matheus henrique seabra rosa produção artesanal de...
TRANSCRIPT
UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
MATHEUS HENRIQUE SEABRA ROSA
Produção artesanal de uma cerveja tipo Pilsen e análise da etapa de fermentação
visando à identificação de possíveis melhorias no processo
Lorena - SP
2014
MATHEUS HENRIQUE SEABRA ROSA
Produção artesanal de uma cerveja tipo Pilsen e análise da etapa de fermentação
visando à identificação de possíveis melhorias no processo.
Trabalho de Graduação apresentado à Escola de
Engenharia de Lorena da Universidade de São
Paulo para obtenção do título de Engenheiro
Químico.
Área de concentração: Biotecnologia
Orientador: Prof. Dr. João Batista de Almeida e
Silva
Lorena - SP
2014
AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE
TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO, PARA
FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE.
CATALOGAÇÃO NA PUBLICAÇÃO
Chefia Técnica de Serviço de Biblioteca
Escola de Engenharia de Lorena
R
Rosa, Matheus Henrique Seabra.
Produção artesanal de uma cerveja tipo Pilsen e análise da etapa de
fermentação visando à identificação de possíveis melhorias no processo /
Matheus Henrique Seabra Rosa; Orientador Professor Dr. João Batista de
Almeida e Silva. Lorena - 2014.
Trabalho de Graduação apresentado à Escola de Engenharia de
Lorena da Universidade de São Paulo para obtenção do título de Engenheiro
Químico.
Aos meus pais e familiares,
por todos ensinamentos essenciais em minha vida.
AGRADECIMENTOS
Ao meu orientador, Professor Doutor João Batista de Almeida e Silva,
por todo apoio prestado à realização deste trabalho.
Ao Joaquim, Adilson, Cassio e André da Cervejaria do Gordo Dance
bar, por abrirem as portas da cervejaria para que eu pudesse aprender
mais a fundo o processo cervejeiro, que foi de fundamental importância
para o desenvolvimento deste trabalho.
Aos meus pais, Cleonice e José Roberto, por todo o empenho prestado
visando minha educação e desenvolvimento, sempre me ensinando e
me aconselhando para que eu pudesse tomar as decisões corretas em
minha vida.
À minha namorada, Mariana Maurey, e aos meus familiares, por
sempre estarem ao meu lado me dando força e me auxiliando em tudo
que necessito, além do grande apoio prestado na realização deste
trabalho.
Aos meus colegas de faculdade, que sempre me auxiliaram na hora
dos estudos e foram de extrema importância na minha formação como
pessoa.
Aos meus amigos de infância, muito importantes em minha vida na
hora do lazer e nos momentos ruins, sempre me dando todo o apoio
possível.
RESUMO
ROSA, M. H. S. Produção artesanal de uma cerveja tipo Pilsen e análise da
etapa de fermentação visando à identificação de possíveis melhorias no
processo. 2014. f 41. Monografia (Trabalho de Graduação em Engenharia
Química) – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena,
2014.
A cerveja faz parte do hábito do ser humano há milhares de anos. Com o decorrer
do tempo, o estudo sobre o processo de fabricação da cerveja vem se
intensificando e gerando uma melhoria considerável em sua qualidade. Através
desses estudos notou-se que a etapa que tem um grande impacto no sabor e
aroma da cerveja é a fermentação, onde são formados compostos que definem as
características do produto final. Portanto, uma cerveja de boa qualidade está
altamente associada a um bom controle sobre o processo fermentativo. Este
trabalho tem como objetivo a produção artesanal de uma cerveja tipo Pilsen e a
análise da etapa de fermentação do processo, visando identificar e propor
possíveis melhorias no procedimento utilizado que permitam uma fermentação
mais homogênea e equilibrada para que se possa fabricar uma cerveja de melhor
qualidade.
Palavras-chave: Cerveja. Produção artesanal de cerveja. Etapa de fermentação.
LISTA DE FIGURAS
Figura 1 - Estruturas Químicas dos ácidos presentes no lúpulo .........................................14
Figura 2 - Isomerização da humulona ...............................................................................................14
Figura 3 - Preparação dos principais tipos de cerveja ..............................................................17
Figura 4 - Variação da temperatura em função do tempo no processo de
mosturação .....................................................................................................................................................19
Figura 5 - Levedura vista em microscópio eletrônico. As cicatrizes resultantes do
brotamento são claramente vistas ......................................................................................................21
Figura 6 - Consumo de substrato pela levedura em função do tempo .............................23
LISTA DE TABELAS
Tabela 1 - Composição do grão de cevada e do malte de cevada ....................................12
Tabela 2 - Composição química do lúpulo e os respectivos percentuais de cada
componente ....................................................................................................................................................13
Tabela 3 - Percentual de álcool por volume (ABV) pela densidade Original e
densidade Final ............................................................................................................................................32
LISTA DE GRÁFICOS
Gráfico 1 - Concentração de açúcar versus tempo de fermentação das cervejas
A, B e C ............................................................................................................................................................36
Gráfico 2 - Concentração de açúcar corrigido versus tempo de fermentação das
cervejas A, B e C .........................................................................................................................................37
SUMÁRIO
1. INTRODUÇÃO .......................................................................................................6
2. REVISÃO BIBLIOGRÁFICA ...................................................................................8
2.1. Histórico da cerveja ........................................................................................8
2.2. Matérias primas ..............................................................................................9
2.2.1. Água .....................................................................................................10
2.2.2. Malte de cevada ...................................................................................11
2.2.3. Lúpulo ..................................................................................................12
2.2.4. Adjuntos ...............................................................................................15
2.3. Contaminantes ..............................................................................................15
2.3.1. Bactérias ..............................................................................................15
2.3.2. Leveduras Selvagens ...........................................................................16
2.4. Processo produtivo ........................................................................................16
2.4.1. Moagem do malte .................................................................................17
2.4.2. Mosturação ...........................................................................................18
2.4.3. Filtração do mosto ................................................................................19
2.4.4. Fervura do mosto .................................................................................20
2.4.5. Tratamento do mosto ...........................................................................20
2.4.6. Fermentação ........................................................................................20
2.4.6.1. Leveduras ..................................................................................21
2.4.6.2. Processo fermentativo ...............................................................22
2.4.7. Maturação ............................................................................................24
2.4.8. Clarificação ou filtração ........................................................................24
3. MATERIAIS E MÉTODOS ....................................................................................26
3.1. Equipamentos ................................................................................................26
3.2. Matérias primas cervejeiras ...........................................................................26
3.2.1. Água ....................................................................................................27
3.2.2. Malte .....................................................................................................27
3.2.3. Lúpulo ...................................................................................................27
3.3. Levedura ........................................................................................................27
3.4. Processo ........................................................................................................27
3.4.1. Mosturação ...........................................................................................28
3.4.2. Filtração e clarificação do mosto ..........................................................28
3.4.3. Fervura do mosto .................................................................................29
3.4.4. Tratamento do mosto ...........................................................................29
3.4.5. Pré-inóculo ...........................................................................................29
3.4.6. Inóculo ..................................................................................................30
3.4.7. Fermentação ........................................................................................30
3.4.8. Envase .................................................................................................30
3.4.9. Maturação e carbonatação ..................................................................31
3.5. Métodos analíticos .........................................................................................31
3.5.1. Medições de densidade .......................................................................31
3.5.2. Cálculo do grau alcoólico alcançado ...................................................31
3.5.3. Análise das amostras coletadas ..........................................................32
4. RESULTADOS E DISCUSSÕES ..........................................................................33
4.1. Controles de concentração do mosto ............................................................33
4.2. Cálculo para diluição do mosto .....................................................................34
4.3. Densidade inicial de fermentação .................................................................35
4.4. Análise das amostras ....................................................................................36
4.5. Grau alcoólico final ........................................................................................38
5. CONCLUSÃO .......................................................................................................39
6. REFERÊNCIAS .....................................................................................................40
6
1. INTRODUÇÃO
Segundo o Decreto Nº 6.871, de 4 de junho de 2009, cerveja é a bebida
obtida pela fermentação alcoólica do mosto cervejeiro oriundo do malte de cevada e
água potável, por ação da levedura, com adição de lúpulo. Em alguns tipos de
cerveja o malte de cevada é parcialmente substituído por adjuntos. Estes adjuntos
são, na verdade, outros cereais consumíveis pelo ser humano como arroz, milho e
trigo, entre outros, malteados ou não malteados.
A origem das primeiras bebidas alcoólicas é incerta, porém estima-se que a
produção de cerveja tenha se iniciado por volta de 8.000 a.C. No Brasil, o hábito de
tomar cerveja foi trazido por D. João VI, no início do século XIX, durante a
permanência da família real portuguesa em território brasileiro (AQUARONE, 2001).
A partir daí, a cerveja foi se difundindo cada vez mais e se fixando nos costumes da
população brasileira e mundial. Atualmente essa bebida está entre as mais
consumidas ao redor do mundo, muito em virtude da questão cultural, mas também
pela existência de estudos que revelam benefícios à saúde quando consumida
moderadamente e também pela vasta gama de variedades oferecidas aos
consumidores nos dias de hoje, que atendem a quase todos os gostos.
A denominação Pilsener ou Pilsen é oriunda da cidade de Pilsen na Boêmia,
República Tcheca. Esse estilo de cerveja nasceu em 1842 nesta região e apresenta
como características um extrato primitivo que varia de 11 a 13,5% e uma coloração
dourada clara e brilhante. Nos dias atuais é o estilo mais consumido ao redor do
mundo.
O processo tradicional de produção de cerveja pode ser dividido em oito
operações essenciais: moagem do malte; mosturação ou tratamento enzimático do
mosto; filtração do mosto; fervura do mosto; tratamento do mosto (remoção do
precipitado, resfriamento e aeração); fermentação; maturação e clarificação
(ALMEIDA E SILVA, 2005). Entre estas operações, a etapa de fermentação é
considerada o ponto central da produção de uma cerveja, assim como para
produção de outros tipos de bebidas alcoólicas. É nesta etapa onde as principais
propriedades da cerveja são alcançadas.
7
A etapa de fermentação de uma cerveja tem como principal objetivo a
conversão de açúcares em etanol e gás carbônico pela levedura sob condições
anaeróbicas. Porém, neste processo também são gerados numerosos subprodutos
que interferem na qualidade do produto final, gerando aromas e sabores indesejados
e influenciando nas características finais da cerveja. Além disso, esta etapa da
produção é influenciada por fatores como concentração e composição do mosto,
temperatura e duração do processo fermentativo, qualidade das leveduras,
contaminantes, entre outros. Estes fatores tornam a fermentação uma etapa crítica
na produção de cerveja.
Desta forma, o presente trabalho teve como objetivo produzir artesanalmente
uma cerveja do tipo Pilsen e analisar a etapa de fermentação visando identificar
pontos do processo que poderiam ser aperfeiçoados, propondo, desta forma,
possíveis melhorias no procedimento utilizado.
8
2. REVISÃO BIBLIOGRÁFICA
2.1. Histórico da cerveja
O consumo e a produção de bebidas alcoólicas é uma prática muito antiga
realizada pelo homem. No caso da cerveja, atualmente uma das mais populares
bebidas, sua produção vem ocorrendo há milhares de anos. Há registros sobre a
utilização da cerveja entre os povos que viviam na região da Mesopotâmia. Porém,
certamente a cerveja consumida naquela época era muito diferente da que
conhecemos hoje. Provavelmente a cerveja era feita de cevada, tâmaras, uvas ou
mel. Há evidências de que a cerveja feita de cevada maltada já era fabricada na
Babilônia no ano 6.000 antes de Cristo (ALMEIDA E SILVA, 2005).
Desde então, o processo de produção da cerveja vem se desenvolvendo. Na
Idade Média, século XIII, os cervejeiros germânicos foram os primeiros a empregar
lúpulo na cerveja, conferindo-lhe as características básicas da bebida atual
(AQUARONE, 2001). Nesta época, ainda utilizavam-se de toda espécie de
ingredientes envolvendo diferentes cereais na elaboração da cerveja. Por esse
motivo, o Duque Guilherme IV da Bavária / Alemanha, no ano de 1516, aprovou o
que atualmente é conhecido como a lei mais antiga do mundo sobre a manipulação
de alimentos, a lei alemã Reinheitsgebot, indicando que a cerveja deveria ser
produzida somente com cevada, lúpulo e água (TSCHOPE, 2001).
Até o século XV, apenas conhecia-se a cerveja de alta fermentação, chamada
de Alt na Alemanha e de ale na Inglaterra (CASSÁ, 2003). Nessa época, monges de
Munique, acidentalmente, descobriram o tipo de cerveja que hoje conhecemos por
Lager ao deixarem a cerveja fermentando em lugares de baixas temperaturas,
conduzindo a um novo tipo de levedura e originando uma cerveja mais suave,
cristalina e de menor teor alcoólico. Atualmente as cervejas Lager correspondem a
mais de 90% da produção mundial (EL MUNDO, 2005).
No Brasil, o hábito de tomar cerveja foi trazido por D. João VI, no início do
século XIX, durante a permanência da família real portuguesa em território brasileiro.
Nessa época, a cerveja era importada de países europeus (ALMEIDA E SILVA,
2005).
9
Como os cervejeiros antigos não tinham um bom controle do processo de
fabricação da cerveja, suas características não eram tão homogêneas. As mudanças
que deram qualidade nos processos de fabricação de cerveja só aconteceram a
partir das descobertas dos cientistas Louis Pasteur e Emil Christian Hansen
(BRIGGS, 2004).
Emil Christian Hansen, a partir de suas descobertas, desenvolveu na
Dinamarca a cultura pura de leveduras. Em 1883, ele isolou uma célula de fermento
e percebeu que haviam outras cepas de levedura com características distintas. A
partir desse ponto foi desenvolvida a “cultura pura” de levedura que permitiu um
maior controle sobre a qualidade da cerveja.
Outro trabalho muito importante para o desenvolvimento da produção
cervejeira foi realizado por Carl Von Linde que, através da compressão, desenvolveu
a Teoria da Geração de Frio Artificial com uma máquina frigorífica a base de amônia.
A partir disso a produção de cerveja pôde ser realizada em qualquer época do ano,
sendo possível controlar os processos de fermentação de forma científica exata pelo
entendimento da atividade dos microorganismos e reconhecimento de que diversas
leveduras, por exemplo, atuam diferentemente e de que as condições do meio
afetam de maneira básica a ação de uma mesma cepa (TSCHOPE, 2001).
A cerveja, então, faz parte da nossa cultura há milhares de anos, porém
somente nos últimos 150 anos a ciência cervejeira tem sido estudada a fundo e
entendida, usufruindo de um amplo campo de pesquisa envolvendo a engenharia, a
bioquímica e a microbiologia.
2.2. Matérias primas
A produção cervejeira tem como matérias primas, essencialmente, a água de
boa qualidade, o malte de cevada e o lúpulo, além de adjuntos que são utilizados em
alguns processos. Na Alemanha os adjuntos são proibidos por lei desde a
publicação da antiga lei da pureza da cerveja (Reinheitsgebot) em 1516 e, a partir
daí, tem se fabricado apenas cerveja de puro malte no país. A levedura cervejeira
não deve ser considerada como matéria prima, uma vez que é utilizada apenas
como agente de transformação bioquímica dos ingredientes usados na fabricação da
cerveja, através da fermentação alcoólica (AQUARONE, 2001).
10
2.2.1. Água
A água é, pela sua quantidade, a principal matéria prima no decorrer de um
processo cervejeiro, pois aproximadamente 92 a 95% do peso da cerveja é
constituído por ela. Por este motivo, as indústrias cervejeiras localizam-se em
regiões onde a composição da água é relativamente uniforme e de boa qualidade
(ALMEIDA E SILVA, 2005).
Na realidade, a água fornecida para uma cervejaria é atualmente uma solução
diluída de vários sais, na qual pequenas quantidades de gases e compostos
orgânicos também estão dissolvidas (PRIEST, 2006). Porém, com as tecnologias
atuais, qualquer cervejaria tem os recursos necessários para tratamento dessa água
a fim de que ela adquira o teor dos componentes necessário para o tipo de cerveja a
ser produzida.
Atualmente são produzidas cervejas dos mais diferentes tipos e, para cada
um, a água deve conter diferentes teores de componentes como sulfato de cálcio,
carbonato de cálcio, cloreto, sulfato e bicarbonato para que seja considerada ideal e
permita a fabricação de uma cerveja de boa qualidade. Por exemplo, a cerveja tipo
Pilsen necessita de água mole para sua produção, isto é, pobre em cálcio e
magnésio, na forma de cloretos, sulfatos e bicarbonatos (AQUARONE, 2001).
Alguns dos requisitos básicos para obter a água cervejeira de qualidade são:
(1) seguir padrões de potabilidade; (2) ser limpa, inodora e incolor; (3) apresentar
alcalinidade de 50 mg/L ou menor (preferencialmente inferior a 25 mg/L) e (4)
possuir concentração de cálcio ao redor de 50 mg/L (ALMEIDA E SILVA, 2005).
A água, além de constituir grande parte do peso da cerveja, possui papel
importante em suas etapas de produção. Ela deve assegurar um pH desejável da
mistura de malte e adjunto (quando houver) durante a mosturação, promover a
extração dos componentes que geram o amargor e aroma provenientes do lúpulo,
bem como uma boa coagulação do trub (material mucilaginoso) durante a fervura do
mosto. Também deve permitir uma fermentação asséptica e desenvolver a cor,
aroma e sabor característicos da cerveja a ser fabricada.
11
2.2.2. Malte de cevada
O malte, ou malte de cevada, é a matéria-prima proveniente da germinação
da cevada sob condições controladas. Quando nos referimos ao malte sem
denominações, subentende-se que é proveniente da cevada, porém o malte também
pode ser obtido a partir de outros cereais. Quando isso ocorre, acrescenta-se o
nome do cereal após o termo “malte”. Assim temos, além do malte de cevada, o
malte de trigo, de centeio, de aveia e de outros cereais.
A cevada é cultivada há mais ou menos 10 mil anos, sendo originária da
região da Mesopotâmia, atualmente intitulada de Oriente Médio. A partir desta
região, seu cultivo se difundiu para a região norte da África e para os continentes
asiático e europeu (ALMEIDA E SILVA, 2005). Este cereal é atualmente um dos
mais importantes no planeta e tem diversas aplicações. Ele é destinado tanto para a
fabricação de cerveja e uísque, quanto para a ração de animais (LIMA, 2010). O seu
plantio é favorecido pelo clima frio. Normalmente é semeado no inverno e colhido no
verão. Seu cultivo, no Brasil, é majoritariamente feito na região sul, exigindo boas
condições de luminosidade e uma pluviosidade amena. O solo também precisa ter
características que favoreçam seu cultivo. A concentração de nitrogênio e fósforo
deve ser adequada para a plantação dos grãos de cevada, que serão destinados à
fabricação de malte (BRIGGS, 2001; LIMA, 2010).
A transformação de cevada em malte consiste em colocar o grão sob
determinada temperatura, aeração e umidade, para que ele germine. A germinação
é interrompida tão logo o grão tenha iniciado a criação de uma nova planta. Este
procedimento é realizado, pois, nesta fase, o amido presente no grão malteado
apresenta-se em cadeias menores devido à ação das enzimas presentes no grão, o
que o torna menos duro e mais solúvel.
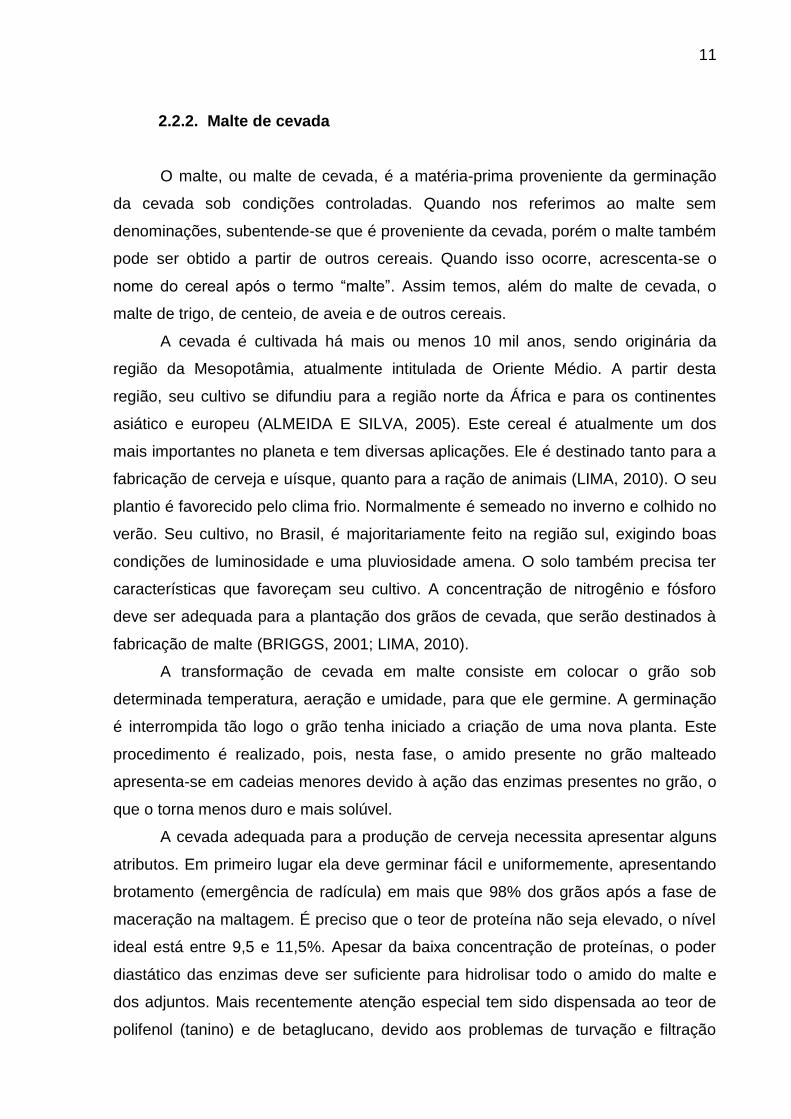
A cevada adequada para a produção de cerveja necessita apresentar alguns
atributos. Em primeiro lugar ela deve germinar fácil e uniformemente, apresentando
brotamento (emergência de radícula) em mais que 98% dos grãos após a fase de
maceração na maltagem. É preciso que o teor de proteína não seja elevado, o nível
ideal está entre 9,5 e 11,5%. Apesar da baixa concentração de proteínas, o poder
diastático das enzimas deve ser suficiente para hidrolisar todo o amido do malte e
dos adjuntos. Mais recentemente atenção especial tem sido dispensada ao teor de
polifenol (tanino) e de betaglucano, devido aos problemas de turvação e filtração
12
respectivamente (AQUARONE, 2001). A Tabela 1 apresenta a composição média do
grão de cevada em comparação ao malte, ou seja, grão de cevada após o
tratamento da malteação.
Tabela 1 - Composição do grão de cevada e do malte de cevada (CEREDA, 1983).
2.2.3. Lúpulo
O lúpulo (Humulus lupulus) pertence à família Cannabinaceae, mas apesar do
parentesco com a Cannabis, não contém substâncias alucinógenas. O lúpulo é uma
planta dióica, isto é, apresenta flores masculinas e femininas em indivíduos
diferentes, não havendo, portanto, planta hermafrodita (AQUARONE, 2001). As
flores são ordenadas em espigas e possuem secretoras de resinas e óleos que dão
o típico sabor amargo à cerveja além de contribuírem para o aroma do produto final.
Na produção da cerveja utilizam-se somente as flores femininas, pois são elas que
contém a lupulina, substância que gera o amargor da cerveja. Estas flores femininas
são comercializadas na forma de flores secas (Pellets), em pó ou em extratos.
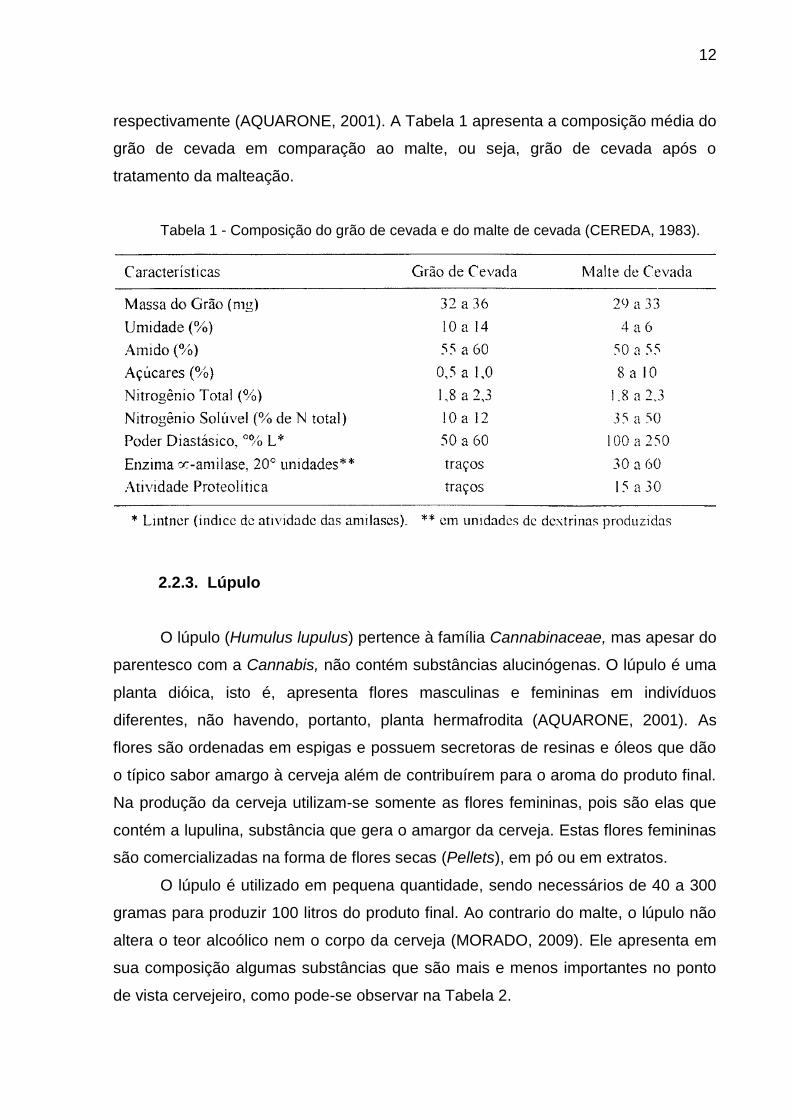
O lúpulo é utilizado em pequena quantidade, sendo necessários de 40 a 300
gramas para produzir 100 litros do produto final. Ao contrario do malte, o lúpulo não
altera o teor alcoólico nem o corpo da cerveja (MORADO, 2009). Ele apresenta em
sua composição algumas substâncias que são mais e menos importantes no ponto
de vista cervejeiro, como pode-se observar na Tabela 2.
13
Tabela 2 - Composição química do lúpulo e os respectivos percentuais de cada
componente (KUNZE, 1999).
Considerando os açúcares e os aminoácidos como componentes solúveis e
presentes apenas em pequena proporção, e os lipídeos, as proteínas e a celulose,
como componentes insolúveis, praticamente estes componentes não contribuem
com o processo cervejeiro (SILVA, 2005). Desta forma, as substâncias presentes no
lúpulo que são de real importância são os óleos essenciais, as substâncias minerais,
os polifenóis e as resinas amargas.
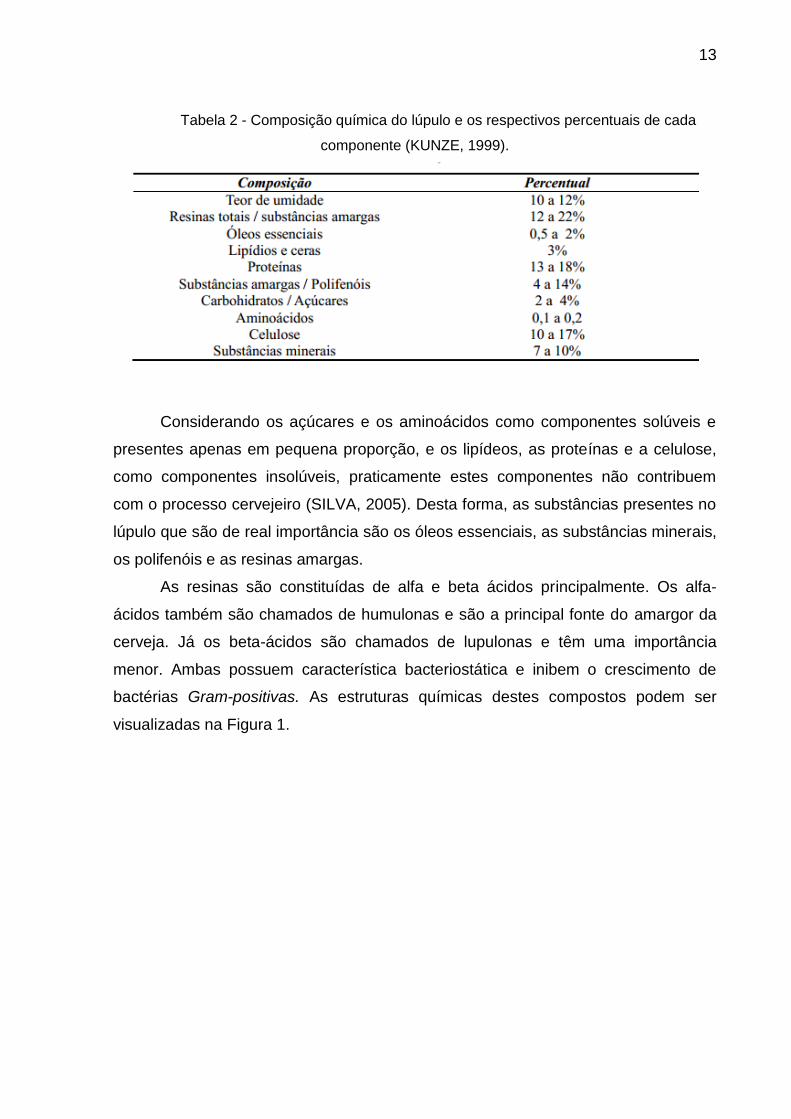
As resinas são constituídas de alfa e beta ácidos principalmente. Os alfa-
ácidos também são chamados de humulonas e são a principal fonte do amargor da
cerveja. Já os beta-ácidos são chamados de lupulonas e têm uma importância
menor. Ambas possuem característica bacteriostática e inibem o crescimento de
bactérias Gram-positivas. As estruturas químicas destes compostos podem ser
visualizadas na Figura 1.
14
Figura 1 - Estruturas químicas dos ácidos presentes no lúpulo.
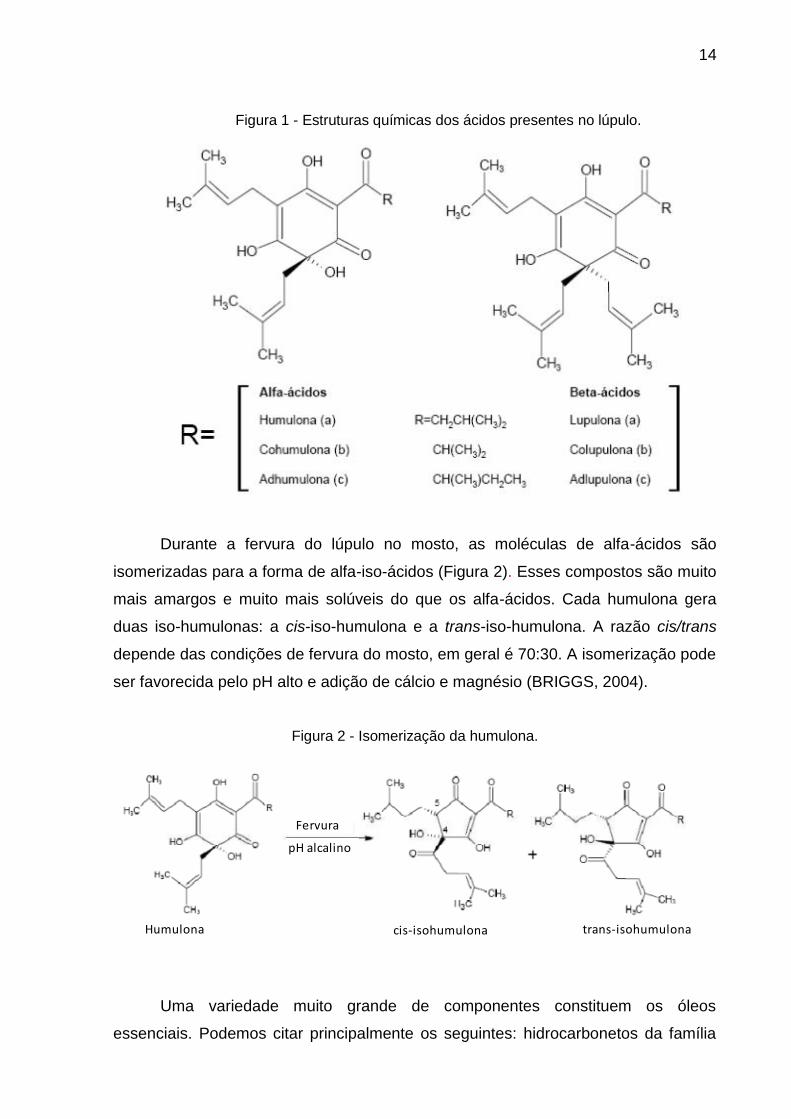
Durante a fervura do lúpulo no mosto, as moléculas de alfa-ácidos são
isomerizadas para a forma de alfa-iso-ácidos (Figura 2). Esses compostos são muito
mais amargos e muito mais solúveis do que os alfa-ácidos. Cada humulona gera
duas iso-humulonas: a cis-iso-humulona e a trans-iso-humulona. A razão cis/trans
depende das condições de fervura do mosto, em geral é 70:30. A isomerização pode
ser favorecida pelo pH alto e adição de cálcio e magnésio (BRIGGS, 2004).
Figura 2 - Isomerização da humulona.
Uma variedade muito grande de componentes constituem os óleos
essenciais. Podemos citar principalmente os seguintes: hidrocarbonetos da família
Humulona cis-isohumulona trans-isohumulona
Fervura
pH alcalino
15
terpenos, ésteres, aldeídos, cetonas, ácidos e álcoois. Os óleos essenciais
influenciam tanto no aroma quanto no sabor final da cerveja, mesmo que grande
parte deles seja perdida com o vapor na etapa de fervura do mosto (KUNZE, 1999).
2.2.4. Adjuntos
Os adjuntos podem ser definidos como materiais carboidratados não-
malteados de composição apropriada e propriedades que beneficamente
complementam ou suplementam o malte de cevada, ou ainda, como usualmente são
considerados, fontes não-malteadas de açúcares fermentescíveis (ALMEIDA E
SILVA, 2005). Normalmente os adjuntos são empregados por razões de viabilidade
econômica, pois, desta forma, geram um menor custo na produção de extrato. Além
disso, melhoram a qualidade físico-química e sensorial do produto final.
Normalmente, os adjuntos são produtos do beneficiamento de cereais ou de
outros vegetais ricos em carboidrato. Os cereais mais comumente utilizados na
produção de adjunto cervejeiro são: milho, arroz, cevada, trigo e sorgo. Produtos da
cana-de-açúcar apresentam pequena importância. Centeio, aveia, batata, mandioca,
etc. apresentam uso potencial (AQUARONE, 2001). Eles são adicionados
normalmente durante a fervura do mosto e aumentam o teor de extrato presente.
Este mosto obtido através da adição de adjuntos é utilizado tanto para a fabricação
de cervejas convencionais quanto para cervejas fortes.
2.3. Contaminantes
2.3.1. Bactérias
As bactérias contaminantes infeccionam tanto o mosto cervejeiro quanto a
cerveja. Elas frequentemente causam turbidez e anormalidade no sabor e odor da
cerveja. Essas bactérias, em função da coloração gram, são classificadas em
positivas e negativas (AQUARONE, 2001).As Gram-positivas, que trazem os
maiores problemas para a cerveja, são as bactérias lácticas pertencentes aos
gêneros Lactobacillus e Pediococcus, sendo que pelo menos 10 espécies de
lactobacilos podem causar danos a este produto. Os lactobacilos cervejeiros são
heterofermentativos (fermentação da glicose resulta em vários produtos como ácido
16
lático, oxalacético e fórmico) e homofermentativos (fermentação da glicose resulta
apenas em ácido láctico) e produzem ácido láctico e acético, dióxido de carbono,
etanol e glicerol como produtos finais, com algumas espécies produzindo também
diacetil. Os Pediococos são homofermentativos e possuem seis espécies
identificadas, mas a espécie predominante encontrada na cerveja é a Pediococcus
damnosus, sendo sua infecção caracterizada pela formação de ácido láctico e
diacetil (ALMEIDA E SILVA, 2005).
2.3.2. Leveduras Selvagens
Levedura selvagem é qualquer levedura diferente da levedura de cultivo
utilizada na elaboração de determinada cerveja. Leveduras selvagens podem ser
originadas de diferentes fontes. Estudos com 120 leveduras selvagens isoladas a
partir da cerveja, leveduras em propagação e garrafas vazias, mostram que, além de
várias espécies de Saccharomyces, foram encontradas espécies dos gêneros
Brettanomyces, Candida, Debaryomyces, Hansenula, Kloeckera, Pichia,
Rhodotorula, Torulaspora e Zygosaccharomyces. Os efeitos potencialmente
causados pela contaminação por levedura variam de acordo com cada
contaminante. Se o contaminante é uma outra levedura cervejeira, os principais
problemas estão relacionados com a velocidade de fermentação, atenuação final,
floculação e paladar do produto final. Se o contaminante é uma espécie não
cervejeira e que pode competir com a levedura principal pelos constituintes do
mosto, possivelmente podem ocorrer problemas de produção de produtos off flavour,
semelhantes àqueles produzidos pelas bactérias (ALMEIDA E SILVA, 2005).
2.4. Processo produtivo
O processo tradicional de produção de cerveja pode ser dividido em oito
operações essenciais: moagem do malte; mosturação ou tratamento enzimático do
mosto; filtração do mosto; fervura do mosto; tratamento do mosto (remoção do
precipitado, resfriamento e aeração); fermentação; maturação e clarificação
(ALMEIDA E SILVA, 2005).
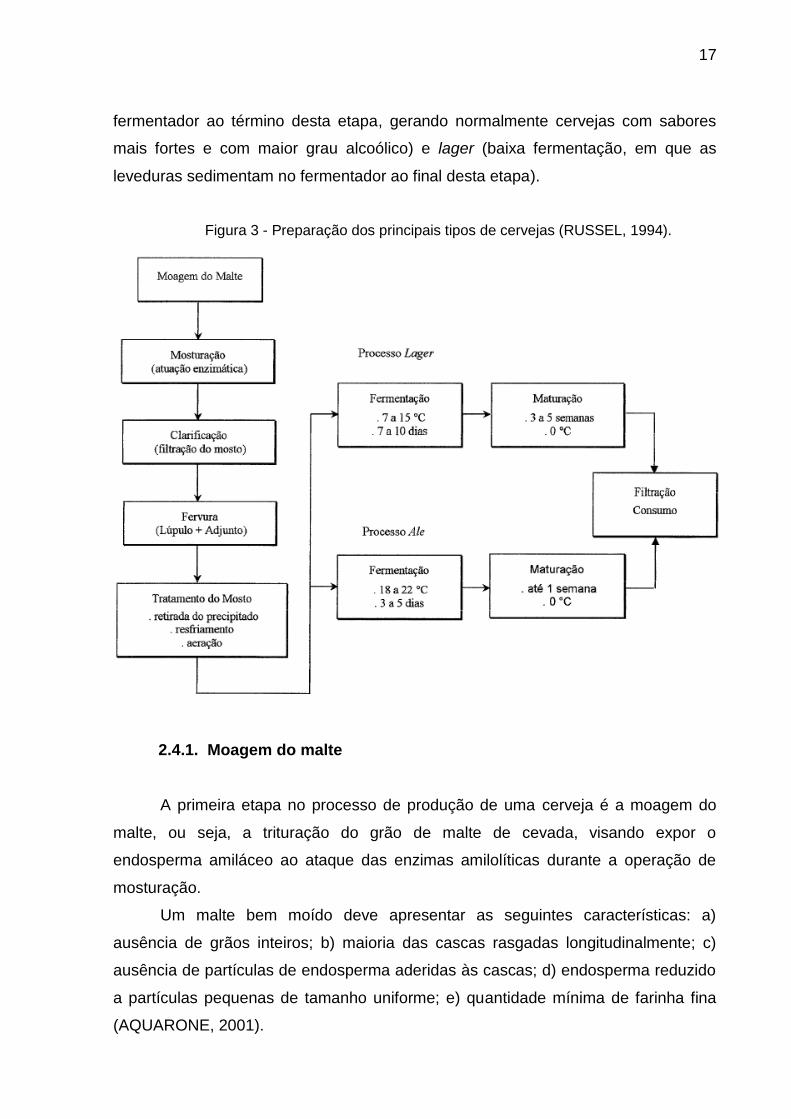
Na Figura 3 pode-se observar a sequência básica do processo de produção
de uma cerveja ale (alta fermentação, em que as leveduras ficam na superfície do
17
fermentador ao término desta etapa, gerando normalmente cervejas com sabores
mais fortes e com maior grau alcoólico) e lager (baixa fermentação, em que as
leveduras sedimentam no fermentador ao final desta etapa).
Figura 3 - Preparação dos principais tipos de cervejas (RUSSEL, 1994).
2.4.1. Moagem do malte
A primeira etapa no processo de produção de uma cerveja é a moagem do
malte, ou seja, a trituração do grão de malte de cevada, visando expor o
endosperma amiláceo ao ataque das enzimas amilolíticas durante a operação de
mosturação.
Um malte bem moído deve apresentar as seguintes características: a)
ausência de grãos inteiros; b) maioria das cascas rasgadas longitudinalmente; c)
ausência de partículas de endosperma aderidas às cascas; d) endosperma reduzido
a partículas pequenas de tamanho uniforme; e) quantidade mínima de farinha fina
(AQUARONE, 2001).
18
2.4.2. Mosturação
Esta etapa se define por misturar o malte moído com água sob aquecimento
que segue uma distribuição de temperaturas e tempos. A mosturação tem como
objetivo recuperar, no mosto, a maior quantidade possível de extrato a partir do
malte ou da mistura de malte e adjuntos.
Uma pequena parte do extrato do mosto (10-15%) é constituída por
substâncias oriundas do malte prontamente solúveis em água. O restante (85-90%)
é formado por produtos de degradação de macromoléculas pelas enzimas do malte.
Assim, as amilases convertem o amido em açúcares fermentescíveis (maltose
principalmente) e dextrina não fermentável; as proteases produzem peptídeos e
aminoácidos pela digestão das proteínas; e as fosfatases liberam íon fosfato
orgânico para o mosto (AQUARONE, 2001).
O amido é um carboidrato de fórmula geral (C6H10O5)n, constituído de
moléculas de glicose, C6H10O6. Não é uma substância homogênea, mas constituída
de duas substâncias, amilose e amilopectina, que se diferenciam na maneira pela
qual as moléculas de glicose se unem umas às outras. A amilose possui uma
estrutura com cerca de 60 unidades a 2 mil moléculas de glicose, com ligações nas
posições 1 e 4, formando cadeias sem ramificações, e a amilopectina é
caracterizada por uma estrutura em cadeia ramificada (arbustiforme), com cerca de
6 unidades a 37 mil moléculas de glicose (KUNZE, 1995).
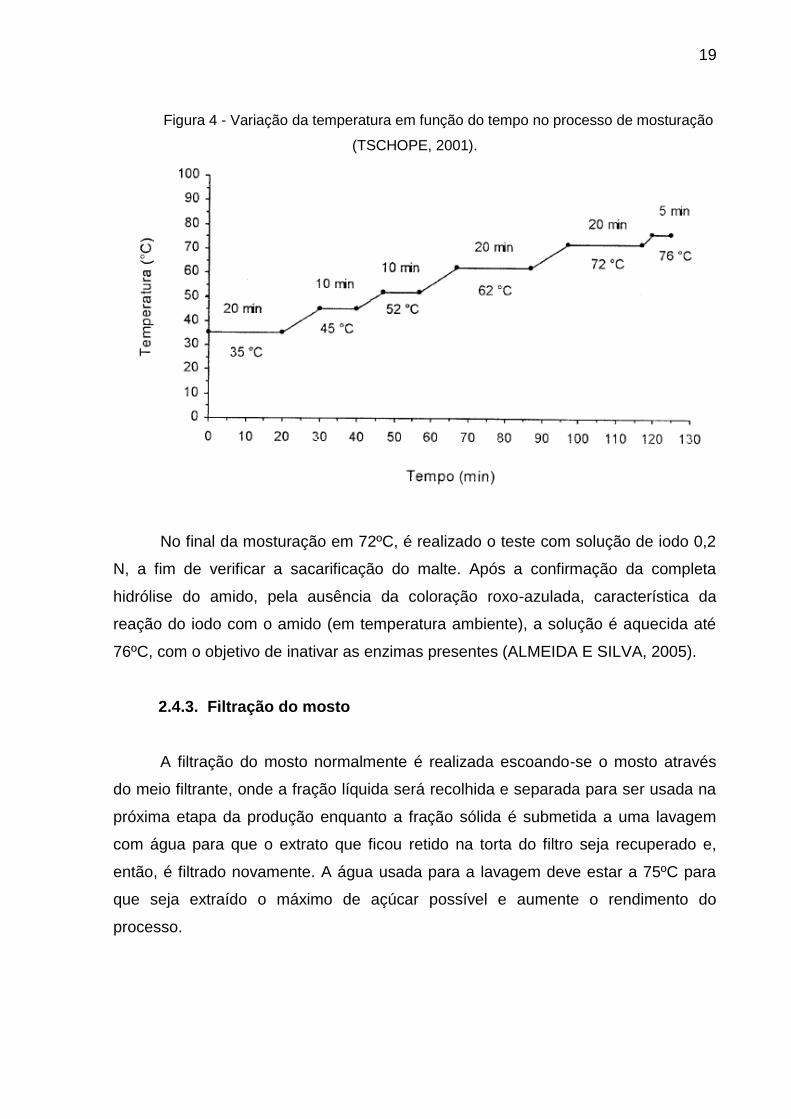
Para cada tipo de cerveja é utilizado um programa de tempo / temperatura
diferenciado para que sejam extraídas as quantidades das substâncias necessárias
para alcançar as características finais requeridas para cada produto. As
temperaturas de aquecimento da mistura malte moído e água pode obedecer à
seguinte variação como apresentada na Figura 4. O pH inicial é ajustado em 5,4
pela adição de ácido láctico, e tamponado com CaCl2 na proporção de 1,26 g/kg de
malte (ALMEIDA E SILVA, 2005).
19
Figura 4 - Variação da temperatura em função do tempo no processo de mosturação
(TSCHOPE, 2001).
No final da mosturação em 72ºC, é realizado o teste com solução de iodo 0,2
N, a fim de verificar a sacarificação do malte. Após a confirmação da completa
hidrólise do amido, pela ausência da coloração roxo-azulada, característica da
reação do iodo com o amido (em temperatura ambiente), a solução é aquecida até
76ºC, com o objetivo de inativar as enzimas presentes (ALMEIDA E SILVA, 2005).
2.4.3. Filtração do mosto
A filtração do mosto normalmente é realizada escoando-se o mosto através
do meio filtrante, onde a fração líquida será recolhida e separada para ser usada na
próxima etapa da produção enquanto a fração sólida é submetida a uma lavagem
com água para que o extrato que ficou retido na torta do filtro seja recuperado e,
então, é filtrado novamente. A água usada para a lavagem deve estar a 75ºC para
que seja extraído o máximo de açúcar possível e aumente o rendimento do
processo.
20
2.4.4. Fervura do mosto
Esta etapa é onde o mosto é posto à fervura por um determinado tempo e é
adicionado o lúpulo em pellets em concentrações entre 0,4 e 1,4 g/L em relação ao
volume inicial da fervura.
A fervura visa a inativação de enzimas, esterilização do mosto, coagulação
proteica, evaporação de compostos aromáticos indesejáveis e também é nesta fase
onde os compostos amargos e aromáticos do lúpulo são transferidos para o mosto,
ou seja, é nesta fase onde a cerveja é “temperada”.
Quando se usa adjunto na forma de açúcar (xarope ou cristalizado), este deve
ser acrescentado nesta etapa na proporção em que se deseja ajustar a
concentração de açúcar final do mosto (ALMEIDA E SILVA, 2005).
Normalmente a fervura dura entre 60 e 120 minutos e nela são perdidos cerca
de 5 a 10% do mosto por evaporação.
2.4.5. Tratamento do mosto
Após a sua fervura, o mosto deve passar por etapas de retirada do
precipitado, resfriamento e posterior aeração. Durante esta etapa de resfriamento,
fazendo uso da força centrípeta através da rotação forçada do meio, precipitam-se
os complexos de proteínas, resinas e taninos (trub), os quais sedimentam no fundo
do tanque e devem ser separados do mosto límpido (ALMEIDA E SILVA, 2005).
Nesta etapa é necessário se fazer a aeração do mosto para desenvolver condições
ideias para a etapa de fermentação.
O resfriamento é realizado atingindo-se a temperatura ideal para a adição da
levedura, que varia conforme o estilo da cerveja a ser produzida. No caso da
produção de uma cerveja Lager, o mosto é resfriado até temperaturas entre 7 e
15ºC, quando é adicionada a levedura.
2.4.6. Fermentação
A fermentação é certamente a fase mais importante para as características da
cerveja, visto que, paralelamente à transformação de açúcar em álcool e gás
carbônico, o fermento produz outras substâncias, em quantidades muito pequenas,
21
responsáveis pelo aroma e o sabor do produto. Para se ter ideia, em uma cerveja
tipo Pilsen pode-se encontrar mais de 3 mil compostos químicos diferentes, a maior
parte deles originada durante a fermentação (TSCHOPE, 2001). Nesta etapa, as
levedura presentes no mosto realizam a fermentação basicamente convertendo
açúcares em etanol e gás carbônico sob condições anaeróbicas.
2.4.6.1. Leveduras
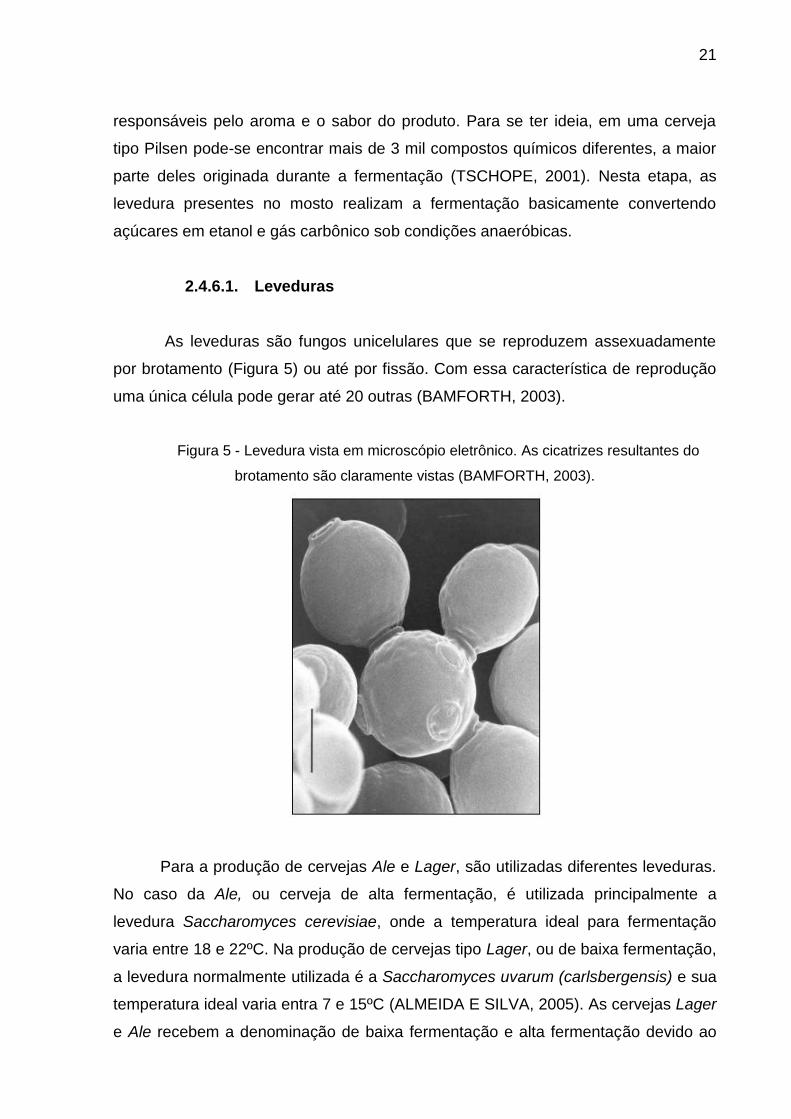
As leveduras são fungos unicelulares que se reproduzem assexuadamente
por brotamento (Figura 5) ou até por fissão. Com essa característica de reprodução
uma única célula pode gerar até 20 outras (BAMFORTH, 2003).
Figura 5 - Levedura vista em microscópio eletrônico. As cicatrizes resultantes do
brotamento são claramente vistas (BAMFORTH, 2003).
Para a produção de cervejas Ale e Lager, são utilizadas diferentes leveduras.
No caso da Ale, ou cerveja de alta fermentação, é utilizada principalmente a
levedura Saccharomyces cerevisiae, onde a temperatura ideal para fermentação
varia entre 18 e 22ºC. Na produção de cervejas tipo Lager, ou de baixa fermentação,
a levedura normalmente utilizada é a Saccharomyces uvarum (carlsbergensis) e sua
temperatura ideal varia entra 7 e 15ºC (ALMEIDA E SILVA, 2005). As cervejas Lager
e Ale recebem a denominação de baixa fermentação e alta fermentação devido ao
22
fato de que durante o processo fermentativo as leveduras utilizadas na Ale sobem
até a superfície do mosto enquanto as leveduras utilizadas na Lager decantam e
ficam no fundo do fermentador ao final do processo.
As leveduras são de suma importância para a fabricação da cerveja, pois elas
definem o produto final quanto ao aroma e sabor. Além do álcool produzido por elas,
várias reações secundárias formam outros produtos que geram um grande impacto
nas características da cerveja (ALMEIDA E SILVA, 2005). A formação destes
produtos depende do balanço metabólico global do cultivo da levedura e pode ser
afetado por diversos fatores como: a cepa de levedura utilizada, a temperatura e o
pH de fermentação, o tipo e quantidade de adjuntos, o fermentador utilizado e a
concentração do mosto (AQUARONE, 2001).
2.4.6.2. Processo fermentativo
A fermentação é o processo crucial no que diz respeito à qualidade final da
cerveja. Para uma cerveja de boa qualidade é essencial que seja dada uma atenção
especial às condições de fermentação necessárias para que se mantenha um
balanço ótimo no metabolismo das leveduras visando um equilíbrio perfeito entre os
aromas e sabores gerados.
As leveduras quebram os açúcares presentes no mosto seguindo dois
caminhos metabólicos. Quando há presença de oxigênio, as leveduras metabolizam
açúcares seguindo a seguinte equação global (ALMEIDA E SILVA, 2005):
C6H12O6 6 CO2 + 6 H2O + 38 ATP + calor
Esta forma de metabolismo é utilizada no início da fermentação para que haja
um crescimento e revigoramento do fermento. O oxigênio fornecido na aeração do
mosto antes da inoculação é consumido pela levedura, geralmente em poucas
horas, e utilizado para produzir ácidos carboxílicos insaturados e esteróis, que são
essenciais para a síntese da membrana celular e, consequentemente, para o
crescimento celular, o qual ficaria restrito na ausência deste oxigênio inicial,
causando fermentação anormal e mudanças nas características organolépticas da
cerveja (ALMEIDA E SILVA, 2005). O outro caminho metabólico, sem presença de
oxigênio (anaerobiose), pode ser representado pela seguinte reação global:
23
C6H12O6 2 C2H5OH + 2 CO2 + 2 ATP + calor
É esta forma de quebra da molécula de açúcar que de fato transforma o
mosto em cerveja, ou seja, consome os açúcares restantes no mosto gerando álcool
e gás carbônico.
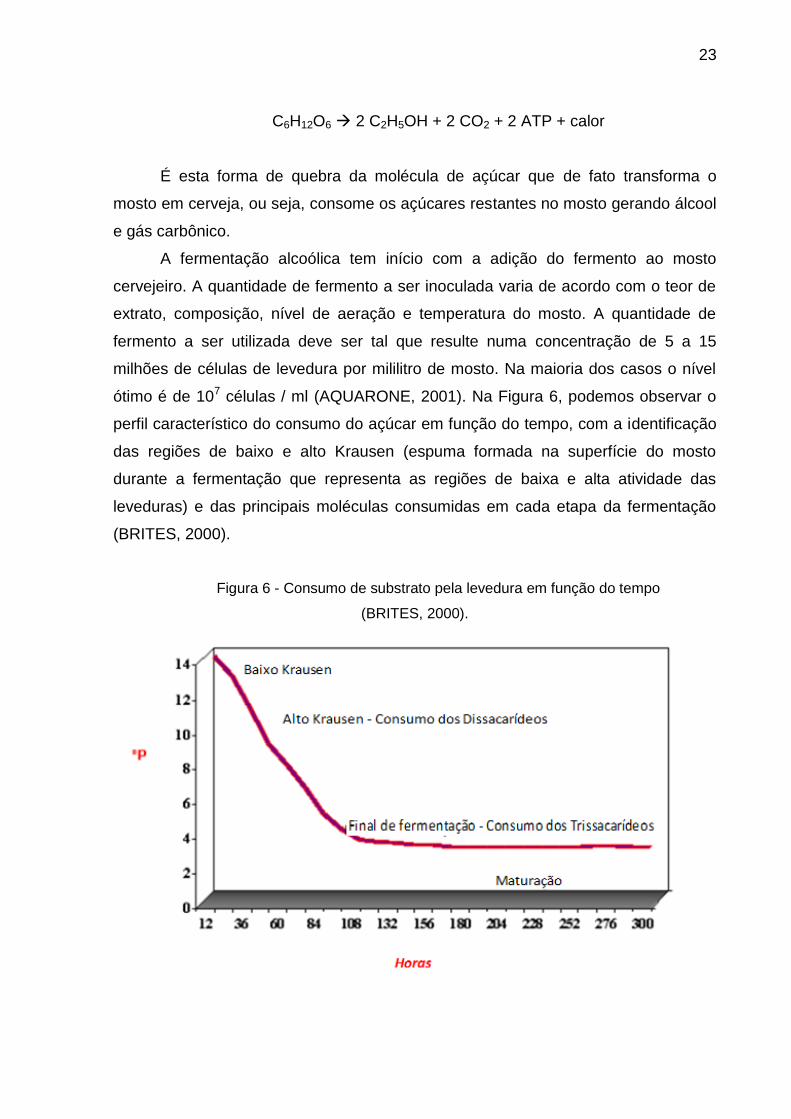
A fermentação alcoólica tem início com a adição do fermento ao mosto
cervejeiro. A quantidade de fermento a ser inoculada varia de acordo com o teor de
extrato, composição, nível de aeração e temperatura do mosto. A quantidade de
fermento a ser utilizada deve ser tal que resulte numa concentração de 5 a 15
milhões de células de levedura por mililitro de mosto. Na maioria dos casos o nível
ótimo é de 107 células / ml (AQUARONE, 2001). Na Figura 6, podemos observar o
perfil característico do consumo do açúcar em função do tempo, com a identificação
das regiões de baixo e alto Krausen (espuma formada na superfície do mosto
durante a fermentação que representa as regiões de baixa e alta atividade das
leveduras) e das principais moléculas consumidas em cada etapa da fermentação
(BRITES, 2000).
Figura 6 - Consumo de substrato pela levedura em função do tempo
(BRITES, 2000).
24
Na fabricação de uma cerveja tipo Lager, a temperatura inicial de fermentação
deve estar entre 7 e 11ºC. A partir do início do processo fermentativo, esta
temperatura deve ser elevada para 10 - 15ºC. Como as temperaturas utilizadas
neste caso são baixas, a fermentação demora a cessar e tem duração de até 10
dias. O fim da fermentação é identificado quando não há mais desprendimento de
CO2 do fermentador.
Para a cerveja Lager, o teor de extrato no mosto deve estar por volta de 11-
12% m/m e após a fermentação primária este valor deve cair para cerca de 2,5-3,0%
m/m (AQUARONE, 2001).
2.4.7. Maturação
A maturação (fermentação secundária) é necessária e importante, porém não
ocorrem mudanças bruscas durante este estágio. Entretanto, no processo tradicional
de fabricação de cerveja, a fermentação secundária leva um longo tempo, chegando
a algumas semanas e até mesmo alguns meses em determinados tipos de cerveja
(ALMEIDA E SILVA, 2005).
A maturação tem por objetivo: a) iniciar a clarificação da cerveja mediante
remoção, por sedimentação, das células de levedura, de material amorfo e de
componentes que causam turbidez a frio na bebida; b) saturar a cerveja com gás
carbônico, através da fermentação secundária; c) melhorar o odor e o sabor da
bebida, através de redução da concentração de diacetil, acetaldeído e ácido
sulfídrico, bem como o aumento do teor de éster; d) manter a cerveja no estado
reduzido, evitando que ocorram oxidações que comprometam sensorialmente a
bebida (AQUARONE, 2001).
Este processo normalmente é realizado a baixas temperaturas, por volta de
0ºC. Em alguns processos artesanais esta etapa é realizada com a cerveja já dentro
da garrafa (envazada), onde é realizado o priming (adição de açúcar invertido ao
mosto) que servirá de alimento para as leveduras restantes na cerveja e, desta
forma, a bebida é carbonatada.
25
2.4.8. Clarificação ou filtração
A sedimentação por gravidade das células de levedura e do complexo coloidal
proteína-tanino, que ocorre na cerveja sob maturação, pode reduzir a sua turbidez
em dez vezes, sendo por isso considerada como um processo de clarificação. Como
nem toda turbidez é eliminada na maturação, torna-se necessário clarificar a cerveja
maturada através de filtração (AQUARONE, 2001). Nesta etapa do processo ocorre
a retirada dos compostos em suspensão, como levedura, complexos taninos-
proteicos e resinas residuais do lúpulo. Existem diversos meios filtrantes que são
utilizados para estas ações e, desta forma, reduzem a turbidez da cerveja gerando
um produto de maior qualidade. Em determinados processos artesanais esta etapa
não existe, tendo como produto a chamada “cerveja não filtrada”, onde podemos
observar resíduos sólidos no fundo da garrafa. Por este motivo, esta cerveja é mais
turva e menos brilhante quando comparadas as filtradas, porém existem muitos
apreciadores desta variação da bebida.
26
3. MATERIAIS E MÉTODOS
3.1. Equipamentos
Foram utilizados no processo os seguintes equipamentos:
-Um caldeirão de 45,2 L com torneira;
-Um caldeirão de 45,2 L com torneira e filtro de cobre;
-Dois fermentadores de 20 L com torneira e borbulhador;
-Um termômetro (10ºC à 150ºC);
-Um densímetro de massa específica;
-Fitas para medição de pH;
-Proveta de plástico de 250 mL;
-Um arrolhador (prensa para fixar tampa na garrafa);
-Garrafas de vidro de 600 mL;
-Tampas metálicas;
-Um coador tipo Chinoy (tela metálica fina);
-Um trocador de calor (Chriller de Alumínio);
-Um erlenmeyer de vidro de 1000,0 mL;
-Um refratômetro;
-Uma balança analítica;
-Um controlador de temperatura;
-Uma escumadeira de metal.
3.2. Matérias primas cervejeiras
Para a produção artesanal da cerveja utilizaram-se as seguintes matérias-
primas: água, malte já moído e lúpulo. O processo foi realizado em triplicata,
portanto as quantidades adquiridas e utilizadas das matérias primas, descritas nas
próximas seções deste trabalho, são multiplicadas por três. O procedimento utilizado
foi construído através da consulta de diversos outros procedimentos disponíveis em
sites de empresas especializadas em cerveja artesanal, assim como através do
conhecimento teórico obtido através da revisão bibliográfica.
27
3.2.1. Água
A água utilizada no processo, tanto para higienização quanto para produção
da cerveja, é potável e foi comprada em galões de 20 L.
3.2.2. Malte
O malte (Pilsen) foi adquirido já moído em sacos de 2,0 kg da empresa WE
consultoria. Para produção de 20,0 L de cerveja foram utilizados 4,0 kg de malte. Foi
realizado o devido planejamento para que não fossem necessários longos períodos
de armazenamento visando sua utilização na forma mais fresca possível.
3.2.3. Lúpulo
O lúpulo foi adquirido em Pellets da empresa Alquimia da cerveja. Os lúpulos
utilizados foram: tipo Hallertau Magnum para amargor (12 a 14% de alfa-ácidos), tipo
Cascade para amargor e aroma (4 a 7% de alfa-ácidos) e tipo Hallertau Tradition
para aroma (5 a 7% de alfa-ácidos). Foram adquiridos pacotes de 100,0 g de cada
tipo de lúpulo e armazenados sobre refrigeração abaixo de 5ºC até sua utilização.
3.3. Levedura
Utilizou-se a Saccharomyces cerevisiae de baixa fermentação (tipo Lager),
que foi comprada em sachês (11,5 gramas cada) da empresa Alquimia da cerveja e
armazenada sob refrigeração até sua utilização.
3.4. Processo
O processo foi realizado em triplicata visando um maior entendimento dos
dados computados e, desta forma, realizar uma análise mais precisa sobre o
processo como um todo, mas com foco na etapa de fermentação.
28
3.4.1. Mosturação
Antes do início do processo todos os equipamentos utilizados foram lavados
com detergente neutro e esponja, e então foram esterilizados com água fervente.
Nesta etapa de preparo do mosto, foram aquecidos 12,0 L de água potável a
35ºC no caldeirão de 45,2 L com filtro de cobre anexado à válvula de saída e então
foram adicionados dois sacos de malte moído, totalizando 4,0 Kg. Após isso, o
caldeirão foi colocado sobre quatro bocas de um fogão e a mosturação foi iniciada. A
temperatura foi variada conforme a Fig. 4 (seção 2.4.2. deste trabalho), controlando-
a com aumento ou diminuição das chamas do fogão e utilizando um termômetro
para medição. O pH inicial foi medido com auxílio das fitas para medição de pH e
obteve-se um valor entre 5,0 e 6,0, que está na faixa considerada ideal para esta
etapa.
Durante a mosturação, evitou-se a formação de glóbulos de malte ou regiões
de repouso que poderiam causar perdas de rendimento e/ou diferenciação no
preparo dos mostos cervejeiros agitando-se a mistura de forma lenta e constante.
Quando foi atingida a temperatura de 72ºC, foi realizado o teste do grau de
sacarificação do mosto com uma solução de iodo 0.2 N. Foi retirada uma pequena
amostra do mostro e colocada em uma porcelana branca. Adicionou-se uma gota da
solução de iodo. A coloração obtida foi amarelo ouro, significando que houve uma
boa sacarificação.
3.4.2. Filtração e clarificação do mosto
Após a mosturação, foi realizada a filtração durante a transferência do mosto
para o outro caldeirão (caldeirão de 45,2 L com torneira e com graduação de 1,0 L
em 1,0 L) passando por um filtro (tubo de cobre com pequenas perfurações) já
instalado na torneira do caldeirão onde ocorreu a mosturação. Durante a
transferência do mosto, foi feita a recirculação com auxílio de uma pequena panela e
uma escumadeira de metal, clarificando-o. Neste ponto, foi retirada uma amostra do
caldo para medição da densidade (mosto primário). As cascas restantes foram
lavadas com 10,0 L de água previamente aquecidas a 75ºC que foram despejadas
de forma dispersa, também com o auxílio da escumadeira de metal, para retirada do
extrato ainda aderido na torta. Após a lavagem, mediu-se o volume do mosto obtido
29
antes da fervura a partir da graduação do caldeirão e retirou-se outra amostra para
medição da densidade (mosto secundário).
3.4.3. Fervura do mosto
O caldo proveniente da mosturação foi aquecido até a fervura utilizando as
quatro bocas do fogão. Após 5 minutos do início da fervura foram adicionados 3,0
gramas do lúpulo Hallertau Magnum e 3,0 gramas do Cascade. Após 45 minutos
foram adicionados 2,0 gramas do Cascade e 10,0 gramas do Hallertau Tradition,
totalizando 18,0 gramas de lúpulo que foram fervidos junto ao mosto por uma hora.
3.4.4. Tratamento do mosto
Ao término da fervura, o mosto foi agitado tangencialmente com o auxílio de
uma pá de plástico para que a força centrípeta resultante auxiliasse na precipitação
de particulados ou aglomerados proteicos (trub). Após a agitação, foi introduzido o
Chriller de aluminío (trocador de calor) que foi conectado a uma torneira para que
houvesse a passagem de água corrente visando o rápido resfriamento do mosto.
Também foi utilizado gelo por fora do caldeirão para auxiliar no resfriamento.
Quando o mosto atingiu uma temperatura de 10ºC (medido com auxilio do
termômetro), mediu-se o volume pós-fervura e o foi realizada lentamente a
transferência para um balde de fermentação de 20,0 L, deixando no fundo do
caldeirão o trub formado. Após isso, foi adicionada uma quantidade de água
previamente calculada para que o mosto atingisse a concentração desejada (para
este trabalho foi considerado o valor de 12ºP) para início da próxima etapa, e este foi
lançado de um balde para o outro (baldeação) por 10 vezes, visando à aeração
necessária para a fase inicial da fermentação. Então, retirou-se uma amostra de
200,0 mL do mosto que foi colocada em uma proveta de plástico de 250,0 mL para
medição da densidade com o auxílio do densímetro.
3.4.5. Pré-inóculo
Foi preparada uma calda em um Erlenmeyer de vidro de 1000,0 mL em
condições assépticas, com 200,0 mL de água potável, 46,0 gramas de açúcar
30
refinado e duas gotas de limão para que o açúcar não caramelizasse. Esta mistura
foi levada ao fogo até a fervura para dissolução de todo o açúcar. Após isso, a
mistura foi resfriada até aproximadamente 10ºC na geladeira e, então, foram
adicionados dois sachês da levedura agitando o Erlenmeyer até a formação de um
creme. Então, a mistura foi deixada por uma hora tampada e em temperatura
ambiente antes de sua inoculação no mosto, visando à ativação da levedura que
estava na forma seca.
3.4.6. Inóculo
A mistura do pré-inóculo obtida (aproximadamente 200,0 mL) foi transferida
para o mosto no balde de fermentação de 20,0 L, sob leve agitação para
homogeneização.
3.4.7. Fermentação
Para início da fermentação, o balde foi lacrado, foi instalado o borbulhador
(evita entrada de ar e permite a saída de CO2 do fermentador) e este foi colocado
em um freezer horizontal. Neste freezer foi instalado um controlador de temperatura
que permitia uma variação de até 2ºC. Este foi configurado para manter a
temperatura entre 12,5 e 14,5ºC. Durante a fermentação, de doze em doze horas,
foram retiradas amostras da cerveja e congeladas para posterior análise visando
maior entendimento sobre o desenvolvimento das leveduras e do processo
fermentativo.
3.4.8. Envase
Após o fim da fermentação a cerveja foi transferida para outro balde
fermentador de 20,0 L deixando-se a “lama” (leveduras sedimentadas) formada no
fundo, que foi descartada. Após isso, foi preparada uma calda com 200,0 mL de
água potável, 120,0 gramas de açúcar (6,0 gramas por litro de cerveja) e quatro
gotas de limão, fervendo-a para dissolução total do açúcar e posterior resfriamento
na geladeira até atingir a mesma temperatura do mosto. Esta calda foi adicionada à
cerveja (priming) para auxiliar na carbonatação realizada na própria garrafa através
31
da fermentação realizada pelas leveduras ainda presentes. Após a adição da calda,
a cerveja foi transferida para as garrafas devidamente higienizadas e esterilizadas
com água fervente, por meio da torneira do balde fermentador. Então, as garrafas
foram tampadas com o auxilio do arrolhador.
3.4.9. Maturação e carbonatação
A maturação e a carbonatação foram realizadas por quatro semanas com a
cerveja já envasada e armazenada no freezer na posição vertical (para que as
leveduras residuais floculassem no fundo da garrafa) com temperatura do
controlador variando na primeira semana de 12,5 a 14,5ºC, e de 1,0 a 3,0ºC nas três
semanas seguintes.
3.5. Métodos analíticos
3.5.1. Medições de densidade
Para todas as medições de densidade realizadas, foram retiradas as
amostras e colocou-as em geladeira até que atingissem 20ºC, que é a temperatura
correta para medição no densímetro utilizado. Antes das medições foram utilizadas
amostras de água destilada para aferição do densímetro e, só então, foram feitas as
análises.
3.5.2. Cálculo do grau alcoólico alcançado
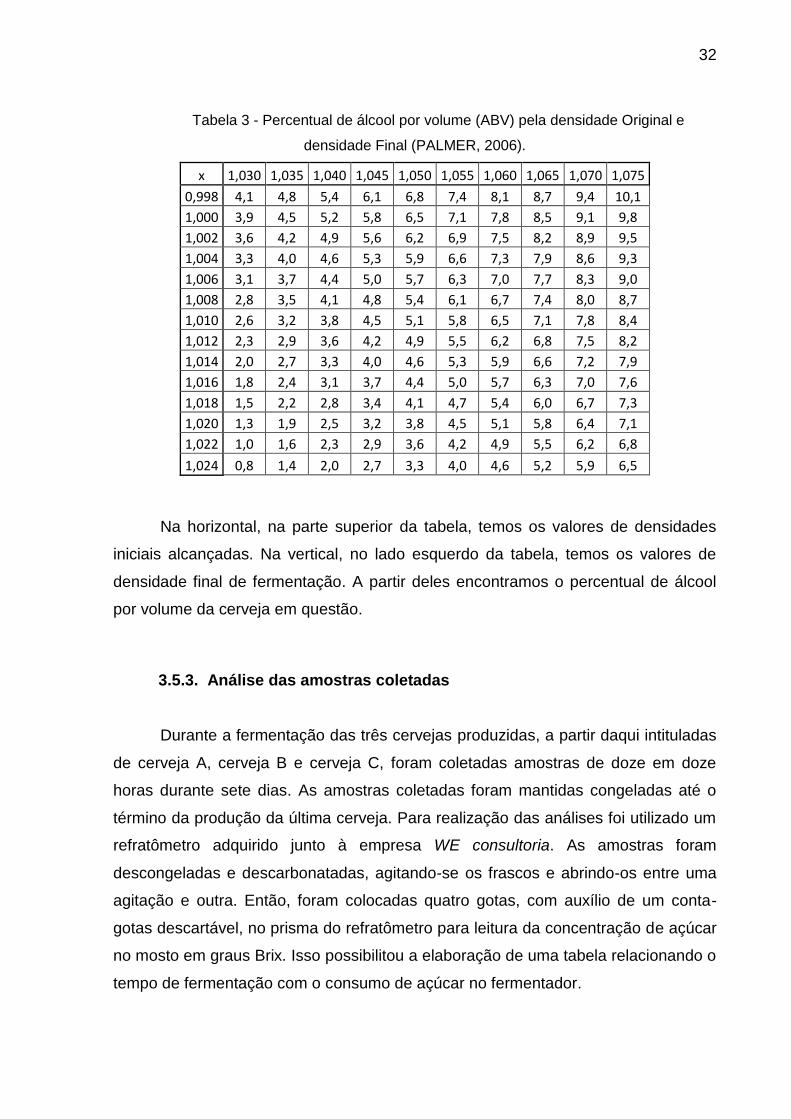
Várias técnicas podem ser utilizadas para se fazer a medição do teor de
álcool após o término da fermentação. Neste trabalho, foi utilizado um método
utilizando apenas o densímetro para massa específica. Neste método, mediu-se a
densidade do mosto antes do início da fermentação e após seu término. Então,
utilizou-se a tabela 4 para encontrar o percentual de álcool por volume (ABV) na
cerveja através do cruzamento dos dois valores de densidade (original e final).
32
Tabela 3 - Percentual de álcool por volume (ABV) pela densidade Original e
densidade Final (PALMER, 2006).
x 1,030 1,035 1,040 1,045 1,050 1,055 1,060 1,065 1,070 1,075
0,998 4,1 4,8 5,4 6,1 6,8 7,4 8,1 8,7 9,4 10,1
1,000 3,9 4,5 5,2 5,8 6,5 7,1 7,8 8,5 9,1 9,8
1,002 3,6 4,2 4,9 5,6 6,2 6,9 7,5 8,2 8,9 9,5
1,004 3,3 4,0 4,6 5,3 5,9 6,6 7,3 7,9 8,6 9,3
1,006 3,1 3,7 4,4 5,0 5,7 6,3 7,0 7,7 8,3 9,0
1,008 2,8 3,5 4,1 4,8 5,4 6,1 6,7 7,4 8,0 8,7
1,010 2,6 3,2 3,8 4,5 5,1 5,8 6,5 7,1 7,8 8,4
1,012 2,3 2,9 3,6 4,2 4,9 5,5 6,2 6,8 7,5 8,2
1,014 2,0 2,7 3,3 4,0 4,6 5,3 5,9 6,6 7,2 7,9
1,016 1,8 2,4 3,1 3,7 4,4 5,0 5,7 6,3 7,0 7,6
1,018 1,5 2,2 2,8 3,4 4,1 4,7 5,4 6,0 6,7 7,3
1,020 1,3 1,9 2,5 3,2 3,8 4,5 5,1 5,8 6,4 7,1
1,022 1,0 1,6 2,3 2,9 3,6 4,2 4,9 5,5 6,2 6,8
1,024 0,8 1,4 2,0 2,7 3,3 4,0 4,6 5,2 5,9 6,5
Na horizontal, na parte superior da tabela, temos os valores de densidades
iniciais alcançadas. Na vertical, no lado esquerdo da tabela, temos os valores de
densidade final de fermentação. A partir deles encontramos o percentual de álcool
por volume da cerveja em questão.
3.5.3. Análise das amostras coletadas
Durante a fermentação das três cervejas produzidas, a partir daqui intituladas
de cerveja A, cerveja B e cerveja C, foram coletadas amostras de doze em doze
horas durante sete dias. As amostras coletadas foram mantidas congeladas até o
término da produção da última cerveja. Para realização das análises foi utilizado um
refratômetro adquirido junto à empresa WE consultoria. As amostras foram
descongeladas e descarbonatadas, agitando-se os frascos e abrindo-os entre uma
agitação e outra. Então, foram colocadas quatro gotas, com auxílio de um conta-
gotas descartável, no prisma do refratômetro para leitura da concentração de açúcar
no mosto em graus Brix. Isso possibilitou a elaboração de uma tabela relacionando o
tempo de fermentação com o consumo de açúcar no fermentador.
33
4. RESULTADOS E DISCUSSÕES
4.1. Controles de concentração do mosto
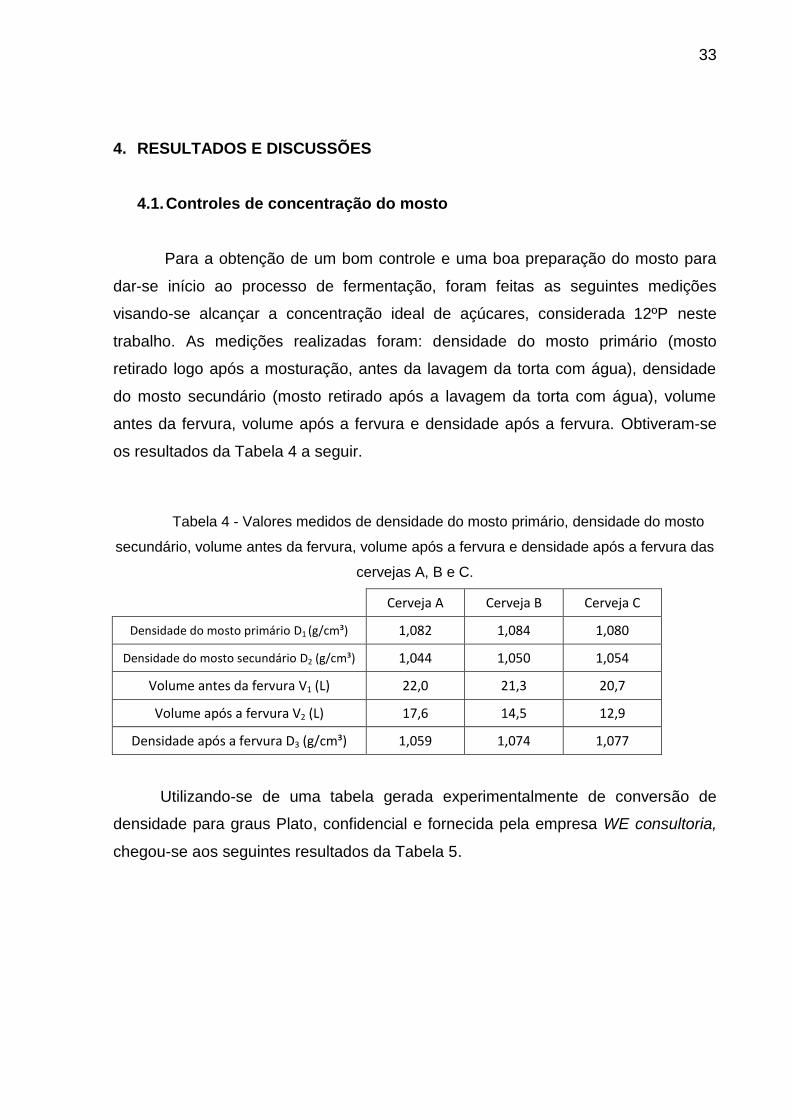
Para a obtenção de um bom controle e uma boa preparação do mosto para
dar-se início ao processo de fermentação, foram feitas as seguintes medições
visando-se alcançar a concentração ideal de açúcares, considerada 12ºP neste
trabalho. As medições realizadas foram: densidade do mosto primário (mosto
retirado logo após a mosturação, antes da lavagem da torta com água), densidade
do mosto secundário (mosto retirado após a lavagem da torta com água), volume
antes da fervura, volume após a fervura e densidade após a fervura. Obtiveram-se
os resultados da Tabela 4 a seguir.
Tabela 4 - Valores medidos de densidade do mosto primário, densidade do mosto
secundário, volume antes da fervura, volume após a fervura e densidade após a fervura das
cervejas A, B e C.
Cerveja A Cerveja B Cerveja C
Densidade do mosto primário D1 (g/cm³) 1,082 1,084 1,080
Densidade do mosto secundário D2 (g/cm³) 1,044 1,050 1,054
Volume antes da fervura V1 (L) 22,0 21,3 20,7
Volume após a fervura V2 (L) 17,6 14,5 12,9
Densidade após a fervura D3 (g/cm³) 1,059 1,074 1,077
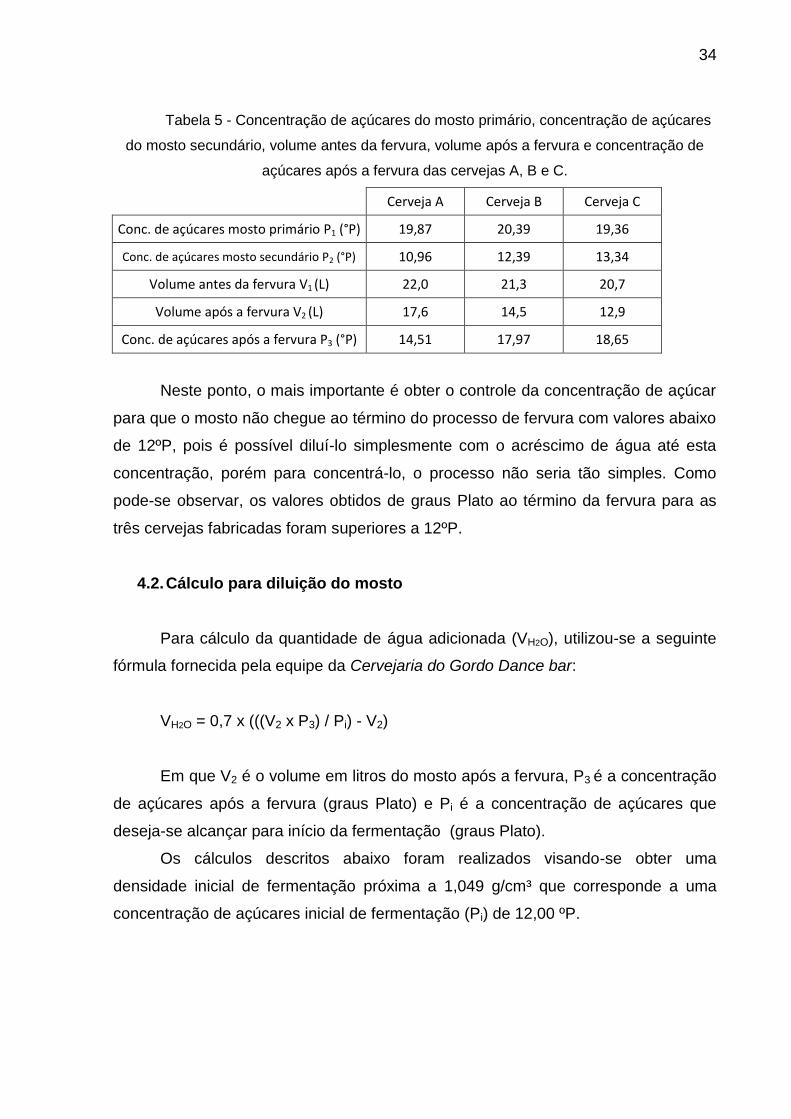
Utilizando-se de uma tabela gerada experimentalmente de conversão de
densidade para graus Plato, confidencial e fornecida pela empresa WE consultoria,
chegou-se aos seguintes resultados da Tabela 5.
34
Tabela 5 - Concentração de açúcares do mosto primário, concentração de açúcares
do mosto secundário, volume antes da fervura, volume após a fervura e concentração de
açúcares após a fervura das cervejas A, B e C.
Cerveja A Cerveja B Cerveja C
Conc. de açúcares mosto primário P1 (°P) 19,87 20,39 19,36
Conc. de açúcares mosto secundário P2 (°P) 10,96 12,39 13,34
Volume antes da fervura V1 (L) 22,0 21,3 20,7
Volume após a fervura V2 (L) 17,6 14,5 12,9
Conc. de açúcares após a fervura P3 (°P) 14,51 17,97 18,65
Neste ponto, o mais importante é obter o controle da concentração de açúcar
para que o mosto não chegue ao término do processo de fervura com valores abaixo
de 12ºP, pois é possível diluí-lo simplesmente com o acréscimo de água até esta
concentração, porém para concentrá-lo, o processo não seria tão simples. Como
pode-se observar, os valores obtidos de graus Plato ao término da fervura para as
três cervejas fabricadas foram superiores a 12ºP.
4.2. Cálculo para diluição do mosto
Para cálculo da quantidade de água adicionada (VH2O), utilizou-se a seguinte
fórmula fornecida pela equipe da Cervejaria do Gordo Dance bar:
VH2O = 0,7 x (((V2 x P3) / Pi) - V2)
Em que V2 é o volume em litros do mosto após a fervura, P3 é a concentração
de açúcares após a fervura (graus Plato) e Pi é a concentração de açúcares que
deseja-se alcançar para início da fermentação (graus Plato).
Os cálculos descritos abaixo foram realizados visando-se obter uma
densidade inicial de fermentação próxima a 1,049 g/cm³ que corresponde a uma
concentração de açúcares inicial de fermentação (Pi) de 12,00 ºP.
35
VH2OA = 0,7 x (((V2A x P3A) / Pi) - V2A)
VH2OA = 0,7 x (((17,6 x 14,51) / 12) - 17,6)
VH2OA = 2,6 L
VH2OB = 0,7 x (((V2B x P3B) / Pi) - V2B)
VH2OB = 0,7 x (((14,5 x 17,97) / 12) - 14,5)
VH2OB = 5,1 L
VH2OC = 0,7 x (((V2C x P3C) / Pi) - V2C)
VH2OC = 0,7 x (((12,9 x 18,65) / 12) - 12,9)
VH2OC = 5,0 L
4.3. Densidade inicial de fermentação
Após o acréscimo das quantidades de água calculadas, mediu-se a
densidade em que os mostos das cervejas A, B e C iniciaram a fermentação e
obtiveram-se os seguintes resultados:
Cerveja A: DiA = 1,048 g/cm³
Cerveja B: DiB = 1,049 g/cm³
Cerveja C: DiC = 1,052 g/cm³
Utilizando-se a tabela de conversão de densidade para graus Plato fornecida
pela empresa WE consultoria, chegou-se aos seguintes valores:
Cerveja A: PiA = 11,91 ºP
Cerveja B: PiB = 12,00 ºP
Cerveja C: PiC = 12,86 ºP
Foi notado que a concentração inicial de açúcares da cerveja C apresentou-
se um pouco mais elevada que as das cervejas A e B, contudo apresentou um valor
próximo da concentração inicial considerada ideal neste trabalho que é 12°P.
36
4.4. Análise das amostras
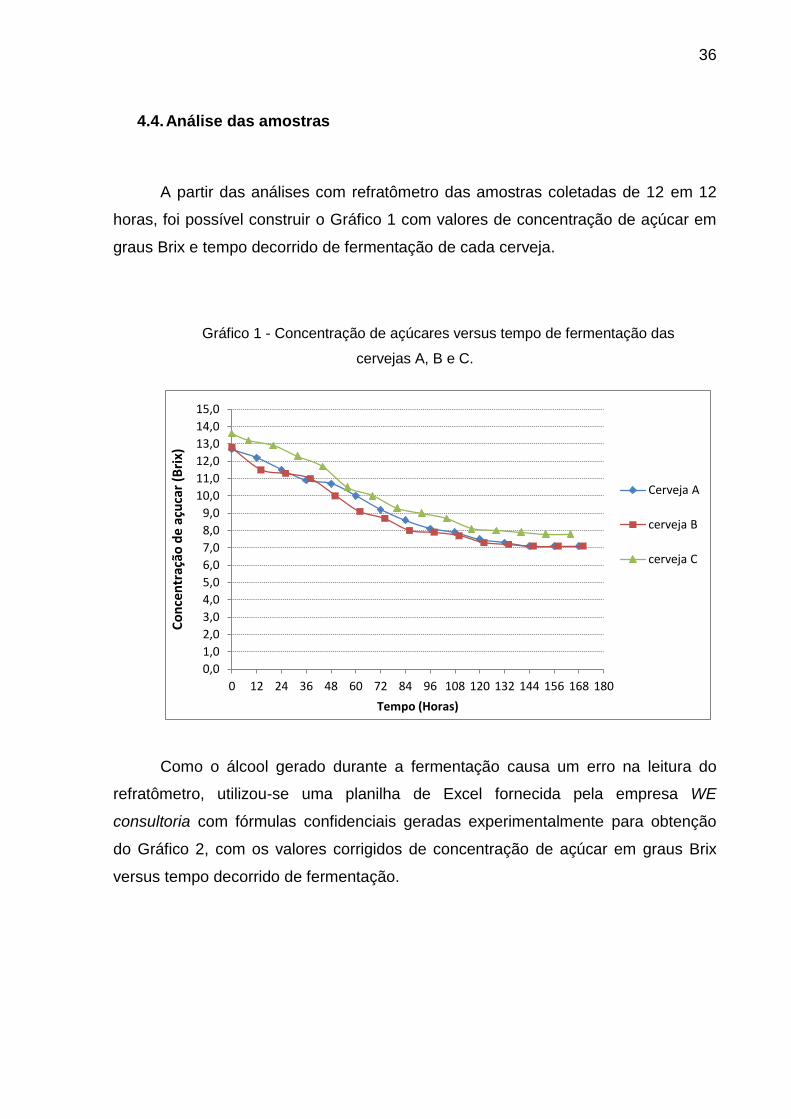
A partir das análises com refratômetro das amostras coletadas de 12 em 12
horas, foi possível construir o Gráfico 1 com valores de concentração de açúcar em
graus Brix e tempo decorrido de fermentação de cada cerveja.
Gráfico 1 - Concentração de açúcares versus tempo de fermentação das
cervejas A, B e C.
Como o álcool gerado durante a fermentação causa um erro na leitura do
refratômetro, utilizou-se uma planilha de Excel fornecida pela empresa WE
consultoria com fórmulas confidenciais geradas experimentalmente para obtenção
do Gráfico 2, com os valores corrigidos de concentração de açúcar em graus Brix
versus tempo decorrido de fermentação.
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
8,0
9,0
10,0
11,0
12,0
13,0
14,0
15,0
0 12 24 36 48 60 72 84 96 108 120 132 144 156 168 180
Co
nce
ntr
ação
de
açu
car
(Bri
x)
Tempo (Horas)
Cerveja A
cerveja B
cerveja C
37
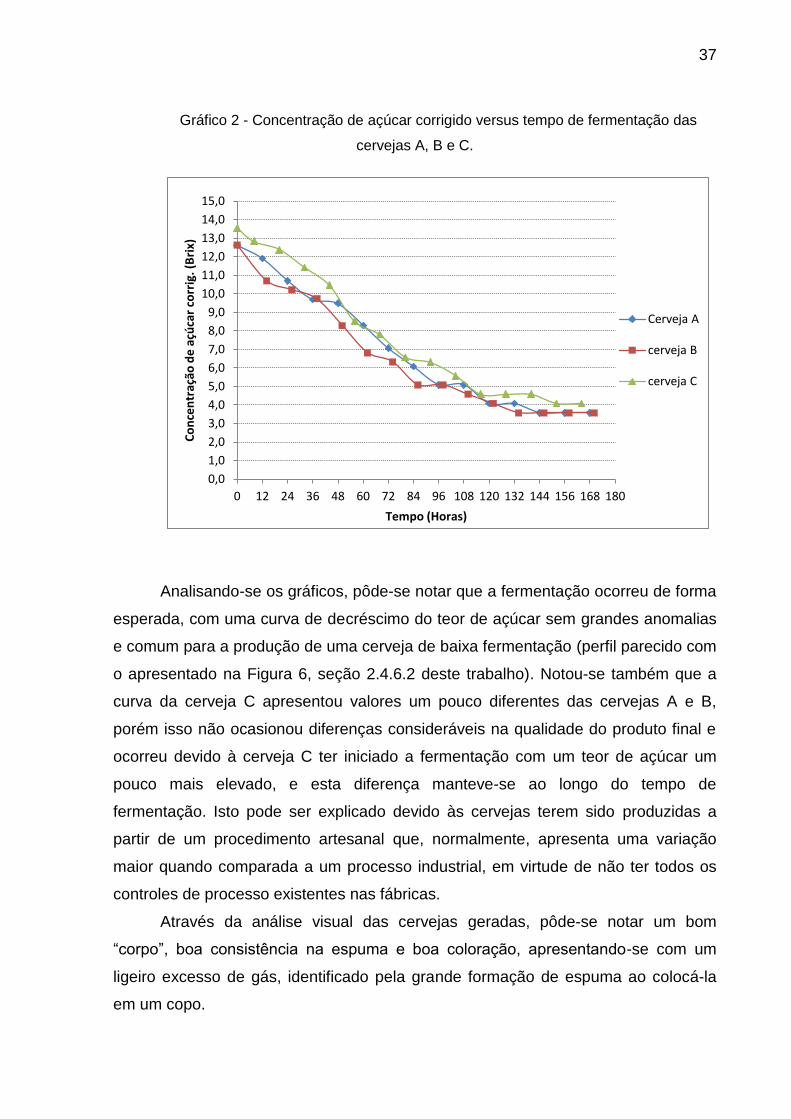
Gráfico 2 - Concentração de açúcar corrigido versus tempo de fermentação das
cervejas A, B e C.
Analisando-se os gráficos, pôde-se notar que a fermentação ocorreu de forma
esperada, com uma curva de decréscimo do teor de açúcar sem grandes anomalias
e comum para a produção de uma cerveja de baixa fermentação (perfil parecido com
o apresentado na Figura 6, seção 2.4.6.2 deste trabalho). Notou-se também que a
curva da cerveja C apresentou valores um pouco diferentes das cervejas A e B,
porém isso não ocasionou diferenças consideráveis na qualidade do produto final e
ocorreu devido à cerveja C ter iniciado a fermentação com um teor de açúcar um
pouco mais elevado, e esta diferença manteve-se ao longo do tempo de
fermentação. Isto pode ser explicado devido às cervejas terem sido produzidas a
partir de um procedimento artesanal que, normalmente, apresenta uma variação
maior quando comparada a um processo industrial, em virtude de não ter todos os
controles de processo existentes nas fábricas.
Através da análise visual das cervejas geradas, pôde-se notar um bom
“corpo”, boa consistência na espuma e boa coloração, apresentando-se com um
ligeiro excesso de gás, identificado pela grande formação de espuma ao colocá-la
em um copo.
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
8,0
9,0
10,0
11,0
12,0
13,0
14,0
15,0
0 12 24 36 48 60 72 84 96 108 120 132 144 156 168 180
Co
nce
ntr
ação
de
açú
car
corr
ig. (
Bri
x)
Tempo (Horas)
Cerveja A
cerveja B
cerveja C
38
No geral, a cerveja resultante apresentou boas características, porém foram
identificados alguns pontos do processo que podem ser aperfeiçoados visando-se
obter um controle ainda maior sobre a qualidade do produto final, como por exemplo:
Uso de produtos próprios para limpeza dos equipamentos, controle mais rígido sobre
as matérias primas adquiridas, diminuição da quantidade de açúcar adicionada para
realização do priming e utilização do próprio mosto cervejeiro para ativação e
hidratação das leveduras adquiridas, diminuindo-se o risco de sabores residuais do
açúcar refinado adicionado durante o pré-inóculo.
4.5. Grau alcoólico final
Cerveja A:
DinicialA = 1,051 g/cm³ e DfinalA = 1,015 g/cm³ (Tabela 6)
Cruzando-se os valores na tabela 4, chegou-se a um valor de álcool
aproximado de 4,6% ABV.
Cerveja B:
DinicialB = 1,052 g/cm³ e DfinalB = 1,015 g/cm³ (Tabela 6)
Cruzando-se os valores na tabela 4, chegou-se a um valor de álcool
aproximado de 4,7% ABV.
Cerveja C:
DinicialC = 1,055 g/cm³ e DfinalC = 1,017 g/cm³ (Tabela 6)
Cruzando-se os valores na tabela 4, chegou-se a um valor de álcool
aproximado de 4,9% ABV.
Observa-se que os teores de álcool alcançados estão de acordo com o
esperado para uma cerveja tipo Lager, que possuem valores em torno de 4,5% a
5,5% ABV (BRIGGS, 2004).
39
5. CONCLUSÃO
Considerando-se um processo artesanal, o procedimento utilizado se mostrou
eficaz e permitiu que as condições necessárias para uma boa fermentação fossem
alcançadas. A partir do conhecimento adquirido durante a realização deste trabalho,
foi possível propor algumas melhorias, tanto para a etapa de fermentação, quanto
para outras etapas do processo, como:
Controle mais rígido na diluição do mosto antes da fermentação,
fazendo-se medições da densidade simultaneamente ao acréscimo da
água calculada, permitindo a obtenção de valores mais próximos de
12ºP.
Esterilização dos equipamentos utilizando-se produtos especializados
como o ácido peracético.
Compra do malte não moído, evitando-se o início da oxidação do grão
com a exposição do endosperma.
Utilização do próprio mosto separado após a mosturação para
hidratação e ativação das leveduras.
A quantidade de açúcar adicionada para realização do priming pode
ser baixada para 5,5 gramas por litro de mosto.
Desta forma é possível se obter um maior controle sobre o processo e,
consequentemente, uma cerveja com propriedades melhoradas e com menores
variações entre as produções.
40
6. REFERÊNCIAS
ALMEIDA E SILVA, J.B. Cerveja. In: Tecnologia de Bebidas. VENTURINI
FILHO, W.G. ed. São Paulo: Edgard Blucher Ltda., p.347-380, 2005.
AQUARONE, E ; BORZANI, W.; SHMIDELL, W.; DE ALMEIDA LIMA, U.
Biotecnologia Industrial. Vol. 4. ed. São Paulo: Edgard Blucher Ltda., 2001.
BAMFORTH. C. Beer: Tap into the Art and Science of Brewing. Second
Edition, New York: Oxford University Press, 2003.
BRASIL. Decreto nº 6.871, de 4 de junho de 2009. Regulamenta a Lei
no 8.918, de 14 de julho de 1994, que dispõe sobre a padronização, a
classificação, o registro, a inspeção, a produção e a fiscalização de bebidas.
Diário Oficial da União, Brasília, DF, 5 jun. 2009. Seção 1.
1. Disponível em: <http://www.planalto.gov.br>. Acesso em: 1 dez. 2014.
BRIGGS, D.E. et al. Brewing science and practice. Woodhead, London, 863
p., 2004.
BRITES, A.A.; SANCHEZ, A.D.; J.DUE, HAMMOND, J.J.R.M.; MARTINS,
P.A.; SMITH, I. Fermentation & Maturation. Manual of Good Practice.
European Brewry Convention, 2000.
CASSÁ, R. Raíces y desarrollo de um orgulho dominicano. Historia de la
cerveza en la República Dominicana, Santo Domingo : Grupo León
Jimenes, 2003.
CEREDA, M.P. Cervejas. In: AQUARONE, E.; LIMA, U.A.; BORZANI, W.
Alimentos e Bebidas Produzidos por Fermentação. ed. São Paulo: Edgar
Blucher, p.3-78, 1983.
41
EL MUNDO en un vaso: la cerveza. The History Channel, Diretor: Richard
Weller, Produtor: Ângela Buchanan, Programa de televisão: documentário,
Produzido por SMG TV Productions para The History Channel, 2005.
HOUGH, J.S. The biotechnology of malting and brewing. Cambridge:
Cambridge University Press, 159p., 1985.
KUNZE, W. Technology Brewing and malting. International. Berlim: VLB,
1999. 1 Edição. New Jersey, USA.: Noyes Publications, 1995.
LIMA, U.A. Matérias-primas dos alimentos. 1 ed. São Paulo: Edgard
Blucher Ltda, 2010.
MORADO, R.; Larousse da cerveja. 1.ed. São Paulo: Larousse, 357p., 2009.
PRIEST, F.G., STEWART, G.G. Handbook of brewing, 2006.
PALMER, J.J. How To Brew: Everything You Need To Know To Brew Beer
Right The First Time. Publisher: Brewers Publications. 3rd edition, 247p.,
2006.
RUSSEL, I. Yeast. In: HARDWICK, W.A. ed. Handbook of Brewing. New
York: Marcel Dekker, cap. 10, p. 169-186, 1994.
SILVA, D.P. Produção e Avaliação Sensorial de Cerveja Obtida a Partir de
Mostos com Elevadas Concentrações de Açúcares. Faculdade de
Engenharia Química de Lorena, 2005 (Tese de Doutorado).
TSCHOPE, E.C. Microcervejarias e Cervejarias. A História, a Arte e a
Tecnologia. São Paulo: Editora Aden, 223p., 2001.