metrode products limited 2010 - pt.pdf · selecionador de consumíveis para juntas dissimilares. 25...
TRANSCRIPT

Metrode Products Limited
Sumário de Produtos
Edição Web
Agosto 2010
Metrode Products Limited
Hanworth Lane
Chertsey
Surrey
KT16 9LL
UK
IndíceAssunto PágsConteúdo
Secção A Aços de Baixa Liga Ligas de Crómio-Molibdénio 4/5 Ligas de Alta Dureza com adições de Níquel 5Ligas de Molibdénio-Manganês 5Aços PatináveisAços Ferroviários
Secção B Aços Inoxidáveis Martensíticos 6 Austeníticos 7Ferríticos para Reservatórios e Aplicações Criogénicas 7 Nuclear 7309L/309Mo para soldaduras de aços dissimilares 8 Austénitico-Ferríticos para a indústria de Offshore 9 Super-Austeníticos e de base níquel para a indústria petrolífera 9
9
Secção C Consumíveis para elevadas temperaturas de serviçoInoxidáveis para aplicações de Alta Temperatura em Refinarias 10
11 11
Secção D Consumíveis de Base Níquel - Gama Completa 12/13
Secção E Gama de Reparação e ManutençãoFerros Fundidos 14Dissimilares e Mixtos 15 Cobre e e Ligas de Cobre 16 Revestimentos e Endurecimentos 17 Aços Macios de especialidade 17
Secção F Fluxos para Soldadura por Arco Submerso 18
Informação AdicionalGlossário de Famílias de Produtos 19 Posições de Soldadura 20 Diagramas de Schaeffler & TRC 21 Acondicionamento e embalagem de Produto 22 Dimensões das bobinas 23Qualidade Metrode 24Selecionador de Consumíveis para juntas dissimilares 25 Conversões de Unidades de Medida 26, 27
Metrode Products Limited 1 de 28Sumário de Consumíveis para Soldadura 2010
Nuclear
Inoxidáveis para aplicações de Alta Temperatura em Petroquímicas Inoxidáveis para aplicações de Alta Temperatura 309 e 310

Metrode Products Limited
Missão A Metrode visa ser um produtor e fornecedor de ligas para soldadura com projecção a nível global.
A Empresa A Metrode foi fundada em 1963 e nos anos subsequentes cresceu e tornou-se no líder Inglês de produção e fornecimento de consumíveis em ligas de ferro para soldadura. É particularmente forte nestas indústrias que requerem a mais alta integridade nos seus consumíveis para soldadura, tais como a indústria de geração de energia, indústrias química e petroquímica, off-shore, gás e nuclear. Na passada década, o Mercado de Exportação teve um grande desenvolvimento, e a Metrode tem pontos de venda em França, na China e regiões do Pacífico, tais como Singapura. Tem também uma rede de distribuidores e agentes extensa, cobrindo toda a Inglaterra. O desenvolvimento mais recente da Metrode foi juntar-se ao grupo Lincoln Electric Company em Novembro de 2006, dentro do grupo Europeu. Os Nossos Produtos A Metrode oferece uma vasta gama de consumíveis ligados para soldadura, disponíveis de um só local. Os produtos variam desde os recomendados para aços de baixa liga, até numerosos tipos de aços inoxidáveis e ligas de níquel. Todos os principais processos de soldadura estão contemplados na sua gama que cobre SER (Soldadura por Eléctrodo Revestido), MIG-MAG (Soldadura por fios sólidos com protecção gasosa), FCAW (Soldadura com Fios Fluxados), TIG (Soldadura com varetas e protecção gasosa), SAS (Soldadura por Arco Submerso) incluindo paridades de fios e fluxos. Disponibilidade de produto e Serviços Especiais A Metrode está preparada para entregas rápidas aos seus Clientes, através de um sistema flexível de gestão de stocks, desenvolvimento e fabricação dos seus produtos.
Gama de Produtos Standard Todos os produtos listados neste documento estão disponíveis a partir do nosso stock, ou têm tempos de entrega curtos quando encomendados nos diâmetros mais utilizados (standard).
Gama de produtos Especial A gama de produtos especial cobre produtos menos utilizados ou menos comuns. Estes produtos estão sujeitos a uma quantidade/valor mínimo(s) de encomenda e tempos de entrega mais alargados. Mais informação sobre esta gama está disponível através do departamento de serviço a clientes.
Serviços Especiais O know-how único da Metrode vai ao encontro das necessidades dos clientes e um número de soluções à medida podem ser desenvolvidas para satisfazer as necessidades técnicas ou proprietárias de determinados projectos.
Desenvolvimento de Produto A Metrode mantem uma relação próxima com o mercado para o desenvolvimento de novas ligas e o suporte de requisitos técnicos através de um relacionamento estreito com: (IIW) the International Institute of Welding (IIW), a European Welding Association (EWA), o Welding Institute (TWI), a American Welding Society (AWS) e um número de universidades e institutos de investigação em Inglaterra e pelo mundo fora. A empresa tem a sua equipa de Investigação de Desenvolvimento com recursos necessários tendo em vista o desenvolvimento de novos produtos, e a melhoría continua dos existentes para responder às necessidades da Indústria de Fabricação.
Metrode Products Limited 2 de 28Sumário de Consumíveis para Soldadura 2010

Suporte Técnico Uma equipa de suporte técnico está disponível para ajudar com qualquer aspecto necessário na selecção de consumíveis, aplicações ou procedimentos. A nossa equipa no terreno pode dar aconselhamento técnico em procedimentos e outros aspectos necessários para conseguir melhorias de performance. Temos instalações disponíveis na Metrode para efectuar demonstrações, formação e testes de todos os processos de soldadura que utilizem os nossos consumíveis. Garantia da Qualidade A reputação histórica da Metrode no que respeita à Qualidade é sustentada por uma implementação activa e constante de um sistema de qualidade reconhecido por organismos internacionais. As aprovações e Inspecção do sistema de Gestão da Qualidade da Metrode no que respeita ao desenvolvimento e fabricação de produtos é certificado pelos seguintes organismos internacionais: Lloyds Register QA to BS EN ISO 9001 certificado 840131. TÜV para KTA 1408 especificação nuclear
Especificações e CertificaçãoOs consumíveis Metrode são fabricados em conformidade com as Especificações correntes das normas BS, BS EN, AWS-ASME, DIN aonde aplicável. Quando existem incompatibilidades ou variações nestas Especificações, estas estão indicadas nas fichas técnicas de produto. Quando um produto não está conforme a uma norma ou especificação, isto é indicado com a norma entre parênteses, para referência do cliente. Cada lote é certificado com uma análise química de acordo com a BS EN 10204: 3.1, ou excepcionalmente de acordo com a BS EN 10204 2.2 nalguns consumíveis para manutenção/reparação. São possíveis certificações de produto com requisitos especiais por acordo prévio com o cliente. Higiene e Segurança A Soldadura produz fumos e gases que podem ser perigosos para a sua saúde. A radiação do arco eléctrico produz efeitos nocivos para os seus olhos e pele. O choque eléctrico pode matar. É importante tomar precauções quando for soldar, e seguir com atenção as práticas de segurança do seu local de trabalho. Estas devem ser baseadas na documentação disponível pelo Welding Manufacturers Association acompanhado do livro de Práticas de Segurança da Metrode que pode ser obtido através da nossa rede de distribuição. Alguns detalhes legais podem variar fora de Inglaterra.
Sobre este Documento Como o nome sugere, este documento é um resumo da nossa gama de produtos e a quantidade de informação que pode ser incluída sobre cada produto é limitada. Recomendamos que visite o Web site da Metrode para visualizar informação mais detalhada sobre a nossa gama. Números individuais de cada ficha técnica de produto estão disponibilizados no resumo para facilitar a busca no caso de precisar de informação mais detalhada. Alternativamente pode contactar a Metrode directamente, os detalhes estão no final deste documento.
Metrode Products Limited 3 de 28Sumário de Consumíveis para Soldadura 2010
Consumíveis para Soldadura Metrode - para aplicações com os requisitos mais exigentes nos mais variados sectores da Indústria.

Secção A - Aços de Baixa Liga
Esta secção inclui eléctrodos para utilização em aplicações de engenharia genéricas e estruturais, com aços de C-Mn de média tensão e grão fino, aços semi-criogénicos (aproximadamente a -75°C) a aços com CrMo resistentes a altas temperaturas e resistentes à fluência. Inclui eléctrodos que atingem o patamar dos aços inoxidáveis com 12%Cr. Esta secção inclui igualmente fluxos para eléctrodos básicos de baixo hidrogénio para todas as posições de soldadura, que utilizam agregadores com baixa absorção de humidade. Inclui igualmente, todos os fios fluxados de baixo hidrogénio e para soldadura posicional.
Ficha Técnica Liga/Processo Produto Especificações
AWS BS EN / BS EN ISO
Ligas Cr-Mo resistentes à corrosão para aplicações de geração de energia
A-10 ½MoMMA Mo.B E7018-A1 E Mo B
TIG/MIG CMo ER70S-A1 MoSi -- ½½Cr1Mo MMA 11CM E8016-B5 --
A-12 1¼½½Mo
MMA Chromet 1 E8018-B2 E CrMo1 B
Chromet 1L E7015-B2L E CrMo1L BChromet 1X E8018-B2 E CrMo1 B
TIG/MIG 1CrMo -- CrMo1Si
ER80S-B2 ER80S-B2 --SAW SA 1CrMo EB2 CrMo1FCW Cormet 1 E81T1-B2 T55T1-1C/M-1CM
A-13 2¼Cr1Mo
MMA Chromet 2 E9018-B3 E CrMo2 B
Chromet 2L E8015-B3L E CrMo2L BChromet 2X E9018-B3 E CrMo2 B
TIG/MIG 2CrMo -- CrMo2Si
ER90S-B3 ER90S-B3 -- SAW SA 2CrMo EB3 CrMo2
FCW Cormet 2 E91T1-B3 T62T1-1C/M-2CM
Cormet 2L E91T1-B3L T62T1-1C/M-2CML
A-14 CrMoV MMA
Chromet 1V -- ECrMoV1 B 13CMV -- (ECrMoV1 B)
FCW Cormet 1V -- --
Estação Drax Power UK- A sua capacidade de geração de 3,960 megawatts, a mais alta na Europa Ocidental, responde a cerca de 7% das necessidades de energia do Reino Unido. É a mais limpa e uma das mais eficientes estações de geração de energia no Reino Unido. Recentemente, o Cormet 2 foi usado na fabricação/reparação de alguns dos seus componentes.
Foto: Cortesia de Doosan Babcock Energy Limited
4 de 28Sumário de Consumíveis para Soldadura 2010Metrode Products Limited

Ficha Técnica
Processo / Liga Produto EspecificaçõesAWS BS EN / BS EN ISO
Ligas Cr-Mo resistentes à corrosão para aplicações de geração de energia – (cont.)
A-15 5CrMo MMA Chromet 5 E8015-B6 E CrMo5 B
TIG/MIG 5CrMo ER80S-B6 CrMo5Si FCW Cormet 5 E81T1-B6 T55T1-1C/M-5CM
A-16 9CrMo MMA Chromet 9 E8015-B8 E CrMo9 B
TIG/MIG 9CrMo ER80S-B8 CrMo9SiFCW Cormet 9 E81T1-B8 T55T1-1C/M-9C1M
A-17 P91
MMA
Chromet 9MV-N E9015-B9 E CrMo91 B Chromet 9MVN+ E9015-B9 E CrMo91 B
Chromet 9-B9 E9016-B9 E CrMo91 BChromet 91VNB E9015-B9 E CrMo91 B
TIG 9CrMoV-N ER90S-B9 W CrMo91 MCW Cormet M91 E90C-B9 T69T15-0M-9C1MV SAW 9CrMoV-N EB9 (S CrMo91)FCW Supercore F91 E91T1-B9 T69T1-1C/M-9C1MV
A-18 E911 MMA Chromet 10MW -- --FCW Cormet 10MW -- --
A-19 12CrMoV MMA Chromet 12MV -- E CrMoWV 12 1 BTIG 12CrMoV -- W CrMoWV12 1
A-20 P92 MMA Chromet 92 -- --
TIG/SAW 9CrWV -- -- FCW Supercore F92 -- --
A-21 T23 MMA Chromet 23L -- --TIG 2CrWV -- --
A-22 T24 TIG/SA W 24CrMoV -- --
A-23 WB36 MMA 1NiMo.B E9018-G -- TIG MnMo ER80S-D2 --SAW SA1NiMo EF3 S3Ni1Mo
A-25 W B2 / 921 MMA Chromet WB2 -- --
Ligas com 1-3%Ni de Alta Resistência 1-3%Ni para aplicações de –40°C a –75°C
A-40 1Ni MMA Tufmet 1Ni.B E8018-C3 E 46 6 1Ni B 42
TIG/MIG 1Ni ER80S-Ni1 (3Ni1)FCW Metcore DWA 55E E71T-5 T 42 4 PM1 H5
A-41 2Ni MMA Tufmet 2Ni.B E8018-C1 E 46 6 2Ni B 42
TIG/MIG 2Ni ER80S-Ni2 (2Ni2)A-42 3Ni MMA Tufmet 3Ni.B E8018-C2 E 46 6 3Ni B 42
Consumíveis de Baixa Liga para aplicações com requisitos de resistências à tracção entre 620MPa e 825MPa
A-50 MnMo MMA
E9018-D1 E9018-D1 BS: MnMo.BH E10018-D2 E10018-D2 E 624 Mn1NiMo B
TIG/MIG MnMo ER80S-D2 4Mo
A-60 NiMo MMA
Tufmet 1NiMo E9016-G --E11018-M E11018-M --
Tufmet 3NiMo E12016-G --TIG/MIG ER110S-G ER110S-G Mn3Ni1CrMo
A-61 NiMo MMA 1NiMo.B E9018-G --
Consumíveis para ligas de cobre contendo Aços Patináveis (Corten)
A-70 Corten MMA 1NiCu.B E8018-W2 E 55 18-NCC1 A
TIG/MIG/SAW ER80S-W ER80S-G (Mn3Ni1Cu)
Consumíveis para ligação de carris ferroviáriosA-80 Rail MMA Railrod -- --
Metrode Products Limited 5 de 28Sumário de Consumíveis para Soldadura 2010

Secção B - Aços Inoxidáveis
Consumíveis Aço Inoxídavel MartensíticosEsta secção inclui os consumíveis que têm composições e propriedades para uso em aços inoxidáveis Martensíticos.. Todos são de baixo hidrogénio e a maior parte tem revestimentos de fluxos rutílicos para uso nas posições ao baixo e horizontal/vertical, uma vez que o seu uso é mais recomendado em chapa, forja e recobrimentos do que trabalhos a executar em tubagem. O tratamento térmico pós-soldadura (PWHT) é obrigatório, particularmente para alivio de tensões no cordão e da zona térmicamente afectada (ZTA).
Ficha Técnica Liga/Processo Produto Especificações
AWS BS EN / BS EN ISO
B-10 410 MMA
13.RMP E410-26 E 13 R13.1.BMP (E410-25) DIN: E 13 1 MPB
TIG/MIG 12Cr ER410 13
B-11 410NiMo MMA 13.4.Mo.LR E410NiMo-26 E 13 4 R
TIG/MIG ER410NiMo ER410NiMo 13 4 FCW Supercore 410NiMo E410NiMoT1-1/4 T 13 4 P
B-12 17.4.PH/
FV520
MMA FV520-1 -- --
17.4.Cu.R (E630-16) --
TIG FV520-B -- -- 17-4PH ER630 --
MCW Metcore FV520 -- --
Consumíveis Aço Inoxidável Austeníticos Standard
Os aços inoxidáveis de maior utilização em geral são os austeníticos standard. Combinam a sua facilidade de fabrico com propriedades úteis na sua aplicação em gamas diversificadas de temperaturas. Os aços de baixo carbono e outros que são efectivamente imunes à corrosão na zona térmicamente afectada (ZTA) são produzidos por um processo de lingotamento contínuo, que assenta num modo particular de solidificação, garantindo a sua resistência à fissuração a quente. Os consumíveis nesta secção cobrem as necessidades dos aços inoxidáveis austeníticos, e outros que requerem modificações para propriedades de serviço especiais. A maior parte destes consumíveis tem revestimentos rutílicos ou rutílicos-acídos para facilidade de utilização, embora alguns tipos de eléctrodos com revestimentos básicos têm vindo a ganhar popularidade para trabalhos em tubagens de posição fixa. Vários tipos de eléctrodos foram otimizados para aplicações e requisitos específicos de clientes, tais como, Supermet para soldaduras em posições ao baixo e H/V, Ultramet (Rutííico) para todas as posições, Ultramet P (rutílico) e Ultramet B (básico) para tubagens, Vertamet para alta velocidade em vertical descendente, e Supercore para fios fluxados. Para temperaturas de serviço abaixo dos 400º C, é comum soldar aços de baixo carbono 304L com consumíveis 308L e consumíveis estabilizados com titánio (321), ou 304 não estabilizado com 347-Nb estabilizado. No entanto qualquer destas combinações de ligas de 19%Cr-9%Ni é aconselhada. De igual forma, ligas com 19%Cr-12%Ni-2.5%Mo, tipo 316L podem ser usadas, em vez de 318 (316-Nb estabilizadas) para 316, 316Ti e 316L. Para temperaturas de serviço acima dos 400ºC os tipos “H” são usuais, e estas ligas estão cobertas na secção C deste documento. Para aplicações criogénicas, ver abaixo. O grupo final de consumíveis nesta secção são destinados a aplicações nucleares. Existem primordialmente dois tipos de consumíveis, o primeiro designado com um sufixo N destinados às Especificações do código de construção nuclear RCC-M francês (fichas técnicas B-80 & B-81). O segundo grupo é do tipo Ácido Nítrico (NAG), 308L destinado a aplicações de reprocessamento de combustível (ficha técnica B-88).
Metrode Products Limited 6 de 28Sumário de Consumíveis para Soldadura 2010

Ficha Técnica Liga/Processo Produto Especificações
AWS BS EN / BS EN ISO
B-30 308L
MMA
Supermet 308L E308L-17 E 19 9 L RUltramet 308L E308L-16 E 19 9 L R
Ultramet 308LP E308L-16 E 19 9 L R Ultramet B308L E308L-15 E 19 9 L B
TIG 308S92 ER308L W 19 9 LMIG Supermig 308LSi ER308LSi G 19 9 L SiSAW 308S92 ER308L S 19 9 L
FCW Supercore 308L E308LT0-1/4 T 19 9 L R
Supercore 308LP E308LT1-1/4 T 19 9 L P
B-31 347 MMA
Ultramet 347 E347-16 E 19 9 Nb RUltramet B347 E347-15 E 19 9 Nb B
TIG/MIG/SAW 347S96 ER347 19 9 NbFCW Supercore 347 E347T0-1/4 T 19 9 Nb R
B-32 316L
MMA
Supermet 316L E316L-17 E 19 12 3 L RUltramet 316L E316L-16 E 19 12 3 L R
Ultramet 316LP E316L-16 E 19 12 3 L RUltramet B316L E316L-15 E 19 12 3 L B
TIG 316S92 ER316L W 19 12 3 L MIG Supermig 316LSi ER316LSi G 19 12 3 L SiSAW 316S92 ER316L S 19 12 3 L
FCW Supercore 316L E316LT0-1/4 T 19 12 3 L R
Supercore 316LP E316LT1-1/4 T 19 12 3 L P Superoot 316L R316LT1-5 TS316L-R
B-33 316NF MMA
Ultramet 316NF (E316LMn-16) E 18 15 3 L RUltramet B316NF (E316LMn-15) E 18 15 3 L B
TIG/MIG ER316MnNF ER316LMn 20 16 3 Mn L FCW Supercore 316NF (E316LT0-4) (T 18 16 5 NL R)
B-34 318 MMA Supermet 318 E318-17 E 19 12 3Nb R
TIG/MIG/SAW 318S96 ER318 19 12 3 Nb
B-35 317L MMA Ultramet 317L E317L-16 E 19 13 4NL R
TIG/MIG ER317L ER317L 19 13 4 L FCW Supercore 317LP E317LT1-1/4 T 19 13 4 N L P
B-37 308LCF MMA
Ultramet 308LCF E308L-16 E 19 9 L RUltramet B308LCF E308L-15 E 19 9 L B
TIG/SAW ER308LCF ER308L 19 9 L FCW Supercore 308LCF E308LT1-1/4 T 19 9 L P
B-38
316LCF MMA Ultramet 316LCF E316L-16 --Ultramet B316LCF E316L-15 --
TIG/SA W ER316LCF ER316L -- FCW Supercore 316LCF E316LT1-1/4 TS316L-FB1
B-80 308LN MMA Ultramet 308L(N) E308L-16 E 19 9 L R 3 2
TIG 308S92(N) ER308L W 19 9 L
B-81 316LN MMA Ultramet 316L(N) E316L-16 E 19 12 3 L R 3 2
TIG 316S92(N) ER316L W 19 12 3 L
B-88 NAG MMA NAG 19.9.L.R E308L-16 E 19 9 L R
TIG NAG 19.9.L ER308L W 19 9 L
O terminal LNG de South Hook é um terminal de re-gasificação cerca de Milford Haven, e o maior da especialidade na Europa. Juntamente com o terminal de Dragon, cobrem cerca de 25% dos requisitos de gas do Reino Unido. A gama de consumíveis Metrode foram usados durante a sua construção, particularmente os tipos ferríticos CF. Estes consumíveis foram usados inicialmente no projecto SAGE nos anos 1990 e durante a construção do terminal na Ilha de Grain.
Metrode Products Limited 7 de 28Sumário de Consumíveis para Soldadura 2010

Consumíveis 309L e 309Mo para soldaduras de aços dissimilares
Ficha Técnica Processo/Liga Produto Especificações
AWS BS EN / BS EN ISO
B-50 309L
MMA
Supermet 309L E309L-17 E 23 12 L RUltramet 309L E309L-16 E 23 12 L R
Ultramet 309LP E309L-16 E 23 12 L RUltramet B309L E309L-15 E 23 12 L B
TIG 309S92 ER309L W 23 12 LMIG Supermig 309LSi ER309LSi G 23 12 L Si SAW 309S92 ER309L S 23 12 L
FCW Supercore 309L E309LT0-1/4 T 23 12 L R
Supercore 309LP E309LT1-1/4 T 23 12 L P
B-51 309Mo
MMA Supermet 309Mo E309Mo-17 E 23 12 2 L RUltramet B309Mo E309Mo-15 E 23 12 2 L B Vertamet 309Mo E309Mo-17 E 23 12 2 L R
TIG/MIG/SAW ER309Mo (ER309Mo) 23 12 2 L
FCW Supercore 309Mo E309LMoT0-1/4 T 23 12 2 L R
Supercore 309MoP E309LMoT1-1/4 T 23 12 2 L P B-53 309Nb MMA Ultramet 309Nb E309Cb-16 BS: 23.12.Nb.R
Consumíveis Aço Inoxidável Super Austeníticos
Consumíveis para Aços Inoxídaveis Duplex e Super duplex
Os aços inoxidáveis duplex e super austeníticos pertencem a grupos de ligas distintas, e foram ambos desenhados para resistir à corrosão severa, e nalguns casos competir entre eles. Os tipos duplex, tem uma resistência claramente superior aos outros. Todos têm uma resistência à corrosão superior, comparados com os austeniticos standard. A alta resistência à corrosão geral e especialmente a oxidação na presença de uma alta concentração de cloretos, tais como o contacto com o crómio, molibdénio e nitrogénio. Os tipos duplex estão subdivididos em três grupos baseados no seu potencial de resistência à oxidação e respectiva equivalência (PRE = Cr +3.3%Mo + 16%N). Os tipos duplex standard que contêm tipicamente 22%Cr têm um PRE de aproxidamente 35, e os tipos super duplex com 25%Cr, um PRE superior a 40. A composição do material base e o seu processamento deve ser escolhida para obter uma micro estrutura final equilibrada com 50:50 de ferrite e austenite. Os metais de adição têm uma composição similar, exceptuando o Níquel que é aumentado para controlar o teor de ferrite na condição de metal depositado que não deve exceder o intervalo entre 25 e 60% no metal depositado, para obter propriedades mecânicas e de corrosão óptimas. Adições de nitrogénio também desempenham um papel fundamental em promover a formação de austeníte no metal depositado e na zona termicamente afectada (ZTA), aumentando a resistência à oxidação. O terceiro grupo de ligas duplex, têm um PRE de cerca de 25 com uma resistência à corrosão comparável ao 316L, e por isso não são geralmente usados em ambientes altamente corrosivos. O seu uso primário têm sido em aplicações estruturais aonde a sua alta resistência à tracção é benéfica. Este tipo de duplexes pode ser soldado com consumíveis duplex standard, ou então do mesmo tipo de liga (ficha técnica B-59). Na soldadura de duplexes standard, em aplicações de fabricação geral, procedimentos similares aos dos austeníticos standard têm sido usados com sucesso. No entanto, estas ligas são frequentemente usadas para trabalhos em tubagem nos quais a corrosão nos passes de raiz exige um controlo de procedimentos mais adequado. Estes controlos são ainda mais necessários nas ligas super duplex. Perfis e procedimentos técnicos estão disponíveis como ajudas para estas questões. Os aços inoxidáveis super austeníticos ocupam um lugar entre as ligas austeníticas standard e as ligas base níquel. Nas ligas base níquel, o níquel mais do que o ferro forma o equilíbrio da liga. Como ambas as ligas são plenamente austeníticas , a temperatura controlada de inter-- passe e o controlo da entrega térmica são necessários para minimizar a possibilidade de fissuração a quente.
Metrode Products Limited 8 de 28Sumário de Consumíveis para Soldadura 2010

Ficha Técnica Liga /Processo Produto Especificações
AWS BS EN / BS EN ISO
B-40 904L MMA Ultramet 904L E385-16 E 20 25 5 CuNL RMMA Ultramet B904L E385-15 E 20 25 5 CuNL B
TIG/MIG 20.25.4.Cu ER385 20 25 5 CuNL
B-41 20 MMA E320LR-15 E320LR-15 --
TIG/MIG ER320L R ER320LR --
B-42 825 MMA E825L-15 -- DIN: EL-NiCr28Mo
TIG/MIG 82-50 ERNiFeCr-1 BS: NA41B-45 310L MMA 25.20.LR -- -- B-46 310MoLN MMA Ultramet B310MoLN -- BS:25.21.2.LMn.B B-47 Matching 6%Mo MMA 20.18.6.Cu.R -- --
B-59 Lean duplex MMA Ultramet 2304 -- --FCW Supercore 2304P -- --
B-60 Duplex
MMA
Supermet 2205 -- --Ultramet 2205 E2209-16 E 22 9 3 N L R
Supermet 2205AR E2209-17 E 22 9 3 L N R 2205XKS E2209-15 E 22 9 3 N L B
TIG/MIG/SAW ER329N ER2209 22 9 3 N L
FCW Supercore 2205 E2209T0-1/4 T 22 9 3 N L R
Supercore 2205P E2209T1-1/4 T 22 9 3 N L P
B-61 Zeron ® 100 superduplex
MMA Zeron® 100XKS E2595-15 E 25 9 4 N L B TIG/MIG/SAW Zeron® 100X ER2594 25 9 4 N L
FCW Supercore Z100XP -- --
B-62 2507 superduplex
MMA 2507XKS E2594-15 E 25 9 4 N L B
Ultramet 2507 E2594-16 E 25 9 4 N L R
FCW Supercore 2507 -- --
Supercore 2507P -- --
B-63 2553 MMA Supermet 2506Cu E2553-16 E 25 9 4 CuNL RFCW Supercore 2507Cu -- --
-- Matching composition
MMA Supermet 2506 -- BS: 25.6.2.R
Supermet 2507Cu -- --
Buzzard Oil Field Mar do Norte
Buzzard foi descoberto em Maio de 2001 e está localizado no centro do mar do Norte, a 100 Km Noroeste de Aberdeen e 55 kilometros de Peterhead. Não só é uma das maiores descobertas no mar do Norte nos últimos anos com cerca de um bilião de barris no local, como também foi um dos mais rapidamente desenvolvidos e aprovados após a sua prospecção e descoberta pela autoridades inglesas. A Metrode forneceu volumes consideráveis de Xeron 100X durante a fabricação dos decks de utilidades e produção e para o actual sweetening deck.
Metrode Products Limited 9 de 28Sumário de Consumíveis para Soldadura 2010

Secção C - Ligas para Altas temperaturas
Consumíveis para elevadas temperaturas de serviço
Os consumíveis 300H foram desenvolvidos para soldar aços inoxidáveis de alto carbono tipicamente usados em temperaturas de serviço entre 400 e 800ºC. Para assegurar uma óptima performance destas condições de serviço, o carbono é controlado (normalmente 0.04-0.08%) juntamente com a ferrite e outros elementos de liga para minimizar a formação de fases inter-metálicas frágeis. Os consumíveis 309 nesta secção não devem ser confundidos com as ligas 309L/309Mo usadas para soldadura de aços dissimilares (fichas técnicas B-50 e B-51). Os consumíveis 309 nesta secção têm o carbono e a ferrite controladas, e foram desenvolvidos para materiais base utilizados em altas temperaturas de serviço. Consumíveis designados por 330, 800 e HP40 são utilizados para materiais base austeníticos especiais, primariamente usados para resistência à corrosão e/ou oxidação. Em todos os tipos, a presença de carbono controlado é essencial para uma alta resistência. Ligas parentes com 0.4% de carbono ou superior, são produzidas predominantemente em forma fundida e têm pouca ductilidade à temperatura ambiente, mas em geral não revelam problemas de soldabilidade.
Ficha Técnica Liga / Processo Produto Especificações
AWS BS EN / BS EN ISO
300H Consumíveis de aço Inoxidável para elevadas temperaturas de serviço
C-10 308H
MMA Ultramet 308H E308H-16 E 19 9 H R
Ultramet B308H E308H-15 E 19 9 H BTIG/MIG/SAW 308S96 ER308H 19 9 H
FCW Supercore 308H E308HT0-1/4 --
Supercore 308HP E308HT1-1/4 --
C-11 347H MMA
Ultramet 347H E347-16 E 19 9 Nb RUltramet B347H E347-15 E 19 9 Nb B
TIG/SAW ER347H ER347 19 9 Nb FCW Supercore 347HP E347T1-1/4 T 19 9 Nb P M 2
C-12 16.8.2
MMA Supermet 16.8.2 E16.8.2-17 --
E16.8.2-15 E16.8.2-15 --TIG ER16.8.2 ER16.8.2 W 16 8 2SAW ER16.8.2 ER16.8.2 S 16 8 2
FCW Supercore 16.8.2 -- --
Supercore 16.8.2P -- --
C-13 316H MMA
17.8.2.RCF -- BS: 17.8.2.RUltramet 316H E316H-16 E 19 12 2 R 32
TIG/MIG/SAW 316S96 ER316H 19 12 3 H
Refinaria, Fawley, Southampton
Metrode Products Limited 10 de 28Sumário de Consumíveis para Soldadura 2010

Ficha Técnica Liga / Processo Produto Especificações
AWS BS EN / BS EN ISO
Ligas 309 para altas temperaturasC-20 253MA MMA Supermet 253MA -- --
C-21 309 MMA Thermet 309CF E309H-16 (E 22 12 R)
TIG/MIG 309S94 ER309 23 12 H
Ligas 310 Aço Inoxidável para altas temperaturas de serviço
C-30 310 MMA
25.20 Super R (E310-16) E 25 20 R Ultramet B310Mn (E310-15) E 25 20 B
TIG/MIG/SAW 310S94 ER310 25 20C-31 310H MMA Thermet 310H E310H-15 E 25 20 H B
Consumíveis para as ligas 330 e 800
C-40 800 MMA Thermet 800Nb -- --
TIG/MIG 21.33.Mn.Nb -- -- C-41 330 MMA Thermet R17.38H (E330H-16) BS: 15.35.H.RC-45 25.35.Nb MMA Thermet 25.35.Nb -- --
Consumíveis para HP40 e outras ligas de alto carbono e aço vazado
C-50 HP40Nb MMA Thermet HP40Nb -- BS: 25.35.H.Nb.B
TIG/MIG 25.35.4C.Nb -- --
C-60 35.45 MMA Thermet 35.45.Nb -- --
TIG/MIG 35.45.Nb -- -- C-70 HP50 MMA Thermet HP50WCo -- --C-80 22H MMA Thermet 22H -- --C-90 657 MMA Nimrod 657 -- --
Refinaria da Shell, Stanlow
Metrode Products Limited 11 de 28Sumário de Consumíveis para Soldadura 2010

Secção D - Consumíveis de base Níquel
Na sua totalidade, os consumíveis de base níquel têm uma gama extensa de aplicações. Podem ser subdivididos entre as composições correspondentes a materiais base, geralmente para resistência à corrosão, e aquelas cuja composição química é única ao requisitos do material depositado, sendo alguns de uso específico e outros de utilzação mais geral. As características dos eléctrodos variam de acordo com a ultilização pretendida para cada um, e as restrições impostas por ligas específicas. A maior parte dos tipos têm revestimentos básicos. Os que têm um sufixo “KS” são geralmente desenvolvidos para soldadura posicional de tubagem. Fluxos com Rutilo são geralmente compatíveis com alguns dos materiais base com ligas contendo alto teor de molibdénio e resistentes à corrosão. Um nível baixo de impurezas é necessário para minimizar a possibilidade de fissuração a quente e eliminar micro-fissurações. Os tipos mais importantes são os tipos “Inconel”, baseados em ligas 600, resistentes à temperatura, com composição de 15%Cr-75%Ni-8%Fe. Comparando com a liga 600, todos estes metais de adição tem adições significativas de manganês e nióbio, que aumentam a resistência à fissuração a quente e aumentam a resistência do material quando sujeito a tensões a quente. O Nimrod 182/182KS têm o teor mais alto de manganês para maximizar a resistência à fissuração a quente , enquanto que no Nimrod AB/AKS, o manganês é substituído parcialmente pelo molibdénio que têm o efeito adicional de aumentar a fluência. Em muitas aplicações ambos estes dois tipos podem ser usados, particularmente na soldadura de aços dissimilares entre aços de base níquel e outras ligas ferrosas. Propriedades úteis de serviço variam entre aplicações criogénicas a elevadas temperaturas de serviço até 1000ºC.Relacionado com estas propriedades, existe o tipo Nimrod 132KS usado primordialmente para soldaduras em ligas 600 com ligas similares de ferro fundido. Os eléctrodos Nimrod 625/625KS e fios 62-50 são utilizados para a liga 625, desenvolvida originalmente para aplicações aonde é necessária uma boa resistência a temperaturas elevadas. Os Electrodos tipo Nimrod C276, C276KS, C22Ks e Nimax B2L e fios sólidos complementares, foram especialmente desenvolvidos para as Especificações das ligas C276, C22 e B2 com atenção às suas propriedades de resistência à corrosão. Também relacionado com estas ligas, encontra-se na gama o tipo Nimrod 59KS desenvolvido para a liga 59. A sua utilização inclui aplicações em aços inoxidáveis super austeníticos. O percursor da liga C276 foi a liga C, que também é contemplada pela gama com os eléctrodos Nimrod C e o eléctrodo de alta eficiência tipo Nimax C. A sua boa resistência à corrosão é útil para revestimentos, resistência à fadiga térmica, laminagem a frio e consequentemente bom para trabalhos de reparação e manutenção em fieiras de laminagem a quente. A soldadura de aços com 5%Ni e 9%Ni para serviço criogénico, requer uma combinação de resistência e dureza que não pode ser obtida de uma forma fiável usando um metal de adição de composição similar. Na prática, metais de adição de base níquel dissimlares ao material base são usados para estas soldaduras. O Nimrod NCM6 é um eléctrodo de alta eficiência dedicado a esta finalidade, mas outros podem ser igualmente usados desde que cumpridos os requisitos necessários. Os consumíveis base Níquel, o níquel-cobre (Monel) e Cuproníquel são usados para aplicações de alta integridade em fabricação. Para recobrimentos e soldaduras dissimilares, deve ser notado que a taxa de diluição do ferro diminui com o aumento do teor do cobre, e o tipo de níquel puro é usado como camada de interface.
® Inconel and Monel são marcas registadas da Special Metals.
Coluna para processamento de gás – 20.70.Nb fio MIG
Metrode Products Limited 12 de 28Sumário de Consumíveis para Soldadura 2010
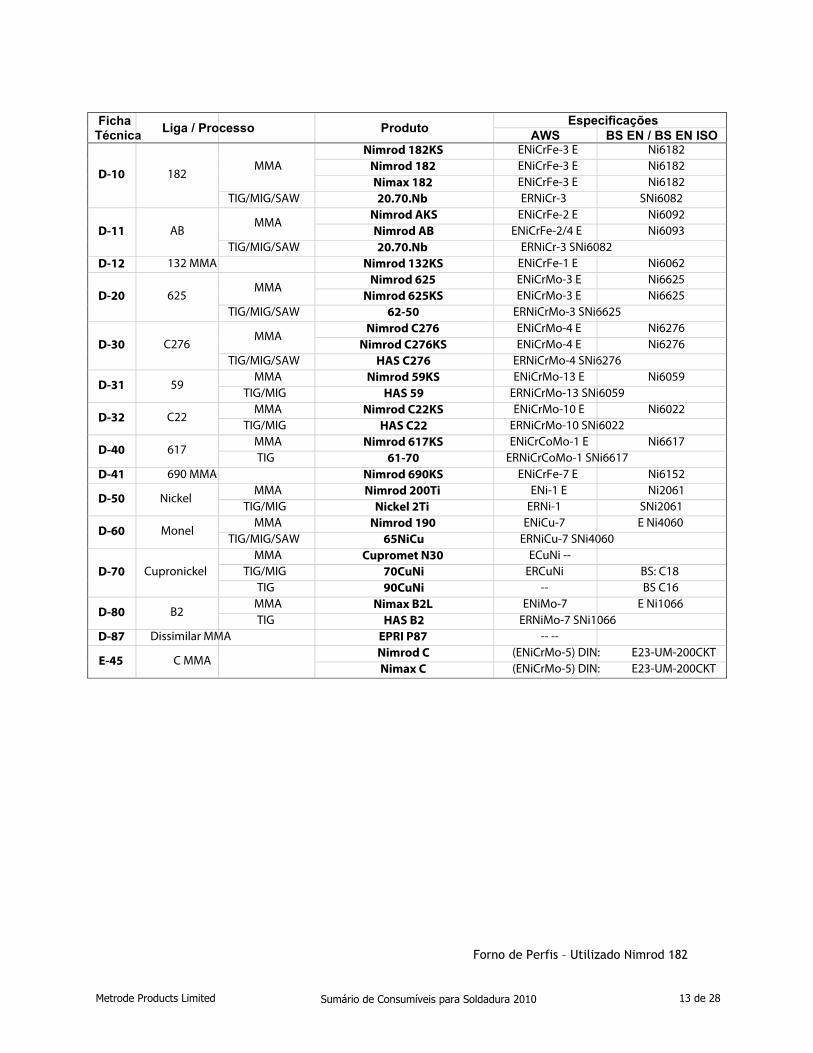
FichaTécnica Liga / Processo Produto Especificações
AWS BS EN / BS EN ISO
D-10 182 MMA
Nimrod 182KS ENiCrFe-3 E Ni6182Nimrod 182 ENiCrFe-3 E Ni6182Nimax 182 ENiCrFe-3 E Ni6182
TIG/MIG/SAW 20.70.Nb ERNiCr-3 SNi6082
D-11 AB MMA
Nimrod AKS ENiCrFe-2 E Ni6092Nimrod AB ENiCrFe-2/4 E Ni6093
TIG/MIG/SAW 20.70.Nb ERNiCr-3 SNi6082 D-12 132 MMA Nimrod 132KS ENiCrFe-1 E Ni6062
D-20 625 MMA
Nimrod 625 ENiCrMo-3 E Ni6625Nimrod 625KS ENiCrMo-3 E Ni6625
TIG/MIG/SAW 62-50 ERNiCrMo-3 SNi6625
D-30 C276 MMA
Nimrod C276 ENiCrMo-4 E Ni6276 Nimrod C276KS ENiCrMo-4 E Ni6276
TIG/MIG/SAW HAS C276 ERNiCrMo-4 SNi6276
D-31 59 MMA Nimrod 59KS ENiCrMo-13 E Ni6059
TIG/MIG HAS 59 ERNiCrMo-13 SNi6059
D-32 C22 MMA Nimrod C22KS ENiCrMo-10 E Ni6022
TIG/MIG HAS C22 ERNiCrMo-10 SNi6022
D-40 617 MMA Nimrod 617KS ENiCrCoMo-1 E Ni6617TIG 61-70 ERNiCrCoMo-1 SNi6617
D-41 690 MMA Nimrod 690KS ENiCrFe-7 E Ni6152
D-50 Nickel MMA Nimrod 200Ti ENi-1 E Ni2061
TIG/MIG Nickel 2Ti ERNi-1 SNi2061
D-60 Monel MMA Nimrod 190 ENiCu-7 E Ni4060
TIG/MIG/SAW 65NiCu ERNiCu-7 SNi4060
D-70 Cupronickel MMA Cupromet N30 ECuNi --
TIG/MIG 70CuNi ERCuNi BS: C18TIG 90CuNi -- BS C16
D-80 B2 MMA Nimax B2L ENiMo-7 E Ni1066TIG HAS B2 ERNiMo-7 SNi1066
D-87 Dissimilar MMA EPRI P87 -- --
E-45 C MMA Nimrod C (ENiCrMo-5) DIN: E23-UM-200CKTNimax C (ENiCrMo-5) DIN: E23-UM-200CKT
Forno de Perfis – Utilizado Nimrod 182
Metrode Products Limited 13 de 28Sumário de Consumíveis para Soldadura 2010

Secção E - Manutenção e Reparação
Esta secção inclui uma gama diversa de consumíveis para aplicações de reparação e manutenção incluindo ferros fundidos, soldaduras dissimilares e recobrimentos. Também existe uma selecção de fios sólidos, ligas não ferrosas, para materiais de base cobre. A selecção final cobre varetas para soldadura TIG, de aço macio e alguns eléctrodos especiais.
Consumíveis para Soldadura de ferros Fundidos
A soldadura de ferros fundidos tem sido apelidada de “arte-negra”, pela sua variabilidde e dificulade prática. A maior parte das peças a soldar já estão moldadas, e a soldadura geralmente recai na esfera da reparação e manutenção. Os dois tipos mais comuns de ferro fundido têm cerca de 3%C e 2%Si. Os ferros fundidos cinzentos, variam em qualidade e teor de impurezas com baixa resistência e ductilidade. Os ferros fundidos de grafite lamelar ou esferoidal são geralmente tratados com magnésio, têm um teor mais baixo de impurezas, propriedades mecânicas superiores e soldabilidade superior. Electrodos baseados em níquel puro, e ligas de níquel são os mais usados. Os revestimentos destes eléctrodos são do tipo básico com adições de grafite para dar um depósito desoxidado e saturado com carbono. Estes eléctrodos têm um comportamento muito semelhante ao do ferro fundido, sendo de fácil maquinação mas sem possibilidade de endurecimento. As técnicas de soldadura são explicadas nas fichas técnicas relevantes. Outro grupo de consumíveis, ferro-austénicos altamente ligados (Ni-Resist) também são produzidos. Os eléctrodos tipo NiFe são usados principalmente por causa do metal a soldar ser de uma alta dureza. Um pré-aquecimento de 300-350ºC é requerido para os ferros fundidos cinzentos de grafite lamelar, e para os ferro-austeníticos o processo de “amanteigar” a baixas temperaturas é preferível para evitar fissuração a quente na ZTA (Zona Térmicamente Afectada). Os ferros fundidos de estrutura martensítica (Tipos Ni-Hard) e os variados ferros fundidos de cementite, ou brancos, são considerados mais susceptíveis à fractura e consequentemente demasiado frágeis para serem soldados de forma satisfactória.
Ficha Técnica Liga / Processo Produto Especificações
AWS BS EN / BS EN ISO
E-10 Ni Cast Iron MMA CI Soft Flow Ni ENi-CI E C Ni-CI 1
TIG/MIG Nickel 2Ti ERNi-1 S Ni 20 6 1
E-11 NiFe Cast Iron MMA
CI Special Cast NiFe ENiFe-CI E C NiFe-CI 1CI Met NiFe ENiFe-CI E C NiFe-CI 1
MIG 55NiFe -- S C NiFe-1
Palm House em Kew Gardens. Reparação efectuada com electrodo Ferro (MMA)
Metrode Products Limited 14 de 28Sumário de Consumíveis para Soldadura 2010

Consumíveis para Soldaduras em Aços Dissimilares
Soldaduras de transição entre aços dissimilares a unir, são necessárias com bastante frequência, e requerem metais de adição compatíveis com a sua diluição nos materiais base para assegurar propriedades de serviço adequadas às necessidades. A utilização de consumíveis para efeitos de união de aços dissimilares trás também algumas vantagens, nomeadamente em armaduras. O seu campo de utilização aparece quando são necessárias técnicas operatórias de “amanteigamento”, revestimentos e bainhas. A metalurgia de soldadura para aços dissimilares é complexa considerando a grande variedade de possíveis combinações de ligas industriais e de condições de serviço como um todo.
Ficha Técnica Liga / Processo Produto Especificações
AWS BS EN / EN ISO
E-20 Armour
plate
MMA Armet 1 E308Mo-16 E 20 10 3 R
FCW Supercore 20.9.3 E308MoT0-1/4 T 20 10 3 R
Supercore 20.9.3P E308MoT1-1/4 T 20 10 3 P
E-21 307 MMA
Metmax 307R E307-26 E 18 9 Mn Mo R 19.9.6Mn (E307-16) (E18 8 Mn R)
MIG 19.9.6Mn (ER307) 18 8 Mn
E-22 312 MMA 29.9 Super R (E312-17) E 29 9 R
TIG/MIG/SAW 312S94 ER312 29 9
Metrode Armet 1 and Supercore 20.9.3 usados no fabricofde tanques e veículos armados aprovados pelo Ministério da Defesa Britânico.
O Veículo armado Challenger e de recuperação (CRARRV)
AS90 Braveheart howitzer
O Challenger 2 (tanque principal)
Metrode Products Limited 15 de 28Sumário de Consumíveis para Soldadura 2010

Consumíveis de Cobre e suas ligas
As ligas não ferrosas na secção seguinte são usadas em primeiro lugar para a união de metais de base equivalentes, embora alguns também possam ser usados para revestimentos. Não estão contemplados eléctrodos para soldadura manual (SER) nesta secção. Os consumíveis em processo TIG ou MIG são preferidos para trabalho de alta integridade. Faz-se notar que os consumíveis cobre-níquel estão na na secção D, e respectivos detalhes podem ser encontrados na ficha técnica D-70.
Ficha Técnica Liga/Processo Produto Especificações
AWS BS EN / EN ISOE-30 Copper TIG/MIG 100Cu ERCu S Cu 1898/CuSn1E-31 Copper Silicon TIG 97CuSi ERCuSi-A S Cu 6560/CuSiMn 1 E-33 Bronze TIG 92CuSn (ERCuSn-C) S Cu 5210/CuSn8P E-36 Al Bronze TIG/MIG 90CuAl ERCuAl-A2 S Cu 6180/CuAl10FeE-37 Ni Al Bronze TIG/MIG 80CuNiAl ERCuNiAl S Cu 6328/CuAl9Ni5Fe3Mn2
Consumíveis para Recobrimentos e Revestimentos
Em princípio, qualquer eléctrodo que possua as propriedades necessárias para efectuar o recobrimento de uma superfície, pode ser escolhido para modificar a superfície de trabalho dum metal de base para melhoria das suas condições de serviço e tempo de vida útil. Os Eléctrodos nesta secção são reconhecidos pelo sua eficácia no combate às várias formas de desgaste encontradas nos vários ambientes de trabalho. [Note: I did not translate the paragraph that follows until where “the martensitic types..” and the reason was that the jargon used was un-translateable to Portuguese, it would sound misleading… - this comment is to remove for the final document] Os tipos “martensíticos” oferecem o rácio mais baixo de “custo-dureza”. Estes aços transformáveis endurecem à exposição normal ao ar, em proporção à sua composição em carbono e outros elementos de liga. Outras ligas podem incluir aços para trabalhos a quente que podem ser sujeitos a tratamentos térmicos se usados com o objectivo de reparação. O controle da fissuração pode ser nestes casos, feito pelo pré-aquecimento destes aços. Os tipos designados como “carbonetos de crómio” resistem a abrasões extremas, aumentando na matriz da liga, com a sua dimensão e tipo de carbonetos. Quase sem ductilidade ou resposta a tratamentos térmicos, estes aços estão limitados pela sua fragilidade à fissuração por “stresse”, embora não este facto não seja em detrimento da sua performance em serviço. Os tipos de base “Cobalto” são de alto custo, mas têm propriedades excelentes a altas temperaturas em combinação com uma alta resistência ao desgaste físico (abrasão) e corrosão. È necessário aumentar o pré-aquecimento nas ligas 6, 12 e 1, para controlar a fissuração por stress, mas o mesmo não será necessário para a liga 8 (mais dúctil) que também tem a propriedade de resistir a choques térmicos. Os tipos “Hadfield” (aços não inoxidáveis austeníticos com 13% de manganês), têm uma resistência única a impactos ou abrasão. Outros como os tipos 307 (ficha técnica E-21) podem ser classificados como tendo um bom encruamento à temperatura ambiente. A dureza de um determinado tipo martensítico pode ser reduzida se depositada sobre uma camada de inoxidável (fichas técnicas B-50, B-51, E-20, E-21 e E-22) ou idealmente entre uma camada de carbonetos de crómio e tipos base cobalto (encruados).
Metrode Products Limited 16 de 28Sumário de Consumíveis para Soldadura 2010

Ficha Técnica Liga/Processo Produtro Especificações
AWS BS EN / BS EN ISO
E-45 C MMA Nimrod C (ENiCrMo-5) ENi2 Nimax C (ENiCrMo-5) ENi2
E-50 350 MMA Methard 350 -- (EFe1)FCW Hardcore 350 -- TFe1
E-51 650 MMA
Methard 650 -- (EFe2) Methard 650R -- (EFe2)
FCW Hardcore 650 -- TFe2E-53 Tool steel MMA Methard 750TS EFe5-B EFe4
E-55 850/950 MMA
Methard 850 -- EFe14 Methard 950 -- EFe14
FCW Hardcore 850 -- TFe15Hardcore 950 -- TFe15
E-58 1050 MMA Methard 1050 -- EFe16E-60 13%Mn MMA Workhard 13Mn EFeMn-B EFe9 E-65 Cobalt MMA Cobstel 6 ECoCr-A (ECo2) E-66 Cobalt MMA Cobstel 8 ECoCr-E ECo1
Gama especial de consumíveis para Aços Macios
FichaTécnica Liga/Processo Produto Especificações
AWS BS EN / BS EN ISO
E-70 Mild steel TIG
ER70S-2 ER70S-2 A15ER70S-3 ER70S-3 (A17)ER70S-6 ER70S-6 A18
FCW Metcore DWA50 E71T-1 T 422 PM1 E-71 Low strength mild steel MMA Ultramild E6018 -- E-72 Low silicon MMA Nilsil -- --
Montanha Russa Pepsi Max Big One, Blackpool, Fabricada com o fio fluxado Metrode DWA50
Metrode Products Limited 17 de 28Sumário de Consumíveis para Soldadura 2010

Secção F – Fluxos para Soldadura por Arco Submerso
Esta secção inclui fluxo para Arco Submerso para ligas de Crómio Molibdénio, aços inoxidáveis austéniticos, duplexes e superduplexes e ligas de base níquel. Mais detalhe nos produtos específicos pode ser encontrado nas tabelas das secções A,B,C,D e E. Uma indicação do índice de basicidade dos fluxos é dada usando um índice de basicidade (BI) conhecido como o Índice de Boniszewski, que é derivado do pedo molecular de cada componente e é calculado segundo a seguinte formula: CaO + MgO + BaO + CaF2 + Na2O + K2O + 0.5(MnO + FeO) --------------------------------------------------------------------- SiO2 + 0.5(Al2O3 + TiO2 + ZrO2) O consumo de fluxo vai variar levemente de um fluxo para outro e com a parametrização de soldadura, pois o seu consumo aumenta quando a voltagem aumenta. Como forma de aproximação ao consumo, podemos dizer que 1Kg de fluxo é consumido para cada kilograma de fio derretido. Para efeitos de estimativa um rácio de fio/fluxo anda normalmente entre 1 - 2. O fluxo pode ser reutilizado (ou reciclado) mas deverá ser limitado a cerca de 10% da mistura para evitar a formação de trincas. Existe uma especificação Europeia (BS EN 760) para a classificação de fluxos e uma especificação DIN, que permitem a classificação do fluxo segundo as suas características. As normas ASME/AWS não possuem standards para a classificação de fluxos, apenas existem para classificações de paridade fios-fluxos. Estes standards, presentemente cobrem apenas aços macios e de baixa liga. Não existem standards ASME/AWS para aços inoxidáveis ou de base níquel.
Ficha Técnica Descrição do Produto Especificações
AWS BS EN / BS EN ISOF-11 LA436 Fluxo de Utilização Geral para Baixas Ligas -- S A AB 1 F-15 LA491 Fluxo de Alta Basicidade para P91 -- S A FB 2 F-16 LA492 Fluxo de Alta Basicidade para P91 e P92 -- S A CS 1F-20 SSB Fluxo para Aços Inóxidáveis Duplex e Superduplex -- S A AF 2F-22 SS300 Fluxo para Uso geral em Aços Inóxidáveis -- S A AF 2F-30 NiCu Fluxo Básico para a liga 400 -- S A CS 2 F-35 NiCr Fluxo Básico de baixa silica para usar em ligas de Níquel-- S A FB 2F-40 L2N Fluxo fundido de Uso geral -- S F CS 2
Metrode Products Limited 18 de 28Sumário de Consumíveis para Soldadura 2010

Outra Informação Útil
Glossário de Famílias de Produtos
Armet Eléctrodo para soldadura de armadurasChromet Eléctrodo para soldadura de baixa liga em Crómio MolibdénioCobstel Electrodos de Base CobaltoCormet Fluxos de Crómio Molibdénio e fios fluxadosCupromet Electrodos de base níquel e cobre-níquelHardCore KS Sufixo para eléctrodos posicionais (geralmente básicos) com enfase em aplicações de tubagemMetHard Metmax Electrodos Aço Inoxídavel de alto recobrimento com alma em aço macioNimax Electrodos de alto recobrimento com alma base níquel
Nimrod Electrodos de base níquel Super R Electrodos de aço inoxídável rutílicos (25.20 e 29.9)Supercore Electrodos de aço inóxidavel fluxados com protecção gasosaSupercore P Electrodos de aço inóxidável fluxados com protecção gasosa para soldaduras em posiçãoSupermet Electrodos de aço inóxidável rutílicos (ácidos)Supermig Fios sólidos para soldadura MIG de aço inóxidável com alto teor de silícioThermet Electrodos austeníticos para trabalhos de alta temperaturaTufmet Electrodos de baixa liga para durezas abaixo de zeroUltramet Electrodos de aço inóxidável, rutílicos para soldaduras em posiçãoUltramet B Electrodos de aço inóxidável, básicos para soldaduras em posiçãoUltramet P Electrodos adaptados a todas as posições especialmente para soldaduras em tubagem ou passes de raizVertamet Electrodos de aço inóxidável rutílicos para soldadura vertical descendente (ácidos)WorkHard Electrodos para revestimentos com boas propriedades de encruamento
Site WebO web site da Metrode contém toda a informação necessária sobre a empresa e contèm sempre as ultimas versões actualizadas das fichas técnicas de produto.
www.metrode.comMetrode Products Limited 19 de 28Sumário de Consumíveis para Soldadura 2010
Fios Fluxados para revestimentos
Electrodos para revestimentos

POSIÇÕES DE SOLDADURA
Alguns engenheiros soldadores preferem usar a terminologia standard AWS/ASME para as posições de soldadura, alguns usam uma descrição geral e outros uma mistura de ambos. É util na descrição de um procedimento de soldadura, saber qual a terminologia usada. Esta tabela mostra as posições básicas do AWS/ASME (e BS EN), juntamente com a suas descrições em Inglês. As posições AWS/ASME estão descritas no código ASME IX e a terminologia europeia usada está descrita na norma BS EN 287-1 e definida na ISO 6947.
Posições ASME (BS EN)
1G (PA) – downhand / gravity butt 2G (PC) – horizontal-vertical butt
3G (PF) – vertical butt * 4G (PE) – overhead butt 5G (PF) – horizontal pipe butt
6G (H-LO45) – inclined pipe butt 1F (PA) – downhand or gravity fillet
2F (PB) – standing fillet 3F (PF) – vertical fillet * 4F (PD) – overhead fillet
* In BS EN terminology, vertical down fillet and butt joints are designated PG.
Símbolos usados nas fichas técnicas para todas as posições de soldadura - ASME (BS EN)
Vertical up ASME 3G, 3F (PF)
Vertical down (PG)
Horizontal vertical ASME 2G (PC)
Overhead ASME 4G (PE, PD)
Downhand / gravity ASME 1G, 1F (PA)
Standing Fillet ASME 2F (PB)
45° 45°
Metrode Products Limited 20 de 28Sumário de Consumíveis para Soldadura 2010

Metrode Products Limited 21 de 28Sumário de Consumíveis para Soldadura 2010

Embalagens e Armazenagem
Esta secção mostra as embalagens típicas usadas para os vários processos com dimensões nominais retiradas das normas internacionais (ex, BS EN ISO 544 e AWS). Se existir necessidade de uma embalagem especial, é possível através do nosso serviço a clientes ser estabelecido uma embalagem especial para o cliente. SER A embalagem standard para o processo SER é feita em latas de metal hermeticamente fechadas com um anel para facilitar a abertura no topo. O peso das embalagens em metal varia conforme o produto e diâmetro. Normalmente, em termos de volume três latas metálicas cabem num caixa de cartão exterior. As latas são fechadas hermeticamente, como requerido pela norma AWS 5.5. Se abertas, e quando adequadamente armazenadas, a sua condição mantêm-se por um período indefinido de tempo. Os eléctrodos podem ser usados directamente das latas sem necessidade de utilizar estufas. Uma vez abertas, podem ser fechadas com a tampa de plástico fornecida de base com as latas para este efeito e armazenadas a uma temperatura superior a 18ºC com uma humidade relativa inferior a 60%. Se for necessário secar os eléctrodos, pelas condições de armazenagem não poderem ser as acima indicadas, o procedimento está descrito na ficha técnica do eléctrodo. TIG / GTAW A embalagem standard para as varetas TIG é de 2.5Kg em tubos de plástico. O Superoot 316L fluxado é normalmente empacotado num tubo de plástico de 1Kg. As varetas TIG que possam ser susceptíveis a alguma corrosão ou deterioração são cobreadas. Sob condições de armazenagem normais, as varetas TIG não apresentam problemas na sua condição. MIG / GMAW A embalagem standard para o fio MIG é em 15Kg em bobinas de diâmetro 300mm, numa caixa de cartão. Alguns fios estão disponíveis em bobinas de 0.7Kg com diâmetro de 100mm ou em 5Kg com 200mm de diâmetro. Tipos diferentes de bobinas e dimensões estão na página seguinte. Os fois que forem susceptíveis à corrosão (aços macios ou de baixa liga) são normalmente cobreados. As bobinas de fio sólido devem ser manuseadas com algum cuidado para não danificar a bobina, o que pode dar origem a problemas de alimentação na máquina de soldar. Fios Fluxados A embalagem standard para os fios fluxados é a bobina de 12.5Kg ou 15Kg com diâmetro de 300mm, selada a vácuo em papel de alumínio e dentro de uma caixa de cartão exterior. Os diferentes tipos de bobinas e dimensões são indicados na página seguinte. As embalagens de fio uma vez abertas devem ser armazenadas com cuidado, de preferência num armazém aquecido, se a bobina ficar na máquina durante o período nocturno (sem utilização). Fios para Soldadura por Arco Submerco (SAS) A embalagem standard para os fois para soldadura por arco submerso são bobinas de 25Kg em caixas exteriores de cartão. As várias combinações e possibilidades são mostradas na página seguinte. Fluxos para Soldadura por Arco Submerso A embalagem standard para os fluxos é um saco de plástico de 20Kg, 22.5Kg ou 25Kg, num contentor selado. Para a maioria das aplicações é recomendado que o fluxo seja seco antes da sua utilização.
Metrode Products Limited 22 de 28Sumário de Consumíveis para Soldadura 2010

Dimensões das bobinas standard
(1) Bobina de Plástico (2) Bobina metálica
(3) Bobina metálica (requer adaptador) (4) Bobina metálica para Arco Submerso
Tipo e Código PesoNominal
DiâmetroExterior
DiâmetroInterior
Comprimento Exterior
Diâmetrocentro
Pino
kg d1 d2 b d 3 d4 e1
Plástico - mini S100 0.7 100 - 45 16.5 - -
Plástico – média S200 5 200 - 55 50.5 10 44.5
Plástico S300 12.5/15 300 - 103 50.5 10 44.5
Bobine metálica BS300 12.5/15 300 189 103 50.5 - -
Bobine metálica B300 12.5/15 300 180 100 - - -
Bobine metálica R435 20/25 435 300 90 - -
Todas a dimensões são em mm e são nominais, uma vez que as tolerâncias se referem às normas internacionais (BS EN ISO 544)
Metrode Products Limited 23 de 28Sumário de Consumíveis para Soldadura 2010

Qualidade – A chave para a confiança do Cliente
• Primeiro fabricante de consumíveis para soldadura a obter o BS5750, mais tarde o ISO 9001. • Um dos primeiros clientes do LRQA (certificado número. 840131) • Certificação ISO 9001: 2008• Sistema extenso de controlo e arquivo de dados que vai até à criação da empresa em 1963.
Como é que o nosso sistema de qualidade o afecta ?
• Os nossos produtos principais estão disponíveis de stock• Tomamos em conta as vossas sugestões na melhoria do nosso processo e serviço. • As reclamações são tratadas sériamente e rápidamente.• Todos os produtos são inspecionados antes do seu envio.• Todos os lotes têm rastreio ao sistema de contrôle de produção.• Todas as entregas têm rastreabilidade à sua encomenda pelo certificado de qualidade e/ou nota de entrega.• Um sistema interno que assegura que os produtos standard e não-standard são correctamente expedidos.
Metrode Products Limited 24 de 28Sumário de Consumíveis para Soldadura 2010

Selector de Consumíveis
Esta tabela é indicada na ajuda da selecção de consumíveis para uma gama de juntas dissimilares. A tabela não pode ser exaustiva, uma vez que pode existir um elevado numero de variáveis aplicadas a uma determinada junta. Em dúvida, ou se não encontrar a informação de que necessita, contacte o nosso departamento técnico. A aplicabilidade de um consumível para uma determinada aplicação pode ser demonstrada por uma qualificação de procedimentos adaptada a esse consumível.
Ferros Fundidos Baixa Ligas e Aços Macios Aços CrMo
Aços InóxidáveisMartensíticos
304L, 316L, etc
304H, 321H, 347H, 316H,
etc
Duplexes e Superduplexes Ligas de Níquel
CFerro Fundido Ver gama de produtos
CI Met NiFe
CI Special Cast NiFe
CI Met NiFe
CI Special Cast NiFe
CI Met NiFe
CI Special Cast NiFe
CI Met NiFe
CI Special Cast NiFe
CI Met NiFe
CI Special Cast NiFe
CI Met NiFe
CI Special Cast NiFe
CI Met NiFe
CI Special Cast NiFe
Baixas Ligase Aços macios
55NiFe Match lowest
alloy base material
309L
309L
309Mo
29.9.Super R
Nimrod 182KS
309L
309Mo
Duplex
Nimrod 182KS
Nimrod AKS
55NiFeMatch lowest
alloy base material
309L
Thermet 309CF
309L
Nimrod 182KS
EPRI P87
309L
309Mo
Duplex
Nimrod 182KS
Nimrod AKS
55NiFe 309S92 309S92
309S94 309L
Thermet 309CF
Nimrod 182KS
309L
309Mo
Duplex
Nimrod 182KS
Nimrod AKS
304L, 316L, etc 55NiFe
309S92
ER309Mo
312S94
309S92 309S92 Appropriate
3XX Grade
309Mo
DuplexNickel based
304H, 321H, 347H, 316H,
etc 55NiFe 309S92 20.70.Nb
309S94
20.70.Nb
Appropriate
3XX Grade -
Nimrod 182KS
Nimrod AKS
55NiFe
309S92
ER309Mo
Duplex
309S92
ER309Mo
Duplex
309S92
ER309Mo
Duplex
ER309Mo
Duplex - Nickel based
55NiFe 20.70.Nb 20.70.Nb 20.70.Nb Nickel based 20.70.Nb Nickel based
Chave –
Fios Sólidos TIG & MIG
Electrodos para soldadura manual (SER)
FCW também disponíveis - ver tabelas de produtos
Metrode Products Limited 25 de 28
Ver gama de produtos
Ver gama de produtos
Ver gama de produtos
Ver gama de produtos
Ver gama de produtos
Ver gama de produtos
Ver gama de produtos
Aços CrMo
Aços InóxidáveisMartensíticos
Duplexes e Superduplexes
Ligas de Níquel
Sumário de Consumíveis para Soldadura 2010

Conversões de Unidades de medida
Dimensões Equivalente de Electrodos
Diâmetro
mm Polegadas Polegadas SWG 0.8 1/32 0.031 21 0.9 - 0.035 - 1.0 - 0.039 19 1.2 3/64 0.047 18 1.6 1/16 0.063 16 2.0 5/64 0.078 14 2.4 3/32 0.094 12 2.5 - 0.098 - 3.0 - 0.118 11 3.2 1/8 0.125 10 4.0 5/32 0.156 8 5.0 3/16 0.188 6 6.0 1/4 0.250 4
Comprimento
Conversões calculadas à unidade mais próxima
mm polegadas 200 8 230 9 250 10 300 12 350 14 380 15 450 18
Comprimento de varetas TIG (por Kg) * Diâmetro
mm m/kg
0.8 260 1.0 158 1.2 114 1.6 65 2.0 40 2.4 29 3.2 16 4.0 10 * Baseado em ligas ferrosas de densidade aprox ~8g/cm3
Nota: O Superroot 316L com 2.2mm de diâmetro tem cerca de 30 comprimentos por Kg.
Metrode Products Limited 26 de 28Sumário de Consumíveis para Soldadura 2010

Conversão de Durezas Aproximada (baseada na norma ASTM E140)
Rockwell B Rockwell C Vickers Brinell Produtos de dureza aproximadamente equivalente
55 - 100 100 60 - 107 107 65 - 116 116 70 - 125 125 75 - 137 137 80 - 150 150 CI Soft Flow Ni 85 - 165 165 Ultramild 90 - 185 185 CI Special Cast NiFe 95 - 210 210 308L, 316L, 307 (AW)
100 ~20 240 240 Nimrod/Nimax C (AW), P91/P92 (PWHT) - 22 248 237 625 (AW) - 25 266 253 - 28 286 271 Railrod, 29.9 Super R, duplex - 30 302 286 Chromet 2 (AW), superduplex - 35 345 327 410NiMo (AW) - 40 392 371 Methard 350 - 45 446 421 Cobstel 6, 625 (WH), 307 (WH), P91/P92 (AW) - 50 513 481 - 55 595 560 Methard 650 - 60 697 654 Methard 850 - 62 746 688 Methard 750TS - 65 832 - Methard 950, Methard 1050 - 68 940 -
Metrode Products Limited 27 de 28Sumário de Consumíveis para Soldadura 2010

Aonde tudo começou – A fábrica da Metrode em Radnor Road, Weybridge.
Notes
Metrode Products Limited 28 de 28Sumário de Consumíveis para Soldadura 2010