metodologia 3g para solução de problemas
TRANSCRIPT

GESTÃO INDUSTRIAL EM UM SISTEMA LEAN- SOLUÇÃO DE PROBLEMAS -
Jose Donizetti Moraes - 28/02/2013 BETIM – MINAS GERAIS - BRASIL
MÉTODO 3GGENBA, GENBUTSU, GENJITSU
GESTÃO INDUSTRIAL EM UM SISTEMA LEAN- SOLUÇÃO DE PROBLEMAS -
“ STATUS ATUAL “
MUITAS EMPRESAS BUSCAM IMPLANTAR EM SUA GESTÃO FERRAMENTAS OUMETODOLOGIAS PARA SOLUÇÕES DE PROBLEMAS, TEMOS INÚMEROS NOMES PARA ESTASFERRAMENTAS QUE FORMAM MÉTODOS MAIS COMPLEXOS QUE ABRANGEM QUASE QUETODAS ESTAS FERRAMENTAS, ESTES MÉTODOS SÃO DE FATO EFICÁZES.
FERRAMENTAS: Diagrama de Pareto, Ishikawa, Histogramas, Folhas de Verificação, Gráficos de Dispersão, Cartas de Controle, Fluxogramas, Brainstorm, etc...
Jose Donizetti Moraes - 28/02/2013 BETIM – MINAS GERAIS - BRASIL
Dispersão, Cartas de Controle, Fluxogramas, Brainstorm, etc...
METODOLOGIAS: MASP, DMAIC, 8D, KAIZEN, Etc...
MESMO CONHECENDO ESTAS FERRAMENTAS E MÉTODOS, MUITAS EMPRESAS FALHAM EMREALMENTE CHEGAR A CAUSA RAIS DE UM PROBLEMA E ENTRAM NO CIRCULO VICIOSO DAREINCIDÊNCIA, VISANDO ENTENDER OS MOTIVOS DESTAS FALHAS, EFETUEI UM LONGOESTUDO E ME DEPAREI COM UMA PROVAVEL CAUSA PARA ESTAS FALHAS, NOSSA CULTURA,INSISTIMOS EM TREINAMENTOS E CONHECIMENTO MAS OPTAMOS SEMPRE PELO MAISFÁCIL, TENTAR RESOLVER OS PROBLEMAS DE DENTRO DA SALA, OU EM UMA REUNIÃO COMEQUIPE MULTIFUNCIONAL LONGE DO PROBLEMA, ESTA É INFELIZMENTE NOSSA REALIDADE.
GESTÃO INDUSTRIAL EM UM SISTEMA LEAN- SOLUÇÃO DE PROBLEMAS -
“ENTENDENDO UM POUCO SOBRE A CULTURA JAPONESA”
Depois de ver inúmeros fracassos em várias empresas na tentativa de implantar um Sistema Lean, edebantendo este tema com vários amigos na Europa e USA, observei que onde chamamos de primeiromundo e que sofrem os mesmos problemas que temos quanto a cultura, vi que estes já não maisestudam o Sistema Toyota de Produção, eles passaram a entender e a compreender a CulturaJaponesa, conhecer ferramentas e métodos não é o suficiente para nós ocidentais, nós precisamos dedisciplina e rigor com nossos times.
Jose Donizetti Moraes - 28/02/2013 BETIM – MINAS GERAIS - BRASIL
Hoje já é muito comum em empresas de consultoria, em empresa que já estão a um nível melhor deLean ouvir falar em Genba, vamos ao Genba, faça o Genba mas se for procurar alguma literatura quedefina claramente um método de Genba não se encontra, temos somente o conceito claramentedefinido.
Estudando então a cultura Japonesa, encontrei já algo que tenta em teoria criar um método para oGenba, conhecido como Método 3G, enraizado em três digamos então atos para a solução de umproblema, na cultura Japonesa, não se tenta resolver um problema longe do mesmo, não se tentaresolver um problema sem ver o mesmo e não se tenta resolver um problema ser conhecer a condiçãopresente que gerou o mesmo, isso posto, fica então o objetivo deste trabalho: Definir em base ao que jáfoi praticado e que em nossa cultura permite de fato a chegar na causa raiz de um problema.
GESTÃO INDUSTRIAL EM UM SISTEMA LEAN- SOLUÇÃO DE PROBLEMAS -
“Entendendo um pouco dos termos em Japonês”
O primeiro passo para avançarmos neste trabalho é fazermos uma pequena adaptação linguística ougramatical que seja pois se queremos mudar uma cultura devemos também respeita-la, logo em nossalíngua, um “m” sempre precede a uma consoante e não um “n” então vamos fixar Genba comoGEMBA.
Gembutso – Peça Real que apresenta o problema.
Jose Donizetti Moraes - 28/02/2013 BETIM – MINAS GERAIS - BRASIL
Gembutso – Peça Real que apresenta o problema.
Gemba – Local Real onde o problema foi gerado
Genjitsu – Condição Real onde o problema foi gerado.
Observem este fato, muitos já devem ter ouvido o termo Gemba, vamos ao Gemba, agora vejam asequência acima, antes do Gemba, temos o Gembutsu, olhem a sequência, como podemos ir aoGemba se não tiver de fato com a Peça Real em nossas mão, este é um erro básico que muitoscometem, principalmente nós Brasileiros que temos o péssimo costume de estudar somente um poucoas ferramentas e achamos que somos já doutores no assunto.
GESTÃO INDUSTRIAL EM UM SISTEMA LEAN- SOLUÇÃO DE PROBLEMAS -
“MÉTODO 3G E AS DEMAIS METODOLOGIAS”
O método 3G não elimina as demais metodologias, ele apenas as completa de forma cultural, sempreiremos manter as metodologias definidas pelos gestores empresarias e que em muitos casos sãodeterminadas ou recomendadas pelos seus clientes, no Brasil, por exemplo no segmento automotivo,cada montadora possui e recomenda o seu método a seus fornecedores, isso não muda e não devemudar pois praticar os 3Gs irá apenas complementar estas metodologias, tratamos aqui a forma cultura
Jose Donizetti Moraes - 28/02/2013 BETIM – MINAS GERAIS - BRASIL
mudar pois praticar os 3Gs irá apenas complementar estas metodologias, tratamos aqui a forma culturaque precisamos mudar para realmente chegar a causa raiz de um problema.
Nosso maior erro como ocidentais e principalmente Brasileiros, é querer resolver um problema semtirar a bunda da cadeira, é tentar resolver um problema sem mesmo ver o mesmo, é tentar resolver umproblema sem mesmo saber como o produto em questão é fabricado, isso os orientais são muito maisdisciplinados e rigorosos que nós.
Um bom exemplo desta disciplina é um ditado comum aos ocidentais: Dizem que os Japonesespassam 80% do tempo planejando e 20% executando e nós fazemos exatamente o contrário,planejamos 20% e passamos os outros 80% executando e refazendo os erros cometidos.
GESTÃO INDUSTRIAL EM UM SISTEMA LEAN- SOLUÇÃO DE PROBLEMAS -
“GEMBUTSU – PEÇA REAL COM O PROBLEMA”
É muito comum no Brasil, termos um problema mas nem sempre podemos ver este problema, vamospegar por exemplo o segmento automotivo, onde uma peça pode ter gerado um problema mas ela nãoé devolvida para o fornecedor, existem inúmeras variáveis que possibilitam isso, entretanto nunca sedeve analisar um problema sem ter pelo menos uma peça com o mesmo em mãos, qualquer tentativa
Jose Donizetti Moraes - 28/02/2013 BETIM – MINAS GERAIS - BRASIL
deve analisar um problema sem ter pelo menos uma peça com o mesmo em mãos, qualquer tentativapara se resolver um problema sem ter a peça em mãos está fadada ao fracasso pois a evidênciacostuma contrariar as suposições.
Na ausência de uma peça com o real problema, deve-se buscar insistentemente a simulação de umapeça defeituosa, e olhem, não se surpreendam e nem super valorizem seus processos, costumamossempre quando tentamos simular um defeito descobrimos que o mesmo é possível de ocorrência.
GESTÃO INDUSTRIAL EM UM SISTEMA LEAN- SOLUÇÃO DE PROBLEMAS -
“GEMBA – LOCAL REAL ONDE O PROBLEMA OCORREU”
É muito comum no Brasil, quando vamos analisar um problema no próprio local, encontrarmossurpresas como por exemplo a peça não ter sido produzida no local designado, as vezes planejamospara uma prensa de 400 ton e quando chegamos no local descobrimos que a peça esta sendoproduzida em uma prensa de 250 ton.
Jose Donizetti Moraes - 28/02/2013 BETIM – MINAS GERAIS - BRASIL
produzida em uma prensa de 250 ton.
Quando ouvimos falar que devemos ir ao Gemba, isso é a pura verdade, devemos sempre ter a PeçaReal e ir ao Local Real, avaliar como o local esta sendo utilizado e os riscos do mesmo ter influenciadona falha, muitas vezes uma máquina mesmo tendo as mesmas características da original definida parao processo não produz as peças iguais.
Ir ao local real, conversar com o operador real é muito gratificante para uma análise e possibilitaexcelentes resultados.
GESTÃO INDUSTRIAL EM UM SISTEMA LEAN- SOLUÇÃO DE PROBLEMAS -
“GENJITSU – CONDIÇÃO REAL ONDE O PROBLEMA OCORREU”
É muito comum no Brasil, quando vamos analisar um problema no próprio local, encontrarmoscondições de trabalho completamente diferente ao processo desenvolvido, surpresas como porexemplo parâmetro fora do especificado, operador não treinado, dispositivos ou ferramentasdeteriorados, máquinas com sensores jampeados e a peça sendo produzida nesta situação.
Jose Donizetti Moraes - 28/02/2013 BETIM – MINAS GERAIS - BRASIL
deteriorados, máquinas com sensores jampeados e a peça sendo produzida nesta situação.
Quando ouvimos falar que devemos ir ao Gemba, isso é a pura verdade, devemos sempre avaliarcomo a condição de trabalho está definida e como realmente está sendo executada.
Ir ao local real, conversar com o operador real é muito gratificante para uma análise e possibilitaexcelentes resultados.
GESTÃO INDUSTRIAL EM UM SISTEMA LEAN- SOLUÇÃO DE PROBLEMAS -
“DESENVOLVIMENTO E APLICAÇÃO DO MÉTODO – 3G”
GEMBUTSU:
1) A pessoa responsável pela análise e solução de algum problema, deve em um primeiro momentoobter a peça com a falha, na ausência desta, simular a falha é imprescindível e praticar o Genbutsu,isso significa, olhar para a peça, identificar a falha, entender o ocorrido e seu impacto.
Jose Donizetti Moraes - 28/02/2013 BETIM – MINAS GERAIS - BRASIL
isso significa, olhar para a peça, identificar a falha, entender o ocorrido e seu impacto.
2) Deve em seguida convocar uma reunião com os envolvidos no processo, Analista da Qualidade,Analista do Processo, Auditor da Qualidade, Líder ou Supervisor e apresentar a falha e seurespectivo impacto para o produto e para a empresa.
3) Promover o entendimento e a compreensão da falha e seu respectivo impacto para o produto e paraa empresa, em seguida convida todos a avançarem para o passo seguinte indo ao Local Real ondea falha ocorreu.
GESTÃO INDUSTRIAL EM UM SISTEMA LEAN- SOLUÇÃO DE PROBLEMAS -
“DESENVOLVIMENTO E APLICAÇÃO DO MÉTODO – 3G”
GEMBA:
1) Local Real onde a falha ocorreu e neste momento, ter a conivência do responsável da área émandatória, informa-se ao responsável da área e pede-se autorização para conversar com ooperador, neste momento efetua-se uma entrevista com o mesmo, mostra-lhe a peça com a falha e
Jose Donizetti Moraes - 28/02/2013 BETIM – MINAS GERAIS - BRASIL
operador, neste momento efetua-se uma entrevista com o mesmo, mostra-lhe a peça com a falha epede sua opinião de qual poderia ser a causa desta falha, com certeza ele irá lhe direcionarrapidamente para a mesma, entretanto é comum em nossas empresas chegarmos no Local Real eencontrar um operador executando a operação sem treinamento nenhum, ou mesmo a operaçãosendo executada de forma completamente diferente do processo desenvolvido e ai já pode estar acausa raiz do problema, caso tudo ok vamos então ao passo seguinte.
2) Promover o entendimento e a compreensão da falha e seu respectivo impacto para o produto e paraa empresa no Local Real avaliando todas as possíveis falhas deste local torna-se muito importante,isso posto vamos todos a avançar para o passo seguinte observando a Condição Real onde a falhaocorreu.
GESTÃO INDUSTRIAL EM UM SISTEMA LEAN- SOLUÇÃO DE PROBLEMAS -
“DESENVOLVIMENTO E APLICAÇÃO DO MÉTODO – 3G”
GENJITSU:
1) Condição Real onde a falha ocorreu é neste momento onde normalmente encontramos a causaraiz, com certeza podemos encontrar uma operação sendo executada com os parâmetros fora doespecificado, falta de documentação técnica ou esta desatualizada, ferramentas ou dispositivos
Jose Donizetti Moraes - 28/02/2013 BETIM – MINAS GERAIS - BRASIL
especificado, falta de documentação técnica ou esta desatualizada, ferramentas ou dispositivossem pontos de referimento, método inadequado de operação, fluxo diferente do proposto, materiaise componentes misturados gerando alto risco de contaminação, ausência de dispositivos ou meiospara controle do processo, neste passo deve-se ir no detalhe, avaliando todas as possibilidades.
2) Novamente, promover o entendimento e a compreensão da falha em seu respectivo ambiente deveser ressaltado e neste momento faz necessário um Brainstorm listando em um formulário própriotodos os potenciais de falha, a participação de todos neste momento é muito importante e todas asideias devem ser relacionadas.
GESTÃO INDUSTRIAL EM UM SISTEMA LEAN- SOLUÇÃO DE PROBLEMAS -
“DESENVOLVIMENTO E APLICAÇÃO DO MÉTODO – 3G”
PRATICANDO:
� Visando criar uma sistemática até então não desenvolvida para o GEMBA, e pensando ainda emmanter o uso das mesmas ferramentas ou metodologias já existentes nas empresas ourecomendadas pelos seus clientes, optei por utilizar um arquivo físico e eletrônico para estasanálises, criando também formulários próprios para uso no decorrer das atividades.
Jose Donizetti Moraes - 28/02/2013 BETIM – MINAS GERAIS - BRASIL
análises, criando também formulários próprios para uso no decorrer das atividades.
� Dentre estes formulários, foi então criado um para compilação das ideias originárias do Brainstorm,este formulários também foi pensado para já para pontuar individualmente cada possível causavisando assim definir prioridades.
� Um link com o respectivo PFMEA é muito importante para uma boa avaliação e também pelamanutenção dos registros e processos.
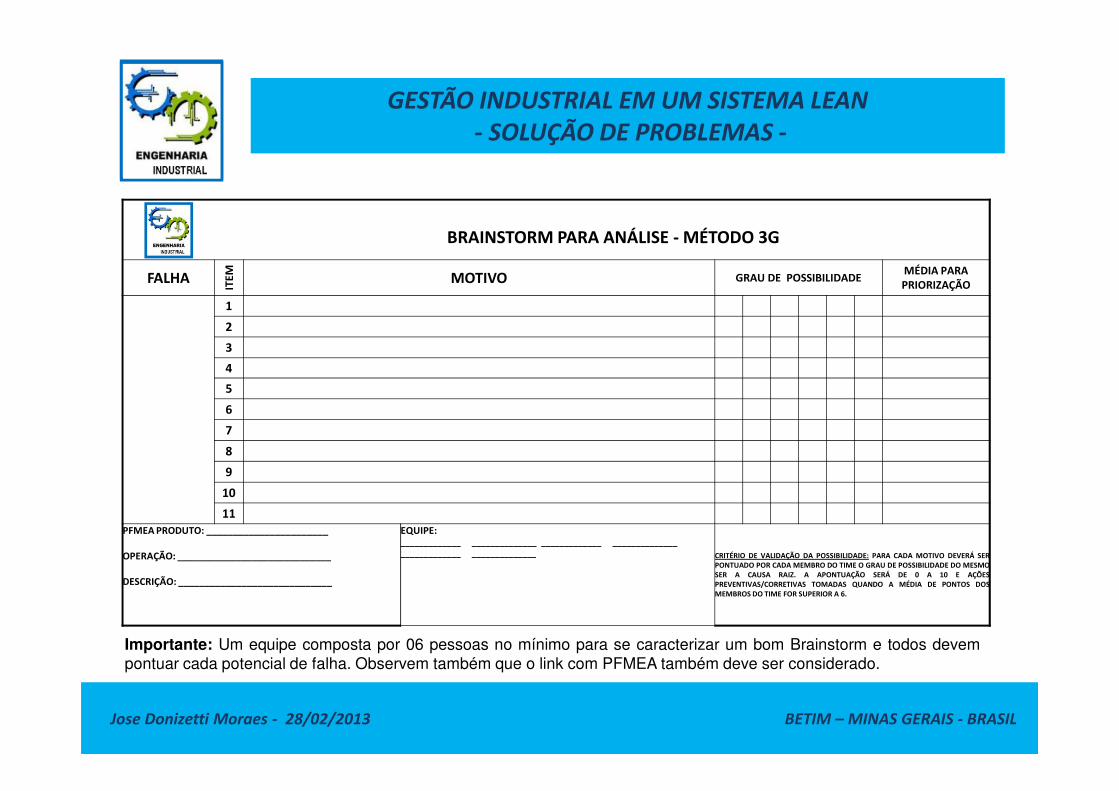
� Um limite de pontuação deve ser determinado para se definir quando uma ação corretiva oupreventiva deve ser aplicada a cada potencial de falha, no slide seguinte lhe apresento este modelo:
GESTÃO INDUSTRIAL EM UM SISTEMA LEAN- SOLUÇÃO DE PROBLEMAS -
BRAINSTORM PARA ANÁLISE - MÉTODO 3G
FALHA
ITEM MOTIVO GRAU DE POSSIBILIDADE
MÉDIA PARA PRIORIZAÇÃO
1
2
3
4
5
Jose Donizetti Moraes - 28/02/2013 BETIM – MINAS GERAIS - BRASIL
6
7
8
9
10
11PFMEA PRODUTO: _______________________
OPERAÇÃO: _____________________________
DESCRIÇÃO: _____________________________
EQUIPE:_____________ ______________ _____________ ______________ _____________ ______________ CRITÉRIO DE VALIDAÇÃO DA POSSIBILIDADE: PARA CADA MOTIVO DEVERÁ SER
PONTUADO POR CADA MEMBRO DO TIME O GRAU DE POSSIBILIDADE DO MESMOSER A CAUSA RAIZ. A APONTUAÇÃO SERÁ DE 0 A 10 E AÇÕESPREVENTIVAS/CORRETIVAS TOMADAS QUANDO A MÉDIA DE PONTOS DOSMEMBROS DO TIME FOR SUPERIOR A 6.
Importante: Um equipe composta por 06 pessoas no mínimo para se caracterizar um bom Brainstorm e todos devempontuar cada potencial de falha. Observem também que o link com PFMEA também deve ser considerado.
GESTÃO INDUSTRIAL EM UM SISTEMA LEAN- SOLUÇÃO DE PROBLEMAS -
“DESENVOLVIMENTO E APLICAÇÃO DO MÉTODO – 3G”
PRATICANDO:
� Visando a utilização dos dados colhidos durante o Brainstorm e aplicando o uso de ferramentas jáconhecidas, onde uma das mais utilizadas ainda é o Ishikawa, cada potencial de falha deve serreportado em um gráfico Espinha de Peixe, classificando este potencial dentro de um dos 6M jámuito difundido em nosso meio e o que nos possibilitar identificar a que classe este potencial
Jose Donizetti Moraes - 28/02/2013 BETIM – MINAS GERAIS - BRASIL
muito difundido em nosso meio e o que nos possibilitar identificar a que classe este potencialpertence:
� Método� Material� Máquina� Mão de Obra� Medição� Meio Ambiente
Para tal, mais um formulário foi concebido para compilação dos potenciais de falha elencado a cada M:

GESTÃO INDUSTRIAL EM UM SISTEMA LEAN- SOLUÇÃO DE PROBLEMAS -
Jose Donizetti Moraes - 28/02/2013 BETIM – MINAS GERAIS - BRASIL
Importante: O campo destinado a observações pode deve ser utilizado para elencar assuntos pertinentes a açõestomadas ou não tomadas quanto a pontuação, por exemplo, um potencial de falha mesmo com uma pontuação mesmobaixa pode ser tratada devido a gravidade determinada por um especialista.
GESTÃO INDUSTRIAL EM UM SISTEMA LEAN- SOLUÇÃO DE PROBLEMAS -
“DESENVOLVIMENTO E APLICAÇÃO DO MÉTODO – 3G”
PRATICANDO:
� Com todas as considerações levantadas, respectivamente pontuadas e classificadas dentro dos6Ms, as ações corretivas ou preventivas devem ser relacionadas em um plano de ação tipo PDCApara respectivo monitoramento.
Jose Donizetti Moraes - 28/02/2013 BETIM – MINAS GERAIS - BRASIL
� Com os três formulários devidamente compilados com as respectivas assinaturas dos envolvidos,estes documentos devem ser armazenados como histórico do processo para solução dosproblemas, lições aprendidas neste processo, devem alimentar também o Banco de LiçõesAprendidas, ações definidas devem ser também verificadas em abrangência a outros processos eboas práticas devem expandir a outros e novos processos.
� Visando um bom histórico das evidências coletadas durante o processo, uma formataçãoPowerPoint deve fazer parte do processo evidenciando também o correto uso dos 3Gs, para isso osslides seguintes definem um padrão de apresentação para cada G:

GESTÃO INDUSTRIAL EM UM SISTEMA LEAN- SOLUÇÃO DE PROBLEMAS -
PLANO DE AÇÃO PARA ANÁLISE - MÉTODO 3G
FALHA CAUSA AÇÃO PREVENTIVA RESPONSÁVEL DATA AÇÃO DETECÇÃO RESPONSÁVEL DATA
Jose Donizetti Moraes - 28/02/2013 BETIM – MINAS GERAIS - BRASIL
PFMEA PRODUTO: _______________________
OPERAÇÃO:_____________________________
DESCRIÇÃO:_____________________________
EQUIPE:_______ ________ _______ ________ _______ ________
OBERVAÇÕES:
Importante: O campo destinado a observações pode deve ser utilizado para elencar assuntos pertinentes a açõestomadas ou não tomadas quanto a pontuação, por exemplo, um potencial de falha mesmo com uma pontuação mesmobaixa pode ser tratada devido a gravidade determinada por um especialista.
GESTÃO INDUSTRIAL EM UM SISTEMA LEAN- SOLUÇÃO DE PROBLEMAS -
GEMBUTSU: Peça Real
Código da peça:
Descrição da peça:
Modo de Falha:
Jose Donizetti Moraes - 28/02/2013 BETIM – MINAS GERAIS - BRASIL
Foto da Peça com a falha
Considerações:
Importante: O uso de recursos como setas, fotos sobrepostas, balões, devem ser usados para clarificarmais o problema, se necessário mais um slide deve ser utilizado.
GESTÃO INDUSTRIAL EM UM SISTEMA LEAN- SOLUÇÃO DE PROBLEMAS -
GEMBA: Local Real
Foto da Máquina que
Código da máquina:
Descrição da máquina:
Considerações positivas:
Jose Donizetti Moraes - 28/02/2013 BETIM – MINAS GERAIS - BRASIL
Foto da Máquina que gerou a falha
Considerações negativas:
Importante: O uso de recursos como setas, fotos sobrepostas, balões devem ser usados para clarificarmais o problema, se necessário mais um slide deve ser utilizado.
GESTÃO INDUSTRIAL EM UM SISTEMA LEAN- SOLUÇÃO DE PROBLEMAS -
GENJITSU: Condição Real
Foto do posto de trabalho
Código do setor:
Descrição da Operação:
Considerações positivas:
Jose Donizetti Moraes - 28/02/2013 BETIM – MINAS GERAIS - BRASIL
Foto do posto de trabalho que gerou a falha
Considerações negativas:
Importante: O uso de recursos como setas, fotos sobrepostas, balões, devem ser usados para clarificarmais o problema, se necessário mais um slide deve ser utilizado. Avaliar todos os aspectos do posto,como documentação técnica, meios de controle, método de trabalho, etc...
GESTÃO INDUSTRIAL EM UM SISTEMA LEAN- SOLUÇÃO DE PROBLEMAS -
CONCLUSÃO:
Descrição resumida da metodologia aplicada, dos pontos positivos e
Jose Donizetti Moraes - 28/02/2013 BETIM – MINAS GERAIS - BRASIL
Descrição resumida da metodologia aplicada, dos pontos positivos e negativos e da provável causa raiz definida pelo time
Importante: Elencar no final o nome e setor de todos os participantes.

GESTÃO INDUSTRIAL EM UM SISTEMA LEAN- SOLUÇÃO DE PROBLEMAS -
FIMe
Jose Donizetti Moraes - 28/02/2013 BETIM – MINAS GERAIS - BRASIL
eOBRIGADO