logistica e rede de distribuicao - parte 2
TRANSCRIPT
O
q
u
e
é
a
D
e
s
i
n
t
e
r
m
e
d
i
a
ç
ã
o
?
Desintermediação é o processo pelo qual a sua empresa se aproxima do cliente final
através da eliminação de intermediários.
Tempo - Quando a sua empresa automatiza procedimentos pode ser o tempo
o intermediário que está a ser desintermediado.
Pessoas - A automatização de alguns procedimentos pode desintermediar
pessoas neles envolvidas directamente
Tempo e pessoas podem ser desintermediadas. Por disponibilizar aos clientes, parceiros e
colaboradores acesso directo a informação, poderá a disponibilizar controlo total aos processo de
solicitação e recepção desta informação.
Tempo pode ser desintermediado através da automatização de um procedimento. Esta
automatização, e a disponibilização aos interessados de ferramentas de Internet para aceder a
estes processos, permite poupar tempo.
Se a sua empresa, no processo de encomenda, inclui a introdução manual dos pedidos por um
colaborador, a automatização deste processo pode desintermediar uma pessoa.
Ao fornecer a clientes, parceiros ou colaboradores acesso directo a informação, o papel do
fornecedor de informação é eliminado. Antes um cliente necessitava de enviar um fax com o seu
pedido, depois esperar que um vendedor entrasse em contacto, com possíveis datas de entrega
dos produtos a encomendar. Agora o cliente pode colocar uma encomenda directamente através
do uso de um site de Extranet. Assim que esta encomeda é colocada, o site pode apresentar
datas possíveis para entrega para os diversos componentes. Se o cliente verificar que um dos
componentes apresenta um prazo de entrega muito elevado, pode no mesmo momento efectuar
a sua substituição por outra que esteja menos demorada.
Com acesso directo à informação um cliente não precisa esperar pela disponibilidade pessoal do
vendedor.
Gestão de distribuidores e desintermediação
Todos os benefícios trazidos pela Internet na gestão de fornecedores, abordados em nosso
artigo anterior, também se aplicam aos distribuidores. Uma comunicação mais ágil com o
distribuidores, a diminuição do custo administrativo, principalmente de mão de obra, a diminuição
na margem de erro devido ao processamento eletrônico das informações e também uma melhor
sintonia entre a produção e a demanda do mercado de forma a gerar maiores níveis de
eficiência.
Um cenário perfeito seria imaginar uma empresa ligada on-line com todos os seus fornecedores
numa ponta e com todos os seus distribuidores em outra. De tal forma que qualquer oscilação na
demanda seria captada na ponta da distribuição e imediatamente percorreria toda a cadeia
distributiva chegando até os fornecedores. Se me permitem sonhar um pouco, imagine a
informação fluindo eletronicamente com tal agilidade por todas as empresas, em todos os setores
da economia. Teríamos uma sociedade extremamente eficiente com níveis baixíssimos de
desperdício e estoques desnecessários. De certa forma, foi isso que fez o Japão com sua
indústria automobilística na década de 80. Embora na ocasião, a Internet não existisse no moldes
atuais, a informatização das montadoras e seus fornecedores e distribuidores, calcados em um
forte filosofia de aproximação e parceria foi um dos fatores do extraordinário avanço da indústria
japonesa no setor, a ponto de competir com sucesso com as próprias montadoras americanas
dentro dos Estados Unidos.
Mas nem tudo são flores nessa relação com os distribuidores. Uma palavra que faz qualquer
empresa que está posicionada entre o fabricante e consumidor final, perder o sono, é a tal de
desintermediação. Basicamente, significa eliminar um ou mais elos da cadeia de distributiva e
vender diretamente ao cliente. Com a Internet isso não só é possível, como está sendo feito de
forma intensa por muitas empresas em diversos setores. Cias Aéreas vendem passagens
diretamente ao consumidor pela Internet, a Dell Computer vende quase toda a sua produção de
computadores pela Internet, a Caloi vende bicicletas pela Internet, a GM do Brasil vendeu mais
de 70% de seus automóveis Celta pela rede no ano passado.. só para citar alguns exemplos.
Embora em boa parte dos casos não tenha havido uma eliminação total dos revendedores,
houve com certeza uma diminuição em seu poder de negociação e também em sua margem de
lucro na revenda. O que não deve ser nada animador, tendo em vista que a maioria dessas
empresas já sofre também a concorrência das ponto-com que estão se posicionando fortemente
em praticamente todos os mercados.
Apesar da grita compreensível, por parte das revenda, a desintermediação é positiva do ponto de
vista econômico, na medida em que possibilita a diminuição do preço para o consumidor final.
Embora, não exista a garantia de que isso vá ocorrer para todos os produtos. Outro aspecto, é
que essa possibilidade de acesso direto aos clientes força todos os elos da cadeia distributiva a
buscar a geração de valor para seus clientes, através de apoio logístico, suporte pós-venda,
assessoria na escolha do produto, entre outros, que justifiquem a sua presença no mercado. A
moral dessa história toda é que as margens de lucro agregadas ao longo da cadeia distributiva
tendem a ser cada vez menores, existindo cada vez menos espaço para empresas que
adicionam muito custo e pouco valor ao produto.
ARMAZENAGEM E DISTRIBUIÇÃO FISICA
INTRODUÇÃO
O desenvolvimento da armazenagem na empresa compreende um conjunto de atividades com
função logística de ABASTECIMENTO que requer meios, métodos e técnicas adequadas,
bem como instalações aprorpriadas e que tem como propósito o recebimento, a guarda e a
distribuição do material.
Armazenar
É o ato técnico de guardar o recurso (material ou patrimonial) em condições especificas para o
consumo, respeitando normas vigentes. Armazenagem é ainda, destinada para guarda de
recursos em longos prazos de tempo, ou seja, onde o recursos deverá ser guardado por longos
períodos.
Estocar
É o simples ato de guardar o recurso (material ou patrimonial) em determinados locais. A
estocagem é ainda, uma guarda de curto prazo de tempo, ou seja, onde o recurso será alojado
provisoriamente, para posteriormente ter uma saída rápida.
ARMAZENAGEM:
É a denominação genérica e ampla que inclui todas as atividades de um ponto destinado a
guarda temporária e a distribuição de materiais (depósitos, almoxarifados e centros de
distribuição, etc). É a atividade que diz respeito a estocagem ordenada e a distribuição de
produtos acabados dentro da própria fábrica, ou em locais destinados a este fim, pelos
fabricantes, ou através de um processo de distribuição.
OBJETIVO BÁSICO:
É maximizar o uso efetivo dos recursos, enquanto são satisfeitas as necessidades do usuário.
Os usuários de um armazém tem duas exigências básicas:
* Que o produto certo esteja disponível no local certo e no tempo certo;
*Que o produto seja recebido em condições;
OBJETIVOS DA ARMAZENAGEM:Máximo Aproveitamento do Espaço
Utilização efetiva da MO e Equipamento
Acesso fácil a todos os itens
Movimentação eficiente dos itens
Máxima proteção dos itens
Boa qualidade de armazenagem
1
2
3
4
5
6
FUNÇÕES BÁSICAS DA ARMAZENAGEM:
1 Recebimento (descarga)
2 Identificação e Classificação
4 Endereçamento para o Estoque
5 Estocagem
Conferência (qualitativa e quantitativa)3
CARACTERÍSTICAS DE UM ARMAZÉM EFICIENTE:
1- Possibilidade de recepção e expedição rápida dos materiais;
2 - Instalações adaptadas ao tipo de materiais estocados suas necessidades de movimentação; -
Possibilidade de uma fácil distribuição;
3 - Redução ao mínimo possível dos registros correspondentes aos movimentos físicos;
4 - Reduz o custo do capital investido em estoques, mantendo-os em um nível econômico;
5 - Reduzir o custo unitário da estocagem dos materiais, otimizando o uso do espaço disponível;
6 - Reduz o custo de MO, fazendo uso mais eficiente da mesma;
7 - Reduz os danos, perdas, roubos e obsolescência dos materiais;
8 - Aperfeiçoa o serviço ao usuário e por conseqüência dá lucros, reduzindo o período entre
receber e despachar as encomendas.
9 - Planejado a longo prazo torna os sistemas para o controle de estoque bastante simples;
SISTEMAS DE ARMAZENAGEM:
Um sistema de armazenagem é composto de cinco elementos principais que se interrelacionam:
- Materiais;
-Edificios;
-Estruturas portantes;
-Equipamentos;
-Mão-de-obra;
6 Remoção do Estoque
7 Acumulação de Itens
8 Embalagem
9 Expedição
10 Registro das operações
-Armazéns de matérias-primas;
-Armazém de abastecimento;
-Armazém de material auxiliar;
-Armazém de produtos acabados;
-Armazém de granéis;
-Armazém de distribuição.
TIPOS DE ARMAZENAGEM
MECANIZADA
A armazenagem mecanizada vai desde a operação com uma empilhadeira até
complexos sistemas de movimentação, integrados com trans-elevadores chegando a ser difícil o
estabelecimento entre mecanização e automatização. Os fatores determinantes são:
- O uso da máxima capacidade do edifício;
- A colocação correta das mercadorias no mínimo de tempo possível.
MANUAL
Este tipo de armazenagem é mais eficaz quando:
- As operações de movimentações não são freqüentes;
- O espaço e o movimento são limitados;
- As cargas são dispostas de modo a aproveitar todo o espaço disponível;
- Há cargas heterogêneas;
- Há cargas frágeis e de difícil manuseio;
- É preciso agrupar mercadorias não normalizadas;
ARMAZENAGEM EXTERNA
Devido a sua natureza, muitos itens podem ser armazenados em áreas externas ou a céu
aberto. Isto diminui os custos e simultaneamente, aumenta o espaço interno para a
armazenagem de grandes quantidades de materiais que necessitam de proteção. A eficiência
deste modo de armazenar é determinada pela localização das mercadorias, pelas condições do
solo, pelo equipamento utilizado. Os materiais podem ser colocados nos pátios das fábricas,
além de materiais a granel, tambores, contenedores, peças fundidas, etc.
ARMAZÉNS DE POUCA SELETIVIDADE E ROTATIVIDADE LENTA
Utilizados para materiais depositados em grandes quantidades, poucos tipos, com longos
períodos de permanência no armazém.
Exemplos: armazenagem de materiais soltos ou em pilhas, empilhamento ou granel, silos e
tanques, pós e grãos em silos, líquidos em tanque, depósito para líquidos, pátios de
armazenagem.
ARMAZENAGEM CENTRALIZADA
VANTAGENS
- Melhor controle;
- Melhor supervisão com objetivo de obter um funcionamento mais eficiente;
- É necessária menos mão-de-obra no armazém;
- Todo o pessoal do armazém se familiariza com os materiais armazenados;
- Atendimento mais rápido nas entregas;
- Mantém o pessoal ocupado todo o tempo, intercalando a locação e a retirada de materiais dos
locais de estocagem, melhor disposição dos locais de armazenagem e utilização mais eficiente
dos espaços;- Menores quantidades de itens obsoletos e maior rapidez na verificação de
materiais repetidos ou que tenham seu consumo reduzido, de modo a informar a reposição do
estoque;- É mais fácil de fazer auditorias de inventários comparando o estoque físico com o
saldos dos registros;
- Redução dos custos administrativos do armazém;
DESVANTAGENS:
- O armazém pode estar distante de alguns pontos de consumo de modo que a distância exige
maior tempo para o suprimento, por isso os usuários terão que antecipar seus pedidos e sempre
solicitar uma quantia suplementar prevendo faltas.
- É necessário um maior número de equipamentos de movimentação e armazenagem de
materiais;
ARMAZENAGEM DESCENTRALIZADA
São utilizados vários almoxarifados pequenos. As condições são praticamente iguais as
do item anterior, porém as distâncias são menores
ARMAZENAGEM NO PONTO DE USO
É a estocagem no ponto de uso é denominada focalizada. A estocagem focalizada
aumenta a visibilidade e a disponibilidade do material, reduzindo a variação do processo,
aumentando a confiabilidade no sistema de fluxo de material, onde as pessoas param de montar
produtos desnecessários.
ARMAZENAGEM EM FUNÇÃO DAS CARACTERÍSTICAS DO ESPAÇO
* Tamanho do espaço
* Natureza do espaço
* Localização
* Disponibilidade
* Características de construção
* Área exigida para funções e serviços auxiliares
* Necessidade de espaços para corredores, rua, etc.
INSTALAÇÕES DE ARMAZENAGEM
Compreende basicamente nos seguintes tipos:
Armazém
Edificação dotada de piso, cobertura e paredes frontais e laterais, de isolamento "quase"
perfeito e obriga-se ao atendimento de normas técnicas, de segurança e infra-estrutura.
Galpão
Estrutura dotada de piso, cobertura a paredes frontais e laterais. Em rigor não ocorre uma
grande preocupação de infra-estrutura e ação de agentes externos noçivos aos materiais.
Pátios ou Áreas Descobertas
Área descoberta, porém cercada, calçada e dotada de infra-estrutura de escoamento pluvial e
iluminação.
Outros - Silos, tanques, etc.
3) ÁREAS
Recebimento
Consiste na execução pelo setor específico, de um conjunto de operações que
envolvem a identificação do material recebido, o confronto do documento fiscal com o
pedido, inspeção qualitativa e quantitativa e da aceitação formal do material.
Zona de Estoque
Consiste na execução pelo setor específico, de um conjunto de operações relacionadas com
a guarda do material. Constitui ponto de vital importância na formação do conjunto de
atividades da armazenagem exigindo técnicas específicas para o alcance da eficiência,
racionalização e economia desejada. Zona de Estoque é o espaço decorrente da divisão
de uma área de armazenagem, destinada a facilitar a localização do material. Cada
zona de estoque compreende vários conjuntos distintos de unidade de estocagem ou
áreas livres. As zonas de estoque podem ser abertas ou fechadas, dependendo das
necessidades de segurança ou preservação do material.
Distribuição
Consiste na execução pelo setor específico de um conjunto de operações relacionadas
com a expedição do material que compreende na parte da área de armazenagem destinada
a acumulação, embalamento e expedição do material. Sua localização fica preferencialmente,
junto à porta principal ou lateral da instalação da armazenagem, bem como afastada da área
de recebimento.
Corredores
Pricipais, secundários e de segurança.
Área Livre
Espaços de uma zona de estoque destinados a estocagem de materiais cujo peso,
dimensões, tipo de embalagem, quantidade ou outro fator impeça a utilização de estantes ou
armações. São consideradas também espaços reservados (vazios) para utilização futura ou
posterior.
Área de Serviço
Compreende parte de um armazém ou galpão, ocupada por escritório, vestiário, copa,
sanitários, etc., destinados ao apoio administrativo ou operacional da empresa.
ARMAZENAGEM
É conveniente para as organizações alocarem grandes espaços físicos para
armazenagem e estocagem? Sabemos que é muito difícil especificar a demanda com precisão,
por isso, em muitos casos são necessários à utilização de grande espaço físico. Podemos
minimizar esse espaço, fazendo com que nosso estoque seja o mínimo possível, reduzindo-se
assim os custos totais em armazenagem.
Os estoques podem servir como redutor dos custos de transportes, pois permite o uso de
quantidades econômicas de transportes, ou seja, utilizando-se o máximo que o responsável pelo
frete consegue lhe trazer você estaria economizando custos com esse serviço.
Muitas empresas, porém, nos dias atuais, estão evitando as necessidades de estoques,
aplicando a filosofia JUST-IN-TIME. Entretanto é muito importante que a demanda por produtos
acabados seja conhecida com alto grau de precisão e com fornecedores confiáveis a fim de obter
um suprimento adequado à demanda, caso contrário tal método não funciona.
Caso exista a necessidade de armazenar matérias é muito importante e até preocupante
controlar esses estoques. Os custos com armazenagem e manuseio de mercadorias podem
absorver de 10 a 40% das despesas logísticas de uma firma.
NECESSIDADES DE ESPAÇO FÍSICO
As empresas necessitam de espaço físico para estocagem? Quais os motivos que levam
as firmas a ter enormes armazéns para estocagem? Esses são pontos importantes a serem
respondidos antes de ser feito qualquer ato concreto. Se as demandas forem todas conhecidas
com exatidão, e as mercadorias puderem ser fornecidas instantaneamente, não há necessidade
para manter espaço físico para estoque. Porém isso não costuma ocorrer com freqüência por
diversos motivos: demanda variável, atraso nos fornecimentos, marketing, etc.
Podemos reduzir os custos de armazenagem utilizando como base quatro razões
básicas:
1 – REDUZIR CUSTOS DE TRANSPORTE E PRODUÇÃO – A estocagem de produtos, tende a
reduzir custos de transporte pela compensação nos custos de produção e estocagem.
2 – COORDENAÇÃO DE SUPRIMENTO E DEMANDA – Caso trabalhe-se com produto sazonal
(ou seja, que não se pode encontrar em qualquer época do ano com facilidade), deve-se estocar
esses produtos para venda fora da safra/época, com isso terá um aumento na receita
considerável.
3 – AUXILIAR PROCESSO DE PRODUÇÃO – A manufatura de certos produtos, como queijos e
bebidas alcoólicas, precisam de um período de tempo para maturação. No caso de produtos
taxados, segurar a mercadoria até a sua venda evita o pagamento de impostos antecipado.
4 – AUXILIAR MARKETING – Para a área do marketing somos importantes à disponibilidade do
produto para o mercado. Pela estocagem do produto próximo ao consumidor se tem uma entrega
mais rápida e melhoria no nível de serviço, com isso o processo de marketing será um sucesso.
LOCALIZAÇÃO DE DEPÓSITOS
Estabelecido que temos necessidade por área de armazenagem devemos definir a
localização desse espaço. Primeiro definiremos a melhor localização geográfica, levando-se em
conta se é um local de fácil acesso, tanto para o fornecedor quanto para o fornecimento, se o
local é ideal para ser um centro de distribuição, o custo para preparar o terreno, custo de
produção, se essa área possui um potencial para expansão caso seja necessárias futuras
ampliações das instalados, disponibilidade de mão-de-obra local para que não seja preciso trazer
trabalhadores de outros locais, valor do local e sistema viário, verificando as condições das
estradas, se tem muito pedágio até seu destino final.
Localizado o depósito, deve-se determinar o tamanho do edifício. Verificar se é preferível
ter custos com construção ou utilizar um local alugado. Após construção feita levar em
consideração a segurança do local e de seus estoques, verificar e avaliar qual tipo de produto
será estocado, para assim saber quais são os cuidados específicos e necessários de cada
material do local.
Uma vez montado o depósito e o mesmo funcionando, utilizar sempre que possível à
aplicação do importante princípio logístico de despachar tão longe quanto possível com o maior
volume viável, pois, a estrutura dos fretes é tal que grandes lotes de entrega têm fretes unitários
significativamente mais baixos do que entregas menos volumosa.
Introdução a Teoria das Filas
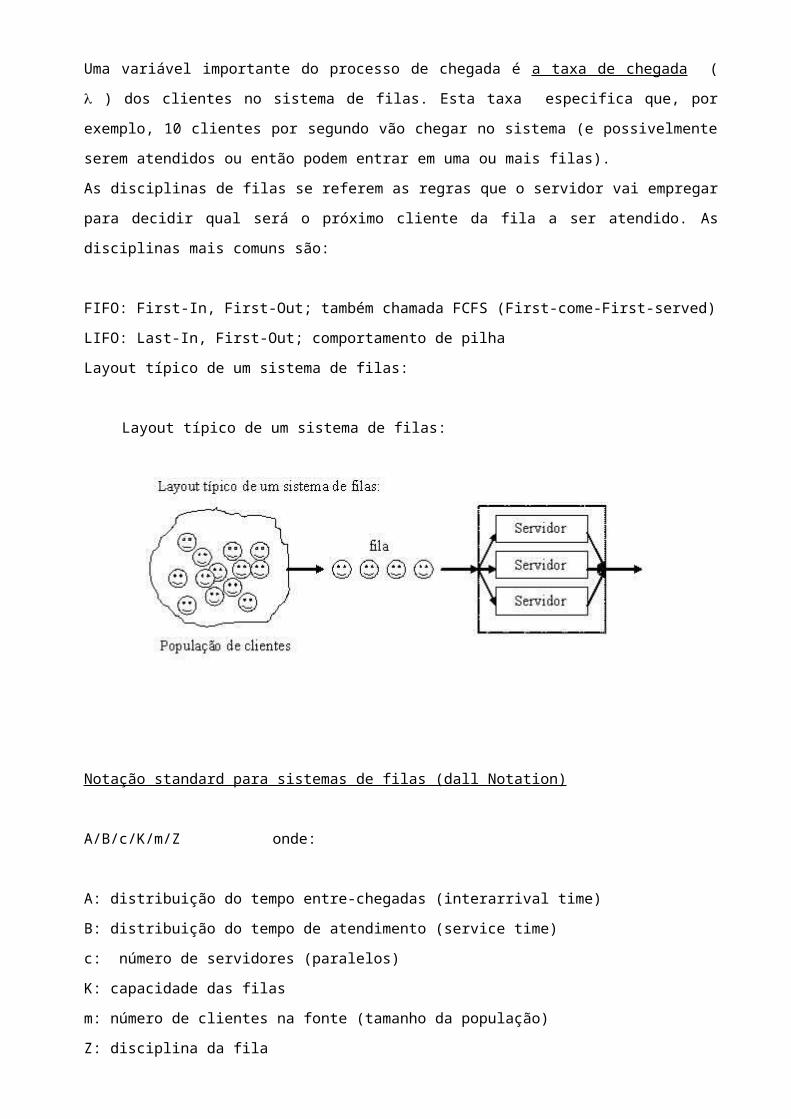
Um sistema de filas (queueing system) consiste de um ou mais servidores que fornecem um tipo
de serviço para clientes. Clientes que chegam no sistema e encontram todos servidores
ocupados podem geralmente entrar em uma ou mais filas (ou linhas) , daí o nome de sistema de
filas.
Historicamente, uma grande porção de todos estudos de simulações discretas orientadas a
eventos desenvolvidos até hoje envolveu a modelagem de sistemas de filas do mundo real, ou
então pelo menos um componente do sistema simulado era um sistema de filas.
Características dos Sistemas de Filas
Os elementos chave de um sistema de filas são os clientes e os servidores. O termo clientes
pode se referir a pessoas, partes, máquinas, aviões, processos de computador, entre outros.
Servidores são caixas de banco, operadores de máquinas, controladores de tráfego, operadores
de computador, etc. Outros termos importantes são:
População: conjunto potencial de clientes; pode ser finito ou infinito.
Capacidade do Sistema: o limite do número de clientes que o sistema pode acomodar em um
dado instante de tempo.
Processo de chegada: as chegadas podem ocorrer em tempos programados ou em tempos
aleatórios, sendo que no segundo caso normalmente assume-se alguma distribuição de
probabilidade. A distribuição Poisson é a mais comum.
Disciplina de fila: o comportamento da fila em reação ao seu estado atual ou a maneira como
a fila é organizada pelo servidor.
Mecanismo de serviço (atendimento): o tempo de atendimento (service time) pode ser
constante ou ter uma duração randômica . O atendimento pode se dar através de um só
canal ou através de múltiplos canais.
Observações importantes:
Uma variável importante do processo de chegada é a taxa de chegada ( ) dos clientes no
sistema de filas. Esta taxa especifica que, por exemplo, 10 clientes por segundo vão chegar no
sistema (e possivelmente serem atendidos ou então podem entrar em uma ou mais filas).
As disciplinas de filas se referem as regras que o servidor vai empregar para decidir qual será o
próximo cliente da fila a ser atendido. As disciplinas mais comuns são:
FIFO: First-In, First-Out; também chamada FCFS (First-come-First-served)
LIFO: Last-In, First-Out; comportamento de pilha
Layout típico de um sistema de filas:
Layout típico de um sistema de filas:
Notação standard para sistemas de filas (dall Notation)
A/B/c/K/m/Z onde:
A: distribuição do tempo entre-chegadas (interarrival time)
B: distribuição do tempo de atendimento (service time)
c: número de servidores (paralelos)
K: capacidade das filas
m: número de clientes na fonte (tamanho da população)
Z: disciplina da fila
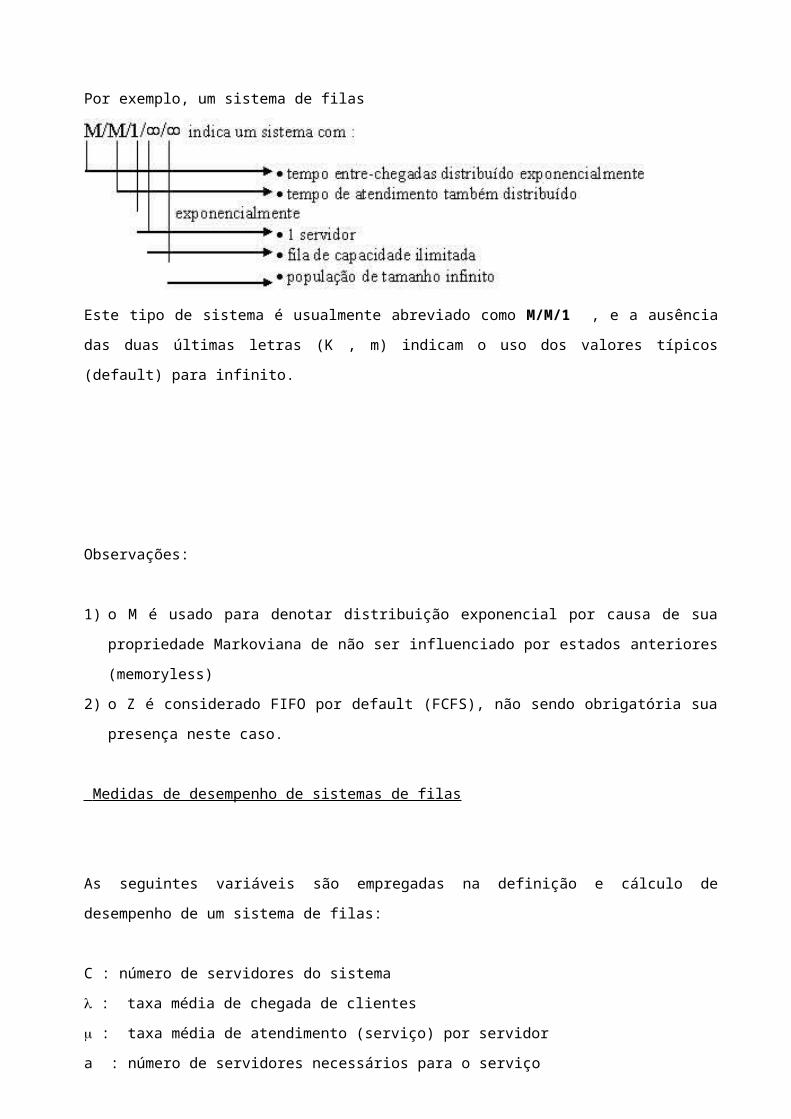
Por exemplo, um sistema de filas
Este tipo de sistema é usualmente abreviado como M/M/1 , e a ausência das duas últimas letras
(K , m) indicam o uso dos valores típicos (default) para infinito.
Observações:
1) o M é usado para denotar distribuição exponencial por causa de sua propriedade Markoviana
de não ser influenciado por estados anteriores (memoryless)
2) o Z é considerado FIFO por default (FCFS), não sendo obrigatória sua presença neste caso.
Medidas de desempenho de sistemas de filas
As seguintes variáveis são empregadas na definição e cálculo de desempenho de um sistema de
filas:
C : número de servidores do sistema
: taxa média de chegada de clientes
: taxa média de atendimento (serviço) por servidor
a : número de servidores necessários para o serviço
: taxa de utilização do servidor; é uma medida de congestionamento do servidor
se < 1 então não há congestionamento
se = 1 então sistema está em equilíbrio
se > 1 então há congestionamento
Wq : descreve o tempo gasto por um cliente na fila
Ws : descreve o tempo gasto por um cliente durante atendimento (serviço)
W : descreve o tempo total de um cliente no servidor (fila + atendimento)
Lq : descreve o número de clientes na fila
Ls : descreve o número de clientes em atendimento (serviço)
L : descreve o número total de clientes
Fórmulas genéricas:
a = .Ws
= a/c = /c.
W = Wq + Ws
L = Lq + Ls
L = .W
Lq = .Wq
Ls = .Ws
Para o caso M/M/1, as fórmulas específicas ficam:
= .Ws
W = Ws / (1-)
Wq = .W
L = .W = /(1-)
Lq = .Wq = 2 / (1-)
P[L = n] = (1-) n probabilidade do sistema ter n clientes
P[L n] = n probabilidade do sistema ter n ou + clientes
Exemplo:
Suponhamos um pedágio onde há somente uma caixa fazendo o atendimento; os carros chegam
a uma taxa de 2 carros por minuto e o tempo médio de atendimento de cada carro por parte da
caixa é de 10 segundos.
Logo temos:
c = 1 número de servidores (só há uma caixa, logo c=1)
= 2 / 60 = 0,0333 2 carros a cada 60 segundos
Ws = 10 segundos (tempo de atendimento ou serviço)
= 1/10 = 0,1 é a taxa média de serviço; a cada segundo são atendidos 0,1 carros
a = 0,0333 . 10 = 0,333 servidores são necessários para o atendimento
= 0,0333 . 10 = 0,333 taxa de utilização = 33,3 % (há sub-utilização do servidor)
Este é um caso M/M/1, portanto:
W = 10 / 1 - 0,333 = 10 / 0,66667 = 14,99 15 segundos (é o tempo de permanência de cada
cliente no sistema fila + atendimento )
Wq = 0,333 . 14,99 = 4,99 5 seg (é o tempo médio de permanência na fila)
L = 0,0333 . 14,99 = 0,499 0,5 clientes ( é o número médio de clientes no sistema)
Lq = 0,0333 . 4,99 = 0,16 clientes ( é o número médio de clientes na fila)
Ls = 0,0333 . 10 = 0,333 clientes (é o número médio de clientes sendo atendidos)
Qual a probabilidade da fila ter 0,5 clientes ?
P[L = 1,5] = (1 – 0,333) . 0,333 1,5 = 0,128
E qual a chance de ter 0,5 ou mais clientes ?
P[L 1,5] = 0,333 1,5 = 0,192
Sistema em Equilíbrio (Steady State)
Normalmente nos preocupamos com a operação de sistemas de filas cujo funcionamento está
“estabilizado” . Neste momento dizemos que o sistema atingiu o equilíbrio (steady state).
Quando um sistema de filas é inicializado, ele passa por um período inicial de operação que
geralmente não reflete seu comportamento normal (típico). Por exemplo, quando queremos dirigir
um carro por uma auto-estrada a 100 Km/h, precisamos primeiro acelerar o carro até esta
velocidade. Este período inicial de operação não é representativo de como o carro vai se
comportar quando estiver a 100 Km/h, pois neste período inicial o consumo de combustível é
mais alto, a troca de marchas é mais freqüente e uma atenção maior é exigida do motorista.
Assim que o carro atingir a velocidade desejada e esta se estabilizar, o consumo tende a diminuir
e o motorista pode relaxar um pouco (mas não demais). A partir deste instante diz-se que o
sistema entrou em equilíbrio (steady state).
Da mesma forma, sistemas de filas passam por um período inicial (período transiente) antes de
entrarem em um contexto de funcionamento estável e previsível. A solução e o estudo de
sistemas de filas é muito mais simples quando sabemos que o sistema está em equilíbrio. Neste
contexto, a maioria dos parâmetros importantes se mantêm fixa, o que torna a análise do sistema
bem mais fácil.
Inventário
Funcionária de supermercado tailandês realizando inventário
Inventário é uma lista de bens disponível em estoque para venda no processo normal de um
negócio, ou a serem utilizados na fabricação de produtos comercializados pela empresa.
Inventário nos negócios
Cada país tem suas próprias regras sobre inventário na contabilidade; este artigo concentra-se
teoria econômica e nas regras financeiras e contábeis do Brasil.
A definição de inventário dentro das empresas, normalmente segue as definições do Conselho
Federal de Contabilidade através das Normas Brasileiras de Contabilidade.
No Brasil, as pessoas jurídicas tributadas com base no lucro real deverão escriturar o Livro
Registro de Inventário ao final de cada período: trimestralmente ou anualmente quando houver
opção pelos recolhimentos mensais durante o curso do ano-calendário, com base na estimativa.
No caso de utilização de balanço com vistas à suspensão ou redução do imposto devido
mensalmente, com base em estimativa, a pessoa jurídica que possuir registro permanente de
estoques integrado e coordenado com a contabilidade somente estará obrigada a ajustar os
saldos contábeis, pelo confronto da contagem física, ao final do ano-calendário ou no
encerramento do período de apuração, nos casos de incorporação, fusão, cisão ou extinção de
atividade
Exemplos
Enquanto que a contabilidade financeira utiliza normas que permitem ao público externo fazer
comparações entre diversas empresas, para a contabilidade de custos a função interna para uma
organização possui muito mais flexibilidade adequando-se às necessidades da empresa.
Também tem inventários (móveis, equipamentos, suprimentos,…) que não pretendem vender. O
inventário das empresas de manufatura, distribuidores, e vendedores por atacado geralmente
encontram-se reunidos em depósitos ou almoxarifados, enquanto que vendedores ao varejo
mantém o inventário em um depósito ou em lojas acessíveis ao consumidor. O inventário nas
empresas deve ser controlado, pois se não for controlado está sendo encorajado para que seja
roubado, pois o inventário é econômico ou o que seria no "economês popular", "um dinheiro
disfarçado na forma de um bem ou estoque", além disso se não for controlado, não se saberá o
real nível de estoque e impossível de controlá-lo economicamente.
Quanto menos eficaz o sistema de controle interno, mais importante será a execução de
inventários físicos na data do Balanço. Empresas que tem bons controles analíticos de estoques
podem adotar o sistema de contagens rotativas, isto é, contagens feitas durante o ano, cobrindo
maior relevância e com uma freqüência menos os de pequena importância. Tendo-se um sistema
de contagem rotativa bem aprimorado, pode evitar-se a contagem física dos itens na data do
durante o período todos os itens na forma de rodízio, contando com mais freqüência os itens de
Balanço.
As organizações de manufatura normalmente dividem seus produtos em inventário em:
matéria-prima - materiais e componentes a serem utilizados na fabricação de um produto.
material em processo (en:WIP) - materiais e componentes que já começaram a sua
transformação para um produto acabado.
produto acabado - produto pronto para a venda ao consumidor.
produtos para revenda.
Procedimento Inventário Periódico
Procedimentos
O sistema PIRÂMIDE possibilita a empresa fazer os inventários periódicos que são
particularmente para minimizar as possíveis (e prováveis) distorções dos estoques, ou seja,
as diferenças entre as quantidades físicas realmente existentes no almoxarifado, e aquelas
apresentadas no sistema de acordo com a sua movimentação.
Estas diferenças podem ser causadas por vários motivos, os mais comuns são:
Entrega dos produtos sem os devidos registros das baixas no sistema;
Entrega em quantidades diferentes da que foi registrada no sistema;
Falha de digitação, seja pela troca do código ou erro na quantidade;
Falha no registro das notas fiscais de entradas;
Desvios de mercadorias dentro do almoxarifado;
Observação: O conceito do sistema Pirâmide para inventariar os estoques é pela sobra
ou falta, a quantidade informada no inventário é a que irá para o estoque,
se no estoque havia menos do que a quantidade informada o sistema
entenderá como sobra de estoque, e se no estoque estiver a mais do que
a informada o sistema entenderá como falta de estoque.
1. Inventário Seleção dos Materiais :
O primeiro passo para fazer as contagens físicas do estoques, é fazer a seleção dos
produtos a serem contados, segue abaixo o caminho no sistema Pirâmide para seleção
dos itens a serem contados para o inventário:
Estoque -> Operações -> Inventário -> Seleção
Ao entrar na tela de seleção de produtos para inventário, pode se optar em fazer
inventário por almoxarifado, ou alguns produtos, ou por localização, mas para isso é
necessário que alguns campos sejam preenchidos, são eles :
1- Escolher a Filial que será inventariada; (Obrigatório)
2- O Requisitante do Inventário, considerado aqui o responsável; (Obrigatório)
3- O Almoxarifado que será inventariado; (Obrigatório)
4- Tipo de Materiais;
5- Classe dos Materiais;
6- Subclasse dos Materiais;
7- Localização dos Materiais;
8- Número da Seleção;
Após preenchimento dos campos acima verificar em tela se os produtos que se deseja ser
inventariado, são os mesmos que estão na tela;
Caso apareça na listagem algum produto que não deve fazer parte desta listagem, deverá
clicar com o mouse ao lado do código do produto, que ficará marcado com X, isso indica que
ao gravar essa seleção os produtos que estiverem marcados não irão fazer parte da
seleção;
Selecionados os produtos a serem inventariados, deve-se então clicar com o mouse no
botão <Gravar>, nesse momento está sendo gravado os produtos a serem inventariados, o
sistema informará na tela o número dessa seleção;
Após gravação o sistema emitirá uma mensagem se “Deseja imprimir a seleção?”, nesse
momento escolher a opção “Sim” ou ”Ÿes”;
Quando solicitado a impressão do relatório “Seleção da Prévia de Inventário”, que servirá
para ser contado os produtos a serem inventariados de acordo com as condições
informadas;
2. Inventário Retorno da Contagem dos Produtos:
Depois da contagem dos produtos, o passo seguinte será o registro do resultado da
contagem dos produtos no sistema Pirâmide, segue abaixo o caminho para o registro do
resultado da contagem dos produtos:
Estoque -> Operações -> Inventário -> Retorno
Após escolher a opção de Retorno de Inventário, nesse momento é preciso identificar
qual o grupo de material que deverá ser registrado, podendo ser identificado através das
seguintes opções:
9- Pelo Requisitante;
10- Pelo Número da Seleção, informado no relatório de “Seleção da Prévia do inventário”;
11- Pelo Período em que foi feita a seleção, DD/MM/AAAA;
12- Pelo Almoxarifado
Observação: Escolhendo a opção 9, o sistema Pirâmide exibirá apenas a seleção
escolhida, no caso das outras duas opções o sistema exibirá todas as
seleções não inventariadas até esta data.
Selecionado o Número da seleção do inventário, clicar com o mouse no botão <OK>
para que a informação apareça na tela, de acordo com a ordenação escolhida no filtro;
O sistema apresentará a mesma listagem da seleção, nesse momento será escolhido o
botão <Contagem>, onde será registrado a contagem que está descrito no relatório
“Seleção da Prévia de Inventário”, que foi entregue a alguém para fazer a contagem
física do produto.
Nesse momento será registrado no sistema as quantidades contadas fisicamente por
produto, de acordo com o relatório “Seleção da Prévia de Inventário”, nos referidos
campos:
13- Quantidade contada;
14- Data da Contagem;
Atenção:
1) Quando informado a quantidade contada o sistema automaticamente preenche a data
da contagem, se o registro da contagem for no mesmo dia da seleção dos produtos a
data será a do dia, se o registro for em data diferente da seleção o sistema informará a
data do dia do registro e não da data contada realmente, é importante colocar a data
da contagem e não a data do dia do registro, basta apenas alterar a data da
contagem na tela no campo Data da Contagem;
2) A data da contagem nunca pode ser menor que a data da seleção, caso seja informada
uma data inferior a data da seleção o sistema irá criticar e não deixará fazer a operação.
Após gravação dos registros das contagens, é importante nesse momento solicitar a
opção de <Imprimir> , para conferência junto ao relatório “Seleção da Prévia de
Inventário” onde garantirá que os registros das quantidades estão de acordo com o
relatório.
Após gravação dos registros das contagens e conferência de tudo que foi registrado está
de acordo com a contagem, passamos para o passo de analisar as diferenças entre o
Físico e o que se encontra no sistema, para isso é necessário chamar o número da
seleção novamente e escolher o botão de <Analise>;
Após clicar no botão de <Analise>, que servirá para verificar a diferença dos estoques
dos produtos entre o Contado e o que se apresenta no sistema;
Atenção:
1) Verificar os valores das diferenças entre as quantidades nos estoques atuais dos
produtos com a quantidades dos produtos em estoques no dia da seleção;
2) Lembrar que as diferenças podem ser decorridas das requisições atendidas depois da
seleção dos produtos para inventariar;
3) É importante quando for inventariar, não movimentar (entrada de nota fiscal e
atendimento de requisição) os produtos selecionados;
4) Nesse momento pode-se também já fazer a gravação do inventário, clicando nos botões
<Gravar> e <Inventário>, mas é importante está seguro de que a contagem está
correta e que as diferenças são realmente as que apresentam na tela;
5) Caso queira fazer outra contagem clicar no botão <Gravar> e depois clicar no botão de
<Sair>, com isso o registro da contagem referente a seleção que foi realizada, ficará
disponível para fazer posteriormente o inventário. Caso seja realizada uma nova
seleção para esses produtos, é um novo registro o sistema desprezará a primeira
contagem e passará a contar c/ o novo registro informado para essa seleção;
3. Inventário Registro do Inventário:
A opção de Registro do Inventário, é quando não for seguido os passos dos itens
anteriores, podendo entrar nessa opção e registrar a contagem e fazer o inventário, segue
abaixo o caminho no sistema Pirâmide:
Estoque -> Operações -> Inventário -> Registro
Atenção:
1) Fazendo os passos anteriores essa opção não será preciso ser realizada.
Escolhido a opção de Inventário Registro, onde pode ser consultado o inventário realizado
até a presente data, mas para isso se faz necessário selecionar os filtros da tela para se
obter o resultado desejado, são eles:
15- Filial a ser consultada;
16- Almoxarifado;
17- Documento referente ao inventário já realizado;
18- Período Data inicial e final da pesquisa a ser realizada;
19- Responsável pelo inventário
Atenção
1) Caso queira registrar a contagem nessa opção, não fazer nenhum filtro e clicar o botão
<Incluir>.
2) Caso queira consultar todos os Inventários já realizados até esta data, basta apenas
marcar a Ordenação por Data e clicar o botão de <OK>.
Se optar em fazer o inventário pós clicar no botão <Incluir> , neste caso será preciso
preencher os seguintes campos da tela:
20- Filial a ser inventariada; (Obrigatório)
21- Almoxarifado; (Obrigatório)
22- Responsável pelo inventário; (Obrigatório)
23- Data em que está sendo realizado o Inventário; (Obrigatório)
24- Tipo de Material;
25- Classe Material;
26- Subclasse do Material;
27- Localização do Material;
28- Quantidade Contada;
Atenção:
1) Nessa opção o sistema não checará a diferença entre o estoque e o que está
sendo digitado no campo “INVENTÁRIO”;
2) As quantidades informadas nesta tela, serão inventariadas de acordo com as
quantidades informadas;
Informado os produtos e quantidades a serem inventariadas, clicar no botão de <Gravar>,
nesse momento as quantidades informadas no campo ”ÏNVENTÄRIO”, passarão a ser as
quantidades nos estoques desses materiais;
ATENÇÃO:
1) Após realização do Inventário, realizar um recalculo dos Estoques;
2) É importante que após realizado o inventário dos produtos, o responsável solicite os
relatórios abaixo para as devidas conferências:
- Relatório por data de Referência:
Estoque -> Relatórios -> Operacionais -> Posição -> Data de Referência
- Relatório do Inventário:
Estoque -> Relatórios -> Operacionais -> Registro de Inventário
Estoque -> Operações -> Inventário -> Registro
PLANEJAMENTO FÍSICO DO ARMAZÉM
O planejamento físico se preocupa primeiramente com o planejamento das operações de
armazenagem.
ARMAZEM DA ERA DIGITAL – MENOS ESTOCAGEM MAIS FLUXO
A tecnologia da informação tem se viabilizado cada vez para as empresas que estão
aprimorando suas atividades de materiais, neste contexto do Sistema de Gerenciamento de
Armazém (WMS warehouse management system), têm uma importante ferramenta da gestão da
armazenagem.
A avaliação da função do armazém perante as estratégias de atendimento ao cliente definidas
pela organização fornece condições para o desdobramento de suas funções operacionais.
IDENTIFICAÇÃO ELETRÔNICA
CÓDIGO DE BARRAS
USO DO CÓDIGO DE BARRAS NO ARMAZÉM
RADIOFREQUÊNCIA
SISTEMA DE LOCALIZACAO DE ESTOQUE
O objetivo do sistema de localização do estoque é registrar o paradeiro de cada item enquanto
ele está no armazém. Se subdivide em três categorias básicas:
Sistema de Memória
Dependem da memória das pessoas responsáveis pela colocação e retirada do material da
estocagem.
Sistemas com localização definida ou fixa
Em um sistema com localização definida, é estabelecido, para cada sku (unidade de estocagem),
em local específico e único de estocagem, um certo item será sempre estocado em seu local
definido e não se pode guardar nenhum outro item ali, mesmo que ele esteja vazio. A capacidade
restrita da memória humana limita a eficácia e a eficiência deste tipo de sistema. As alternativas
são:
- Definir as localizações dos itens numa seqüência por números dos mesmos;
- Preparar registros permanentes dos materiais e fazer comparações com as suas localizações;
Sistemas com Localização Aleatória
Permitem que o material seja estocado em qualquer lugar disponível atualmente na área
destinada a isso, os registros podem ser manuais ou computadorizados.
Sistemas de Localização de Estoque
O modo pelo qual os materiais são localizados, estocados e movimentados têm influência
decisiva sobre como é efetivamente utilizado o espaço.
CLASSIFICAÇÃO DOS MATERIAIS:
Entende-se, por apresentação de um material para efeitos de armazenagem sua particular
combinação das características de peso, medida e forma.
As unidades de serviço influem diretamente nos seguintes problemas:
- Localização dos armazéns;
- Equipamentos necessários;
- Estruturas (estanteiras, paletes) de armazenagens;
Meios de medida (peso e capacidade):
As distintas variedades iniciais, quando da apresentação, podem vir da seguinte maneira:
1. Líquidos à granel;
2. Sólidos à granel;
3. Material agrupado em unidades de serviço;
4. Itens individuais;
Existem ainda classificações quanto finalidade e valor:
Por finalidade os materiais podem ser classificados da seguinte maneira:
- Produto acabado;
- Materiais diretos;
- Materiais indiretos;
- Materiais complementares;
- Materiais auxiliares.
Por valor, pode ser classificado por:
- Valor de consumo;
- Preço dos materiais;
- Freqüência de saída;
- Quantidades físicas de saída;
- Fluxo de movimentos.
LAYOUT DO ARMAZÉM
A realização de uma operação eficiente e efetiva de armazenagem depende muito da existência
de um bom layout do armazém, que determina o grau de acessibilidade ao material, os modelos
de fluxo de material, os locais de áreas obstruídas (passagem livre), a eficiência da mão de obra,
a segurança do pessoal, e do armazém.
Os objetivos do layout de um armazém devem ser:
1. Assegurar a maximização do uso do espaço;
2. Propiciar a mais eficiente movimentação de materiais;
3. Propiciar a estocagem mais econômica, em relação as despesas de equipamento, espaço,
danos de material e mão- de-obra do armazém;
4. Propiciar flexibilidade máxima para satisfazer as necessidades de mudança de estocagem e
movimentação;
5. Fazer do armazém um modelo de boa organização;
A metodologia geral, para projetar o layout de um armazém, consiste em cinco passos.
1. Definir a localização de todos os obstáculos que são: colunas de apoio, saídas de
emergência, postos de escada, postos de elevador e equipamentos de proteção contra incêndio;
2. Localizar as áreas de recebimento e expedição;
3. Localizar as áreas primárias, secundárias de separação de pedidos e de
estocagem;
4. Definir o sistema de localização do estoque;
5. Avaliar as alternativas de layout do armazém;
Filosofias básicas a serem seguidas no layout de um armazém
1. Intensidade de Uso
a) Estocar as mercadorias de maior rotatividade o mais perto possível do ponto de uso;
b) Estocar as mercadorias de menor rotatividade no espaço mais profundo possível;
2. Semelhança
a) Os itens recebidos e expedidos juntos devem ser estocados próximos;
b) Os itens que possuem uma forte correlação, com respeito ao tipo devem ser
estocados próximos;
3. Tamanho
a) Estocar mercadorias pesadas, volumosas e difícil movimentação próximas ao seu ponto de
uso;
b) Propiciar vários locais e tamanhos de estocagem;
c) Os itens pesados devem, ser estocados em áreas com teto baixo e os leves e de fácil
movimentação em áreas com alto pé direito;
d) Não ver o tamanho dos itens individuais e sim o tamanho do estoque total de um item;
4. Características dos Materiais
a) Projetar o layout para acomodar apropriadamente os itens perecíveis;
b) Propiciar um layout eficiente, com técnicas de estocagem, para maximizar a utilização do
espaço para itens com formatos diferentes e compressíveis;
c) Planejar a proteção dos materiais perigosos contra incêndio e proteger os outros materiais
contra os materiais perigosos no caso de um acidente;
d) Projetar o layout da compatibilidade dos itens estocados, dentro da proximidade de cada um;
e) Projetar o layout para maximizar a proteção dos itens de segurança pela localização;
5.Utilização do Espaço
a) Conservar o uso do espaço ao maximizar a concentração das mercadorias na estocagem,
maximizar a utilização do espaço cúbico e minimizar as perdas nos vãos de estocagem;
b) Projetar o layout em torno de obstáculos e outras limitações à utilização do espaço;
c) Os corredores devem ser retos, e os principais devem levar até as portas;
d) Os corredores devem ter largura suficiente para permitir uma operação eficaz, sem
desperdício de espaço;
e) Todos os lados da estocagem devem ter acesso por um corredor;
f) Deve-se evitar o bloqueamento do estoque;
g) As pilhas de material devem ser uniformes, retos, estáveis e de fácil acesso;
h) Deve-se fazer a marcação dos corredores para conservá-los;
i) Deve-se evitar espaços vazios dentro das áreas de estocagem;
j) Deve manter registros dos locais de estoque.
RECEBIMENTO
O recebimento inclui todas as atividades envolvidas no fato de aceitar materiais para serem
armazenados.
EXPEDIÇÃO
A última fase do ciclo da estocagem é o embarque dos produtos para o consumidor ou entrega
do produto ao pronto onde será utilizado na fábrica.
Planejamento das operações de expedição
Quantidade total a ser expedida
Peso total e/ou volume a ser expedido;
Número de pontos de embarque;
Distâncias envolvidas;
Meios de transportes;
Datas de entrega;
Documentação.
CARREGAMENTO NA EXPEDIÇÃO
O Tipo de transporte a ser utilizado deve ser especificado pelo departamento de transporte,
baseado no tipo de embarque disponível: se paletizado ou não, se consiste em itens volumosos,
se é pesado e se tem peso concentrado, se consiste em itens frágeis, se são contamináveis,
explosivos, ou perigosos.
O tipo de transporte também pode ser determinado segundo outros fatores, como:
DESTINO - DISTÂNCIA – FREQÜÊNCIA
Gestão de estoques
A importância estratégica dos estoques
Análise Qualitativa
Aspectos financeiros da política de estoques
Funções dos estoques
Posição do Estoque no Canal de Distribuição
Custos Envolvidos nas Decisões de Estocagem
Decisões na Gerência de Estoques
Modelos Quantitativos
O tamanho do pedido econômico - lote econômico
Decisões para mercadorias perecíveis
Estoques de segurança para incertezas da demanda
Tipos de Sistemas de Controle de Estoques
Sistema ABC de classificação de produtos em estoque
Lucratividade X Estoques
Redução no lucro líquido - desembolsos
seguros ,
impostos,
obsolescência,
Redução dos estoques intermediários
Tendência à transferência de estoques dos depósitos para os fabricantes: VMI e ECR
Uso de softwares para o cálculo de nível ideal de estoques
Contribuição para o supply chain
management:
Lojas (Varejistas)
Fabricantes
Transportadores
Distribuidores
Transportadores
ClientesAdaptado de Sankar, R., Inventory Management
Across the Retail Supply Chain, Supply Chain Management Review, 1998.
juros.
Aumento dos ativos
redução do retorno em ativos mais lucrativos
Funções dos estoques
Estoques de segurança
Estoques de antecipação
Estoques de fragmentação
Estoques em trânsito
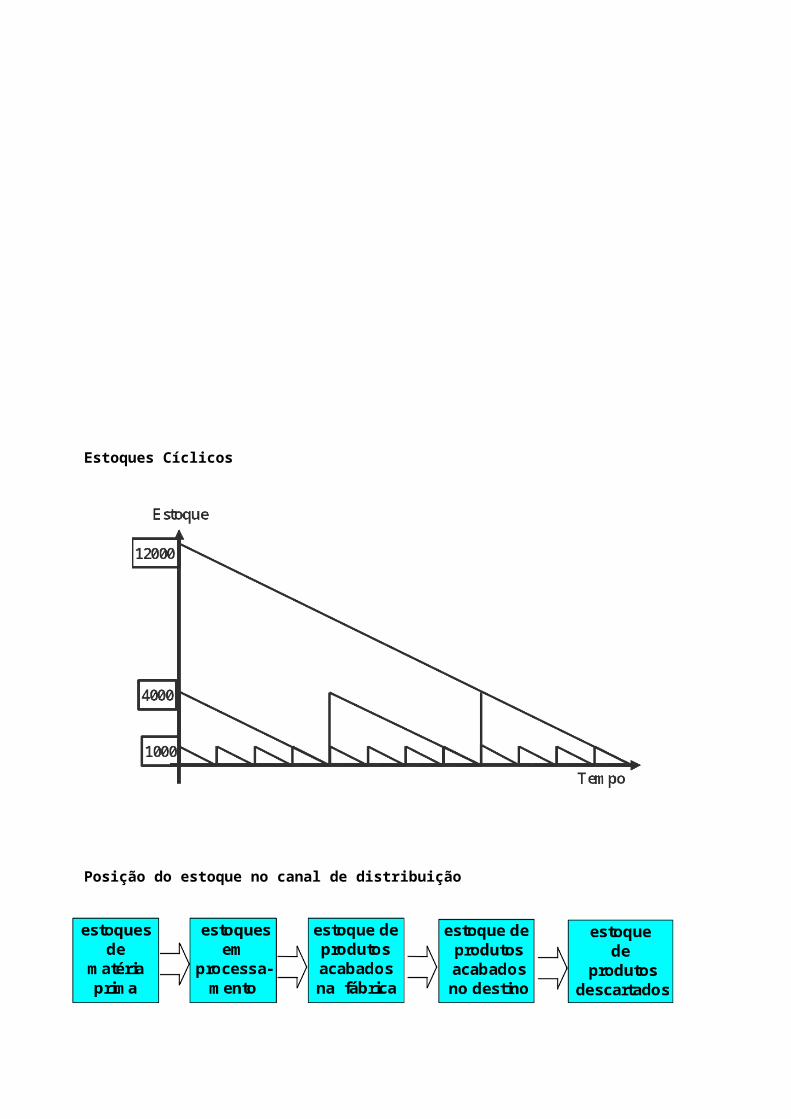
Estoques cíclicos
Estoques de Antecipação
Estoques Cíclicos
Posição do estoque no canal de distribuição
Custos envolvidos nas decisões de estocagem
Custos de pedidos e preparação
Escrever, processar e postar o pedido,
Processar contabilidade,
Custos do departamento de recebimento,
Manuseio,
Testes,
Inspeção ,
Transporte
preparação:
escrever e processar pedidos para o sistema de produção interna,
tempo de máquinas paradas devido a uma nova inicialização,
custos de partes danificadas (testes),
custos associados à curva de aprendizado (baixa produtividade no início).
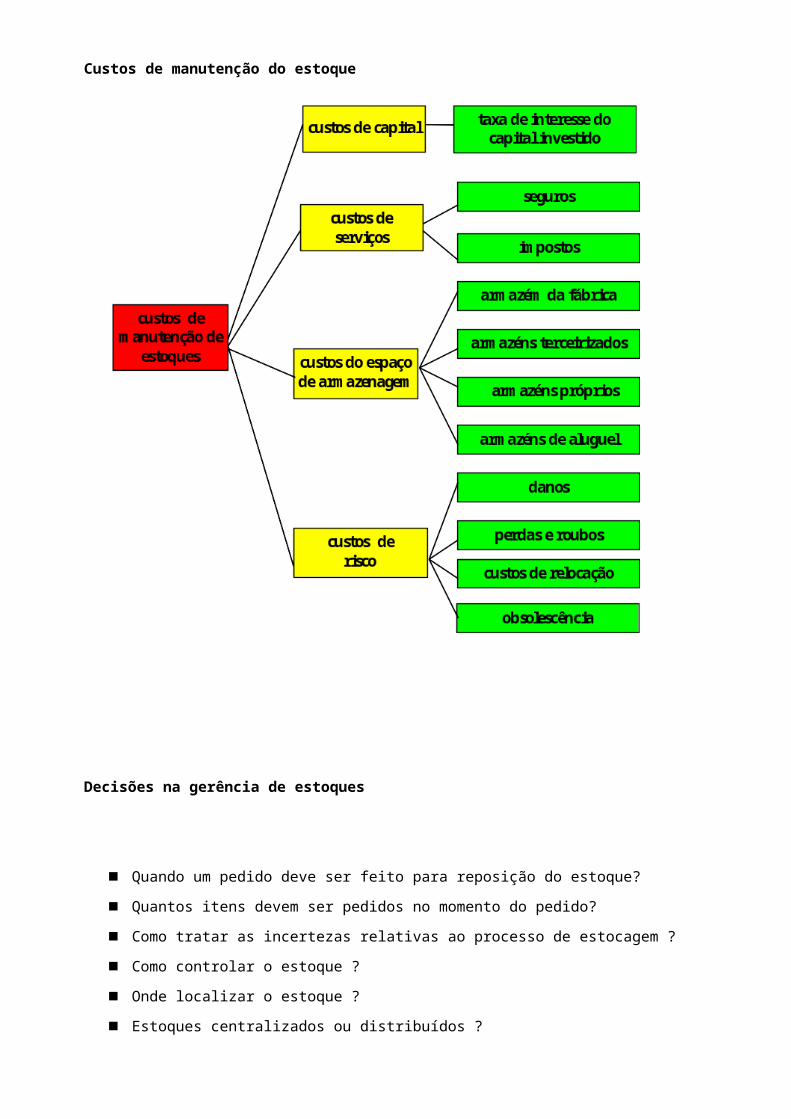
Custos de manutenção do estoque
Custos de manutenção do estoque
Custos de falta do estoque
Custos associados à capacidade
Custos dos produtos
custo do capital
custo da armazenagem
custo do risco
Custos de manutenção do estoque
Decisões na gerência de estoques
Quando um pedido deve ser feito para reposição do estoque?
Quantos itens devem ser pedidos no momento do pedido?
Como tratar as incertezas relativas ao processo de estocagem ?
Como controlar o estoque ?
Onde localizar o estoque ?
Estoques centralizados ou distribuídos ?
Definições de Nível de Estoques
Estoque a mão: é a quantidade de estoque que está fisicamente disponível no armazém,
esta quantidade nunca é negativa e determina se a demanda de um cliente pode ser
atendida diretamente.
Estoque líquido: é uma quantidade teórica de estoques, criada para se poder manipular
quantidades negativas de estoque, quando o cliente admite que seu pedido seja entregue
a posteriori - encomenda.
Estoque líquido = Estoque a mão - encomendas
Estoque contábil ( posição do estoque ): representa a quantidade de estoques levando
em conta o disponível a mão, as encomendas e os pedidos já realizados. É o estoque
utilizado para definir quando fazer um pedido
Estoque contábil = Estoque a mão - encomendas + estoque em trânsito
Estoque de segurança: o estoque de segurança pode ser definido como o nível médio de
estoque líquido no instante antes da chegada de um novo pedido. Se planejamos o
estoque para que em média ele termine no instante em que um novo pedido chegue
(como nos modelos de demanda constante) então o estoque de segurança será nulo. Um
estoque de segurança positivo proporciona proteção contra demanda maiores do que a
média durante o período de reposição.
Armazém: problema ou solução?
Considerados obsoletos no ambiente do JIT, os armazéns ainda representam parte da resposta
para os difíceis problemas de abastecimento. Saber quando e como utilizá-los é o desafio.
Vários artigos são escritos sobre melhoria dos armazéns através de investimentos em robôs,
carrosséis, sistemas de recuperação, teorias de layout, sistemas de gerenciamento, etc. Dizem
que os armazéns são obsoletos e que devemos montar sob encomenda e embarcar diretamente
para o cliente. Portanto, essa é uma análise que se deve fazer com a profundidade adequada
para se tomar a decisão acertada.
Um armazém é uma ferramenta para uso da administração logística, a fim de atender às
necessidades do cliente. Mas a ferramenta depende de como o usuário a utiliza – um martelo,
por exemplo, pode ser utilizado para construir uma bonita casa ou esmagar um dedo. As
empresas devem pensar cuidadosamente na relação custo–benefício de um armazém,
normalmente representada pela comparação entre os custos logísticos envolvidos e o nível de
serviços (atendimento ao cliente) desejado. Conseqüentemente, não se pode deixar de
considerar que utilizar um armazém é uma decisão tanto tática quanto estratégica.
Um exemplo disso é um grande fornecedor de peças para o setor de equipamentos e caminhões.
A planta da empresa, situada nos EUA, estava na Califórnia, com plantas abastecedoras no
México e Irlanda. Os fornecedores estavam no meio-oeste e sudeste. Os clientes e montadoras
estavam no meio-oeste. A planta montava e entregava vários milhares de conjuntos por dia.
A alta gerência da empresa comprometeu-se com uma entrega de 24 horas com base no sistema
JIT. O problema identificado foi que o layout físico do processo não podia sustentá-la devido às
seguintes condições:
- O prazo de entrega da matéria-prima – fundidos – era de 2 a 3 dias por via rodoviária;
- A fabricação e montagem na planta levavam de 2 a 3 dias;
- A entrega ao cliente levava de 2 a 3 dias por via rodoviária;
- O frete aéreo estava fora de questão devido ao peso dos produtos;
Outra complicação era a previsão de vendas que nunca se acertava.
A planta estava ajustando o programa diariamente.
A qualidade era excelente, os custos estavam sob controle e o programa estava sendo atendido
em 95% do tempo. O problema era que o cliente ainda não estava satisfeito, pois 95% não é bom
o suficiente.
A empresa considerou a instalação de um novo sistema ERP – já que o problema estava na
previsão, programação mestre e áreas de programação mestre e áreas de programação da
fábrica. Uma análise mais adequada levou a uma conclusão diferente: solucionar o problema
implantando dois armazéns, um para matérias-primas e outro para produtos acabados, conforme
segue:
Um armazém ao lado da planta para consolidar a matéria-prima recebida de todos fornecedores.
Este manteria não mais do que três a cinco dias de peças, entregues diariamente para planta no
sistema JIT. O armazém seria operado por um operador logístico conjuntamente contratado
pelos fornecedores.
Um segundo armazém ao lado da planta para manter três a cinco dias de produtos acabados
entregues diariamente para o cliente. O cliente não pagaria até que o material fosse entregue na
planta.
A decisão pelos dois armazéns foi baseada na logística da distribuição. Uma alternativa avaliada
também foi transferir a planta e seus fornecedores para próximo dos clientes. Contudo, esta idéia
foi descartada em função dos altos investimentos.
Assim sendo, uma vez tomada a decisão de ter um armazém, uma operação competitiva deve
ser preparada. Devem ser utilizados equipamentos, layout e pessoal apropriado. Também são
críticas a atenção a detalhes e disposição de investir dinheiro, especialmente em pessoas.
Portanto, os armazéns ainda são necessários hoje em dia. Onde e quando são utilizados é uma
mera combinação de estratégias de longo prazo e da necessidade das operações diárias. Sua
implementação exigiu um planejamento detalhado e um compromisso com o treinamento e
desenvolvimento de pessoal. Quando desenvolvidos corretamente, os armazéns dão flexibilidade
e satisfação do cliente; caso contrário, só trazem despesas. Em outras palavras, o importante é
manter uma adequada relação entre o nível de serviço exigido pelos clientes e os custos
logísticos, neste caso com ênfase na armazenagem.
Automação na Armazenagem: Desenvolvendo e Implementando Projetos de Sucesso
Leonardo Lacerda
No Brasil se torna cada vez maior o número de projetos de automação na armazenagem, desde
os mais simples, envolvendo apenas sistemas de separação de pedidos, passando por
transelevadores, até os mais sofisticados onde toda operação tem um mínimo de intervenção
humana. Além disto dezenas de fornecedores de softwares de gerenciamento de armazéns
(WMS) já se encontram no país, tendo instalado seus produtos em mais de 400 empresas.
Seguimos, portanto, uma tendência natural de sofisticação das operações de armazenagem,
tendência esta já observada em países onde o reconhecimento da importância da logística para a
competitividade das empresas é uma realidade.
A implantação de sistemas automáticos, seja de movimentação de materiais seja de
gerenciamento da operação é, na verdade, uma reação às demandas de um novo ambiente de
negócios, com clientes mais exigentes e competição acirrada, levando as empresas, muitas
vezes, a implementar mudanças radicais nas estruturas de armazenagem e distribuição.
1. Artigo publicado na Revista Tecnologística no Caderno Centro de Estudos em Logística, de
abril de 1999.
Novas demandas sobre as estruturas de armazenagem
Menos dispostos a carregar estoques, os clientes procuram fazer pedidos cada vez menores e
com maior freqüência, forçando o estoque para trás na cadeia de suprimentos. A redução do
tamanho do pedido aumenta a demanda pelas operações de picking, além de dificultá-las quando
se trabalha com pedidos de caixas quebradas.
As indústrias tem aumentado o número de sku’s para atingir nichos de mercado específicos. Além
disto, variações nos tamanhos das embalagens com que os produtos são comercializados no
varejo, aumentam o número de itens a serem controlados, processados e manuseados nos
armazéns, implicando em diminuição da produtividade, maior necessidade de espaço e maiores
custos administrativos.
Por estarem trabalhando com níveis de estoque mais baixos, os clientes demandam menores
tempos de resposta dos seus fornecedores aumentando a pressão por agilidade nos centros de
distribuição, que passam a ter menor tempo entre o recebimento do pedido e sua expedição nas
docas.
Também por trabalharem com baixos estoques, os pedidos recebidos incompletos ou errados tem
grande probabilidade de levar a falta de produtos e perdas de venda, tornando a tolerância dos
clientes a erros dos distribuidores a praticamente zero. E como agravante, considerando que os
pedidos se tornam menores, de maior frequência, o custo para corrigir os erros é muito maior!
Novas exigências para as operações de armazenagem
- Pedidos mais freqüentes e em quantidades menores
- Ciclos do pedido mais curtos
- Aumento do número de sku's em estoque
- Tolerância zero a erros
- Competição baseada no ciclo do pedido e na qualidade
Impactos operacionais trazidos pelas novas exigências
- Aumento das atividades de recepção expedição
- Aumento da carga de trabalho devido ao número de pickings
- Aumento da atividade de controle de qualidade
- Aumento do custo de carregar estoque
- Maior necessidade de espaço para estocar um número maior de sku's
- Diminuição da produtividade por empregado
- Aumento dos custos administrativos: maior circulação de informação e
necessidade de controle
Figura 1 - Novas exigências sobre as operações de armazenagem e seus
impactos operacionais
Fica claro portanto, que as instalações de armazenagem tradicionais, que possuem processos
baseado em papel, que operam com sistemas computacionais que rodam em "batch" ou que
foram projetadas para maximizar a utilização do espaço, não a eficiência do fluxo físico, terão
uma enorme dificuldade em atender estes novos requisitos (figura 2). Em alguns casos será
praticamente impossível.
Figura 2 - Conseqüências sobre as estruturas tradicionais de armazenagem
Estas conclusões nos levam a esperar uma aceleração no processo de adoção de novas
tecnologias para armazenagem, ainda mais no Brasil que está praticamente iniciando este
movimento.
Complexidade e risco no desenvolvimento dos projetos de automação
Os projetos de automação são complexos pois envolvem a integração de várias tecnologias
relacionadas aos sistemas de gerenciamento (WMS), aos mecanismos de captura e visualização
de informações como códigos de barra, terminais remotos, sistemas de rádio-frequência e
scanners e aos equipamentos de manuseio, transporte e estocagem de materiais. Dependendo
da extensão da integração com clientes e fornecedores, poderão envolver também sistemas
eletrônicos de troca de dados (EDI). Todo este conjunto deve operar com uma unidade que terá
um melhor ou pior desempenho dependendo de seu correto dimensionamento, dos
procedimentos operacionais adotados e da existência de pessoal qualificado e treinado para tirar
o maior proveito do potencial do sistema.
Os altos investimentos envolvidos e o enorme esforço necessário para sua implementação
exigem uma abordagem extremamente disciplinada no desenvolvimento e execução do projeto.
Embora isto seja claro, é comum haver uma desproporção entre os gastos realizados em
equipamentos e softwares e os gastos em tempo e pessoal dedicado às etapas anteriores de
planejamento em vários projetos que tem sido realizados.
Não é raro encontrar projetos com investimentos da ordem de milhões de dólares e que tiveram
falhas por falta de planejamento adequado impedindo o atingimento das metas estabelecidas.
Para dar um exemplo recente, uma empresa varejista que investiu em uma linha automatizada de
picking em seu centro de distribuição, teve que continuar com sua linha manual operando em
paralelo por problemas de sub-dimensionamento das estações de trabalho automáticas. O
objetivo inicial que era o de aumentar a capacidade para atender a uma demanda maior foi
prejudicado, além de se ter que arcar com altos custos de mão-de-obra, que deveriam ser
reduzidos.
O processo de adoção de novas tecnologias pode revolucionar a empresa ou pode trazer grandes
dores de cabeça: tudo dependerá de abordagem utilizada e da sua adequação ao sistema em
questão. Para minimizar os riscos envolvidos e maximizar o retorno sobre o investimento a ser
realizado é recomendável seguir um processo estruturado de planejamento e implementação. É o
que abordaremos a seguir.
Processo de desenvolvimento de projetos de automação
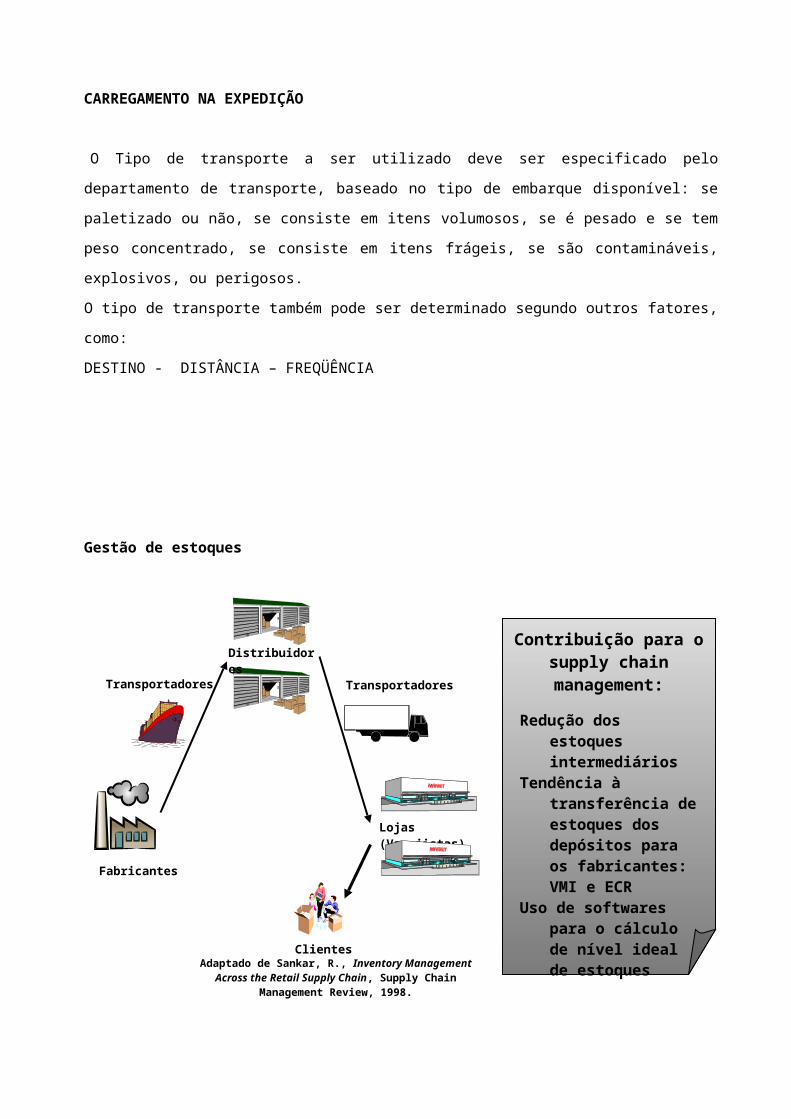
Figura 3 - Fases do projeto de automação
O desenvolvimento de um projeto típico de automação pode ser dividido em três grandes fases
(figura 3 ):
A fase de preparação, que tem como principais atividades a formalização dos objetivos do
projeto e a formação da equipe responsável pelo seu planejamento e implementação.
A fase de definição, onde são criados os novos processos e a partir de então são definidos
os softwares que darão suporte à operação bem como os equipamentos de movimentação
e estocagem.
E, finalmente, a fase de implementação, quando são adquiridos os itens necessários, o
pessoal é treinado, os equipamentos são testados e colocados em operação.
Fase de Preparação
A fase de preparação se inicia com a formação da equipe de projeto que deverá ser composta por
representantes de todas as áreas funcionais da empresa afetadas pelo projeto. Inicialmente
poderá contar apenas com pessoal daquelas áreas diretamente relacionadas, mas à medida que
o projeto vai avançando outros membros deverão participar. O núcleo mínimo é composto por
pessoal de distribuição e armazenagem, que deverá ter conhecimento de todo processo atual e
pessoal da área de sistemas de informação, que deverá assegurar a compatibilidade entre o
projeto de automação e os sistemas da empresa. Se o projeto é de grande dimensão, poderá ser
necessário a indicação de um gerente, trabalhando de forma exclusiva na coordenação,
acompanhamento e gerenciamento das atividades. Caso contrário, um dos membros da equipe
poderá realizar esta tarefa.
Nas fases seguintes serão detalhadas as funcionalidades dos sistema de gerenciamento de
armazéns (WMS) e o sistema de movimentação de materiais, que são os componentes principais
dos projetos de automação. A especificação e avaliação destes sistemas para posterior escolha
requer conhecimentos específicos, pois envolvem novas tecnologias e a definição de novos
processos que fazem uso de todas as suas potencialidades. Estes processos podem se
diferenciar consideravelmente das práticas correntemente utilizadas no sistema de distribuição
atual e, provavelmente, a empresa não possui em seus quadros perfis como este, levando à
necessidade de trazer elementos externos para participar da equipe.
Uma das vantagens de incorporar membros externos é a de trazer uma nova visão, livre dos
paradigmas utilizados e com uma nova perspectiva para a definição do novo sistema de
armazenagem e distribuição. De fato, é interessante haver um balanço na equipe de projeto entre
membros internos, com a profunda visão dos problemas e características do processo atual e
elementos externos.
Um das fontes de profissionais externos são os consultores especialistas em sistemas de
gerenciamento e em equipamento de movimentação de materiais que trabalharam com a
implantação de projetos em outras empresas. A segunda fonte são os próprios fornecedores
destes sistemas e equipamentos. Neste caso, envolve a escolha dos fornecedor, numa etapa
muito cedo do projeto. Embora isto seja comum, é preciso tomar cuidado para que não haja
nenhum viés no sentido de adotar a solução do fornecedor e não a solução mais adequada às
necessidade da empresa.
O passo seguinte à definição da equipe de projeto, é a definição e formalização dos objetivos do
projeto. Estes devem ser estabelecidos em termos concretos, a partir de metas quantitativas (ver
figura 4). Esta etapa é necessária por três motivos básicos:
Primeiro, estabelece critérios de avaliação do projeto. Seu sucesso será medido pelo grau
de atendimento das metas estabelecidas.
Segundo, deixa claro para a equipe e para a empresa o que precisa ser alcançado e qual
deverá ser o esforço necessário.
Terceiro, define critérios bem objetivos sobre qual sistema escolher, colocando o foco do
projeto no desempenho esperado e não na tecnologia em si. É preciso lembrar que a
automação por si própria não é uma meta.
Redução dos erros de inventário para menos de 0.5%.
Expedir 95% dos pedidos dentro de 24hs desde o recebimento
do pedido.
Reduzir erros de expedição para menos de 0.3%
Figura 4 - Exemplos de metas quantitativas para o projeto de automação
O projeto deve estar sintonizado com estratégia logística da empresa e portanto, do papel
estratégico da armazenagem no processo logístico. As metas a serem atingidas devem estar
alinhadas a esta estratégia.
A etapa de preparação se encerra com a definição do escopo do projeto, ou seja com a
delimitação do que faz e do que não faz parte do projeto. Um problema comum que ocorre é o
crescimento do projeto pela inclusão de novas áreas de negócio ou funções antes não previstas.
Portanto, estabelecer exatamente o escopo, minimiza as chances de atrasos pois permite um
melhor dimensionamento dos esforços e planejamento das atividades. Embora tipicamente
restrito à operação de armazenagem, isto não quer dizer que o projeto não deva incluir outras
áreas relacionadas como processamento de pedidos, suprimento, contas a receber e a pagar etc.
Fase de Definição
A fase de definição começa com a reavaliação do processos atuais para que um novo processo
seja definido, podendo partir de uma restruturação completa ou de uma adaptação do atual às
novas possibilidades trazidas pela introdução de novas tecnologias. Deve ficar claro que um
projeto de automação não envolve somente a implementação de novos equipamentos mais
rápidos ou de maior capacidade de armazenamento. Envolve também, e principalmente, o projeto
de uma nova forma de operação que deverá tirar o máximo proveito das equipamentos e
softwares disponíveis. Algumas empresas simplesmente mecanizam os processos manuais ou
adaptam um software de gerenciamento aos seus processos atuais, podendo reduzir
significativamente os benéficos da automação.
A definição do novo processo no ambiente automatizado deverá estar documentada em detalhes,
através da descrições de suas regras de operação, de como as informações serão utilizadas para
realizar cada tarefa e como serão os fluxos físicos em cada área da operação. O passo seguinte
é partir para a definição dos sistemas de gerenciamento (WMS) e de movimentação de materiais
que darão suporte ao novo processo. Embora envolvam conhecimentos específicos, devendo
contar com equipes distintas, a definição destes dois componentes deve ser feita
simultaneamente pois a forma de operação de um influência o do outro.
Na definição e avaliação dos equipamentos de movimentação automáticos não se deve esquecer
ou abandonar os processos manuais. Eles poderão ser úteis, para não se dimensionar os
equipamentos de movimentação para o pico de demanda, mas deixando que nestes eventos
sejam também operados os sistemas manuais. Além disto, os sistemas automáticos guardam
uma relação inversa com a flexibilidade. Quanto mais automatizado, mais difícil será tratar de
pedidos com características especiais ou tratar das situações de contingências.
Como vimos anteriormente, não são raros os casos de dimensionamento incorreto. Quando se
sub-dimensiona, implica em baixo desempenho e o super dimensionamento implica em altos
custos. Os sistemas de distribuição e armazenagem automatizados são altamente integrados,
compostos de funções interdependentes e interativas, tornando complexa a tarefa de dimensioná-
los. Uma das ferramentas mais úteis e atualmente bastante utilizadas para auxiliar nesta tarefa é
a simulação computacional, pois permite examinar os processos a serem implementados,
antecipando os problemas que poderão ocorrer e avaliando as soluções alternativas para
equipamentos de movimentação e armazenagem de produtos capazes suportar aos processos
anteriormente especificados.
Através da simulação são construídos modelos em computador representando a operação como
poderia ser estruturada (ver figura 5). Estes modelos poderão incluir detalhes como número de
estações de trabalho, parâmetros dos equipamentos como velocidade de deslocamento, espaço
disponível para armazenagem e montagem de carga e regras de posicionamento de produtos. Na
verdade poderão incluir tantos detalhes quantos sejam relevantes para avaliar o sistema. Um
outra fonte de erro no dimensionamento de sistemas é tratar demanda, tempos de operação,
tamanhos dos pedidos etc. através de seus valores médios. Na verdade, estes parâmetros
poderão possuir uma grande variabilidade, trazendo um impacto enorme sobre o desempenho do
sistema. Através da simulação pode-se tratá-los através de suas distribuições de probabilidade
trazendo um maior realismo e precisão na avaliação de alternativas.
Figura 5 - Modelo computacional da operação de separação de pedidos
http://www.autosim.com/Simulation/index.html
Atualmente a oferta de sistemas de gerenciamento de armazenagem (WMS), atende a uma gama
de necessidades relativamente grande. A não ser por processos muito peculiares de algumas
empresas, uma solução natural deverá ser a aquisição do sistema e não o desenvolvimento
propriamente dito. Sendo assim, uma forma de acelerar esta fase é partir dos sistemas existentes
no mercado, solicitando informações aos fornecedores sobre as características de seus produtos
e avaliando sua adequação aos novos processos. Como raramente todas as necessidades serão
atendidas, deverá ser considerada a possibilidade de adaptação do sistema do fornecedor, o que
por sua vez, poderá implicar em altos custos de desenvolvimento. Torna-se então necessário
rever os processos anteriormente definidos e avaliar a possibilidade de modificações. A relação
custo-benefício das duas alternativas é que ditará a decisão a ser tomada.
A fase de definição estará finalizada quando estiverem especificados e determinados os
equipamentos de movimentação, hardware auxiliares, sistemas de gerenciamento e escolhidos os
respectivos fornecedores.
Fase de Implementação
A fase final de implementação se caracteriza pela necessidade de integração e coordenação de
esforços de um amplo conjunto de elementos: equipe interna, fornecedores de WMS,
fornecedores de equipamentos de movimentação e hardware auxiliares e, possivelmente, de
empresas de infra-estrutura. Estes elementos estarão envolvidos, cada um em sua respectiva
área, no detalhamento, aquisição e adaptação dos vários itens que compõe o projeto de
automação. O sucesso deste esforço coordenado depende em grande parte de uma rigorosa
programação, onde cada um sabe exatamente o resultado esperado de suas atividades e quando
elas deverão estar concluídas. Nesta programação de atividades não devem ser esquecidas as
atividades de teste, elaboração de manuais, treinamento e possivelmente contratação de novos
funcionários.
Uma das etapas mais críticas da implementação é a conversão, ou seja, a passagem do sistema
atual para o sistema automatizado. Existem basicamente duas formas para realizar a conversão:
Conversão total, onde todas as operações de armazenagem, como recebimento,
posicionamento, estocagem, picking e expedição são instaladas simultaneamente. Como
envolve um alto risco, esta opção é adotada quando existem outros armazéns que
poderão atender os clientes em caso de falhas, ou quando se realiza em um período de
demanda baixa, tornando menos crítica a operação de atendimento dos pedidos.
Conversão parcial em fases, onde as operações são instaladas em momentos diferentes.
Por exemplo, pode-se instalar no primeiro momento apenas as operações de recebimento
de produtos e de picking. Outra alternativa é instalar toda a operação, mas iniciando por
uma divisão de produtos ou clientes. Embora os risco desta alternativa seja menor, o
tempo de conversão pode ser muito longo.
É preciso prever que após a conversão, um grande número de problemas poderão surgir e que a
capacidade de processamento estará abaixo da especificação. Mas à medida que o sistema fica
em operação, os erros tendem a diminuir e a capacidade tende a atingir seus padrões normais. É
preciso, no entanto, tomar medidas contingenciais nesta fases como aumentar os procedimentos
de controle de qualidade e alertar clientes sobre a mudança do sistema.
O grau de tranqüilidade e o nível de erros na implementação, bem como o atingimento das metas
estabelecidas são uma medida inequívoca da eficiência das etapas de planejamento. De fato, a
base para o sucesso de um projeto de automação da armazenagem é o entendimento claro do
que precisa ser feito, como e quando fazê-lo. O esforço redobrado na etapa de planejamento será
mais que compensado nas etapas futuras ao se evitar atrasos e minimizar problemas.
/3/2004 - Tendências para a Armazenagem é o que está acontecendo!
O desenvolvimento da armazenagem como um serviço ao cliente é o que direciona todas as
tendências nesta atividade inserida nas Cadeias de Abastecimento.
Graças ao poder cada vez maior da tecnologia da informação e às demandas dos clientes por
estoques reduzidos, customização e custos mais baixos, os armazéns estão entrando numa era
onde a ênfase estará cada vez mais na movimentação com sincronização, oposto à estocagem e
velocidade, e, portanto, terão que encontrar meios inovadores para conduzir estas novas
demandas.
A dimensão das caixas continuarão diminuindo à medida que as empresas se esforçam para
atender apenas a quantidade de reposição necessária na prateleira do varejista, assim como a
habilidade do -fabricante em produzir.
O armazém do futuro cada vez mais se tornará a "tubulação" para unir as empresas na cadeia de
abastecimento.
Vincular o armazém ao programa de produção é uma característica do armazém tradicional.
O programa de produção será dinâmico e baseado na demanda do mercado. A ligação entre o
programa de produção e a demanda será em tempo real, e não fixa, como anteriormente.
Um armazém nunca se tornará obsoleto porque sempre existirá uma diferença entre os ritmos da
demanda e produção.
Não importa quão flexível o ambiente de manufatura se torna, será um desafio inalcançável
combinar exatamente a resposta com a demanda.
O foco do armazém passará da estocagem estática para o movimento dinâmico. Esta mudança
significa que as empresas estarão preocupadas com as características do destino, em vez das
características de estocagem, e os centros de distribuição tenderão a ser uma operação de
cross-docking, e não um acumulador de materiais.
Mas a estocagem ocorrerá com incremento de tempo cada vez menor e ocorrerá cada vez mais
próxima do mercado, talvez em localizações satélites.
As empresas se afastarão dos tradicionais canais de distribuição. Todavia, poderão usar uma
rede que começa com um armazém de matéria-prima (localizado nas instalações do fabricante
ou fornecedor), o qual abastecerá o processo de manufatura. Os centros de distribuição regionais
serão eliminados, onde possível, e os fornecedores despacharão diretamente para um ponto de
uso final, outro local na manufatura ou direto para uma loja.
Os centros de distribuição de amanhã estarão localizados próximos dos centros populacionais e
das rotas de transporte. As empresas com múltiplos CDs estarão partindo para uma ou duas
instalações principais. Estas serão mais eficientes, mais orientadas para o processo, com mais
foco sobre a eficiência da expedição e sistemas de informação.
As áreas de estocagem diminuirão e várias outras operações estarão acontecendo dentro do
armazém, agregando valor ao processo.
As necessidades do armazém do futuro serão avaliadas, baseando-se na cadeia de
abastecimento como um todo, e, graças à moderna tecnologia da informação, algumas das
tradicionais atividades de armazenagem poderão ser realizadas por outros ou eliminadas.
Por exemplo, algumas finalizações ou acabamentos nos produtos que atualmente são feitas na
montagem, poderão ser customizadas no armazém antes do envio aos clientes.
Os princípios do postponement serão implementados. No armazém do futuro o que entra não é o
que sai.
Atividades que agregam valor, como rotulagem final, embalagem, formação de kits, configuração
do -produto, serão realizadas no armazém e não na fábrica.
O armazém será um centro de controle coordenando várias atividades com muitos parceiros na
cadeia de abastecimento.
A futura armazenagem pode não ser um prédio específico, pois pode estar na instalação da
manufatura, um armazém de terceiros, ou no cliente, ou pode até ser um armazém virtual em
trânsito.
A implementação de sistemas em tempo real reduzirá ainda mais o tempo do ciclo do pedido,
com mais velocidade e qualidade, e aumentará a capacidade de processamento sem erros. Hoje,
tais sistemas são a exceção, em vez de regra. No futuro, tais sistemas serão a regra, em vez de
a exceção.
Para o armazém do futuro a visibilidade será a chave, rastreando o produto seja na forma de
uma matéria-prima, na entrada, ou na forma de produto acabado, na distribuição.
Procure um sistema inteligente para comunicação com o sistema de operação, como
empilhadeiras, transportadores contínuos, etc.
Os sistemas de armazenagem serão projetados para "otimizar o movimento dentro do armazém"
com sistemas de endereçamento dinâmico com interface gráfica para otimizar a localização do
produto dentro do armazém.
Graças à inteligência artificial e à contínua evolução dos softwares, os sistemas serão capazes
de sugerir cenários e depois executá-los.
Isto significa que as pessoas que trabalham com Logística terão nas pontas dos dedos a
capacidade de reconfigurar e controlar todo o sistema logístico. Isto fornecerá total flexibilidade.
A tecnologia de movimentação de material avançada permitirá flexibilidade no armazém.
Sistemas de separação "sem papéis" serão intensamente utilizados. O custo desta tecnologia
está caindo e os benefícios estão aumentando, permitindo que mais e mais pessoas usem
radiofreqüência (RF) e equipamento de código de barras, telas de vídeo em consoles, etiquetas
de identificação (smart cards) por RF que podem ser usadas para identificar cargas unitárias,
carretas e contêineres.
O reconhecimento da voz é outra tecnologia sem o uso de papéis que virá. Na verdade, a
tecnologia da voz pode tornar possível o funcionário de um armazém falar num microfone numa
língua, fazer o sistema interpretá-lo para o inglês, depois responder de volta na língua original.
Nossas empilhadeiras estarão interligadas com comunicação de dados naturalmente.
Pode levar algum tempo para substituir as empilhadeiras de hoje pelas de amanhã. Até lá então
podemos ver uma série de empilhadeiras com dispositivos portáteis instalados.
A dificuldade de encontrar e manter os funcionários do armazém resultará num ímpeto de tornar
o armazém mais favorável ao usuário. Espere para ver mais dispositivos de posicionamento de
cargas para que sejam minimizados os esforços de alcançá-los. Haverão empilhadeiras com
assentos, direção e controles ergonomicamente favoráveis e capazes de acomodar uma ampla
faixa de funcionários.
Equipar os armazéns com mão-de-obra mais inteligente e mais rápida, que tenha conhecimento
de informática, imporá os desafios aos gerentes dos armazéns do amanhã.
O trabalho em equipe continuará sendo importante nos armazéns do futuro. Isso significa que as
pessoas que não operam a instalação precisarão ser auto-suficientes. Continuarão as tendências
de eliminar os níveis de supervisão aumentando os de coordenação.
Mas o ambiente para o trabalho de equipe será diferente do que é hoje. Não haverá equipes de
recebimento, expedição ou separadores – todos serão operadores de armazém e trabalharão
onde se fizer necessário.
Muitos armazéns trabalharão com dois ou três turnos no futuro. Cada vez mais o uso da
tecnologia no armazém permitirá que estes funcionários, em horários alternativos, assim como
seus colegas do turno do dia, operem dispositivos de radiofreqüência e leitoras de código de
barras e saibam se estão trabalhando de acordo.
Com múltiplos turnos, será necessário o suporte técnico por 24 horas, para manter os sistemas
cada vez mais sofisticados e de supervisão que pode detectar e corrigir os problemas conforme
eles ocorrem.
As empresas precisarão de pessoas de manutenção mais inteligentes que possam usar estes
novos sistemas mais inteligentes, diagnosticar o problema e orientar a solução dos problemas.
Pesquisa Operacional Aplicada à Logística
Pesquisa Operacional ou Operations Research
Operational Research ou Management Sciences
A P.O. e o Processo de Tomada de Decisão
Tomar decisões é uma tarefa básica da gestão.
Decidir: optar entre alternativas viáveis.
Papel do Decisor:
Identificar e Definir o Problema
Formular objetivo (s)
Analisar Limitações
Avaliar Alternativas Escolher a “melhor”
PROCESSO DE DECISÃO
Abordagem Qualitativa: Problemas simples e experiência do decisor
Abordagem Quantitativa: Problemas complexos, ótica científica e uso de métodos quantitativos.

P.O. tem tido um impacto crescente na administração das empresas, tendo aumentado o número
e a variedade de suas aplicações.
Exemplos:
Programação Linear: mix de produção, mistura de matérias-primas, modelos de equilíbrio
econômico, carteiras de investimentos, roteirização; jogos entre empresas;
Modelos em Redes: rotas econômicas de transporte, distribuição e transporte de bens, alocação
de pessoal, monitoramento de projetos;
Teoria de Filas: congestionamento de tráfego, operações de hospitais, dimensionamento de
equipes de serviço;
Outras técnicas: Simulação, Programação Inteira, Programação Não-linear, Teoria de
Estoques, Programação por Metas, Programação Multi-objetivo.
Definição: Pesquisa Operacional
“é uma ciência aplicada formada por um conjunto de técnicas que visam a determinação das
melhores condições de aproveitamento de recursos escassos”
Pode ser aplicada a uma enorme variedade de situações: problemas relacionados com
espera, problemas de misturas e formulações, problemas de estoques, problemas de
programação da produção, problemas de arranjos físicos, problemas em redes de
transportes, problemas de abastecimento, problemas de comunicação e transmissão de
dados, entre outros.
Adota um enfoque sistêmico para os problemas
Paradigma Taylorista de Especialização Funcional
(Silos Especializados)
Vendedores se preocupam com volume de vendas e não a rentabilidade
Compradores se preocupam com menor preço unitário e não com a qualidade, a
consistência de entrega, ...
Transporte é normalmente escolhido pelo valor do frete e não pelo serviço oferecido
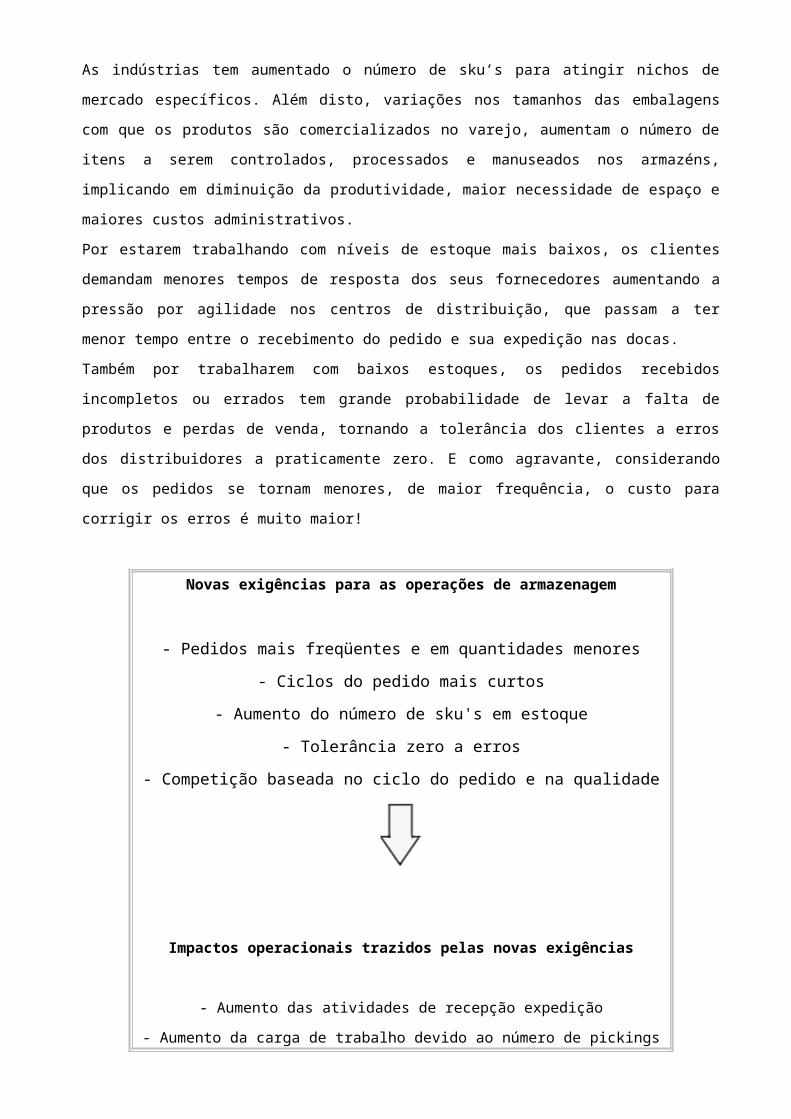
Manufatura se preocupa em maximizar a produtividade da mão-de-obra,
independentemente de prazos de entrega e níveis de estoques gerados
E a empresa como um todo???
A Pesquisa Operacional e a Internet
Sociedade Brasileira de Pesquisa Operacional: //www.sobrapo.org
International Federation of O. R. Societies: //www.ifors.org
Institute for O. R. and Management Sciences: //www.informs.org/resources
Modelos em Redes - NEOS Server: www.mcs.anl.gov/otc/server
Roteamento com Janelas de Tempo: www.pratix.hu/optonline
Roteamento: //riot.ieor.berkeley.edu/riot
Picking em Armazéns: www.fbk.eur.nl/OZ/LOGISTICA
Gerenciamento de Retornos: www.fbk.eur.nl/OZ/REVLOG
Sucessos da Pesquisa Operacional em Logística: finalistas do Prêmio Franz Edelman
1984-2007
Categoria OcorrênciasGoverno 25Transportes 22PCP 21Serviços 16Marketing 11Rede logística 8Finanças 7Adm. Pessoal 7Manufatura 6Compras 5P&D 5Manutenção 4Estoques 3Engenharia 3Armazenagem 2TOTAL 145
Embalagem
A embalagem possui um impacto pouco significativo sobre o custo e a produtividade dentro dos
sistemas logísticos. Seus custos mais evidentes se encontram na execução de operações
automatizadas ou manuais de embalagem e na necessidade subseqüente de descartar a própria
embalagem.
61 trabalhos= 42%
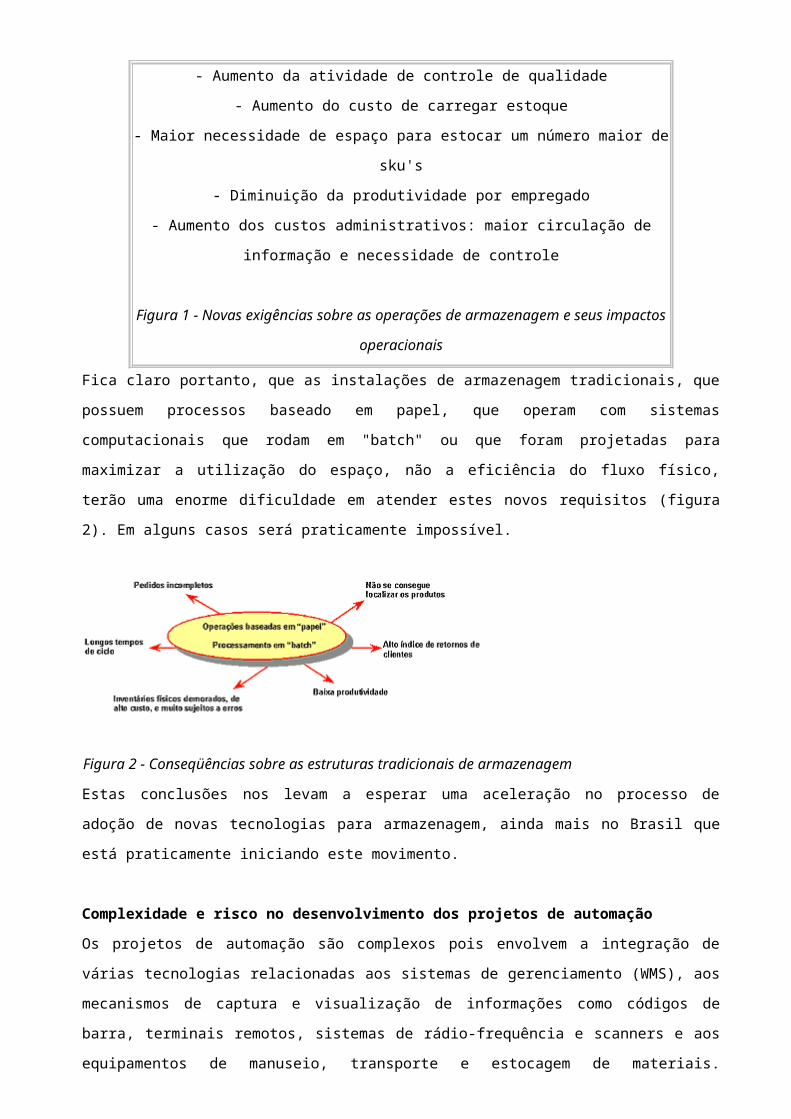
Introdução
A embalagem possui um impacto significativo sobre o custo e a produtividade dentro dos
sistemas logísticos. Seus custos mais evidentes se encontram na execução de operações
automatizadas ou manuais de embalagem e na necessidade subseqüente de descartar a própria
embalagem. A embalagem pode ser visualizada tanto dentro do sistema logístico total e seu
papel nos mercados industrial e de consumo; as três principais funções da embalagem (utilidade
e eficiência de manuseio, proteção contra avarias e comunicação); e materiais de embalagem
tradicionais, tecnologias emergentes e implicações ambientais. O custo da embalagem afeta
todas as atividades de logística desde o controle de estoque até a forma como são transportadas
para que cheguem ao seu destino final que seria o consumidor final.
Perspectivas
A embalagem é classificada em embalagem para o consumidor, com ênfase em marketing, e
embalagem industrial, com ênfase na logística.
Classificação
Dependendo do foco em que está sendo analisado, o conceito de embalagem pode varia. Para
um profissional da área de distribuição, por exemplo, a embalagem pode ser classificada como
uma forma de proteger o produto durante sua movimentação. Enquanto que para um profissional
de marketing a embalagem é muito mais uma forma de apresentar o produto, visando atrair os
clientes e aumentar as vendas, do que uma forma de protegê-lo.
Quanto à classificação, a mais referenciada é a que classifica de acordo com as funções em
primária, secundária, terciária, quartenária e de quinto nível.
a) Primária: é a embalagem que está em contato com o produto, que o contém. Exemplo: vidro
de pepino, caixa de leite, lata de leite condensado.
b) Secundária: é aquele que protege a embalagem primária. Exemplo: o fundo de papelão, com
unidades de caixa de leite envolvidas num plástico. É geralmente a unidade de venda no varejo.
c) Terciária: São as caixas, de madeira, papelão, plástico.
d) Quaternária: São embalagens que facilitam a movimentação e a armazenagem, qualquer tipo
de contenedor. Exemplo: Contêiner
e) Embalagem de Quinto nível: é a embalagem conteinerizada, ou embalagens especiais para
envio a longa distância.
Outra classificação proposta por Bowershox e Closs (2001) classifica as embalagens em dois
tipos: embalagem para o consumidor, com ênfase em marketing, e embalagem industrial, com
ênfase na logística.
Funções da Embalagem
As principais funções da embalagem são: conteção, proteção e comunicação.
A conteção refere-se à função de conter o produto, de servir como receptáculo, por exemplo,
quando ocorre do produto vazar da embalagem, esta função não foi cumprida. O grau de
eficiência da embalagem nesta função depende das características do produto. Uma mercadoria
perigosa, inflamável, deve sempre ter 100% de eficiência, realizando o investimento necessário
para tal. Enquanto que um fabricante de um material de menor valor, como sal, por exemplo,
pode permiti-se utilizar uma embalagem com menor grau de eficiência nesta função, o mesmo
ocorre com relação à função de proteção.
A função de proteção, possibilita o manuseio do produto até o cunsumo final, sem que ocorra
danos na embalagem, e/ou produto. Também com relação a esta função deve-se estabelecer o
grau desejado de proteção ao produto.
Alguns dos principais riscos aos quais a embalagem está submetida são: choques, aceleração,
temperatura, vibração, compressão, oxidação, perfuração, esmagamento, entre outros.
E a função de comunicação é a que permite levar a informação, utilizando diversas ferramentas,
como símbolos, impressões, cores, RFID1. Nas embalagens primárias, esta função ocorre
diretamente com os consumidores finais, trazendo informações sobre a marca e produto. E nas
embalagens ditas industriais, relacionadas à logística, a comunicação ocorre na medida em que
impressões de códigos de barra nas embalagens, marcações, cores ou símbolos permitam a
localização e identificação de forma facilitada nos processos logísticos de armazenagem,
estoque, separação de pedidos, e transporte.
Embalagem para o consumidor com ênfase no Marketing
O projeto final da embalagem é mais freqüentemente baseado nas necessidades de fabricação e
de marketing, negligenciando as necessidades de logística. O projeto da embalagem de
consumo deve ser voltado para a conveniência do consumidor, ter apelo de mercado, boa
acomodação nas prateleiras dos varejistas e dar proteção ao processo [1]
Embalagem industrial com ênfase na Logística
Os produtos e as peças são embalados geralmente em caixas de papelão, caixas, sacos, ou
mesmo barris, para maior eficiência no manuseio, são embalagens usadas pra agrupar produtos
e são chamadas de embalagens secundárias. O peso, a cubagem e a fragilidade das
embalagens secundárias utilizadas nas operações de linhas de produção determinam as
necessidades de manuseio e de transportes
As embalagens secundárias eram projetadas de forma que sua cubagem deveria ser totalmente
preenchida para que não ficassem espaços evitando a avaria. A importância da padronização da
embalagem secundária proporcionou substancial redução do custo total, bem como a adoção de
um sistema de manuseio muito mais eficiente, tanto no depósito como na loja varejista.
Proteção Contra Avaria
Existe a importância das embalagens secundárias para proteger os produtos contra avarias
durante o manuseio e a armazenagem, como também protege contra furtos. Para proteger a
embalagem contra avarias é necessário adequá-la ao produto e selecionar seu material, levando
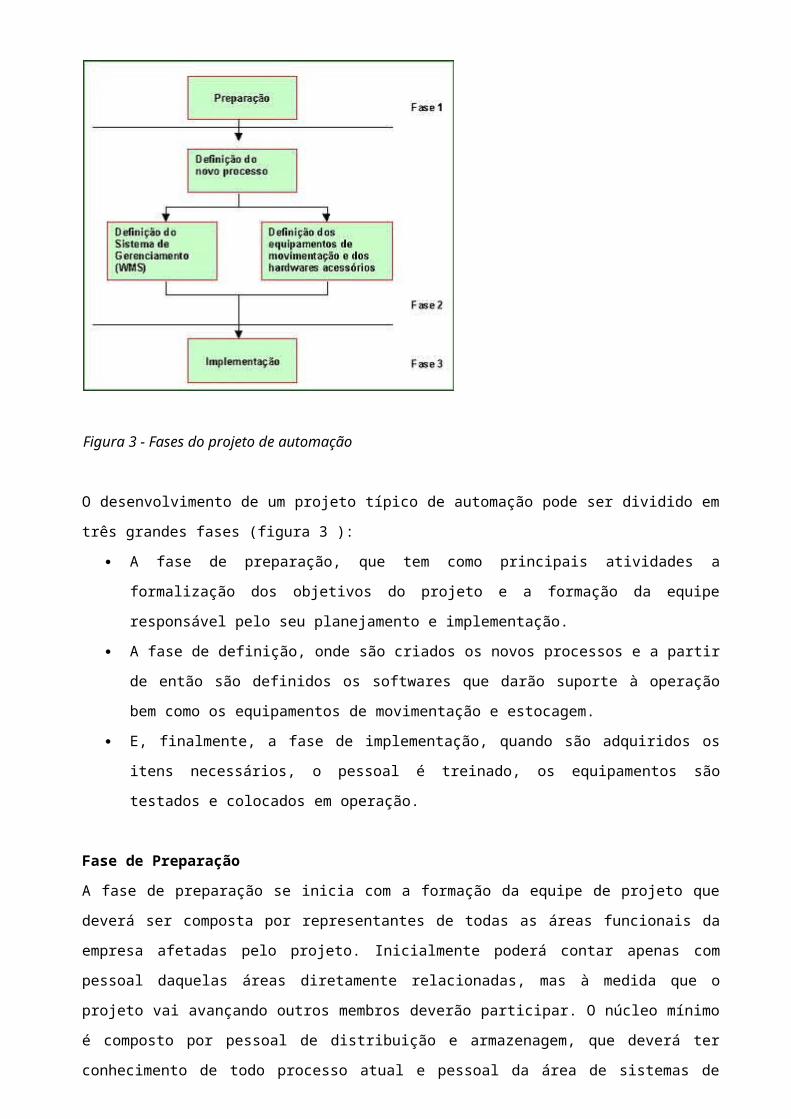
em conta o grau desejado de proteção ao produto. É proibitivo, no entanto, o custo de proteção
total para a maioria dos produtos, tendo como fatores determinantes do grau de proteção o valor
e a fragilidade do produto.
A fragilidade de um produto pode ser medida através de testes, tanto do produto como da
embalagem, com o uso de equipamentos de choque e de vibração; e seu resultado permite
determinar o nível de acolchoamento ou de forração nas caixas.
O ambiente também deve ser estudado quanto as suas características físicas e aos fatores que o
compõem. O ambiente físico que envolve um produto é o ambiente logístico, ele influencia e é
influenciado pela possibilidade de avaria. Neste ambiente ocorre a avaria por transporte,
armazenagens e manuseio. Nos depósitos próprios os produtos movem-se para seus destinos
num ambiente relativamente controlado. Já com transportes fretados os produtos entram num
ambiente sem controle.
Quanto menos controle a empresa tiver sobre o ambiente físico, maiores devem ser as
precauções com a embalagem para evitar avarias, portanto, o ambiente logístico influencia as
decisões relativas ao projeto da embalagem.
Existe quatro causas de avarias que são as vibrações, os impactos, as perfurações e as
compressões que podem ocorrer simultaneamente, esteja ele em trânsito ou sob manuseio,
como também podem ocorrer falhas no empilhamento que podem causar avarias.
Em trânsito as avarias podem ser significativamente reduzidas por amarração de volumes,
fixação, amarração à carroceria do veículo, calços pra impedir o deslizamento, a vibração e o
choque entre as mercadorias, ou simplesmente utilizando ao máximo o especo disponibilizado
nos veículos transportadores das mercadorias.
Fatores externos como temperaturas elevadas, umidade e materiais estranhos podem acarretar
avarias. Estes fatores externos estão fora de controle logístico e afetam o conteúdo das
embalagens quando estes são expostos, podendo derreter, estragar, empolar, descascar e até
fundir-se uns com os outros, perdendo cores.
Utilidade e Eficiência do Manuseio de Materiais
A utilidade de uma embalagem está ligada à forma como ela afeta tanto a produtividade quanto à
eficiência logística. Todas as operações logísticas são afetadas pela utilidade da embalagem.
Desde o carregamento do caminhão e a produtividade na separação de pedidos ate a utilização
do espaço cúbico no armazenamento e no transporte.
A eficiência do manuseio dos materiais é fortemente influenciada pela natureza do produto, pela
utilização e pelas características em termo de comunicação.
Características dos Produtos
A embalagem dos produtos sob determinadas configurações e as quantidades padronizadas
contribuem para aumentar a produtividade das atividades logísticas. A redução do tamanho da
embalagem, por exemplo, pode melhorar a utilização do espaço cúbico.O peso pode ser
reduzido com alterações do produto da embalagem.Substituindo-se garrafas de vidro por
garrafas de material plástico, por exemplo, pode aumentar significativamente a quantidade de
garrafas que pode ser transportadas.
Unitização
É o agrupamento de caixas numa carga única, formando um só volume.
Cargas Unitizadas
As cargas unitizadas apresentam muitas vantagens. São reduzidos o tempo de descarga e o
congestionamento no ponto de destino, é facilitado o manuseio de materiais pela verificação das
mercadorias, em sua entrada e no rápido posicionamento para a separação de pedidos.
Fixação de cargas
Pode aumentar a possibilidade de avarias se não for adequadamente fixada durante o manuseio
ou transporte.
Comunicação
È a função para a identificação do conteúdo da embalagem. À medida que os produtos se tornam
mais importante é necessário o aumento de produtividade.
Rastreamento
Um sistema de manuseio de materiais com bom nível de controle deve ter a capacidade de
rastrear o produto no recebimento, na armazenagem, na separação e na expedição. O controle
de toda movimentação reduz os níveis de perda e furto e pode ser muito útil para monitorar a
produtividade dos funcionários.
Instruções de Manuseio
Outro papel de embalagem para a atividade logística é transmitir instruções de manuseio e de
prevenção contra avarias. Se o produto é perigoso como no caso de produtos químicos, se é de
vidro, etc.
Utilização de Materiais
Materiais Alternativos
São usados os mais diversos tipos de materiais em embalagens para o uso na logística, desde o
papelão tradicional até plásticos.
Materiais tradicionais
Sacos são embalagens de papel ou de material plástico que dão proteção, na forma de
embrulhos, podendo conter produtos soltos. São flexíveis e facilmente descartáveis. Suas
desvantagens são a pouca proteção contra avarias e sua impossibilidade para uso com
uma grande quantidade de produtos.
Caixas de material plástico de alta densidade são embalagens com tampa similar às
caixas de uso doméstico. São rígidas, resistentes e oferecem proteção substancial aos
produtos. Seus pontos fracos são a inflexibilidade, o peso e a necessidade de seu retorno
à origem, por motivos econômicos.
Tendências Emergentes
A inovação tecnológica deu início ao renascimento da embalagem para fins logísticos. As
empresas estão pesquisando, cada vez mais, materiais e formas alternativas de
embalagem menos caros e mais criativos.
Embalagem por Acolchoamento é um tipo de proteção tradicionalmente utilizado por
empresas de mudanças, é ideal para embalar produtos de forma irregular. A embalagem
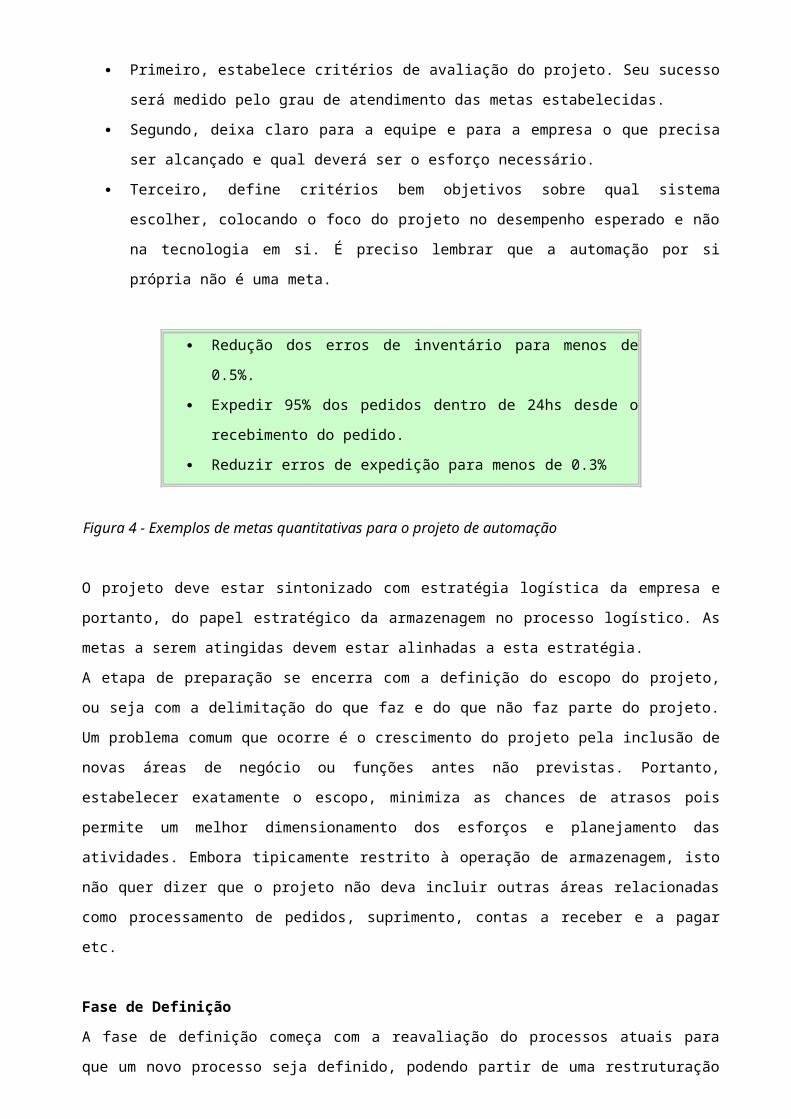
por acolchoamento é adotada por empresas que prestam serviços especiais de
transportes sem caixas. Elas possuem, fornecem e administram materiais de embalagem,
além de carregar e descarregar, assumindo a responsabilidade por quaisquer avarias que
ocorram. As vantagens são a ausência de quaisquer materiais de embalagem e de seus
resíduos, a redução da cubagem e maior facilidade ao desembalar os produtos.
Embalagens retornáveis sempre fizeram parte dos sistemas logísticos. Tais embalagens
geralmente são de aço ou plástico. A decisão de investir num sistema de embalagem
retornável requer estudo da quantidade de ciclos de embarques e de custos de transporte
versus custos de compra e descarte de embalagem sem retorno, bem como os custos
futuros de separar, rastrear e limpar as embalagens para reutilização.
Paletes podem ser de madeira, plásticos e refrigerados. Os paletes exigem grandes
investimentos, pois se mal construídos podem se desfazer e causar avarias nos produtos.
Existem estudos para aperfeiçoarem paletes de material plástico e refrigerado, uma vez
que estes paletes possuem as mesmas funções dos antigos paletes de madeira,
diferenciando destes por possuírem uma vida útil maior e serem mais resistentes.
Embalagem shrink-wrap é uma embalagem à vácuo. Ela é executada colocando-se uma
película pré-esticada sobre a carga unitizada de embalagens secundárias, película essa
que é encolhida por meio de aquecimento, para fazer as embalagens aderirem à
plataforma como um volume único.
Embalagem stretch-wrap é uma embalagem também à vácuo. Ela é executada
envolvendo-se a carga a uma película plástica esticada, fazendo-se a carga rodar e ser
envolvida pela película, o que resulta numa carga única, embalada sob pressão.
Planejamento de Embalagens
Sem levar em consideração se sua operação de embalagem envolve manufatura, armazenagem
ou distribuição, existem quatro enfoques que você deve considerar enquanto executa seu
planejamento e implementação.
COLETA DE DADOS
A coleta e o controle dos dados do inventário devem ser um componente projetado de
praticamente toda operação de embalagem e unitização. A conformidade com as necessidades
de etiquetação está direcionando este ponto para muitas empresas. Outras empresas estão
colocando uma alta prioridade nos sistemas automáticos de coleta de dados (automatic data
collection - ADC) como resultado de sua necessidade de garantir a integridade dos dados do
inventário e a acuracidade no atendimento completo do pedido, de maneira a entregar serviço
superior ao cliente.
Felizmente, os fornecedores estão oferecendo uma variedade cada vez maior de software de
coleta de dados, simbologias e métodos para aplicações industriais. O sistema ADC correto
propiciará a acuracidade do inventário por toda a fábrica ou armazém (incluindo áreas de
embalagem e unitização) e eleminará erros humanos.
FLEXIBILIDADE
Na maioria das indústrias, os ciclos de vida do produto estão cada vez mais curtos, o que
significa que os métodos de embalagem e unitização precisam ser flexíveis. Quanto mais
especializados seus equipamentos de embalagem atuais, tanto maior a possibilidade de que se
tornem obsoletos amanhã. Uma certeza é que a tecnologia de embalagem está evoluindo
rapidamente. Mesmo que você esteja lidando, hoje, com os mesmos produtos que lidava há dez
anos, os avanços de projeto na tecnologia de equipamentos de embalagem podem tornar o
desempenho do seu antigo equipamento inaceitável num ambiente empresarial competitivo.
Se você escolher o enfoque na automatização, tenha em mente que automatizar operações de
embalagem e unitização pode produzir significativos ganhos em termos de produtividade, mas a
flexibilidade também deve ser aplicada aqui. Projeto modular, software e controles facilmente
reconfiguráveis e interfaces flexíveis com outros tipos de equipamentos devem ser características
incorporadas.
AMBIENTE
As preocupações ambientais em relação aos materiais e processos mudaram do foco secundário
para o principal, e rapidamente estão obtendo grande aceitação por parte tanto de consumidores
quanto de políticos. Muitas empresas descobriram que encarar de frente as questões ambientais
proporciona, como resultado, menores custos de embalagem e redução das perdas, ao mesmo
tempo que mantêm um nível aceitável de proteção do produto. Tal mudança também pode
contribuir para a imagem da empresa junto à sociedade.
ERGONOMIA
Se a preocupação ambiental veio para ficar, a ergonomia também. A ergonomia e a engenharia
humana não são mais as últimas palavras da moda; cada vez mais são requisitos normalizados.
Paletização manual, empilhamento de cargas pesadas, o incômodo movimento de se esticar
para alcançar caixas de papelão e outras atividades afins estão rapidamente sendo legislados
em muitos locais de trabalho. Dado ao fato de que acidentes pessoais na parte inferior da coluna
são o tipo mais comum de acidente no local de trabalho, investir em melhorias ergonômicas faz
sentido financeiramente falando, assim como no aspecto social.
A figura a seguir relaciona algumas etapas para o projeto de uma embalagem.
A figura 1 apresentada acima, demonstra que o primeiro e o principal passo para o projeto de
uma embalagem, é o levantamento dos dados apresentados nos quatro retângulos, dentre eles o
conhecimento das condições logísticas (movimentação, armazenagem e transporte).
Um exemplo de como cada detalhe no desenvolvimento das embalagens, se traduz em grandes
impactos nos números da empresa é o caso da Nestlé Brasil. Os maiores ganhos da companhia
hoje, segundo reportagem publicada na Revista Exame, não vêm das fábricas, mas de
mudanças no design das embalagens. No ano passado, a empresa economizou 6,3 milhões de
reais com adaptações nas embalagens. As novas curvas na lata de leite Moça, por exemplo, tem
além da intenção de chamar a atenção do consumidor, a de reduzir custos.
Padronização
A padronização das embalagens geralmente ocorre nas secundárias e terciárias , que protegem
e acondicionam as embalagens primárias. Segundo Moura & Banzato (2001) ao se falar em
padronização de embalagens, na maioria das vezes refere-se à padronização das dimensões, e
não do material. Isto porque são estas as características que influenciam mais a capacidade do
equipamento de movimentação, e não o tipo de material utilizado na fabricação.
A redução da variabilidade de embalagens facilita o armazenamento, manuseio e movimentação
dos materiais, reduzindo o tempo de realização destas tarefas, por proporcionar uma
padronização destes métodos, dos equipamentos de movimentação, e de armazenamento. Além
da redução do tempo, outra vantagem da padronização é a redução de custos.
Um exemplo da redução de custos pela padronização dos materiais é o caso apresentado na
Revista Tecnologística, do Grupo Behr Brasil, pertencente do segmento de autopeças, produzem
radiadores e ar condicionado, enviam seus produtos para vários paises e tem como principal
cliente suas próprias fábricas. O grupo sentiu à necessidade de padronizar seus processos
logísticos, especificamente a embalagem, devido a alta necessidade de movimentação e
transporte. Antes utilizavam embalagens descartáveis, entretanto estas ocasionavam grande
volume de descarte, custos com mão-de-obra, avarias durante o transporte e a armazenagem,
má utilização do espaço físico no estoque e centros de distribuição.
A solução foi à contratação de um agente especializado, este agente é proprietário das
embalagens e responsável por toda a gestão destas, aluguel, recolhimento dos equipamentos
nos pontos finais de entrega, limpeza, reparos, e manutenção.
Após a adoção deste sistema, com um modelo único de embalagem, o contêiner plástico
desmontável, a empresa obteve os seguintes resultados: redução de 15% mão-de-obra, custo
embalagem caiu 20% no fluxo Alemanha e Brasil e 5% no fluxo inverso, aumentou sua
capacidade de armazenamento em 15%, permitiu um empilhamento maior e redução do
abastecimento (kanban).
UNITIZAÇÃO: CONCEITOS
A unitização consiste na operação de união de mercadorias de peso, tamanho e
formato distintos em cargas de volumes unitários, possibilitando uma racionalização do
espaço útil e maior agilidade e segurança em processos de desembarque e embarque.
As cargas unitárias devem possuir o maior tamanho possível, desde que este
tamanho seja compatível com os equipamentos de movimentação.
Os tipos mais comuns de unitização de cargas são as seguintes:
- cargas paletizadas*
- cargas pré-lingadas
- conteiners*
- tipos especiais de unitização
1.1 Vantagens
• Minimização do custo hora/homem;
• Menores custos de manutenção do inventário, e melhor controle do mesmo;
• Rapidez na estocagem;
• Racionalização do espaço de armazenagem, com melhor aproveitamento vertical da área
de estocagem;
• Diminuição das operações de movimentação
• Redução de acidentes pessoais;
• Economia de até 50% no custo da movimentação;
• Diminuição de danos aos produtos;
• Redução do tempo de rotulagem;
• Melhor aproveitamento dos equipamentos de movimentação;
Uniformização do local de estocagem.
Principais Sistemas de Unitização de Cargas
Pré-lingagem: a carga é condicionada em redes especiais de nylon ou corda, de forma a
proporcionar fácil manuseio por guindastes, permitindo o aumento da velocidade de
carregamento e descarregamento.
Paletização (Paletes/Pallets): são utilizados engradados de madeira como suportes de cargas
que ficam atadas a estes, os quais, possuem vãos em sua parte inferior de modo a permitir o
encaixe dos garfos das empilhadeiras, gerando, desta forma, uma otimização do manuseio da
carga.
Conteinerização: consiste na alocação de cargas em um receptáculo em forma de baú chamado
contêiner, que proporciona maior segurança e facilidade de manuseio e transporte. Devido a sua
característica intermodal, ou seja, sua capacidade de fácil e ágil transferência entre várias
embarcações (terrestre, marítima ou aérea), sem prejuízo da carga, proporcionada por sua
padronização a nível mundial, a conteinerização á a unitização de carga mais largamente
utilizada no transporte internacional.
Tipos de Unitização e Definições
A unitização consiste na operação de união de mercadorias de peso, tamanho e formato distintos
em cargas de volumes unitários, possibilitando uma racionalização do espaço útil e maior
agilidade e segurança em processos de desembarque e embarque.
As cargas unitárias devem possuir o maior tamanho possível, desde que este tamanho seja
compatível com os equipamentos de movimentação.
Os tipos mais comuns de unitização de cargas são as seguintes:
cargas paletizadas
cargas pré-lingadas
conteiners
tipos especiais de unitização
FORMAS MAIS COMUNS DE UNITIZAÇÃO
• Pré-lingagem (amarração ou cintamento)
Envolvimento da carga por redes especiais ("slings") ou cintas com
alças adequadas à movimentação por içamento.
• Paletização
Utilização de plataforma de madeira ou estrado destinado a
suportar carga, fixada por meio de cintas, permitindo sua
movimentação mecânica com o uso de garfos de empilhadeira.
• Conteinerização
Colocação da carga em contêiner ("cofre de carga"), que é um
recipiente construído de material resistente o suficiente para
suportar uso repetitivo, destinado a propiciar o transporte de
mercadorias com segurança, inviolabilidade e rapidez, permitindo
fácil carregamento e descarregamento e adequado à movimentação
mecânica e ao transporte por diferentes equipamentos.
Vantagens e Desvantagens da Unitização de Cargas
Pontos fortes e fracos - É no bloco das atividades retroportuárias, aquelas desenvolvidas na
retaguarda dos portos, que se acham as empresas prestadoras de serviços de unitização. Tais
empresas podem realizar seu trabalho em qualquer segmento do embarque compreendido
entre o fabricante ou firma exportadora e o navio.
No entanto, como se viu no decálogo da unitização, o primeiro passo é conhecer as vantagens
relativas a cada método, seus pontos fortes e fracos, seus máximos e mínimos. São eles, na
verdade, que decidem a melhor solução para o complexo de variáveis em cada caso, indicando
assim como melhor aproveitar a oferta retroportuária. As vantagens e desvantagens de cada
método são descritas a seguir:
Pallets - vantagens:
Redução de perdas, roubos e avarias à carga;
Redução de rotulagem e marcação dos embarques, pois não é necessário realizar as
operações para cada item;
Possíveis reduções de utilização de mão-de-obra na movimentação da carga, nas
dependências da empresa exportadora;
Aumento da capacidade das instalações de estocagem, por meio de maiores alturas de
empilhamento;
Maior rapidez nas operações de carregamento e descarregamento de veículos e
embarcações, permitindo aumento da rotatividade dos mesmos;
Redução das taxas de capatazia no porto de embarque. Na maioria dos portos, apenas
quando o peso da unidade de carga excede 1.000 kg;
Redução das taxas de estiva no porto de embarque. Esta vantagem só é diretamente
apropriada pelo exportador quando ele contrata e paga o serviço de estiva da mercadoria a
bordo do navio;
Frete básico marítimo inferior àquele pago com o emprego de outras formas de
acondicionamento, quando há frete promocional (liner-terms);
Descontos e franquias concedidos sobre o valor do frete básico marítimo (liner-terms);
Possibilidade de aplicação do conceito de "sistema global de transportes", no qual a carga se
movimenta na forma unitizada desde as dependências do produtor até a loja de varejo, onde a
mercadoria pode ser vendida diretamente do pallet.
Pallets - desvantagens:
Espaços perdidos dentro da unidade de carga;
Investimentos na aquisição de pallets, acessórios para a fixação da mercadoria à plataforma e
equipamentos para a movimentação das unidades de carga (sensivelmente menores que os
necessários para a movimentação de conteineres);
O peso próprio da plataforma e o volume da mesma podem aumentar o valor do frete, se os
transportadores não estabelecerem franquias para essas características físicas do pallet;
Eventual exigência de modificações nos lay-outs das instalações do exportador e dos
terminais intermediários.
Lingas - vantagens:
Redução de perdas, roubos e avarias à carga;
Possíveis reduções de utilização de mão-de-obra na movimentação da carga, nas
dependências da empresa exportadora;
Maior rapidez nas operações de carregamento e descarregamento de veículos e
embarcações, permitindo, em conseqüência, aumento da rotatividade dos mesmos;
Redução das taxas de capatazia no porto de embarque. Na maioria dos portos, apenas
quando o peso da unidade de carga excede 1.000 kg.
Redução das taxas de estiva no porto de embarque. Esta vantagem só é diretamente
apropriada pelo exportador quando ele contrata e paga o serviço de estiva da mercadoria a
bordo do navio;
Descontos concedidos sobre o valor do frete básico marítimo (liner terms).
Lingas - desvantagens:
Investimentos na aquisição de lingas e equipamentos para movimentação das unidades de
carga;
Custos de reposição e retorno das lingas, caso não sejam descartáveis (em princípio, esses
custos são sensivelmente menores do que os pertinentes ao conteiner e ao pallet).
Conteiner - vantagens:
Redução de perdas, roubos e avarias à carga;
Possíveis reduções de custos de rotulagem e embalagem, sendo estas observadas,
principalmente, nos casos em que o conteiner é transportado porta (exportador) a porta
(importador);
Possíveis reduções de utilização de mão-de-obra na movimentação da carga, nas
dependências da empresa exportadora;
Estocagem de mercadoria em áreas descobertas. Este fator pode ser neutralizado se o
exportador pagar taxa de demurrage (sobreestadia) pelo uso do conteiner além do prazo livre;
Maior rapidez nas operações de carregamento e descarregamento de veículos e
embarcações, permitindo, em conseqüência, aumento da rotatividade dos mesmos;
Carregamentos e descarregamentos de veículos e embarcações sob condições climáticas
adversas;
Redução das taxas de capatazia no porto de embarque;
Redução das taxas de estiva, conferência e conserto de carga no porto de embarque. Esta
vantagem só é diretamente apropriada pelo exportador na situação em que este contrata e
paga o serviço de estiva da mercadoria a bordo do navio;
Frete marítimo inferior àquele pago com o emprego de outras formas de acondicionamento,
quando há frete promocional (liner-terms);
Descontos sobre o frete básico marítimo (liner-terms) sob certas condições, sendo a H/H
(house-to-house) a mais freqüente;
Possíveis reduções dos tempos totais de viagem, com o emprego de navios expressos.
Conteiner - desvantagens:
Espaços perdidos dentro da unidade de carga;
Exigência de equipamentos de alto investimento para a movimentação da unidade de carga
nos locais de expedição e recebimento e nos pontos de transferência de veículo de transporte;
Pagamento de aluguel do conteiner;
Pagamento de taxas de demurrage (sobreestadia) pelo uso do conteiner, quando este ficar à
disposição do exportador por um período além do prazo livre;
Transporte do conteiner vazio para o local onde se faz a estufagem do mesmo;
A incorporação da tara do conteiner na tonelagem global de transporte pode acarretar
acréscimos no valor do frete rodoviário, na situação em que a carroceria for do tipo reversível
conteiner/carga seca;
Sujeito a pagamento de frete marítimo mínimo que pode exceder o frete da mercadoria
transportada sob outra forma de acondicionamento;
Acréscimos no valor do frete básico marítimo (liner-terms) sob certas condições, sendo as P/H
(pier-to-house) e P/P (pier-to-pier) as mais freqüentes;
Custos de reparos, reposição e retorno dos conteineres.
Contentor flexível - vantagens:
Redução de perdas, roubos e avarias à carga;
Eliminação de sacarias e embalagens convencionais;
Maior proteção aos equipamnetos de transporte e movimentação, em termos de imunidade à
ação química de determinados produtos, como sal e fertilizantes, que corróem e danificam os
equipamentos;
Possibilidade de estocagem em áreas descobertas;
Maior rapidez nas operações de carregamento e descarregamento de veículos e
embarcações, permitindo, em conseqüencia, aumento da rotatividade dos mesmos;
Redução das taxas de capatazia no porto de embarque. Na maioria dos portos, apenas
quando o peso da unidade de carga excede 1.000 kg;
Redução das taxas de estiva, conferência e conserto de carga no porto de embarque. Esta
vantagem só é diretamente apropriada pelo exportador na situação em que este contrata e
paga o serviço de estiva da mercadoria a bordo do navio.
Contentor flexível - desvantagens:
Investimentos na aquisição de contentores e equipamentos para a movimentação das
unidades de carga;
Necessidade de completa limpeza do contentor, quando este é empregado no transporte de
diferentes produtos;
Transporte de retorno do contentor vazio (este inconveniente é bem menos acentuado do que
nos casos de uso de conteiner e de pallet).
Sapatas - vantagens:
Possíveis reduções de utilização de mão-de-obra na movimentação da carga, nas
dependências da empresa exportadora;
Aumento da capacidade das instalações de estocagem, pelo fato de permitir maiores alturas
de empilhamento, desde que a superfície superior da embalagem seja plana e horizontal;
Maior rapidez nas operações de carregamento e descarregamento e veículos e embarcações,
permitindo, em conseqüência, aumento da rotatividade dos mesmos;
Redução das taxas de capatazia no porto de embarque. Na maioria dos portos, apenas
quando o peso da unidade de carga excede 1.000 kg.
Redução das taxas de estiva no porto de embarque. Esta vantagem só é diretamente
apropriada pelo exportador quando ele contrata e paga o serviço de estiva da mercadoria a
bordo do navio;
Possíveis reduções dos valores dos fretes marítimos, quando os transportadores estabelecem
franquias para o acréscimo de volume do acondicionamento de transporte devido à altura dos
calços.
Sapatas - desvantagens:
Investimentos na aquisição dos acondicionamentos com calços e em equipamento para
movimentação das unidades de carga;
Acréscimos nos valores dos fretes marítimos, em função da altura dos calços, se os
transportadores não estabelecerem franquias para os mesmos e se os fretes forem cotados em
volume.
Pedra angular - No arco de razões que se pode traçar para justificar técnica e
economicamente a unitização, uma delas funciona como pedra angular: são os ganhos de
produtividade por equipamentos/hora no transbordo cais/navio. Os números a seguir não
deixam margem a equívocos: carga geral não unitizada - 12 a 15 t por equipamento/hora; carga
geral paletizada - 22 t por equipamento/hora; carga geral conteinerizada - terminal
convencional, 72 t por equipamento/hora, terminal especializado, 240 t por equipamento/hora.
Com multiplicadores dessa ordem em oferta no mercado, a unitização tende, progressivamente,
a deixar de ser um instrumento preferencial no transporte de carga geral, e a se constituir no
próprio contexto em que deve-se processar o traslado de mercadorias no comércio
internacional.
UNIDADE VII – ARMAZENAGEM, MANUSEIO E ACONDICIONAMENTO DO PRODUTO
Acomodação de Cargas
Os aspectos relacionados com a acomodação adequada de cargas nos veículos de transporte
rodoviário envolvem diversos princípios e regras práticas, bem como procedimentos que devem
seguir a legislação pertinente.
Princípios que regem sua distribuição
A correta distribuição da carga no veículo é fundamental para uma operação segura e
econômica.
Dentre os efeitos observados pela distribuição incorreta da carga no veículo, pode-se destacar:
Má estabilidade;
A falta de aderência;
A iluminação deficiente;
A sobrecarga nos eixos;
O desgaste prematuro de diversos componentes, como os pneus, freios, eixos, molas,
amortecedores, sistemas de direção;
A elevação do consumo de combustível.
Os efeitos são numerosos e extremamente prejudiciais ao veículo, causando à empresa gastos
adicionais desnecessários que podem ser facilmente evitados.
Efeitos da carga mal distribuída
a) no eixo dianteiro
Se a carga estiver com a maior parte do seu peso recaindo sobre o eixo dianteiro, pode
sobrecarregá-lo, tornando a direção pesada e, com isso, prejudicando a dirigibilidade do veículo.
b) No eixo traseiro
Se a carga estiver concentrada no balanço traseiro, pode provocar excesso de peso no eixo
traseiro e falta de peso no dianteiro, tornando a direção leve, com aderência insuficiente.
Em aclives ou depressões da via, pode-se, em casos extremos, perder o contato das rodas
dianteiras com o solo.
c) No caso de semi-reboques
Se a carga estiver incidindo acentuadamente sobre o eixo motriz do caminhão-trator, ocorrerá
sobrecarga e desgaste dos pneus, ocasionando má estabilidade do conjunto.
Se a carga estiver incidindo na parte traseira do semi-reboque, pode haver falta de aderência das
rodas propulsoras do veículo-trator e desgaste excessivo dos pneus do semi-reboque.
Influencia da distribuição de carga no facho luminoso dos faróis
O facho de luz dos faróis só proporcionará uma iluminação eficiente e segura se o veículo estiver
com a carga corretamente distribuída.
Havendo sobrecarga no eixo traseiro, o facho de luz ficará alto, comprometendo sua eficiência.
Se o eixo dianteiro estiver sobrecarregado, o facho de luz ficará baixo, reduzindo a área
iluminada à frente do veículo, comprometendo sua segurança.
Posicionamento do Centro de gravidade da Carga em relação à largura da carroceria
O centro de gravidade da carga também deve estar posicionado adequadamente em relação à
largura da carroceria, ou seja, coincidindo com o centro de gravidade do conjunto.
Quando ele estiver deslocado para uma das laterais, haverá um esforço maior sobre a
suspensão e os pneus daquele lado, podendo ocasionar derrapagens em razão das condições
desiguais de frenagem ou até tombamentos devido a desníveis da pista.
Aspectos da correta distribuição das cargas em alguns tipos de transportes
a) Coleta e Entrega
No caso de veículos que executam serviços de coleta e entrega de mercadorias, tais como:
cigarros, jornais, revistas, produtos alimentícios, encomendas e correspondências, torna-se mais
difícil efetuar uma correta distribuição de peso por eixo, uma vez que os veículos são carregados
ou descarregados ao longo do trajeto.
Tomando-se como exemplo o caso da distribuição de mercadorias, considera-se que o veículo,
ao iniciar uma viagem, encontra-se totalmente carregado e com uma distribuição correta de peso
sobre os eixos.
Porém admitindo-se que a descarga seja feita pela porta traseira do veículo, pode ocorrer uma
concentração de carga no eixo dianteiro, à medida que as entregas forem sendo efetuadas.
O mesmo processo ocorre de maneira inversa nos serviços de coleta, quando o veículo vai
sendo carregado a partir de sua parte dianteira.
Uma solução para evitar os problemas de distribuição da carga no veículo é elaborar roteiros
levando em conta o volume de entregas ou coletas, procurando com isso utilizar o veículo o
menor tempo possível com um dos eixos sobrecarregado.
b) Bebidas e Botijões de gás
Devido às características de algumas mercadorias, suas operações de coleta e entrega devem
ser tratadas individualmente, como nos casos de bebidas e botijões de gás. Observe-se ainda
que, nesses casos, a coleta e entrega ocorrem simultaneamente.
Para o transporte de bebidas devem ser utilizadas carrocerias especiais que agilizam as
operações de carga e descarga, além de reduzirem o número de ajudantes. Estas carrocerias
possuem inclinação no piso para evitar o deslizamento da carga em curvas.
As carrocerias utilizadas nestas atividades normalmente permitem acesso para carga e descarga
pelas laterais, ocorrendo à descarga de recipientes cheios simultaneamente ao carregamento de
vazios. Daí que na entrega destes produtos deve-se ter o cuidado de não permitir a concentração
de peso numa das laterais do veículo.
c) Cargas líquidas
Os líquidos têm a propriedade de ocuparem o volume que lhes é oferecido. O veículo, ao
enfrentar aclives e declives ou ao descrever curvas, poderá ter sobrecarga num dos eixos, devido
à acomodação instantânea dos líquidos. Para atenuar este problema, os tanques devem ser
providos, internamente de quebra-ondas.
d) Cereais e Granel
Este tipo de transporte tem um comportamento parecido com o dos líquidos, proporcionando uma
distribuição uniforme ao longo da plataforma de carga, apesar de ter maior resistência à auto-
acomodação.
Quando o trajeto tiver muitos aclives e declives, assim como muitas curvas horizontais, poderá
ocorrer sobrecarga nos eixos e nas laterais do veículo devido ao acúmulo dos grãos.
Este problema pode ser minimizado com a instalação de anteparos, com função semelhante à
dos quebras-ondas empregados nos tanques. É importante também cobrir a carroceria com lona
ou encerado, para evitar a perda de carga durante o trajeto.
e) Operações com equipamentos basculantes
Nas operações de descarga com carroçarias e semi-reboques basculantes, deve-se tomar
alguns cuidados, especialmente se a carga for aderente. Nesse caso ela apresentará resistência
ao deslizamento, como acontece com a argila molhada, barro, terra úmida, lixo, etc. Para operar
com este tipo de material, torna-se necessário que o sistema hidráulico proporcione um ângulo
de basculamento na ordem de 50 graus.
Outro importante cuidado na operação é no que diz respeito à posição do veículo quando de sua
descarga. Ele deve ser colocado em posição plana e nivelada, pois existe perigo de tombamento
do veículo, devido ao deslocamento do centro de gravidade da carga.
Quanto aos cuidados com a carga, os equipamentos basculantes que trafegam em vias públicas
e rodovias devem utilizar cobertura de lona para evitar o derramamento da mesma.
f) Animais
Por se tratar de carga viva, mesmo quando a caminho do abate, os animais devem ser
transportados com cuidados especiais.
Para este tipo de transporte, existem carroçarias especialmente desenvolvidas que proporcionam
segurança e integridade aos mesmos.
Outro cuidado diz respeito ao modo de conduzir o veículo, pois, em curvas, os animais podem
ser projetados contra as paredes laterais da carroçaria. Nas acelerações e frenagens ou aclives e
declives, também existe o risco de comprimi-los contra as paredes traseira ou frontal da
carroçaria.
Para minimizar este problema, as carroçarias devem ser dotadas de divisórias que reduzam a
compressão dos animais e, ao mesmo tempo, evitem o deslocamento do centro de gravidade do
caminhão.
Quanto ao embarque e desembarque deste tipo de carga, devem ser previstas rampas de
acesso, com inclinação máxima de 30 graus ou, então, plataforma elevatória.
g) Contêineres
Os veículos transportadores de contêineres devem ter dispositivos de apoio e fixação na
carroçaria, semi-reboque ou reboque.
Quando a carga for de baixa densidade, não há preocupação com o peso e sim com o máximo
aproveitamento volumétrico do contêiner.
Quando, porém, se têm cargas mais densas, deve-se verificar o limite de peso bruto estabelecido
para o contêiner. Este limite imposto pelas normas ISO, não é, porém, a única restrição. É
preciso considerar também a capacidade máxima de tração e os pesos máximos por eixo
admitidos no transporte rodoviário, o que depende do veículo a ser utilizado.
A carga colocada no contêiner deve ter seu peso aplicado sobra a maior área e extensão
possíveis, evitando-se concentrar forças em alguns pontos do piso, principalmente nas
extremidades. O centro de gravidade da carga deve estar o mais próximo possível do centro do
piso do contêiner.
h) Cargas Longas
As cargas longas não devem ser transportadas em veículos cuja carroçaria não ofereça as
condições necessárias de acomodação e segurança.
Para o transporte de postes, tubos e vergalhões, por exemplo, as carroçarias devem dispor de
malha metálica para proteção da cabina e berços de apoio com sistema de amarração da carga.
Para transportar cargas longas e de peso elevado, como estruturas metálicas, toras, pré-
moldados, etc., deve-se utilizar semi-reboques especialmente desenvolvidos para esta finalidade,
inclusive com comprimentos variáveis (extensíveis), que possibilitam a correta distribuição do
peso sobre os diversos eixos.
i) Tratores e Máquinas Rodoviárias
Para este tipo de transporte devem ser utilizados reboques ou semi-reboques contendo
dispositivos para fixação no piso, além de rampa para carga e descarga. As improvisações são
sempre perigosas.
Os equipamentos mais utilizados são os semi-reboques com plataformas planas ou rebaixadas,
denominadas “carrega tudo” (carry all).Para determinadas aplicações podem ser utilizados os
reboques com plataformas basculantes, conhecidos por tip-top.
j) Vidros
Vidros planos devem ser transportados em pé, ligeiramente inclinados, na posição mais baixa
possível, para não comprometer a estabilidade do veículo e também para facilitar o seu
carregamento e descarregamento.
As carroçarias devem dispor de dispositivos de fixação e apoio adequados para que os vidros
não sejam danificados durante o transporte.
Conceito de Carga Unitizada
Carga unitizada constitui um conceito extremamente simples: diversos volumes de mercadorias
são acondicionados ou arrumados de modo a constituírem “unidades” maiores, de tipos e
formatos padronizados, para que possam ser mecanicamente movimentados ao longo da cadeia
de transportes, eliminando-se, assim, os múltiplos, dispendiosos e desnecessários manuseios da
carga fracionada. Ou seja, é uma carga constituída de materiais (embalados ou não) arranjados
e acondicionados de modo a possibilitar a movimentação e a estocagem por meios mecanizados
como uma única unidade.
Embora os principais motivos para a unitização sejam reduzir os custos da movimentação de
materiais e aumentar a sua velocidade, o conteúdo de uma carga unitizada está, geralmente,
sujeito a menos movimentação severa, aumentando, portanto, a proteção aos materiais.
A carga unitizada é um conjunto ou grupo de objetos mantidos como uma unidade de carga em
um transporte entre uma origem e um destino.
É a consolidação de vários volumes pequenos em outros bem maiores e homogêneos, com a
finalidade de propiciar a automação dos transportes ou, o que é mais importante, a integração
dos diversos sistemas (ou “modais”) existentes – o aquaviário, o ferroviário, o rodoviário e o
aeroviário – por intermédio dessas “unidades de carga”, no que se denomina Transporte
Intermodal.
No transporte convencional, as mercadorias chegam a ser movimentadas cerca de 12 ou mais
vezes, desde o produtor até o comprador, e mais algumas vezes até o consumidor, constituindo
essas movimentações em parcelas ponderáveis no custo final do transporte.
Na atual competição comercial, os produtos precisam chegar aos mercados consumidores a
preços competitivos, que permitam lucros razoáveis, a fim de que o negócio seja atrativo e
continue progredindo. Muitas vezes, em virtude do excessivo custo do transporte, ou lucros
deixam de ser compensadores, ou passam a ser negativos, impossibilitando as transações
comerciais.
Cada estágio da operação de transporte equivale a um aumento no custo da mercadoria ou
correspondente redução do lucro líquido.
A carga unitizada pode ser grande ou pequena: isto vai depender da situação, e não há nada
mais adequado do que a combinação de embalagens ou itens como uma unidade simples, a fim
de facilitar a estocagem e expedir a movimentação, quer por meio de rodas na base da carga,
quer por equipamento mecânico.
Planejamento da Carga Unitizada
O planejamento da carga unitizada é complexo, embora possa parecer que colocar um grande
número de itens sobre ou dentro de algum suporte ou recipiente seja planejar uma carga
unitizada.
Como sugestão, segue um procedimento lógico para se realizar esta tarefa.
1. determinar a aplicabilidade do conceito de carga unitizada;
2. selecionar o tipo de unitizador;
3. estabelecer a origem e o destino da carga unitizada;
4. determinar o tamanho da carga unitizada;
5. estabelecer a configuração da carga unitizada;
6. determinar o método de unitização da carga.
Determinação do tamanho da carga unitizada
O mais importante deste fator, geralmente, é o tamanho do componente a ser transformado em
unidade, uma vez que algumas combinações de suas dimensões determinarão as dimensões
finais da carga unitizada.
A dimensão da carga unitizada deve ser aquela que se enquadre em todas as modalidades de
transporte, tais como: caminhões, vagões ferroviários e contêineres marítimos.
A dimensão da carga unitizada deve permitir suficiente espaço livre, de modo que o funcionário
possa carregar e descarregar rapidamente a unidade.
Métodos para movimentar a carga unitizada
A aplicação do conceito de carga unitizada implica em considerar a maneira como a carga será
transportada, que pode ser descrito como a seguir.
1. Um dispositivo elevador introduzido sob a carga
É um dos métodos mais comuns de movimentação, sendo necessário que se tenha, no mínimo,
uma superfície plana na carga e uma altura compatível abaixo dela para eleva-la com os garfos
do mecanismo de movimentação.
2. Suspendendo a carga
A carga é suspensa com a ajuda de um gancho. O fato de a carga suspensa não ser
movimentada rigidamente e requerer um cuidado maior no carregamento é compensado pela
maior liberdade de movimentos, que pode ser uma vantagem na movimentação em recintos
apertados. Existem também outros dispositivos de elevação, como, por exemplo, imãs e
ventosas.
Tipos de carga unitizada
Existem vários métodos de carga unitizada, cada qual correspondendo a um tipo específico de
unitizador.
Todos eles apresentam características típicas, não só quanto às vantagens e desvantagens,
mas, principalmente, quanto aos equipamentos de movimentação e às especificações de
transporte.
Os principais são:
1. Carga auto-unitizada.
2. Carga paletizada.
3. Carga pré-lingada.
4. Carga contentorizada.
5. Carga conteneirizada.
Auto-unitização
1. Cintamento
É o sistema pelo qual vários volumes são presos uns aos outros por meio de cintas, arames ou
fitas, formando uma unidade de carga. O tipo de cinta mais usado é o de aço, mas, hoje, o
emprego de fitas sintéticas está ganhando adeptos.
2. Blocagem
Diversos produtos, como blocos de alvenaria ou embalagens resistentes, podem ser empilhados,
de forma que se tenha, na pilha, aberturas para a introdução de garfos de empilhadeira ou lingas
de içamento.
As caixas de papelão podem ser arrumadas para formar seu próprio unitizador, permitindo a
movimentação por empilhadeiras. Os métodos mais comuns empregam um reforço de cartão,
papelão corrugado ou fibra. Um deles consiste em deixar, de cada lado da fileira inferior, espaço
correspondente a meia caixa, para a introdução dos garfos da empilhadeira.
3. Enfardamento
Mercadorias de grande volume podem ser acondicionadas em forma de fardos.
Os fardos são constituídos de materiais que podem ser prensados, como algodão ou fibras de
aniagem, e contidos por fitas (cintas) de aço ou de materiais sintéticos. Em alguns casos, o
material pode receber um envoltório têxtil, para maior proteção sob o cintamento.
Polpa de celulose e sucata também são prensados e cintados com cintas de aço de alta
resistência e elasticidade. Este cintamento pode ser combinado com cintas de içamento.
Carga paletizada
A paletização – que recebeu um grande impulso durante a 2ª Guerra Mundial – é, e continuará
sendo, o principal fator para o estabelecimento do conceito de carga unitizada e,
conseqüentemente, dos benefícios advindos da mesma.
As vantagens auferidas de um programa de paletização envolvem custo e tempo de operação e
redução no espaço necessário para a estocagem.
Fornecedor, fabricante, distribuidor, varejista, clientes, todos são beneficiados.
A diferença entre utilizar ou não a paletização pode afetar o ciclo de distribuição, desde o
fornecedor da matéria-prima até o cliente.
Os paletes são, usualmente, uma plataforma para apoio e acondicionamento de carga, com
dimensões padronizadas, possuindo dispositivos para apoio de garfo de empilhadeira ou outro
equipamento.
Os materiais para paletes são:
madeira
metais: chapa de aço, alumínio.
papelão e fibra.
plástico.
borracha.
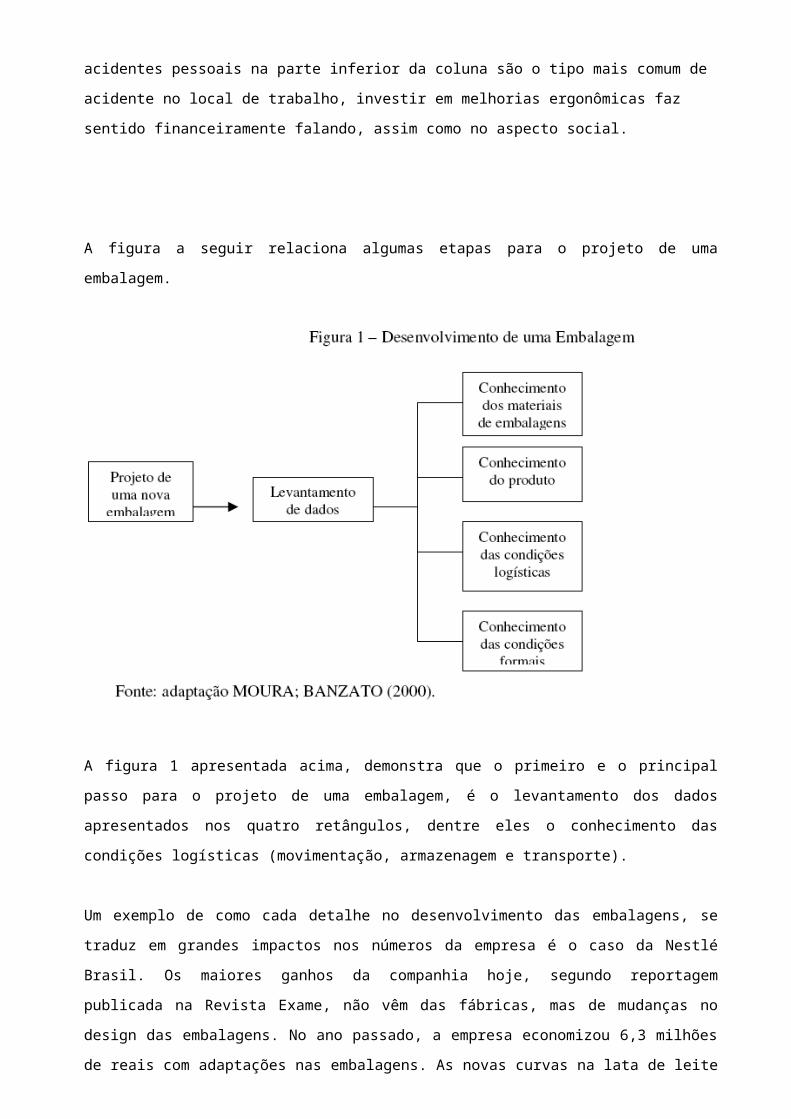
A área de aplicação dos paletes tem aumentado muito nos últimos anos. Inicialmente
empregados na movimentação interna em fábricas, armazéns e depósitos, hoje acompanham a
carga por toda a cadeia de distribuição.
Quanto ao uso, o palete pode ser:
descartável: destina-se a uma única operação, até o destinatário.
sem retorno (“one way”): não retorna à origem da operação de transporte, podendo ser
descartável ou de uso repetitivo no destinatário.
de uso repetitivo: destina-se a várias operações de transporte e/ou estocagem entre o
embarcador e o destinatário, ou vice-versa.
No caso de uso de paletes retornáveis, há o “pool” de paletes. Neste esquema de trabalho,
também chamado de intercâmbio de paletes, os fornecedores e os usuários trocam entre si um
número equivalente de paletes durante as operações rotineiras de distribuição.
Também emprega-se o sistema de “compra direta do palete”. Neste caso ele é adquirido junto
com os materiais.
O emprego de paletes na indústria tem tido um grande desenvolvimento devido às suas
vantagens sob o ponto de vista do volume do armazém. O emprego dos paletes permite, de fato,
aproveitar a altura disponível.
Os paletes para fins especiais podem apresentar diversas configurações. Seu projeto e
construção dependem exclusivamente de sua aplicação específica e, assim, eles podem
apresentar grandes variações entre si.
Na movimentação de produtos volumosos de baixa densidade, utilizam-se paletes leves e
descartáveis. Como exemplo típico, podem ser citadas cargas como lâmpadas, produtos de
papel embalados, latas vazias, etc.
A movimentação de materiais como rolos de papel, bobinas de arame, peças fundidas de porte,
peças de máquinas, etc., requerem a utilização de paletes reforçados de longa vida útil.
Tambores e barris de cerveja criam problemas de paletização que são solucionados por paletes
especialmente projetados para estas aplicações. Algumas cervejarias utilizam paletes de madeira
compensada e caibros com reentrâncias onde se encaixam as cintas metálicas dos barris. Estes
ficam na posição horizontal, permitindo o empilhamento de três fileiras de barris por palete, o que
aumenta a utilização do espaço de armazenagem e reduz os custos de movimentação.
Restrição das embalagens
No que se refere ao resultado das embalagens por paletização, há algumas recomendações
importantes com relação às caixas de papelão mais comumente utilizadas:
1. Resistência: as embalagens de papelão devem ser suficientemente fortes para agüentar o
empilhamento, suportando o peso de quatro paletes carregados superpostos.
2. Peso: para fins de paletização, uma caixa de papelão carregada com 15 kg é considerada
“ótima”. Pesos maiores que 20 kg não são recomendáveis, pois tornam difícil o manuseio,
quando da colocação das caixas sobre os paletes.
3. Cubagem: caixas muito grandes ou muito pequenas aumentam o custo do manuseio. A
cubagem ideal para a carga ser paletizada é de 0,028m3, aproximadamente.
4. Altura: para melhor estabilidade, a altura de embalagem não deve ultrapassar as medidas
de comprimento e largura. Recomenda-se que não seja superior a 350mm e 1800mm,
respectivamente, para cada unidade e carregamento ideal.
Cargas pré-lingadas
A unitização, principalmente de sacaria, é a amarração por cintas com alças ou olhais para o
içamento da carga.
A vantagem destas lingas em relação aos paletes é seu menor custo. Além disso, podem
retornar sem carga, ocupando muito pouco espaço, o que não ocorre com os paletes.
As lingas usadas podem ser descartáveis ou não, e as mais comuns são tiras de fibra sintéticas
como nylon e poliéster. Usa-se também cabo de aço ou fibra ou corrente.
As cargas transportadas em sacos e fardos são as que apresentam melhores condições para a
unitização com lingas. As caixas, em princípio, não devem ser utilizadas nesta forma, porque o
encurvamento observado nas mesmas, devido à ação das lingas, pode danifica-las.
Em relação à freqüência do uso, as lingas podem ser reutilizáveis ou descartáveis.
A movimentação da carga pré-lingada é feita apenas por içamento. Este pode ser feito por
empilhadeiras equipadas com acessórios especiais.
Cargas contenedorizadas
A contenedorização é um sistema de acondicionamento que consiste em agrupar os volumes
individuais e soltos dentro de contenedores, formando assim, uma unidade de carga do sistema.
O contenedor é um acessório:
Especialmente projetado para conter as peças em uma posição determinada. Pode ter
rodas para garantir mobilidade;
Freqüentemente equipado com reentrâncias, hastes ou orifícios, para orientar as peças,
ou com divisores entre camada, para facilitar a movimentação, inspeção, etc.;
Destinado a conter a carga com segurança, permitindo fácil carregamento e
descarregamento;
De caráter durável, suficientemente resistente para suportar uso repetitivo;
Adequado à movimentação mecânica e ao transporte por diferentes equipamentos;
Com capacidade de carga bruta superior a 500kg;
Não constituindo embalagem de carga transportada.
Alguns modelos são especialmente fabricados para facilitar a estocagem de materiais de forma
circular, como pneus, aros de veículos, rolos de arame, cabos de aço, ou elétricos.
2 PALETIZAÇÃO
A paletização é, sem sombra de dúvida, a forma de unitização mais conhecida e
difundida nos dias de hoje. Basicamente, consiste de uma plataforma, geralmente de madeira
(mas que também pode ser de metal, plástico, fibra ou outro material), disposta horizontalmente,
no qual a carga pode ser empilhada e estabilizada. Na maioria dos casos é projetado para ser
movimentado mecanicamente, através de guindastes, empilhadeiras ou veículos de garfo.
Apresentamos a seguir os tipos mais comuns de pallets, suas características e
formas de manuseio.
2.1 Pallet PBR:
Introduzido no mercado em 1990 pela Abras e entidades que fazem parte do Comitê
Permanente de Paletização(CPP), com a assessoria do Instituto de Pesquisas Tecnológicas
(IPT), depois de vários anos de testes e ensaios, o pallet padrão PBR é o
modelo ideal para a movimentação e armazenamento de mercadorias no
Brasil. As vantagens do produto são inegáveis para toda a cadeia de
distribuição, incluindo os próprios fabricantes. Com a padronização da medida,
em 1,00x1,20m, e da estrutura de construção, pela primeira vez passou a ser
economicamente viável a manutenção de estoques de pallets para venda futura.
Graças ao conceito de intercâmbio, iniciou-se também o funcionamento de um pool de
usuários do equipamento em todo o País. Somente no ano passado, cerca de 40% do total de
pallets vendidos pelas empresas credenciadas já passou a ser o padrão PBR.
Suas principais características são as seguintes:
– Destinado a atender quaisquer setores da indústria e do comércio através da
padronização das cargas.
– Desenvolvido através de uma comissão (O CPP - Comissão Paletizadora
Permanente, em conjunto com o IPT - Instituto de Pesquisas Tecnológicas da
Universidade de São Paulo e com a ABRAS - Associação Brasileira de
Supermercados),
– Configuração:
• Pallet 4 entradas, dupla face não reversível
• Medidas de 1,00 x 1,20 m
• Entradas para empilhadeiras e carrinhos hidráulicos
• O custo do pallet PBR oscila entre R$ 16 e R$ 20.
Que o PBR foi desenvolvido para suportar operação em níveis extremos de adversidades todo
mundo sabe. Porém, o manuseio correto do pallet é fator preponderante para a sua
longevidade e conseqüente redução de custos. Se bem utilizado, pode durar mais de cinco
anos. Veja o que deve ser evitado:
- Girar o pallet como se fosse uma roda, para movimentação a curta distância;
- Tombos de pilhas ou de caminhão;
- Deixar a roda da palleteira sobre as madeiras do pallet;
- Ajustar ou empurrar o pallet com os garfos de empilhadeira.
2.2 Pallets Especiais
Os pallets especiais possuem as seguintes especificações:
- Projetados a partir do desenho da peça que será movimentada;
- Podem incluir uma série de acessórios como: placas de madeira compensada,
reforços de metal, parafusos, recortes, prisioneiros e fresas;
- Seus desenhos podem ser fornecidos pelo cliente ou realizados pela empresa;
- Normalmente são indicados como pallets descartáveis e para peças que não
disponham de auto-sustentação.
2.3 Pallets Comuns
• Pallet 2 entradas, face única:
– Usualmente utilizado como pallet descartável;
– Possui baixo custo, pois utiliza uma pequena quantidade de madeira;
– É o mais simples dos pallets, sendo versátil e leve.
– Pode ser movimentado tanto por empilhadeiras quanto por carrinhos.
• Pallet 2 entradas, dupla face reversível:
– Utilizado para o sobre-empilhamento (face inferior oferece estabilidade à pilha e não
danifica os produtos da pilha que fica abaixo do pallet).
– Pode ser utilizado nas duas faces, por isso é chamado de reversível.
– É mais resistente em cargas estáticas, mas perde em flexíbilidade.
– Movimentação por empilhadeiras.
• Pallet 2 entradas com reforço inferior
– É mais resistente que o face única e mais barato que o dupla face;
– Sua resistência à carga é adequada (reforço inferior não permite o envergamento do
pallet).
– Pode ser movimentado tanto por empilhadeiras quanto carrinhos.
• Pallet 4 entradas, dupla face não reversível:
– Muito versátil
– As quatro faces permitem o acesso à pilha por qualquer lado (otimiza a utilização do
espaço dentro do estoque e facilita a carga)
– Permite bastante estabilidade no sobre-empilhamento devido às suas largas tábuas
na face inferior
– Sua movimentação se dá através tanto de empilhadeiras quanto carrinhos.
• Pallet 4 entradas, dupla face reversível:
– O mais pesado de todos os pallets
– É o mais resistente de todos e de maior durabilidade.
– Não é aconselhável para pallets descartáveis devido a seu custo, pois sua
composição envolve muito material.
– Indicado para cargas muito pesadas e armazenamentos muito duradouros.
– Sua movimentação é realizada através de empilhadeiras apenas.
2.4 Acessórios para pallets.
– Cantos Quebrados : cortes transversais nas "esquinas" do pallet que evitam que o pallet
de uma pilha encoste em outra;
– Asa Lateral : recuo do pontalete em relação às tábuas das faces para melhor distribuição
das cargas da face superior e para permitir o içamento do pallet com cordas.
– Rebaixos para entradas de carrinhos : cortes em ângulo que facilitam a entrada de
carrinhos e de empilhadeiras.
– Parafusos nos pontos de esforço : para aumentar a vida útil do pallet.
– Frescas longitudinais ou transversais: para passagem de cintas de arqueamento.
– Cantos arredondados nos sarrafos e tábuas das faces : para eliminar os cantos vivos da
madeira evitando danos aos produtos transportados.
– Furos oblongos ou em forma de canal : para encaixe posterior de parafusos de fixação
das peças transportadas.
3 CONTEINERS
Os conteiners são o segundo tipo mais comum de unitização. Possuem as seguintes
características:
• É a forma de unitização mais utilizada no transporte marítimo, sendo bastante utilizada
também no transporte aéreo ou ferroviário, quando as cargas são grandes ou numerosas;
• Consiste de uma caixa de aço com as dimensões externas padrão: 6,05m (comprimento) x
2,44m (largura) x 2,59m (altura);
• Existem variações a este padrão de container: container de 40", refrigerado (para o
transporte de alimentos perecíveis, por exemplo), etc.
4 OUTROS ELEMENTOS
Além destes containers, podemos considerar qualquer tipo de caixa como um
elemento de unitização de cargas, desde que cumpram a função de agrupar componentes.
Citamos os seguintes:
– Caixas e engradados : confeccionados em qualquer dimensão, sob encomenda do
cliente. Tanto em madeira ou chapas de compensado, acondicionando qualquer tipo de
mercadoria;
– Sacos para grãos;
– Cargas pré-lingadas: produtos amarrados por cintas para serem içados.
Contêiner, container, contentor, contenedor...
Se até o tempo das caravelas os tonéis reinavam como padrão de embalagem das mercadorias
transportadas no mundo, a partir da Revolução Industrial e principalmente no século XX surgiu a
necessidade de um novo padrão, mais adequado às novas necessidades do transporte
multimodal: o contêiner, inicialmente chamado de cofre-de-carga, e também conhecido em outros
idiomas como container, contentor, contenedor.
Esta série de matérias que aqui começa objetiva justamente preencher uma lacuna na literatura
em português relativa a esse tema tão relevante no âmbito do transporte internacional de cargas,
acompanhando a história da conteinerização, as questões que foram surgindo com a
implantação do transporte multimodal, os debates então ocorridos e as soluções encontradas,
algumas hoje bastante curiosas:
O container - terminologia da conteinerização
Vale citar que contêiner é a grafia portuguesa para a forma inglesa container, adotada nesse
artigo:
TERMINOLOGIA DA CONTEINERIZAÇÃO - Procuramos nesse capítulo dar algumas
explicações aos principais termos empregados no transporte e utilização dos containers. Pelo
fato de a conteineriação de mercadorias ser uma inovação do ramo dos transportes, surgiram
vários neologismos para identificar os equipamentos e as operações desse novo sistema de
unitização internacional de cargas.
Esses termos, na maioria das vezes, são codificados ou sincopados, formando abreviaturas ou
short names, fazendo com que os usuários pouco acostumados a essa nova terminologia tenham
realmente grandes dificuldades na correta interpretação.
BIC - Bureau International des Containers. É uma associação formada pelos fabricantes e
proprietários de containers com a finalidade de padronizar as siglas e as nacionalidades dos seus
equipamentos.
BIC-code - Código do BIC para identificação dos containers. Esse código é composto de 14
caracteres, distribuídos da seguinte maneira:
3 letras do alfabeto latino para o código da nacionalidade do container. A sigla oficial do Brasil,
padronizada pelo BIC, é BRX.
4 letras, para a identificação do proprietário, sendo a última dessas letras sempre o "U", que tem
a finalidade de indicar que o container é registrado pelo BIC. Ex. INTU (container pertencente à
Interpool), SCIU (Sea Container Inc.), ICSU (Integrated Container Service Inc.).
7 dígitos para indicar a numeração e série do container.
Bogie - jogo de rodas de um reboque, geralmente removíveis.
Box - Expressão de língua inglesa, o mesmo que container.
Break Bulk Cargo - Carga solta ou convencional. essa expressão indica qualquer carga
fracionária, embarcada em suas embalagens convencionais, isto é, não conteinerizada.
Chassis - Armação dos reboques dos caminhões sem o jogo de rodas.
Containership - Navio porta-container.
COFC - Container on Flatcar - Container sobre um vagão-plataforma.
CTO - Combined Transport Operator - É um transitário ou freight forwarder, que oferece o
transporte intermodal (door to door). Termo sinônimo de Multi Modal Transport Operator (MMTO).
Datafreight Receipt - Documento que confirma que o container foi recebido para o despacho ou
embarque. Assemelha-se a um Bill of Lading, porém não constitui um título de crédito.
FCL - Full Container Load - Quando a carga despachada, ou recebida por um usuário, preenche
totalmente a capacidade do container.
LCL - Less than Container Load - Quando a carga despachada, ou recebida, não preenche a
capacidade total do container.
Nota: esses termos são pouco usados no Brasil, uma vez que a groupage - a consolidação
marítima - ainda não está difiundida em nosso Paìs.
Piggyback - Sistema de transporte intermodal, no qual os reboques com os containers neles
acoplados são transportados em vagões ferroviários ou em navios.
Stuff (to) - Encher o container com mercadorias, sinônimo de to pack, antônimo de to unstuff, to
strip, to unpack. Essas expressões são também traduzidas em nossa língua como ovar e desovar
o container.
TEU - Tweenty-foot Equivalent Unit - Unidade de 20 pés ou eqüivalente. Esta sigla é muito usada
para indicar a capacidade dos navios, ou para estatísticas de movimentação de containers.
Exemplo: "navio de 1.000 TEU" significa um navio com capacidade para transportar 1.000
unidades de 20 pés, ou eqüivalente em outras unidades ISO. Esta sigla também é conhecida
como TFE - Tweenty-foot Equivalent.
TOFC - Trailer on Flatcar - Reboque sobre um vagão-plataforma.
Unidade de Carga - É a parte do equipamento de transporte adequada à unitização de
mercadorias a serem transportadas, passível de fácil transferência e movimentação durante o
percurso e em todas as modalidades de transporte utilizadas. Nesse sentido, os containers são
considerados unidades de carga.
Quanto à modalidade, o transporte de carga unitizada pode ser:
Modal ou Unimodal - Quando a unidade de carga é transportada diretamente, utilizando um
único veículo, em uma modalidade de transporte e com apenas um contrato de transporte.
Segmentado - Quando se utilizam veículos diferentes, de uma ou mais modalidades de
transporte, em vários estágios, sendo contratados separadamente os vários serviços e os
diferentes transportadores que terão a seu cargo a condução da unidade de carga do ponto de
expedição até o destino final.
Sucessivo - Quando a unidade de carga, para alcançar o destino final, necessitar ser
transbordada, para prosseguimento, por um ou mais veículos da mesma modalidade de
transporte, abrangidos por um ou mais contratos de transporte.
Intermodal ou Multimodal - Quando a unidade de carga é transportada em todo o percurso
utilizando duas ou mais modalidades de transporte, abrangidas por um único contrato de
transporte.
Funções e Valores de Embalagem na Logística
Existe uma crescente tendência de analisar a embalagem em termos de valores que ela oferece
na Logística, em vez de isolada nos materiais e forma.
A embalagem é parte de um sistema logístico total, com a responsabilidade de minimizar o custo
de entrega bem como maximizar as vendas.
A meta é minimizar o custo dos materiais de embalagens, bem como reduzir o custo de danos,
desperdício e custo de execução das operações logísticas.
A embalagem agrega valor oferecendo proteção, utilidade e comunicação. A embalagem é
responsável por manter a condição de um produto por todo o sistema logístico. A proteção é uma
função de embalagem valiosa porque o dano em trânsito pode destruir todo o valor que foi
agregado ao produto.
Os assuntos de proteção incluem a medição dos riscos de distribuição e condições ambientais,
análise de danos e responsabilidade da transportadora, caracterização dos produtos e suas
fragilidades e desempenho da embalagem e teste de laboratório.
O tipo de proteção que uma embalagem pode oferecer depende do valor do produto, bem como
suas características físicas e os riscos esperados no sistema logístico.
Uma meta importante da embalagem é fornecer a proteção necessária usando materiais de custo
efetivo.
Consequentemente a relação pode ser conceituada como:
Características do Produto + Riscos Logísticos = Proteção da Embalagem
Existem cinco passos bem definidos para o projeto de acondicionamento para produtos frágeis,
os quais foram racionalizados para um processo geral para planejamento da proteção da
embalagem:
• Definir o ambiente (riscos logísticos)
• Definir a fragilidade (características do produto)
• Realizar qualquer mudança necessária na produção
• Escolher a melhor embalagem para oferecer a proteção necessária e fabricar um protótipo da
embalagem e
• Testar o protótipo
As característica relevantes do produto são aquelas que podem ser danificadas durante a
distribuição. Exemplos incluem a tendência de "alimentos e outros produtos deteriorarem com o
tempo devido a temperatura, oxigênio, umidade ou contaminação de insetos, a tendência de
alguns produtos, atritarem ou desemulsionar durante vibração do veículo em trânsito. A
vulnerabilidade de alguns componentes eletrônicos à descarga eletrostática e a fragilidade dos
produtos e embalagens que podem quebrar quando caem durante operações de movimentação
de material.
Antes de projetar a embalagem, devemos determinar o esforço que o produto pode suportar.
Para produtos frágeis, particularmente produtos eletrônicos e mecânicos, uma máquina de
choque é usada para estabelecer o limite de dano. Isto determina a fragilidade do produto em
termos da aceleração/desaceleração crítica, a qual é expressa como fator "g".
A avaliação da fragilidade determina quanto, se necessário, o amortecimento é necessário.
Em alguns casos, como resultado do teste de fragilidade, a decisão é tomada para fortalecer o
produto em vez de acrescentar material de amortecimento.
Alguns fabricantes mais cuidadosos incluem considerações de embalagem no início do processo
de projeto do produto afim de minimizar problemas de danos mais tarde. A solução de melhor
custo efetivo frequentemente é projetar produtos para melhor sobreviver aos riscos de embarque.
Alterações no projeto do produto variam da redução do esmagamento de frutas através da
modificação genética, a melhoria da resistência ao impacto dos fixadores de placas de circuito de
um produto eletrônico. Um produto resistente ao impacto exige pouco amortecimento, o que
minimiza o custo, volume e desperdício e é mais confiável em uso do que um produto frágil.
Os riscos de um sistema logístico dependem dos tipos de transporte, estocagem e
movimentação usados. Por exemplo, o transporte com carga completa geralmente provoca,
menos danos do que o transporte com carga incompleta, onde as embalagens são manuseadas
repetidamente durante as operações de transporte de carga e tem muito mais chances de caírem
ou serem colocadas entre ou ao lado de cargas potencialmente danosas. O embarque ferroviário
pode provocar danos devido a troca e acoplagem de vagões. As características do armazém
determinam a altura de empilhamento e o potencial para infestação de insetos e poeira. A
temperatura e a umidade relativa dependem das características do clima por todo sistema
logístico. As empresas que usam vários tipos diferentes de canais de distribuição podem precisar
de embalagens para várias condições, no Brasil, especialmente, pelas grandes distâncias a
percorrer e condições das estradas.
Os riscos do transporte internacional variam de plataformas planas e carrinhos. O transporte
marítimo sujeita os produtos a altos níveis de umidade. A conteinerização intermodal para
embarque internacional tem reduzido o impacto e danos de umidade. Contudo, mesmo quando
os produtos são expedidos conteinerizados, provavelmente serão movimentados numa operação
doméstica e exigem desempenho apropriado da embalagem .
Quanto maior a probabilidade do produto ser danificado e maiores os riscos das operações do
sistema logísticos, ou mais alto o custo do dano, maior a necessidade de proteção da
embalagem.
Contudo, é importante observar que a quantidade de proteção não está diretamente relacionada
ao custo da embalagem. Geralmente, é possível melhorar a proteção e reduzir o custo da
embalagem ao mesmo tempo, através do teste de desempenho de materiais e métodos mais
apropriados.
Em muitos casos, custa muito menos reduzir os riscos do que "melhorar" a embalagem. Por
exemplo, a paletização pode reduzir os riscos logísticos já que elimina a movimentação manual e
estabiliza os produtos durante o transporte. Métodos alternativos de transporte (por exemplo,
equipamento especial, refrigeração e/ou transportadoras dedicadas) podem reduzir os riscos de
transporte. Estruturas de estocagem em armazéns podem reduzir as tensões de empilhamento e
boas práticas sanitárias durante a distribuição podem reduzir a necessidade de embalagem para
evitar contaminação de insetos, por exemplo.
FECHAMENTO DE EMBALAGENS
z Fechamento por grampos;
z Fechamento por fitas metálicas;
z Fechamento por fitas adesivas;
z Fechamento por costura.
FECHAMENTO POR FITAS ADESIVAS
z Fitas Gomadas: utilizam um adesivo ativo por água ou solvente.
z Fitas Sensíveis à pressão: usam um adesivo que se fixa através da pressão, não
requerendo umedecimento, calor ou solvente para ativação.
z Fitas Ativadas por Calor: empregam calor e pressão para provocar aderência.
Vantagens das Fitas Gomadas:
z grande resistência às operações de manipulação e embarque;
z vedamento completo contra poeira;
z meio econômico de publicidade e informação;
z reaproveitamento das embalagens.
Vantagens das Fitas Sensíveis à Pressão:
z dispensam ativador;
z podem ser aplicadas sobre muitos materiais;
z possui maior força de adesão.
Fitas Ativadas por Calor:
z revestidas por material inerte;
z grande adesividade e fácil remoção das embalagens.
FECHAMENTO POR COSTURA
z Método mais seguro para fechar sacos de papel e de tecido.
z Costura simples: costura direta sobre o tecido ou papel;
z Costura sobre Fita: costura sobre fita de papel;
z Fita sobre Costura: colocação de fita sobre costura.
z Ponto de costura mais utilizado: ponto Cadeia.
Equipamentos de costura:
z estacionárias: destinadas a operações de grande velocidade.
z Portáteis: para pontos de utilização afastados um do outro e quando o número de
embalagens a ser fechado é pequeno.
Movimentação de Materiais
Henry Ford dizia, você pode escolher o carro de qualquer cor contanto que a cor seja preta. Essa
filosofia de mercado funcionava em 1908.
Hoje o consumidor é mais exigente escolhendo a cor ,opcionais, gosta de personalizar o produto
que esta adquirindo, portanto devido a uma mudança comportamental radical do consumidor,
levou também a logística rever todos os seus conceitos buscando alcançar a redução de custos e
proporcionar as indústrias produzirem seus produtos dentro dos conceitos de manufatura enxuta.
O mercado não permite que empresas que não possuam respostas rápidas e que não sejam
flexíveis sobrevivam. Logo cada vez mais as empresas tem que buscar produtividade.
Um ponto que muitas vezes passa desapercebido dentro das empresas é o fluxo da
movimentação de materiais, que de bem administrado pode ser um fator de diferencial
competitivo, gerando reduções de custos e ganhos em produtividade, sendo um dos quesitos
para se chegar a manufatura enxuta.
Todas as vezes que fazemos movimentos desnecessários, estamos perdendo tempo,
produtividade e qualidade.
Acredito que se olharmos atentamente ao fluxo existente em nossas empresas poderemos
promover alguma redução de movimentos desnecessários.
Recomendamos que antes de se determinar um novo processo ou mesmo revisar os existentes,
atentem para os princípios abaixo; os mesmos não são regras mas ajudam na definição de um
fluxo mais contínuo da produção evitando portanto movimentos desnecessários.
Princípios da Movimentação de Materiais
Enunciamos sob a forma de princípios os pontos fundamentais que orientam a movimentação de
materiais. Estes princípios (adaptados pelo Instituto IMAM do Material Handling Institute - USA)
não são regras rígidas mas resultam da experiência prática e aplicação do bom senso,
oferecendo resultados positivos.
Princípio do planejamento : É necessário determinar o melhor método do ponto de vista
econômico, para a movimentação de materiais, considerando-se as condições particulares de
cada operação.
Princípio do sistema integrado : Devemos planejar um sistema que integre o maior número de
atividades de movimentação, coordenando todo o conjunto de operação.
Princípio do fluxo de materiais : É fundamental planejar o fluxo contínuo e progressivo dos
materiais."
Princípio da simplificação: Devemos procurar sempre reduzir, combinar ou eliminar
movimentação e/ou equipamentos desnecessários.
Princípio da gravidade : A força motora mais econômica é a gravidade.
Princípio da utilização dos espaços (Princípio da verticalização): O aproveitamento dos
espaços verticais contribui para o descongestionamento das área de movimentação e a redução
dos custos da armazenagem.
Princípio do tamanho da carga (Unitização): A economia em movimentação de materiais é
diretamente proporcional ao tamanho da carga movimentada.
Princípio da segurança: A produtividade aumenta conforme as condições de trabalho tornam-se
mais seguras.
Princípio da mecanização - automação: Usar equipamento de movimentação mecanizada ou,
automático sempre que possível e viável.
Princípio da seleção de equipamento: Na seleção do equipamento de movimentação,
considerar todos os aspectos do material a ser movimentado, o movimento a ser realizado e o(s)
método(s) a ser(em) utilizado(s).
Princípio da padronização: Padronizar métodos, bem como tipos e tamanhos dos
equipamentos de movimentação e das cargas utilizadas.
Princípio da flexibilidade: Procurar sempre equipamentos versáteis, pois o seu valor é
diretamente proporcional a sua flexibilidade.
Princípio do peso morto: Quanto menor for o peso próprio do equipamento móvel, em relação a
sua capacidade de carga, mas econômicas serão as condições operacionais.
Princípio do tempo ocioso: Reduzir tempo ocioso ou improdutivo tanto do equipamento quanto
da mão-de-obra empregada na movimentação de materiais.
Princípio da movimentação: O equipamento projetado para movimentar materiais deve ser
mantido em movimento.
Princípio da manutenção: Planejar a manutenção preventiva e corretiva de todos os
equipamentos de movimentação.
Princípio da obsolência: Substituir os métodos e equipamentos de movimentação obsoletos
quando métodos e equipamentos mais eficientes vierem a melhorar as operações.
Princípio do controle: Empregar o equipamento de movimentação de materiais para melhorar o
controle de produção, controle de estoques e preparação de pedidos.
Príncipio da capacidade: Usar equipamentos de movimentação para auxiliar a atingir a plena
capacidade de produção.
Princípio de desempenho: Determinar a eficiência do desempenho da movimentação de
materiais em termos de custo por unidade movimentada.