marcos a. tremonti - bt.fatecsp.brbt.fatecsp.br/system/articles/152/original/marcosa2.pdf · a...
TRANSCRIPT

SPOT WELDING TIG : CARACTERÍSTICAS E APLICAÇÕES
(1) Marcos Antonio Tremonti
(2) José Pinto Ramalho
(3) Adalberto Heubel
RESUMO
A soldagem a ponto tradicional, aplicada
quase que exclusivamente pelo princípio de
resistência à passagem da corrente elétrica e pressão
dos eletrodos, é largamente utilizada em industrias,
em especial na automobilística e de auto peças. A
soldagem a arco elétrico sob proteção gasosa, SPOT
WELDING TIG, apesar de sua utilização ha algumas
décadas, ainda é pouco difundida no Brasil e sua
literatura é pouco comum. Tem como grande
vantagem a soldagem com acesso por um único lado e
flexibilidade de posicionamento.
Este trabalho estuda a aplicabilidade deste
processo de soldagem na união através de pontos,
verificando suas características e variáveis
operacionais.
Visando um maior conhecimento da
aplicação do processo TIG na soldagem de pontos, foi
visitada uma empresa nacional que atualmente faz
largo uso desta tecnologia na fabricação de trens de
passageiros em aço inoxidável. Para comprovar as
características técnicas, foram realizados
experimentos em chapas de Aço Inoxidável AISI
301L em espessuras definidas. Os corpos de prova
foram submetidos às exigências das normas AWS,
tendo atendido-as satisfatoriamente. Estes resultados,
comprovam a viabilidade do processo, apresentando
assim uma alternativa à tradicional soldagem por
resistência elétrica.
Palavras-chaves : TIG; soldagem a ponto; soldagem
por resistência
ABSTRACT
The traditional spot welding, that is usually
applied by electrical resistance and pressure, is
commonly used in several industries, especially in the
automobile construction and parts. The electric arc
welding under gaseous protection, SPOT WELDING
TIG, in spite of its use for some decades, it is still not
very diffused in Brazil and its literature is not
common.
This work, studies this welding process in
the spot unions, verifying its characteristics and the
operational parameters.
Seeking a larger knowledge of the
application of the process TIG in this kind of
welding, it was visited a Brazilian company that now
uses this technology in the production of stainless
steel rail components. To check the technical
characteristics, experiments were accomplished in
Stainless Steel AISI 301L plates, in defined thickness.
In the tests, the workpieces were submitted to the
AWS requirements, and they presented satisfactorily
results. These results, prove the process viability,
presenting an alternative to the traditional resistance
welding process.
Key-Words : TIG; resistance welding; spot welding
1- MsSc em Engª de Produção (USP), Sup. de Vendas
Robótica da Motoman Inc., Prof. da FATEC-SP e-mail
[email protected] ( (55) (0xx11) 3315-0366 R.156
Depto. de Soldagem FATEC
(2) Engenheiro Industrial (ISQ), Especialista em soldagem
e corte da AGA S/A [email protected] e Instrutor
da FATEC – SP [email protected]
(3) Especialista em soldagem da Alstom Transporte Ltda.
( (55) (0xx11) 863-2150

1. INTRODUÇÃO
A soldagem a ponto, através do arco elétrico
sob proteção gasosa, é basicamente uma técnica
derivada do tradicional processo TIG. É bastante
conhecida em outros países e citada em literaturas
que datam do final dos anos 60, o que comprova ser
uma técnica de relativo domínio público. No Brasil,
somos carentes de literatura sobre suas aplicações,
acredita-se que esta carência ou desconhecimento de
informações sejam os elementos que impeçam
maiores aplicações desta tecnologia em nosso parque
industrial.
A técnica Spot Welding TIG deriva do
processo TIG, isto permite aplicações nos mais
diferentes segmentos industriais principalmente
devido a sua flexibilidade. Pode ser utilizada na
soldagem de diferentes tipos de materiais, posições de
soldagem e acesso, sem promover deformação na
região fundida, uma vez que não requer pressão.
Estas características a credenciam a substituir, em
certos casos com vantagens, a soldagem a ponto
convencional, atendendo as mesmas exigências de
qualidade.
2 REVISÃO BIBLIOGRÁFICA
É apresentado a seguir um resumo do estágio
atual das tecnologias envolvidas.
2. 1 SOLDAGEM TIG
O processo TIG (Tungsten Arc Welding) tem
como características implícitas a limpeza, o aspecto
visual de excelente qualidade, a utilização em
aplicações que não permitam deformações, a grande
valorização do aspecto e a integridade da junta
soldada.
Os parâmetros: vazão de gás, tipo e diâmetro
do eletrodo de tungstênio, tensão e corrente de
soldagem e ângulo da tocha, estão diretamente
ligados às condições de soldagem, e são escolhidos
em função [5]: do tipo de material, da espessura a ser
soldada, das exigências quanto a penetração,
qualidade e limites de resistência desejados.
Este processo apresenta variantes tais como:
a soldagem por pontos [1], por corrente pulsada [3],
com arame quente, (hot wire), e com adição de fluxo
(A-TIG). As características do processo permitem
principalmente a soldagem de chapas de espessura
menor do que 10 mm e a soldagem de vários
materiais somente pelo princípio da fusão.
2.2 SPOT WELDING
Tradicionalmente a soldagem por pontos, ou
spot, mais conhecido na soldagem, é feita pelo
princípio de resistência a passagem da corrente
elétrica [3], conhecido como “solda a ponto”. É
utilizado na união de chapas de aço com até 1/8“
(3,17mm) de espessura e em alguns casos em
espessuras maiores. Com a utilização de
equipamentos especiais, é possível a soldagem de
espessuras até 1” (25,4 mm).
As maiores vantagens deste processo são a
alta velocidade e a facilidade de automação com alta
taxa de produção, o que confere a economia à
operação. Em contrapartida, o custo de investimento
do equipamento é elevado e a repetibilidade em
algumas aplicações pode ser limitada devido a
dificuldade de controle dos parâmetros que devem ser
aplicados uniformemente. Entre os principais
problemas há que ser levado em consideração o
acesso das pinças e a manutenção requerida.
Como um dos parâmetros deste processo é a
pressão dos eletrodos sobre a peça obra, pode ocorrer
deformação na peça soldada, o que em algumas
aplicações pode não atender os requisitos de
qualidade prescritos.
A soldagem por pontos a arco elétrico,
utiliza simplesmente a corrente elétrica, proveniente
de uma fonte de energia tradicional do equipamento
de soldagem e promove a fusão entre chapas
sobrepostas. Controla-se então os parâmetros:
corrente, pressão e tempo de arco aberto.
2.3 SPOT WELDING TIG
O Spot Welding é uma variante ou derivação
do tradicional processo de soldagem TIG, realizado
manualmente com um controlador do tempo de arco
aberto e os parâmetros de trabalho [4]. Em alguns
casos, o processo pode ser automatizado ou
robotizado, otimizando ainda mais os procedimentos.
A soldagem pode ser feita em corrente
contínua ou alternada e o principal objetivo, que é a
penetração, é controlado por meio de ajustes na
corrente e no tempo de arco.
Os principais fatores que levam a aplicação
deste processo, são baixo custo, pois não necessita de
investimento adicional ao equipamento de soldagem,
flexibilidade na aplicação (acesso a locais confinados
e dificuldade de acesso das pinças ao lado reverso), e
a elevada resistência e qualidade produzidos, tanto
estrutural como visualmente, já que não há a
deformação da peça na região de solda.
O processo TIG Spot Welding, é utilizado
principalmente na união de aços baixo carbono, baixa
liga, inoxidáveis podendo-se soldar também alumínio.
Deve trabalhar sempre com chapas sobrepostas, que
podem ou não ter a mesma espessura, utilizando tanto
CC polaridade direta como CA com alta freqüência.
A corrente alternada é recomendada para
soldagem de alumínio, e é essencialmente utilizada
para controlar a profundidade de fusão (penetração),
juntamente com o “timer” ou tempo de arco aberto.
Estes dois parâmetros, em conjunto, são responsáveis
além da penetração, pelo diâmetro do ponto ou da
solda.
Um aumento do tempo ou da corrente de
soldagem produzirá um maior diâmetro do ponto,
mas vale salientar que, em função da espessura da
chapa inferior, este diâmetro não será proporcional.
Outro fator importante para o sucesso da
soldagem, é o comprimento de arco que influencia no
tamanho e perfil da solda e relaciona-se diretamente
com a resistência da junta. Um arco elétrico longo,
em conjunto com um eletrodo bem afiado, produzem
uma poça de fusão larga e de boa penetração.
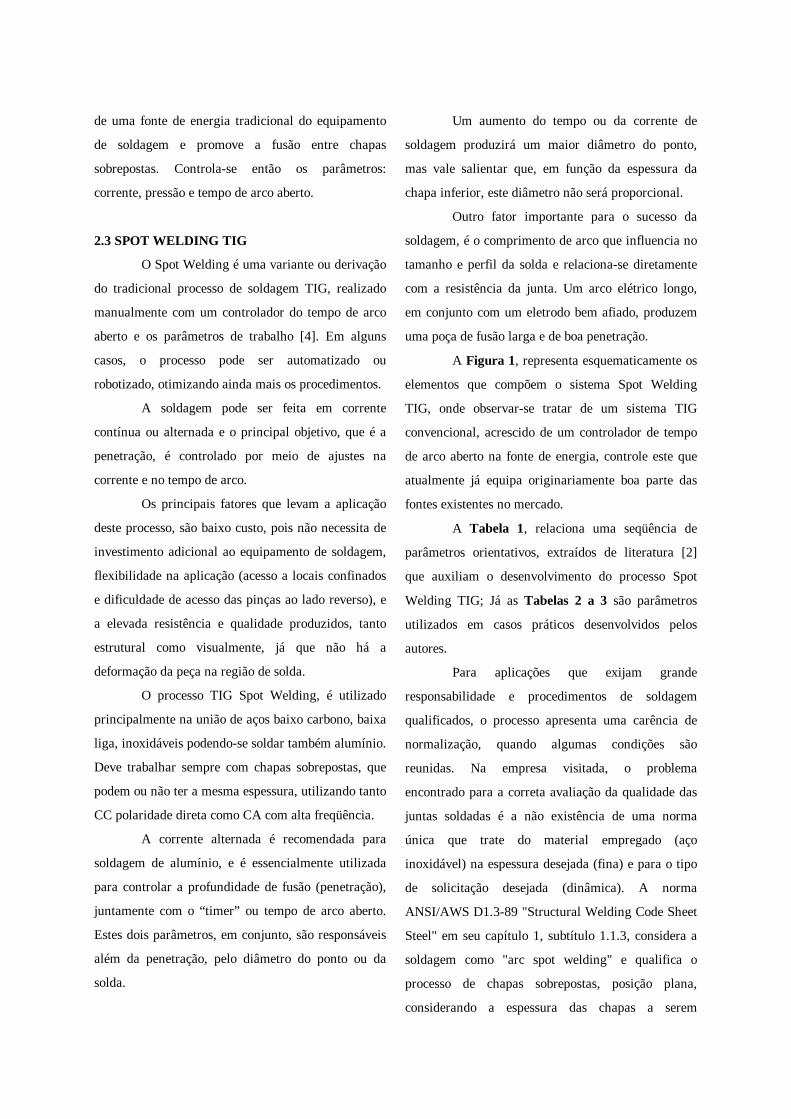
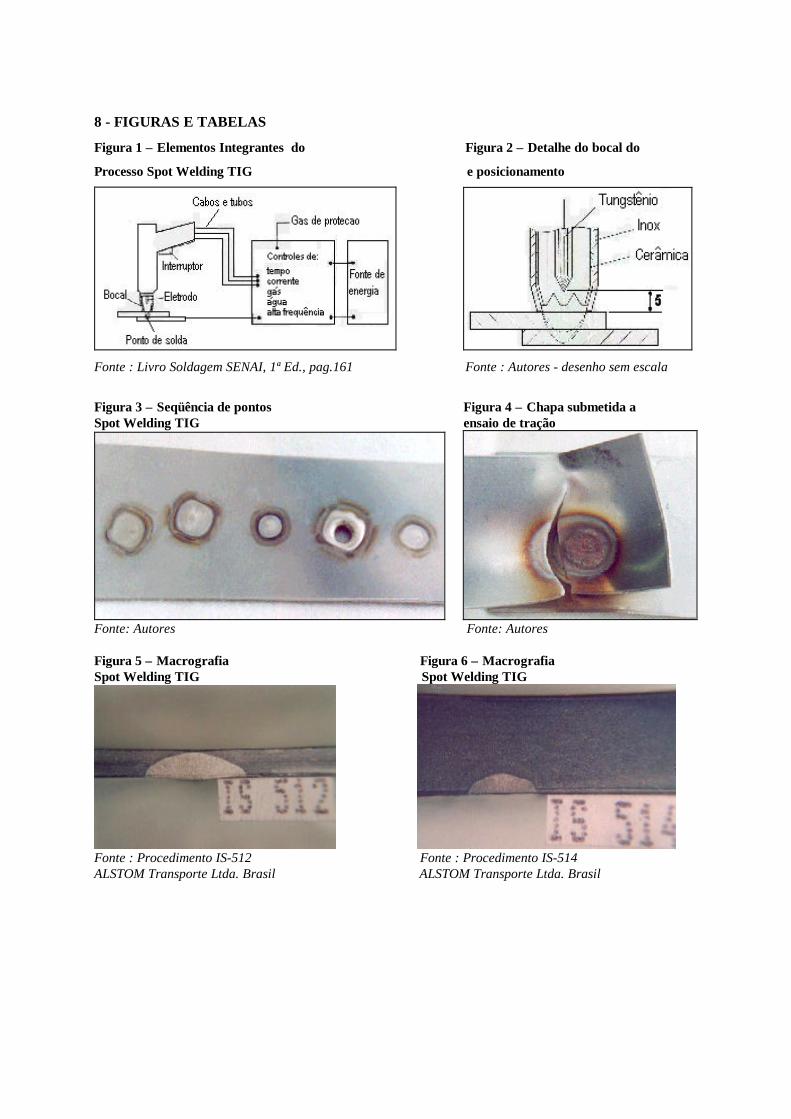
A Figura 1, representa esquematicamente os
elementos que compõem o sistema Spot Welding
TIG, onde observar-se tratar de um sistema TIG
convencional, acrescido de um controlador de tempo
de arco aberto na fonte de energia, controle este que
atualmente já equipa originariamente boa parte das
fontes existentes no mercado.
A Tabela 1, relaciona uma seqüência de
parâmetros orientativos, extraídos de literatura [2]
que auxiliam o desenvolvimento do processo Spot
Welding TIG; Já as Tabelas 2 a 3 são parâmetros
utilizados em casos práticos desenvolvidos pelos
autores.
Para aplicações que exijam grande
responsabilidade e procedimentos de soldagem
qualificados, o processo apresenta uma carência de
normalização, quando algumas condições são
reunidas. Na empresa visitada, o problema
encontrado para a correta avaliação da qualidade das
juntas soldadas é a não existência de uma norma
única que trate do material empregado (aço
inoxidável) na espessura desejada (fina) e para o tipo
de solicitação desejada (dinâmica). A norma
ANSI/AWS D1.3-89 "Structural Welding Code Sheet
Steel" em seu capítulo 1, subtítulo 1.1.3, considera a
soldagem como "arc spot welding" e qualifica o
processo de chapas sobrepostas, posição plana,
considerando a espessura das chapas a serem
soldadas. Esta norma apresenta o inconveniente de
não referenciar o material aço inoxidável, não citar
resistência mecânica e não ser aplicável a solicitação
dinâmica. A norma ANSI/AWS D1.1 trata de
espessuras maiores que 1/8" (3,25 mm). Já a norma
ANSI/AWS C1.1cita a resistência mecânica, mas não
a solicitação dinâmica. O ASME IX na edição 95 no
QW 263 cita também a resistência mecânica e por fim
a norma MIL 6858-W apresenta algumas informações
sobre a qualificação de procedimentos de soldagem
com esta aplicação do processo TIG. Assim, com base
nas normas acima citadas, a empresa desenvolveu
normalização própria sobre o assunto, e qualificou
seus procedimentos em conformidade com esta.
Saindo desta combinação tão complexa, os
casos mais comuns, como material aço carbono,
chapa menor que 3,25 mm e solicitação estática,
podem ser qualificados com as diretrizes da norma
ANSI/AWS D1.3.
Um fator importante a ser considerado na
aplicação da norma ANSI/AWS DI.3, trata das
variáveis essenciais em seu capítulo 6 – Qualificação
do processo – sobretudo quando trata da mudança da
espessura de uma ou das duas chapas, do tipo de
metal base e ainda do fluxo de gás de proteção entre
outras recomendações. Basicamente esta norma exige
o ensaio de torção do corpo de prova. Pode-se porém
utilizar como base as exigências do ensaio de
resistência a tração citado nas normas específicas
para a soldagem a ponto por resistência elétrica, e
aplicá-los nos corpos de prova soldados por spot TIG.
Todas estas citações quanto a normalização
dos ensaios mecânicos, reforçam o conceito da
utilização do processo em soldagens de
responsabilidade, pois apesar da carência de
normalização específica, o processo tem condições de
enquadrar-se nos mais rigorosos padrões de exigência
quanto qualidade e segurança.
Existem hoje no Brasil aplicações na
soldagem de partes estruturais de trens de passageiros
em aço inoxidável, móveis metálicos, estruturas
metálicas, trocadores de calor, dutos de refrigeração e
montagem de manômetros.
3 – MATERIAIS, MÉTODOS E
EQUIPAMENTOS
Os equipamentos utilizados para esta
aplicação, são os mesmos do processo TIG, mas
devemos citar algumas adaptações e cuidados
necessários para um melhor desempenho.
3.1- EQUIPAMENTOS
O equipamento utilizado foi uma fonte de
soldagem com temporizador do arco, e recursos de
pré e pós vazão de gás.
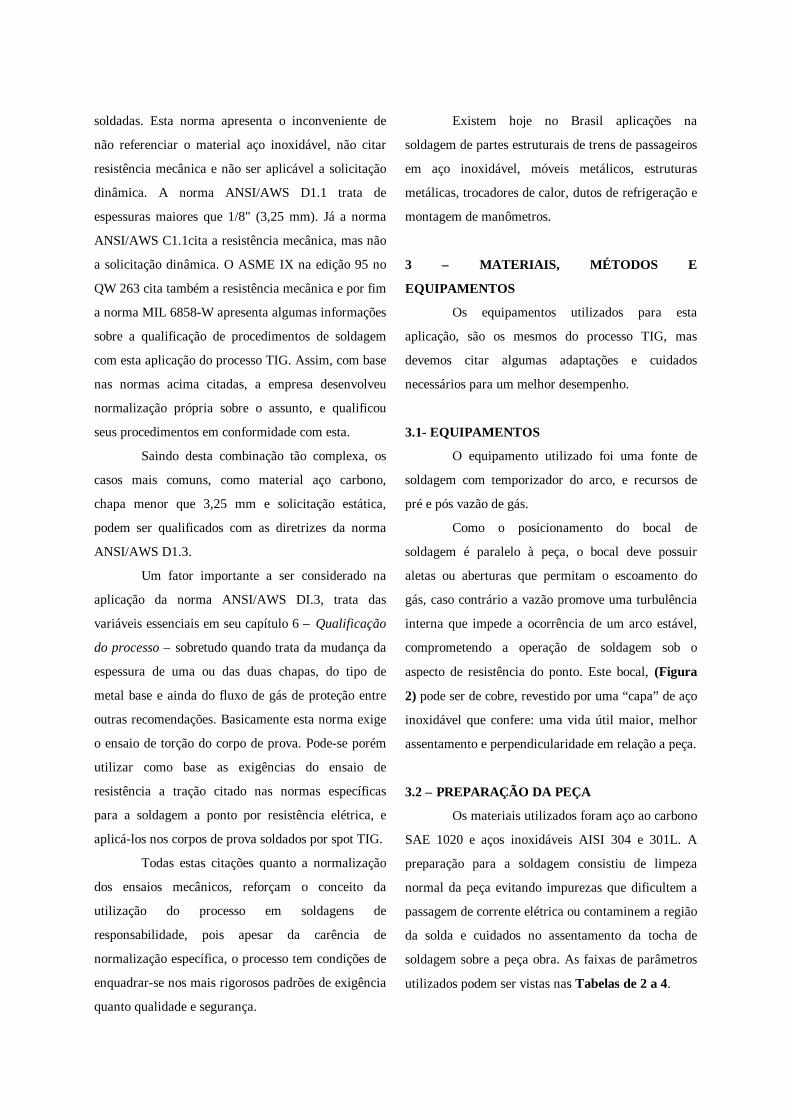
Como o posicionamento do bocal de
soldagem é paralelo à peça, o bocal deve possuir
aletas ou aberturas que permitam o escoamento do
gás, caso contrário a vazão promove uma turbulência
interna que impede a ocorrência de um arco estável,
comprometendo a operação de soldagem sob o
aspecto de resistência do ponto. Este bocal, (Figura
2) pode ser de cobre, revestido por uma “capa” de aço
inoxidável que confere: uma vida útil maior, melhor
assentamento e perpendicularidade em relação a peça.
3.2 – PREPARAÇÃO DA PEÇA
Os materiais utilizados foram aço ao carbono
SAE 1020 e aços inoxidáveis AISI 304 e 301L. A
preparação para a soldagem consistiu de limpeza
normal da peça evitando impurezas que dificultem a
passagem de corrente elétrica ou contaminem a região
da solda e cuidados no assentamento da tocha de
soldagem sobre a peça obra. As faixas de parâmetros
utilizados podem ser vistas nas Tabelas de 2 a 4.
4- DISCUSSÃO
Como a soldagem é realizada entre chapas
sobrepostas, a ocorrência de folga ou fresta entre elas
no local do ponto, pode comprometer a soldagem.
Como não existe pressão adicional sobre elas exceto,
o peso da tocha e uma pequena pressão manual do
operador, nem sempre pode-se conseguir eliminar a
folga existente, salvo nos casos onde as chapas de
espessura muito fina.
Em chapas com tratamento superficial como
galvanização por exemplo, os resultados não são
satisfatórios mesmo com controle apurado dos
parâmetros. Para se romper a camada de zinco da
chapa inferior e ao mesmo tempo promover uma
fusão adequada, é necessário partir para valores de
corrente e tempo de arco maiores, o que acaba
perfurando a chapa superior. Em contrapartida,
valores menores promovem um aspecto visual
excelente na chapa superior, mas a energia é
insuficiente para obter a fusão entre as duas chapas.
A fonte de soldagem deve possuir o recurso
do controle de arco, um temporizador (em segundos)
para estabelecer o tempo de arco aberto. Atualmente
várias fontes de solda possuem como recurso
adicional, “rampa” de subida e descida para ajustes
da corrente de soldagem em função do tempo, que
também é uma forma de controle do ponto de solda.
Os parâmetros devem ser adequados às
necessidades de cada aplicação e as exigências de
qualidade impostas. Se a solda for vista como uma
questão apenas estética ou visual, a preocupação com
limites de resistência podem vir a ser desprezados.
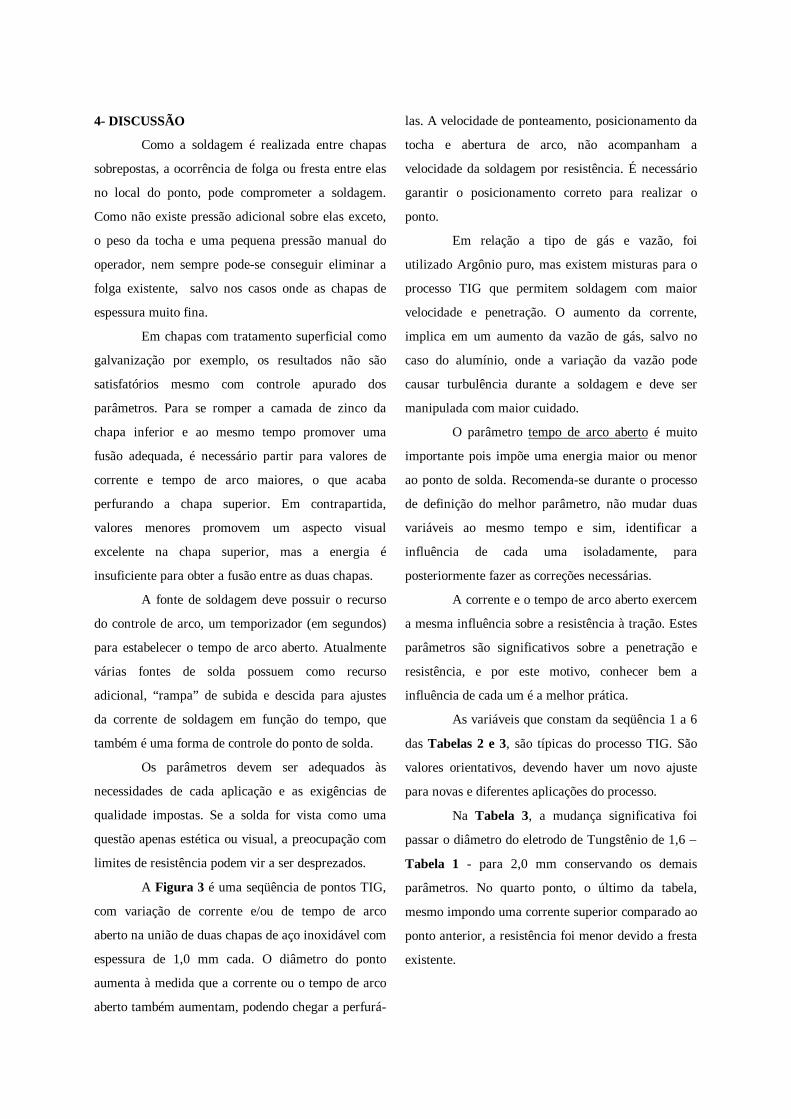
A Figura 3 é uma seqüência de pontos TIG,
com variação de corrente e/ou de tempo de arco
aberto na união de duas chapas de aço inoxidável com
espessura de 1,0 mm cada. O diâmetro do ponto
aumenta à medida que a corrente ou o tempo de arco
aberto também aumentam, podendo chegar a perfurá-
las. A velocidade de ponteamento, posicionamento da
tocha e abertura de arco, não acompanham a
velocidade da soldagem por resistência. É necessário
garantir o posicionamento correto para realizar o
ponto.
Em relação a tipo de gás e vazão, foi
utilizado Argônio puro, mas existem misturas para o
processo TIG que permitem soldagem com maior
velocidade e penetração. O aumento da corrente,
implica em um aumento da vazão de gás, salvo no
caso do alumínio, onde a variação da vazão pode
causar turbulência durante a soldagem e deve ser
manipulada com maior cuidado.
O parâmetro tempo de arco aberto é muito
importante pois impõe uma energia maior ou menor
ao ponto de solda. Recomenda-se durante o processo
de definição do melhor parâmetro, não mudar duas
variáveis ao mesmo tempo e sim, identificar a
influência de cada uma isoladamente, para
posteriormente fazer as correções necessárias.
A corrente e o tempo de arco aberto exercem
a mesma influência sobre a resistência à tração. Estes
parâmetros são significativos sobre a penetração e
resistência, e por este motivo, conhecer bem a
influência de cada um é a melhor prática.
As variáveis que constam da seqüência 1 a 6
das Tabelas 2 e 3, são típicas do processo TIG. São
valores orientativos, devendo haver um novo ajuste
para novas e diferentes aplicações do processo.
Na Tabela 3, a mudança significativa foi
passar o diâmetro do eletrodo de Tungstênio de 1,6 –
Tabela 1 - para 2,0 mm conservando os demais
parâmetros. No quarto ponto, o último da tabela,
mesmo impondo uma corrente superior comparado ao
ponto anterior, a resistência foi menor devido a fresta
existente.
Na Tabela 4, são apresentadas algumas
faixas de corrente e tempo de arco, para diferentes
espessuras para chapas de aço carbono.
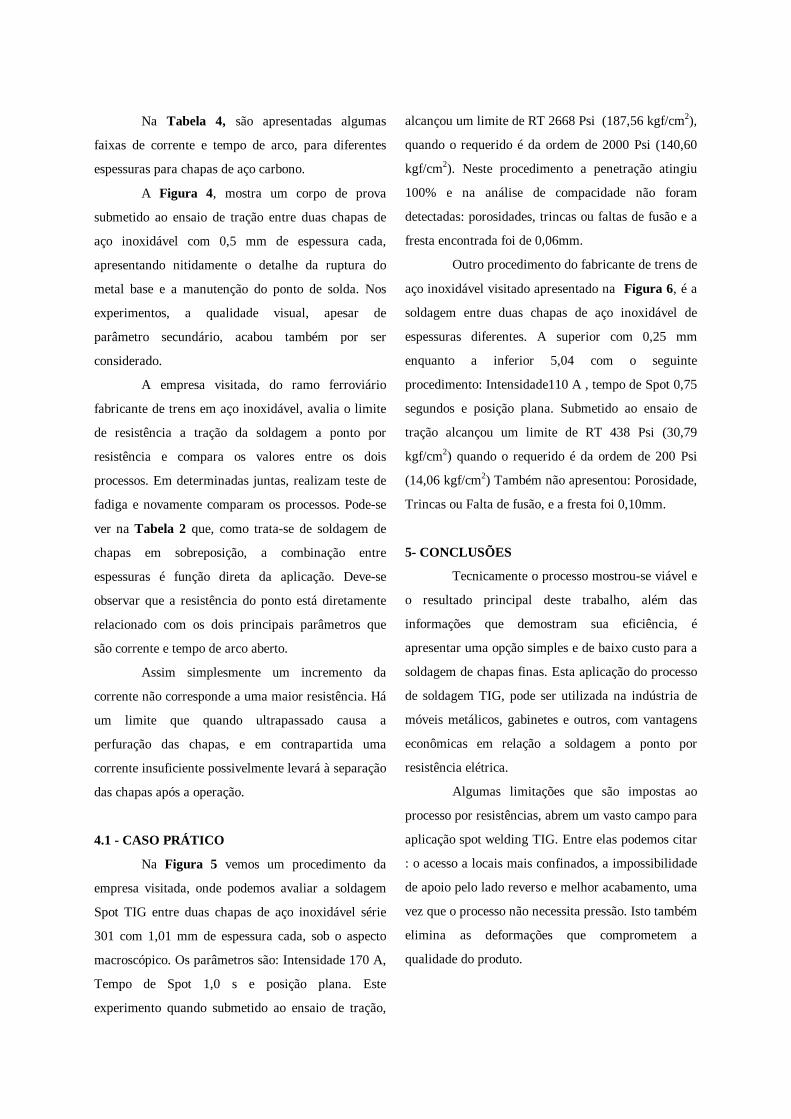
A Figura 4, mostra um corpo de prova
submetido ao ensaio de tração entre duas chapas de
aço inoxidável com 0,5 mm de espessura cada,
apresentando nitidamente o detalhe da ruptura do
metal base e a manutenção do ponto de solda. Nos
experimentos, a qualidade visual, apesar de
parâmetro secundário, acabou também por ser
considerado.
A empresa visitada, do ramo ferroviário
fabricante de trens em aço inoxidável, avalia o limite
de resistência a tração da soldagem a ponto por
resistência e compara os valores entre os dois
processos. Em determinadas juntas, realizam teste de
fadiga e novamente comparam os processos. Pode-se
ver na Tabela 2 que, como trata-se de soldagem de
chapas em sobreposição, a combinação entre
espessuras é função direta da aplicação. Deve-se
observar que a resistência do ponto está diretamente
relacionado com os dois principais parâmetros que
são corrente e tempo de arco aberto.
Assim simplesmente um incremento da
corrente não corresponde a uma maior resistência. Há
um limite que quando ultrapassado causa a
perfuração das chapas, e em contrapartida uma
corrente insuficiente possivelmente levará à separação
das chapas após a operação.
4.1 - CASO PRÁTICO
Na Figura 5 vemos um procedimento da
empresa visitada, onde podemos avaliar a soldagem
Spot TIG entre duas chapas de aço inoxidável série
301 com 1,01 mm de espessura cada, sob o aspecto
macroscópico. Os parâmetros são: Intensidade 170 A,
Tempo de Spot 1,0 s e posição plana. Este
experimento quando submetido ao ensaio de tração,
alcançou um limite de RT 2668 Psi (187,56 kgf/cm2),
quando o requerido é da ordem de 2000 Psi (140,60
kgf/cm2). Neste procedimento a penetração atingiu
100% e na análise de compacidade não foram
detectadas: porosidades, trincas ou faltas de fusão e a
fresta encontrada foi de 0,06mm.
Outro procedimento do fabricante de trens de
aço inoxidável visitado apresentado na Figura 6, é a
soldagem entre duas chapas de aço inoxidável de
espessuras diferentes. A superior com 0,25 mm
enquanto a inferior 5,04 com o seguinte
procedimento: Intensidade110 A , tempo de Spot 0,75
segundos e posição plana. Submetido ao ensaio de
tração alcançou um limite de RT 438 Psi (30,79
kgf/cm2) quando o requerido é da ordem de 200 Psi
(14,06 kgf/cm2) Também não apresentou: Porosidade,
Trincas ou Falta de fusão, e a fresta foi 0,10mm.
5- CONCLUSÕES
Tecnicamente o processo mostrou-se viável e
o resultado principal deste trabalho, além das
informações que demostram sua eficiência, é
apresentar uma opção simples e de baixo custo para a
soldagem de chapas finas. Esta aplicação do processo
de soldagem TIG, pode ser utilizada na indústria de
móveis metálicos, gabinetes e outros, com vantagens
econômicas em relação a soldagem a ponto por
resistência elétrica.
Algumas limitações que são impostas ao
processo por resistências, abrem um vasto campo para
aplicação spot welding TIG. Entre elas podemos citar
: o acesso a locais mais confinados, a impossibilidade
de apoio pelo lado reverso e melhor acabamento, uma
vez que o processo não necessita pressão. Isto também
elimina as deformações que comprometem a
qualidade do produto.

Vale ressaltar que as aplicações do processo
spot TIG não visam substituir na totalidade a
tradicional soldagem a ponto, e sim criar uma
alternativa a mais em termos de aplicação. Uma
empresa que já possua uma fonte de soldagem TIG,
poderá explorar o processo com maior propriedade,
pois estará utilizando uma técnica mais apurada com
pouco investimento, uma vez que precisará apenas de
uma nova tocha.
Um aspecto importante a ser destacado é a
soldagem ser feita com total ausência de contatos
mecânicos nas partes com contato elétrico. Isto
propicia considerável redução de custo na substituição
das ponteiras, comum na soldagem por resistência.
6- AGRADECIMENTOS
Os autores querem deixar expresso seu
agradecimento aos profissionais e instituições que
colaboraram para a execução deste trabalho:
• Faculdade de Tecnologia de São Paulo - FATEC
- Departamento de Soldagem
• ALSTOM Transporte Ltda. nas pessoas dos
Engenheiros Luís Roberto Soboslay e Avelino
Figueiredo Jr.
• Lincoln Elétric na pessoa do Tecnólogo Erasmo
Lima
7 - BIBLIOGRAFIA
[1] MACHADO, I. G. Soldagem & Técnicas Conexas: Processos. Porto Alegre - RS, 1996, Cap. 07
[2] JEFFERSON, T. B. Welding Engineer Data Sheets. 6th Ed, USA - Monticello Books Inc 1969, p.28.
[3] AWS Welding Procedure Handbook, volume VIII, EUA, Edição - 1996
[4] SOLDAGEM. Coleção Tecnologia SENAI, Brasil, São Paulo - SP, 1ª Edição, 1997, parte 3, processos.
[5] LINCOLN ELECTRIC. The Procedure HandBook of Arc Welding, 12ª Ed, USA, Cleveland, Ohio
8 - FIGURAS E TABELAS
Figura 1 – Elementos Integrantes do Figura 2 – Detalhe do bocal do
Processo Spot Welding TIG e posicionamento
Fonte : Livro Soldagem SENAI, 1ª Ed., pag.161 Fonte : Autores - desenho sem escala
Figura 3 – Seqüência de pontos Figura 4 – Chapa submetida aSpot Welding TIG ensaio de tração
Fonte: Autores Fonte: Autores
Figura 5 – Macrografia Figura 6 – MacrografiaSpot Welding TIG Spot Welding TIG
Fonte : Procedimento IS-512 Fonte : Procedimento IS-514ALSTOM Transporte Ltda. Brasil ALSTOM Transporte Ltda. Brasil
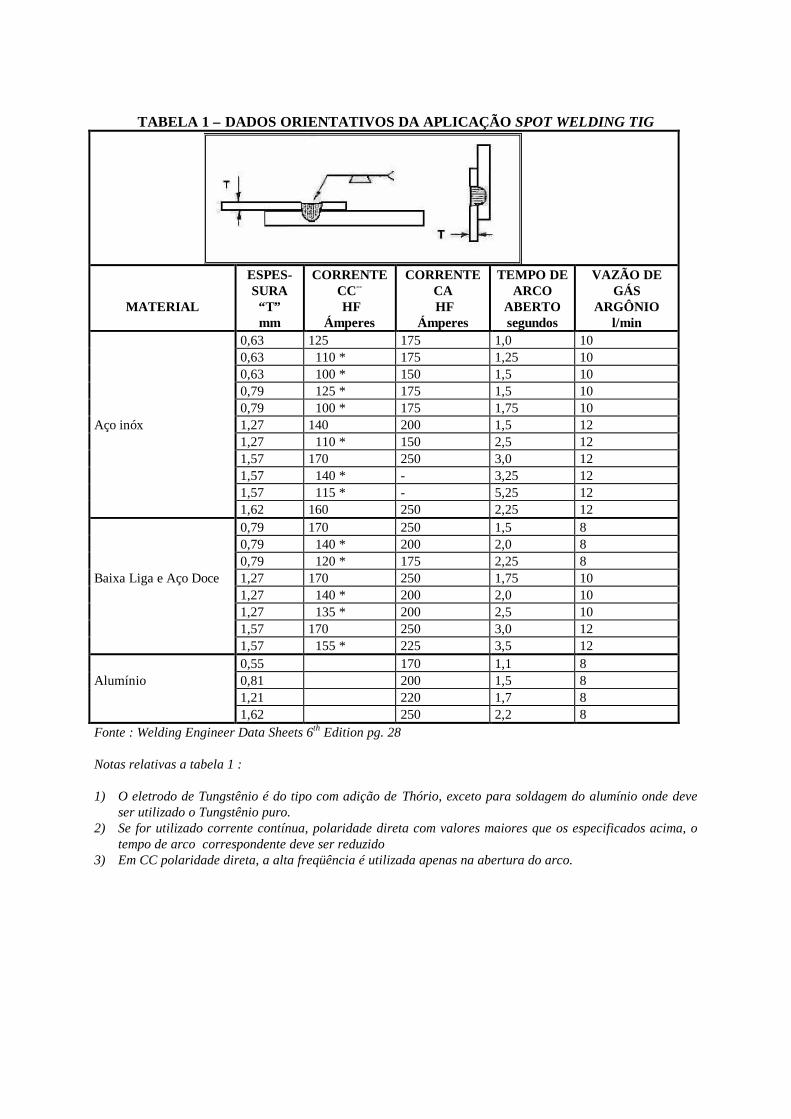
TABELA 1 – DADOS ORIENTATIVOS DA APLICAÇÃO SPOT WELDING TIG
MATERIAL
ESPES-SURA
“T”mm
CORRENTECC--
HFÁmperes
CORRENTECA HF
Ámperes
TEMPO DEARCO
ABERTOsegundos
VAZÃO DEGÁS
ARGÔNIOl/min
0,63 125 175 1,0 100,63 110 * 175 1,25 100,63 100 * 150 1,5 100,79 125 * 175 1,5 100,79 100 * 175 1,75 10
Aço inóx 1,27 140 200 1,5 121,27 110 * 150 2,5 121,57 170 250 3,0 121,57 140 * - 3,25 121,57 115 * - 5,25 121,62 160 250 2,25 120,79 170 250 1,5 80,79 140 * 200 2,0 80,79 120 * 175 2,25 8
Baixa Liga e Aço Doce 1,27 170 250 1,75 101,27 140 * 200 2,0 101,27 135 * 200 2,5 101,57 170 250 3,0 121,57 155 * 225 3,5 120,55 170 1,1 8
Alumínio 0,81 200 1,5 81,21 220 1,7 81,62 250 2,2 8
Fonte : Welding Engineer Data Sheets 6th Edition pg. 28
Notas relativas a tabela 1 :
1) O eletrodo de Tungstênio é do tipo com adição de Thório, exceto para soldagem do alumínio onde deveser utilizado o Tungstênio puro.
2) Se for utilizado corrente contínua, polaridade direta com valores maiores que os especificados acima, otempo de arco correspondente deve ser reduzido
3) Em CC polaridade direta, a alta freqüência é utilizada apenas na abertura do arco.
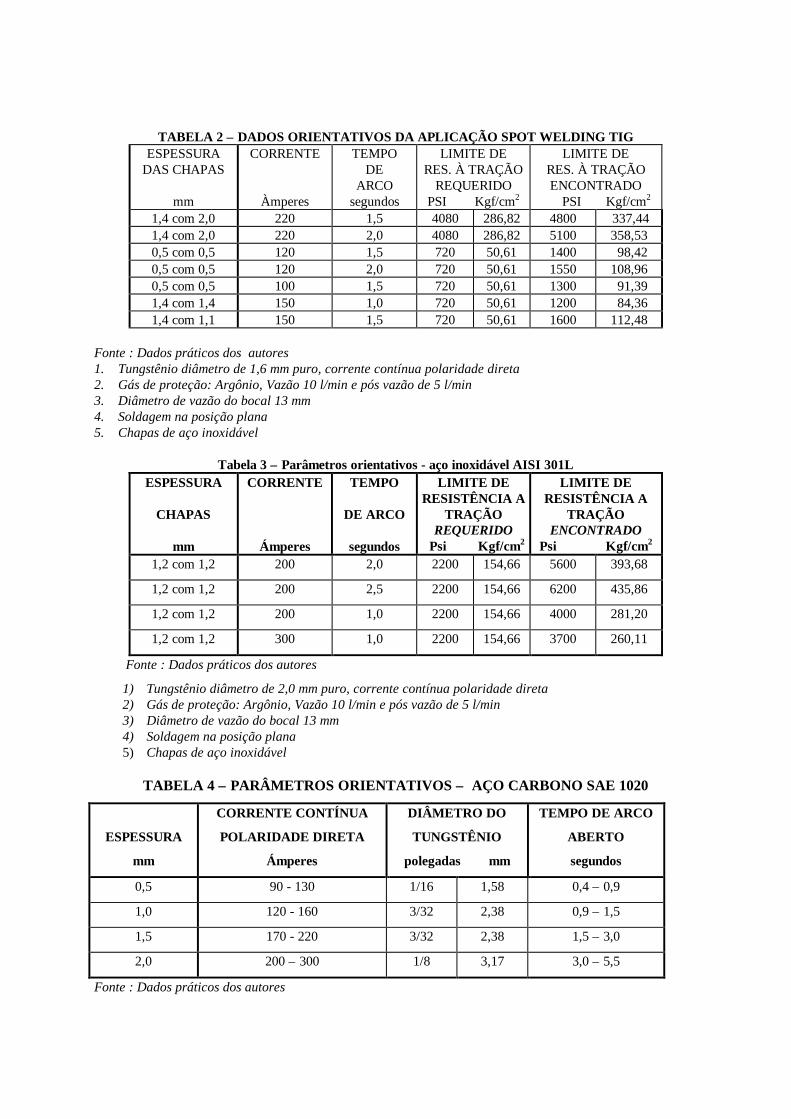
TABELA 2 – DADOS ORIENTATIVOS DA APLICAÇÃO SPOT WELDING TIGESPESSURA
DAS CHAPAS
mm
CORRENTE
Àmperes
TEMPODE
ARCOsegundos
LIMITE DERES. À TRAÇÃO
REQUERIDOPSI Kgf/cm2
LIMITE DERES. À TRAÇÃOENCONTRADO
PSI Kgf/cm2
1,4 com 2,0 220 1,5 4080 286,82 4800 337,441,4 com 2,0 220 2,0 4080 286,82 5100 358,530,5 com 0,5 120 1,5 720 50,61 1400 98,420,5 com 0,5 120 2,0 720 50,61 1550 108,960,5 com 0,5 100 1,5 720 50,61 1300 91,391,4 com 1,4 150 1,0 720 50,61 1200 84,361,4 com 1,1 150 1,5 720 50,61 1600 112,48
Fonte : Dados práticos dos autores1. Tungstênio diâmetro de 1,6 mm puro, corrente contínua polaridade direta2. Gás de proteção: Argônio, Vazão 10 l/min e pós vazão de 5 l/min3. Diâmetro de vazão do bocal 13 mm4. Soldagem na posição plana5. Chapas de aço inoxidável
Tabela 3 – Parâmetros orientativos - aço inoxidável AISI 301LESPESSURA
CHAPAS
mm
CORRENTE
Ámperes
TEMPO
DE ARCO
segundos
LIMITE DERESISTÊNCIA A
TRAÇÃOREQUERIDO
Psi Kgf/cm2
LIMITE DERESISTÊNCIA A
TRAÇÃOENCONTRADO
Psi Kgf/cm2
1,2 com 1,2 200 2,0 2200 154,66 5600 393,68
1,2 com 1,2 200 2,5 2200 154,66 6200 435,86
1,2 com 1,2 200 1,0 2200 154,66 4000 281,20
1,2 com 1,2 300 1,0 2200 154,66 3700 260,11
Fonte : Dados práticos dos autores
1) Tungstênio diâmetro de 2,0 mm puro, corrente contínua polaridade direta2) Gás de proteção: Argônio, Vazão 10 l/min e pós vazão de 5 l/min3) Diâmetro de vazão do bocal 13 mm4) Soldagem na posição plana5) Chapas de aço inoxidável
TABELA 4 – PARÂMETROS ORIENTATIVOS – AÇO CARBONO SAE 1020
ESPESSURA
mm
CORRENTE CONTÍNUA
POLARIDADE DIRETA
Ámperes
DIÂMETRO DO
TUNGSTÊNIO
polegadas mm
TEMPO DE ARCO
ABERTO
segundos
0,5 90 - 130 1/16 1,58 0,4 – 0,9
1,0 120 - 160 3/32 2,38 0,9 – 1,5
1,5 170 - 220 3/32 2,38 1,5 – 3,0
2,0 200 – 300 1/8 3,17 3,0 – 5,5
Fonte : Dados práticos dos autores