melhoria de linhas de produção e teste, análise e ... · analisam-se e comparam-se três tipos...
TRANSCRIPT

Melhoria de Linhas de Produção e Teste, Análise e
Comparação de Métodos de Melhoria Contínua
Sebastião Maria Jardim de Sousa
Dissertação para obtenção do Grau de Mestre em
Engenharia Mecânica
Orientador: Prof. Paulo Miguel Nogueira Peças
Júri
Presidente: Prof. Rui Manuel dos Santos Oliveira Baptista
Orientador: Prof. Paulo Miguel Nogueira Peças
Vogais: Prof.ª Elsa Maria Pires Henriques
Engº Sérgio Rui de Castro dos Santos Caldeirinha
Outubro 2016
ii
Agradecimentos
O Técnico para mim foi um caminho muito atribulado que marcou muito a minha vida. A palavra
Técnico pesa muito. Já pesou mais, mas pesa. Os meus primeiros anos no Técnico foram difiíceis,
desde cedo que quis desistir, as palavras Cálculo, Análise Complexa de Equações Diferenciais,
Electromagnetismo, Mecânica de Fluidos ainda me dão tonturas.
As grandes responsáveis por esta escolha de ir para o Técnico são a minha querida professora de
Física Helena Melo que desde cedo criou em mim uma paixão por perceber o que me rodeia. E a
minha querida tia Vera Araújo que me deu as ferramentas para tal.
Mais tarde, depois de muito bater com a cabeça na parede quis desistir do Técnico, e nesse aspecto
o facto de não ter desistido e de esta tese ter sido escrita é em grande parte culpa dos meus pais. O
meu pai era quem me punha a cabeça no lugar e me incentivou a não desistir, e acreditem que não
foi tarefa fácil, por isso estar-lhe-ei eternamente grato. E a minha mãe, é o suporte emocional que
qualquer pessoa precisa, nunca conheci ninguém que sofresse tanto com os problemas dos outros.
Se há pouco falava do que sofri com o Técnico a minha mãe tirou um curso de Engenharia Mecânica,
um de Medicina e um de Comunicação Empresarial, todos ao mesmo tempo, graças às
preocupações que tem comigo e com as minhas irmãs. Obrigado mãe.
Mas este percurso não foi só feito de dramas e choradeiras, e mais tarde, no principio do mestrado,
comecei a ter gosto no que fazia e a ter boas notas, e inclusivamente até acabei no quadro de mérito,
quem diria! Muito obrigado aos meus pais, ao meu excelente de grupo amigos e até as minhas irmãs
por me terem aturado e ajudado neste dificil percurso que acabou por ter um final feliz.
Foi já no final do curso que tive a cadeira de Gestão de Produção onde conheci o professor Paulo
Peças sem o qual esta tese não existiria. Muito obrigado professor pela paciência de ler, reler e
comentar as várias etapas de texto que eventualmente se transformaram nesta tese.
O tio Tiago Delgado foi fundamental para a existência desta tese, foi incansável até garantir que
conseguiria fazer a minha tese na Unilever Jerónimo Martins, muito obrigado tio.
E não posso deixar de agradecer à Unilever Jerónimo Martins e em especial ao Engenheiro Pedro
Dias que me acompanhou ao longo da tese e que foi incansável em ajudar-me sempre que precisei.
iii
Abstract
The world we live in today is characterized by an exponential technologic evolution, companies today
evolve much faster, and to survive in this fierce and constant competition they must keep up with the
evolution and innovate. Companies fight amongst each other for market share, improving and
innovating be it in product or service quality, price or everything else they can, but one thing is clear:
does who don’t will be left behind. [1] [2] [3]
With the growing need to improve companies no matter what their activity sector is, some theories,
tools and techniques were developed throughout the years with that goal. Continuous improvement is
a long term strategy to improve a company in value proposition, customer satisfaction, quality,
flexibility or cost reduction that should be embraced by companies that want to keep up with today’s
evolution. [4]
This thesis is a tool that will possibly help to understand those methodologies and help defining which
corporate environment is best for which methodology, by testing, analyzing and comparing several
methods that will be applied in a real environment.
Keywords: Continuous Improvement, Problem Solving, Lean, PDCA, 8D, Major
Kaizen
iv
Resumo
A rápida evolução tecnológica do mundo actual tem levado a uma necessidade por parte das
empresas de melhorarem constantemente vários aspectos desde a sua proposta de valor às suas
infra-estruturas sob risco de não sobreviverem nos mercados crescentemente competitivos.
Tornou-se portanto imperativo que as empresas que desejam atingir o sucesso implementem culturas
de melhoria entre os seus trabalhadores. Ao longo dos anos com o aumento desta necessidade
foram aparecendo várias teorias e metodologias de melhoria contínua. Esta tese surge como uma
possível ferramenta para ajudar a melhor compreender essas metodologias de melhoria contínua de
modo a ajudar na escolha de qual a metodologia adequada para vários tipos de ambientes
empresariais.
Em primeiro lugar focou-se na revisão bibliográfica da área em questão. Em seguida testam-se
analisam-se e comparam-se três tipos de métodos de melhoría contínua em ambiente real, aplicando-
os a três linhas de produção com necessidade de melhoria numa fábrica de gelados da Olá da
Unilever Jerónimo Martins. Obtêm-se através dos métodos soluções capazes que permitem à
Unilever Jerónimo Martins melhorar a produtividade e reduzir custos. E tiram-se conclusões e ilações
sobre os métodos de melhoria contínua aplicados e quais os factores mais importantes a ter em conta
na escolha entre eles. Cria-se ainda uma primeira abordagem de comparação de métodos de
melhoría contínua, perspectivando as àreas potenciais de aplicação dos diferentes métodos.
Palavras chave: Problem Solving, Melhoria Contínua, Lean, 8D, PDCA, Major
Kaizen
v
Índice
Agradecimentos ........................................................................................................... ii
Abstract ...................................................................................................................... iii
Keywords .................................................................................................................... iii
Resumo ...................................................................................................................... iv
Palavras chave ........................................................................................................... iv
Índice ........................................................................................................................... v
Índice de Tabelas ..................................................................................................... viii
Índice de Figuras ........................................................................................................ ix
1 Introdução ............................................................................................................ 1
2 Estado de Arte ..................................................................................................... 3
2.1 A Importância da Gestão de Produção .................................................................................3
2.2 Breve Evolução Histórica da Gestão de Produção ...............................................................3
2.3 Ferramentas Lean ...............................................................................................................7
2.3.1 5W+1H ........................................................................................................................8
2.3.2 Matriz Is/Is Not .............................................................................................................9
2.3.3 Diagrama de Fishbone (Diagrama de Causa e Efeito) ................................................ 10
2.3.4 5 Whys ...................................................................................................................... 10
2.3.5 Brainstorming ............................................................................................................. 11
2.4 Metodologias de Melhoria Contínua ................................................................................... 11
2.4.1 PDCA ........................................................................................................................ 12
2.4.2 MAJOR KAIZEN ........................................................................................................ 12
2.4.3 A3 Problem Solving.................................................................................................... 14
2.4.4 8D .............................................................................................................................. 15
2.4.5 DMAIC ....................................................................................................................... 16
3 Enquadramento do Problema ............................................................................ 18
vi
3.1 Glacier I ............................................................................................................................. 19
3.2 Glacier II ............................................................................................................................ 20
3.3 Linha Hoyer ....................................................................................................................... 21
3.4 Metodologia Adoptada ....................................................................................................... 22
3.5 Escolha dos Métodos......................................................................................................... 25
4 Implementação das Soluções ............................................................................ 28
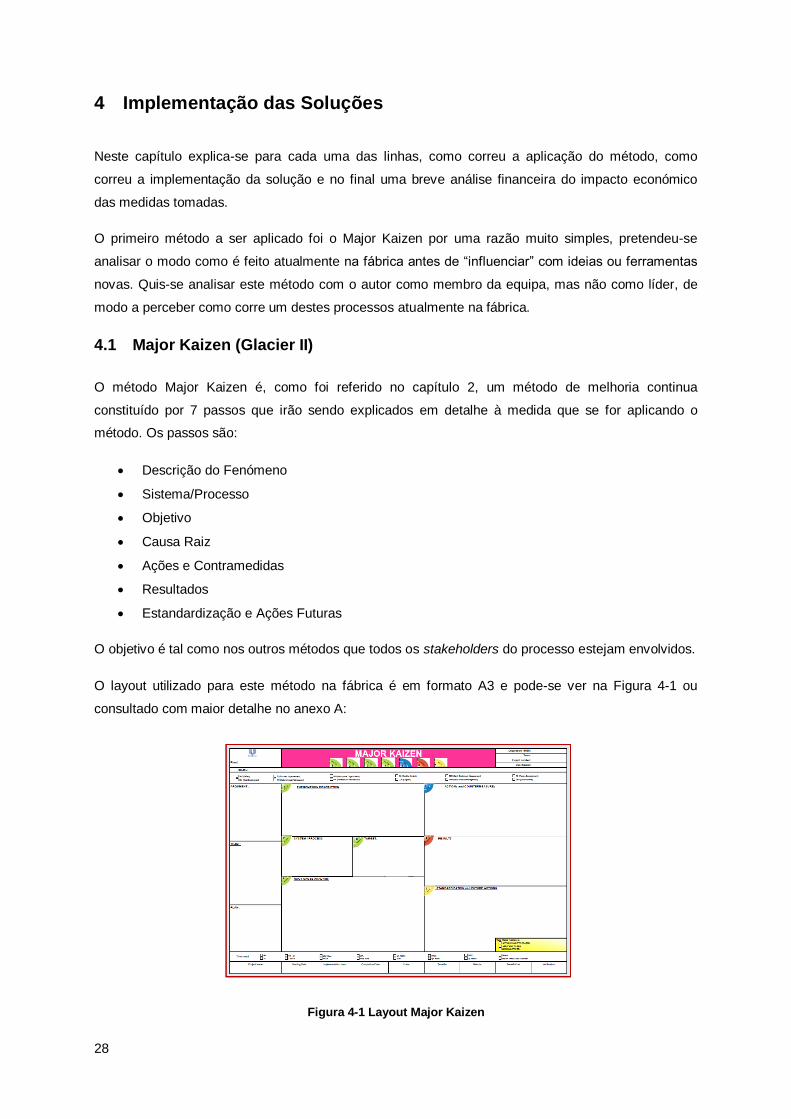
4.1 Major Kaizen (Glacier II) .................................................................................................... 28
4.1.1 Aplicação do Método .................................................................................................. 29
4.1.1.1 Justificação da Elaboração, Equipa e Plano ........................................................................ 29
4.1.1.2 1-Descrição do Fenómeno ................................................................................................. 29
4.1.1.3 2-Sistema/Processo ........................................................................................................... 31
4.1.1.4 3-Objectivo ........................................................................................................................ 32
4.1.1.5 4-Causa Raiz ..................................................................................................................... 33
4.1.1.6 5-Acções e Contra-Medidas ............................................................................................... 34
4.1.1.7 6-Resultados e 7-Standardização e Ações Futuras ............................................................. 35
4.1.2 Impacto nos Custos ................................................................................................... 36
4.2 8D (Glacier I) ..................................................................................................................... 36
4.2.1 Elaboração do Layout ................................................................................................ 37
4.2.2 Aplicação do Método .................................................................................................. 38
4.2.2.1 D0-Planear ........................................................................................................................ 39
4.2.2.2 D1-Equipa ......................................................................................................................... 40
4.2.2.3 D2-Descrever o Problema .................................................................................................. 41
4.2.2.4 D3-Solução Temporária ..................................................................................................... 43
4.2.2.5 D4-Identificar a Root Cause ............................................................................................... 44
4.2.2.6 D5-Desenvolver uma Solução Permanente ......................................................................... 46
4.2.2.7 D6-Implementar a Solução Permanente, D7-Prevenir Recorrência e D8-Celebrar o Sucesso48
4.2.3 Implementação da Solução ........................................................................................ 49
4.2.4 Impacto nos Custos ................................................................................................... 50
4.3 PDCA (Linha Hoyer) .......................................................................................................... 51
4.3.1 Aplicação do Método .................................................................................................. 52
4.3.1.1 Plan (Planear) .................................................................................................................... 53
4.3.1.2 Do (Fazer) ......................................................................................................................... 55
4.3.1.3 Check (Verificar) e Act (Agir) .............................................................................................. 57
vii
4.3.2 Implementação da Solução ........................................................................................ 58
4.3.3 Impacto nos Custos ................................................................................................... 59
5 Análise e Comparação de Métodos ................................................................... 60
5.1 Análise Major Kaizen ......................................................................................................... 66
5.2 Análise 8D ......................................................................................................................... 68
5.3 Análise PDCA .................................................................................................................... 69
5.4 Comparação entre Métodos ............................................................................................... 70
5.5 Comentário Sobre os Resultados Obtidos .......................................................................... 76
6 Conclusões ........................................................................................................ 80
Referências .............................................................................................................. 81
Anexos

viii
Índice de Tabelas
Tabela 1 Ferramentas de Qualidade ...................................................................................................7
Tabela 2 Exemplo Concept Scoring .................................................................................................. 65
Tabela 3 Exemplo Pairwise Comparison ........................................................................................... 65
Tabela 4 Exemplo Pairwise Comparison Preenchido ......................................................................... 66
Tabela 5 Exemplo Nº de Ocorrências e Pesos Obtidos ..................................................................... 66
Tabela 6 Avaliações dos Critérios no Método Major Kaizen ............................................................... 68
Tabela 7 Avaliações dos Critérios no Método 8D .............................................................................. 69
Tabela 8 Avaliações dos Critérios no Método PDCA ......................................................................... 70
Tabela 9 Avaliações dos Critérios nos Três Métodos ........................................................................ 70
Tabela 10 Pairwise comparison através do perfil do gestor focado nos resultados ............................ 72
Tabela 11 Peso atribuido a cada critério através do perfil do gestor focado nos resultados ............... 72
Tabela 12 Concept scoring através do perfil do gestor focado nos resultados ................................... 72
Tabela 13 Pairwise comparison através do perfil do gestor focado na cultura Lean ........................... 73
Tabela 14 Peso atribuido a cada critério através do perfil do gestor focado na cultura Lean ............. 74
Tabela 15 Concept scoring através do perfil do gestor focado na cultura Lean .................................. 74
Tabela 16 Pairwise comparison através do perfil do gestor focado no equilibrio entre resultados e
cultura Lean ...................................................................................................................................... 75
Tabela 17 Peso atribuido a cada critério através do perfil do gestor focado no equilibrio entre
resultados e cultura Lean .................................................................................................................. 75
Tabela 18 Concept scoring através do perfil do gestor focado no equilibrio entre resultados e cultura
Lean ................................................................................................................................................. 75
ix
Índice de Figuras
Figura 2-1 Exemplo de malefícios de uma estratégia a curto prazo [5] ................................................3
Figura 2-2 Os 3 Pilares do TQM ..........................................................................................................4
Figura 2-3 Ilustração das Desvantagens de Excesso de Stock ............................................................5
Figura 2-4 Matriz Is/Is not aliada aos 5W+1H ......................................................................................9
Figura 2-5 Diagrama de causa efeito (fishbone) ................................................................................ 10
Figura 3-1 Transição problemática na Glacier 1 ................................................................................ 19
Figura 3-2 Gelados Desalinhados (Esquerda) e Alinhados (Direita) ................................................... 19
Figura 3-3 Posto de trabalho de ajeitar os gelados ............................................................................ 20
Figura 3-4 Transição problemática na glacier 2 ................................................................................. 20
Figura 3-5 Posto de trabalho de ajeitar os gelados ............................................................................ 21
Figura 3-6 Saída do túnel de congelação na linha hoyer ................................................................... 21
Figura 3-7 Posto de trabalho de alinhar as caixas ............................................................................. 22
Figura 3-8 Fluxograma com estrutura da tese ................................................................................... 24
Figura 3-9 Passos de alguns métodos de melhoria contínua [49] ...................................................... 25
Figura 4-1 Layout Major Kaizen......................................................................................................... 28
Figura 4-2 Justificação da Elaboração e Equipa do Major Kaizen ...................................................... 29
Figura 4-3 1º Passo do Major Kaizen Preenchido .............................................................................. 31
Figura 4-4 2º Passo do Major Kaizen Preenchido .............................................................................. 32
Figura 4-5 3º Passo do Major Kaizen Preenchido .............................................................................. 33
Figura 4-6 4º Passo do Major Kaizen Preenchido .............................................................................. 34
Figura 4-7 5º Passo do Major Kaizen Preenchido .............................................................................. 35
Figura 4-8 Layout 8D ........................................................................................................................ 38
Figura 4-9 Verso do Layout do 8D ..................................................................................................... 38
Figura 4-10 Passo D0 do 8D preenchido ........................................................................................... 39
Figura 4-11 Passo D1 do 8D preenchido ........................................................................................... 41
Figura 4-12 Passo D2 do 8D preenchido (1ª Parte) ........................................................................... 42
Figura 4-13 Passo D2 do 8D preenchido (2ª Parte) ........................................................................... 43
Figura 4-14 Passo D4 do 8D preenchido ........................................................................................... 46
Figura 4-15 3ª Hipótese Glacier I ...................................................................................................... 47
Figura 4-16 4ª Hipótese Glacier I ...................................................................................................... 47
Figura 4-17 4ª Hipótese Glacier I ...................................................................................................... 48
Figura 4-18 Situação actual (Esquerda) e Solução aprovada (Direita) ............................................... 50
Figura 4-19 Layout PDCA ................................................................................................................. 51
Figura 4-20 Verso do Layout do PDCA.............................................................................................. 52
Figura 4-21 Saída do Túnel de Congelação da Linha Hoyer .............................................................. 54
Figura 4-22 Planificação dos Problemas na Linha Hoyer ................................................................... 55
Figura 4-23 3ª Hipótese Linha Hoyer ................................................................................................. 56
Figura 4-24 4ª Hipótese Linha Hoyer ................................................................................................. 56

x
Figura 4-25 5ª Hipótese Linha Hoyer (Fase Inicial) ............................................................................ 56
Figura 4-26 5ª Hipótese Linha Hoyer (Fase Final) ............................................................................. 57
Figura 4-27 Modelação 3D do Mecanismo de Rotação de Caixas ..................................................... 58
Figura 5-1 Resumo dos Resultados Obtidos ..................................................................................... 77
Figura 5-2 Cenários onde se Espera que Cada Método Terá a Melhor Utilização dos Seus Pontos
Fortes ............................................................................................................................................... 78
1
1 Introdução
O mundo em que vivemos atualmente é caracterizado por uma evolução tecnológica exponencial, de
facto as empresas cada vez evoluem mais rapidamente, e para sobreviver nesta competição
constante é preciso conseguir acompanhar a evolução e inovar. As empresas lutam umas contra as
outras por quota de mercado, melhorando e inovando quer seja na qualidade dos produtos ou
serviços, quer seja em oferecer preços mais competitivos uma coisa é verdade: quem não o fizer é
deixado para trás [1] [2] [3].
Com o crescimento desta necessidade de melhorar as empresas independentemente do seu sector
de actividade, foram desenvolvidas ao longo dos anos várias teorias e ferramentas com esse
objectivo. Melhoria contínua é uma estratégia a longo prazo para melhorar uma empresa em termos
de proposta de valor, satisfação do cliente, qualidade, flexibilidade e redução de custos.
A Unilever Jerónimo Martins é uma das maiores empresas portuguesas com um EBIDTA de 800
milhões de euros, que compete no mercado não só a nível nacional como a nível internacional.
Sendo uma empresa líder em vários sectores de mercado, e querendo consolidar a sua posição de
líder, tem a necessidade de inovar e de melhorar constantemente.
Surgiu então a hipótese de desenvolver esta tese em parceria com a Unilever Jerónimo Martins cujo
objectivo é testar em ambiente real a aplicação de três métodos de melhoria contínua, fazendo
posteriormente uma análise e comparação entre eles.
Os métodos analisados são: o PDCA (Plan, Do , Check, Act) caracterizado por ser extremamente
flexível na sua aplicação. O 8D (Oito disciplicas) caracterizado por ser um método mais rígido. E o
Major Kaizen (designação interna da empresa para a metodologia que usa, a qual é baseada na
abordagem A3-Problem Solving com recurso a alguns dos passos dos Kaizen Events) cujas
caracteristicas se enquadram no equilibrio entre a rigidez e a flexibilidade dos métodos anteriores.
A Unilever Jerónimo Martins, identificou três linhas de produção na fábrica de gelados da Olá, com
problemas que necessitava resolver, e decidiu-se então aplicar um método de melhoria contínua em
cada uma das linhas para resolver esses problemas.
Deste modo resolve-se três problemas na Unilever Jerónimo Martins ao mesmo tempo que se testa
cada um dos métodos de melhoria contínua em ambiente real. As aplicações dos métodos permitiram
desenvolver soluções que geraram uma redução de custos na empresa e gerar análises e
comparações de métodos que apesar de baseadas numa pequena amostra de estudo podem ser
extrapoladas, e que levantam questões interessantes.
No capítulo 2 faz-se uma revisão bibliográfica de todas as teorias e métodos de gestão de produção e
melhoría contínua, e ferramentas de qualidade relevantes para a tese.
2
No capítulo 3 faz-se o enquadramento do problema onde se explica em detalhe quais as linhas onde
os métodos são aplicados. Descreve-se qual a metodologia adoptada para a tese e se justifica a
escolha de cada um dos métodos.
No capítulo 4 descreve-se passo a passo a metodologia de cada método seguido de como correu a
aplicação de cada método. Por último descreve-se a implementação de cada solução e faz-se um
cálculo do impacto de cada solução nos custos da empresa.
No capítulo 5 analisa-se individualmente cada um dos métodos de acordo com uma série de critérios
escolhidos para o efeito e posteriormente compara-se os métodos entre eles usando uma matriz de
concept scoring que permite não só tirar algumas conclusões objectivas mas também ao leitor, se
desejar, fazer uma comparação entre métodos de acordo com a sua valorização pessoal de cada um
dos critérios.
Por último no capítulo 4 tiram-se as conclusões sobre a tese.
3
2 Estado de Arte
2.1 A Importância da Gestão de Produção
Tal como foi explicado na introdução, a melhoría contínua é um requisito para qualquer empresa que
queira atingir e manter o sucesso no mundo actual [1] [2] [3].
O que acontece atualmente é que as empresas na sua luta pela sobrevivência procuram
constantemente estratégias a curto prazo, ignorando por vezes os benefícios que uma estratégia de
longo prazo, mesmo que tenha alguns custos de implementação, pode ter. A Figura 2-1 ilustra quão
fácil é cair nesse erro comum. Mas uma coisa é clara ao analisar a história das empresas de sucesso:
A melhoria contínua é uma estratégia a longo prazo que não pode ser abandonada se o objetivo da
empresa é o crescimento e o sucesso. [4]
Figura 2-1 Exemplo de malefícios de uma estratégia a curto prazo [5]
Um dos objetivos principais da melhoria contínua é aumentar as capacidades e conhecimento de
todos os trabalhadores. De modo a que qualquer um tenha o poder e o conhecimento para, dentro da
empresa, encarar um problema com uma estratégia de problem solving racional. O facto de se
transmitir este poder de mudança a todos os funcionários de uma empresa fará com que a empresa
vá continuamente melhorando quase autonomamente. [4]
Estas ferramentas, filosofias e capacidades que uma vez transmitidas pela empresa farão com que
todos os membros participem ativamente na melhoria da empresa serão apresentadas nos
subcapítulos 2.3 e 2.4.
2.2 Breve Evolução Histórica da Gestão de Produção
É relativamente incerto qual o momento exacto onde começou a Gestão de Produção, no entanto
essa fase inicial não é de grande importância para esta tese pelo que se dará enfoque apenas a partir
de meados do século XX com o aparecimento do TQM e do TPS.
Total Quality Management
Entre 1950 e 1980 vários autores como Deming, Crosby ou Ishikawa entre outros começaram a focar-
se não só na redução dos tempos de produção mas em melhorar todos os aspetos de uma empresa
4
e foi ai que nasceu a Gestão de Qualidade Total (Total Quality Management ou TQM). TQM é uma
filosofia de gestão que procura melhorar todas as funções organizacionais (Marketing, Finanças,
Produção, Apoio ao Cliente, etc.). Esta filosofia foi-se desenvolvendo ao longo dos anos e não tem
um autor único nem uma definição exata. É sim um conjunto de teorias de vários autores
independentes todos com o objetivo de aumentar a qualidade total de uma empresa. Apesar disto
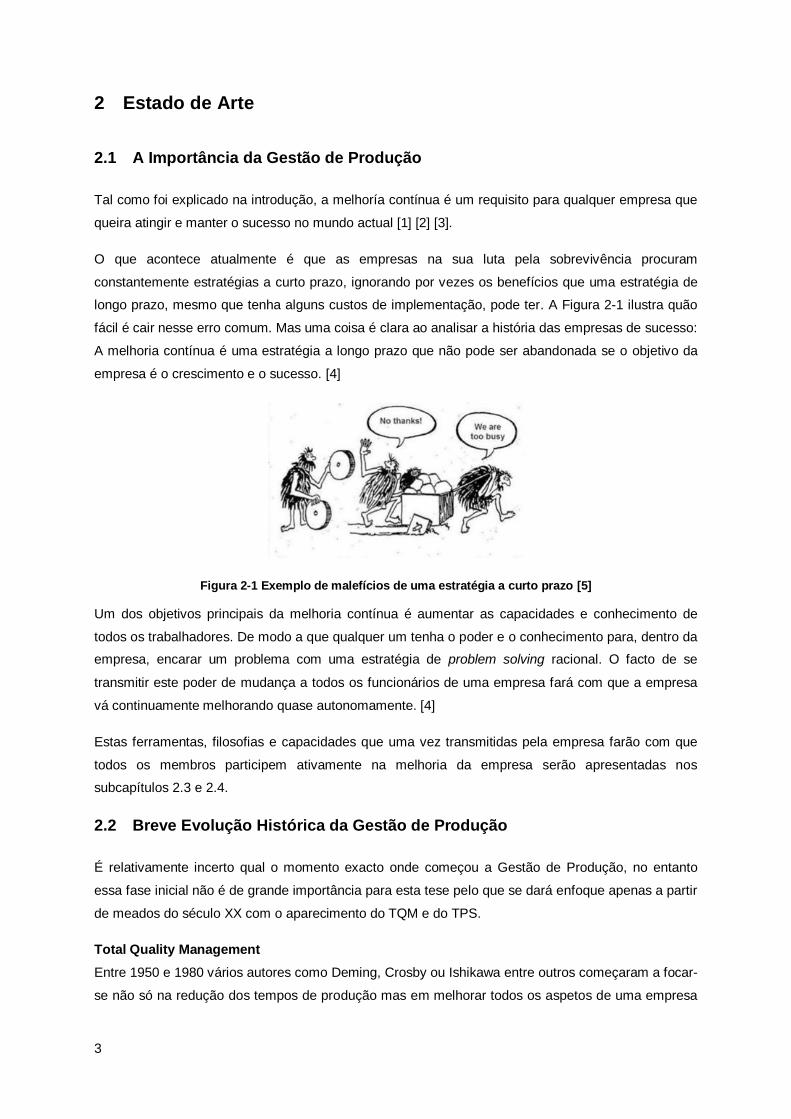
existem alguns traços comuns que podem ser identificados. A filosofia TQM assenta em 3 grandes
pilares: Focar-se nos clientes, melhoria contínua, e delegar poder aos trabalhadores, como se
observa na Figura 2-2.[6][7][8][9]
Figura 2-2 Os 3 Pilares do TQM
Por um lado a filosofia TQM defende que a empresa se deve concentrar nos clientes:[8][9]
Esta filosofia defende que para cada tarefa há sempre um cliente (mesmo dentro da empresa), ou
seja encaro sempre o receptor da próxima etapa de produção como um cliente, mesmo que seja uma
tarefa interna. A satisfação total do cliente é o único objetivo e deve-se garantir que todas as pessoas
sabem em qualquer tarefa quais os requisitos do cliente. Para cada tarefa deve-se aplicar sempre o
conceito fornecedor-cliente. Deve-se espalhar pela empresa uma titude de busca de perfeição que
costuma ser simplificada com as seguintes frases:
Eu forneço sempre um produto/função perfeito.
Eu só aceito um produto/função perfeito.
Por outro lado a filosofia TQM assenta também no pilar da melhoria contínua:[8][9]
O objectivo principal deste pilar é fazer bem à primeira vez, ou seja o objetivo a perseguir
constantemente é atingir zero defeitos. de modo a eliminar os custos de não-qualidade. Deve-se
investir mais na prevenção de defeitos e menos no controlo. Para tal deve-se estudar e perceber os
processos de modo a eliminar as causas de falha. Permitir melhorias diárias (pequenas melhorias). É
importante criar um ambiente criativo onde possam aparecer ideias disruptivas.
E por último a filosofia TQM defende que se deve delegar poder aos trabalhadores (empower
workers):[8] [9]
Melhoria Contínua
Concentrar-se nos clientes
Delegar Poder aos
Trabalhadores
TQM
5
O objectivo é criar uma cultura de competência e responsabilidade, promover a participação de todas
as pessoas afetadas pelos problemas nas decisões, promover o seu crescimento pessoal. Definir
regras justas e garantir que todas as pessoas as respeitam, garantindo que se delega com
honestidade e se trata as pessoas com dignidade de modo a criar um ambiente de trabalho proactivo
e produtivo.
Toyota Production System
Entre 1950 e 2000, em paralelo ao TQM a Toyota desenvolveu o Toyota Production System (TPS),
que consiste num sistema técnico-social que inclui as filosofias e práticas de gestão praticadas pela
mesma. Este sistema foi desenvolvido pelo fundador da Toyota Sakichi Toyoda e seu filho Kiichiro
Toyoda aliados ao engenheiro Taiichi Ohno. Este sistema tal como o TQM também assenta numa
série de técnicas e filosofias com vista a melhorar todas as áreas da empresa, mas com uma
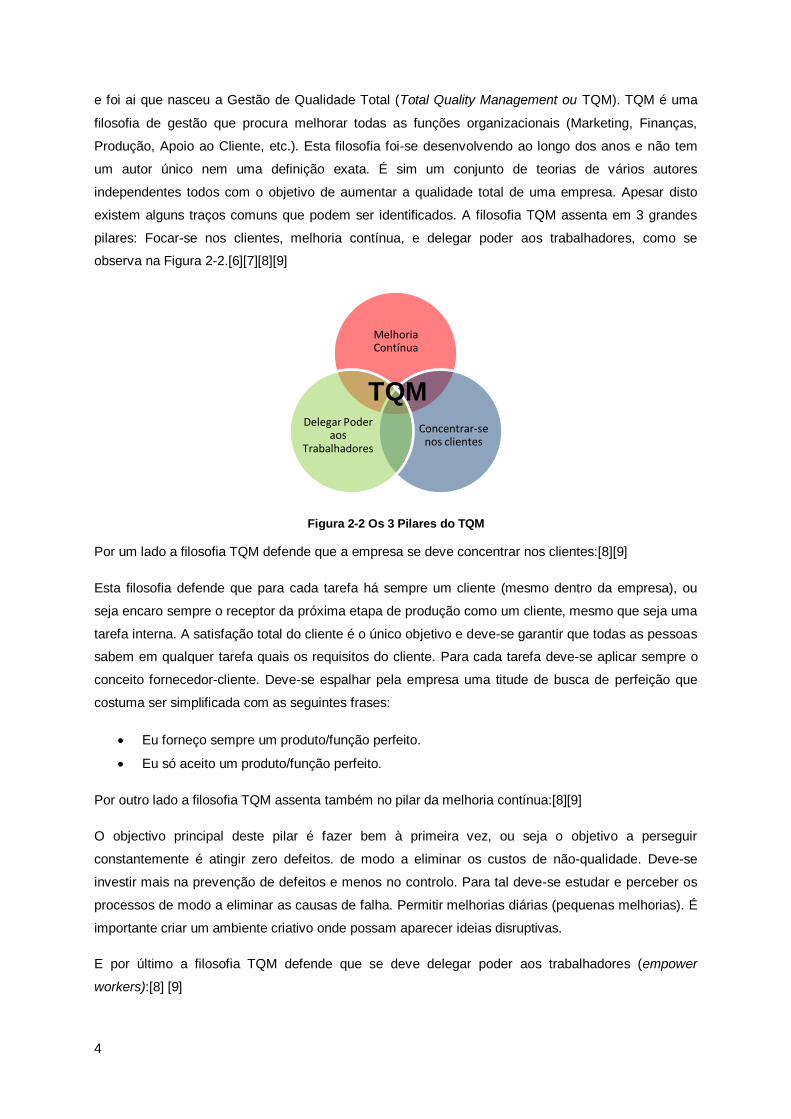
aproximação um pouco diferente. Na Toyota defende-se que o excesso de inventário esconde os
problemas da empresa e permite que nem todos os passos do processo de produção estejam em
constante melhoria (Figura 2-3). Sempre com esse objetivo em mente o TPS é composto por uma
série de técnicas e ferramentas como os 5 Whys, os 5S’s, os Kanbans ou SMED entre outras. Para
além destas ferramentas o TPS têm ainda uma metodologia de melhoria contínua que apesar de
ligeiramente ocidentalizada na forma que a conhecemos se chama Kaizen Events. Todas estas
ferramentas e os Kaizen Events serão explicados em maior detalhe nos subcapítulos 2.3 e 2.4.
[10][11][12]
Figura 2-3 Ilustração das Desvantagens de Excesso de Stock
Lean
Com o aparecimento do TPS, a rápida evolução da Toyota e os seus resultados fizeram com que a
implementação destas filosofias se tornasse mais recorrente na indústria. Tal como o TPS se apoiou
em algumas das filosofias do TQM e vice-versa, também surgiram novas filosofias inspiradas no TPS
e no TQM, e o Lean foi uma delas. Lean significa eliminação de desperdício. Em 1990 James P.
Womack, Daniel Roos, e Daniel T. Jones publicaram o livro “The machine that changed the world”
onde descreviam os princípios da filosofia Lean. Em 1996 dois destes autores, James P. Womack e
Daniel T. Jones simplificaram estes princípios para 5 com o livro “Lean Thinking” [13][14][15]:
Especificar quais as características do produto que o cliente valoriza.
6
Analisar o fluxo de valor, identificar quais as etapas que acrescentam valor e eliminar todas
as etapas que não o fazem (desperdício).
Uma vez eliminadas as etapas sem valor acrescentado deve-se criar um fluxo contínuo com
as etapas que sobraram de modo a produzir sem interrupções quando necessário.
Deve-se criar uma produção puxada (pull production) e produzir apenas quando é necessário
reduzindo ao máximo o stock (desperdício). (tal como no TPS)
Deve-se procurar perfeição constantemente. Todos os passos anteriores irão expor os
problemas na empresa, pelo que a empresa deve procurar constantemente eliminar
desperdícios.
A filosofia Lean é uma sequência de passos sempre com o foco de eliminar desperdícios na cadeia
de valor, esses desperdícios (“muda” em japonês) podem ser de vários tipos e são identificados como
os 7 desperdícios (Seven Wastes):
Excesso de Produção. Se se produzir mais produtos do que é necessário para a próxima
etapa, se se produzir mais cedo ou mais rápido do que é necessário têm-se excesso de
produção.
Desperdício de Inventário. Qualquer produto ou peça em excesso durante o processo de
fabrico ou que tenha de esperar entre tarefas.
Tempo de Espera. Qualquer tempo em que uma pessoa ou equipamento tenha de esperar.
Transporte desnecessário de produtos ou materiais.
Processar Desperdícios. Qualquer esforço que não adicione valor ao produto do ponto de
vista do consumidor.
Desperdícios de Movimento. Qualquer movimento de pessoas ou máquinas que não adicione
valor ao produto.
Defeitos de Produto. Produção de produtos defeituosos, variabilidade, inspeção ou correção
de erros.
Mais tarde, foram propostos por outros autores mais tipos de desperdício como:
Confusão, falta de informação, confundir objetivos ou métricas.
Condições de trabalho com falta de segurança ou não ergonómicas.
Subutilizar potencial humano, como habilidades, talentos ou ideias.
Para além desta procura constante por eliminar desperdícios, a filosofia Lean tem uma grande
componente de delegação de poder e de conhecimento aos trabalhadores permitindo a qualquer
membro da empresa, melhorar tudo o que conseguir através de um conjunto de metodologias de
melhoria contínua como o A3 problem solving ou ferramentas de qualidade como os 5S’s, a matriz
IS/IS NOT, fluxogramas, brainstorming ou objetivos SMART, etc. Algumas destas ferramentas foram
criadas por autores no âmbito do Lean outras foram criadas pela Toyota ou no âmbito do TQM. Todas
elas serão explicados em melhor detalhe mais à frente. [13][14][15]
7
Six Sigma
Tal como o Lean, apareceu também uma filosofia pelas mãos do engenheiro da Motorolla Bill Smith.
E tal como a filosofia Lean a filosofia Six Sigma tem como a objetivo a busca pela perfeição e a
eliminação de defeitos mas com uma aproximação ligeiramente diferente. A filosofia Six Sigma
apesar de estar como o Lean também partilhar de uma lógica de melhoria contínua, apresenta uma
estratégia de problem-solving com objetivos mais estatísticos e metrológicos. Na sua busca pela
perfeição, esta filosofia apoia-se numa metodologia de melhoria contínua que será explicada em
maior detalhe mais à frente que se chama DMAIC que representa um acrónimo para as 5 letras de
cada um dos passos do processo [16][17]:
Define (definir)
Measure (medir)
Analyze (analisar)
Improve (melhorar)
Control (controlar)
Esta filosofia defende que se deve reduzir ao máximo a tolerância para defeitos, de modo a produzir
produtos de alta qualidade. O nome Six Sigma vêm exatamente desta atitude em relação aos
defeitos, sendo sigma o valor padrão, definindo sigma como 6 significa que se reduz a tolerância a
defeitos para menos de 3,4 defeitos por milhão.
2.3 Ferramentas Lean
Todas estas teorias e filosofias, especialmente as mais atuais, como o TPS, Lean e Six Sigma
criaram ferramentas de qualidade de modo a facilitar a resolução de problemas. Ou se apoiaram em
ferramentas do TQM ou de teorias mais antigas. Estas ferramentas podem ter vários objetivos como
ajudar a planificar ou estratificar um problema, de modo a que não se esqueça de nenhuma variável
ao analisá-lo, ou ajudar a descobrir quais as causas raiz (root cause) do problema, entre outros. Em
resumo estas ferramentas servem todas para auxiliar na resolução de problemas de modo a que se
torne num processo metódico e facilmente aplicável a todos os casos. Por serem as primeiras a ser
postuladas apresentam-se as 7 ferramentas da qualidade na Tabela 1:
Tabela 1 7 Ferramentas de Qualidade
Diagrama de Causa
Efeito (Fishbone)
O diagrama de causa-efeito é uma das 7 ferramentas básicas de qualidade,
e serve para descobrir a causa raiz de um problema. Consiste num
diagrama com a forma de uma espinha de peixe que deu origem ao nome
em inglês (Fishbone). Na cabeça escreve-se o problema, e nas espinhas
escrevem-se as causas prováveis, garantindo assim que não se esquece de
nenhuma variável. [28][29]
Fluxograma Um fluxograma é uma das 7 ferramentas básicas de qualidade e consiste
num diagrama composto por caixas de vários formatos ligadas por setas
8
para planificar um processo. Os fluxogramas são usados para analisar,
desenhar, documentar ou mapear um processo. [30]
Folha de Verificação
(Check Sheet)
A folha de verificação é uma das 7 ferramentas básicas de qualidade e
consiste numa tabela usada para recolher informação em tempo real, cujo
funcionamento consiste em pôr um certo (check) cada vez que um dos
acontecimentos referidos na tabela acontece. Deste modo consegue-se ter
um histórico do que está a ser registado (normalmente defeitos ou falhas)
[31]
Gráfico de Controlo
(Control Chart)
É também uma das 7 ferramentas básicas de qualidade e consiste num
gráfico de dados estatísticos em que os limites superior e inferior servem
para verificar se o processo está dentro dos limites definidos. [31]
Histograma
O histograma é também uma das 7 ferramentas básicas de qualidade e é
um gráfico de barras que é uma estimativa da distribuição de probabilidade
de uma variável contínua. [31]
Diagrama de Pareto
O Diagrama de Pareto é outra das 7 ferramentas básicas de qualidade, e é
também um gráfico de barras que organiza o número de ocorrências por tipo
de ocorrência por ordem decrescente de frequência, com a particularidade
de poder ter uma linha que cresce inversamente às barras onde se
representam os valores cumulativos. [31]
Gráfico de Dispersão
(Scatter Diagram)
O gráfico de dispersão é outra das 7 ferramentas básicas de qualidade e
consiste num gráfico onde se representam duas ou mais variáveis em dois
eixos. [31]
Algumas das ferramentas posteriormente desenvolvidas, e algumas das 7 ferramentas da qualidade
são de maior importância para esta tese pelo que serão descritas em maior detalhe nos subcapítulos
2.3.1 a 2.3.5
2.3.1 5W+1H
A ferramenta 5W+1H é uma ferramenta muito útil para planificar e estratificar um problema. Esta
ferramenta consiste em 6 perguntas que quando respondidas simplificam a análise do problema por
garantirem que não se esquece de nenhuma variável importante. O nome desta ferramenta deriva
das iniciais dessas 6 perguntas em inglês:
What? (O quê?)
When? (Quando?)
Where? (Onde?)
Who? (Quem?)
Wich? (Qual/Quais?)
How? (Como?)
9
Estas perguntas são uma forma de mais uma vez descrever um problema mas de forma metódica e
sistemática, não deixando para trás variáveis importantes.[18]
2.3.2 Matriz Is/Is Not
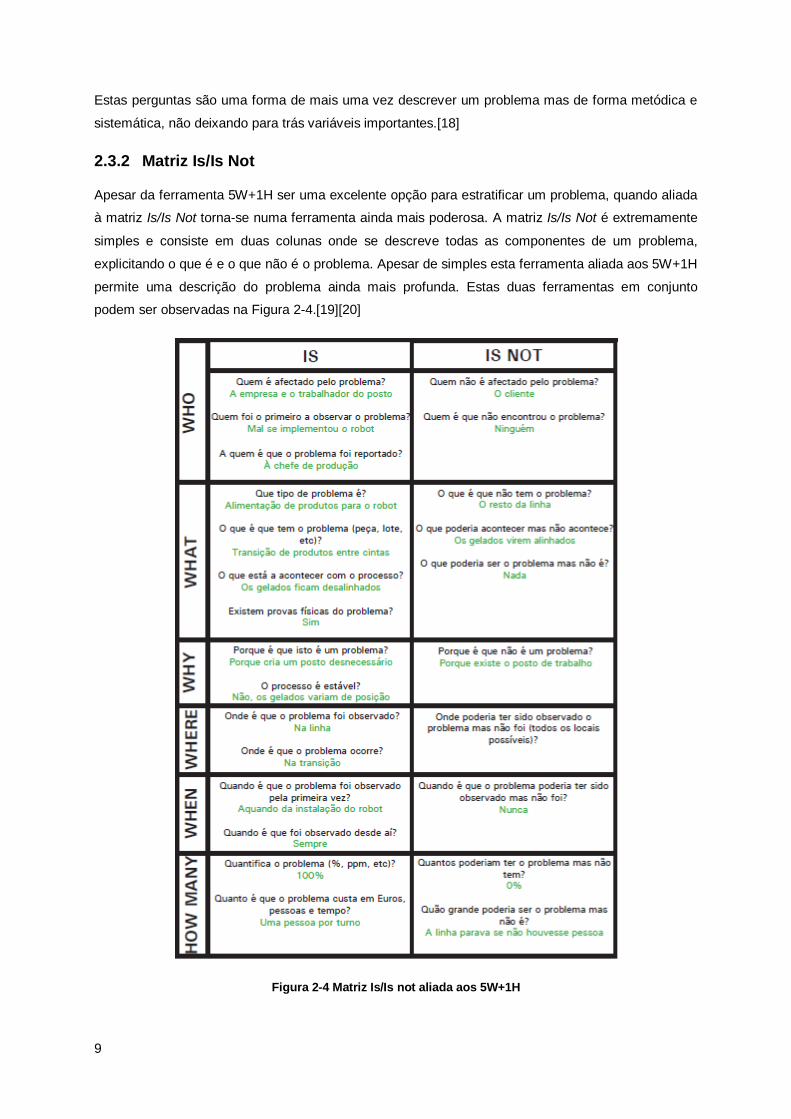
Apesar da ferramenta 5W+1H ser uma excelente opção para estratificar um problema, quando aliada
à matriz Is/Is Not torna-se numa ferramenta ainda mais poderosa. A matriz Is/Is Not é extremamente
simples e consiste em duas colunas onde se descreve todas as componentes de um problema,
explicitando o que é e o que não é o problema. Apesar de simples esta ferramenta aliada aos 5W+1H
permite uma descrição do problema ainda mais profunda. Estas duas ferramentas em conjunto
podem ser observadas na Figura 2-4.[19][20]
Figura 2-4 Matriz Is/Is not aliada aos 5W+1H
10
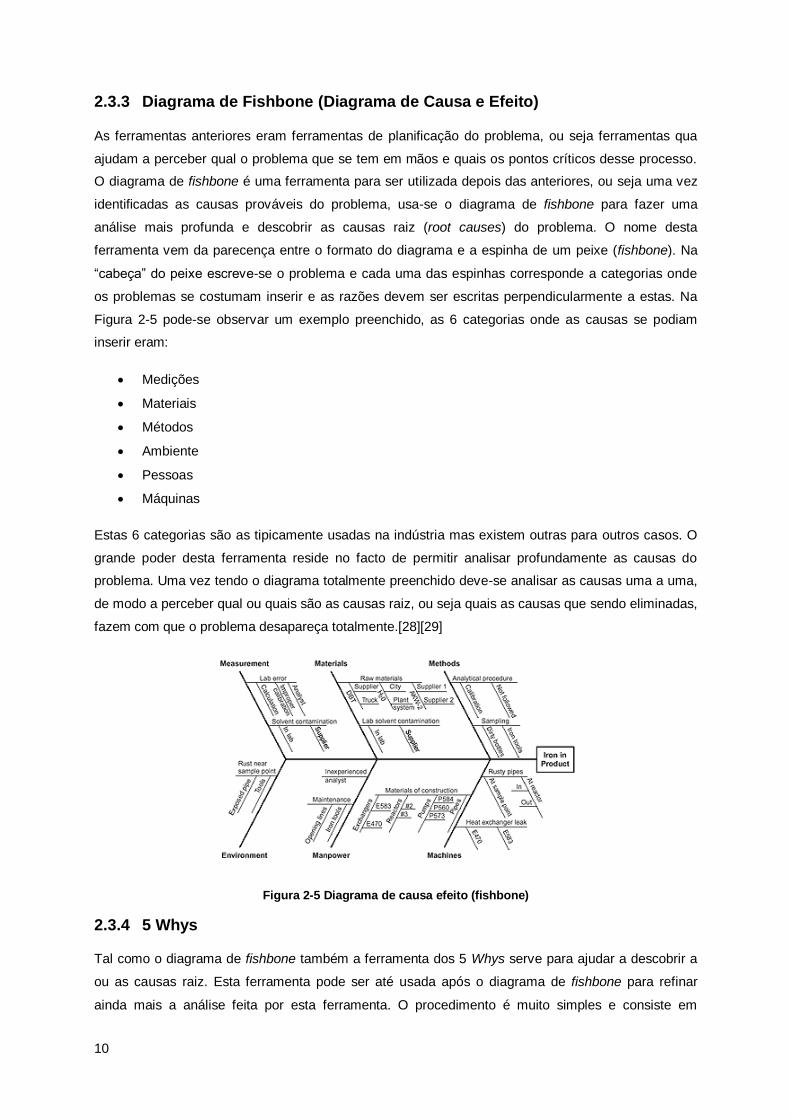
2.3.3 Diagrama de Fishbone (Diagrama de Causa e Efeito)
As ferramentas anteriores eram ferramentas de planificação do problema, ou seja ferramentas qua
ajudam a perceber qual o problema que se tem em mãos e quais os pontos críticos desse processo.
O diagrama de fishbone é uma ferramenta para ser utilizada depois das anteriores, ou seja uma vez
identificadas as causas prováveis do problema, usa-se o diagrama de fishbone para fazer uma
análise mais profunda e descobrir as causas raiz (root causes) do problema. O nome desta
ferramenta vem da parecença entre o formato do diagrama e a espinha de um peixe (fishbone). Na
“cabeça” do peixe escreve-se o problema e cada uma das espinhas corresponde a categorias onde
os problemas se costumam inserir e as razões devem ser escritas perpendicularmente a estas. Na
Figura 2-5 pode-se observar um exemplo preenchido, as 6 categorias onde as causas se podiam
inserir eram:
Medições
Materiais
Métodos
Ambiente
Pessoas
Máquinas
Estas 6 categorias são as tipicamente usadas na indústria mas existem outras para outros casos. O
grande poder desta ferramenta reside no facto de permitir analisar profundamente as causas do
problema. Uma vez tendo o diagrama totalmente preenchido deve-se analisar as causas uma a uma,
de modo a perceber qual ou quais são as causas raiz, ou seja quais as causas que sendo eliminadas,
fazem com que o problema desapareça totalmente.[28][29]
Figura 2-5 Diagrama de causa efeito (fishbone)
2.3.4 5 Whys
Tal como o diagrama de fishbone também a ferramenta dos 5 Whys serve para ajudar a descobrir a
ou as causas raiz. Esta ferramenta pode ser até usada após o diagrama de fishbone para refinar
ainda mais a análise feita por esta ferramenta. O procedimento é muito simples e consiste em
11
perguntar porquê? (why?) sucessivamente até se obter a causa raiz. Apesar de se chamar 5 Whys
pode-se perguntar porquê, mais ou menos do que 5 vezes, este número apenas foi escolhido por ser
o número de vezes que normalmente é necessário perguntar porquê?
Um exemplo típico de utilização desta ferramenta é:
Problema: O cliente recebeu a encomenda duas semanas depois do prazo estipulado.
Porquê? A produção atrasou-se na China.
Porquê? A fábrica apenas recebeu os parafusos necessários com duas semanas de atras.
Porquê? O fornecedor de parafusos não tinha os materiais prontos a tempo.
Porquê? Tiveram problemas em arranjar o aço que necessitavam para os parafusos.
Porquê? O gestor de encomendas deles é novo e inexperiente.
Contramedida: É necessário arranjar um fornecedor que seja de confiança.[25][26]
2.3.5 Brainstorming
Quer seja para definir o problema, descobrir as causas ou arranjar soluções uma sessão de
brainstorming é sempre útil. Esta ferramenta também é muito simples e consiste em juntar uma
equipa, sentar-se numa sala e ter uma reunião em que todos os membros são encorajados a
participar dando ideias, por mais absurdas que sejam. A ideia de uma sessão destas é promover a
criatividade, todas as ideias são aceites e por vezes até levam a ideias de outros. Por muito fora de
contexto que pareçam as ideias não podem ser julgadas. A ideia é promover uma atitude de
quantidade é melhor que qualidade, mais tarde filtrar-se-á quais as ideias exequíveis ou não, mas
durante a sessão o céu é o limite e deve-se garantir que todos os membros sabem e respeitam esta
atitude que promoverá o pensamento disruptivo e fora da caixa (outside-the-box).[21]
2.4 Metodologias de Melhoria Contínua
Dentro de todas estas teorias, metodologias e ferramentas, esta tese irá incidir mais profundamente
sobre as metodologias de melhoria contínua que consistem numa sequência de passos a seguir, e
que, aliadas a algumas ferramentas de qualidade tornam o processo de resolver um problema numa
sequência metódica de ações que aumentam a probabilidade de sucesso. Especialmente quando
aplicadas em equipa e envolvendo todos os envolvidos pelo processo. Dessas metodologias, que têm
origem em algumas das teorias já faladas como o TQM, TPS, Lean e Six Sigma as principais e as
que irão ser faladas nesta tese são:
PDCA
Major Kaizen
A3 Problem Solving
12
8D
DMAIC
Nos subcapítulos seguintes ir-se-á fazer uma breve introdução e explicação de cada um destes
métodos de melhoria continua.
2.4.1 PDCA
O método PDCA foi uma adaptação feita por especialistas Japoneses em 1951 baseada no ciclo de
Deming apresentado no seminário JUSE em 1950. Em 1985 esse ciclo foi melhorado por Ishikawa
que acrescentou a definição de objectivos e métodos para atingir esses objectivos no passo plan [32].
Como se irá perceber mais à frente, com mais ou menos passos todos os métodos de que se irá falar
são variações do PDCA.
O nome PDCA é um acrónimo das iniciais dos 4 passos do método:
Plan (Planear) O objetivo deste passo é investigar a situação e compreender totalmente a
natureza do problema a ser resolvido.
Do (Fazer) O objetivo principal para este segundo passo é desenvolver e implementar um
plano de Acão baseado nas informações obtidas no passo anterior. É extremamente
importante que o passo anterior tenha sido feito cuidadosamente para garantir que neste
passo não se está a “atacar” o problema errado.
Check (Verificar) O objetivo deste passo é monitorizar o efeito da implementação da solução
e se necessário ou possível desenvolver medidas para melhorar a solução.
Act (Agir) O objetivo deste 4º passo do PDCA é fazer ajustamentos às soluções
implementadas se for necessário por um lado, e por outro integrar a nova situação nos
procedimentos da empresa, e se possível transmitir o conhecimento.
No PDCA como em todos os métodos explicados em seguida, estes passos devem ser feitos em
equipa. Deve-se juntar uma equipa de 4 a 8 membros que estejam normalmente envolvidos no
processo em questão, de modo a que haja pessoas suficientes para se conseguir ter todos os inputs
necessários mas que não sejam demais o que pode atrasar a resolução do problema. [33] [34] [35]
[36]
2.4.2 MAJOR KAIZEN
A palavra Kaizen vem do japonês e significa "melhoria", refere-se a filosofias ou práticas que incidem
sobre a busca da melhoria contínua dos processos de produção, engenharia, gestão de negócios ou
qualquer processo.
Alguns referem-se a este método como Kaizen Events, mas nesta tese ir-se-á chamar a este método
Major Kaizen por ser este o método atualmente utilizado na fábrica da Olá e ser referido como Major
Kaizen. O Major Kaizen é portanto mais um método de melhoria contínua, que tal como os outros
deve ser elaborado por uma equipa de 4 a 8 membros, e é constituído por 7 passos [37] [38]:
13
Descrição do Fenómeno: Este passo consiste na descrição detalhada do fenómeno em
estudo. Neste passo deve-se demonstrar o problema através de imagens, desenhos,
fotografias, fluxogramas etc. É extremamente útil de modo a não se esquecer de nenhuma
variável do problema estratificá-lo. Uma das ferramentas extremamente úteis para este
objetivo é os 5W+1H e uma vez usada essa ferramenta deve-se elaborar uma descrição
precisa e concisa do problema.
Sistema/Processo: Este 2º passo do Major Kaizen consiste em fazer uma análise mais
profunda ao sistema ou processo em estudo de modo a identificar claramente quais os
pontos críticos que devem ser analisados. Pode-se usar mais uma vez desenhos, fotografias
ou fluxogramas.
Objetivo: O 3º passo consiste em delinear um objetivo a atingir, este objetivo deve ser um
objetivo SMART.
Causa Raiz (Root Cause): Este é um dos passos mais importantes do método, onde é muito
importante aplicar algumas ferramentas de qualidade de modo a obter as verdadeiras causas
raiz do problema. A má identificação das causas raiz levará a que se gaste tempo e recursos
desnecessários a desenvolver soluções que poderão não ser eficazes. É portanto muito
importante que se verifique ativa e passivamente se as causas descobertas são de facto a
raiz do problema. Pode e deve-se usar ferramentas como gráficos de pareto, os 5 WHYS, o
diagrama fishbone entre outros.
Ações e Contramedidas: No passo 5, cabe à equipa desenvolver ações e contramedidas
para acabar com o problema. As soluções podem ser novos procedimentos, planos de
manutenção, etc. ou soluções técnicas como novos equipamentos, ferramentas ou
infraestruturas.
Resultados: No passo 6 cabe à equipa confirmar se as soluções implementadas tiveram
sucesso, em caso afirmativo passa-se para o último passo e em caso negativo regressa-se
ao passo 4, root cause.
Standardização e Ações Futuras: O 7º e último passo, apesar de não ser de grande
importância para a resolução do problema em questão, é de extrema importância para a
empresa, e consiste em analisar todo o método e perceber se existe algum procedimento,
melhoria de equipamento ou de produto que possam ser standardizadas e utilizadas noutras
áreas da empresa. Em resumo consiste em “difundir” o conhecimento aprendido em cada
Major Kaizen por toda a empresa, desta forma a cultura Lean vai fazendo cada vez mas parte
da empresa. Tipicamente este passo é ignorado uma vez que o problema já está resolvido
mas é um grande erro, porque o conhecimento aprendido num Major Kaizen pode poupar
muito tempo e dinheiro a outras áreas da empresa.
Neste como noutros métodos é importante que a equipa se conheça e esteja à vontade para
participar, pelo que pode ser necessário realizar algumas actividades de team building ou jogos para
criar um ambiente criativo.
14
2.4.3 A3 Problem Solving
O método A3 problem solving deriva da filosofia da Toyota, e é também atualmente usado pelas
filosofias Lean.
O nome deste método deriva do tamanho da folha de papel usado para elaborar o relatório. Apesar
do tamanho da folha de papel ser uma característica que parece não ser importante, é. O facto de se
conseguir resumir todo um processo de problem solving num simples papel A3, é o que torna este
método muito poderoso, permitindo a qualquer membro da empresa que queira acompanhar que
melhorias têm sido implementadas na empresa, possa rapidamente fazê-lo sem ter de ler relatórios
infindáveis. Pois permite por um lado implementar um processo de resolução de problemas metódico
e sistemático aumentando a probabilidade de sucesso, e por outro torna esse mesmo processo
extremamente simples de realizar e de visualizar. [39] [40] [41] [38]
Este método tem os 7 passos seguintes:
Background, neste passo define-se qual a razão da elaboração do A3, deve-se explicar
claramente como é que o problema afeta o negócio, quer seja ao nível dos clientes, processo,
finanças, etc.
Descrição do Problema é o passo onde se descreve detalhadamente o problema. Esta
descrição pode incluir a magnitude do problema, onde e quando o problema ocorre, e o
impacto do problema no negócio. Ao quantificar o problema é mais fácil perceber a
importância de o resolver.
Definição do Objetivo , neste passo, define-se o que se deseja atingir com a elaboração do
A3, qual é o cenário ideal após a elaboração do mesmo. Uma vez feito isto é importante
definir um prazo para o atingir.
Causa Raiz (Root Cause Analysis) , uma vez tendo o problema claramente definido, deve-
se fazer uma análise profunda com vista a descobrir quais as causas raiz do problema.
Contramedidas, uma vez descobertas as root causes, deve-se elaborar as contramedidas
para as eliminar, assegurando que se atinge o objetivo definido. Deve-se não só elaborar as
contramedidas mas também o seu plano de implementação com datas e cargos atribuídos.
Confirmação de Efeitos, estando as contramedidas implementadas deve-se olhar para os
resultados das mesmas e determinar se de facto a solução implementada cumpre com os
objetivos.
Follow Up Action, uma vez atingidos os objetivos, cabe à equipa garantir que as soluções
são sustentáveis a longo prazo e se necessário implementar procedimentos ou dar formações
para garantir que a solução continuará a ter efeito. É também fundamental espalhar o
conhecimento adquirido pela empresa, por vezes o que se aprende num problema pode ser
aplicado em vários outros.
15
Na literatura sobre o método encontram-se algumas pequenas variações no número de passos do
método, mas geralmente tem os passos anteriores, e deve como os anteriores ser elaborados por
equipas de 4 a 8 membros [39] [40] [41] [38].
2.4.4 8D
O método 8D (oito disciplinas) foi desenvolvido pela Ford Motor Company em 1987, esta empresa
tentou criar uma filosofia própria em muito baseada no TQM. O método 8D consiste em 9 passos que
ajudam a resolver um problema metodicamente, assegurando que não se esquece de nenhum dos
fatores em jogo e que se consegue ter um método de resolução organizado e que permite resolver
problemas com uma taxa de sucesso elevada. Inicialmente o método era composto por 8 passos, do
D1 ao D8 mas mais tarde, em meados dos anos 90 foi inserido o passo D0.
Os passos são os seguintes [43] [5] [44]:
D0 Planear é o primeiro passo e apesar de relativamente simples permite que não se perca
tempo a fazer um 8D caso o problema seja simples suficiente para não ser necessário.
Basicamente neste passo tem de se responder à pergunta: Este problema requer um 8D?
Porquê?
D1 Equipa é o passo onde se define a equipa e é importante escolher uma equipa que seja
suficientemente grande para ter todos os inputs necessários mas suficientemente pequena
para ser eficaz e não dispersar (4 a 8 membros) e que tenha tempo e energia para dispensar
ao processo de resolução de problemas.
D2 Descrever o Problema, é extremamente importante que o problema seja bem descrito
nesta fase porque será o primeiro passo para garantir uma análise correta e chegar à
verdadeira natureza do problema. Deve-se usar ferramentas como a matriz IS/IS NOT aliada
aos 5W+1H para garantir que se analisa o problema de todas as perspetivas diferentes e que
não se esquece de nenhuma característica importante na resolução do problema, ou
imagens, gráficos e fotografias para garantir que se tem uma visão clara do problema, se for
um processo pode-se usar um fluxograma para planificar o processo.
D3 Conter o Problema Uma vez tendo a equipa percebido o problema, esta tem de arranjar
uma solução temporária. Este passo é importante apenas para casos onde o problema afeta
os consumidores, reduz a qualidade do produto ou afeta a produtividade. Se for uma situação
em que não é necessário conter o problema urgentemente pelas razões referidas pode-se
saltar este passo.
D4 Identificar a Causa Raiz Estando o problema temporariamente controlado ir-se-á
aprofundar o conhecimento das causas do problema e descobrir qual a causa raiz do
problema. Começa-se por identificar quais as causas do problema, deve-se utilizar
ferramentas como a Análise de Causas e Efeitos (Diagrama de Fishbone) ou os 5Whys? Uma
vez conhecidas todas as possíveis causas do problema escolhe-se, em equipa, qual ou quais
as mais prováveis de serem as responsáveis pelo problema (máximo 3). Em seguida faz-se
16
uma análise mais profunda, por exemplo com os 5Whys usando esta ferramenta para cada
uma das causas possíveis até se chegar à root cause.
D5 Desenvolver uma Solução Permanente Uma vez conhecida(s) a(s) root cause(s) a
eliminar, a equipa tem de ter outra sessão de brainstorming desta vez sem ser apenas à
procura de soluções rápidas e baratas mas de todo o tipo de soluções. Em seguida deve-se
escolher qual a ideia a implementar.
D6 Implementar a Solução Permanente Neste passo deve-se implementar a solução
desenvolvida e escolhida em D5. Em seguida deve-se desativar a solução temporária e
definir um método de medição para garantir que a solução é eficaz e que não existem efeitos
secundários. O impacto da solução deve ser medido na mesma unidade definida em D2.
D7 Prevenir Recorrência O trabalho da equipa não acaba uma vez estando o a solução
implementada. O objetivo da equipa não é implementar uma solução mas sim resolver o
problema, razão pela qual neste passo a equipa deve assegurar que o problema está
resolvido, deve basear-se em dados quantitativos e verificar se o objetivo proposto foi
cumprido. É também importante verificar se existem características no plano de Acão
utilizado que possam ser utilizadas na resolução de problemas similares e em caso afirmativo
garantir que essas características são devidamente transmitidas dentro da empresa e
implementar possíveis alterações em protocolos etc.
D8 Celebrar o Sucesso Por último deve-se juntar a equipa e celebrar o sucesso. O Líder
deve agradecer especificamente a cada membro da equipa e agradecer um a um e
explicitando a cada membro porque é que o seu contributo foi importante, fazer com que toda
a gente saiba porque é que cada pessoa em particular teve um papel importante. Se for
apropriado pode-se planear uma celebração, um almoço, um lanche, etc. É muito importante
não saltar este passo, este passo apesar de não ser muito importante na resolução do
problema em questão é o que faz com que todas as pessoas da organização sintam que tem
o poder de ajudar e melhorar a empresa, é o que faz com que as pessoas vejam a resolução
de problemas não como uma burocracia obrigatória mas como uma ferramenta que todos têm
à disposição para melhorar o seu posto de trabalho ou o de outros.
De todos os métodos referidos nesta revisão o 8D é o método com o maior número de passos,
apesar disto nenhum dos passos deve ser apressado ou ignorado. [43] [5] [44]
2.4.5 DMAIC
Outro método de controlo e melhoria de qualidade utilizado atualmente é o DMAIC que é uma parte
integral da filosofia Six Sigma mas que apesar disso pode ser implementado como um procedimento
de melhoria contínua independente ou no âmbito de uma filosofia Lean. [45] [46] [47] [48] [49]
O seu nome é um acrónimo com as iniciais dos 5 passos pelos quais é constituído (em inglês):
Define (definir) é onde se começam a criar as bases para o processo, a equipa define o
problema precisa e sucintamente, identifica os clientes e os requisitos, e determina pessoas e

17
recursos que precisam de estar no projeto. É também onde se desenvolve planos:
financeiros, de medidas a tomar e de comunicação.
Measure (medir) é o passo onde se mede a performance do processo, é extremamente
importante definir uma unidade de medida e utilizar todos os dados possíveis para quantificar
devidamente o problema.
Analyze (analisar), neste passo cabe à equipa analisar o processo com o objetivo de
descobrir quais as root causes que causam o problema.
Improve (melhorar), uma vez descobertas as root causes do problema a equipa deve elaborar
e implementar uma solução que elimine as ditas root causes.
Control (controlar) é o último passo onde a equipa tem como objetivo medir, tal como no
segundo passo, a performance do processo, mas desta vez já com a solução implementada
de modo a perceber se o processo já está a funcionar dentro dos parâmetros desejados. É
extremamente importante que se use a mesma unidade de medição definida no passo: medir.
É um método data-driven, ou seja, um método que recorre muito a ferramentas de qualidade
estatísticas, e que baseia muito as decisões em dados numéricos e estatísticos para melhorar
processos, razão pela qual é um método ideal para melhoria de processos complexos onde há
dificuldade em perceber quais as razões do problema. [45] [48]
18
3 Enquadramento do Problema
Esta tese foi desenvolvida em parceria com a Unilever Jerónimo Martins, uma das maiores empresas
em Portugal.
A Unilever Jerónimo Martins actua em três áreas distintas: Distribuição, Indústria e Serviços. Tem
marcas como a Olá, Knorr, Skip entre muitas outras e cadeias de supermecados como o Pingo Doce.
Em 2015 tinha 89 027 colaboradores e facturou 13 728 milhões de euros tendo um EBIDTA de 800
milhões de euros.
A primeira prioridade da empresa é ser um negócio de sucesso, o que implica investir em
crescimento e encontrar um equilíbrio entre interesses de curto e longo prazo. Tal significa também
uma preocupação pelos seus clientes, trabalhadores e pelas comunidades em que desenvolvem os
seus negócios.
Comprometem-se a fazer melhoramentos contínuos na gestão do impacto ambiental e a desenvolver
um negócio sustentado de longo prazo. Trabalham em estreita colaboração com outras entidades
para promover a defesa do ambiente, aumentar a consciência por estes temas e difundir as boas
práticas nesta matéria.
A Unilever Jerónimo Martins está empenhada em ajudar os seus trabalhadores a desenvolverem-se
tanto pessoalmente como as suas capacidades. Respeita a dignidade dos seus trabalhadores e
mantém uma boa comunicação com os seus empregados através de procedimentos para o tal.
Desenvolve esses procedimentos de forma confidencial de modo a que qualquer um possa expor o
que o preocupa.
Conduz as suas operações sempre com os interesses dos seus empregados em vista.
O desafio proposto pela Unilever Jerónimos Martins, vem na linha de todos os valores que a mesma
defende, e consiste em melhorar três postos de trabalho em três linhas de produção de gelados
diferentes de uma das suas marcas: a Olá.
Os três postos em questão são de muito pouco valor acrescentado quer para o produto, quer para o
trabalhador.
Todos os três problemas, apesar de algumas variações, são conceptualmente parecidos. Quando os
gelados chegam a um certo ponto na linha de produção vêm desalinhados o que faz com que para a
linha funcionar normalmente seja necessário introduzir um posto a que se referem na empresa como
“dar festas” que consiste em ajeitar os gelados de modo a que fiquem na posição desejada. Caso
este posto não exista atualmente, qualquer uma das três linhas corre o risco de encravar.
Em seguida ir-se-á explicar em detalhe o problema em cada uma das linhas, e mais tarde, a
metodologia utilizada para resolver os problemas.
19
Cada uma das linhas permite produzir mais do que um tipo de gelado pelo que as soluções do
problema terão de ser ajustáveis a cada um dos gelados produzidos nessa linha.
3.1 Glacier I
Na linha Glacier I produzem-se os seguintes gelados com as seguintes cadências:
Perna de Pau (134/min)
Magnum de Amêndoa (130/min)
Frigopé (160/min)
Tornado (130/min)
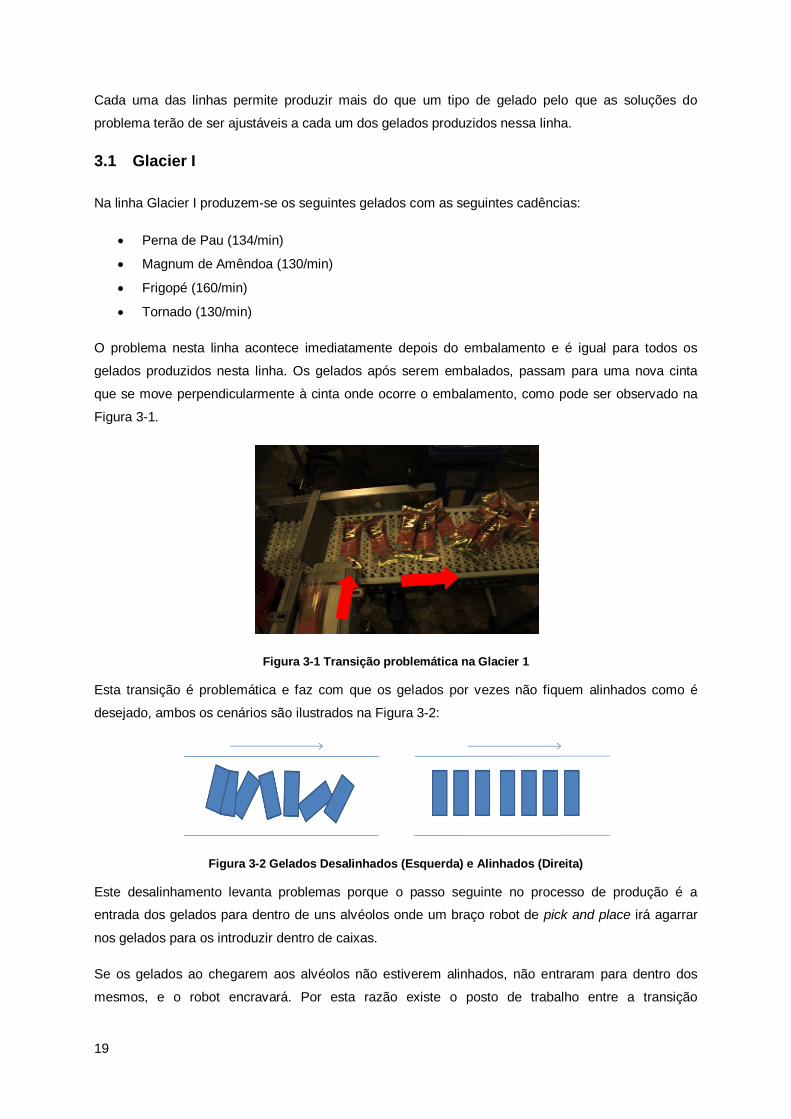
O problema nesta linha acontece imediatamente depois do embalamento e é igual para todos os
gelados produzidos nesta linha. Os gelados após serem embalados, passam para uma nova cinta
que se move perpendicularmente à cinta onde ocorre o embalamento, como pode ser observado na
Figura 3-1.
Figura 3-1 Transição problemática na Glacier 1
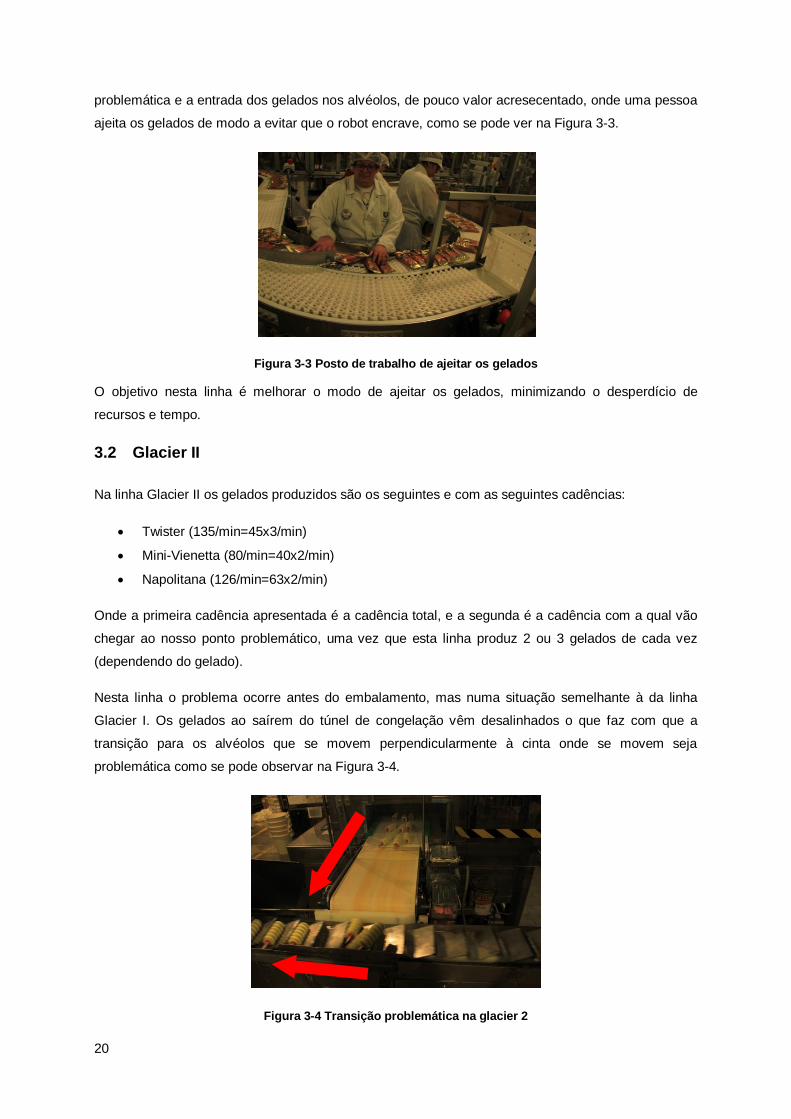
Esta transição é problemática e faz com que os gelados por vezes não fiquem alinhados como é
desejado, ambos os cenários são ilustrados na Figura 3-2:
Figura 3-2 Gelados Desalinhados (Esquerda) e Alinhados (Direita)
Este desalinhamento levanta problemas porque o passo seguinte no processo de produção é a
entrada dos gelados para dentro de uns alvéolos onde um braço robot de pick and place irá agarrar
nos gelados para os introduzir dentro de caixas.
Se os gelados ao chegarem aos alvéolos não estiverem alinhados, não entraram para dentro dos
mesmos, e o robot encravará. Por esta razão existe o posto de trabalho entre a transição
20
problemática e a entrada dos gelados nos alvéolos, de pouco valor acresecentado, onde uma pessoa
ajeita os gelados de modo a evitar que o robot encrave, como se pode ver na Figura 3-3.
Figura 3-3 Posto de trabalho de ajeitar os gelados
O objetivo nesta linha é melhorar o modo de ajeitar os gelados, minimizando o desperdício de
recursos e tempo.
3.2 Glacier II
Na linha Glacier II os gelados produzidos são os seguintes e com as seguintes cadências:
Twister (135/min=45x3/min)
Mini-Vienetta (80/min=40x2/min)
Napolitana (126/min=63x2/min)
Onde a primeira cadência apresentada é a cadência total, e a segunda é a cadência com a qual vão
chegar ao nosso ponto problemático, uma vez que esta linha produz 2 ou 3 gelados de cada vez
(dependendo do gelado).
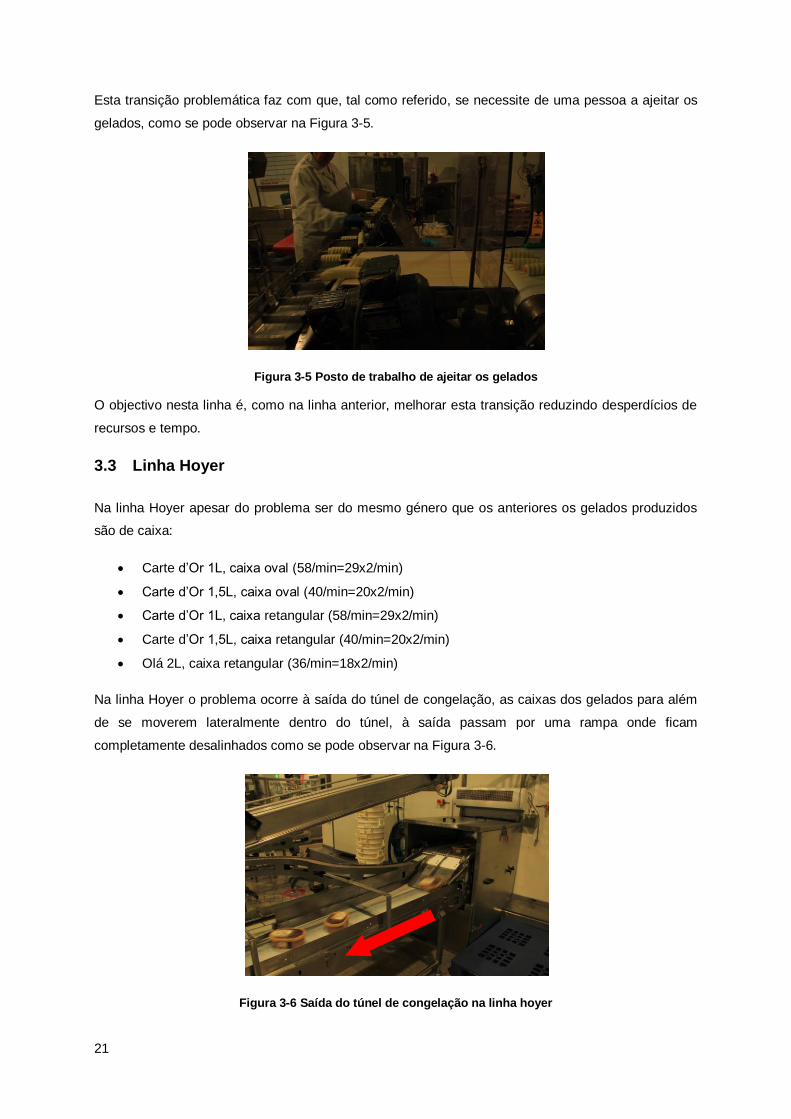
Nesta linha o problema ocorre antes do embalamento, mas numa situação semelhante à da linha
Glacier I. Os gelados ao saírem do túnel de congelação vêm desalinhados o que faz com que a
transição para os alvéolos que se movem perpendicularmente à cinta onde se movem seja
problemática como se pode observar na Figura 3-4.
Figura 3-4 Transição problemática na glacier 2
21
Esta transição problemática faz com que, tal como referido, se necessite de uma pessoa a ajeitar os
gelados, como se pode observar na Figura 3-5.
Figura 3-5 Posto de trabalho de ajeitar os gelados
O objectivo nesta linha é, como na linha anterior, melhorar esta transição reduzindo desperdícios de
recursos e tempo.
3.3 Linha Hoyer
Na linha Hoyer apesar do problema ser do mesmo género que os anteriores os gelados produzidos
são de caixa:
Carte d’Or 1L, caixa oval (58/min=29x2/min)
Carte d’Or 1,5L, caixa oval (40/min=20x2/min)
Carte d’Or 1L, caixa retangular (58/min=29x2/min)
Carte d’Or 1,5L, caixa retangular (40/min=20x2/min)
Olá 2L, caixa retangular (36/min=18x2/min)
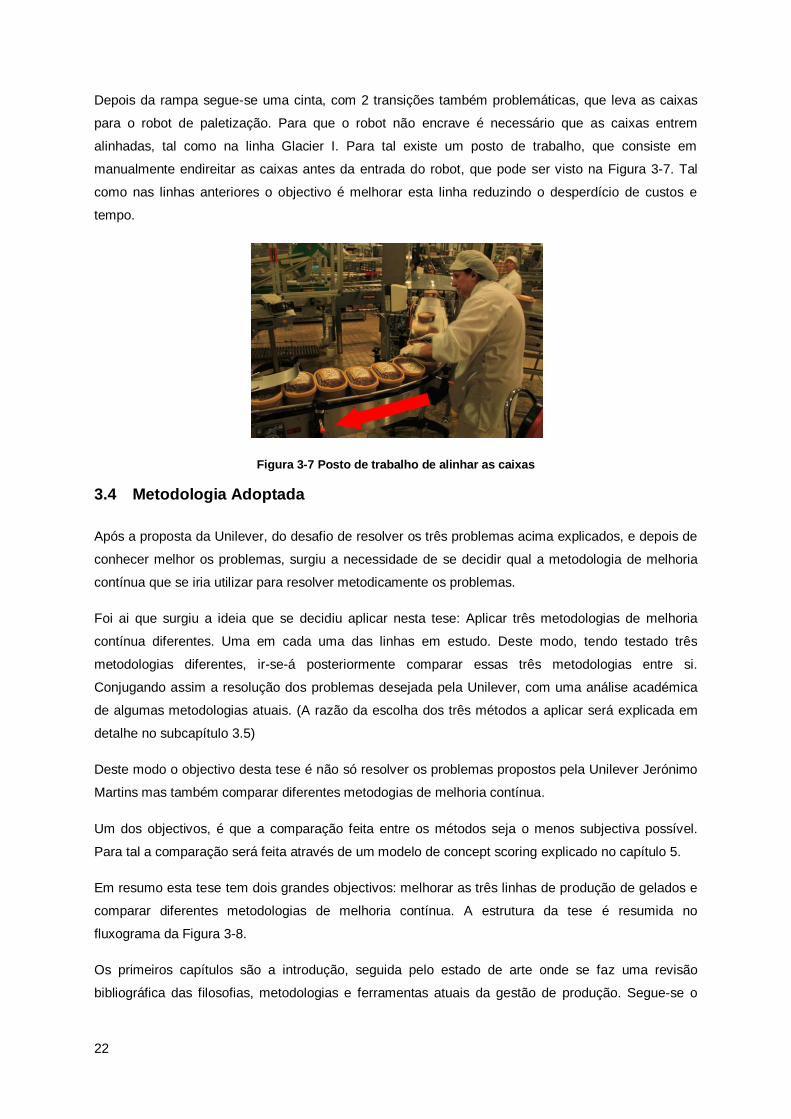
Na linha Hoyer o problema ocorre à saída do túnel de congelação, as caixas dos gelados para além
de se moverem lateralmente dentro do túnel, à saída passam por uma rampa onde ficam
completamente desalinhados como se pode observar na Figura 3-6.
Figura 3-6 Saída do túnel de congelação na linha hoyer
22
Depois da rampa segue-se uma cinta, com 2 transições também problemáticas, que leva as caixas
para o robot de paletização. Para que o robot não encrave é necessário que as caixas entrem
alinhadas, tal como na linha Glacier I. Para tal existe um posto de trabalho, que consiste em
manualmente endireitar as caixas antes da entrada do robot, que pode ser visto na Figura 3-7. Tal
como nas linhas anteriores o objectivo é melhorar esta linha reduzindo o desperdício de custos e
tempo.
Figura 3-7 Posto de trabalho de alinhar as caixas
3.4 Metodologia Adoptada
Após a proposta da Unilever, do desafio de resolver os três problemas acima explicados, e depois de
conhecer melhor os problemas, surgiu a necessidade de se decidir qual a metodologia de melhoria
contínua que se iria utilizar para resolver metodicamente os problemas.
Foi ai que surgiu a ideia que se decidiu aplicar nesta tese: Aplicar três metodologias de melhoria
contínua diferentes. Uma em cada uma das linhas em estudo. Deste modo, tendo testado três
metodologias diferentes, ir-se-á posteriormente comparar essas três metodologias entre si.
Conjugando assim a resolução dos problemas desejada pela Unilever, com uma análise académica
de algumas metodologias atuais. (A razão da escolha dos três métodos a aplicar será explicada em
detalhe no subcapítulo 3.5)
Deste modo o objectivo desta tese é não só resolver os problemas propostos pela Unilever Jerónimo
Martins mas também comparar diferentes metodogias de melhoria contínua.
Um dos objectivos, é que a comparação feita entre os métodos seja o menos subjectiva possível.
Para tal a comparação será feita através de um modelo de concept scoring explicado no capítulo 5.
Em resumo esta tese tem dois grandes objectivos: melhorar as três linhas de produção de gelados e
comparar diferentes metodologias de melhoria contínua. A estrutura da tese é resumida no
fluxograma da Figura 3-8.
Os primeiros capítulos são a introdução, seguida pelo estado de arte onde se faz uma revisão
bibliográfica das filosofias, metodologias e ferramentas atuais da gestão de produção. Segue-se o
23
capítulo da metodologia adotada, onde está inserido este texto, e onde se explica quais os problemas
a resolver, qual a metodologia adotada e o porquê dessas escolhas.
O quarto capítulo é onde se descreve a implementação dos métodos e a resolução dos problemas. A
sua estrutura é, como se vê na Figura 3-8, dividida em três subcapítulos, um para cada método.
Dentro desses subcapítulos primeiro descreve-se o método e como correu a aplicação do mesmo,
seguida de uma descrição mais detalhada de qual a solução desenvolvida para a linha, e por último
uma análise do impacto dessa solução nos custos. Esta estrutura será repetida três vezes, uma para
cada método e respetiva linha de produção.
No quinto capítulo, analisa-se cada método individualmente. Com o objetivo de analisar o
desempenho de cada método de uma forma pouco subjectiva, foram identificados e escolhidos
critérios em diversas vertentes consideradas como as mais representativas para o estudo em
questão, aos quais foram atribuidos valores numa escala de 1 a 5 de acordo com o desempenho do
método. Deste modo pôde-se por último, estando reunidos os dados necessários, fazer a
comparação entre métodos de acordo com os valores obtidos em cada critério.
O sexto e último capítulo são as conclusões.
24
Figura 3-8 Fluxograma com estrutura da tese
25
3.5 Escolha dos Métodos
Tal como referido anteriormente, nesta tese decidiu-se aplicar três métodos de melhoria contínua
diferentes, um a cada uma das linhas de produção que se pretende melhorar.
Quando chegou a altura da escolha dos métodos teve de se escolher três de entre os cinco
seguintes:
8D
Major Kaizen
A3 Problem Solving
DMAIC
PDCA
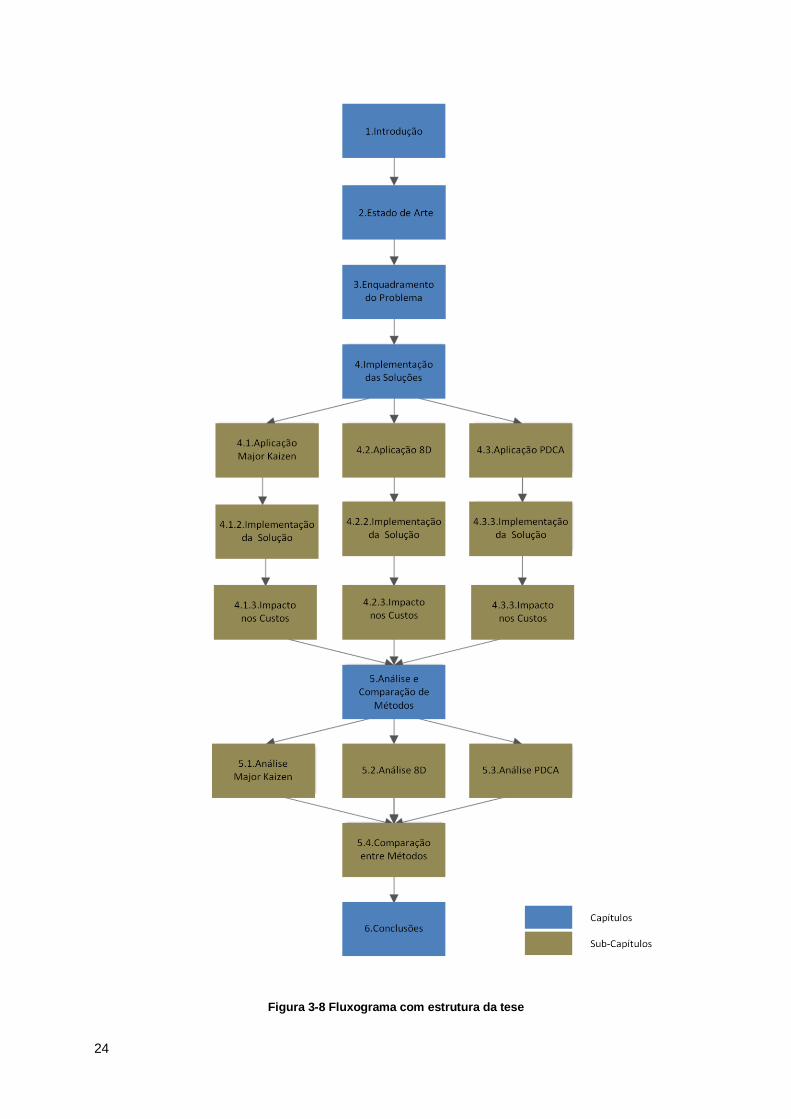
Na Figura 3-9 pode-se observar os passos de cada um de 4 dos 5 métodos analisados, sendo que o
método Major Kaizen (não está na figura) é em número de passos muito parecido com o método A3
Problem Solving. A figura pretende mostrar que apesar de todos os métodos serem diferentes têm
traços em comum, e que muitas vezes os passos de um método com muitos passos, equivalem a um
passo de um método com poucos passos. Por exemplo na figura percebe-se que os 5 primeiros
passos do 8D (referido na imagem como 8D/PSP que significa 8D Problem Solving Process)
equivalem ao Plan do PDCA. Obviamente que mesmo assim os métodos são diferentes, a figura
serve apenas para ilustrar que existem algumas parecenças entre métodos.
Figura 3-9 Passos de alguns métodos de melhoria contínua [49]
Visto que o número de problemas a resolver/linhas a melhorar é 3, ficou decidido que se iria, testar 3
métodos diferentes, um para cada problema e no fim procedia-se a uma comparação entre os 3.
Optou-se logo à partida por utilizar o método Major Kaizen por já ser o método de melhoria contínua
utilizado na fábrica, podendo assim eventualmente no fim do estudo concluir-se que existe uma
26
alternativa melhor e propô-lo à empresa. Como referido anteriormente este método também é
conhecido como Kaizen Events ou Kaizen A-3.
Restava então escolher 2 métodos de entre os 4 restantes, o 8D foi a primeira escolha por 3 razões:
A primeira foi o facto de este método ter 9 passos bem definidos (apesar de se chamar 8D
posteriormente à sua criação foi adicionado um passo D0). Uma das coisas que se queria
testar era o trade-off entre ter um método com muitos passos bem definidos fáceis de seguir,
mas por outro lado permite que as pessoas encarem o método como uma sequencia de
passos burocráticos e percam um pouco a capacidade de pensar e o espirito critico como é o
caso do 8D. E um método com poucos passos mais flexíveis que por um lado aumenta a
margem de erro e a probabilidade de divergir do objetivo final mas por outro obriga os
intervenientes a ter mais espirito critico e criatividade nas ferramentas a utilizar.
A segunda foi o facto de um dos passos logo no início do processo (D3) consistir em elaborar
uma solução temporária para conter o problema no caso deste afetar o cliente, produto ou
produtividade. Este passo torna o método 8D muito interessante visto ser o único dos
métodos analisados com esta capacidade de conter o problema temporariamente logo no
início do processo
A terceira razão foi a existência do 9º passo, que consiste em celebrar o sucesso. Todos os
métodos referem brevemente a importância de celebrar o sucesso mas o facto de ser um
passo obrigatório para fechar o processo faz com que não seja esquecido ou ignorado. O
estudo deste passo é interessante porque apesar de não contribuir activamente para a
resolução dos problemas, uma vez que só é aplicado depois da resolução dos mesmos,
ajuda a “enraizar” o espírito de melhoria continua na empresa.
Sobrava então escolher um processo entre o A3 problem solving, DMAIC ou PDCA. Quanto ao A3
problem solving desenvolvido na Toyota existem alguns layouts com ligeiras variações mas em geral
é muito parecido com o Major Kaizen razão pela qual foi excluído das hipóteses. Restando assim
optar entre os métodos PDCA e DMAIC.
Optou-se pelo PDCA por duas razões:
Uma vez que um dos objetivos, era testar o trade-off referido anteriormente, necessitava-se
de um processo que ao contrário do 8D tivesse poucos passos menos bem definidos. O
PDCA é o que menos passos tem.
A segunda razão da escolha do PDCA foi o facto de o método DMAIC usar muitas
ferramentas estatísticas, característica que é muito útil para problemas complexos onde é
difícil perceber quais as razões que mais influenciam o problema. Como para nenhum dos
três problemas em questão se justificava um processo tão complexo decidiu-se que o PDCA
seria a melhor hipótese.
Ficando assim os três métodos a ser utilizados definidos:

27
Major Kaizen
8D
PDCA
28
4 Implementação das Soluções
Neste capítulo explica-se para cada uma das linhas, como correu a aplicação do método, como
correu a implementação da solução e no final uma breve análise financeira do impacto económico
das medidas tomadas.
O primeiro método a ser aplicado foi o Major Kaizen por uma razão muito simples, pretendeu-se
analisar o modo como é feito atualmente na fábrica antes de “influenciar” com ideias ou ferramentas
novas. Quis-se analisar este método com o autor como membro da equipa, mas não como líder, de
modo a perceber como corre um destes processos atualmente na fábrica.
4.1 Major Kaizen (Glacier II)
O método Major Kaizen é, como foi referido no capítulo 2, um método de melhoria continua
constituído por 7 passos que irão sendo explicados em detalhe à medida que se for aplicando o
método. Os passos são:
Descrição do Fenómeno
Sistema/Processo
Objetivo
Causa Raiz
Ações e Contramedidas
Resultados
Estandardização e Ações Futuras
O objetivo é tal como nos outros métodos que todos os stakeholders do processo estejam envolvidos.
O layout utilizado para este método na fábrica é em formato A3 e pode-se ver na Figura 4-1 ou
consultado com maior detalhe no anexo A:
Figura 4-1 Layout Major Kaizen

29
4.1.1 Aplicação do Método
Nos sub-capítulos seguintes explica-se passo a passo, qual a teoria do método no passo em estudo,
seguido por uma descrição de como correu a aplicação.
Tal como referido anteriormente, na aplicação do Major Kaizen quis-se analisar como seria o decorrer
de uma das reuniões sem influenciar muito. E os resultados não foram os melhores. Apesar de no
final o A3 ter ficado preenchido e se ter desenvolvido uma solução eficaz a organização da reunião foi
caótica. Os passos não foram respeitados e não foi utilizado um fio de pensamento metódico. Dois
dos intervenientes praticamente não participaram, mas de uma forma caótica e desorganizada foram-
se falando dos pontos importantes que no final permitiram a elaboração do Major Kaizen.
4.1.1.1 Justificação da Elaboração, Equipa e Plano
Método
Como pôde ser observado na Figura 4-1, do lado esquerdo do layout, existem 3 passos prévios, de
muito fácil aplicação que são: justificar a elaboração do Major Kaizen, juntar a equipa e desenvolver o
plano. Este último consiste em analisar previamente (apesar de ainda não se ter efectuado estudos)
se existem alguns recursos que possam ser necessários e tratar de os arranjar. [38]
Aplicação
Neste caso, o passo de planear não foi necessário. Os passos da justificação da elaboração
(Argument) e da Equipa (Team) podem ser observados na Figura 4-2:
A elaboração do Major Kaizen é justificada por se estar a resolver um problema que apenas existe
por mau planeamento e que traz custos desnecessários à empresa. A equipa é constituida por 5
membros: Pedro Dias, António Ribeirinho, Sebastião Sousa, Paulo Belchior e Joaquim Faria.
Figura 4-2 Justificação da Elaboração e Equipa do Major Kaizen
4.1.1.2 1-Descrição do Fenómeno
Método
O 1º passo do Major Kaizen consiste na descrição detalhada do fenómeno em estudo. Neste passo
deve-se responder às questões:
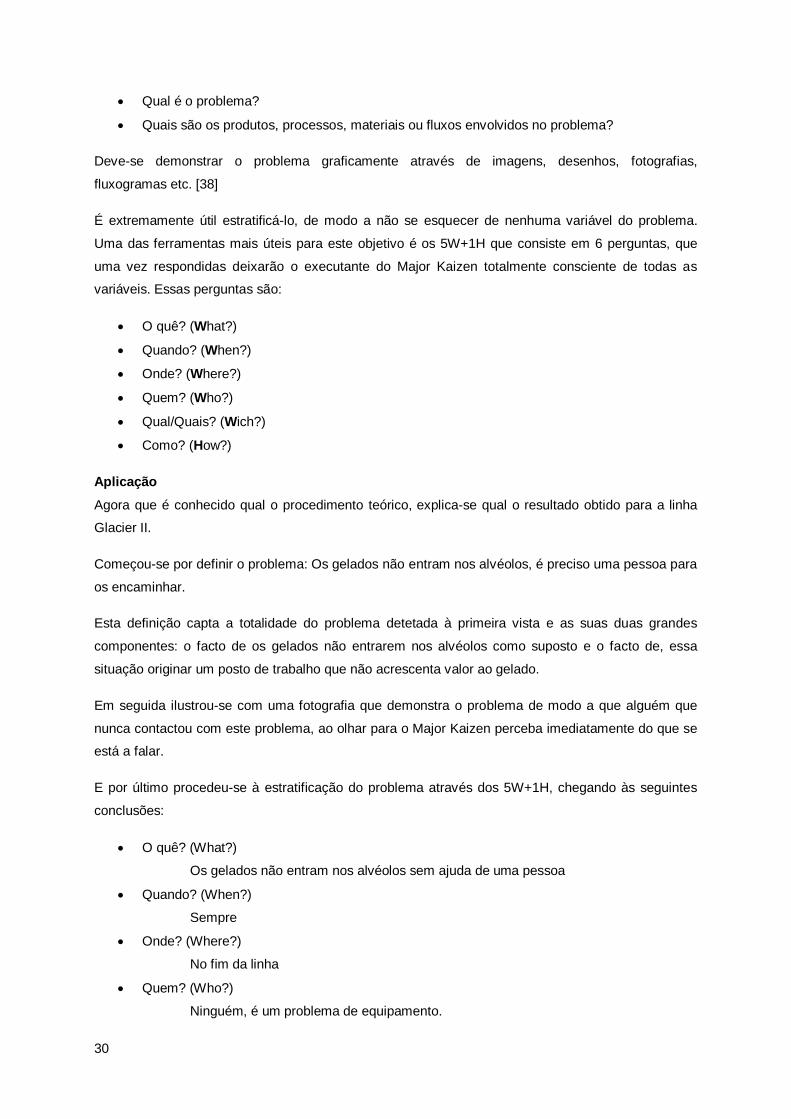
30
Qual é o problema?
Quais são os produtos, processos, materiais ou fluxos envolvidos no problema?
Deve-se demonstrar o problema graficamente através de imagens, desenhos, fotografias,
fluxogramas etc. [38]
É extremamente útil estratificá-lo, de modo a não se esquecer de nenhuma variável do problema.
Uma das ferramentas mais úteis para este objetivo é os 5W+1H que consiste em 6 perguntas, que
uma vez respondidas deixarão o executante do Major Kaizen totalmente consciente de todas as
variáveis. Essas perguntas são:
O quê? (What?)
Quando? (When?)
Onde? (Where?)
Quem? (Who?)
Qual/Quais? (Wich?)
Como? (How?)
Aplicação
Agora que é conhecido qual o procedimento teórico, explica-se qual o resultado obtido para a linha
Glacier II.
Começou-se por definir o problema: Os gelados não entram nos alvéolos, é preciso uma pessoa para
os encaminhar.
Esta definição capta a totalidade do problema detetada à primeira vista e as suas duas grandes
componentes: o facto de os gelados não entrarem nos alvéolos como suposto e o facto de, essa
situação originar um posto de trabalho que não acrescenta valor ao gelado.
Em seguida ilustrou-se com uma fotografia que demonstra o problema de modo a que alguém que
nunca contactou com este problema, ao olhar para o Major Kaizen perceba imediatamente do que se
está a falar.
E por último procedeu-se à estratificação do problema através dos 5W+1H, chegando às seguintes
conclusões:
O quê? (What?)
Os gelados não entram nos alvéolos sem ajuda de uma pessoa
Quando? (When?)
Sempre
Onde? (Where?)
No fim da linha
Quem? (Who?)
Ninguém, é um problema de equipamento.
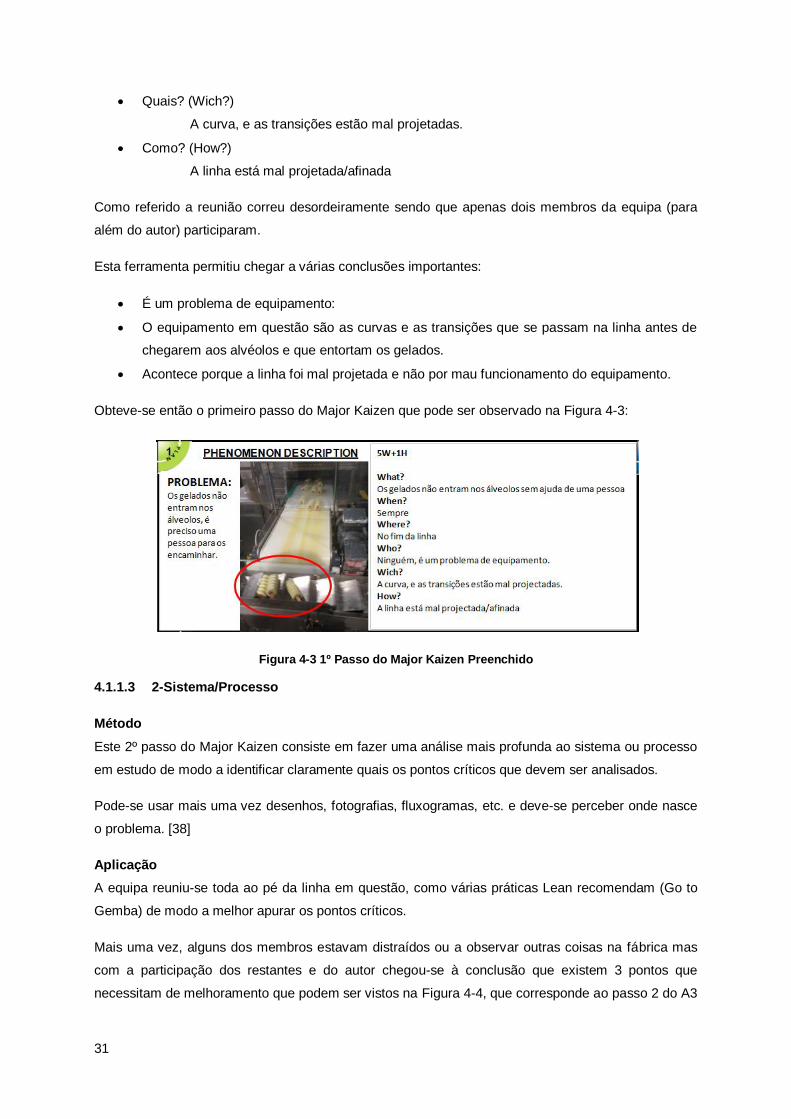
31
Quais? (Wich?)
A curva, e as transições estão mal projetadas.
Como? (How?)
A linha está mal projetada/afinada
Como referido a reunião correu desordeiramente sendo que apenas dois membros da equipa (para
além do autor) participaram.
Esta ferramenta permitiu chegar a várias conclusões importantes:
É um problema de equipamento:
O equipamento em questão são as curvas e as transições que se passam na linha antes de
chegarem aos alvéolos e que entortam os gelados.
Acontece porque a linha foi mal projetada e não por mau funcionamento do equipamento.
Obteve-se então o primeiro passo do Major Kaizen que pode ser observado na Figura 4-3:
Figura 4-3 1º Passo do Major Kaizen Preenchido
4.1.1.3 2-Sistema/Processo
Método
Este 2º passo do Major Kaizen consiste em fazer uma análise mais profunda ao sistema ou processo
em estudo de modo a identificar claramente quais os pontos críticos que devem ser analisados.
Pode-se usar mais uma vez desenhos, fotografias, fluxogramas, etc. e deve-se perceber onde nasce
o problema. [38]
Aplicação
A equipa reuniu-se toda ao pé da linha em questão, como várias práticas Lean recomendam (Go to
Gemba) de modo a melhor apurar os pontos críticos.
Mais uma vez, alguns dos membros estavam distraídos ou a observar outras coisas na fábrica mas
com a participação dos restantes e do autor chegou-se à conclusão que existem 3 pontos que
necessitam de melhoramento que podem ser vistos na Figura 4-4, que corresponde ao passo 2 do A3
32
do Major Kaizen. (Não se utilizaram imagens por não haver espaço no A3 mas os pontos críticos
serão demonstrados por imagens no passo 4 (causa raiz).
Figura 4-4 2º Passo do Major Kaizen Preenchido
4.1.1.4 3-Objectivo
Método
O 3º passo consiste em delinear um objetivo a atingir, este objetivo deve ser um objetivo SMART:
Para aumentar a probabilidade de sucesso de um objectivo, este deve ter as seguintes 5
caracteristicas [27]:
Specific (Especifico)
Measurable (Mensurável)
Achievable (Atingível)
Realistic (Realístico)
Timed (Temporizado)
Aplicação
Este passo foi relativamente simples de fazer uma vez que já se sabia à partida qual o objetivo da
elaboração do Major Kaizen: Alinhar os gelados sem a necessidade de ajuda humana, para eliminar o
posto de trabalho de quem encaminha os gelados.
Este objectivo é:
Específico – O objectivo é melhorar a linha de modo a eliminar o posto de trabalho de ajeitar
os gelados.
Mensurável – Neste caso é simples de medir, uma vez que não se quer reduzir uma
percentagem de defeito num produto, mas sim garantir que 100% dos gelados entram
sozinhos nos alvéolos.
Atingível - No sentido em que é relativamente simples de atingir.
Realístico – Já existem linhas na fábrica que não necessitam de ajuda humana para
encaminhar os gelados.
Temporizado – Neste caso não se aplica uma vez que não se definiu um prazo para a
resolução do problema.
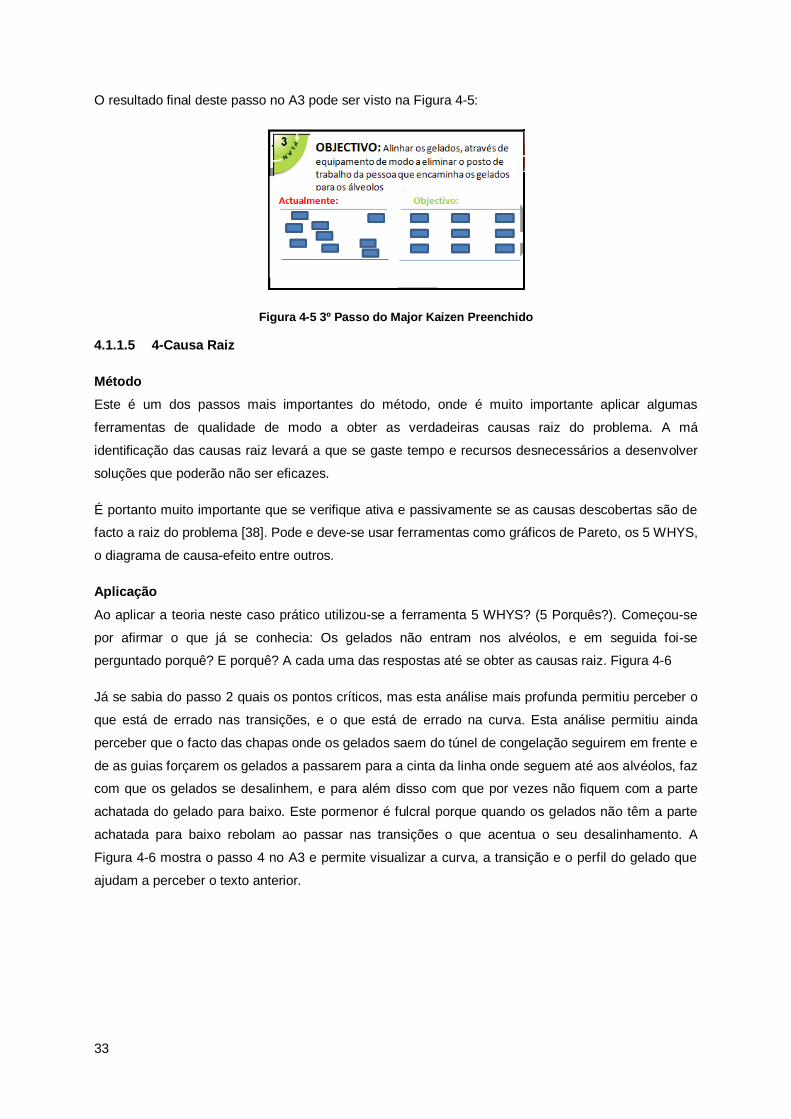
33
O resultado final deste passo no A3 pode ser visto na Figura 4-5:
Figura 4-5 3º Passo do Major Kaizen Preenchido
4.1.1.5 4-Causa Raiz
Método
Este é um dos passos mais importantes do método, onde é muito importante aplicar algumas
ferramentas de qualidade de modo a obter as verdadeiras causas raiz do problema. A má
identificação das causas raiz levará a que se gaste tempo e recursos desnecessários a desenvolver
soluções que poderão não ser eficazes.
É portanto muito importante que se verifique ativa e passivamente se as causas descobertas são de
facto a raiz do problema [38]. Pode e deve-se usar ferramentas como gráficos de Pareto, os 5 WHYS,
o diagrama de causa-efeito entre outros.
Aplicação
Ao aplicar a teoria neste caso prático utilizou-se a ferramenta 5 WHYS? (5 Porquês?). Começou-se
por afirmar o que já se conhecia: Os gelados não entram nos alvéolos, e em seguida foi-se
perguntado porquê? E porquê? A cada uma das respostas até se obter as causas raiz. Figura 4-6
Já se sabia do passo 2 quais os pontos críticos, mas esta análise mais profunda permitiu perceber o
que está de errado nas transições, e o que está de errado na curva. Esta análise permitiu ainda
perceber que o facto das chapas onde os gelados saem do túnel de congelação seguirem em frente e
de as guias forçarem os gelados a passarem para a cinta da linha onde seguem até aos alvéolos, faz
com que os gelados se desalinhem, e para além disso com que por vezes não fiquem com a parte
achatada do gelado para baixo. Este pormenor é fulcral porque quando os gelados não têm a parte
achatada para baixo rebolam ao passar nas transições o que acentua o seu desalinhamento. A
Figura 4-6 mostra o passo 4 no A3 e permite visualizar a curva, a transição e o perfil do gelado que
ajudam a perceber o texto anterior.

34
Figura 4-6 4º Passo do Major Kaizen Preenchido
4.1.1.6 5-Acções e Contra-Medidas
Método
No passo 5, cabe à equipa desenvolver ações e contramedidas para mitigar o problema. As soluções
podem ser novos procedimentos, planos de manutenção, etc. ou soluções técnicas como novos
equipamentos, ferramentas ou infraestruturas.
O plano de ação pode incluir normalmente as seguintes acções [38]:
Decidir quais as atividades a desenvolver
Decidir quem é responsável por desenvolver o quê
Agendar os passos da implementação
Avaliar quais as necessidades da equipa para implementar as soluções.
Garantir que a solução elimina as causas raiz.
Se necessário pode-se fazer uma análise de custos/benefícios.
Aplicação
No desenvolvimento da solução surgiram 3 hipóteses iniciais, as primeiras duas consistem em
soluções que não resolvem os problemas da linha, mas que no fim da mesma corrigem o
desalinhamento dos gelados.A última consiste numa série de melhorias que resolvem os problemas
da linha:
Um braço robot de pick and place equipado com sensores que individualmente agarra e
coloca cada gelado nos alvéolos. No entanto apesar de esta hipótese resolver o problema
totalmente teria custos muito elevados e o Engenheiro Pedro Dias constatou que já se tinha
tentado propôr uma solução desse tipo mas que a direcção da empresa não tinha aprovado
pelos custos elevados.

35
Uma esteira de transporte intralox equipada com sensores de peso e com pequenos motores
que alinha os gelados sozinha. Esta opção foi eliminada pelas mesmas razões da opção
anterior.
A terceira hipótese consiste em melhorar os 2 pontos critícos da linha: A curva observada na
Figura 4-6, e as Transições. Para evitar que os gelados se desalinhem na curva a solução
consiste num sistema de garras sem sensores que agarra nos gelados e os roda 90º. Para
suavizar as transições pretende-se usar um gume de faca em cada uma, e umas guias para
garantir que cada gelado não se move perpendicularmente ao sentido do movimento.
Pretende-se ainda criar uma “espera” que consiste numa chapa onde os gelados embatem
garantindo que se alinham. Um esboço desta hipótese pode ser observada na Figura 4-7.
Foi pedido um orçamento à empresa Afinomaq, para a terceira solução e o valor do orçamento é 38
400€. O orçamento não foi aprovado pela direcção da Unilever Jerónimo Martins pelo seu custo
elevado. Das três linhas em estudo, esta linha é a linha mais dificil de resolver os problemas, tem
vários problemas e um deles com um custo muito elevado de resolver. Optou-se portanto por manter
o posto de trabalho actual de ajeitar os gelados.
Figura 4-7 5º Passo do Major Kaizen Preenchido
4.1.1.7 6-Resultados e 7-Standardização e Ações Futuras
Uma vez que não a solução proposta não foi aprovada pela Unilever Jerónimo Martins os passos 6 e
7 não foram efectuados, este facto terá pouco impacto na análise e comparação dos métodos uma
vez que estes passos são de pouca importância para o que se pretende estudar. De qualquer modo
em seguida explica-se resumidamente o que teria sido feito caso se implementasse a solução
Método passo 6
No passo 6 cabe à equipa confirmar que as soluções implementadas tiveram sucesso e o plano de
ação proposto pela literatura sobre o método consiste em: [38]
Verificar se a taxa de defeitos reduziu para o objetivo
Verificar se a solução resolveu o problema
Se o problema continuar a ocorrer voltar ao passo 4

36
Método passo 7
O 7º e último passo consiste em analisar todo o método, e perceber se existe algum procedimento,
melhoria de equipamento ou de produto que possam ser estandardizadas e utilizadas noutras áreas
da empresa. Em resumo consiste em “difundir” o conhecimento aprendido em cada Major Kaizen por
toda a empresa. [38]
4.1.2 Impacto nos Custos
Apesar de na linha Glacier II a solução não ter sido aprovada, calculou-se o período de payback da
hipotética implementação dessa mesma solução
Segundo os dados fornecidos pela Unilever Jerónimo Martins a linha Glacier II operou 1624 horas em
2015 pelo que se irá assumir que este valor é o valor médio de horas de utilização desta linha por
ano.
A Unilever Jerónimo Martins paga 5,3€/hora aos trabalhadores alocados a este posto de trabalho e
portanto o custo anual é de:
(1)
Dividindo este valor pelo número de meses que a fábrica trabalha por ano, que são 10,5 meses
obtemos o valor gasto por mês:
(2)
Sabendo que o custo da implementação da solução é 38400€ consegue-se obter o valor do payback
period:
(3)
Pelo que o período de payback seria de 4 anos e 5 meses, período a partir do qual se pouparia
819,7
4.2 8D (Glacier I)
O segundo método utilizado foi o 8D. Inicialmente o método era composto por 8 passos, do D1 ao D8
mas mais tarde, em meados dos anos 90 foi inserido o passo D0. [5] [43] [44]
Os passos do D0 ao D8 são os seguintes:
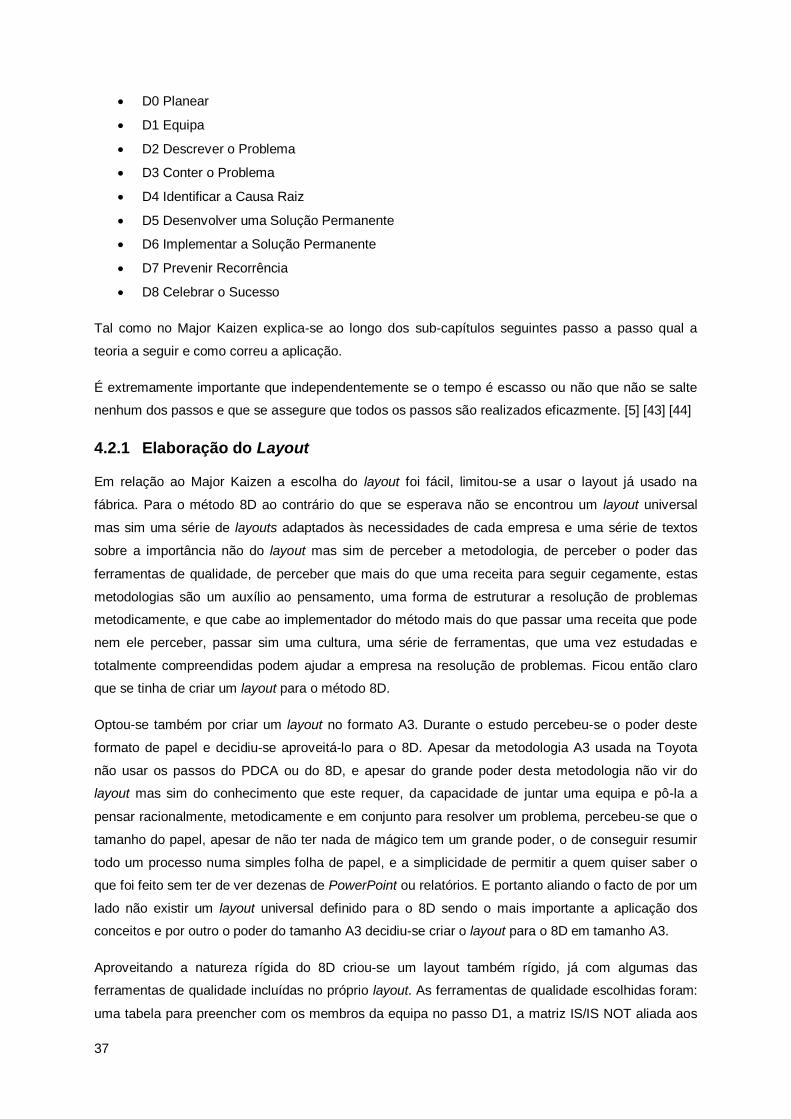
37
D0 Planear
D1 Equipa
D2 Descrever o Problema
D3 Conter o Problema
D4 Identificar a Causa Raiz
D5 Desenvolver uma Solução Permanente
D6 Implementar a Solução Permanente
D7 Prevenir Recorrência
D8 Celebrar o Sucesso
Tal como no Major Kaizen explica-se ao longo dos sub-capítulos seguintes passo a passo qual a
teoria a seguir e como correu a aplicação.
É extremamente importante que independentemente se o tempo é escasso ou não que não se salte
nenhum dos passos e que se assegure que todos os passos são realizados eficazmente. [5] [43] [44]
4.2.1 Elaboração do Layout
Em relação ao Major Kaizen a escolha do layout foi fácil, limitou-se a usar o layout já usado na
fábrica. Para o método 8D ao contrário do que se esperava não se encontrou um layout universal
mas sim uma série de layouts adaptados às necessidades de cada empresa e uma série de textos
sobre a importância não do layout mas sim de perceber a metodologia, de perceber o poder das
ferramentas de qualidade, de perceber que mais do que uma receita para seguir cegamente, estas
metodologias são um auxílio ao pensamento, uma forma de estruturar a resolução de problemas
metodicamente, e que cabe ao implementador do método mais do que passar uma receita que pode
nem ele perceber, passar sim uma cultura, uma série de ferramentas, que uma vez estudadas e
totalmente compreendidas podem ajudar a empresa na resolução de problemas. Ficou então claro
que se tinha de criar um layout para o método 8D.
Optou-se também por criar um layout no formato A3. Durante o estudo percebeu-se o poder deste
formato de papel e decidiu-se aproveitá-lo para o 8D. Apesar da metodologia A3 usada na Toyota
não usar os passos do PDCA ou do 8D, e apesar do grande poder desta metodologia não vir do
layout mas sim do conhecimento que este requer, da capacidade de juntar uma equipa e pô-la a
pensar racionalmente, metodicamente e em conjunto para resolver um problema, percebeu-se que o
tamanho do papel, apesar de não ter nada de mágico tem um grande poder, o de conseguir resumir
todo um processo numa simples folha de papel, e a simplicidade de permitir a quem quiser saber o
que foi feito sem ter de ver dezenas de PowerPoint ou relatórios. E portanto aliando o facto de por um
lado não existir um layout universal definido para o 8D sendo o mais importante a aplicação dos
conceitos e por outro o poder do tamanho A3 decidiu-se criar o layout para o 8D em tamanho A3.
Aproveitando a natureza rígida do 8D criou-se um layout também rígido, já com algumas das
ferramentas de qualidade incluídas no próprio layout. As ferramentas de qualidade escolhidas foram:
uma tabela para preencher com os membros da equipa no passo D1, a matriz IS/IS NOT aliada aos
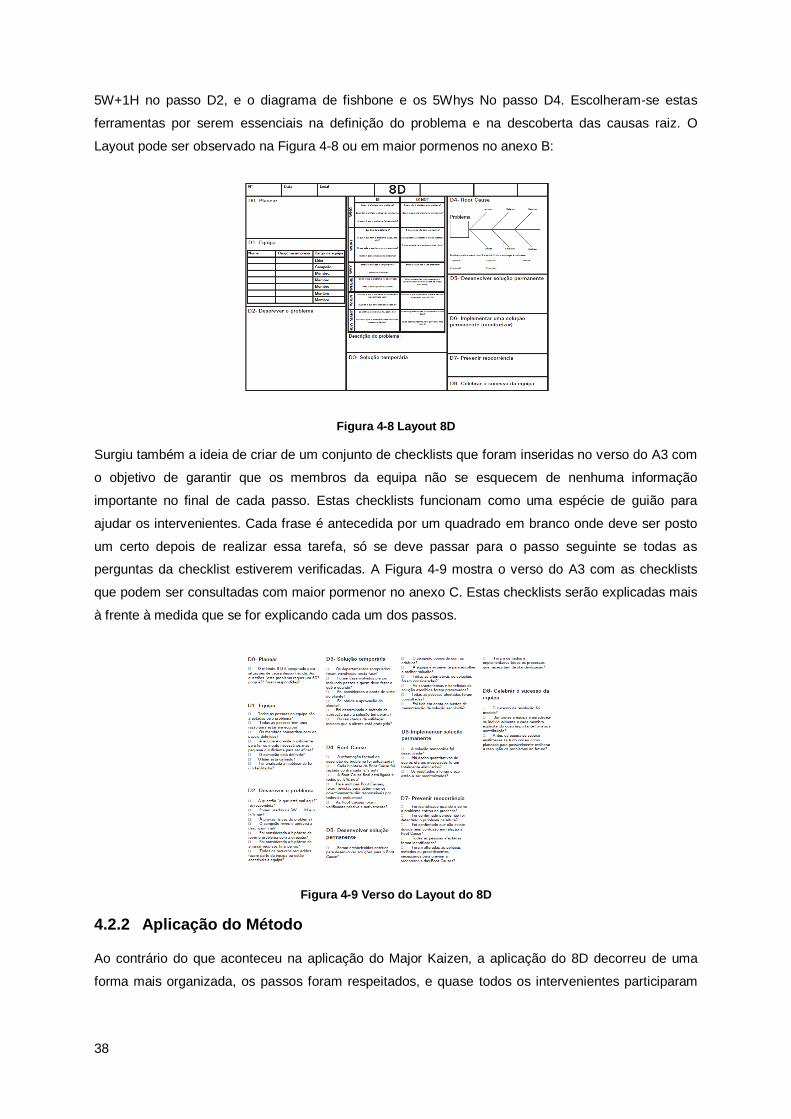
38
5W+1H no passo D2, e o diagrama de fishbone e os 5Whys No passo D4. Escolheram-se estas
ferramentas por serem essenciais na definição do problema e na descoberta das causas raiz. O
Layout pode ser observado na Figura 4-8 ou em maior pormenos no anexo B:
Figura 4-8 Layout 8D
Surgiu também a ideia de criar de um conjunto de checklists que foram inseridas no verso do A3 com
o objetivo de garantir que os membros da equipa não se esquecem de nenhuma informação
importante no final de cada passo. Estas checklists funcionam como uma espécie de guião para
ajudar os intervenientes. Cada frase é antecedida por um quadrado em branco onde deve ser posto
um certo depois de realizar essa tarefa, só se deve passar para o passo seguinte se todas as
perguntas da checklist estiverem verificadas. A Figura 4-9 mostra o verso do A3 com as checklists
que podem ser consultadas com maior pormenor no anexo C. Estas checklists serão explicadas mais
à frente à medida que se for explicando cada um dos passos.
Figura 4-9 Verso do Layout do 8D
4.2.2 Aplicação do Método
Ao contrário do que aconteceu na aplicação do Major Kaizen, a aplicação do 8D decorreu de uma
forma mais organizada, os passos foram respeitados, e quase todos os intervenientes participaram
39
ativamente. O balanço desta aplicação é positivo, e será descrito com maior detalhe ao longo da
descrição dos passos e no capítulo 5.2 quando se analisar o método.
4.2.2.1 D0-Planear
Método
Este passo apesar de relativamente simples permite que não se perca tempo a fazer um 8D caso o
problema seja simples suficiente para não ser necessário, ou seja deve ser um problema que
prejudique a eficiência produtiva, ou gere algum tipo de desperdício à empresa, e que não seja de
fácil resolução. Basicamente neste passo tem de se responder à pergunta [5] [43] [44]:
Este problema requer um 8D? Porquê?
O passo D0 consiste portanto em descrever quais as razões pelas quais se decidiu elaborar o 8D.
Depois de respondida a pergunta, e em caso afirmativo deve-se garantir que não irão faltar recursos
nem tempo à equipa. Obviamente que nesta altura pode ainda não se saber exatamente quais os
recursos necessários, mas por vezes já se tem a noção de alguns recursos que irão ser necessários,
e deve-se assegurar que estarão disponíveis quando necessários.
A checklist para este passo apenas tem uma caixa que é praticamente igual à pergunta anterior [5]:
O método 8 D é apropriado para situações de causa desconhecida. As questões “este
problema requer um 8D? porquê?” foram respondidas?
Aplicação
A primeira coisa a fazer na elaboração de um 8D é garantir que existe necessidade para tal. Neste
caso existe necessidade por 2 razões:
O problema que se está a resolver afeta a empresa financeiramente por atualmente
necessitar de um posto de trabalho para o compensar.
A empresa já pensou em maneiras de o solucionar mas não é uma tarefa fácil, pelo que o
método ajudará a pensar metodicamente.
E portanto definiu-se a razão para elaborar o 8D como: “O problema requer um 8D por ser um
problema que afeta a empresa financeiramente, ao criar um posto de trabalho desnecessário e por
não ser de simples resolução.” A Figura 4-10 mostra o passo D0 no layout.
Figura 4-10 Passo D0 do 8D preenchido
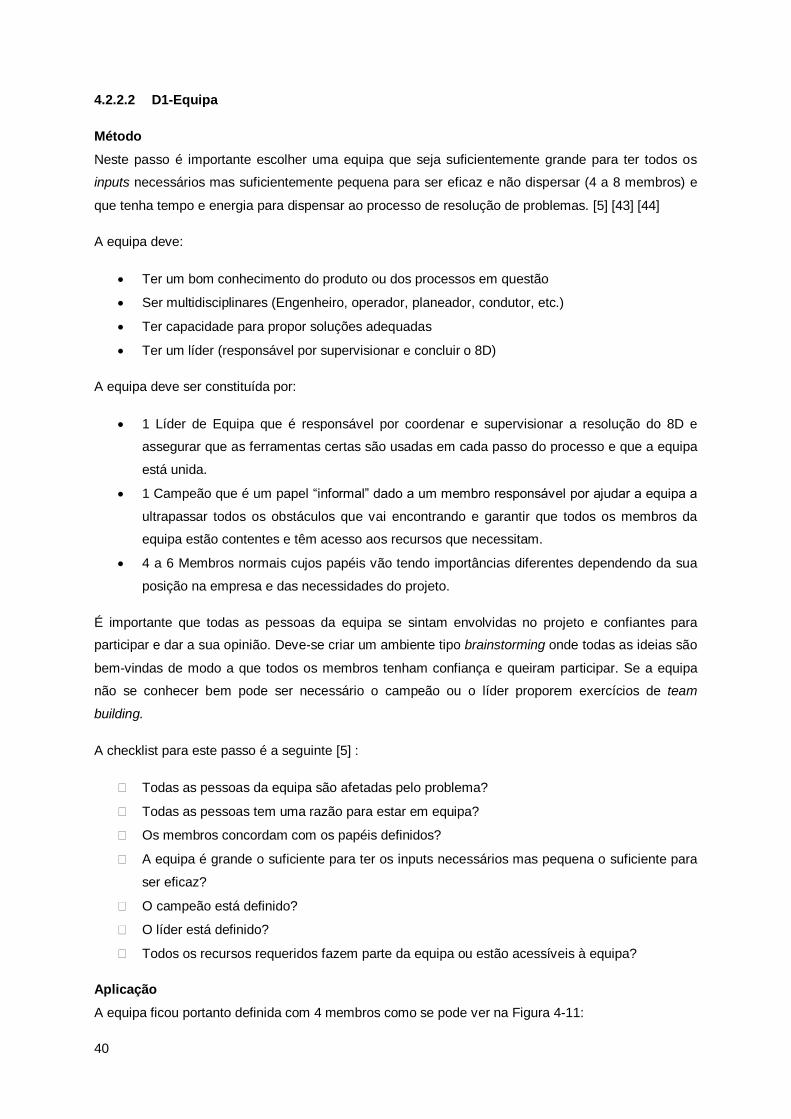
40
4.2.2.2 D1-Equipa
Método
Neste passo é importante escolher uma equipa que seja suficientemente grande para ter todos os
inputs necessários mas suficientemente pequena para ser eficaz e não dispersar (4 a 8 membros) e
que tenha tempo e energia para dispensar ao processo de resolução de problemas. [5] [43] [44]
A equipa deve:
Ter um bom conhecimento do produto ou dos processos em questão
Ser multidisciplinares (Engenheiro, operador, planeador, condutor, etc.)
Ter capacidade para propor soluções adequadas
Ter um líder (responsável por supervisionar e concluir o 8D)
A equipa deve ser constituída por:
1 Líder de Equipa que é responsável por coordenar e supervisionar a resolução do 8D e
assegurar que as ferramentas certas são usadas em cada passo do processo e que a equipa
está unida.
1 Campeão que é um papel “informal” dado a um membro responsável por ajudar a equipa a
ultrapassar todos os obstáculos que vai encontrando e garantir que todos os membros da
equipa estão contentes e têm acesso aos recursos que necessitam.
4 a 6 Membros normais cujos papéis vão tendo importâncias diferentes dependendo da sua
posição na empresa e das necessidades do projeto.
É importante que todas as pessoas da equipa se sintam envolvidas no projeto e confiantes para
participar e dar a sua opinião. Deve-se criar um ambiente tipo brainstorming onde todas as ideias são
bem-vindas de modo a que todos os membros tenham confiança e queiram participar. Se a equipa
não se conhecer bem pode ser necessário o campeão ou o líder proporem exercícios de team
building.
A checklist para este passo é a seguinte [5] :
Todas as pessoas da equipa são afetadas pelo problema?
Todas as pessoas tem uma razão para estar em equipa?
Os membros concordam com os papéis definidos?
A equipa é grande o suficiente para ter os inputs necessários mas pequena o suficiente para
ser eficaz?
O campeão está definido?
O líder está definido?
Todos os recursos requeridos fazem parte da equipa ou estão acessíveis à equipa?
Aplicação
A equipa ficou portanto definida com 4 membros como se pode ver na Figura 4-11:
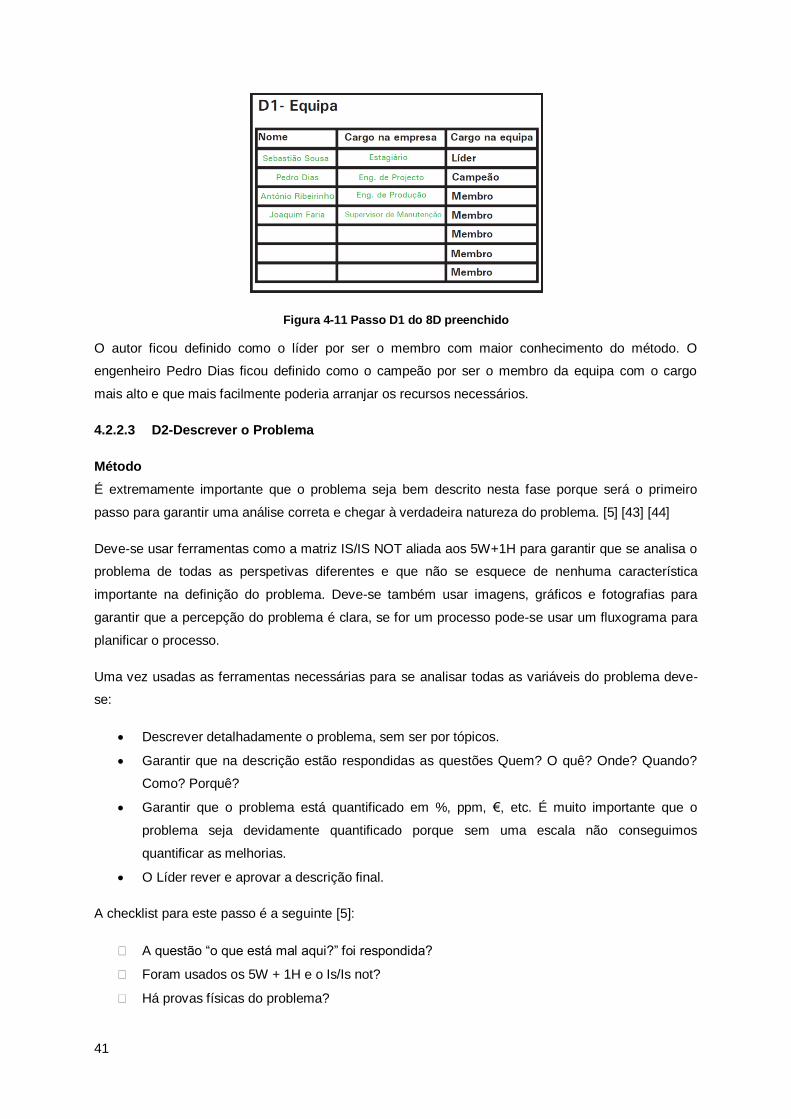
41
Figura 4-11 Passo D1 do 8D preenchido
O autor ficou definido como o líder por ser o membro com maior conhecimento do método. O
engenheiro Pedro Dias ficou definido como o campeão por ser o membro da equipa com o cargo
mais alto e que mais facilmente poderia arranjar os recursos necessários.
4.2.2.3 D2-Descrever o Problema
Método
É extremamente importante que o problema seja bem descrito nesta fase porque será o primeiro
passo para garantir uma análise correta e chegar à verdadeira natureza do problema. [5] [43] [44]
Deve-se usar ferramentas como a matriz IS/IS NOT aliada aos 5W+1H para garantir que se analisa o
problema de todas as perspetivas diferentes e que não se esquece de nenhuma característica
importante na definição do problema. Deve-se também usar imagens, gráficos e fotografias para
garantir que a percepção do problema é clara, se for um processo pode-se usar um fluxograma para
planificar o processo.
Uma vez usadas as ferramentas necessárias para se analisar todas as variáveis do problema deve-
se:
Descrever detalhadamente o problema, sem ser por tópicos.
Garantir que na descrição estão respondidas as questões Quem? O quê? Onde? Quando?
Como? Porquê?
Garantir que o problema está quantificado em %, ppm, €, etc. É muito importante que o
problema seja devidamente quantificado porque sem uma escala não conseguimos
quantificar as melhorias.
O Líder rever e aprovar a descrição final.
A checklist para este passo é a seguinte [5]:
A questão “o que está mal aqui?” foi respondida?
Foram usados os 5W + 1H e o Is/Is not?
Há provas físicas do problema?
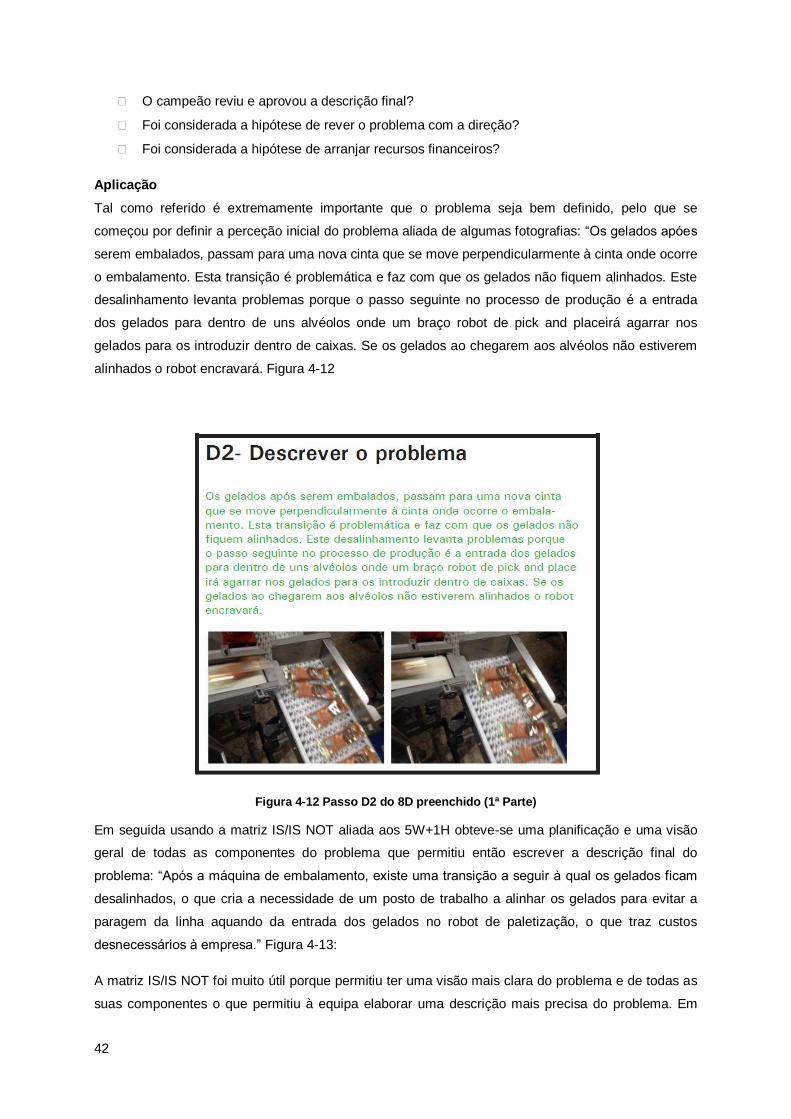
42
O campeão reviu e aprovou a descrição final?
Foi considerada a hipótese de rever o problema com a direção?
Foi considerada a hipótese de arranjar recursos financeiros?
Aplicação
Tal como referido é extremamente importante que o problema seja bem definido, pelo que se
começou por definir a perceção inicial do problema aliada de algumas fotografias: “Os gelados apóes
serem embalados, passam para uma nova cinta que se move perpendicularmente à cinta onde ocorre
o embalamento. Esta transição é problemática e faz com que os gelados não fiquem alinhados. Este
desalinhamento levanta problemas porque o passo seguinte no processo de produção é a entrada
dos gelados para dentro de uns alvéolos onde um braço robot de pick and placeirá agarrar nos
gelados para os introduzir dentro de caixas. Se os gelados ao chegarem aos alvéolos não estiverem
alinhados o robot encravará. Figura 4-12
Figura 4-12 Passo D2 do 8D preenchido (1ª Parte)
Em seguida usando a matriz IS/IS NOT aliada aos 5W+1H obteve-se uma planificação e uma visão
geral de todas as componentes do problema que permitiu então escrever a descrição final do
problema: “Após a máquina de embalamento, existe uma transição a seguir à qual os gelados ficam
desalinhados, o que cria a necessidade de um posto de trabalho a alinhar os gelados para evitar a
paragem da linha aquando da entrada dos gelados no robot de paletização, o que traz custos
desnecessários à empresa.” Figura 4-13:
A matriz IS/IS NOT foi muito útil porque permitiu ter uma visão mais clara do problema e de todas as
suas componentes o que permitiu à equipa elaborar uma descrição mais precisa do problema. Em
43
certos casos mais complexos que este, esta ferramenta torna-se ainda mais útil por fazer a equipa
questionar-se garantido que não se esquece de nenhuma variável.
Figura 4-13 Passo D2 do 8D preenchido (2ª Parte)
4.2.2.4 D3-Solução Temporária
Método
Uma vez tendo a equipa percebido o problema, esta tem de arranjar uma solução temporária. Este
passo é importante principalmente para casos onde o problema afeta os consumidores, reduz a
qualidade do produto ou afeta a produtividade. Se for uma situação em que não é necessário conter o
problema urgentemente pelas razões referidas pode-se saltar este passo.
Sendo necessário implementar uma solução temporária deve-se fazer uma sessão de brainstorming
para ter ideias rápidas, económicas e eficazes. Tal como referido anteriormente durante a sessão de
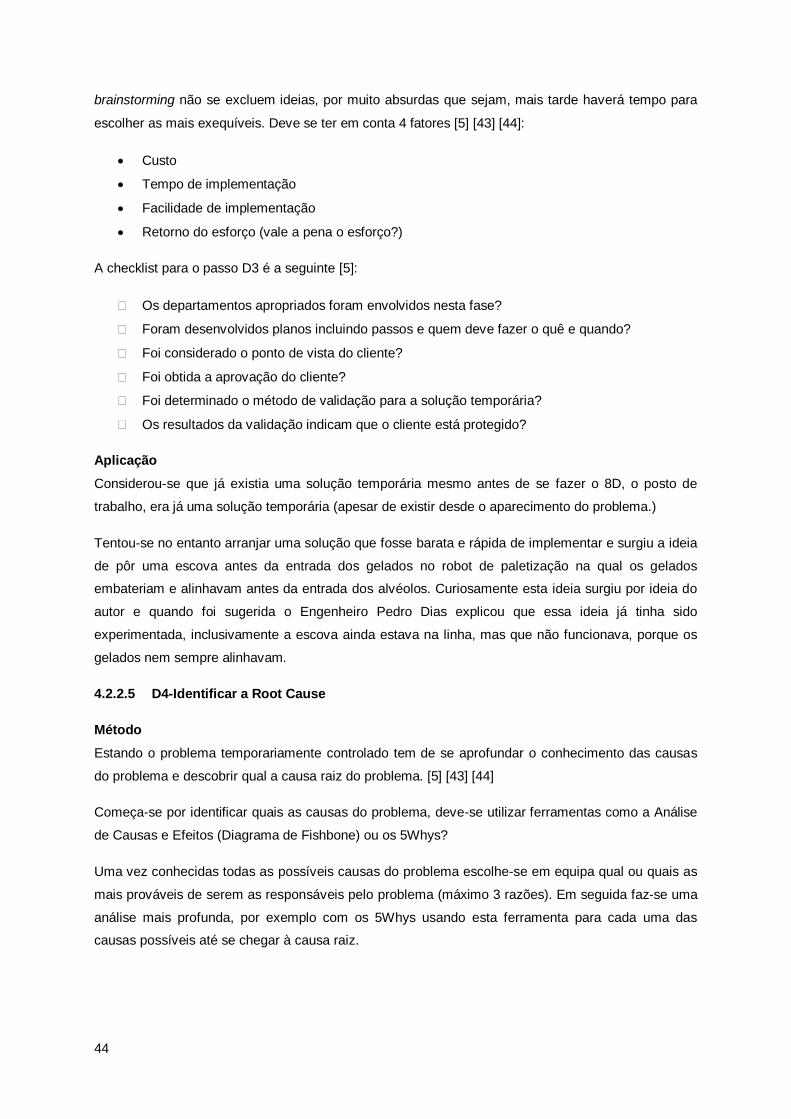
44
brainstorming não se excluem ideias, por muito absurdas que sejam, mais tarde haverá tempo para
escolher as mais exequíveis. Deve se ter em conta 4 fatores [5] [43] [44]:
Custo
Tempo de implementação
Facilidade de implementação
Retorno do esforço (vale a pena o esforço?)
A checklist para o passo D3 é a seguinte [5]:
Os departamentos apropriados foram envolvidos nesta fase?
Foram desenvolvidos planos incluindo passos e quem deve fazer o quê e quando?
Foi considerado o ponto de vista do cliente?
Foi obtida a aprovação do cliente?
Foi determinado o método de validação para a solução temporária?
Os resultados da validação indicam que o cliente está protegido?
Aplicação
Considerou-se que já existia uma solução temporária mesmo antes de se fazer o 8D, o posto de
trabalho, era já uma solução temporária (apesar de existir desde o aparecimento do problema.)
Tentou-se no entanto arranjar uma solução que fosse barata e rápida de implementar e surgiu a ideia
de pôr uma escova antes da entrada dos gelados no robot de paletização na qual os gelados
embateriam e alinhavam antes da entrada dos alvéolos. Curiosamente esta ideia surgiu por ideia do
autor e quando foi sugerida o Engenheiro Pedro Dias explicou que essa ideia já tinha sido
experimentada, inclusivamente a escova ainda estava na linha, mas que não funcionava, porque os
gelados nem sempre alinhavam.
4.2.2.5 D4-Identificar a Root Cause
Método
Estando o problema temporariamente controlado tem de se aprofundar o conhecimento das causas
do problema e descobrir qual a causa raiz do problema. [5] [43] [44]
Começa-se por identificar quais as causas do problema, deve-se utilizar ferramentas como a Análise
de Causas e Efeitos (Diagrama de Fishbone) ou os 5Whys?
Uma vez conhecidas todas as possíveis causas do problema escolhe-se em equipa qual ou quais as
mais prováveis de serem as responsáveis pelo problema (máximo 3 razões). Em seguida faz-se uma
análise mais profunda, por exemplo com os 5Whys usando esta ferramenta para cada uma das
causas possíveis até se chegar à causa raiz.
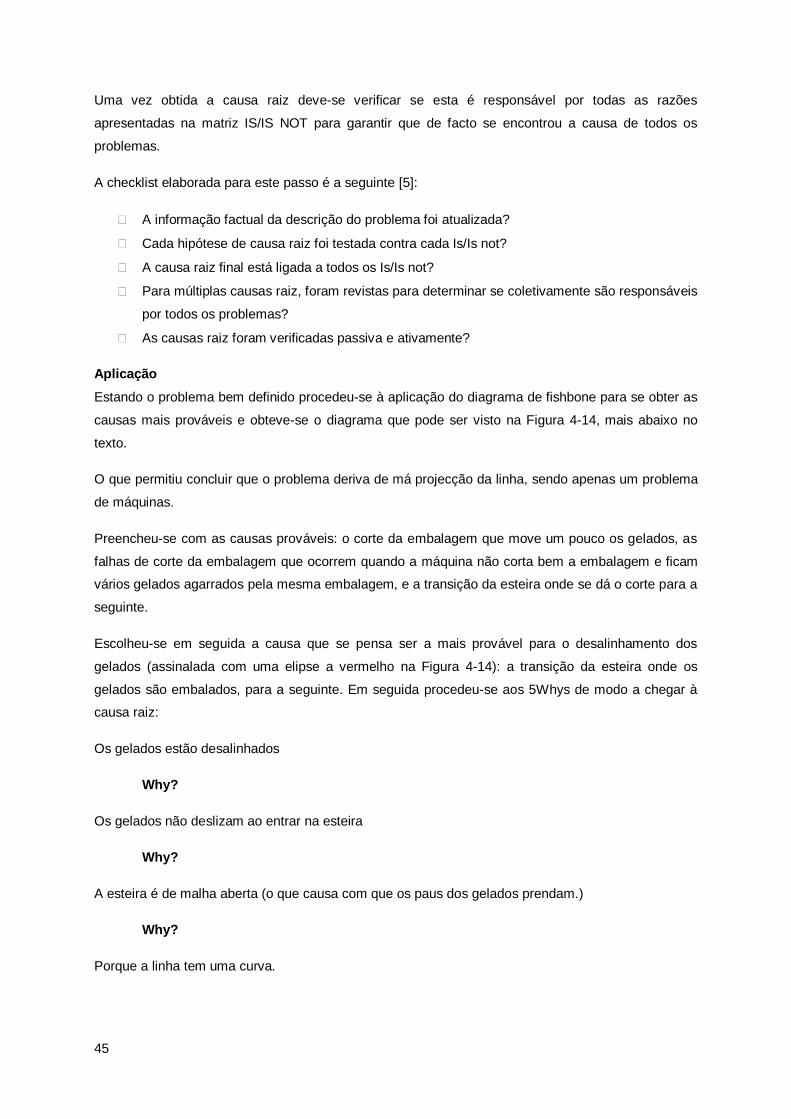
45
Uma vez obtida a causa raiz deve-se verificar se esta é responsável por todas as razões
apresentadas na matriz IS/IS NOT para garantir que de facto se encontrou a causa de todos os
problemas.
A checklist elaborada para este passo é a seguinte [5]:
A informação factual da descrição do problema foi atualizada?
Cada hipótese de causa raiz foi testada contra cada Is/Is not?
A causa raiz final está ligada a todos os Is/Is not?
Para múltiplas causas raiz, foram revistas para determinar se coletivamente são responsáveis
por todos os problemas?
As causas raiz foram verificadas passiva e ativamente?
Aplicação
Estando o problema bem definido procedeu-se à aplicação do diagrama de fishbone para se obter as
causas mais prováveis e obteve-se o diagrama que pode ser visto na Figura 4-14, mais abaixo no
texto.
O que permitiu concluir que o problema deriva de má projecção da linha, sendo apenas um problema
de máquinas.
Preencheu-se com as causas prováveis: o corte da embalagem que move um pouco os gelados, as
falhas de corte da embalagem que ocorrem quando a máquina não corta bem a embalagem e ficam
vários gelados agarrados pela mesma embalagem, e a transição da esteira onde se dá o corte para a
seguinte.
Escolheu-se em seguida a causa que se pensa ser a mais provável para o desalinhamento dos
gelados (assinalada com uma elipse a vermelho na Figura 4-14): a transição da esteira onde os
gelados são embalados, para a seguinte. Em seguida procedeu-se aos 5Whys de modo a chegar à
causa raiz:
Os gelados estão desalinhados
Why?
Os gelados não deslizam ao entrar na esteira
Why?
A esteira é de malha aberta (o que causa com que os paus dos gelados prendam.)
Why?
Porque a linha tem uma curva.
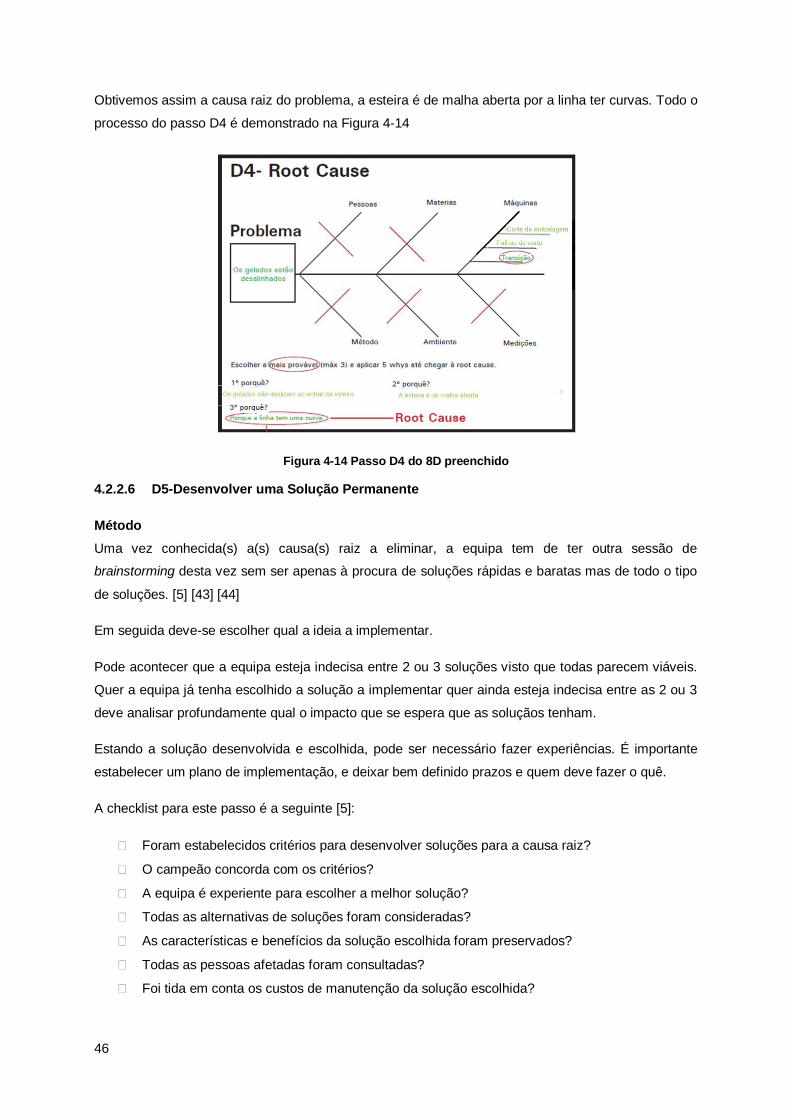
46
Obtivemos assim a causa raiz do problema, a esteira é de malha aberta por a linha ter curvas. Todo o
processo do passo D4 é demonstrado na Figura 4-14
Figura 4-14 Passo D4 do 8D preenchido
4.2.2.6 D5-Desenvolver uma Solução Permanente
Método
Uma vez conhecida(s) a(s) causa(s) raiz a eliminar, a equipa tem de ter outra sessão de
brainstorming desta vez sem ser apenas à procura de soluções rápidas e baratas mas de todo o tipo
de soluções. [5] [43] [44]
Em seguida deve-se escolher qual a ideia a implementar.
Pode acontecer que a equipa esteja indecisa entre 2 ou 3 soluções visto que todas parecem viáveis.
Quer a equipa já tenha escolhido a solução a implementar quer ainda esteja indecisa entre as 2 ou 3
deve analisar profundamente qual o impacto que se espera que as soluçãos tenham.
Estando a solução desenvolvida e escolhida, pode ser necessário fazer experiências. É importante
estabelecer um plano de implementação, e deixar bem definido prazos e quem deve fazer o quê.
A checklist para este passo é a seguinte [5]:
Foram estabelecidos critérios para desenvolver soluções para a causa raiz?
O campeão concorda com os critérios?
A equipa é experiente para escolher a melhor solução?
Todas as alternativas de soluções foram consideradas?
As características e benefícios da solução escolhida foram preservados?
Todas as pessoas afetadas foram consultadas?
Foi tida em conta os custos de manutenção da solução escolhida?
47
Aplicação
Tal como sugerido pelo método procedeu-se a uma sessão de brainstorming, surgiram 6 hipóteses:
Braço robot com sensores igual ao sugerido para a linha glacier II mas que foi eliminado das
hipóteses por ser demasiado caro.
Cinta intralox com sensores de peso e pequenos motores também igual à sugerida para a
linha glacier 2 e também excluida pelas mesmas razões.
Uma chapa com sensor onde o gelado embate, ficando assim alinhado, em seguida a chapa
levanta, o gelado passa por baixo e a chapa volta a baixar repetindo-se o processo para o
gelado seguinte. O sensor garante que o movimento da chapa está coordenado com o
movimento dos gelados. Esta hipótese foi excluida por não eliminar a causa raíz, apenas a
remediar. Um esboço desta hipótese pode ser observado na Figura 4-15
Figura 4-15 3ª Hipótese Glacier I
A quarta hipótese consiste num conjunto de chapas que fazem um movimento rectangular
com 4 passos. 1- descem, 2- movimentam-se no sentido da linha mas com uma velocidade
maior que esta empurrando os gelados e alinhando-os (o mesmo efeito que na solução
anterior), 3- levantam e 4- voltam atrás, repetindo este processo ciclicamente. Esta opção
também foi excluida por apenas remediar a causa raíz e não a eliminar. Um esboço desta
hipótese pode ser observado na Figura 4-16:
Figura 4-16 4ª Hipótese Glacier I
A quinta hipótese consiste em substituir a cinta de transporte por uma cinta com divisórias e
controlada por um sensor de modo a que cada gelado entre na sua própria divisória e seja
transportado até aos alvéolos. Esta hipótes foi excluida por ser díficil coordenar o movimento
da cinta com o sensor com cadências tão elevadas e pelo facto de as divisórias
potencialmente criarem um novo problema na transição seguinte.
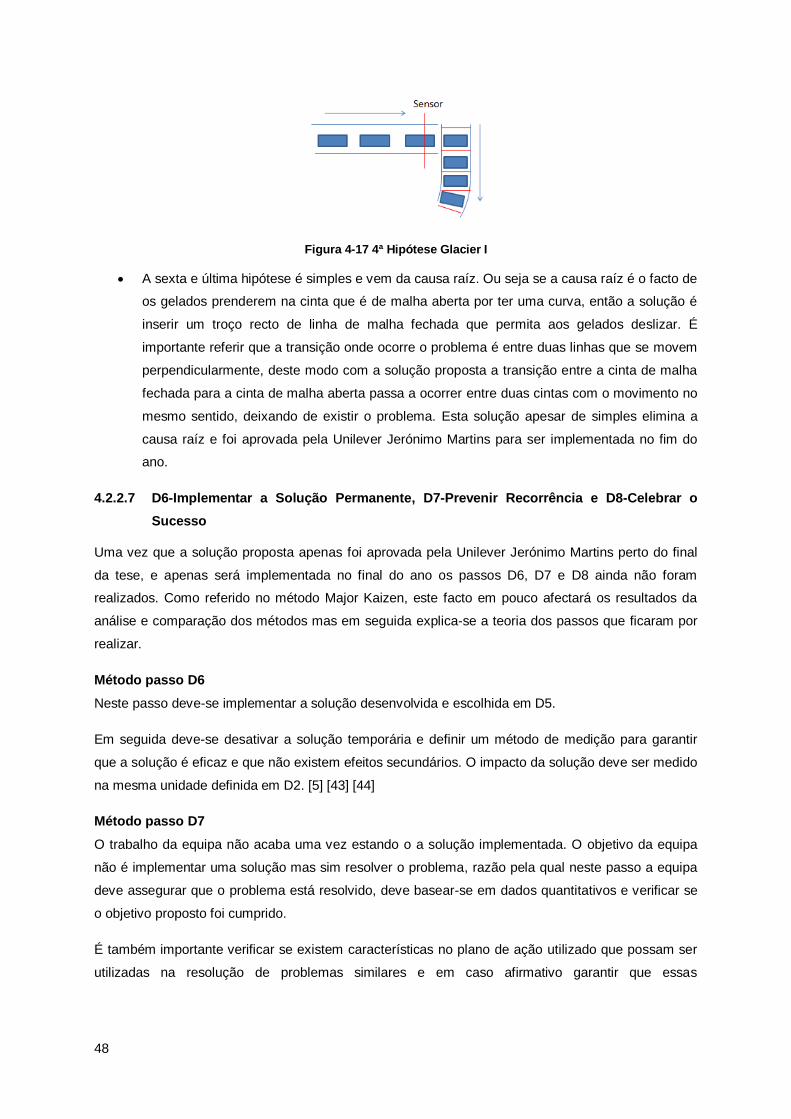
48
Figura 4-17 4ª Hipótese Glacier I
A sexta e última hipótese é simples e vem da causa raíz. Ou seja se a causa raíz é o facto de
os gelados prenderem na cinta que é de malha aberta por ter uma curva, então a solução é
inserir um troço recto de linha de malha fechada que permita aos gelados deslizar. É
importante referir que a transição onde ocorre o problema é entre duas linhas que se movem
perpendicularmente, deste modo com a solução proposta a transição entre a cinta de malha
fechada para a cinta de malha aberta passa a ocorrer entre duas cintas com o movimento no
mesmo sentido, deixando de existir o problema. Esta solução apesar de simples elimina a
causa raíz e foi aprovada pela Unilever Jerónimo Martins para ser implementada no fim do
ano.
4.2.2.7 D6-Implementar a Solução Permanente, D7-Prevenir Recorrência e D8-Celebrar o
Sucesso
Uma vez que a solução proposta apenas foi aprovada pela Unilever Jerónimo Martins perto do final
da tese, e apenas será implementada no final do ano os passos D6, D7 e D8 ainda não foram
realizados. Como referido no método Major Kaizen, este facto em pouco afectará os resultados da
análise e comparação dos métodos mas em seguida explica-se a teoria dos passos que ficaram por
realizar.
Método passo D6
Neste passo deve-se implementar a solução desenvolvida e escolhida em D5.
Em seguida deve-se desativar a solução temporária e definir um método de medição para garantir
que a solução é eficaz e que não existem efeitos secundários. O impacto da solução deve ser medido
na mesma unidade definida em D2. [5] [43] [44]
Método passo D7
O trabalho da equipa não acaba uma vez estando o a solução implementada. O objetivo da equipa
não é implementar uma solução mas sim resolver o problema, razão pela qual neste passo a equipa
deve assegurar que o problema está resolvido, deve basear-se em dados quantitativos e verificar se
o objetivo proposto foi cumprido.
É também importante verificar se existem características no plano de ação utilizado que possam ser
utilizadas na resolução de problemas similares e em caso afirmativo garantir que essas
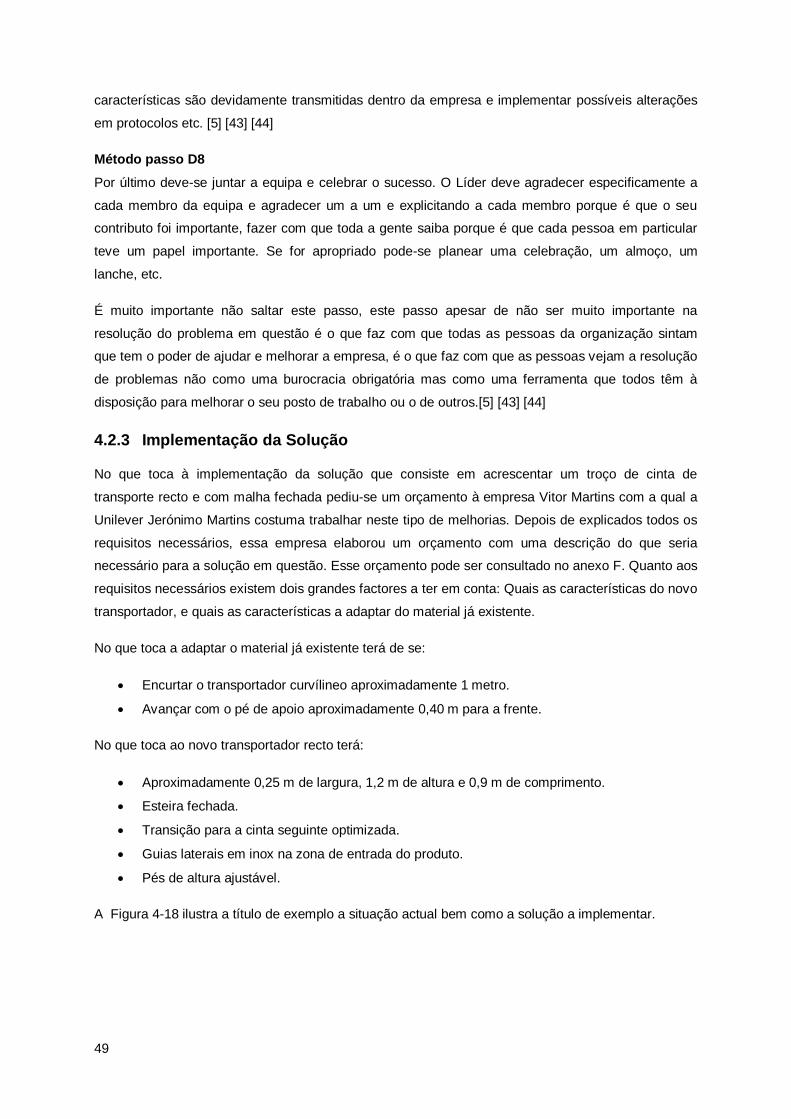
49
características são devidamente transmitidas dentro da empresa e implementar possíveis alterações
em protocolos etc. [5] [43] [44]
Método passo D8
Por último deve-se juntar a equipa e celebrar o sucesso. O Líder deve agradecer especificamente a
cada membro da equipa e agradecer um a um e explicitando a cada membro porque é que o seu
contributo foi importante, fazer com que toda a gente saiba porque é que cada pessoa em particular
teve um papel importante. Se for apropriado pode-se planear uma celebração, um almoço, um
lanche, etc.
É muito importante não saltar este passo, este passo apesar de não ser muito importante na
resolução do problema em questão é o que faz com que todas as pessoas da organização sintam
que tem o poder de ajudar e melhorar a empresa, é o que faz com que as pessoas vejam a resolução
de problemas não como uma burocracia obrigatória mas como uma ferramenta que todos têm à
disposição para melhorar o seu posto de trabalho ou o de outros.[5] [43] [44]
4.2.3 Implementação da Solução
No que toca à implementação da solução que consiste em acrescentar um troço de cinta de
transporte recto e com malha fechada pediu-se um orçamento à empresa Vitor Martins com a qual a
Unilever Jerónimo Martins costuma trabalhar neste tipo de melhorias. Depois de explicados todos os
requisitos necessários, essa empresa elaborou um orçamento com uma descrição do que seria
necessário para a solução em questão. Esse orçamento pode ser consultado no anexo F. Quanto aos
requisitos necessários existem dois grandes factores a ter em conta: Quais as características do novo
transportador, e quais as características a adaptar do material já existente.
No que toca a adaptar o material já existente terá de se:
Encurtar o transportador curvílineo aproximadamente 1 metro.
Avançar com o pé de apoio aproximadamente 0,40 m para a frente.
No que toca ao novo transportador recto terá:
Aproximadamente 0,25 m de largura, 1,2 m de altura e 0,9 m de comprimento.
Esteira fechada.
Transição para a cinta seguinte optimizada.
Guias laterais em inox na zona de entrada do produto.
Pés de altura ajustável.
A Figura 4-18 ilustra a título de exemplo a situação actual bem como a solução a implementar.
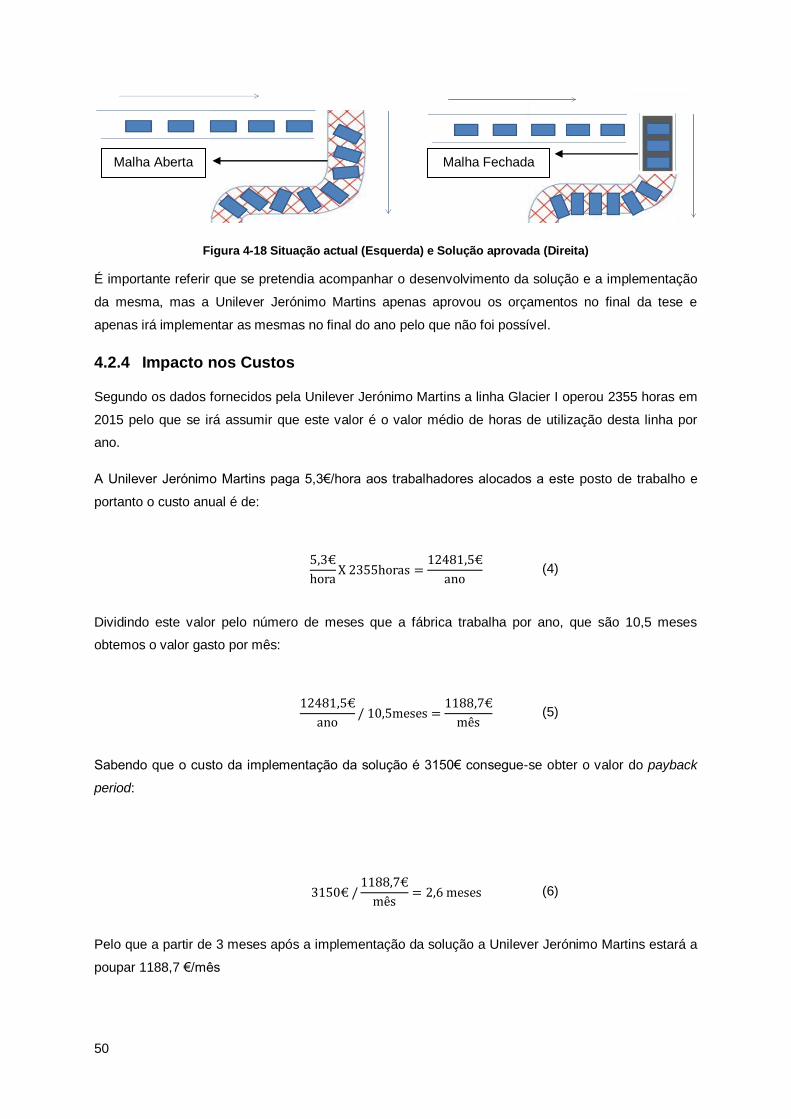
50
Figura 4-18 Situação actual (Esquerda) e Solução aprovada (Direita)
É importante referir que se pretendia acompanhar o desenvolvimento da solução e a implementação
da mesma, mas a Unilever Jerónimo Martins apenas aprovou os orçamentos no final da tese e
apenas irá implementar as mesmas no final do ano pelo que não foi possível.
4.2.4 Impacto nos Custos
Segundo os dados fornecidos pela Unilever Jerónimo Martins a linha Glacier I operou 2355 horas em
2015 pelo que se irá assumir que este valor é o valor médio de horas de utilização desta linha por
ano.
A Unilever Jerónimo Martins paga 5,3€/hora aos trabalhadores alocados a este posto de trabalho e
portanto o custo anual é de:
(4)
Dividindo este valor pelo número de meses que a fábrica trabalha por ano, que são 10,5 meses
obtemos o valor gasto por mês:
(5)
Sabendo que o custo da implementação da solução é 3150€ consegue-se obter o valor do payback
period:
(6)
Pelo que a partir de 3 meses após a implementação da solução a Unilever Jerónimo Martins estará a
poupar 1188,7 €/mês
Malha Aberta Malha Fechada
51
4.3 PDCA (Linha Hoyer)
O terceiro e último método a ser aplicado foi o PDCA, que como foi referido é um acrónimo das
iniciais dos 4 passos do método, que serão explicados em maior detalhe, à medida que se for
explicando como correu a aplicação do método [33] [34] [35] [36]:
Plan (Planear)
Do (Fazer)
Check (Verificar)
Act (Agir)
Tal como no método 8D, depois de se ter escolhido o PDCA como um dos métodos a aplicar surgiu a
necessidade de criar um layout. Tal como no 8D optou-se por criar este layout em A3 por este
tamanho tem um grande poder, o de conseguir resumir todo um processo numa simples folha de
papel, e a simplicidade de permitir a quem quiser saber o que foi feito sem ter de ver dezenas de
PowerPoint ou relatórios.
Na criação do layout para o PDCA criou-se um layout muito simples apenas com espaços em branco
para permitir explorar a flexibilidade do método pelo facto de ser constituído por apenas 4 passos que
permitem adotar vários caminhos diferentes. Esse Layout pode ser visto na Figura 4-19 ou consultado
em maior pormenor no anexo D:
Figura 4-19 Layout PDCA
Optou-se por dar mais espaço ao primeiro passo: Planear, por neste passo não se dever poupar no
que toca a ferramentas de qualidade. É fundamental que toda a equipa perceba a importância deste
passo de definição, quantificação e análise do problema, porque será este passo que lhes permitirá
compreenderem totalmente o problema e todas as suas variáveis o que depois lhes facilitará muito as
fases seguintes de resolução do problema. Obviamente que o facto de se dar mais espaço ao
primeiro passo não significa que os outros têm menos importância porque todos os passos têm a
mesma importância. Aliás, apesar de o A3 servir como uma ferramenta de “compactação” do
processo numa só folha não significa que não possa haver trabalho feito à parte e depois resumido e
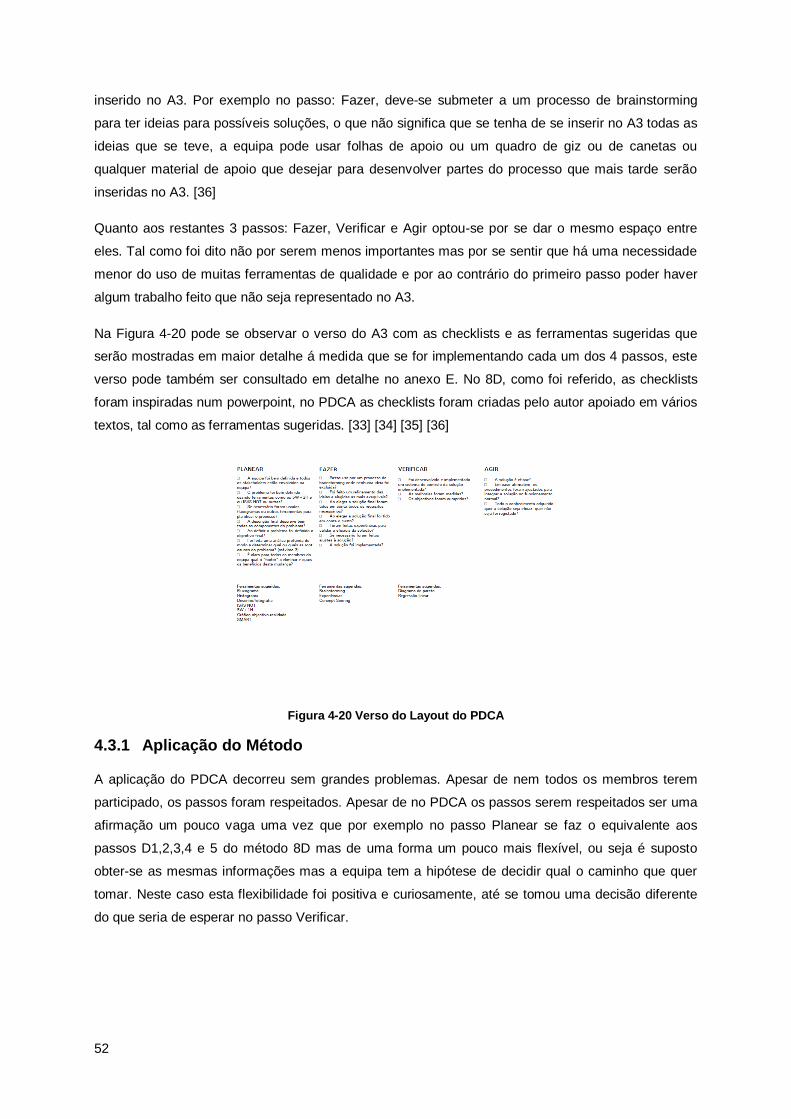
52
inserido no A3. Por exemplo no passo: Fazer, deve-se submeter a um processo de brainstorming
para ter ideias para possíveis soluções, o que não significa que se tenha de se inserir no A3 todas as
ideias que se teve, a equipa pode usar folhas de apoio ou um quadro de giz ou de canetas ou
qualquer material de apoio que desejar para desenvolver partes do processo que mais tarde serão
inseridas no A3. [36]
Quanto aos restantes 3 passos: Fazer, Verificar e Agir optou-se por se dar o mesmo espaço entre
eles. Tal como foi dito não por serem menos importantes mas por se sentir que há uma necessidade
menor do uso de muitas ferramentas de qualidade e por ao contrário do primeiro passo poder haver
algum trabalho feito que não seja representado no A3.
Na Figura 4-20 pode se observar o verso do A3 com as checklists e as ferramentas sugeridas que
serão mostradas em maior detalhe á medida que se for implementando cada um dos 4 passos, este
verso pode também ser consultado em detalhe no anexo E. No 8D, como foi referido, as checklists
foram inspiradas num powerpoint, no PDCA as checklists foram criadas pelo autor apoiado em vários
textos, tal como as ferramentas sugeridas. [33] [34] [35] [36]
Figura 4-20 Verso do Layout do PDCA
4.3.1 Aplicação do Método
A aplicação do PDCA decorreu sem grandes problemas. Apesar de nem todos os membros terem
participado, os passos foram respeitados. Apesar de no PDCA os passos serem respeitados ser uma
afirmação um pouco vaga uma vez que por exemplo no passo Planear se faz o equivalente aos
passos D1,2,3,4 e 5 do método 8D mas de uma forma um pouco mais flexível, ou seja é suposto
obter-se as mesmas informações mas a equipa tem a hipótese de decidir qual o caminho que quer
tomar. Neste caso esta flexibilidade foi positiva e curiosamente, até se tomou uma decisão diferente
do que seria de esperar no passo Verificar.
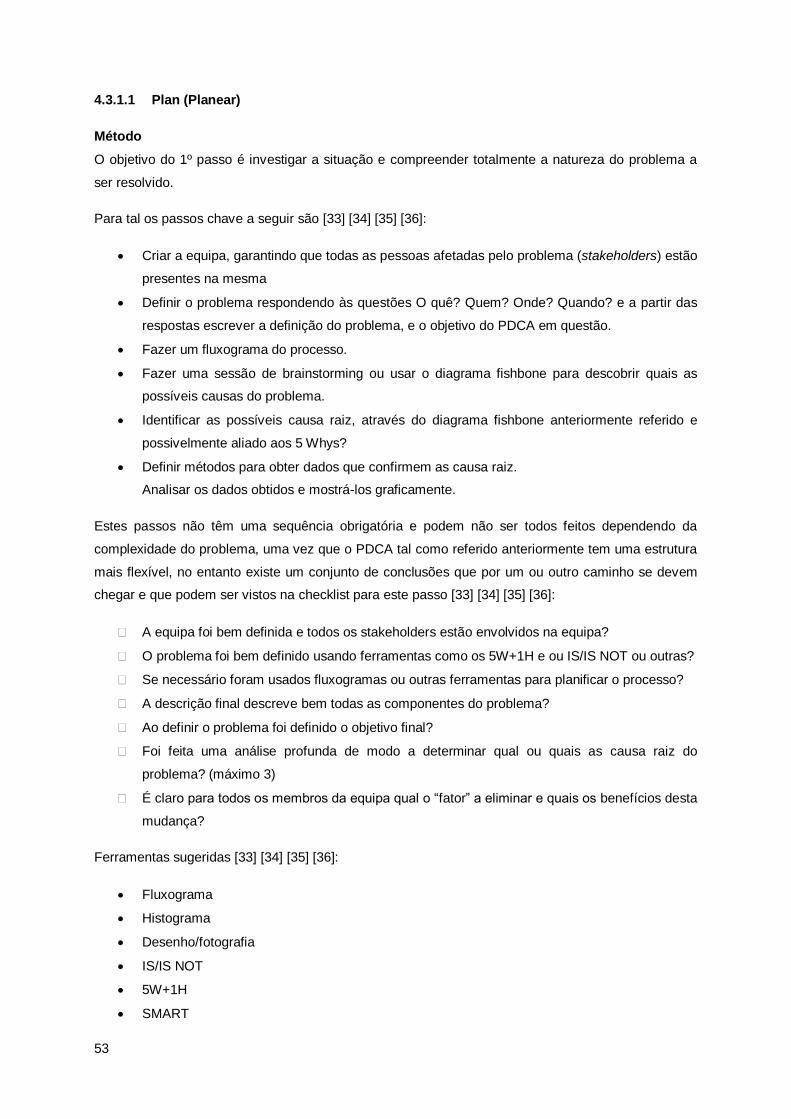
53
4.3.1.1 Plan (Planear)
Método
O objetivo do 1º passo é investigar a situação e compreender totalmente a natureza do problema a
ser resolvido.
Para tal os passos chave a seguir são [33] [34] [35] [36]:
Criar a equipa, garantindo que todas as pessoas afetadas pelo problema (stakeholders) estão
presentes na mesma
Definir o problema respondendo às questões O quê? Quem? Onde? Quando? e a partir das
respostas escrever a definição do problema, e o objetivo do PDCA em questão.
Fazer um fluxograma do processo.
Fazer uma sessão de brainstorming ou usar o diagrama fishbone para descobrir quais as
possíveis causas do problema.
Identificar as possíveis causa raiz, através do diagrama fishbone anteriormente referido e
possivelmente aliado aos 5 Whys?
Definir métodos para obter dados que confirmem as causa raiz.
Analisar os dados obtidos e mostrá-los graficamente.
Estes passos não têm uma sequência obrigatória e podem não ser todos feitos dependendo da
complexidade do problema, uma vez que o PDCA tal como referido anteriormente tem uma estrutura
mais flexível, no entanto existe um conjunto de conclusões que por um ou outro caminho se devem
chegar e que podem ser vistos na checklist para este passo [33] [34] [35] [36]:
A equipa foi bem definida e todos os stakeholders estão envolvidos na equipa?
O problema foi bem definido usando ferramentas como os 5W+1H e ou IS/IS NOT ou outras?
Se necessário foram usados fluxogramas ou outras ferramentas para planificar o processo?
A descrição final descreve bem todas as componentes do problema?
Ao definir o problema foi definido o objetivo final?
Foi feita uma análise profunda de modo a determinar qual ou quais as causa raiz do
problema? (máximo 3)
É claro para todos os membros da equipa qual o “fator” a eliminar e quais os benefícios desta
mudança?
Ferramentas sugeridas [33] [34] [35] [36]:
Fluxograma
Histograma
Desenho/fotografia
IS/IS NOT
5W+1H
SMART
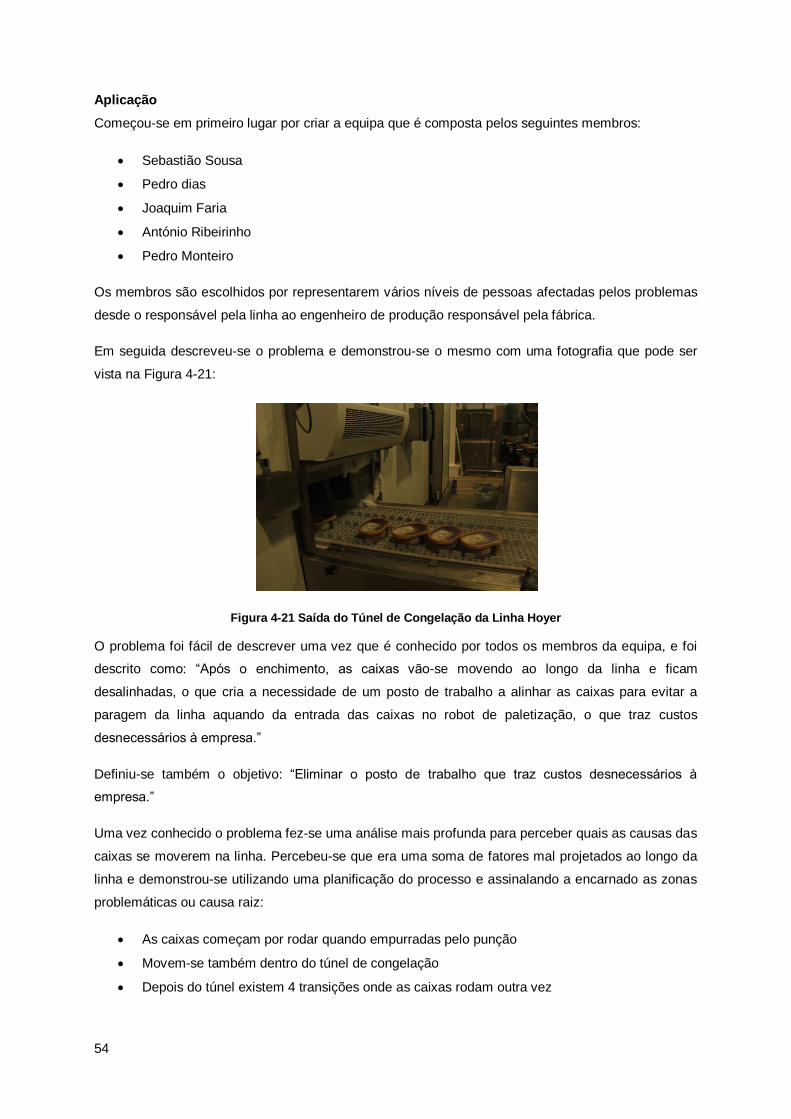
54
Aplicação
Começou-se em primeiro lugar por criar a equipa que é composta pelos seguintes membros:
Sebastião Sousa
Pedro dias
Joaquim Faria
António Ribeirinho
Pedro Monteiro
Os membros são escolhidos por representarem vários níveis de pessoas afectadas pelos problemas
desde o responsável pela linha ao engenheiro de produção responsável pela fábrica.
Em seguida descreveu-se o problema e demonstrou-se o mesmo com uma fotografia que pode ser
vista na Figura 4-21:
Figura 4-21 Saída do Túnel de Congelação da Linha Hoyer
O problema foi fácil de descrever uma vez que é conhecido por todos os membros da equipa, e foi
descrito como: “Após o enchimento, as caixas vão-se movendo ao longo da linha e ficam
desalinhadas, o que cria a necessidade de um posto de trabalho a alinhar as caixas para evitar a
paragem da linha aquando da entrada das caixas no robot de paletização, o que traz custos
desnecessários à empresa.”
Definiu-se também o objetivo: “Eliminar o posto de trabalho que traz custos desnecessários à
empresa.”
Uma vez conhecido o problema fez-se uma análise mais profunda para perceber quais as causas das
caixas se moverem na linha. Percebeu-se que era uma soma de fatores mal projetados ao longo da
linha e demonstrou-se utilizando uma planificação do processo e assinalando a encarnado as zonas
problemáticas ou causa raiz:
As caixas começam por rodar quando empurradas pelo punção
Movem-se também dentro do túnel de congelação
Depois do túnel existem 4 transições onde as caixas rodam outra vez
55
Figura 4-22 Planificação dos Problemas na Linha Hoyer
4.3.1.2 Do (Fazer)
Método
O objetivo principal para este segundo passo é desenvolver e implementar um plano de ação
baseado nas informações obtidas no passo anterior. É extremamente importante que o passo anterior
tenha sido feito cuidadosamente para garantir que neste passo não se está a “atacar” o problema
errado. [33] [34] [35] [36]
Uma vez que toda a equipa está consciente de quais são os fatores ou fator a eliminar, deve-se:
Fazer uma sessão de brainstorming de possíveis soluções.
Analisar todas as soluções e escolher a melhor.
Se necessário fazer uma análise de custo/beneficio da solução.
Criar um plano de implementação.
Implementar a solução.
Tal como já foi referido, este método é flexível ao modo como se atinge os objetivos de cada passo,
desde que sejam atingidos, e esses objectivos podem ser vistos na checklist [33] [34] [35] [36]:
Passou-se por um processo de brainstorming onde nenhuma ideia foi excluída?
Foi feito um refinamento das ideias e elegidas as mais exequíveis?
Ao eleger a solução final foram tidos em conta todos os requisitos necessários?
Ao eleger a solução final foi tido em conta o custo?
Foram feitas experiências para validar a eficácia da solução?
Se necessário foram feitos ajustes à solução?
A solução foi implementada
Ferramentas sugeridas [33] [34] [35] [36]:
Brainstorming
Experiências
Transições Rampa
Túnel de
Congelação
Punção
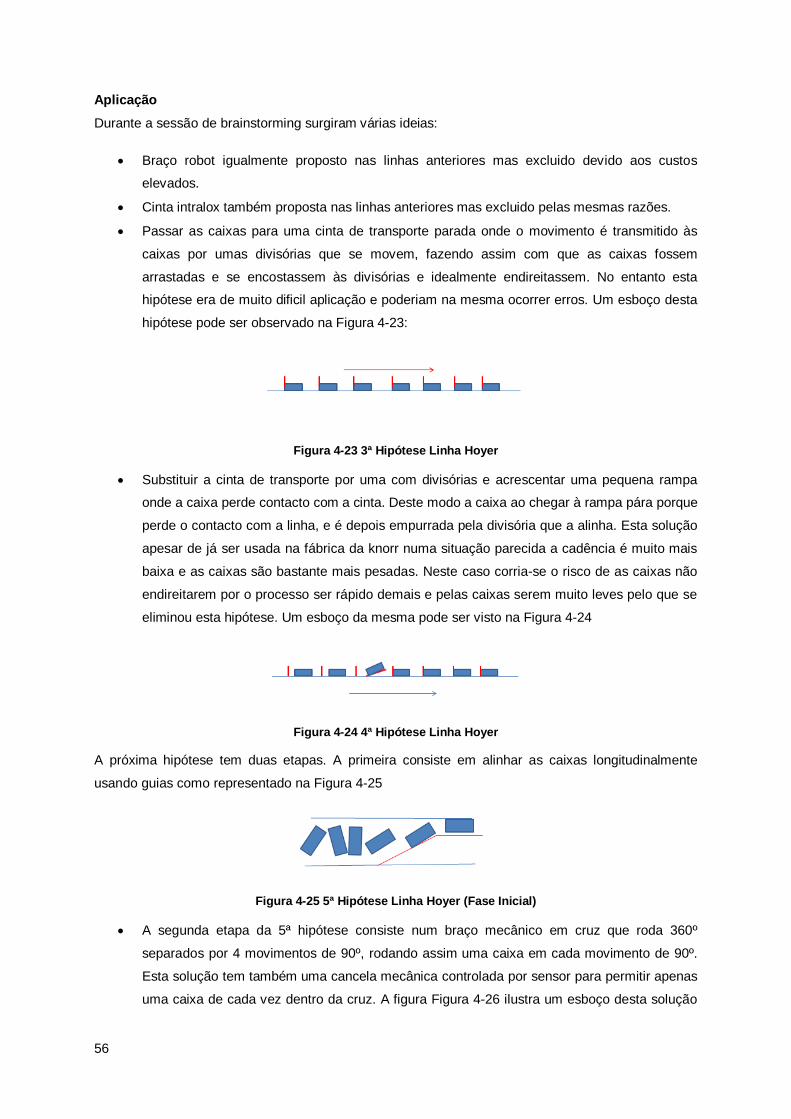
56
Aplicação
Durante a sessão de brainstorming surgiram várias ideias:
Braço robot igualmente proposto nas linhas anteriores mas excluido devido aos custos
elevados.
Cinta intralox também proposta nas linhas anteriores mas excluido pelas mesmas razões.
Passar as caixas para uma cinta de transporte parada onde o movimento é transmitido às
caixas por umas divisórias que se movem, fazendo assim com que as caixas fossem
arrastadas e se encostassem às divisórias e idealmente endireitassem. No entanto esta
hipótese era de muito dificil aplicação e poderiam na mesma ocorrer erros. Um esboço desta
hipótese pode ser observado na Figura 4-23:
Figura 4-23 3ª Hipótese Linha Hoyer
Substituir a cinta de transporte por uma com divisórias e acrescentar uma pequena rampa
onde a caixa perde contacto com a cinta. Deste modo a caixa ao chegar à rampa pára porque
perde o contacto com a linha, e é depois empurrada pela divisória que a alinha. Esta solução
apesar de já ser usada na fábrica da knorr numa situação parecida a cadência é muito mais
baixa e as caixas são bastante mais pesadas. Neste caso corria-se o risco de as caixas não
endireitarem por o processo ser rápido demais e pelas caixas serem muito leves pelo que se
eliminou esta hipótese. Um esboço da mesma pode ser visto na Figura 4-24
Figura 4-24 4ª Hipótese Linha Hoyer
A próxima hipótese tem duas etapas. A primeira consiste em alinhar as caixas longitudinalmente
usando guias como representado na Figura 4-25
Figura 4-25 5ª Hipótese Linha Hoyer (Fase Inicial)
A segunda etapa da 5ª hipótese consiste num braço mecânico em cruz que roda 360º
separados por 4 movimentos de 90º, rodando assim uma caixa em cada movimento de 90º.
Esta solução tem também uma cancela mecânica controlada por sensor para permitir apenas
uma caixa de cada vez dentro da cruz. A figura Figura 4-26 ilustra um esboço desta solução
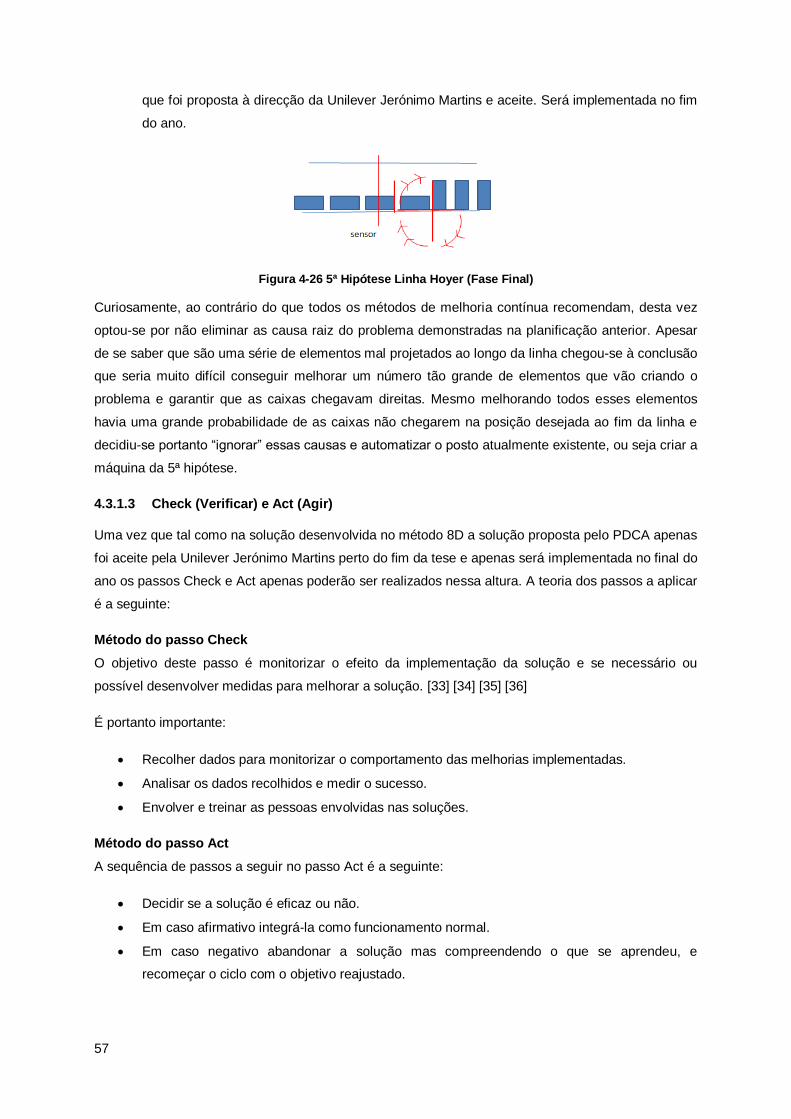
57
que foi proposta à direcção da Unilever Jerónimo Martins e aceite. Será implementada no fim
do ano.
Figura 4-26 5ª Hipótese Linha Hoyer (Fase Final)
Curiosamente, ao contrário do que todos os métodos de melhoria contínua recomendam, desta vez
optou-se por não eliminar as causa raiz do problema demonstradas na planificação anterior. Apesar
de se saber que são uma série de elementos mal projetados ao longo da linha chegou-se à conclusão
que seria muito difícil conseguir melhorar um número tão grande de elementos que vão criando o
problema e garantir que as caixas chegavam direitas. Mesmo melhorando todos esses elementos
havia uma grande probabilidade de as caixas não chegarem na posição desejada ao fim da linha e
decidiu-se portanto “ignorar” essas causas e automatizar o posto atualmente existente, ou seja criar a
máquina da 5ª hipótese.
4.3.1.3 Check (Verificar) e Act (Agir)
Uma vez que tal como na solução desenvolvida no método 8D a solução proposta pelo PDCA apenas
foi aceite pela Unilever Jerónimo Martins perto do fim da tese e apenas será implementada no final do
ano os passos Check e Act apenas poderão ser realizados nessa altura. A teoria dos passos a aplicar
é a seguinte:
Método do passo Check
O objetivo deste passo é monitorizar o efeito da implementação da solução e se necessário ou
possível desenvolver medidas para melhorar a solução. [33] [34] [35] [36]
É portanto importante:
Recolher dados para monitorizar o comportamento das melhorias implementadas.
Analisar os dados recolhidos e medir o sucesso.
Envolver e treinar as pessoas envolvidas nas soluções.
Método do passo Act
A sequência de passos a seguir no passo Act é a seguinte:
Decidir se a solução é eficaz ou não.
Em caso afirmativo integrá-la como funcionamento normal.
Em caso negativo abandonar a solução mas compreendendo o que se aprendeu, e
recomeçar o ciclo com o objetivo reajustado.

58
O objetivo deste 4º passo do PDCA é por um lado fazer ajustamentos às soluções implementadas se
for necessário, e por outro integrar a nova situação nos procedimentos da empresa, e se possível
transmitir o conhecimento. [33] [34] [35] [36]
4.3.2 Implementação da Solução
Para a implementação desta solução que consiste numa cruz para rodar as caixas de 90º explicou-se
todos os requisitos necessários e pediu-se um orçamento à mesma empresa que para a solução do
método 8D, a Vitor Martins com que a Unilever Jerónimo Martins costuma trabalhar para este tipo de
melhorias. Essa empresa apresentou então o orçamento que pode ser consultado no anexo G. Os
requisitos pedidos foram os seguintes:
4.3.2.1.1.1 Guia para alinhar as caixas no sentido longitudinal.
4.3.2.1.1.2 Estrutura com cruz para onde as caixas entram com as seguintes caracteristicas:
Estrutura ajustável para várias cruzes.
Várias cruzes substituíveis com as medidas de todas as caixas de gelados
produzidas na linha Hoyer.
Cabine de Protecção do sistema de rotação de caixas, com pés ao chão e duas
portas de acesso com as seguintes medidas aproximadas:
Largura = 580mm
Comprimento = 510mm
Altura = 500mm
Altura do Chão = 1.400mm
Dimensões das portas:
Largura = 490mm
Altura = 410mm
Essa empresa desenvolveu uma modelação 3D da solução sem grande precisão de medidas, apenas
para a direcção da Unilever Jerónimo Martins poder visualizar. Essa modelação pode ser observada
na Figura 4-27:
Figura 4-27 Modelação 3D do Mecanismo de Rotação de Caixas
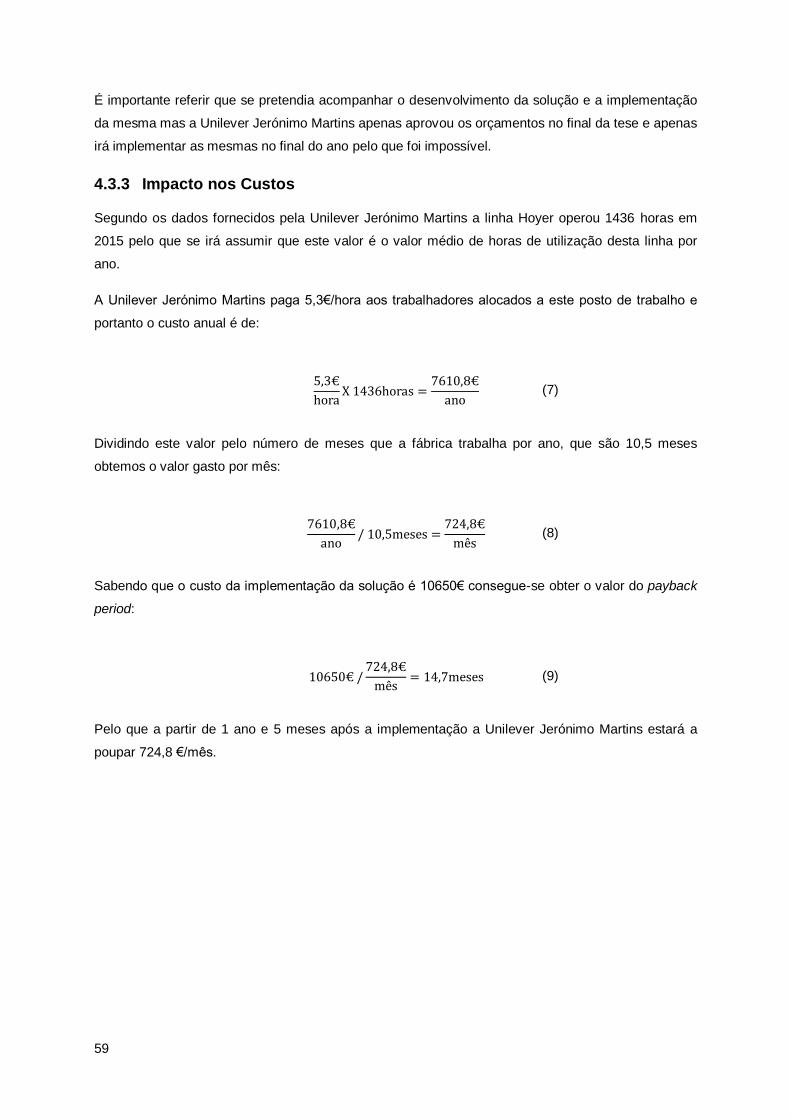
59
É importante referir que se pretendia acompanhar o desenvolvimento da solução e a implementação
da mesma mas a Unilever Jerónimo Martins apenas aprovou os orçamentos no final da tese e apenas
irá implementar as mesmas no final do ano pelo que foi impossível.
4.3.3 Impacto nos Custos
Segundo os dados fornecidos pela Unilever Jerónimo Martins a linha Hoyer operou 1436 horas em
2015 pelo que se irá assumir que este valor é o valor médio de horas de utilização desta linha por
ano.
A Unilever Jerónimo Martins paga 5,3€/hora aos trabalhadores alocados a este posto de trabalho e
portanto o custo anual é de:
(7)
Dividindo este valor pelo número de meses que a fábrica trabalha por ano, que são 10,5 meses
obtemos o valor gasto por mês:
(8)
Sabendo que o custo da implementação da solução é 10650€ consegue-se obter o valor do payback
period:
(9)
Pelo que a partir de 1 ano e 5 meses após a implementação a Unilever Jerónimo Martins estará a
poupar 724,8 €/mês.
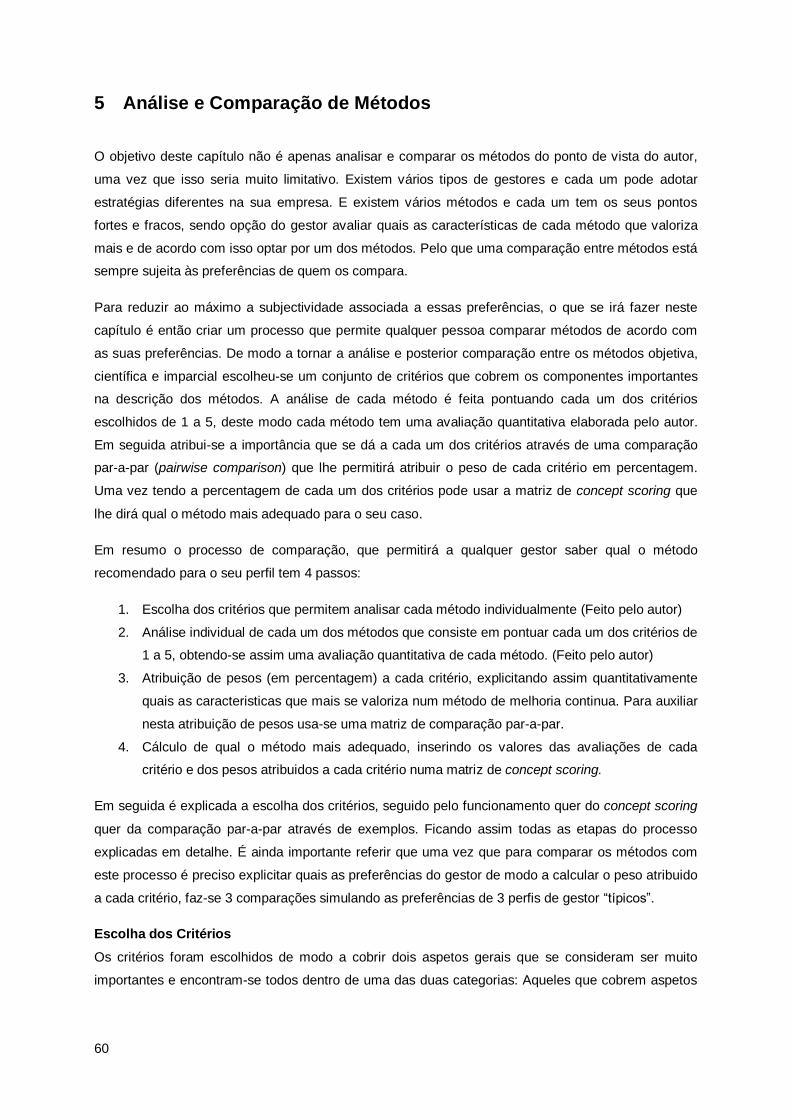
60
5 Análise e Comparação de Métodos
O objetivo deste capítulo não é apenas analisar e comparar os métodos do ponto de vista do autor,
uma vez que isso seria muito limitativo. Existem vários tipos de gestores e cada um pode adotar
estratégias diferentes na sua empresa. E existem vários métodos e cada um tem os seus pontos
fortes e fracos, sendo opção do gestor avaliar quais as características de cada método que valoriza
mais e de acordo com isso optar por um dos métodos. Pelo que uma comparação entre métodos está
sempre sujeita às preferências de quem os compara.
Para reduzir ao máximo a subjectividade associada a essas preferências, o que se irá fazer neste
capítulo é então criar um processo que permite qualquer pessoa comparar métodos de acordo com
as suas preferências. De modo a tornar a análise e posterior comparação entre os métodos objetiva,
científica e imparcial escolheu-se um conjunto de critérios que cobrem os componentes importantes
na descrição dos métodos. A análise de cada método é feita pontuando cada um dos critérios
escolhidos de 1 a 5, deste modo cada método tem uma avaliação quantitativa elaborada pelo autor.
Em seguida atribui-se a importância que se dá a cada um dos critérios através de uma comparação
par-a-par (pairwise comparison) que lhe permitirá atribuir o peso de cada critério em percentagem.
Uma vez tendo a percentagem de cada um dos critérios pode usar a matriz de concept scoring que
lhe dirá qual o método mais adequado para o seu caso.
Em resumo o processo de comparação, que permitirá a qualquer gestor saber qual o método
recomendado para o seu perfil tem 4 passos:
1. Escolha dos critérios que permitem analisar cada método individualmente (Feito pelo autor)
2. Análise individual de cada um dos métodos que consiste em pontuar cada um dos critérios de
1 a 5, obtendo-se assim uma avaliação quantitativa de cada método. (Feito pelo autor)
3. Atribuição de pesos (em percentagem) a cada critério, explicitando assim quantitativamente
quais as caracteristicas que mais se valoriza num método de melhoria continua. Para auxiliar
nesta atribuição de pesos usa-se uma matriz de comparação par-a-par.
4. Cálculo de qual o método mais adequado, inserindo os valores das avaliações de cada
critério e dos pesos atribuidos a cada critério numa matriz de concept scoring.
Em seguida é explicada a escolha dos critérios, seguido pelo funcionamento quer do concept scoring
quer da comparação par-a-par através de exemplos. Ficando assim todas as etapas do processo
explicadas em detalhe. É ainda importante referir que uma vez que para comparar os métodos com
este processo é preciso explicitar quais as preferências do gestor de modo a calcular o peso atribuido
a cada critério, faz-se 3 comparações simulando as preferências de 3 perfis de gestor “típicos”.
Escolha dos Critérios
Os critérios foram escolhidos de modo a cobrir dois aspetos gerais que se consideram ser muito
importantes e encontram-se todos dentro de uma das duas categorias: Aqueles que cobrem aspetos
61
mais relacionados com a motivação das pessoas, e aqueles que cobrem aspetos mais relacionados
com o funcionamento do processo em si.
Do ponto de vista dos critérios relacionados com a motivação fez-se um estudo sobre a mesma,
percebeu-se que vários estudos revelam que a produtividade está diretamente relacionada com a
felicidade. Recentemente um estudo da Universidade de Warwick [51] revelou que a felicidade tem
um impacto de 12% na produtividade, enquanto a infelicidade reduziu a mesma em 10%. Nas
palavras do professor Andrew Oswald [49] , um dos três investigadores que lideraram este estudo:
“As empresas que investem em apoio e satisfação dos seus trabalhadores tendem a gerar
trabalhadores mais felizes. No Google, a satisfação dos trabalhadores subiu 37% como resultado
dessas iniciativas, o que nos sugere que os incentivos financeiros não são suficientes para ter
trabalhadores altamente motivados.”
Também Shawn Anchor, autor do livro The Hapiness Advantage, [53] defende que o cérebro funciona
muito melhor quando a pessoa está feliz. Nessas alturas as pessoas têm tendência a ser mais
criativas e melhores a resolver problemas. Para além disso, afirma ainda que quando felizes, os
trabalhadores são mais eficazes a colaborar para atingir objetivos comuns. Nas palavras do autor “A
felicidade leva a maiores lucros”
Por outro lado há também vários estudos que revelam que a felicidade está diretamente relacionada
com vários fatores como a autonomia, a necessidade de fazer tarefas desafiantes, de sentir que se
pode progredir, ou de se sentir integrado [51] [52].
Torna-se portanto fácil de perceber que se o objetivo é implementar um método de melhoria contínua
de modo a que este se transforme numa parte integrante da cultura da empresa, e numa ferramenta
que vá “automaticamente” melhorando a empresa por dentro é da mais elevada importância que
todos os trabalhadores estejam envolvidos no processo e se sintam felizes e motivados. Deste modo
ter-se-ão trabalhadores mais felizes, ou seja, mais produtivos.
Por esta razão, 3 dos critérios escolhidos pelo autor para caracterizar cada um dos métodos
utilizados, estão intimamente relacionados com a motivação dos trabalhadores, e o impacto que esta
pode ter na empresa. Esses 3 critérios são:
Envolvimento das pessoas no processo
Satisfação das pessoas
Integração na cultura da empresa
Envolvimento das pessoas no processo: Com o primeiro critério pretende-se, como o nome indica,
medir qual o nível de envolvimento dos membros da equipa no processo, ou seja, pode-se ter um
método em que há mais tendência para permitir que alguns dos membros se “encostem” ao trabalho
dos outros e não participem tanto, ou um método em que todas as pessoas têm mais tendência a
participar. Por exemplo no 8D existe uma agenda mais rígida, passos e funções mais explícitos que
obrigam a pessoas a participar, não tendo por isso tanta chance de não se envolverem se não
62
quiserem. Os outros métodos ao não fazerem isso, ficam mais sujeitos à disponibilidade e motivação
das equipas em participar.
Satisfação das pessoas: com este critério pretende-se medir quão satisfeitas estão as pessoas por
participar nestes processos, medir se as pessoas sentem que é um privilégio ter acesso a uma
metodologia que os permite criar mudança e melhorias no seu espaço de trabalho e se sentem que a
participação nestes processos é um poder e não um dever, ou se sentem o contrário. Este critério
pode parecer o mesmo que o anterior mas não é. Um trabalhador pode por exemplo estar muito
envolvido no processo porque houve uma distribuição de tarefas justa, mas fazer essas tarefas sem
estar motivado, e sem perceber o potencial do método, preferindo fazer só as suas tarefas do dia-a-
dia. Neste caso teríamos um método com uma avaliação alta no envolvimento das pessoas e uma
avaliação baixa na satisfação das pessoas, o que prova a importância da existência de ambos os
critérios.
Integração na cultura da empresa: é um dos critérios mais importantes. Um dos desafios mais
difíceis de ultrapassar é: fazer com que os trabalhadores, que têm uma tendência grande para
encarar os métodos de melhoria contínua como uma burocracia obrigatória, tenham o mesmo
entusiasmo e vejam o mesmo potencial que o gestor de produção vê estes métodos. Com este
critério pretende-se medir qual a propensão de cada método a ultrapassar esse desafio e ser bem
aceite pelos trabalhadores, e portanto integrar-se na cultura da empresa. Este critério está
intimamente ligado com os dois critérios anteriores. Idealmente todos os trabalhadores estariam
envolvidos nos processos e satisfeitos por o fazer o que faria com que o método estivesse totalmente
integrado na cultura da empresa, no entanto as pessoas podem estar envolvidas no processo e
satisfeitas por o fazer, mas por necessitar de muito treino a integração na cultura da empresa ser
dificil.
Para além dos 3 critérios que já foram explicados e que se relacionam mais com o lado motivacional
dos métodos usar-se-ão também 5 critérios para avaliar e comparar os diferentes métodos de um
ponto de vista do processo em si.
Definição de cargos na equipa
Facilidade de aplicação
Flexibilidade/Criatividade necessária
Rigidez
Tempo de resposta
Definição de cargos na equipa: com este critério pretende-se medir se os papéis estão ou não bem
definidos dentro das equipas de modo a que o método seja mais organizado e cada pessoa tenha
consciência do seu objetivo, existem métodos onde o líder e o campeão (responsável por arranjar
recursos) são definidos, e métodos onde os papéis não são definidos e são ocupados naturalmente,
no entanto pode ocorrer que à falta de um membro da equipa com perfil de líder, a equipa perca um
pouco o seu rumo.
63
Facilidade de aplicação: este critério pretende medir como o nome indica, a facilidade de aplicação,
como seria de esperar existem métodos mais fáceis ou intuitivos de aplicar que outros, alguns dos
métodos precisam de mais treino e experiência, requerem um pensamento mais crítico ou um maior
conhecimento das ferramentas de qualidade.
Flexibilidade/Criatividade necessária e Rigidez: O terceiro e quarto critérios são mutuamente
exclusivos e pretendem medir um dos trade-offs mais claro entre métodos: qual o nível de criatividade
necessária, ou seja quão flexível é o método ou pelo contrário quão bem-definido e rígido é o método.
Estes dois critérios são cruciais para uma das conclusões mais difíceis de chegar, por se sentir que
por um lado a flexibilidade trará uma necessidade de criatividade por parte da equipa que poderá ser
por um lado potenciadora de grandes resultados, por outro um grande travão se a equipa não for bem
treinada ou motivada. Se ao contrário tivermos um método com os passos muito bem definidos e
rígidos este método será mais consistente a obter resultados mas dificilmente obterá resultados em
problemas mais out of the box, coisa que um método flexível liderado por uma equipa experiente
permitiria obter. Como se pode ver há várias vantagens e desvantagens para cada um destes dois
critérios. Apesar de serem mutuamente exclusivos (a sua soma terá sempre de ser 5. Se for um
critério com 4 valores na flexibilidade será obrigatoriamente um critério pouco rígido tendo 1 valor na
rigidez) sendo que um método com 1 valor na rigidez é o mesmo que um com 4 valores na
flexibilidade, mas é necessário a existência de ambos para poder permitir valorizar um ou o outro. Por
outro lado apesar de ser necessário avaliar os dois, ao fazer a comparação através do concept
scoring só se pode escolher um dos dois critérios, ou se valoriza a flexibilidade ou a rigidez e o
critério restante terá um peso de 0% na comparação. Isto porque o concept scoring funciona como
uma média ponderada, e ao dar peso em percentagem a ambos os critérios é o mesmo do que não
ter preferência por nenhum. Ou seja como gestor ou se valoriza a flexibilidade ou a rigidez, valorizar
os dois é o mesmo que não valorizar nenhum.
Tempo de resposta: o último critério é muito simples de perceber uma vez que pretende medir qual
o método que apresenta soluções e implementações mais rapidamente.
É importante referir que não se propôs qualquer critério para medir a qualidade da solução
desenvolvida, mas que esta opção foi tomada de uma forma consciente. Estes métodos de melhoria
contínua têm como objetivo o envolvimento de todas as pessoas, por acreditarem que a melhoria vem
do facto de todas as pessoas estarem focadas nos mesmos objectivos, e não desenvolver soluções
melhores ou com mais ou menos impacto. Ou seja estes métodos são bons e funcionam desde de
que as pessoas esteja envolvidas, não é por um método ter determinadas caracteristicas que as
soluções são melhores ou piores, existem muitos factores externos que influenciam a qualidade das
soluções. A qualidade da resposta é sim, em grande parte afectada pelo empenho e envolvimento
das pessoas. [4]
Em resumo os 8 critérios escolhidos são:
Envolvimento das pessoas no processo
64
Satisfação das pessoas
Integração na cultura da empresa
Definição de cargos na equipa
Facilidade de aplicação
Flexibilidade/Criatividade necessária
Rigidez
Tempo de resposta
E serão pontuados na seguinte escala:
5- Muito Elevado(a)
4-Elevado(a)
3-Médio(a)
2-Baixo(a)
1-Muito Baixo(a)
Concept Scoring
O concept scoring é uma média ponderada das avaliações dos critérios escolhidos.[55] Este processo
é explicado com auxílio da Tabela 2.
O primeiro passo do processo consiste em escolher quais os critérios que se quer usar para
comparar, neste caso os critérios escolhidos foram os da coluna: Critério de selecção, assinalada a
roxo. A escolha de cada um é explicada em maior detalhe mais à frente.
O segundo passo consiste em avaliar os critérios escolhidos numa escala quantitativa. Neste caso a
escala utilizada foi de 1 a 5, e os valores obtidos podem ser observados nas colunas: Avaliação.
Assinalado a amarelo está a coluna apenas correspondente ao Major Kaizen, analisa-se esse método
para explicar o concept scoring uma vez que para os outros será igual.
Em seguida escolhe-se qual o peso em percentagem de cada um dos critérios como se pode
observar na Tabela 2 na coluna assinalada a vermelho. É neste passo que cada pessoa tem a
liberdade de escolher quais dos 8 critérios valoriza mais ou menos, sendo que a soma dos pesos tem
de ser 100% e que dois deles são mutuamente exclusivos. No caso da Tabela 2 a título de exemplo
deu-se o mesmo peso (12%) a todos os critérios excepto ao critério da Flexibilidade/Criatividade
necessária que se deu 25% e Rigidez que se deu 0%. Tal aconteceu porque estes critérios são
mutuamente exclusivos, ou seja ou se valoriza um, ou o outro uma vez que são opostos. A existência
de ambos também é explicada mais à frente
Em seguida na coluna: Peso Ponderado calcula-se o valor da avaliação multiplicado pelo peso de
cada critério como se pode observar na coluna a azul.
Na linha: Pontuação, assinalada a verde calcula-se a pontuação geral do método que é a soma dos
pesos ponderados.
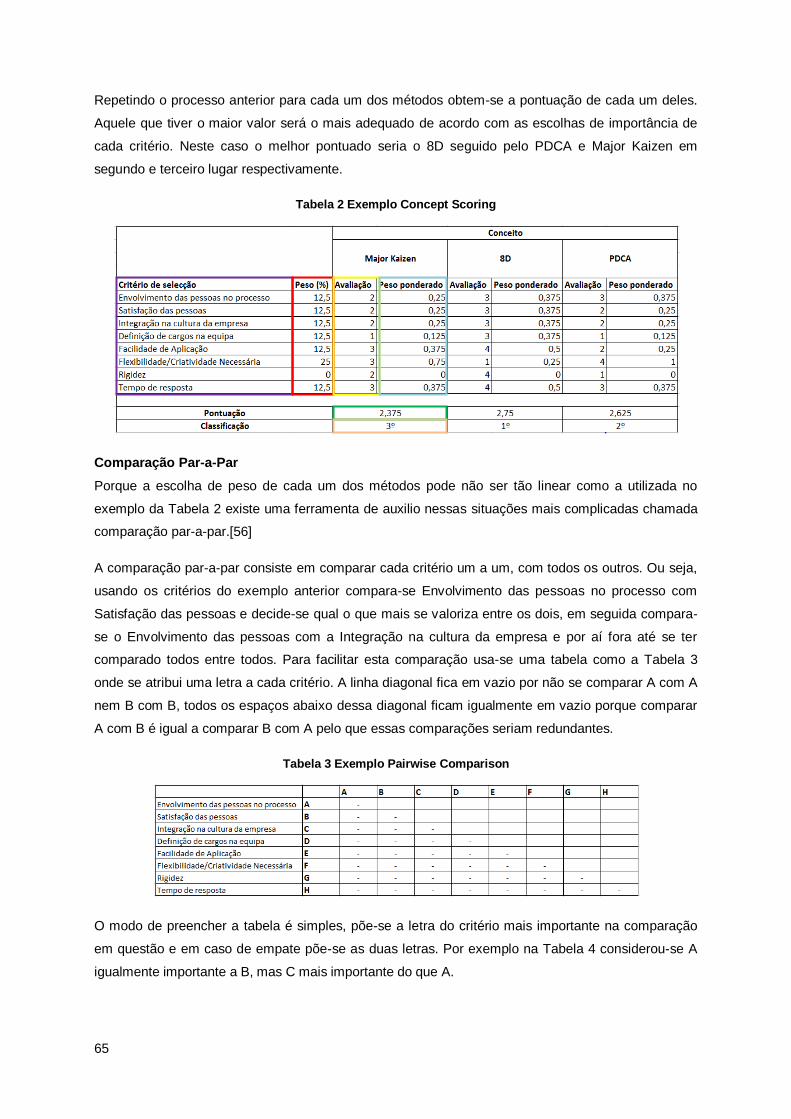
65
Repetindo o processo anterior para cada um dos métodos obtem-se a pontuação de cada um deles.
Aquele que tiver o maior valor será o mais adequado de acordo com as escolhas de importância de
cada critério. Neste caso o melhor pontuado seria o 8D seguido pelo PDCA e Major Kaizen em
segundo e terceiro lugar respectivamente.
Tabela 2 Exemplo Concept Scoring
Comparação Par-a-Par
Porque a escolha de peso de cada um dos métodos pode não ser tão linear como a utilizada no
exemplo da Tabela 2 existe uma ferramenta de auxilio nessas situações mais complicadas chamada
comparação par-a-par.[56]
A comparação par-a-par consiste em comparar cada critério um a um, com todos os outros. Ou seja,
usando os critérios do exemplo anterior compara-se Envolvimento das pessoas no processo com
Satisfação das pessoas e decide-se qual o que mais se valoriza entre os dois, em seguida compara-
se o Envolvimento das pessoas com a Integração na cultura da empresa e por aí fora até se ter
comparado todos entre todos. Para facilitar esta comparação usa-se uma tabela como a Tabela 3
onde se atribui uma letra a cada critério. A linha diagonal fica em vazio por não se comparar A com A
nem B com B, todos os espaços abaixo dessa diagonal ficam igualmente em vazio porque comparar
A com B é igual a comparar B com A pelo que essas comparações seriam redundantes.
Tabela 3 Exemplo Pairwise Comparison
O modo de preencher a tabela é simples, põe-se a letra do critério mais importante na comparação
em questão e em caso de empate põe-se as duas letras. Por exemplo na Tabela 4 considerou-se A
igualmente importante a B, mas C mais importante do que A.
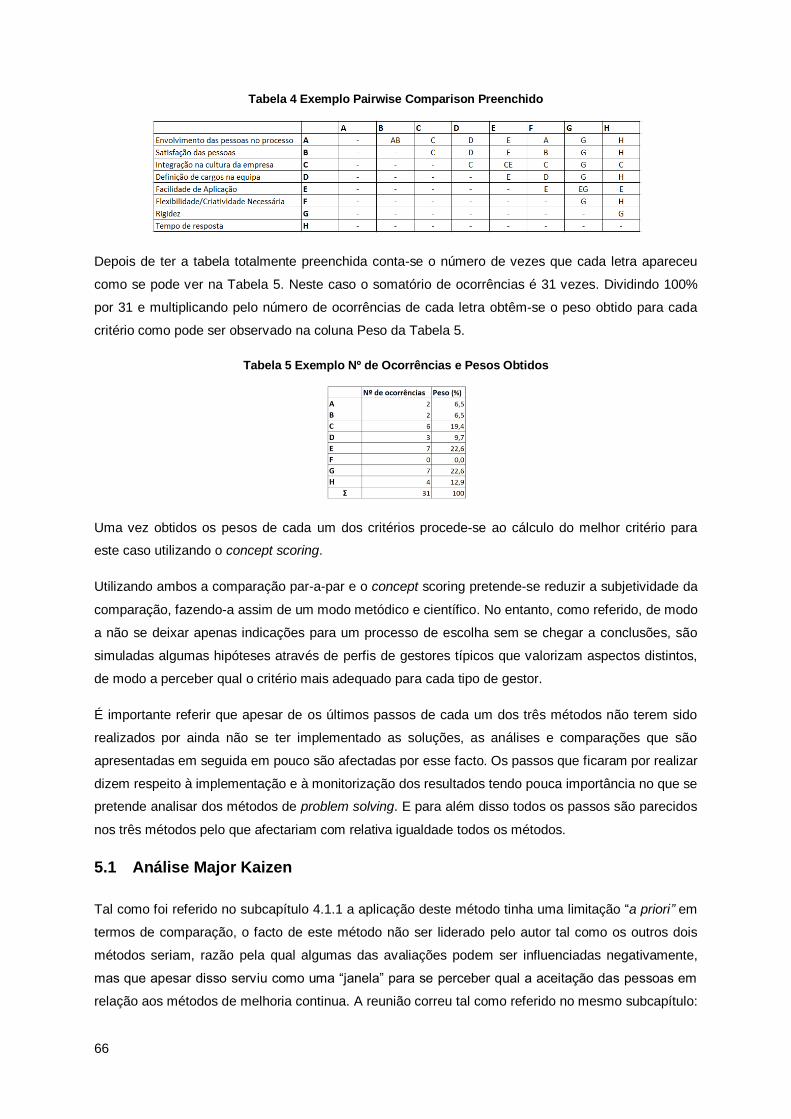
66
Tabela 4 Exemplo Pairwise Comparison Preenchido
Depois de ter a tabela totalmente preenchida conta-se o número de vezes que cada letra apareceu
como se pode ver na Tabela 5. Neste caso o somatório de ocorrências é 31 vezes. Dividindo 100%
por 31 e multiplicando pelo número de ocorrências de cada letra obtêm-se o peso obtido para cada
critério como pode ser observado na coluna Peso da Tabela 5.
Tabela 5 Exemplo Nº de Ocorrências e Pesos Obtidos
Uma vez obtidos os pesos de cada um dos critérios procede-se ao cálculo do melhor critério para
este caso utilizando o concept scoring.
Utilizando ambos a comparação par-a-par e o concept scoring pretende-se reduzir a subjetividade da
comparação, fazendo-a assim de um modo metódico e científico. No entanto, como referido, de modo
a não se deixar apenas indicações para um processo de escolha sem se chegar a conclusões, são
simuladas algumas hipóteses através de perfis de gestores típicos que valorizam aspectos distintos,
de modo a perceber qual o critério mais adequado para cada tipo de gestor.
É importante referir que apesar de os últimos passos de cada um dos três métodos não terem sido
realizados por ainda não se ter implementado as soluções, as análises e comparações que são
apresentadas em seguida em pouco são afectadas por esse facto. Os passos que ficaram por realizar
dizem respeito à implementação e à monitorização dos resultados tendo pouca importância no que se
pretende analisar dos métodos de problem solving. E para além disso todos os passos são parecidos
nos três métodos pelo que afectariam com relativa igualdade todos os métodos.
5.1 Análise Major Kaizen
Tal como foi referido no subcapítulo 4.1.1 a aplicação deste método tinha uma limitação “a priori” em
termos de comparação, o facto de este método não ser liderado pelo autor tal como os outros dois
métodos seriam, razão pela qual algumas das avaliações podem ser influenciadas negativamente,
mas que apesar disso serviu como uma “janela” para se perceber qual a aceitação das pessoas em
relação aos métodos de melhoria continua. A reunião correu tal como referido no mesmo subcapítulo:
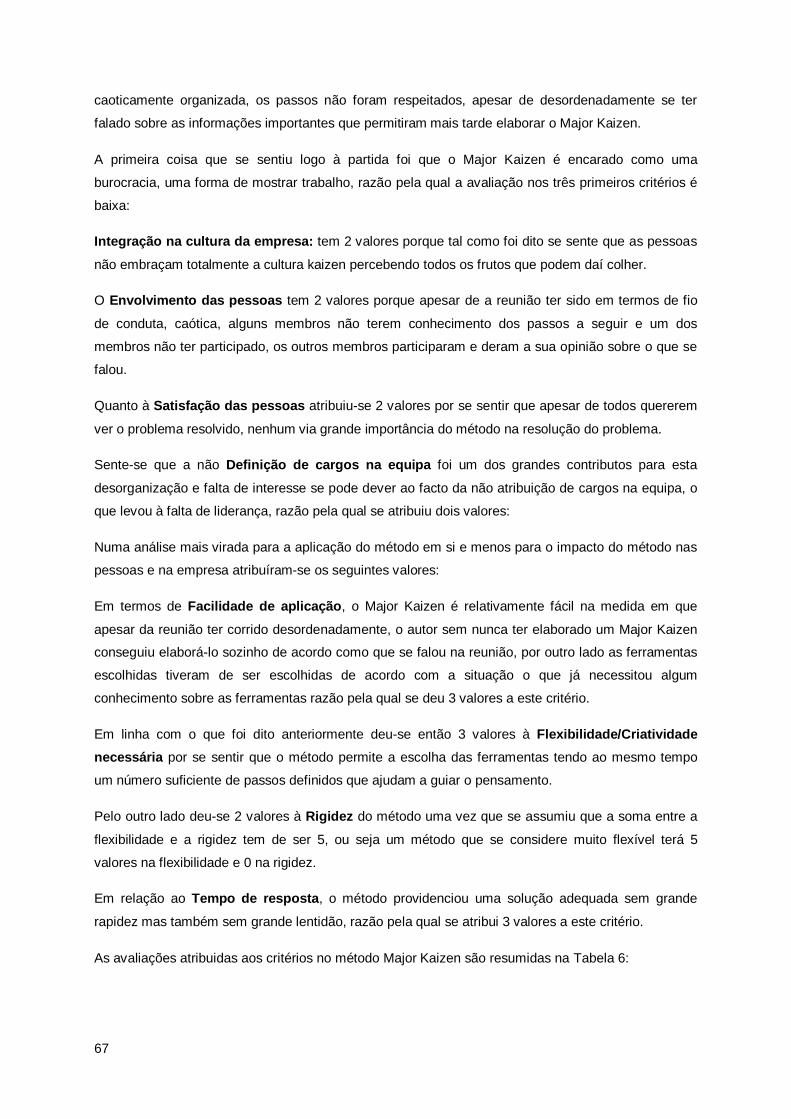
67
caoticamente organizada, os passos não foram respeitados, apesar de desordenadamente se ter
falado sobre as informações importantes que permitiram mais tarde elaborar o Major Kaizen.
A primeira coisa que se sentiu logo à partida foi que o Major Kaizen é encarado como uma
burocracia, uma forma de mostrar trabalho, razão pela qual a avaliação nos três primeiros critérios é
baixa:
Integração na cultura da empresa: tem 2 valores porque tal como foi dito se sente que as pessoas
não embraçam totalmente a cultura kaizen percebendo todos os frutos que podem daí colher.
O Envolvimento das pessoas tem 2 valores porque apesar de a reunião ter sido em termos de fio
de conduta, caótica, alguns membros não terem conhecimento dos passos a seguir e um dos
membros não ter participado, os outros membros participaram e deram a sua opinião sobre o que se
falou.
Quanto à Satisfação das pessoas atribuiu-se 2 valores por se sentir que apesar de todos quererem
ver o problema resolvido, nenhum via grande importância do método na resolução do problema.
Sente-se que a não Definição de cargos na equipa foi um dos grandes contributos para esta
desorganização e falta de interesse se pode dever ao facto da não atribuição de cargos na equipa, o
que levou à falta de liderança, razão pela qual se atribuiu dois valores:
Numa análise mais virada para a aplicação do método em si e menos para o impacto do método nas
pessoas e na empresa atribuíram-se os seguintes valores:
Em termos de Facilidade de aplicação, o Major Kaizen é relativamente fácil na medida em que
apesar da reunião ter corrido desordenadamente, o autor sem nunca ter elaborado um Major Kaizen
conseguiu elaborá-lo sozinho de acordo como que se falou na reunião, por outro lado as ferramentas
escolhidas tiveram de ser escolhidas de acordo com a situação o que já necessitou algum
conhecimento sobre as ferramentas razão pela qual se deu 3 valores a este critério.
Em linha com o que foi dito anteriormente deu-se então 3 valores à Flexibilidade/Criatividade
necessária por se sentir que o método permite a escolha das ferramentas tendo ao mesmo tempo
um número suficiente de passos definidos que ajudam a guiar o pensamento.
Pelo outro lado deu-se 2 valores à Rigidez do método uma vez que se assumiu que a soma entre a
flexibilidade e a rigidez tem de ser 5, ou seja um método que se considere muito flexível terá 5
valores na flexibilidade e 0 na rigidez.
Em relação ao Tempo de resposta, o método providenciou uma solução adequada sem grande
rapidez mas também sem grande lentidão, razão pela qual se atribui 3 valores a este critério.
As avaliações atribuidas aos critérios no método Major Kaizen são resumidas na Tabela 6:
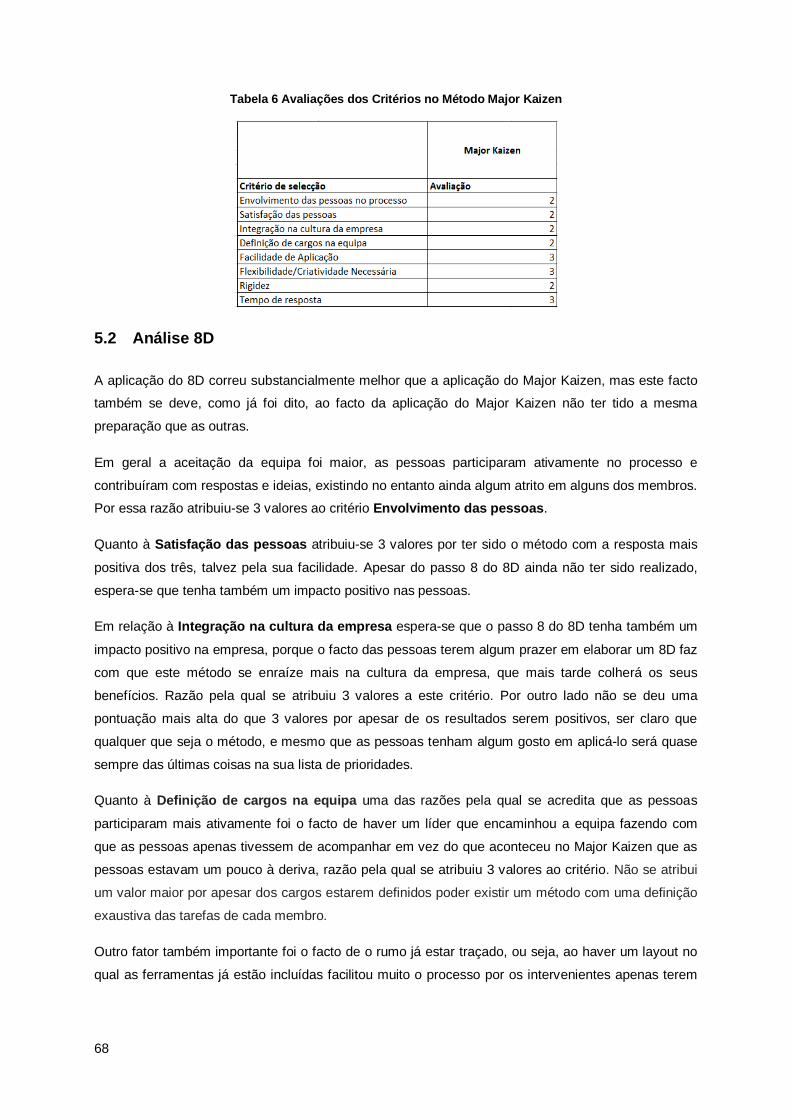
68
Tabela 6 Avaliações dos Critérios no Método Major Kaizen
5.2 Análise 8D
A aplicação do 8D correu substancialmente melhor que a aplicação do Major Kaizen, mas este facto
também se deve, como já foi dito, ao facto da aplicação do Major Kaizen não ter tido a mesma
preparação que as outras.
Em geral a aceitação da equipa foi maior, as pessoas participaram ativamente no processo e
contribuíram com respostas e ideias, existindo no entanto ainda algum atrito em alguns dos membros.
Por essa razão atribuiu-se 3 valores ao critério Envolvimento das pessoas.
Quanto à Satisfação das pessoas atribuiu-se 3 valores por ter sido o método com a resposta mais
positiva dos três, talvez pela sua facilidade. Apesar do passo 8 do 8D ainda não ter sido realizado,
espera-se que tenha também um impacto positivo nas pessoas.
Em relação à Integração na cultura da empresa espera-se que o passo 8 do 8D tenha também um
impacto positivo na empresa, porque o facto das pessoas terem algum prazer em elaborar um 8D faz
com que este método se enraíze mais na cultura da empresa, que mais tarde colherá os seus
benefícios. Razão pela qual se atribuiu 3 valores a este critério. Por outro lado não se deu uma
pontuação mais alta do que 3 valores por apesar de os resultados serem positivos, ser claro que
qualquer que seja o método, e mesmo que as pessoas tenham algum gosto em aplicá-lo será quase
sempre das últimas coisas na sua lista de prioridades.
Quanto à Definição de cargos na equipa uma das razões pela qual se acredita que as pessoas
participaram mais ativamente foi o facto de haver um líder que encaminhou a equipa fazendo com
que as pessoas apenas tivessem de acompanhar em vez do que aconteceu no Major Kaizen que as
pessoas estavam um pouco à deriva, razão pela qual se atribuiu 3 valores ao critério. Não se atribui
um valor maior por apesar dos cargos estarem definidos poder existir um método com uma definição
exaustiva das tarefas de cada membro.
Outro fator também importante foi o facto de o rumo já estar traçado, ou seja, ao haver um layout no
qual as ferramentas já estão incluídas facilitou muito o processo por os intervenientes apenas terem
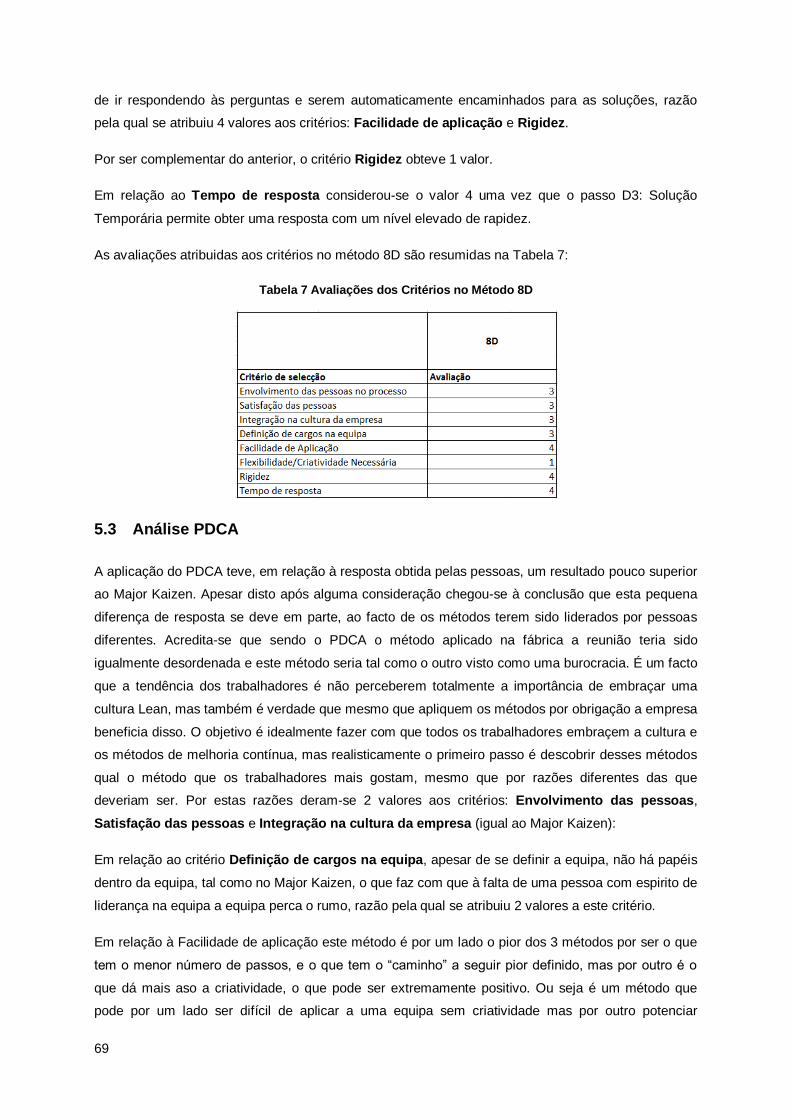
69
de ir respondendo às perguntas e serem automaticamente encaminhados para as soluções, razão
pela qual se atribuiu 4 valores aos critérios: Facilidade de aplicação e Rigidez.
Por ser complementar do anterior, o critério Rigidez obteve 1 valor.
Em relação ao Tempo de resposta considerou-se o valor 4 uma vez que o passo D3: Solução
Temporária permite obter uma resposta com um nível elevado de rapidez.
As avaliações atribuidas aos critérios no método 8D são resumidas na Tabela 7:
Tabela 7 Avaliações dos Critérios no Método 8D
5.3 Análise PDCA
A aplicação do PDCA teve, em relação à resposta obtida pelas pessoas, um resultado pouco superior
ao Major Kaizen. Apesar disto após alguma consideração chegou-se à conclusão que esta pequena
diferença de resposta se deve em parte, ao facto de os métodos terem sido liderados por pessoas
diferentes. Acredita-se que sendo o PDCA o método aplicado na fábrica a reunião teria sido
igualmente desordenada e este método seria tal como o outro visto como uma burocracia. É um facto
que a tendência dos trabalhadores é não perceberem totalmente a importância de embraçar uma
cultura Lean, mas também é verdade que mesmo que apliquem os métodos por obrigação a empresa
beneficia disso. O objetivo é idealmente fazer com que todos os trabalhadores embraçem a cultura e
os métodos de melhoria contínua, mas realisticamente o primeiro passo é descobrir desses métodos
qual o método que os trabalhadores mais gostam, mesmo que por razões diferentes das que
deveriam ser. Por estas razões deram-se 2 valores aos critérios: Envolvimento das pessoas,
Satisfação das pessoas e Integração na cultura da empresa (igual ao Major Kaizen):
Em relação ao critério Definição de cargos na equipa, apesar de se definir a equipa, não há papéis
dentro da equipa, tal como no Major Kaizen, o que faz com que à falta de uma pessoa com espirito de
liderança na equipa a equipa perca o rumo, razão pela qual se atribuiu 2 valores a este critério.
Em relação à Facilidade de aplicação este método é por um lado o pior dos 3 métodos por ser o que
tem o menor número de passos, e o que tem o “caminho” a seguir pior definido, mas por outro é o
que dá mais aso a criatividade, o que pode ser extremamente positivo. Ou seja é um método que
pode por um lado ser difícil de aplicar a uma equipa sem criatividade mas por outro potenciar

70
alternativas interessantes a equipas criativas. Razões pelas quais se atribuiu 2 valores à Facilidade
de aplicação mas 4 à Flexibilidade/Criatividade necessária.
Quanto ao critério da Rigidez sobrava atribuir 1 valor uma vez que este critério é o “inverso” da
flexibilidade.
Em relação ao Tempo de resposta, o valor é também similar ao do Major Kaizen com 3 valores.
As avaliações atribuidas aos critérios no método PDCA são resumidas na Tabela 8:
Tabela 8 Avaliações dos Critérios no Método PDCA
5.4 Comparação entre Métodos
Uma vez tendo analisado os métodos individualmente e tendo atribuido valores a cada um dos
critérios em todos os três métodos falta agora compará-los entre si. Na Tabela 9 pode-se observar
um resumo dos valores atribuidos a cada critério em cada método:
Tabela 9 Avaliações dos Critérios nos Três Métodos
Antes de analisar a Tabela 9 é importante definir o termo cultura Lean que será utilizado a partir de
agora.
A maturidade Lean de uma empresa indica qual o nível dessa cultura que uma certa empresa tem.
Essa maturidade é afetada por vários fatores como o conhecimento dos princípios, ferramentas e
técnicas Lean por toda a empresa. Muitas vezes os executivos de topo têm um bom conhecimento
71
desses princípios, ferramentas e técnicas mas à medida que se analisa esse conhecimento em níveis
inferiores da hierarquia das empresas esse conhecimento é cada vez mais vago. Quanto maior for a
profundidade desse conhecimento em níveis inferiores da empresa maior será a cultura Lean dessa
empresa [55]. No entanto essa maturidade é difícil de quantificar, e existem várias formas de o fazer.
Jorgensen, F. et al. definem 5 níveis de maturidade lean de uma empresa [56]. Wieslaw Urban
enumera 5 técnicas diferentes desenvolvidas para medir essa cultura Lean [57]. Na perspectiva desta
tese a maturidade Lean foi aferida tendo por base estes conceitos, sem no entanto entrar em grande
detalhe. Ou seja utilizou-se a postura e envolvimento dos colaboradores da empresa (de nível
operacional) como medida indicadora e qualitativa da maturidade Lean.
É fácil de observar que o somatório das pontuações do Major Kaizen e do PDCA são parecidas entre
si e inferiores ao 8D. Perspectivava-se que estes somatórios fossem parecidos entre eles uma vez
que cada um tem os seus pontos fortes e fracos. O método PDCA tal como o Major Kaizen são
métodos mais flexíveis que o 8D, caracteristica que num ambiente com uma cultura Lean elevada e
com uma equipa motivada e conhecedora das ferramentas de qualidade se espera que
potencialmente permita obter uma pontuação maior nos três primeiros critérios, uma vez que é
expectável que uma equipa com grande cultura Lean se sinta mais motivada e satisfeita em realizar
um método mais desafiante.
Como foi referido as equipas que aplicaram os 3 métodos eram pouco motivadas e com pouca cultura
Lean, apesar de alguns membros participarem e serem proactivos outros não só não participaram
como transmitiam a sensação de não perceberem a importância ou o poder de um método de
melhoría contínua, estando distraidos nas reuniões ou focados noutras coisas.
Fica portanto claro que o facto da aplicação dos três métodos ter sido realizada por uma equipa
pouco motivada e com pouca cultura Lean potencialmente afectou negativamente as pontuações
obtidas pelos métodos PDCA e Major Kaizen nos 3 primeiros critérios.
Ficando assim a sensação que o ambiente Lean da empresa e a motivação da equipa são um factor
a considerar na escolha do método a utilizar. Vai-se então estudar a influência do tipo de gestor
nessa mesma escolha, através de concept scoring.
Para comparar os métodos através de concept scoring é necessário definir qual o peso que se atribui
a cada critério. Para não limitar a comparação às preferências de critérios do autor, usa-se uma
matriz de pairwise comparison através de 3 perfis de gestores “tipo” com perfis diferentes para
analisar diferentes cenários. Os perfis destes gestores são:
Gestor focado nos resultados cujo foco principal são os resultados e que não lhe interessa
se os trabalhadores estão motivados e percebem a importância do método desde que o
façam, produzam soluções, e resolvam problemas.
Gestor focado na cultura Lean cujo foco principal é que todos os trabalhadores embraçem
uma cultura lean, que dominem as ferramentas de qualidade e o funcionamento do método

72
de melhoría contínua, mesmo que para isso se requira uma formação maior aos
trabalhadores.
Gestor focado no equilíbrio entre resultados e cultura Lean cujo foco se encontra entre
os dois anteriores, ou seja quer que os trabalhadores tenham alguma cultura Lean e
percebam a importância dos métodos mas por outro lado quer obter resultados sem perder
muito tempo e dinheiro a “educar” os trabalhadores.
Gestor focado nos resultados
A primeira comparação sera feita através do perfil do gestor focado nos resultados, este gestor
prefere um método que seja fácil de aplicar, com uma “receita” simples de seguir e que produza
resultados rapidamente. Está pouco preocupado com a satisfação dos trabalhadores ao aplicar o
método ou com o impacto que o método tem na cultura lean da empresa.
A matriz de pairwise comparison preenchida através do perfil deste gestor pode ser observada na
Tabela 10. Os pontos que mais caracterizam esta comparação par-a-par são o facto de este gestor
preferir a facilidade de aplicação sobre qualquer outro critério, assim como a rigidez. Ou seja este
gestor procura um critério fácil de aplicar com uma “receita” fácil de seguir.
Tabela 10 Pairwise comparison através do perfil do gestor focado nos resultados
O número de ocorrências, e cálculo do peso atribuído a cada critério pode ser observado na Tabela
11:
Tabela 11 Peso atribuido a cada critério através do perfil do gestor focado nos resultados
Aplicando então o peso atribuído a cada critério na matriz de concept scoring obteve-se os resultados
que podem ser observados na Tabela 12 onde o método 8D ficou em 1º lugar com 3,6 seguido pelo
Major Kaizen com 2,4 e PDCA com 1,9 em 2º e 3º lugares respectivamente:
Tabela 12 Concept scoring através do perfil do gestor focado nos resultados
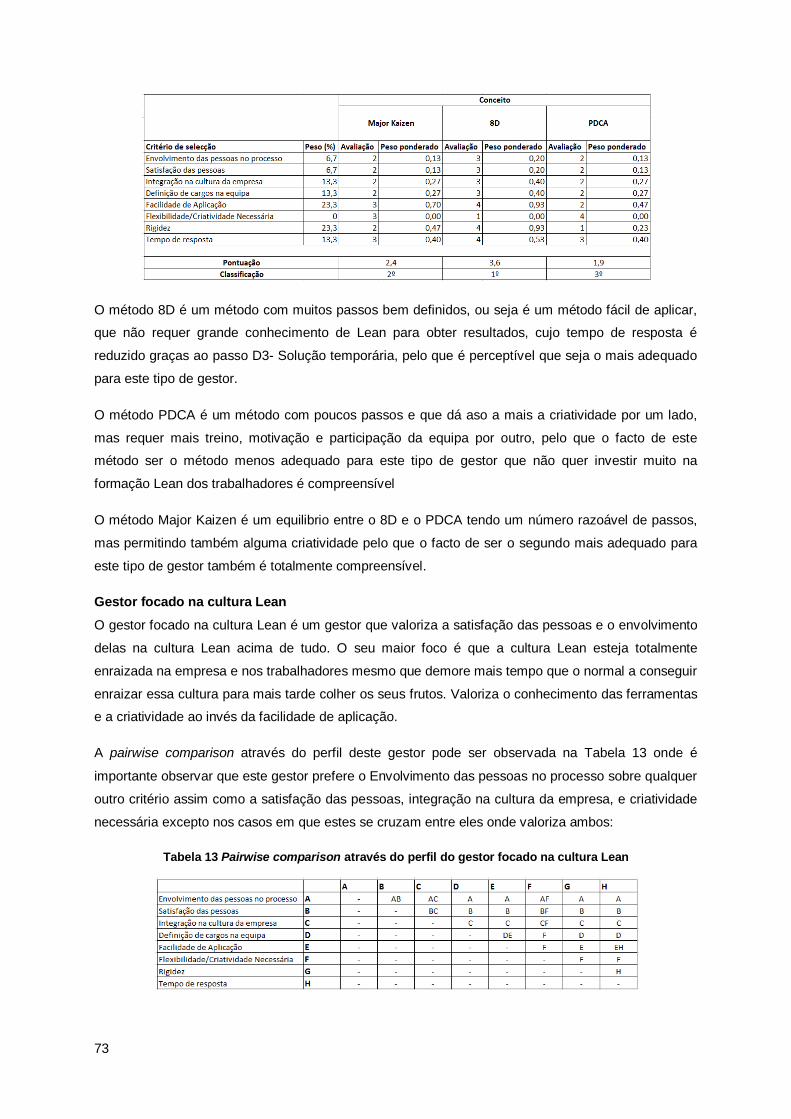
73
O método 8D é um método com muitos passos bem definidos, ou seja é um método fácil de aplicar,
que não requer grande conhecimento de Lean para obter resultados, cujo tempo de resposta é
reduzido graças ao passo D3- Solução temporária, pelo que é perceptível que seja o mais adequado
para este tipo de gestor.
O método PDCA é um método com poucos passos e que dá aso a mais a criatividade por um lado,
mas requer mais treino, motivação e participação da equipa por outro, pelo que o facto de este
método ser o método menos adequado para este tipo de gestor que não quer investir muito na
formação Lean dos trabalhadores é compreensível
O método Major Kaizen é um equilibrio entre o 8D e o PDCA tendo um número razoável de passos,
mas permitindo também alguma criatividade pelo que o facto de ser o segundo mais adequado para
este tipo de gestor também é totalmente compreensível.
Gestor focado na cultura Lean
O gestor focado na cultura Lean é um gestor que valoriza a satisfação das pessoas e o envolvimento
delas na cultura Lean acima de tudo. O seu maior foco é que a cultura Lean esteja totalmente
enraizada na empresa e nos trabalhadores mesmo que demore mais tempo que o normal a conseguir
enraizar essa cultura para mais tarde colher os seus frutos. Valoriza o conhecimento das ferramentas
e a criatividade ao invés da facilidade de aplicação.
A pairwise comparison através do perfil deste gestor pode ser observada na Tabela 13 onde é
importante observar que este gestor prefere o Envolvimento das pessoas no processo sobre qualquer
outro critério assim como a satisfação das pessoas, integração na cultura da empresa, e criatividade
necessária excepto nos casos em que estes se cruzam entre eles onde valoriza ambos:
Tabela 13 Pairwise comparison através do perfil do gestor focado na cultura Lean
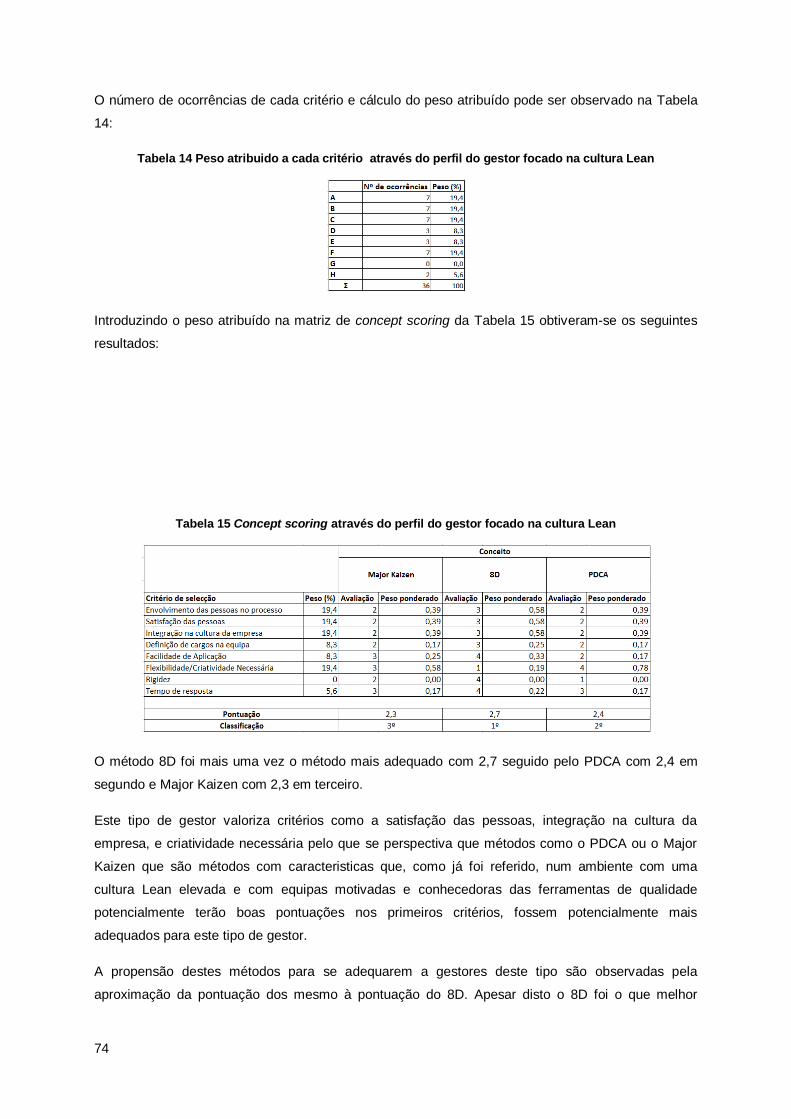
74
O número de ocorrências de cada critério e cálculo do peso atribuído pode ser observado na Tabela
14:
Tabela 14 Peso atribuido a cada critério através do perfil do gestor focado na cultura Lean
Introduzindo o peso atribuído na matriz de concept scoring da Tabela 15 obtiveram-se os seguintes
resultados:
Tabela 15 Concept scoring através do perfil do gestor focado na cultura Lean
O método 8D foi mais uma vez o método mais adequado com 2,7 seguido pelo PDCA com 2,4 em
segundo e Major Kaizen com 2,3 em terceiro.
Este tipo de gestor valoriza critérios como a satisfação das pessoas, integração na cultura da
empresa, e criatividade necessária pelo que se perspectiva que métodos como o PDCA ou o Major
Kaizen que são métodos com caracteristicas que, como já foi referido, num ambiente com uma
cultura Lean elevada e com equipas motivadas e conhecedoras das ferramentas de qualidade
potencialmente terão boas pontuações nos primeiros critérios, fossem potencialmente mais
adequados para este tipo de gestor.
A propensão destes métodos para se adequarem a gestores deste tipo são observadas pela
aproximação da pontuação dos mesmo à pontuação do 8D. Apesar disto o 8D foi o que melhor
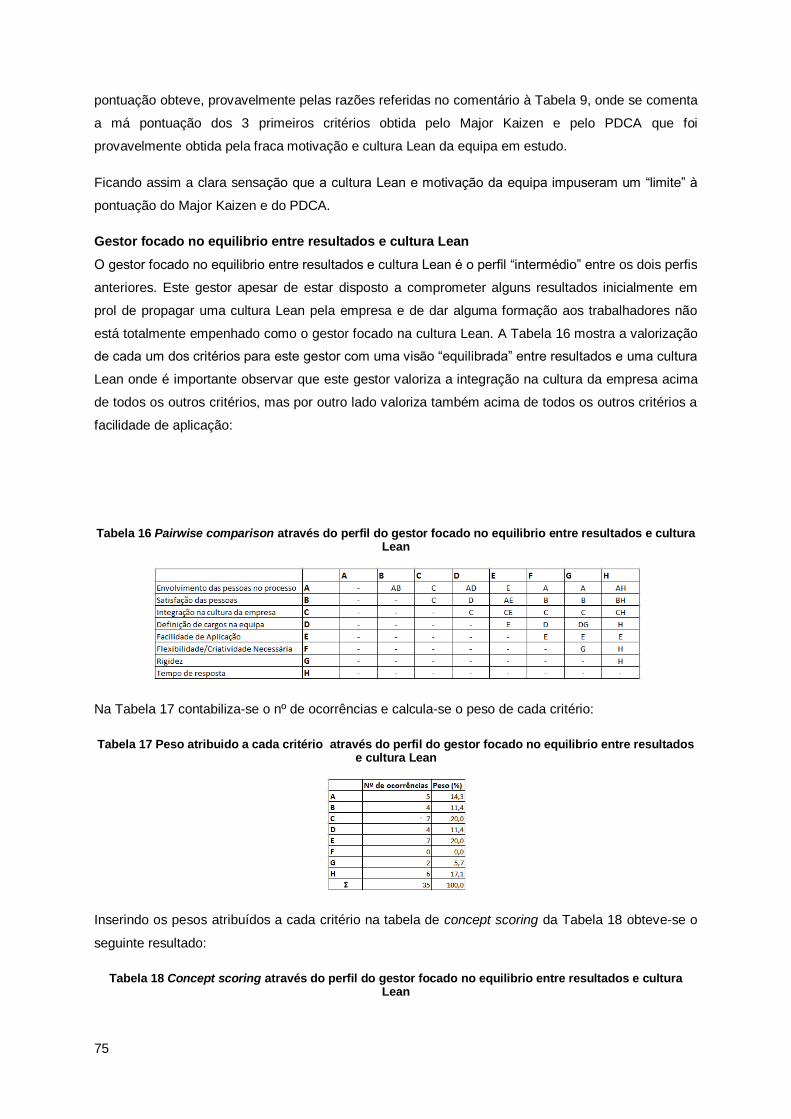
75
pontuação obteve, provavelmente pelas razões referidas no comentário à Tabela 9, onde se comenta
a má pontuação dos 3 primeiros critérios obtida pelo Major Kaizen e pelo PDCA que foi
provavelmente obtida pela fraca motivação e cultura Lean da equipa em estudo.
Ficando assim a clara sensação que a cultura Lean e motivação da equipa impuseram um “limite” à
pontuação do Major Kaizen e do PDCA.
Gestor focado no equilibrio entre resultados e cultura Lean
O gestor focado no equilibrio entre resultados e cultura Lean é o perfil “intermédio” entre os dois perfis
anteriores. Este gestor apesar de estar disposto a comprometer alguns resultados inicialmente em
prol de propagar uma cultura Lean pela empresa e de dar alguma formação aos trabalhadores não
está totalmente empenhado como o gestor focado na cultura Lean. A Tabela 16 mostra a valorização
de cada um dos critérios para este gestor com uma visão “equilibrada” entre resultados e uma cultura
Lean onde é importante observar que este gestor valoriza a integração na cultura da empresa acima
de todos os outros critérios, mas por outro lado valoriza também acima de todos os outros critérios a
facilidade de aplicação:
Tabela 16 Pairwise comparison através do perfil do gestor focado no equilibrio entre resultados e cultura Lean
Na Tabela 17 contabiliza-se o nº de ocorrências e calcula-se o peso de cada critério:
Tabela 17 Peso atribuido a cada critério através do perfil do gestor focado no equilibrio entre resultados e cultura Lean
Inserindo os pesos atribuídos a cada critério na tabela de concept scoring da Tabela 18 obteve-se o
seguinte resultado:
Tabela 18 Concept scoring através do perfil do gestor focado no equilibrio entre resultados e cultura Lean
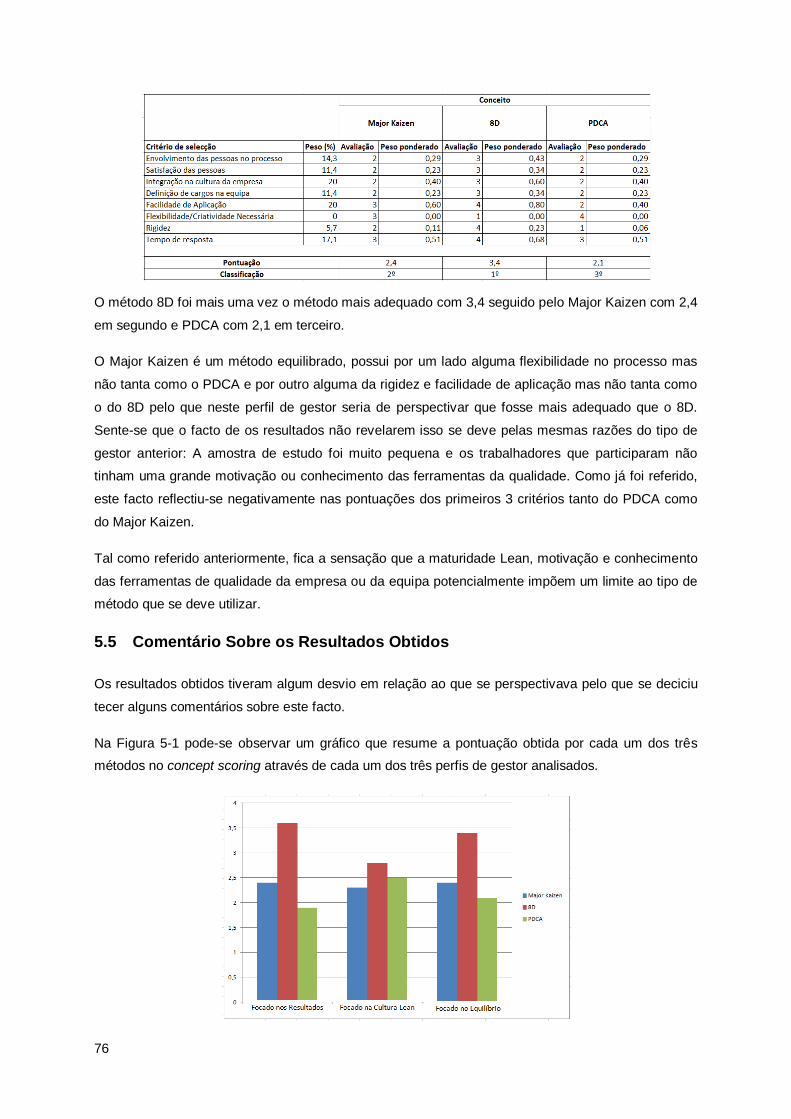
76
O método 8D foi mais uma vez o método mais adequado com 3,4 seguido pelo Major Kaizen com 2,4
em segundo e PDCA com 2,1 em terceiro.
O Major Kaizen é um método equilibrado, possui por um lado alguma flexibilidade no processo mas
não tanta como o PDCA e por outro alguma da rigidez e facilidade de aplicação mas não tanta como
o do 8D pelo que neste perfil de gestor seria de perspectivar que fosse mais adequado que o 8D.
Sente-se que o facto de os resultados não revelarem isso se deve pelas mesmas razões do tipo de
gestor anterior: A amostra de estudo foi muito pequena e os trabalhadores que participaram não
tinham uma grande motivação ou conhecimento das ferramentas da qualidade. Como já foi referido,
este facto reflectiu-se negativamente nas pontuações dos primeiros 3 critérios tanto do PDCA como
do Major Kaizen.
Tal como referido anteriormente, fica a sensação que a maturidade Lean, motivação e conhecimento
das ferramentas de qualidade da empresa ou da equipa potencialmente impõem um limite ao tipo de
método que se deve utilizar.
5.5 Comentário Sobre os Resultados Obtidos
Os resultados obtidos tiveram algum desvio em relação ao que se perspectivava pelo que se deciciu
tecer alguns comentários sobre este facto.
Na Figura 5-1 pode-se observar um gráfico que resume a pontuação obtida por cada um dos três
métodos no concept scoring através de cada um dos três perfis de gestor analisados.
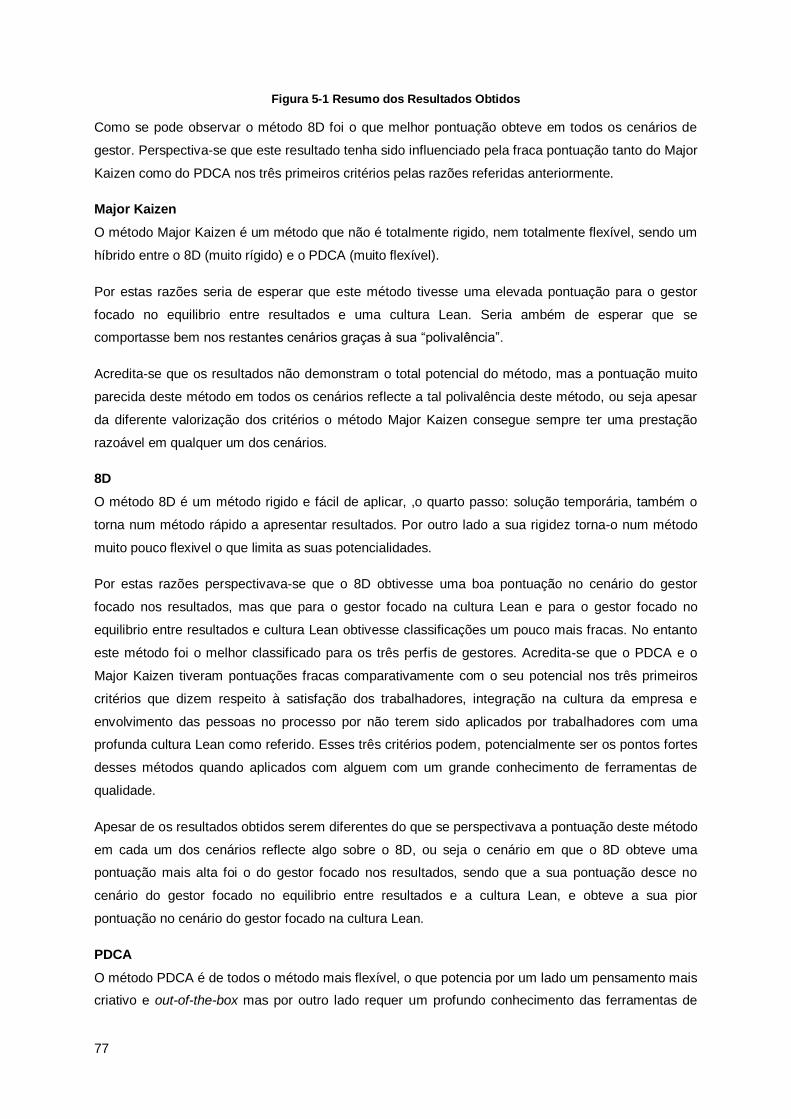
77
Figura 5-1 Resumo dos Resultados Obtidos
Como se pode observar o método 8D foi o que melhor pontuação obteve em todos os cenários de
gestor. Perspectiva-se que este resultado tenha sido influenciado pela fraca pontuação tanto do Major
Kaizen como do PDCA nos três primeiros critérios pelas razões referidas anteriormente.
Major Kaizen
O método Major Kaizen é um método que não é totalmente rigido, nem totalmente flexível, sendo um
híbrido entre o 8D (muito rígido) e o PDCA (muito flexível).
Por estas razões seria de esperar que este método tivesse uma elevada pontuação para o gestor
focado no equilibrio entre resultados e uma cultura Lean. Seria ambém de esperar que se
comportasse bem nos restantes cenários graças à sua “polivalência”.
Acredita-se que os resultados não demonstram o total potencial do método, mas a pontuação muito
parecida deste método em todos os cenários reflecte a tal polivalência deste método, ou seja apesar
da diferente valorização dos critérios o método Major Kaizen consegue sempre ter uma prestação
razoável em qualquer um dos cenários.
8D
O método 8D é um método rigido e fácil de aplicar, ,o quarto passo: solução temporária, também o
torna num método rápido a apresentar resultados. Por outro lado a sua rigidez torna-o num método
muito pouco flexivel o que limita as suas potencialidades.
Por estas razões perspectivava-se que o 8D obtivesse uma boa pontuação no cenário do gestor
focado nos resultados, mas que para o gestor focado na cultura Lean e para o gestor focado no
equilibrio entre resultados e cultura Lean obtivesse classificações um pouco mais fracas. No entanto
este método foi o melhor classificado para os três perfis de gestores. Acredita-se que o PDCA e o
Major Kaizen tiveram pontuações fracas comparativamente com o seu potencial nos três primeiros
critérios que dizem respeito à satisfação dos trabalhadores, integração na cultura da empresa e
envolvimento das pessoas no processo por não terem sido aplicados por trabalhadores com uma
profunda cultura Lean como referido. Esses três critérios podem, potencialmente ser os pontos fortes
desses métodos quando aplicados com alguem com um grande conhecimento de ferramentas de
qualidade.
Apesar de os resultados obtidos serem diferentes do que se perspectivava a pontuação deste método
em cada um dos cenários reflecte algo sobre o 8D, ou seja o cenário em que o 8D obteve uma
pontuação mais alta foi o do gestor focado nos resultados, sendo que a sua pontuação desce no
cenário do gestor focado no equilibrio entre resultados e a cultura Lean, e obteve a sua pior
pontuação no cenário do gestor focado na cultura Lean.
PDCA
O método PDCA é de todos o método mais flexível, o que potencia por um lado um pensamento mais
criativo e out-of-the-box mas por outro lado requer um profundo conhecimento das ferramentas de
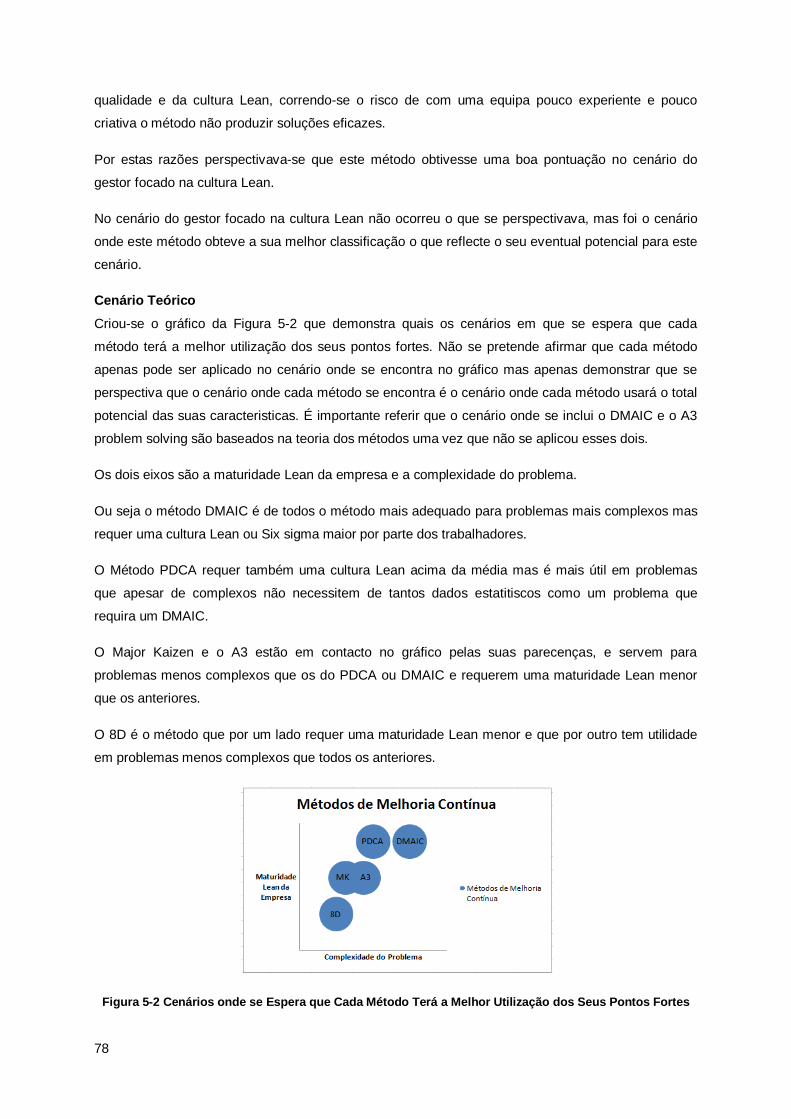
78
qualidade e da cultura Lean, correndo-se o risco de com uma equipa pouco experiente e pouco
criativa o método não produzir soluções eficazes.
Por estas razões perspectivava-se que este método obtivesse uma boa pontuação no cenário do
gestor focado na cultura Lean.
No cenário do gestor focado na cultura Lean não ocorreu o que se perspectivava, mas foi o cenário
onde este método obteve a sua melhor classificação o que reflecte o seu eventual potencial para este
cenário.
Cenário Teórico
Criou-se o gráfico da Figura 5-2 que demonstra quais os cenários em que se espera que cada
método terá a melhor utilização dos seus pontos fortes. Não se pretende afirmar que cada método
apenas pode ser aplicado no cenário onde se encontra no gráfico mas apenas demonstrar que se
perspectiva que o cenário onde cada método se encontra é o cenário onde cada método usará o total
potencial das suas caracteristicas. É importante referir que o cenário onde se inclui o DMAIC e o A3
problem solving são baseados na teoria dos métodos uma vez que não se aplicou esses dois.
Os dois eixos são a maturidade Lean da empresa e a complexidade do problema.
Ou seja o método DMAIC é de todos o método mais adequado para problemas mais complexos mas
requer uma cultura Lean ou Six sigma maior por parte dos trabalhadores.
O Método PDCA requer também uma cultura Lean acima da média mas é mais útil em problemas
que apesar de complexos não necessitem de tantos dados estatitiscos como um problema que
requira um DMAIC.
O Major Kaizen e o A3 estão em contacto no gráfico pelas suas parecenças, e servem para
problemas menos complexos que os do PDCA ou DMAIC e requerem uma maturidade Lean menor
que os anteriores.
O 8D é o método que por um lado requer uma maturidade Lean menor e que por outro tem utilidade
em problemas menos complexos que todos os anteriores.
Figura 5-2 Cenários onde se Espera que Cada Método Terá a Melhor Utilização dos Seus Pontos Fortes
79
Resta dizer que com esta tese se estudou a influência de 3 factores na escolha de qual o método
adequado para cada cenário:
A maturidade Lean da empresa
O tipo de gestor
A complexidade do problema
E ficou claro com a amostra de estudo utilizada que a maturidade Lean da empresa é o que
potencialmente impõe um limite á escolha do método, ou seja, um gestor focado na cultura Lean que
chegue a uma empresa com pouca cultura Lean dificilmente conseguirá implementar um PDCA de
forma efetiva e com resultados eficazes por este método requerer um elevado conhecimento de
ferramentas de qualidade e cultura Lean.
Por outro lado um gestor focado nos resultados que chegue a uma empresa quer seja com uma
elevada ou baixa cultura Lean facilmente implementará um 8D. Pelo que fica a hipótese com
necessidade de ser validada por mais estudos de que a maturidade Lean da empresa é o que impõe
o limite na escolha do método adequado para cada cenário.
80
6 Conclusões
Quando o desafio de melhorar as linhas de produção da Unilever Jerónimo Martins aliado ao desafio
de testar de três métodos de melhoria contínua o objectivo que se propôs atingir era por um lado
gerar soluções que permitissem à Unilever Jerónimo Martins reduzir custos e por outro gerar análises
e comparações entre os métodos.
Nesse ponto de vista a tese foi um sucesso uma vez que das três linhas em estudo se produziram
soluções`aprovadas em duas das linhas, e se tiraram conclusões muito interessantes em relação aos
métodos. Ficou-se a perceber que dos três métodos em estudo cada um tem características que os
fazem ser adequados para certos tipos de empresa ou de gestor na ótica de abordagem aos
conceitos Lean.
O método 8D é um método rígido e com uma “receita” fácil de seguir. O que o torna por um lado um
método relativamente limitado em relação ao tipo de problemas a que pode ser aplicado ou ao tipo de
soluções que consegue produzir. Por outro lado torna-o num método de fácil implementação numa
empresa com uma cultura Lean pouco madura uma vez que não requer um conhecimento muito
elevado de ferramentas de qualidade ou de muita criatividade.
O método Major Kaizen é um método que apesar de também ser relativamente fácil de implementar
já requer um conhecimento maior das ferramentas de qualidade. Tornando-o assim num método um
pouco mais equilibrado em relação ao tipo de ambiente em que pode ser implementado e soluções
que pode produzir do que o 8D. No entanto esta maior adaptabilidade deste método a problemas um
pouco mais complexos faz com que seja necessário uma empresa onde as pessoas tenham uma
cultura Lean um pouco mais madura que a necessária para o 8D, uma vez que é necessário um
conhecimento maior das feramentas de qualidade.
O método PDCA é o contrário do 8D no que toca a flexibilidade uma vez que é um método muito
flexível que permite atingir soluções para problemas complexos por vários caminhos diferentes e
usando várias ferramentas de qualidade diferentes. No entanto todas estas potencialidades tornam-
no no método mais exigente no que toca a maturidade Lean da empresa uma vez que uma equipa
com pouco conhecimento de ferramentas de qualidade terá mais dificuldade em gerar soluções
capazes.
É fácil de perceber que os três métodos estudados representam um degradê no que toca à
maturidade Lean necessária da empresa. Fica portanto uma clara noção de que existe uma ligação
entre o nível de maturidade Lean de uma empresa e qual o método que se deve aplicar na mesma. E
sugerem-se mais estudos nesse âmbito.
Em relação às soluções produzidas a linha Glacier II foi a única onde a solução proposta não foi
aceite, tendo o método na mesma um efeito positivo garantindo-se assim que a solução utilizada
actualmente é a mais viável. Na linha Glacier I desenvolveu-se uma solução que a partir de 3 meses
após a implementação permitirá à Unilever Jerónimo Martins poupar 1188,7 euros por mês. E na
linha Hoyer desenvolveu-se também uma solução que a partir de 1 ano e 5 meses permitirá à
Unilever Jerónimo Martins poupar 724,8 euros por mês.
81
Referências
[1] I. Kalb, “Innovation Isn't Just About Brainstorming New Ideas,” Business Insider, 8 Julho 2013.
[2] A. L. e. R. Charan, “Why Innovation Matters,” Fast Company, 30 Maio 2008.
[3] S. MacFarland, “Why Is Innovation Management So Important to Compete?,” Huffington Post, 30
Outubro 2013.
[4] D. Bradley, “Continuous Improvement Necessary For Business,” The Scotsman, 17 Janeiro
2014.
[5] F. G. Adler, “The 8D Problem Solving Process,” Operational Excelence Consulting, 17 Dezembro
2012. [Online]. Available: http://pt.slideshare.net/fadler/opex-8d-problem-solving-process.
[Acedido em 7 Junho 2016].
[6] K. Hashmi, “Introduction and Implementation of Total Quality Management (TQM),” I Six Sigma,
[Online]. Available: https://www.isixsigma.com/methodology/total-quality-management-
tqm/introduction-and-implementation-total-quality-management-tqm/. [Acedido em 3 Junho
2016].
[7] “History of Total Quality Management,” ASQ, [Online]. Available: http://asq.org/learn-about-
quality/total-quality-management/overview/tqm-history.html. [Acedido em 4 Junho 2016].
[8] “What is Total Quality Management (TQM)?,” ASQ, [Online]. Available: http://asq.org/learn-
about-quality/total-quality-management/overview/overview.html. [Acedido em 4 Junho 2016].
[9] “Principles of Total Quality Management (TQM),” Study.com, [Online]. Available:
http://study.com/academy/lesson/principles-of-total-quality-management-tqm.html. [Acedido em 4
Junho 2016].
[10] “Toyota Production System,” Toyota, [Online]. Available: http://www.toyota-
global.com/company/vision_philosophy/toyota_production_system/. [Acedido em 5 Junho 2016].
[11] “How Toyota Production System (TPS) benefits your organisation,” Toyota, [Online]. Available:
http://www.toyota-forklifts.eu/en/company/Toyota-Production-System/Pages/default.aspx.
[Acedido em 4 Junho 2016].
[12] J. Miller, “Where Did the Kaizen Event Come From?,” Kaizen Institute, 29 Maio 2014. [Online].
Available: https://www.kaizen.com/blog/post/2014/05/29/where-did-the-kaizen-event-come-
from.html. [Acedido em 8 Junho 2016].
82
[13] “A Brief History of Lean,” Lean Enterprise Institute, [Online]. Available:
http://www.lean.org/WhatsLean/History.cfm. [Acedido em 3 Junho 2016].
[14] “A History of Lean Manufacturing,” Strategos, [Online]. Available:
http://www.strategosinc.com/just_in_time.htm. [Acedido em 5 Junho 2016].
[15] “Os 5 Princípios do Lean Thinking,” Lean Ti, 2016. [Online]. Available:
http://www.leanti.com.br/conceitos/5/Os-5-principios-do-Lean-Thinking.aspx. [Acedido em 5
Junho 2016].
[16] “The History of Six Sigma,” ISixSigma, [Online]. Available: https://www.isixsigma.com/new-to-six-
sigma/history/history-six-sigma/. [Acedido em 5 Junho 2016].
[17] K. Sundaram, “Explaining Six Sigma in Plain English,” Bright Hub Project Management, 6
Novembro 2013. [Online]. Available: http://www.brighthubpm.com/six-sigma/69146-explaining-
six-sigma-in-plain-english/#imgn_1. [Acedido em 5 Junho 2016].
[18] K. Simon, “The Cause and Effect (a.k.a. Fishbone) Diagram,” I Six Sigma, [Online]. Available:
https://www.isixsigma.com/tools-templates/cause-effect/cause-and-effect-aka-fishbone-diagram/.
[Acedido em 6 Junho 2016].
[19] “Cause and Effect Analysis,” Mind Tools, [Online]. Available:
https://www.mindtools.com/pages/article/newTMC_03.htm. [Acedido em 6 Junho 2016].
[20] “Flow Charts,” Mind Tools, [Online]. Available:
https://www.mindtools.com/pages/article/newTMC_97.htm. [Acedido em 9 Junho 2016].
[21] “Manufacturers Edge,” 7 Basic Tools of Quality, [Online]. Available:
http://www.manufacturersedge.com/our-services/continuous-improvement/7-basic-tools-of-
quality/. [Acedido em 7 Junho 2016].
[22] “5W1H Method for Cause-effect Analysis,” eDraw, [Online]. Available:
https://www.edrawsoft.com/5w1h-cause-effect-analysis.php. [Acedido em 6 Junho 2016].
[23] “Is - Is Not,” Creating Minds, [Online]. Available: http://creatingminds.org/tools/is-is_not.htm.
[Acedido em 2016 Junho 2016].
[24] D. Wetzel, “Transforming Is/Is-Not Analysis into Multi-Benefit Tool,” I SIx Sigma, [Online].
Available: https://www.isixsigma.com/implementation/project-selection-tracking/transforming-not-
analysis-multi-benefit-tool/. [Acedido em 6 Junho 2016].
[25] “Determine the Root Cause: 5 Whys,” I Six Sigma, [Online]. Available:
https://www.isixsigma.com/tools-templates/cause-effect/determine-root-cause-5-whys/. [Acedido
83
em 5 Junho 2016].
[26] “5 Whys,” Mind Tools, [Online]. Available:
https://www.mindtools.com/pages/article/newTMC_5W.htm. [Acedido em 6 Junho 2016].
[27] “Brainstorming Rules,” I Six Sigma, [Online]. Available: https://www.isixsigma.com/tools-
templates/brainstorming/brainstorming-rules/. [Acedido em 6 Junho 2016].
[28] R. Moen, “Foundation and History of the PDSA Cycle,” The W. Edwards Deming.
[29] “How to implement the PDCA cycle,” East West Manufacturing, [Online]. Available:
http://news.ewmfg.com/blog/how-to-implement-the-pdca-cycle-plan-do-check-act-in-any-
department. [Acedido em 6 Junho 2016].
[30] “PDCA Problem Solving Tools and Technique,” Flevy, [Online]. Available:
http://news.ewmfg.com/blog/how-to-implement-the-pdca-cycle-plan-do-check-act-in-any-
department. [Acedido em 7 Junho 2016].
[31] “Applying PDCA A3 Thinking and Problem Solving,” Lean Enterprise Academy, 22 Abril 2014.
[Online]. Available: http://www.slideshare.net/LeanUK/applying-pdca-a3-thinking-problem-
solving-john-kiff-ls12-271112-ppt. [Acedido em 7 Junho 2016].
[32] S. D. Bellamy, “PDCA Problem Solving Guide,” 22 Agosto 2000. [Online]. Available:
http://www.slideshare.net/jcfdezmxcal/pdca?next_slideshow=1. [Acedido em 7 Junho 2016].
[33] “Kaizen,” Lean Production, [Online]. Available: http://www.leanproduction.com/kaizen.html.
[Acedido em Junho 7 2016].
[34] “Major Kaizen,” Unilever, 2016.
[35] D. Sarkar, “The Seven A3 Problem Solving Steps in Detail,” PEX, 13 Maio 2010. [Online].
Available: http://www.processexcellencenetwork.com/lean-six-sigma-business-
transformation/columns/the-seven-a3-problem-solving-steps-in-detail. [Acedido em 7 Junho
2016].
[36] D. Sarkar, “The A3 Problem Solving Way: An Introduction,” PEX, 4 Julho 2010. [Online].
Available: http://www.processexcellencenetwork.com/lean-six-sigma-business-
transformation/columns/the-a3-problem-solving-way-an-introduction/. [Acedido em 6 Junho
2016].
[37] D. Sarkar, “The ABC's of A3 Performance Improvement,” PEX, 6 Julho 2010. [Online]. Available:
http://www.processexcellencenetwork.com/lean-six-sigma-business-transformation/columns/the-
84
abc-s-of-a3-performance-improvement/. [Acedido em 7 Junho 2016].
[38] J. Shook, “Toyota’s Secret: The A3 Report,” MIT Sloan, 1 Julho 2009.
[39] “8D Problem Solving Process,” Mind Tools, [Online]. Available:
https://www.mindtools.com/pages/article/8d-problem-solving.htm. [Acedido em 7 Junho 2016].
[40] “Supplier Training 8D Problem Solving Aproach,” Brooks, 2013. [Online]. Available:
http://www.brooks.com/my-
brooks/suppliers/~/media/Files/Suppliers/Documents/5_Why_Root_Cause_Corrective_Actions.p
df. [Acedido em 7 Junho 2016].
[41] “Six Sigma DMAIC Roadmap,” I Six Sigma, [Online]. Available: https://www.isixsigma.com/new-
to-six-sigma/dmaic/six-sigma-dmaic-roadmap/. [Acedido em 7 Junho 2016].
[42] “The Define Measure Analyze Improve Control (DMAIC) Process,” ASQ, [Online]. Available:
http://asq.org/learn-about-quality/six-sigma/overview/dmaic.html. [Acedido em 7 Junho 2016].
[43] “What Is DMAIC?,” iSix Sigma, [Online]. Available:
https://www.isixsigma.com/methodology/dmaic-methodology/what-dmaic/. [Acedido em 15 Junho
2016].
[44] C. F. Berardinelli, “To DMAIC or Not to DMAIC?,” Quality Progress, Janeiro 2016. [Online].
Available: http://asq.org/quality-progress/2012/11/back-to-basics/to-dmaic-or-not-to-dmaic.html.
[Acedido em 7 Junho 2016].
[45] “Using DMAIC for your A3 Report,” Business 901, 27 Outubro 2009. [Online]. Available:
https://business901.com/blog1/using-dmaic-for-your-a3-report-in-the-lean-marketing-house/.
[Acedido em 7 Junho 2016].
[46] T. Liesener, “PDCA, A3, DMAIC, 8D/PSP – what are the differences?,” Linkedin, [Online].
Available: https://www.linkedin.com/pulse/20140823033057-34652253-pdca-a3-dmaic-8d-psp-
what-are-the-differences. [Acedido em 10 Junho 2016].
[47] “Creating SMART goals,” Top Achievement, [Online]. Available:
http://topachievement.com/smart.html. [Acedido em 8 Junho 2016].
[48] E. P. e. D. S. Andrew J.Oswald, “Hapiness and Productivity,” University of Warwick, 2014.
[49] J. Revesencio, “Why Happy Employees Are 12% More Productive,” Fast Company, 22 Julho
2015.
[50] S. Anchor, The Hapiness Advantage, Crown Business, 2010.
85
[51] L. Vanderkam, “Research shows you need these 5 things to be happy at work,” Fortune, 26
Setembro 2015.
[52] J. Fliegel, “Ways to Motivate Individuals to Become a Winning Team,” Entrepreneur, 4 Maio
2016.
[53] “Decision Matrix Analysis,” Mind Tools, [Online]. Available:
https://www.mindtools.com/pages/article/newTED_03.htm. [Acedido em 20 Julho 2016].
[54] F. Salustri, “Pair Wise Comparison,” Design Wiki, 31 Dezembro 2015. [Online]. Available:
http://deseng.ryerson.ca/dokuwiki/design:pairwise_comparison. [Acedido em 2016 Julho 2016].
[55] C. Hohmann, “How lean are you?,” Chris Hohmann, 22 Fevereiro 2014. [Online]. Available:
https://hohmannchris.wordpress.com/2014/02/22/how-lean-are-you-part-1/. [Acedido em 20
Novembro 2016].
[56] F. Jørgensen, R. V. Matthiesen, J. Nielsen e J. Johansen, “Lean Maturity, Lean Sustainability,”
Aalborg University, 2007.
[57] W. Urban, “The Lean Management Maturity Self-Assessment Tool Based on Organizational
Culture Diagnosis,” Elsevier, 2015.
[58] “What is Smed?,” Lean Production, [Online]. Available:
http://www.leanproduction.com/smed.html. [Acedido em 6 Junho 2016].
[59] “Kanban Explained,” ca Technologies, [Online]. Available: https://help.rallydev.com/what-is-
kanban. [Acedido em 8 Junho 2016].
[60] “About 5S,” Kaizen Institute, [Online]. Available: https://www.kaizen.com/knowledge-center/what-
is-5s.html. [Acedido em 10 Junho 2016].
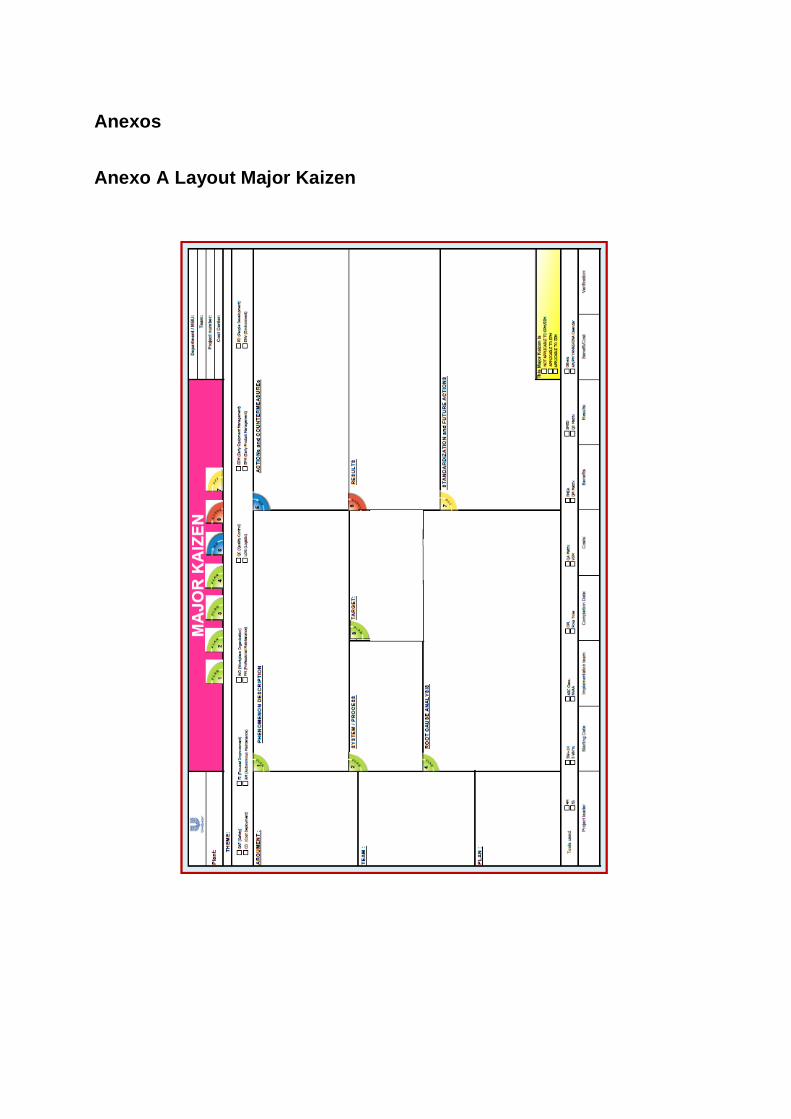
Anexos
Anexo A Layout Major Kaizen
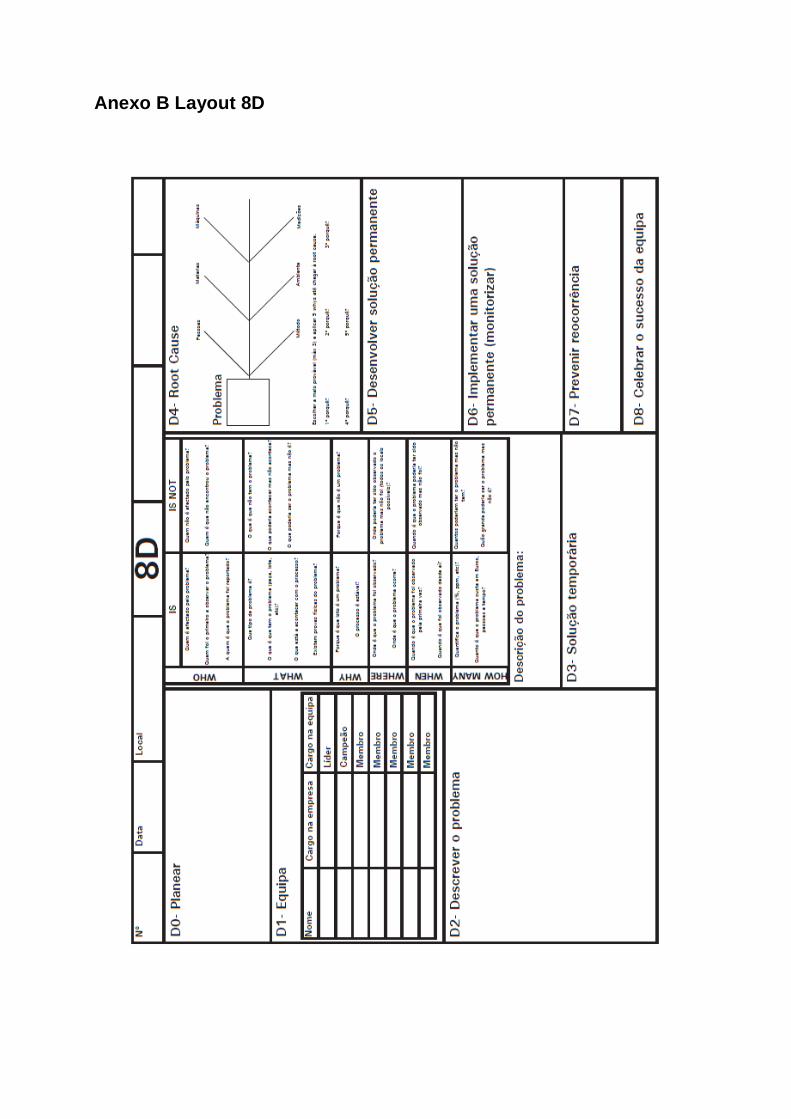
Anexo B Layout 8D
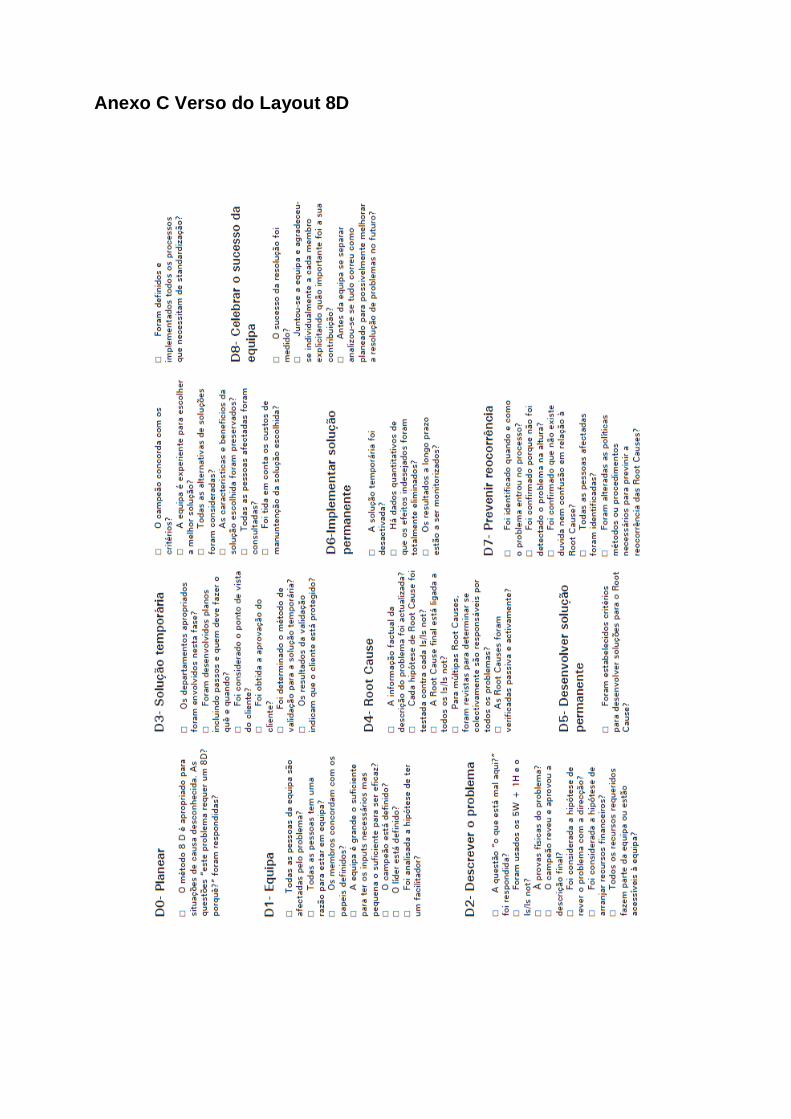
Anexo C Verso do Layout 8D
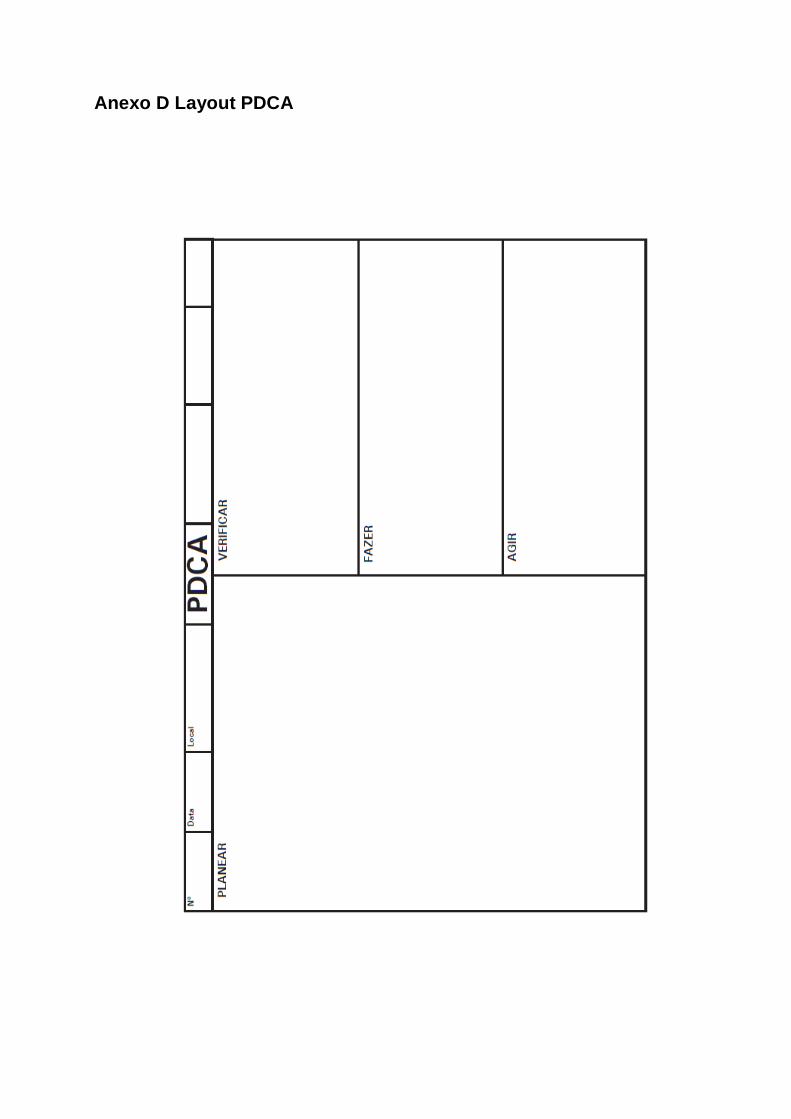
Anexo D Layout PDCA
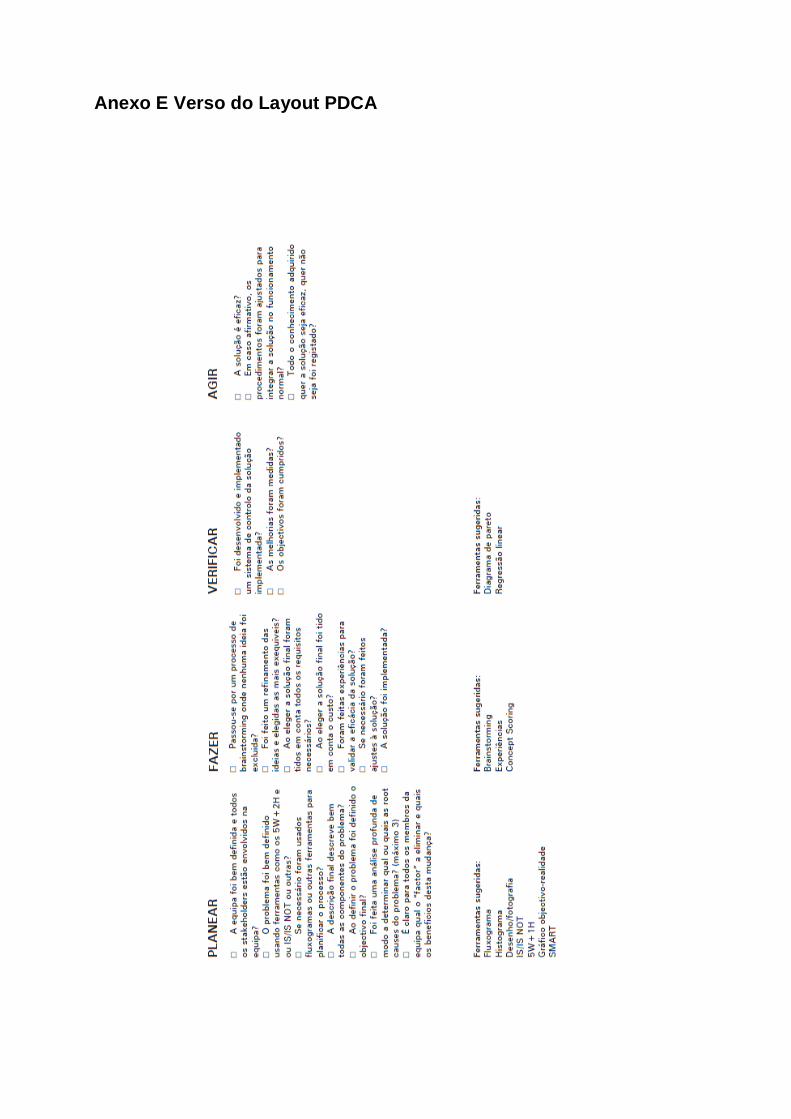
Anexo E Verso do Layout PDCA
Anexo F Orçamento Linha Glacier I
Anexo F (Continuação)
Anexo F (Continuação)
Anexo G Orçamento Linha Hoyer
Anexo G (Continuação)
Anexo G (Continuação)
Anexo G (Continuação)
Anexo G (Continuação)