melhoria contÍnua de processos numa empresa de...
TRANSCRIPT

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA i MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA ii MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA i MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA ii MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
É AUTORIZADA A REPRODUÇÃO PARCIAL DESTA TESE, APENAS PARA EFEITOS DE INVESTIGAÇÃO,
MEDIANTE DECLARAÇÃO ESCRITA DO INTERESSADO, QUE A TAL SE COMPROMETE
UNIVERSIDADE DO MINHO, __/__/____
ASSINATURA _____________________

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA iii
“TO EVERY DAY DO SOMETHING BETTER, BUT NOTHING WORSE, THAN THE DAY BEFORE.”
BRUNO WINBORG


MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA v
AGRADECIMENTOS
Embora o presente trabalho seja de índole individual, existem pessoas que contribuíram para a realização
deste, através do auxílio na transposição de dificuldades e, por esse motivo, têm que ser realçadas.
Gostaria de expressar os meus agradecimentos ao orientador na empresa Famo – Indústria de Mobiliário
de Escritório, Lda., Engenheiro Eleutério Fernandes, por toda a orientação, disponibilidade, incentivo e
confiança que demonstrou, tendo-se revelado essencial na minha evolução profissional, pelo seu
profissionalismo e experiência.
Aos que na empresa me acompanharam, quero expressar o meu apreço, pelo ótimo ambiente de
trabalho e constante entreajuda, onde saliento um especial agradecimento à Engenheira Filipa Sousa,
membro essencial no progresso desta dissertação.
Redijo igualmente um agradecimento à empresa Famo, pelas condições de trabalho disponibilizadas.
Ao Professor Doutor Rui Sousa, os meus sinceros agradecimentos pela colaboração e orientação no
desenvolvimento da dissertação e disponibilidade demonstrada, fatores que se demonstraram
imprescindíveis.
À minha família e amigos agradeço por todo o apoio, carinho, incentivo e espírito crítico revelados em
todo o meu percurso académico.
Por último, um reconhecimento especial ao Daniel Carvalho, pela confiança que sempre demonstrou em
mim, pelo estímulo e auxílio no presente projeto, pelas discussões pertinentes, bem como por tudo que
representa para mim.
A todos, Muito Obrigada!


MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA vii
RESUMO
A presente dissertação de mestrado descreve o desenvolvimento de um projeto em empresa, a Famo –
Indústria de Mobiliário de Escritório, Lda.. O principal objetivo incidiu na melhoria de uma secção
produtiva, a secção de pintura, enquadrando-se este projeto na filosofia lean manufacturing. Esta
dissertação insere-se na conclusão do Mestrado Integrado em Engenharia e Gestão Industrial, do
Departamento de Produção e Sistemas, da Universidade do Minho.
As melhorias na secção em estudo contextualizam-se na metodologia kaizen (melhoria contínua), uma
das metodologias associadas à filosofia lean manufacturing. As melhorias a efetuar pretendem reduzir
desperdícios existentes na secção de pintura, assim como melhorar a operacionalidade e funcionalidade
dos PT. Este projeto pretende, também, reintroduzir a satisfação de trabalhar nesta secção, e fomentar a
participação dos colaboradores na melhoria contínua.
O projeto dividiu-se em duas fases distintas: a revisão de literatura e análise de problemas, seguindo-se a
elaboração e implementação de propostas de melhoria, bem como a discussão dos resultados obtidos.
Na revisão bibliográfica, a ênfase incidiu no lean manufacturing. Esta filosofia surgiu com o objetivo de
minimizar os desperdícios, correspondentes a atividades que não acrescentam valor ao produto. O lean
manufacturing tem sido difundido em diversas indústrias, sendo reconhecido o seu sucesso mundial. As
empresas necessitam, cada vez mais, de lidar não só com incertezas, que estimulam uma necessidade
crescente de resposta rápida a alterações, mas também com a necessidade de apresentarem processos
capazes de produzir com a exigida rapidez, qualidade e baixo custo. Assim, as melhorias tornam-se
indispensáveis na procura de vantagens competitivas sustentáveis. A metodologia kaizen surgiu como
resposta à contínua procura de eliminação de desperdícios. Neste trabalho, é realizada uma análise
crítica do tema, com o objetivo da autora confinar ideias acerca do projeto a decorrer.
No que diz respeito às propostas de melhoria, foram utilizadas várias ferramentas da filosofia LM, por
exemplo a ferramenta single minute exchange of die, os dispositivos poka-yoke, a ferramenta gestão
visual, bem como o sistema kanban e supermercado.
As variadas e diversificadas propostas apresentadas pretendem reduzir alguns dos problemas
identificados na secção em estudo. No entanto, como a metodologia kaizen exige, este processo deve ser
ininterrupto e infinito pois, apenas deste modo conseguir-se-á manter a secção de pintura competitiva e
capaz de responder ao mercado atual. Com o presente projeto obtiveram-se melhorias significativas na
secção mas, também, na satisfação dos colaboradores e na procura destes por possíveis melhorias.
Tendo em conta todo o trabalho desenvolvido e os resultados obtidos, pode considerar-se que os
principais objetivos do projeto foram alcançados.
Palavras-chave: Lean Manufacturing, Kaizen, Melhoria Contínua.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA ix
ABSTRACT
This dissertation describes the development of a project company, Famo - Office Furniture Industry, Ltd..
This dissertation is part of the conclusion of the Industrial Engineering and Management Master, of
Production and Systems Department, of Minho University. The main objective focused on the
improvement of a production department, the paint section/area and it turns this project in the lean
manufacturing philosophy.
The improvements in the section under study are based on the kaizen methodology (continuous
improvement), one of the methodologies associated with lean manufacturing philosophy. This project
intends to make improvements to reduce waste on the paint area, as well as improve the operability and
functionality of the jobs. This project also intends to reintroduce the satisfaction of working in this section,
and encourage the employers participation on a continuous improvement.
The project was divided in two distinct phases: a literature review and problems analysis, followed by the
development and implementation of improvement proposals, as well as discussion of the results.
In the literature review, the emphasis was based on lean manufacturing. This philosophy appeared to
minimize waste, corresponding to activities that add no value to the product. Lean manufacturing has
been implemented in many industries and its success is being recognized over the world. Companies
need, increasingly, not only to deal with uncertainties, that stimulate a growing need for rapid response to
change, but also with the need to make processes capable of producing with the required speed, quality
and low cost. The improvements become indispensable in the search for sustainable competitive
advantage. The kaizen methodology arose in response to continuous demand for waste disposal. In this
work we performed a review of the literature, the aim of the author being confining ideas about the project
underway.
With regarding to proposals for improvement, we used various tools of LM philosophy, for example the tool
of single minute exchange die, poka-yoke devices, visual management tool as well as kanban and
supermarket.
The varied and diverse proposals aim to reduce some of the problems identified in the section under
study. However, the kaizen methodology requires, that the process should be continuous and by infinite
only this way we will be able to keep the paint competitive and responsive to the current market. With this
project we obtained significant improvements in the section but also in employee satisfaction and demand
for these enhancements possible. Taking into account all the work and the results obtained, it can be
assumed that the main project objectives were achieved.
Keywords: Lean Manufacturing, Kaizen, Continuous Improvement.


MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA xi
ÍNDICE GERAL
AGRADECIMENTOS ............................................................................................................................... v
RESUMO .......................................................................................................................................... vii
ABSTRACT ......................................................................................................................................... ix
ÍNDICE GERAL ..................................................................................................................................... xi
ÍNDICE DE FIGURAS ............................................................................................................................. xv
ÍNDICE DE TABELAS............................................................................................................................ xix
LISTA DE SIGLAS E ACRÓNIMOS ............................................................................................................. xxi
1. INTRODUÇÃO .............................................................................................................................. 1
1.1. ENQUADRAMENTO ............................................................................................................... 1
1.2. OBJETIVOS ......................................................................................................................... 1
1.3. METODOLOGIA DE INVESTIGAÇÃO............................................................................................. 2
1.4. ORGANIZAÇÃO DA DISSERTAÇÃO .............................................................................................. 3
2. REVISÃO BIBLIOGRÁFICA ................................................................................................................ 5
2.1. LEAN MANUFACTURING ......................................................................................................... 5
2.1.1. PRINCÍPIOS DO LEAN MANUFACTURING ................................................................................. 5
2.1.2. SETE DESPERDÍCIOS (MUDAS) ............................................................................................ 6
2.2. FERRAMENTAS DO LEAN MANUFACTURING ................................................................................. 7
2.2.1. KAIZEN ......................................................................................................................... 8
2.2.2. STANDARD WORK .......................................................................................................... 12
2.2.3. GESTÃO VISUAL ............................................................................................................. 13
2.2.4. TÉCNICA 5S ................................................................................................................. 13
2.2.5. KANBAN ...................................................................................................................... 14
2.2.6. TOTAL PRODUCTIVE MAINTENANCE .................................................................................... 15
2.2.7. JUST-IN-TIME ................................................................................................................ 15
2.2.8. JIDOKA........................................................................................................................ 16
2.2.9. SINGLE MINUTE EXCHANGE OF DIE .................................................................................... 16
2.2.10. FERRAMENTAS DE DIAGNÓSTICO ....................................................................................... 17
2.3. ANÁLISE CRÍTICA ............................................................................................................... 19
3. CARATERIZAÇÃO DA EMPRESA ....................................................................................................... 23
3.1. APRESENTAÇÃO DA EMPRESA ............................................................................................... 23
3.1.1. HISTÓRICO DA EMPRESA ................................................................................................. 23

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA xii MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
3.1.2. QUANTIDADE E DIVERSIDADE DE PRODUTOS ......................................................................... 24
3.1.3. PRINCIPAIS CLIENTES E CONCORRENTES ............................................................................. 25
3.2. CARATERIZAÇÃO GERAL DO SISTEMA DE PRODUÇÃO ................................................................... 25
3.2.1. ORGANIZAÇÃO DA PRODUÇÃO ........................................................................................... 25
3.2.2. FATORES DE PRODUÇÃO .................................................................................................. 27
3.2.3. AMBIENTE DE PRODUÇÃO ................................................................................................ 28
4. DESCRIÇÃO E ANÁLISE DA SECÇÃO DE PINTURA ................................................................................ 29
4.1. DESCRIÇÃO GERAL ............................................................................................................. 29
4.2. DESCRIÇÃO E ANÁLISE DE OPERAÇÕES ................................................................................... 31
4.2.1. CARGA ........................................................................................................................ 37
4.2.2. TÚNEL DE TRATAMENTO DE SUPERFÍCIES ............................................................................ 43
4.2.3. TÚNEL DE SECAGEM ....................................................................................................... 45
4.2.4. CABINES ..................................................................................................................... 46
4.2.5. TÚNEL DE POLIMERIZAÇÃO ............................................................................................... 51
4.2.6. DESCARGA ................................................................................................................... 52
4.3. SÍNTESE DOS PROBLEMAS IDENTIFICADOS ............................................................................... 57
5. PROPOSTA E IMPLEMENTAÇÃO DE MELHORIAS .................................................................................. 61
5.1. MELHORIA DE POSTOS DE TRABALHO E ÁREAS ABRANGENTES ...................................................... 62
5.2. ORGANIZAÇÃO DE STOCKS E REDUÇÃO DE WIP......................................................................... 68
5.3. ALTERAÇÕES NA ARMAZENAGEM E TRANSPORTE DE GANCHOS ..................................................... 70
5.4. SUPERMERCADO DE TINTA EPOXY .......................................................................................... 73
5.5. ALTERAÇÕES DE LAYOUT ..................................................................................................... 76
5.6. CONTROLO DA SECÇÃO DE PINTURA....................................................................................... 78
5.7. AUTOMAÇÃO DE PROCESSOS E DISPOSITIVOS ........................................................................... 80
5.8. DISPOSITIVOS POKA-YOKE ................................................................................................... 81
5.9. REDUÇÃO DE TEMPOS DE TEMPOS DE PREPARAÇÃO .................................................................. 82
5.9.1. TIPO 1 – CABINE TRIBO PARA CABINE CORONA .................................................................... 82
5.9.2. TIPO 2 – CABINE CORONA PARA CABINE TRIBO .................................................................... 85
5.9.3. TIPO 3 – CABINE CORONA PARA CABINE CORONA ................................................................. 86
5.10. REDUÇÃO NO TEMPO DE MANUTENÇÃO DOS ASPERSORES........................................................... 87
5.11. INSTRUÇÕES DE TRABALHO .................................................................................................. 89
5.12. RACIONALIZAÇÃO DO TRANSPORTADOR ................................................................................... 89
5.13. QUALIDADE E CONTROLO DO PROCESSO ................................................................................. 90

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA xiii
5.13.1. CONTROLO VISUAL ......................................................................................................... 90
5.13.2. CONTROLO UTILIZANDO EQUIPAMENTOS ............................................................................. 99
5.13.3. CÁLCULO DO CUSTO DE REPINTURA POR NÃO CONFORMIDADES ............................................. 103
5.14. REVISÃO DA MANUTENÇÃO DA SECÇÃO DE PINTURA ................................................................. 104
6. DISCUSSÃO DE RESULTADOS ...................................................................................................... 107
6.1. MELHORIAS NA SECÇÃO DE PINTURA EM GERAL ...................................................................... 107
6.2. MELHORIAS NA ZONA DE CARGA ......................................................................................... 108
6.3. MELHORIAS NO TÚNEL DE TRATAMENTO DE SUPERFÍCIES .......................................................... 110
6.4. MELHORIAS NO TÚNEL DE SECAGEM .................................................................................... 111
6.5. MELHORIAS NA ZONA DE CABINES ....................................................................................... 111
6.6. MELHORIAS NO TÚNEL DE POLIMERIZAÇÃO E ZONA DE DESCARGA ............................................... 114
6.7. ANÁLISE DA REDUÇÃO DE DESPERDÍCIOS .............................................................................. 116
7. CONCLUSÕES ......................................................................................................................... 117
7.1. CONSIDERAÇÕES FINAIS .................................................................................................... 117
7.2. TRABALHO FUTURO .......................................................................................................... 117
REFERÊNCIAS BIBLIOGRÁFICAS ........................................................................................................... 119
ANEXO 1 – ORGANIGRAMA DA EMPRESA .................................................................................................. IV
ANEXO 2 – ZONAS PRODUTIVAS .............................................................................................................. V
ANEXO 3 – FLUXO PRODUTIVO DE UMA SECRETÁRIA ................................................................................... VI
ANEXO 4 – COMPETÊNCIAS, CONHECIMENTO E FORMAÇÃO ........................................................................ VIII
ANEXO 5 – LOCALIZAÇÃO DOS COLABORADORES DA PINTURA ....................................................................... IX
ANEXO 6 – ANÁLISE ABC EM RELAÇÃO À QUANTIDADE ................................................................................ X
ANEXO 7 – ANÁLISE ABC EM RELAÇÃO AO VALOR .................................................................................... XIV
ANEXO 8 – ITENS COMUNS DA ANÁLISE ABC EM RELAÇÃO À QUANTIDADE E VALOR (80%) ................................. XX
ANEXO 9 – REFERÊNCIAS DAS PEÇAS POR SECÇÕES DA ESTANTE ............................................................... XXII
ANEXO 10 – RESUMO DAS REFERÊNCIAS COMUNS ................................................................................. XXIV
ANEXO 11 – FOLHA PARA REGISTO DE PARAGENS DA SECÇÃO DE PINTURA ................................................... XXV
ANEXO 12 – GRÁFICO DE PROCESSOS DE ANÁLISE E CONTROLO DOS BANHOS ............................................. XXVI
ANEXO 13 – GRÁFICO DE PROCESSOS DE MANUTENÇÃO DOS ASPERSORES................................................ XXVIII
ANEXO 14 – FOLHA DE REGISTO DE PRODUÇÃO DA CABINE CORONA ......................................................... XXIX
ANEXO 15 – INVENTÁRIO DE CAIXAS DE TINTA EM MAIO 2011 .................................................................. XXX
ANEXO 16 – REGISTO DE CAIXAS DE TINTA COM PRAZO DE VALIDADE EXPIRADO ........................................... XXXI
ANEXO 17 – LAYOUT SIMPLIFICADO DA DESCARGA E MONTAGEM ............................................................. XXXII

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA xiv MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 18 – FOLHA PARA REGISTO DE DEFEITOS NA DESCARGA ............................................................... XXXV
ANEXO 19 – DADOS ANTROPOMÉTRICOS DA POPULAÇÃO PORTUGUESA ADULTA ......................................... XXXVI
ANEXO 20 – TABELA ESTATÍSTICA DA DISTRIBUIÇÃO NORMAL ............................................................... XXXVII
ANEXO 21 – DIMENSÕES ANTROPOMÉTRICAS ESTÁTICAS UTILIZADAS ..................................................... XXXVIII
ANEXO 22 – CÁLCULOS ANTROPOMÉTRICOS PARA POSTO DO CHEFE DE CÉLULA ............................................. XL
ANEXO 23 – CÁLCULOS ANTROPOMÉTRICOS PARA POSTO DE SECAGEM MANUAL ............................................ XLI
ANEXO 24 – CÁLCULOS ANTROPOMÉTRICOS PARA POSTO ANTES DO TUP .................................................... XLII
ANEXO 25 – CÁLCULOS ANTROPOMÉTRICOS PARA BANCADA DA DESCARGA ................................................. XLIII
ANEXO 26 – COMPRAS DE TINTA POR COR ........................................................................................... XLIV
ANEXO 27 – INSTRUÇÕES PARA CONSUMO DE CAIXAS EM PALETES ............................................................. XLV
ANEXO 28 – LISTA DE OPERAÇÕES PARA MUDANÇA TIPO 1 ..................................................................... XLVI
ANEXO 29 – GRÁFICO DE UTILIZAÇÃO DE RECURSOS DA MUDANÇA TIPO 1 ................................................. XLIX
ANEXO 30 – STANDARD WORK SHEET PARA MUDANÇA TIPO 1 APÓS MELHORIAS ...............................................L
ANEXO 31 – LISTA DE OPERAÇÕES PARA MUDANÇA TIPO 2 .........................................................................LII
ANEXO 32 – GRÁFICO DE UTILIZAÇÃO DE RECURSOS DA MUDANÇA TIPO 2 ................................................... LIV
ANEXO 33 – STANDARD WORK SHEET PARA MUDANÇA TIPO 2 APÓS MELHORIAS ............................................ LV
ANEXO 34 – LISTA DE OPERAÇÕES PARA MUDANÇA TIPO 3 ....................................................................... LVI
ANEXO 35 – GRÁFICO DE UTILIZAÇÃO DE RECURSOS DA MUDANÇA TIPO 3 ................................................. LVIII
ANEXO 36 – STANDARD WORK SHEET PARA MUDANÇA TIPO 3 APÓS MELHORIAS ........................................... LIX
ANEXO 37 – LISTA DE OPERAÇÕES PARA MANUTENÇÃO DE ASPERSORES DO TTS ............................................ LXI
ANEXO 38 – STANDARD WORK SHEET PARA MANUTENÇÃO DE ASPERSORES DO TTS APÓS MELHORIAS ............... LXII
ANEXO 39 – INSTRUÇÃO DE TRABALHO ............................................................................................... LXIII
ANEXO 40 – FOLHA DE REGISTOS NA ANÁLISE DE PEÇAS ......................................................................... LXVI
ANEXO 41 – PROPOSTA 1: BANDEJAS MAHIA ...................................................................................... LXVII
ANEXO 42 – PROPOSTA 2: FRENTES DE GAVETAS DE BLOCOS MAHIA ......................................................... LXIX
ANEXO 43 – FOLHA PARA REGISTO DE PROVETES INTERNOS...................................................................... LXX
ANEXO 44 – FOLHA PARA REGISTO DE PROVETES EXTERNOS .................................................................... LXXI
ANEXO 45 – NOVA FOLHA PARA REGISTO DE NÃO CONFORMIDADES ......................................................... LXXII
ANEXO 46 – FOLHA PARA REGISTO DE MEDIÇÃO DE ESPESSURAS ............................................................ LXXIII
ANEXO 47 – FOLHA PARA REGISTO DE NC NO POSTO DE LIXAR .............................................................. LXXIV
ANEXO 48 – MANUTENÇÃO DOS EQUIPAMENTOS DA SECÇÃO DE PINTURA .................................................. LXXV

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA xv
ÍNDICE DE FIGURAS
Figura 1 - Fases do Processos de Investigação ................................................................................... 2
Figura 2 - Casa TPS ......................................................................................................................... 8
Figura 3 - Standard Operation Chart ................................................................................................ 13
Figura 4 - Símbolos VSM ................................................................................................................. 18
Figura 5 - Elementos do WID: (a) Bloco; (b) Seta .............................................................................. 18
Figura 6 - Excerto de um Gráfico de Processos ................................................................................. 19
Figura 7 - Síntese da Abordagem de Ferramentas do Lean Manufacturing ......................................... 21
Figura 8 - Classes de Produtos ........................................................................................................ 24
Figura 9 - Secretária da Linha Eneko ................................................................................................ 25
Figura 10 - Principais Concorrentes.................................................................................................. 25
Figura 11 - Fluxo Geral de Informação e de Materiais ........................................................................ 26
Figura 12 - Fases do Processo de Pintura ......................................................................................... 29
Figura 13 - Layout da Secção em Estudo .......................................................................................... 29
Figura 14 - Localização das Cabines de Pintura ................................................................................ 30
Figura 15 - RB3: Produto em Estudo ................................................................................................ 33
Figura 16 - WID para Corpo do Bloco RB .......................................................................................... 35
Figura 17 - Gráfico de Processos do RB3 .......................................................................................... 36
Figura 18 - Excerto de um Mapa de Produção da Pintura ................................................................... 37
Figura 19 - Numeração das Estantes para Realização do Inventário .................................................... 39
Figura 20 - Posto de Trabalho do Chefe de Célula ............................................................................. 39
Figura 21 - Exemplos de Colocação de Diferentes Peças no Transportador .......................................... 40
Figura 22 - Stock de Ganchos e Gabaris ........................................................................................... 41
Figura 23 - Stock de Ganchos na Descarga ....................................................................................... 41
Figura 24 - Diagrama Spaghetti da Deslocação para Recolha de Ganchos ........................................... 42
Figura 25 - Posto de Análise e Controlo dos Banhos .......................................................................... 43
Figura 26 - Armário com Humidade à Saída do TUS .......................................................................... 43
Figura 27 - Degradação do TTS e Zona Envolvente ............................................................................ 44
Figura 28 - Interior do TTS............................................................................................................... 44
Figura 29 - Queda de Peças por Má Manutenção dos Aspersores ....................................................... 44
Figura 30 - Câmara de Gás Danificada ............................................................................................. 46
Figura 31 - Exterior do TUS ............................................................................................................. 46

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA xvi MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Figura 32 - Tipos de Mudanças entre Cabines ................................................................................... 46
Figura 33 - Estantes para Stock de Tintas ......................................................................................... 49
Figura 34 - Problemas do Stock Excessivo de Tintas .......................................................................... 50
Figura 35 - Aberturas na Cabine Tribo .............................................................................................. 51
Figura 36 - Posto de Lixar ............................................................................................................... 51
Figura 37 - Posto de Secagem Manual /Colocar Peças ...................................................................... 51
Figura 38 - Mesas para Colocação de Peças Após Cabines ................................................................ 51
Figura 39 - Stock de Frente de Gavetas ............................................................................................ 52
Figura 40 - Zona de Descarga (Parte 1) ............................................................................................ 53
Figura 41 - Zona de Descarga (Parte 2) ............................................................................................ 53
Figura 42 – Não Conformidades 2008 ............................................................................................. 55
Figura 43 - Não Conformidades 2009 .............................................................................................. 55
Figura 44 - Não Conformidades 2010 .............................................................................................. 56
Figura 45 - Bancada da Descarga .................................................................................................... 57
Figura 46 - Ganchos na Descarga .................................................................................................... 57
Figura 47 - Folha para Registo de Sugestões de Melhoria ................................................................... 61
Figura 48 - Pavimento Repintado ..................................................................................................... 64
Figura 49 - Aspirador da Secção ...................................................................................................... 64
Figura 50 - Novo Posto do Chefe de Célula ....................................................................................... 64
Figura 51 - Armário Cabine Corona (Fechado/Aberto) ....................................................................... 65
Figura 52 - Armário Cabine Tribo (Fechado/Aberto)........................................................................... 65
Figura 53 - Carro para Colocação de Caixas Vazias de Tinta ............................................................... 66
Figura 54 - Suporte para Colocação de Escada ................................................................................. 66
Figura 55 - Restauração do Posto de Lixar ........................................................................................ 66
Figura 56 - Posto de Virar/Soprar Após Melhoria ............................................................................... 67
Figura 57 - Mesas Após Cabines Melhoradas .................................................................................... 67
Figura 58 - TTS e TUP Após Restauração.......................................................................................... 67
Figura 59 - Bancada dos Banhos Restaurada .................................................................................... 68
Figura 60 - Mesa de Cabeceira/Bancada da Descarga ....................................................................... 68
Figura 61 - Identificação de Zonas nas Estantes e Peças a Pintar ....................................................... 69
Figura 62 - Exemplo de Etiqueta ...................................................................................................... 69
Figura 63 - Identificação da Cor a Pintar ........................................................................................... 69
Figura 64 - Painel de Cores na Carga: (a) Painel Completo; (b) Cores na Carga ................................... 70

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA xvii
Figura 65 - Armazenagem de Frentes de Gavetas .............................................................................. 70
Figura 66 - Stock de Ganchos na Zona de Carga ………………………………………………………………….……71
Figura 67 - Stock de Ganchos na Zona de Descarga .......................................................................... 71
Figura 68 - Carro para Colocação de Caixa de Ganchos ..................................................................... 71
Figura 69 - Procedimento do Sistema de Caixas de Ganchos .............................................................. 72
Figura 70 - Envio de Caixas de Ganchos ........................................................................................... 72
Figura 71 - Caixa para Envio dos Ganchos/Cabides para Decapar ...................................................... 72
Figura 72 - Palete de Cor 28 ........................................................................................................... 74
Figura 73 - Estantes de Armazenamento de Caixas de Tinta ............................................................... 74
Figura 74 - Kanbans de Requisição .................................................................................................. 74
Figura 75 - Modo de Funcionamento do Stock de Tinta em Estantes ................................................... 75
Figura 76 - Modo de Funcionamento do Stock de Tinta em Paletes ..................................................... 75
Figura 77 - Localização de Cabines de Pintura (Antes/Atual/Futuro) ................................................... 76
Figura 78 - Novo Layout Descarga.................................................................................................... 78
Figura 79 - Sistema de Doseamento Automático ............................................................................... 80
Figura 80 - Painel de Gestão Visual dos Banhos ................................................................................ 80
Figura 81 - Mecanismo Poka-Yoke para Gancheiras e Cabides ........................................................... 82
Figura 82 - Abertura no Pavimento da Cabine Corona ........................................................................ 84
Figura 83 - Motor para Automação da Deslocação da Cabine Tribo ..................................................... 84
Figura 84 - Melhorias na Cabine Tribo: (a) Lado Esquerdo; (b) Lado Direito ......................................... 84
Figura 85 - Carro para Transporte de Reservatórios ........................................................................... 85
Figura 86 - (a) Aspersor Completo; (b) e (c) Partes Desmontadas de (a); (d) e (e) Parte (c) Desmontada 88
Figura 87 - Novos Aspersores .......................................................................................................... 88
Figura 88 - Biombo com Acabamento de Pintura na Descarga ........................................................... 91
Figura 89 - Painel de Acabamentos de Pintura na Zona das Cabines................................................... 91
Figura 90 - Caixa com Provetes-Padrão Anuais .................................................................................. 91
Figura 91 - Biombo de Provetes com NC .......................................................................................... 92
Figura 92 - Provete com NC Recriada ............................................................................................... 92
Figura 93 - Abertura Superior nas Extremidades dos Túneis ............................................................... 96
Figura 94 - (a) Equipamento Provisório para Aspiração de Peças; (b) Aspiração de Armário .................. 96
Figura 95 - Cabine Tribo com Painéis Isoladores ............................................................................... 97
Figura 96 - (a) Circuito de Mangueiras Antes; (b) Novo Circuito das Mangueiras .................................. 97
Figura 97 - Pré-Filtro na Cabine Manual ............................................................................................ 98

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA xviii MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Figura 98 - Suporte Anexo à Estante de Tinta .................................................................................... 98
Figura 99 - Diagrama Causa-Efeito ................................................................................................. 100
Figura 100 - Resultados das Medições de Espessura (Gestão Visual) ................................................ 101
Figura 101 - Espectrofotómetro .................................................................................................... 103
Figura 102 - Brilhómetro .............................................................................................................. 103
Figura 103 - Impactómetro ........................................................................................................... 103
Figura 104 - "Riscador" ................................................................................................................ 103
Figura 105 - Excerto de uma Ficha de 1º Nível ................................................................................ 105
Figura 106 - Secretária K-Line Sem Calha.......................................................................................... VI
Figura 107 - Fluxo de Materiais e Informação da Secretária K-Line Sem Calha ...................................... VI
Figura 108 - Fluxo Produtivo da Secretária K-Line Sem Calha Eléctrica ............................................... VII
Figura 109 - Layout com Operários da Secção de Pintura ................................................................... IX
Figura 110 - Layout Simplificado da Zona de Descarga/Montagem ................................................. XXXII
Figura 111 - Alcance Funcional Anterior .................................................................................... XXXVIII
Figura 112 - Altura do Cotovelo em Relação ao Solo ................................................................... XXXVIII
Figura 113 - Alcance Funcional Vertical (de Pé) ............................................................................ XXXIX
Figura 114 - Antes da Melhoria para Colocação das Bandejas Mahia .............................................. LXVII
Figura 115 - Depois da Melhoria para Colocação das Bandejas Mahia ........................................... LXVIII
Figura 116 - Novo Suporte para Frente de Gavetas (Vista Superior): Proposta 2 ................................ LXIX
Figura 117 - Furação do Puxador da Frente de Gaveta .................................................................... LXIX
Figura 118 - Furação da Frente de Gaveta ..................................................................................... LXIX

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA xix
ÍNDICE DE TABELAS
Tabela 1 - Contactos da Empresa ................................................................................................... 23
Tabela 2 - Nomenclatura dos Problemas por Zona ............................................................................ 31
Tabela 3 - Itens Comuns para Análise .............................................................................................. 32
Tabela 4 - Registo de Tempos e Paragens no Percurso de uma Peça .................................................. 37
Tabela 5 - Stock e WIP na Zona de Carga ......................................................................................... 38
Tabela 6 - Medições de Temperatura no TUS .................................................................................... 45
Tabela 7 - Zonas de Armazenamento de Componentes da Cabine Corona ........................................... 47
Tabela 8 - Zonas de Armazenamento de Componentes da Cabine Tribo .............................................. 47
Tabela 9 - Média de Mudanças nos Registos do Ano 2010 ................................................................. 48
Tabela 10 - Média de Mudanças nos Registos do Início do Ano 2011 .................................................. 48
Tabela 11 - Estimativa do Stock Pretendido nas Estantes ................................................................... 49
Tabela 12 - Medições de Temperatura no TUS .................................................................................. 51
Tabela 13 - Síntese dos Problemas Identificados ............................................................................... 57
Tabela 14 - Sugestões de Colaboradores .......................................................................................... 62
Tabela 15 - Número de Kanbans por Acabamento ............................................................................. 74
Tabela 16 - Não Conformidades da Pintura ....................................................................................... 92
Tabela 17 - Resumo dos Valores Registados da Espessura de Tinta .................................................. 101
Tabela 18 - Custo de Pintura m2 Dupla Face ................................................................................... 104
Tabela 19 - Melhorias dos Problemas da Secção em Geral .............................................................. 108
Tabela 20 - Melhorias dos Problemas na Zona de Carga .................................................................. 108
Tabela 21 - Melhorias dos Problemas no Túnel de Tratamento de Superfícies ................................... 110
Tabela 22 - Melhorias dos Problemas no Túnel de Secagem ............................................................ 111
Tabela 23 - Melhorias dos Problemas na Zona de Cabines ............................................................... 112
Tabela 24 - Melhorias dos Problemas no Túnel de Polimerização e Zona de Descarga........................ 114
Tabela 25 - Síntese dos Desperdícios Eliminados/Reduzidos ............................................................ 116
Tabela 26 - Melhorias a Implementar ............................................................................................. 118
Tabela 27 - Legenda do Layout Simplificado da Zona de Descarga/Montagem ................................ XXXII
Tabela 28 - Relação Quantidade e Área Ocupada por Bandejas Mahia ........................................... LXVIII


MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA xxi
LISTA DE SIGLAS E ACRÓNIMOS
ATO Assemble-To-Order
ETO Engineer-To-Order
JIT Just-In-Time
LM Lean Manufacturing
MO Mão-de-Obra
MRP Material Requirements Planning
MTO Make-To-Order
NC Não Conformidade(s)
PF Produto(s) Final(ais)
PT Posto(s) de Trabalho
SMED Single Minute Exchange of Die
TC Tempo de Ciclo
TPM Total Productive Maintenance
TPS Toyota Production System
TUS Túnel de Secagem
TT Takt Time
TTS Túnel de Tratamento de Superfícies
VSM Value Stream Mapping
WID Waste Identification Diagrams
WIP Work-In-Process

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 1
1. INTRODUÇÃO
O presente capítulo é referente à introdução da dissertação e inclui o enquadramento, os objetivos do
projeto, a metodologia utilizada, assim como a forma como esta dissertação se encontra estruturada.
1.1. ENQUADRAMENTO
Este projeto enquadra-se no âmbito da dissertação de mestrado, do Mestrado Integrado em Engenharia e
Gestão Industrial (MIEGI), da Universidade do Minho. Este desenvolveu-se no 10º semestre curricular,
correspondente ao 2º semestre do 5º ano, no ano letivo 2010/2011. O projeto decorreu na empresa
Famo – Indústria de Mobiliário de Escritório, Lda.
A Famo, à semelhança do que sucede globalmente a nível empresarial, deseja ser capaz de se adaptar
às mudanças impostas pela conjuntura atual, bem como às cada vez mais exigentes solicitações do
mercado. O designado Lean Manufacturing (LM) é conhecido como sendo um paradigma que permite às
empresas enfrentar esses novos desafios, tornando-as mais ágeis e flexíveis.
O elemento chave deste paradigma é a redução ou, se possível, a eliminação, dos desperdícios presentes
nos sistemas produtivos, isto é, das atividades que não acrescentam valor aos produtos. De acordo com
a filosofia LM, este esforço de melhoria deve ser contínuo, caso contrário é provável assistir-se a uma
estagnação, ou mesmo retrocesso, a nível do desempenho do sistema.
É neste contexto que se enquadra a metodologia kaizen – impulsionadora da melhoria contínua de
processos – e que tem vindo a ser adotada por cada vez mais unidades industriais.
A presente dissertação, cujo tema se denomina “Melhoria Contínua de Processos numa Empresa de
Mobiliário de Escritório”, surge da necessidade de melhorar uma das secções fundamentais da empresa
– a secção de pintura – através da aplicação do paradigma LM e de algumas ferramentas que lhe estão
associadas, nomeadamente o kaizen.
1.2. OBJETIVOS
O principal objetivo do presente projeto é melhorar o desempenho da secção de pintura da empresa
Famo – Indústria de Mobiliário de Escritório, Lda. Para tal, será necessário cumprir o seguinte conjunto
de objetivos parciais: (i) analisar detalhadamente todos os processos e operações inerentes à referida
secção, tendo em vista a identificação dos problemas que a afetam. Pretende-se recorrer nesta fase a
ferramentas de diagnóstico, como os diagramas de processo e os diagramas de identificação de
desperdícios; (ii) elaborar um conjunto de propostas de melhoria, baseadas no paradigma LM, bem como
nas ferramentas que lhe estão associadas. Serão utilizadas as ferramentas que sejam consideradas
aplicáveis no contexto do projeto, com o objetivo de diminuir os desperdícios identificados e reduzir os
custos associados à secção; (iii) estudar a viabilidade de implementação a curto, médio ou longo prazo,

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 2 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
das propostas de melhorias desenvolvidas; (iv) implementar as propostas viáveis, recolher e analisar os
resultados alcançados.
1.3. METODOLOGIA DE INVESTIGAÇÃO
Segundo Saunders, Lewis, & Thornhill (2007) os processos de pesquisa têm o objetivo de auxiliar o
desenvolvimento de um projeto de investigação. As diferentes fases que, por norma, o processo de
investigação engloba encontram-se na Figura 1.
Figura 1 - Fases do Processos de Investigação. Adaptado de Saunders, Lewis, & Thornhill (2007)
O tema “Melhoria Contínua de Processos numa Empresa de Mobiliário de Escritório” surgiu uma vez que
a empresa mostrou interesse que a dissertação procurasse a melhoria do processo de pintura
eletrostática, o qual é responsável por grande parte das peças com defeito.
De acordo com as aspirações futuras, e com o auxílio do orientador, o tema do presente trabalho surgiu
como forma de estudar o modo como se implementa a melhoria contínua e identificar as técnicas ligadas
aos LM que pudessem auxiliar no projeto.
A metodologia utilizada neste projeto foi a Investigação-Ação. Esta aparece como a mais apropriada, pois
o projeto envolve a intervenção no terreno. Como indicado em Araújo & Rentes (2006), a participação
engloba a identificação de problemas, a tentativa de resolução destes e a avaliação de resultados,
promovendo mudanças dentro das organizações. Nesta metodologia existe, portanto, um envolvimento do
investigador, dos colaboradores, assim como entre ambas as partes.
No que concerne à pesquisa bibliográfica, esta foi efetuada usando fontes secundárias (livros, jornais e
revistas) e terciárias, também denominada de ferramentas de pesquisa (BDTD – Biblioteca Digital
Brasileira de Teses e Dissertações, B-On – Biblioteca do Conhecimento Online, Google Schoolar e ISI Web
of Science). Da pesquisa resultante deste último tipo, resultaram dissertações e teses, sendo estas
classificadas como fontes primárias.
Para um melhor controlo do projeto, foram listadas as atividades a desenvolver nas várias fases:
Fase 1 – Definição de objetivos e planeamento da dissertação: deliberação da metodologia a utilizar no
decorrer da dissertação (Investigação-Ação), bem como a definição dos objetivos a alcançar;
Fase 2 – Pesquisa e revisão bibliográfica: investigação de fontes bibliográficas e posterior análise crítica;
Fase 3 – Análise e diagnóstico do estado atual da empresa: recolha de dados e informações relativas aos
processos de produção, com especial ênfase nas atividades executadas na secção em estudo;
Formular o tópico
Rever a literatura
Planear a investiga-
ção
Recolher dados
Analisar dados
Escrever a
disserta-ção
MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 3
Fase 4 – Desenvolvimento de propostas de melhoria: elaboração de sugestões de melhoria com base em
ferramentas obtidas na revisão de literatura efetuada, assim como propostas que, mesmo não apoiadas
nessas ferramentas, objetivem a diminuição dos desperdícios identificados;
Fase 5 – Elaboração de um plano de implementações de melhorias: planeamento de medidas a executar
com o objetivo de aplicar as propostas sugeridas;
Fase 6 – Validação/Análise de resultados: avaliação dos resultados das medidas planeadas e das
implementadas;
Fase 7 – Redação da dissertação: descrição das fases executadas no desenvolvimento da dissertação,
assim como as conclusões obtidas com a sua realização.
1.4. ORGANIZAÇÃO DA DISSERTAÇÃO
Ao nível da estrutura, a dissertação encontra-se organizada em 7 capítulos, que visam estabelecer uma
sequência coerente do trabalho elaborado. No primeiro capítulo é feita a contextualização do projeto
desenvolvido, procedendo-se à descrição sucinta da problemática e objetivos. Conjuntamente é descrita a
metodologia de investigação utilizada e o modo que a dissertação se encontra organizada. O segundo
capítulo é dedicado à revisão de literatura, introduzindo-se os principais conceitos que serviram de base à
realização do presente projeto. No que concerne ao terceiro capítulo, é apresentada a empresa onde
decorreu o projeto, identificando-se a mesma, assim como os recursos humanos e estrutura
organizacional. É também exposta a história desta e o referencial normativo, seguindo-se a apresentação
dos produtos, bem como os principais clientes e concorrentes. Por fim, dedica-se uma secção ao sistema
produtivo em geral, procedendo-se à caraterização deste. O quarto capítulo dedica-se à descrição e
análise da situação atual da secção em estudo. A descrição e análise foram realizadas de modo
generalizado e, posteriormente, efetuadas de um modo mais detalhado por zona, com respetiva
identificação de problemas. O capítulo cinco integra o conjunto de propostas de melhoria desenvolvidas
no presente projeto. Para cada uma destas é referido o problema que tenciona colmatar, a proposta
detalhada e, quando possível, a sua implementação. A análise dos resultados obtidos, tanto a nível
qualitativo como quantitativo, é efetuada no sexto capítulo. Por fim, no capítulo sete, exibem-se as
principais considerações relativas ao projeto, sendo complementarmente efetuadas recomendações para
o trabalho futuro. Apesar de não serem capítulos numerados, as referências bibliográficas e os anexos
encontram-se após as conclusões.


MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 5
2. REVISÃO BIBLIOGRÁFICA
Este capítulo é respeitante à revisão do estado da arte de variados conceitos relacionados com o LM e,
mais concretamente, sobre kaizen, pois o presente trabalho incide sobre a melhoria de processos. Nesta
revisão bibliográfica é realizado um enquadramento à filosofia LM, indicando-se os seus princípios, assim
como os seus desperdícios. Seguidamente são apresentadas algumas das principais ferramentas de LM,
sendo alvo de maior pormenor o kaizen. São ainda descritas quatro ferramentas de diagnóstico utilizadas
para a identificação de desperdícios, antes da utilização de ferramentas do LM. Por fim, apresenta-se a
visão do autor relativamente aos assuntos abordados.
2.1. LEAN MANUFACTURING
De acordo com Yamamoto & Bellgran (2010), o LM é um dos paradigmas mais influentes na indústria
atual, em que as suas ferramentas são mundialmente conhecidas. A origem do termo Lean
Manufacturing (ou Lean Production) surge do Toyota Production System (TPS), reconhecendo-se esta
modificação de designação a Womack, Jones, & Roos (1990), no livro “The machine that changed the
world”.
Esta filosofia adquiriu nova denominação uma vez que, comparativamente à produção em massa, utiliza
menos esforço humano, menos espaço, menos tempo e menos investimento na atividade produtiva
(Womack, Jones, & Roos, 1990). As metodologias criadas pela empresa Toyota Corporation (empresa
japonesa do ramo automóvel) foram aplicadas, devido à necessidade de se criar uma alternativa ao
modelo de produção em massa de Henry Ford.
Taiichi Ohno, após observação do modelo de produção em massa, facilmente percecionou que este não
se adequaria à realidade japonesa, tendo concebido um sistema que viria a ficar reconhecido
originalmente como TPS (Ohno, 1988).
Womack & Jones (1996) referem que LM se baseia, essencialmente, na identificação e eliminação
sistemática de desperdícios através da melhoria contínua. Esta redução de desperdícios permite que as
organizações se tornem mais ágeis e flexíveis e, consequentemente, mais competitivas.
Melton (2005) defende que a revolução principal não foi causada apenas pela introdução de
ferramentas/técnicas, mas pela alteração total do modo como se vê toda a cadeia de valor, desde os
fornecedores, ao processo de fabricação e, por fim, aos clientes.
2.1.1. PRINCÍPIOS DO LEAN MANUFACTURING
Segundo Womack & Jones (1996), os princípios fundamentais da filosofia LM, cuja aplicação é
considerada como o “antídoto para eliminação dos desperdícios”, abrangem a definição de valor, a
cadeia valor, o sistema puxado (pull), o fluxo e a perfeição, descrevendo-se cada um deles seguidamente.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 6 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
VALOR (VALUE): a definição de valor está intimamente ligada ao cliente final, pois constitui o que este
está disposto a pagar, devendo tudo o resto (desperdício) ser eliminado ou minimizado.
CADEIA DE VALOR (VALUE STREAM): representa a identificação de todo o fluxo de atividades, desde
a conceção do produto à entrega ao cliente, devendo-se reconhecer que atividades acrescentam ou não
valor ao produto. Estas dividem-se em atividades necessárias ao sistema produtivo e atividades
desnecessárias. As atividades desnecessárias devem ser eliminadas de imediato.
FLUXO (FLOW): após a eliminação das atividades que não acrescentam valor e que são
desnecessárias, o passo seguinte é conseguir que o produto flua de forma contínua, organizando-se as
operações envolvidas e suprimindo-se todas as formas de desperdício.
SISTEMA PUXADO (PULL SYSTEM): sistema em que o consumidor puxa a produção, contrariamente
ao sistema convencional. Este sistema tem como objetivo produzir apenas o que é necessário e no
momento necessário – Just-In-Time (secção 2.2.7) – de acordo com as necessidades dos clientes,
evitando desperdícios.
PERFEIÇÃO (PERFECTION): este princípio está estritamente ligado à melhoria contínua (kaizen) e visa
a procura da perfeição através da eliminação de desperdícios e da melhoria de todos os princípios
indicados precedentemente.
Cunningham & Jones (2007) procederam à revisão destes princípios, considerando que enquanto o
primeiro é mais focado no cliente, os restantes 4 dizem respeito à construção e entrega do produto ao
cliente, visando a eliminação de desperdícios. De notar, que embora tenha sido referida a aplicabilidade à
produção de bens, estes princípios estendem-se ao desenvolvimento de serviços.
2.1.2. SETE DESPERDÍCIOS (MUDAS)
A eliminação das operações que não acrescentam valor ao produto é, como indicado precedentemente,
um dos alicerces da filosofia LM. Estas atividades são, segundo Ghinato (2000), consideradas geradoras
de custos e passíveis de eliminação, sendo vulgarmente designadas por desperdícios (ou Mudas). A
eliminação destes assume, cada vez mais, um papel fundamental nas indústrias, face à crise financeira
atravessada mundialmente que coloca a margem de erro progressivamente menor. Ohno (1988) e
Shingo (1989a) identificaram os tipos de desperdícios mais comuns, cognominadas por Ohno de “sete
desperdícios mortais”. Estes desperdícios são apresentados de seguida.
DEFEITOS: são não conformidades (NC) das peças, consequentes de problemas ao longo do sistema
produtivo. O controlo dos defeitos implica inspeção, aumento da quantidade a produzir, de forma a
compensar a quantidade com defeitos e, também, desperdícios com reparações (retrabalho), envio para
sucata, entre outros. Os defeitos causam outro problema para empresa respeitante à insatisfação dos
clientes.
MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 7
MOVIMENTAÇÕES DESNECESSÁRIAS: também denominado trabalho desnecessário, relaciona-se
com a má conceção das operações que resultam em movimentações desnecessárias das pessoas. Um
exemplo é a fraca organização do posto de trabalho (PT) que resulta em desperdício de tempo na procura
de equipamentos.
PROCESSOS INADEQUADOS: processos que decorrem de modo errado e, consequentemente,
necessitam de repetição. A irregularidade pode ocorrer devido a uma incorreta utilização de
equipamentos ou ferramentas, que pode ser resultado da falta de formação dos colaboradores ou
incorreta especificação do processo. Neste último caso pode estar a ser dada complexidade excessiva a
um processo e, consequentemente, originam-se maiores desperdícios.
SOBREPRODUÇÃO (PRODUÇÃO EXCESSIVA): produção superior ao pedido pelo cliente, originando
stocks e consumos desnecessários de recursos. É reconhecido como o pior desperdício, uma vez que
origina os restantes. Este desperdício é completamente contrário ao um dos princípios do LM, o JIT.
STOCKS: corresponde a matérias-primas (MP), work-in-process (WIP) ou produtos finais (PF) existentes
em excesso comparativamente aos pedidos dos clientes. A sua existência conduz a custos relacionados
com a ocupação de espaço e de tempo na sua organização. Este desperdício causa outra problemática
relacionada com a ocultação de outros desperdícios.
TEMPOS DE ESPERA: as esperas englobam os períodos de inatividade, por parte de um operário ou
uma máquina, devido a avarias de equipamentos ou falta de material, ou changeovers, entre outros
fatores.
TRANSPORTE: para a produção de um produto, as matérias-primas ou mesmo o PF, são alvo de
transporte de uma etapa para outro, processo este que não acrescenta valor ao produto. Assim, os
transportes devem ser minimizados e as distâncias encurtadas.
Alguns autores têm identificado outras formas de desperdício. Penfield (2006) identifica a subutilização
do potencial dos colaboradores, como a mais recente forma de desperdício nas empresas. Este
desperdício foi, também, citado por Brunt & Butterworth (1998) que definiram 7 fontes de desperdícios
que também se aplicam aos serviços.
2.2. FERRAMENTAS DO LEAN MANUFACTURING
Subjacente à filosofia LM encontra-se a casa TPS, criada para exemplificar a coerência do sistema. A casa
TPS (Figura 2) é apresentada de forma diferente por vários autores como Liker (2004) e mais
recentemente por Rees (2011). Embora essas diferenças se verifiquem em diferentes graus de detalhe, a
construção baseia-se nos mesmos princípios.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 8 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Figura 2 - Casa TPS (Liker, 2004)
Na base da casa encontra-se a filosofia Toyota, ligada à estabilidade do sistema, onde se enquadra, por
exemplo, o trabalho normalizado (standard work). Os dois pilares da casa são o jidoka (autonomation) e o
JIT, sendo estes que sustentam o telhado. No telhado encontra-se a procura pela melhor qualidade, pelo
baixo custo, pelo rápido prazo de entrega, pela melhor segurança e pela moral dos colaboradores, este
último encontra-se diretamente ligado à envolvência dos colaboradores da empresa, sendo este um dos
principais objetivos do TPS. No centro da casa encontra-se a valorização das pessoas e a eliminação de
desperdícios, ambos relacionados com a melhoria contínua (kaizen). O centro da casa apresenta
variações. Alguns autores colocam o kaizen como uma das bases da casa, enquanto outros colocam-no
no centro do TPS.
Cada parte da citada casa engloba um conjunto de ferramentas e mecanismos ligados à redução de
desperdícios. Ao longo do presente projeto aplicaram-se alguns desses mecanismos/ferramentas. A base
de todo o trabalho efetuado, foi a melhoria contínua de processos. Devido a este motivo, o kaizen foi alvo
de revisão mais alargada.
Embora não sejam todas abordadas de seguida, existem um grande lote de ferramentas LM, por exemplo
a produção nivelada (heijunka) e one pice flow.
Inicia-se a exposição das ferramentas pelo meio da casa, o kaizen, seguindo-se as bases (secção 2.2.2 a
2.2.6) e os pilares. Por fim são expostas algumas ferramentas existentes para diagnóstico.
2.2.1. KAIZEN
As necessidades das indústrias da atualidade assimilam-se às enfrentadas nas empresas japonesas. Liker
(2010) cita que um dos responsáveis pelo êxito mundial da indústria japonesa é o método utilizado para
a melhoria contínua dos seus processos: o kaizen. Segundo Hornburg (2009), a única forma de conceder

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 9
aos clientes o que exigem e, paralelamente, aumentar o lucro da empresa reduzindo o preço dos
produtos, é reduzir os custos de produção, considerando que este é o grande desafio das empresas do
século XXI.
Lee, Dugger, & Chen (2000) expõem que a melhoria contínua, em semelhança com a filosofia LM, tem
como objetivo elaborar uma abordagem sistemática para promover a redução de desperdícios oriundos
dos processos produtivos.
Segundo vários autores como Slack, Johnston & Chambers (2002) e Hornburg (2009), indicam que o
kaizen induz à procura de melhorias constantes e sucessivas, de forma incremental e cíclica sendo para
tal benéfica a participação de várias pessoas, tanto gerentes como operários. Os resultados do kaizen tão
surgem normalmente como a sua aplicação, ou seja, de modo pequeno mas sucessivo. Não obstante
Paniago (2008) salienta que nem sempre se alcança o retorno imediato da aplicação.
Em oposição ao kaizen encontra-se a inovação. Imai (1992), citado em Paniago (2008), indica que a
inovação requer grandes investimentos em tecnologias e/ou em equipamentos, de forma a obter-se
melhorias radicais. A inovação é mais adequada para a participação dos maiores cargos administrativos
devido aos altos valores envolvidos.
Bateman & Rich (2003) dividem a melhoria contínua em duas abordagens distintas: atividade de
melhoria num período de tempo longo, onde indicam que esta é a real melhoria contínua (devido à
extensão da duração); e a melhoria contínua com comprimento temporal mais curto/médio (uma a duas
semanas) onde são aperfeiçoados processos através de eventos kaizen na área em estudo.
No entanto, o kaizen é visto por variados autores como “eterno e infinito”, pois é fundamental
monitorizar-se a melhoria e tentar-se melhorar cada vez mais. Jugend, Silva, & Mendes (2006), na revisão
histórica relativa à melhoria contínua efetuada no artigo “O método kaizen como forma de aprimoramento
do desempenho empresarial: a sistemática adotada em uma multinacional do setor de autopeças”,
apontam os esforços realizados para a reconstrução das indústrias japonesas após a Segunda Guerra
Mundial, como a primeira aplicação de kaizen.
O início da década de oitenta é indicado por Jugend, Silva, & Mendes (2006), como o período de
proliferação do kaizen para as empresas ocidentais, como resultado da necessidade de combater os
produtos japoneses. Murata & Katayama (2010) referem que o conceito de kaizen é atribuído ao guru do
lean management, o japonês Masaaki Imai. Este é autor de variados livros relacionados o kaizen como
“Kaizen. (ky'zen). The key to Japan's competitive success” (1991) e “Gemba kaizen: a commonsense
low-cost approach to management” (1997).
Masaaki Imai fundou, na Suíça, o Kaizen Institute, cuja criação data o ano de mil novecentos e oitenta e
cinto. O Kaizen Institute visa ajudar as empresas na introdução de conceitos, sistemas e ferramentas de
kaizen. O instituto contempla um total de escritórios em trinta países, incluindo Portugal.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 10 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
• PRINCÍPIOS E OBJETIVOS DO KAIZEN
Coimbra (2008), consultor do Kaizen Institute português, apresenta o que, para a instituição, são
considerados os sete princípios chave de funcionamento do kaizen, para que seja possível obter bons
resultados em qualquer melhoria contínua implementada. As empresas devem fomentar nas suas
organizações crenças relativas aos sete princípios para que seja fatível a mudança de cultura empresarial.
De seguida são desenvolvidos cada um dos princípios, no ponto de vista do autor citado, assim como
perspetivas de outros autores.
GEMBA KAIZEN: Uma vez conhecido o significado de kaizen, importa esclarecer o significado de
gemba. Gemba é uma palavra japonesa cujo significado é “local real”. Na produção aplica-se a palavra
para designar os PT na fábrica ou, por outras palavras, como indicado por Hornburg (2009), o local onde
se trabalha para criar valor. Gemba kaizen é, analogamente, designado por “evento kaizen” – expressão
adotada na presente revisão literária. Coimbra (2008) indica que estes eventos são um meio para
envolver várias pessoas, num período curto e intensivo de trabalho com a finalidade idealizar e
implementar melhorias.
DESENVOLVIMENTO DAS PESSOAS: Um dos alicerces da filosofia kaizen baseia-se no envolvimento
das pessoas nas atividades de melhoria. Consoante o citado por Coimbra (2008), em cada melhoria
desenvolvida, existe uma consequente necessidade de mudança de hábitos antigos dos colaboradores,
para novos hábitos associados à(s) atividade(s) alterada(s). Corroborando com este facto, reforça-se a
ideia prescrita anteriormente, de que o kaizen deve ser aplicado promovendo pequenas melhorias, de
forma regular e envolvendo todos os funcionários. Chen, Li, & Shady (2010) afirma que a implementação
de melhorias, do modo relatado, é essencial para que os colaboradores se adaptem facilmente e se
apresentem satisfeitos com o local de trabalho. Jugend, Silva, & Mendes (2006) referem que variados
autores conceituados, como é o caso de Imai (pai do kaizen), defendem que pequenas melhorias
resultam num maior aumento de produtividade, comparativamente a grandiosos esforços de
aperfeiçoamento. Lee, Dugger, & Chen (2000) mencionam que o kaizen se baseia na opinião de que o
envolvimento dos colaboradores irá desenvolver as suas habilidades e o que será benéfico para a
empresa e para ele tenderá a procurar o “autoaperfeiçoamento”. Este facto faz considerar que, para a
implementação da filosofia em estudo, é necessário um bom conhecimento de teorias motivacionais.
Também Murata & Katayama (2010) consideram a orientação às pessoas como um dos fatores de êxito
do kaizen. Hornburg (2009) salienta a importância da envolvência de todos os níveis hierárquicos,
incluindo a administração das empresas, reforçando que “o kaizen não é elitista”. Refere,
complementarmente, que os colaboradores devem revelar uma atitude kaizen no seu PT, ou seja, devem
efetuar avaliações periódicas às máquinas, aos materiais, à ocorrência de defeitos, entre outros
elementos que constituem o seu gemba. Segundo Aoki (2008) deve ser dada legitimidade aos

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 11
colaboradores para sugerirem mudanças nos seus PT. Para tal, deve ser dado tempo para a realização
da avaliação e devem ser dados incentivos consoante o trabalho realizado.
NORMAS VISUAIS: O princípio em definição é introduzido por Coimbra (2008) através da evocação de
que “uma imagem vale mais do que mil palavras” e que “uma norma é um caminho conhecido como
mais eficiente de desempenhar determinada tarefa”. Estas expressões significam que devem ser criadas
normas de trabalho, que devem representar o modo considerado mais eficiente de realizar determinada
tarefa, com especial atenção para a exclusão de desperdícios. Como as pessoas apresentam os seus
próprios métodos de executar as tarefas, deve ser encontrado um método (considerado ideal) e todos
devem seguir a normalização criada. As folhas de trabalho normalizado (secção 2.2.3) devem ser
colocadas junto aos PT, pretendendo-se, deste modo, a fácil visualização por parte dos colaboradores. A
gestão visual (secção 2.2.3) é um meio muito poderoso nas empresas e é uma técnica essencial nas
atividades de melhoria, como indica Murata & Katayama (2010).
PROCESSO E RESULTADOS: Para além da definição, essencial, dos objetivos da aplicação de kaizen,
Coimbra (2008) destaca a falta de relativismo dado à definição do método a utilizar para o alcançar os
objetivos. O princípio “processo e resultados” salienta a importância de definir os resultados esperados, e
consequentes objetivos, mas realça a consideração crucial que deve ser dada ao processo através do
qual se pretende atingir os resultados/objetivos traçados. Coimbra (2008) considera que apenas deste
modo é possível obter resultados coerentes e consistentes. A orientação aos processos é mencionada por
Murata & Katayama (2010) como um dos elementos fundamentais do kaizen. Este atribui à
administração o papel de estimular e auxiliar os colaboradores para melhorarem os processos. Considera
igualmente importante incluir critérios de avaliação de modo a monitorizar as melhorias realizadas para
reconhecer resultados e dar sustentabilidade ao processo.
QUALIDADE EM PRIMEIRO: A qualidade é um dos fundamentos clássicos associados ao kaizen,
procurando este a obtenção de zero defeitos. Este facto é reforçado pela opinião a este respeito de vários
gurus da qualidade, como Deming, Juran e Ishikawa. No entanto, Hornburg (2009) indica que acima da
qualidade do produto, o kaizen preocupa-se principalmente com a qualidade das pessoas.
ELIMINAÇÃO DE DESPERDÍCIO: Autores como Chen, Li, & Shady (2010), declaram que o principal
objetivo do kaizen é, através de ações permanentes, identificar e agir de forma a diminuir os desperdícios
e, consequentemente, diminuir as atividades que não acrescentam valor ao produto. Após a identificação
desses desperdícios é necessário decidir como diminuí-los. Similarmente a esta redução, Chen, Li, &
Shady (2010) mencionam que ao aplicar-se kaizen as empresas devem ser capazes de diminuir o
retrabalho causado por problemas nos processos produtivos. Lee, Dugger, & Chen (2000) e Coimbra
(2008) aludem que, em semelhança com o LM, é a disposição de eliminar desperdícios que permite que
as empresas alcancem a competitividade e a excelência, sendo uma componente fundamental no kaizen.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 12 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
FLUXO PUXADO (PULL FLOW): O paradigma de produção “pull”, segundo Coimbra (2008), significa
organizar o fluxo de logística interna de forma a ser puxado, tanto a nível de fluxo de materiais como de
informação. Deste modo não existe a propensão de criar stock desnecessário e, consequentemente, são
reduzidos os desperdícios. A atividade produtiva é desencadeada por um pedido do cliente.
• EVENTOS KAIZEN
Segundo Araújo & Rentes (2006), pode definir-se o evento kaizen como uma intervenção realizada por
uma equipa dedicada à melhoria de uma determinada área, num curto espaço de tempo. De notar que a
utilização da denominação “evento kaizen” não é consensual, podendo-se facilmente encontrar outras
terminologias como o referido “gemba kaizen”, ou outros, como é exemplo “kaizen blitz”.
Embora não seja possível indicar um método detalhado que seja utilizado como padrão, existem passos
genéricos, apresentados por Araújo & Rentes (2006), que podem ser considerados quando se realiza um
evento kaizen: reconhecimento e análise da situação atual, identificação de problemas, simulação e
objetivos para a condição futura, implementação da melhoria e, por fim, estabilização do novo estado.
Liker (2004) menciona que os processos devem ser documentados.
Lee, Dugger, & Chen (2000) expõem o método ensinado em universidades norte americanas para
executar um evento kaizen. Este ostenta a simulação/criação de protótipos da melhoria planeada para
posterior avaliação e decisão da sua implementação. Conjuntamente, o modelo adiciona a realização de
cálculos referentes aos custos envolvidos na melhoria.
Liker (2004) e Paniago (2008) afirmam que os eventos kaizen devem ser aplicados seguindo as
orientações do ciclo Plan-Do-Check-Act (PDCA) criado por Deming, reforçando que é uma ferramenta
importante na execução das melhorias. Os eventos kaizen cimentam-se nos princípios do kaizen, onde é
preferencial a inclusão de conceitos convencionais, como indicado por Hornburg (2009), pois estes são
mais facilmente compreendidos por todos os intervenientes.
2.2.2. STANDARD WORK
Standard Work (trabalho normalizado) diz respeito ao modo como o trabalho deve ser realizado,
indicando, por exemplo, o modo como os operadores e máquinas devem interagir (Miltenburg, 2007). As
atividades são estudadas sendo encontrado o melhor modo para as realizar. Após isso realizam-se folhas
que são colocadas junto aos PT, como são exemplo as standard work sheet (SWS), standard operation
chart (Figura 3), entre outras. As folhas são realizadas atendendo às necessidades das empresas.
De acordo com Losonci, Demeter, & Jenei (2011), o facto de o trabalho se encontrar todo descrito
permite com que as pessoas possam ser capazes de executar múltiplas tarefas (polivalência), garantindo
maior flexibilidade ao sistema produtivo. Esta ferramenta evita, por exemplo, procedimentos incorretos e
movimentações desnecessárias.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 13
Figura 3 - Standard Operation Chart (Arai & Sekine, 1992)
2.2.3. GESTÃO VISUAL
A gestão visual é mencionada por Rich, Bateman, Esain, Massey, & Samuel (2006), como um dos
aspetos mais versáteis do LM. É um método de, através da visão, se obter informações. No caso da
indústria estas informações estão normalmente ligadas à produtividade, à qualidade, aos atrasos
ocorridos, ao modo de elaboração de uma atividade, entre outras. Estas informações são colocadas em
zonas de fácil visualização, de modo a ser percetível a qualquer colaborador e, caso exista alguma
situação fora do padrão estabelecido, seja óbvio e imediatamente corrigido pelos colaboradores (Murata &
Katayama, 2010). As informações fazem com que os colaboradores fiquem envolvidos e ajam face a
estas.
O facto de um dos princípios se basear na padronização das atividades e exposição do modo que devem
ser realizadas, permite aos colaboradores sugerir modos para melhorar a forma como estas se
encontram normalizadas e propor outras melhorias.
Autores como Parry & Turner (2006) referem que o sistema andon e o sistema kanban são também
apoiados nas bases da gestão visual. Takeda (2006) acrescenta a estas ferramentas, as SWS. Segundo o
mesmo autor, nestas folhas podem ser colocadas várias informações, por exemplo a sequência de
trabalho, o tempo de cada operação, a indicação se se trata de transporte, inspeção, operação ou espera,
e/ou se se trata de um trabalho manual ou automático, a distância percorrida, podendo ser colocados
outros elementos. Assim, torna-se necessário cada usuário adotar um tipo de folha a utilizar, existindo
vários exemplos na literatura.
2.2.4. TÉCNICA 5S
Os 5S (cinco sensos) são também uma ferramenta de gestão visual, tendo sido projetada para criar um
ambiente de trabalho visual, baseado na auto-explicação, auto-ordenação e auto-melhoria (Dennis, 2007).
Os 5S significam Seiri – separar o que é útil do que é desnecessário, Seiton – organizar e identificar tudo
o que se considerou necessário, Seiso – limpeza do PT e eliminar possíveis origens de sujidade, Seiketsu
– padronizar as práticas consideradas ideais para o posto, e Shitsuke – tornar sustentáveis as medidas
MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 14 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
efetuadas através da auto-disciplina (Womack, Jones, & Roos, 1990). Cada “S” funciona como uma
etapa consecutiva para a implementação desta ferramenta. Segundo Liker (2004), cada atividade
contribui para a eliminação de desperdícios que diminuem erros, defeitos, bem como acidentes de
trabalho. Esta ferramenta foi utilizada na Toyota e o facto de proporcionar um ambiente limpo e ordenado
foi considerada como uma base da melhoria (Dennis, 2007).
Dennis (2007) atribui à gestão visual a base para a estabilização do sistema, indicando que, para tal, é
fundamental o papel da ferramenta 5S no apoio do trabalho normalizado e da manutenção produtiva total
(TPM). O mesmo autor considera os 5S como importante suporte do JIT, uma vez que é fundamental no
fornecimento da informação e, assim, consequentes tomadas de decisão.
2.2.5. KANBAN
Shingo (1988) menciona que a ideia do sistema kanban surgiu do modo de funcionamento dos
supermercados, nos Estados Unidos da América. O sistema de supermercado é indicado por Shingo
(1988) como tendo surgido na década de 50. O supermercado tem como principal objetivo a colocação
de quantidades de produtos acabados ou semi-acabados para aquisição do cliente, ou PT,
respetivamente, que necessite destes (Harris, Harris, & Streeter, 2011). As quantidades são calculadas
face às necessidades dos clientes, sendo o supermercado alvo de controlo e monitorização.
O sistema kanban, cujo significado em português é cartão, de acordo com Monden (1983) este sistema
consiste num modo de controlo de quantidades e das operações de fabrico. Através do cartão, os
colaboradores sabem o que produzir, quando e em que quantidade, funcionando este sistema do cliente
para o fornecedor (sistema puxado).
Ohno (1988) indica que o kanban é um conjunto de instruções de modo a que exista, rapidamente,
transferência das informações necessárias. A informação contida nos cartões varia de empresa para
empresa, contendo estes, por exemplo, a referência da peça a produzir, a quantidade a produzir
(capacidade do contentor), os PT nos quais circulam os kanban, podendo conter outras informações.
Segundo Dennis (2007) existem dois tipos de kanban, o de produção – cujo kanban dá origem a ordens
de produção, indicando a quantidade de determinado produto que se deve produzir – e o kanban de
transporte/movimentação – em que o kanban indica a quantidade de produto que o processo deve retirar
entre dois PT. O número de kanbans, correspondendo ao número de contentores, é calculado, de acordo
Graves & Kan (1993) da fórmula:
Em que: n – é o número de kanbans; D – é a procura média; L – corresponde ao lead time; α –
representa o stock de segurança; c – é a capacidade do contentor.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 15
Shingo (1989b) menciona Taiichi Ohno, que na sua obra afirmou que embora o JIT e o jidoka sejam os
pilares do TPS, o kanban é a ferramenta para operacionalizar o sistema, sendo considerado por variados
autores como fundamental no JIT, substituindo a programação tradicional e o controlo das atividades do
sistema produtivo.
Um sistema kanban utilizado vulgarmente é o sistema de duas caixas – two bin system. Este utiliza duas
caixas de forma a quando uma está a ser abastecida a outra encontra-se a ser utilizada, existindo,
portanto, um stock de segurança a ser usado quando a primeira caixa está vazia (Zeng & Johnson,
2009). Neste sistema, a quantidade a produzir encontra-se limitado pelo tamanho da caixa, encontrando-
se o produto a produzir explícito na caixa.
2.2.6. TOTAL PRODUCTIVE MAINTENANCE
Como indicado precedentemente, o LM tem como objetivo a eliminação de desperdícios, devendo-se
garantir a máxima capacidade dos equipamentos. Com esta pretensão surge o TPM, que é indicado por
Dennis (2007) como a chave para a estabilidade das máquinas. O TPM, cuja origem é atribuída a
Nakajima (1988), é a manutenção realizada pelos colaboradores e baseia-se na melhoria de
equipamentos envolvendo os membros da organização.
As atividades de manutenção passam a fazer parte do processo e realizadas pelos próprios
colaboradores, que recebem formação precedentemente, contrariamente às interrupções na produção
quando se trata de manutenção corretiva (Weinstein, Vokurka, & Graman, 2009). Variados autores,
mencionados em Lycke (2003), indicam que o TPM resulta em maior produtividade, melhor qualidade,
menor número de avarias, redução de custos, melhor ambiente de trabalho, entre outras melhorias
significativas.
2.2.7. JUST-IN-TIME
O sistema Just-In-Time (JIT), criado por Taiichi Ohno (1988), é, de acordo com Shingo (1989b), um
conjunto de práticas de gestão que visam a melhoria contínua, conseguindo esta através da eliminação
de desperdícios e utilização dos recursos humanos. White, Ojha, & Kuo (2010) enquadram nestas
práticas de gestão os círculos de qualidade, o controlo da qualidade total, a manutenção produtiva total, a
redução do tempo de changeover, a polivalência dos colaboradores, o sistema kanban, entre outros.
Segundo Liker (2004), o conjunto de práticas e princípios que constituem o JIT, permite que se responda
apenas quando e quanto o cliente deseja, utilizando o mínimo de recursos – materiais, mão-de-obra (MO)
ou equipamentos – na produção. Monden (1998) acrescenta que apesar da elevada variedade possível
de produzir, o JIT garante baixos custos, alta qualidade e prazo de entrega respeitado.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 16 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
2.2.8. JIDOKA
Jidoka, ou autonomation, é, como citado por Liker (2004), dotar as máquinas com algum grau de
autonomia. Segundo este autor, jidoka tem o objetivo de colocar as máquinas a trabalhar sem que seja
necessário um contínuo acompanhamento humano, alertando os colaboradores, através de um sinal de
alerta, quando existe um problema e parando automaticamente. Monden (1998) afirma que jidoka se
baseia, fundamentalmente, na redução do número de colaboradores necessários no manuseamento de
máquinas, obtendo este facto através da melhoria de mecanismos. Staatsa, Brunnerb, & Upton (2011)
afirmam que o tempo em que as máquinas não necessitam de colaboradores, libertam estes para
aspetos mais valorizados, considerando que este é um dos objetivos do jidoka, contrariamente à ideia de
eliminação de colaboradores da produção.
O jidoka foi inventado por Sakichi Toyoda, que colocou um dispositivo, num tear automático, capaz de
parar o tear imediatamente após detetar uma anormalidade, evitando, deste modo, corrigir o erro e evitar
a repetição de defeitos (Liker, 2004), estando, portanto, diretamente ligado à qualidade dos produtos,
uma vez que a origem do defeito é corrigida e os produtos com defeito não prosseguem. Os principais
elementos constituintes do jidoka são o poka-yoke e a separação homem-máquina sendo, no entanto,
apenas o primeiro alvo de abordagem no presente trabalho.
Os dispositivos poka-yoke, ferramenta também denominada mistake proofing ou error proofing, significa à
prova de erros. Este sistema foi criado por Shingo, indicando na sua obra “Zero quality control: source
inspection and the poka-yoke system” (1989a) a sua origem, remontando ao ano de 1961.
A deteção de erros pode ser efetuada no final do processo ou antes do processo, garantindo que as
condições necessárias para a qualidade do produto se encontram garantidas, sendo necessário
inicialmente detetar o problema e, de seguida, tomar uma ação corretiva (Grout & Toussaint, 2010). Para
a citada deteção de erros, o sistema poka-yoke utiliza dispositivos automáticos ou métodos para proceder
à deteção (Al-Araidah, Jaradat, & Batayneh, 2010).
Conforme apontado por Grout & Toussaint (2010), tanto jidoka como poka-yoke envolvem a paragem do
processo. Enquanto o primeiro para a linha de modo a resolver os problemas, o segundo interrompe o
processo a fim de eliminar as causas dos defeitos.
2.2.9. SINGLE MINUTE EXCHANGE OF DIE
A ferramenta Single Minute Exchange of Die (SMED), usualmente referido como “mudança rápida de
ferramentas”, foi criada por Shigeo Shingo (1985), com o objetivo de reduzir drasticamente o tempo de
setup (tempo decorrido desde a produção da última peça conforme de um determinado lote, até à
primeira peça conforme do lote do produto seguinte). Lareau (2011) indica que o SMED e as boas
práticas inerentes a este propiciam a eliminação de desperdícios.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 17
Shingo (1985) dividiu as operações de setup em duas categorias: operações internas e operações
externas. As primeiras dizem respeito às operações que são realizadas com a máquina parada, enquanto
as segundas englobam as operações que são realizadas com a máquina em funcionamento.
Conjuntamente à classificação anterior, Shingo (1985) definiu uma sequência de estágios que pode ser
aplicada a vários tipos de changeover1:
Estágio 1 – Separação das operações internas e externas – é considerada a etapa mais importante na
implementação do SMED e consiste na separação, em todo o processo de changeover, dos dois tipos de
operações.
Estágio 2 – Conversão das operações internas em operações externas – este ponto envolve uma nova
examinação das operações, de forma a verificar se existem operações assumidas erradamente como
internas, seguindo-se, caso possível, a conversão das operações internas em externas.
Estágio 3 – Racionalização/melhoria de todos os aspetos do changeover – nesta etapa devem ser
analisadas detalhadamente todas as operações, tentando-se torna-las mais eficientes.
As alterações efetuadas, de modo a reduzir o tempo de changeover, envolvem, por exemplo,
modificações técnicas das máquinas até a simples melhorias na organização dos PT (Pessan & Néron,
2011). No entanto, estes autores ressalvam que o SMED apresenta dificuldades neste ponto, uma vez
que algumas das melhorias são bastante dispendiosas. Face ao citado, importa referir uma ferramenta
utilizada de forma a melhorar os processos, descrita no livro “20 Keys to Workplace Improvement”, de
Kobayashi (1995), o Low-Cost Automation.
O Low-Cost Automation engloba dispositivos de automação de baixo custo ou máquinas construídas com
um propósito especial. O propósito do Low-Cost Automation é que a construção destes dispositivos ou
máquinas seja realizada na empresa, pelos seus colaboradores, devendo ser estes melhorar a
produtividade. No entanto, caso sejam construções cujas especificações técnicas não estejam ao alcance
dos colaboradores e, por isso, seja necessária a contratação de um especialista, os colaboradores devem
intervir, de modo a compreender o processo e os especialistas entenderem as necessidades.
2.2.10. FERRAMENTAS DE DIAGNÓSTICO
Previamente à aplicação de ferramentas ou metodologias do LM deve ser feito um diagnóstico ao
processo que se pretende modificar. Existe um elevado leque de ferramentas de diagnóstico possível de
utilizar, de forma a exibir e/ou verificar o estado do processo. Alguns exemplos são descritos de seguida.
Value Stream Mapping (VSM): ferramenta do LM que permite visualizar todo o fluxo de valor do
produto (até ao cliente), permitindo identificar claramente detalhes no processo produtivo, como o
1 Termo inglês, vulgarmente utilizado no LM, cujo significado é mudança de ferramenta. Este termo é adotado nesta dissertação.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 18 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
fluxo de materiais e de informação (Lu, Yang, & Wang, 2011). Na figura seguinte apresentam-se os
símbolos utilizados, podendo-se visualizar exemplos de aplicação em Lian & Landeghem (2007).
Figura 4 - Símbolos VSM
Na busca de melhoria, a realização do VSM do estado atual e posterior permite visualizar os
benefícios que se tem com a melhoria implementada, usualmente o VSM é construído, também, para
uma situação futura.
Waste Identification Diagrams (WID): novo método de representação de três tipos de desperdícios,
criado para colmatar falhas do VSM como, por exemplo, a insuficiente focalização no fluxo de pessoas
(Sá, Dinis, & Sousa, 2011). Esta ferramenta permite no mesmo diagrama apresentar vários artigos ou
família de artigos. O WID apresenta uma semântica gráfica simples em que a dimensão dos
elementos é proporcional à dos desperdícios. Os elementos do WID são o bloco (Figura 5(a)), que
representa os PT e a seta (Figura 5(b)), representativa do transporte das peças entre postos.
Figura 5 - Elementos do WID: (a) Bloco; (b) Seta (Adaptado de (Sá, Dinis, & Sousa, 2011))
Nos blocos encontra-se o Takt Time (TT), o Tempo de Ciclo (TC), o Work-In-Process (WIP) e, por fim o
Changeover (C/O). Em relação ao transporte, este deve assumir a unidade considerada mais
apropriada, conforme o esforço que é efetuado neste. De notar que as setas apenas variam na altura.
Gráficos de processos: representação das várias fases de um processo, normalmente restrito a um
produto ou família de produtos (Al-Saleh, 2011). Numa tabela são colocadas as várias fases – como
exemplificado na Figura 6 – com a indicação do tipo de atividade e descrição.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 19
Figura 6 - Excerto de um Gráfico de Processos (Al-Saleh, 2011)
O círculo representa um processamento, a seta o transporte, o quadrado a inspeção, o meio círculo
(D) uma espera a e o triângulo diz respeito ao stock.
Diagrama Spaghetti: utilizado para se visualização mais facilitada das deslocações de colaboradores
ou produtos. No layout da fábrica são desenhadas linhas contínuas representativas do percurso
efetuado, permitindo verificar os fluxos existentes (Neumann & Medbo, 2010).
Para a construção do VSM e do WID, é necessário proceder à escolha de um produto ou família de
produtos. Esta escolha decorre, por norma, efetuando um ranking dos produtos, sendo o modo mais
utilizado para esta finalidade, a elaboração da análise ABC (Cyplik, Hadas , & Fertsch, 2009). Esta,
também denominada análise de Pareto (nome do seu criador), é uma análise estatística que classifica os
itens em classes.
Existem diferentes abordagens de divisão destas classes (Lysons & Farrington, 2006), sendo no presente
trabalho adotada a seguinte divisão: classe A é composta pelos produtos que representam 80% do valor
total ou da quantidade total (normalmente correspondente a 20% dos produtos); a classe B agrega 15%
do valor ou quantidade (onde habitualmente se encontram 30% dos produtos); e, por fim, a classe C que
representa 5% do valor ou quantidade (geralmente totalizando 50% dos produtos).
2.3. ANÁLISE CRÍTICA As ferramentas do LM têm vindo a ser alvo de implementação num número cada vez maior de empresas,
embora algumas delas não atribuam as denominações habituais. Estas são adaptadas às necessidades
das empresas, não sendo seguidos, por norma, os procedimentos estabelecidos para aplicação. Entende-
se que com a implementação de um maior número de ferramentas, as empresas tendem a melhorar
tanto a nível de desempenho como na satisfação dos colaboradores, sendo um dependente do outro.
O kaizen, metodologia fulcral no presente trabalho, não apresenta um procedimento claro para
implementação, devido a este facto, cada empresa, ou equipa, deve optar um modo de aplicabilidade que
mais se ajuste à realidade em que se encontra.
Existem variadas ferramentas/técnicas utilizadas no kaizen. Conjuntamente às indicadas na secção do
kaizen – gestão visual, trabalho normalizado e ciclo PDCA – existem outras aludidas na literatura como
sendo apropriadas para a realização de melhoria de processos. Chen, Li, & Shady (2010) indicam a
adequabilidade de ferramentas do LM ao kaizen, como o VSM, os cincos porquês e métodos de
MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 20 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
configuração de células. Estes reforçam a ideia de que “cada caso é um caso” e que os participantes têm
de estudar quais as técnicas mais adequadas para a realização da melhoria pretendida.
Já Melton (2005), adiciona várias ferramentas às anteriormente referidas. A título de exemplo refere-se a
aplicabilidade de kanban, 5S e diagramas spaghetti. Quanto a Coimbra (2008) introduz a utilização de
SMED, TPM, Line Design2, Trem Logístico3 e a Auto Qualidade4. Complementarmente às ferramentas
citadas pelos diversos autores, qualquer técnica existente pode ser aplicada desde que promova a
melhoria do processo produtivo.
Verificou-se na análise bibliográfica efetuada, que poucos artigos abordam as questões ergonómicas
ligadas às ferramentas LM. Embora não tenha sido anteriormente referido, considera-se que é essencial
ter especial cuidado com as questões ergonómicas que enquadram o colaborador no PT a melhorar.
Uma vez que estes são uma peça fundamental nas melhorias dos processos, é necessário criar boas
condições e que se mantenham satisfeitos com as situações aferidas.
Considera-se a gestão visual, indicada anteriormente, fundamental à melhoria contínua, uma vez que
envolve todos os colaboradores e suscita em cada um, uma responsabilidade acrescida na melhoria de
desempenho, para além disto torna visível os desperdícios a todos os membros da empresa. O jidoka,
por exemplo, também envolve os colaboradores e cria um espírito de responsabilidade destes pela
qualidade, esforçando-se estes pela resolução das origens dos problemas causadores de defeitos.
Com base nos artigos consultados, considera-se a ligação das ferramentas LM com a forte envolvência
dos colaboradores, fundamental para o sucesso de qualquer melhoria efetuada. Estes quando envolvidos
demonstram-se mais recetivos à mudança e mais disponíveis em informar de problemas na melhoria
efetuada, assim como ajustes a efetuar.
Vários autores têm analisado a frequência de utilização de ferramentas do LM nas indústrias. A nível de
incidência de abordagem na literatura, Pettersen (2009) apresenta um quadro síntese da frequência em
que as várias ferramentas são abordadas pelos autores considerados mais relevantes no LM (Figura 7).
O kaizen e o SMED são as duas ferramentas que a totalidade dos autores discute, entendendo-se que
estes são fundamentais no LM. Seguidamente, como ferramentas mais discutidas na literatura, encontra-
se o JIT, o sistema kanban e pull, os sistemas poka-yoke, a produção nivelada (heijunka), o trabalho
normalizado, a gestão visual e os 5S.
Em relação à aplicabilidade na indústria, analisaram-se dois quadros síntese elaborados por Hodge, Ross,
Joines, & Thoney (2011) e Eswaramoorthi, Kathiresan, & Prasad (2011).
2 Método para reorganização de linhas de produção. 3 Substituição dos vulgares empilhadores por um “trem”, constituído por um conjunto de carruagens, responsável por abastecer os vários postos de trabalho a cada hora. 4 Normalmente associada à técnica poka-yoke que consiste em dispositivos de deteção de erros.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 21
Figura 7 - Síntese da Abordagem de Ferramentas do Lean Manufacturing (Pettersen, 2009)

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 22 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Das ferramentas analisadas, Hodge, Ross, Joines, & Thoney (2011) apresentam, num universo de 11
empresas, os 5S e a gestão visual, como as ferramentas mais utilizadas, verificando-se a utilização em
10 das 11 empresas, seguindo-se o VSM com utilização em 9 empresas e o kaizen com 7 incidências.
Em relação a Eswaramoorthi, Kathiresan, & Prasad (2011), estes procederam à recolha de informações
em várias empresas, em que as empresas classificaram a utilização de ferramentas indicadas pelos
autores, dando uma classificação consoante a utilização na empresa, numa escala de 1 (nunca usado) a
5 (usado continuamente). Das respostas obtidas, as equipas multifuncionais apresentam-se como a
ferramenta mais utilizada nas empresas, seguindo-se do trabalho normalizado. De seguida, encontram-
se, com a mesma média de utilização, os 5S, a análise da capacidade do processo, do valor e da raiz de
problemas (associado ao diagrama de causa-efeito), bem como a polivalência dos colaboradores e a
produção de diferentes modelos (mixed model production). Com o índice de ocorrência seguinte
encontra-se o kaizen, o sistema poka-yoke e custeio alvo (target costing).
Como é percetível, o kaizen apresenta-se como uma ferramenta utilizada normalmente nas empresas,
assim como é frequente a aparição de sistemas 5S, gestão visual e trabalho normalizado.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 23
3. CARATERIZAÇÃO DA EMPRESA
No presente capítulo realiza-se uma apresentação da empresa Famo – Indústria de Mobiliário de
Escritório, Lda., onde se desenvolveu o projeto. Conjuntamente com os dados gerais da empresa exibem-
se informações como o histórico da empresa, a diversidade de produtos da empresa, assim como os
principais clientes e concorrentes. Por último carateriza-se o sistema produtivo da empresa, através da
identificação de fatores de produção, do modo que o sistema de produção se encontra organizado e
nomeando os ambientes de produção existentes.
3.1. APRESENTAÇÃO DA EMPRESA
Na Tabela 1 encontram-se alguns dados relativos à empresa onde se realizou o projeto.
Tabela 1 - Contactos da Empresa (EInforma, 2010)
Razão Social: Famo – Indústria de Mobiliário de Escritório, Lda.
Denominação Comercial: Working Together
Forma Jurídica: Sociedade por Quotas
Capital social: 1.000.000€
Localidade: Lousada
Telefone: 255810580
Website: www.famo.pt
E-mail: [email protected]
De convenção com a Classificação Portuguesa de Atividades Económicas (CAE – Revisão 3), a Famo –
Indústria de Mobiliário de Escritório, Lda., enquadra-se na secção 31010 – fabricação de mobiliário para
escritório e comércio (INE, s.d.), dedicando-se, essencialmente, à fabricação de móveis metálicos.
A empresa tem um total de 155 colaboradores, dos quais cerca de 100 são operários fabris. Segundo a
definição europeia de classificação de empresas, uma vez que a Famo é constituída por mais de
cinquenta colaboradores e menos de quinhentos, é categorizada como uma média empresa (MEI, 2007).
A Famo apresenta uma estrutura organizacional vertical na qual, quanto mais alto estiver a unidade
funcional, maior é a autoridade desta e mais abrangente é a atividade. No Anexo 1 exibe-se o
organigrama da empresa.
3.1.1. HISTÓRICO DA EMPRESA
Em 1947, aquando a fundação da empresa, a sociedade foi constituída sob a designação “Jaime Pinto
de Moura Filhos & Ca, Lda.”. No ano 1998, a designação foi alterada para a atual “Famo – Indústria de
Mobiliário de Escritório, Lda.”. A origem do nome é uma incógnita, havendo defensores da junção de
FAmília MOura, enquanto outros advogam para a conjugação de FAbrica de MOveis. Em 1999 iniciou-se
o processo de Certificação, segundo a norma NP EN ISO 9001:1995, tendo no ano sequente obtido a

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 24 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
certificação segundo o referencial normativo indicado. O ano 2001 foi marcado por fortes investimentos
em equipamentos e tecnologia atual, bem como pelo protocolo estabelecido com o arquiteto Álvaro Siza
Vieira, após a exposição realizada no âmbito do “Porto 2001 Capital da Cultura”. Em 2002 obteve-se a
transição da certificação para o referencial normativo NP EN ISO 9001:2000. Tendo-se no ano seguinte
acordado uma parceria com um designer de renome internacional. O ano 2006 foi distinto pela obtenção
do primeiro lugar no OFITEC5, pelo stand desenvolvido em parceria com o arquiteto Javier Romero Soto.
Em 2009 altera-se, novamente, o referencial normativo, dando-se início ao processo de certificação da
qualidade NP EN 14001:2004.
Na atualidade, os clientes exigem mais uma grande diversidade de produtos, em quantidades reduzidas
(eventualmente unitárias), com qualidade elevada, prazos de entrega reduzidos e preços baixos. As
empresas necessitam de se ajustar rapidamente a estas condições, bem como influenciar o mercado
com a inserção de novos produtos. A Famo busca esta “pró-atividade” com a inserção de produtos com
design inovador, assim como a introdução de máquinas flexíveis e robôs.
3.1.2. QUANTIDADE E DIVERSIDADE DE PRODUTOS
A empresa fabrica uma elevada diversidade de produtos, classificando-se o tipo de produção,
relativamente à quantidade produzida, como produção em lotes. Os diferentes produtos podem ser
agrupados nas seis classes indicadas na Figura 8.
Figura 8 - Classes de Produtos
Dentro de cada classe de produto existe uma variedade elevada de tipos. Dados relativos ao ano de
2009, identificam as secretárias como o produto mais vendido, seguido dos blocos (incluídos na classe
“Diversos”) e dos armários. A título de exemplo apresenta-se sucintamente a classe “Secretárias”.
A Famo fabrica sete linhas distintas de secretárias (Eneko, Mahia, Mater, Ping Pong, Kima, K-Line e
Smile), apresentando particularidades que as tornam únicas. Na figura seguinte exibe-se um modelo de
secretária da linha Eneko. Esta linha expõe, também, blocos e armários. Para os produtos da referida
linha, o cliente pode escolher entre os acabamentos indicados no catálogo, como é exemplo a escolha
dos tampos. Para a escolha destes pode optar entre tampos de madeira, vidro ou lacado, em que para
cada uma destas opções tem ainda a possibilidade de eleger o tipo de madeira ou cor do vidro/lacado.
5 International Trade Exhibition of Office Contract Furniture and Equipment.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 25
Figura 9 - Secretária da Linha Eneko
Para além das várias opções e variantes existentes no catálogo, os clientes podem solicitar alterações aos
produtos da marca da empresa, assim como requerer um produto completamente novo. As
especificações que não estejam abrangidas no catálogo são alvo de procedimentos especiais.
3.1.3. PRINCIPAIS CLIENTES E CONCORRENTES
Os principais concorrentes relativos à área de atividade da empresa encontram-se na figura seguinte.
Figura 10 - Principais Concorrentes
A organização em estudo apresenta como os seus principais clientes – indicadas por ordem decrescente
do peso que representam na faturação da empresa – a Famo Angola, Famo Comercial Portugal e Famo
Comercial Angola, assim como a Planinter em Espanha, a Nacional Office em Portugal, a LBC em França,
a Aurol em França e a Kat em Espanha.
3.2. CARATERIZAÇÃO GERAL DO SISTEMA DE PRODUÇÃO
Esta secção tem como objetivo uma caraterização sucinta do sistema produtivo, assim como uma
descrição do próprio sistema.
3.2.1. ORGANIZAÇÃO DA PRODUÇÃO
De forma a exibir-se a o modo como a empresa apresenta organizado o seu sistema produtivo, na figura
seguinte esquematiza-se o fluxo de materiais e informação. Esta ilustração é aplicável para todos os
produtos. No Anexo 2, de modo a facilitar a compreensão do seguinte diagrama, expõe-se uma
esquematização do layout da empresa e respetivas zonas (denominadas células), com posterior legenda
da numeração.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 26 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Figura 11 - Fluxo Geral de Informação e de Materiais
De notar que o fluxo de materiais e de informação fluem no mesmo sentido. Uma vez que os meios são
empurrados, a empresa enquadra-se no paradigma push. A título de exemplo, no Anexo 3 encontra-se o
fluxo produtivo relativo à secretária K-Line sem calha, seguido da respetiva explicação.
De uma forma simplificada, a produção dos produtos na empresa envolvem cinco processos gerais:
• Serralharia: Para o processo de serralharia existem dois materiais fundamentais em armazém: a
chapa e o tubo. Relativamente à chapa, esta é inicialmente cortada, seguindo-se a puncionagem,
quinagem e/ou estampagem, finalizando-se com a soldadura. De ressalvar que, em certos casos,
esta última etapa não é necessária. No que concerne ao tubo, é feito o procedimento de
dobrar/curvar, terminando, por vezes, com a soldadura. Após estas etapas de serralharia, os
materiais passam para o processo de pintura.
• Pintura: A este processo, chegam os materiais provenientes da serralharia, bem como componentes
comprados. As etapas que constituem este processo são: desengorduramento, fosfatação, lavagem,
passivação, secagem, pintura e polimerização. Consoante o tipo de produto a produzir, passa para o
processo denominado estofos, ou para a montagem.
• Estofos: Os materiais necessários neste processo são os tecidos e outros componentes comprados.
Nos estofos é feito o corte dos materiais, a colagem, a agrafagem, a costura e, por fim, a montagem
dos componentes. Quando terminado o referido processo, os produtos seguem para a montagem ou
para a embalagem.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 27
• Carpintaria: No processo de carpintaria são realizadas as etapas de corte, colagem e acabamento
dos aglomerados e folhas de madeira. Os processos sucessores são a montagem e a embalagem ou,
em alguns casos, os produtos são direcionados diretamente para a embalagem.
• Montagem: Ao processo de montagem podem advir produtos da pintura, dos estofos ou da
carpintaria. Como o próprio nome indica, neste processo é realizada a montagem dos produtos.
• Embalagem: A embalagem é realizada aos produtos provindos do processo de pintura, de
carpintaria, de estofos ou da montagem, seguindo-se a expedição (tema que não será alvo de análise
no presente trabalho).
O sistema produtivo, do ponto de vista macro, apresenta-se configurado fisicamente pelo tipo
“implantação orientada ao processo” (unidade funcional). Tal facto corrobora-se, pois as máquinas
encontram-se agrupadas por tipo (corte de chapa, serralharia, entre outros). No entanto, no ponto de
vista micro, assume outras classificações. Por exemplo, na secção de serralharia, existem várias células6,
cada uma correspondente a um tipo de produto (secretárias, armários, etc.). Deste modo, a classificação
não é realizada de um modo habitual, mas presencia-se um caso híbrido entre implantação orientada ao
processo e ao produto.
3.2.2. FATORES DE PRODUÇÃO
Nos pontos seguintes explicitam-se alguns exemplos dos variados fatores de produção relativos à
atividade produtiva da organização.
MATERIAIS: Os materiais dividem-se em materiais primários e materiais secundários. Relativamente
aos materiais primários, estes subdividem-se em matérias-primas – como é exemplo a tinta em pó e os
tampos – e os componentes – como é o caso dos parafusos e dos rebites. Quanto aos materiais
secundários, nestes enquadram-se: os produtos de limpeza, onde se encontram os produtos de limpeza
das máquinas, os detergentes para banhos da pintura e os detergentes para limpeza dos artigos antes de
embalagem; os lubrificantes, como o loctite (máquinas em geral),o belt dressing (correias) e o óleo
synthesco (para sistema de transporte da pintura); o ar comprimido; e a energia: eléctrica, gás propano,
madeira e resíduos desta, bem como gasóleo.
MEIOS DE PRODUÇÃO: Para que a atividade produtiva seja realizada, são necessários meios de
produção diretos e indiretos. Nos diretos abarcam-se: as máquinas, como as cabines de pintura, o
esmeril e a máquina de soldar por pontos; as ferramentas, por exemplo as brocas; e os transportadores,
onde se enquadra o empilhador. Relativamente aos meios de produção indiretos, fazem parte as
instalações da empresa, a frota e o sistema informático. A empresa apresenta instalações próprias, com
cerca de 26300 m2; uma frota de 14 veículos; bem como um sistema informático, o Navision.
6 Denominação adotada na empresa para um espaço físico, dotado de equipamentos e um conjunto de colaboradores, que constituem uma equipa de trabalho que é coordenada por um chefe de célula.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 28 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
TRABALHO7: Nos quadros da empresa constam 155 colaboradores, com idade média de 42 anos. O
nível académico destes divide-se do seguinte modo: 44% com 4º ano; 14% com 12º ano; 11% licenciados;
e os restantes com distintos graus. No que respeita às competências, ao conhecimento e à formação, a
organização tem estabelecido procedimentos documentados relativos: ao recrutamento e seleção de
recursos humanos; à admissão de colaboradores; ao acolhimento e integração dos colaboradores; ao
desenvolvimento de competências; assim como ao reconhecimento de competências. No Anexo 4 indica-
se o modo como é realizado.
INFORMAÇÃO: Quando uma encomenda é rececionada pelo Departamento Comercial, este procede ao
seu registo. No Departamento de Produção gera-se, no software Navision, o Material Requirements
Planning (MRP) semanal. Após este, são gerados os mapas para cada célula com o artigo a produzir e
respetiva quantidade. De seguida, são enviadas as necessidades de matérias-primas e componentes a
adquirir, para o Departamento de Compras. Na produção, o material e a informação são empurrados de
operação em operação até à secção final, para posterior expedição. A expedição é realizada consoante o
mapa de carga, no qual se encontra o cliente, a zona e os respetivos produtos.
3.2.3. AMBIENTE DE PRODUÇÃO
Na organização existem três ambientes produtivos, face à natureza da procura. O ambiente produtivo
mais presente na empresa é o Make-To-Order (MTO), pois a maioria dos produtos fabricados resultam de
encomendas feitas pelos clientes através do catálogo da empresa. No entanto, os clientes podem fazer
mudanças aos produtos, sendo estas mudanças alvo de análise e posterior aceitação ou rejeição da
encomenda, como indicado precedentemente. Deste modo, a empresa apresenta também o ambiente
Engineer-To-Order (ETO). Este ambiente adequa-se ao caso citado mas, similarmente, à
criação/desenvolvimento de produtos a pedido dos clientes. No que concerne a algumas cadeiras, a
Famo, com a finalidade de diminuir os prazos de entrega, armazena os componentes constituintes deste
tipo de produto (com exceção dos estofos) que são, após encomenda, montados consoante a ordem
expressa nesta. Esta abordagem é designada Assemble-To-Order (ATO).
A secção definida pela empresa para alvo de sugestão de melhorias foi a secção de pintura. Os principais
objetivos da empresa, na elaboração do presente projeto, abrangem a revisão do processo. Esta revisão
deve conter a verificação de parâmetros, a racionalização do transportador, a inclusão de um programa
para controlo da secção de pintura a inclusão de ensaios de controlo do processo, assim como a
classificação dos defeitos e definição de causas, com respetivas ações a proceder, bem como uma
revisão do modo de manutenção e limpeza da instalação. Os capítulos posteriores dedicam-se à
caraterização detalhada da secção de pintura, seguida da exposição de problemas identificados e
posteriores propostas de melhoria.
7 Dados relativos a dezembro de dois mil e dez.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 29
4. DESCRIÇÃO E ANÁLISE DA SECÇÃO DE PINTURA
A secção de pintura é reconhecida como de extrema importância na empresa, sendo responsável pelo
acabamento de 90,4% dos artigos standard, totalizando estes 2275 artigos distintos. A secção apresenta-
se bastante degradada e todo o processo necessita de ser revisto. Os vários problemas graves existentes
resultam em dificuldades para os colaboradores, bem como em inferior qualidade dos produtos.
No presente capítulo realiza-se uma descrição dos processos que constituem a secção de pintura,
procede-se à análise aos procedimentos e, por fim, identificam-se os principais problemas existentes.
4.1. DESCRIÇÃO GERAL
As peças são movidas num transportador em circuito fechado, que se desloca a uma velocidade regulável
entre 0,5 m/min e 3,5 m/min. A secção de pintura apresenta zonas específicas para colocação do
material a pintar (zonas a rosa na Figura 13) e uma zona para colocação do material pintado (zona a
verde). Nesta secção encontram-se oito operários cujos PT se encontram no Anexo 5.
De um modo simplificado, o processo de pintura electrostática desenvolve-se como indicado na Figura
12, com respetiva referência no layout seguinte (Figura 13).
Figura 12 - Fases do Processo de Pintura
Este processo compreende as operações de tratamento e acabamento de superfícies das peças.
Figura 13 - Layout da Secção em Estudo
Zona de Carga
(A)
Tratamento de Superfícies
(B)
Secagem
(C)
Pintura
(D)
Polimerização
(E)
Zona de Descarga
(F)
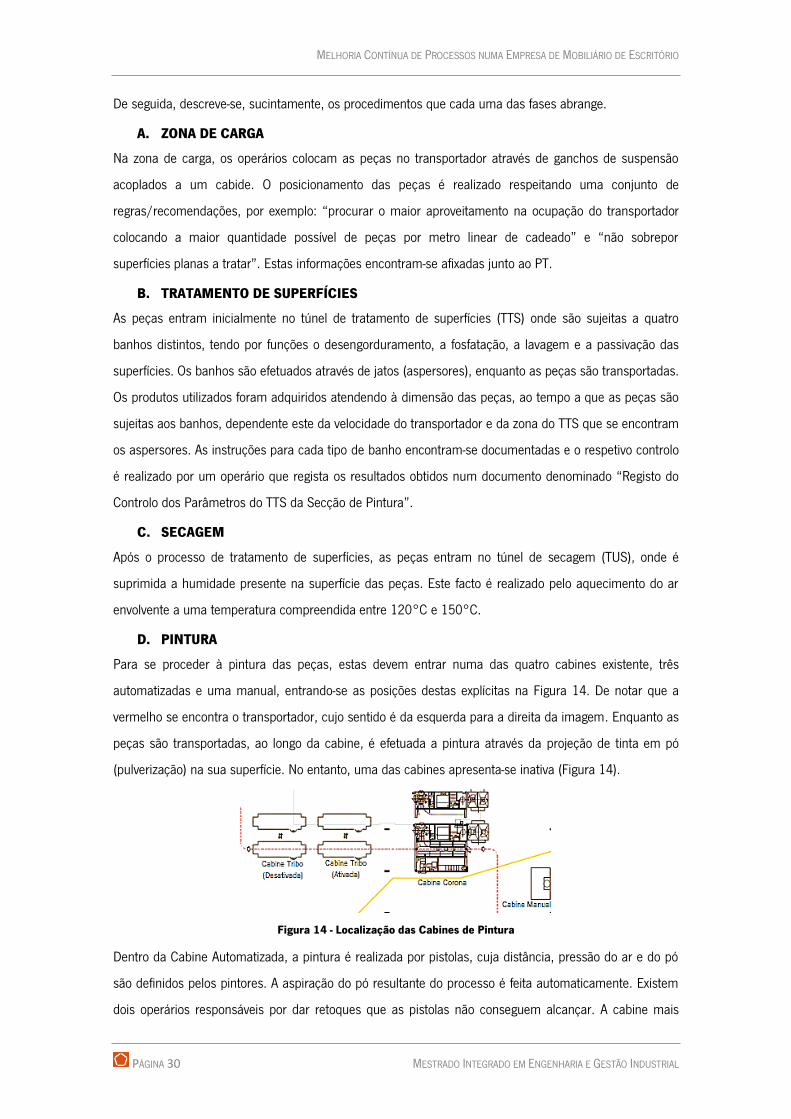
MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 30 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
De seguida, descreve-se, sucintamente, os procedimentos que cada uma das fases abrange.
A. ZONA DE CARGA
Na zona de carga, os operários colocam as peças no transportador através de ganchos de suspensão
acoplados a um cabide. O posicionamento das peças é realizado respeitando uma conjunto de
regras/recomendações, por exemplo: “procurar o maior aproveitamento na ocupação do transportador
colocando a maior quantidade possível de peças por metro linear de cadeado” e “não sobrepor
superfícies planas a tratar”. Estas informações encontram-se afixadas junto ao PT.
B. TRATAMENTO DE SUPERFÍCIES
As peças entram inicialmente no túnel de tratamento de superfícies (TTS) onde são sujeitas a quatro
banhos distintos, tendo por funções o desengorduramento, a fosfatação, a lavagem e a passivação das
superfícies. Os banhos são efetuados através de jatos (aspersores), enquanto as peças são transportadas.
Os produtos utilizados foram adquiridos atendendo à dimensão das peças, ao tempo a que as peças são
sujeitas aos banhos, dependente este da velocidade do transportador e da zona do TTS que se encontram
os aspersores. As instruções para cada tipo de banho encontram-se documentadas e o respetivo controlo
é realizado por um operário que regista os resultados obtidos num documento denominado “Registo do
Controlo dos Parâmetros do TTS da Secção de Pintura”.
C. SECAGEM
Após o processo de tratamento de superfícies, as peças entram no túnel de secagem (TUS), onde é
suprimida a humidade presente na superfície das peças. Este facto é realizado pelo aquecimento do ar
envolvente a uma temperatura compreendida entre 120°C e 150°C.
D. PINTURA
Para se proceder à pintura das peças, estas devem entrar numa das quatro cabines existente, três
automatizadas e uma manual, entrando-se as posições destas explícitas na Figura 14. De notar que a
vermelho se encontra o transportador, cujo sentido é da esquerda para a direita da imagem. Enquanto as
peças são transportadas, ao longo da cabine, é efetuada a pintura através da projeção de tinta em pó
(pulverização) na sua superfície. No entanto, uma das cabines apresenta-se inativa (Figura 14).
Figura 14 - Localização das Cabines de Pintura
Dentro da Cabine Automatizada, a pintura é realizada por pistolas, cuja distância, pressão do ar e do pó
são definidos pelos pintores. A aspiração do pó resultante do processo é feita automaticamente. Existem
dois operários responsáveis por dar retoques que as pistolas não conseguem alcançar. A cabine mais
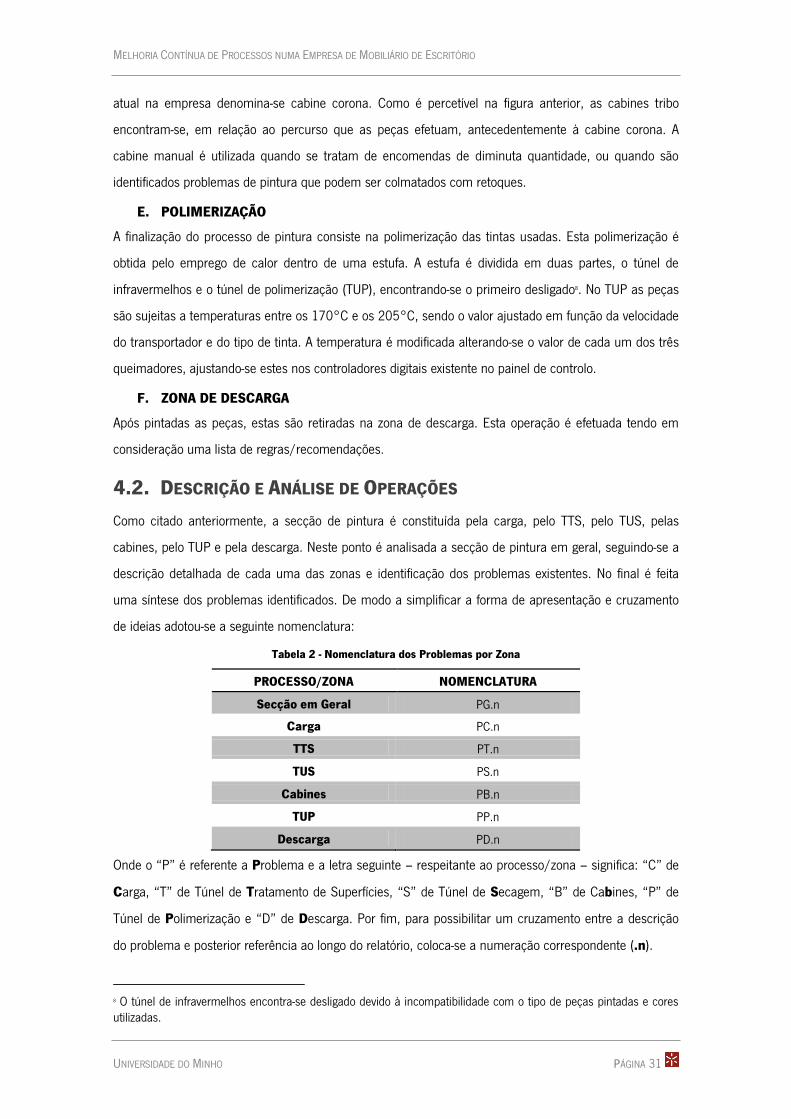
MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 31
atual na empresa denomina-se cabine corona. Como é percetível na figura anterior, as cabines tribo
encontram-se, em relação ao percurso que as peças efetuam, antecedentemente à cabine corona. A
cabine manual é utilizada quando se tratam de encomendas de diminuta quantidade, ou quando são
identificados problemas de pintura que podem ser colmatados com retoques.
E. POLIMERIZAÇÃO
A finalização do processo de pintura consiste na polimerização das tintas usadas. Esta polimerização é
obtida pelo emprego de calor dentro de uma estufa. A estufa é dividida em duas partes, o túnel de
infravermelhos e o túnel de polimerização (TUP), encontrando-se o primeiro desligado8. No TUP as peças
são sujeitas a temperaturas entre os 170°C e os 205°C, sendo o valor ajustado em função da velocidade
do transportador e do tipo de tinta. A temperatura é modificada alterando-se o valor de cada um dos três
queimadores, ajustando-se estes nos controladores digitais existente no painel de controlo.
F. ZONA DE DESCARGA
Após pintadas as peças, estas são retiradas na zona de descarga. Esta operação é efetuada tendo em
consideração uma lista de regras/recomendações.
4.2. DESCRIÇÃO E ANÁLISE DE OPERAÇÕES
Como citado anteriormente, a secção de pintura é constituída pela carga, pelo TTS, pelo TUS, pelas
cabines, pelo TUP e pela descarga. Neste ponto é analisada a secção de pintura em geral, seguindo-se a
descrição detalhada de cada uma das zonas e identificação dos problemas existentes. No final é feita
uma síntese dos problemas identificados. De modo a simplificar a forma de apresentação e cruzamento
de ideias adotou-se a seguinte nomenclatura:
Tabela 2 - Nomenclatura dos Problemas por Zona
PROCESSO/ZONA NOMENCLATURA
Secção em Geral PG.n
Carga PC.n
TTS PT.n
TUS PS.n
Cabines PB.n
TUP PP.n
Descarga PD.n
Onde o “P” é referente a Problema e a letra seguinte – respeitante ao processo/zona – significa: “C” de
Carga, “T” de Túnel de Tratamento de Superfícies, “S” de Túnel de Secagem, “B” de Cabines, “P” de
Túnel de Polimerização e “D” de Descarga. Por fim, para possibilitar um cruzamento entre a descrição
do problema e posterior referência ao longo do relatório, coloca-se a numeração correspondente (.n).
8 O túnel de infravermelhos encontra-se desligado devido à incompatibilidade com o tipo de peças pintadas e cores utilizadas.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 32 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Após a descrição resumida dos processos gerais que constituem a secção de pintura, torna-se
fundamental analisar cada um, de forma a ser possível identificar-se problemas existentes. De seguida é
analisada a secção de pintura em geral.
As ferramentas utilizadas para uma caraterização e análise geral da secção foram o WID, o gráfico de
processos e o gráfico spaghetti. Nas análises aos processos cuja geometria das peças são relevantes –
por exemplo o espaço ocupado no transportador – e para a aplicação das ferramentas citadas, interessa
analisar os produtos com maior importância para a empresa. Para identificação destes, realizaram-se
análises ABC respeitantes à quantidade e ao valor.
As análises respeitaram aos produtos standards vendidos no ano 2010. A utilização de apenas produtos
standards para o estudo, deveu-se ao facto dos produtos especiais não poderem ser estudados, uma vez
que são encomendas irrepetíveis e, portanto, adquirem esta denominação dentro da empresa.
A análise ABC, também designada de análise de Pareto, permite classificar os produtos em classes,
como indicado precedentemente. No Anexo 6 e no Anexo 7 apresentam-se, respetivamente, a análise
elaborada em relação à quantidade e ao valor. Para o presente projeto decidiu-se que seria dada maior
relevância aos artigos comuns às duas análises ABC elaboradas. Deste modo, cruzaram-se os dados
(filtrando-se os artigos comuns pertencentes à classe A) obtendo-se a tabela presente no Anexo 8.
Destes, apenas os itens que seguem o processo “habitual” dos artigos da empresa (Serralharia →
Pintura → Montagem → Embalagem) foram considerados para o estudo. Após estas considerações,
chegou-se à lista de itens para o qual a análise deve ser prioritária (Tabela 3).
Tabela 3 - Itens Comuns para Análise
POSIÇÃO QUANT. VALOR CÓDIGO DO ARTIGO POSIÇÃO QUANT. VALOR CÓDIGO DO ARTIGO
3 12 3 RB3 34 4 104 ET10
4 8 8 10RCD 37 76 38 KARTS90502379
5 9 9 10RCE 38 69 58 RF3
6 14 6 RBS2 39 74 55 A21172
8 13 11 10XKARTE1 40 27 103 RPP120
10 26 2 AR204 41 32 98 10RTR16
15 11 37 XRP2100 42 64 68 PC160
16 15 33 10RTR14 43 18 117 EB20X4
18 46 7 AQ3430 44 29 114 RPP140
19 44 16 HBR3 46 82 64 R160
22 56 10 AR2219 48 20 150 KC
23 7 63 EP10X3 50 40 144 CPP1865
25 17 62 10RTR12 52 33 182 EB20X3
27 48 47 RC90R 54 45 173 RPP160
28 72 26 CQUIRSA10P20P 56 31 192 EP10X4R
29 80 20 KAGS2962379 57 34 194 EP10X6R
30 83 17 AR174 58 52 178 IPT
32 81 25 AR124 59 43 189 RPP080
33 86 21 A211936

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 33
O artigo que se encontra na primeira posição da tabela anterior, resultante da análise descrita
anteriormente, foi alvo de estudo para a elaboração do WID e do Gráfico de Fluxo de Processo, da pintura
em geral. Este artigo é apresentado na Figura 15, correspondente ao RB3 – bloco rodado de 3 gavetas da
linha Smile.
Figura 15 - RB3: Produto em Estudo
WASTE IDENTIFICATION DIAGRAMS
A construção do WID no presente trabalho, refere-se apenas à secção de pintura. Para a construção deste
diagrama definiram-se algumas considerações acerca do percurso do produto RB3 na secção:
• Este artigo apenas é pintado na cabine corona, mencionada anteriormente. Os changeovers a
considerar são a mudança da cabine tribo (cabine onde apenas se pinta uma cor) para a cabine
corona e a mudança de cor na cabine corona (corona para corona);
• Uma vez que velocidade do transportador é frequentemente alterada, considerou-se a velocidade
mais comum (3,3 m/min);
• Em cada 3 cabides vão suspensos 2 blocos;
• TC da pintura para o RB3:
ₒ A uma velocidade de 3,3 m/min, o TC por cabide é de 7,86 segundos;
ₒ Como são necessários três cabides por cada 2 blocos, para dois blocos têm-se 23,58 s, assim o TC
por bloco é 11,79 s/peça.
• Dado que os processos são ligados pelo transportador, todos têm o mesmo TC.
Sabendo a quantidade vendida no ano 2010 do produto RB3 (3784 unidades), assim como o número de
dias de trabalho (230 dias), os minutos de trabalho por dia (480 min/dia), e a percentagem que a
produção se encontra disponível para o fabrico deste artigo9 (1,36%), calculou-se a procura diária e o TT:
9 Considerou-se o peso que este tem na quantidade produzida.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 34 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Admitindo o tempo total de produção, reconhece-se que em cada 29 min e 05 s a empresa tem
disponibilizar 1 bloco RB3. No entanto, do tempo para este tipo de produto (6,53 minutos/dia), a
empresa tem que disponibilizar 1 bloco a cada 23,76 segundos.
O WIP na carga é variável, sendo acumulado um certo nível antes de os blocos serem pintados. Assim, o
WIP apresenta picos de quantidade. No entanto, considera-se a média de 16 blocos por dia. Em relação
aos restantes processos, o WIP está condicionado pela quantidade de cabides entre estes, e a quantidade
de blocos por cabide. Da carga ao TTS existe uma capacidade de alocação de 38 blocos, do TTS ao TUS
de 2 blocos, do TUS à cabine corona de 48 blocos, da cabine corona ao TUP de 24 blocos e, por fim, do
TUP à descarga existe espaço para 16 blocos.
Comparando o valor do TT com o valor do TC deste produto, encontra-se o valor de overcapacity:
Com este valor evidencia-se que a secção de pintura tem sobrecapacidade de 50,38% para a procura
anual do produto em estudo.
O tipo de changeover predominante (como será referido na secção 4.2.4) é entre as duas cabines, sendo,
portanto, este tipo o representado no WID. O tempo de setup corresponde ao período desde que o pintor
acaba de pintar o último produto bom na cabine tribo até que o primeiro bloco é pintado corretamente na
cabine corona, sendo este tempo de 640 s (10min40min), como é indicado na secção 5.9.
Em relação ao transporte entre os vários processos, foi considerado o peso que o transportador suporta
por metro, considerando que cada corpo de bloco pesa 20,18 kg.
Após o cálculo dos valores necessários para a elaboração, foi elaborado o WID ilustrado na Figura 16.
Observando-se o WID, conclui-se que existe uma capacidade excessiva em comparação com o pedido
pelo cliente. O TC pode ser alterado aumentando ou reduzindo a velocidade do transportador, e/ou
otimizando o modo que são colocadas as peças de forma a existir uma maior/menor ocupação da área
por cabide, embora não se considere proveitoso o aumento do TC.
Em relação ao WIP a melhoria prende-se na diminuição do desperdício de área desocupada no
transportador. De notar que em relação aos transportes, quanto maior a relação do peso por metro, mais
vantajoso é o transporte, uma vez que mais otimizado se encontra o transportador.
O changeover (C/O) é o elemento identificado como o alvo primordial para se proceder a melhorias.
GRÁFICO DE PROCESSOS
Em complementaridade ao WID foi construído o gráfico de processos. Neste gráfico (Figura 17) é possível
verificar os tempos de percurso nos vários processos. Os tempos de espera devem-se, por exemplo, ao
aproveitamento que é tentado fazer pelos colaboradores de modo a pintar o máximo de peças por cor.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 35
TC=
11,7
9 s
; TT=
23,7
6 s
WIP= 16 unidades
TTS
C/O
= 0
s T
S
U
C/O
= 0
s
DESCARGA
C/O
= 0
s
TUP
C/O
= 0
s
CABINE CORONA
C/O
=640s
WIP= 39 unidades WIP= 3 unidades
WIP= 16 unidades WIP= 25 unidades WIP= 48 unidades
TC=
11,7
9 s
; TT=
23,7
6 s
TC=
11,7
9 s
; TT=
23,7
6 s
TC=
11,7
9 s
; TT=
23,7
6 s
TC=
11,7
9 s
; TT=
23,7
6 s
TC=
11,7
9 s
; TT=
23,7
6 s
33,56 kg/m 47,84 kg/m
33
,63
kg
/m
33,63 kg/m 33,35 kg/m
CARGA
C/O
= 0
s
Figura 16 - WID para Corpo do Bloco RB

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 36 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
GRÁFICO DE PROCESSOS
Método atual
Método proposto
Observações: Processo de Pintura do corpo do bloco RB3
DISTÂNCIA EM
METROS TEMPO
PR
OC
ES
SA
ME
NT
O
TR
AN
SP
OR
TE
INS
PE
ÇÃ
O
ES
PE
RA
ST
OC
K
DESCRIÇÃO DO PROCESSO
- 08:00:00 O corpo do bloco é trazido da célula que produz os blocos, ficando à espera.
4 m 00:00:03 D Transporte do bloco até junto do transportador.
- 00:00:20 D Colocação do bloco no transportador.
24 m 00:07:03 D Deslocação da carga até TTS.
- 00:09:14 D Tratamento superficial no TTS.
1,7 m 00:00:21 D Deslocação do TTS ao TUS.
- 00:08:14 D Secagem do bloco no TUS.
31,1 m 00:09:26 D Deslocação da TUS à cabine corona.
- 00:01:52 D Pintura na cabine corona.
16 m 00:04:31 D Deslocação da cabine corona ao TUP.
- 00:17:52 D Polimerização no TUP.
9,6 m 00:03:08 D Deslocação do TUP à zona de descarga.
- 00:00:15 D Descarga e inspeção do bloco.
16 m 00:00:28 D Deslocação da zona de descarga à zona de stock de blocos pintados.
- 04:00:00 Espera dos blocos até operários da montagem necessitarem.
102,4 m 13:02:47 Totais
- 0:37:32 D
Totais parciais 102,4 m 0:25:00 D
- 00:00:15 D
- 12:00:00
Notas:
a) Ausência de análise do banho 3;
b) Falta de verificação da temperatura e pressão;
c) Adição dos químicos efetuada de modo aproximado, não existindo uma exatidão das quantidades colocadas, de
forma a respeitar as tabelas.
Figura 17 - Gráfico de Processos do RB3
Ao longo do período de análise foram realizadas observações ao percurso de peças escolhidas
ocasionalmente na secção de pintura, de modo a identificar-se problemas e tempos. Destes registos
obtiveram-se os seguintes dados:

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 37
Tabela 4 - Registo de Tempos e Paragens no Percurso de uma Peça
VELOCIDADE NO
INÍCIO DO REGISTO PARAGENS
TEMPO DE PERCURSO
SEM PARAGENS
TEMPO DE PERCURSO
TOTAL
3,34 22 01:07:03 01:31:24
3,34 8 01:06:58 01:21:29
3,33 8 01:09:13 01:21:00
3,36 9 01:09:00 01:25:49
Analisando o percurso das peças verifica-se que existem várias mudanças na velocidade do transportador
ao longo do percurso. No processo ocorrem paragens do transportador, não existindo registos destas.
A falta de conhecimento das mudanças de velocidade efetuadas ao longo do dia, da velocidade média
real existente, assim como das paragens, é uma lacuna que permitiria percecionar, de um modo mais
eficaz, os problemas da secção e definir mais corretamente os aspetos a melhorar na secção de pintura
[PG.1 – secção 4.3].
Em toda a secção é visível a degradação do pavimento e paredes [PG.2 – secção 4.3]. O pavimento
apresentava fendas que causavam quedas, tanto material por pintar na carga como pintado na descarga,
e de pessoas. Em algumas zonas, como é exemplo a descarga, os estragos no pavimento são de tal
ordem, que um dos colaboradores desta zona esteve de baixa médica durante 4 meses, devido a uma
queda causada pelas fendas no pavimento e posterior derrube de peças. Relativamente às paredes, estas
apresentam-se com a pintura bastante deteriorada e com sujidade, principalmente resultante dos vapores
dos banhos, esta sujidade, quando solta, pode danificar a pintura das peças.
4.2.1. CARGA
A secção de pintura é iniciada na zona da carga. Nesta encontra-se o chefe de célula que é responsável
pela organização da zona e pela gestão do material a pintar, encontrando-se também os colaboradores
responsáveis pela carga propriamente dita. No início de cada semana, o chefe de célula recebe o “Mapa
de Produção” que contém o material a pintar, assim como a cor e a quantidade (Figura 18). No código
“12H82.001.149”, H indica a linha da peça, 82 aponta a célula de onde provem o produto e 149
designa o acabamento. O número “3” indica a quantidade a pintar.
Figura 18 - Excerto de um Mapa de Produção da Pintura
As peças são deslocadas para esta zona pelos colaboradores da serralharia e armazéns, e são colocadas
onde o chefe de célula indica. Os locais para colocação de material são indicados na tabela seguinte.
Como indicado na tabela, existe WIP e stock à um tempo elevado, levando à detioração das peças. Para
além do citado, existe também uma desorganização bastante elevada nas zonas. Este facto conduz a que
não encontre as peças e solicite aos colaboradores da serralharia nova produção (sobreprodução).

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 38 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Tabela 5 - Stock e WIP na Zona de Carga
No estudo realizou-se um inventário das peças existentes nas Zonas E, F e G da Tabela 5, com a
finalidade de colocar no novo programa de gestão da empresa para futura extinção destas quantidades
Zona A – A zona “normal” para colocação de peças tem
uma área de aproximadamente 272,75 m2.
Zona B – Nesta zona encontram-se peças variadas
em stock.
Zona C – Junto ao TUS encontram-se vários modelos de
portas em stock.
Zona D – Na estante mostrada na imagem
encontra-se WIP e stock.
Zona E – Estante com material variado e pouco usado.
Existem peças bastante deterioradas.
Zona F – Estante com dimensão três vezes superior
à anterior. Algumas das peças que aqui se
encontram são WIP e outras são stock.
Zona G – Estante com peças com elevado grau de
deterioração e consumo ocasional.
Zona H – Existência de WIP e vários artigos
devolvidos pelos clientes.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 39
excessivas. Inicialmente numerou-se cada sector da estante (como indicado na Figura 19).
Após numeradas, efetuou-se o inventário tendo-se cruzado as referências das peças. A realização do
inventário demonstrou-se difícil, pois as peças não se encontravam identificadas. A não identificação das
peças origina outros problemas como a separação em várias zonas das mesmas peças e causa maior
dificuldade na procura do material a pintar, e insuficiente perceção da quantidade existente de cada peça
[PC.1 – secção 4.3]. No Anexo 9 exibem-se as referências existentes em cada secção da estante. Como
se pode evidenciar no Anexo 10, existem peças iguais em três secções da estante distintas.
Algumas das elevadas quantidades existentes derivam de erros nos mapas de produção, bem como do
pensamento dos colaboradores de “cortar a mais para aproveitar a chapa” e de “produzir a mais devido
ao setup”, entre outros fatores. Como é percetível, as ocorrências citadas levam não só à sobreprodução
como a desperdícios com movimentações (devido aos colaboradores necessitarem de procurar as peças),
com stocks, com qualidade (uma vez que as peças ficam danificadas) e com esperas (pois os
colaboradores têm que aguardar pela indicação do local para colocar as peças) [PC.2 – secção 4.3].
Conforme citado anteriormente, os colaboradores colocam o material a pintar no local que o chefe de
célula indica. No caso de estar ausente, os colaboradores esperam, procuram-no, ou colocam as peças
em locais que estejam mais vazios para posterior colocação no local mais apropriado.
Após algumas observações, foi possível encontrar-se um tempo médio para o acréscimo de tempo nas
deslocações à zona de carga, para colocação de material a pintar, aquando da ausência do chefe de
célula. Este tempo foi encontrado através de várias observações e ronda os 5 minutos [PC.3 – secção
4.3]. Embora os problemas citados tenham alguma similaridade com o problema indicado anteriormente
(PC.2), torna-se necessário desvincular-se deste, uma vez que carece de propostas de melhoria distintas.
O posto do chefe de célula, onde este coloca os mapas de produção, os desenhos dos produtos
“especiais”, os catálogos das linhas de produtos, entre outros componentes, encontra-se bastante
desorganizado (Figura 20).
Figura 19 - Numeração das Estantes para Realização
do Inventário
Figura 20 - Posto de Trabalho do Chefe de Célula

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 40 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Por vezes, devido à elevada quantidade de papéis, entre outros elementos, o chefe de célula improvisa
“postos” na Zona A (indicada na Tabela 5). Esta solução, encontrada pelo colaborador, conduzia a um
novo desperdício de tempo, pois quando algum colaborador quer consultar os mapas, de forma a ter
conhecimento se já tinha sido pintado, e o chefe de célula se encontra ausente, tem que procurar os
documentos nos dois postos. Esta solução aumenta a área de carga ocupada com o posto improvisado.
Para além do chefe de célula, na zona de carga encontram-se mais 2 colaboradores responsáveis por
colocar (pela ordem indicada), as peças no transportador. A ordem é indicada pelo chefe de célula que
tenta colocar juntos os produtos por tipo e a cor. Como não existem locais específicos para colocar as
peças, nem por tipo nem por cor a pintar, esta ordenação é mais dificultada e os colaboradores sentem
dificuldades em reconhecer quais as peças a colocar no transportador [PC.5 – secção 4.3].
A colocação das peças no transportador é efetuada racionalizando-se este, com o objetivo de encontrar a
melhor ocupação e a distância mínima entre peças. Esta distância mínima tem que ser assegurada para
que as peças não se toquem nos declives a que são sujeitas. Conjuntamente a estas considerações, a
colocação atenta a uma fácil dissipação da água dos banhos (fase seguinte à carga), assim como a
facilitação da pintura das peças nas cabines.
Embora os colaboradores tenham estes fatores presentes, é necessário procurar uma melhoria contínua
para cada peça, pois existem vários problemas como: a retenção de água em determinadas peças,
especialmente em armários; a existência de várias peças, ditas “simples”, com necessidade de retoques
dos pintores; assim como uma elevada área em “vazio” por cabide [PC.6 – secção 4.3].
A colocação de cada peça é efetuada por um ou dois colaboradores, dependendo do tamanho e
complexidade. Estes colocam os ganchos mais indicados e, posteriormente, colocam no cabide que, por
sua vez, se encontra no transportador. Na Figura 21 apresentam-se dois exemplos de colocação de peças
distintas, conjuntamente exibe-se a distinção entre cabides e ganchos.
Figura 21 - Exemplos de Colocação de Diferentes Peças no Transportador
Existe uma variedade elevada de ganchos para colocação das peças, uma vez que o tipo de gancho a

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 41
utilizar depende do orifício existente na peça que é utilizado para esta finalidade, do peso da própria peça,
da distância à cabine e, caso seja possível, da colocação de mais do que uma peça por cabide. Os
ganchos encontram-se na zona de carga numa zona de 20 metros. Na Figura 22 apresentam-se alguns
modos de armazenamento de elementos auxiliares à colocação de peças no transportador.
Figura 22 - Stock de Ganchos e Gabaris
Este stock causa vários problemas, entre eles as deslocações ao longo da zona de stock para posterior
colocação das peças, à procura dos ganchos necessários, pois estes encontram-se misturados. Para
além do citado, o modo como estes se encontram ocupa uma área elevada e oferece um aspeto
desorganizado à secção [PC.7 – secção 4.3]. Conjuntamente ao stock existente na carga, existe um stock
no final da secção de pintura devido à descarga das peças (Figura 23).
Figura 23 - Stock de Ganchos na Descarga

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 42 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
O facto de os ganchos serem armazenados na descarga, conduz a que os colaboradores tenham, ao
longo do dia, de se deslocar da carga à descarga para a recolha destes. Tendo, por vezes, a secção de
pintura de ser parada com esta finalidade [PC.8 – secção 4.2.6]. Ao longo do período de análise foi
pedido aos colaboradores para, em determinado período de tempo, registarem as paragens efetuadas
pelos colaboradores da carga e a quantidade de vezes que têm que se deslocar à descarga para realizar
a recolha dos ganchos em falta. Com esta finalidade, elaborou-se a folha presente no Anexo 11. De notar
que sempre que existem paragens no transportador, as peças ficam mais tempo do que necessário em
determinadas zonas e, por isso, podem ser originados defeitos.
Através desse registo verificou-se que, em média, os colaboradores da carga se deslocam à zona de
descarga para efetuar a recolha dos ganchos 4 vezes por dia. Deste processo resulta, não só a ausência
do colaborador do seu PT como, por vezes, a paragem do transportador por falta de pessoas para
colocação de peças e, ainda, paragem por falta de ganchos. Em média ocorrem 2 paragens por semana
para recolha de ganchos na descarga, cada uma delas com tempo médio de 2 minutos.
Cada deslocação traduz-se numa ausência média do PT, por deslocação, de 2 minutos e 30 segundos.
Na figura seguinte apresenta-se, através do diagrama spaghetti, as movimentações do colaborador para o
processo indicado, com as respetivas distâncias (total de 109,5 metros em cada sentido que perfaz 219
metros por cada deslocação). Deste modo, ao longo do dia o colaborador encontra-se ausente do PT 10
minutos, percorrendo 876 metros.
Figura 24 - Diagrama Spaghetti da Deslocação para Recolha de Ganchos
Os dados registados revelaram a existência de outros problemas que causam a paragem do transportador
para se retirar ganchos dos cestos (1 minuto) [PC.9 – secção 4.3] e para colocação de peças pequenas
(devido à complexidade na colocação no transportador) com tempo médio de paragem de 2,5 minutos
diários [PC.10 – secção 4.3].

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 43
4.2.2. TÚNEL DE TRATAMENTO DE SUPERFÍCIES
O TTS é responsável pelos tratamentos de desengorduramento, fosfatação, lavagem e passivação, sendo
conferidos através de 4 banhos. Os banhos têm que ser alvo de controlo e análise diária da temperatura,
pressão e acidez.
Esta análise diária ocorre no final do turno, tendo o colaborador que consultar uma capa existente no
posto de análise (Figura 25). Esta capa contém as instruções do modo de determinação dos valores,
assim como os procedimentos a efetuar, consoante os valores obtidos. Como se pode verificar na Figura
25 o posto apresenta-se degradado, ostentando-se também um pouco desorganizado, dificultando o
controlo e análise dos banhos [PT.1 – secção 4.3].
O controlo dos banhos deve ocorrer mais do que uma vez por dia, pois as concentrações vão-se
alterando. No entanto verificou-se que mesmo o controlo obrigatório (uma vez por dia) não era sempre
respeitado, causando problemas posteriores na qualidade das peças [PT.2 – secção 4.3]. No Anexo 12
encontra-se o gráfico de processos correspondente ao controlo e análise dos banhos.
Outro problema evidente nesta zona, prende-se com o design das peças, assim como o modo como estas
são colocadas no transportador. Estes fatores são essenciais para que ocorra um bom tratamento
superficial. Um dos problemas reconhecidos na empresa é respeitante à furação insuficiente de
determinadas peças, em especial alguns armários, que saem com uma grande quantidade de água do
TTS, verificando-se, em alguns deles, alguma humidade após o TUS (Figura 26) [PT.3 – secção 4.3].
Neste último caso os pintores necessitam de limpar e secar as peças com ar comprimido.
Figura 25 - Posto de Análise e Controlo dos Banhos
Figura 26 - Armário com Humidade à Saída do TUS
Caso a limpeza não seja realizada, a pintura vai se apresentar não conforme após a polimerização.
O túnel onde são efetuados os banhos encontra-se bastante degradado assim como toda a zona
envolvente, como é possível visualizar na Figura 27. Esta deterioração causa um mau ambiente de
trabalho e uma falta de “gosto” pelo posto do trabalho por parte dos colaboradores [PT.4 – secção 4.3].
A zona interior do túnel é composta por tubagem com vários aspersores, totalizando 840 unidades
divididos pelos banhos 1 e 2 com 140 aspersores cada, e pelos banhos 3 e 4 com 280 aspersores cada.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 44 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Figura 27 - Degradação do TTS e Zona Envolvente
Os aspersores dos vários banhos encontravam-se bastante degradados e apresentavam-se de difícil
manutenção (Figura 28). A manutenção era realizada por fases, cada uma delas contemplando cerca de
20 unidades, sendo todos os aspersores alvo de manutenção cerca de 4 vezes por ano. O gráfico de
processos para a manutenção encontra-se no Anexo 13.
Estes aspersores devem estar irrepreensivelmente alinhados e limpos de modo a permitirem um bom
tratamento das superfícies e, complementarmente, a inexistência de queda de peças no túnel [PT.5 –
secção 4.3]. Consequentemente, quando os aspersores se encontram obstruídos ou desalinhados
causam a citada queda de peças, pois as peças oscilam devido à força da água (Figura 29).
Figura 28 - Interior do TTS
Figura 29 - Queda de Peças por Má Manutenção dos
Aspersores
As peças caídas têm que ser recolhidas no dia seguinte, no início do turno por um colaborador. Diversos
registos efetuados ao longo do período de análise apontam para uma média diária de 6 peças caídas no
TTS, tendo estas que ser colocadas novamente no transportador, ou enviadas para desamolgar, para
posterior pintura, ou ainda, em casos mais esporádicos, enviadas para a sucata. Este facto faz com que a

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 45
produção tenha um atraso de pelo menos um dia, uma vez que as peças não chegam à secção de
montagem no dia planeado.
Ao final de um tempo de utilização os banhos começam a perder qualidades de tratamento de superfícies
tendo que ser substituídos por banhos novos. Os prazos de mudança dos banhos encontram-se fixados
nas folhas de instruções com periocidade de 6 meses para os 3 primeiros banhos e de 40 dias para o 4º
banho. A regularidade de mudança é controlada pelo chefe de célula, tendendo este a prolongar os
banhos e a não registar as mudanças, não havendo um conhecimento pelos restantes colaboradores da
empresa das datas em que foram efetuadas as mudanças [PT.6 – secção 4.3].
4.2.3. TÚNEL DE SECAGEM
O TUS tem como funcionalidade eliminar a humidade existente na superfície das peças, a qual provém
dos banhos a que são sujeitas no TTS. No TUS existem três queimadores, cuja função é colocar o interior
do túnel a temperaturas compreendidas entre 120°C e 150°C.
Para verificar-se as temperaturas do túnel, existem orifícios onde se coloca o equipamento para medição.
A aferição dos valores foi efetuada durante o ano tendo-se verificado os valores apresentados na Tabela 6.
Tabela 6 - Medições de Temperatura no TUS
Queimador 23 Fevereiro (9h10) 17 Março (09h30) 23 Maio (10h00)
Queimador 1 136 151 151
Queimador 2 137 156 156
Queimador 3 97 111 116
Limite inferior = 120 °C Limite superior = 150 °C
Os queimadores encontram-se regulados para temperaturas superiores às necessárias, pois alguns
destes dificilmente conseguem atingir a temperatura alvo e, também, porque o chefe de célula considera
que a temperatura é inferior à necessária para secar as peças [PS.1 – secção 4.3].
Após análise da situação anterior, verificou-se que o fluxo de ar era contrário ao sentido convencionado,
ou seja, o ar entrava pela saída do TUS e saía pela entrada deste. Este facto resulta em perdas de calor
e, consequentemente, maior consumo de gás. Este consumo apresenta-se bastante elevado, e superior
ao necessário. O facto de existirem perdas de calor, era necessário programar os queimadores para
temperaturas superiores. As perdas de calor colocam uma elevada temperatura ambiente na carga.
As peças cuja evacuação de água era insuficiente, situação já mencionada no PT.3, devido ao excesso de
água que cai no início do TUS, proveniente das peças referidas, causam danos nas câmaras de gás
(Figura 30) e nos chão-falsos, tendo estes que regularmente ser alvo de manutenção [PS.2 – secção 4.3].
A parte exterior do TUS encontra-se, em semelhança com o TTS, bastante danificada (Figura 31).
Estes danos devem-se à falta de manutenção ao longo dos anos, à aplicação de uma tinta desadequada,
à temperatura a que este é sujeito, bem como à falta de aplicação de soldadura e produtos adequados
nas zonas de ligação de painéis da estrutura.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 46 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Figura 30 - Câmara de Gás Danificada
Figura 31 - Exterior do TUS
4.2.4. CABINES
Na zona das cabines, para além das cabines de pintura propriamente ditas, existem duas mesas
utilizadas para lixar as peças, assim como duas mesas para secar a humidade das peças e suspender no
transportador as peças a repintar.
Um dos problemas evidentes em toda a secção de pintura era a excessiva desorganização do espaço e
dos materiais existentes. Na zona das cabines existem componentes (das próprias cabines) dentro da
cabine tribo, que se encontra fora de utilização, e em armários. Estes componentes, para além de não
apresentarem nenhum local adequado para o seu armazenamento, não se encontram rotulados.
Os componentes relativos à cabine corona, por exemplo os venturis, encontram-se dispersos em várias
zonas (Tabela 7), não existindo uma distinção, nestes locais, do que realmente era pertencente e
necessário para o funcionamento da cabine e o que era material de outros (por exemplo dos
responsáveis pela manutenção), existindo também material obsoleto [PB.1 – secção 4.3].
À semelhança do descrito para a corona, os componentes da cabine tribo estão-se dispersos em várias
zonas, criando um mau ambiente de trabalhado e uma mistura de materiais [PB.2 – secção 4.3]. Na
Tabela 8 apresentam-se as zonas onde se encontram armazenados os componentes da cabine tribo.
Como referido anteriormente, existem três cabines de pintura automática estando apenas duas destas
em atividade, encontrando-se a inativa a ocupar área fabril e a ser utilizada como local de armazenagem
pelos colaboradores [PB.3 – secção 4.3].
A mudança entre as duas cabines ativas acontece variadas vezes durante o dia, existindo, similarmente, a
mudança de cor na cabine corona. Na Figura 32 encontram-se os três tipos de mudanças de cor.
Figura 32 - Tipos de Mudanças entre Cabines
Tipo 1
Tribo
Corona
Tipo 2
Corona
Tribo
Tipo 3
Corona
Corona

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 47
Tabela 7 - Zonas de Armazenamento de Componentes da Cabine Corona
LOCAL IMAGEM CONSIDERAÇÕES
Escadas de
acesso a um
posto de pintura
da cabine corona
A presença de material nas escadas
dificultava a passagem para o posto de
pintar e, igualmente, para os filtros
finais que se encontram em cima.
Para além disso, não existe qualquer
identificação de arrumação do material
presente na zona.
Estante de tintas
Na estante de tintas existiam vários
componentes da cabine, como é
exemplo uma peneira rasgada
(obsoleta). Existiam, também, vários
ganchos que não pertenciam à cabine,
mas serviam para abrir os sacos de
tinta cujas abraçadeiras não eram
reutilizáveis.
Armário colocado
para
armazenamento
de componentes
da cabine corona
Em semelhança com as zonas
anteriores, no armário destinado a
componentes da cabine existiam vários
outros pertencentes a outras zonas.
Conjuntamente, existiam materiais
obsoletos e outros desnecessários.
Neste armário, existia apenas algum
material rotulado.
Tabela 8 - Zonas de Armazenamento de Componentes da Cabine Tribo
LOCAL IMAGEM CONSIDERAÇÕES
Parte exterior e
interior da cabine
tribo inutilizada
A primeira imagem é relativa à parte
exterior da cabine, sendo a segunda à
interior. Nas duas zonas encontram-se
várias componentes da cabine, estando
algumas deles obsoletos.
Armários
colocados para
armazenamento
de componentes
da cabine tribo
Os dois armários colocados juntos à
cabine tribo aglomeravam vários materiais,
tendo sido, a maioria deles, considerados
desnecessários.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 48 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
As duas cabines apresentam a forma de deslocação de local – posição de pintar e posição de repouso –
de forma distinta. O modo de deslocação original da cabine corona era automático, no entanto, devido a
problemas no pavimento e na própria cabine são necessários colaboradores para a empurrarem para o
local desejado, assim como o auxílio de um porta-paletes. A cabine tribo não possui de origem o sistema
automático de movimentação. Para esta tarefa, os pintores necessitam da ajuda de outros colaboradores.
O estudo e sugestões de melhoria para os três tipos de mudanças indicados foi um dos pontos-chave do
presente projeto, uma vez que é necessário assegurar uma rápida mudança de cor, de modo a satisfazer
de forma eficaz às exigências dos clientes [PB.4 – secção 4.3].
Na cabine corona existe um documento (Anexo 14) para registo da produção diária. Assim é possível
verificar o número de mudanças, bem como a quantidade por tipo de mudança. Analisando-se os registos
relativos a 2010, dos 47 dias em que efetuaram registos, obtiveram-se os seguintes valores médios:
Tabela 9 - Média de Mudanças nos Registos do Ano 2010
TIPO DE MUDANÇA DE PARA MÉDIA DE MUDANÇAS
1 Tribo Corona 2,1
2 Corona Tribo 2,4
3 Corona Corona 1,5
MÉDIA TOTAL 6,6 Mudanças diárias
Em relação ao ano 2011, as médias registadas nos primeiros meses do ano encontram-se na tabela
seguinte.
Tabela 10 - Média de Mudanças nos Registos do Início do Ano 2011
MÊS TIPO DE PARA MÉDIA DE
MUDANÇAS DIAS COM REGISTO
JANEIRO
1 Tribo Corona 2,5
12 2 Corona Tribo 2,6
3 Corona Corona 1,5
MÉDIA TOTAL 6,6
FEVEREIRO
1 Tribo Corona 2,3
17 2 Corona Tribo 2,2
3 Corona Corona 1,6
MÉDIA TOTAL 6,1
MARÇO
1 Tribo Corona 2,5
16 2 Corona Tribo 2,5
3 Corona Corona 2,7
MÉDIA TOTAL 7,7
ABRIL
1 Tribo Corona 1,5
13 2 Corona Tribo 1,6
3 Corona Corona 3,1
MÉDIA TOTAL 6,3
O facto de mudarem várias vezes por dia a cor nas cabines, faz com que seja impreterível melhorar as
mudanças, de forma a diminuir o tempo de mudança, em especial o tempo que se encontra o

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 49
transportador parado. Conjuntamente pretende-se reduzir as NC inerentes às mudanças e produzir uma
maior diversidade de produtos em lotes mais pequenos.
As instruções referentes ao modo de utilização da cabine encontram-se junto destas. No entanto, uma
instrução para ligar a cabine corona após esta se encontrar desligada um determinado período de tempo
não se encontra efetuada. Neste caso apenas um dos pintores sabe o modo como efetuar o reinício e os
valores a colocar, encontrando-se a secção de pintura dependente deste [PB.5 – secção 4.3].
Junto às cabines de pintura existe um grande número de caixas de tintas de várias cores, resultante da
pintura diária, que causa dificuldades de passagem e área ocupada [PB.6 – secção 4.3].
Para colocação das caixas de tinta existem três estantes (Figura 33), nas quais se encontram rótulos a
indicar onde deveriam ser colocadas as cores.
Figura 33 - Estantes para Stock de Tintas
A sinalização colocada nas estantes já se encontra um pouco degradada, estando três das etiquetas
ilegíveis. Este facto faz com que não seja possível haver conhecimento das cores que se devem encontrar
nestes espaços. Outro problema causado pelo modo de sinalização era a difícil perceção da quantidade
por cor, embora facilmente se compreenda que cada prateleira tem capacidade para 6 caixas. No
entanto, devido à numeração existente, não era possível ter a ideia clara de quantas caixas por cor o
responsável por esta sinalização pretende.
Estima-se que a relação quantidade-cor pretendida com as estantes seja a indicada na tabela seguinte.
Em relação às cores 22, 24, 41 e 43 dois destes podem ter quantidade de duas caixas não se sabendo,
no entanto, a quais destas são referentes.
Tabela 11 - Estimativa do Stock Pretendido nas Estantes
COR QUANTIDADE COR QUANTIDADE COR QUANTIDADE COR QUANTIDADE
22 1(?) 248 2 28 6 237 3
24 1(?) 244 2 36 6 23 4
41 1(?) 148 2 25 4 21 2
43 1(?) 16 4 149 2 48 6
223 3 1003 2 21 2 13 2
239 6 42 3 11 4 241 2
39 6 49 3 34 2

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 50 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Este stock é gerador de vários problemas (denominados como “CAUSA” na figura seguinte) que resultam
em dificuldades (indicados como “EFEITO”), a Figura 34 agrupa alguns destes [PB.7 – secção 4.3].
Figura 34 - Problemas do Stock Excessivo de Tintas
Em relação às cabines existem algumas lacunas nas periocidades de mudanças de componentes e
manutenção, tendo os procedimentos que ser revistos e registados [PB.8 – secção 4.3]. A manutenção e
mudança de componentes necessitam de ser alvo de revisão podendo, em alguns casos, estes fatores
serem causadores de algumas NC das peças.
A cabine tribo apresenta várias aberturas que se tornam desnecessárias após alterações efetuadas ao
longo dos anos. Estas aberturas (assinaladas na Figura 35) dificultam a aspiração da cabine, e causam
fugas de tinta, que posteriormente originam sujidade na zona [PB.9 – secção 4.3].
Em relação à pintura na cabine tribo e cabine corona, quando o pó existente no recipiente se encontra
praticamente a terminar, sem que os colaboradores abastecessem, é necessário parar o transportador e
reabastecer [PB.10 – secção 4.3]. Para além da paragem do transportador (onde se registaram paragens
de 2min30s), esta falta de tinta pode originar NC nas peças.
Os parâmetros e distância das pistolas, em ambas as cabines, necessitam, consoante as peças e cores a
ser pintadas, de ser ajustadas manualmente. Estes ajustes manuais quando não efetuados, por lapso dos
pintores, causavam NC nas peças [PB.11 – secção 4.3].
No posto de lixar encontra-se um pintor (tendo sido a rotatividade precedentemente mencionada), cuja
função é lixar e limpar as peças trazidas do posto de descarga e montagem. No posto de lixar existem
duas mesas (Figura 36), estando ambas bastante degradadas e os seus componentes, como lixas e
panos, bastante desorganizados [PB.12 – secção 4.3].
As mesas do posto de secagem manual/colocar peças no transportador, exibidas na Figura 37, além da
desarrumação visível, apresentam um desnível que causa quedas nos colaboradores que têm que subir
para cima destas para efetuar as operações citadas [PB.13 – secção 4.3].
CAUSA
Na zona de cabines existe um elevado número de caixas por cor (no Anexo 15 encontra-se o inventário das caixas em stock , efetuado em Maio de 2011).
A colocação das caixas no local é efetuada sem verificação da necessidade por semana.
Embora, em alguns casos, os rótulos das estantes sãp respeitados, em outros casos este facto não se verifica.
EFEITO
As quantidades elevadas levam a que exista alguma dificuldade em encontrar a cor a pintar e saber a quantidade existente por cor.
O elevado stock origina que os colaboradores não despenda tempo na procura da caixa com menor prazo de validade e, consequentemente, existissem caixas de tinta com o prazo expirado
A utilização de caixas com validade expirada (no Anexo 16 apresenta-se o registo de caixas com prazo expirado em Março 2011) pode causar NC.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 51
Figura 35 - Aberturas na Cabine Tribo
Figura 36 - Posto de Lixar
Na empresa não existe conhecimento dos custos suportados com as peças que eram lixadas, devido a
NC, e posteriormente colocadas no posto indicado na Figura 37 [PB.14 – secção 4.3]. Após as cabines
encontram-se duas mesas (Figura 38) destinadas à colocação de peças pintadas na cabine manual.
Figura 37 - Posto de Secagem Manual /Colocar Peças
Figura 38 - Mesas para Colocação de Peças Após
Cabines
As mesas apresentam-se degradadas assim como as respetivas escadas. Os materiais auxiliares, como é
o caso de ganchos e panos, encontram-se em caixotes do lixo (lado esquerdo das mesas) e disperso na
zona. Estes factos contribuíam para um desperdício de tempo e movimentações quando os colaboradores
necessitam dos materiais [PB.15 – secção 4.3].
4.2.5. TÚNEL DE POLIMERIZAÇÃO
Como referido anteriormente, a primeira parte da estufa encontra-se desativada, pois não é compatível
com as cores pintadas na empresa, sendo apenas a segunda parte alvo de estudo.
No TUP existem 3 queimadores, devendo estes encontrar-se entre 180°C e 200°C, de modo a que a
polimerização decorra de forma correta. No TUP foi realizado o mesmo processo efetuado no TUS para
aferição das temperaturas existentes no seu exterior, tendo-se obtido os valores indicados na Tabela 12.
Tabela 12 - Medições de Temperatura no TUS
Queimador 23 Fevereiro (9h10) 17 Março (09h30) 23 Maio (10h00)
Queimador 4 151 186 168
Queimador 5 155 203 203
Queimador 6 177 203 205
Limite inferior = 180 °C Limite superior = 200 °C

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 52 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Das temperaturas recolhidas apenas uma se encontra dentro do valor estipulado. Os valores fora intervalo
de especificação definido, podem resultar em peças mal polimerizadas [PP.1 – secção 4.3].
Na empresa não existem testes mecânicos nem químicos que permitam verificar a boa polimerização das
peças, não se podendo, portanto, afirmar se as peças se encontram em boas condições para serem
enviadas para os clientes [PP.2 – secção 4.3].
Em semelhança com o averiguado no TUS, verificou-se que no TUP existem perdas de calor. Neste, o ar
entra pela entrada e saía pela saída do túnel, o que causa muito calor na zona da descarga [PP.3 –
secção 4.3]. Este facto resulta, também, num consumo de gás excessivo.
4.2.6. DESCARGA
Na descarga existem dois colaboradores fixos e um rotativo (o pintor). Os colaboradores presentes no
posto de descarga têm que retirar as peças suspensas no transportador dando o destino correspondente
a cada uma. As peças podem ser colocadas em locais que se encontram mais ou menos definidos para
stock na descarga, onde os colaboradores da montagem, quando necessitam, se deslocam; ou são
transportadas diretamente para os postos de montagem.
Os locais que se encontram pré-definidos para stock foram estabelecidos pelos colaboradores encontram-
se no Anexo 17. Na imagem seguinte apresenta-se o caso do stock de frentes de gavetas.
Figura 39 - Stock de Frente de Gavetas
Este stock foi definido junto a um pilar, uma vez que permite apoiar os bastidores (nos quais as frentes
de gavetas surgem), e se encontram numa região próxima à zona de montagem dos blocos. Cada bloco
leva, no mínimo, duas frentes de gavetas, necessitando os colaboradores de possuírem próximos deles as
frentes de gavetas. Esta forma de armazenamento (em caixas de papelão) é reconhecida na empresa
como imprópria. Armazenar deste modo não permite uma deslocação prática dos stocks (pois existe o
risco das caixas se romperem), causa uma elevada ocupação da área fabril, não possibilita a descarga
das frentes de gavetas dos bastidores nos sítios desejados (em especial diretamente do transportador),
entre outros fatores [PD.1 – secção 4.3].
Embora tenha sido apresentado um tipo de peça em particular, é necessário rever os stocks que se
encontram na descarga de forma particular, de modo a diminuir a área ocupada e melhorar as condições

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 53
de trabalho tanto dos colaboradores da descarga como da montagem [PD.2 – secção 4.2.6].
Na zona de descarga, ilustrada na Figura 40 e Figura 41, encontra-se não só o WIP retirado do
transportador, à espera de ser transportado para a montagem, como a máquina de embalar prateleiras
(assinalada a vermelho na Figura 40) e o armazém expresso10 (sinalizado a verde no Figura 41).
Figura 40 - Zona de Descarga (Parte 1)
Figura 41 - Zona de Descarga (Parte 2)
Os locais tanto da máquina de embalar como do Armazém Expresso parecem inapropriados, uma vez
que o armazém expresso deveria encontrar-se junto aos cais, e a máquina de embalar deveria ser
remetida para junto do armazém expresso [PD.3 – secção 4.3].
Em relação à descarga das peças do transportador, esta é efetuada junto à saída do TUP. Neste local, o
forte calor sentido causa bastante desconforto nos colaboradores, para além das peças saírem muito
quentes. O calor sentido era de tal ordem que os colaboradores mesmo com as luvas queimam-se,
danificando as próprias luvas e, consequentemente, manchando o material [PD.4 – secção 4.3].
Os colaboradores ao retirarem as peças têm que verificar se estas se encontram conformes. Caso
apresente defeitos estes têm que ser registados na folha colocada na bancada da descarga para este
efeito. A folha na qual têm que registar as NC encontra-se no Anexo 18.
Durante os meses de análise notou-se a despreocupação da maioria dos colaboradores, no apontamento
dos defeitos resultantes da pintura [PD.5 – secção 4.3]. Estes contestam que os motivos para não
registarem prendem-se à falta de tempo no momento em que a peça com defeito aparece e, por vezes, o
10 A denominação “Armazém Expresso” refere-se a determinados produtos, que ostentam elevada quantidade de vendas e, portanto, existem em stock numa diversidade limitada de acabamentos.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 54 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
esquecimento. No entanto, por observação e pelos comentários de outros colaboradores da empresa,
existe uma certa pressão por parte de alguns pintores para que o registo não seja efetuado. Este facto
talvez se deva ao pensamento de que os defeitos registados sejam falha dos pintores.
Os colaboradores criaram a ideia que caso não haja registo, “não existem problemas na secção” e,
portanto, não são considerados culpados. No entanto, diariamente são deslocadas peças com defeito
para o posto de lixar, tanto provenientes do posto de descarga da pintura, como da montagem.
O registo das NC identificadas após a pintura pode auxiliar na perceção dos problemas existentes na
pintura e, consequentemente, na melhoria destes. Na empresa embora alguns colaboradores tivessem
opiniões acerca da origem dos defeitos, estas não eram debatidas e do conhecimento de todos os
intervenientes [PD.6 – secção 4.3].
No presente trabalho tentou-se identificar, o mais exaustivamente possível – tendo como limitação o
tempo e os objetivos do projeto – as causas dos tipos de defeitos para que estas pudessem ser anuladas.
Complementarmente ao registo de NC é da responsabilidade do Chefe de Célula, ou outro colaborador
por este delegado, o registo da espessura da tinta nas peças. Este registo estava definido com a seguinte
periocidade: a medição deve ser efetuada no início de cada cor e, no caso de se pintar 2h ou mais a
mesma cor, devem ser efetuadas medições, a um mínimo de 4 peças de 2h em 2h.
Os registos deviam ser colocados no impresso citado na secção 4.2.4. Contudo este impresso apenas era
utilizado para registo de produção (nas cabines), não existindo qualquer registo de espessuras por parte
dos colaboradores [PD.7 – secção 4.3]. A periocidade exigida é, no entanto, considerada excessiva, pois
constantemente se muda de cor, impondo um permanente registo de espessuras de peças.
Sem um registo real do que sucede é impossível aperceber-se da verdadeira realidade da secção de
pintura. Numa abordagem inicial a este problema, foram tratados os dados relativos às NC registadas na
descarga desde 2008.
Em relação ao ano de 2008, desde que existem registos (mês de novembro), apenas 4 dias não
apresentam qualquer registo de NC, não se sabendo se pela negligência da anotação ou pela verídica
inexistência. No que concerne aos defeitos registados pelos colaboradores, verifica-se uma elevada
quantidade e diversidade de defeitos (Figura 42), sendo a falta de tinta o defeito mais comum com
37,24% das ocorrências em novembro e 40,47% em dezembro, seguido do tipo “Outro” em que não há
registo ao que se refere (podendo ser queda na estufa, defeito de chapa, entre outros). Este tipo “Outro”
caso não apresente indicada a real razão não é possível identificar se se trata de um tipo ou vários tipos
com um grande peso nas NC.
É ainda de referir que nestes dois meses, a média de defeitos diários, nos dias em que existiu registo foi
de 54,3 artigos não conformes em novembro e 61,5 artigos não conformes em dezembro.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 55
Figura 42 – Não Conformidades 2008
A cor que apresenta maior índice de defeitos é a cor 18 (preto não texturado) com uma percentagem da
ocorrência de defeitos de 40,41% (em novembro) e 55,83% (em dezembro).
Em relação a 2009, existem registos de apenas 40% dos dias de trabalho. Neste ano o tipo de defeito
com maior ocorrência é o tipo “Outro” com770 registos (42,3%), seguido do defeito “Falta de tinta” com
547 registos (30,1%), os valores podem ser visualizados na Figura 43. Do tipo “Outro”, dos que
apresentavam especificação do defeito em concreto, em primeiro lugar ostenta-se o defeito “Peça
amolgada por queda” com 139 registos (18,1% do tipo “Outro”) e “Peça contaminada com outra cor”
com 138 registos (17,9%).
Figura 43 - Não Conformidades 2009
A cor com maior índice de ocorrência de defeito (33,8%) volta a ser a cor 18, em semelhança com o ano
2008. Dos dias com registo, existe uma média de 19,8 unidades NC por dia.
No ano 2010, apenas em 4 meses do ano existiu registo de defeitos. Nestes 4 meses, somente em
36,7% dos dias existiu o registo de defeitos na descarga. O tipo de defeito com maior número de registos

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 56 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
foi o tipo “Outro” com 42,8% (189 registos), seguindo-se a “Falta de tinta” com 23,3% (ver Figura 44). Do
tipo “Outro”, das NC registadas com o respetivo motivo, a razão “Peças contaminadas com outra cor” foi
a que apresentou maior número de registos (54,5%).
Figura 44 - Não Conformidades 2010
Com 45,03% dos registos de NC, a cor 18 voltou a ser o acabamento com maior número de peças não
conformes, em semelhança com os anos analisados anteriormente.
Em relação aos limites das espessuras, ao longo do estudo percebeu-se que não eram adequados a
todas as cores tendo-se, portanto, que analisar e ajustar os valores de modo a garantir uma boa pintura
[PD.8 – secção 4.2.6].
No decorrer do período de análise ocorreram problemas com alguns lotes de algumas cores pintadas na
empresa. Ao receber um novo lote, de determinada cor, o Departamento de Compras compara com um
provete presente (a um determinado tempo) no seu departamento, verificando visualmente se a cor se
encontra conforme. Este controlo de entrada de lote demonstrou-se insuficiente, uma vez que é uma
análise muito subjetiva e, por vezes, quando se verifica a NC do lote este já não tem tempo de ser
reclamado e forçosamente tem que ser utilizado.
A falta de testes químicos ou mecânicos para análise de novos lotes de cores, assim como a comparação
com padrões ao longo do tempo mostrou-se uma forte lacuna na empresa [PD.9 – secção 4.3]. Os
provetes efetuados, tanto para uso externo como interno, não eram registados, não existindo um controlo
da variação das cores ao longo do tempo, da razão para a pintura de provetes, assim como dos provetes
realizados para outras entidades [PD.10 – secção 4.3].
No que concerne às diversas cores pintadas na empresa, tem-se conhecimento que existiu na descarga
um biombo com amostras dos vários acabamentos, uma vez que existia ainda a estrutura com a
respetiva identificação. A falta de provetes das diversas cores em catálogo e especiais torna-se uma
lacuna na zona de descarga, uma vez que por vezes necessita-se de um padrão de comparação com as

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 57
cores que as peças se encontram pintadas [PD.11 – secção 4.3].
Os vários registos indicados, assim como os materiais da zona de descarga eram efetuados/colocados
numa estante (bancada) disponível para estas finalidades (Figura 45). A estante apresenta-se bastante
amolgada e desorganizada, existindo um desaproveitamento de espaço e um acumular de material
obsoleto [PD.12 – secção 4.3].
Em relação ao modo de armazenagem dos ganchos que são retirados do transportador (quando extraídas
as peças), estes são lançados para caixas que se encontram no chão (Figura 46).
Figura 45 - Bancada da Descarga
Figura 46 - Ganchos na Descarga
Uma vez que os colaboradores atiram para o chão os ganchos, no final do dia existe uma grande
quantidade de ganchos espalhados no pavimento que, posteriormente, têm que ser apanhados e que
dificultam as movimentações na zona [PD.13 – secção 4.3].
4.3. SÍNTESE DOS PROBLEMAS IDENTIFICADOS
Na tabela seguinte encontra-se um resumo de todos os problemas indicados precedentemente.
Tabela 13 - Síntese dos Problemas Identificados
Nº PROBLEMA EFEITO
PG.1 Falta de conhecimento das mudanças de velocidades, velocidade média, paragens do transportador, entre outros
Impossibilidade de agir de modo eficaz nos aspetos mais urgentes a melhorar
PG.2 Degradação do pavimento e paredes
Dificuldades de movimentações e transportes, com quedas de pessoas e materiais; as paredes soltam poeiras que causam defeitos nas peças. Ambas as degradações causam um ambiente de trabalho descuidado
PC.1 Falta de identificação das peças
presentes nas zonas de stocks Dificuldade na junção de peças, desperdiçando-se tempo e movimentações; causa também esperas
PC.2 Elevada desorganização das zonas de
stock na carga
Desperdício de tempo na procura de peças; sobreprodução; qualidade; esperas; transportes e movimentações desnecessárias; e custos relativos aos stocks
PC.3 Elevado tempo de espera na decisão do
local para colocar as peças a pintar Espera dos colaboradores da serralharia e armazéns (5 minutos extra)
PC.4 Desorganização do posto do chefe de
célula Desperdício em deslocações e esperas; mau local de trabalho

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 58 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Nº PROBLEMA EFEITO
PC.5
Problema no aproximar das peças para
colocação no transportador devido à
desorganização da zona
Espera para saber qual o material a colocar e por vezes necessitam de efetuar movimentações desnecessárias de modo a alcançar as peças a colocar no transportador
PC.6
Existência de um grande número de
peças com água, com necessidade de
retoques, com colocação que origina
uma área desocupada elevada por
cabide, entre outros fatores
Ocorrência de defeitos; transportador com carga inferior à possível; movimentos desnecessários de pintores; peças em stock mais tempo do que necessário; esperas dos pintores para dar retoques
PC.7 Desorganização dos ganchos Desperdício de tempo em deslocações e procura dos ganchos necessários
PC.8
Elevada quantidade de ganchos no final
da secção de pintura e posterior
necessidade de deslocação para recolha
destes
Deslocações para recolha de ganchos e por vezes necessidade de paragens do transportador por falta de gancho; a paragem pode originar defeitos nas peças
PC.9 As caixas existentes com ganchos não
são adequadas e encontram-se dispersas Desperdício de tempo na procura dos ganchos e deslocações para a utilização destes; possível origem de defeitos nas peças
PC.10 Demasiado tempo na colocação de peças
pequenas Necessidade de paragem do transportador para colocar peças
PT.1
Degradação e desorganização da
bancada de controlo e análise dos
banhos
Desperdício de tempo na procura de materiais; mau aspeto do PT
PT.2 Falta de controlo e análise diária dos banhos
Defeitos nas peças
PT.3
Design e modo de colocação no
transportador causam problemas
posteriores
Defeitos nas peças; movimentações desnecessárias; esperas
PT.4 Exterior e zona envolvente do TTS bastante danificado
Problemas em movimentações; mau ambiente de trabalho
PT.5 Má e difícil manutenção dos aspersores
Queda das peças (sucata ou posterior desempeno); problema de qualidade das peças por insuficiente tratamento de superfícies; desperdício de tempo na manutenção dos aspersores
PT.6 Falta de anotação das datas de mudanças dos banhos para controlo da periocidade
Problemas de qualidade nas peças por má tratamento de superfícies; processamento inadequado por parte do colaborador que não respeita os procedimentos documentados
PS.1
Temperaturas dos queimadores inferiores
às necessárias e regulação para limites
não especificados
Problemas de não secagem das peças (defeitos); movimentações de colaboradores para secar as peças; colaborador a desrespeitar os procedimentos documentados
PS.2 Excesso de água proveniente das peças Danifica as câmaras de gás e chão falso do TUS
PS.3 Exterior do TUS bastante deteriorado Mau ambiente de trabalho
PB.1 Desorganização do material da cabine corona
Causa esperas e movimentações desnecessárias na procura dos componentes; área ocupada desnecessariamente
PB.2 Desorganização do material da cabine tribo
Causa esperas e movimentações desnecessárias na procura dos componentes; área ocupada desnecessariamente
PB.3 Espaço ocupado pela cabine desativada Área fabril ocupada; utilizada para colocar stocks; possível contaminação das peças no transportador
PB.4 Elevado tempo de mudança de cor nas cabines
Transportador parado; possíveis defeitos nas peças; movimentações desnecessárias; processos efetuados de modo errado; necessidade de stocks maiores e tempos de espera

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 59
Nº PROBLEMA EFEITO
PB.5 Dependência do conhecimento de apenas um colaborador para reiniciar cabine corona
Processo inadequado estando toda a secção dependente de um colaborador
PB.6 Caixas vazias de tinta Ocupam espaço e dificultam as movimentações
PB.7 Stock desapropriado de caixas das várias cores junto às cabines
Defeitos; stocks elevado; movimentações desnecessárias; utilização de caixas com prazo de validade expirado
PB.8 Mudança de componentes e manutenção das cabines necessitavam de revisão para não causar problemas posteriores
Diminuição da fiabilidade das máquinas; maior quantidade de NC
PB.9 Aberturas na cabine tribo Originam dificuldades na aspiração, perdas de pó e sujidade na zona
PB.10 Falta de tinta no recipiente do pó, no momento de pintura
Obriga à paragem do transportador; pode causar NC
PB.11 Ajustes manuais das distâncias das pistolas e parâmetros
Quando não realizado corretamente, causam NC nas peças
PB.12 Degradação e desorganização das mesas do posto de lixar
Movimentações desnecessárias na procura dos componentes; mau ambiente de trabalho
PB.13 Desorganização e desnível das mesas do posto de secagem manual /colocar peças no transportador
Quedas de operários; mau ambiente de trabalho
PB.14 Desconhecimento do custo de repintura por NC das peças
Impossibilidade de comparar possíveis melhorias no processo
PB.15
Degradação das mesas destinadas à colocação das peças pintadas na cabine manual e desorganização dos materiais auxiliares
Desperdício de tempo na procura de materiais e espaço ocupado; área de trabalho em mau estado; difícil deslocação das mesas
PP.1 Temperatura dos queimadores fora dos limites de especificação
Defeitos nas peças; processamento incorreto
PP.2 Falta de testes químicos/mecânicos de polimerização
Defeitos nas peças; processamento incorreto
PP.3 Calor excessivo na zona de descarga derivado das perdas do TUP
Más condições de trabalho; consumo excessivo de gás
PD.1 Stock de frente de gavetas em caixas de papelão
Podem ocorrer defeitos devido às quedas e mau armazenamento; área fabril ocupa; necessidade de muitas movimentações e transportes; processamento inadequado para efetuar o seu armazenamento; espera para efetuar montagem
PD.2 Falta de definição na disposição dos stocks relativos aos vários tipos de peças na descarga
Movimentações desnecessárias; stocks não controlados; esperas de material; transportes excessivos
PD.3 Armazém Expresso e máquina de embalar na zona de descarga
Área da descarga ocupada; dificuldade de circulação tanto de pessoas como de peças
PD.4 Calor na zona de descarga e elevada temperatura das peças
Más condições de trabalho; defeitos nas peças por contaminação das luvas; processamento incorreto devido às peças saírem quentes
PD.5 Falta de anotação dos defeitos resultantes da pintura
Impossibilidade de verificar problemas que causam NC; Incapacidade de verificar melhorias existentes; impossibilidade de calcular os custos reais das NC (por tipo)
PD.6 Pouco reconhecimento das diversas causas dos defeitos
Inaptidão de tratar os problemas na origem; impossibilidade de agir de imediato face à primeira ocorrência
PD.7 Ausência de registo de espessuras Impossibilidade de estabelecer padrões conforme o acabamento e/ou peça; impossibilidade de alertar pintores caso hajam desvios
PD.8 Limites inadequados da espessura de tinta
Defeitos das peças; movimentações e transportes desnecessários; esperas

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 60 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Nº PROBLEMA EFEITO
PD.9 Falta de testes químicos/mecânicos para controlo de novos lotes e acabamentos ao longo do tempo
Defeitos das peças; movimentações e transportes desnecessários; esperas; processo inadequado
PD.10 Ausência de registo dos provetes efetuados
Falta de controlo dos provetes efetuados; impossibilidade de conhecer informações/dados destes
PD.11 Ausência de provetes na descarga Impossibilidade de comparação das cores pintadas (defeitos e processo incorreto); movimentações desnecessárias
PD.12 Desorganização da bancada da descarga Movimentações desnecessárias; más condições de trabalho; esperas; materiais desnecessários; área desaproveitada
PD.13 Desordem na armazenagem de ganchos na descarga
Movimentações desnecessárias; más condições de trabalho; área ocupada excessiva; dificuldades nas deslocações na zona
No capítulo seguinte são apresentadas as soluções delineadas para cada um dos problemas anteriores,
referenciando os problemas eliminados nas propostas sugeridas/implementadas.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 61
5. PROPOSTA E IMPLEMENTAÇÃO DE MELHORIAS
No presente capítulo apresentam-se propostas e implementação de melhorias11 referentes à secção em
estudo, a secção de pintura. As sugestões apresentadas de seguida visam a melhoria da secção em
estudo. Apesar de algumas destas não terem sido executadas na totalidade, elaborou-se planos para que
as melhorias possam ter continuidade.
As sugestões foram, na sua grande maioria, analisadas e implementadas por uma equipa kaizen
constituída informalmente pelo Diretor de Produção, pela autora, por elementos da equipa de
manutenção e por colaboradores da secção de pintura, cooperando variadas vezes com opiniões, os
colaboradores do Departamento de Assessoria de Produção. A visão das várias partes foi essencial para a
diversidade de propostas, bem como para melhorias que garantissem o sucesso na implementação.
De forma a obter-se a opinião dos colaboradores da pintura em relação às possíveis melhorias a realizar
na secção, bem como impulsionar a transmissão de propostas, foram distribuídas folhas. Embora na
empresa já existissem caixas para sugestão de melhorias, estas raramente eram utilizadas, uma vez que
existe o sentimento de que as propostas nunca são consideradas importantes. A primeira iniciativa junto
aos colaboradores foi transmitir a sensação de que eles são um meio fundamental e imprescindível para
a melhoria da secção e que todas as opiniões dadas serão ouvidas, respeitadas e que a sua
implementação será, caso seja viável, efetuada.
Assim, criou-se novas folhas para registo de propostas de melhoria (Figura 47), as quais foram entregues
pessoalmente a cada colaborador da secção e cujo modo de devolução foi deixado à escolha de cada um.
Foi indicado aos colaboradores que a entrega poderia ser realizada pessoalmente, como poderia ser
entregue ao chefe de secção, para que este entregasse posteriormente ou, ainda, poderia ser colocada
em zonas específicas para posterior recolha.
Figura 47 - Folha para Registo de Sugestões de Melhoria
Em relação ao preenchimento do nome do colaborador foi dada a mesma abertura de preenchimento,
cabendo a cada um a decisão de preencher, ou não, o campo.
11 Os dados quantitativos apresentam-se, maioritariamente, no capítulo seguinte, referente à discussão de resultados.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 62 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Três semanas após a entrega das folhas indicadas, existiam doze sugestões de melhoria para a secção.
As propostas encontram-se na tabela seguinte.
Tabela 14 - Sugestões de Colaboradores
Nº Sugestão
S1 Ganchos e cabides sempre rebatidos (sem tinta)
S2 Menos rotatividade na zona de descarga
S3 Um porta-paletes novo para a pintura
S4 Telefones internos
S5 Exaustores para vapores resultantes da pintura
S6 Carros novos para colocar as peças pintadas
S7 Ganchos novos para não estragar ao retirar os armários
S8 Melhorar caixas onde se colocam os ganchos
S9 Cimentar o chão da zona de pintura
S10 Estante para suporte de bolsas com identificação (stock de peças na zona de colocação de peças)
S11 Carrinho para transportar caixa dos ganchos
S12 De duas em duas semanas colocar ganchos batidos
As sugestões indicadas foram analisadas juntamente com o Diretor de Produção, tendo sido dada a
aprovação, ou não, ao seguimento para posterior implementação das propostas. Das propostas
indicadas, as sugestões S1, S6, S7, S8, S9, S10, S11 e S12 foram alvo de melhorias, as propostas S2,
S3 E S5 foram rejeitadas, enquanto as sugestões S4 serão alvo de resolução no futuro.
Estas sugestões complementaram as propostas da autora, tendo-se atingido melhores resultados devido
à entreajuda dos colaboradores.
5.1. MELHORIA DE POSTOS DE TRABALHO E ÁREAS ABRANGENTES
Uma vez que toda a secção se apresenta bastante desorganizada, utilizou-se a ferramenta 5S de forma a
melhorar o aspeto/organização. Com a aplicação desta ferramenta, que se apresenta como de fácil
utilização e com resultados visíveis, visou-se colmatar a falta de organização e, complementarmente,
tentar induzir nos colaboradores uma maior satisfação pela secção e pelo próprio trabalho que efetuam.
Estes sentimentos têm sido dissipados ao longo dos anos, pois toda a secção se encontra degradada e os
espaços descuidados.
Nas formações existentes na empresa, a ferramenta 5S foi alvo de explicação aos colaboradores. Este
facto permitiu que estes conhecessem as atividades que iriam ser realizadas e a sua finalidade.
Nestas melhorias foram efetuadas: triagens de materiais, separando todos os materiais necessários dos
não necessários (1º S); arrumação, onde foram estipulados locais específicos para que todos os
colaboradores facilmente percecionem onde se encontram os materiais, tendo-se optado por colocar os
materiais utilizados constantemente junto aos colaboradores, os utilizados ocasionalmente próximos do
PT e os raramente usados em locais mais longínquos (2º S); limpeza (3º S), neste “s” para além da
limpeza propriamente dita foram alertados os colaboradores para não sujarem, tendo sido assegurados

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 63
locais próximos dos PT para a colocação dos resíduos; o 4º S é por vezes indicado como o senso onde se
devem incidir as preocupações com a higiene e segurança no trabalho, assim como com questões
ergonómicas, neste senso, adotado como senso de normalização foram criadas regras para que os
anteriores sensos fossem cumpridos, por exemplo a utilização de cores e rótulos para fácil identificação
(este senso está fortemente ligado à gestão visual, pois facilmente se detetam ocorrências fora do padrão
estabelecido); por fim é imprescindível manter o compromisso de manter os 4S anteriores, tendo sido
inicialmente alvo de controlo e depois assumida a responsabilidade dos colaboradores cumprirem as
melhorias efetuadas, assumindo estes um papel fundamental na melhoria contínua do PT e,
consequentemente, da empresa. Em relação ao último senso, após conversação com os intervenientes,
foram feitos vários controlos e alertas, de forma a verificar se se estava a cumprir o efetuado.
O primeiro grande objetivo para a secção de pintura, de forma a mudar totalmente o aspeto desta, foi a
reparação e pintura do pavimento, assim como das paredes. De modo a reparar as fendas existentes,
foram adquiridos produtos especiais que resistem à passagem dos carros – que transportam as peças –
assim como à circulação dos empilhadores. Após reparadas as fendas, o pavimento foi pintado e as
limitações dos corredores repintadas (Figura 48).
As paredes foram igualmente alvo de melhoria, tendo sido reparadas e repintadas. As obras indicadas
foram cruciais para que os colaboradores sentissem maior gosto pela secção e se preocupassem em
mantê-la limpa, solucionando-se, deste modo, o PG.2. Adicionalmente foi adquirido um aspirador,
adjudicado à secção de pintura (Figura 49). Este foi escolhido com base no tipo de tinta a aspirar. Na
implementação restringiu-se um local, com vista a colocação do mesmo, e foram responsabilizados os
pintores pela limpeza contínua da secção.
As linhas efetuadas no chão (a amarelo) fazem parte da padronização (4º S) sendo essencial para o 5º S
(auto-disciplina), uma vez que os colaboradores sabem que têm que transitar nos corredores e não
colocar material nestes.
ZONA DE CARGA
A bancada do chefe de célula (ver PC.4 e Figura 20) foi desenhada e construída tendo em atenção as
necessidades deste (Figura 50). Para o estudo ergonómico foi utilizada a tabela da Universidade do
Minho referente aos dados antropométricos da população portuguesa adulta (Anexo 19). As dimensões
foram calculadas através da fórmula , onde:
p - indica a percentagem como dimensão igual ou superior à P;
m - diz respeito à média da população do sexo em análise;
s - referencia-se ao desvio padrão;
z - representa uma constante para o percentil, que se pode obter pela tabela estatística do Anexo 20.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 64 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Quando se trata de posições em que o colaborador se encontra de pé, às dimensões calculadas devem
ser incrementados 25 mm, correspondentes à correção do calçado (Barroso & Costa, 2010).
Os cálculos (Anexo 22) foram efetuados de modo a satisfazer cerca 90% da população da população
masculina portuguesa, visto que na secção apenas trabalham pessoas do sexo masculino.
Figura 48 - Pavimento Repintado
Figura 49 - Aspirador da Secção
Figura 50 - Novo Posto do Chefe de
Célula
Antes da implementação do novo posto, foi eliminado todo o material desnecessário. A nova bancada
apresenta zonas diferenciadas para a separação dos documentos nos locais indicados (etiquetas pretas
da figura), estes foram colocados após a arrumação e limpeza dos materiais, permitindo facilitar a auto-
disciplina. A nova bancada tem possibilidade de deslocação, pois possui rodízios e um tamanho
adequado a esta finalidade. A área ocupada é de 0,472 m2.
ZONA DE CABINES
A ferramenta 5S foi utilizada nos componentes existentes nas zonas da cabine corona e tribo. Para estes
existiam armários, para além de se encontrarem componentes armazenados em outros locais, como é
exemplo a cabine tribo fora de utilização (ver PB.1 e Tabela 7, bem como PB.2 e Tabela 8).
Inicialmente identificaram-se as zonas onde existe material da cabine, em segundo lugar separou-se o
material – material obsoleto, material necessário e material a ser reencaminhado para outros
colaboradores – de seguida foi ponderada a dimensão necessária do armário. Este foi um passo
fundamental, pois não se poderia permitir que a sua dimensão originasse nova armazenagem de material
não necessário para a cabine. Deste modo optou-se pelo armário da Figura 52, para a cabine corona.
De forma similar, escolheu-se o armário apresentado na Figura 52 para os componentes da cabine tribo.
O material existente no interior encontrasse separado por tipo e etiquetados para mais fácil identificação.
Os armários utilizados foram aproveitados de produtos considerados obsoletos. Conjuntamente a estes
factos, a área ocupada pelo armário da cabine corona é 0,5 m2, embora não tenha existido diminuição na
área, o novo armário apresenta cerca de metade da altura.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 65
Figura 51 - Armário Cabine Corona (Fechado/Aberto)
Figura 52 - Armário Cabine Tribo (Fechado/Aberto)
Em relação ao armário da cabine tribo, a área ocupada é de 0,34 m2 (redução de 53% da área), para
além da diminuição de área, o novo armário tem cerca de metade da altura. O facto de se diminuir a área
de armazenamento faz com que os colaboradores tenham especial atenção ao que realmente necessitam
de armazenar, diminuindo-se o material desnecessário.
Em relação ao armário da cabine corona, ficou ainda por realizar um quadro para colocação das
ferramentas, estando estas na caixa de ferramentas vermelhas visível na Figura 51. Este painel conterá,
apenas, o material estritamente necessário para a manutenção efetuada pelos pintores às cabines.
No que respeita à desordem criada pelas caixas vazias de tinta (PB.6), foi projetado um carro para a
colocação destas. O carro foi situado junto às estantes de tinta, tendo sido colocada uma identificação
para reconhecimento do local onde este deve se encontrar (Figura 53).
A colocação das caixas no carro permite facilidade de movimentações, uma vez que o espaço fica livre. O
carro ocupa 0,44 m2.
A escada existente junto às cabines foi igualmente alvo de aplicação de 5S, no entanto não foi necessária
a aplicação do 1º S. Esta escada é utilizada para a manutenção das cabines e era apoiada em diversos
lugares, tendo os colaboradores sempre que necessitam desta, que despender tempo a procurá-la. De
modo a melhorar este problema foi colocado um suporte para a colocação da escada (Figura 54).
Com esta localização fixa evitam-se os tempos na procura da escada e é reconhecido o local para a
colocação desta, uma vez que foi colocada a respetiva identificação.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 66 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Figura 53 - Carro para Colocação de Caixas Vazias
de Tinta
Figura 54 - Suporte para Colocação de Escada
Em relação ao posto de lixar apenas foi melhorada visualmente 1 das mesas – Figura 55 mesa com
tampo forrado a vermelho. Recuperou-se uma secretária que se encontrava desaproveitada, de forma a
ser possível guardar cada tipo de material em cada gaveta. O estado anterior das mesas pode ser
visualizado na Figura 36, encontrando-se a descrição do problema no PB.12.
Figura 55 - Restauração do Posto de Lixar
As mesas onde são colocadas as peças e limpas, após o TUS e precedentemente à pintura, foram
igualmente alvo de restauração e organização (Figura 56). Estas foram niveladas à mesma altura,
podendo a situação antes de melhoria ser vista na Figura 37. Os cálculos para obtenção da altura
encontram-se no Anexo 23. Os tampos destas foram alvo de reforço, uma vez que para além da
deterioração evidente, também causavam quedas. Procedeu-se, complementarmente, à pintura das
estruturas. As melhorias indicadas permitiram eliminar o PB.13.
Os ganchos, panos e lixas existentes neste posto foram colocados em caixas adquiridas para este efeito,
tendo sido devidamente identificadas. O mesmo foi efetuado para as mesas de colocação de peças
pintadas na cabine manual (Figura 57), onde foram dispostas caixas para ganchos e panos existentes.
Estas mesas foram desamolgadas e pintadas, assim como as escadas. No que concerne à altura em
relação ao transportador, a altura foi calculada (Anexo 24), tendo sido verificada a dispensabilidade de
alteração. De forma a se facilitar a deslocação destas foram colocados rodízios em ambas as mesas. As
medidas indicadas foram sugeridas e implementadas de forma a extinguir o PB.15, encontrando-se visível
as mesas antes da melhoria na Figura 38.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 67
Figura 56 - Posto de Virar/Soprar Após Melhoria
Figura 57 - Mesas Após Cabines Melhoradas
TTS e TUS
Como citado no PT.4 e no PS.3, ambos os túneis apresentam-se bastante deteriorados (Figura 27 e
Figura 31). De modo a melhorar o aspeto destes, os túneis foram alvo de uma desincrustação na parte
exterior, seguida de uma recuperação das fendas e soldadura destas, bem como pintura com uma tinta
apropriada às temperaturas a que estes túneis estão sujeitos. Nas figuras seguintes são visíveis os
resultados após as melhorias indicadas. Estas melhorias permitiram um melhor isolamento dos túneis e
uma menor degradação que, por vezes, contamina os banhos (no caso do TTS).
Figura 58 - TTS e TUP Após Restauração
Conjuntamente à melhoria significativa do aspeto dos túneis, os produtos aplicados permitem uma
melhor conservação das superfícies.
Adicionalmente na zona do TTS foi enterrado um tubo que se encontrava à superfície, permitindo uma
grande melhoria na circulação de pessoas e dos equipamentos de trabalho, como é o caso dos porta-
paletes e dos empilhadores. Complementarmente reduziu-se o risco associado a quedas, bem como o
desperdício de tempo consumido a apertar e desapertar os tubos.
No que concerne à bancada, problema indicado no PT.1, procedeu-se à restauração deste (Figura 59),
encontrando-se a bancada antes de melhoria na Figura 25. Esta melhoria, para além de melhorar o
aspeto da zona, permitiu reduzir o tempo no manuseamento das portas, que se apresentavam
dificuldades de movimentar. Complementarmente, os produtos e equipamentos presentes na bancada
foram rotulados.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 68 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ZONA DE DESCARGA
Na zona de descarga o primeiro alvo de aplicação de 5S foi a estante existente no local. Para a criação do
nova bancada foi adaptada uma mesa de cabeceira hospitalar antiga, tendo sido projetado um suporte
para facilitar a escrita no posto (Figura 60). O dimensionamento deste posto encontra-se no Anexo 25.
Figura 59 - Bancada dos Banhos Restaurada
Figura 60 - Mesa de Cabeceira/Bancada da Descarga
A bancada foi colocada de modo a cada material ter o seu lugar e, assim, não existir perdas de tempo à
procura destes. O facto de existirem espaços limitados não permite a presença de material obsoleto e
desnecessário. Em relação à área ocupada, o novo posto ocupa 0,18 m2. Deste modo solucionou-se o
PD.12, ilustrado na Figura 45.
5.2. ORGANIZAÇÃO DE STOCKS E REDUÇÃO DE WIP
Como referido anteriormente, no capítulo 4, existiam vários problemas originados pelas peças existentes
e o modo que estas se encontram colocadas na zona da carga e descarga da pintura.
ZONA DE CARGA
Na zona de carga inicialmente procedeu-se à eliminação do material obsoleto (1º S da ferramenta 5S)
existente e posterior junção de material igual. Estas atividades permitiram percecionar a real quantidade
de peças existentes por referência, bem como decidir estratégias para o modo de armazenagem.
Em relação às peças existentes em stock, citadas no PC.1 e PC.2, foram destinadas estantes para a sua
armazenagem e colocadas etiquetas para a sua identificação (Figura 61).
A identificação das peças demonstrou-se de elevada importância, uma vez que as etiquetas elaboradas
(Figura 62) contêm o desenho da peça, a descrição, as dimensões e o código, o que facilita na altura de
separar as peças para pintar. De notar que estas etiquetas foram adotadas para a restante fábrica.
Percecionou-se que a quantidade de estantes era excessiva tendo-se eliminado as estantes da zona D e G
e anulado o stock da zona B, encontrando-se estas na Tabela 5. A zona B da Tabela 5 ficou desocupada
para a colocação de peças pequenas deslocadas, principalmente, em contentores. Estas peças são
transportadas apenas quando têm encomendas associadas Estas melhorias resultaram numa eliminação
de stocks numa área de 49,4 m2.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 69
Figura 61 - Identificação de Zonas nas Estantes e
Peças a Pintar
Figura 62 - Exemplo de Etiqueta
Devido à dimensão e modo de produção são fabricadas nas quantidades totais da semana, tendo o chefe
de célula da pintura que separar as quantidades necessárias por cor.
Em relação à área principal de colocação de material a pintar (zona A na Tabela 5), foi utilizado um
sistema de gestão visual que facilita a visualização do local a colocar o material. Para tal utilizaram-se
postes de sinalização antigos, existentes na empresa, tendo-se adaptado porta-letreiros. Estes postes com
sinalização da cor devem ser colocados na zona onde se encontram as peças da cor indicada, como é
exemplo a Figura 63, tendo os colaboradores que colocar os materiais nessa zona.
Figura 63 - Identificação da Cor a Pintar
De forma a facilitar a visualização da existência, ou não, da cor dos materiais que são deslocados para
ser pintados, foi colocado um painel (Figura 64) na entrada da zona de carga. Este painel possui uma
etiqueta por cor, contendo duas para as cores especiais. As etiquetas são colocadas nos porta-letreiros
dos postes de sinalização quando existem peças a ser pintadas.
Quando se encontra uma determinada cor com material a pintar os colaboradores vêm o espaço vazio no
painel, tendo, portanto, que colocar junto às restantes peças. Na situação contrária, os colaboradores têm
que avisar o chefe de célula que coloca um poste com a nova a cor a ser pintada.
O facto de os colaboradores reconhecerem o local onde têm colocar os materiais, permite que em cada
deslocação em que não se encontrava o chefe de célula, diminua em 5 minutos o tempo despendido.
As melhorias citadas precedentemente visam anular as dificuldades citadas nos PC.3 e PC.5.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 70 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Figura 64 - Painel de Cores na Carga: (a) Painel Completo; (b) Cores na Carga
Em relação ao PC.10, foi reservada uma zona onde se encontram as gancheiras e um cabo onde no caso
de paragens, ou tempos disponíveis, os colaboradores da carga devem proceder à colocação das peças
pequenas, efetuando uma pré-carga.
ZONA DE DESCARGA
Para resolução do problema PD.1, visualizado na Figura 39, foram projetadas caixas de dois tamanhos,
de modo a ser possível o armazenamento das frentes de gavetas mais pequenas e maiores. Para
possibilitar um simples armazenamento e tornar possível a deslocação, foram construídas estantes com
rodízios (denominados vulgarmente na empresa por carros) para colocação das caixas pequenas (lado
esquerdo da figura seguinte) e caixas grandes (lado direito da figura).
Figura 65 - Armazenagem de Frentes de Gavetas
O facto de se encontrarem em carros permite não só a descarga do transportador diretamente para os
carros, como o transporte de caixas, ou mesmo o carro completo, para a montagem. Este último reduz
significativamente as deslocações dos colaboradores da montagem à descarga da pintura.
Conjuntamente, devido às frentes se encontrarem separadas por caixas, reduz o tempo despendido na
procura das frentes e separação destas em caso de mistura do tipo.
5.3. ALTERAÇÕES NA ARMAZENAGEM E TRANSPORTE DE GANCHOS
No que concerne aos problemas de desorganização e transporte dos ganhos, na carga e descarga,

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 71
descritos no PC.7, PC.8, PC.9 e PD.13, foi criado um sistema comum às duas zonas com vista à
eliminação dos problemas citados precedentemente.
Inicialmente procedeu-se à eliminação dos ganchos e armações12 que se encontravam em desuso e/ou
danificados. Em segundo lugar procedeu-se à catalogação dos variados tipos de ganchos e respetivo
agrupamento em famílias. De seguida, analisou-se a quantidade de ganchos por tipo, para dimensionar o
tamanho das caixas de armazenamento, assim como as necessidades por tipo, de forma a utilizar-se o
sistema de duas caixas na descarga, ferramenta two bin system mencionada na secção 2.2.5.
Após verificação da quantidade de tipos de ganchos e quantidade de caixas por zona (carga e descarga)
efetuou-se o restauro de estantes existentes na empresa. Posteriormente foram etiquetados os locais das
respetivas caixas, assim como colocadas as etiquetas nas caixas correspondentes, por tipo.
Na estante colocada na carga (Figura 66), cuja situação anterior se encontra na Figura 22, foi destinado
um local (zona inferior esquerda) para colocação das caixas que chegam da descarga. Na estante da
descarga ( Figura 67) definiu-se um local para a colocação da fita estirável e para a colocação dos
suportes (zona inferior esquerda), encontrando-se a situação antes de melhoria na Figura 23.
Figura 66 - Stock de Ganchos na Zona de Carga Figura 67 - Stock de Ganchos na Zona de Descarga
A estante da zona de descarga possui rodízios para permitir facilmente efetuar a descarga no local
pretendido pelos colaboradores. Enquanto na carga projetou-se e construiu-se um carro (Figura 68) para
colocação de caixas com os ganchos a utilizar no tipo de peça que os colaboradores estão a colocar.
Figura 68 - Carro para Colocação de Caixa de Ganchos
12 Também denominadas de bastidores e gancheiras.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 72 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
O modo de funcionamento do sistema criado é apresentado na figura seguinte.
Figura 69 - Procedimento do Sistema de Caixas de Ganchos
Os “suportes” citados na Figura 69 foram projetados de forma a conferir estabilidade à caixa, no
transporte aéreo, bem como a permitir uma fácil colocação no transportador (Figura 70).
O novo método permite uma melhoria significativa na zona de carga e descarga a nível organizacional,
uma diminuição de desperdícios relacionados com movimentação à procura dos ganchos, para além da
diminuição das movimentações para recolha de ganchos de 4 para 1 vez por dia. Conjuntamente o facto
de na descarga os ganchos se encontrarem em estantes com rodízios permite que os colaboradores não
tenham que projetar os ganchos e, posteriormente, despender tempo a recolhe-los.
Em relação à decapagem dos ganchos de maiores dimensões, gancheiras e cabides a armazenagem
foram projetadas caixas para o enviar para o fornecedor decapar. No projeto das citadas caixas foi
colocado um espaço para colocação de uma indicação do número de ganchos/cabides enviados para
decapagem e a data de envio. Similarmente o tamanho da caixa respeitou o tamanho das europaletes de
forma a apresentar um tamanho universal, deixando-se espaço na zona inferior de forma a permitir um
transporte com empilhador ou porta-paletes.
Figura 70 - Envio de Caixas de Ganchos
Figura 71 - Caixa para Envio dos Ganchos/Cabides
para Decapar
Estas estruturas foram construídas, uma vez que os ganchos eram enviados em caixas de papelão que,
com o peso, apresentavam roturas, ostentando difícil manuseamento e transporte.
CARGA
Os colaboradores da carga quando recebem as caixas da descarga (via aérea) devem depositar nas respetivas caixas.
As caixas e suportes da descarga devem ser separados para posterior recolha (no dia seguinte).
DESCARGA
Envio de caixas duplicadas deve ser efetuado quando estas se encontrarem com bastantes ganchos ou, no máximo, às 12h30.
No início do dia devem levar as caixas que contém ganchos à carga, depositar nas respetivas caixas e trazerem todas as caixas da descarga e suportes de caixas.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 73
5.4. SUPERMERCADO DE TINTA EPOXY
Para que o caso o stock de tinta fosse solucionada (PB.7), foi necessário definir uma estratégia que
englobasse não só os colaboradores responsáveis pela utilização das caixas de tinta, como o responsável
pela reposição das caixas.
A ferramenta de LM utilizada para melhoria dos problemas citados precedentemente foi o sistema de
supermercado e kanbans. O sistema kanban utilizado não foi o mais utilizado (sistema de cartões), mas
um sistema de espaços pintados, em que quando é retirada uma caixa o espaço fica livre para a
colocação de uma nova unidade do mesmo acabamento, estando este associado a um cartão simples.
O número de kanbans (n) é normalmente calculado através da fórmula
, como indicado na
secção 2.2.5. A unidade de tempo para que o supermercado foi projetado (lead time), foi de 1 semana,
visto que algumas cores são usadas apenas uma vez neste período e são esgotadas numa utilização.
Em relação ao consumo semanal, uma vez que não existem dados do consumo de tinta, utilizaram-se as
compras de tinta como base para a definição das quantidades a possuir na secção, tendo sido apenas
analisadas as cores em catálogo.
Inicialmente procedeu-se ao cálculo das compras médias semanais (caixas de 20 kg) das variadas cores
(Anexo 26). Estes valores correspondem ao valor da procura média durante o lead time (DL).
As caixas de 20 kg apresentam-se, assim, como a quantidade dos vulgarmente denominados contentores
(c). Deliberou-se que todas as cores em catálogo têm que conter no supermercado, no mínimo, 1 caixa
de tinta. No que concerne ao fator de gestão de imprevistos/mudanças (α), foi considerada uma
percentagem de 5%.
Considerando a análise das caixas semanais, apresentada no Anexo 26, e que cada caixa corresponde a
um kanban, multiplicou-se a quantidade por um fator de segurança (5%), e deu-se uma ponderação a
cada ano (em que quanto mais próximo o ano, maior o peso), obtendo-se as quantidades indicadas na
Tabela 15. Decidiu-se colocar esta ponderação, uma vez que os dados obtidos tendem a encontrar-se
mais reais, no que concerne à fiabilidade dos valores dados pelo programa de gestão, e mais
aproximados dos atuais pedidos dos clientes.
Para as cores 18 e 28 foi deliberada a colocação de uma palete junto às cabines. A cor 18 é comum à
cabine tribo e corona, tendo sido colocada a palete entre as cabines. Relativamente à cor 28, esta ficou
junto à cabine corona (Figura 72), assim como as estantes com as restantes cores.
As diversas cores foram colocadas nas estantes (Figura 73) tendo especial atenção a utilização das
mesmas. Ou seja, as cores com utilização mais frequente foram colocadas em posições que conferem
maior conforto no seu manuseamento (prateleiras centrais), e as menos utilizadas na prateleira superior
e inferior.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 74 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Tabela 15 - Número de Kanbans por Acabamento
COR 2008 2009 2010 2011 QUANT.
SEMANAL
FATOR SEGURANÇA
Nº KANBANS
5,00%
13 0,31 0,19 0,25 0,08 0,18 0,19 1
16 1,72 1,55 2,29 0,63 1,42 1,49 2
18 19,06 17,29 16,80 6,26 12,91 13,56 14
21 0,31 0,21 0,25 0,02 0,16 0,17 1
23 3,75 2,80 4,97 1,56 3,05 3,21 4
28 19,58 15,42 12,86 8,48 12,29 12,91 13
34 0,52 0,00 0,04 0,08 0,10 0,10 1
39 2,92 4,79 5,01 2,85 3,90 4,09 5
45 0,03 0,04 0,00 0,00 0,01 0,01 1
48 2,97 1,88 1,34 0,63 1,33 1,39 2
49 1,20 1,42 1,40 1,05 1,24 1,31 2
148 1,17 0,16 0,00 0,29 0,27 0,28 1
149 2,48 0,40 1,49 0,88 1,12 1,18 2
239 5,89 6,35 9,20 5,42 6,79 7,12 8
241 0,06 0,13 0,21 0,15 0,15 0,16 1
PESO 2 4 6 8
Para além das cores indicadas precedentemente, foram incluídas 3 novas cores que entraram em
catálogo durante a dissertação, tendo sido colocada uma unidade para cada.
Figura 72 - Palete de Cor 28
Figura 73 - Estantes de Armazenamento de Caixas de Tinta
Cada local para colocação das caixas é identificado com uma amostra da cor correspondente, com o
número do acabamento, assim como a cor correspondente (verde, amarelo ou vermelho), conjuntamente
em cada amostra encontra-se o kanban para requisição do material, em que cada kanban corresponde a
uma caixa (Figura 74). A quantidade correspondente a cada kanban é de fácil interpretação, uma vez que
cada um corresponde ao local de uma caixa na estante.
39 16 49
Figura 74 - Kanbans de Requisição
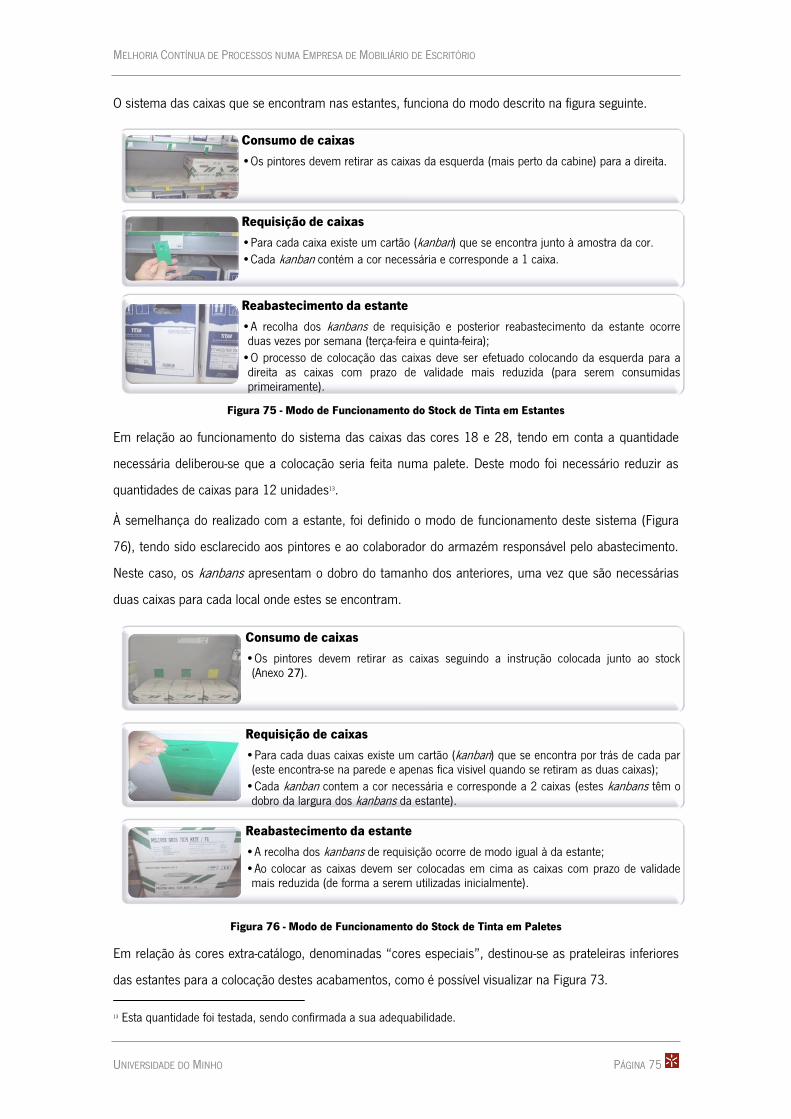
MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 75
O sistema das caixas que se encontram nas estantes, funciona do modo descrito na figura seguinte.
Figura 75 - Modo de Funcionamento do Stock de Tinta em Estantes
Em relação ao funcionamento do sistema das caixas das cores 18 e 28, tendo em conta a quantidade
necessária deliberou-se que a colocação seria feita numa palete. Deste modo foi necessário reduzir as
quantidades de caixas para 12 unidades13.
À semelhança do realizado com a estante, foi definido o modo de funcionamento deste sistema (Figura
76), tendo sido esclarecido aos pintores e ao colaborador do armazém responsável pelo abastecimento.
Neste caso, os kanbans apresentam o dobro do tamanho dos anteriores, uma vez que são necessárias
duas caixas para cada local onde estes se encontram.
Figura 76 - Modo de Funcionamento do Stock de Tinta em Paletes
Em relação às cores extra-catálogo, denominadas “cores especiais”, destinou-se as prateleiras inferiores
das estantes para a colocação destes acabamentos, como é possível visualizar na Figura 73.
13 Esta quantidade foi testada, sendo confirmada a sua adequabilidade.
Consumo de caixas
•Os pintores devem retirar as caixas da esquerda (mais perto da cabine) para a direita.
Requisição de caixas
•Para cada caixa existe um cartão (kanban) que se encontra junto à amostra da cor.
•Cada kanban contém a cor necessária e corresponde a 1 caixa.
Reabastecimento da estante
•A recolha dos kanbans de requisição e posterior reabastecimento da estante ocorre duas vezes por semana (terça-feira e quinta-feira);
•O processo de colocação das caixas deve ser efetuado colocando da esquerda para a direita as caixas com prazo de validade mais reduzida (para serem consumidas primeiramente).
Consumo de caixas
•Os pintores devem retirar as caixas seguindo a instrução colocada junto ao stock (Anexo 27).
Requisição de caixas
•Para cada duas caixas existe um cartão (kanban) que se encontra por trás de cada par (este encontra-se na parede e apenas fica visivel quando se retiram as duas caixas);
•Cada kanban contem a cor necessária e corresponde a 2 caixas (estes kanbans têm o dobro da largura dos kanbans da estante).
Reabastecimento da estante
•A recolha dos kanbans de requisição ocorre de modo igual à da estante;
•Ao colocar as caixas devem ser colocadas em cima as caixas com prazo de validade mais reduzida (de forma a serem utilizadas inicialmente).
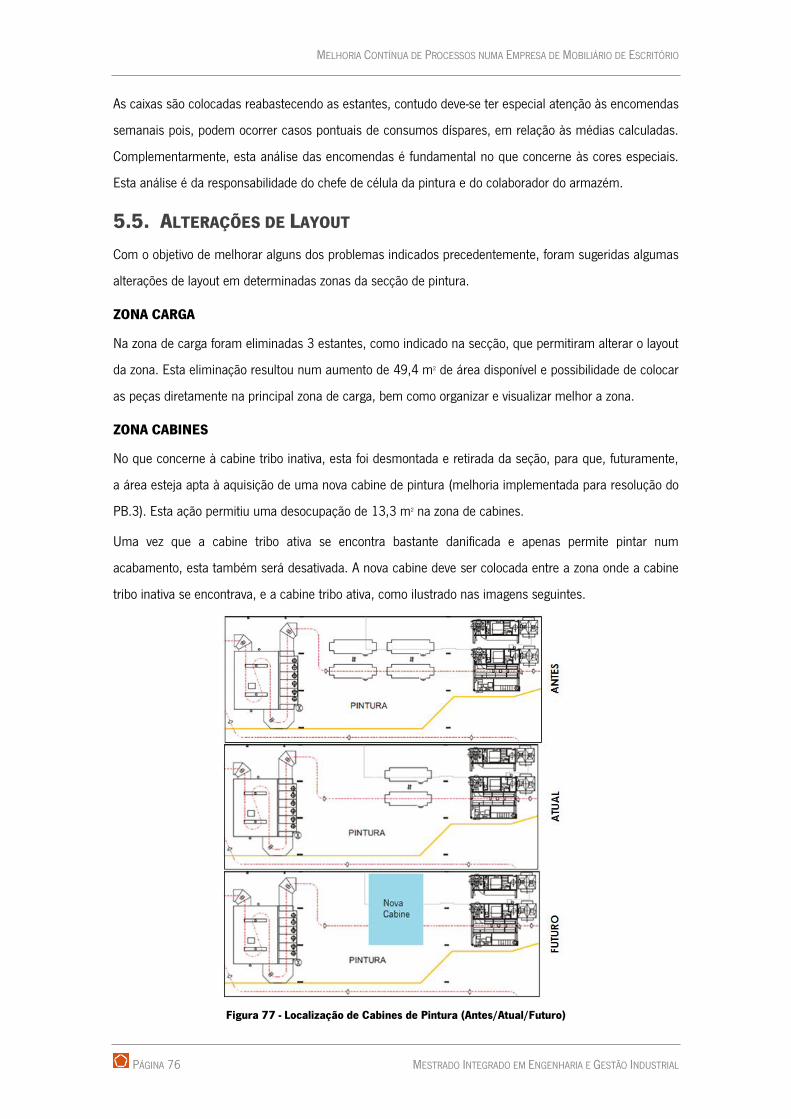
MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 76 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
As caixas são colocadas reabastecendo as estantes, contudo deve-se ter especial atenção às encomendas
semanais pois, podem ocorrer casos pontuais de consumos díspares, em relação às médias calculadas.
Complementarmente, esta análise das encomendas é fundamental no que concerne às cores especiais.
Esta análise é da responsabilidade do chefe de célula da pintura e do colaborador do armazém.
5.5. ALTERAÇÕES DE LAYOUT
Com o objetivo de melhorar alguns dos problemas indicados precedentemente, foram sugeridas algumas
alterações de layout em determinadas zonas da secção de pintura.
ZONA CARGA
Na zona de carga foram eliminadas 3 estantes, como indicado na secção, que permitiram alterar o layout
da zona. Esta eliminação resultou num aumento de 49,4 m2 de área disponível e possibilidade de colocar
as peças diretamente na principal zona de carga, bem como organizar e visualizar melhor a zona.
ZONA CABINES
No que concerne à cabine tribo inativa, esta foi desmontada e retirada da seção, para que, futuramente,
a área esteja apta à aquisição de uma nova cabine de pintura (melhoria implementada para resolução do
PB.3). Esta ação permitiu uma desocupação de 13,3 m2 na zona de cabines.
Uma vez que a cabine tribo ativa se encontra bastante danificada e apenas permite pintar num
acabamento, esta também será desativada. A nova cabine deve ser colocada entre a zona onde a cabine
tribo inativa se encontrava, e a cabine tribo ativa, como ilustrado nas imagens seguintes.
Figura 77 - Localização de Cabines de Pintura (Antes/Atual/Futuro)

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 77
Esta localização justifica-se pela necessidade de limpeza e colocação de algumas peças após a saída do
TUS, complementada pelo afastamento da outra cabine de forma a reduzir possíveis contaminações entre
cabines. A futura cabine deve ser adquirida tendo em conta as seguintes especificações:
• Dois postos de retoques manuais (um em cada lado da cabine), sendo estes antes da pintura
automática;
• Controlo automático do consumo de pó;
• Controlo automático da distância das pistolas;
• Parâmetros automáticos (por exemplo da velocidade) em relação à cor utilizada;
• Melhor sistema de limpeza;
• Mudança de cores rápida e com menor probabilidade de contaminações.
De notar que a aquisição da nova cabine não ocorrerá no presente ano.
ZONA DESCARGA
A zona de descarga atual apresenta diversos problemas, indicados em PP.3, que serão eliminados com a
alteração do local desta.
Assim, propõe-se a transição desta para junto das cabines. Para tal, ter-se-ia que descer o transportador
após a curva existente na zona paralela às cabines de pintura, para que a descarga passasse a ser
efetuada no alinhamento da carga. Consequentemente, o posto de lixar teria que ser deslocado.
A nova posição da descarga traria grandes vantagens entre elas:
• Melhoria na movimentação das peças;
• Maior tempo de arrefecimento das peças;
• Informação imediata das NC existentes;
• Maior aproximação ao posto de lixar (responsável pelo tratamento das NC);
• Possibilidade de maior entreajuda entre pintores.
Desta forma resolvem-se os problemas indicados em PD.4. Propõe-se a inserção do posto de lixar numa
zona isolada, pois deste resultam diversos pós que podem contaminar as peças.
A mudança da zona de descarga está prevista para a próxima interrupção de trabalho com duração de
cerca de uma semana, e será realizada pelos colaboradores da empresa, com o auxílio de um técnico da
empresa fornecedora do transportador (caso os colaboradores da empresa considerem necessário).
Com a mudança do local de descarga, existe a possibilidade de alterar o modo de armazenagem das
peças retiradas do transportador. Para esta situação, cuja problemática foi elucidada no PD.2, sugere-se
a limitação de zonas e colocação de painéis suspensos com indicação do tipo de peças existentes. Estes
elementos são sugeridos de forma a facilitar tanto a colocação como a obtenção do material por parte
dos colaboradores da descarga e montagem, respetivamente.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 78 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Figura 78 - Novo Layout Descarga
A localização e dimensão das zonas por tipo de produto foram sugeridas devido às seguintes
considerações:
• Armários: representam os produtos com maiores dimensões e, assim, destinou-se o seu
armazenamento junto ao posto de montagem de armários;
• Secretárias: este tipo de produtos é o mais vendido da empresa e com maior número de
componentes. Portanto, propõe-se que fiquem mais perto da zona de montagem de secretárias;
• Blocos: embora sejam um produto com elevada quantidade de vendas, estes são armazenados em
lotes e transportados deste modo para a descarga, colocando-se após os armários e do lado
esquerdo (lado da montagem onde se encontram os PT deste tipo de produto);
• Diversos: estes tipos de produto apresentam-se como o de menor quantidade vendida e com
menores dimensões. Neste local devem também ser colocadas as cadeiras cujas estruturas são
pintadas na empresa, pois correspondem a uma quantidade reduzida.
O posto de lixar encontra-se do lado contrário à descarga, assim como o local em que devem ser
colocadas as peças NC, de modo a facilitar a organização e transporte do colaborador responsável pelo
tratamento destas.
A máquina de embalar e o armazém expresso foram retirados da zona de descarga, resolvendo o PD.3 e
libertando 178,8 m2 da zona de descarga.
5.6. CONTROLO DA SECÇÃO DE PINTURA
Ao analisar-se a secção de pintura, constatou-se que o transportador para diversas vezes ao longo do dia
e que a velocidade deste é várias vezes alterada. Paralelamente a estes indicadores, sentiu-se a
necessidade de preparar a secção para que, no futuro, esteja apta para iniciar automaticamente a

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 79
preparação dos banhos e túneis, para além de parar caso as condições ideais para uma boa pintura não
se verifiquem.
A secção de pintura possui um autómato da década de 80, tendo sido comprado no ano 2003. Embora
tenha sido colocado com a pretensão de controlar a secção, este facto nunca ocorreu, ficando apenas
com a funcionalidade de indicar se os equipamentos estão prontos a funcionar, ou seja, não se encontra
a fazer qualquer tipo de controlo da secção.
Atualmente pretende-se colocar um autómato capaz de efetuar as seguintes funcionalidades:
• Controlo do arranque da secção: deve ligar todos os equipamentos (bombas dos banhos e
queimadores) de forma a permitir que a secção esteja apta no início do turno.
• Controlo das paragens: deve contabilizar o número de paragens, o tempo de cada uma delas e onde
se efetuou a paragem (carga, cabine tribo ou cabine corona).
• Velocidade do transportador: deve indicar qual a velocidade do transportador e registar as alterações
desta, ou seja, deve registar quando a velocidade é alterada e para qual.
• Impedimento de arranque do transportador: deve ser programado para proibir o arranque do
transportador quando não se verifiquem as condições necessárias para uma boa pintura
(temperaturas no TUS, TUS, etc.). Este tipo de automação com toque humano, denominado jidoka,
tem como objetivo a paragem do transportador impedindo a produção de produtos defeituosos,
quando deteta a anomalia, tendo os colaboradores que efetuar a correção. Este mecanismo baseia-
se, também, na obrigatoriedade de que, após resolvidos os problemas, estes devem ser investigados
e a sua origem deve ser anulada.
• Desligar todas as bombas quando o transportador se encontra dois minutos parado, de forma a
impedir que as peças sejam sujeitas a tratamento superficial em excesso e, consequentemente
causar problemas posteriores de qualidade (mecanismo poka-yoke).
• Controlo de queda de peças no TUP através da colocação sensores de infravermelhos que fazem
soar um alarme e parar o transportador quando alguma peça cai, evitando que ocorra o mesmo com
as seguinte e, deste modo, haja um número de peças inferior de NC (jidoka).
Pretende-se que a exportação de dados no terminal seja efetuada em ficheiro Excel e a ligação ao
servidor seja feita por cabo, para que os dados possam ser analisados e colocados numa base de dados.
No local onde estará o autómato (entre a carga e as cabines), encontrar-se-á uma consola que permitirá,
por exemplo, visualizar o local/motivo para a ocorrência de uma paragem que esteja a ocorrer.
Esta proposta de melhoria está prevista ser implementada no final do presente ano, tendo-se já efetuado
os pedidos de cotação e as reuniões com os fornecedores, assim como deliberado quais os
equipamentos a adquirir e empresa subcontratada para a programação e a instalação. Com a
implementação deste autómato o PG.1 seria colmatado.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 80 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
5.7. AUTOMAÇÃO DE PROCESSOS E DISPOSITIVOS
A tendência atual dos processos produtivos visa a utilização de máquinas, a diminuição da dependência
humana e, também, permitir que os colaboradores estejam disponíveis para outro tipo de tarefas. Para a
secção de pintura foram sugeridas aplicações de automação para o TTS e para as cabines.
CONTROLO DE DOSEAMENTO DOS BANHOS DE TRATAMENTO DE SUPERFÍCIES
O controlo dos banhos, como referido na secção 4.2.2, é realizado pelos colaboradores da pintura. O
processo de controlo e posterior ação face aos resultados é efetuado, por vezes, de modo inadequado,
como citado no PT.2 e exemplificado no Anexo 12, o que causa problemas de qualidade.
Tentando corrigir os problemas indicados, sugere-se a colocação de um sistema de controlo dos
parâmetros e posterior doseamento automático para cada banho do TTS (Figura 79). O sistema proposto
deve fazer, através de sondas, o controlo contínuo dos parâmetros indiferenciados para cada banho e,
face aos valores obtidos, dosear a quantidade de produtos necessários para a retificação dos valores. O
constante controlo permite que não haja variações abrutas ao longo do dia nas concentrações dos
banhos, estando estes com concentrações pouco mutáveis.
Por sua vez, o colaborador teria que verificar o correto funcionamento dos mecanismos colocados,
através da verificação semanal das concentrações, de forma a certificar se o doseamento se encontra a
ser feito corretamente. Após contatos com fornecedores para a colocação deste mecanismo, entendeu-se
que o mais apropriado para a secção é um sistema cuja limpeza das tubagens do sistema é feita de
modo automático, o que permite que os valores não sejam adulterados.
A implementação deste sistema está prevista aquando a alteração dos produtos utilizados nos banhos de
pintura, sensivelmente no final do presente ano.
Conjuntamente, face ao problema indicado em PT.6, da falta de registo das datas de mudanças e por
vezes falta de conhecimento dos próprios colaboradores da data a fazer, foi colocado um calendário com
a semana em que a mudança dos banhos deve ser efetuada (Figura 80). Neste os colaboradores devem
colocar um visto, caso tenham feito nessa semana, ou então colocar a data em que fizeram.
Figura 79 - Sistema de Doseamento Automático
Figura 80 - Painel de Gestão Visual dos Banhos

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 81
Neste painel foram colocados os parâmetros para cada um dos 4 banhos, de modo a tornar
desnecessária a consulta da capa. Colocaram-se, também, as folhas para registo dos valores obtidos
diariamente, permitindo, assim, a visualização mais simplificada por todos.
AJUSTES DE PARÂMETROS NAS CABINES
Como mencionado precedentemente, no PB.11, os ajustes realizados às pistolas ao nível da distância
destas às peças, assim como o acionamento dependente do tamanho e os parâmetros das pistolas
conforme as cores, são realizados manualmente.
Para estes problemas, sugeriu-se a colocação de sensores fotoelétricos colocados verticalmente na
entrada das cabines que, conforme as dimensões da peça, posicionariam as pistolas de modo a estas
cumprirem uma distância relativamente à peça de 20 cm, e ligariam/desligariam as pistolas necessárias.
Este último ponto permitiria a redução de custos com tintas e manutenção das pistolas, uma vez que
estas não estariam em funcionamento quando a dimensão da peça a pintar não justifica-se e, no caso
das distâncias do transportador em vazio, todas as pistolas se desligariam.
Conjuntamente, os colaboradores teriam que indicar a cor a pintar, que faria com que os parâmetros
(caudal, intensidade e tensão) fossem regulados automaticamente. Estes parâmetros por cor seriam
colocados com o auxílio dos fornecedores de tintas e cabines, estando já acordado com estes a futura
parametrização.
A implementação deste mecanismo é considerada urgente, estando a sua aquisição planeada para o
último semestre do presente ano.
5.8. DISPOSITIVOS POKA-YOKE
Conjuntamente ao dispositivo poka-yoke mencionado na secção 5.6, outros dispositivos foram planeados,
de modo a permitir a identificação e prevenção das causas relativas aos problemas (erros ou defeitos)
dos processos.
MEDIDOR DE ESPESSURA DE CABIDES E GANCHEIRAS
O poka-yoke relacionado com a espessura dos ganchos e gancheiras encontra-se diretamente ligado à
melhoria requerida pelos colaboradores da decapagem com maior regularidade. A espessura aumenta
com a utilização ficando com uma espessura cada vez maior, devido à acumulação de tinta.
O mecanismo pensado para verificação da espessura baseia-se num conjunto de medidores, como
exemplificado na figura seguinte, onde as zonas a preto são respetivas aos cabides e gancheiras e a
cinzento ao mecanismo poka-yoke.
Como é ilustrado na figura, o mecanismo servirá de verificação da espessura das estruturas. Estas
podem se encontrar com uma espessura inferior ao limite (A da Figura 81), no limite (B da Figura 81) ou
exceder o limite (C da Figura 81).

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 82 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Figura 81 - Mecanismo Poka-Yoke para Gancheiras e Cabides
A verificação deverá ser efetuada, no caso das gancheiras a cada utilização, enquanto nos ganchos
deverá ser realizada diariamente.
Quando a gancheira se encontra superior ao limite deve ser colocada na zona de envio para decapagem.
No caso dos cabides, antecedendo a colocação para decapagem devem ser testados mais cinco,
desfasadamente, de modo a verificar se se justifica enviar todos para decapagem.
Esta proposta de melhoria não foi implementada, uma vez que a espessura máxima ainda se encontra
em discussão com o fornecedor. No entanto, de modo a tentar-se melhorar este problema, estas
estruturas têm sido enviadas para decapar com maior regularidade.
ALERTA DO LIMITE INFERIOR DOS RESERVATÓRIOS DE TINTA
Para controlo dos níveis de tinta nos reservatórios das duas cabines, serão introduzidos sensores de nível
que farão soar um alarme sonoro quando a tinta alcançar um determinado nível. Esta melhoria, que visa
eliminar o PB.10, será aplicada por um fornecedor da empresa, cuja requisição do serviço já foi efetuada,
estando prevista a sua implementação para o último trimestre do ano.
Quando o alarme for acionado, o pintor que se encontra no posto de lixar deve reabastecer o reservatório,
caso os dois pintores se encontrem nas cabines. Em caso contrário, o reabastecimento é da
responsabilidade dos pintores alocados, nessa semana, nos postos de pintar.
5.9. REDUÇÃO DE TEMPOS DE TEMPOS DE PREPARAÇÃO
A metodologia SMED foi aplicada nas alterações de cor das cabines (PB.4). Esta metodologia é iniciada
com a observação dos changeovers (fase de análise). Após analisados os dados, deve-se proceder à
separação e transformação das operações internas em externas, sempre que possível, seguindo-se a
melhoria de todas as operações.
Embora nas mudanças de cor existam operações equivalentes, a análise foi efetuada distintamente para
os três tipos de mudança. Em relação ao método de observação, escolheu-se a filmagem de modo a ser
possível uma posterior análise de todas as operações, sendo algumas destas muito curtas.
5.9.1. TIPO 1 – CABINE TRIBO PARA CABINE CORONA
Após a observação do processo de mudança de cor da cabine tribo para a cabine corona, efetuou-se a
lista de operações, estando esta presente no Anexo 28. Devido ao número de colocadores necessários,
assim como as operações efetuadas em simultâneo, efetuou-se um Gráfico de Utilização de Recursos
B A C

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 83
(Anexo 29), onde é possível verificar para cada operário as operações que efetua. O tempo necessário
para a mudança da cabine tribo para a cabine corona, cujas operações englobam desde as operações
para limpeza da peneira e outros elementos da cabine corona até devolução do porta-paletes,
equipamento auxiliar à movimentação da cabine corona, é de 11 minutos e 24 segundos. O tempo de
setup, tempo entre a última peça boa pintada na cabine tribo até à primeira peça boa pintada na cabine
corona, é de 10 minutos e 40 segundos.
ESTÁGIO 1: SEPARAÇÃO DE OPERAÇÕES INTERNAS E EXTERNAS
A mudança da cabine tribo para a cabine corona abrange 27 operações internas e 37 operações
externas. O tempo total, somando todos os tempos gastos por todos colaboradores, é de 10 minutos e 26
segundos, em relação a operações internas, e 17 minutos e 22 segundos, no que respeita às operações
externas, num total de 27 minutos e 48 segundos de operações. No entanto, anulando as operações que
ocorrem em simultâneo, o tempo total da mudança de cabines é de 11 minutos e 24 segundos, dos
quais 3 minutos e 02 segundos (26,6%) são relativos a operações internas e 8 minutos e 22 segundos
(73,4%) são referentes a operações externas.
ESTÁGIO 2 – CONVERSÃO DAS OPERAÇÕES INTERNAS EM OPERAÇÕES EXTERNAS
Analisando as operações necessárias para decorrer a mudança da cabine tribo para a cabine corona, das
27 operações internas atuais, apenas se considera essencial manter como operações internas as
operações de deslocar cabine corona para o local de pintar e o posterior acionamento do transportador.
Para tal são necessárias várias melhorias, como por exemplo colocar a cabine tribo com deslocações
automáticas. Estas melhorias encontram-se descritas no estágio seguinte.
ESTÁGIO 3 – RACIONALIZAÇÃO/MELHORIA DE TODOS OS ASPETOS DO CHANGEOVER
A primeira ação realizada para melhorar o tempo de setup consistiu na restauração do pavimento na
parte inferior da cabine corona, de forma a permitir a deslocação da cabine apenas com o auxílio de um
colaborador a acionar a botoneira. Nesta melhoria foi colocada uma abertura no pavimento de modo a
permitir a manutenção da zona inferior da cabine (Figura 82).
A segunda ação baseou-se na aplicação de low cost automation, pela implementação de um motor por
colaboradores da empresa, que permite a deslocação automática da cabine tribo (Figura 83). O motor foi
aproveitado de uma máquina antiga, não tendo sido necessário qualquer investimento nesta melhoria.
Para a deslocação colocaram-se duas botoneiras para movimentação para trás (modo pausa) e para a
frente (modo pintura). Conjuntamente, para evitar a deslocação excessiva, que pode resultar no toque da
cabine nas peças, ou na posição no modo de pintura com o transportador não centrado, foram colocados
dois sensores que evitam a transposição dos locais onde estes se encontram.
De forma a evitar a necessidade de um colaborador para deslocar o painel da cabine tribo, este último foi
fixado à cabine.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 84 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Figura 82 - Abertura no Pavimento da Cabine Corona
Figura 83 - Motor para Automação da Deslocação da
Cabine Tribo
Similarmente à melhoria efetuada na cabine corona, com estas ações apenas é necessário um
colaborador para a deslocação. No entanto, contrariamente à outra cabine, para a movimentação da
cabine tribo passou a ser desnecessária a paragem do transportador de pintura.
Na cabine tribo efetuou-se ainda um aumento da mangueira da pistola manual, de forma a ser
desnecessária a movimentação para ligar e desligar esta da cabine. Estes elementos da cabine foram
alvo de ordenação, tendo sido colocadas calhas porta-cabos nas laterais da cabine (Figura 84).
Figura 84 - Melhorias na Cabine Tribo: (a) Lado Esquerdo; (b) Lado Direito
Em relação às operações relativas à limpeza e abastecimento do reservatório, projetaram-se carros de
transporte, de modo a ser desnecessário o colaborador transportá-lo manualmente (Figura 85). Este carro
foi construído atendendo à altura do local onde se encontra o reservatório da cabine, tendo o colaborador
apenas que empurrar o reservatório devido ao sistema rotativo da base.
Complementarmente adquiriu-se um reservatório suplente de forma a possibilitar uma preparação prévia
da cor a pintar. Assim, construíram-se novas placas que são colocadas no transportador, por baixo da cor
a pintar, de modo a indicar a cor a ser pintada de seguida na cabine corona. Com a existência de dois
reservatórios, a limpeza e abastecimento são efetuados como operações externas.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 85
Figura 85 - Carro para Transporte de Reservatórios
No Anexo 30 encontra-se a SWS após as melhorias citadas. A principal melhoria verificada prende-se com
a diminuição de recursos humanos, sendo necessários 2 em vez de 6 colaboradores. Com as melhorias
efetuadas, verificou-se uma redução de 17,4% no tempo de mudança (1 minutos e 59 segundos), e
61,6% no tempo de total operações (17 minutos e 8 segundos). As operações internas passaram de 27
unidades para 2, enquanto as externas foram alteradas de 37 para 25, correspondendo, respetivamente,
a 6,7% e a 93,3% do tempo.
5.9.2. TIPO 2 – CABINE CORONA PARA CABINE TRIBO
Em semelhança com o realizado para o Tipo 1, construiu-se a lista de operações, encontrando-se esta no
Anexo 31, e o Gráfico de Utilização de Recursos (Anexo 32). O tempo necessário para a mudança de
cabine é de 11 minutos e 54 segundos. Este tempo respeita ao intervalo desde a saída de um pintor da
cabine corona, para solicitar operários para prestar assistência à deslocação da cabine tribo, até à
devolução do equipamento auxiliar à deslocação da cabine corona. O tempo de setup é de 4 minutos e
40 segundos. De notar que este valor é bastante inferior ao tempo necessário em operações para a
mudança de cabines, uma vez que a cabine tribo se apresenta precedentemente à cabine corona.
ESTÁGIO 1: SEPARAÇÃO DE OPERAÇÕES INTERNAS E EXTERNAS
No tempo de mudança da cabine, de 11 minutos e 54 segundos, 3 minutos e 45 segundos (31,5%) são
respeitantes a operações internas, sendo os restantes 8 minutos e 9 segundos concernentes a operações
externas. Das 29 operações internas e 25 operações externas, não vistas como decorrendo
paralelamente, somam, respetivamente, 8 minutos e 12 segundos e 14 minuto e 11 segundos.
ESTÁGIO 2 – CONVERSÃO DAS OPERAÇÕES INTERNAS EM OPERAÇÕES EXTERNAS
Uma vez que a cabine tribo se encontra antecedentemente à cabine corona, entende-se que no tempo de
setup não devem ser necessárias operações internas. No entanto, no que respeita ao tempo das
operações necessárias para efetuar a mudança, as únicas operações que necessitam de ser realizada

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 86 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
com o transportador parado (operações internas) são a deslocação da cabine corona para o local de
pausa e a ativação do transportador.
ESTÁGIO 3 – RACIONALIZAÇÃO/MELHORIA DE TODOS OS ASPETOS DO CHANGEOVER
As ações de melhoria para este tipo de mudança foram as citadas no Tipo 1. Com as melhorias
efetuadas reduziu-se o tempo de mudança de 11 minutos e 54 segundos para 4 minutos e 19 segundos
(redução de 63,7%), e o tempo total de operações de 22 minutos e 23 segundos para 7 minutos e 5
segundos (diminuição de 68,4%). Das 54 operações que constituíam a mudança do Tipo 2, 32 foram
eliminadas ou agregadas. As operações internas foram reduzidas de 29 para 2 unidades, enquanto as
operações externas foram modificadas de 25 para 21. A SWS relativa ao changeover do Tipo 2 melhorado
encontra-se no Anexo 33. Em relação tempo de setup, após as melhorias este não inclui nenhuma
operação interna, e as operações externas totalizam 2 minutos e 9 segundos.
5.9.3. TIPO 3 – CABINE CORONA PARA CABINE CORONA
Ao contrário dos tipos anteriores, este tipo de mudança ocorre dentro da mesma cabine, não necessário
deslocá-la. No Anexo 34 encontra-se a lista de operações referente à mudança do Tipo 3, com respetivo
Gráfico de Utilização de Recursos no Anexo 35. Para alteração de cor nesta cabine são necessários 7
minutos e 50 segundos, os quais são respeitantes às operações desde a limpeza da cabine até à pintura
da primeira peça com a nova cor, este tempo respeita, também, ao tempo entre a pintura da última peça
boa do último lote a primeira peça boa do lote seguinte (tempo de setup).
ESTÁGIO 1: SEPARAÇÃO DE OPERAÇÕES INTERNAS E EXTERNAS
Do tempo apresentado, de 7 minutos e 50 segundos, 56% (4 minutos e 23 segundos) respeitam a
operações internas e 44% a operações externas (3 minutos e 27 segundos). Do tempo total de operações,
totalizando 10 minutos e 30 segundos, 67,1% (7 minutos e 3 segundos) respeitam às 29 operações
internas, e os restantes 32,9% (3 minutos e 27 segundos) às 8 operações externas.
ESTÁGIO 2 – CONVERSÃO DAS OPERAÇÕES INTERNAS EM OPERAÇÕES EXTERNAS
Das operações realizadas com máquina parada, as operações internas realmente necessárias de manter
internas são a limpeza da peneira e tubos de fluidificação, a colocação dos parâmetros e ajustar dos
locais das pistolas, a colocação do reservatório de tinta, a ativação da placa de fluidificação, bem como
ativação do transportador.
ESTÁGIO 3 – RACIONALIZAÇÃO/MELHORIA DE TODOS OS ASPETOS DO CHANGEOVER
As melhorias efetuadas para a mudança de cor na cabine corona foram apresentadas no Tipo 1. O tempo
de mudança foi reduzido de 7 minutos e 50 segundos para 5 minutos e 36 segundos, tendo o tempo
total gasto em operações diminuído de 10 minutos e 30 segundos para 9 minutos e 27 segundos.
Embora o número de colaboradores se tenha mantido, a grande melhoria verificada é o tempo necessário

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 87
com o transportador parado (operações internas) e, consequentemente toda a secção parada. Este
tempo foi reduzido de 4 minutos e 23 segundos para 1 minuto e 47 segundos. Em relações às operações
externas, os 3 minutos e 27 segundos utilizados nestas operações, aumentaram ligeiramente, para 3
minutos e 49 segundos. A SWS referente ao changeover do Tipo 3 melhorado encontra-se no Anexo 36.
5.10. REDUÇÃO NO TEMPO DE MANUTENÇÃO DOS ASPERSORES
Para a manutenção dos aspersores, problemas descritos no PT.5, foram aplicados alguns dos princípios
da metodologia SMED. De ressalvar que a aplicação de SMED à manutenção não é comum, no entanto,
este tempo é muito importante para o processo de pintura e é realizado durante o tempo de produção.
O SMED aplica-se à preparação de máquinas/postos de trabalho/linhas para a produção de um novo
produto, onde o changeover é relativo ao tempo entre o último produto conforme de um determinado lote
e o primeiro produto conforme do lote seguinte, o tempo em estudo não será o de setup, mas o tempo
total necessário para a manutenção.
O principal motivo para a decisão de aplicação dos princípios do SMED à manutenção, foi o objetivo de
reduzir-se o tempo que o transportador se encontra parado e a necessidade de MO, bem como parar o
transportador durante a produção, para proceder à manutenção dos aspersores, caso existam muitas
quedas de peças.
A manutenção dos aspersores ocorre cerca de quatro vezes por ano, existindo um total de 840
aspersores, o que perfaz 3360 manutenções anuais.
Dos distintos métodos existentes para registo de mudanças de ferramentas, o escolhido foi a observação
e registo por escrito em loco. Esta escolha deveu-se ao facto de no interior do túnel existir pouca luz, não
sendo possível posteriormente realizar um correto estudo caso o método escolhido fosse a filmagem.
Posteriormente ao registo da operação seguiu-se a elaboração de uma lista de operações. A citada lista
de operações encontra-se no Anexo 37, verificando-se um total de 10 minutos e 14 segundos na
realização da manutenção de um aspersor. No entanto, de modo a diminuir o tempo despendido em
movimentações, os colaboradores habitualmente efetuam a manutenção em conjuntos de,
aproximadamente, 20 aspersores, não aumentando este número devido à complexidade do processo.
Caso a manutenção fosse realizada individualmente, seriam despendidas 573 horas e 04 minutos, deste
modo são necessárias cerca de 322 horas e 08 minutos.
ESTÁGIO 1: SEPARAÇÃO DE OPERAÇÕES INTERNAS E EXTERNAS
Precedendo às melhorias das atividades que constituem o tempo de manutenção é imprescindível a
separação entre operações internas e externas, sendo consideradas, neste caso, operações internas as
realizadas com o transportador parado e as externas as efetuadas com o transportador em
funcionamento. Neste caso as operações iniciais são internas, uma vez que se realizam no início do

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 88 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
turno, sendo a operação 10 e 11 externas, correspondendo às operações após acionar as bombas. Deste
modo, totalizam-se 9 operações internas e 2 operações externas. Em cada mudança, cuja duração é de
10 minutos 14 segundos, o tempo gasto em operações internas é de 8 minutos e 28 segundo, ou seja,
82,74% do tempo.
ESTÁGIO 2 – CONVERSÃO DAS OPERAÇÕES INTERNAS EM OPERAÇÕES EXTERNAS
As atividades com maior potencialidade de alteração de operações internas em operações externas são:
as atividades de procura de ferramentas e recipientes, as operações de deslocar-se dentro do TTS e
desapertar os aspersores e, por fim, a saída do TTS e o acionamento do transportador.
ESTÁGIO 3 – RACIONALIZAÇÃO/MELHORIA DE TODOS OS ASPETOS DO TEMPO DE MANUTENÇÃO
Os aspersores utilizados na empresa apresentam-se bastante degradados, pelo que foi necessário
proceder à sua alteração. Após pesquisa de mercado foram adquiridos novos aspersores cujo sistema de
engate é distinto dos existentes. Para os aspersores existentes é necessário desmontar o aspersor exibido
na Figura 86 (a), de forma a ser possível efetuar a limpeza do componente (d).
Figura 86 - (a) Aspersor Completo; (b) e (c) Partes Desmontadas de (a); (d) e (e) Parte (c) Desmontada
Os componentes dos novos aspersores são aplicados em parte dos existentes na empresa. A parte
cinzenta, da Figura 87, encaixa no componente (e) da Figura 86. Nos novos aspersores para realizar-se a
manutenção é apenas necessário rodar a zona laranja.
Figura 87 - Novos Aspersores
Assim, o tempo de retirar o aspersor e montá-lo no TTS apresenta uma redução para cerca de 2
segundos, para cada unidade. Conjuntamente, com a aquisição dos novos aspersores as operações de
recolha de ferramentas em outras células, e sua devolução, foram anuladas.
Embora na metodologia SMED normalmente se inicie com a separação e posterior conversão de
operações internas em externas, neste caso considerou-se fundamental a primeira mudança ser a do
equipamento, uma vez que permite maiores alterações posteriormente.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 89
Uma vez que os novos aspersores apresentam elevada rapidez na montagem, adquiriu-se aspersores
suplementares, de modo a permitir reduzir as operações internas. Colocaram-se dois recipientes, um
vazio e outro com os aspersores suplentes, na bancada de manutenção dos banhos. Acordou-se com os
colaboradores que um deles se desloca ao painel de controlo da secção de pintura para, após indicação
do colaborador que se encontra a recolher os aspersores, ligar as bombas e o transportador, decorrendo
as operações em simultâneo. A SWS após melhorias encontra-se no Anexo 38.
Com as melhorias implementadas reduziu-se o tempo de mudança de 10 minutos 14 segundos para 1
minuto e 2 segundos, reduzindo-se 89,9% o tempo. O tempo gasto em operações internas passou de 8
minutos e 28 segundos para 37 segundos. Este tempo engloba a operação 1, 2, 3 e 4. No caso dos lotes
de 40 aspersores, enquanto com os aspersores existentes eram necessárias 322 horas e 08 minutos,
com os novos são dispensadas 57 horas e 52 minutos. Relativamente às operações internas modificou-se
de 9 para 4 operações.
5.11. INSTRUÇÕES DE TRABALHO
As instruções de trabalho da pintura (trabalho normalizado) foram revistas, tendo-se verificado a
inexistência de um procedimento documentado com indicações relativas ao reinício da cabine corona
(PB.5). Esta instrução de trabalho foi elaborada com o auxílio do único colaborador que tinha
conhecimentos que permitiam ligar a cabine.
Após as folhas de trabalho efetuadas (Anexo 39) e colocadas na cabine todos os colaboradores ficaram
com capacidade para reiniciar a cabine autonomamente, adquirindo maior autonomia.
5.12. RACIONALIZAÇÃO DO TRANSPORTADOR
Todas as peças que são pintadas na secção de pintura são colocadas no transportador na zona de carga.
Cada uma delas apresenta modos distintos de colocação, variando o tipo de gancho que é colocado, a
utilização ou não de um gabari, o número de peças por cabide, entre outros fatores. Em relação ao
número de peças pintadas, este depende não só da velocidade do transportador, como das paragens
existentes, da área a pintar de cada tipo de peça, assim como da quantidade de peças colocadas por
cabide. Assim, uma correta e otimizada colocação de peças no transportador são essenciais para que
este seja aproveitado do melhor modo.
Para racionalizar o transportador e, deste modo, proceder a sugestões para solucionar o PC.6, foi
necessário definir uma estratégia de análise. Devido à elevada diversidade de artigos pintados, como
indicado no capítulo 4, decidiu-se que a revisão/racionalização do modo de colocação e estudo do
percurso das peças seria executado seguindo a análise ABC realizada, referente aos artigos standards
com acabamento efetuado na secção de pintura (Tabela 3). No entanto, além de se considerar a
sequência indicada, atendeu-se, ainda, às propostas de melhoria avançadas pelos colaboradores.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 90 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Após definida a sequência, elaborou-se uma folha guia dos conteúdos a registar na análise (Anexo 40).
Para se realizar o estudo deve utilizar-se a folha para que, por lapso, não se descure dos conteúdos a
registar para a análise dos artigos. Complementarmente à folha, é essencial a presença de uma máquina
de filmar/fotografar e/ou cronómetro para registo de tempos.
ANÁLISE CONFORME A SEQUÊNCIA – Esta análise apenas foi alvo de planeamento. Optou-se por
propor o estudo por grupo de artigos (20). O chefe da célula da secção da pintura deve ser informado do
estudo a realizar, ficando responsável por convocar o responsável pela elaboração da análise quando
uma das referências da listagem se encontrasse prestes a ser alvo dos processos da secção de pintura. O
facto de se envolver os colaboradores permitirá que estes deem um maior acompanhamento ao estudo e
expliquem todos os requisitos necessários, assim como prós e contras a melhorias sugeridas.
ANÁLISE FACE A PROPOSTAS DE MELHORIA – No decorrer do presente projeto surgiram duas
propostas de melhoria relativas ao modo de colocação de dois tipos de peças.
• Proposta 1 – Bandejas Mahia
A Proposta 1 visou a otimização do transportador ao nível de área ocupada (a proposta encontra-se no
Anexo 41). Analisada a proposta projetou-se e construiu-se uma estrutura que permite que sejam
colocadas 20 bandejas.
• Proposta 2 – Frente de Gavetas de Blocos Mahia
A Proposta 2 surgiu face a reclamações dos clientes relativas aos puxadores das gavetas dos blocos
Mahia. Os passos seguidos para implementação desta encontram-se na Anexo 42.
5.13. QUALIDADE E CONTROLO DO PROCESSO
Como indicado anteriormente, existem diversos problemas no controlo do processo de pintura, assim
como na qualidade dos produtos. Estes temas foram alvo de especial enfâse no trabalho desenvolvido.
5.13.1. CONTROLO VISUAL
O controlo visual das peças pintadas apresenta-se como o principal modo de controlo da qualidade da
pintura. Os colaboradores verificam rapidamente as peças, para percecionar a existência ou não de NC.
ACABAMENTOS DE PINTURA
De modo a facilitar a comparação de padrões tanto na descarga (PD.11), como na zona das cabines,
foram criados painéis com provetes das cores em catálogo e das cores especiais em produção.
Na descarga foi aproveitado o biombo existente, tendo-se procedido à restauração deste. No biombo
colocaram-se os provetes das cores em catálogo e das cores especiais em utilização (Figura 88). O facto
de os provetes conterem íman possibilita que sejam retirados para comparação com a cor pintada e ser
colocado novamente no local.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 91
Em relação à zona das cabines, colocou-se um painel com provetes das cores em catálogo e cores
especiais em utilização num pilar existente entre as cabines (Figura 89). Os provetes, à semelhança dos
da descarga, podem ser retirados para comparação com a cor que está a ser pintada na cabine e,
principalmente, com as peças do posto de lixar, para verificar as NC.
As zonas em que devem ser colocados os provetes (das cores em catálogo) encontram-se limitadas e
numeradas (gestão visual). Esta particularidade tem especial importância para se notar a falta de
provetes, assim como o local onde colocar o provete retirado, após se efetuar a comparação.
Em relação ao PD.10, foram criadas folhas para registo dos provetes realizados na empresa (Anexo 43),
assim como pelos realizados por outras empresas (Anexo 44). O arquivo elaborado permite encontrar
facilmente os provetes quando necessários, assim como saber o lote pertencente. Estes fatores
revelaram-se importantes durante a dissertação, uma vez um lote de um dado acabamento se apresentou
diferente do habitual. Ficou estabelecido que em cada lote se realizariam provetes para se obter um
histórico dos lotes adquiridos, bem como proceder à comparação com o provete enviado pelo fornecedor.
Complementarmente foi criada uma caixa de arquivo (Figura 90), projetada à medida dos provetes, para
colocação de provetes das cores em catálogo.
Figura 88 - Biombo com
Acabamento de Pintura na
Descarga
Figura 89 - Painel de
Acabamentos de Pintura na
Zona das Cabines
Figura 90 - Caixa com
Provetes-Padrão Anuais
Estas amostras devem ser efetuadas uma vez por ano para existirem referências da textura, cor e brilho
que os diversos acabamentos apresentam ao longo dos anos. Os provetes permitem alertar para a
existência de problemas na secção, caso o mesmo lote apresente variações das caraterísticas.
NÃO CONFORMIDADES DE PINTURA
Desde Maio de 2010 não existiam registos de NC. Com o início do projeto na empresa decidiu-se retomar
o registo das NC na descarga da pintura. Contudo, em 76 dias de trabalho apenas em 32,9% se
obtiveram resultados de registo, sabendo-se que tinham existido NC (pela visualização destes). Assim, e
tentando solucionar os problemas descritos no PD.5, criou-se uma nova folha para registo das NC,

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 92 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
encontrando-se esta no Anexo 45. Esta nova folha apresenta campos de preenchimento rápido, tentando-
se facilitar o registo. Os campos dos tipos de defeitos são alvo de revisão mensal, colocando-se os mais
ocorridos, este facto é possível pela obrigatoriedade do preenchimento do campo “Outro”:
Conjuntamente ao biombo com os diversos acabamentos (Figura 88) foi elaborado um novo biombo com
os vários defeitos resultantes do processo de pintura (Figura 91). Os defeitos foram recriados, de modo a
possibilitar fácil identificação aquando a observação na descarga. Na Figura 92 encontra-se um exemplo
de um defeito recriado.
Os variados tipos de NC foram alvo de análise e de elaboração de um diagrama de causa-efeito, no
entanto, a atualização destes deve ser constante, uma vez que muitas das causas são ainda
desconhecidas.
Figura 91 - Biombo de Provetes com NC
Figura 92 - Provete com NC Recriada
Na Tabela 16 encontram-se a as causas encontradas para as NC existentes nas peças. As origens dos
defeitos foram encontradas através de um brainstorming14 com os pintores e através de reuniões com
fornecedores tentando-se, assim, colmatar o PD.6. Para as origens dos problemas foram efetuadas várias
melhorias, apresentadas posteriormente à tabela, pretendendo uma redução das NC produzidas.
Tabela 16 - Não Conformidades da Pintura
TIPO CAUSA(S) AÇÕES CORRETIVAS AÇÕES PREVENTIVAS
ÁGU
A
Secagem insuficiente no TUS (temperatura inferior à necessária)
1. Lixar zona onde se encontra o defeito até o substrato; 2. Lixar levemente a restante peça; 3. Limpar com pano e soprar com ar comprimido; 4. Caso seja cor 18, 23 ou 39 queimar no TUP, senão passar à etapa seguinte; 5. Repintar.
Colocação de cortina de antes do TUS (a)
Excesso de água nas peças, devido ao design
Em caso de grandes peças retirar o excesso de água antes da entrada do TUS (b), no caso de peças com pouca água limpar após o TUS
Descuido dos colaboradores não secando as peças problemáticas após o TUS
Alertar os pintores e responsável pela secção de pintura para apontamento da peça em questão (c)
14 Técnica reconhecida como “tempestade de ideias”, em que um grupo se reúne e indique diferentes ideias/pensamentos relativos a determinado tema, de forma a ser possível chegar a consensos e a ideias novas.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 93
TIPO CAUSA(S) AÇÕES CORRETIVAS AÇÕES PREVENTIVAS
BR
ILH
O V
ARIÁ
VEL Temperatura no TUP fora dos
limites de especificação 1. Quando se trata de brilho a mais queima-se a peça; 2. No caso de brilho a menos verifica-se a espessura, caso seja derivado a espessura insuficiente repinta-se, caso contrário envia-se para o cliente.
Colocação de cortina de ar na saída do TUP (d)
Espessura variável (muito elevada ou muito reduzida)
Alertar pintores
Elevada tensão nas pistolas Alertar os pintores do ocorrido e da cor em que ocorreu
CAS
CA
DE
LAR
ANJA
Aspeto que pode ser causado pelo excesso de tinta
Proceder como indicado no ponto referente ao excesso de tinta.
Com o arranque do transportador (após paragem) a primeira aspersão, na cabine tribo, causa casca que laranja
1. Lixar zona onde se encontra o defeito até o substrato; 2. Lixar levemente a restante peça; 3. Limpar com pano e soprar com ar comprimido; 4. Caso seja cor 18, 23 ou 39 queimar no TUP, senão passar à etapa seguinte; 5. Repintar.
Evitar ter peças em frente das pistolas automáticas no arranque da cabine.
Pressão de pulverização elevada Alertar pintores
Pó muito grosso Informar fornecedor
Pó velho Verificar sempre validade do pó antes da sua utilização
CO
NTA
MIN
AÇÃO
CO
M O
UTR
A C
OR
Limpeza da cabine corona efetuada deficientemente, pode contaminar as peças que passam provindas da cabine tribo
1. Repintar. Efetuar a limpeza conforme indicado na instrução que se encontra fixada à cabine; ter especial atenção a fechar as portas e verificar se a cabine corona se encontra a aspirar corretamente (e)
Mangueiras contaminadas Efetuar limpeza de mangueiras; em caso de dificuldade convocar o responsável pela secção de pintura; mudar as mangueiras conforme indicado no plano de manutenção (f)
Limpeza do ciclone insuficiente Efetuar a limpeza conforme as fichas de 1º nível (g)
Ruptura e posterior acumulação da borracha isoladora do ciclone
Verificar a perfeita isolação e limpeza da borracha do ciclone
CO
R D
ISTI
NTA
Tempo de polimerização fora dos limites necessários
1. Verificar, de imediato, se as temperaturas no TUP se encontram dentro do intervalo requerido. Verificar espessura. Informar responsável pela secção para, se necessário, contactar o fornecedor; 2. No caso das peças a serem repintadas, se o problema for resultado de falta ou excesso de tinta proceder conforme indicado nos respetivos pontos; 3. Caso contrário repintar.
Alertar pintores e responsável pela secção a velocidade à qual o tempo de polimerização foi insuficiente e a cor NC.
Temperatura de polimerização fora dos limites necessários
Alertar pintores para aumentar a temperatura
Espessura muito elevada ou muito reduzida
Alertar pintores
Velocidade elevada nas pistolas faz com que as partículas metálicas (mais pesadas) caiam
Ter atenção à velocidade das pistolas, consoante o tipo de tinta
Problema na formulação da tinta Realizar ensaios

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 94 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
TIPO CAUSA(S) AÇÕES CORRETIVAS AÇÕES PREVENTIVAS
CR
ATER
AS/O
LHO
DE
PEI
XE
Pintura efetuada sobre água (ver no tópico referente à água nas peças)
Pintura efetuada sobre óleo (ver no tópico alusivo ao óleo)
Presença de silicone 1. Lixar zona onde se encontra o defeito até o substrato; 2. Lixar levemente a restante peça; 3. Limpar com pano e soprar com ar comprimido; 4. Caso seja cor 18, 23 ou 39 queimar no TUP, senão passar à etapa seguinte; 5. Repintar.
Na compra de qualquer material a utilizar na secção de pintura (em especial nas cabines), ter especial atenção à ausência total de silicone
Problemas resultantes do tratamento de superfícies
Verificar se os aspersores se encontram desobstruídos (h); realizar a manutenção e mudanças dos banhos conforme o plano de manutenção e instruções
DEF
EITO
DE
CH
APA
Existência de saliências, ou outros problemas, provenientes dos processos da serralharia
1. Enviar para serralharia para consertar ou, nos casos mais graves enviar para a sucata; 2. Lixar a peça; 3. Limpar com pano e soprar com ar comprimido; 4. Caso seja cor 18, 23 ou 39 queimar no TUP, senão passar à etapa seguinte; 5. Repintar.
Alertar chefe de célula para alertar soldadores e responsáveis pela carga das peças (que deveriam ter rejeitado a peça)
EXC
ESSO
DE
TIN
TA Retoque excessivo de tinta 6. Lixar a peça;
7. Limpar com pano e soprar com ar comprimido; 8. Caso seja cor 18, 23 ou 39 queimar no TUP, senão passar à etapa seguinte; 9. Repintar.
Alertar pintores
Alimentação inconstante de pó Efetuar limpeza de pistolas
Tensão instável Ajustar parâmetros antes d a pintura
FALT
A D
E TI
NTA
Gancho isolado (excesso de tinta ou colocado ao contrário)
1. Repintar No caso da colocação inversa ao necessário trata-se de um erro humano, deve ser chamada a atenção dos colaboradores; no que concerne ao excesso de tinta o gancho deve ser retirado e colocado na caixa dos ganchos (caixa exibida na Figura 71) a enviar para decapagem (i)
Falta de retoque de tinta em zonas com dificuldade de aplicação pelas pistolas automáticas
Alertar pintores e estudar soluções adicionais (j)
Alimentação inconstante de pó Efetuar limpeza de pistolas
Tensão instável Ajustar parâmetros antes d a pintura
FER
RU
GEM
Descuido aquando a carga (não mergulharam no produto para retirar a ferrugem)
1. Lixar zona onde se encontra o defeito até o substrato; 2. Lixar levemente a restante peça; 3. Limpar com pano e soprar com ar comprimido; 4. Caso seja cor 18, 23 ou 39 queimar no TUP, senão passar à etapa seguinte; 5. Repintar.
Alertar colaboradores da carga

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 95
TIPO CAUSA(S) AÇÕES CORRETIVAS AÇÕES PREVENTIVAS
LIXO
(k)
Lixo caído do transportador 1. Lixar zona onde se encontra o
defeito até o substrato; 2. Lixar levemente a restante peça; 3. Limpar com pano e soprar com ar comprimido; 4. Caso seja cor 18, 23 ou 39 queimar no TUP, senão passar à etapa seguinte; 5. Repintar.
Limpeza do transportador (l)
Lixo caído do telhado ou trazido pelo vento após a cabine corona (lixo pode provir do pavimento ou paredes)
Colocação de uma zona isolada, após a cabine, do transportador quase até ao pavimento (m). Manter o chão e paredes limpas.
Lixo existente no ciclone Efetuar a limpeza total do ciclone (raspando e aspirando simultaneamente, de forma a não obstruir as mangueiras)
Lixo existente no TUS Limpeza do TUS (n)
Lixo existente no TUP Limpeza do TUP (o)
Lixo solto das cabines Efetuar limpeza com periocidade indicada nas fichas de manutenção (p) e verificar manutenção dos filtros (q)
Peças tocam nas paredes do TTS que se encontram com elevado grau de sujidade
Efetuar a desincrustação do TTS (conforme indicado na instrução junto ao TTS e apontado no plano de manutenção)
Tinta contaminada Conservar os sacos com tinta fechados (r)
ÓLE
O
Óleo derramado da lubrificação do transportador
1. Lixar zona onde se encontra o defeito até o substrato; 2. Lixar levemente a restante peça; 3. Limpar com pano e soprar com ar comprimido; 4. Caso seja cor 18, 23 ou 39 queimar no TUP, senão passar à etapa seguinte; 5. Repintar.
Alertar responsável pela manutenção (s)
Óleo existente na sobreposição de chapa (normalmente os pintores soprar com ar comprimido estas zonas para expelir o óleo)
Estudar produtos químicos para os banhos do TTS, que permitam reduzir/eliminar a ocorrência de óleos nas peças (t)
Óleo não retirado no TTS, provindo dos processos de serralharia
PEÇ
A AM
OLG
ADA
Queda no TUP 1. Enviar para serralharia para consertar ou, nos casos mais graves enviar para a sucata; 2. Lixar a peça; 3. Limpar com pano e soprar com ar comprimido; 4. Caso seja cor 18, 23 ou 39 queimar no TUP, senão passar à etapa seguinte; 5. Repintar.
Verificar se existe alguma peça solta dentro do TUP
Fratura de gancho Mudar ganchos com maior regularidade
Má colocação da peça no transportador
Alertar colaboradores da carga
Defeito provindo antes da secção de pintura
Alertar chefe de célula que deve indicar ao responsável pela entrega na secção
RIS
CO
S
Defeito provindo antes da secção de pintura
1. Enviar para serralharia para consertar, em casos de apenas a pintura se encontram riscada passar para a etapa seguinte; 2. Lixar a peça; 3. Limpar com pano e soprar com ar comprimido; 4. Caso seja cor 18, 23 ou 39 queimar no TUP, senão passar à etapa seguinte; 5. Repintar.
Alertar chefe de célula que deve indicar ao responsável pela entrega na secção
Peça riscada no TUP Verificar estabilidade e dimensão da peça antes da entrada do TUP, de modo a evitar riscos provocados pelo embate com a estrutura
Observações e Melhorias:
(a) Após estudo do problema indicado precedentemente – PS.1 – optou-se pela colocação de um par de

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 96 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
cortinas de ar, tendo estas que ser impreterivelmente alinhadas na vertical, de modo a que as peças não
sejam derrubadas. A colocação das cortinas de ar permite reduzir as fugas de calor existentes, estabilizar
a temperatura e, também, diminuir a temperatura exterior. Segundo os fornecedores das cortinas de ar
escolhidas, a colocação destas permite reduzir cerca de 3% do gás consumido. As cortinas de ar no TUS
serão colocadas na entrada do túnel, uma vez que é daí que sai a maioria do calor. A sua aquisição está
prevista para Setembro/Outubro do presente ano.
Conjuntamente foi pedido à equipa de manutenção a elaboração de painéis de isolamento para entrada e
saída do TUS (zona assinalada na Figura 93), pois é pelo topo que existe maior perda de calor.
(b) Na empresa existe uma resistência à alteração do design das peças e colocação de mais furação
para escoamento de água. Devido a este facto, e tentando-se resolver o PS.2 e, em certo modo, o PT.3,
projetou-se, juntamente com a equipa de manutenção da empresa, um mecanismo de aspiração da água
existente nas peças maiores (maioritariamente armários). O equipamento foi elaborado com materiais
existentes na empresa (Figura 94), tendo-se encomendado os mecanismos necessários para a
elaboração de um “braço” automático, que funcionará através de sensores.
Figura 93 - Abertura Superior nas
Extremidades dos Túneis
Figura 94 - (a) Equipamento Provisório para Aspiração de
Peças; (b) Aspiração de Armário
Após aquisição dos materiais para elaboração do “braço” automático, será produzida uma estrutura em
aço inoxidável para substituir o equipamento provisório.
(c) Embora haja resistência, por parte da administração, na alteração das peças, com o objetivo de
diminuir estes problemas, no futuro deve-se ter especial atenção a estes fatores. A empresa deve ter
especial atenção ao design for manufacturing, ou seja, ao projetar os produtos deve-se atender não só às
necessidades dos clientes, como a uma fácil produção e a baixo custo.
(d) Em semelhança com o indicado para o TUS, optou-se pela colocação de cortinas de ar verticais e de
painéis superiores de isolação na entrada e saída do TUP. No entanto, contrariamente às cortinas de ar
do TUS, estas ficarão colocadas no final do túnel. Esta opção deveu-se ao facto de se verificar que é na
saída que existe a maior perda de calor, e por não ser possível a colocação na entrada, uma vez que a

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 97
circulação do ar faria com que o pó (ainda não polimerizado) fosse retirado das peças. As melhorias
resultantes da colocação das cortinas de ar são similares às citadas anteriormente, permitindo uma
melhoria das condições de trabalho no posto de descarga, eliminando-se o PP.3. Conjuntamente permite
uma regulação eficaz dos queimadores, resolvendo-se, o PP.1.
(e) Requisitou-se à equipa de manutenção um sistema que permita fechar as portas com maior
facilidade e que possibilite fechá-las no interior da cabine. Esta melhoria deveu-se a reclamações dos
pintores que indicaram que o fecho das portas é problemático. Em relação à aspiração, foi adquirido um
anemómetro para verificação da aspiração (parâmetros indicados na secção 5.14).
Relativamente à cabine tribo, as aberturas indicadas no PB.9 foram fechadas com chapas de aço
inoxidável, tendo sido colocadas portas para apenas estar aberto o espaço necessário para o pintor pintar
(Figura 95). Deste modo melhorou-se a aspiração da cabine tribo, assim como a limpeza da zona,
existindo um menor desperdício de tinta.
(f) Acrescentou-se no plano de manutenção (ver secção 5.14) a mudança anual das mangueiras. A
mudança de mangueiras foi efetuada durante o período de dissertação (não existindo a mudança há um
longo período de tempo). Na mudança existiu a sugestão de um dos pintores de encurtar o comprimento
das mangueiras (Figura 96), passando-se estas por baixo da cabine. Este facto foi possível devido ao
fosso colocado no pavimento subjacente à cabine, como indicado na secção 5.9.
Figura 95 - Cabine Tribo com Painéis Isoladores
Figura 96 - (a) Circuito de Mangueiras
Antes; (b) Novo Circuito das Mangueiras
Este encurtamento das mangueiras permitiu uma redução de custos muito elevada, uma vez que se
tratam de mangueiras especiais para a pintura eletrostática, e melhorou consideravelmente a pintura
devido ao menor comprimento (redução de 43%).
(g) Foi acrescentado ao plano de manutenção a limpeza/aspiração do ciclone (ver secção 5.14).
(h) Adicionou-se ao plano de manutenção (secção 5.14) a verificação diária da desobstrução dos

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 98 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
aspersores, antecedendo à entrada das peças no TTS.
(i) O envio de ganchos para decapar passou a ser efetuado com maior frequência para evitar o
isolamento dos ganchos e a consequente queda de objetos na descarga.
(j) Em alguns casos, a falta de tinta por retoque insuficiente dos pintores deve-se à dificuldade da
aplicação. Durante a dissertação constatou-se a necessidade da aquisição de um bocal para a pintura
manual dos blocos com grande profundidade. O estudo de outros casos e solução dos mesmos deve ser
alvo de especial atenção de forma a reduzir-se as NC.
(k) Encomendou-se uma lupa especial que permitirá visualizar qual o lixo existente na peça (cabelo, etc.).
(l) Adicionou-se ao plano de manutenção a limpeza do transportador (ver secção 5.14).
(m) Esta ação foi aceite pela empresa, encontrando-se afeta a execução à equipa de manutenção.
(n) Adicionou-se ao plano de manutenção (5.14) a limpeza do TUS, para reduzir as contaminações.
(o) Similarmente com o realizado para o TUS, adicionou-se ao plano de manutenção a limpeza do TUP.
(p) Foi colocado na cabine manual um “pré-filtro” que permite que a tinta e poeiras não circulem no ar e,
possivelmente, possam circular junto às peças com tinta não polimerizada (“manta” verde da Figura 97).
As ações de manutenção foram criadas, encontrando-se na secção 5.14.
(q) A manutenção e periocidade de mudança dos filtros foram alvo de estudo, como é possível verificar
as alterações na secção 5.14. Os filtros finais das cabines encontravam-se totalmente inutilizáveis. Como
a função destes é a filtragem da tinta em pó para o ambiente, a filtragem não existia o que fazia com que
houvesse muito pó no ar e, consequentemente, a tinta ou lixo prendia-se às peças.
(r) A grande maioria dos sacos de tinta continha abraçadeiras descartáveis. Para a abertura destes os
colaboradores usavam ganchos que rasgavam o saco e derramavam tinta. Após a abertura estes
permaneciam abertos e sujeitos a contaminações. Para solucionar este problema, colocou-se junto à
estante de tintas um suporte (Figura 98) com uma tesoura, abraçadeiras reutilizáveis e uma caneta (que
permite apontar no saco a cor quando tem pouca quantidade de tinta e, portanto, eliminar a caixa).
Figura 97 - Pré-Filtro na Cabine Manual
Figura 98 - Suporte Anexo à Estante de Tinta

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 99
Assim, os sacos voltam a ser fechados, impedindo possíveis contaminações.
(s) Foi constatado que o lubrificante aplicado no transportador contamina as peças. Verificou-se que o
lubrificante não era o indicado para as condições da secção procedendo-se à substituição do produto.
Conjuntamente projetou-se uma estrutura para o transportador que impede que o óleo caia nas peças.
(t) Durante a dissertação foram contactados diversos fornecedores de químicos para o tratamento de
superficial das peças. A deliberação do fornecedor, cujos produtos vão ser testados (no final do ano), está
a cargo do responsável da manutenção.
Após analisadas as várias causas para as NC foi construído um diagrama de causa-efeito (Figura 99).
5.13.2. CONTROLO UTILIZANDO EQUIPAMENTOS
A execução de ensaios para caraterização da pintura torna-se essencial para um melhor controlo da
qualidade do processo. Na empresa apenas existe o controlo visual (indicado precedentemente) e a
avaliação do revestimento através da medição da espessura. No entanto, existem diversos fatores a
controlar nos produtos pintados, como são exemplo a aderência, a cor, o brilho e a abrasão.
Após pesquisa e debate com vários intervenientes, entre eles os fornecedores de tinta e equipamentos de
pintura, deliberou-se a implementação de quatro testes suplementares para o controlo da qualidade,
sendo eles o ensaio à cor, o ensaio ao brilho, o ensaio à adesão e o ensaio da resistência ao impacto.
AVALIAÇÃO DO REVESTIMENTO DE TINTA
A avaliação a qualidade do revestimento de tinta é efetuada pela medição da espessura, propondo-se a
incrementação de ensaios à cor e ao brilho.
• Medição da Espessura
Como indicado no PD.7, os registos de espessura na empresa não eram efetuados com a periocidade
exigida devido à citada “falta de tempo” e pela “inadequação da folha criada para registo.
O controlo da qualidade da peça avaliada pela medição da espessura é um método vulgar e é efetuado
de modo a controlar as condições de aplicação, assim como o consumo exagerado de tinta ou falta desta.
Por estes factos, a medição da espessura deve ser realizada o máximo de vezes possíveis e efetuada
pelos colaboradores da secção, de forma a serem corrigidos os parâmetros o mais rapidamente possível.
Atendendo aos problemas mencionados pelos colaboradores, a periocidade de registo foi alterada para o
mínimo de 5 peças, por dia, realizada em horas distintas e, preferencialmente de cores diferentes. Em
relação aos limites de espessura, constatou-se que as especificações dos intervalos de aceitação para a
espessura da tinta se encontravam desajustados. Após o estudo de algumas cores e análise com
fornecedores, evidenciou-se que o limite inferior para as faces visíveis é insuficiente, devendo ser
aumentado de 40 µm para 60 µm. O registo deve ser realizado na folha criada para este efeito, criada
para solucionar o PD.8 – esta folha encontra-se no Anexo 46.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 100 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Figura 99 - Diagrama Causa-Efeito

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 101
Durante o período de dissertação, e antes das alterações/melhorias indicadas precedentemente, efetuou-
se o registo durante 4 meses consecutivos. Nos primeiros 3 meses os registos foram efetuados sem se
informar os colaboradores do sucedido, de forma a verificar-se o impacto após o tratamento e análise dos
dados. Nos 3 meses iniciais foram realizados registos diários em três tipos de produtos (armários, blocos
e prateleiras), 3 unidades por tipo, onde se efetuava 2 registos de faces visíveis e 2 registos de faces não
visíveis (excluindo as prateleiras que apenas apresentam faces visíveis). Analisando os registos verificou-
se uma elevada variedade de valores, estando grande parte fora dos limites de especificação.
Concluídos os 3 meses de análise colocaram-se, junto às cabines, o resultado das medições (Figura
100).
Figura 100 - Resultados das Medições de Espessura (Gestão Visual)
Na afixação dos, foram reunidos todos os pintores para uma reunião no gemba, onde foram explicados os
valores e foram alertados para disparidade das medições.
No quarto mês, após alerta dos colaboradores, os valores obtidos melhoraram. Na tabela seguinte
apresenta-se um resumo dos valores obtidos.
Tabela 17 - Resumo dos Valores Registados da Espessura de Tinta
TIPO DE PRODUTO
MÊS 1 MÊS 2 MÊS 3 MÊS 4 Faces
Visíveis Faces Não
Visíveis Faces
Visíveis Faces Não
Visíveis Faces
Visíveis Faces Não
Visíveis Faces
Visíveis Faces Não
Visíveis
Arm
ári
os
Média 70 µm 54 µm 80 µm 54 µm 83 µm 67 µm 83 µm 50 µm
Desvio Padrão 18 µm 19 µm 39 µm 28 µm 18 µm 23 µm 22 µm 28 µm
Blo
cos Média 59 µm 37 µm 85 µm 39 µm 104 µm 35 µm 87 µm 35 µm
Desvio Padrão 12 µm 15 µm 39 µm 17 µm 46 µm 21 µm 30 µm 14 µm
Pra
tele
ira
s
Média 76 µm N.A 79 µm N.A 95 µm N.A 85 µm N.A
Desvio Padrão 33 µm N.A 32 µm N.A 37 µm N.A 30 µm N.A

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 102 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Uma vez que os colaboradores apenas iniciaram o registo no final do período da dissertação, não foi
possível analisar se os valores fora dos limites de especificação continuam a seguir a tendência de
diminuir, devendo, no entanto, esta análise continuar a ser efetuada.
• Ensaio à Cor
O ensaio à cor é efetuado comparando-se com um padrão, previamente escolhido para o efeito. Para o
ensaio à cor é necessária a aquisição de um espectrofotómetro (Figura 101).
A escolha do equipamento foi efetuada pela autora, estando prevista a compra no último trimestre do
ano, facto semelhança aos restantes equipamentos para os novos ensaios propostos. Os valores obtidos
nos ensaios resultam num valor que não deve ultrapassar o limite estabelecido. Estes valores são
calculados pelo software que acompanha o equipamento, necessitando-se de comparar o valor obtido
com as especificações indicadas na ficha técnica dos vários acabamentos.
Este teste deve ser efetuado na receção de novos lotes e no final da polimerização, caso se identifiquem
variações da cor. Decidiu-se executar um provete de cada cor trimestralmente, de modo a efetuar-se o
ensaio e verificar se encontra sem variação de cor.
• Ensaio ao Brilho
O brilho é medido através de um brilhómetro 60º (Figura 102). Os valores obtidos devem ser comparados
com a ficha técnica do lote, de modo a verificar se não existem valores fora do intervalo especificado.
A periocidade de utilização deste será efetuada de modo equivalente ao ensaio anterior. Os ensaios de
brilho e cor, antecedendo à entrada em produção dos lotes, permitirão eliminar o PD.9.
A comparação com os novos lotes era efetuada visualmente, tendo-se encontrado problemas em algumas
cores. No período de dissertação foram alvo de análise três acabamentos distintos, tendo-se reunido com
os fornecedores, de forma a verificar se a variação encontrada provinha do processo da Famo ou dos
próprios fornecedores. Com as análises efetuadas com os equipamentos a adquirir, futuras variações
serão mais facilmente descobertas e, assim, objetiva-se que o processo se encontre mais controlado e
continuamente a ser melhorado.
AVALIAÇÃO DA QUALIDADE DA POLIMERIZAÇÃO
No que concerne à qualidade da polimerização, e tentando corrigir o PP.2, sugeriu-se a aquisição de dois
equipamentos15, que à semelhança dos restantes serão comprados no último trimestre do ano. Estes
equipamentos são responsáveis pelos ensaios de resistência ao impacto e à aderência.
• Ensaio à resistência ao impacto
O ensaio de resistência ao impacto permite testar a elasticidade e adesão da tinta e é efetuado com um
15 Os fornecedores, aos quais foram pedidas orientações, desaconselharam o uso de ensaios químicos, considerando que são suficientes os mecânicos.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 103
impactómetro (Figura 103). O teste é efetuado deixando-se cair um objeto, com determinada massa, de
um altura específica. A altura a que o provete apresentar fissuras corresponde ao limite da resistência.
Em relação à periocidade para a realização do teste, este deve ser efetuado aquando do ensaio trimestral
dos provetes e quando existir suspeita de algum problema na polimerização.
• Ensaio à aderência
O ensaio à aderência é efetuado executando-se cortes cruzados, ficando em forma de quadrículas, com
os “riscadores” (Figura 104), seguindo-se da colocação de uma fita adesiva e posterior arranque
energético desta. O comportamento da película de tinta é o resultado do ensaio, podendo se manter
intacto ou, na situação extrema, sair na totalidade.
Figura 101 -
Espectrofotómetro
(Neurtek, 2011a)
Figura 102 -
Brilhómetro
(Neurtek, 2011b)
Figura 103 -
Impactómetro
(Neurtek, 2011c)
Figura 104 -
"Riscador" (Neurtek,
2011d)
Os testes devem ser realizados com a mesma periocidade indicada para o teste de impacto.
5.13.3. CÁLCULO DO CUSTO DE REPINTURA POR NÃO CONFORMIDADES
Para se encontrar o valor mensal despendido pela empresa relativamente às peças repintadas (PB.14),
devido à NC destas, colocou-se uma folha para registo das peças no posto responsável pelo tratamento
destas peças, o posto de lixar. A folha citada encontra-se no Anexo 47. Através dos registos efetuados
encontram-se os códigos das peças e através destes obtém-se a área a repintar.
O custo do metro quadrado (dupla face) encontra-se calculado de seguida, tendo-se em atenção as
seguintes considerações:
• Cada cabide, considerando-se uma chapa retangular simples, suporta 0,9061 m2 dupla face;
• Velocidade normal do transportador: 3,3 m/min;
• Número de cabides por minuto: 7,63;
• Metros quadrados dupla face por minuto: 6,92;
• O ano de 2010 serve de referência para os custos apresentados, devendo, no entanto, estes valores
ser alvo de revisão periódica;
• Dias de trabalho: 230;
• Horas/dia: 8;
• Minutos/hora: 60;
• Custo MO/hora: 9€.
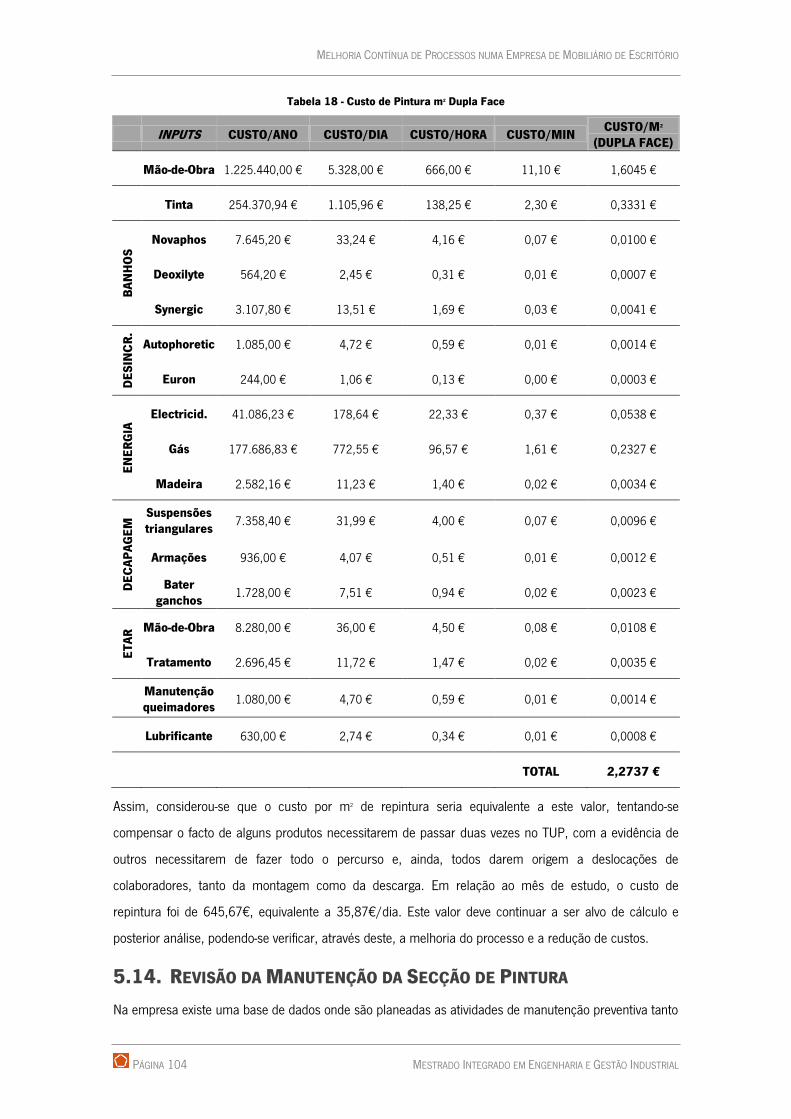
MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 104 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Tabela 18 - Custo de Pintura m2 Dupla Face
INPUTS CUSTO/ANO CUSTO/DIA CUSTO/HORA CUSTO/MIN CUSTO/M2
(DUPLA FACE)
Mão-de-Obra 1.225.440,00 € 5.328,00 € 666,00 € 11,10 € 1,6045 €
Tinta 254.370,94 € 1.105,96 € 138,25 € 2,30 € 0,3331 €
BA
NH
OS
Novaphos 7.645,20 € 33,24 € 4,16 € 0,07 € 0,0100 €
Deoxilyte 564,20 € 2,45 € 0,31 € 0,01 € 0,0007 €
Synergic 3.107,80 € 13,51 € 1,69 € 0,03 € 0,0041 €
DE
SIN
CR
.
Autophoretic 1.085,00 € 4,72 € 0,59 € 0,01 € 0,0014 €
Euron 244,00 € 1,06 € 0,13 € 0,00 € 0,0003 €
EN
ER
GIA
Electricid. 41.086,23 € 178,64 € 22,33 € 0,37 € 0,0538 €
Gás 177.686,83 € 772,55 € 96,57 € 1,61 € 0,2327 €
Madeira 2.582,16 € 11,23 € 1,40 € 0,02 € 0,0034 €
DE
CA
PA
GE
M Suspensões
triangulares 7.358,40 € 31,99 € 4,00 € 0,07 € 0,0096 €
Armações 936,00 € 4,07 € 0,51 € 0,01 € 0,0012 €
Bater ganchos
1.728,00 € 7,51 € 0,94 € 0,02 € 0,0023 €
ET
AR
Mão-de-Obra 8.280,00 € 36,00 € 4,50 € 0,08 € 0,0108 €
Tratamento 2.696,45 € 11,72 € 1,47 € 0,02 € 0,0035 €
Manutenção queimadores
1.080,00 € 4,70 € 0,59 € 0,01 € 0,0014 €
Lubrificante 630,00 € 2,74 € 0,34 € 0,01 € 0,0008 €
TOTAL 2,2737 €
Assim, considerou-se que o custo por m2 de repintura seria equivalente a este valor, tentando-se
compensar o facto de alguns produtos necessitarem de passar duas vezes no TUP, com a evidência de
outros necessitarem de fazer todo o percurso e, ainda, todos darem origem a deslocações de
colaboradores, tanto da montagem como da descarga. Em relação ao mês de estudo, o custo de
repintura foi de 645,67€, equivalente a 35,87€/dia. Este valor deve continuar a ser alvo de cálculo e
posterior análise, podendo-se verificar, através deste, a melhoria do processo e a redução de custos.
5.14. REVISÃO DA MANUTENÇÃO DA SECÇÃO DE PINTURA
Na empresa existe uma base de dados onde são planeadas as atividades de manutenção preventiva tanto

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 105
elétrica como mecânica. As atividades são divididas em “Manutenção de 1º nível” e “Manutenção de 2º
nível”. As atividades de manutenção de 1º nível são desempenhadas pelos colaboradores do PT onde se
encontra a máquina, em contrapartida as de 2º nível são da responsabilidade da equipa de manutenção.
Trimestralmente as atividades de 1º e 2º nível são geradas, sendo entregues aos responsáveis pela sua
execução. Estes devem realizar as atividades com a periocidade indicada e o responsável pela execução
deve assinar as folhas como comprovativo da sua realização.
A secção de pintura apresenta um certo descuido no que concerne às atividades definidas de
manutenção preventiva, tendo-se alterado e incrementado várias atividades nos diversos equipamentos
que constituem a secção, com o objetivo de diminuir o número de paragens devido a avarias, sendo
neste caso necessária a manutenção curativa. De notar que podem existir várias situações, devido à
complexidade da máquina, que não se podem prever, de momento, e, portanto, continua a prevalecer a
manutenção curativa.
No Anexo 48 expõem-se as melhorias implementadas, por equipamento, no plano de manutenção da
empresa. As atividades adicionadas, bem como as eliminadas, foram retiradas após observação do
funcionamento dos equipamentos e, em alguns casos, aconselhamento de técnicos. Assim pretende-se
melhorar o PB.8, embora um contínuo acompanhamento seja indispensável.
Na figura seguinte apresenta-se um excerto de uma ficha de primeiro nível, retirada da base de dados de
gestão da manutenção da empresa, onde é possível visualizar-se as ações de 1º nível semanais
programadas para o transportador da secção de pintura (TRA.01). Similarmente é possível verificar que
para este equipamento não existem ações de periocidade diária. As fichas de 2º nível apresentam
informação semelhante às de 1º nível.
Figura 105 - Excerto de uma Ficha de 1º Nível
O acompanhamento das necessidades de novas atividades adicionadas às precedentemente citadas deve
ser efetuado, de forma a permitir que um maior número de ações de manutenção preventiva seja

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 106 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
realizado e, consequentemente, o número de ações corretivas seja reduzido. A manutenção preventiva é
essencial, pois as paragens devido à avaria dos equipamentos podem provocar a paragem do
transportador e respetivas consequências.
Com a implementação de ações de manutenção preventiva a disponibilidade do equipamento tende a
aumentar, resultando da diminuição das paragens inesperadas destas. É igualmente indispensável um
acompanhamento da real execução das atividades de manutenção devendo-se ocasionalmente verificar
se os colaboradores se encontram a desempenhar as ações definidas.
A manutenção dos equipamentos está, como indicado na secção 5.13, ligada à qualidade dos produtos,
devendo-se ter especial atenção ao cumprimento das ações e revisão destas.
MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 107
6. DISCUSSÃO DE RESULTADOS
Este capítulo é dedicado à análise das melhorias propostas, englobando as implementadas e as que
apenas foram planeadas, de forma a apurar os resultados do presente projeto.
Concluído o projeto em empresa, verifica-se nos colaboradores da secção de pintura uma maior interação
com os responsáveis pela gestão da produção, contribuindo com ideias e indicando com maior rapidez as
necessidades sentidas. Este ponto é fulcral para que tanto as medidas implementadas como as
propostas que possam futuramente surgir sejam facilmente entendidas e aceites pelos colaboradores.
Com a colaboração entre as partes, os ajustes às melhorias são realizados com maior rapidez e as
melhorias mais rapidamente amadurecidas.
Nas secções seguintes apresentam-se tabelas com as melhorias implementadas na empresa, onde se
encontram dados das melhorias, tanto ao nível de cálculo qualitativo como quantitativo, sempre que
possível. Para todas as tabelas é válida a legenda apresentada no final na Tabela 19.
Nas tabelas, a coluna “PROB.” respeita aos problemas indicados na secção 4, a coluna “Secção” indica
a secção onde foram apresentadas, com maior detalhe, as sugestões para os citados problemas. Nas
colunas referentes às “Melhorias” apresentam-se todos os ganhos, quando quantificáveis, obtidos com as
melhorias implementadas ou planeadas. Na coluna “Custos” indicam-se os montantes despendidos com
aquisições de materiais ou MO externos. Em relação às colunas dos “Desperdícios Reduzidos” são
indicados, para cada melhoria, quais os desperdícios (mudas) que foram combatidos.
6.1. MELHORIAS NA SECÇÃO DE PINTURA EM GERAL
Os problemas comuns à secção e as melhorias propostas encontram-se na tabela seguinte.
Em relação aos valores apresentados, nos custos reduzidos com as melhorias apresentam-se os
benefícios com a redução da utilização de MO, de área necessária, de perda de capacidade de produção
e de custos com o equipamento. De ressalvar que não foi possível apurar os custos com produtos não
conformes (defeitos).
Importa referir que todos os valores são relativos a um ano de trabalho, tendo este ano 230 dias. Face a
restrições relacionadas com o sigilo empresarial, os dados não podem ser totalmente discriminados.
A título de exemplo, a proposta para solucionar o PG.1, indicada de seguida, não foi implementada. No
entanto, como referido anteriormente, a sua implementação encontra-se planeada.
Para além dos problemas indicados na Tabela 13, foi analisado um novo problema, o envio dos ganchos
e armações para decapar. Neste, analisou-se a aquisição de uma máquina para efetuar a decapagem na
empresa, não se tendo verificado vantajosa a opção. Assim, optou-se pela subcontratação do serviço.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 108 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Tabela 19 - Melhorias dos Problemas da Secção em Geral
PR
OB
.
SE
CÇ
ÃO
DESCRIÇÃO
MELHORIAS
CUSTOS
DESPERDÍCIOS REDUZIDOS
QUALITATIVAS QUANTITATIVAS (REDUÇÕES ANUAIS)
(1) (2) (3) (4) (5) (6) (7) CUSTOS
DESLOCA-ÇÕES (M)
ÁREA (%) MO (MIN.)
PG
.1
5.6 - Autómato para controlo da linha
de pintura - Permitirá controlar a secção e estabelecer prioridades nas melhorias; aplicação de automatismos à prova de erro
N.I N.I 1 2 3 - - 6 -
PG
.2
5.1
- Reparação do pavimento e paredes da secção
- Movimentações de cargas facilitadas, reduzindo o risco de acidentes; menor libertação de impurezas passíveis de contaminar as peças, reduzindo as peças NC; delimitação de zonas; melhoria no aspeto visual da secção
N.Q N.A N.A N.A 300 € 1 - - - - 6 7
- Aquisição de um aspirador e limitação da zona onde se deve encontrar
- Redução da sujidade da zona das cabines; diminuição da contaminação das peças, reduzindo as peças NC; melhoria nas condições de trabalho
N.Q N.A N.A N.A 1.621 € 1 - - - - - -
No
vo
5.8 - Verificação da necessidade de
envio para decapagem
- Redução de NC; aumento da segurança no trabalho; diminuição de movimentações e processos inadequados; diminuição de esperas
N.I N.I 1 2 3 - - 6 -
Desperdícios: (1) Defeitos; (2) Movimentações; (3) Processamento Inadequado; (4) Sobreprodução; (5) Stocks; (6) Esperas; (7) Transportes. M.I: Mão-de-obra e/ou materiais internos (da empresa); N.A: Não aplicável; N.I: Não implementado; N.Q: Não quantificado (apesar das melhorias efetuadas, não foi possível apurar os benefícios); MIN. : Minutos
6.2. MELHORIAS NA ZONA DE CARGA
Na Tabela 20 apresentam-se as propostas de melhorias para os problemas identificados na zona de carga.
Tabela 20 - Melhorias dos Problemas na Zona de Carga
PR
OB
.
SE
CÇ
ÃO
DESCRIÇÃO
MELHORIAS
CUSTOS
DESPERDÍCIOS REDUZIDOS
QUALITATIVAS QUANTITATIVAS (REDUÇÕES ANUAIS)
(1) (2) (3) (4) (5) (6) (7) CUSTOS
DESLOCA-ÇÕES (M)
ÁREA (%) MO (MIN.)
PC
.1
5.2 - Etiquetas para identificação de
peças nas estantes - Fácil identificação das peças 1.391 € N.Q N.A 9.275 M.I. - 2 - 4 5 6 7

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 109
PR
OB
.
SE
CÇ
ÃO
DESCRIÇÃO
MELHORIAS
CUSTOS
DESPERDÍCIOS REDUZIDOS
QUALITATIVAS QUANTITATIVAS (REDUÇÕES ANUAIS)
(1) (2) (3) (4) (5) (6) (7) CUSTOS
DESLOCA-ÇÕES (M)
ÁREA (%) MO (MIN.)
PC
.2 5.2 - Eliminação de estantes e
stocks desnecessários
- Maior facilidade na colocação do material a pintar na zona principal da carga; maior facilidade em visualizar o material existente na zona
2.892 € N.Q 13,9% N.A M.I. 1 2 - 4 5 6 7
5.2 - Identificação de zonas para
determinados produtos - Fácil identificação de onde colocar determinados tipos de peças (que ficam nas estantes)
3.954 € 175.720 N.A 26.358 M.I. 1 2 - 4 5 6 7
PC
.3 e
P
C.5
5.2 - Colocação da indicação do
local por acabamento (postes) - Facilidade de comunicação e redução significativa na procura do local para colocar o material.
10.937 € 294.940 N.Q 57.270 M.I. - 2 - 4 5 6 7
PC
.4
5.1 - Nova bancada do chefe de
célula
- Dimensões atendendo a dados antropométricos; zonas diferenciadas e identificadas; possibilidade de movimentação da bancada; eliminação da necessidade de postos improvisados e consequentes movimentações na deslocação à bancada para obtenção de documentos.
4.140 € 36.800 58% 27.600 M.I. - 2 - 4 5 6 -
PC
.6
5.
12
- Método de racionalização do transportador - Melhor aproveitamento do espaço do transportador;
melhores métodos de trabalho; melhorias no processo; melhorias na qualidade das peças
N.I N.I 1 2 3 - 5 6 7
- Suporte para bandejas Mahia 2.645 € N.Q N.A N.Q M.I 1 2 3 - 5 6 7 - Novo método de suporte de frente de gaveta Mahia
N.I N.I 1 2 3 - - 6 7
PC
.7 e
P
C.9
5.3 - Local de stock de ganchos e
gabaris - Melhor aspeto visual; diminuição das deslocações e procura do tipo de gancho necessário
5.750 € 73.600 76,7% 36.800 115 € - 2 3 - - 6 -
PC
.7 e
P
C.8
5.3
- Transporte dos ganchos - Diminuição das deslocações para recolha de ganchos; Eliminação das paragens do transportador para recolha dos ganchos
2.442 € 151.110 N.A 2.300 M.I 1 2 - - - 6 -
PC
.10
5.2
- Local para colocar peças pequenas nos ganchos aquando a existência de paragens
- Possibilidade de efetuar uma pré-carga sem necessidade de paragem do transportador
12.979 € N.A N.A N.Q M.I 1 2 3 - 5 6 7
Contrariamente às sugestões anteriores, as propostas apresentadas para esta zona apresentam várias quantificações das melhorias efetuadas. No entanto, no que respeita à
quantificação da redução de stocks não foi possível indicar valores, pois não foi efetuado o registo previamente. É ainda de referir que a maioria das propostas foi realizada
com MO e materiais da empresa.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 110 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
6.3. MELHORIAS NO TÚNEL DE TRATAMENTO DE SUPERFÍCIES
Na tabela seguinte indicam-se os resultados das propostas efetuadas para os problemas do TTS.
Tabela 21 - Melhorias dos Problemas no Túnel de Tratamento de Superfícies
PR
OB
.
SE
CÇ
ÃO
DESCRIÇÃO
MELHORIAS
CUSTOS
DESPERDÍCIOS REDUZIDOS
QUALITATIVAS QUANTITATIVAS (REDUÇÕES ANUAIS)
(1) (2) (3) (4) (5) (6) (7) CUSTOS
DESLOCA-ÇÕES (M)
ÁREA (%) MO (MIN.)
PT
.1
5.1 - Melhoria da bancada dos
banhos - Melhoria do aspeto da bancada; facilidade em movimentar as portas; organização da bancada
63 € N.A N.A N.A M.I - 2 3 - - - -
PT
.2
5.7 - Doseamento automático dos
banhos
- Concentrações regularmente verificadas; garantia de melhor qualidade dos banhos; menor possibilidade de negligência por parte do operador; menor dependência humana
379 € N.I N.I N.I N.I 1 2 3 - - - -
PT
.3 e
P
S.2
5.13
.1
- Mecanismo para aspiração da água em excesso nas peças
- Redução dos problemas na aplicação de pintura; redução de NC; menores problemas na conservação dos chão-falsos do TUS; menos arrastamento de águas dos banhos
N.Q N.A N.A N.A M.I 1 2 3 - - 6 -
PT
.4
5.1
- Melhoria no exterior do TTS - Conservação da superfície exterior e área envolvente; melhoria na circulação de pessoas e carros (evitando quedas)
N.Q N.A N.A N.A M.I 1 2 - - - - -
PT
.5
5.10
- Mudança na manutenção dos aspersores
- Redução do tempo necessário para manutenção; menor quantidade de peças caídas; melhor qualidade do tratamento superficial
4.151 € 54936 N.A 18.474 5.912 € 1 2 - - - 6 7
PT
.6
5.7 - Gestão visual nas datas e
verificações dos banhos
- Fácil entendimento das datas em que devem ser efetuadas as mudanças dos banhos; fácil visualização do modo de controlo dos banhos e parâmetros a verificar
N.Q N.Q N.A N.A M.I 1 2 3 - - - -
Nesta secção, as melhorias efetuadas relativas à manutenção dos aspersores, não foi possível somar aos custos reduzidos o valor resultante das paragens do transportador
para manutenção. Como a manutenção era demorada, variadas vezes tinha que ser realizada antes ou após o horário de trabalho.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 111
6.4. MELHORIAS NO TÚNEL DE SECAGEM
O TUS foi a secção com menor número de propostas de melhoria. Na Tabela 22 indicam-se alguns dados relativos a sugestões de melhoria para colmatar os problemas
identificados no TUS. O PS.2 pode ser visualizado na tabela do TTS.
Tabela 22 - Melhorias dos Problemas no Túnel de Secagem
PR
OB
.
SE
CÇ
ÃO
DESCRIÇÃO
MELHORIAS
CUSTOS
DESPERDÍCIOS REDUZIDOS
QUALITATIVAS QUANTITATIVAS (REDUÇÕES ANUAIS)
(1) (2) (3) (4) (5) (6) (7) CUSTOS
DESLOCA-ÇÕES (M)
ÁREA (%) MO (MIN.)
PS
.1
5.13
.1
- Colocação de cortinas de ar - Diminuição das NC; melhoria das condições de trabalho pela redução da temperatura; melhoria no processo
2.863 € N.I N.I 1 2 3 - - - -
PS
.2
VER NO PT.3
PS
.3
5.1
- Melhoria no exterior do TUS - Conservação da superfície exterior do túnel; melhoria do aspeto
N.Q N.A N.A N.A M.I 1 2 - - - - -
A principal sugestão desta zona irá ser sentida após a introdução das cortinas de ar, ao nível das condições de trabalho e do consumo de gás.
6.5. MELHORIAS NA ZONA DE CABINES
A zona de cabines é zona que apresenta um número superior de melhorias. Na tabela seguinte apresenta-se a síntese das melhorias para esta zona.
Em relação às melhorias obtidas com a aplicação de SMED na mudança das cabines, os custos reduzidos foram calculados através da soma da diminuição da MO
necessária, do custo de perda de capacidade (valor que se poderia ganhar caso se estivesse a produzir) e o custo com o equipamento. O custo de sucata por iniciar a
produção de um novo lote é nulo, uma vez que a primeira peça encontra-se, habitualmente, com boa qualidade.
Nesta zona surgiram várias propostas que não tinham sido identificadas anteriormente, como é visível na tabela.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 112 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Tabela 23 - Melhorias dos Problemas na Zona de Cabines
PR
OB
.
SE
CÇ
ÃO
DESCRIÇÃO
MELHORIAS
CUSTOS
DESPERDÍCIOS REDUZIDOS
QUALITATIVAS QUANTITATIVAS (REDUÇÕES ANUAIS)
(1) (2) (3) (4) (5) (6) (7) CUSTOS
DESLOCA-ÇÕES (M)
ÁREA (%) MO (MIN.)
PB
.1
5.1 - Alteração do armário da cabine
corona
- Redução da área de stock ao estritamente necessário; redução de 3 locais de armazenamento para 1; eliminação de material desnecessário; identificação do material considerado necessário; redução de deslocações (os materiais encontram-se apenas num local)
345 € 3450 50% da
altura do armário
2.300 M.I - 2 - - 5 6 -
PB
.2
5.1 - Alteração do armário da cabine
tribo
- Redução da área de stock ao estritamente necessário; redução de 2 locais de armazenamento para 1; eliminação de material desnecessário; identificação do material considerado necessário; redução de deslocações (os materiais encontram-se apenas num local)
416 € 4600 53% 2.645 M.I - 2 - - 5 6 -
No
vo
5.1 - Local para escada auxiliar à
manutenção das cabines - Arrumação da escada sem ocupação de área fabril; definição do local da escada para reconhecimento de todos
8 € N.Q N.A N.Q M.I - 2 - - - 6 -
PB
.3
5.5 - Remoção da cabine tribo
inativa - Aumento da área disponível; melhoria no aspeto da secção
665 € 1.960 21 288 M.I 1 2 - - 5 - -
No
vo
5.5
- Nova cabine de pintura - A nova cabine deve assegurar a pintura de todas as cores e permitir uma mudança de cabines mais eficiente
N.I N.I 1 2 - - 5 6 -
PB
.4
5.9.
1 - Mudança da cabine tribo para a cabine corona - Redução do tempo com o transportador parado; melhores
condições de trabalho; redução do número de colaboradores necessários; menos esperas; possibilidade de manutenção na parte inferior da cabine devido ao fosso no pavimento
28.712 € 1147 N.A 8.670
6.000 €
1 2 3 - 5 6 7
5.9.
2 - Mudança da cabine corona para a cabine tribo
1.943 € 382315 N.A 7.819 1 2 3 - 5 6 7
5.9.
3
- Mudança na cabine corona 23.878 € 31476 N.A 537 1 2 3 - 5 6 7
PB
.5
5.11
- Instrução de trabalho para reinício da cabine corona
- Eliminação da dependência de apenas um colaborador; maior polivalência dos colaboradores
N.Q N.Q N.A N.Q M.I - 2 3 - - 6 -
PB
.6
5.1 - Carro para colocação de caixas
vazias - Melhoria na organização da zona; maior área disponível; facilidade nas deslocações
77 € IGUAL 85% N.Q M.I - 2 - - - - -

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 113
PR
OB
.
SE
CÇ
ÃO
DESCRIÇÃO
MELHORIAS
CUSTOS
DESPERDÍCIOS REDUZIDOS
QUALITATIVAS QUANTITATIVAS (REDUÇÕES ANUAIS)
(1) (2) (3) (4) (5) (6) (7) CUSTOS
DESLOCA-ÇÕES (M)
ÁREA (%) MO (MIN.)
PB
.7
5.4
- Supermercado de tintas - Identificação das zonas a colocar e quantidade (por cor); alimentação efetuada pelo colaborador do armazém
520 € 38164 33% 2.300 M.I 1 2 3 - 5 6 -
PB
.8
5.14
- Revisão do plano de manutenção
- Tendência para redução do número de paragens; menor número de manutenções curativas; melhoria na qualidade dos produtos
N.Q N.A N.A N.Q N.A 1 2 3 - - 6 -
PB
.9
5.13
.1
- Redução das aberturas da cabine corona
- Menor quantidade de desperdício de pó; sujidade e possível contaminação de peças; melhor aspiração
484 € N.A N.A N.Q M.I 1 2 3 - - - -
PB
.10
5.8
- Sistema de alarme face ao nível de pó nos reservatórios de tinta
- Alerta do momento que é necessário reabastecer o recipiente; desnecessário parar transportador
9.681 € N.I N.I 1 2 3 - - 6 -
PB
.11
5.7
- Sistema automático de parametrização dos valores das pistolas das cabines
- Redução de custos pois seria utilizada menos tinta; menor probabilidade de erros; melhor qualidade das peças
N.I N.I 1 2 3 - - 6 -
PB
.12
5.1 - Organização das mesas do
posto de lixar - Melhores condições de trabalho; locais identificados para os componentes
N.Q N.Q N.A N.Q M.I - 2 - - - 6 -
PB
.13
5.1 - Melhoria nas mesas de
secagem manual - Melhores condições de trabalho; altura atendendo a dados antropométricos
N.Q N.Q N.A N.Q M.I - 2 - - - 6 -
PB
.14
5.13
.3
- Cálculo do custo mensal de repintura
- Maior controlo do processo; possibilidade de introduzir valores no custeio da empresa; possibilidade de verificar a evolução mensal
N.Q N.A N.A N.Q N.A 1 - 3 - - - -
PB
.15
5.1 - Restauro das mesas antes do
TUP (após cabines)
- Possibilidade de deslocação das mesas (rodízios); altura atendendo a dados antropométricos; materiais identificados e com locais específicos; melhores condições de trabalho
N.Q N.Q N.A N.Q M.I - 2 - - - - -
No
vo
5.13
.1
Melhoria no sistema de fechar as portas da cabine corona
- Redução do tempo necessário para fechar as portas; redução de contaminação de peças com outras cores
57 € N.A N.A 382 M.I 1 2 3 - - 6 -

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 114 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
PR
OB
.
SE
CÇ
ÃO
DESCRIÇÃO
MELHORIAS
CUSTOS
DESPERDÍCIOS REDUZIDOS
QUALITATIVAS QUANTITATIVAS (REDUÇÕES ANUAIS)
(1) (2) (3) (4) (5) (6) (7) CUSTOS
DESLOCA-ÇÕES (M)
ÁREA (%) MO (MIN.)
No
vo
5.13
.1
- Redução do comprimento das mangueiras
- Benefícios para a pintura; menor quantidade de mangueiras
1.485 € N.A N.A N.Q M.I 1 - 3 - - - -
No
vo
5.13
.1
- Pré-filtro na cabine manual - Redução das poeiras e, consequentemente, das peças contaminadas
N.Q N.A N.A N.Q N.A 1 - 3 - - - -
No
vo
5.13
.1
- Uso de abraçadeiras reutilizáveis nos sacos de tinta
- Redução do tempo necessário na abertura e fecho dos sacos; menos contaminações; menos derrames de tinta
N.A N.Q N.A N.Q M.I 1 2 3 - - 6 -
6.6. MELHORIAS NO TÚNEL DE POLIMERIZAÇÃO E ZONA DE DESCARGA
Os resultados obtidos para o TUP e zona de descarga encontram-se na tabela seguinte.
Tabela 24 - Melhorias dos Problemas no Túnel de Polimerização e Zona de Descarga
PR
OB
.
SE
CÇ
ÃO
DESCRIÇÃO
MELHORIAS
CUSTOS
DESPERDÍCIOS REDUZIDOS
QUALITATIVAS QUANTITATIVAS (REDUÇÕES ANUAIS)
(1) (2) (3) (4) (5) (6) (7) CUSTOS
DESLOCA-ÇÕES (M)
ÁREA (%) MO (MIN.)
PP
.1 e
P
P.3
5.13
.1
- Cortinas de ar no TUP - Diminuição das NC; melhoria das condições de trabalho pela redução de temperatura; melhoria no processo
2.863 € N.I N.I 1 2 3 - - - -
PP
.2
5.13
.2
- Ensaios ao impacto e aderência
- Melhorias nos processos de controlo de qualidade; maior viabilidade dos dados tratados; possibilidade de melhorias posteriores através do estabelecimento de padrões
N.I N.I 1 2 3 - - 6 -
PP
.3 e
P
D.4
5.5
- Mudança do local da descarga
- Possibilidade de retirar as peças arrefecidas; temperatura inferior; melhoria nas movimentações e transportes; melhor comunicação entre os operários da descarga e pintores
N.I
N.I 1 2 3 - - 6 7

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 115
PR
OB
.
SE
CÇ
ÃO
DESCRIÇÃO
MELHORIAS
CUSTOS
DESPERDÍCIOS REDUZIDOS
QUALITATIVAS QUANTITATIVAS (REDUÇÕES ANUAIS)
(1) (2) (3) (4) (5) (6) (7) CUSTOS
DESLOCA-ÇÕES (M)
ÁREA (%) MO (MIN.)
PD
.1
5.2 - Carro para armazenagem de
frente de gavetas - Caixas em estante com rodízios para redução das deslocações; bom armazenamento para redução de NC
626 € 2800 60% 3.680 1 2 3 - - 6 7
PD
.2
5.5 - Organização da armazenagem
após descarga
- Fácil localização das peças; possibilidade de estabelecer stocks mínimos e máximos; redução das deslocações e tempos perdidos dos operários da descarga e montagem
N.I N.I - 2 - - 5 6 7
PD
.3
5.5.
- Eliminação da máquina de embalar e do armazém expresso da zona de descarga
- Redução de área da descarga; redução da dificuldade de organização da zona e de dificuldades de movimentações.
N.A N.Q 179 m2 N.A M.I - 2 - - - - 7
PD
.5
5.13
.1
- Nova folha de registo de NC - Mais campos de preenchimento rápido; obrigatoriedade do campo "outro", para verificar o peso de outros tipos de NC não escritos na folha
N.Q N.A N.A N.Q M.I 1 - 3 - - - -
PD
.6
5.13
.1
- Listagem das origens das NC - Possibilidade de verificar rapidamente quais as possíveis origens na eminência de NC na descarga; alerta dos responsáveis mais eficazmente
N.Q N.A N.A N.Q N.A 1 2 3 - - 6 -
PD
.7
5.13
.2
- Ajuste no intervalo para registo da espessura de tinta
- Maior número de registos; maior controlo da qualidade do processo e das peças
N.Q N.A N.A N.Q N.A 1 2 3 - - 6 -
PD
.8
5.13
.2
- Ajuste nos limites de espessura de tinta
- Aumento da qualidade das peças N.Q N.A N.A N. Q N.A 1 - 3 - - - -
PD
.9
5.13
.2
- Ensaios à cor e ao brilho - Controlo da entrada de novos lotes; controlo dos acabamentos ao longo do tempo; tendência em apresentar o processo mais controlado
N.I N.I 1 2 3 - - 6 7
PD
.10
5.13
.1
- Folhas para registo de provetes - Comparação com provetes antigos facilitada (lotes antigos e variações de cores); possibilidade de verificar especificações de provetes realizados
N.Q N.Q N.A N.Q M.I 1 2 3 - - - -
PD
.11
5.13
.1
- Provetes para comparação dos acabamentos
- Possibilidade de comparar padrões sem a necessidade de procurar outras peças pintadas anteriormente; alerta dos pintores efetuado mais rapidamente
N.Q N.Q N.A N.A M.I 1 2 3 - - 6 7

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 116 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
PR
OB
.
SE
CÇ
ÃO
DESCRIÇÃO
MELHORIAS
CUSTOS
DESPERDÍCIOS REDUZIDOS
QUALITATIVAS QUANTITATIVAS (REDUÇÕES ANUAIS)
(1) (2) (3) (4) (5) (6) (7) CUSTOS
DESLOCA-ÇÕES (M)
ÁREA (%) MO (MIN.)
PD
.12
5.1
- Nova bancada da descarga - Melhoria no aspeto visual; redução de área; melhor organização da bancada
14 € N.A 72,5% N.Q M.I . 2 3 - - 6 -
PD
.13
5.3 - Estante para armazenagem
dos ganchos - Facilidade em movimentações; redução da área ocupada; melhores condições de trabalho
492 € N.Q 41,7% 3.450 115 € - 2 3 - - 6 -
Em semelhança com o TUS, as melhorias alcançadas após a implementação das cortinas de ar serão muito benéficas. Esta zona será alvo de um grande número de
melhorias que se encontram planeadas e serão implementadas até ao final do presente ano. Importa após a implementação verificar-se os resultados obtidos.
6.7. ANÁLISE DA REDUÇÃO DE DESPERDÍCIOS
Após indicados os resultados obtidos para as melhorias sugeridas, importa realizar uma análise geral de modo a identificar pontos-chave destas. Em relação aos desperdícios
eliminados/reduzidos (Tabela 25), o desperdício mais colmatado foi o de movimentações desnecessárias, apresentando 53 melhorias que permitiram reduzir estas atividades
que não acrescentam valor ao produto. O desperdício menos reduzido foi a sobreprodução.
Tabela 25 - Síntese dos Desperdícios Eliminados/Reduzidos
DESPERDÍCIOS GERAL CARGA TTS TUS CABINES TUP_DESC TOTAL
DEFEITOS 2 7 5 2 15 11 42 MOVIMENTAÇÕES DESNECESSÁRIAS 1 11 6 2 20 13 53 PROCESSOS INADEQUADOS 1 5 4 1 14 13 38 SOBREPRODUÇÃO 0 5 0 0 0 0 5 STOCKS 0 8 0 0 8 1 17 ESPERA 1 11 2 0 16 10 40 TRANSPORTES 0 8 1 0 3 6 18
Das zonas de pintura onde foram realizadas melhorias, a zona de cabines apresenta-se como o local onde foram reduzidos mais desperdícios (76), seguida da carga (56).
Das melhorias efetuadas, as que resultaram em maiores reduções de custos foram as melhorias obtidas com implementação de SMED nas cabines de pintura.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 117
7. CONCLUSÕES
O presente capítulo apresentada as principais apreciações finais relativas ao projeto efetuado e ainda
algumas sugestões para trabalho a desenvolver futuramente.
7.1. CONSIDERAÇÕES FINAIS
O projeto desenrolou-se conforme estabelecido inicialmente. Face aos resultados obtidos, pode
considerar-se que os objetivos foram alcançados, não devendo, no entanto, ser cessada a procura de
melhorias.
A análise da secção de pintura permitiu verificar que a escolha da empresa, para que o projeto se
desenvolvesse nesta secção, foi assertiva. Os diversos problemas detetados resultaram numa elevada
diversidade de possíveis melhorias a efetuar.
Algumas das sugestões indicadas surgiram derivadas da pesquisa bibliográfica efetuada, que possibilitou
desenvolver ideias relativas aos problemas da secção da pintura.
As melhorias implementadas foram concluídas com o envolvimento de um conjunto de elementos da
empresa, pertencentes a diversos departamentos, entre eles o departamento de produção, de
manutenção e de qualidade. Com as melhorias propostas foi possível obter ganhos significativos, tanto a
nível monetário como de condições de trabalho, e ainda estimular o espírito crítico dos colaboradores.
No balanço final das melhorias para as quais foi possível quantificar valores, obtiveram-se ganhos anuais
na ordem dos 113.909€, tendo sido gastos 14.062€. De notar que nestes valores, não se incluem os
valores obtidos nos ganhos com mudanças de fornecedores.
Embora algumas propostas não tenham sido alvo de implementação, como é indicado na secção
seguinte, o pensamento inerente à melhoria contínua não deve ser descuidado, devendo-se perseguir a
melhoria a cada dia.
Este projeto proporcionou uma grande experiência humana, através da interação com os diversos
colaboradores da empresa, sendo esta aprendizagem fundamental para o sucesso de qualquer atividade.
Por fim, entende-se que o trabalho desenvolvido contribuiu para colocar a secção de pintura mais apta à
crescente competitividade dos mercados atuais, enquadrando-se as ações efetuadas na filosofia lean
manufacturing.
7.2. TRABALHO FUTURO
O projeto desenvolvido na secção de pintura não representa o final da melhoria da secção, mas sim um
início da metodologia kaizen dentro da empresa, mais concretamente na secção citada. O kaizen, como o
seu significado indicia, é uma procura contínua pela melhoria, por isso é essencial um incessante

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 118 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
acompanhamento da secção e das necessidades dos seus colaboradores. O seguimento das melhorias
efetuadas deve ser realizado, de modo a garantir o real sucesso destas e, caso necessário,
concretizarem-se ajustes.
Conforme foi indicado precedentemente, existem um conjunto de melhorias que foram planeadas e cuja
implementação na empresa foi calendarizada, e outras cujo agendamento não foi acordado:
Tabela 26 - Melhorias a Implementar
ZONA MELHORIA AGENDAMENTO
GERAL Racionalização do transportador Não foi agendado
Mecanismo de autómato para controlo da secção Último trimestre
CARGA Mecanismo para verificação de espessura dos cabides Até final de Novembro
TTS
Estudo dos produtos para os banhos para testar Até final de Novembro
Teste dos novos produtos para os banhos Dezembro
Doseamento automático Último trimestre
TUS Cortinas de ar na entrada do TUS Último trimestre
CABINES
Sistema para alerta do nível de tinta na cabine corona e
tribo
Último trimestre
Sistema para automatização das pistolas face ao tipo de
peça e de acabamento
Último trimestre
Aquisição da nova cabine Não foi agendado
Painéis para colocação de ferramentas Novembro
TUP e
DESCARGA
Cortinas de ar na saída do TUP Último trimestre
Mudança do local da descarga Dezembro
Organização da carga após mudança do local desta Dezembro
Aquisição e início da utilização da lupa para verificação do
tipo de lixo presente nas peças
Último trimestre
Aquisição dos novos equipamentos de controlo de
qualidade
Último trimestre
Novos testes de qualidade Último trimestre
Novos que problemas que venham a ser identificados devem, após identificação, ser alvo de melhoria.
Alguns problemas ocorrem com algumas regularidade devido ao estado das instalações, como é o caso
das fugas nas cabines – devendo-se verificar o estado das tubagem e substituir sempre que necessário –
embora na manutenção existam ações que vão de encontro a este aspeto, é necessário que um
responsável superior faça esta verificação. Outro exemplo é a reparação de fissuras nos túneis.
Deve ser alvo de especial cuidado o controlo de qualidade efetuado pelos colaboradores e, caso seja
possível, deve ser implementado um sistema mais automatizado ou contratado um colaborador
responsável apenas pela verificação da qualidade das peças pintadas.
Por fim, propõe-se a inclusão de quadros para colocação de indicadores (gestão visual). Estes indicadores
devem incluir dados relativos às não conformidades, à produtividade da secção, assim como uma lista de
tarefas a desenvolver pelos colaboradores da secção aquando da ocorrência de paragens. Como indicado
anteriormente, a presença de informações (indicadores) pode influenciar a procura pela melhoria por
parte dos colaboradores.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 119
REFERÊNCIAS BIBLIOGRÁFICAS
Al-Araidah, O., Jaradat, M., & Batayneh, W. (2010). Using a fuzzy Poka-Yoke based controller to
restrain emissions in naturally ventilated environments. Expert Systems with
Applications, 4787-4795.
Al-Saleh, K. (2011). Productivity improvement of a motor vehicle inspection station using
motion and time study techniques. Journal of King Saud University, 33-41.
Aoki, K. (2008). Transferring Japanese kaizen activities to overseas plants in China.
International Journal of Operations & Production Management, 28(6), 518-539.
Arai, K., & Sekine, K. (1992). Kaizen for Quick Changeover: Going Beyond Smed. New York:
Productivity Press.
Araújo, C., & Rentes, A. (2006). The Kaizen Methodology in the Conduction of Change
Processes on Lean Manufacturing Systems. Revista Gestão Industrial, 2(2), pp. 126-
135.
Barroso, M., & Costa, L. (2010). Antropometria e aplicação de dados antropométricos.
Ergonomia e Estudo de Postos de Trabalho. Universidade do Minho: Publicação
Interna, Departamento de Produção e Sistemas: MIEGI.
Bateman, N., & Rich, N. (2003). Companies’ perceptions of inhibitors and enablers for process.
International Journal of Operations & Production Management, 23(2), 185-199.
Brunt, D., & Butterworth, C. (1998). Waste Elimination in Lean Production – A Supply Chain
Perspective. Düsseldorf: Proc ISATA.
Chen, J., & Li, Y. S. (2010). From value stream mapping toward a lean/sigma continuous
improvement process: an industrial case study. International Journal of Production
Research, 48(4), 1069 - 1086.
Coimbra, E. (2008). Os sete Princípios Kaizen. Suplemento do Jornal Vida Económica, 2.
Colim, A. (2010). Caderno de Exercícios. Ergonomia e Estudo de Postos de Trabalho.
Universidade do Minho: Publicação Interna, Departamento de Produção e Sistemas:
MIEGI.
Cunningham, J., & Jones, D. (2007). Easier, Simpler, Faster: Systems Strategy for Lean IT. New
York: Productivity Press.
Cyplik, P., Hadas , L., & Fertsch, M. (2009). Production planning model with simultaneous
production of spare parts. International Journal of Production Research, 2091-2108.
Dennis, P. (2007). Lean Production Simplified. New York: Productivity Press.
EInforma. (2010). Relatório Estrutural. FAMO - Indústria de Mobiliário de Escritório, LDA.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 120 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Eswaramoorthi, M., Kathiresan, G., & Prasad, P. (2011). A survey on lean practices in Indian
machine tool industries. Int J Adv Manuf Technol, 1091–1101.
Ghinato, P. (2000). Produção & Competitividade: Aplicações e Inovações. Recife: Adiel T. de
Almeida & Fernando M. C. Souza.
Graves, S., & Kan, A. (1993). Logistics of production and inventory. London: Elsevier.
Grout, J., & Toussaint, J. (2010). Mistake-proofing healthcare: Why stopping processes may be
a good start. Business Horizons, 149—156.
Harris, C., Harris, R., & Streeter, C. (2011). Lean Supplier Development. New York: Productivity
Press.
Hodge, G., Ross, K., Joines, J., & Thoney, K. (2011). Adapting lean manufacturing principles to
the textile industry. Production Planning & Control, 237-247.
Horninburg, S. (2009). Método para Eventos Gemba Kaizen. Dissertação de Mestrado,
Universidade Federal de Santa Catarina, Florianópolis, Brasil.
Imai, M. (1991). Kaizen. (ky'zen). The key to Japan's competitive success. New York: Random
House.
Imai, M. (1992). Kaizen: A Chave do Sucesso Competitivo do Japão. São Paulo, Brasil: Imam.
Imai, M. (1997). Gemba kaizen: a commonsense low-cost approach to management. New York:
McGraw-Hill.
INE. (s.d.). CAE empresa. Obtido em 01 de Dezembro de 2010, de Instituto Nacional de
Estatística: http://webinq.ine.pt/public/files/consultacae.aspx
Jugend, D., Silva, S., & Mendes, G. (2006). O método kaizen como forma de aprimoramento do
desempenho empresarial: a sistemática adotada em uma multinacional do setor de
autopeças. XIII SIMPEP. São Paulo, Brasil: Simpósio de Engenharia de Produção.
Kobayashi, I. (1995). 20 Keys to Workplace Improvement. Oregon: Productivity Press.
Lareau, W. (2011). Office Kaizen 2: Harnessing Leadership, Organizations, People, and Tools for
Office Excellence. Wisconsin: Quality Press.
Lee, S., Dugger, J., & Chen, J. (2000). Kaizen: An Essential Tool for Inclusion in Industrial
Technology Curricula. Journal of Industrial Technology, 16(1).
Lian, Y., & Landeghem, H. (2007). Analysing the effects of Lean manufacturing using a value
stream mapping-based simulation generator. International Journal of Production
Research, 3037-3058.
Liker, J. (2004). The Toyota way: 14 management principles from the world's greatest
manufacturer (1ª ed.). New York: McGraw-Hill.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 121
Losonci, D., Demeter, K., & Jenei, I. (2011). Factors influencing employee perceptions in lean
transformations. Int. J. Production Economics, 30–4.
Lu, J., Yang, T., & Wang, C. (2011). A lean pull system design analysed by value stream mapping
and multiple criteria decision-making method under demand uncertainty.
International Journal of Computer Integrated Manufacturing, 211-228.
Lycke, L. (2003). Team development when implementing TPM. Total Quality Management,
205–213.
Lysons, K., & Farrington, B. (2006). Purchasing and supply chain management. Harlow: Pearson
Education Limited.
MEI. (2007). Pequenas e Médias Empresas (PMEs). Obtido em 01 de Dezembro de 2010, de
Ministério da Economia, da Inovação e do Desenvolvimento: http://www.min-
economia.pt/innerPage.aspx?idCat=138&idMasterCat=19&idLang=1
Melton, T. (2005). The Benefits of Lean Manufacturing What Lean Thinking has to Offer the
Process Industries. Trans IChemE, 83(A6), 662–673.
Miltenburg, J. (2007). One-piece flow manufacturing on U-shaped production lines: a tutorial.
IIE Transactions, 303-321.
Monden, Y. (1983). Toyota production system. Georgia: Industrial Engineering and
Management Press.
Monden, Y. (1998). Toyota Production System - An Integrated Approach to Just-in-Time.
Georgia: Engineering & Management Press.
Murata, K., & Katayama, H. (Agosto de 2010). Development of Kaizen case-base for effective
technology transfer-a case of visual management technology. International Journal of
Production Research, 48(16), 4901 - 4917.
Nakajima, S. (1988). Introduction to TPM: Total Productive Maintenance. Portland: Productivity
Press.
Neumann, W., & Medbo, L. (2010). Ergonomic and technical aspects in the redesign of material
supply systems: Big boxes vs. narrow bins. International Journal of Industrial
Ergonomics, 541-548.
Neurtek. (2011a). SP 64 Portable Sphere Spectrophotometer. Obtido em 29 de Junho de 2011,
de Neurtek: http://www.neurtek.com/catalogo/fichas_ref/32704_XrtSP64ing.pdf
Neurtek. (2011b). Brillómetro Novo-Gloss Lite. Obtido em 29 de Junho de 2011, de Neurtek
instruments:
http://www.neurtek.com/catalogo/index.php?pg=2&Sector=438&Sector2=439&Famili
a=1126&CodProducto=380
Neurtek. (2011c). Impactómetro para pinturas. Obtido em 29 de Junho de 2011, de Neurtek
instruments:

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA 122 MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
http://www.neurtek.com/catalogo/index.php?pg=2&Sector=412&Sector2=422&Famili
a=1062&CodProducto=247
Neurtek. (2011d). Adherencia por Corte Enrejado / Rayado. Obtido em Junho de 29 de 2011,
de Neurtek instrumens:
http://www.neurtek.com/catalogo/index.php?pg=2&Sector=412&Sector2=420&Famili
a=1012&CodProducto=170
Ohno, T. (1988). Toyota production system: beyond large-scale production. New York, United
States of America: Productivity Press.
Paniago, A. (2008). Kaizen - Implementação na Indústria de Autopeças: Resultados na Redução
das Perdas na Área Produtiva. Dissertação de Mestrado, Escola Politécnico da
Universidade de São Paulo, São Paulo, Brasil.
Parry, G., & Turner, C. (2006). Application of lean visual process management tools. Planning &
Control Production, 77-86.
Penfield, P. (2006). The Lean Process and Its Impact on Manufacturing and Distribution.
Material Handling Industry of America.
Pessan, C., & Néron, E. (2011). Setup tasks scheduling during production resettings.
International Journal of Production Research, 6787-6811.
Pettersen, J. (2009). Defining lean production: some conceptual and practical issues. The TQM
Journal, 127-142.
Rees, H. (2011). Supply Chain Management in the Drug Industry. New Jersey: Wiley.
Rich, N., Bateman, N., Esain, A., Massey, L., & Samuel, D. (2006). Lean evolution: lessons from
the workplace. New York: Cambridge University Press.
Sá, J., Dinis, J., & Sousa, R. (2011).
Saunders, M., Lewis, P., & Thornhill, A. (2007). Research Methods for Business Students (4th.
ed.). Financial Times Prentice-Hall.
Shingo, S. (1985). A revolution in manufacturing: the SMED system. Cambridge: Productivity
Press.
Shingo, S. (1988). Non-stock production: the Shingo system for continuous improvement.
Portland: Productivity Press.
Shingo, S. (1989a). Zero quality control: source inspection and the poka-yoke system. Portland:
Productivity Press.
Shingo, S. (1989b). A study of the Toyota production system from an industrial engineering
viewpoint. New York: Productivity Press.
Slack, N., Johnston, R., & Chambers, S. (2002). Administração da Produção (2ª ed.). São Paulo,
Brasil: Atlas.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA 123
Staatsa, B., Brunnerb, D., & Upton, D. (2011). Lean principles, learning, and knowledge work:
Evidence from a software services provider. Journal of Operations Management, 376-
390.
Takeda, H. (2006). The synchronized production system: going beyond just-in-time through
kaizen. London: Kongan Page.
Weinstein, L., Vokurka, R., & Graman, G. (2009). Costs of quality and maintenance:
Improvement approaches. Total Quality Management & Business Excellence, 497-507.
White, R., Ojha, D., & Kuo, C. (2010). A competitive progression perspective of JIT systems:
evidence from early US implementations. International Journal of Production Research,
6103-612.
Womack, J., & Jones, D. (1996). Lean Thinking: Banish Waste and Create Wealth in. New York:
Simon and Schuster.
Womack, J., Jones, D., & Roos, D. (1990). The machine that changed the world. New York,
United States of America: Scribner.
Yamamoto, Y., & Bellgran, M. (2010). Fundamental mindset that drives improvements towards
lean production. Assembly Automation, 30(2), 124–130.
Zeng, A., & Johnson, S. (2009). Integrating a discovery‐based laboratory to teach supply chain
management fundamentals in an undergraduate management course. Innovations in
Education and Teaching International, 71-82.


MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA I
ANEXOS

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA II MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 1 – ORGANIGRAMA DA EMPRESA
ANEXO 2 – ZONAS PRODUTIVAS
ANEXO 3 – FLUXO PRODUTIVO DE UMA SECRETÁRIA
ANEXO 4 – COMPETÊNCIAS, CONHECIMENTO E FORMAÇÃO
ANEXO 5 – LOCALIZAÇÃO DOS COLABORADORES DA PINTURA
ANEXO 6 – ANÁLISE ABC EM RELAÇÃO À QUANTIDADE
ANEXO 7 – ANÁLISE ABC EM RELAÇÃO AO VALOR
ANEXO 8 – ITENS COMUNS DA ANÁLISE ABC EM RELAÇÃO À QUANTIDADE E VALOR (80%)
ANEXO 9 – REFERÊNCIAS DAS PEÇAS POR SECÇÕES DA ESTANTE
ANEXO 10 – RESUMO DAS REFERÊNCIAS COMUNS
ANEXO 11 – FOLHA PARA REGISTO DE PARAGENS DA SECÇÃO DE PINTURA
ANEXO 12 – GRÁFICO DE PROCESSOS DE ANÁLISE E CONTROLO DOS BANHOS
ANEXO 13 – GRÁFICO DE PROCESSOS DE MANUTENÇÃO DOS ASPERSORES
ANEXO 14 – FOLHA DE REGISTO DE PRODUÇÃO DA CABINE CORONA
ANEXO 15 – INVENTÁRIO DE CAIXAS DE TINTA EM MAIO 2011
ANEXO 16 – REGISTO DE CAIXAS DE TINTA COM PRAZO DE VALIDADE EXPIRADO
ANEXO 17 – LAYOUT SIMPLIFICADO DA DESCARGA E MONTAGEM
ANEXO 18 – FOLHA PARA REGISTO DE DEFEITOS NA DESCARGA
ANEXO 19 – DADOS ANTROPOMÉTRICOS DA POPULAÇÃO PORTUGUESA ADULTA
ANEXO 20 – TABELA ESTATÍSTICA DA DISTRIBUIÇÃO NORMAL
ANEXO 21 – DIMENSÕES ANTROPOMÉTRICAS ESTÁTICAS UTILIZADAS
ANEXO 22 – CÁLCULOS ANTROPOMÉTRICOS PARA POSTO DO CHEFE DE CÉLULA
ANEXO 23 – CÁLCULOS ANTROPOMÉTRICOS PARA POSTO DE SECAGEM MANUAL
ANEXO 24 – CÁLCULOS ANTROPOMÉTRICOS PARA POSTO ANTES DO TUP
ANEXO 25 – CÁLCULOS ANTROPOMÉTRICOS PARA BANCADA DA DESCARGA
ANEXO 26 – COMPRAS DE TINTA POR COR
ANEXO 27 – INSTRUÇÕES PARA CONSUMO DE CAIXAS EM PALETES
ANEXO 28 – LISTA DE OPERAÇÕES PARA MUDANÇA TIPO 1
ANEXO 29 – GRÁFICO DE UTILIZAÇÃO DE RECURSOS DA MUDANÇA TIPO 1
ANEXO 30 – STANDARD WORK SHEET PARA MUDANÇA TIPO 1 APÓS MELHORIAS
ANEXO 31 – LISTA DE OPERAÇÕES PARA MUDANÇA TIPO 2

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA III
ANEXO 32 – GRÁFICO DE UTILIZAÇÃO DE RECURSOS DA MUDANÇA TIPO 2
ANEXO 33 – STANDARD WORK SHEET PARA MUDANÇA TIPO 2 APÓS MELHORIAS
ANEXO 34 – LISTA DE OPERAÇÕES PARA MUDANÇA TIPO 3
ANEXO 35 – GRÁFICO DE UTILIZAÇÃO DE RECURSOS DA MUDANÇA TIPO 3
ANEXO 36 – STANDARD WORK SHEET PARA MUDANÇA TIPO 3 APÓS MELHORIAS
ANEXO 37 – LISTA DE OPERAÇÕES PARA MANUTENÇÃO DE ASPERSORES DO TTS
ANEXO 38 – STANDARD WORK SHEET PARA MANUTENÇÃO DE ASPERSORES DO TTS APÓS MELHORIAS
ANEXO 39 – INSTRUÇÃO DE TRABALHO
ANEXO 40 – FOLHA DE REGISTOS NA ANÁLISE DE PEÇAS
ANEXO 41 – PROPOSTA 1: BANDEJAS MAHIA
ANEXO 42 – PROPOSTA 2: FRENTES DE GAVETAS DE BLOCOS MAHIA
ANEXO 43 – FOLHA PARA REGISTO DE PROVETES INTERNOS
ANEXO 44 – FOLHA PARA REGISTO DE PROVETES EXTERNOS
ANEXO 45 – NOVA FOLHA PARA REGISTO DE NÃO CONFORMIDADES
ANEXO 46 – FOLHA PARA REGISTO DE MEDIÇÃO DE ESPESSURAS
ANEXO 47 – FOLHA PARA REGISTO DE NC NO POSTO DE LIXAR
ANEXO 48 – MANUTENÇÃO DOS EQUIPAMENTOS DA SECÇÃO DE PINTURA

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA IV MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 1 – ORGANIGRAMA DA EMPRESA

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA V
ANEXO 2 – ZONAS PRODUTIVAS
Legenda
Célula Carpintaria: 71;
Células de corte de chapa: 77 (Quinadeiras), 79 (Puncionadora e Paineladora Goiti, Puncionadora e
Paineladora Salvagnini) e 80 (Puncionadora – PGA);
Células de transformação de chapa: 81 (Armários), 82 (Secretárias), 83 (Blocos Gavetas), 84 (Blocos
Corpos), 85 (Tubos e Perfilados);
Célula Pintura: 86;
Célula Montagem: 87;
Célula Embalagem: 88;
Célula Estofos: 89;
Célula Tornos: 90.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA VI MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 3 – FLUXO PRODUTIVO DE UMA SECRETÁRIA
De modo a exemplificar-se o fluxo produtivo de uma secretária, selecionou-se a secretária K-Line sem
calha elétrica (Figura 106) para representar o respetivo fluxo.
Figura 106 - Secretária K-Line Sem Calha
O fluxo de materiais e de informação encontra-se salientado na figura seguinte, onde é válida a legenda
presente no Anexo 2.
Figura 107 - Fluxo de Materiais e Informação da Secretária K-Line Sem Calha
A Figura 108 apresenta os fluxos do produto dentro das instalações, de forma a tornar-se mais percetível
a informação.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA VII
Figura 108 - Fluxo Produtivo da Secretária K-Line Sem Calha Eléctrica
A chapa encontra-se armazenada em 1. Inicialmente esta segue para a célula 77, local representado por
2. De seguida, as peças cortadas são enviadas para a célula 82 (zona 3).
Quanto aos tubos, estes encontram-se armazenados em 4 e são transformados em 5. Ambos os passos
anteriores são realizados na célula 85. Os tubos seguem para a célula 82, onde são soldados com a
chapa transformada (zona 6).
Seguidamente as peças transitam para 7, onde aguardam para serem colocadas na secção de pintura,
terminando este processo em 8. Posteriormente à pintura as pernas são montadas (zona 9) na célula 87,
na área respetiva à linha de secretárias em questão.
Depois, os tampos armazenados em 10 são embalados na célula 88, assim como as pernas que passam
da zona 9 para a célula de embalagem. Estas operações são realizadas na zona 11.
Posteriormente, as peças embaladas aguardam a expedição em 12, sendo, por fim, os produtos
expeditos no cais de descarga (zona 13).

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA VIII MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 4 – COMPETÊNCIAS, CONHECIMENTO E FORMAÇÃO
Relativamente ao recrutamento e seleção de recursos humanos, existe um documento
denominado “Perfil e descrição de funções”, onde é indicado, para a função em causa, qual a
escolaridade mínima requerida, as formações frequentadas, a experiência profissional necessária, perfil
(como é exemplo o espírito de equipa e facilidade de comunicação), a descrição de funções e a
delegação destas. Ou seja, estão definidos métodos e técnicas a utilizar no recrutamento e seleção de
recursos humanos, que visam garantir a igualdade de oportunidade e tratamento de todos os candidatos,
definindo de forma objetiva o envolvimento e responsabilidade de todos os intervenientes no processo.
Após decisão favorável acerca da admissão do candidato, a organização apresenta proposta de contrato,
que se rege pela legislação em vigor, para cada modalidade de contrato (a termo certo, incerto ou sem
termo).
Com a entrada da pessoa admita na empresa, o acolhimento e integração é realizado efetuando-se
uma apresentação global das instalações e dos colaboradores. Esta é informada do conjunto de
procedimentos e regulamentações internas existentes, tanto gerais como do departamento concernente,
sendo dada formação para o efeito (Identificação da Empresa, Caracterização da Atividade, Organização,
Missão, Valores, Política de Gestão, Objetivos Globais, Sistema de Gestão na Norma ISO 9001 e ISO
14001, Processos do Sistema de Gestão, Separação de Resíduos, Não Conformidades (NC) Ambientais,
Auditorias e Sistema Documental Utilizado).
A empresa tem condutas que permitem o desenvolvimento de competências pessoais, profissionais
e organizacionais dos seus recursos humanos. Para tal, identificam-se as necessidades de formação e os
mecanismos de controlo e de avaliação de eficácia da mesma. Estabelece ainda objetivos e elabora
planos de execução para garantir todos os recursos necessários. Em suma, para este procedimento são
realizadas as seguintes etapas: definição das necessidades de formação; planeamento da formação;
efetuação da formação; e avaliação dos resultados da formação.
A Famo desenvolve as competências dos seus colaboradores por via da formação, sendo que existe o
reconhecimento de competências por entidades externas.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA IX
ANEXO 5 – LOCALIZAÇÃO DOS COLABORADORES DA PINTURA
Os oito colaboradores da pintura encontram-se divididos do seguinte modo: dois operários fixos na zona
de carga (círculos vermelhos na Figura 109); quatro pintores (círculos a azul), apresentando uma
rotatividade semanal – dois para as Cabines de Pintura, um para lixar peças e o outro para a zona de
descarga; na zona de descarga, para além do pintor rotativo, anteriormente mencionado, existem mais
dois operários fixos (círculos verdes). Para além destes, existe o chefe de célula, representado com um
círculo vermelho na zona de carga.
Figura 109 - Layout com Operários da Secção de Pintura

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA X MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 6 – ANÁLISE ABC EM RELAÇÃO À QUANTIDADE
CÓDIGO DO ARTIGO QUANTID. %QUANT.
%QUANT. ACUMUL.
%ARTIGO %ARTIGO ACUMUL.
1 XBO3026 66425 23,87% 23,87% 0,06% 0,06%
CLASSE
A
2 CLC45 10986 3,95% 27,82% 0,06% 0,13% 3 CPC 9201 3,31% 31,13% 0,06% 0,19% 4 ET10 9187 3,30% 34,43% 0,06% 0,26% 5 XBA4 8185 2,94% 37,37% 0,06% 0,32% 6 EP10X4 7727 2,78% 40,15% 0,06% 0,38% 7 EP10X3 7247 2,60% 42,75% 0,06% 0,45% 8 10RCD 6918 2,49% 45,24% 0,06% 0,51% 9 10RCE 6893 2,48% 47,72% 0,06% 0,57%
10 CNOW 5892 2,12% 49,83% 0,06% 0,64% 11 XRP2100 4897 1,76% 51,59% 0,06% 0,70% 12 RB3 3784 1,36% 52,95% 0,06% 0,77% 13 10XKARTE1 3002 1,08% 54,03% 0,06% 0,83% 14 RBS2 2894 1,04% 55,07% 0,06% 0,89% 15 10RTR14 2587 0,93% 56,00% 0,06% 0,96% 16 XBS3029 2536 0,91% 56,91% 0,06% 1,02% 17 10RTR12 2282 0,82% 57,73% 0,06% 1,08% 18 EB20X4 2069 0,74% 58,48% 0,06% 1,15% 19 CPCT 2064 0,74% 59,22% 0,06% 1,21% 20 KC 1996 0,72% 59,94% 0,06% 1,28% 21 CNVW 1974 0,71% 60,65% 0,06% 1,34% 22 10RT128 1869 0,67% 61,32% 0,06% 1,40% 23 08.9.PROSPECTOS.A 1840 0,66% 61,98% 0,06% 1,47% 24 10RT148 1706 0,61% 62,59% 0,06% 1,53% 25 XTPU.18 1632 0,59% 63,18% 0,06% 1,59% 26 AR204 1598 0,57% 63,75% 0,06% 1,66% 27 RPP120 1598 0,57% 64,33% 0,06% 1,72% 28 CLCB3 1513 0,54% 64,87% 0,06% 1,79% 29 RPP140 1485 0,53% 65,41% 0,06% 1,85% 30 CLC47 1342 0,48% 65,89% 0,06% 1,91% 31 EP10X4R 1251 0,45% 66,34% 0,06% 1,98% 32 10RTR16 1239 0,45% 66,78% 0,06% 2,04% 33 EB20X3 1227 0,44% 67,22% 0,06% 2,10% 34 EP10X6R 1125 0,40% 67,63% 0,06% 2,17% 35 08.9.MATER 1035 0,37% 68,00% 0,06% 2,23% 36 CUR75 952 0,34% 68,34% 0,06% 2,30% 37 EP75X4 933 0,34% 68,68% 0,06% 2,36% 38 10RT088 931 0,33% 69,01% 0,06% 2,42% 39 ET75 924 0,33% 69,34% 0,06% 2,49% 40 CPP1865 900 0,32% 69,67% 0,06% 2,55% 41 10RTR08 896 0,32% 69,99% 0,06% 2,61% 42 CLC27 877 0,32% 70,31% 0,06% 2,68% 43 RPP080 874 0,31% 70,62% 0,06% 2,74% 44 HBR3 866 0,31% 70,93% 0,06% 2,81% 45 RPP160 839 0,30% 71,23% 0,06% 2,87% 46 AQ3430 829 0,30% 71,53% 0,06% 2,93% 47 XPFR60 777 0,28% 71,81% 0,06% 3,00% 48 RC90R 768 0,28% 72,09% 0,06% 3,06% 49 CUR35 766 0,28% 72,36% 0,06% 3,13% 50 ITT16 762 0,27% 72,63% 0,06% 3,19% 51 EP10X5R 757 0,27% 72,91% 0,06% 3,25% 52 IPT 754 0,27% 73,18% 0,06% 3,32% 53 AT1200 743 0,27% 73,44% 0,06% 3,38% 54 CBBC 742 0,27% 73,71% 0,06% 3,44% 55 08.9.PING-PONG 728 0,26% 73,97% 0,06% 3,51% 56 AR2219 714 0,26% 74,23% 0,06% 3,57%

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA XI
CÓDIGO DO ARTIGO QUANTID. %QUANT.
%QUANT. ACUMUL.
%ARTIGO %ARTIGO ACUMUL.
57 CUR100 692 0,25% 74,48% 0,06% 3,64%
CLASSE A
58 10RT168 634 0,23% 74,71% 0,06% 3,70% 59 CBC49 633 0,23% 74,93% 0,06% 3,76% 60 XFB 618 0,22% 75,16% 0,06% 3,83% 61 08.9.KIMA 602 0,22% 75,37% 0,06% 3,89% 62 08.9.ARMARIOS 559 0,20% 75,57% 0,06% 3,95% 63 08.9.SMILE 558 0,20% 75,77% 0,06% 4,02% 64 PC160 557 0,20% 75,97% 0,06% 4,08% 65 XCPUR 557 0,20% 76,17% 0,06% 4,15% 66 AT800 555 0,20% 76,37% 0,06% 4,21% 67 XSP22B 554 0,20% 76,57% 0,06% 4,27% 68 CPI1865 550 0,20% 76,77% 0,06% 4,34% 69 RF3 543 0,20% 76,97% 0,06% 4,40%
70 08.9.CATALOGO MAHIA
539 0,19% 77,16% 0,06% 4,46%
71 EP75X3 534 0,19% 77,35% 0,06% 4,53% 72 CQUIRSA10P20P 530 0,19% 77,54% 0,06% 4,59% 73 EP10X5 526 0,19% 77,73% 0,06% 4,66% 74 A21172 521 0,19% 77,92% 0,06% 4,72% 75 CSAT20P 510 0,18% 78,10% 0,06% 4,78% 76 KARTS90502379 499 0,18% 78,28% 0,06% 4,85% 77 08.9.NOW 494 0,18% 78,46% 0,06% 4,91% 78 08.9.URBAN 486 0,17% 78,63% 0,06% 4,97% 79 CLC49 482 0,17% 78,81% 0,06% 5,04% 80 KAGS2962379 479 0,17% 78,98% 0,06% 5,10% 81 AR124 477 0,17% 79,15% 0,06% 5,17% 82 R160 467 0,17% 79,32% 0,06% 5,23% 83 AR174 458 0,16% 79,48% 0,06% 5,29% 84 EB25X3 455 0,16% 79,65% 0,06% 5,36% 85 EF.A7750 440 0,16% 79,80% 0,06% 5,42% 86 A211936 437 0,16% 79,96% 0,06% 5,48%
87 a 340
XCPF (1) - - 94,99% - 21,68% CLASSE
B 341 a 1568
ARF862 (2) - - 100% - 100% CLASSE
C
(1) KT128; 08.9.ENEKO.A; 08.9.BUG/LC; CG25;08.9.POLO; XFI30409; PBR7; A211924; CLC25; 08.9.FOLHETOMAHIA;
PBR8; ILR53; 10RTR10; EB20X5; 10RCMRD; 10RCID; XSC60; 10RCIE; CLC26; 10RT188; C50; RS14T; 10I612M; 08.2.297.18;
10RBF3C; CPCM; MBRF3; 10RT110; 08.9.KLINE; PD3; CLCB4; RP90RC; EB25X4; CBC25; 08.9.CHAT; AR2116;
08.9.CATALOGO.MAHIA; AVGC28; RS12T; 08.9.SPOT; 08.9.GEMINI; 10I612P; 08.9.STEEL; XPFR80; RPP180; H168; PPU;
10RT116C; 10RC110; 08.9.CAPA/ESTREITA; CBC27; XSPG; 10RTC1614D; CG31; KS2; VR3; EF.113.08.0.02; KBRS3M2379;
10RCA; AR084; AR164; QT1200; ED3; CLBTCR52; RS16T; CPC4; XFA; XSP21B; KCE12; PT166; CPC3; 10RTR18; CP35;
ARF172; XCAB601C; EP75X5R; P168; XRLCD1118; R120; KB3; CPCB; 10RCMRE; 10RCMTD; 10RCMTE; A21173; EF.7750;
EB20X6; ECP3; HES086; CG35; CP100; R140; RSNEE18212379; CG36; HPP16; 08.9.CD; I612A; R180; KT148; XMI8045;
AR914; CHSO1; XCAB600; ARF162; XPT124; RSNED18212379; H188; PA74X; AR873; 10RTC1412D; 10RTR60; CBG59;
RS08A; XFV; K168; HE5T; PT146; AMPB08; CPC5; XPT100; XFAE; AR134; AR170; P148; PC160I; PC80; ETX10; ARF122;
PC89; KAG3S682379; PPP16; 10RTC1614E; RB2; RS10A; CP75; 10I608M; RMEG2379; ARF124; AR131; HA870; HPP18;
10RTC1412E; KARS890S23; P2B5; KAQS343023; A21191; AR863; ARF082; ARF164; CLB18; 10I608P; 10RT60; XMR433;
XPC3023; A211912; PS16; PT186; RM110; AR924; EP75X6R; P2B8L; PA16; A21171; RS08T; 08.9.EGON; MPP20; C391;
PS14; AR184; 08.9.TABELA/PREÇOS; AC93; 10RT086C; I608A; XMR435; PPP14; MA2016B3; XFAB; 04.0.037.01;
08.9.FOLHETO.MAHIA; ARF174; CHSO2; ARF160; R100; EF.30052100; AR120; P188; ARF170; CST7; EF.113.08.0.01;
XPT124C; CBGB; MR120; AR074; AR080; P2B6; 08.9.ARGOS; 08.9.CD.2D.3D; 08.9.PLANARIA; 10RPT60; CXAN100100P;
XMC395; AR911;MPP16; RBF6; HA873; P2A74; 10HTR10A; EB15X6;P169; V168; 08.9.BLOCOSA5; AR944; KI120B3; CHMG1;
EF.MS033; HCE96; KB3A4; XNK18; 08.9.CAPA/AMOSTRAS; 10XFB; EF.113.08.0.03; EF.ESTORE.I612.C; KCE14; CC2;
HSM16ET; PB6; RE086P; H148; A21193; ANP162; ARF080; MPP90; QT1000; ECP4; HMPT16; PS08; X146; 10KSS; I612P;
P146; 10HCXE; BKPC; CPC2; EPE10; MC18; 10RT240; AR114; HBR2; 10CPCBR; CN2500452158; EF.LIGHTPB018 ;A21192;
AR934.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA XII MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
(2) K148; MPP08; EF.RELEX1.100; RSD2219237923; XPT104; HMR2412; RBR3C; AR172; AR2117; EB15X4; HES106;
P208; AT1600; EAP; KPS120C; AR200; M16; MR2412; 10CPV4; 10XPT2115; HPT080; XSP22A; ARF084; 08.9.TAB.2010ESP;
10ILR53; 10RCC; AR122; EF.VISOLV012; HMA16; MR100; PSL71; PT126; XFC410; XNA18; KSB120CC; PCL; VR2; XPT870;
HCE11; RM120; XPT084; 10RC128A; AC92; AR160; AR162; AR183; ARF872; C392; R080; VB; 10RPC90R; AR201; PS12;
PT168; EF.LIGHTPB009; EF.RELEX2.100; ILA9053; IPL; XATILT; EP75X4R; KCRT; 10CPV3; K146; P2B5I; XSP21A; 10RT180;
K126; RS16A; RSE2219237923; RSM1202379; 10HTA10; 10RTO180; AR844; HM18C; IPO; PA08; PB5; V148;
08.9.CAPA/PORTA/DOC; AR813; EF.6031; H208; HMR14R; KSB140CC; MPP18; P128; ARF132; DTARP134C; QT800; V128;
XCR30429; MC20; AR244; ARF181; EB25X5; P2B6I; 10RCMRL; ARF167; EF.MS044; EF.MS066; HA120; KL2T.18; KSBCC16;
MPP14; XMR430; 08.9.CAPA/LARGA; 08.9.CAPA/PORTA/DOC.; 10XRLCD1118; CLBT18; CPCC; HA860; K128; RB3A4;
XPT080; CG40; CHMG2; HE166; ITT14; PB846; XDBX448; AR920; M1608; PB8I; PPP20; PT149; RE086C; RS14A;
08.9.TAB.2010POR; 10PTR14; 10RT312; 10RTO362; C393; HA850; HA930; PB8L; 10RT128AD; ITT18; VCP; 08.9.PROTON;
10RBF2C; 10RCBD; 10RCBE; 10RTR1212D; 10RTR1212E; AR123; AR870; ARF120; ECP5; M1408; P186; R081; Z00006561;
ARF134; C504; EB25X6; HD18; KCD; 10RT128AE; CPCBR; EF.VISOPB015; H326B4; VMR20; 10CPV2; 10RTA16C; AR2216;
AR974; ARF812; HBJ39; KPS160C; PA74; PT148; R1408; RE3T38; XM1070; 10RCIB; 10RTO240; AMPBT; AR167; AR890;
AR904; EF.MN600; HQT1000; P149; V188; AR524; AR922; CG35M; CGM30; EF.VISOCN010; M14; VF3; XRLC1118;
C167.18C01; CQD; CSEDUS.UP100.3000; HPP14; K086; K088; MR1811; PPP18; AG2; AMPE22; AR082; AR910; EB15X3;
H128; HA810; HMC16; P2B8I; RE086B3; XCPU; 10RPM90R; 10RTB120; AR151; BKI612C; CST5; EPE75; P166; R1608;
RP90RM; XMZ40; AR875; HBR166; HD20; XPT084C2; XTOPTCC54; 10KT148; 10MBF3M; 10RTC1212; ART963F; ARV;
EF.ESTORE.I608.C; EF.MS032; EF.MS050; EF.VISOLPLV009; EP75X5; K188; KCE18; KT188; PS675; RM180; V16; XCCR52;
XMR437; CBG25; CPC4T; HBT166; HD26; K106; M12; M18; MPP22; PT169; RE116P; V08C; VMR12; AR181; C50ER; CLC24;
EF.31352100; HA130; HA240; HBR3A; HS16EA; K166; MR3013; PS875; XPT084C; AMD22; AR104; AR171; HA174;
HMR3012; HPP20; KM60; KV21F3; NEC5; RC1614; RC1614B3; RMO180; RMT60; XMC397; 10EP10X4R; 10PTR12; 10PTR16;
10RTBC90; CBC50; CGBIC52; CL25TSM10N20; CPC2T; EF.6200; EF.921003.3; HA911; HS18ET; MA2218B3; MR3614; N20;
R121; V088; V14; X1625; AR2119; AR584; CBC28; CG40M; EB75X3; EF.ESTORE.I612.P; EF.VISOLP009/LV009;
EF.VISOLV006; HA910; HMR3216E; HPP17M; KSB160CC; KSBI608PC; M20; MA2020B3; NBR3; NCP; RBF46; 10RTB180;
AR2115; AR860; AR893; AR930; C503; C50E; CPC3T; DAARP114C; EB75X4; EF.MN303C; EF.RELEX1; HBAC45I; HD200;
HD220; HS16ET; I812A; PAG2; PD5; PT188; R141; RPP100; V1812; XMR431; XTOPTVA54; 10BPP120C42; 10BSF1204275;
10RPBC90; AG4; AR083; ARP204; AT2400; CEG; DTARP204C; EF.MN280; HA971; HES126; I812T; MA2018B3; PB4; RE116C;
RM240; V12; VMO20; XCRRM6; XPT040; 04.0.131.01; 10BEX122427511; 10RTO312; AMI08; AMI22; AMIF22; AMP22;
AR111; AR130; AR132; AR514; AR815; CP49PECK07; ED4; HA080; HA170; HA863; HBA12F; HMR2814; I612T; KI129; NBR4;
PT128; VMR11; VTF; X1623.54; XFI30408; XTOPTEP54AA; XTOPTP68MV27; AR862; AR895; CL25TRSM10N20;
CSEDUS.NW100.3000; H168B3; HA890; HA914; HE186; HM18TC; HMR16R; HPP15M; ITLA1690; KC1412; KC1612;
KC1614; KCE16; KPS140C; PT206; R1808; RE086A43; VS2; VTB; XFQ24; XMEG; 10KT168; 10MBF3V; 10RTB080;
10XRLC1118; AMP08; AR931; AT1000; BKCLR; CGM31; CLBTC23; CXAN75100P; EF.5110; EF.MN145; EF.MN184;
EF.VISOPB0030/PV030; HBA16; HM18CC; HM18IC; I610PA4991L55; KPS180C; KS08T; PMR24; PT129; QT1200C; RC1612;
RC1814; RCSBXE4848; RMO240; RPP200; VTD; XFC320; 10XSA5; AR161; AR191; BKL612C; CGBI18; CL25SM06CL55;
CPROT01552150P; HA084; HÁ841; HBA16I; HBAC45C; HBAC45F; HCE76; HMR4816E; HPT100; HQT080B; I612TA;
ILA9253; K108; KCPU; KS12A; KSBCC20; KT088; P126; PAG2X; PPP12; RCSBXD4848; RE128A; RSBX14; VE116B3F;
VE116B3I; VR46; X137; XFBM; XPT124C4; 10RTB140; 10RTB160; ANP161; C505; DTARP174C; EF.MN148; EF.MN150;
EF.VISOCF100; ETX75; HA123; HA924; HBA12I; HMR142; HMR162; HMR3612; KRZT48; MBRF2; MPP12; NA123; NA183;
P206; P2B7I; PA2106B3; V1612B3; VCPUR; XCP1611; XMC394; 10GBR34275; 10PT168; 10PT169; 12W81.088; 12W81.311;
AR180; ARP914; CDALL1100; EB10X3; HA110; HA853; HCE15; HE126T; HE166I; HE166T; HE186I; HE186T; HMP18;
HPP16B; HPU; I608TA; KC1614A43; KSB100CC; KSBL608PC; KTR120; MA1816B3; P2AG2; PS20; R101; R161; RC98I;
RCSBXC4848; XCPU2; XFC520; XFI30406; 10HTR16; 10MT120; 10MT14; 10PCET18; 10PPAS09; 10PPC160; 10PT148;
10PT189; AR081; R110; AR121; AR202; AR240; AR852; AT2000; C504T; CP25C; DTARP074C; DTARP104C; EB10X6;
EF.MN143; EFARDV1020M; H168B4; HA083; HA201; HA840; HBA08SI; HBA16F; HE086B4; HMD166G; HPP14B; HPP17C;
HPP19M; HQT800; HS18EA; KE16A; KSB90C; MA2216B3; N22; PB96; PS895; R1208; RARPT0742828; RBR3M48387;
RCSBIXD4848; RE116B3; V108; 08.9.TAB./PREÇOS P.P; 10HBR3C; 10HT168; 10HTA08; 10KTR120; 12W81.312; AR150;
AR166; AR810; AR820; AR872; AR923; BKI808C; CSEDUS.UP100.3114; DTARP114C; DTXARP120C; EF.5050; EF.5120;
EF.VISOCN006; EF.VISOCN015; HA200; HBA08F; HBA12SF; HCEV127; HD30; HE166C; HE206; HED086; HM18IT; HPP13M;
HPP15C; HSM14ET; I608T; I808A; KRZ48; M1208; M1808; MA1816; MA2016; NA163; P2B7L; PB5I; PB6I; PMR36; PT208;
R1610; R181; RCBXI9048387; RCSBIXE4848; RSBX08; V08; V18; V4S; VB106; VE086B3F; VMR30; XCRRA6; XMCQD;
XPT120C; XPT124C2; XPT124C3; XTOPTEP6P.54; 10HBJAP; 10HT148; 10HT188; 10ILA4553; 10ILA9053; 10MCLT.53;
10MT12; 10MTA16; 10MTC20; 10MTR1118AV; 10MTR20A; 10MTR22AV; 10NTR18; 10PCET16; 10PTR18; 10PTR20;
10RBR2C; 10RT362; 10VTR120D; 10VTR120E; 10XTC12; 12R82.099; AG3; AMTP0807; ANP163; AR812; AR823; AR840;
AR841; AR912; AR972; ARP174; ARP944; BKI812C; CDALL2100; CSEDUS.NW233.3141; DTARP184C; EF.MN218;
MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA XIII
EF.MN302C+2LLAVES; EF.MN502C; EF.MN503C; HA081; HA190; HA191; HA813; HA893; HA923; HA970; HBA12C;
HBA12SI; HD240; HED106; HM18IP; HM18TP; HPP12; HPP13C; I412A; ITLA1645; ITLA1660; KBF46M; KCB; KCE08; KCR;
KMR2412; KPS080C; KS10T; KSM120C49; MA1818B3; MA2018; MASAC2541668; NBR2; NE3T; NPP22; NTPU; P129; P209;
P2B4; PA09; PC89I; RAR9142828; RE086A42; RM312; RMO312; RSBX16; RSBX18; V10; V120; VR37; VSL; X168; XMCQD2;
XMZ60; XPT084C4; 03.4.626; 10HTRD200; 10KTBC608P; 10PCI24; 10PT149; 10RC21; 10VET116D; 10XCXA5; 10XSC60A;
AC91; AMTP1614; AR150M; AR970; ARF130; ART960F; BKL608C; CG30SA10CL10; CL25TRSM05N20; CLC47MV91;
CP49CECL06; CQD2; H146B4I; H146B4T; H168B2; H286B4; H326B4I; HA204; HBA08I; HBA08SF; HBA12; HBAC45SF;
HD22; HE126B3; HE126I; HE146I; HE146T; HE186C; HES106M; HM166A; HM206B; HMP20; HS12ET; HS14EA; HSM18ET;
I408T; I804A; IT3L16; ITLA1890; KB100CC; KF3; KI120; KM120; KMAI2; KO1612BF5MD4991L; KRO180; KS08A; KS14A;
KSB080CC; KT086; KT146; MA1816B2; MCEL; MR188; NBR3F2173; NBS2; NSES; PB7L; PC80I; PMR30; PT189; R086;
RB140; RB161; RB180; RBC90; RBR3A4C; V1608; V16B3F; VE086B2F; VE116B2I; VR36; X180; XMC396; 03.7.088.48;
03.7.091.48; 08.9.AMOSTRAS; 10DTARP114C; 10HBS46CD; 10HBS46CE; 10HCC186; 10HCC206; 10HCD120F; 10HE5T;
10HPT18S; 10HT142; 10HT16B; 10HT3012; 10HT3216D; 10HT3216E; 10HTB16S; 10HTCB45; 10KT166; 10KTR106;
10MT18; 10MT3013; 10MTA20; 10MTC18; 10MTR1118A; 10MTRC20V; 10PBTB; 10PBTL; 10RT120; 10VTD; 10VTR128;
10XKARTE2; 10XSP22B; AG3M; AMIF08; AMPS08; AMTP0823; AR168; AR169; AR182; AR190; AR196; AR2107; AR2111;
AR853; AR921; AR940; ARP184; ARP844; ARP974; AS1211; AS1216; BKL808C; C502; C502T; CBALSSA10W10W;
CL25SM10CL14; CL25SM23N07; CL39SM10CL14; CP49P; CSEDUS.CN220.2710; DAARP074C; DAARP204C; EB10X4;
EF.7710; H148B3; H166; H166B4; H186B4; H286B4I; H366B4; HA160; HA171; HA920; HA940; HBJ19; HCE13; HCE56;
HE106B3; HE126; HED126; HM146A; HM166; HM166H; HM186H; HMP16; HPP21M; HPT120; HSM16EC; I408A; ILA9353;
KAGS4952379; KB2; KBRS2M2379; KC1814B3; KC90; KF3A4; KI169; KMI; KMR120; KMR3612; KR12RC; KRO240; KT126;
KT168; KTC90; KV21F2; MA2218; MTA2018B3D541668; NPP20; PA2086; PE3T; PPL18; PS18; PSL80; R1810; R2613;
R4C1612; RB101; RB1608; RB1810; RBA120; RBC92; RCBXT9048387; RE118AD2891L; RM100; RM362; V12B3I; V1812B3;
V2S; VART960F3969B; VB1610; VC908; VE116B2F; VF2; VF36; VF46; VPP; X13754; X2102; XLFBBSD4938658;
XLFMR6549386; XMZ110XPT080C; XPT120; XPT870C3; XTOPTBI68MV91; XTOPTBMC68A54; XTOPTBMD68A54;
XTOPTBME68A54; XTOPTMC6855; XTOPTMN4968; XTOPTPFC54; XTOPTTV; XTPT.18; 08.9.ACAB.MALHA/PERF;
08.9.TAB.2010FRA.ING; 08.9.TABELA/CD/PDF; 09.9.021.01; 10ARP893; 10BSF180186352; 10GMR1004275; 10HBS3CD;
10HBS3CE; 10HC120; 10HCBII120; 10HCD120; 10HCDE120; 10HCIE200; 10HCL120; 10HCL146; 10HCL166M; 10HPAIE1;
10HPT120; 10HT14R; 10HT206; 10HT2412; 10HTB16I; 10HTCB45S; 10HTD20; 10HTD220E; 10HTE126; 10HTM186D;
10HTM186E; 10KBIE; 10KBR2C; 10KPB; 10KPB080CC; 10KPB160CC; 10KPS120C; 10KT088; 10KT608; 10KTB160;
10KTBC16D; 10KTC16D; 10KTR086; 10KTR168; 10KTV21D; 10MCT54; 10MPL4.54; 10MT08; 10MT100; 10MT16E; 10MT20;
10MT2412; 10MT3614; 10MTA18E; 10MTR08; 10MTR1518A; 10MTR18V; 10MTRC18; 10PBCB; 10PBTC160; 10PBTF;
10PCET12; 10PPC80; 10PPCI160; 10PT208; 10RBR3C; 10VPSD; 10VTR148; 10XCRRG; 10XCRT30429; 10XPT74X;
10XTC395; 12W81.310; AMPE08; AMPR8M; AMTP0791; AMTP2373; AR192; AR2207; AR242; AR905; AR932; AR971;
ARP134; ARP164; ARP244; AS1019; AS1219; ATO2400; BKI408C; BKI412C; BKI608C; BKL408C; C503T; CBALRSA10W10W;
CK752030851; CNMW; CP49PE; CSTL; EF.3220; EF.326004T; EF.326004W; EFOBCHPAC4; EFOBRD50ML; EFOBTCEKLA;
H126B4I; H146B4C; H148B4; H186; H186B4C; H206; H206B3; H208B4; H208BT; HA111; HA161; HA164; HA934; HA944;
HBA08; HBA08C; HBA08SC; HBA16SI; HBAC60I; HBAC60SF; HBOX; HBR166M; HBS46CI; HE086B3; HE106B2; HE126B4;
HE126C; HE146; HE146C; HM146B; HM146C; HM166B; HM166C; HM186; HM186B; HM18P; HMP12; HMR4214; HPD;
HPP19C; HS14ET; HSM12TA; HSM14TA; HSM20TA; I404T; I412T; KARC44891; KB080CC; KB140CC; KB160CC; KBF6M;
KC1614B2; KC1814; KE12C; KEC; KL3T.18; KMAI3; KO1816B36MD4991L; KPS100C; KS16A; KS16T; KSB60C; KSBCC18;
KT608; KTC60; M08; MA1818; MA1820B3; MA2020B2; MA2216; MC16; MOT79; MR1004991L; MR4824; MSR1001668;
MTA2018B3E541668; N16; NA160; NMR32; P2B4I; PA1086; PA1126; PB4I; PB96I; PGMR13484.02; PMR12; PT209; QT80B;
RAR12542828; RB080; RB081; RB120; RB121; RB1408; RB160; RB181; RB2A4; RBA160; RBF36; RBF5; RC1412;
RE118AE2891L; RE16C; RMO362; RMR4; RMTX604838748; RS18T; RSA086237923; RSD1819237923; V1408; V16B3I; V4;
V90; VB1410; VB1816; VB186; VC; VR27; XCR30428; XCRRG; XCRRM7; XDB6; XLFBBSE4938658; XLFMR8049386;
XLFMRE2249386; XLFS1212D49386; XLFS1212E49386; XLFS1410D49386; XLFS1410E49386; XLFSG15D49386;
XMC3955258; XMZ12054; XTOPTAA6854; XTOPTAC9685454; XTOPTPM685449; XTOPTSA68A54; XTOPTTI68; XTR430.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA XIV MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 7 – ANÁLISE ABC EM RELAÇÃO AO VALOR
CÓDIGO DO ARTIGO
SOMA DO VALOR
%VALOR %VALOR ACUMUL.
%ARTIGO %ARTIGO ACUMUL.
1 CNOW 544.992,13€ 4,14% 4,14% 0,07% 0,07%
CLASSE A
2 AR204 502.451,07€ 3,82% 7,96% 0,07% 0,13% 3 RB3 407.198,86€ 3,09% 11,05% 0,07% 0,20% 4 CPC 297.925,50€ 2,26% 13,32% 0,07% 0,27% 5 CNVW 239.301,87€ 1,82% 15,13% 0,07% 0,33% 6 RBS2 222.798,85€ 1,69% 16,83% 0,07% 0,40% 7 AQ3430 217.311,94€ 1,65% 18,48% 0,07% 0,47% 8 10RCD 208.534,85 1,58% 20,06% 0,07% 0,54% 9 10RCE 208.534,85€ 1,58% 21,65% 0,07% 0,60%
10 AR2219 188.527,75€ 1,43% 23,08% 0,07% 0,67% 11 10XKARTE1 183.129,00€ 1,39% 24,47% 0,07% 0,74% 12 CUR75 180.343,44€ 1,37% 25,84% 0,07% 0,80% 13 CUR100 149.466,11€ 1,14% 26,98% 0,07% 0,87% 14 CUR35 138.572,00€ 1,05% 28,03% 0,07% 0,94% 15 CLC47 127.216,42€ 0,97% 28,99% 0,07% 1,00% 16 HBR3 120.997,39€ 0,92% 29,91% 0,07% 1,07% 17 AR174 113.076,06€ 0,86% 30,77% 0,07% 1,14% 18 10RT148 100.620,00€ 0,76% 31,54% 0,07% 1,21% 19 10RT128 98.193,00€ 0,75% 32,28% 0,07% 1,27% 20 KAGS2962379 94.523,56€ 0,72% 33,00% 0,07% 1,34% 21 A211936 87.565,62€ 0,67% 33,67% 0,07% 1,41% 22 RC1614B3 86.472,85€ 0,66% 34,32% 0,07% 1,47% 23 XBO3026 85.657,40€ 0,65% 34,98% 0,07% 1,54% 24 AR2116 85.652,50€ 0,65% 35,63% 0,07% 1,61% 25 AR124 85.541,34€ 0,65% 36,28% 0,07% 1,67% 26 CQUIRSA10P20P 83.390,00€ 0,63% 36,91% 0,07% 1,74% 27 MBRF3 82.300,10€ 0,63% 37,53% 0,07% 1,81% 28 CLC45 81.966,75€ 0,62% 38,16% 0,07% 1,88% 29 EP10X4 77.715,18€ 0,59% 38,75% 0,07% 1,94% 30 P2B5 77.135,85€ 0,59% 39,33% 0,07% 2,01% 31 RSNEE18212379 76.280,40€ 0,58% 39,91% 0,07% 2,08% 32 MA2016B3 74.590,10€ 0,57% 40,48% 0,07% 2,14% 33 10RTR14 70.754,00€ 0,54% 41,02% 0,07% 2,21% 34 CG25 70.264,64€ 0,53% 41,55% 0,07% 2,28% 35 RSNED18212379 68.838,98€ 0,52% 42,07% 0,07% 2,34% 36 CG31 68.246,37€ 0,52% 42,59% 0,07% 2,41% 37 XRP2100 66.983,34€ 0,51% 43,10% 0,07% 2,48% 38 KARTS90502379 66.289,20€ 0,50% 43,61% 0,07% 2,55% 39 PT166 66.150,07€ 0,50% 44,11% 0,07% 2,61% 40 PT186 64.782,61€ 0,49% 44,60% 0,07% 2,68% 41 PBR7 61.440,71€ 0,47% 45,07% 0,07% 2,75% 42 CBC49 61.393,50€ 0,47% 45,53% 0,07% 2,81% 43 CP100 60.292,63€ 0,46% 45,99% 0,07% 2,88% 44 CLC27 59.830,36€ 0,45% 46,45% 0,07% 2,95% 45 I612A 59.768,85€ 0,45% 46,90% 0,07% 3,01% 46 CPCT 58.088,57€ 0,44% 47,34% 0,07% 3,08% 47 RC90R 56.646,14€ 0,43% 47,77% 0,07% 3,15% 48 CHSO1 56.020,77€ 0,43% 48,20% 0,07% 3,22% 49 ARF172 55.840,00€ 0,42% 48,62% 0,07% 3,28% 50 CPC4 54.371,44€ 0,41% 49,04% 0,07% 3,35% 51 AR164 54.161,47€ 0,41% 49,45% 0,07% 3,42% 52 CHSO2 53.954,90€ 0,41% 49,86% 0,07% 3,48% 53 AR863 50.207,51€ 0,38% 50,24% 0,07% 3,55% 54 CHMG1 49.439,50€ 0,38% 50,61% 0,07% 3,62% 55 A21172 49.306,91€ 0,37% 50,99% 0,07% 3,68% 56 10RT168 48.587,92€ 0,37% 51,36% 0,07% 3,75% 57 HBAC45I 48.497,36€ 0,37% 51,73% 0,07% 3,82% 58 RF3 48.240,50€ 0,37% 52,09% 0,07% 3,88% 59 PT146 47.583,95€ 0,36% 52,45% 0,07% 3,95%

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA XV
CÓDIGO DO ARTIGO
SOMA DO VALOR
%VALOR %VALOR ACUMUL.
%ARTIGO %ARTIGO ACUMUL.
60 H168 47.489,81€ 0,36% 52,81% 0,07% 4,02%
CLASSE A
61 CPC5 47.461,17€ 0,36% 53,18% 0,07% 4,09% 62 10RTR12 47.400,00€ 0,36% 53,54% 0,07% 4,15% 63 EP10X3 46.263,92€ 0,35% 53,89% 0,07% 4,22% 64 R160 45.945,29€ 0,35% 54,24% 0,07% 4,29% 65 PBR8 45.491,29€ 0,35% 54,58% 0,07% 4,35% 66 A211924 44.640,14€ 0,34% 54,92% 0,07% 4,42% 67 HBAC45F 43.749,42€ 0,33% 55,25% 0,07% 4,49% 68 PC160 43.208,72€ 0,33% 55,58% 0,07% 4,55% 69 AR873 43.076,18€ 0,33% 55,91% 0,07% 4,62% 70 10RT088 43.050,65€ 0,33% 56,24% 0,07% 4,69% 71 CP75 42.504,40€ 0,32% 56,56% 0,07% 4,76% 72 P168 42.415,29€ 0,32% 56,88% 0,07% 4,82% 73 CP35 42.335,48€ 0,32% 57,20% 0,07% 4,89% 74 AR914 41.878,79€ 0,32% 57,52% 0,07% 4,96% 75 P2B8L 41.766,40€ 0,32% 57,84% 0,07% 5,02% 76 MR2412 41.674,66€ 0,32% 58,15% 0,07% 5,09% 77 AR084 41.416,06€ 0,31% 58,47% 0,07% 5,16% 78 AR134 40.465,18€ 0,31% 58,78% 0,07% 5,22% 79 P2B6 40.176,18€ 0,31% 59,08% 0,07% 5,29% 80 CHMG2 38.838,00€ 0,30% 59,38% 0,07% 5,36% 81 ARF162 38.466,00€ 0,29% 59,67% 0,07% 5,43% 82 CPC3 37.862,61€ 0,29% 59,96% 0,07% 5,49% 83 CPCM 37.665,69€ 0,29% 60,24% 0,07% 5,56% 84 EF.113.08.0.02 36.856,00€ 0,28% 60,52% 0,07% 5,63% 85 ARF124 35.865,00€ 0,27% 60,80% 0,07% 5,69% 86 CG35 35.829,73€ 0,27% 61,07% 0,07% 5,76% 87 KAG3S682379 35.576,26€ 0,27% 61,34% 0,07% 5,83% 88 CLC49 35.517,53€ 0,27% 61,61% 0,07% 5,89% 89 CLC26 35.139,15€ 0,27% 61,88% 0,07% 5,96% 90 A21173 35.088,06€ 0,27% 62,14% 0,07% 6,03% 91 MC18 34.022,44€ 0,26% 62,40% 0,07% 6,10% 92 10RT188 32.988,27€ 0,25% 62,65% 0,07% 6,16% 93 AT1200 32.288,30€ 0,25% 62,90% 0,07% 6,23% 94 EF.30052100 31.980,50€ 0,24% 63,14% 0,07% 6,30% 95 KT128 31.696,50€ 0,24% 63,38% 0,07% 6,36% 96 CG36 31.690,24€ 0,24% 63,62% 0,07% 6,43% 97 VR3 30.957,95€ 0,24% 63,86% 0,07% 6,50% 98 10RTR16 30.775,00€ 0,23% 64,09% 0,07% 6,56% 99 H188 30.660,61€ 0,23% 64,32% 0,07% 6,63%
100 I612P 30.595,00€ 0,23% 64,56% 0,07% 6,70% 101 AR170 30.169,95€ 0,23% 64,78% 0,07% 6,76% 102 P2A74 30.130,68€ 0,23% 65,01% 0,07% 6,83% 103 RPP120 29.649,24€ 0,23% 65,24% 0,07% 6,90% 104 ET10 29.624,88€ 0,23% 65,46% 0,07% 6,97% 105 I608A 29.422,95€ 0,22% 65,69% 0,07% 7,03% 106 10I612M 29.396,00€ 0,22% 65,91% 0,07% 7,10% 107 MC20 28.910,32€ 0,22% 66,13% 0,07% 7,17% 108 EF.RELEX1.100 28.616,00€ 0,22% 66,35% 0,07% 7,23% 109 CLC25 28.215,00€ 0,21% 66,56% 0,07% 7,30% 110 10RT110 27.687,56€ 0,21% 66,77% 0,07% 7,37% 111 EF.RELEX2.100 27.465,00€ 0,21% 66,98% 0,07% 7,43% 112 XFI30409 27.216,64€ 0,21% 67,19% 0,07% 7,50% 113 P148 27.137,45€ 0,21% 67,39% 0,07% 7,57% 114 RPP140 26.887,59€ 0,20% 67,60% 0,07% 7,64% 115 KARS890S23 26.706,01€ 0,20% 67,80% 0,07% 7,70% 116 C50 26.669,26€ 0,20% 68,00% 0,07% 7,77% 117 EB20X4 26.564,65€ 0,20% 68,21% 0,07% 7,84% 118 ART963F 26.070,10€ 0,20% 68,40% 0,07% 7,90% 119 R120 25.982,17€ 0,20% 68,60% 0,07% 7,97% 120 R140 25.724,90€ 0,20% 68,80% 0,07% 8,04% 121 PA74X 25.494,75€ 0,19% 68,99% 0,07% 8,10%

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA XVI MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
CÓDIGO DO ARTIGO
SOMA DO VALOR
%VALOR %VALOR ACUMUL.
%ARTIGO %ARTIGO ACUMUL.
122 P146 25.338,20€ 0,19% 69,18% 0,07% 8,17%
CLASSE A
123 CSAT20P 25.265,00€ 0,19% 69,37% 0,07% 8,24% 124 R180 25.230,00€ 0,19% 69,57% 0,07% 8,31% 125 AR184 25.044,32€ 0,19% 69,76% 0,07% 8,37% 126 ARF122 24.497,00€ 0,19% 69,94% 0,07% 8,44% 127 M16 24.178,44€ 0,18% 70,13% 0,07% 8,51% 128 ARF164 23.513,00€ 0,18% 70,31% 0,07% 8,57% 129 RSD2219237923 22.968,00€ 0,17% 70,48% 0,07% 8,64% 130 ARF174 22.845,00€ 0,17% 70,65% 0,07% 8,71% 131 P2B6I 22.809,10€ 0,17% 70,83% 0,07% 8,77% 132 KBRS3M2379 21.932,77€ 0,17% 70,99% 0,07% 8,84% 133 EFOBCHPAC4 21.750,00€ 0,17% 71,16% 0,07% 8,91% 134 KS2 21.553,88€ 0,16% 71,32% 0,07% 8,98% 135 CSEDUS.UP100.300 21.432,00€ 0,16% 71,48% 0,07% 9,04% 136 H326B4 21.410,20€ 0,16% 71,65% 0,07% 9,11% 137 HMR2412 21.401,55€ 0,16% 71,81% 0,07% 9,18% 138 KI120B3 21.384,00€ 0,16% 71,97% 0,07% 9,24% 139 P188 21.256,39€ 0,16% 72,13% 0,07% 9,31% 140 AR131 21.240,44€ 0,16% 72,30% 0,07% 9,38% 141 MR120 21.071,20€ 0,16% 72,46% 0,07% 9,44% 142 10RTC1614D 20.952,00€ 0,16% 72,61% 0,07% 9,51% 143 AR183 20.718,83€ 0,16% 72,77% 0,07% 9,58% 144 CPP1865 20.700,00€ 0,16% 72,93% 0,07% 9,65% 145 CLCB3 20.524,32€ 0,16% 73,09% 0,07% 9,71% 146 CBC25 20.354,65€ 0,15% 73,24% 0,07% 9,78% 147 CPI1865 20.350,00€ 0,15% 73,39% 0,07% 9,85% 148 M1608 20.344,00€ 0,15% 73,55% 0,07% 9,91% 149 HES086 20.137,96€ 0,15% 73,70% 0,07% 9,98% 150 KC 19.675,84€ 0,15% 73,85% 0,07% 10,05% 151 MR3013 19.654,36€ 0,15% 74,00% 0,07% 10,11% 152 RBF6 19.545,55€ 0,15% 74,15% 0,07% 10,18% 153 CXAN100100P 19.360,00€ 0,15% 74,30% 0,07% 10,25% 154 KAQS343023 19.152,00€ 0,15% 74,44% 0,07% 10,31% 155 AT800 19.080,86€ 0,14% 74,59% 0,07% 10,38% 156 RSE2219237923 19.008,00€ 0,14% 74,73% 0,07% 10,45% 157 KB3 18.892,51€ 0,14% 74,88% 0,07% 10,52% 158 XSC60 18.823,65€ 0,14% 75,02% 0,07% 10,58% 159 P2B5I 18.698,54€ 0,14% 75,16% 0,07% 10,65% 160 MR3614 18.612,42€ 0,14% 75,30% 0,07% 10,72% 161 HA870 18.602,56€ 0,14% 75,44% 0,07% 10,78% 162 CBC27 18.445,60€ 0,14% 75,58% 0,07% 10,85% 163 XMI8045 17.932,20€ 0,14% 75,72% 0,07% 10,92% 164 AR172 17.543,15€ 0,13% 75,85% 0,07% 10,98% 165 10RTC1412D 17.510,00€ 0,13% 75,99% 0,07% 11,05% 166 HA873 17.235,17€ 0,13% 76,12% 0,07% 11,12% 167 P169 17.197,79€ 0,13% 76,25% 0,07% 11,19% 168 KT148 16.997,00€ 0,13% 76,38% 0,07% 11,25% 169 AR924 16.798,93€ 0,13% 76,50% 0,07% 11,32% 170 EF.MS050 16.640,00€ 0,13% 76,63% 0,07% 11,39% 171 EF.MN148 16.456,00€ 0,13% 76,76% 0,07% 11,45% 172 EF.MN150 16.456,00€ 0,13% 76,88% 0,07% 11,52% 173 RPP160 16.434,30€ 0,12% 77,01% 0,07% 11,59% 174 K168 16.434,28€ 0,12% 77,13% 0,07% 11,65% 175 ARF862 16.402,00€ 0,12% 77,25% 0,07% 11,72% 176 ARF082 16.240,00€ 0,12% 77,38% 0,07% 11,79% 177 V168 16.231,08€ 0,12% 77,50% 0,07% 11,86% 178 IPT 15.991,70€ 0,12% 77,62% 0,07% 11,92% 179 MA2218B3 15.656,72€ 0,12% 77,74% 0,07% 11,99% 180 HMR4816E 15.644,88€ 0,12% 77,86% 0,07% 12,06% 181 ARF160 15.512,00€ 0,12% 77,98% 0,07% 12,12% 182 EB20X3 15.093,40€ 0,11% 78,09% 0,07% 12,19% 183 ARF181 14.870,00€ 0,11% 78,21% 0,07% 12,26%

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA XVII
CÓDIGO DO ARTIGO
SOMA DO VALOR
%VALOR %VALOR ACUMUL.
%ARTIGO %ARTIGO ACUMUL.
184 AR120 14.735,41€ 0,11% 78,32% 0,07% 12,32%
CLASSE A
185 RS14T 14.519,47€ 0,11% 78,43% 0,07% 12,39% 186 EF.MS044 14.490,00€ 0,11% 78,54% 0,07% 12,46% 187 PB6 14.161,13€ 0,11% 78,65% 0,07% 12,53% 188 P186 14.159,00€ 0,11% 78,75% 0,07% 12,59% 189 RPP080 14.050,02€ 0,11% 78,86% 0,07% 12,66% 190 AR911 13.979,25€ 0,11% 78,97% 0,07% 12,73% 191 AR813 13.978,45€ 0,11% 79,07% 0,07% 12,79% 192 EP10X4R 13.843,01€ 0,11% 79,18% 0,07% 12,86% 193 AR944 13.771,35€ 0,10% 79,28% 0,07% 12,93% 194 EP10X6R 13.643,26€ 0,10% 79,39% 0,07% 12,99% 195 AR162 13.601,00€ 0,10% 79,49% 0,07% 13,06% 196 10I612P 13.226,00€ 0,10% 79,59% 0,07% 13,13% 197 RS10A 12.762,90€ 0,10% 79,69% 0,07% 13,19% 198 KSB120CC 12.746,65€ 0,10% 79,78% 0,07% 13,26% 199 AR200 12.725,53€ 0,10% 79,88% 0,07% 13,33% 200 HBR166 12.604,29€ 0,10% 79,98% 0,07% 13,40%
201 a 521
10RTC1412E (1) - - 94,99% - 34,90% CLASSE B
522 a 1493
10RTA16C (2) - - 100% - 100% CLASSE C
(1) HMR3216E; CLBTCR52; 10RTR08; AR074; RM110; RS08A; XSP22B; C393; RB2; PT126; RS12T; 10RCMRD;
KSBCC16; CBG59; ARF170; PA16; EF.MS033; P208; AR201; H148; EF.7750; HBR2; 10RTC1614E; AR890; EF.MN280;
AR934; EFOBTCEKLA; CC2; XBA4; AR114; C391; A21193; AR080; MR1811; XSPG; M1408; C392; PC160I; ANP162; HMR14R;
XCAB600; XCPUR; 10RT116C; V4S; AR122; RS16A; QT1200; CDALL2100; 10RC110; HE166; 10RCID; ARF872; HA863;
HMR2814; N20; ARF080; K148; MPP20; MA2020B3; P166; 10RCIE; AR844; AR244; RS16T; PB846; MA2018B3; PB5; HE5T;
HM18C; ARF084; VR2; AR160; CN2500452158; XCPF; EP10X5R; C504; R100; HMR3012; HD18; HBT166; ARF167; M14;
HD20; 10RT240; 10RTR18; AR151; A21192; MPP16; P149; AR2117; H208; AR167; MR100; X146; XMR435; A21191; HA860;
AR974; RP90RC; KV21F3; MPP90; EF.LIGHTPB018; R1408; HA850; PC89; HA174; AR2216; 10MBF3M; KB3A4; RBR3C;
V148; CG40; A211912; XCAB601C; RMEG2379; CDALL1100; EP75X4; HMR3612; AR870; M18; HD26; 10RTO240; NBR4;
R1608; EF.VISOLV012; EP10X5; AR893; M12; ARF120; RC1614; P2B8I; 10RTO362; PT206; ARF132; CPCB; EF.A7750;
CG40M; P128; RM120; A21171; PT168; HES106; 10RCMRE; PC80; ARF134; AR123; KSBI608PC; M20; DTARP134C; EB25X3;
CPC2; RPP180; CSEDUS.NW100.3000; EF.MN218; XTOPTP68MV27; HA930; ARF812; XTPU.18; M1208; ITT16; 10I608M;
VMR20; CG35M; CLCB4; HD220; HD200; HA120; XMC395; CQD; HBA16I; RS14A; EF.31352100; HA810; 10RT312; V188;
CSEDUS.UP100.3114; NBR3; EB25X4; V128; PA74; AR2115; PB8L; HA130; AR910; M1808; RSM1202379; K126; R080;
VMR12; AG4; PT149; H168B3; CXAN75100P; HA240; KSB140CC; PS14; P2B7I; CPROT01552150P; VMO20; XSP21B;
RE086P; XMR433; HA910; NA123; HE186; HBA12F; N22; PD3; PB8I; MA1816B3; K128; RE086B3; VB; AR875; NA183;
HA911; 10RTR10; K146; HBA16F; HBAC45C; 10I608P; EB20X5; RB3A4; R1610; 10RT128AD; CBBC; KSBCC20; AR904;
HBA16; RM180; MA1818B3; MR188; AR815; 10RTO180; CGM30; HSM16ET; MA2216B3; V1812; PPU; C503; AR895;
XTOPTEP54AA; AR920; AR860; I612TA; H128; PAG2; AMPB08; AR171; PS16; AG2; I812A; HA893; CPC4T; 10CPV4; HMR162;
AR104; V1612B3; PMR24; EP75X3; P126; 10RCA; EF.MN303C; 10RTO312; HA914; AR862; CST7; EF.ESTORE.I612.C;
AT1600; HMR16R; HMA16; HBA12I; R081; EF.6200; EF.RELEX1; HPP18; EF.MS032; VF3; K088; 10RT128AE; PT169;
RMO180; ET75; VE116B3I; KSB160CC; AMP22; ARP204; HA170; P206; AR082; MASAC2541668; XFC410; HPP16; MA1816;
HBR3A; 10RCMTD; 10RCMTE; K188; 10BSF1204275; I612T; 10RC128A; BKI612C; CPC2T; KC1412; HA890; MPP18;
MR4824; DTARP204C; MPP08; AR524; QT1000; HE186I; P2AG2; PMR36; VMR30; VE116B3F; XTOPTBMD68A54;
XTOPTBMC68A54; XTOPTBME68A54. (2) 10RPM90R; EF.VISOPB015; CEG; EF.113.08.0.03; HM186H; RBF46; 10KT148; XMZ40; EFARDV1020M; HD240;
CL25TRSM10N20; HE166I; R1808; I812T; PT188; AR2119; EB20X6, I610PA4991L55; C505; VMR11; PSL71; 10RT180;
RE086A43; MA2018; RC1814; HM18IC; MA2016; EF.VISOLPLV009; CL25TSM10N20; KC1612; HA853; AR130; 10RTC1212;
HE186T; PPP14; EF.MN145; K166; EP75X5R; 10CPV3; C50ER; MTA2018B3D541668; VR46; R1208; XBS3029; R141; PT148;
10RBF3C; H326B4I; V088; K086; C504T; PS12; CPC3T; PPP16; RM240; HA201; KC1614; HA084; PS08; AR132; R121;
XTOPTSA68A54; H286B4; RE116P; HD30; CBG25; XMR430; CBC50; H168B4; MPP22; HA971; P2B7L; XPT100; MA1816B2;
AR083; HS16EA; HE166T; AC93; RC1612; HMR142; AR922; KI129; HMPT16; ARV; RE128A; PMR30; HPP17M; AR111;
10RT086C; HE166C; HM18TC; EP75X6R; CGM31; I608TA; HA841; DAARP114C; AR930; P129; MPP14; EF.MS066; KT188;
XTOPTCC54; NBR2; RMO240; P2B4; 10RT60; BKL612C; RS08T; AR181; HA080; EF.MN143; CBC28; EF.5050; HS16ET;

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA XVIII MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
KSB100CC; HD22; RP90RM; CLBT18; EF.MN502C; KMR2412; HMD166G; AR972; CP25C; V4; HE126T; H166B4; RMO312;
HA123; EF.MN600; PA2106B3; I808A; HE206; RB1810; AR110; VART960F3969B; ILR53; 10RPC90R; NMR32; PT129; CLB18;
CQD2; XMC397; EF.MN503C; H366B4; PB6I; V2S; RMT60; RE086C; HA110; AR584; EF.113.08.0.01; MBRF2; H146B4I;
XCR30429; HA200; XM1070; DTARP174C; ARP914; AR180; 10RCMRL; CP49PECK07; AR150M; AR150; HES126; XMR437;
R4C1612; XPT124; KPS120C; KC1614A43; HA204; AR852; 10KT168; RARPT0742828; NA163; HM18CC; 10MBF3V;
H286B4I; XFB; AR912; H146B4T; XSP22A; K106; R161; AMD22; 10CPV2; HBA12C; PB5I; AR202; ART960F; XTOPTTV;
HA840; EF.LIGHTPB009; PA08; KSBL608PC; HS18ET; HCE96; AR514; AR240; HBA12SI; HBAC60I; CL25SM06CL55; ARP944;
XFA; AT2400; AR191; HE086B4; RM362; CBGB; RSBX14; CSEDUS.NW233.3141; H168B2; X1625; PB4; AC92; KSB90C;
HBAC45SF; PAG2X; QT800; HBA08F; ANP163; HPP15M; 10MTC20; HA924; AR810; MA1820B3; HED106; R2613; PB96;
RCBXI9048387; VE116B2I; KM60; HPP19M; AG3M; R101; AR840; RSBX18; AR931; XTOPTEP6P.54; KS12A;
EF.VISOLP009/LV009; I608T; AMPE22; PT189; AR161; RMR4; XSP21A; KO1612BF5MD4991L; V108; V1812B3; H166;
HBA08SI; PS675; XDBX448; HE126I; HBA12; CGBIC52; XPFR60; CST5; HM206B; XTOPTMC6855; XFAB; KBF46M; 10PT189;
HA190; V120; KI120; HM18IT; AR820; IPO; HM166H; KCE12; AMIF22; EF.MN302C+2LLAVES; VR37; XTOPTPM685449;
HQT1000; CP49CECL06; NEC5; RBR3M48387; ARP174; EF.ESTORE.I612.P; X180; R181; RAR9142828; EB25X5;
XTOPTAC9685454; HA083; RB1608; RSBX16; HA970; 10MT120; PT128; EF.921003.3; PT208; XLFBBSE4938658; VB1610;
NBR3F2173; MA1818; R1810; HCE11; HBA12SF; 10RPT60; AR168; AR812; EF.5120; VS2; HA813; RE116B3;
XLFBBSD4938658; HS18EA; N16; AR121; 10MT2412; AR923; C50E; 10RCC; VE086B3F; KV21F2; RC98I; P209; AR823;
KRO180; 10RTBC90; AR166; MTA2018B3E541668; VE086B2F; AR182; HE146I; I412A; V1608; AG3; AR872; 10MTC18;
KPS160C; V16B3F; EB25X6; CLC24; HE186C; HE126B3; 10RTR60; RM312; AMP08; VF36; XTOPTPFC54; 10HCXE;
KSB080CC; DTARP184C; XPT124C; HBA08I; EB15X4; K108; EF.5110; HE126; MA2020B2; H206B3; 10PT169; VCP; AR853;
10PCET18; PPP20; 10PPC160; AR970; XATILT; ANP161; RE086A42; HA923; KAGS4952379; DTARP074C; HES106M; I408A;
RE116C; V16; ARP184; HA940; EF.VISOLV006; ED3; V12B3I; DTARP114C; BKI812C; 10GBR34275; XFAE; ARF130; H186;
HE146T; EF.ESTORE.I608.C; BKPC; XMR431; XTOPTAA6854; XTOPTBI68MV91; H186B4; XFV; 10HBR3C; XTOPTMN4968;
HBA08SF; AR940; AR081; XPT104; 10PT168; XMCQD2; HQT080B; KE16A; HA191; HED086; XMZ60; 10HBS46CD;
10HBS46CE; RSBX08; HM18IP; KMR3612; 10MT14; NBS2; VB1816; H148B3; KCRT; AT2000; AR841; KTR120;
EF.VISOCN010; X168; H126B4I; CK752030851; MPP12; 10CPCBR; BKI808C; KS14A; PS20; KCPU; IPL; AR190; XMCQD;
V08C; V1408; XPT870; H146B4C; VR36; HBA16SI; 10MTA16; XPFR80; NCP; KARC44891; XFQ24; RE118AD2891L; HM18TP;
10HT142; VB106; 10RTR1212D; 10RTR1212E; HS14EA; DTARP104C; HA081; CLC47MV91; XMEG; PPP18; HMR4214;
H186B4C; XCPU; 10RTB180; 10RTB120; X1623.54; PS875; KF3; 10RPBC90; HPT080; NA160; HM166A; CL25TRSM05N20;
HA160; RB1408; HPP14; EF.VISOCN015; EFOBRD50ML; EP75X4R; HPP21M; I804A; CG30SA10CL10; XMC394; C502T;
NPP22; XLFMRE2249386; KC1814B3; 10MT18; HPP20; 10RCBD; 10RCBE; HMC16; V14; 10XPT2115; RM100; MC16;
CSEDUS.CN220.2710; 10PT148; HE126B4; DAARP204C; HQT800; KCE14; CL25SM10CL14; DTXARP120C; 10PT149;
10BEX122427511; HE126C; KS08A; P2B4I; CLBTC23; KRO240; HA944; AMI22; HE106B3; KF3A4; XFI30408; XMZ110;
AR921; VE116B2F; 10PTR14; BKL808C; HBAC60SF; 12W81.311; PB7L; 10RTB160; AMPBT; CBALSSA10W10W; KSBCC18;
10RT362; HM146C; EB15X6; XPT080; 10BSF180186352; ARP974; AMI08; CPCC; QT1200C; X137; MA2218; RCSBXE4848;
KO1816B36MD4991L; MA2216; ARP844; RAR12542828; HBR166M; ILA9053; HMP18; 10KTR120; 10KTBC608P; ARP164;
RBC90; PT209; CPCBR; 10HTD20; C502; RPP100; ETX10; XPT084; KC1814; XMC396; 10HT3012; HM186B; HPP13M;
H208BT; KT088; RCBXT9048387; H208B4; XFC520; XTOPTVA54; HA171; PGMR13484.02; XFI30406; M08; HM166C; KMAI2;
I408T; 10ILR53; KCE18; RMO362; HM166B; KB2; RCSBXD4848; AR2111; CBALRSA10W10W; 10RC21; VF46; VTB;
08.2.297.18; HED126; ECP3; H148B4; R086; KPS140C; RB161; HM146B; KCD; KM120; KS08T; CGBI18; KT146; XCPU2;
H206; 12W81.312; 10PCET16; CL25SM23N07; 10MTA18E; 10RCIB; 10MT16E; 10DTARP114C; XPT124C4; 10HT168;
RE118AE2891L; 10HBJAP; AT1000; X13754; VTD; 10HT3216D; 10HT3216E; HE146; KPS180C; HSM14ET; BKL608C;
10HT2412; KB100CC; 10HT148; 10MTA20; 10HT188; AR169; HA920; HS12ET; ITLA1690; HSM8ET; 10XTC12; NE3T;
10VET116D; 03.4.626; 10PTR16; V16B3I; HBA08; HBA08C; NSES; VB1410; EB15X3; ITT18; CL39SM10CL14; RBR3A4C;
AR2207; NPP20; DAARP074C; AR2107; ARP244; ARP134; XPT084C2; NTPU; RC1412; PE3T; KI169; VTF; RCSBIXD4848;
RCSBXC4848; KC1614B2; 10HTD220E; HE146C; AR192; AR905; EF.VISOCN006; RB101; HE106B2; HM18P; HA164; PB4I;
PB96I; XLFS1410D49386; XLFS1410E49386; 10RT120; HE086B3; ITT14; RCSBIXE4848; VCPUR; 10KBIE; RPP200; C503T;
VF2; HCE76; HA934; KMI; XCCR52; PD5; 10XKARTE2; 10HT16B; 10RTB080; AR242; 10RTB140; AMTP0807; HPP14B;
MSR1001668; EP75X5; XMC3955258; EF.7710; HPP16B; XRLCD1118; KSB60C; 10BPP120C42; V12; PMR12; XMZ12054;
HPT100; HM186; KBF6M; RBF5; 10HBS3CD; 10HBS3CE; PA2086; 10MTR1118AV; PS18; KMAI3; KBRS2M2379; PCL;
HM166; HMP20; RBA120; HBJ39; V18; AMTP1614; VC908; KCE16; PC89I; AR932; PA09; RB140; HM146A; KL2T.18; VB186;
RB180; AMTP2373; KE12C; RBF36; HSM14TA; RE3T38; HBA08SC; HBS46CI; HCEV127; 10HTM186D; 10HTM186E;
XLFMR8049386; 10MT3013; PS895; KT168; I412T; RBC92; PPP12; 10VTR120D; 10VTR120E; VSL; KPS080C; VR27; XFC320;
AR971; KR12RC; CSTL; 10HCD120F; 10HTB16I; AMPS08; ILA9253; KS16A; 10EP10X4R; 10PPAS09; KMR120; XTR430;
10MT12; KB160CC; HPP17C; ATO2400; XRLC1118; KC90; 12W81.310; CNMW; HA111; 10MTRC20V; XLFSG15D49386;
BKI412C; EPE10; 10KBR2C; HSM16EC; KB140CC; X2102; HSM20TA; HPP15C; 10HTCB45; 10KT166; 10MTR20A;

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA XIX
10PPCI160; BKI608C; PA1126; 10XSC60A; PC80I; 10HTB16S; 10GMR1004275; KT608; 10HT14R; XLFS1212D49386;
XLFS1212E49386; 10PT208; RBA160; 10RBR3C; 10NTR18; XPT084C; KT086; AS1216; 10HE5T; 10KT608; MR1004991L;
HPP12; RB120; RB121; 10MT20; HMP16; EB75X3; 10HT206; ECP4; BKI408C; V08; XLFMR6549386; 10KSS; 10XSP22B;
AVGC28; XPT084C4; XTOPTTI68; 10HTR16; HMP12; HCE15; PA1086; V10; RE16C; KT126; RB081; BKL408C; I404T; RB2A4;
AMTP0823; KSM120C49; KB080CC; 10HCBII120; XNK18; XPT124C2; 10PPC80; 10XCXA5; 10KTR168; 10PTR12;
10HCC186; XFBM; 04.0.037.01; 10KTR106; AS1211; IT3L16; PSL80; HPP13C; 10MT08; RMTX604838748; 10PTR18; KCR;
HSM12TA; ITLA1890; RSA086237923; 10HTA10; 10PCET12; 10PCI24; KS10T; RB181; XPT040; 10HCIE200; AMIF08; KTC90;
KTC60; 10HCL120; AS1219; RB160; ITLA1645; ITLA1660; EB10X6; EB10X3; RS18T; 10HTCB45S; 10HTA08; AMTP0791;
EAP; KRZT48; 10VTD; HS14ET; AS1019; KS16T; ED4; 10MT100; HPU; QT80B; 10VTR128; XPT120C; 10HTE126; AC91;
10KT088; 10MTR1118A; 10HCD120; 10HCDE120; 10HPT18S; HCE56; XPC3023; XPT870C3; KCE08; RB080; 10HC120;
HBOX; 10XTC395; 10HTRD200; XTPT.18; 04.0.131.01; 10XCRT30429; EPE75; ILA9353; 10XRLCD1118; HCE13; 10HPAIE1;
VPP; 10PBTL; AMPR8M; ECP5; XCR30428; 10KTR086; 10PTR20; PPL18; XCRRG; 10VTR148; KRZ48; EB75X4; XCRRM6;
10XSA5; 10XCRRG; 03.7.091.48; KCB; HPP19C; 03.7.088.48; 10MPL4.54; 12R82.099; AMPE08; 10KPS120C; VC; HPT120;
10MTR08; V90; XDB6; XPT120; 10HCL166M; 10ILA4553; 10ILA9053; 10HCL146; EB10X4; 10XPT74X; KPS100C; XPT080C;
10MCT54; 10KPB; XCRRM7; KL3T.18; 10VPSD; HBJ19; 10HPT120; ETX75; BKCLR; HPD; MCEL; 10XRLC1118; 10XFB;
10PBTB; KEC; 10MCLT.53; 10PBCB; 10PBTC160; 10PBTF; 12W81.088.
De notar que, em comparação à análise ABC em relação à quantidade, esta apresenta menos artigos,
pois os que apresentavam custo igual a zero foram eliminados da lista.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA XX MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 8 – ITENS COMUNS DA ANÁLISE ABC EM RELAÇÃO À
QUANTIDADE E VALOR (80%)
POSIÇÃO POSIÇÃO MÉDIA QUANTIDADE VALOR CÓDIGO DO ARTIGO
INÍCIO DO PROCESSO
1 3,5 3 4 CPC Pintura
2 5,5 10 1 CNOW Estofos
3 7,5 12 3 RB3 Todo o processo
4 8 8 8 10RCD Todo o processo
5 9 9 9 10RCE Todo o processo
6 10 14 6 RBS2 Todo o processo
7 12 1 23 XBO3026 Importado
8 12 13 11 10XKARTE1 Todo o processo
9 13 21 5 CNVW Importado
10 14 26 2 AR204 Todo o processo
11 15 2 28 CLC45 Estofos
12 20,5 22 19 10RT128 Carpintaria
13 21 24 18 10RT148 Carpintaria
14 22,5 30 15 CLC47 Estofos
15 24 11 37 XRP2100 Todo o processo
16 24 15 33 10RTR14 Todo o processo
17 24 36 12 CUR75 Importado
18 26,5 46 7 AQ3430 Todo o processo
19 30 44 16 HBR3 Todo o processo
20 31,5 49 14 CUR35 Importado
21 32,5 19 46 CPCT Importado
22 33 56 10 AR2219 Todo o processo
23 35 7 63 EP10X3 Todo o processo
24 35 57 13 CUR100 Importado
25 39,5 17 62 10RTR12 Todo o processo
26 43 42 44 CLC27 Estofos
27 47,5 48 47 RC90R Todo o processo
28 49 72 26 CQUIRSA10P20P Todo o processo
29 50 80 20 KAGS2962379 Todo o processo
30 50 83 17 AR174 Todo o processo
31 50,5 59 42 CBC49 Estofos
32 53 81 25 AR124 Todo o processo
33 53,5 86 21 A211936 Todo o processo
34 54 4 104 ET10 Todo o processo
35 54 38 70 10RT088 Carpintaria
36 57 58 56 10RT168 Carpintaria
37 57 76 38 KARTS90502379 Todo o processo
38 63,5 69 58 RF3 Todo o processo
39 64,5 74 55 A21172 Todo o processo
40 65 27 103 RPP120 Todo o processo
41 65 32 98 10RTR16 Todo o processo
42 66 64 68 PC160 Todo o processo
43 67,5 18 117 EB20X4 Todo o processo

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA XXI
POSIÇÃO POSIÇÃO MÉDIA QUANTIDADE VALOR CÓDIGO DO ARTIGO
INÍCIO DO PROCESSO
44 71,5 29 114 RPP140 Todo o processo
45 73 53 93 AT1200 Carpintaria
46 73 82 64 R160 Todo o processo
47 83,5 79 88 CLC49 Estofos
48 85 20 150 KC Todo o processo
49 86,5 28 145 CLCB3 Importado
50 92 40 144 CPP1865 Todo o processo
51 99 75 123 CSAT20P Importado
52 107,5 33 182 EB20X3 Todo o processo
53 107,5 68 147 CPI1865 Importado
54 109 45 173 RPP160 Todo o processo
55 110,5 66 155 AT800 Carpintaria
56 111,5 31 192 EP10X4R Todo o processo
57 114 34 194 EP10X6R Todo o processo
58 115 52 178 IPT Todo o processo
59 116 43 189 RPP080 Todo o processo

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA XXII MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 9 – REFERÊNCIAS DAS PEÇAS POR SECÇÕES DA ESTANTE
F1
A
F2
A
F3
A
14W81.014 14W81.270 14W81.113
14W81.113 14H81.001 14W81.254
14W81.126 14H81.001 14W81.211
14W81.211 14H81.001 14W81.251
14W81.136
14W81.138
14H82.404 14H81.146 14H81.047 14R82.111
14H82.405
14H82.406
14H82.345
14W81.113 14W81.300 14R84.009
14W81.302

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA XXIII
14H84.016 14W81.013 14R82.111 13X82.043
13X83.044
E1
A
E2
A
14W81.251 14W81.143 14H81.034 14W81.912
14R82.129 14W81.141
14W81.013 14H82.403
14H82.404
14W81.698 14H81.146 14W81.698 14S82.037
14X82.127 14W81.113 14W81.115
14R82.129
E3
A 14M81.010 14R82.113 14N82.035 14P82.037
14R82.114 14P82.133
14R82.115 14P82.035
14R82.116 14P82.034
14P82.033
14W81.201 14M81.022 X
14E82.053 14M84.104
14E82.054
14R82.112 13X82.043 14R82.142
13X82.044
G 14H81.146 X 14R82.130 14H82.277
14R82.144
14R82.232
14R82.140
14K82.039 X 14W81.143 14P81.009
14K82.001 14W81.141 14P81.010
14P81.008
14P81.011

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA XXIV MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 10 – RESUMO DAS REFERÊNCIAS COMUNS
REFERÊNCIA ESTANTES
14E82.053 E3
14E82.054 E3
14H81.001 F1 F2
14H81.034 E1
14H81.047 F3
14H81.146 G F3 E2
14H82.277 G
14H82.345 F3
14H82.403 E1
14H82.404 F3 E1
14H82.405 F3
14H82.406 F3
14H84.016 E1
14K82.001 G
14K82.039 G
14M81.010 E3
14M81.022 E3
14M84.104 E3
14N82.035 E3
14P81.008 G
14P81.009 G
14P81.010 G
14P81.011 G
14P82.033 E3
14P82.034 E3
14P82.035 E3
14P82.037 E3
14P82.133 E3
14R82.111 F3 E1
14R82.112 E2
14R82.113 E3
14R82.114 E3
14R82.115 E3
REFERÊNCIA ESTANTES
14R82.116 E3
14R82.129 E1 E2
14R82.130 G
14R82.140 G
14R82.142 E2
14R82.144 G
14R84.009 F3
14S82.037 E2
14W81.013 E1
14W81.014 F1
14W81.113 F1 F3 E2
14W81.115 E2
14W81.126 F2
14W81.136 F2
14W81.138 F2
14W81.141 G E1
14W81.143 G E1
14W81.201 E3
14W81.211 F2
14W81.251 F2 E1
14W81.254 F1
14W81.270 F1
14W81.300 F3
14W81.302 F3
14W81.698 E2
14W81.912 E1
13X82.043 E1 E2
13X82.044 E1 E2
14X82.127 E2

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA XXV
ANEXO 11 – FOLHA PARA REGISTO DE PARAGENS DA SECÇÃO DE
PINTURA
PARAGENS DO TRANSPORTADOR
DA SECÇÃODE PINTURA
Descrição
Te
mp
o
Causa
Da
ta
Colocar peças
pequenas
Falta de ganchos
Outra
Observações:

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA XXVI MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 12 – GRÁFICO DE PROCESSOS DE ANÁLISE E CONTROLO
DOS BANHOS
GRÁFICO DE PROCESSOS
Método atual
Método proposto
Observações: Manutenção dos banhos (TTS)
(página 1 de 2)
DISTÂNCIA EM METROS
TEMPO
PR
OC
ES
SA
ME
NT
O
TR
AN
SP
OR
TE
INS
PE
ÇÃ
O
ES
PE
RA
ST
OC
K
DESCRIÇÃO DO PROCESSO
53 m 30 s D Desloca-se da carga até à bancada de controlo e análise dos banhos.
- 31 s D Preparação do material e documentos para a análise e controlo dos banhos.
11 m 8 s D Deslocação da bancada para o tanque do banho 1.
- 3 s D Recolha de uma amostra do banho 1.
11 m 8 s D Deslocação do tanque do banho 1 para a bancada.
- 1 min 43 s D Análise do banho 1.
1,5 m 3 s D Deslocação da bancada para o tanque do banho 2.
- 2 s D Recolha de uma amostra do banho 2.
1,5 m 3 s D Deslocação do tanque do banho 2 para a bancada.
- 2 min 34 s D Análise do banho 2.
16 m 9 s D Deslocação da bancada para o tanque do banho 4.
- 2 s D Recolha de uma amostra do banho 4.
16 m 9 s D Deslocação do tanque do banho 4 para a bancada.
- 12 s D Colocação da amostra para arrefecimento e visualização das quantidades de retificação dos banhos 1 e 2.
11 m 8 s D Deslocação da bancada para zona do recipiente do produto químico A – Parte 1.
- 15 s D Recolha do produto químico A necessário e adição no banho 1 (para acerto das concentrações).
2 m 3 s D Deslocação para banho 1.
- 3 s D Depósito do produto A no banho 1.
2 m 3 s D Deslocação do banho 1 para zona do recipiente do produto químico A – Parte 2.
- 15 s D Recolha do produto químico A necessário e adição no banho 1 (para acerto das concentrações).
2 m 3 s D Deslocação para banho 1.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA XXVII
GRÁFICO DE PROCESSOS
Método atual
Método proposto
Observações: Manutenção dos banhos (TTS)
(página 2 de 2)
DISTÂNCIA EM METROS
TEMPO P
RO
CE
SS
AM
EN
TO
TR
AN
SP
OR
TE
INS
PE
ÇÃ
O
ES
PE
RA
ST
OC
K
DESCRIÇÃO DO PROCESSO
- 3 s D Depósito do produto A no banho 1.
2 m 3 s D Deslocação do banho 1 para zona do recipiente do produto químico A – Parte 3.
- 9 s D Recolha do produto químico A necessário e adição no banho 1 (para acerto das concentrações).
2 m 3 s D Deslocação para banho 1.
- 4 s D Depósito do produto A no banho 1.
2 m 3 s D Deslocação do banho 1 para zona do recipiente do produto químico B – Parte 1.
- 12 s D Recolha do produto químico B necessário e adição no banho 1 (para acerto das concentrações).
2 m 3 s D Deslocação para banho 1.
- 17 s D Depósito do produto B no banho 1 e limpeza do recipiente.
4 m 5 s D Deslocação do banho 1 para zona do recipiente do produto químico A para pousar recipiente.
- 10 s D Recolha de produto químico B para banho 2.
8,5 m 5 s D Deslocação para banho 2.
- 12 s D Depósito do produto B no banho 2.
8,5 m 5 s D Deslocação do banho 2 para zona do recipiente do produto químico B e armazenamento do recipiente.
10 m 11 s D Deslocação da zona do recipiente do produto químico B para a bancada.
- 1 min 30 s D Análise do banho 4.
53 m 30 s D Deslocação para o posto de carga.
219 m 10 min 43 s Totais
- 8 min 8 s D Totais parciais
219 m 2 min 35 s D
Notas:
d) Ausência de análise do banho 3;
e) Falta de verificação da temperatura e pressão;
f) Adição dos químicos efetuada de modo aproximado, não existindo uma exatidão das quantidades colocadas, de
forma a respeitar as tabelas.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA XXVIII MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 13 – GRÁFICO DE PROCESSOS DE MANUTENÇÃO DOS
ASPERSORES
GRÁFICO DE PROCESSOS
Método atual
Método proposto
Observações: Manutenção dos aspersores (TTS) – para conjunto de 20 unidades
DISTÂNCIA EM
METROS TEMPO
PR
OC
ES
SA
ME
NT
O
TR
AN
SP
OR
TE
INS
PE
ÇÃ
O
ES
PE
RA
ST
OC
K
DESCRIÇÃO DO PROCESSO
140 m 00:01:42 D Desloca-se para recolher uma chave para desapertar os aspersores.
27 m 00:00:20 D Recolha de um recipiente para colocar aspersores.
- 00:38:00 D Desaperta os 20 aspersores.
50 m 00:00:36 D Transporte dos aspersores até bancada.
- 00:37:20 D Limpeza dos aspersores.
- 00:06:40 D Montagem primária dos aspersores.
50 m 00:00:36 D Deslocação da bancada para o TTS.
- 00:28:20 D Montagem dos aspersores nas tubagens.
55 m 00:00:40 D Deslocar-se para acionar transportador
- 00:00:04 D Acionar transportador e ligar bombas
140 m 00:01:42 D Devolução dos materiais
462 m 01:56:00 Totais
- 01:50:24 D Totais parciais
462 m 00:05:36 D
Notas:
a) Necessidade de proceder à recolha de material de outras secções e utilizados noutros processos para auxiliar na
manutenção. Caso estejam ocupados necessitam de procurar noutras secções (o que neste caso não ocorreu).
b) Grande esforço para desapertar os aspersores.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA XXIX
ANEXO 14 – FOLHA DE REGISTO DE PRODUÇÃO DA CABINE CORONA

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA XXX MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 15 – INVENTÁRIO DE CAIXAS DE TINTA EM MAIO 2011
COR CAIXAS
11 1
13 3
16 3
18 14
21 2
25 2
28 3
34 1
39 4
42 2
45 2
48 2
49 2
149 2
236 2
237 1
239 3
241 3
9006 2
1023 ral 1
1028 ral 1
18 para gavetas
32
2062 mate 1
3020 ral 1
3020 ral 1
4004 ral 1
5024 mate 2
57010y7or 3
9006 naber 2
TOTAL 99

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA XXXI
ANEXO 16 – REGISTO DE CAIXAS DE TINTA COM PRAZO DE
VALIDADE EXPIRADO
TINTA COM PRAZO
DE VALIDADE EXPIRADO
Descrição Código Fornecedor Peso (kg)
Fim de Validade
Azul Ral 5023 Mate CP01M523 Titan 20 13-08-2008
Azul Sat. Ral 5002 S/M CP01S502 Titan 20 17-05-2010
Bordeaux 45 Mate S/M CP01M345 Titan 12 21-10-2010
Crema Sat. S/M CP01S163 Titan 20 15-12-2010
Naranja Mate A-13 S/M CP01M250 Titan 20 30-04-2010
Polipox 6 Gris Champañ/Fa (15) 840267 Naber 15 26-09-2010
Polidur Azul 5013 803691 Naber 15 26-09-2010
Polidur Azul 5013 803691 Naber 15 26-09-2010
Polidur Azul 5013 803691 Naber 20 24-04-2010
Gris Ral 7023 Mate CP01M723 Titan 20 02-10-2010
Naranja Mate A-13 S/M CP01M250 Titan 20 30-06-2010
Rojo Text. S/M CP01T351 Titan 20 27-05-2010
Gris Pearl Metaliz S/M CP01Z767 Titan 15 25-12-2008

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA XXXII MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 17 – LAYOUT SIMPLIFICADO DA DESCARGA E MONTAGEM
Figura 110 - Layout Simplificado da Zona de Descarga/Montagem
Na tabela seguinte são evidentes as zonas mencionadas na imagem anterior.
Tabela 27 - Legenda do Layout Simplificado da Zona de Descarga/Montagem
COR DESCRIÇÃO IMAGEM
TUP
Zona onde efetuam a descarga

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA XXXIII
COR DESCRIÇÃO IMAGEM
Zona de descarga
Montagem
1 Stock de frentes de gavetas
2 Stock armários
3 Stock gavetas
4 Stock blocos

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA XXXIV MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
COR DESCRIÇÃO IMAGEM
5 Stock prateleiras
6 Stock de base de secretárias
Máquina de embalar
Armazém expresso

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA XXXV
ANEXO 18 – FOLHA PARA REGISTO DE DEFEITOS NA DESCARGA
REGISTO DE PEÇAS COM DEFEITOS DE PINTURA
Sector: Tipos de Defeitos Data
Cor Designação Qtd.
F a l t a
T i n t a
E x c e s s o
T i n t a
C a s c a L a r n a j a
R i s c o s
L i x o
Ó l e o
Q u e d a
E s t u f a
O u t r a
Observações:

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA XXXVI MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 19 – DADOS ANTROPOMÉTRICOS DA POPULAÇÃO
PORTUGUESA ADULTA (Colim, 2010)

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA XXXVII
ANEXO 20 – TABELA ESTATÍSTICA DA DISTRIBUIÇÃO NORMAL
(Colim, 2010)
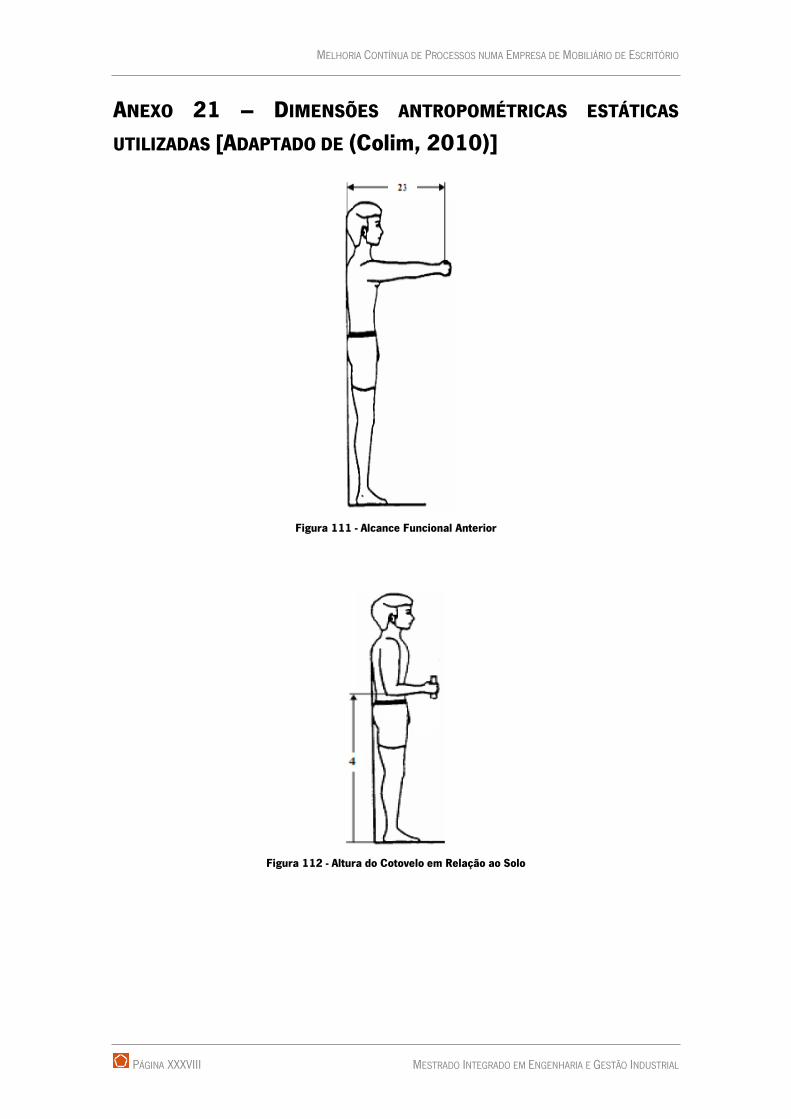
MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA XXXVIII MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 21 – DIMENSÕES ANTROPOMÉTRICAS ESTÁTICAS
UTILIZADAS [ADAPTADO DE (Colim, 2010)]
Figura 111 - Alcance Funcional Anterior
Figura 112 - Altura do Cotovelo em Relação ao Solo

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA XXXIX
Figura 113 - Alcance Funcional Vertical (de Pé)

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA XL MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 22 – CÁLCULOS ANTROPOMÉTRICOS PARA POSTO DO
CHEFE DE CÉLULA
PROFUNDIDADE DO POSTO DE TRABALHO
Limitação: alcance funcional anterior (Figura 111 – Anexo 21);
Critério: a profundidade máxima da bancada deve ser igual ao alcance funcional anterior de 90% da
população masculina. Como quem limita esta dimensão são as pessoas mais pequenas, o cálculo refere-
se a 10% da população masculina.
Face ao indicado, e considerando a fórmula apresentada precedentemente, tem-se que:
ALTURA DO POSTO DE TRABALHO
Limitação: altura do cotovelo (Figura 112 – Anexo 21);
Critério: a altura máxima da bancada deve ser igual à altura do cotovelo de 90% da população
masculina. Como quem limita esta dimensão são as pessoas mais pequenas, o cálculo refere-se a 10%
da população masculina.
Assim, a dimensão deve ser:
Onde o valor 25 corresponde à correção referente ao calçado.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA XLI
ANEXO 23 – CÁLCULOS ANTROPOMÉTRICOS PARA POSTO DE
SECAGEM MANUAL
a = 2980 mm; b = 910 mm; c = 870 mm
Para se encontrar as dimensões das mesas é necessário calcular a altura a que as mesmas têm que se
encontrar, em relação aos cabides.
Limitação: alcance funcional vertical de pé (Figura 113 – Anexo 21);
Critério: a altura a que as mesas têm que se encontrar dos ganchos deve ser igual ao alcance funcional
vertical de pé de 90% da população masculina. Como quem limita esta dimensão são as pessoas mais
pequenas, o cálculo refere-se a 10% da população masculina.
Deste modo, a mesa deve se encontrar a:
Considerando uma margem de 100 mm para os ganchos, a distância que as mesas devem se encontrar
dos cabides é de 943 mm.
Os ajustes para a mesa da direita e esquerda são de:

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA XLII MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 24 – CÁLCULOS ANTROPOMÉTRICOS PARA POSTO ANTES
DO TUP
a = 2905 mm; b = 835 mm
Os cálculos para dimensionamento das mesas que se encontram antes do TUP foram similares às
indicadas no Anexo 23, assim necessitou-se de subir apenas 32,5 mm, pelo que foi considerada
desnecessária a mudança.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA XLIII
ANEXO 25 – CÁLCULOS ANTROPOMÉTRICOS PARA BANCADA DA
DESCARGA
A altura do PT foi calculada de modo similar ao efetuado para o posto do chefe de célula (Anexo 22),
sendo, portanto, a altura necessária de 1010 mm. No entanto, como o posto será para colocação num
fosso com altura de 425 mm, a altura do posto é de 1435 mm.
Uma vez que o posto recuperado apresenta uma altura de 800 mm, necessitou-se de reajustar para a
altura pretendida, incrementando 635 mm.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA XLIV MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 26 – COMPRAS DE TINTA POR COR
Nas tabelas seguintes encontram-se os consumos (em caixas de 20 kg) por ano nas cores em catálogo. A
cor 237 não se encontra na tabela pois não existem registos de compras. No entanto esta cor tem pouca
utilização, sendo inferior a uma caixa por mês.
COR 2008 2009 2010 2011
13 0,3125 0,1875 0,25 0,083333
16 1,71875 1,552083 2,291667 0,625
18 19,0625 17,29167 16,80417 6,2625
21 0,3125 0,208333 0,253125 0,020833
23 3,75 2,802083 4,973958 1,5625
28 19,58333 15,41667 12,85833 8,484375
34 0,520833 0 0,041667 0,083333
39 2,916667 4,791667 5,0125 2,854167
45 0,026042 0,041667 0 0
48 2,96875 1,875 1,34375 0,625
49 1,197917 1,416667 1,4 1,05
148 1,166667 0,15625 0 0,294792
149 2,484375 0,395833 1,490625 0,875
239 5,885417 6,354167 9,197917 5,416667
241 0,0625 0,125 0,208333 0,145833

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA XLV
ANEXO 27 – INSTRUÇÕES PARA CONSUMO DE CAIXAS EM
PALETES

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA XLVI MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 28 – LISTA DE OPERAÇÕES PARA MUDANÇA TIPO 1
LISTA DE OPERAÇÕES
CHANGEOVER: Mudança da Cabine Tribo para a Cabine Corona
Nº OPERAÇÃO PAR16 TEMPO (s) OPERAÇÃO
Manual Transporte Int. Ext.
1 Desapertar tubo do ciclone da peneira - 00:00:05 X
2 Retirar saco de tinta do recipiente de pintura - 00:00:17 X
3 Levar saco de tinta para caixa junto à estante - 00:00:08 X
4 Colocar saco na caixa - 00:00:12 X
5 Deslocar-se para a parte de trás da cabine corona
- 00:00:08 X
6 Retirar reservatório de tinta da cabine - 00:00:05 X
7 Levar reservatório para a caixa de tinta (depositar a restante tinta)
- 00:00:08 X
8 Verter tinta na caixa - 00:00:18 X
9 Deslocar-se para junto das estantes de tinta 7,8 00:00:22 X
10 Fechar o saco e colocá-lo na estante - 00:00:29 X
11 Levar reservatório para limpeza na cabine manual
10
00:00:09 X
12 Limpeza do reservatório 10 00:00:20 X
13 Limpeza de peneira e tubos de fluidificação - 00:01:05 X
14 Limpeza do reservatório 13 00:00:42 X
15 Transportar reservatório para parte de trás da cabine corona
13 00:00:10 X
16 Deslocar-se até ciclone - 00:00:03 X
17 Verifica se ciclone se encontra limpo - 00:00:03 X
18 Deslocar-se para verificar a cor a pintar - 00:00:09 X
19 Esperar pela posição ideal para paragem do transportador e parar
18 00:00:09 X
20 Deslocar-se para verificar a cor a pintar - 00:00:16 X
21 Chamar operários da descarga 20 00:00:16 X
22 Mudar mangueiras das pistolas automáticas e manuais
- 00:01:16 X
23 Desligar mangueira manual à cabine 22 00:00:08 X
24 Deslocar-se para o interior da cabine e limpa-a
22
00:00:51 X
25 Deslocar-se para puxar a cabine tribo 22 00:00:59 X
26 Deslocar-se para puxar a cabine tribo 22 00:00:59 X
16 PAR significa que existem operações que decorrem em paralelo.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA XLVII
Nº OPERAÇÃO PAR17 TEMPO (s) OPERAÇÃO
Manual Transporte Int. Ext.
27 Deslocar-se para puxar a cabine tribo 22 00:00:59 X
28 Deslocar-se para puxar a cabine tribo 22 00:00:11 X
29 Empurrar painel de controlo 22 00:00:14 X
30 Puxar a cabine tribo 22 00:00:14 X
31 Puxar a cabine tribo 22 00:00:14 X
32 Puxar a cabine tribo 22 00:00:14 X
33 Puxar a cabine tribo 22 00:00:14 X
34 Deslocar-se para a descarga 22 00:00:03 X
35 Deslocar-se para a descarga 22 00:00:03 X
36 Deslocar-se para a descarga 22 00:00:03 X
37 Deslocar-se para o posto de lixar 22 00:00:03 X
38 Deslocar-se à botoneira, verificar local correto da cabine e acionar transportador
22 00:00:03 X
39 Buscar porta-paletes - 00:02:28 X
40 Deslocar-se para a descarga 39 00:00:56 X
41 Deslocar-se para a descarga 39 00:00:56 X
42 Deslocar-se para a descarga 39 00:00:56 X
43 Deslocar-se para o posto de lixar 39 00:00:08 X
44 Limpeza do ciclone e retirar o pó não virgem deste
39 00:01:05 X
45 Transportar caixa de nova cor para parte de trás da cabine corona
39 00:00:08 X
46 Abrir a caixa 39 00:00:06 X
47 Retirar saco e abri-lo 39 00:00:08 X
48 Levar caixa vazia para junto das estantes e levar equipamento cortante
39 00:00:21 X
49 Deitar saco de tinta no recipiente 39 00:00:34 X
50 Colocar placa de fluidificação ativa (ajustar intensidade)
39 00:00:06 X
51 Deslocar-se à cabine tribo para desligar o transportador
-
00:00:16 X
52 Colocar placa de fluidificação ativa (ajustar intensidade)
51 00:00:10 X
53 Deslocar-se para a frente da cabine 51 00:00:06 X
54 Voltar para a cabine corona 00:00:16 X
55 Deslocar-se para a frente da cabine 54 00:00:06 X
56 Espera pela deslocar cabine 54 00:00:10 X
57 Colocar cabine no local de pintura - 00:01:04 X
17 PAR significa que existem operações que decorrem em paralelo.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA XLVIII MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Nº OPERAÇÃO PAR18 TEMPO (s) OPERAÇÃO
Manual Transporte Int. Ext.
58 Colocar cabine no local de pintura 57 00:01:04 X
59 Deslocar-se à cabine tribo para acionar o transportador
00:00:10 X
60 Devolver porta-paletes - 00:02:28 X
61 Colocar e ajustar parâmetros e distância das pistolas
60 00:00:32 X
62 Testar pistola manual 60 00:00:16 X
63 Aguardar pela posição ideal para pintar a 1ª peça
60 00:00:34 X
64 Pintura da 1ª peça 60 00:00:22 X
SUB-TOTAL 00:04:54 00:06:30 27 37
TOTAL 00:11:24
LEGENDA
Operário 1 (Pintor)
Operário 2 (Op. Descarga)
Operário 3 (Op. Descarga) Operário 4 (Op. Descarga) Operário 5 (Pintor) Operário 6 (Pintor do Posto de Lixar)
Operações que ocorrem em paralelo
18 PAR significa que existem operações que decorrem em paralelo.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA XLIX
ANEXO 29 – GRÁFICO DE UTILIZAÇÃO DE RECURSOS DA MUDANÇA TIPO 1

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA L MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 30 – STANDARD WORK SHEET PARA MUDANÇA TIPO 1
APÓS MELHORIAS
STANDARD WORK SHEET
CHANGEOVER: Mudança da Cabine Tribo para a Cabine Corona
Nº OPERAÇÃO PAR TEMPO (s) OPERAÇÃO
Manual Transporte Int. Ext.
1 Desapertar tubo do ciclone da peneira - 00:00:05 X
2 Retirar reservatório de tinta da cabine - 00:00:05 X
3 Levar reservatório para a caixa de tinta (depositar a restante tinta)
- 00:00:08 X
4 Verter tinta na caixa - 00:00:18 X
5 Fechar o saco e colocá-lo na estante - 00:00:20 X
6 Abrir a caixa da cor a pintar - 00:00:06 X
7 Retirar saco e abri-lo - 00:00:08 X
8 Levar caixa vazia para carro destinado a este fim
- 00:00:04 X
9 Deitar saco de tinta no recipiente - 00:00:34 X
10 Levar reservatório para limpeza na cabine manual
- 00:00:07 X
11 Limpeza do reservatório - 00:01:02 X
12 Transportar reservatório para local de espera - 00:00:07 X
13 Limpeza de peneira e tubos de fluidificação - 00:01:05 X
14 Deslocar-se até ciclone - 00:00:03 X
15 Acionar deslocação da cabine tribo 13,14 00:00:24 X
16 Limpeza do ciclone e retirar o pó não virgem deste
- 00:01:05 X
17 Deslocar-se para o interior da cabine e limpa-a
15 00:00:51 X
18 Mudar mangueiras das pistolas automáticas e manuais
- 00:01:16 X
19 Colocar placa de fluidificação ativa (ajustar intensidade)
- 00:00:16 X
20 Deslocar-se para a frente da cabine - 00:00:12 X
21 Desligar transportador - 00:00:02 X
22 Colocar cabine no local de pintura - 00:00:36 X
23 Acionar o transportador - 00:00:02 X
24 Colocar e ajustar parâmetros e distância das pistolas
- 00:00:32 X
25 Testar pistola manual - 00:00:16 X
26 Aguardar pela posição ideal para pintar a 1ª peça
- 00:00:34 X
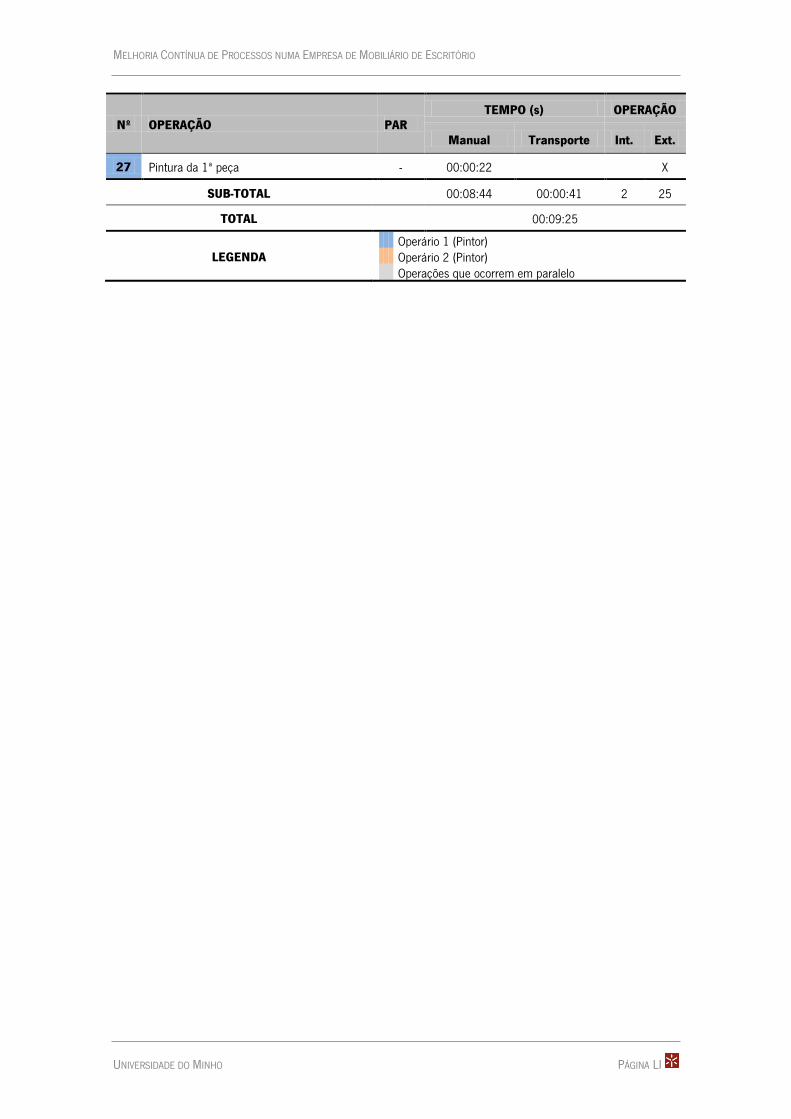
MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA LI
Nº OPERAÇÃO PAR TEMPO (s) OPERAÇÃO
Manual Transporte Int. Ext.
27 Pintura da 1ª peça - 00:00:22 X
SUB-TOTAL 00:08:44 00:00:41 2 25
TOTAL 00:09:25
LEGENDA
Operário 1 (Pintor)
Operário 2 (Pintor)
Operações que ocorrem em paralelo
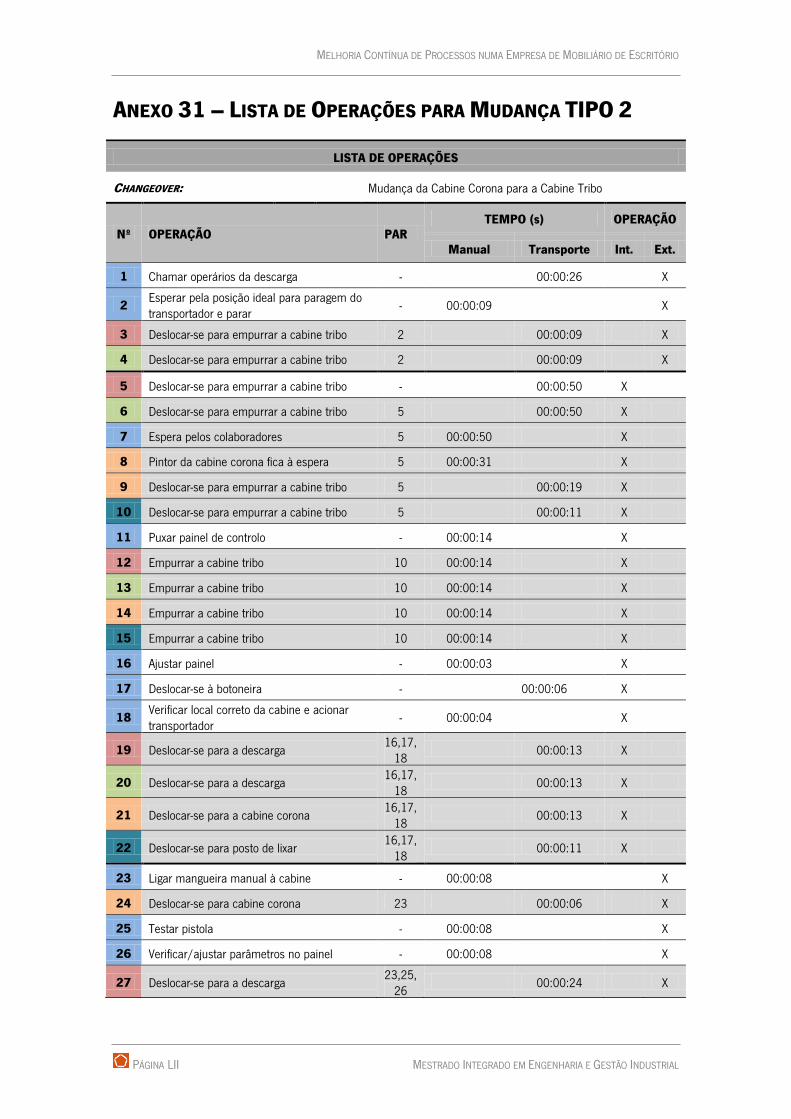
MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA LII MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 31 – LISTA DE OPERAÇÕES PARA MUDANÇA TIPO 2
LISTA DE OPERAÇÕES
CHANGEOVER: Mudança da Cabine Corona para a Cabine Tribo
Nº OPERAÇÃO PAR TEMPO (s) OPERAÇÃO
Manual Transporte Int. Ext.
1 Chamar operários da descarga - 00:00:26 X
2 Esperar pela posição ideal para paragem do transportador e parar
- 00:00:09 X
3 Deslocar-se para empurrar a cabine tribo 2 00:00:09 X
4 Deslocar-se para empurrar a cabine tribo 2 00:00:09 X
5 Deslocar-se para empurrar a cabine tribo - 00:00:50 X
6 Deslocar-se para empurrar a cabine tribo 5 00:00:50 X
7 Espera pelos colaboradores 5 00:00:50 X
8 Pintor da cabine corona fica à espera 5 00:00:31 X
9 Deslocar-se para empurrar a cabine tribo 5 00:00:19 X
10 Deslocar-se para empurrar a cabine tribo 5 00:00:11 X
11 Puxar painel de controlo - 00:00:14 X
12 Empurrar a cabine tribo 10 00:00:14 X
13 Empurrar a cabine tribo 10 00:00:14 X
14 Empurrar a cabine tribo 10 00:00:14 X
15 Empurrar a cabine tribo 10 00:00:14 X
16 Ajustar painel - 00:00:03 X
17 Deslocar-se à botoneira - 00:00:06 X
18 Verificar local correto da cabine e acionar transportador
- 00:00:04 X
19 Deslocar-se para a descarga 16,17,
18 00:00:13 X
20 Deslocar-se para a descarga 16,17,
18 00:00:13 X
21 Deslocar-se para a cabine corona 16,17,
18 00:00:13 X
22 Deslocar-se para posto de lixar 16,17,
18 00:00:11 X
23 Ligar mangueira manual à cabine - 00:00:08 X
24 Deslocar-se para cabine corona 23 00:00:06 X
25 Testar pistola - 00:00:08 X
26 Verificar/ajustar parâmetros no painel - 00:00:08 X
27 Deslocar-se para a descarga 23,25,
26 00:00:24 X

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA LIII
Nº OPERAÇÃO PAR TEMPO (s) OPERAÇÃO
Manual Transporte Int. Ext.
28 Deslocar-se para a descarga 23,25,
26 00:00:24 X
29 Espera pela aproximação de peças - 00:00:42 X
30 Deslocar-se para a descarga 29 00:00:22 X
31 Deslocar-se para a descarga 29 00:00:22 X
32 Ajustar pistolas - 00:00:02 X
33 Colocar-se na posição de pintar - 00:00:06 X
34 Pintar a primeira peça - 00:00:20 X
35 Colocar cabine corona no modo de limpeza de pistolas
- 00:00:21 X
36 Retoque da última peça na cabine corona - 00:00:09 X
37 Deslocar-se para o interior da cabine - 00:00:08 X
38 Limpeza inicial do interior da cabine - 00:00:39 X
39 Limpeza da pistola manual - 00:00:17 X
40 Deslocação para controlo da cabine - 00:00:07 X
41 Limpeza automática das pistolas - 00:00:21 X
42 Esperar pela posição ideal para paragem do transportador e pará-lo
41 00:00:08 X
43 Buscar e porta-paletes - 00:02:38 X
44 Limpeza automática das pistolas - 00:00:28 X
45 Deslocar-se para o interior da cabine - 00:00:06 X
46 Limpeza do interior da cabine corona - 00:00:53 X
47 Espera pela chegada do porta-paletes 46 00:01:11 X
48 Colocação do porta-paletes na cabine - 00:00:06 X
49 Espera pela colocação do porta-paletes 48 00:00:06 X
50 Colocar cabine no local de pausa - 00:01:04 X
51 Colocar cabine no local de pausa 50 00:01:04 X
52 Devolver porta-paletes - 00:00:10 X
53 Deslocar-se à cabine tribo para acionar o transportador
52 00:00:10 X
54 Devolver porta-paletes - 00:02:28 X
SUB-TOTAL 00:04:22 00:07:32 30 24
TOTAL 00:11:54
LEGENDA
Operário 1 (Pintor)
Operário 2 (Op. Descarga)
Operário 3 (Op. Descarga) Operário 4 (Pintor) Operário 5 (Pintor do Posto de Lixar)
Operações que ocorrem em paralelo

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA LIV MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 32 – GRÁFICO DE UTILIZAÇÃO DE RECURSOS DA MUDANÇA TIPO 2

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA LV
ANEXO 33 – STANDARD WORK SHEET PARA MUDANÇA TIPO 2
APÓS MELHORIAS
STANDARD WORK SHEET
CHANGEOVER: Mudança da Cabine Corona para a Cabine Tribo
Nº OPERAÇÃO PAR TEMPO (s) OPERAÇÃO
Manual Transporte Int. Ext.
1 Colocar cabine corona no modo de limpeza de pistolas
- 00:00:21 X
2 Retoque da última peça na cabine corona - 00:00:09 X
3 Deslocar-se para o interior da cabine - 00:00:08 X
4 Limpeza inicial - 00:00:39 X
5 Acionar deslocação da cabine tribo 5 00:00:24 X
6 Testar pistola 5 00:00:08 X
7 Verificar/ajustar parâmetros no painel 5 00:00:07 X
8 Limpeza da pistola manual - 00:00:17 X
9 Verificar/ajustar parâmetros no painel 8 00:00:01 X
10 Ajustar pistolas 8 00:00:02 X
11 Espera pela aproximação de peças 8 00:00:42 X
12 Espera pela aproximação de peças - 00:00:28 X
13 Deslocação para controlo da cabine 12 00:00:07 X
14 Limpeza automática das pistolas 12 00:00:49 X
15 Limpeza automática das pistolas - 00:00:28 X
16 Colocar-se na posição de pintar 15 00:00:06 X
17 Pintar a primeira peça 15 00:00:20 X
18 Deslocar-se para o interior da cabine - 00:00:06 X
19 Limpeza do interior da cabine corona - 00:00:53 X
20 Deslocar-se para a frente da cabine - 00:00:12 X
21 Desligar transportador 20 00:00:02 X
22 Colocar cabine no local de pausa - 00:00:36 X
23 Acionar o transportador 52 00:00:02 X
SUB-TOTAL 00:03:14 00:01:05 2 21
TOTAL 00:04:19
LEGENDA
Operário 1 (Pintor)
Operário 2 (Pintor)
Operações que ocorrem em paralelo

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA LVI MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 34 – LISTA DE OPERAÇÕES PARA MUDANÇA TIPO 3
LISTA DE OPERAÇÕES
CHANGEOVER: Mudança de cor na Cabine Corona
Nº OPERAÇÃO PAR TEMPO (s) OPERAÇÃO
Manual Transporte Int. Ext.
1 Acionar sistema de limpeza de pistolas - 00:00:11 X
2 Fazer limpeza no interior da cabine - 00:01:00 X
3 Deslocar-se à cabine tribo para desligar o transportador
- 00:00:16 X
4 Deslocar-se para a parte de trás da cabine corona
- 00:00:10 X
5 Desapertar tubo do ciclone da peneira - 00:00:05 X
6 Retirar saco de tinta do recipiente de pintura - 00:00:17 X
7 Levar saco de tinta para caixa junto à estante - 00:00:08 X
8 Colocar saco na caixa - 00:00:12 X
9 Deslocar-se para a parte de trás da cabine corona
- 00:00:08 X
10 Retirar reservatório de tinta da cabine - 00:00:05 X
11 Levar reservatório para a caixa de tinta (depositar a restante tinta)
- 00:00:08 X
12 Verter tinta na caixa - 00:00:18 X
13 Fechar o saco e colocá-lo na estante - 00:00:29 X
14 Levar reservatório para limpeza na cabine manual
13 00:00:09 X
15 Limpeza do reservatório 13 00:00:20 X
16 Limpeza do reservatório - 00:00:42 X
17 Transportar caixa de nova cor para parte de trás da cabine corona
16 00:00:08 X
18 Deslocar-se até ciclone 16 00:00:03 X
19 Verifica se ciclone se encontra limpo 16 00:00:03 X
20 Voltar para junto da caixa de tinta 16 00:00:03 X
21 Abrir a caixa 16 00:00:06 X
22 Deslocar-se para procurar um equipamento para cortar saco
16 00:00:19 X
23 Transportar reservatório para parte de trás da cabine corona
- 00:00:10 X
24 Retirar saco e abri-lo 23 00:00:08 X
25 Limpeza de peneira e tubos de fluidificação 23 00:00:02
26 Limpeza de peneira e tubos de fluidificação - 00:01:03 X
27 Levar caixa vazia para junto das estantes e levar equipamento cortante
25 00:00:21 X
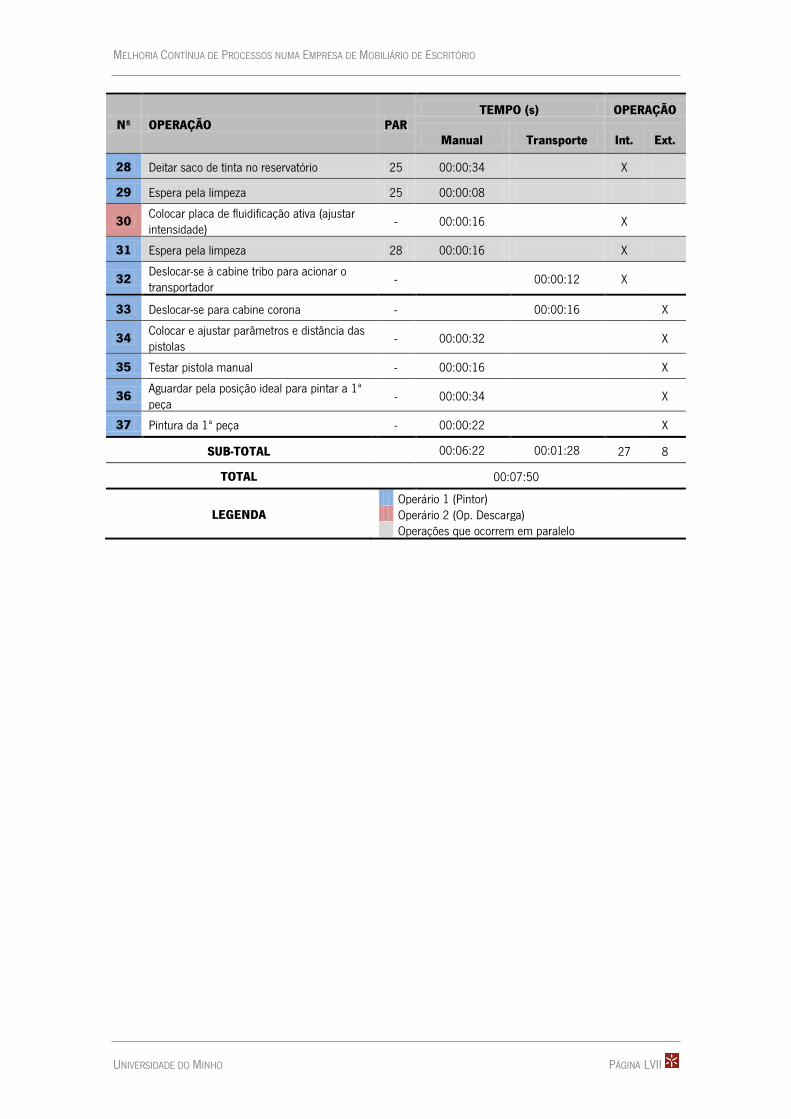
MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA LVII
Nº OPERAÇÃO PAR TEMPO (s) OPERAÇÃO
Manual Transporte Int. Ext.
28 Deitar saco de tinta no reservatório 25 00:00:34 X
29 Espera pela limpeza 25 00:00:08
30 Colocar placa de fluidificação ativa (ajustar intensidade)
- 00:00:16 X
31 Espera pela limpeza 28 00:00:16 X
32 Deslocar-se à cabine tribo para acionar o transportador
- 00:00:12 X
33 Deslocar-se para cabine corona - 00:00:16 X
34 Colocar e ajustar parâmetros e distância das pistolas
- 00:00:32 X
35 Testar pistola manual - 00:00:16 X
36 Aguardar pela posição ideal para pintar a 1ª peça
- 00:00:34 X
37 Pintura da 1ª peça - 00:00:22 X
SUB-TOTAL 00:06:22 00:01:28 27 8
TOTAL 00:07:50
LEGENDA
Operário 1 (Pintor)
Operário 2 (Op. Descarga)
Operações que ocorrem em paralelo

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA LVIII MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 35 – GRÁFICO DE UTILIZAÇÃO DE RECURSOS DA MUDANÇA TIPO 3

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA LIX
ANEXO 36 – STANDARD WORK SHEET PARA MUDANÇA TIPO 3
APÓS MELHORIAS
STANDARD WORK SHEET
CHANGEOVER: Mudança de cor na Cabine Corona
Nº OPERAÇÃO PAR TEMPO (s) OPERAÇÃO
Manual Transporte Int. Ext.
1 Abrir a caixa da cor a pintar - 00:00:06 X
2 Retirar saco e abri-lo - 00:00:08 X
3 Levar caixa vazia para carro destinado a este fim
- 00:00:04 X
4 Deitar saco de tinta no recipiente - 00:00:34 X
5 Acionar sistema de limpeza de pistolas - 00:00:11 X
6 Fazer limpeza no interior da cabine - 00:01:00 X
7 Deslocar-se à cabine tribo para desligar o transportador
- 00:00:16 X
8 Desapertar tubo do ciclone da peneira 7 00:00:05 X
9 Retirar reservatório de tinta da cabine 7 00:00:05 X
10 Levar reservatório e trazer carro com reservatório com cor a pintar
7 00:00:06 X
11 Deslocar-se para a parte de trás da cabine corona
- 00:00:10 X
12 Levar reservatório e trazer carro com reservatório com cor a pintar
11 00:00:10 X
13 Limpeza de peneira e tubos de fluidificação - 00:01:05 X
14 Limpeza do ciclone e retirar o pó não virgem deste
13 00:01:05 X
15 Colocar e ajustar parâmetros e distância das pistolas
- 00:00:32 X
16 Colocar reservatório e placa de fluidificação ativa (ajustar intensidade)
16 00:00:16 X
17 Deslocar-se à cabine tribo para acionar o transportador
17 00:00:12 X
18 Deslocar-se para cabine corona - 00:00:16 X
19 Testar pistola manual - 00:00:16 X
20 Aguardar pela posição ideal para pintar a 1ª peça
- 00:00:34 X
21 Verter tinta na caixa 20 00:00:18 X
22 Fechar o saco e colocá-lo na estante 20 00:00:16 X
23 Pintura da 1ª peça - 00:00:22 X
24 Fechar o saco e colocá-lo na estante 23 00:00:04 X
25 Levar reservatório para limpeza na cabine manual
23 00:00:07 X

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA LX MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Nº OPERAÇÃO PAR TEMPO (s) OPERAÇÃO
Manual Transporte Int. Ext.
26 Limpeza do reservatório 23 00:00:51 X
27 Limpeza do reservatório - 00:00:11 X
28 Transportar reservatório para local de espera - 00:00:07 X
SUB-TOTAL 00:04:43 00:00:53 10 18
TOTAL 00:05:36
LEGENDA
Operário 1 (Pintor)
Operário 2 (Pintor)
Operações que ocorrem em paralelo

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA LXI
ANEXO 37 – LISTA DE OPERAÇÕES PARA MANUTENÇÃO DE
ASPERSORES DO TTS
LISTA DE OPERAÇÕES
Manutenção de aspersores do TTS
Nº OPERAÇÃO TEMPO OPERAÇÃO
Manual Transporte Int. Ext.
1 Deslocar-se para procurar ferramentas disponíveis em outras células de produção
00:01:42 X
2 Deslocar-se para recolha de um recipiente 00:00:20 X
3 Desapertar aspersor 00:01:54 X
4 Deslocar-se até bancada 00:00:26 X
5 Limpar aspersor 00:01:52 X
6 Pré-montar aspersor 00:00:20 X
7 Deslocar-se até TTS 00:00:26 X
8 Montar aspersor no TTS 00:01:25 X
9 Ligar bombas 00:00:03 X
10 Acionar transportador 00:00:01 X
11 Devolver ferramentas 00:01:45 X
SUB-TOTAL 00:05:35 00:04:59 9 2
TOTAL 00:10:34

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA LXII MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 38 – STANDARD WORK SHEET PARA MANUTENÇÃO DE
ASPERSORES DO TTS APÓS MELHORIAS
STANDARD WORK SHEET
Manutenção de aspersores do TTS
Nº OPERAÇÃO
TEMPO (s) OPERAÇÃO
Manual Transpo
rte Int. Ext.
OP
ER
ÁR
IO 1
1 Deslocar-se para recolha dos baldes 00:00:20 X
2 Retirar aspersor 00:00:02 X
3 Colocar novo 00:00:02 X
4 Deslocar-se até bancada 00:00:13 X
5 Deslocar-se até bancada 00:00:13 X
6 Limpar aspersor 00:00:07 X
7 Colocar baldes no armário 00:00:05 X
OP
ER
ÁR
IO
2
8 Deslocar-se até ao painel de controlo 00:00:30 X
9 Ligar bombas 00:00:03 X
10 Acionar transportador 00:00:01 X
SUB-TOTAL 00:00:16 00:00:46 6 4
TOTAL 00:01:02

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA LXIII
ANEXO 39 – INSTRUÇÃO DE TRABALHO

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA LXIV MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA LXV

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA LXVI MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 40 – FOLHA DE REGISTOS NA ANÁLISE DE PEÇAS
LISTA DE REGISTOS NA ANÁLISE DE PEÇAS
PINTURA
Posição na sequência
Filmagem colocação da
peça
Necessidade de soprar/ inverter?
Filmagem soprar/ inverter Cabine
Filmagem pintura
Necessidade de paragem
para retoque?
Filmagem descarga
Movimentação da peça após
descarga Observações

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA LXVII
ANEXO 41 – PROPOSTA 1: BANDEJAS MAHIA
A proposta de melhoria relativa às bandejas Mahia foi realizada pelo diretor do Departamento de
Logística, tendo indicado o seguinte: “Bandejas HBJ linha Mahia - atualmente são penduradas uma a
uma no transportador da secção de pintura o que causa muito desperdício de espaço no cadeado em
termos de metros. Analisar solução que permita rentabilizar este espaço perdido - se calhar um suporte
próprio para este material.”
Face a esta sugestão, produziu-se uma estrutura com capacidade para colocação de 24 bandejas. De
seguida são demonstradas as diferenças entre o antes e depois da melhoria efetuada.
Antes da melhoria, as bandejas Mahia eram colocadas individualmente (Figura 114), tendo um cabide de
intervalo entre cada uma. A área desperdiçada por gancho era de 79,6%.
Figura 114 - Antes da Melhoria para Colocação das Bandejas Mahia
Com a melhoria efetuada, existe uma redução de 71% da área desperdiçada. Para 100 bandejas são
ocupados 15 cabides. Efetuou-se uma redução de 186 cabides ocupados.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA LXVIII MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Figura 115 - Depois da Melhoria para Colocação das Bandejas Mahia
A tabela seguinte demonstra a relação entre o número de bandejas e a área desperdiçada.
Tabela 28 - Relação Quantidade e Área Ocupada por Bandejas Mahia
Nº Bandejas Área desperdiçada Nº Bandejas Área desperdiçada
1 95,4% 11 49,7%
2 90,9% 12 45,2%
3 86,3% 13 40,6%
4 81,7% 14 36,0%
5 77,1% 15 31,4%
6 72,6% 16 26,9%
7 68,0% 17 22,3%
8 63,4% 18 17,7%
9 58,9% 19 13,2%
10 54,3% 20 8,6%
A utilização desta gancheira torna-se vantajosa a partir da colocação de cinco unidades, em comparação
com o modo anterior à racionalização.
A presente proposta é aplicável a dois tamanhos dos três existentes. Contudo, o não abrangido é
raramente produzido.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA LXIX
ANEXO 42 – PROPOSTA 2: FRENTES DE GAVETAS DE BLOCOS
MAHIA
A proposta de melhoria referente às frentes de gavetas dos blocos Mahia foi realizada pelo diretor do
Departamento de Qualidade, tendo sugerido que estas deveriam ser pintadas na posição inversa.
O novo modo de colocação das frentes de gavetas permite que a tinta em pó, por gravidade, precipitasse
para a zona crítica da pintura das frentes indicadas, tendo as gavetas que ser colocadas de maneira
oposta ao habitual. O proponente sugeriu que as gavetas fossem colocadas numa nova gancheira, onde
as peças fossem seguradas por encaixe (Figura 116).
Figura 116 - Novo Suporte para Frente de Gavetas (Vista Superior): Proposta 2
Para tal as peças teriam que sofrer furações na zona do puxador, de forma a não acumular água no TTS
(Figura 117).
Figura 117 - Furação do Puxador da Frente de Gaveta
A proposta do suporte não se mostrou viável uma vez que as peças se estragariam ao colocar e,
principalmente, ao retirar na descarga. A amolgação existiria, pois seria necessário aplicar força para as
retirar, uma vez que estavam seguras por ganchos a exercer força nas laterais.
Assim, sugeriu-se a alteração do modo de colocação, efetuando furação na zona inferior da frente de
gaveta (Figura 118), nas quais seriam introduzidos ganchos.
Figura 118 - Furação da Frente de Gaveta
Embora a proposta de melhoria tivesse sido aceite, a estrutura para colocação das frentes, no final da
dissertação ainda não se encontrava concluída. A proposta referida abrange 11 referências diferentes,
respeitantes a frentes de gavetas com tamanhos distintos.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA LXX MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 43 – FOLHA PARA REGISTO DE PROVETES INTERNOS

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA LXXI
ANEXO 44 – FOLHA PARA REGISTO DE PROVETES EXTERNOS

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA LXXII MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 45 – NOVA FOLHA PARA REGISTO DE NÃO CONFORMIDADES
REGISTO DE PEÇAS COM DEFEITO DE PINTURA
DAT
A
CO
R
QU
ANTI
DAD
E DESIGNAÇÃO TIPO DE DEFEITO
Armários Blocos Colunas Costas de Armários
Frentes Portas Prateleiras OUTRO Falta de Tinta
Excesso Tinta
Casca de Laranja
Riscos Água Queda Estufa
OUTRO
Coloque no local do defeito a linha do artigo:
Eneko (N), Mahia (H), Mater (M), Katamara (Z), Kima (V), K’Line (K), Ping Pong (P), Smile (R)

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA LXXIII
ANEXO 46 – FOLHA PARA REGISTO DE MEDIÇÃO DE ESPESSURAS
REGISTO DE MEDIÇÃO DE ESPESSURAS DA PINTURA
Data Hora Designação da peça Cor Faces Visíveis (60 a 120 μm)
Faces Não Visíveis (≥ 35 μm)
Operador

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA LXXIV MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
ANEXO 47 – FOLHA PARA REGISTO DE NC NO POSTO DE LIXAR
REGISTO DE PEÇAS COM DEFEITOS DE PINTURA
Zona: Posto de Lixar
COR Designação Qtd.
Tipo de Defeito Origem
Data
F a l t a
T i n t a
E x c e s s o
T i n t a
C a s c a
L a r a n j a
R i s c o s
L i x o
O U t r o
D e s c a r g a
M o n t a g e m
O u t r a
Observações:

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA LXXV
ANEXO 48 – MANUTENÇÃO DOS EQUIPAMENTOS DA SECÇÃO DE
PINTURA
Seguidamente encontram-se as ações de 1º e 2º nível para os equipamentos da secção de pintura, com
indicação, quando apropriado, da presença de uma atividade adicionada ou de uma atividade anulada.
A. TRANSPORTADOR (TRA.01)19
1º NÍVEL
Ações semanais
1. Verificação do correto funcionamento;
2. Verificação da quantidade de óleo no depósito do lubrificador;
3. Verificar estado dos ganchos, bater ganchos se necessário.
Ações mensais
1. Ajustar correias se necessário;
2. Ajuste da direção dos jatos de óleo;
3. Verificação do estado do cadeado – inspeção visual no início da secção;
4. Limpar o transportador (ADICIONADO).
2º NÍVEL (as ações de 2º nível deste equipamento encontravam-se com problemas, não sendo
entregues aos colaboradores)
Ações semestrais
1. Verificação das correias e do motor do transportador;
2. Revisão dos componentes da parte de lubrificação do transportador;
3. Limpeza do transportador (ADICIONADO).
B. TÚNEL DE TRATAMENTO DE SUPERFÍCIES (TTS.01)
1º NÍVEL
Ações diárias
1. Verificar o nível dos banhos que devem estar pela borda superior do tanque quando a bomba
estiver parada;
2. Verificar o nível dos reservatórios dos aditivos dos vários banhos;
3. Verificar a pressão dos jatos e reajustar ou limpar se necessário no início do funcionamento
(ADICIONADA);
4. Verificar a existência de objetos no interior (ADICIONADA).
19 Os códigos apresentados após a designação dos equipamentos correspondem aos utilizados na empresa.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA LXXVI MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
Ações semanais
1. Verificar as comportas das tinas e reapertar ou substituir os empanques se necessário;
2. Verificar a pressão das bombas dos banhos;
3. Lubrificação das bombas.
AÇÕES ELIMINADAS OU COM PERIOCIDADE MODIFICADA: Verificar a pressão dos jatos e reajustar ou
limpar se necessário; Limpar as sondas dos tanques 1 e 2, seguindo o procedimento descrito na
FTN.030; Verificar a existência de objetos no interior.
2º NÍVEL
Ações anuais
4. Despejar todos os banhos do túnel;
5. Lubrificar todas as bombas;
6. Retirar todos os objetos estranhos;
7. Efetuar a desincrustação dos dois primeiros tanques, seguindo o procedimentos descrito na FTN
030;
8. Lavar com mangueira todo o interior do TTS, incluindo grelhas e os tanques;
9. Desobstruir todos os bicos;
10. Colocar o transportador a funcionar durante toda a operação de limpeza e lubrificador a
funcionar;
11. Encher os tanques com água e fazer a circulação à temperatura ambiente durante 15 minutos;
12. Verificar o pH dos vários banhos, seguindo o procedimento descrito na FTN 030;
13. Limpar as turbinas dos ventiladores e os elementos de transmissão;
14. Lubrificar ou substituir se necessário os rolamentos dos ventiladores;
15. Limpar as condutas de exaustão;
16. Verificar o acoplamento das bombas e reajustar;
17. Verificar o aperto das portas de visita e reapertar ou substituir o mastic de vedação.
C. TÚNEL DE SECAGEM (TUS.01)
1º NÍVEL
Ações semanais
1. Verificar se existem objetos no interior do túnel.
AÇÃO COM PERIOCIDADE MODIFICADA: Limpar todo o equipamento.
Ações mensais

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA LXXVII
1. Limpar todo o equipamento (Limpeza das paredes com um pano e aspiração geral)
(ADICIONADA).
2º NÍVEL
Ações trimestrais
1. Verificar a saturação do ar (após a instalação da cortina de ar) (ADICIONADA).
Ações semestrais
AÇÃO MODIFICADA PARA O 1º NÍVEL: Limpar toda a máquina.
AÇÕES ELIMINADAS POIS ENCONTRAM-SE EM OUTRO EQUIPAMENTO: Limpar os queimadores;
Verificar os eléctrodos de ionização dos queimadores, substituir se necessário procedendo no final à
afinação dos queimadores.
D. CABINE TRIBO (CAB.02)
1º NÍVEL
Ações diárias
1. Limpar cabine, pistolas automáticas, tubagem de transporte de pó e do local envolvente à
cabine;
2. Verificar a existência de perdas de pó na cabine (ADICIONADA);
3. Verificar pistola a pistola se o jato do pó é uniforme, isto é, se não tem flutuações bruscas (se for
o caso regular a pressão do ar e efetuar a limpeza da pistola) (ADICIONADA).
Ações semanais
1. Verificar se os venturis das bombas de transferência de pó estão gastos (caso estejam
danificados tem de se proceder à substituição da totalidade dos venturis e guardar os que se
encontram em melhor estado) (ALTERADA);
2. Controlar manómetros de pressão de limpeza dos filtros;
3. Verificar a posição e estanquicidade dos filtros principais.
Ações mensais
1. Limpeza do exterior da cabine de pintura;
2. Verificar a selagem do fole pneumático;
3. Limpeza dos filtros de cartucho (ADICIONADA);
4. Limpeza dos filtros finais (ADICIONADA).
2º NÍVEL
Ações trimestrais

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA LXXVIII MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
1. Verificar o estado conservação e limpeza dos filtros finais e dos filtros de cartuchos
(ADICIONADA);
2. Revisão das pistolas automáticas.
Ações anuais
1. Verificação do estado da tubagem de transporte de pó;
2. Verificar a necessidade de mudança dos filtros de cartucho e filtros finais (ADICIONADA).
E. CABINE CORONA (CAB.09)
1º NÍVEL
Ações diárias
1. Verificar no painel digital se os valores das pistolas estão entre 10 e 50 micro Amperes;
2. Verificar pistola a pistola se o jato do pó é uniforme, isto é, se não tem flutuações bruscas (se for
o caso regular a pressão do ar secundário e efetuar a limpeza da pistola) (MODIFICADA);
3. Verificar se todos os cabos e tubagens das pistolas não estão dobrados;
4. Verificar se os manómetros da pressão das pistolas estão dentro dos parâmetros (MODIFICADA);
5. Verificar se o ciclone está totalmente vazio, se necessário despejar (MODIFICADA);
6. Controlar se a aspiração do Centro de Cor é suficiente, caso contrário ajustar o ciclo de impulsos
da limpeza dos cartuchos do centro de cor;
7. Verificar se o Led do detetor de nível se acende ao detetar o pó;
8. Verificar se as canas das pistolas automáticas sobem e descem sem saltos bruscos;
9. Verificar se a mesa vibradora funciona corretamente;
10. Verificar se a fluidificação da caixa do pó é correta;
11. Verificar se a malha do crivo não está furada;
12. Verificar a velocidade de oscilação está correta e se não existem ruídos estranhos;
13. Limpar a cabine, como também as tubagens das pistolas automáticas e o centro de cor.
AÇÕES COM PERIOCIDADE MODIFICADA: Verificar o estado da bomba de esvaziamento como o da
tubagem e do venturi; Verificar se a aspiração da cabine está correta, verificando se não sai pó pela parte
superior, portas de entrada e saída da mesma.
Ações semanais
1. Verificar o estado da bomba de esvaziamento como o da tubagem (ADICIONADA);

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA LXXIX
2. Verificar se a aspiração da cabine está correta, com auxílio de um anemómetro20, verificando se
não sai pó pela parte superior, portas de entrada e saída da mesma
(ADICIONADA/MODIFICADA);
3. Orientar as tubagens da limpeza das pistolas (ADICIONADA);
4. Despejar os depósitos do pó não recuperado (ADCIONADA);
5. Verificar se os venturis das bombas das pistolas estão gastos (caso estejam danificados tem de
se proceder à substituição da totalidade dos venturis e guardar os que se encontram em melhor
estado) (ADICIONADA/MODIFICADA);
6. Verificar se os venturis das bombas de transferência de pó estão gastos (caso estejam
danificados tem de se proceder à substituição da totalidade dos venturis e guardar os que se
encontram em melhor estado) (ADICIONADA/MODIFICADA).
Ações mensais
1. Verificar se o manómetro diferencial, que indica a sujidade dos filtros, se encontra em valores
intermédios. Senão efetuar limpeza prolongada aos respetivos filtros e se necessário substitui-
los;
2. Limpeza dos filtros de cartucho e filtros finais, certificando que estes ficam bem ajustados e
apertados (ADICIONADA);
3. Verificar o correto funcionamento dos chuveiros de limpeza dos filtros de cartuchos;
4. Verificar se no interior das tubagens não existe um excesso de pó agarrado e se necessário
substituir (MODIFICADA);
5. Limpar/aspirar o fole pneumático do ciclone (ADICIONADA);
6. Limpeza da parte exterior do equipamento (ADICIONADA).
2º NÍVEL
Não existiam fichas de 2º nível para este equipamento.
Ações trimestrais
1. Verificar o estado conservação e limpeza dos filtros finais e dos filtros de cartuchos
(ADICIONADA);
2. Revisão das pistolas automáticas (ADICIONADA).
Ações semestrais
1. Substituir filtros finais (ADICIONADA).
Ações anuais
1. Substituição dos filtros de cartuchos (ADICIONADA);
20 A aquisição do anemómetro foi realizada durante o período em que decorreu a dissertação como modo de verificar uma boa aspiração. Assim, uma boa aspiração deve apresentar valores iguais ou superiores a 0,8 km/h.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
PÁGINA LXXX MESTRADO INTEGRADO EM ENGENHARIA E GESTÃO INDUSTRIAL
2. Substituir as mangueiras das pistolas (mangueiras isentas de silicone) (ADICIONADA).
F. CABINE MANUAL (CAB.06)
A cabine manual resultou de uma antiga cabine existente na empresa. Esta cabine ainda não se
encontrava ativa na base de dados de manutenção, não sendo gerada qualquer ficha de 1º ou 2º nível.
1º NÍVEL
Ações diárias
1. Limpeza geral da cabine (ADICIONADA).
Acões mensais
1. Limpeza do depósito de pó perdido (aspiração) (ADICIONADA);
2. Limpeza do depósito de pó (gavetas) do sistema de filtração (ADICIONADA);
3. Limpar o pré-filtro e caso esteja gasto, proceder à sua substituição (ADICIONADA);
4. Limpeza do exterior da cabine (ADICIONADA).
2º NÍVEL
Ações anuais
1. Revisão do motor do sistema de aspiração;
2. Substituição dos filtros do sistema de filtragem.
G. PISTOLAS (PIS.01, PIS.02, PIS.03, PIS.04, PIS.05 e PIS.06)
As pistolas PIS.02 e PIS.06 foram desativadas, uma vez que já não se encontram em funcionamento. Em
relação às restantes, estas foram alvo das mesmas alterações indicadas de seguida.
1º NÍVEL
Ações diárias
1. Limpar pistola automática, depósito e carrinho.
2. Verificação dos manómetros de pressão do ar e do pó.
3. Verificação da intensidade da corrente
Ações semanais
1. Verificação do venturi da pistola (ADICIONADA).
2. Verificar venturi da sonda de transferência.
Acões mensais
AÇÕES COM PERIOCIDADE MODIFICADA: Verificação do venturi da pistola.

MELHORIA CONTÍNUA DE PROCESSOS NUMA EMPRESA DE MOBILIÁRIO DE ESCRITÓRIO
UNIVERSIDADE DO MINHO PÁGINA LXXXI
2º NÍVEL
1. Verificar estado da tubagem de transporte do pó. Revisão da pistola.
H. TÚNEL DE POLIMERIZAÇÃO (TUP.01)
O túnel de infravermelhos foi colocado como inativo, este apresentava-se ainda ativo e,
consequentemente, as diversas ações eram geradas para realização.
1º NÍVEL
Ações semanais
1. Verificar a limpeza e abertura dos ventiladores, limpar e corrigir a abertura se necessário.
2. Verificar a existência de objetos no interior do túnel.
AÇÃO COM PERIOCIDADE MODIFICADA: Limpar o interior do túnel.
Acões mensais
1. Limpar todo o equipamento (limpeza das paredes com um pano e aspiração geral)
(ADICIONADA).
2º NÍVEL
Equipamento com inexistência de ações de 2º nível.