uma medida materializada ou um material de referência, e os valores
correspondentes das grandezas estabelecidos por padrões.
Observações:
- O resultado de uma calibração permite tanto o estabelecimento dos valores do mensurando para
as indicações como a determinação das correções a serem aplicadas;
- Uma calibração pode, também, determinar outras propriedades metrológicas como o efeito das
grandezas de influência.
• Característica metrológica – propriedade distinta que pode influenciar os resultados de
medição.
Notas:
- Equipamentos de medição normalmente têm várias características metrológicas;
- Características metrológicas podem estar sujeitas à calibração.

12
Metrologia Básica
• Comprovação metrológica – conjunto de operações necessárias para assegurar que um
equipamento de medição atende aos requisitos do seu uso pretendido.
Notas:
a) Comprovação metrológica normalmente inclui calibração ou verificação, qualquer ajuste ou
reparo necessário, e subseqüente recalibração, comparação com os requisitos metrológicos para
o uso pretendido do equipamento, assim como qualquer etiqueta ou lacre necessários;
b) Comprovação metrológica não é alcançada, até que, e a menos que, a adequação do
equipamento de medição para o seu uso pretendido tenha sido demonstrada e documentada;
c) Os requisitos para o uso pretendido incluem considerações tais como amplitude, resolução erro
máximo/ erro permitido;
d) Os requisitos de comprovação metrológica são normalmente distintos dos requisitos do produto,
e não estão especificados nestes requisitos.
• Correção – valor adicionado algebricamente ao resultado não corrigido de uma medição para
compensar um erro sistemático.
Observações:
A correção é igual ao erro sistemático estimado com sinal trocado.
Uma vez que o erro sistemático não pode ser perfeitamente conhecido, a compensação não pode ser
completa.
• Defeito - Qualquer desvio de uma característica de um item em relação aos seus requisitos
operacionais.
• Desvio – valor menos seu valor de referência.
Nota: Não confundir desvio com erro.
Embalagem adequada - embalagem que permita transportar o equipamento sem causar-lhe danos
por vibração, queda ou choque mecânico. O usuário deve definir que tipo de embalagem é adequada
à sua utilização.

13
Metrologia Básica
• Equipamento crítico - aquele que deve ser sujeito à Comprovação Metrológica.
• Equipamento de medição - equipamento de medição, programa de computador, padrão de
medição, material de referência ou dispositivos auxiliares, ou uma combinação deles,
necessários para executar um processo de medição.
• Erro (de medição) – resultado de uma medição menos o valor verdadeiro do mensurando.
Observação: Uma vez que o valor verdadeiro não pode ser determinado, utiliza-se, na prática, um
valor verdadeiro convencional. Não confundir erro com desvio.
a) Erro aleatório – resultado de uma medição menos a média que resultaria de um infinito
número de medições do mesmo mensurando efetuadas sob condições de repetitividade.
Observações:
Erro aleatório é igual ao erro menos o erro sistemático.
Em razão de que apenas um finito número de medições pode ser feito, é possível apenas determinar
uma estimativa do erro aleatório.
a) Erro sistemático – Média que resultaria de um infinito número de medições do mesmo
mensurando, efetuadas sob condições de repetitividade, menos o valor verdadeiro do
mensurando.
Observações:
Erro sistemático é igual ao erro menos o erro aleatório.
Analogamente ao valor verdadeiro, o erro sistemático e suas causas não podem ser completamente
conhecidos.
Ver tendência.
• Falha - Término da capacidade de um equipamento em desempenhar uma função requerida
para a operação.
• Função metrológica - função com responsabilidade técnica e administrativa para definir e
implementar o Sistema de Gestão de Medição (SGM).

14
Metrologia Básica
a) Equipamento Não-conforme - Equipamento que não atende a um ou algum requisito
especificado.
b) Incerteza - Parâmetro, associado ao resultado de medição, que caracteriza a dispersão dos
valores que podem ser razoavelmente atribuídos a um mensurando.
Observações:
- O parâmetro pode ser, por exemplo, um desvio padrão (ou um múltiplo dele), ou a metade de
um intervalo correspondente a uma probabilidade de abrangência estabelecida.
- A incerteza de medição compreende, em geral, muitos componentes. Alguns destes
componentes podem ser estimados com base na distribuição estatística dos resultados das séries
de medições e podem ser caracterizados por desvios padrão experimentais. Outros
componentes, que também podem ser caracterizados por desvios padrão, são avaliados por meio
de distribuição de probabilidades assumidas, baseadas na experiência ou em outras informações.
- Entende-se que o resultado da medição é a melhor estimativa do valor do mensurando, e que
todos os componentes da incerteza, incluindo aqueles resultantes dos efeitos sistemáticos, como
os componentes associados com correções e padrões de referência, contribuem para a dispersão.
• Medição - Conjunto de operações que tem por objetivo determinar um valor de uma
grandeza.Metrologia – Ciência da medição.
a) Material de referência - Material ou substância que tem um ou mais valores de propriedades
que são suficientemente homogêneos e bem estabelecidos para ser usado na calibração de um
aparelho, na avaliação de um método de medição ou atribuição de valores a materiais.
b) Material de referência certificado - Um material de referência, acompanhado por um
certificado, com um ou mais valores de propriedades, e certificados por um procedimento que
estabelece sua rastreabilidade à obtenção exata da unidade na qual os valores da propriedade
são expressos, e cada valor certificado é acompanhado por uma incerteza para uma
probabilidade de abrangência estabelecida.
• Não-conformidade – Não atendimento a um requisito normativo especificado.

15
Metrologia Básica
• Padrão - Medida materializada, equipamento de medição, material de referência ou sistema de
medição destinado a definir, realizar, conservar ou reproduzir uma unidade ou um ou mais
valores de uma grandeza para servir como referência.
c) Padrão internacional - É aquele reconhecido por um acordo internacional para servir,
internacionalmente como base para estabelecer valores a outros padrões da grandeza a que se
refere.
No caso do quilograma, existe somente um artefato no BIPM que representa o padrão de massa a
nível internacional. Outros padrões, como o de comprimento, podem ser realizados em muitos
países, a partir da definição do metro.
d) Padrão nacional - É aquele reconhecido por decisão nacional para servir, em um país, como
base para estabelecer valores a outros padrões da grandeza a que se refere. Geralmente é o
padrão de melhor qualidade metrológica do país, que é chamada de padrão primário.
Ocasionalmente, isto pode não vir a ser verdadeiro, pois pode acontecer de existir padrões
melhores que o padrão nacional.
e) Padrão primário - É o padrão que é designado ou amplamente reconhecido como tendo as
mais altas qualidades metrológicas e cujo valor é aceito sem referência a outros padrões da
mesma grandeza.
f) Padrão secundário - É um padrão cujo valor é estabelecido por comparação a um padrão
primário da mesma grandeza.
g) Padrão de referência – É o padrão da mais alta qualidade metrológica disponível em um certo
local ou em uma dada organização, a partir do qual as medições são derivadas.
h) Padrão de trabalho - Padrão utilizado rotineiramente para calibrar ou controlar medidas
materializadas, equipamentos de medição ou materiais de referência.
i) Padrão de transferência - Padrão utilizado como intermediário para comparar padrões.
j) Padrão itinerante – Padrão, algumas vezes de construção especial, para ser transportado entre
locais diferentes.

16
Metrologia Básica
• Pontos de Controle de Processo - são locais onde existem equipamentos de medição, de
monitoração e controle de processo para garantir a conformidade de atendimento aos requisitos
especificados nas dimensões de Qualidade, Segurança, Meio-Ambiente e Saúde.
• Processo de medição - conjunto de operações para determinar o valor de uma grandeza.
• Rastreabilidade - Propriedade do resultado de uma medição ou do valor de um padrão estar
relacionado a referências estabelecidas, geralmente padrões nacionais ou internacionais, através
de uma cadeia contínua de comparações, todas tendo incertezas estabelecidas.
• Reparo - Ação implementada sobre um produto (bem ou serviço) não-conforme de modo que
este passe a satisfazer os requisitos de uso previsto, embora possa não atender aos requisitos
originalmente especificados.
• Repetitividade - Grau de concordância entre os resultados de medições sucessivas de um
mesmo mensurando efetuadas sob as mesmas condições de medição.
• Reprodutibilidade - Grau de concordância entre os resultados das medições de um mesmo
mensurando efetuadas sob condições variadas de medição.
• Retrabalho - Ação implementada sobre um produto não-conforme de modo que ele atenda aos
requisitos especificados.
• Sistema Internacional de Unidades – SI - Sistema coerente de unidades adotado e
recomendado pela CGPM. O SI foi ratificado pela 11ª CGPM/ 1960 e atualizado até a 20ª
CGPM/ 1995.
• Valor Verdadeiro Convencional - Valor atribuído a uma grandeza específica e aceito, às vezes
por convenção, como tendo uma incerteza apropriada para uma dada finalidade.

17
Metrologia Básica
2.2. SIGLAS - ABNT - Associação Brasileira de Normas Técnicas
- BIPM - Bureau Internacional de Pesos e Medidas
- CBM - Comitê Brasileiro de Metrologia
- CIML - Comitê Internacional de Metrologia Legal
- CIPM - Comitê Internacional de Pesos e Medidas
- CGPM - Conferência Geral de Pesos e Medidas
- CONACRE - Comitê Nacional de Credenciamento (Acreditação)
- CONMETRO - Conselho Nacional de Metrologia, Normalização e Qualidade Industrial, é o
órgão político central do SINMETRO, do qual participam oito ministérios, a ABNT -
Associação Brasileira de Normas Técnicas, o IDEC - Instituto Brasileiro de Defesa do
Consumidor e a CNI - Confederação Nacional da Indústria, sendo presidido pelo Ministério do
Desenvolvimento, Indústria e Comércio Exterior e secretariado pelo INMETRO.
- CMEM - características metrológicas do equipamento de medição.
- DIMCI - Diretoria de Metrologia Científica (INMNETRO)
- DIMEL - Diretoria de Metrologia Legal (INMNETRO)
- GUM - Guide to the Expression of Uncertainty in Measurement (Guia para a expressão da
incerteza de medição)
- IEC - Comissão Internacional de Eletrotécnica
- INMETRO - Instituto Nacional de Metrologia, Normalização e Qualidade Industrial:
- IPEM - Institutos Estaduais de Pesos e Medidas
- ISO - Organização Internacional de Normalização
- MCT - Ministério da Ciência e Tecnologia
- MDIC - Ministério do Desenvolvimento, Indústria e Comércio Exterior;
- MRA - Acordo de Reconhecimento Mútuo
- OCC - Organismo de Certificação Credenciado
- OI - Organismo de Inspeção

18
Metrologia Básica
- OIML - Organização Internacional de Metrologia Legal
- OMC - Organização Mundial do Comércio
- RBC - Rede Brasileira de Calibração
- RBLE - Rede Brasileira de Laboratórios de Ensaios
- RNML - Rede Nacional de Metrologia Legal
- RMC – Requisito Metrológico do Cliente.
- SBC - Sistema Brasileiro de Certificação
- SEBRAE - Serviço Brasileiro de Apoio às Micro e Pequenas Empresas
- SENAI - Serviço Nacional de Aprendizagem Industrial
- SGM - Sistema de Gestão de Medição - conjunto de elementos inter-relacionados e
interativos, necessários para obter a comprovação metrológica e o controle contínuo dos
processos de medição.
- SI – Sistema Internacional de Unidades - Sistema coerente de unidades adotado e
recomendado pela CGPM. O SI foi ratificado pela 11ª CGPM/ 1960 e atualizado até a 20ª
CGPM/ 1995.
- SIM - Sistema Interamericano de Metrologia
- SINMETRO - Sistema Nacional de Metrologia, Normalização e Qualidade Industrial -
Criado em 1973, tem como finalidade o desenvolvimento e implementação da política nacional
de metrologia, normalização e avaliação da qualidade industrial. Qualquer entidade pública ou
privada que exerça atividade relacionada aos assuntos pode integrar-se ao SINMETRO. Possui
como órgão normativo o CONMETRO e como órgão executivo o INMETRO.
- VIM - Vocabulário Internacional de Termos Fundamentais e Gerais de Metrologia.

19
Metrologia Básica
3. METROLOGIA BÁSICA
3.1. SISTEMA INTERNACIONAL DE UNIDADES – SI 3.1.1. O BIPM E A CONVENÇÃO DO METRO
O Bureau Internacional de Pesos e Medidas (BIPM) foi criado pela Convenção do Metro, assinada
em Paris em 20 de maio de 1875 por 17 Estados, por ocasião da última sessão da Conferência
Diplomática do Metro. Esta Convenção foi modificada em 1921.
O Bureau Internacional tem sua sede perto de Paris, nos domínios do Pavilhão Breteuil (43.520 m2)
(Parque de Saint-Cloud), posto à sua disposição pelo governo francês; e sua manutenção no que se
refere às despesas é assegurada pelos Estados Membros da Convenção do Metro. Em 31 de
dezembro de 1997, 48 Estados eram membros desta Convenção, inclusive o Brasil.
O Bureau Internacional, que tem por missão assegurar a unificação mundial das medidas físicas, é
encarregado:
a) de estabelecer os padrões fundamentais e as escalas das principais grandezas físicas, e de
conservar os protótipos internacionais;
b) de efetuar a comparação dos padrões nacionais e internacionais;
c) de assegurar a coordenação das técnicas de medidas correspondentes;
d) de efetuar e de coordenar as determinações relativas às constantes físicas que intervêm naquelas
atividades.
O Bureau Internacional funciona sob a fiscalização exclusiva do Comitê Internacional de Pesos e
Medidas (CIPM), sob autoridade da Conferência Geral de Pesos e Medidas (CGPM).
Aproximadamente 45 físicos e técnicos trabalham nos laboratórios do Bureau Internacional; fazem
pesquisas metrológicas, principalmente, e comparações internacionais das realizações das unidades
e verificações de padrões. Esses trabalhos são objeto de um relatório anual detalhado, que é
publicado como procès-verbaux das sessões do Comitê Internacional.

20
Metrologia Básica
3.1.2. AS DUAS CLASSES DE UNIDADES SI
No SI distinguem-se duas classes de unidades:
a) Unidades de base;
b) Unidades derivadas.
Sob o aspecto científico, a divisão das unidades SI nessas duas classes é arbitrária porque não é uma
imposição da física.
Entretanto, a Conferência Geral, levando em consideração as vantagens de se adotar um sistema
prático único para ser utilizado mundialmente nas relações internacionais, no ensino e no trabalho
científico, decidiu basear o Sistema Internacional em sete unidades perfeitamente definidas,
consideradas como independentes sob o ponto de vista dimensional: o metro, o quilograma, o
segundo, o ampére, o kelvin, o mol e a candela. Estas unidades SI são chamadas unidades de base.
A segunda classe de unidades SI abrange as unidades derivadas, isto é, as unidades que podem ser
formadas combinando-se unidades de base segundo relações algébricas que interligam as grandezas
correspondentes. Diversas destas expressões algébricas, em razão de unidades de base, podem ser
substituídas por nomes e símbolos especiais, o que permite sua utilização na formação de outras
unidades derivadas.
As unidades SI destas duas classes constituem um conjunto coerente, na acepção dada
habitualmente à expressão “sistema coerente de unidades”, isto é, sistema de unidades ligadas pelas
regras de multiplicação e divisão, sem qualquer fator numérico diferente de 1.
Segundo a Recomendação 1 (1969; PV, 37, 30-31 e Metrologia, 1970, 6, 66) do CIPM, as unidades
desse conjunto coerente de unidades são designadas sob o nome de unidades SI.
É importante acentuar que cada grandeza física tem uma só unidade SI, mesmo que esta unidade
possa ser expressa sob diferentes formas.
Porém o inverso não é verdadeiro: a mesma unidade SI pode corresponder a várias grandezas
diferentes.

21
Metrologia Básica
3.1.3. OS PREFIXOS SI
A Conferência Geral adotou uma série de prefixos para a formação dos múltiplos e submúltiplos
decimais das unidades SI. De acordo com a Recomendação 1 (1969) do CIPM, o conjunto desses
prefixos é designado pelo nome de prefixos SI. As unidades SI, isto é, as unidades de base e as
unidades derivadas do SI, formam um conjunto coerente.
Os múltiplos e submúltiplos das unidades SI, formados por meio dos prefixos SI, devem ser
designados pelo seu nome completo: “múltiplos e submúltiplos decimais das unidades SI”. Esses
múltiplos e submúltiplos decimais das unidades SI não são coerentes com as unidades SI
propriamente ditas.
Como exceção à regra, os múltiplos e submúltiplos do quilograma são formados adicionando os
nomes dos prefixos ao nome da unidade “grama” e símbolos dos prefixos ao símbolo da unidade
“g”.
3.2. SISTEMA DE GRANDEZAS O sistema de grandezas a ser utilizado com as unidades SI, campo do qual se ocupa o Comitê
Técnico 12 da Organização Internacional de Normalização (ISO), publicou a partir de 1955 uma
série de normas internacionais sobre as grandezas e unidades, recomendando fortemente o uso do
Sistema Internacional de Unidades.
Nessas normas internacionais, a ISO adotou um sistema de grandezas físicas baseado nas sete
grandezas de base: comprimento, massa, tempo, intensidade de corrente elétrica, temperatura
termodinâmica, quantidade de matéria e intensidade luminosa.
As outras grandezas — grandezas derivadas — são definidas em função dessas sete grandezas de
base; as relações entre as grandezas derivadas e as grandezas de base são expressas por um sistema
de equações. É conveniente empregar com as unidades SI esse sistema de grandezas e esse sistema
de equações.

22
Metrologia Básica
3.3. LEGISLAÇÕES SOBRE AS UNIDADES Os países fixam por via legislativa as regras concernentes à utilização das unidades no plano
nacional, de uma maneira geral ou em apenas alguns campos, como no comércio, na saúde ou na
segurança pública, no ensino etc. Em um número crescente de países essas legislações são baseadas
no emprego do Sistema Internacional de Unidades.
A Organização Internacional de Metrologia Legal (OIML), criada em 1955, cuida da uniformidade
internacional dessas legislações.
3.4. UNIDADES SI DE BASE As definições oficiais de todas as unidades de base do SI foram aprovadas pela Conferência Geral.
A primeira dessas definições foi aprovada em 1889, e a mais recente em 1983. Essas definições são
modificadas periodicamente a fim de acompanhar a evolução das técnicas de medição e para
permitir uma realização mais exata das unidades de base. A Figura 2 – Grandezas de Base - mostra
os símbolos utilizados para as Unidades SI de base.
3.5. SÍMBOLOS DAS UNIDADES DE BASE As unidades de base do Sistema Internacional estão reunidas na tabela 1 com seus nomes e
símbolos (10ª CGPM — 1954, Resolução 6; 11ª CGPM — 1960, Resolução 12; 13ª CGPM —
1967, Resolução 3; 14ª CGPM — 1971, Resolução 3).

23
Metrologia Básica
Figura 2 - Grandezas de Base.
Tabela 1 - Unidades SI de Base.

24
Metrologia Básica
4. UNIDADES SI DERIVADAS
As unidades derivadas são unidades que podem ser expressas a partir das unidades de base,
utilizando símbolos matemáticos de multiplicação e de divisão. Dentre essas unidades derivadas,
diversas receberam nome especial e símbolo particular, que podem ser utilizados, por sua vez, com
os símbolos de outras unidades de base ou derivadas para expressar unidades de outras grandezas.
4.1. UNIDADES EXPRESSAS A PARTIR DE UNIDADES DE BASE A tabela 2 fornece alguns exemplos de unidades derivadas expressas diretamente a partir de
unidades de base. As unidades derivadas são obtidas por multiplicação e divisão das unidades de
base.
Tabela 2 - Exemplos de unidades SI derivadas, expressas a partir das unidades de base.
25
Metrologia Básica
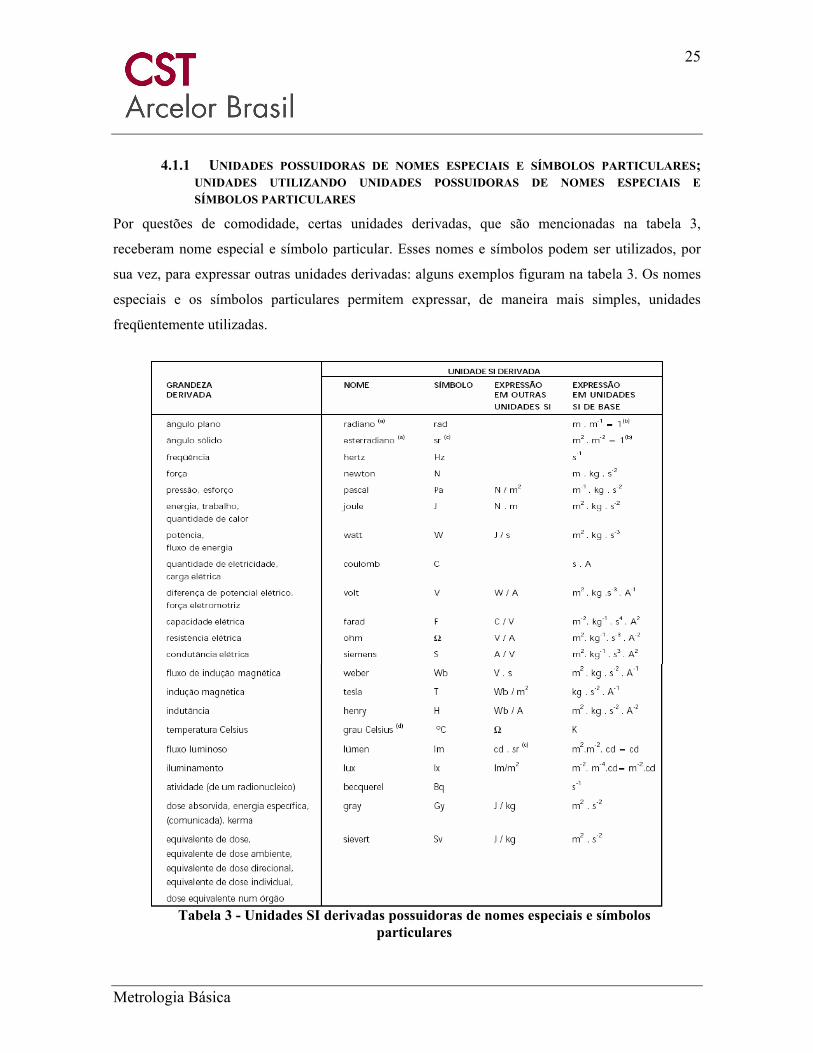
4.1.1 UNIDADES POSSUIDORAS DE NOMES ESPECIAIS E SÍMBOLOS PARTICULARES; UNIDADES UTILIZANDO UNIDADES POSSUIDORAS DE NOMES ESPECIAIS E SÍMBOLOS PARTICULARES
Por questões de comodidade, certas unidades derivadas, que são mencionadas na tabela 3,
receberam nome especial e símbolo particular. Esses nomes e símbolos podem ser utilizados, por
sua vez, para expressar outras unidades derivadas: alguns exemplos figuram na tabela 3. Os nomes
especiais e os símbolos particulares permitem expressar, de maneira mais simples, unidades
freqüentemente utilizadas.
Tabela 3 - Unidades SI derivadas possuidoras de nomes especiais e símbolos
particulares

26
Metrologia Básica
Os três últimos nomes e símbolos que figuram no final da tabela 3 são unidades particulares: elas
foram, respectivamente, aprovadas pela 15ª CGPM (1975, Resoluções 8 e 9; CR, 105 e Metrologia,
1975, 11, 1980); 16ª CGPM (1979, Resoluções 5; CR; 100 e Metrologia, 1980, 16, 56) visando à
proteção da saúde humana.
Tabela 4 - Exemplos de unidades SI derivadas, cujos nome e símbolo compreendem unidades.

27
Metrologia Básica
Na última coluna das tabelas 3 e 4 encontramos a expressão das unidades SI mencionadas em
função das unidades SI de base. Nesta coluna, fatores tais como m0, kg0 etc., considerados como
iguais a 1, não são geralmente escritos explicitamente.
a) O radiano e o esterradiano podem ser utilizados nas expressões das unidades derivadas, a fim de
distinguir grandezas de natureza diferente tendo a mesma dimensão. Na tabela 4 são dados
exemplos de sua utilização para formar nomes de unidades derivadas.
b) Na prática, emprega-se os símbolos rad e sr, quando útil, porém a unidade derivada “1” não é
habitualmente mencionada.
c) Em fotometria, mantém-se, geralmente, o nome e o símbolo do esterradiano, sr, na expressão
das unidades.
Esta unidade pode ser utilizada associada aos prefixos SI, como, por exemplo, para exprimir o
submúltiplo miligrau Celsius, moC.
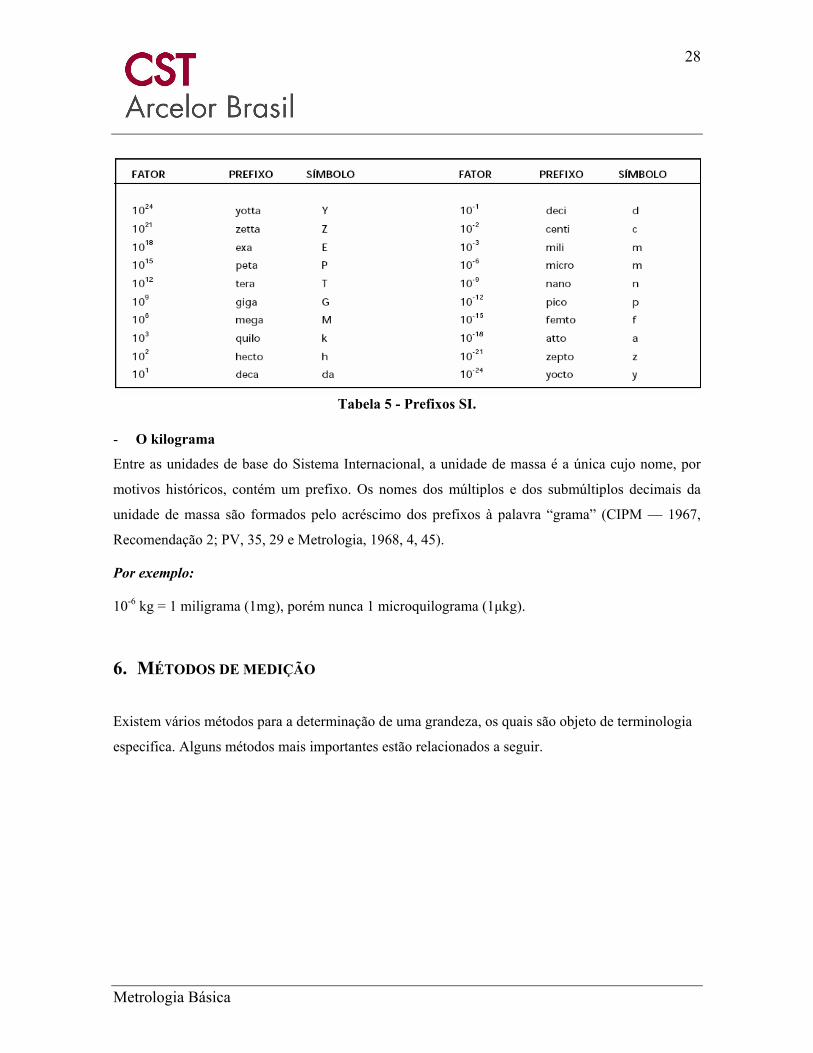
5. MÚLTIPLOS E SUBMÚLTIPLOS DECIMAIS DAS UNIDADES SI - Prefixos SI
A 11ª CGPM (1960, Resolução 12; CR, 87) adotou uma série de prefixos e símbolos prefixos para
formar os nomes e símbolos dos múltiplos e submúltiplos decimais das unidades SI de 1012 a 10-12.
Os prefixos para 10-15 e 10-18 foram adicionados pela 12ª CGPM (1964, Resolução 8; CR, 94), 1015 e
1018 pela 15ª CGPM (1975, Resolução 10; CR 106 e Metrologia, 1975, 11,180-181) e 1021, 1024, 10-
21, 10-24 pela 19ª CGPM (1991, Resolução 4; CR 97 e Metrologia, 1992, 29, 3). Os prefixos e
símbolos de prefixos adotados constam da tabela 5.
28
Metrologia Básica
Tabela 5 - Prefixos SI.
- O kilograma
Entre as unidades de base do Sistema Internacional, a unidade de massa é a única cujo nome, por
motivos históricos, contém um prefixo. Os nomes dos múltiplos e dos submúltiplos decimais da
unidade de massa são formados pelo acréscimo dos prefixos à palavra “grama” (CIPM — 1967,
Recomendação 2; PV, 35, 29 e Metrologia, 1968, 4, 45).
Por exemplo:
10-6 kg = 1 miligrama (1mg), porém nunca 1 microquilograma (1μkg).
6. MÉTODOS DE MEDIÇÃO Existem vários métodos para a determinação de uma grandeza, os quais são objeto de terminologia
especifica. Alguns métodos mais importantes estão relacionados a seguir.

29
Metrologia Básica
6.1. MÉTODO DE MEDIÇÃO DIRETO É o método pelo qual o mensurando é obtido diretamente, sem a necessidade de cálculos posteriores
em comparação com outra grandeza de mesma unidade.
Quando se mede um comprimento utilizando-se uma régua ou trena, obtém-se o valor medido
diretamente da escala.
6.2. MODO DE MEDIÇÃO INDIRETO É aquele em que o valor da medição desejada é conseguido somente depois de alguns cálculos
Intermediários. Na medição da área de um retângulo, mede-se primeiramente os lados do retângulo.
Multiplicando-se estes lados, obtém-se a área. Trata-se de uma medição indireta. Primeiro, mediu-
se os lados com unidades em (por exemplo) metros. O resultado é dado em outra unidade
(derivada), ou seja, metros quadrados.
6.3. MÉTODO ABSOLUTO As constantes físicas fundamentais tais como a velocidade da luz no vácuo, ou a carga elétrica,
devem ser determinadas com grande exatidão e baseadas nas definições das grandezas
fundamentais.
Sendo que a velocidade da luz c é expressa como c = λ . f onde λ é o comprimento de onda e f a
freqüência da luz. O valor de c é determinado pela medição de λ e f de acordo com as definições do
metro e do segundo. A medição de uma grandeza física que é reduzida a uma medição de uma
grandeza fundamental é denominada de medição absoluta.
Medição de um bloco padrão por método interferométrico. por exemplo, é uma medição absoluta
pois utiliza o comprimento de onda padrão.

30
Metrologia Básica
6.4. MÉTODO COMPARATIVO Quando uma grandeza física é medida diretamente em comparação com referências do mesmo tipo
é chamada de medição comparativa em contraste com medição absoluta.
A precisão de medições com métodos comparativos pode ser melhor do que com medições
absolutas no entanto a exatidão é garantida pelas medições absolutas. As medições absolutas podem
não ser de uso prático nem industrial, mas são essenciais nos laboratórios nacionais para o
desenvolvimento da ciência e tecnologia.
6.5. MÉTODO DE INSTRUMENTAÇÃO
a) Método da deflexão
Considere a medição de temperatura com um termômetro de vidro. Quando o termômetro está à
temperatura ambiente observamos que o topo da coluna de mercúrio registra a temperatura da sala.
Ao deslocarmos este mesmo termômetro para um banho de óleo observamos que a coluna se
desloca até entrar em equilíbrio com a nova temperatura que está sendo medida.
A exatidão é limitada tendo em vista as limitações físicas para o desenho da escala que não pode ser
muito grande e as dimensões do ponteiro que não podem ser muito pequenas.
A energia para mover o ponteiro ou a coluna de mercúrio é fornecida pela própria grandeza a ser
medida, conseqüentemente o objeto a ser medido sofre perturbações.
b) Método do zero
Um exemplo de método do nulo é a medição por comparação de uma tensão contínua (mensurando)
com um calibrador de tensão CC (padrão de referência). As tensões são colocadas em oposição e
coloca-se em série no circuito um galvanômetro ou um detector de nulo de alta sensibilidade. A
precisão do método é muito grande, dependendo da resolução do calibrador usado como padrão, da
sensibilidade do galvanômetro e da estabilidade do mensurando. O calibrador é ajustado de tal
maneira que o galvanômetro seja levado à condição de equilíbrio (ponto zero). O valor do
mensurando é o valor mostrado pelo calibrador.

31
Metrologia Básica
c) Método diferencial
No método diferencial mede-se a diferença entre um valor conhecido e o mensurando, obtendo-se
seu valor por meio de cálculo.
Neste método tanto o mensurando como a referência devem ser de mesma natureza e para se obter
grande precisão os valores devem ser aproximadamente iguais.
Considere-se por exemplo, a medição da tensão de uma pilha-padrão comparando-a diretamente a
outra pilha com valor conhecido.
As duas tensões serão colocadas em oposição e a diferença medida através de um nanovoltímetro.
Primeiramente mede-se a diferença no nanovoltímetro cujo valor é Vd. O valor da pilha 2, que é o
mensurando, será V2 = V1 - Vd considerando-se conhecido o valor de V1.
Com o método diferencial usando-se equipamentos comerciais consegue-se resolução de 1 nV,
enquanto que se utilizarmos métodos convencionais alcançamos no máximo 100 nV. Nas medições
diferenciais deve-se levar os sinais algébricos em consideração.
d) Método da substituição
Considere a medição de massa por uma balança de pratos, cujos braços tem comprimentos
diferentes. Se utilizarmos esta balança para medição convencional, existirão erros pois o equilíbrio
dos momentos não significa que as massas nos dois lados são iguais.
A utilização do método de substituição elimina este erro. O primeiro passo é balancear a massa do
mensurando contra outros pesos. Após este balanceamento, retira-se o mensurando e no seu lugar
colocam-se outros pesos de valores conhecidos. A massa do último conjunto de pesos é a massa do
mesurando.
Existem ainda outros métodos, mas menos usuais. O importante é escolher adequadamente o
método de medição a ser utilizado, de acordo com os objetivos pretendidos e o tipo de
instrumentação disponível.

32
Metrologia Básica
7. PADRÕES DE MEDIÇÃO
7.1. GENERALIDADES A metrologia viabiliza o pleno desenvolvimento científico e tecnológico; é um componente
fundamental para qualidade, avalia a conformidade de produtos, processos e serviços; supera
barreiras técnicas e protege o consumidor e o meio ambiente.
A metrologia contribui para a melhoria da qualidade dos processos produtivos, o que deve ser
perseguido continuamente por todas as Organizações que pretendem participar de um mercado
altamente competitivo e globalizado.
A contribuição do desenvolvimento da metrologia no gerenciamento dos processos é um
componente importante no aprimoramento da qualidade onde o SGM possibilita a redução na
variação das especificações técnicas dos produtos, prevenção dos defeitos e a compatibilidade das
medições.
Metrologia, segundo o VIM, é Ciência da medição. A metrologia abrange todos os aspectos teóricos
e práticos relativos às medições, qualquer que seja a incerteza, em quaisquer campos da ciência ou
da tecnologia.
Um padrão de medição é uma medida materializada (objeto físico), equipamento de medição ou
sistema com a função de definir, realizar, conservar ou reproduzir uma unidade ou um ou mais
valores conhecidos de uma grandeza, com o objetivo de disseminá-la para outros equipamentos de
medição por comparação. Como exemplos podemos citar: bloco-padrão, resistor-padrão, 1 kg de
massa-padrão, amperímetro-padrão etc. Cada unidade e seu padrão foi criado e desenvolvido pelo
próprio homem. A filosofia geral adotada para a criação de um padrão primário é que eles sejam
baseados em algum princípio físico estável.
É importante também, que a partir das definições das unidades fundamentais, os laboratórios
tenham facilidade de concretizar padrões para utilização prática.

33
Metrologia Básica
O desenvolvimento e manutenção de padrões primários é uma área especial da ciência da medição,
realizada em laboratórios nacionais, com objetivos de desenvolver, manter e utilizar instrumentação
que proverão os padrões para as unidades fundamentais e derivadas com a mais alta exatidão e
reprodutibilidade. Fatores como custo, tempo de execução da montagem dos equipamentos e
realização das medições, tamanho e portabilidade dos equipamentos, produção em escala e outros
fatores que são importantes para usuários industriais são de importância secundária no
desenvolvimento de padrões indispensáveis para a melhoria da performance metrológica. Leva-se
muito tempo para o desenvolvimento de novos equipamentos e a aceitação a nível mundial dos
mesmos.
O Bureau International des Poids et Mesures (BIPM), localizado em Sévres, França, é a
organização responsável pela administração das unidades legais do mundo e dos padrões para o
sistema SI desde 1875, quando da assinatura da Convenção do Metro.
Além do BIPM, que é um órgão internacional, existem vários laboratórios no mundo que trabalham
na área de metrologia cientifica e industrial fazendo vultosos investimentos em pesquisas para
melhorar cada vez mais a qualidade dos padrões metrológicos.
Pode-se citar como exemplo de laboratórios nacionais de maior relevância os seguintes:
a) NIST – National Institute of Standards and Technology (USA)
b) PTB - Physikalisch-Technishe Bundesanstalt (Alemanha)
c) NRC - National Research Council (Canadá)
d) NPL - National Phisycal Laboratory (Inglaterra)
e) NRLM - National Research Laboratory of Metrology (Japão)
f) CSIRO - National Measurement Laboratory (Austrália)
Cada país possui seu laboratório nacional, com o objetivo de manter, desenvolver e disseminar os
padrões primários, assim como definir a política metrológica a ser aplicada na nação.
Com o objetivo de harmonizar as medições em todos os paises, o BIPM organiza programas de
comparação interlaboratorial, quando são verificadas as capacitações dos laboratórios participantes.

34
Metrologia Básica
7.2. TIPOS DE PADRÕES Existe uma hierarquia entre os padrões dependendo de suas qualidades metrológicas e do tipo de
utilização a que estão destinados. Os principais tipos de padrão são:
a) padrão internacional
b) padrão nacional
c) padrão primário
d) padrão secundário
e) padrão de referência
f) padrão de trabalho
g) padrão de transferência
h) padrão itinerante
i) material de referência
j) material de referência certificado
Qualquer laboratório que tenha um sistema de controle metrológico pode ter vários destes tipos de
padrões citados. O INMETRO, por exemplo, tem padrões primários, secundários, itinerantes, de
referencia, de trabalho etc.
Como já foi citado, existe uma hierarquia metrológica entre os padrões e equipamentos dependente
das qualidades metrológicas.
Todos os equipamentos desta hierarquia devem estar de alguma maneira, objetivamente
relacionados, tal que em qualquer ponto da mesma possa se retroceder aos padrões primários.
Este relacionamento é conceituado pela rastreabilidade. Através de intercomparações contínuas, os
valores dos padrões primários são disseminados para os padrões secundários, de trabalho e assim
por diante. Portanto, mesmo nas escalas mais baixas da hierarquia, seguindo os procedimentos de
rastreabilidade, as medições estarão rastreadas aos padrões da mais alta hierarquia.

35
Metrologia Básica
8. SISTEMA METROLÓGICO BRASILEIRO
8.1. SINMETRO – SISTEMA NACIONAL DE METROLOGIA, NORMALIZAÇÃO E QUALIDADE INDUSTRIAL
8.1.1. OBJETIVO
O Sinmetro é um sistema brasileiro, constituído por entidades públicas e privadas, que exerce
atividades relacionadas com metrologia, normalização, qualidade industrial e certificação de
conformidade.
O Sinmetro foi instituído pela lei 5966 de 11 de dezembro de 1973 para criar uma infra-estrutura de
serviços tecnológicos capaz de avaliar e certificar a qualidade de produtos, processos e serviços por
meio de organismos de certificação, rede de laboratórios de ensaio e de calibração, organismos de
treinamento, organismos de ensaios de proficiência e organismos de inspeção, todos credenciados
(acreditados) pelo Inmetro.
Apóiam esse sistema os organismos de normalização, os laboratórios de metrologia científica e
industrial e os institutos de metrologia legal dos estados. Esta estrutura está formada para atender às
necessidades da indústria, do comércio, do governo e do consumidor.
O Sinmetro está envolvido em muitas atividades relacionadas ao Programa Brasileiro de Qualidade
e Produtividade - PBQP, programa voltado para a melhoria da qualidade de produtos, processos e
serviços na indústria, comércio e administração federal.
8.2. ORGANISMOS DO SINMETRO Dentre as organizações que compõem o Sinmetro, as seguintes podem ser relacionadas como
principais:
a) Conmetro e seus Comitês Técnicos;
b) Inmetro;
c) Organismos de Certificação Credenciados (Acreditados), (Sistemas da Qualidade, Sistemas de
Gestão Ambiental, Produtos e Pessoal) – OCC;
d) Organismos de Inspeção Credenciados (Acreditados) – OIC;
e) Organismos de Treinamento Credenciados (Acreditados) – OTC;

36
Metrologia Básica
f) Organismo Provedor de Ensaio de Proficiência Credenciado (Acreditado) - OPP; g) Laboratórios Credenciados (Acreditados) – Calibrações e Ensaios – RBC/ RBLE;
h) Associação Brasileira de Normas Técnicas – ABNT;
i) Institutos Estaduais de Pesos e Medidas – IPEM;
j) Redes Metrológicas Estaduais.
8.3. FUNÇÕES 8.3.1. METROLOGIA CIENTÍFICA E INDUSTRIAL
Na área da metrologia científica e industrial o Sinmetro é de grande importância para a ciência e a
economia do Brasil, tendo em vista que esse Sistema é o responsável pelas grandezas metrológicas
básicas. Este Sistema, sob coordenação do Inmetro, transfere para a sociedade padrões de medição
com confiabilidade igual à de outros países, mesmo os chamados países do primeiro mundo.
Junto com a normalização e a regulamentação técnica, esta área é um dos pilares das atividades do
Sinmetro.
8.3.2. METROLOGIA LEGAL
Considera-se que esta área se constitui num dos maiores sistemas conhecidos de defesa do
consumidor no Brasil.
O Inmetro atua como coordenador da Rede Brasileira de Metrologia Legal e Qualidade - RBMLQ,
constituído pelos IPEMs dos estados brasileiros.
Durante os trabalhos de fiscalização, os órgão da RBMLQ coletam produtos nos estabelecimentos
comerciais para avaliar o peso, o volume e verificam se a qualidade dos produtos é adequada para o
consumo. Este é um trabalho de utilidade pública que alcança mais de cinco mil municípios
brasileiros.

37
Metrologia Básica
8.3.3. NORMALIZAÇÃO E REGULAMENTAÇÃO TÉCNICA
Uma das atividades do Sinmetro é a de elaborar normas para dar suporte à regulamentação técnica,
facilitar o comércio e fornecer a base para melhorar a qualidade de processos, produtos e serviços.
A área de normalização no Sinmetro está sob a responsabilidade da Associação Brasileira de
Normas Técnicas (ABNT), que tem autoridade para credenciar (acreditar) Organismos de
Normalização Setoriais (ONS) para o desempenho dessas tarefas.
A ABNT é uma organização não governamental , mantida com recursos da contribuição dos seus
associados e do Governo Federal.
A ABNT representa o Brasil na ISO/ IEC e nos foros regionais de normalização, auxiliada por
entidades governamentais e privadas.
A ABNT tem participação em vários comitês técnicos, como o ISO TC 176 (qualidade), ISO TC
207 (meio ambiente) e ISO/ CASCO, além do ISO/ TMB (Technical Management Board).
As atividades relacionadas ao credenciamento (acreditação) e à avaliação de conformidade no
Sinmetro são baseadas nas normas e guias ABNT/ ISO/ IEC.
8.4. CREDENCIAMENTO (ACREDITAÇÃO) Na área de avaliação de conformidade, o Sinmetro oferece aos consumidores, fabricantes, governos
e exportadores uma infra-estrutura tecnológica calcada em princípios internacionais, considerada de
grande confiabilidade. Para que isto seja possível, todos os serviços nesta área são executados por
organizações credenciadas (acreditadas) pelo Inmetro.
O Inmetro é o único órgão credenciado (acreditador) do Sinmetro, seguindo a tendência
internacional atual de apenas um credenciador (acreditador) por país ou economia. O Inmetro é
reconhecido internacionalmente como o organismo de credenciamento (acreditação) brasileiro.
O Inmetro baseia o seu credenciamento (acreditação) nas normas e guias da ABNT, Copant,
Mercosul e nas suas orientações do IAF, ILAC, IATCA e IAAC, principalmente.

38
Metrologia Básica
O Inmetro é assessorado pelos Comitês Técnicos do Conmetro na preparação dos documentos que
servem de base para o credenciamento (acreditação).
O Inmetro credencia (acredita) Organismos de certificação, organismos de Inspeção, Organismos de
Treinamento, Laboratórios de Calibração e Laboratórios de Ensaios.
8.5. CERTIFICAÇÃO São os organismos de certificação credenciados (acreditados), supervisionados pelo Inmetro, que
conduzem a certificação de conformidade no Sinmetro, nas áreas de produtos, sistemas da
qualidade, pessoal e meio ambiente.
Estes organismos são entidades públicas, privadas ou mistas, nacionais ou estrangeiras, situadas no
Brasil ou no exterior, sem fins lucrativos e que demonstraram competência técnica e organizacional
para aquelas tarefas.
Operam em bases semelhantes aos organismos estrangeiros, utilizando normas e guias ABNT,
Copant, Mercosul, ISO/ IEC e as recomendações do IAF, IATCA e IAAC, principalmente.
A certificação de pessoal é apoiada pelos organismos de treinamento credenciados (acreditados)
pelo Inmetro.
8.6. ENSAIOS E CALIBRAÇÕES Os ensaios e calibrações executados no Sinmetro são de responsabilidade dos laboratórios públicos,
privados ou mistos, nacionais ou estrangeiros, constituintes da RBC e RBLE. Tais serviços são
utilizados, na maioria dos casos, para a certificação de produtos (ensaios) e calibração de padrões de
trabalho na indústria, além da calibração dos próprios equipamentos industriais.
Todos os serviços nesta área são executados por laboratórios credenciados (acreditados) pelo
Inmetro, no Brasil e no exterior.

39
Metrologia Básica
A base para o credenciamento (acreditação) e operação dos laboratórios constituintes da RBC e
RBL, são as normas e guias da ABNT, Copant, Mercosul e ISO/ IEC e suas interpretações pelo
ILAC e IAAC, principalmente.
Laboratórios de agrotóxicos e de análises clínicas podem ser também credenciados (acreditados)
pelo Inmetro.
Os organismos de ensaios de proficiência são credenciados (acreditados) pelo Inmetro para dar
maior confiabilidade às Redes Laboratoriais.
9. CONMETRO - CONSELHO NACIONAL DE METROLOGIA, NORMALIZAÇÃO E QUALIDADE INDUSTRIAL.
O Conselho Nacional de Metrologia, Normalização e Qualidade Industrial é um colegiado
interministerial que exerce a função de órgão normativo do Sinmetro e que tem o Inmetro como sua
secretaria executiva. Integram o Conmetro os ministros do Desenvolvimento, Indústria e Comércio
Exterior; da Ciência e Tecnologia; da Saúde; do Trabalho e Emprego; do Meio Ambiente; das
Relações Exteriores; da Justiça; da Agricultura, Pecuária e do Abastecimento; da Defesa; o
Presidente do Inmetro e os Presidentes da Associação Brasileira de Normas Técnicas - ABNT, da
Confederação Nacional da Indústria - CNI e do Instituto de Defesa do Consumidor - IDEC.
9.1. ATRIBUIÇÕES O Conmetro é o órgão normativo do Sinmetro e é presidido pelo Ministro do Desenvolvimento,
Indústria e Comércio Exterior. Compete ao Conmetro:
a) Formular, coordenar e supervisionar a política nacional de metrologia, normalização industrial e
certificação da qualidade de produtos, serviços e pessoal, prevendo mecanismos de consulta que
harmonizem os interesses públicos, das empresas industriais e dos consumidores;
b) Assegurar a uniformidade e a racionalização das unidades de medida utilizadas em todo o
território nacional;
c) Estimular as atividades de normalização voluntária no país;
d) Estabelecer regulamentos técnicos referentes a materiais e produtos industriais;

40
Metrologia Básica
e) Fixar critérios e procedimentos para certificação da qualidade de materiais e produtos
industriais;
f) Fixar critérios e procedimentos para aplicação das penalidades nos casos de infração a
dispositivo da legislação referente à metrologia, à normalização industrial, à certificação da
qualidade de produtos industriais e aos atos normativos dela decorrentes;
g) Coordenar a participação nacional nas atividades internacionais de metrologia, normalização e
certificação da qualidade.
O conselho é constituído pelos seguintes membros:
I - Ministros de Estado:
- do Desenvolvimento, Indústria e Comércio Exterior; - do Meio Ambiente; - do Trabalho e Emprego; - da Saúde; - da Ciência e Tecnologia; - das Relações Exteriores; - da Justiça; - da Agricultura, Pecuária e do Abastecimento; - da Defesa.
II - Presidente do Instituto Nacional de Metrologia, Normalização e Qualidade Industrial.
III - Presidente das seguintes Instituições:
- Associação Brasileira de Normas Técnicas – ABNT - Confederação Nacional da Indústria – CNI - Instituto de Defesa do Consumidor – IDEC
O Conmetro atua, na prática, por meio de seus comitês técnicos assessores, que são abertos à
sociedade, pela participação de entidades representativas das áreas acadêmica, indústria, comércio e
outras atividades interessadas na questão da metrologia, da normalização e da qualidade no Brasil.
Os comitês técnicos assessores do Conmetro são o CNN, CBC, Conacre, CBM, CCAB e o TBT/
OMC.
41
Metrologia Básica
9.2. COMITÊS TÉCNICOS DO CONMETRO a) Comitê Brasileiro de Normalização - CBN
b) Comitê Brasileiro de Avaliação da Conformidade - CBAC
c) Comitê Brasileiro de Metrologia - CBM
d) Comitê do Codex Alimentarius do Brasil - CCAB
e) Comitê de Coordenação de Barreiras Técnicas ao Comércio - CBTC
10. INMETRO – INSTITUTO NACIONAL DE METROLOGIA, NORMALIZAÇÃO E QUALIDADE INDUSTRIAL
O Instituto Nacional de Metrologia, Normalização e Qualidade Industrial - Inmetro - é uma
autarquia federal, vinculada ao Ministério do Desenvolvimento, Indústria e Comércio Exterior, que
atua como Secretaria Executiva do Conselho Nacional de Metrologia, Normalização e Qualidade
Industrial (Conmetro), colegiado interministerial, que é o órgão normativo do Sistema Nacional de
Metrologia, Normalização e Qualidade Industrial (Sinmetro).
Objetivando integrar uma estrutura sistêmica articulada, o Sinmetro, o Conmetro e o Inmetro foram
criados pela Lei 5.966, de 11 de dezembro de 1973, cabendo a este último substituir o então
Instituto Nacional de Pesos e Medidas (INPM) e ampliar significativamente o seu raio de atuação a
serviço da sociedade brasileira.
No âmbito de sua ampla missão institucional, o Inmetro objetiva fortalecer as empresas nacionais,
aumentando sua produtividade por meio da adoção de mecanismos destinados à melhoria da
qualidade de produtos e serviços.
Sua missão é promover a qualidade de vida do cidadão e a competitividade da economia através da
metrologia e da qualidade.

42
Metrologia Básica
10.1. ATRIBUIÇÕES PRINCIPAIS Dentre as competências e atribuições do Inmetro destacam-se:
- Metrologia Científica e Industrial;
- Metrologia Legal;
- Avaliação da Conformidade;
- Organismo Credenciador (Acreditador);
- Secretaria Executiva do Conmetro e dos seus comitês técnicos assessores;
- Supervisor dos Organismos de Fiscalização e Verificação da Certificação (*);
- Executar as políticas nacionais de metrologia e da qualidade;
- Verificar a observância das normas técnicas e legais, no que se refere às unidades de medida,
métodos de medição, medidas materializadas, equipamentos de medição e produtos pré-
medidos;
- Manter e conservar os padrões das unidades de medida, assim como implantar e manter a
cadeia de rastreabilidade dos padrões das unidades de medida no País, de forma a torná-las
harmônicas internamente e compatíveis no plano internacional, visando, em nível primário, à
sua aceitação universal e, em nível secundário, à sua utilização como suporte ao setor
produtivo, com vistas à qualidade de bens e serviços;
- Fortalecer a participação do País nas atividades internacionais relacionadas com metrologia e
qualidade, além de promover o intercâmbio com entidades e organismos estrangeiros e
internacionais;
- Prestar suporte técnico e administrativo ao Conselho Nacional de Metrologia, Normalização e
Qualidade Industrial - Conmetro, bem assim aos seus comitês de assessoramento, atuando como
sua Secretaria-Executiva;
- Fomentar a utilização da técnica de gestão da qualidade nas empresas brasileiras;
- Planejar e executar as atividades de acreditação (credenciamento) de laboratórios de calibração
e de ensaios, de provedores de ensaios de proficiência, de organismos de certificação, de
inspeção, de treinamento e de outros, necessários ao desenvolvimento da infra-estrutura de
serviços tecnológicos no País; e
- Coordenar, no âmbito do Sinmetro, a certificação compulsória e voluntária de produtos, de
processos, de serviços e a certificação voluntária de pessoal.

43
Metrologia Básica
(*) O Inmetro delega as atividades de verificação, fiscalização e da certificação às entidades da
Rede Brasileira de Metrologia Legal e Qualidade – RBMLQ que são os Institutos de Pesos e
Medidas (IPEM) dos estados brasileiros.
O Inmetro opera em Xerém, no Rio de Janeiro, um conjunto de Laboratórios, mantendo grandezas
metrológicas básicas, a saber: Fluidos, Força e Dureza, Massas, Medidas Dimensionais, Pressão,
Capacitância e Indutância Elétrica, Resistência Elétrica, Potência, Energia e Transformação
Elétrica, Tensão e Corrente Elétrica, Acústica, Eletroacústica, Vibrações, Interferometria,
Fotometria, Radiometria, Termometria, Pirometria, Higrometria e Laboratório de Motores. Em fase
de instalação: Metrologia Química.
O Inmetro reconhece o Divisão do Serviço da Hora do Observatório Nacional como referência das
grandezas tempo e freqüência, o Instituto de Radiação e Dosimetria (IRD), como referência das
grandezas radiações ionizantes. Outras instituições vêm sendo agregadas ao sistema pelo Inmetro,
para que sejam realizadas no Brasil outras grandezas metrológicas básicas.
10.2. PROCESSO DE CREDENCIAMENTO (ACREDITAÇÃO) O credenciamento (acreditação) no Sinmetro é concedido pelo Inmetro e significa um
reconhecimento formal de que um organismo de certificação, organismo de treinamento, organismo
de inspeção, organismo de ensaios de proficiência ou laboratório, está operando um sistema da
qualidade documentado e demonstrou competência técnica para realizar serviços específicos,
avaliados segundo critérios estabelecidos pelo Inmetro, baseados em guias e normas internacionais.
A base do credenciamento (acreditação) utilizada pelo Inmetro é formada pelos guias internacionais
ABNT- ISO/ IEC GUIA 62 e EN450l3 para organismos certificadores de sistemas e pessoal e para
organismos de treinamento, respectivamente; ABNT- ISO/ IEC GUIA 65 para organismos
certificadores de produtos; ABNT-ISO/ IEC GUIAS 39 para organismos de inspeção; ABNT-ISO/
IEC 17025 para laboratórios; ABNT-ISO/ IEC Guia 43 para organismos de ensaios de proficiência;
OECD/ BPL para laboratórios de agrotóxicos e BPLC para laboratórios de análises clínicas.

44
Metrologia Básica
A organização do Inmetro como credenciador (acreditador) de laboratórios está baseada no ISO
Guia 58 e como credenciador (acreditador) de organismos de certificação, no ISO Guia 61.
As orientações do IAF, ILAC, IATCA e IAAC para a utilização desses documentos são também
utilizadas.
Qualquer entidade que ofereça serviços de certificação, de inspeção, de treinamento, de laboratório
ou de ensaios de proficiência, seja ela pública ou privada, nacional ou estrangeira, situada no Brasil
ou no exterior, pode solicitar credenciamento (acreditação) junto ao Inmetro.
As etapas principais da fase de concessão do credenciamento (acreditação), são a solicitação formal
do credenciamento (acreditação), a análise da documentação encaminhada e a avaliação "in loco".
A fase seguinte, decisão sobre o credenciamento (acreditação) é, no caso de aprovação, formalizada
pelo Inmetro por meio de um contrato e um certificado de credenciamento (acreditação).
A fase de manutenção do credenciamento (acreditação), envolve avaliações periódicas, com o
objetivo de verificar a permanência das condições que deram origem ao credenciamento
(acreditação).
10.3. RECONHECIMENTO INTERNACIONAL O Inmetro adota a norma ABNT/ ISO/ IEC 17025 e os Guias ABNT/ ISO/ IEC GUIAS 39, 43, 58,
6l, 62 e 65 que estabelecem os requisitos para a sua própria organização e para o credenciamento
(acreditação) das diversas organizações do Sinmetro. Esse trabalho deverá culminar com os acordos
de reconhecimento internacional.
Na busca do reconhecimento internacional, o Inmetro representa o Brasil nos seguintes foros
internacionais:
• IAF - International Accreditation Fórum;
• IAAC - Interamerican Accreditation Cooperation;
• ILAC - International Laboratory Accreditation Cooperation;
• OIML - Organização Internacional de Metrologia Legal;
• IATCA - International Auditor and Training Certification Association;
• BIPM - International Bureau of Weights and Measures;

45
Metrologia Básica
O Inmetro mantém acordos de cooperação com as seguintes entidades:
a) U K A S - United Kingdom Accreditation Service;
b) NIST - National Institute of Standards and Technology;
c) P T B - Physikalish Technishe Bundesanstalt.
d) A ABNT representa o Brasil nos seguintes foros:
e) I S O - International Organization for Standardization
f) Copant - Comissão Panamericana de Normalização Técnica
g) C M N - Comitê Mercosul de Normalização
h) CEN/ CENELEC - Organização Conjunta Européia de Normalização
i) A ABNT mantém ainda acordo de cooperação com:
j) ANSI - American National Standards Institute.
O Inmetro, a ABNT e outras entidades constituintes do Sinmetro participam conjuntamente de
comitês técnicos dos seguintes foros:
1. Mercosul - Mercado Comum do Sul
2. Alca - Área de Livre Comércio das Américas
10.4. LOCALIZAÇÃO DO INMETRO A figura abaixo é uma foto aérea do Campus do Inmetro em Xerém.

46
Metrologia Básica
10.5. PUBLICAÇÕES DO INMETRO A figura 3 ilustra algumas das publicações feitas pelo INMETRO, sendo que algumas delas podem
ser obtidas gratuitamente, no seu site.
Figura 3 - Publicações do INMETRO.

47
Metrologia Básica
11. ACORDOS DE RECONHECIMENTO MÚTUO
11.1. RELEVÂNCIA ECONÔMICA DOS ACORDOS DE RECONHECIMENTO MÚTUO ENTRE ORGANISMOS ACREDITADORES (CREDENCIADORES)
Os acordos de reconhecimento mútuo entre organismos de acreditação (credenciamento) são uma
das formas mais efetivas de facilitar a eliminação de reavaliações nos países importadores,
problema identificado pela Organização Mundial do Comércio (OMC) como umas das maiores
barreiras técnicas ao comércio.
O Inmetro, juntamente com organismos de acreditação (credenciamento) congêneres de outros
países, vem buscando estabelecer, por meio de cooperações regionais e internacionais, acordos que
possam promover a confiança daqueles que se utilizam os resultados dos processos de avaliação da
conformidade.
Os acordos de reconhecimento mútuo entre organismos de acreditação (credenciamento), serão,
cada vez mais, ferramentas facilitadoras do comércio e uma base técnica para os acordos de
comércio exterior entre governos.
11.2. ACORDOS DE RECONHECIMENTO MÚTUO ASSINADOS PELO INMETRO NA ATIVIDADE DE ACREDITAÇÃO (CREDENCIAMENTO) DE LABORATÓRIOS
Atualmente o Inmetro mantém acordos de reconhecimento mútuo com os membros plenos da
ILAC, IAAC e EA. Com estes acordos os resultados dos ensaios e calibrações realizados pelos
laboratórios acreditados (credenciados) pelo Inmetro passam a ser aceitos pelos demais organismos
de acreditação (credenciamento) signatários, que, tal como o próprio Inmetro, devem ainda
promover o acordo em seus próprios países, divulgando-o às autoridades reguladoras, à indústria e
aos importadores.
a. International Laboratory Accreditation Co-Operation – ILAC
A ILAC é a cooperação internacional que reúne organismos de acreditação (credenciamento) de
laboratórios de todo o mundo. O Inmetro é membro da ILAC desde a sua criação, participando
inclusive de seu Comitê Executivo.

48
Metrologia Básica
Desde 1996, a ILAC tem desenvolvido os mecanismos para implementação de seu acordo
internacional na atividade de acreditação (credenciamento) de laboratórios, cuja documentação base
foi definida durante sua Assembléia Geral, organizada pelo Inmetro, no Rio de Janeiro em outubro
de 1999.
Em 2 de novembro de 2000, em Washington D.C., durante a Conferência ILAC 2000, o acordo da
ILAC (ILAC Arrangement) foi assinado por 34 organismos de acreditação (credenciamento) de
laboratórios de 26 economias dos 5 continentes, incluindo o Inmetro, único representante da
América Latina.
O acordo entrou em vigor a partir de 31 de janeiro de 2001, passando seus signatários a reconhecer
a equivalência dos seus sistemas de acreditação (credenciamento) de laboratórios e se
comprometendo a promover o acordo e a aceitação dos certificados de calibração e relatórios de
ensaio emitidos pelos laboratórios acreditados (credenciados) pelos mesmos.
É importante observar que, embora o Inmetro não mantenha um acordo bilateral com a Asia-Pacific
Laboratory Accreditation Cooperation (APLAC), cooperação que reúne os organismos de
acreditação (credenciamento) de laboratórios da comunidade econômica da Ásia-Pacífico (APEC),
todos os organismos membros da APLAC são signatários do acordo da ILAC e, portanto, aceitam
os certificados emitidos pelos laboratórios acreditados (credenciados) pelo Inmetro.
A relação dos signatários do acordo da ILAC pode ser obtida no site www.ilac.org.
b. European Cooperation For Accreditation – EA
A EA é a cooperação para acreditação (credenciamento) de laboratórios e organismos de
certificação e inspeção que envolve os países membros da Comunidade Européia. O Inmetro
mantém um contrato de cooperação com a EA desde 1998.
Participam do acordo multilateral da EA apenas organismos de acreditação (credenciamento)
oriundos dos países membros da Comunidade Européia.

49
Metrologia Básica
A EA também mantém acordos bilaterais com organismos acreditadores (credenciadores) de países
fora da Comunidade Européia, tais como o A2LA (Estados Unidos), o NATA (Austrália) e o
SANAS (África do Sul). Um organismo de acreditação (credenciamento) que tenha acordo bilateral
com a EA não tem obrigação de reconhecer outros organismos que também tenham acordo bilateral
com a EA.
Em 1998 o Inmetro apresentou requerimento para assinar um acordo bilateral com a EA. Em 30 de
janeiro de 2001, no Campus do Inmetro em Xerém, foi assinado o acordo bilateral de
reconhecimento mútuo com a EA, que entrou em vigor imediatamente, com isto os organismos
signatários da EA passaram a aceitar os certificados e relatórios emitidos pelos laboratórios
acreditados (credenciados) pelo Inmetro.
A relação dos signatários do acordo da EA pode ser obtida no site www.european-accreditation.org.
Obs: Não estão incluídos os organismos de fora da Comunidade Européia que mantém acordos
bilaterais com a EA.
c. Interamerican Accreditation Cooperation – IAAC
É uma cooperação regional que reúne os organismos acreditadores (credenciadores) das três
Américas, criado em novembro de 1996, por iniciativa do Inmetro nas áreas de laboratórios de
ensaio, calibração, de organismos de certificação de sistema, produtos e pessoal e de organismos de
inspeção. Tem como meta maior à realização do Reconhecimento Mútuo entre os países signatários,
quanto às estruturas acima mencionadas. A IAAC realiza anualmente uma Assembléia Geral (GA)
onde são tomadas decisões com respeito a políticas de acreditação (credenciamento).
O Inmetro tem participado de diversas atividades de promoção de acreditação (credenciamento)
desenvolvidas pela IAAC. Na área de credenciamento de laboratórios, os técnicos do Inmetro
ministraram diversos cursos sobre os requisitos de acreditação (credenciamento) e três cursos para
avaliadores de laboratórios.
Em outubro de 2002, a IAAC promoveu a assinatura dos primeiros Acordos de Reconhecimento, do
qual participaram Brasil, Estados Unidos, Canadá e México, na atividade de acreditação
(credenciamento) de laboratórios.

50
Metrologia Básica
11.3. ACORDOS DE RECONHECIMENTO MÚTUO ASSINADOS PELO INMETRO NA ATIVIDADE DE ACREDITAÇÃO (CREDENCIAMENTO) DE ORGANISMOS
a) International Accreditation Forum – IAF
O IAF é um foro que congrega os organismos acreditadores (credenciadores) de vários países, no
âmbito da certificação de sistemas de gestão da qualidade (ISO 9000).
O IAF foi criado em 09 de junho de 1995 quando foi oficialmente assinado o MOU (Memorando de
Entendimento), onde o Brasil foi um dos dez signatários.
A estruturação do IAF resultou da necessidade detectada pelo mercado no sentido de racionalizar o
processo de reconhecimento multilateral dos organismos acreditadores (credenciadores) de
organismos de certificação de sistemas da qualidade, produtos e serviços. O Inmetro é membro
pleno e atua nos seus grupos de trabalho com direito a voto.
O Inmetro vem representando o Brasil neste Fórum Internacional de Credenciamento desde a sua 2ª
Reunião ocorrida em Genebra, em junho de 1993. Este Fórum congrega cerca de 25 entidades
acreditadoras (credenciadoras) que assinaram um "Memorando de Entendimento", documento que é
o passo inicial para o reconhecimento multilateral dos signatários, patamar facilitador do comércio
na economia globalizada. O Brasil tem participado em reuniões plenárias e em Grupos de trabalho
que estão desenvolvendo o reconhecimento multilateral entre os organismos acreditados
(credenciadores).
O Inmetro obteve o reconhecimento multilateral em sistemas de gestão da qualidade ISO 9000 em
1999.
b) International Aerospace Quality Group – IAQG
Formado pelos maiores e mais importantes fabricantes e fornecedores do segmento Aeronáutica e
Espaço, aí incluída a Embraer.

51
Metrologia Básica
c) Eurepgap
Realizado através do Programa Eurepgap, constituído por importadores europeus de frutas e
hortaliças frescas.
12. REDES ESTADUAIS DE METROLOGIA
12.1. O QUE UMA É A REDE METROLÓGICA A Rede Metrológica é constituída por laboratórios especializados em Calibração e Ensaios,
rigorosamente avaliados periodicamente de acordo com padrões internacionais.
Os laboratórios de Metrologia somente obtém sua homologação à Rede após serem submetidos à
rigorosa avaliação, por técnicos da organização, que comprove a qualificação dos seus serviços,
segundo critérios estabelecidos pela norma ABNT ISO-IEC 17025.
E, uma vez homologados, passam por avaliações regulares, para garantir a manutenção da
qualificação e confiabilidade dos serviços por eles prestados.
Organização não-governamental de cunho técnico-científico, a Rede atua como articuladora na
prestação de serviços qualificados para o aprimoramento tecnológico da indústria, além de
organizar e promover atividades voltadas à divulgação da Cultura Metrológica nas mais diversas
áreas.
Através da colaboração voluntária de metrologistas, professores, cientistas, administradores e
técnicos, a Rede representa um filtro de excelência entre os serviços oferecidos pelos seus
laboratórios e as necessidades emergentes no setor produtivo, criando alternativas de ação ágeis
para o ajuste da qualidade diante do panorama de competitividade globalizada.
Tudo isto está alicerçado em fortes laços de parceria que incluem órgãos do Governo do Estado, o
INMETRO, a FINDES, o SEBRAE, o SENAI e universidades.
O trabalho da Rede vem ganhando importância na mesma proporção em que as indústrias vêm
compreendendo o papel da Metrologia na elevação da qualidade e produtividade.

52
Metrologia Básica
A REDE tem caráter dual, atuando, por um lado, como prestadora de serviços e, por outro, como
sociedade técnica.
Na prestação de serviços é mantido um rigoroso controle sobre o nível de qualidade dos
atendimentos oferecidos à comunidade empresarial.
Como sociedade técnica e organização não-governamental, se configura numa importante fonte
alternativa para o empreendimento de ações dentro do complexo social, equalizando interesses entre
o poder público e as empresas privadas.
Sem fins lucrativos, isenta de pressões políticas ou mercadológicas, a Rede dispõe de mobilidade e
de significativo manancial científico para viabilizar projetos em que a excelência dos resultados
beneficie, de forma ampla e eficaz, a maior parcela possível de pessoas e empresas.
12.2. OBJETIVOS PRINCIPAIS A missão primordial da Rede é consolidar um elo qualificado, confiável e permanente entre
laboratórios e os setores produtivos do Estado.
Atingir este objetivo implica em cumprir com determinadas metas, dentre as quais se pode destacar:
a) Apoiar o desenvolvimento da infra-estrutura laboratorial para prestação de serviços de
Metrologia e Ensaios, através de avaliações rigorosas segundo critérios estabelecidos pela
norma ABNT ISO-IEC 17025.
b) Promover a realização de eventos técnicos e científicos na área da Metrologia.
c) Apoiar o credenciamento (acreditamento) dos laboratórios homologados junto ao INMETRO.
d) Divulgar os serviços da Rede, especialmente suas atividades de conexão entre oferta e demanda
de serviços metrológicos.
e) Atuar como agente direcionador das solicitações de serviços aos laboratórios homologados.
f) Editar um veículo de comunicação institucional e distribuí-lo entre os laboratórios, entidades
diversas e empresas em geral.
g) Implantar normas e procedimentos de qualidade nos laboratórios homologados.
h) Prospectar linhas de financiamento para ampliação de recursos nos laboratórios filiados.
i) Atuar como banco de dados sobre metrologia e ensaios em interconexão com fontes de
informações afins.

53
Metrologia Básica
12.3. PRINCIPAIS REDES ESTADUAIS DE METROLOGIA - Rede baiana de metrologia: http://www.fieb.org.br/rbme/
- Rede carioca de metrologia: http://www.redetec.org.br/rio-metrologia/index.htm
- Rede gaúcha de metrologia: http://www.redemetrologica.com.br/
- Rede mineira de metrologia: http://www2.fiemg.com.br/rmmg/
- Rede paulista de metrologia: http://www.remesp.org.br/2001/default.asp
12.4. REDE CAPIXABA DE METROLOGIA Está em fase de organização.
13. SOCIEDADE BRASILEIRA DE METROLOGIA
13.1. APRESENTAÇÃO A Sociedade Brasileira de Metrologia é uma sociedade técnico-científica não governamental,
independente, sem fins lucrativos, cuja missão preconiza a formação e disseminação de
conhecimento e cultura metrológica. Seu principal objetivo consiste na persuasão de cientistas e
profissionais de todos os níveis de formação acadêmica e profissional interessados na ciência e na
tecnologia das medições a se engajarem de forma efetiva nesse fascinante movimento pelo
desenvolvimento da metrologia, reconhecida como estratégico instrumento da competitividade e
melhoria da qualidade de vida.
Criada em 1995 por profissionais envolvidos com a metrologia e suas áreas correlatas, a Sociedade
Brasileira de Metrologia já consolidou um quadro de mais de 1800 associados, aproximando
metrologistas, fabricantes de instrumentos de medir e outras organizações envolvidas ou
interessadas em metrologia. Dentre outras ações, a Sociedade prioriza a produção intelectual em
metrologia e a efetiva participação da comunidade em relevantes e estratégicos fóruns
internacionais da metrologia.

54
Metrologia Básica
Desde sua fundação, a Sociedade Brasileira de Metrologia ganhou representatividade internacional,
tendo conquistado a representação do Brasil junto ao International Measurement Confederation
(IMEKO) e à sua organização congênere americana, a National Conference of Standards and
Laboratories (NCSL). Em articulação com cientistas brasileiros, promoveu diversas atividades: (i)
publicação de 11 livros em metrologia; (ii) promoveu a tradução de Normas Internacionais e Guias
laboratoriais; (iii) organizou diversos eventos nacionais e internacionais de metrologia; (iv)
estimulou diversos programas de treinamento especializado em metrologia; (v) promoveu o
desenvolvimento de um programa interministerial (RH-Metrologia) para formação e capacitação de
recursos humanos em metrologia; (vi) ativamente participou do planejamento e desenvolvimento do
Plano Nacional de Metrologia, recentemente aprovado por um fórum interministerial e
transformado em instrumento da política metrológica brasileira, dentre outras realizações.
A Sociedade Brasileira de Metrologia foi concebida não para competir mas para cooperar e
complementar a ação de outras organizações privadas e governamentais, direta ou indiretamente
envolvidas com a metrologia.
Como resultado de sua capacidade de articulação institucional, a Sociedade Brasileira de
Metrologia já assinou acordos bi e multilaterais de cooperação com outras organizações nacionais e
internacionais de metrologia, assessorou governos de outros países na estruturação de suas leis e
políticas metrológicas, implementou escritórios e regionais em dez estados da Federação,
fortalecendo a sua ação capilar e suas oportunidades de cooperação.

55
Metrologia Básica
13.2. ESTRUTURA ORGANIZACIONAL DA SOCIEDADE BRASILEIRA DE METROLOGIA A figura 4 apresenta a estrutura organização da Sociedade Brasileira de Metrologia.
Figura 4 - Estrutura organização da Sociedade Brasileira de Metrologia.
13.3. BENEFÍCIOS Na qualidade de organização técnico-cientifica de metrologia formalmente constituída, a Sociedade
Brasileira de Metrologia (SBM) oferece benefícios exclusivos aos seus associados, dentre os quais
destacam-se:
• Acesso às instalações da sede própria da SBM, instalada em moderno condomínio empresarial
no centro da cidade do Rio de Janeiro, equipada com toda infra-estrutura necessária para a
realização de reuniões de negócios e eventos;
• Assinatura gratuita da revista Metrologia & Instrumentação, disponibilizando artigos e
informações sobre o mercado brasileiro de metrologia e áreas afins, instrumento de grande
circulação junto ao meio empresarial que atinge cerca de 60 mil leitores;

56
Metrologia Básica
• E-mail corporativo gratuito ([email protected]) hospedado em servidor
especializado;
• Descontos na participação de todos os eventos promovidos pela SBM (cursos, seminários,
congressos, workshops, etc.) ou pelas organizações com as quais mantém acordo de cooperação;
• Descontos na aquisição de publicações editadas ou co-editadas pela SBM;
• Assinatura gratuita do SBMídia, informativo mensal da SBM inserido na revista Metrologia &
Instrumentação;
• Recebimento do informativo virtual SBMail, oferecendo aos associados informações atuais na
área de tecnologia industrial básica e espaço para veiculação de informações;
• Direito a voto nas deliberações das reuniões da Assembléia Geral da SBM;
• Elegibilidade a candidatura a cargos eletivos e honorários em instâncias de direção da entidade;
• Elegibilidade para participar dos Comitês técnico-científicos de organizações internacionais
(IMEKO e NCSL), cuja representação brasileira é de responsabilidade da SBM;
• Orientação técnica e endosso institucional para fortalecer a participação da comunidade
brasileira de metrologia nos fóruns regionais e internacionais pertinentes;
• Acesso a fóruns estratégicos de debate, oportunidades para engajamento em grupos de trabalho,
endosso institucional para fundamentar ações específicas e representatividade junto a centros de
informação;
• Acesso a organismos nacionais e internacionais envolvidos com o fomento de áreas e setores da
metrologia;
• Acesso e direito de integrar outros cadastros específicos encomendados por agências e órgãos
regulamentadores com as quais mantém acordos de cooperação.
Adicionalmente aos benefícios oferecidos aos sócios individuais, os seguintes serviços e atrativos
são oferecidos às Empresas Afiliadas na categoria Sócio Institucional:
• Oportunidade de divulgar, sem ônus, catálogos e folhetos institucionais nas feiras internacionais
que a SBM participa com direito a stands corporativos;
• Afixação de placa em material nobre exibindo a logomarca do associado institucional no mural
do hall de entrada da sede própria da SBM;

57
Metrologia Básica
• Acesso às bases especializadas de dados da SBM e das organizações nacionais e internacionais
que lhe são coligadas;
• Direito de uso da homepage da SBM com inserção de links institucionais, uso de ferramentas
B2B para divulgação e categorização de serviços e produtos;
• Espaço gratuito no SBMídia para divulgação pertinente da sua área de atuação;
• Marketing institucional em fóruns e em feiras internacionais e assessoria para estudos de
demanda em metrologia;
• Visibilidade e acesso ao cadastro de sócios da SBM, que congrega profissionais qualificados e
comprometidos com o desenvolvimento da metrologia, integrando uma ampla base de dados,
reunindo informações sobre competências nas mais diversas áreas do conhecimento
metrológico, privilegiando seus consultores e instrutores homologados;
• Prioridade de inscrição nos treinamentos de interesse da empresa, com direito a recomendar
treinamentos específicos de interesse;
• Prioridade de alocação de espaço no centro de treinamento da SBM, beneficiando-se de
descontos na alocação do excelente espaço instrumentado do Centro de Treinamento disponível
na sede própria.
Endereço na Internet : http://www.metrologia.org.br/index.html
14. REQUISITOS NORMATIVOS RELATIVOS À METROLOGIA (ISO 9001/14001/16949)
Este é um tema que nem todos dominam e, infelizmente, até mesmo entre o pessoal de controle de
processo. Falta maior conhecimento para lidar com o item 7.6 da ISO 9001 (Controle de
dispositivos de medição e monitoramento), que enfatiza: “A organização deve determinar as
medições e monitoramentos a serem realizados e os dispositivos de monitoramento
necessários para evidenciar a conformidade do produto com os requisitos determinados”. Por
equipamento, devemos entender: equipamento de medição, programa de computador, padrão de
medição, material de referência ou dispositivos auxiliares, ou uma combinação deles, necessários
para executar um processo de medição.
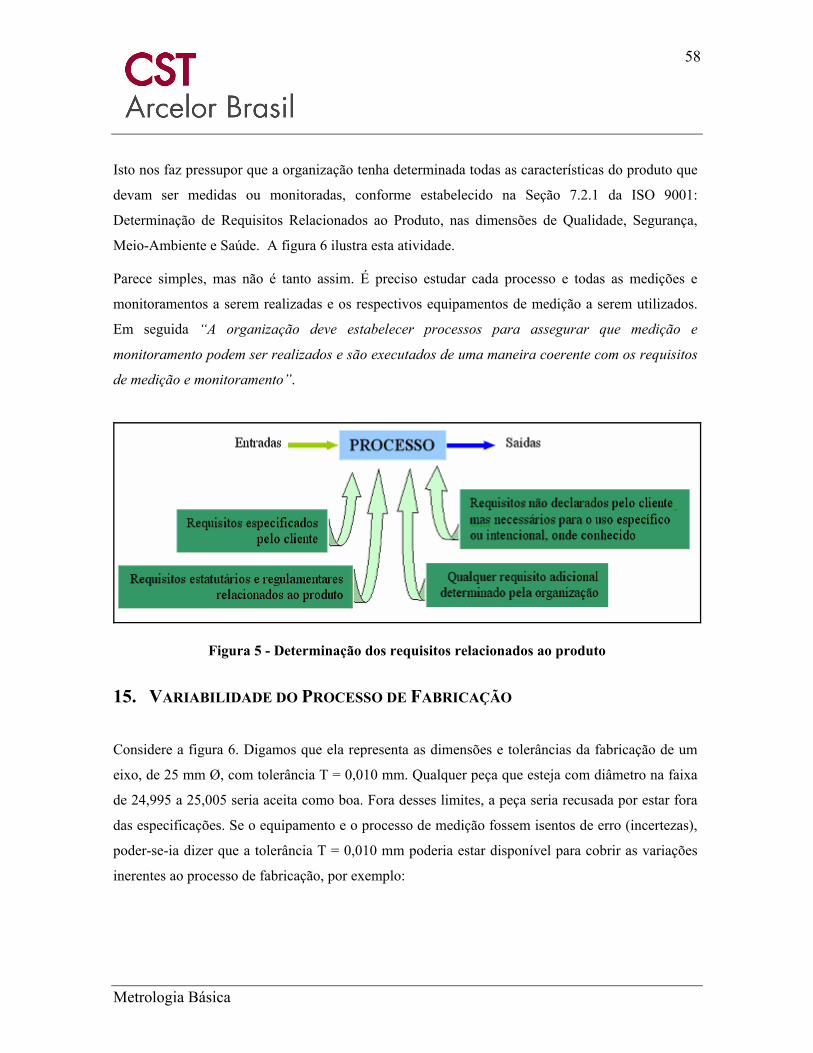
58
Metrologia Básica
Isto nos faz pressupor que a organização tenha determinada todas as características do produto que
devam ser medidas ou monitoradas, conforme estabelecido na Seção 7.2.1 da ISO 9001:
Determinação de Requisitos Relacionados ao Produto, nas dimensões de Qualidade, Segurança,
Meio-Ambiente e Saúde. A figura 6 ilustra esta atividade.
Parece simples, mas não é tanto assim. É preciso estudar cada processo e todas as medições e
monitoramentos a serem realizadas e os respectivos equipamentos de medição a serem utilizados.
Em seguida “A organização deve estabelecer processos para assegurar que medição e
monitoramento podem ser realizados e são executados de uma maneira coerente com os requisitos
de medição e monitoramento”.
Figura 5 - Determinação dos requisitos relacionados ao produto
15. VARIABILIDADE DO PROCESSO DE FABRICAÇÃO Considere a figura 6. Digamos que ela representa as dimensões e tolerâncias da fabricação de um
eixo, de 25 mm Ø, com tolerância T = 0,010 mm. Qualquer peça que esteja com diâmetro na faixa
de 24,995 a 25,005 seria aceita como boa. Fora desses limites, a peça seria recusada por estar fora
das especificações. Se o equipamento e o processo de medição fossem isentos de erro (incertezas),
poder-se-ia dizer que a tolerância T = 0,010 mm poderia estar disponível para cobrir as variações
inerentes ao processo de fabricação, por exemplo:

59
Metrologia Básica
a) erros geométricos das máquinas;
b) falta de rigidez mecânica;
c) variações da temperatura ambiente;
d) desajuste da máquina durante a fabricação;
e) falhas do operador etc.
Figura 6 - Variabilidade do Processo Entretanto, equipamentos de medição apresentam erros (incertezas) e o processo de medição
também tem seus erros. Podemos agrupar estes erros em dois grupos: erros do processo de
fabricação (σ2 processo) e erros do sistema de medição (σ2 medição).
Logo,
σ2 total = (σ2 processo) + (σ2 medição).
Se observarmos a figura 6 veremos que quanto maior a faixa de incerteza (σ2 medição), menor será
o valor disponível para cobrir as variações do processo (σ2 processo).

60
Metrologia Básica
16. VARIABILIDADE DO PROCESSO DE MEDIÇÃO
16.1. INTRODUÇÃO Qualquer equipamento, por mais perfeito que pareça, jamais será exatamente preciso, sempre
apresentará erro, por menor que seja. Quantificar o erro é um dos grandes desafios de quem trabalha
com metrologia.
Se fizermos uma série de repetições, os resultados das medições nem sempre são iguais em todos os
casos. Portanto, estima-se uma INCERTEZA para todo e qualquer equipamento de medição.
Numa aplicação, a incerteza de medição pode ser uma característica inerente de erros aleatórios e/
ou sistemáticos, ou ainda de variáveis específicas do processo de medição ou ainda de
características únicas do equipamento utilizado. Daí a importância de se utilizar estudos estatísticos
nos cálculos de incerteza. O cálculo de incerteza de medição é base para as medições a serem
executadas por um determinado equipamento de medição.
Deve-se tomar muito cuidado em distinguir entre os termos “erro” e “incerteza”. Eles não são
sinônimos, ao contrário representam conceitos completamente diferentes; eles não deveriam ser
confundidos um com o outro, nem ser mal empregados. O resultado de uma medição pode, sem que
se perceba, estar muito próximo do valor do mensurando e assim ter um erro desprezível, muito
embora possa ter uma incerteza grande.
Fontes de Incertezas 1
A incerteza do resultado de uma medição reflete a falta de conhecimento exato do valor do
mensurando. O resultado de uma medição, após correção dos efeitos sistemáticos reconhecidos, é
ainda, tão somente uma estimativa do valor do mensurando por causa da incerteza proveniente dos
efeitos aleatórios e da correção imperfeita do resultado para efeitos sistemáticos.
Na prática, existem muitas fontes possíveis de incerteza em uma medição, incluindo:
• definição incompleta do mensurando;
• realização imperfeita da definição do mensurando;
1 Extraído de: Guia para a Expressão da Incerteza de Medição – INMETRO (agosto/ 98).

61
Metrologia Básica
• amostragem não-representativa – a amostra medida pode não representar o mensurando
definido;
• conhecimento inadequado dos efeitos das condições ambientais sobre a medição ou medição
imperfeita das condições ambientais;
• erro de tendência pessoal (reflexos, cansaço) na leitura de equipamentos analógicos;
• resolução finita do equipamento ou limiar de mobilidade;
• valores inexatos dos padrões de medição e materiais de referência;
• valores inexatos de constantes e de outros parâmetros obtidos de fontes externas e usados no
algoritmo de redução de dados;
• aproximações e suposições incorporadas ao método e procedimento de medição;
• variações nas observações repetidas do mensurando sob condições aparentemente idênticas.
Essas fontes não são necessariamente independentes, e algumas das fontes de a) a i) podem
contribuir para a fonte j). Naturalmente, um efeito sistemático não reconhecido, não pode ser levado
em consideração na avaliação da incerteza do resultado de uma medição, porém, contribui para seu
erro.
A comprovação metrológica deve ser projetada e implementada para assegurar que características
metrológicas do equipamento de medição satisfaçam os requisitos metrológicos do processo de
medição. A comprovação metrológica compreende a calibração e a verificação do equipamento de
medição.
Informação pertinente à comprovação metrológica da situação do equipamento de medição deve
estar prontamente disponível para o operador, incluindo quaisquer limitações ou requisitos
especiais.
As características metrológicas do equipamento de medição devem ser adequadas para seu uso
pretendido. As características metrológicas de um equipamento de medição são fatores que
contribuem para a incerteza de medição.

62
Metrologia Básica
Dentre as principais características de medição existentes, podemos citar: faixa, tendência,
repetitividade, estabilidade, linearidade, variações, efeitos de grandezas que influenciam
(temperatura, vibração etc), resolução, discriminação (limite), erro, faixa morta, habilidades do
operador etc.
Um sistema de medição que não propicia a certeza ou confiança na medição pode levar a
Organização a realizar grandes investimentos na aquisição de equipamentos e outros meios de
medição. É importante identificar o que pode causar esta deficiência, antes de tomar a decisão. E,
estudos mal elaborados podem fazer com que a Organização direcione seus recursos para o lugar
errado ou, talvez, que não precisem ser realizados.
Ou seja, a sua Organização pode estar comprando equipamentos mais caros ou com mais recursos
do que o que realmente você precisa. Ou ainda, pode estar utilizando o equipamento errado.
Não existe um sistema de medição ideal. O sistema de medição ideal seria aquele que produziria
somente medidas "corretas" todas as vezes que fosse utilizado. A medida coincidiria sempre com o
padrão de referência.
Um sistema de medição deste tipo diz-se que possui propriedades estatísticas de variância zero,
tendência zero e probabilidade zero de classificação errônea em qualquer produto que medisse.
Portanto, como o sistema ideal não existe é atribuição da função metrológica adequar seus sistemas
de medição, para obter as propriedades estatísticas adequadas ao trabalho executado e às
necessidades do produto. A função metrológica tem a responsabilidade de identificar as
propriedades estatísticas mais importantes para o uso dos dados. É responsabilidade dela também
assegurar que tais propriedades sejam a base para escolher o sistema de medição.
Apesar das diferenças possíveis, existem algumas propriedades estatísticas que todos os sistemas
devem ter:
• o sistema de medição deve estar sob controle estatístico, o que significa que a variação no
sistema é devida somente a causas comuns e não a causas especiais;
• a variabilidade do sistema de medição deve ser pequena se comparada com a variabilidade do
processo;

63
Metrologia Básica
• a variabilidade do sistema de medição deve ser pequena (≤ 1/3) quando comparada com os
limites de especificação;
• os incrementos de medida devem ser pequenos em relação ao que for menor, entre a
variabilidade do processo ou os limites de especificação.
As Organizações precisam manter um Programa de Comprovação Metrológica que consiste em
manter os sistemas de medição estáveis (sob controle), efetuando verificações programadas em seus
equipamentos, métodos e operadores envolvidos. Os testes de medição dos sistemas têm por
objetivo realizar duas grandes verificações:
• Compreender o processo de medição e determinar se irá satisfazer todas as exigências;
• Uma vez considerado aceitável, verificar se continua apresentando as propriedades estatísticas
apropriadas;
A primeira verificação tem dois objetivos:
• Determinar se o sistema possui ou não as propriedades estatísticas necessárias. Este teste
deveria ser realizado durante o planejamento do sistema de medição e, se aprovado, poderá ser
utilizado na fábrica.
• Descobrir quais fatores possuem uma influência significativa no sistema de medição. Por
exemplo, verificar se a temperatura influi no resultado. Caso seja verdadeiro será necessário
operar num ambiente de temperatura controlada. Caso contrário, pode ser realizado na fábrica
sem preocupação.
O passo inicial, portanto, é verificar se a variável correta esta sendo medida. É imprescindível esta
verificação, pois, se a variável errada estiver sendo medida, independente de qualquer resultado ou
propriedade, simplesmente está sendo consumido recursos sem a contrapartida dos benefícios.
Os procedimentos devem responder a três questões:
• O sistema de medição tem a especificação adequada?
• O sistema de medição é estável ao longo do tempo?
• As propriedades estatísticas são consistentes sobre a faixa esperada e aceitável para análises e
controle do processo?
64
Metrologia Básica
Um outro objetivo de se estudar o sistema de medição é obter informações relativas ao tamanho e
aos tipos de variação de medição associada com um sistema de medição quando este interage com
seu meio ambiente. Esta informação é valiosa, uma vez que, para o processo comum de produção, é
muito mais prático reconhecer desvios na calibração e repetitividade e, estabelecer limites razoáveis
para eles do que fornecer dispositivos extremamente exatos com repetitividade muito alta. Tais
estudos podem proporcionar:
• Um critério para aceitar novos equipamentos de medição;
• Uma comparação entre dispositivos de medição;
• Uma base para avaliar um dispositivo de medição suspeito de deficiências;
• Uma comparação para equipamentos de medição antes e depois de reparado;
• Um componente para o cálculo da variação do processo, e o nível de aceitação para um
processo produtivo;
• Informações necessárias para estabelecer uma curva de desempenho do dispositivo de medição,
que indica a probabilidade de aceitar uma peça para cada valor real.
A análise do sistema de medição é usada para descrever a variação do sistema de medição
caracterizada por:
• Localização: estabilidade, tendência e linearidade.
• Largura ou dispersão: Repetitividade e Reprodutibilidade
Dois outros aspectos importantes também devem ser analisados:
• A discriminação do sistema de medição – o quanto o equipamento consegue efetivamente ler,
“identificar” e detectar uma variação da característica;
• Como quantificar o efeito da variação própria da peça na variação total do sistema de medição.
Os procedimentos utilizados para a verificação do sistema de medição avaliam as seguintes
propriedades estatísticas: estabilidade, tendência, linearidade, repetitividade e reprodutibilidade.

65
Metrologia Básica
17. TENDÊNCIA É a diferença entre a média observada das medições e o valor de referência, realizada com dados
obtidos no processo onde o equipamento é usado. É importante levar em consideração o fato de que
os resultados obtidos nesta avaliação servem de base para as demais avaliações, tais como:
estabilidade, linearidade etc. A figura 7 exemplifica o conceito de tendência.
18. ESTABILIDADE É a variação total nas medições obtidas com o sistema de medição medindo uma única
característica na mesma peça ou padrão ao longo de um extenso período de tempo, com o objetivo
de identificar o comportamento do equipamento em longo prazo. A figura 8 mostra o conceito de
estabilidade.
Figura 7 - Tendência.

66
Metrologia Básica
Figura 8 - Estabilidade.
É importante observar que:
- Durante o período de tempo da avaliação da estabilidade, os equipamentos não devem ser
ajustados ou reparados, do contrário o estudo deve ser reiniciado;
- O sistema de medição deve estar sob controle estatístico (livre de variações devido a causas
especiais);
- É similar ao estudo de repetitividade, exceto que a variável tempo é alterada;
- Se o processo de medição não é estável, qualquer estudo será uma fotografia momentânea;
- Não é possível tomar decisões confiáveis, mesmo com base em estudos, se o processo não é
estável;
- Sem estabilidade não há previsibilidade;

67
Metrologia Básica
- Há muitos fatores que causam instabilidade. Os processos devem ser robustos a estes fatores,
porém algumas vezes não é possível ou não é viável economicamente;
- Se deve priorizar os fatores que mais afetam o processo de medição;
- A estabilidade estatística é determinada através de gráficos de controle;
- Um processo estável é aquele sem causa especial de variação;
19. LINEARIDADE É a diferença nos valores da tendência ao longo da faixa de operação esperada do dispositivo de
medição, visando garantir que os resultados de medição são confiáveis em qualquer ponto da escala
do equipamento. A figura 9conceitua a linearidade, de modo gráfico. Usar a regressão linear para
calcular a reta da regressão. As principais causas da falta de linearidade são:
• equipamento desgastado;
• equipamento não está calibrado adequadamente;
• erro nos valores dos padrões.
Figura 9 - Linearidade.

68
Metrologia Básica
20. REPETITIVIDADE É a variação nas medidas obtidas com um dispositivo de medição quando usado várias vezes por
um operador medindo a mesma característica na mesma peça, utilizando o mesmo método e nas
mesmas condições de utilização, possibilitando analisar o grau de confiabilidade que um sistema de
medição tem quanto à sua capacidade de repetir os resultados de uma medição. A figura 10 mostra
um gráfico onde a 2a medição apresenta falta de repetitividade.
Este estudo avalia a capacidade que o processo de medição tem de “repetir” as medidas. Pode ser
medida em função da dispersão dos resultados.
Alguns fatores determinantes para má repetitividade são:
a) falta de limpeza ou de manutenção do equipamento;
b) instabilidade nas condições ambientais
c) desgaste de componentes do equipamento;
d) emprego de procedimentos de medição inadequados;
e) projeto inadequado do equipamento.
21. REPRODUTIBILIDADE É a variação na média das medidas feitas por diferentes operadores utilizando o mesmo dispositivo
de medição medindo característica idêntica nas mesmas peças, de modo que se possa verificar a
influência humana no resultado da medição. A figura 11 exemplifica uma situação de falta de
reprodutibilidade. Alguns fatores que causam má reprodutibilidade:
Figura 10 - Repetitividade.

69
Metrologia Básica
a) utilização de diferentes procedimentos de medição por parte dos operadores;
b) treinamento insuficiente dos operadores;
c) projeto inadequado do equipamento, permitindo interpretações subjetivas.
Figura 11 - Reprodutibilidade.

70
Metrologia Básica
22. INCERTEZA DE MEDIÇÃO
22.1. MÉTODO BASEADO NO ISO GUM O método apresentado pelo ISO GUM – Guide to the Expression of Uncertainty in Measurement
(Guia para a expressão da incerteza de medição) é um método amplamente aplicável para avaliar e
expressar incertezas de medição. Este método foi traduzido e publicado pelo Inmetro. Veja item
10.5 – Publicações do Inmetro.
Ele fornece um valor realista, em vez de um valor “seguro” da incerteza baseado no conceito de que
não há diferença inerente entre um componente de incerteza proveniente de um efeito aleatório e
um proveniente de uma correção para um efeito sistemático. O método se situa, portanto, em
contraste com certos métodos mais antigos que têm em comum as duas seguintes idéias:
a) A de que a incerteza relatada deve ser “segura” ou “conservadora”, significando que nunca
deveria errar para muito menos. De fato, devido à avaliação da incerteza de um resultado de
medição ser problemática, ela foi, com freqüência, deliberadamente tornada maior;
b) A de que as influências que dão origem às incertezas foram sempre reconhecidas como sendo
ou “aleatórias” ou “sistemáticas”, sendo que as duas teriam naturezas diferentes; as incertezas
associadas com cada uma eram combinadas na sua própria maneira e deveriam ser relatadas
separadamente (ou, quando era requerido um único valor, combinadas de algum modo
específico). Na realidade, o método de combinação de incertezas era freqüentemente projetado
para satisfazer o requisito de segurança.
Quando o valor de um mensurando é relatado, a melhor estimativa de seu valor e a melhor
avaliação da incerteza desta estimativa devem ser dadas, pois, se a incerteza é passível de erro, não
é normalmente possível decidir em qual direção dever-se-ia errar “seguramente”. Uma declaração
para menos das incertezas pode fazer com que demasiada confiança seja depositada nos valores
relatados, com conseqüências, por vezes, embaraçosas ou até mesmo desastrosas. Uma declaração
deliberadamente para mais das incertezas pode, também, ter repercussões indesejáveis.

71
Metrologia Básica
Poderia fazer com que os usuários de equipamento de medição comprassem equipamentos que são
mais dispendiosos do que os de que eles precisam, ou poderia fazer com que produtos caros fossem
descartados desnecessariamente, ou que os serviços de um laboratório de calibração fossem
rejeitados.
O Guia classifica a incerteza de medição em dois tipos, que são baseados em duas análises
diferentes: incerteza de medição tipo "A" e tipo "B". Ainda existem as incertezas “combinadas" e a
"expandida".
Incerteza tipo "A": é relativamente simples, pois trata somente de aspectos estatísticos. Baseia-se
numa seqüência de observações em iguais condições.
Incerteza tipo "B": engloba diversos fatores específicos, como: fator de abrangência, nível de
confiabilidade, erros específicos, erros sistemáticos diversos, incerteza de um equipamento digital
devido à resolução, etc...
Incerteza combinada: é calculada tomando-se como base diversos cálculos de incerteza de medição
previamente calculados com base em fatores diversos.
Incerteza expandida: incerteza combinada vezes um fator de abrangência.
Vamos dar um exemplo de aplicação do método, na área de massa. Todas as calibrações devem ser
feitas segundo os procedimentos escritos e nas condições ambientais definidas.
22.2. AVALIAÇÃO DO TIPO A DA INCERTEZA PADRÃO É o método de avaliação da incerteza pela análise estatística de uma série de observações
(leituras efetuadas na balança). Neste caso, a incerteza padrão é o desvio padrão experimental da
média que se obtém de um procedimento de cálculo da média aritmética ou de uma análise de
regressão adequada.
A avaliação do Tipo A da incerteza padrão pode ser aplicada quando tenham sido feitas
várias observações independentes (ver nota abaixo), para uma grandeza de entrada sob as mesmas
condições de medição. Caso haja suficiente resolução no processo de medição haverá uma
dispersão ou espalhamento observável nos valores obtidos.

72
Metrologia Básica
Nota: ALEATORIEDADE E OBSERVAÇÕES REPETIDAS
As incertezas determinadas a partir de observações repetidas são, freqüentemente, contrastadas
com aquelas avaliadas por outros meios, como sendo "objetivas", "estatisticamente rigorosas" etc.
Isso sugere, erroneamente, que elas podem ser avaliadas meramente pela aplicação de fórmulas
estatísticas às observações e que suas avaliações não requerem a aplicação de algum
discernimento.
Deve-se perguntar primeiro: "Em que extensão as observações repetidas são repetições
completamente independentes do procedimento de medição?” Se todas as observações são de uma
amostra única, e se a amostragem é parte do procedimento de medição porque o mensurando é a
propriedade de um material (ao contrário da propriedade de um dado material em particular),
então as observações não foram independentemente repetidas; uma avaliação de um componente
da variância, decorrente de possíveis diferenças entre amostras, deve ser adicionada à variância
das observações repetidas realizadas sobre a amostra única.
Se zerar um instrumento é parte do procedimento de medição, o instrumento deve ser novamente
zerado como parte de cada repetição, mesmo se houver um desvio desprezível durante o período
em que as observações são feitas, pois há potencialmente, uma incerteza estatisticamente
determinável, atribuível à operação de zerar.
Similarmente, se um barômetro deve ser lido, ele deve, em princípio, ser lido para cada repetição
da medição (preferivelmente, após perturbá-lo e deixá-lo voltar ao seu equilíbrio), pois pode haver
uma variação tanto na indicação como na leitura, mesmo se a pressão barométrica for constante.
Em segundo lugar, deve-se perguntar se todas as influências, supostamente aleatórias, são, de fato,
aleatórias. Serão constantes as médias e variâncias de suas distribuições ou haverá, talvez, um
desvio no valor de uma grandeza de influência não medida, durante o período das observações
repetidas? Se há um número suficiente de observações, as médias aritméticas dos resultados da
primeira e segunda metades do período e seus desvios padrão experimentais podem ser calculados,
e as duas médias, comparadas uma com a outra, de forma a se julgar se a diferença entre elas é
estatisticamente significativa e, assim, se há um efeito variando com o tempo.

73
Metrologia Básica
Se os valores dos "serviços comuns" no laboratório (tensão e freqüência da rede elétrica, pressão e
temperatura da água, pressão de nitrogênio etc.) são grandezas de influência, há, normalmente, um
forte elemento não aleatório em suas variações que não pode ser ignorado.
Se o algarismo menos significativo de uma indicação digital varia continuamente durante uma
observação devido à "ruído", é, por vezes, difícil deixar de selecionar, sem saber, valores
pessoalmente preferidos desse algarismo. É melhor arranjar algum meio de congelar a indicação
num instante arbitrário e.registrar o resultado congelado.
Na pratica, as grandezas de entrada são, freqüentemente, correlacionadas, porque o mesmo
padrão de medição físico, instrumentação de medição, dado de referência, ou até mesmo o método
de medição, tendo uma incerteza significativa, são usados na estimativa de seus valores.
Suponha que a grandeza de entrada Xa medida repetidamente é a grandeza Q. Com n observações
estatisticamente independentes ( n > 1 ), a estimativa da grandeza Q é _
q , a média aritmética ou a
média dos valores individuais observados qj (leituras dos valores de massa efetuadas na balança)
(j=1,2..., n);
A incerteza de medição associada com a estimativa _
q é avaliada de acordo com um dos seguintes
métodos:
a) Uma estimativa da variância da distribuição de probabilidade fundamental é a variância
experimental s2(q) dos valores de qj (leituras efetuadas na balança) que é dada por:
O valor (positivo) da raiz quadrada de s2(q) é chamado desvio padrão experimental. A melhor
estimativa da variância da média aritmética _
q é a variância experimental da média dada por:
∑=
=n
1jj
_
qn1q
∑=
−−
=n
1j
2_
j2 )q(q
1n1(q)s

74
Metrologia Básica
O valor (positivo) da raiz quadrada de s2(_
q ) é chamado desvio padrão experimental da média. A
incerteza padrão u(_
q ) associada à estimativa de entrada _
q é o desvio padrão experimental da
média.
Ou seja, u xa s q n( ( ) /=
Nota: Geralmente, quando o número n de medições repetidas é baixo (n < 10), a confiabilidade de
uma avaliação do Tipo A da incerteza padrão, como expressa pela equação acima, deve ser
considerada.
b) Para uma medição que está bem caracterizada e sob controle estatístico, uma estimativa
combinada ou estimativa agrupada da variância s2p, pode estar disponível e melhor
caracterizar a dispersão do que o desvio padrão estimado obtido de um número limitado de
observações de medições de massas objeto comparadas com massas padrão. Se, em tal caso, o
valor da grandeza de entrada Q for determinado como a média aritmética _
q de um número
pequeno de n observações independentes de medições de massas objeto comparadas com
massas padrão, a variância da média pode ser estimada por:
( ) ( )nqsqs
22 =
( ) ( )qsqu =
( )n
sqs p2
2 =

75
Metrologia Básica
Neste caso, a incerteza padrão é deduzida a partir deste valor peça equação:
22.3. AVALIAÇÃO DO TIPO B DA INCERTEZA PADRÃO É o método de avaliação da incerteza por outros meios que não a análise estatística de uma série de
observações. Neste caso a avaliação da incerteza padrão é baseada em algum outro conhecimento
científico.
23. RESOLUÇÃO DA BALANÇA
• Digital
Se x é a resolução da balança, a incerteza padrão, u(xb), será:
u xb( ) =
x / 23 =
x12
Então: u(xb) = x12
• Analógico
Se a leitura é feita sem fazer coincidir o ponteiro com a marca da divisão da escala, a distribuição é
retangular. Sendo x a resolução da balança, a incerteza padrão, u(xb), será:
u xb( ) = x / 2
3 =
x12
Então: u(xb) = x12
( ) ( )qsqu 2=

76
Metrologia Básica
Se a leitura é feita coincidindo o ponteiro com a marca da divisão da escala, a distribuição é
triangular. Sendo x a resolução da balança, a incerteza padrão, u(xb ), será:
u(xb) = x / 26
= x24
Então: u(xb) = x24
Exemplo: Calibração de uma massa de 20 kg, numa balança eletrônica com a resolução de 1g.
24. LINEARIDADE DA BALANÇA Se x é a linearidade da balança, a incerteza padrão u(xc), será:
Exemplo: Calibração de uma massa de 20 kg, numa balança eletrônica com a linearidade de 1g.
0,29g12
1g)u(x b ==
3x)u(xc =
g 0,583
1g)u(x c ==

77
Metrologia Básica
25. ESTABILIDADE NO TEMPO (DRIFT) A deriva do valor do padrão de referência é estimada a partir de calibrações prévias.
Sendo:
z = deriva do valor do padrão de referência.
Onde z é o resultado da diferença entre os valores reais dos dois últimos certificados.
25.1. EMPUXO DO AR a) O efeito do Empuxo do ar devido à diferença de densidade das massas.
Sendo:
z = empuxo do ar =
b) Cálculo da Massa Específica do Ar (par)
T273,150,020582)(0,00252.T0,348444.Pρar
+−−
=ϕ
3z/)u(xd =
3/)( zxu e =
Δvρar x

78
Metrologia Básica
mg 167mg/cm 8400
mg/cm1020mg/cm 7850
mg/cm1020mg/cm 1,2z 3
36
3
363 =⎥
⎦
⎤⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛ ×−⎟⎟
⎠
⎞⎜⎜⎝
⎛ ××=
mg 963
1673
z)u(x e ===
Sendo:
P = pressão atmosférica em mbar
T = temperatura em °C
ϕ = umidade relativa em %.
c) Cálculo do Volume da Massa
ΔV = (Mob/ρob) - (Mp/ρp)
Sendo:
Mob = Massa Nominal do Objeto
ρob = Massa Específica do Padrão
Mp = Massa Nominal do Padrão
ρp = Massa Específica do Padrão
Exemplo:
Calcular o empuxo do ar de uma
Mp = 20 kg; ρp = 8400 kg/m3 e Mob = 20 kg; ρob = 7850 kg/m3.
Massa específica do ar = 1,2 mg/cm3
Nota: Quando o empuxo for zero, será assumido empuxo = 1 ppm do valor nominal da massa em calibração.

79
Metrologia Básica
26. CERTIFICADO DE CALIBRAÇÃO (HERANÇA DO CERTIFICADO) Certificado de calibração da massa padrão utilizada
sendo:
z = incerteza expandida herdada do certificado
k = fator de abrangência
Exemplo:
Certificado de calibração de uma massa padrão de 20 kg da classe F2 com a incerteza de 300 mg e
k=2.
27. CÁLCULO DA INCERTEZA PADRÃO DA ESTIMATIVA DE SAÍDA Para grandezas de entrada não correlacionadas o quadrado da incerteza padrão associada com a
estimativa de saída y, é dado por:
z/k)u(x f =
(y)u(y)uN
1ii
22 ∑=
=
mg 1502mg 300
kz)u(x f ===

80
Metrologia Básica
27.1. CÁLCULO DOS GRAUS DE LIBERDADE EFETIVOS, VEFF E DO FATOR DE ABRANGÊNCIA, K
Calcular o fator de abrangência obtido a partir dos graus de liberdade efetivos.
• Para estimar o valor de um fator de abrangência k correspondente a uma probabilidade de
abrangência especificada, é necessário que seja levada em conta à confiabilidade da incerteza
padrão u(y) da estimativa de saída y. Isto implica considerar o quão bem u(y) estima o desvio
padrão associado ao resultado da medição. Para uma estimativa do desvio padrão de uma
distribuição normal, os graus de liberdade desta estimativa, que depende do tamanho da amostra
na qual ela está baseada, é uma medida da confiabilidade. Analogamente, uma medida adequada
da confiabilidade da incerteza padrão associada a uma estimativa de saída é seu grau de
liberdade efetivo Veff , que é aproximado por uma combinação apropriada dos graus de liberdade
efetivos das diferentes contribuições da incerteza ui (y).
• O procedimento para o cálculo de um fator de abrangência apropriado k, quando as condições
do teorema central do limite são satisfeitas, compreende os seguintes passos:
• Obter uma incerteza padrão associada à estimativa de saída;
• Estimar os graus de liberdade efetivos Veff da incerteza padrão u(y), associada à estimativa de
saída y a partir da fórmula de Welch-Satterthwaite.
• Obter o fator de abrangência k através da tabela 6. Esta tabela é baseada na distribuição-t
avaliada para uma probabilidade de abrangência de 95,45 %. Se Veff não for inteiro, o que é
usualmente o caso, truncar Veff para o próximo menor inteiro, ou diretamente em planilha
Excel com a fórmula:
= INVT(0,0455; “ Célula com o cálculo do Veff ” )
( )∑=
= N
i i
ieff
vyu
yuV
1
4
4 )(

81
Metrologia Básica
Veff
1
2
3
4
5
6
7
8
9
10
11
12
13
14
k
13,97
4,53
3,31
2,87
2,65
2,52
2,43
2,37
2,32
2,28
2,25
2,23
2,21
2,20
Veff
15
16
17
18
19
20
25
30
35
40
45
50
100
∞
k
2,18
2,17
2,16
2,15
2,14
2,13
2,11
2,09
2,07
2,06
2,06
2,05
2,025
2,00
Tabela 6 - Fatores de Abrangência k e Veff (extraída do ISO GUM).
28. INCERTEZA EXPANDIDA DE MEDIÇÃO A incerteza de medição expandida U, obtida pela multiplicação da incerteza padrão u(y) da
estimativa de saída y por um fator de abrangência k.
Nos casos em que uma distribuição normal (Gaussiana) possa ser atribuída ao mensurando e a
incerteza padrão associada à estimativa de saída tenha suficiente confiabilidade, o fator de
abrangência padronizado k = 2 deve ser utilizado. A incerteza expandida atribuída corresponde a
uma probabilidade de abrangência de aproximadamente 95%. Estas condições são satisfeitas na
maioria dos casos de calibração.
O Anexo A apresenta um exemplo de Planilha de Cálculo de Incertezas referente à calibração de
uma massa padrão de 2 g.
29. MÉTODO ALTERNATIVO Algumas Organizações usam um método alternativo, simplificado, como segue:
• Calibra-se o equipamento;
• Calcula-se a incerteza, usando a seguinte fórmula:
( )
Ipn
sntU +
−±=
*2);1( α
u(y)kU ×=
82
Metrologia Básica
Onde,
U = incerteza total
2);1( α−nt é obtido da distribuição-t (Student) para v=(n-1) graus de liberdade.
s = desvio padrão das medições realizadas;
n = número de medições realizadas;
Ip = incerteza equipamento usado como padrão, na calibração.
Este método é insuficiente, pois deixa de considerar diversas fontes de incerteza presentes na
medição.
30. VERIFICAÇÃO DA ADEQUAÇÃO AO USO
30.1. GENERALIDADES Cada equipamento de medição deve ser utilizado conforme a aplicação estabelecida e
recomendações de uso do fabricante. Ver item 7 – Variabilidade do Processo de Medição.
A definição de um critério de aceitação para utilizar como parâmetro de avaliação dos resultados
apresentados nos certificados de calibração dos equipamentos de medição possibilita garantir a
qualidade do processo de medição.
31. RELAÇÃO ENTRE INCERTEZAS Não existe uma norma estabelecendo uma obrigatoriedade para a relação entre as incertezas do
padrão e do equipamento a ser calibrado, mas há sugestões. A função metrológica é que define esta
relação em função custos dos padrões, precisão requerida pelo processo etc. Do ponto de vista
técnico, esta escolha se resume em um compromisso entre a incerteza e a aceitação.

83
Metrologia Básica
A relação 1:1 (incerteza do padrão igual à incerteza do equipamento a ser calibrado) reflete uma
área de incerteza de 100 % e uma área de aceitação de 0 %. Todas as medições cairão dentro da área
de incerteza. A relação de incertezas de 1:1 pode indicar ou não se os equipamentos calibrados
estão de conformidade com as tolerâncias descritas e não fornece nenhuma confiança para a
medição. Ver figura 12 – Relação de Incertezas 1:1.
Figura 12 - Relação de incertezas 1:1.
A relação 4:1 (incerteza do padrão 4 vezes menor do que a do equipamento a ser calibrado) reflete
uma área de incerteza de 25 % e uma área de aceitação de 75 %.
A relação de 10:1 (incerteza do padrão 10 vezes menor que a do equipamento a ser calibrado)
reflete uma área de incerteza de 10% e uma área de aceitação de 90 %. Esta relação fornece um
maior grau de confiança nas medições e reduz o erro potencial da medição.

84
Metrologia Básica
Quando as medições caem dentro da área da aceitação, consegue-se atingir o grau de confiança nas
medições e reduz o erro potencial da medição. Por outro lado, caindo na região da incerteza, a
decisão de aceitar ou rejeitar as medições pode ser questionável. O padrão com uma alta precisão
auxilia muito a se fazer à decisão correta de aceitar ou rejeitar as medições feitas.
Para situações em que as especificações do equipamento a calibrar (ec) e do equipamento usado
como padrão (ep) forem baseados em uma distribuição normal de incertezas, o valor verdadeiro da
RPI (razão de proporcionalidade das incertezas) é calculado pela equação:
ep
ec
UURPI =
onde,
RPI = valor verdadeiro da razão de proporcionalidade das incertezas
Uec = incerteza padronizada tipo B do equipamento a calibrar
Uep = incerteza padronizada tipo B do equipamento usado como padrão
Exemplo: um equipamento a ser calibrado possui especificação de incerteza como sendo de classe
de exatidão de 0,5 % do fundo de escala para a faixa de 20 volts. O padrão a ser utilizado é um
calibrador de tensão que possui especificação de incerteza igual a ±(0,05 % do valor ajustado para
saída + 0,02 % da faixa + 10 mV) para probabilidade de abrangência de 99 %. Qual é a RPI para
uma saída de 20 V?
Solução:
A incerteza tipo B declarada do equipamento a calibrar é:
aec = 0,5 x 20 V / 100 = 0,1 V
que implica numa incerteza padronizada tipo B de:
Uec = aec / 3 = 0,1 / 3 = 0,058 V para toda a faixa
A incerteza tipo B declarada para o calibrador padrão para uma saída ajustada em 20 V é dada por:
aep = (0,05 x 20 V / 100) + (0,02 x 20 V/100) + 0,01 V = 0,024 V

85
Metrologia Básica
O fator de abrangência k para uma probabilidade de abrangência de 99 % é 2,58. A incerteza
padronizada tipo B do padrão é:
Uep = aep / k9 = 0,024 / 2,58 = 0,0093
Calculando a RPI, temos:
VV
UURPI
ep
ec
0093,0058,0
== = 6,2 > 3.
31.1. MÉTODOS CLÁSSICOS PARA ANÁLISE DA ADEQUAÇÃO AO USO A tabela 7 mostra os métodos clássicos para análise da adequação ao uso.
Onde:
Emáx = erro máximo, obtido do certificado de calibração (ou do catálogo do fabricante).
TP = intervalo de tolerância do produto (TP), ou do equipamento a ser calibrado.
U95 = maior incerteza de medição, na faixa a ser usada, obtida do certificado de calibração
(apenas incerteza tipo A).
f = fator que varia de 1 a 10, a critério da função metrológica.
Atualmente estes métodos tendem ao desuso pela sua abordagem superficial e simplista.
MÉTODOS
TRADICIONAIS CLÁSSICO 1 CLÁSSICO 2 CLÁSSICO 3
Parâmetro (P) Resolução U95 Emáx Meta (M) TP/10 a TP/3 TP/10 a TP/3 TP/f Relação a satisfazer P < M P < M P < M Observações Não recomendado É insuficiente É insuficiente
Tabela 7 - Métodos clássicos para análise da adequação ao uso.

86
Metrologia Básica
32. PROPOSTA ATUAL PARA ANÁLISE DA ADEQUAÇÃO AO USO
32.1. APLICAÇÃO DAS NORMAS ISO GUM E ISO TS 16949 A tabela 8 mostra os métodos que têm sido propostos para análise da adequação ao uso. Ver
também a figura 13 - Aplicação das normas ISO GUM e ISO TS 16949.
PROPOSTA ATUAL ISO GUM ISO TS 16949 Parâmetro (P) RC R&R
Meta (M) ALI = LIT - U95 ALS = LST - U95 TP/10 ou 6 σ/10
Relação a satisfazer ALI < RC < ALS P < M ou Cp > 1,33
Observações Definir Ur; Definir zona de conforme, não-conformidade e dúvida.
Centralizado no processo
Tabela 8 - Aplicação das normas ISO GUM e ISO TS 16949. Onde,
6 σ = tolerância do processo de fabricação
ALI = alarme inferior
ALS = alarme superior
Cp = capacidade do processo de fabricação
LIT = limite inferior da tolerância do processo
LST = limite superior da tolerância do processo
R&R = avaliação da repetitividade e reprodutibilidade
RC = resultado de uma medição, após correção, devido aos erros sistemáticos.
TP = tolerância do processo, ou do equipamento a ser calibrado.
U95 = incerteza de medição
Ur = meta da incerteza (política)

87
Metrologia Básica
Figura 13 - Aplicação das normas ISO GUM e ISO TS 16949
32.2. VERIFICAÇÃO DA ADEQUAÇÃO AO USO EM CONDIÇÕES IDEAIS Determinar a incerteza de medição
Considerar o pior caso para a faixa de medição (FM).
Obter Tdmáx da FM através de calibração do equipamento de medição.
Obter U95 correspondente a Tdmáx através de cálculo, usando o ISO GUM – Guide to the
Expression of Uncertainty in Measurement (Guia para a expressão da incerteza de medição).
Calcular o pior caso para a faixa de medição (FM):
Umáx = Tdmáx + U95
Notas:
• O ideal é descontar Tdmáx ou Td ao fazer a medição, o que nem sempre é praticável, a não ser
em laboratório de calibração;
• Tdmáx deve ser menor ou igual à especificação do fabricante do equipamento.

88
Metrologia Básica
Estabelecer as condições de adequação
As condições de adequação devem ser estabelecidas ou em função da faixa de tolerância do produto
(TP) ou em função do valor 6σ calculado para o processo, ou seja:
⎩⎨⎧
=)6()(
lim σfTPf
U
Comparar os valores Umáx e Ulim. Considerar adequado ao uso, se:
Umáx ≤ Ulim/f
Considerar inadequado ao uso, se:
Umáx > Ulim/f
Onde:
Tdmáx = tendência máxima (erro sistemático) na faixa de medição (FM)
U95 = incerteza de medição da Tdmax
f = fator que pode variar de 1 a 10, a critério da função metrológica.
32.3. VERIFICAÇÃO DA ADEQUAÇÃO AO USO EM CONDIÇÕES ADVERSAS Determinar a incerteza de medição;
Considerar o pior caso para a faixa de medição (FM);
Obter Tdmáx da FM através de calibração do equipamento de medição;
Estabelecer a incerteza do processo de medição (Up), utilizando R&R. Considerar:
a) Temperatura ambiente variável;
a) Diferentes operadores;
a) Estabilidade no tempo;
a) e outros fatores que possam ter significado na incerteza de medição.

89
Metrologia Básica
Calcular o pior caso para a faixa de medição (FM):
Umáx = Tdmáx + Up
Notas:
a) O ideal é descontar Tdmáx ou Td ao fazer a medição, o que nem sempre é praticável, a não ser
em laboratório de calibração;
b) Tdmáx deve ser menor ou igual à especificação do fabricante do equipamento.
Estabelecer as condições de adequação
As condições de adequação devem ser estabelecidas ou em função da faixa de tolerância do produto
(TP) ou em função do valor 6σ calculado para o processo, ou seja:
⎩⎨⎧
=)6()(
lim σfTPf
U
Comparar os valores Umáx e Ulim. Considerar adequado ao uso, se:
i - Para indústria em geral
Umáx ≤ Ulim / f
i - Para indústria automotiva
10lim ≥máxU
U
Considerar inadequado ao uso, se:
i - Para indústria em geral
Umáx > Ulim / f

90
Metrologia Básica
i - Para indústria automotiva
10lim <máxU
U
Onde:
6σ = tolerância do processo de fabricação
f = fator que pode variar de 1 a 10, a critério da função metrológica.
R&R = resultado do estudo de repetitividade e reprodutibilidade
Tdmáx = tendência máxima na faixa de medição (FM)
TP = faixa de tolerância do produto, ou do equipamento a ser calibrado.
U95 = incerteza de medição da TdMax
Up = incerteza do processo de medição
33. PONTOS CRÍTICOS • Existe ainda um ponto crítico que precisa ser considerado. A calibração é feita em alguns pontos
da faixa e as incertezas da medição são estimadas para cada ponto de calibração;
• Às vezes, é necessário usar o equipamento em valores que não correspondem aos pontos de
calibração. É comum utilizar a regressão linear para interpolar os pontos calibrados e definir
qual a tendência no ponto desejado. Em muitos casos, o erro da regressão linear é significativo;
• De modo similar, ocorre com a incerteza. Se foi necessário aplicar a regressão para achar a
tendência no ponto desejado, também é necessário aplicar a regressão linear para interpolar os
valores de incerteza correspondentes aos pontos calibrados e definir qual a incerteza para a
tendência no ponto desejado. Em muitos casos, o erro da regressão linear também é
significativo;
• Então é necessário adicionar à incerteza encontrada na alínea “c” os erros da regressão linear
encontrados em “b” e “c”. Isto pode inviabilizar o uso do equipamento na calibração ou
implicar em alternativas que minimizem estas incertezas, tais como: calibrar o padrão nos
pontos desejados, de modo a não ser necessário usar a regressão linear; aumentar o número de
pontos de calibração.

91
Metrologia Básica
34. EXEMPLOS Suponha um processo com os dados abaixo:
Dados do Processo
Valor nominal: 25 mm
LIT: 24,995 mm
LST: 25,005 mm
TP: 10 μm
σ proc fab: 2 μm
Dados do Equipamento de Medição
Resolução: 1 μm
Erro max: 4 μm
U95: ± 2 μm
• Fazendo os cálculos pelos métodos tradicionais, obtêm-se os resultados contidos na tabela 9;
• Fazendo os cálculos pelos métodos propostos (atuais), obtêm-se os resultados contidos na tabela
10;
MÉTODOS TRADICIONAIS CLÁSSICO 1 CLÁSSICO 2 CLÁSSICO 3 Parâmetro (P) Resolução = 1 μm U95 = ± 2 μm Erro Max = 4 μm
Meta (M) TP/10 = 1 μm TP/3 = 3,3 μm
TP/10 = 1 μm TP/3 = 3,3 μm TP/4 = 2,5 μm
Relação a satisfazer P < M Satisfaz
P < M Parcialmente
P < M Não satisfaz
Tabela 9 - Resultado da aplicação dos métodos tradicionais.
PROPOSTA ATUAL ISO GUM ISO TS 16949 Parâmetro (P) RC = 25 mm R&R = 1 μm
Meta (M) ALI = LIT - U95 = 24,997 ALS = LST - U95 = 25,003
TP/10 = 1 μm 6 σ/10 = 1,2 μm
Relação a satisfazer ALI < RC < ALS Satisfaz
P < M satisfaz Cp > 1,33 não satisfaz
Tabela 10 - Resultado da aplicação dos métodos da ISO GUM e ISO TS 16949.
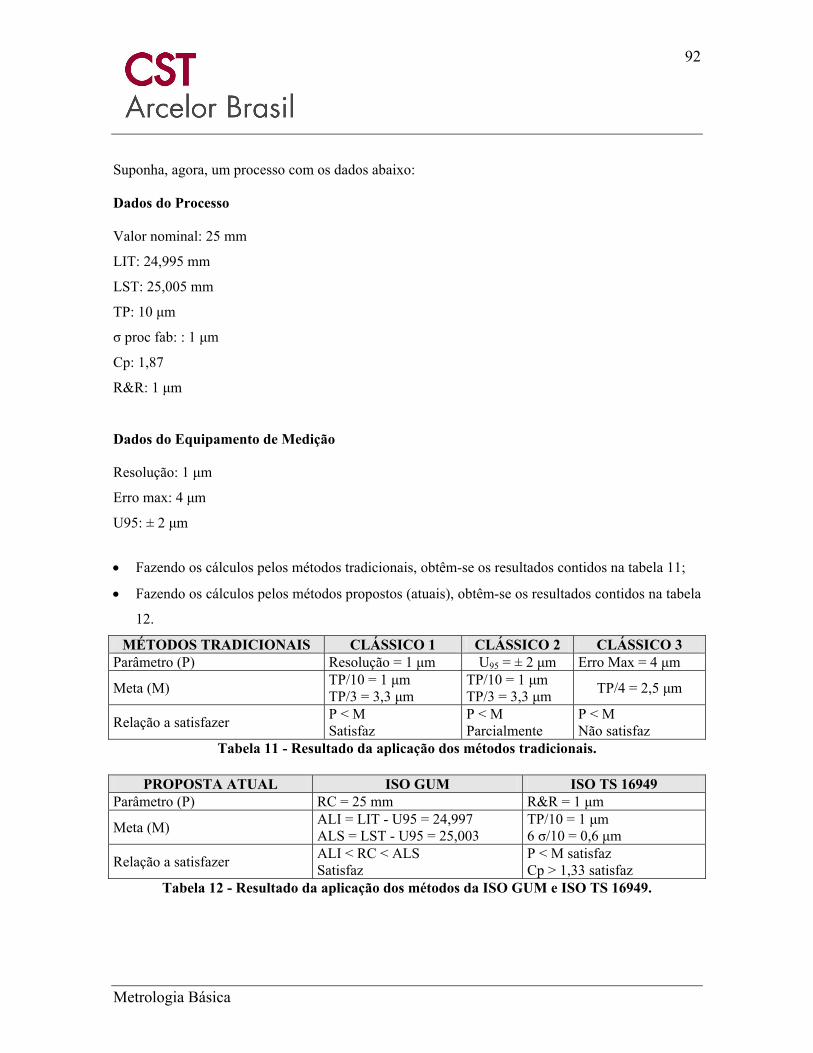
92
Metrologia Básica
Suponha, agora, um processo com os dados abaixo:
Dados do Processo
Valor nominal: 25 mm
LIT: 24,995 mm
LST: 25,005 mm
TP: 10 μm
σ proc fab: : 1 μm
Cp: 1,87
R&R: 1 μm
Dados do Equipamento de Medição
Resolução: 1 μm
Erro max: 4 μm
U95: ± 2 μm
• Fazendo os cálculos pelos métodos tradicionais, obtêm-se os resultados contidos na tabela 11;
• Fazendo os cálculos pelos métodos propostos (atuais), obtêm-se os resultados contidos na tabela
12.
MÉTODOS TRADICIONAIS CLÁSSICO 1 CLÁSSICO 2 CLÁSSICO 3 Parâmetro (P) Resolução = 1 μm U95 = ± 2 μm Erro Max = 4 μm
Meta (M) TP/10 = 1 μm TP/3 = 3,3 μm
TP/10 = 1 μm TP/3 = 3,3 μm TP/4 = 2,5 μm
Relação a satisfazer P < M Satisfaz
P < M Parcialmente
P < M Não satisfaz
Tabela 11 - Resultado da aplicação dos métodos tradicionais.
PROPOSTA ATUAL ISO GUM ISO TS 16949 Parâmetro (P) RC = 25 mm R&R = 1 μm
Meta (M) ALI = LIT - U95 = 24,997 ALS = LST - U95 = 25,003
TP/10 = 1 μm 6 σ/10 = 0,6 μm
Relação a satisfazer ALI < RC < ALS Satisfaz
P < M satisfaz Cp > 1,33 satisfaz
Tabela 12 - Resultado da aplicação dos métodos da ISO GUM e ISO TS 16949.

93
Metrologia Básica
35. PLANEJAMENTO DA COMPROVAÇÃO METROLÓGICA - VER ISO 10012:2004
A organização deve especificar os processos de medição e o equipamento de medição que estão
sujeitos à Comprovação Metrológica. Ao decidir o escopo e a extensão do SGM, devem ser levados
em consideração os riscos e as conseqüências de falhas no cumprimento dos requisitos
metrológicos.
O desenvolvimento e aprimoramento do SGM devem ser contínuos, a fim de que possa fornecer
resultados de medições confiáveis do processo sob medição.
A organização deve definir em procedimento a análise sistêmica para determinar necessidade de
ações preventivas, bem como estabelecer histórico (dossiê) de cada equipamento de medição,
inspeção e ensaio, onde todas as ocorrências devem ser registradas.
A eficácia deste sistema requer planejamento, o qual permitirá que se distinga o que é necessário ser
feito daquilo que é desnecessário, com mínimo risco de que se tenham perdas pelas escolhas
incorretas.
A eficácia resulta da análise crítica para que se conheçam todas as quantidades que de fato devem
ser medidas, as tolerâncias envolvidas, os equipamentos necessários, sua exatidão, tolerância, faixas
de medição, freqüência de calibração etc.
35.1. LEVANTAMENTO E TRATAMENTO DE DADOS a) Definir os produtos que são considerados no processo de certificação ISO 9001;
b) Levantar para cada produto os requisitos da qualidade, nas dimensões de Qualidade, Segurança,
Meio-Ambiente e Saúde, (características e/ ou ensaios especiais especificados pelo Cliente e ou
propriedades intrínsecas definidas em normas específicas dos produtos);
c) Traçar o fluxograma de produção para cada produto (ver exemplo nos anexos B, C e D), em
todas as fases. É recomendável mais de um fluxograma quando o processo for complexo,
podendo inclusive o primeiro ser uma visão macro (Anexo B) e o seu detalhamento nos
fluxogramas seguintes (Anexos C e D);

94
Metrologia Básica
d) Identificar no fluxograma de produção, para cada produto, os pontos de controle da qualidade,
ou seja, todo e qualquer equipamento de produção, laboratório ou outro local físico onde
qualquer requisito da qualidade levantado esteja sendo controlado, seja de forma determinante
ou em forma de verificação;
e) Relacionar, para cada ponto de controle da qualidade, por produto, os requisitos da qualidade
(características e/ ou propriedades) ali controlados: temperatura, vazão, nível, velocidade,
granulometria, vibração, largura, espessura, peso, cor, elasticidade etc.
f) Levantar as variáveis estratégicas para o controle da qualidade, por produto, em cada ponto de
controle da qualidade e para cada requisito da qualidade: temperatura, vazão, pressão, corrente
elétrica, pH etc.
g) Levantar as medições críticas diretas e indiretas utilizadas para controlar, por produto, em cada
ponto de controle da qualidade cada requisito da qualidade. Estas serão as medições críticas
para demonstrar a conformidade dos produtos com os requisitos especificados. Devem constar
as características da grandeza a ser medida, como medir, as tolerâncias do processo e a incerteza
de medição dos equipamentos utilizados.
h) Todo e qualquer equipamento utilizado nas medições críticas é classificado como crítico para a
garantia da qualidade, sendo, portanto controlado de acordo com os requisitos do item 7.6 da
norma ISO 9001:2000. A Figura 14 mostra em forma de fluxograma o critério para a
classificação dos equipamentos de inspeção, medição e ensaios, de acordo com a importância
para o controle da qualidade do produto. As características dos equipamentos devem ser
pesquisadas nos manuais dos fabricantes. Nos casos em que não for possível obter a informação
do fabricante, deve-se usar aquelas fornecidas pelos fabricantes de equipamentos similares;
i) Registrar as informações coletadas e analisá-las criticamente.
Os processos de medição contidos no SGM devem ser controlados. Todo equipamento de medição
que faz parte do SGM deve ser comprovado. Mudanças no SGM devem estar em concordância com
os procedimentos da organização.

95
Metrologia Básica
A gestão desse sistema deve ser assegurada com independência de forma que o pessoal responsável
por esta tarefa não seja alvo de pressões, sejam elas de caráter econômico ou outras, que possam
influenciar a qualidade dos resultados obtidos pelo SGM e conseqüentemente pelo Sistema de
Garantia da Qualidade.
35.2. REQUISITOS METROLÓGICOS DO CLIENTE (RMC) Os requisitos metrológicos do cliente são aqueles requisitos de medição especificados pelo cliente
como pertinente para os seus processos de produção. Os RMC incluem:
- requisitos especificados pelo cliente;
- requisitos estatutários e regulamentares relacionados ao produto;
- requisitos não declarados pelo cliente, mas necessários para o uso específico ou intencional,
onde conhecido;
- qualquer requisito adicional determinado pela Organização.

96
Metrologia Básica
Figura 14 - Critérios para classificação dos equipamentos de medição e controle de processo.

97
Metrologia Básica
A determinação e especificação destes requisitos são um processo complexo e depende de interação
com o cliente, embora este processo possa ser desempenhado em nome do cliente por algumas
pessoas qualificadas adequadamente. Isto freqüentemente requer um profundo conhecimento do
processo de produção, bem como de metrologia.
Recomenda-se que os RMC também levem em conta o risco de más medições e os efeitos delas
sobre a organização e os negócios. Os RMC podem ser expressos em termos de erro máximo
permissível, limites operacionais etc. Recomenda-se que eles sejam suficientemente detalhados para
permitir aos operadores do processo de comprovação metrológica decidir inequivocamente se um
equipamento de medição particular é capaz ou não de controlar, medir ou monitorar a variável ou
quantidade especificada de acordo com o seu uso pretendido.
35.3. CARACTERÍSTICAS METROLÓGICAS DO EQUIPAMENTO DE MEDIÇÃO (CMEM) Visto que as CMEM são freqüentemente determinadas por calibração (ou várias calibrações) e/ ou
testes, a função metrológica dentro do sistema de comprovação metrológica especifica e controla
todas aquelas atividades necessárias. As entradas para o processo de calibração são o equipamento
de medição, um padrão de medição e um procedimento que estabeleça as condições ambientais.
Convém que os resultados da calibração incluam uma declaração da incerteza da medição.
Esta é uma importante característica como uma entrada quando se avalia a incerteza da medição
para o processo de medição quando o equipamento é usado.
Os resultados da calibração podem ser documentados dentro do sistema de comprovação
metrológica por qualquer método apropriado como, por exemplo, certificados de calibração ou
relatórios de calibração (onde calibrações são terceirizadas) ou por registros dos resultados da
calibração (quando desempenhado inteiramente dentro da função metrológica da organização).
Características importantes para a medição, por exemplo, incerteza de medição, são não só
dependentes do equipamento, mas, também, do ambiente, do procedimento de medição específico
e, algumas vezes, da habilidade e experiência do operador.

98
Metrologia Básica
Por esta razão, é muito importante que o processo de medição completo seja considerado quando se
seleciona o equipamento de medição para satisfazer requisitos. Esta consideração é a
responsabilidade da função metrológica para a organização, embora atividades específicas possam
ser desempenhadas pela organização ou por uma pessoa adequadamente qualificada, como um
metrologista independente.
35.4. VERIFICAÇÃO E COMPROVAÇÃO METROLÓGICA Após a calibração, as características metrológicas do equipamento de medição (CMEM) são
comparadas aos requisitos metrológicos do cliente (RMC) antes de confirmar o equipamento para
seu uso pretendido. Por exemplo, o erro relatado da indicação do equipamento de medição deveria
ser comparado ao erro máximo especificado como um requisito metrológico do cliente (RMC).
Tal comparação direta do CMEM e RMC é freqüentemente chamada de verificação (ver ABNT
NBR ISO 9000:2000). O sistema de comprovação metrológica é firmemente baseado em tais
verificações, mas convém, também, incluir considerações detalhadas e análise crítica do processo
de medição completo, no sentido de fornecer garantia da qualidade das medições feitas com o
equipamento em apoio à determinação da conformidade do produto com os requisitos do cliente.
Se a verificação dos processos for desempenhada pelos usuários ou pela função metrológica, os
resultados desta verificação podem ser compilados em um documento de verificação, em adição a
quaisquer relatórios ou certificados de calibração ou teste, como parte de observação de auditoria
dentro do sistema de comprovação metrológica. O estágio final no sistema de comprovação
metrológica é a identificação adequada da situação do equipamento de medição, por exemplo, por
etiquetagem, marcação etc. Após isto, o equipamento de medição pode ser usado para a finalidade
para a qual ele tenha sido comprovado.
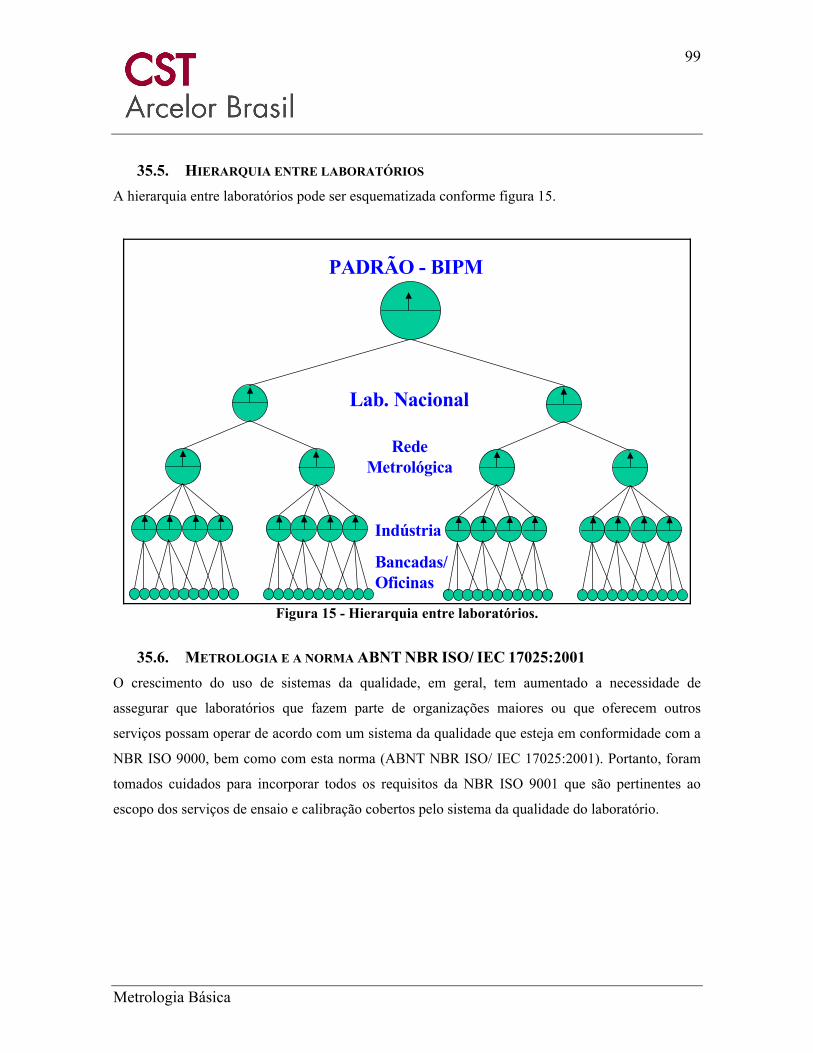
99
Metrologia Básica
35.5. HIERARQUIA ENTRE LABORATÓRIOS A hierarquia entre laboratórios pode ser esquematizada conforme figura 15.
PADRÃO - BIPM
Lab. Nacional
Rede Metrológica
Indústria
Bancadas/Oficinas
Figura 15 - Hierarquia entre laboratórios.
35.6. METROLOGIA E A NORMA ABNT NBR ISO/ IEC 17025:2001 O crescimento do uso de sistemas da qualidade, em geral, tem aumentado a necessidade de
assegurar que laboratórios que fazem parte de organizações maiores ou que oferecem outros
serviços possam operar de acordo com um sistema da qualidade que esteja em conformidade com a
NBR ISO 9000, bem como com esta norma (ABNT NBR ISO/ IEC 17025:2001). Portanto, foram
tomados cuidados para incorporar todos os requisitos da NBR ISO 9001 que são pertinentes ao
escopo dos serviços de ensaio e calibração cobertos pelo sistema da qualidade do laboratório.

100
Metrologia Básica
Esta Norma especifica os requisitos gerais para a competência em realizar ensaios e/ ou calibrações,
incluindo amostragem. Ela cobre ensaios e calibrações realizados utilizando-se métodos
normalizados, métodos não normalizados e métodos desenvolvidos pelo laboratório.
Esta Norma é aplicável a todas as organizações que realizam ensaios e/ ou calibrações. Estas
incluem, por exemplo, laboratórios de primeira, segunda e terceira partes e laboratórios onde o
ensaio e/ ou a calibração são parte da inspeção e da certificação de produto.
Esta Norma é aplicável a todos os laboratórios, independente do número de pessoas ou da extensão
do escopo das atividades de ensaio e/ ou calibração. Quando um laboratório não realiza uma ou
mais das atividades cobertas por esta Norma, tais como amostragem e projeto/ desenvolvimento de
novos métodos, os requisitos referentes a estas seções não são aplicáveis.
Esta Norma é para ser utilizada por laboratórios no desenvolvimento dos seus sistemas da
qualidade, administrativo e técnico que regem suas operações. Clientes de laboratórios, autoridades
regulamentadoras e organismos de credenciamento (acreditamento) podem também usá-la na
confirmação ou no reconhecimento da competência de laboratórios.
O atendimento a requisitos de segurança e a regulamentos sobre a operação de laboratórios não está
coberto por esta Norma.
Se os laboratórios de ensaio e calibração atenderem aos requisitos desta Norma, eles operarão um
sistema da qualidade para as suas atividades de ensaio e calibração que também atende aos
requisitos da NBR ISO 9001, quando envolvidos em projeto/ desenvolvimento de novos métodos e/
ou desenvolvem programas de ensaio combinando métodos de ensaio e calibração normalizados e
não normalizados.
Apenas a certificação das NBR ISO 9001 não demonstra a competência do laboratório para
produzir dados e resultados tecnicamente válidos.
Convém que a aceitação de resultados de ensaio e calibração entre países deva ser facilitada se os
laboratórios atenderem a esta Norma e se eles obtiverem o credenciamento (acreditação) de
organismos que tenham acordos de reconhecimento mútuo com organismos equivalentes de outros
países, os quais utilizem esta Norma.

101
Metrologia Básica
O uso desta Norma facilitará a cooperação entre laboratórios e outros organismos, auxiliando na
troca de informação e experiência e na harmonização de normas e procedimentos.
Notas:
a) Poderá ser necessário explicar ou interpretar alguns dos requisitos desta Norma para assegurar
que estes requisitos sejam aplicados de maneira consistente. O GUIA ABNT ISO/ IEC Guia 58:
1993, 4.1.3, fornece orientações para o estabelecimento de aplicações em áreas específicas,
especialmente para organismos de credenciamento (acreditamento).
b) Se um laboratório deseja o credenciamento (acreditamento) para parte ou para todas as suas
atividades de ensaio e calibração, convém que ele escolha um organismo de credenciamento
(acreditamento) que opere de acordo com o ABNT ISO/ IEC Guia 58.
36. RESPONSÁVEIS PELO SISTEMA DE COMPROVAÇÃO METROLÓGICA A função metrológica deve ser definida pela organização. A Alta Direção da organização deve
assegurar a disponibilidade dos recursos necessários para estabelecer e manter a função
metrológica.
É recomendável que o SGM, numa abordagem mais extensa, tenha um enquadramento equivalente
ao de uma Seção e de preferência seja colocado na estrutura do Departamento de Garantia da
Qualidade. Este enquadramento facilita sua independência, de modo similar ao da Gestão da
Qualidade.
Certas atividades inerentes ao SGM podem e devem, dependendo da dimensão da Organização, ser
distribuídas por vários outros setores da Organização, ou até mesmo terceirizadas, principalmente a
manutenção e calibração de equipamentos de controle de processo. Esta distribuição de tarefas a
outros setores da Organização, ou a terceiros, não pode e nem deve ser impeditivo da
imparcialidade e independência que devem caracterizar estas atividades.
Entretanto, a gestão da função metrológica deve estabelecer, documentar e manter o SGM e
continuadamente melhorar a sua eficácia.

102
Metrologia Básica
37. FOCO NO CLIENTE A gestão da função metrológica deve assegurar que:
a) Os requisitos de medição do cliente estão definidos e convertidos em requisitos metrológicos;
b) O SGM atende aos requisitos metrológicos do cliente;
c) A conformidade aos requisitos especificados pelo cliente pode ser demonstrada.
38. OBJETIVOS DA QUALIDADE A gestão da função metrológica deve definir e estabelecer objetivos mensuráveis da qualidade para
o SGM. Critérios de objetivos de desempenho e procedimentos para os processos de medição e seu
controle devem ser definidos. Exemplos de objetivos da qualidade em diferentes níveis da
organização:
• Nenhum produto não-conforme, nem produto conforme rejeitado devido a medições incorretas,
deve ser aceito;
• Nenhum processo de medição pode estar fora de controle por mais de um dia sem ser detectado;
• Todas as comprovações metrológicas devem ser completadas dentro dos prazos acordados;
• Não pode haver registro algum ilegível de comprovações metrológicas;
• Todos os programas de treinamento dos técnicos devem ser completados dentro do cronograma
estabelecido;
• O tempo em que o equipamento de medição ficar fora de operação deve ser reduzido por uma
percentagem definida.

103
Metrologia Básica
39. CALIBRAÇÃO INTERNA X CALIBRAÇÃO EXTERNA
39.1. GENERALIDADES Nenhum equipamento deve ser usado sem que esteja previamente calibrado. Todos os
equipamentos devem ser calibrados, baseando-se em normas, especificações dos fabricantes e
experiência da equipe.
A decisão técnica quanto à calibração externa (subcontratação parcial ou completa de calibrações)
dos equipamentos dos clientes internos deve ser feita pela função metrológica. Além disso, qualquer
que seja o local da calibração, a responsabilidade pela calibração é da função metrológica.
39.2. CALIBRAÇÕES EXTERNAS Sempre que possível o laboratório de calibração subcontratado deve ser acreditado pelo INMETRO.
Quando não for possível, então caberá à função metrológica avaliar se há ou não necessidade de
qualificar o prestador de serviço.
Requer Qualificação Técnica de Fornecedor - RQTF – todo fornecedor de serviços de calibração de
equipamentos usados como padrão para calibrar outros equipamentos que, utilizados no processo
industrial podem comprometer a qualidade do produto subseqüente e/ ou final, colocar em risco a
continuidade dos processos e a segurança das pessoas, das instalações, dos equipamentos e do meio
ambiente.
Requer o estabelecimento de critérios e procedimentos para:
• seleção e avaliação de fornecedores de serviços de calibração;
• manuseio, preservação, armazenamento e embalagem para deslocamentos internos e despachos
para terceiros.

104
Metrologia Básica
Normalmente opta-se pela calibração externa quando:
• existe reduzido número de equipamentos de medição;
• a calibração requer padrões com precisão muito elevada (preço alto);
• a infra-estrutura de padrões de calibração é inadequada;
• o pessoal é desqualificado ou em quantidade insuficiente;
• existe grande multiplicidade de tipos de equipamentos de medição;
• a infra-estrutura laboratorial é inadequada (principalmente condições ambientais).
Vantagens da Calibração Externa:
• Ausência de custos de investimentos;
• Exigência de pequena equipe;
• Ausência da necessidade de laboratórios.
Desvantagens da Calibração Externa:
• Necessidade de maior número de equipamentos de medição, devido às reposições;
• Custos adicionais de transporte, embalagens, seguros etc;
• Flexibilidade reduzida nas calibrações emergenciais.
39.3. CALIBRAÇÕES INTERNAS Determinar padrões usados para calibração: definir a rastreabilidade a organismos nacional ou
internacionalmente reconhecidos; formalizar bases quando rastreabilidade não for possível. Treinar
pessoal. Calibrar os padrões. Determinar as condições ambientais adequadas para calibração e
ajuste dos equipamentos, incluindo as correções necessárias.
Estabelecer métodos e procedimentos para:
• calibração, ajuste e cálculo de incertezas;
• manuseio e preservação durante a calibração e ajuste.
105
Metrologia Básica
Normalmente opta-se pela calibração interna de equipamentos quando:
• existe grande número de equipamentos de medição de cada tipo;
• existe padrões adequados para calibração (infra-estrutura disponível);
• há pessoal qualificado;
• existe pequena multiplicidade de tipos de equipamentos de medição;
• as condições ambientais são adequadas (infra-estrutura laboratorial).
Vantagens da Calibração Interna:
• Utilização e atualização do know-how próprio;
• Melhoria da infra-estrutura dos equipamentos de medição
• Minimização de custos em função de um grande no de equipamentos de medição;
• Flexibilidade para calibrações emergenciais.
Desvantagens da Calibração Interna:
• Investimentos e custos operacionais para instalações e área laboratorial;
• Custo de pessoal;
• Manutenção das instalações e das condições ambientais;
• Investimentos com padrões;
• Custos com calibrações e recalibrações.

106
Metrologia Básica
40. QUALIFICAÇÃO DE PESSOAL PARA A CALIBRAÇÃO INTERNA DE EQUIPAMENTOS
A gestão da função metrológica deve definir e documentar as responsabilidades de todo o pessoal
designado para o SGM. Estas responsabilidades podem ser definidas em organogramas, descrição
de atribuições, instruções de trabalho ou procedimento. Pode ainda ser utilizada mão-de-obra
terceirizada.
A gestão da função metrológica deve assegurar que o pessoal envolvido no SGM tenha
demonstrado ter habilidade para desempenhar as tarefas designadas. Qualquer habilidade
especializada requerida deve ser especificada. A gestão da função metrológica deve assegurar que
seja fornecido treinamento focado nas necessidades identificadas, sejam mantidos registros das
atividades de treinamento, e que a eficácia do treinamento seja avaliada e registrada. O pessoal deve
ser conscientizado sobre a extensão de suas responsabilidades e do impacto de suas atividades sobre
a eficácia do SGM e na qualidade do produto.
A competência pode ser obtida através da educação, treinamento e experiência, e demonstrada por
testes ou desempenho observado.
Quando o pessoal que está em treinamento é usado, deve ser fornecida supervisão adequada.
41. CONTROLE DAS CONDIÇÕES AMBIENTAIS As condições ambientais constituem um fator de primordial importância na área de rastreabilidade,
devendo estar consoante com as especificações técnicas dos fabricantes. A variação ambiental
introduz outras variáveis que influenciam nas medições, não permitindo a repetitividade das
mesmas. As especificações devem ser seguidas e as correções aplicadas quando cabíveis.
A incerteza atribuída a um determinado padrão está diretamente relacionada com as condições
ambientais. Havendo variação dessas condições, pode haver um aumento substancial na incerteza.

107
Metrologia Básica
Muitos dos erros possíveis estão diretamente relacionados com as condições ambientais de uso e de
calibração. A iluminação, por exemplo, deve ser suficiente para permitir a visualização da escala e
dos cursores. A iluminação contribui para o erro de paralaxe, por exemplo. Este erro, dependendo
da posição dos olhos no momento da leitura, pode permitir uma falsa projeção do traço e,
conseqüentemente teremos uma falsa leitura da medida. Para que não ocorra, deve-se ter boa
iluminação e o posicionamento de leitura deve ter o equipamento em posição perpendicular à linha
de visão e não tão próximo aos olhos.
Outro caso é a temperatura. A dilatação de um corpo é proporcional ao seu coeficiente de dilatação
ao aumento de temperatura, e à sua dimensão inicial. A dilatação afeta o funcionamento dos
mecanismos, modificam as dimensões das peças, provocando erros de medição. Portanto, peças que
requerem mais precisão devem ser medidas após o resfriamento à temperatura.
42. EQUIPAMENTOS, PADRÕES E MATERIAIS DE REFERÊNCIA Todo equipamento de medição necessário para satisfazer os requisitos metrológicos especificados
deve estar disponível e cadastrado no SGM. O equipamento de medição tem que ter uma situação
de calibração válida, antes de ser comprovado como adequado ao uso.
Os equipamentos de medição devem ser usados em um ambiente conhecido e controlado na
extensão necessária para assegurar resultados de medição válidos. Equipamentos de medição usados
para monitorar e registrar as grandezas que influenciam a medição devem ser incluídos no SGM.
O erro máximo permissível pode ser definido pela referência às especificações publicadas pelo
fabricante do equipamento de medição ou pela função metrológica.
Equipamentos de medição podem ser calibrados por uma organização distinta daquela que
desempenha a função metrológica na comprovação metrológica.
Os padrões de referência são definidos como os padrões da mais alta qualidade metrológica
disponíveis em um site, em relação aos quais derivam as medições efetuadas.

108
Metrologia Básica
Os Padrões de referência de grandezas acreditadas (ou em processo de acreditação) devem ser
calibrados nos laboratórios que detêm o padrão nacional, pertencente ao Laboratório Nacional de
Metrologia, do INMETRO, ou em Laboratórios de Calibração acreditados pelo INMETRO. Em
casos especiais, principalmente de importação de equipamentos, também podem ser utilizados
Laboratórios Nacionais de Metrologia de outros países ou ainda laboratórios acreditados por
organismos acreditadores de outros países, quando o INMETRO tiver acordo de reconhecimento
mútuo ou de cooperação com estes organismos e desde que, em ambos os casos, estes certificados
tenham sido emitidos em conformidade com o ABNT NBR ISO/ IEC 17025.
No site do INMETRO – www.inmetro.gov.br - pode ser encontrada a relação atualizada dos
laboratórios e respectivos serviços de calibração e ensaio acreditados.
Quanto à seleção dos equipamentos a serem utilizados, quando for possível a escolha, pode-se
seguir um check-list muito útil para a tomada de decisões. Este check-list pode ser utilizado tanto
para compra ou utilização do equipamento adequado. Naturalmente, devem ser considerados
também os aspectos econômicos e necessidades futuras.
Check-list para seleção de equipamentos
- Faixas (ranges)
• qual o máximo e o mínimo valor a ser medido?
• é necessário um equipamento com faixa simples ou faixas múltiplas?
- Exatidão
• qual a máxima incerteza aceitável?
• a resolução do Equipamento é compatível com a especificação de erros?
- Características de resposta
• qual o tempo de resposta aceitável?
• é necessário que o equipamento tenha seleção de faixas automática?
• é necessário que o equipamento tenha indicação de polaridade automática?
• para equipamentos CA: medição do valor médio, pico ou eficaz?

109
Metrologia Básica
a) Características de entrada
• quais os limites da impedância de entrada do equipamento?
• cálculos de correção para corrigir a carga do equipamento podem ser feitas?
• a impedância de entrada dos equipamentos são constantes em todas as faixas?
• existem restrições quanto à impedância da fonte?
b) Características de saída
• qual o tipo de mostrador mais adequado? gráfico, digital, analógico
• a saída será utilizada para operar em conjunto com outros equipamentos? é adequada?
• Automação das medições?
c) Estabilidade
• qual o máximo tempo aceitável entre calibrações?
• o equipamento será operado sem acompanhamento por longos períodos?
• existe um sistema de calibração interna (built-in)?
d) Condições ambientais
• qual a faixa de temperatura, umidade, variações da tensão de alimentação etc, nas quais o
equipamento vai operar e como estes fatores influenciam nas medições?
• o equipamento estará sujeito a choques mecânicos, vibrações?
• existem limitações de tamanho?
• se o equipamento é instalado permanentemente, é necessário acesso para manutenções
periódicas?
e) Isolamento e blindagem
• o equipamento estará sujeito a campos eletromagnéticos ou eletrostáticos?
• o mensurando está com os terminais flutuando ou é aterrado?
• o equipamento deve ser operado com bateria?
• qual a rejeição de tensão de modo comum CC e CA?

110
Metrologia Básica
f) Operação
• é necessário controle remoto?
• a operação deve ser automática ou programada?
• cansaço de operadores pode causar erros nas medições?
• quais as necessidades de potência de alimentação?
• serão necessários acessórios para o desempenho adequado?
g) Confiabilidade
• qual a especificação para a vida operacional do equipamento?
• qual a conseqüência de possíveis falhas?
• serão necessárias partes de reposição para a manutenção ou utilização?
h) Software
a) interfaces de comunicação de dados
b) treinamento
c) assistência técnica
d) up grade
43. MANUSEIO, TRANSPORTE, PRESERVAÇÃO E ARMAZENAMENTO DE EQUIPAMENTOS
43.1. MANUSEIO Durante a medição, as superfícies de contato da peça e do equipamento devem estar perfeitamente
limpas; as partes móveis devem estar sempre ajustadas e seus deslizamentos devem ser suaves; o
manejo deve ser cuidadoso e não se deve exercer pressão excessiva nos equipamentos, evitando-se
também choques, para não produzir desajustes; devem ser mantidos cuidadosamente limpos e em
estojos adequados; devem ser guardados em lugar exclusivo para equipamentos e protegidos
adequadamente – veja as recomendações do fabricante.

111
Metrologia Básica
Sempre que ocorrer danos aos equipamentos, quedas, erros de leitura, estes devem ser segregados
(separados em local que seja garantido contra usos indevidos) e, uma verificação deve ser solicitada
ou executada. É necessário ter certeza de que a calibração não foi afetada. É necessário saber se as
partes continuam funcionando, etc.
Todas as falhas requerem que haja uma identificação para que se proceda a correta avaliação e
manutenção do equipamento. O mesmo é válido para os danos. Veja instruções mais detalhadas no
item 62 – Controle de Não-Conformidades.
A seguir são apresentados alguns cuidados especiais que devem ser tomados:
a) Quando, por qualquer razão, principalmente empréstimo, o equipamento sair do controle direto
do usuário, ao retornar o usuário deve assegurar que o funcionamento e o status de calibração do
equipamento sejam verificados e se mostrem satisfatórios, antes do equipamento ser recolocado
em serviço.
b) Cuidados devem ser tomados ao manusear os equipamentos a fim de se evitar o
comprometimento da calibração do mesmo, tais como: choque mecânico, esbarrões e mesmo
quedas;
c) Equipamentos que possuem solução química - não devem ser agitados ou sofrer deslocamento
maior que 45º de sua posição inicial. Ex: pilha padrão, potenciômetros;
d) Equipamentos óticos - não devem ser apontados na direção dos raios solares a fim de evitar que
se danifique o seu sensor de radiação. Ex: pirômetro a infravermelho;
e) Equipamentos analógicos - devem ser tomados cuidados com quedas e choques mecânicos a fim
de evitar que se danifiquem o sistema de bobina móvel, pivôs, ponteiros, etc. Ex.: pirômetros
óticos, multímetros, amperímetros;
f) Equipamentos digitais - cuidado com choque mecânico, esbarrões e queda;
g) Massas padrão classe F1 e acima, bem como as massas das balanças de pressão devem ser
manuseadas usando luvas de algodão. Deve-se tomar todo o cuidado para evitar choques
mecânicos;
h) No caso do manuseio de balanças, as mesmas devem ser recalibradas sempre que forem
deslocadas.

112
Metrologia Básica
i) No caso de termômetros de líquido em vidro, os seguintes cuidados devem ser tomados:
- sempre devem ser armazenados na posição vertical ou com uma inclinação mínima de 45º,
visando prevenir a separação da coluna de líquido. A coluna de mercúrio pode ser reparada
através da dilatação da coluna de mercúrio.
- Evitar manusear o termômetro pelo seu bulbo, pois pode ocasionar quebra do termômetro
devido ao acúmulo de tensão na solda do bulbo com a haste do termômetro.
- Todos os termômetros são projetados para serem utilizados com imersão parcial ou total.
Sempre observar a correta aplicação do termômetro considerando a sua escala e o utilizando
para a sua finalidade. Os termômetros devem ser utilizados nas mesmas condições em que
foram calibrados, caso contrário os erros ultrapassarão os limites estabelecidos em normas
específicas para termometria.
- Não submeter termômetros a choques térmicos. Recomenda-se que termômetros na faixa de
temperatura acima de 100 oC sejam submetidos a um pré-aquecimento. Este pré-aquecimento
pode ser feito imergindo o equipamento rapidamente no banho e retirando-o em seguida.
Após, colocar o equipamento em definitivo no banho.
j) No caso de paquímetros, os seguintes cuidados devem ser tomados:
- Posicione corretamente os bicos principais na medição externa aproximando o máximo
possível a peça da escala graduada. Isso evitará erros por folga do cursor e o desgaste
prematuro das pontas onde a área de contato é menor;
- Não utilize o paquímetro em esforços excessivos. Tome providências para que o equipamento
não sofra quedas, ou seja, usado no lugar do martelo;
- Evite danos nas pontas de medição;
- Limpe cuidadosamente após o uso com um pano macio;
- Ao guardá-lo por um grande período, aplique uma camada de óleo antiferrugem suavemente
em todas as faces do equipamento;
- Não o exponha diretamente à luz do sol;
- Deixe as faces de medição ligeiramente separadas, de 0,2 a 2 mm.
113
Metrologia Básica
k) No caso de traçadores de altura, os seguintes cuidados devem ser tomados:
- Guarde o equipamento sempre sem a ponta se for necessário manter o traçador com a ponta
montada, deixe-a separada do desempeno de 2 a 20mm. Isso evitará danos e acidentes;
- Ao guardá-lo por um longo período, aplique óleo antiferrugem suavemente em todas as faces
do equipamento;
- Não exponha o equipamento diretamente ao sol.
l) No caso de micrômetros, os seguintes cuidados devem ser tomados:
- Nunca faça girar violentamente o micrômetro. Essa prática poderá acarretar o desgaste
prematuro como acidentes;
- Após seu uso, limpe cuidadosamente, retirando sujeiras e marcas deixadas pelos dedos no
manuseio;
- Aplique uma camada de óleo antiferrugem em todas as faces do equipamento sempre que for
guardá-lo por longos períodos;
- Deixe as faces de medição ligeiramente separadas de 0,1 a 1 mm;
- Não deixe o fuso travado.
m) No caso de Relógios Comparadores, os seguintes cuidados devem ser tomados:
- Após o uso limpe sujeiras e marcas deixadas pelos dedos no manuseio. Use um pano macio e
seco;
- Proteja o relógio ao guardá-lo por longos períodos. Usando um pano macio embebido em
óleo antiferrugem;
- Não exponha o relógio diretamente à luz do sol;
- Guarde-o em ambiente de baixa umidade, com boa ventilação e livre de poeira;
- Guarde-o sempre em seu estojo (ou saco plástico).
Nota: Sempre que possível, antes de deslocar/ manusear um equipamento deve-se travar todo o seu
sistema de partes móveis.

114
Metrologia Básica
43.2. INSPEÇÃO - Antes de embalar o equipamento, deve-se fazer inspeção visual e de funcionamento no
mesmo, para certificar da condição do equipamento antes do transporte;
- Caso haja alguma avaria/ distorção, não embalar o equipamento, exceto se o mesmo estiver
sendo enviado para reparo ou haja um motivo para tal.
43.3. TRANSPORTE INTERNO - Antes de embalar o equipamento para transporte prestar atenção para às recomendações dos
itens 43.1 (Manuseio) e 43.2 (Inspeção);
- Os equipamentos devem ser transportados, de preferência embalados em caixas adequadas, que
propiciem a sua proteção, principalmente contra choque mecânico, esbarrões e queda;
- Os equipamentos devem ser transportados manualmente ou em embalagem adequada, devendo
ser respeitadas as características físicas e metrológicas dos mesmos;
- No caso da impossibilidade do transporte manual do equipamento, devem ser usadas
embalagens adequadas, usar espuma ou outro tipo de material para separá-los a fim de evitar
choque mecânico, esbarrões e queda;
- Evitar colocar equipamento sem embalagem na poltrona (ou piso) de ônibus ou de qualquer
veículo;
- Para equipamentos grandes e/ ou embalagens pesadas, o transporte até o veículo deve ser feito
por duas ou mais pessoas.
- No caso específico de balanças de pressão, deve-se:
a) Retirar o óleo, caso exista;
b) Retirar todas as massas do pistão da balança de pressão embalá-los individualmente e
armazená-las em caixa apropriada para o transporte, de maneira a não sofrerem pancadas
mecânicas, nem arranhões;
c) Desmontar as partes móveis e embalá-las individualmente (cilindro do êmbolo, pistão de
pressão, anilhas (peso morto) etc).
115
Metrologia Básica
43.4. TRANSPORTE EXTERNO Os equipamentos que vão ser calibrados, externamente à Organização, devem ser embalados em
caixas de madeira com dimensões adequadas aos equipamentos. Para evitar choques mecânicos
entre o equipamento e a embalagem deve ser usada espuma ou outro tipo de material para embalá-
los. Antes de embalar o equipamento para transporte prestar atenção para as recomendações dos
itens 431 (Manuseio) e 43.2 (Inspeção).
Para equipamento que exija embalagem e transporte diferenciados devem ser dadas informações
suficientes ao transportador/ órgão calibrador que possam garantir a integridade dos equipamentos:
a) Pilha Padrão - este equipamento possui embalagem própria, e deve ser transportado na mesma, a
fim de não comprometer as características físicas e metrológicas da mesma;
b) Termômetro de Líquido em Vidro - deve ser transportado na posição vertical ou com uma
inclinação mínima de 45º, a fim de evitar que o líquido se desloque pelo tubo capilar;
c) No caso específico de balanças de pressão, deve-se:
- Retirar o óleo, caso exista;
- Retirar todas as massas do pistão da balança de pressão embalá-los individualmente e
armazená-las em caixa apropriada para o transporte, de maneira a não sofrerem pancadas
mecânicas, nem arranhões;
- Desmontar as partes móveis e embalá-las individualmente (cilindro do êmbolo, pistão de
pressão, anilhas (peso morto) etc).
43.5. ARMAZENAGEM Os equipamentos devem ser armazenados em local limpo e seco, sem vibração, e em condições
ambientais adequadas de acordo com informações fornecidas no manual do fabricante do
equipamento. Alguns equipamentos exigem cuidados especiais, tais como:
a) Pilha Padrão - este equipamento possui embalagem própria, e deve ser transportado na mesma a
fim de não comprometer as características físicas e metrológicas do mesmo;
b) Termômetro de Líquido em Vidro - deve ser transportado com uma inclinação mínima de 45º, a
fim de evitar que o líquido se desloque pelo tubo capilar;

116
Metrologia Básica
c) No caso específico de balanças de pressão, deve-se:
- Retirar o óleo, caso exista;
- Retirar todas as massas do pistão da balança de pressão embalá-los individualmente e
armazená-las em caixa apropriada, de maneira a não sofrerem pancadas mecânicas, nem
arranhões;
- Desmontar as partes móveis e embalá-las individualmente (cilindro do êmbolo, pistão de
pressão, anilhas (peso morto) etc).
44. MANUTENÇÃO DOS EQUIPAMENTOS Manutenção é o ato de manter um equipamento em perfeitas condições de uso, de acordo com
normas pré-estabelecidas em função da utilização do mesmo. Podemos classificá-la basicamente
em:
- Preventiva
- Corretiva.
Deve ser estabelecido um plano de manutenção preventiva de cada equipamento, considerando as
informações obtidas:
- Nos Manuais do Fabricante;
- No Histórico do Equipamento;
- Através das informações dos técnicos de manutenção dos equipamentos;
- Da analise das exigências operacionais do equipamento que recomendam diferenciação do
período de manutenção.

117
Metrologia Básica
45. PROCEDIMENTOS DE CALIBRAÇÃO DE EQUIPAMENTOS Os procedimentos do SGM devem ser documentados na extensão necessária. Novos procedimentos
ou alterações em procedimentos documentados devem ser autorizados e controlados.
Procedimentos devem estar atualizados, disponíveis e fornecidos quando requeridos. Os
procedimentos técnicos podem ser baseados em práticas de medição, padrão publicado ou em
instruções escritas de clientes ou de fabricantes de equipamento.
Os procedimentos visam principalmente eliminar fontes de erros devidas às diferenças de técnicas
de medição, condições ambientais, escolha de equipamentos padrões e de acessórios e mudança do
operador. Os procedimentos devem ser elaborados com a participação ativa do pessoal envolvido e
responsável pelas calibrações, usando uma linguagem simples, clara e acessível e o seu conteúdo
deve ter, no mínimo:
- Identificação adequada;
- objetivo do procedimento;
- normas de referência e recomendações do fabricante;
- lista dos equipamentos padrões requeridos (modelo, exatidão);
- parâmetros ou grandezas e faixas a serem calibradas;
- Descrição com detalhes das conexões e dos pontos de medição;
- descrição do princípio de medição ou teoria do método empregado;
- estabelecimento das condições ambientais do local onde será feita à calibração: temperatura,
pressão, umidade, posição, vibração, blindagem a ruídos elétricos e acústicos;
- Descrição de quaisquer medidas de segurança a serem observadas;
- instruções passo a passo, da calibração, envolvendo preparação, ajustes, leituras, comparações,
correções, cálculos de incerteza e de probabilidade de abrangência.
- formulários para a coleta e anotação dos dados, relatórios, tabelas e certificados.

118
Metrologia Básica
46. VALIDAÇÃO DOS PROCEDIMENTOS DE CALIBRAÇÃO Validação é a confirmação por exame e fornecimento de evidência objetiva de que os requisitos
específicos para um determinado uso pretendido são atendidos.
Os procedimentos do SGM devem ser validados de forma apropriada, antes de ser utilizado, para
assegurar a implementação adequada, sua consistência de aplicação e a validade dos resultados de
medição.
Dentre os métodos de validação, convém que seja usado um dos seguintes ou uma combinação
destes:
- calibração com o uso de padrões de referência ou materiais de referência;
- comparações com resultados obtidos por outros métodos;
- comparações interlaboratoriais;
- avaliação sistemática dos fatores que influenciam o resultado: temperatura, pressão, umidade,
posição, vibração, blindagem a ruídos elétricos e acústicos, repetitividade, reprodutibilidade,
estabilidade etc;
- avaliação da incerteza dos resultados com base no conhecimento científico dos princípios
teóricos do método e na experiência prática.
Quando forem feitas mudanças em procedimentos já validados convém que a influência de tais
mudanças seja documentada e, se apropriado, que seja realizada uma nova validação.
A faixa e a exatidão dos valores que podem ser obtidos por meio de procedimentos validados (por
exemplo: a incerteza dos resultados, limites de detecção, seletividade do método, linearidade, limite
de repetitividade e/ ou reprodutibilidade, robustez contra influências externas e/ ou sensibilidade
cruzada contra interferência da matriz da amostra/ objeto de ensaio), conforme avaliadas para o uso
pretendido, devem ser pertinentes às necessidades dos clientes.
Nota: A validação é sempre um equilíbrio entre custos, riscos e possibilidades técnicas. Existem
muitos casos em que a faixa e a incerteza dos valores (por exemplo: exatidão, limite de detecção,
seletividade, linearidade, repetitividade, reprodutibilidade, robustez e sensibilidade cruzada) só
podem ser fornecidas de forma simplificada devido à falta de informações.

119
Metrologia Básica
47. VALIDAÇÃO DE PROGRAMAS DE COMPUTADOR (SOFTWARE) Todo "Programa de Computador" deve ser verificado e validado antes de sua liberação para uso
para comprovar que é capaz de atender aos requisitos pretendidos de utilização.
Deve ser estabelecido um programa de reavaliação, visando detectar quaisquer desajustes
inadvertidos e/ ou falta de atualizações no que se refere a mudanças em especificações, parâmetros
de processos etc.
As situações abaixo implicam em imediata verificação e validação do "programa de computador":
a) Após alteração e implementação de "Programa de Computador" no equipamento, quando de
uma alteração de parâmetros;
b) Após apagar e reinstalar "Programa de Computador" a partir de programa fonte ou de cópia de
segurança.
Quando o "Programa de Computador" for desenvolvido internamente e o teste puder de alguma
maneira comprometer o funcionamento de equipamentos, a verificação do "Programa de
Computador" deve se dar em equipamento de simulação, antes da verificação no equipamento de
uso.
Nota: A metodologia e a "profundidade" da verificação devem ser definidas em consenso com
quem implementou a alteração, o(s) usuário(s) e especialistas que desenvolveram o aplicativo.
Quando inevitável, a verificação e validação podem ser feitas "online" no próprio equipamento,
desde que sejam tomadas as precauções devidas, visando minimizar as probabilidades de
interferência na operação.
A verificação e a validação quanto aos resultados da execução do "Programa de Computador"
podem assumir diversas formas, como planos de testes, listas de verificação etc, dependendo das
condições do "Programa de Computador" ("caixa branca" ou "caixa preta"). Procedimentos devem
ser elaborados para contemplar tais situações, onde existir.

120
Metrologia Básica
48. CÓPIA DE SEGURANÇA DE PROGRAMAS E DE DADOS Cópia de segurança dos programas devem ser providenciadas, mesmo que o programa seja
desenvolvido internamente. Também deve ser feita cópia de segurança de dados obtidos pelo
"Programas de Computador", quando necessário. Os meios físicos bem como os procedimentos
utilizados na armazenagem devem ser de acordo com orientações técnicas e recursos disponíveis na
Organização.
49. INTERVALOS DE COMPROVAÇÃO METROLÓGICA E SEU AJUSTE Os equipamentos de medição devem ser calibrados dentro de uma periodicidade específica que
pode estar relacionada a prazos fixos ou variados. Em alguns casos a freqüência de calibração pode
estar relacionada com requisitos legais ou técnicos. A relação entre os prazos e os custos dos
serviços de calibração é considerada um fator importante, mas não se deve expor a riscos a
confiabilidade do sistema de medição.
As condições de uso, propósito e estabilidade dos equipamentos de medição devem ser pontos
básicos para se determinar à freqüência de calibração. Estes pontos podem ser desdobrados em
diversos fatores tais como tipo de equipamento, recomendação do fabricante, extensão e severidade
de uso, condições ambientais e exatidão requerida.
49.1. DEFINIÇÃO DA FREQÜÊNCIA INICIAL DE CALIBRAÇÃO DOS EQUIPAMENTOS Para a definição da freqüência inicial de calibração dos equipamentos devem ser levados em
consideração:
a) Recomendação do fabricante do equipamento;
b) Extensão e severidade de uso;
c) Influência do ambiente;
d) Exatidão pretendida na medição (função da necessidade operacional da planta/ malha de
controle, outros).

121
Metrologia Básica
Além disso, deve-se evitar escolher uma freqüência inicial maior do que aquela sugerida pelo
fabricante. Na falta de especificações do fabricante, quanto à freqüência de calibração, deve-se
tomar como referência os valores iniciais de equipamentos similares ou histórico do equipamento.
A freqüência inicial de cada equipamento deve ser registrada no seu histórico. A figura 16 mostra
exemplos de critérios usados para determinar a freqüência inicial de equipamento, levando em conta
fatores como frau de importância da característica controlada, a intensidade de uso e as condições
do ambiente em que o equipamento é usado (se é um ambiente agressivo, normal ou com
temperatura controlada).
49.2. MÉTODO DE AJUSTE DA FREQÜÊNCIA DE CALIBRAÇÃO Os prazos e ajuste de intervalos de calibração devem ser definidos na maioria dos casos por critérios
de cada organização. Apesar de existirem alguns métodos padronizados, ainda não existe um
consenso de qual é o melhor. O bom senso, a boa prática e a análise histórica dos resultados devem
ser utilizados.
Existem muitos métodos para controle do intervalo de comprovação metrológica. Estudo feito por
Novaski e Franco (2000) comparando diversos métodos diz que há divergência na determinação do
ajuste do intervalo de calibração e que os métodos consideram apenas o estado de conformidade dos
equipamentos para estabelecer os intervalos, não podendo concluir se um método é melhor em
relação a outro. Um dos métodos mais usados é o do Schummacher.
Entretanto, os intervalos de calibração não devem ser estendidos, exceto quando os resultados de
calibrações anteriores fornecerem indicações claras de que tal ação não afeta a confiança na
exatidão do equipamento de medição. Não é obrigatório aumentar o intervalo das calibrações, mas o
critério adotado deve ser obedecido se o mesmo indicar que se deve diminuir.

122
Metrologia Básica
Figura 16 - Exemplos de critérios usados para determinar a freqüência inicial.
49.3. CRITÉRIO DE SCHUMMACHER Estabeleça a periodicidade inicial para os Equipamentos de medição conforme exemplo da tabela
13;
TIPO DE EQUIPAMENTO
PERIODICIDADE INICIAL (SEMANAS)
TIPO DE EQUIPAMENTO
PERIODICIDADE INICIAL (SEMANAS)
- Anel de Rosca 28 - Termômetro 204
- Anel Liso 28 - Controlador de Temperatura 28
- Tampão de Rosca 28 - Balança 14 - Tampão Liso 28 - Amperímetro 28 - Relógio apalpador 28 - Fonte Padrão 52 - Micrômetro 28 - Multímetro 28 - Paquímetro 14 - Osciloscópio 52
Tabela 13 - Periodicidade Inicial de Calibração Metrológica.

123
Metrologia Básica
− Providencie a calibração do equipamento, por exemplo, (paquímetro);
− Quando chegar o certificado veja os ciclos anteriores (últimas calibrações e analise os
resultados);
− Se as últimas 3 calibrações foram, por exemplo, CCC que significa que o equipamento estava
operando dentro das tolerâncias;
− Faça então a analise da calibração atual. Por exemplo, suponha que o resultado seja F (indica
que o equipamento estava funcionando, só que fora da tolerância);
− Localize na tabela 14 os resultados obtidos: CCC anteriores e F atual, então seu resultado é D,
ou seja, o intervalo deve diminuir;
− Agora, se seu equipamento (paquímetro, neste exemplo) esta com um ciclo corrente de
calibração de 36 semanas, por exemplo, localize na tabela 14, o ciclo corrente 36, na coluna D
que foi o resultado obtido, seu equipamento deverá ser calibrado de 32 em 32 semanas.
Nota: Uma vez que o ciclo tenha sido alterado, recomeça um novo ciclo de “n” calibrações, que
podem ser duas ou três calibrações, dependendo do status anterior, ou seja, não é permitido
acumular ciclos anteriores;
Legenda usada na tabela 14.
a) A: a existência de uma avaria impedia o funcionamento normal do equipamento
b) C: o equipamento estava operando dentro das tolerâncias
c) D: o intervalo deve diminuir
d) E: o intervalo deve aumentar
e) F: indica que o equipamento estava funcionando, só que fora da tolerância
f) M: a redução é a máxima possível
g) P : o intervalo deve permanecer constante
Outros exemplos:
a) Um equipamento cuja freqüência de calibração seja semanal, com intervalo padrão de 24
semanas. Após sua última calibração, constatou que sua situação atual é C e seus dois últimos
laudos são "FC". Consultando a tabela 14, concluiu-se que o intervalo deve ser mantido (P).

124
Metrologia Básica
b) Um equipamento cuja freqüência de calibração seja semanal, com intervalo padrão de 156
semanas. Após sua última calibração, constatou que sua situação atual é C e seus três últimos
laudos são "CCC". Consultando a tabela 14, concluiu-se que o intervalo deve ser estendido (E),
de 156 para 182 semanas.
49.4. CRITÉRIO DE AJUSTE DA FREQÜÊNCIA DE CALIBRAÇÃO POR PARADA DA PLANTA
Esta opção consiste em determinar a freqüência de calibração em função do número de parada de
Produção da Planta onde o equipamento está instalado.
Inicialmente define-se que o equipamento depende de parada (P). Em seguida é escolhido o
intervalo de calibração, ou seja, o equipamento será calibrado a cada "n" paradas, sendo que "n"
pode assumir quaisquer valores diferentes de zero, dependendo do intervalo de tempo entre as
paradas.
CICLO ATUAL CICLOS ANTERIORES A F C
CCC P D E FCC P D P ACC P D E CF M M P CA M M P FC P M P FF M M P FA M M P AC P D P AF M M P AA M M P
CICLO CORRENTE D E P M 5 4 6 - - 6 5 8 5 5 8 6 10 6 5 10 8 12 8 6 12 10 14 10 8 14 12 16 12 10 16 14 18 14 12 18 16 20 16 14 20 18 24 18 16

125
Metrologia Básica
24 20 28 20 18 28 24 32 24 20 32 28 36 28 24 36 32 40 32 28 40 36 44 36 32 44 40 52 40 36 52 44 60 44 40 60 52 68 52 44 68 60 76 60 52 76 68 84 68 60 84 76 104 76 68 104 84 130 84 76 130 104 156 104 84 156 130 182 130 104 182 156 208 156 130 208 182 240 182 156 240 208 272 208 182 272 240 304 240 208
Tabela 14 - Reavaliação da Periodicidade de Calibração. Por exemplo: Um equipamento para ser calibrado necessita de que a linha de produção esteja
parada. A planta para cerca de 4 horas, uma vez por mês. Entretanto, o fabricante recomenda sua
calibração a cada seis meses. Neste caso, deve-se escolher o fator “n” de tal modo que o intervalo se
aproxime do recomendado pelo fabricante. Suponha que a parada seja a intervalos de
aproximadamente 21 dias. Dividindo o intervalo recomendado pelo fabricante pelo intervalo entre
paradas, temos:
180 dias / 21 dias 8,57 ≈ 8 (recomenda-se arredondar para menos)
Então o intervalo deverá ser de 8 paradas. Logo o equipamento será calibrado a cada 8 paradas.
Como na tabela 14 o menor intervalo de calibração é de 4 paradas, é necessário fazer uma
adequação no procedimento para valores de parada < 4. Neste caso, usa-se o mesmo critério de 4
paradas, porém se aumenta ou se diminui 1 parada por vez.

126
Metrologia Básica
50. CADASTRO ÚNICO DE EQUIPAMENTOS E SOFTWARES Todos os equipamentos de medição devem ser identificados e cadastrados. Aqui devem ser
incluídos: padrões, materiais de referência, sensores, equipamentos auxiliares, equipamentos de
testes, analíticos e de controle de processo.
Todo "Programa de Computador" (software) associado diretamente ou incorporado a equipamento
de inspeção, medição e ensaios usados pela Organização para controle de processo deve ser
cadastrado, tais como:
- "Programa de Computador" embutido para ajuste de parâmetros;
- "Programa de Computador" embutido para inicialização e autoteste;
- "Programa de Computador" embutido ou periférico para cálculos de resultados de teste;
- "Programa de Computador" periférico para calibração do próprio equipamento;
- "Programa de Computador" de interfaciamento da operação do equipamento com o usuário;
- "Programa de Computador" para efetuar cálculos (planilhas, bancos de dados etc);
- "Programa de Computador" para aquisição automática ou semi-automática de dados de
calibração;
- "Programa de Computador" para emissão de certificados, gráficos e relatório técnico-
gerenciais;
- "Programa de Computador" para controle de entrada e saída de equipamentos, cadastro e
programação de equipamentos;
- "Programa de Computador" utilizados em sistemas supervisórios, PLC's, SDCD's e
microcomputadores instalados nas áreas operacionais.
Se possível, o cadastro deve conter, entre outras, as seguintes informações:
- Nome do equipamento;
- Informações sobre o equipamento (fabricante, modelo, série, patrimônio, identificação única,
usuário, sigla etc);
- Nome do responsável pelo equipamento;
- Centro de Custo do responsável pelo equipamento;

127
Metrologia Básica
- Capacidade Nominal
a. Valor Inicial: Menor valor de capacidade de medição da malha
b. Valor Final: Maior valor de capacidade de medição da malha
- Capacidade Operacional
c. Valor Inicial: Menor valor de capacidade do processo
d. Valor Final: Maior valor de capacidade do processo
- Faixa de Cálc. Incerteza - informa qual a faixa usada para cálculo de incerteza do equipamento;
- Precisão de cada faixa;
- Freqüência inicial de calibração - Informa com que freqüência o equipamento deve ser
recalibrado (diária, semanal, quinzenal, mensal, por parada etc.);
- Intervalo (no histórico, por que muda constantemente) - Informa o fator de multiplicação para
se determinar o intervalo de recalibração do equipamento. Por exemplo: no caso de parada, se o
fator for 3, então o equipamento é recalibrado a cada 3 paradas; ou no caso de freqüência
semanal, se o fator for 10, então o equipamento deve ser recalibrado a cada 10 semanas;
- Procedimento - Informa o número do procedimento de calibração do equipamento;
- Documento de Compra;
- Data da Compra;
- Valor da Aquisição.
- Data de Vencimento da Garantia do Fabricante;
- Histórico de ocorrências dos equipamentos.
No histórico do equipamento deve constar:
- Condição em que se encontrava quando foi recebido (novo, usado ou recondicionado);
- Status atual do equipamento:
a. Em uso
b. Fora de Uso
c. Em Reparo Externo
d. Em Reparo Interno
e. Calibração Externa
f. Alienado/ Doado
128
Metrologia Básica
- Número do certificados de calibração e a data da calibração;
- Status da Calibração, usando um dos códigos abaixo:
a. A: a existência de uma avaria impedia o funcionamento normal do equipamento
b. C: o equipamento estava operando dentro das tolerâncias.
c. F: indica que o equipamento estava funcionando, só que fora da tolerância.
- Local da calibração do equipamento;
- Intervalo atual da calibração.
51. REALIZAÇÃO DO PROCESSO DE MEDIÇÃO
51.1. INTRODUÇÃO Nenhum equipamento pode ser usado com sua calibração vencida ou com alguma dúvida quanto ao
seu perfeito funcionamento.
Sempre que tecnicamente possível os equipamentos usados como padrão na calibração de
equipamentos devem estar rastreados ao Inmetro ou à Rede Brasileira de Calibração ou à
Laboratório no exterior reconhecido pelo INMETRO.
51.2. MEDIÇÃO INÉDITA A função metrológica deve estabelecer os procedimentos para o desenvolvimento da metodologia
de medições inéditas, incluindo todas as suas fases como:
a) Desenvolvimento da metodologia;
b) Avaliação preliminar, visando identificar probabilidade de levar o projeto até ao fim, tendo em
vista custos e a previsão de prazos;
c) Levantamento de custos para medição interna e externa;
d) Decisão sobre a continuidade ou não do projeto;
e) Em caso de suspensão do projeto, avisar ao solicitante o não interesse em executar a medição
internamente;
f) Verificação da necessidade e possibilidade de fazer a medição externamente;
g) Em caso de dar continuidade ao projeto, estabelecimento de um cronograma para as atividades;
h) Desenvolvimento do procedimento e executá-lo;

129
Metrologia Básica
i) Asseguramento da confiabilidade dos resultados quando forem utilizados computadores para a
obtenção, processamento, manipulação, registro, relatório, armazenamento e recuperação de
dados;
j) Manutenção da repetitividade e incerteza da medição dentro dos limites estabelecidos pelo
método.
k) Execução dos cálculos de incertezas;
l) Treinamento do executante;
m) Acompanhamento da primeira execução;
n) Informações ao solicitante.
No desenvolvimento do procedimento, deve-se avaliar a necessidade de se determinar os
parâmetros referentes à estabilidade, tendência, linearidade, repetitividade e reprodutibilidade.
Os processos de medição podem ser validados por comparação com resultados de outros processos
validados, pela comparação de resultados por outros métodos de medição ou por análise contínua de
características do processo de medição.
51.3. DETERMINAÇÃO DO NÚMERO DE CICLOS DE MEDIÇÃO Como regra geral à calibração deve constar de, no mínimo, 03 medidas (crescente/ decrescente/
crescente), conforme descrito abaixo:
1ª Medida: Sentido crescente (0 a 100 % da escala);
2ª Medida: Sentido decrescente (100 a 0 % da escala);
3ª Medida: Sentido crescente (0 a 100 % da escala).
Nota: Quando não se tem histórico da estabilidade e repetitividade destas medições, é
recomendável um número maior de medições. Veja item 16 – Variabilidade do Processo de
Medição.

130
Metrologia Básica
51.4. REALIZAÇÃO DAS LEITURAS O levantamento dos dados consiste em submeter-se a mesma grandeza de medição (GM) ao sistema
de medição padrão (SMP) e ao sistema de medição a calibrar (SMC) que devem ser lidos
seqüencialmente. O valor da GM a ser aplicado aos sistemas de medição pode ser:
• ajustado pelo SMP e lido no SMC, este é o caso dos equipamentos digitais;
• ajustado pelo SMC e lido no SMP, este é o caso dos equipamentos analógicos.
51.5. REGISTRO DAS LEITURAS Todos os registros devem ser legíveis e, quando manuscritos, devem ser à tinta. A aprovação deve
ser feita por pessoa autorizada. As alterações devem ser confirmadas por meio de assinatura ou
rubrica da pessoa, autorizada, responsável pela alteração.
Quando ocorrerem erros nos registros das observações ou nos cálculos, cada erro deve ser riscado à
tinta, não devendo ser apagado, tornado ilegível ou removido. O valor correto deve ser registrado ao
lado do valor riscado de forma legível e que não permita dúbia interpretação;
Procedimentos documentados devem assegurar a identificação, armazenagem, proteção,
recuperação, tempo de retenção e disposição dos registros.
51.6. RESULTADOS DA MEDIÇÃO O registro dos dados das calibrações deve conter as seguintes informações:
a. Identificação do Laboratório ou Área executante;
b. Identificação atribuída ao equipamento no recebimento (nº. de controle);
c. Identificação do equipamento;
d. Identificação da norma ou procedimento utilizado, incluindo revisão, versão, etc;
e. Identificação dos padrões e equipamentos utilizados na calibração;
f. Dados originais obtidos (leituras);
g. Condições ambientais relevantes;
h. detalhes de qualquer manutenção, tais como ajustes, reparos ou modificações realizadas;
i. quaisquer limitações de uso;
j. evidência da rastreabilidade dos resultados da calibração;

131
Metrologia Básica
k. requisitos metrológicos para o uso pretendido;
l. Data e assinatura do pessoal que realizou o trabalho;
m. Data e assinatura de quem conferiu o trabalho.
- Todos os registros impressos por computador ou calculadoras, gráficos e outros devem ser
datados, rubricados e anexados aos registros das medições;
- A cada escala deve corresponder um registro individual de leituras. Então para isso deve-se
gerar uma planilha de leitura para cada escala, ou seja, um equipamento terá tantas planilhas de
leitura quantas forem as suas escalas a serem calibradas;
- O preenchimento completo e correto da planilha de leitura é muito importante para a futura
rastreabilidade do processo e por questões de exigências de auditorias da qualidade.
- Os resultados de calibração devem ser registrados de forma que a rastreabilidade de todas as
medições possa ser demonstrada e de forma que os resultados das calibrações possam ser
reproduzidos sob condições próximas das condições originais.
- Resultados da calibração obtidos antes de qualquer ajuste, modificação ou reparo;
- Converter os resultados para o Sistema Internacional de Unidades – SI, se necessário;
- Todos os registros impressos por computador ou calculadoras, gráficos e outros devem ser
datados, rubricados e anexados aos registros das medições;
- A cada escala deve corresponder um registro individual de leituras. Então para isso deve-se
gerar uma planilha de leitura para cada escala, ou seja, um equipamento terá tantas planilhas de
leitura quantas forem as suas escalas a serem calibradas;
- O preenchimento completo e correto da planilha de leitura é muito importante para a futura
rastreabilidade do processo e por questões de exigências de auditorias da qualidade.
- Os resultados de calibração devem ser registrados de forma que a rastreabilidade de todas as
medições possa ser demonstrada e de forma que os resultados das calibrações possam ser
reproduzidos sob condições próximas das condições originais;
- Efetuar os cálculos necessários, de modo a obter o resultado corrigido da medição. Veja
ilustração na figura 17 – Esquema para obtenção do Resultado da Medição.

132
Metrologia Básica
51.7. INCERTEZAS DA MEDIÇÃO Todos os equipamentos de medição estão sujeitos a erros de qualquer tipo que seja. O resultado da
medição não poderia ser expresso simplesmente como um número e uma unidade, desconsiderando
a existência de uma indeterminação que aparece em função dos erros do sistema de medição, da
variação da grandeza a medir, dos erros do operador, entre outros. Portanto todos os resultados das
medições devem ser expressos da seguinte forma:
Resultado da medição = (resultado base + indeterminação) e uma unidade.
Exemplo: 1002 + 1 oC
Nos certificados de calibração deve ser fornecida a probabilidade de abrangência.
Todos os procedimentos para cálculo, apresentação e tratamento da incerteza da medição devem
estar explicitados nos procedimentos de medição usados.
Maiores detalhes sobre incerteza no item 22 – Incerteza de Medição.
Figura 17 - Esquema para obtenção do Resultado da Medição.
Logo: RM = Rc ± U95

133
Metrologia Básica
51.8. RASTREABILIDADE A gestão da função metrológica deve assegurar que todos os resultados de medição sejam
rastreáveis as unidades padrões do Sistema Internacional (SI).
Rastreabilidade de medições às unidades do SI deve ser alcançada por referência a um padrão
primário apropriado ou por referência a uma constante natural, cujo valor em termos de unidades SI
pertinentes é conhecido e recomendado pela Conferência Geral de Pesos e Medidas e pelo Comitê
Internacional de Pesos e Medidas.
Somente devem usados padrões de consenso quando não existirem unidades do SI ou constantes
naturais reconhecidas.
Rastreabilidade é usualmente alcançada através de laboratórios de calibração confiáveis tendo sua
própria rastreabilidade aos padrões nacionais de medição. Por exemplo, um laboratório que atenda
aos requisitos da ABNT NBR ISO/ IEC 17025 poderia ser considerado confiável..
Institutos Nacionais de Metrologia são responsáveis por padrões nacionais de medição e sua
rastreabilidade, incluindo aqueles, casos onde o padrão nacional de medição é mantido por
Instituições outras que não sejam os Institutos Nacionais de Metrologia. Resultados de medição
podem ser rastreáveis através de um Instituto Nacional de Metrologia externo ao país onde a
medição é feita.
Materiais de referência certificados podem ser considerados como padrões de referência.
Registros de rastreabilidade de resultados de medições devem ser mantidos por tanto tempo quanto
requerido pelo SGM, pelo cliente ou por requisitos estatutários e regulamentares.
51.9. VALIDAÇÃO DA CALIBRAÇÃO (ADEQUAÇÃO AO USO) Uma vez que o certificado de Calibração tenha sido aprovado, após a análise crítica de seu conteúdo, efetuada
conforme descrito no item 57 – Análise crítica de certificados de calibração, deve-se fazer a validação da
calibração, propriamente dita. Esta avaliação deve ser feita segundo os critérios estabelecidos.

134
Metrologia Básica
Recomendam-se os seguintes passos:
a) Comparar os dados do certificado atual com o anterior, visando identificar algum drift ou
instabilidade nos resultados. Uma variação acima da especificação do fabricante indica algum
problema, que deve ser avaliado.
b) Os resultados devem ser avaliados quanto à sua exatidão, incerteza de medição e adequação ao
uso. A incerteza da calibração deve estar consistente com a incerteza requerida onde este
equipamento for usado. Ver item 30 – Verificação da Adequação ao uso
c) Se o equipamento foi calibrado externamente, submetê-lo à verificação. Deve-se ter alguma
forma de verificar se o equipamento está em perfeito funcionamento e se os dados dos
certificado estão coerentes, de preferência com uma intercomparação com outros padrões, de
modo a evitar que se use equipamento não-conforme;
d) Se o equipamento atende aos requisitos acima, seu laudo é classificado como CONFORME.
Seguir os passos do item 51.9.1 – Equipamento adequado ao uso. Caso contrário, é classificado
como NÃO-CONFORME. Seguir os passos do item 51.9.3 - Equipamento não adequado ao
uso.
e) Nenhum equipamento “não-conforme” pode ser usado como padrão na calibração de outros
equipamentos;
f) Quando alguma faixa não for calibrada ou alguma faixa tiver sido calibrada, mas está fora da
especificação do fabricante, a etiqueta afixada no equipamento deve conter a seguinte
advertência: “USO LIMITADO – VER CERTIFICADO”. Seguir os passos do item 51.9.2 -
Equipamento parcialmente adequado ao uso.
g) Quando se digita os dados do certificado em alguma planilha ou banco de dados, todo cuidado
deve ser tomado com relação às datas de certificados estrangeiros, pois quase sempre há
inversão na ordem dos dados referentes ao dia e ao mês, ou mesmo inversão quanto aos nomes
das colunas onde estão registrados os valores do padrão e do equipamento em calibração;
h) conferir os dados do certificado digitado;
i) Arquivar o certificado;

135
Metrologia Básica
51.9.1. EQUIPAMENTO ADEQUADO AO USO
Se, aplicados os critérios de avaliação da adequação ao uso, o equipamento estiver conforme, então
o mesmo deverá ser:
a) devidamente etiquetado, com a etiqueta do status da calibração;
b) colocado o lacre para a prevenir a intervenção por pessoa não autorizada ou deixar evidências
claras e aparentes caso ocorra à violação;
c) atualização do dossiê (histórico) do equipamento;
d) Disponibilizar o equipamento para uso. O equipamento deve ser armazenado de modo a manter
seu estado de adequação ao uso;
51.9.2. EQUIPAMENTO PARCIALMENTE ADEQUADO AO USO
Se, aplicados os critérios de avaliação da adequação ao uso, o equipamento estiver parcialmente
conforme, então o mesmo deverá ser:
a) Devidamente etiquetado, com a etiqueta do status da calibração, informando inclusive a sua
limitação de uso;
b) Avaliar a magnitude do erro contra os resultados anteriores, e se necessário retroagir e avaliar os
resultados de calibrações feitas com este equipamento no período compreendido entre a última
calibração e a atual;
c) O Cliente deve ser avisado para tomar cuidado com estes casos;
d) Registrar no dossiê as limitações de uso do equipamento;
e) Avaliação de custo x benefício sobre a manutenção do equipamento: se corretiva ou ajuste para
fazê-lo atender aos requisitos iniciais;
f) Decisão sobre o que será feito com o equipamento: manutenção, ajuste, reclassificação ou
descarte;
g) Verificar os critérios de ajuste da freqüência de calibração em função dos resultados e alterar o
intervalo se necessário, conforme procedimento;
h) Atualização do dossiê (histórico) do equipamento;
i) Colocado o lacre para a prevenir a intervenção por pessoa não autorizada ou deixar evidências
claras e aparentes caso ocorra à violação;

136
Metrologia Básica
j) Divulgar as ações implementadas junto aos interessados.
k) Disponibilizar o equipamento para uso. O equipamento deve ser armazenado de modo a manter
seu estado de adequação ao uso;
Se for impraticável ajustar, reparar ou revisar com o propósito de ser reparado o equipamento
considerado não adequado para seu uso pretendido, uma opção é rebaixamento de função ou uma
mudança em seu uso pretendido. Convém que reclassificação seja somente usada com muito
cuidado, pois pode causar confusão entre os usos permitidos de partes de equipamentos
aparentemente idênticas. Isto inclui comprovações metrológicas limitadas de somente algumas
faixas ou funções de equipamentos multifaixas.
Quando não for possível utilizar as relações acima e não for possível considerar o equipamento
como não-conforme, esta situação deve ser aprovada pelo cliente e algumas medidas devem ser
tomadas para minimizar a possibilidade de ocorrência de medições que venham a comprometer a
qualidade do produto. Exemplos de contra-medidas para este caso são:
a) Uso de vários equipamentos, sendo considerada, como resultado, a média de suas leituras;
b) Controle das condições ambientais;
c) Uso do operador mais especializado e, se justificável, até único;
d) Menor intervalo de calibração;
e) Uso de procedimento de medição mais específico e detalhado.
51.9.3. EQUIPAMENTO NÃO ADEQUADO AO USO
Se, aplicados os critérios de avaliação da adequação ao uso, o equipamento estiver não-conforme,
então as seguintes ações devem ser implementadas:
a) Identificar e segregar o equipamento como não-conforme, de acordo com procedimento,
informando inclusive a sua não-conformidade;
b) Avaliar a magnitude do erro contra os resultados anteriores, e se necessário retroagir e avaliar os
resultados de calibrações feitas com este equipamento no período compreendido entre a última
calibração e a atual;
c) Registrar as não-conformidades conforme procedimento;

137
Metrologia Básica
d) Avaliação de custo x benefício sobre a manutenção do equipamento para fazê-lo atender aos
requisitos iniciais;
e) Decisão sobre o que será feito com o equipamento: manutenção, reclassificação ou descarte,
uma vez que nenhum equipamento “não-conforme” pode ser usado;
f) Atualização do dossiê (histórico) do equipamento, constando inclusive à decisão tomada;
g) Verificar os critérios de ajuste da freqüência de calibração em função dos resultados e alterar o
intervalo se necessário, conforme procedimento;
h) Fazer análise sistêmica para determinar as ações preventivas visando evitar que se repita o
ocorrido, quando possível;
i) Divulgar as ações implementadas junto aos interessados.
52. ETIQUETAS
52.1. ETIQUETA DE IDENTIFICAÇÃO ÚNICA Devem possuir identificação única todos os equipamentos de medição cadastrados. Aqui devem ser
incluídos: padrões, materiais de referência, sensores, equipamentos auxiliares, equipamentos de
testes, analíticos e de controle de processo. Aqui também são incluídos os "Programas de
Computador" (softwares) associados diretamente ou incorporado a equipamento de inspeção,
medição e ensaios usados pela Organização para controle de processo (que tenha sido cadastrado).
A figura 18 mostra um dos métodos mais usados para identificação única:
Figura 18 - Método de preenchimento da Etiqueta de Identificação Única.

138
Metrologia Básica
Nota: Onde não for possível a utilização da etiqueta de identificação única, usar marcação através
de gravação em baixo relevo, utilizando máquina de gravar. Outros meios poderão ser utilizados,
desde que a gravação não se apague facilmente e esteja sistematizados em procedimento.
A identificação única é de uso obrigatório em todos os equipamentos cadastrados. A tabela 15 –
Exemplifica alguns Códigos de Famílias para Identificação Única de Equipamentos.
CÓDIGO FAMÍLIA AMP Amperímetro Alicate BAL Balança BAR Barômetro BOM Bomba Manual Pressão BPR Balança de Pressão CAR Detector de Monóxido de Carbono CNT Controlador COC Compensador de Carga DEC Década de Resistência DIV Miscelâneas HIG Higrógafo INC Intercomparação KI Indicador de Tempo (Horímetro) KIC Controlador Indicador de Tempo LAH Chave de Nível - Alarme Alto LAHA Alarme de Nível Alto TVD Termômetro Vidro TXC Transformador Corrente UAD Unidade Aquisição de Dados VOL Voltímetro WAT Watímetro Tabela 15 - Exemplo de Código de Famílias para Identificação Única de Equipamentos.
52.2. ETIQUETA DE STATUS DE CALIBRAÇÃO A etiqueta de controle metrológico deve ser afixada diretamente no corpo do equipamento. Quando
isto não for possível, deve-se gravar no próprio corpo do equipamento a identificação única e colar
a etiqueta no estojo do mesmo ou no local onde o equipamento ficar armazenado.

139
Metrologia Básica
52.3. EXEMPLOS DE ETIQUETAS O anexo E apresenta alguns exemplos de etiquetas usadas em equipamentos de medição.
53. USO DE LACRES NOS EQUIPAMENTOS DE INSPEÇÃO, MEDIÇÃO E ENSAIOS O acesso aos Pontos de Ajustes dos Sistemas de Inspeção, Medição e Ensaios, seja de Equipamento
de Medição ou de um Programa de Computador, seja em laboratório ou no campo, quando
existirem e puderem afetar a performance de uma medição, influindo no seu resultado final, deverão
ser protegidos, de forma a prevenir a intervenção por pessoa não autorizada ou deixar evidências
claras e aparentes caso ocorra à violação.
Quando o(s) Ponto(s) de Ajuste(s) estiver(em) localizado(s) no interior do equipamento de
Medição, a proteção deve ser assegurada através lacre em posições estratégicas, tais como parafusos
de fixação ou junção de partes móveis da caixa do equipamento de medição, em local visível do
lado externo, de tal forma que se assegure que só será possível o acesso ao(s) ponto(s) de ajuste(s)
com o rompimento do lacre, deixando evidenciada a violação.
Equipamentos de Medição, PLC's, sdcd's etc, que apresentam Programas de Computador ou
Circuitos Integrados Programáveis através de teclado local ou remoto, fixos ou removíveis, cujo
programa possa interferir no resultado final da medição, devem ser protegidos através da adoção de
senhas controladas, ou chaves, permitindo o acesso a alterações do programa somente a pessoal
autorizado. Neste caso, fica dispensada a utilização de lacre. Quando não for possível a proteção das
alterações do programa através de senha deverá constar em procedimento os meios utilizados e a
quais equipamentos se aplicam.
Quando o Equipamento de Medição fizer parte de uma família específica e que houver alguma
Norma, Portaria ou Procedimento Oficial que estabeleça um critério particular de proteção do(s)
Pontos(s) de Ajuste(s) a ser adotado, esta recomendação deve ser registrada no Procedimento de
Calibração específico desta família ou Equipamento de Medição e prevalecer sobre os demais
critérios deste procedimento (ex.: Lacre de Chumbo ou Material Plástico para Balanças
Comerciais).

140
Metrologia Básica
Devem ser dispensados de proteção aqueles Pontos de Ajustes de Equipamentos de Medição que
requerem intervenções do operador a intervalos regulares muito curtos (ex: Analisadores de
Laboratório de Análise Química com calibrações a cada turno) bem como aqueles que devem ser
manipulados pelo usuário, e que não necessitam de uma referência padrão externa para o ajuste (ex:
Zero de Multímetros Analógicos, Tara de Balanças etc). Os ajustes, no entanto, que comprometam a
linearidade do equipamento ou sistema, ou o desempenho do controle deverão ser protegidos (ex:
ações de controle, amortecimentos de equipamentos ou malhas de controle, ajustes de linearidade
etc).
Os tipos de lacres e proteções contra violação devem ser previamente testados visando avaliar a sua
eficiência.
Toda vez que o lacre estiver danificado, por qualquer que seja a razão, deve-se abrir uma não-
conformidade e uma nova calibração deve ser realizada, antes da reposição do lacre.
54. CRONOGRAMAS DE CALIBRAÇÃO PERIÓDICA Devem ser elaborados cronogramas de calibração, tanto para as calibrações internas quanto externa,
de modo a facilitar o controle das calibrações dos equipamentos. O Anexo F mostra um exemplo de
cronograma de calibração.
No site do INMETRO – www.inmetro.gov.br - pode ser encontrada a relação atualizada dos
laboratórios e respectivos serviços de calibração e ensaio acreditados.
55. REGISTROS DE COMPROVAÇÃO METROLÓGICA Procedimentos documentados devem assegurar a identificação, armazenagem, proteção,
recuperação, tempo de retenção e disposição dos registros.
Registros do processo de comprovação metrológica devem ser datados e aprovados por uma pessoa
autorizada para atestar a correção dos resultados, como apropriado. Esses registros devem ser
mantidos e estarem disponíveis.

141
Metrologia Básica
A documentação contendo os dados dos equipamentos, instruções de operação, relatórios de
verificação e os resultados de ensaio e/ ou calibração devem ser mantidos arquivados por um
período especificado, que pode depender de muitos fatores, incluindo requisitos contratuais, legais
ou conforme definido no sistema da qualidade. Registros relacionados com padrões de medição
podem precisar ser mantidos indefinidamente.
Estas e outras questões relacionadas com o SGM também devem ser analisadas e tratadas
adequadamente pela função metrológica.
Registros do processo de comprovação metrológica devem demonstrar se cada item do equipamento
de medição satisfaz os requisitos metrológicos especificados. Os registros devem incluir, quando
necessário:
1) descrição e identificação única do fabricante do equipamento, tipo, número de série etc;
2) data na qual a comprovação metrológica foi completada;
3) resultado da comprovação metrológica;
4) intervalo fixado para comprovação metrológica;
5) identificação do procedimento de comprovação metrológica;
6) erro(s) máximo(s) permissível(eis) definido(s);
7) condições ambientais pertinentes e declaração sobre quaisquer correções necessárias;
8) incertezas envolvidas na calibração do equipamento;
9) detalhes de qualquer manutenção, tais como ajustes, reparos ou modificações realizadas;
10) quaisquer limitações de uso;
11) identificação da(s) pessoa(s) que realiza(m) a comprovação metrológica;
12) identificação da(s) pessoa(s) responsável(eis) pela correção da informação registrada;
13) identificação única (como número de série) de qualquer relatório ou certificado de calibração e
outros documentos pertinentes;
14) evidência da rastreabilidade dos resultados da calibração;
15) requisitos metrológicos para o uso pretendido;
16) resultados da calibração obtidos após, e onde requerido, antes de qualquer ajuste, modificação
ou reparo.
142
Metrologia Básica
Resultados de calibração devem ser registrados de forma que a rastreabilidade de todas as medições
possa ser demonstrada e de forma que os resultados das calibrações possam ser reproduzidos sob
condições próximas das condições originais.
Havendo acordo com o cliente, o resultado da verificação é incluído no relatório ou certificado de
calibração onde é declarado se o equipamento está em conformidade (ou falha em estar em
conformidade) com os requisitos especificados.
Os registros podem ser manuscritos, datilografados ou microfilmados, ou em um meio eletrônico ou
em meio magnético, ou outro meio de informação.
O erro máximo permissível pode ser determinado pela função metrológica, ou por referência às
especificações publicadas do fabricante do equipamento de medição.
A função metrológica deve assegurar que somente a pessoas autorizadas seja permitido gerar,
emendar, emitir ou apagar registros.
Devem ser mantidos registros contendo informações requeridas para a operação do SGM.
Procedimentos documentados devem assegurar a identificação, armazenagem, proteção,
recuperação, tempo de retenção e disposição dos registros.
Exemplos de registros são:
a) Equipamentos (cadastro, histórico, resultado de medição, certificados, relatórios etc.);
b) Pessoal (dossiê, currículos, avaliações, promoções, capacitação técnica);
c) Condições ambientais (temperatura, umidade, energia etc.);
d) Compras - especificações técnicas;
e) Fornecedores (avaliações);
f) Clientes (pedidos, contratos, reclamações, agradecimentos);
g) Auditorias (relatórios, não-conformidades, ações corretivas e análise crítica).
h) qualquer outro dado histórico que suporte os processos de medição.

143
Metrologia Básica
56. CORREÇÕES NOS REGISTROS DE COMPROVAÇÃO METROLÓGICA a) Riscar com caneta os dados a serem corrigidos;
b) Anotar com caneta os dados corretos, ao lado daquele que foi riscado;
c) Assinar ao lado da correção efetuada;
d) Caso já tenha sido emitido Certificado de Calibração, deve-se corrigi-los conforme
procedimento. Ver item 57.4 – Correções em certificados já emitidos.
57. ANÁLISE CRÍTICA DE CERTIFICADOS DE CALIBRAÇÃO
57.1. CONDIÇÕES GERAIS A análise do certificado de calibração também é muito importante para determinar se o
equipamento está adequado ao uso. O certificado não deve conter nenhuma recomendação quanto
ao prazo de validade, pois este prazo depende de inúmeros fatores, entre eles, a condição de uso
(agressividade, vibração, poeira, intensidade de uso etc) que são do conhecimento exclusivo do
usuário.
Os certificados podem apresentar a média das medições ou opcionalmente as leituras como obtidas
durante a calibração (crescente e decrescente).
Nenhum equipamento enviado para reparo, calibração interna ou externa deve ser recolocado em
uso sem que o mesmo e seu certificado de calibração sejam avaliados.
57.2. AVALIAÇÃO DE CERTIFICADOS EMITIDOS POR TERCEIROS Os certificados emitidos por terceiros devem conter pelo menos os itens relacionados abaixo:
a) Nome do emitente (se acreditado, em todas as folhas);
b) Título "Certificado de Calibração";
c) Número do certificado (se acreditado, em todas as folhas);
d) Se o laboratório for acreditado deve conter:
• texto "Rede Brasileira de Calibração - Laboratório Acreditado pelo INMETRO” e o
número da acreditação;

144
Metrologia Básica
• Logotipo INMETRO/ RBC;
• seguinte texto: “Este certificado atende aos requisitos de acreditação do
INMETRO, o qual avaliou a competência do laboratório e comprovou sua
rastreabilidade a padrões nacionais de medida”;
e) Nome e endereço do Laboratório (se acreditado, o nome e endereço devem estar conforme
estabelecido em seu certificado de acreditação, e nome e/ ou logotipo da entidade à qual o
Laboratório pertence);
f) Número da página (se acreditado, número da página e número total de páginas, em todas as
páginas);
g) Nome da Organização(Cliente);
h) Nome e assinatura (se acreditado, o(s) cargo(s) do(s) signatário(s) autorizado(s));
i) Data da emissão do certificado;
j) Dados de Identificação do equipamento calibrado (por exemplo: nome, fabricante, tipo, modelo,
número de série e, se fornecido pela Organização, o número de identificação única);
k) Características do equipamento (por exemplo, classe de exatidão, resolução, valor de uma
divisão, faixa de indicação, características físico/ químicas etc.);
l) Referência à especificação de uma norma utilizada ou breve descrição do método, mencionando
os padrões utilizados na medição;
m) Observações referentes a quaisquer desvios, adições ou exclusões da especificação normalizada
ou método utilizado;
n) As condições ambientais nas quais a calibração foi realizada;
o) Resultados obtidos (média das medidas) na forma numérica ou representação gráfica, em
unidades do SI ou por ele aceita;
p) Incerteza da medição expressa na mesma unidade do resultado da medição ou em valores
relativos (por exemplo, % ou ppm);
q) Incerteza da medição e probabilidade de abrangência;
r) Evidência de que as calibrações são rastreáveis.

145
Metrologia Básica
Nota: Se o equipamento foi ajustado ou reparado devem ser relatados os resultados das calibrações
realizadas antes e depois do ajuste ou reparo, a menos que tenha sido explicitamente dispensado
pelo Cliente.
57.3. AVALIAÇÃO DE CERTIFICADOS EMITIDOS INTERNAMENTE Os certificados emitidos internamente devem conter pelo menos os itens abaixo relacionados:
a) Identificação do Emitente;
b) Número do certificado;
c) Nome da área emitente;
d) Título do certificado;
e) Número da página;
f) Dados de identificação do equipamento calibrado;
g) Resultados obtidos, na forma numérica;
h) Desvio padrão;
i) Incerteza da medição;
j) Informações sobre os padrões utilizados na medição: nome, identificação, certificado e sua
validade;
k) Nome, assinatura e cargo do(s) signatário(s) autorizado(s);
l) Data da emissão do certificado.
Registrar a validação dos certificados e, caso haja, as não-conformidades.
57.4. CORREÇÕES EM CERTIFICADOS JÁ EMITIDOS Sempre que forem necessárias correções ou acréscimos a um certificado já emitido, estas devem ser
feitas conforme abaixo:
1 Será emitido novo certificado, com o mesmo número do cancelado, com a palavra Rev. e o
número da revisão, porém com data de emissão diferente;
2 No novo certificado deve conter a seguinte declaração: “Este certificado cancela e substitui o
certificado anterior, de no _____ (citar o número), emitido em ____/____/____ (citar a data de
emissão do certificado substituído), bem como o motivo da correção”;

146
Metrologia Básica
3 Não deve ser solicitado ao cliente/ usuário para devolver o certificado original. Cabe a ele
decidir o que fazer;
4 Uma vez aprovado, não é permitido agregar informações (ou anotações de qualquer espécie) ao
certificado, seja a caneta ou em máquina de escrever;
5 Os certificados não devem conter rasuras e devem ser emitidos com clareza, de forma a não
deixar margem a dúvidas quanto a sua compreensão.
Toda vez que for identificada à existência de erros ou problemas que possam gerar dúvidas quanto à
validade dos resultados fornecidos num certificado de calibração, o cliente deve ser imediatamente
avisado por escrito e deve ser aberta uma não-conformidade.
58. EXEMPLOS DE CERTIFICADOS DE CALIBRAÇÃO O Anexo G apresenta alguns exemplos de certificados de calibração.
59. VERIFICAÇÃO INTERMEDIÁRIA DO STATUS DA CALIBRAÇÃO Definir plano de verificação intermediária do status da calibração (meios, cronogramas e critérios
de aceitação). Estabelecer os registros desta verificação. Utilizar estudos estatísticos adequados para
conhecimento/ análise da variabilidade inerente às medições.
60. FORNECEDORES EXTERNOS A gestão da função metrológica deve definir e documentar os requisitos para produtos e serviços a
serem fornecidos por fornecedores externos para o SGM. Fornecedores externos devem ser
avaliados e selecionados com base na sua habilidade em atender aos requisitos documentados.
Critérios de seleção, monitoramento e avaliação devem ser definidos e documentados, e os
resultados da avaliação devem ser registrados. Devem ser mantidos registros dos produtos e
serviços fornecidos pelos fornecedores externos.
147
Metrologia Básica
Um fornecedor externo usado para testes ou calibração deve ser capaz de demonstrar competência
técnica com uma norma de laboratório tal como a ABNT NBR ISO/ IEC 17025. Produtos e serviços
fornecidos por fornecedores externos podem requerer verificações dos requisitos especificados. Não
é contudo obrigatório seja um laboratório acreditado, a menos que o usuário do equipamento a ser
calibrado seja um laboratório acreditado.
60.1. ESPECIFICAÇÃO DE COMPRA Através das Normas e Catálogos dos fabricantes devem ser elaboradas as especificações adequadas
quanto às características físicas e/ ou químicas dos itens, as condições de acondicionamento e
transporte dos mesmos, bem como os respectivos métodos de amostragem e testes aplicáveis à
inspeção de recebimento, quando necessário.
Em se tratando de equipamentos de medição e sensores, deve ser mencionado na especificação que
estes devem vir acompanhados de certificado de calibração.
a) Os certificados de calibração devem atender aos requisitos da norma ABNT NBR ISO
10012:2004 – Sistemas de gestão de medição – Requisitos para os processos de medição e
equipamento de medição;
b) No caso de equipamentos utilizados como padrões (grandezas acreditadas ou em processo de
acreditação), os certificados devem ser emitidos por laboratórios que possam demonstrar
competência, capacidade de medição e rastreabilidade para a calibração específica que for
executada, ou seja: os certificados devem ser emitidos por Laboratórios pertencentes à Rede
Brasileira de Calibração – RBC ou pela Rede Brasileira de Laboratórios de Ensaios – RBL.
Os fabricantes de itens considerados como RQTF (passível de afetar a qualidade do produto da
Organização) devem ser qualificados pelo Sistema de Qualificação de Fornecedores da
Organização.

148
Metrologia Básica
60.2. QUALIFICAÇÃO DE FORNECEDORES Os fornecedores devem ser qualificados pelo Sistema de Qualificação de Fornecedores segundo
critérios e procedimentos estabelecidos.
Alguns aspectos a serem avaliados:
a) Preço x qualidade intrínseca dos equipamentos e serviços prestados;
b) Sistema da qualidade implantado;
c) Produtos de qualidade comprovada;
d) Tempos de entrega / cumprimento dos prazos;
e) Distância dos prestadores de assistência técnica;
f) Tempos associados à reposição de peças
60.3. ACORDO SOBRE MÉTODO PARA VERIFICAÇÃO Um acordo claro deve ser feito com os fornecedores sobre os métodos pelos quais será verificada a
conformidade das características do item com as especificações de compra. Esse acordo deve incluir
o intercâmbio de informações entre a Organização e seus fornecedores com o objetivo de promover
a melhoria da qualidade.
Nota: Quando necessário, pequenos lotes do item devem ser fornecidos previamente para avaliação
do usuário.
60.4. CLÁUSULAS CONTRATUAIS PARA DIRIMIR QUESTÕES DA QUALIDADE Nos contratos com os fornecedores devem ser estabelecidos critérios e procedimentos através dos
quais poderão ser dirimidas questões referentes a discussões sobre qualidade.
60.5. CONTROLE DE RECEBIMENTO a) Levando em conta as especificações de compra e outras condições previstas pelas respectivas
Normas, devem ser estabelecidas, em níveis adequados de detalhes, as condições para
verificação da conformidade do item recebido;
b) Devem ser estabelecidos quais equipamentos devem vir acompanhados de certificado de
calibração.
149
Metrologia Básica
60.6. REGISTROS DA QUALIDADE NO RECEBIMENTO Devem ser mantidos registros adequados da qualidade do item recebido, através de documentos
oriundos dos fornecedores ou relatórios de inspeção emitidos quando do recebimento, de forma a
assegurar a disponibilidade de dados para, estatisticamente, serem avaliados o desempenho do
fornecedor e as tendências da qualidade.
Esses registros devem alimentar o banco de dados do cadastro de fornecedores, segundo critérios e
procedimentos específicos da área responsável por de Suprimentos.
Todo e qualquer item tido como não-conforme no controle de recebimento deve ser separado dos
itens aprovados, e também ser adequadamente identificado, como forma de prevenção quanto ao
uso indevido, até que seja decidido quanto a sua disposição;
O responsável pela inspeção deve promover a adequada análise de cada item não-conforme e
determinar se ele pode ou não ser utilizado nas condições em que foi recebido, se pode e deve ser
utilizado mediante tratamento especial, ou se deve ser colocado à disposição da área de
Suprimentos para as devidas ações junto ao respectivo fornecedor.
Além do relatório de não-conformidade que deve ser emitido, o item deve ser etiquetado
devidamente de modo a impedir que se faça uso indevido de equipamento não-conforme.
61. AUDITORIA E MONITORAMENTO A função metrológica deve planejar e implementar o monitoramento, análise e melhorias
necessários para:
- assegurar conformidade do SGM com os procedimentos estabelecidos;
- melhorar continuamente o SGM.
A função metrológica deve usar auditoria, monitoramento e outras técnicas, como apropriado, para
determinar a adequação e a eficácia do SGM.
Devem ser mantidos registros do planejamento, da realização, das observações feitas e das não-
conformidades identificadas nas auditorias internas.

150
Metrologia Básica
61.1. SATISFAÇÃO DO CLIENTE A função metrológica deve monitorar informações relativas à satisfação do cliente para verificar se
as necessidades metrológicas do cliente foram satisfeitas. Os métodos para obter e usar esta
informação devem ser especificados.
As reclamações/ sugestões normalmente podem ser feitas por e-mail, carta, fax ou verbalmente. As
reclamações/ sugestões feitas verbalmente devem ser registradas em formulário próprio.
Todas as reclamações/ sugestões devem ser encaminhadas à função metrológica para sua análise.
As reclamações concernentes a algum requisito acordado com o Cliente ou do SGM, quando
procedentes, devem ser transformadas em não-conformidades e registradas.
As sugestões aceitas devem ser identificadas como melhorias e/ ou potenciais fontes de não-
conformidades, sendo registradas em formulário próprio para Registro de Melhorias e Potenciais
Fontes de Não-Conformidades e Ações Preventivas. Os Clientes devem ser informados das ações
implementadas.
61.2. AUDITORIA DO SISTEMA DE GESTÃO DE MEDIÇÃO A função metrológica deve planejar e conduzir auditorias do SGM para assegurar sua
implementação eficaz contínua e atendimento aos requisitos especificados. Resultados das
auditorias devem ser relatados para as partes envolvidas na gestão da organização.
Os resultados de todas as auditorias do SGM e todas as mudanças do sistema devem ser registrados.
A organização deve assegurar que ações são tomadas sem atrasos indevidos para eliminar não-
conformidades detectadas e suas causas.
As auditorias do SGM podem ser conduzidas como uma parte das auditorias do sistema de gestão
da organização.
A norma ABNT NBR ISSO 19011 fornece orientações sobre sistemas de auditoria.
Auditoria do SGM podem ser conduzidas pela função metrológica da organização, ou por pessoal
contratado ou de terceira parte. Recomenda-se que auditores não auditem suas próprias áreas de
responsabilidade.

151
Metrologia Básica
61.3. MONITORAMENTO DO SISTEMA DE GESTÃO DE MEDIÇÃO (SGM) Nos processos contidos no SGM devem ser monitorados a comprovação metrológica e os processos
de medição. O monitoramento deve ser realizado de acordo com procedimentos documentados e a
intervalos estabelecidos.
Ele deve incluir a determinação de métodos aplicáveis, incluindo técnicas estatísticas, e a extensão
do seu uso.
O monitoramento do SGM deve prevenir desvios dos requisitos, assegurando a pronta detecção de
deficiências e tomando, em tempo oportuno, ações para sua correção. Este monitoramento deve ser
na proporção correta ao risco de falha para atender aos requisitos especificados.
Os resultados do monitoramento dos processos de medição e comprovação e quaisquer ações
corretivas resultantes devem ser documentados para demonstrar que a medição e os processos de
comprovação vêm atendendo continuamente aos requisitos documentados.
62. CONTROLE DE NÃO-CONFORMIDADES A função metrológica deve assegurar a detecção de quaisquer não-conformidades e adotar ação
imediata. Devem ser estabelecidos critérios para a identificação e registro de não-conformidades,
bem como registro das ações corretivas e da verificação da eficácia das ações corretivas
implementadas.
62.1. SISTEMAS DE GESTÃO DE MEDIÇÃO NÃO-CONFORMES O sistema formal para identificação das não-conformidades é:
a) Acompanhamento sistêmico das atividades pelo responsável;
b) Inspeção realizada sobre os certificados/ registros de calibrações emitidos;
c) Reclamações de clientes (internos/ externos);
d) Verificações internas (do sistema da qualidade, do status das calibrações, dos limites de
aceitação dos equipamentos etc);
e) Auditorias internas;
f) Auditorias externas.
152
Metrologia Básica
As não-conformidades devem ser encaminhadas à função metrológica para:
a) Providenciar para que seja feito o registro em formulário próprio;
b) Avaliar a gravidade e possível extensão da não-conformidade e, se necessário, providenciar para
que a área seja imediatamente auditada;
c) Caso seja constatada que a não-conformidade encontrada coloca em dúvida a validade dos
resultados de calibrações efetuadas, o cliente deve ser notificado por escrito e as calibrações
devem ser refeitas;
62.2. PROCESSOS DE MEDIÇÃO NÃO-CONFORME Qualquer processo de medição conhecido que produza, ou seja, suspeito de produzir, resultados de
medição incorretos, deve ser adequadamente identificado e não deve ser usado até que ações
apropriadas tenham sido tomadas.
Se um processo de medição não-conforme for identificado, o usuário do processo deve determinar
as conseqüências potenciais, fazer as correções necessárias e tomar as ações corretivas necessárias.
Um processo de medição, modificado devido a uma não-conformidade, deve ser validado antes do
seu uso.
Falha de um processo de medição devida, por exemplo, à deterioração de um padrão de verificação
ou mudanças na competência do operador podem ser reveladas pelos indicadores pós-processo tais
como:
• análise de gráficos de controle;
• análise de gráficos de tendência;
• inspeções subseqüentes;
• comparações interlaboratoriais;
• auditorias internas;
• retroalimentação de cliente.

153
Metrologia Básica
62.3. EQUIPAMENTOS DE MEDIÇÃO NÃO-CONFORME Sempre que ocorrer danos aos equipamentos, quedas, erros de leitura, estes devem ser segregados
(separados em local que seja garantido contra usos indevidos) e, uma verificação deve ser solicitada
ou executada. É necessário ter certeza de que a calibração não foi afetada. É necessário saber se as
partes continuam funcionando, etc.
Todas as falhas requerem que haja uma identificação para que se proceda a correta avaliação e
manutenção do equipamento. O mesmo é válido para os danos.
Equipamento Não-Conforme é aquele que não atende a algum requisito especificado, tais como:
• Estrago físico aparente;
• Intervalo de confirmação excedido;
• Utilização/ manuseio indevido;
• Aplicação de sobrecarga além do especificado;
• Mau funcionamento;
• Funcionamento duvidoso;
• Resultados da calibração não validados ou considerados não adequados ao uso;
• Resultados das medições colocados em dúvida por reclamações de clientes;
• Certificados de calibração inadequados.
Caso algum equipamento se enquadre em um dos itens acima, o mesmo deve ser classificado como
não-conforme. As seguintes ações devem ser implementadas:
a) Identificar equipamento como não-conforme;
b) Segregar o equipamento não-conforme, colocando-o em local exclusivo;
c) Avaliar a gravidade e possível extensão da não-conformidade e, se necessário:
• Retroagir e avaliar os resultados de medição, inspeção e ensaios anteriores;
• Providenciar para que a área seja imediatamente auditada;
• Refazer as calibrações;
• Reinspecionar produtos não expedidos;

154
Metrologia Básica
• Determinar ações a serem tomadas (ajuste ou reparo, recalibração, reclassificação,
sucateamento, ações corretivas, alteração da freqüência de calibração etc);
• Notificar ao cliente se produto com suspeita de não-conformidade foi expedido.
• Registrar todas as ações implementadas.
Equipamento de medição não-conforme, que não retornou às suas características metrológicas
pretendidas, deve ser claramente marcado ou identificado de outra maneira. A comprovação
metrológica de tal equipamento para outros usos deve assegurar que a situação de alteração está
claramente aparente e inclui identificação de qualquer limitação de uso.
Nota: Convém que a reclassificação seja usada com muito cuidado, pois pode causar confusão
entre os usos permitidos de partes de equipamentos aparentemente idênticas. Isto inclui
comprovações metrológicas limitadas de somente algumas faixas ou funções de equipamentos
multifaixas.
62.4. REGISTRO DE NÃO-CONFORMIDADES, MELHORIAS E POTENCIAIS FONTES DE NÃO-CONFORMIDADES
Devem ser registradas as não-conformidades, melhorias e potenciais fontes de não-conformidades
que possam contribuir para o processo de aprimoramento contínuo da qualidade, produtividade,
segurança e meio ambiente. Qualquer anomalia que causar o não atendimento a um requisito
normativo especificado deve ser registrada como não-conformidade.
62.5. AJUSTES E REPAROS A execução de ajustes ou reparos constitui uma ação corretiva, portanto é necessário que seja
registrada a não-conformidade que deu origem ao ajuste ou reparo, conforme estabelece o item 62.3
– Equipamento de medição não-conforme.

155
Metrologia Básica
63. ANÁLISE CRÍTICA DO SISTEMA DE COMPROVAÇÃO METROLÓGICA Definir em procedimento a análise sistêmica para determinar necessidade de ações preventivas, bem
como estabelecer histórico (dossiê) de cada equipamento de medição, inspeção e ensaio, onde todas
as ocorrências devem ser registradas.
Todo o SGM deve ser avaliado pelo menos uma vez por ano pela Alta Administração, com base em
exames feitos nos elementos por ele designados.
A análise crítica deve levar em consideração, quando houver:
a) Relatórios gerenciais;
b) Relatórios de auditorias internas realizadas após a última análise de crítica;
c) Resultados de avaliações, realizadas pelos clientes ou outros organismo externos;
d) Ações Corretivas e Preventivas;
e) Resultados de comparações interlaboratoriais e/ ou ensaios de proficiência;
f) Resultados de verificações internas;
g) Cumprimento do Plano de Calibração Externa de Padrões;
h) Treinamento e atualização de pessoal;
i) Necessidade de mudanças no manual de qualidade;
j) Sugestões e reclamações de clientes;
k) Mudanças no volume e tipo de calibrações realizados;
l) Planos futuros e previsão para novos trabalhos, pessoal, equipamentos etc;
m) Eficácia global do Sistema de Gestão da Medição para alcançar os objetivos estabelecidos para
a qualidade;
n) Considerações para atualização do Sistema de Gestão da Medição, em decorrência de mudanças
causadas por novas tecnologias, novos conceitos de gestão da qualidade, estratégia de mercado,
condições sociais ou ambientais etc.
A função metrológica deve ser a responsável pelo planejamento e organização das auditorias
internas, bem como pela garantia de que as ações corretivas bem como aquelas decorrentes das
análises críticas sejam implementadas dentro dos prazos acordados.
Devem ser mantidos registros da realização e das observações das análises críticas, das ações delas
decorrentes e da sua implementação e verificação.

156
Metrologia Básica
63.1. MELHORIA A função metrológica deve planejar e gerenciar a melhoria contínua do SGM com base nos
resultados das auditorias, análise crítica pela administração e outros fatores pertinentes, tais como,
retroalimentação dos clientes. Deve ainda analisar criticamente e identificar oportunidades
potenciais para a melhoria do SGM e modificá-lo se necessário.
Devem ser estabelecidos critérios para a identificação e registro de melhorias implementadas, bem
como registro da verificação da eficácia das mesmas.
Devem ser mantidos registros do planejamento, da realização, das observações feitas e das não-
conformidades identificadas nas auditorias internas, bem como das ações corretivas, sua
implementação e verificação;
63.2. AÇÃO CORRETIVA Quando um elemento importante do SGM não atende aos requisitos especificados, ou quando dados
pertinentes mostram um comportamento inaceitável, ações devem ser tomadas para identificar a
causa e eliminar a discrepância.
O SGM deve prever quais as ações corretivas que devem ser tomadas quando ocorrem não
conformidades. Esta prática aplica-se nos casos em que os equipamentos não atendem aos critérios
de aceitação definidos ou apresentam-se incompatíveis com possíveis modificações que ocorram
nos processos. Faz-se necessário tomar providências que em algumas situações incluem direcionar
o equipamento para manutenção e posterior calibração, substituição, envio para alienação ou realçar
para outro ponto do processo no qual os critérios de aceitação sejam mais dilatados. Estes critérios
devem ser documentados.
Devem ser registradas as ações corretivas implementadas, bem como registro da verificação da
eficácia das ações corretivas implementadas.
As correções e soluções de ação corretiva devem ser implementadas antes de retornar o processo de
medição ao uso.

157
Metrologia Básica
63.3. AÇÃO PREVENTIVA A identificação das melhorias e potenciais fontes de não-conformidades é vista como uma
oportunidade de solucionar um problema, visando o aprimoramento contínuo das atividades. Se
forem requeridas, ações preventivas serão desenvolvidas, implementadas e monitorados os planos
de ação para reduzir a probabilidade de ocorrências de tais não-conformidades e para aproveitar as
oportunidades de melhoria.
O sistema formal para identificação das potenciais fontes de não-conformidades é a análise crítica
dos procedimentos, análise de tendência e risco.
As melhorias e potenciais fontes de não-conformidades devem ser encaminhadas à função
metrológica que as registra.
Devem ser registradas as ações preventivas, bem como a verificação da eficácia das ações
corretivas implementadas.
Um procedimento documentado deve ser estabelecido para definir requisitos para:
• determinação de não-conformidades potenciais e suas causas;
• avaliação da necessidade de ações para prevenir ocorrência de não-conformidades;
• determinação e implementação de ações necessárias;
• registro de resultados de ação tomada, e
• análise crítica de ação preventiva adotada.
63.4. EFICÁCIA DAS AÇÕES CORRETIVAS/ PREVENTIVAS Imediatamente após a implementação das ações corretivas/ preventivas, deve ser iniciada a
verificação da eficácia das ações corretivas/ preventivas.
Quando não for viável a verificação da eficácia das ações corretivas/ preventivas, tal fato deverá ser
informado no mesmo formulário.
Devem ser mantidos registros do planejamento, da realização, das observações feitas e das não-
conformidades identificadas nas auditorias internas, bem como das ações corretivas, sua
implementação e verificação.

158
Metrologia Básica
64. NOMENCLATURA E SIMBOLOGIA DE INSTRUMENTAÇÃO A simbologia usada em instrumentação está padronizada na norma ANSI/ ISA-S5.1-1984 (R 1992)
– Instrumentation Symbols and Identification. Esta norma contem os avanços em tecnologia e
reflete a experiência industrial coletiva adquirida desde a primeira publicação em 1949.
Os símbolos e identificações contidas na norma ISA-S5.1 evoluíram pelo método de consenso e
foram planejados para aplicação ampla nos processos industriais.
65. EXERCÍCIOS DE COMPROVAÇÃO METROLÓGICA a) Quem tem a responsabilidade de determinar o nível dos controles necessários e especificar os
requisitos do Sistema de Gestão de Medição?
a. A ABNT
b. A ISO
c. As organizações
d. O cliente
Resposta: letra
b) Que norma especifica os requisitos para a gestão de processos de medição e comprovação
metrológica?
a. NBR ISO 14001
b. NBR ISO 10012
c. NBR ISO 9001
d. NBR ISO 19011
Resposta letra

159
Metrologia Básica
c) O que você entende por ação corretiva?
a. Ação implementada para eliminar as causas de uma possível não-conformidade, de um defeito
ou outra situação indesejável existente, a fim de prevenir sua repetição.
b. Qualquer desvio das condições normais de operação ou de especificação.
c. Valor adicionado algebricamente ao resultado não corrigido de uma medição para compensar
um erro sistemático.
d. Ação implementada para eliminar as causas de uma não-conformidade, de um defeito ou de
outra situação indesejável existente, a fim de prevenir sua repetição.
Resposta: letra
d) O que é calibração?
Resposta:
e) O que é comprovação metrológica?
a. conjunto de operações necessárias para assegurar que um equipamento de medição atende aos
requisitos do seu uso pretendido.
b. qualquer desvio de uma característica de um item em relação aos seus requisitos operacionais.
c. conjunto de operações que estabelece a relação entre os valores indicados por um equipamento
de medição e os valores correspondentes das grandezas estabelecidos por padrões.
d. propriedade distinta que pode influenciar os resultados de medição.
Resposta letra

160
Metrologia Básica
f) O que é um padrão de referência?
a. É um padrão cujo valor é estabelecido por comparação a um padrão primário da mesma
grandeza.
b. É aquele reconhecido por decisão nacional para servir, em um país, como base para estabelecer
valores a outros padrões da grandeza a que se refere.
c. É o padrão da mais alta qualidade metrológica disponível em um certo local ou em uma dada
organização, a partir do qual as medições são derivadas.
d. Padrão, algumas vezes de construção especial, para ser transportado entre locais diferentes.
Resposta letra
g) O Sistema Internacional de Unidades – SI – foi instituído pela:
a. ISO
b. BIPM
c. ANSI
d. ISA
Resposta letra
h) Quais as classes que fazem do SI um sistema coerente de unidades?
a. Unidades de base e Unidades derivadas.
b. Sistemas e grandezas
c. Kilograma e o metro
d. Tipo A e Tipo B
Resposta letra
161
Metrologia Básica
i) As grandezas abaixo são grandezas de base
a. comprimento, ampére e segundo
b. kilograma, corrente elétrica e candela
c. massa, temperatura e segundo
d. Comprimento, tempo e intensidade luminosa
Resposta letra
j) São grandezas derivadas a partir das unidades de base
a. Campo magnético, massa e intensidade luminosa
b. Superfície, volume específico e campo magnético
c. Volume específico, tempo e corrente elétrica
d. Superfície, quantidade de matéria e tempo
Resposta letra
k) Os prefixos yotta, peta e giga valem, respectivamente:
a. 10-21, 10-18 e109
b. 10-24, 10-15 e109
c. 1024, 1015 e109
d. 1021, 1018 e109
Resposta letra

162
Metrologia Básica
l) O método de medição direto é aquele em que:
a. As constantes físicas fundamentais tais como a velocidade da luz no vácuo. ou a carga elétrica,
devem ser determinadas com grande exatidão e baseadas nas definições das grandezas
fundamentais.
b. mede-se a diferença entre um valor conhecido e o mensurando obtendo-se seu valor por cálculo.
c. em que o valor da medição desejada é conseguido somente depois de alguns cálculos
Intermediários.
d. o mensurando é obtido diretamente. sem a necessidade de cálculos posteriores em comparação
com outra grandeza de mesma unidade.
Resposta letra
m) As siglas abaixo são de laboratórios nacionais:
a. NIST, PTB, NPL
b. NIST, ISO, NPL
c. ABNT, PT, NPL
d. NIST, PTB, IEC
Resposta letra
n) Quem executa as políticas nacionais de metrologia e da qualidade?
a. ABNT
b. ISO
c. INMETRO
d. IPT
Resposta letra

163
Metrologia Básica
o) Podemos dizer que a tendência de um equipamento é a:
a. diferença entre a média observada das medições e o valor de referência;
b. variação total nas medições obtidas com o sistema de medição medindo uma única característica
na mesma peça ou padrão ao longo de um extenso período de tempo;
c. diferença nos valores ao longo da faixa de operação esperada do dispositivo de medição;
d. a variação nas medidas obtidas com um dispositivo de medição quando usado várias vezes por
um operador medindo a mesma característica na mesma peça, utilizando o mesmo método e nas
mesmas condições de utilização.
Resposta letra
p) Se desejo garantir que os resultados de medição são confiáveis em qualquer ponto da escala do
equipamento, qual a propriedade estatística que devo avaliar no equipamento de medição?
a. repetitividade
b. tendência
c. reprodutibilidade
d. linearidade
Resposta letra
q) Que estudo estatístico devo realizar se desejo verificar a influência humana no resultado da
medição?
a. Repetitividade
b. Reprodutibilidade
c. Tendência
d. Estabilidade
Resposta letra

164
Metrologia Básica
r) Qual a norma atual para cálculo de incerteza de medição
a. ISO 17025
b. ISO 9001
c. ISO GUM
d. ISO 10012
Resposta letra
s) A incerteza que trata somente de aspectos estatísticos é chamada de:
a. Incerteza tipo A
b. Incerteza tipo B
c. Incerteza segura
d. Incerteza combinada
Resposta letra
t) O desvio padrão experimental da média é usado no cálculo de qual incerteza de medição?
a. Incerteza combinada
b. Incerteza expandida
c. Incerteza tipo A
d. Incerteza tipo B
Resposta letra
u) Os registros impressos por computador ou calculadoras, gráficos e outros devem:
a. ser datados e anexados aos registros das medições
b. ser datados, rubricados e anexados aos registros das medições
c. ser datados e rubricados
d. rubricados e anexados aos registros das medições
Resposta letra

165
Metrologia Básica
v) O que é desvio?
Resposta:
w) O que é metrologia?
Resposta:
x) O que é incerteza?
Resposta:
y) O que é método de medição comparativo?
Resposta:
z) Quem é a organização responsável pela administração das unidades legais do mundo e dos
padrões para o sistema SI?
Resposta:
aa) Citar pelo menos três atividades do INMETRO.
Respostas:
bb) Citar pelo menos três organizações que compõem o Sinmetro.
Respostas:
cc) De acordo com o item 7.6 da ISO 9001, a organização deve determinar as medições e
monitoramentos a serem realizados e os dispositivos de monitoramento necessários para
evidenciar a conformidade do produto com quais requisitos?
Resposta:
166
Metrologia Básica
dd) Citar, pelo menos, duas causas de variações em processos de fabricação:
Respostas:
ee) Citar, pelo menos, três, fontes de incerteza.
Respostas:
ff) Que propriedades estatísticas devem ser avaliadas num sistema de medição?
Resposta:
gg) Se a resolução de uma balança digital é 10 mg, a incerteza padrão, u(xb), devido à sua resolução
é (arredondar para duas casas decimais).
Resposta:
hh) Se o erro de linearidade de uma balança é 12 g, a incerteza padrão u(xc), devido ao erro de
linearidade é:
Resposta:

167
Metrologia Básica
ii) Marque verdadeiro (V) ou falso (F). Existem algumas propriedades estatísticas que todos os
sistemas devem ter:
( ) O sistema de medição deve estar sob controle estatístico, o que significa que a variação no
sistema é devida somente a causas comuns e não a causas especiais.
( ) O variabilidade do sistema de medição deve ser maior se comparada com a variabilidade do
processo de fabricação.
( ) A variabilidade do sistema de medição deve ser pequena quando comparada com os limites
de especificação.
( ) Os incrementos de medida devem ser maior em relação ao que for menor, entre a
variabilidade do processo ou os limites de especificação.
jj) Marque verdadeiro (V) ou falso (F). A relação 4:1 (incerteza do padrão 4 vezes menor do que a
do equipamento a ser calibrado) deve ser adotada pelas Organizações porque:
( ) ela consta na norma ISO 10012
( ) ela reflete uma área de incerteza de 25 % e uma área de aceitação de 75 %.
kk) Marque verdadeiro (V) ou falso (F). A eficácia do Sistema de Gestão de Medição requer
planejamento, o qual permitirá que se distinga o que é necessário ser feito daquilo que é
desnecessário, com mínimo risco de que se tenham perdas pelas escolhas incorretas. Os
aspectos abaixo devem fazer parte de um Sistema de Gestão de Medição.
( ) tolerâncias dos processos
( ) tolerâncias dos equipamentos
( ) exatidão dos equipamentos
( ) faixas de medição
( ) freqüência de calibração
ll) Por que os termômetros de líquido em vidro devem ser armazenados na posição vertical ou com
uma inclinação mínima de 45º?
Resposta:
168
Metrologia Básica
mm) O que se deve fazer quando um equipamento de medição sofre uma queda?
Resposta:
nn) Que fatores devem ser levados em conta ao estabelecer a freqüência inicial de calibração dos
equipamentos:
Respostas:
oo) Defina qual será a freqüência de calibração do equipamento cuja freqüência de calibração seja
semanal, com intervalo padrão de 28 semanas. Após sua última calibração, constatou que sua
situação atual é A e seus dois últimos laudos são "AA". Consulte a apostila.
Resposta:
pp) Defina qual será a freqüência de calibração do equipamento cuja freqüência de calibração seja
semanal, com intervalo padrão de 104 semanas. Após sua última calibração, constatou que sua
situação atual é F e seus dois últimos laudos são "AC". Consulte a apostila.
Resposta:
qq) Em caso de calibração inédita, citar ao menos cinco aspectos que devem ser executados.
Respostas:
rr) Quantos ciclos de medição devem ser executados?
Resposta:
ss) Em caso de constatação de erro ao anotar o resultado da medição, o que se deve fazer?
Reposta:

169
Metrologia Básica
tt) Ao aplicar os critérios de avaliação da adequação ao uso, o equipamento foi considerado como
não-conforme. Que providências devem ser tomadas (citar ao menos quatro)?
Respostas:
uu) Citar ao menos três fontes que devem ser usadas para identificação de não-conformidades.
Respostas:
vv) Falha de um processo de medição devida, por exemplo, à deterioração de um padrão de
verificação ou mudanças na competência do operador podem ser reveladas pelos indicadores
pós-processo. Citar ao menos três desses indicadores.
Respostas:
ww) Equipamento Não-Conforme é aquele que não atende a algum requisito especificado. Cite
ao menos quatro destes requisitos.
Respostas:
xx) Citar ao menos 5 itens que devem ser levados em consideração quando da realização da reunião
de análise crítica de um Sistema de Gestão de Medição.
Respostas:
yy) Os procedimentos devem ser elaborados com a participação ativa do pessoal envolvido e
responsável pelas calibrações, usando uma linguagem simples, clara e acessível. Citar ao menos
quatro itens que devem constar nos procedimentos.
Respostas:

170
Metrologia Básica
66. RESPOSTA DOS EXERCÍCIOS DE COMPROVAÇÃO METROLÓGICA a) Resposta: letra C
b) Resposta letra B
c) Resposta: letra D
d) Resposta: Conjunto de operações que
estabelece, sob condições especificadas, a
relação entre os valores indicados por um
equipamento de medição ou sistema de
medição ou valores representados por
uma medida materializada ou um material
de referência, e os valores
correspondentes das grandezas
estabelecidos por padrões.
e) Resposta letra A
f) Resposta letra C
g) Resposta letra B
h) Resposta letra A
i) Resposta letra D
j) Resposta letra B
k) Resposta letra C
l) Resposta letra D
m) Resposta letra A
n) Resposta letra C
o) Resposta letra A
p) Resposta letra D
q) Resposta letra B
r) Resposta letra C
s) Resposta letra A
t) Resposta letra C
u) Resposta letra B
v) Resposta: valor menos seu valor de
referência.
w) Resposta: Ciência da medição.
x) Resposta: Parâmetro, associado ao
resultado de medição, que caracteriza a
dispersão dos valores que podem ser
razoavelmente atribuídos a um
mensurando.
y) Resposta: É quando uma grandeza física
é medida diretamente em comparação
com referências do mesmo tipo.
z) Resposta: O Bureau International des
Poids et Mesures (BIPM).

171
Metrologia Básica
aa) Respostas:
- Executar as políticas nacionais de metrologia e da qualidade;
- Verificar a observância das normas técnicas e legais, no que se refere às unidades de medida,
métodos de medição, medidas materializadas, equipamentos de medição e produtos pré-
medidos;
- Manter e conservar os padrões das unidades de medida, assim como implantar e manter a cadeia
de rastreabilidade dos padrões das unidades de medida no País, de forma a torná-las harmônicas
internamente e compatíveis no plano internacional, visando, em nível primário, à sua aceitação
universal e, em nível secundário, à sua utilização como suporte ao setor produtivo, com vistas à
qualidade de bens e serviços;
- Fortalecer a participação do País nas atividades internacionais relacionadas com metrologia e
qualidade, além de promover o intercâmbio com entidades e organismos estrangeiros e
internacionais;
- Prestar suporte técnico e administrativo ao Conselho Nacional de Metrologia, Normalização e
Qualidade Industrial - Conmetro, bem assim aos seus comitês de assessoramento, atuando como
sua Secretaria-Executiva;
- Fomentar a utilização da técnica de gestão da qualidade nas Organizações brasileiras;
- Planejar e executar as atividades de acreditação (credenciamento) de laboratórios de calibração
e de ensaios, de provedores de ensaios de proficiência, de organismos de certificação, de
inspeção, de treinamento e de outros, necessários ao desenvolvimento da infra-estrutura de
serviços tecnológicos no País; e
- Coordenar, no âmbito do Sinmetro, a certificação compulsória e voluntária de produtos, de
processos, de serviços e a certificação voluntária de pessoal.
bb) Respostas:
- Conmetro e seus Comitês Técnicos
- Inmetro
- Organismos de Certificação Credenciados (Acreditados), (Sistemas da Qualidade, Sistemas de
Gestão Ambiental, Produtos e Pessoal) – OCC
- Organismos de Inspeção Credenciados (Acreditados) – OIC
- Organismos de Treinamento Credenciados (Acreditados) – OTC
- Organismo Provedor de Ensaio de Proficiência Credenciado (Acreditado) - OPP

172
Metrologia Básica
- Laboratórios Credenciados (Acreditados) – Calibrações e Ensaios – RBC/ RBLE
- Associação Brasileira de Normas Técnicas – ABNT
- Institutos Estaduais de Pesos e Medidas – IPEM
- Redes Metrológicas Estaduais
cc) Resposta: Com os requisitos especificados pelo cliente, com os requisitos não declarados pelo
cliente, mas necessários, com os requisitos estatutários e com os requisitos adicionais
determinados pela organização.
dd) Respostas:
a. erros geométricos das máquinas;
b. falta de rigidez mecânica;
c. variações da temperatura ambiente;
d. desajuste da máquina durante a fabricação;
e. falhas do operador
ee) Respostas:
a. definição incompleta do mensurando;
b. realização imperfeita da definição do mensurando;
c. amostragem não-representativa – a amostra medida pode não representar o mensurando
definido;
d. conhecimento inadequado dos efeitos das condições ambientais sobre a medição ou medição
imperfeita das condições ambientais;
e. erro de tendência pessoal na leitura de equipamentos analógicos;
f. resolução finita do equipamento ou limiar de mobilidade;
g. valores inexatos dos padrões de medição e materiais de referência;
h. valores inexatos de constantes e de outros parâmetros obtidos de fontes externas e usados no
algoritmo de redução de dados;
i. aproximações e suposições incorporadas ao método e procedimento de medição;
j. variações nas observações repetidas do mensurando sob condições aparentemente idênticas.
ff) Resposta: estabilidade, tendência, linearidade, repetitividade e reprodutibilidade
gg) Resposta: 2,89 mg
hh) Resposta: 6,93 g
ii) Respostas: V, F, V e F

173
Metrologia Básica
jj) Respostas: F e V
kk) Respostas: V, V, V, V e V.
ll) Resposta: Para prevenir a separação da coluna de líquido.
mm) Resposta: O equipamento deve ser recalibrado.
nn) Respostas: Os seguintes fatores devem ser levados em conta:
a) Recomendação do fabricante do equipamento;
b) Extensão e severidade de uso;
c) Influência do ambiente;
d) Exatidão pretendida na medição (função da necessidade operacional da planta / malha de
controle, outros).
oo) Resposta: A freqüência deve ser reduzida ao máximo possível: 4 semanas
pp) Resposta: A freqüência deve ser reduzida para 84 semanas.
qq) Respostas: Devem ser realizados os seguintes passos:
a) Desenvolvimento da metodologia;
b) Avaliação preliminar, visando identificar probabilidade de levar o projeto até ao fim, tendo em
vista custos e a previsão de prazos;
c) Levantamento de custos para medição interna e externa;
d) Decisão sobre a continuidade ou não do projeto;
e) Em caso de suspensão do projeto, avisar ao solicitante o não interesse em executar a medição
internamente;
f) Verificação da necessidade e possibilidade de fazer a medição externamente;
g) Em caso de dar continuidade ao projeto, estabelecimento de um cronograma para as atividades;
h) Desenvolvimento do procedimento e executá-lo;
i) Asseguramento da confiabilidade dos resultados quando forem utilizados computadores para a
obtenção, processamento, manipulação, registro, relatório, armazenamento e recuperação de
dados;
j) Manutenção da repetitividade e incerteza da medição dentro dos limites estabelecidos pelo
método.
k) Execução dos cálculos de incertezas;

174
Metrologia Básica
l) Treinamento do executante;
m) Acompanhamento da primeira execução;
n) Informações ao solicitante.
rr) Resposta: Três.
ss) Resposta: Quando ocorrerem erros nos registros das observações ou nos cálculos, cada erro
deve ser riscado à tinta, não devendo ser apagado, tornado ilegível ou removido. O valor correto
deve ser registrado ao lado do valor riscado de forma legível e que não permita dúbia
interpretação.
tt) Respostas: Devem ser tomadas as seguintes providências:
a) Identificar e segregar o equipamento como não-conforme, de acordo com procedimento,
informando inclusive a sua não-conformidade;
b) Avaliar a magnitude do erro contra os resultados anteriores, e se necessário retroagir e avaliar os
resultados de calibrações feitas com este equipamento no período compreendido entre a última
calibração e a atual;
c) Registrar as não-conformidades conforme procedimento;
d) Avaliação de custo x benefício sobre a manutenção do equipamento para fazê-lo atender aos
requisitos iniciais;
e) Decisão sobre o que será feito com o equipamento: manutenção, reclassificação ou descarte,
uma vez que nenhum equipamento “não-conforme” pode ser usado;
f) Atualização do dossiê (histórico) do equipamento, constando inclusive à decisão tomada;
g) Verificar os critérios de ajuste da freqüência de calibração em função dos resultados e alterar o
intervalo se necessário, conforme procedimento;
h) Fazer análise sistêmica para determinar as ações preventivas visando evitar que se repita o
ocorrido, quando possível;
i) Divulgar as ações implementadas junto aos interessados.

175
Metrologia Básica
uu) Respostas:
a) Acompanhamento sistêmico das atividades pelo responsável;
b) Inspeção realizada sobre os certificados/ registros de calibrações emitidos;
c) Reclamações de clientes (internos/ externos);
d) Verificações internas (do sistema da qualidade, do status das calibrações, dos limites de
aceitação dos equipamentos etc);
e) Auditorias internas;
f) Auditorias externas.
vv) Respostas:
- análise de gráficos de controle;
- análise de gráficos de tendência;
- inspeções subseqüentes;
- comparações interlaboratoriais;
- auditorias internas;
- retroalimentação de cliente.
ww) Respostas:
- Estrago físico aparente;
- Intervalo de confirmação excedido;
- Utilização/ manuseio indevido;
- Aplicação de sobrecarga além do especificado;
- Mau funcionamento;
- Funcionamento duvidoso;
- Resultados da calibração não validados ou considerados não adequados ao uso;
- Resultados das medições colocados em dúvida por reclamações de clientes;
- Certificados de calibração inadequados.
xx) Respostas:
- Relatórios gerenciais;
- Relatórios de auditorias internas realizadas após a última análise de crítica;
- Resultados de avaliações, realizadas pelos clientes ou outros organismo externos;
- Ações Corretivas e Preventivas;
- Resultados de comparações interlaboratoriais e/ ou ensaios de proficiência;

176
Metrologia Básica
- Resultados de verificações internas;
- Cumprimento do Plano de Calibração Externa de Padrões;
- Treinamento e atualização de pessoal;
- Necessidade de mudanças no manual de qualidade;
- Sugestões e reclamações de clientes;
- Mudanças no volume e tipo de calibrações realizados;
- Planos futuros e previsão para novos trabalhos, pessoal, equipamentos etc;
- Eficácia global do Sistema de Gestão da Medição para alcançar os objetivos estabelecidos para
a qualidade;
- Considerações para atualização do Sistema de Gestão da Medição, em decorrência de mudanças
causadas por novas tecnologias, novos conceitos de gestão da qualidade, estratégia de mercado,
condições sociais ou ambientais etc.
yy) Respostas:
a) Identificação adequada;
b) objetivo do procedimento;
c) normas de referência e recomendações do fabricante;
d) lista dos equipamentos padrões requeridos (modelo, exatidão);
e) parâmetros ou grandezas e faixas a serem calibradas;
f) Descrição com detalhes das conexões e dos pontos de medição;
g) descrição do princípio de medição ou teoria do método empregado;
h) estabelecimento das condições ambientais do local onde será feita à calibração: temperatura,
pressão, umidade, posição, vibração, blindagem a ruídos elétricos e acústicos;
i) Descrição de quaisquer medidas de segurança a serem observadas;
j) instruções, passo a passo, da calibração, envolvendo preparação, ajustes, leituras, comparações,
correções, cálculos de incerteza e de probabilidade de abrangência.
k) formulários para a coleta e anotação dos dados, relatórios, tabelas e certificados.

177
Metrologia Básica
67. BIBLIOGRAFIA 1) Análise dos Sistemas de Medição – MSA: 1995
2) ABNT NBR ISO 10012:2004 – Sistemas de gestão de medição – Requisitos para os processos
de medição e equipamento de medição
3) ABNT NBR ISO 9001:2000 – Sistemas de gestão da qualidade – Requisitos
4) ABNT NBR ISO 14001:1996 –
5) ABNT NBR ISO 16949:
6) ABNT NBR ISO 19011:2002 – Diretrizes para auditorias de sistema de gestão da qualidade e/
ou ambiental
7) ABNT NBR ISO 17025:2001 – Requisitos gerais para competência de laboratórios de ensaio e
calibração
8) M.S.A - Análise do Sistema de Medição – 3ª edição – Sergio Canossa –Sercan Treinamento e
Consultoria
9) Guia para a Expressão da Incerteza de Medição – INMETRO (agosto/ 98)
10) A Metrologia e os sistemas da qualidade – COPEL/ LAC – Wilson R. E. Maftoum – 1997
11) Avaliação da Qualidade de Medidas – Maria C. C. Werkema – Fundação Christiano Ottoni.
12) http://www.inmetro.gov.br/inmetro
68. ANEXOS: a) Anexo A – Planilha cálculo de incerteza da calibração de uma massa padrão de 2g
b) Anexo B – Modelo de macrofluxo de processo
c) Anexo C – Modelo de fluxograma de processo (macro)
d) Anexo D – Modelo de fluxograma do processo (detalhado)
e) Anexo E – Exemplos de etiquetas de controle metrológico
f) Anexo F – Exemplo de cronograma de calibração
g) Anexo G – Exemplos de certificados de calibração

178
Met
rolo
gia
Bás
ica
A
nexo
A –
Pla
nilh
a C
álcu
lo d
e In
cert
eza
da C
alib
raçã
o de
um
a M
assa
pad
rão
de 2
g
CER
TIFI
CA
DO
: 212
28
EQ
UIP
AM
ENTO
: mas
sa -
2 g
DA
TA: 2
8/01
/200
3 M
OD
ELO
: M-2
g
FA
BR
ICA
NTE
: Mur
akam
i
Gra
ndez
a Fo
nte
de in
cert
eza
Valo
r ( k
g )
Dis
trib
uiçã
oD
ivis
or
Ci
Con
trib
uiçã
o pa
ra In
cert
eza
( kg
)u(
xa)
Var
iânc
ia d
as L
eitu
ras
7,26
4831
60E
-09
Nor
mal
1
17,
2648
3160
0E-0
9 u(
xb)
Res
oluç
ão d
a B
alan
ça
1,00
0000
00E
-08
Ret
angu
lar
1
2,88
6751
346E
-09
u(xc
) Li
near
idad
e 3,
0000
0000
E-0
8R
etan
gula
r
11,
7320
5080
8E-0
8 u(
xd)
Drif
t 0
Ret
angu
lar
1
0,00
0000
000E
+00
u(xe
) E
mpu
xo d
o A
r 2,
00E
-09
Ret
angu
lar
1
1,15
4700
538E
-09
u(xf
) H
eran
ça d
o C
ertif
icad
o 1,
20E-
07
Nor
mal
2
16,
0000
0000
0E-0
8
px
Ince
rteza
Pad
rão
de M
ediç
ão
6,
29E
-08
U
Ince
rteza
Exp
andi
da (k
g)
k=
2
1,25
8959
0E-0
7
C
i - C
oefic
ient
e de
sen
sibi
lidad
e
12 3 3 3

179
Met
rolo
gia
Bás
ica
A
NE
XO
B -
MO
DE
LO
DE
MA
CR
OFL
UX
O D
E P
RO
CE
SSO

180
Met
rolo
gia
Bás
ica
A
NE
XO
C –
MO
DE
LO
DE
FL
UX
OG
RA
MA
DE
PR
OC
ESS
O (M
AC
RO
)

181
Met
rolo
gia
Bás
ica
A
NE
XO
D –
MO
DE
LO
DE
FL
UX
OG
RA
MA
DO
PR
OC
ESS
O (D
ET
AL
HA
DO
)

182
Metrologia Básica
ANEXO E – EXEMPLO DE ETIQUETAS DE CONTROLE METROLÓGICO
Figura 1 - Formato da Etiqueta de Identificação Única
Figura 2 - Etiqueta de Controle da Rede Brasileira de Calibração
Figura 3 - Formato da Etiqueta de Controle usada em Comprovação Metrológica,
Sem Restrição de Uso e Com Restrição de Uso

183
Metrologia Básica
Figura 6 – Formato da etiqueta Para instrumentos de testes, analíticos e de Controle de
Processo Fora de Uso.
Figura 4 - Formato da Etiqueta de Controle Usada em Instrumentos Que Não Requer
Comprovação Metrológica
Figura 5 - Formato da etiqueta para Instrumento/equipamentos Fora de Uso
(provisoriamente).

184
Metrologia Básica
Figura 7 – Etiqueta de Reparo
Figura 8 - Etiqueta de Identificação de Material Aprovado

185
Metrologia Básica
Figura 9 - Etiqueta de Identificação de Material Aprovado com Restrições.
Figura 10- Etiqueta de Identificação de Material Reprovado.

186
Met
rolo
gia
Bás
ica
A
NE
XO
F –
EX
EM
PLO
DE
CR
ON
OG
RA
MA
DE
CA
LIB
RA
ÇÃ
O

187
Met
rolo
gia
Bás
ica
A
NE
XO
G –
EX
EM
PLO
DE
CE
RT
IFIC
AD
OS
DE
CA
LIB
RA
ÇÃ
O

188
Met
rolo
gia
Bás
ica

189
Met
rolo
gia
Bás
ica

190
Met
rolo
gia
Bás
ica