lean manufacturing menos desperdício, mais...
TRANSCRIPT
1
19/12/2016—Rev02
Lean Manufacturing
Menos desperdício,
mais produtividade.
TEMA:
TRABALHO PADRONIZADO

2
19/12/2016—Rev02
Você que é líder ou atua nas áreas de processo, qualidade e melhoria provavelmente já viu os casos abaixo na sua empresa: - Não sei porque uns entregam no prazo e outros não conseguem; - Tenho certeza que podemos entregar mais por dia; - Já falei que temos que aumentar o quadro de pessoal; - Acredito que possa mandar 1 pessoa embora da equipe; - Fulano está de férias e não tem ninguém que sabe fazer a atividade; - Tenho muito mais atividades que meus colegas; - Não estamos entregando no prazo mas não sabemos o porquê; - O procedimento está desatualizado; - Preciso consultar o procedimento, mas o sistema está fora do ar; - Preciso consultar o procedimento, mas a sala está trancada. Sem sombra de dúvidas, você gostaria de acabar com estas situações!
Saiba que você PODE!
Uma filosofia que pode trazer contribuições nesse contexto é o Lean Thinking. Baseada na generalização dos preceitos do Sistema Toyota de Produção, é aplicável aos mais diversos setores industriais e de servi-ços. Tem como base a eliminação de desperdício ao longo do fluxo de valor, desse modo encurtando prazos (lead times), reduzindo custos e também aumentando a qualidade do produto. Na jornada lean, uma metodologia muito utilizada é o Trabalho Padronizado. Este reduz desperdícios, diminui a carga de trabalho e riscos de acidentes, e aumenta a produtividade e a satisfação dos trabalha-dores.
Neste E-book vamos apresentar o método Trabalho Padronizado e como ele pode te ajudar a alcançar este resultado.

3
19/12/2016—Rev02
Mas o que é Trabalho Padronizado (TP)? É a base para produção e para o gerenciamento da produção. É a forma mais eficiente de se fazer um trabalho considerando segurança, qualidade e produtividade. Sem um padrão é impossível distinguir normal X anormal. Com o padrão podemos identificar os 3MU da filosofia LEAN —Muri, Mura e Muda (sobrecarga, flutuação e desperdícios): Muri: Sobrecarga – operações difíceis e/ou não naturais (trabalhos ergonômicos). Exemplos: peso exces-sivo, velocidade excessiva, posição desconfortável. Mura: Problemas que causam flutuações no tempo de uma mesma atividade. Exemplo: dificuldade de encaixar uma peça, necessidade de selecionar o lado, buscar ferramentas ou peças em locais diferentes.
Muda: Desperdícios – atividades que não agregam valor.
Trabalho = Transportar 6 caixas de 1.000 Kg

4
19/12/2016—Rev02
Só existe TP, se existir três elementos: tempo takt (TT), sequencia de trabalho repetível e estoque padrão de processo. tempo takt: é a velocidade com a qual os clientes solicitam os produtos acabados, sendo esta, de-
terminada pela divisão do tempo total disponível de produção por turno pela demanda do cliente (ROTHER; HARRIS, 2002);
sequência: a ordem das ações que cada trabalhador deve desempenhar dentro do tempo takt
(MONDEM, 1998); e estoque padrão em processo: é a quantidade mínima de estoque necessária para manter a conti-
nuidade no fluxo de produção (OHNO, 1997). O TP é classificado em três tipos:
Tipo I: Em termos de sequência, frequência e conteúdo de trabalho, é um processo altamente re-petível. Os três elementos do TP existem e podem ser estabelecidos.
Tipo II: Processo é repetível, mas contém variações de modelo ou tipo de produto resultando em variação do tempo de ciclo. Os três elementos do TP existem e podem ser estabelecidos.
Tipo III: Processo onde pode ser difícil estabelecer o tempo de ciclo devido à variação na sequên-cia ou no conteúdo de trabalho de ciclo para ciclo. O conteúdo de trabalho pode ser parcialmente repetível e algum ou todo o processo pode ser iniciado por um andon, chamado, programação. Não existe tempo takt. Objetivo é dar a maior quantidade de trabalho que agrega valor aos mem-bros do time durante o turno de trabalho.
Vamos conhecer um pouquinho o que o TP pode oferecer na prática...
5
19/12/2016—Rev02
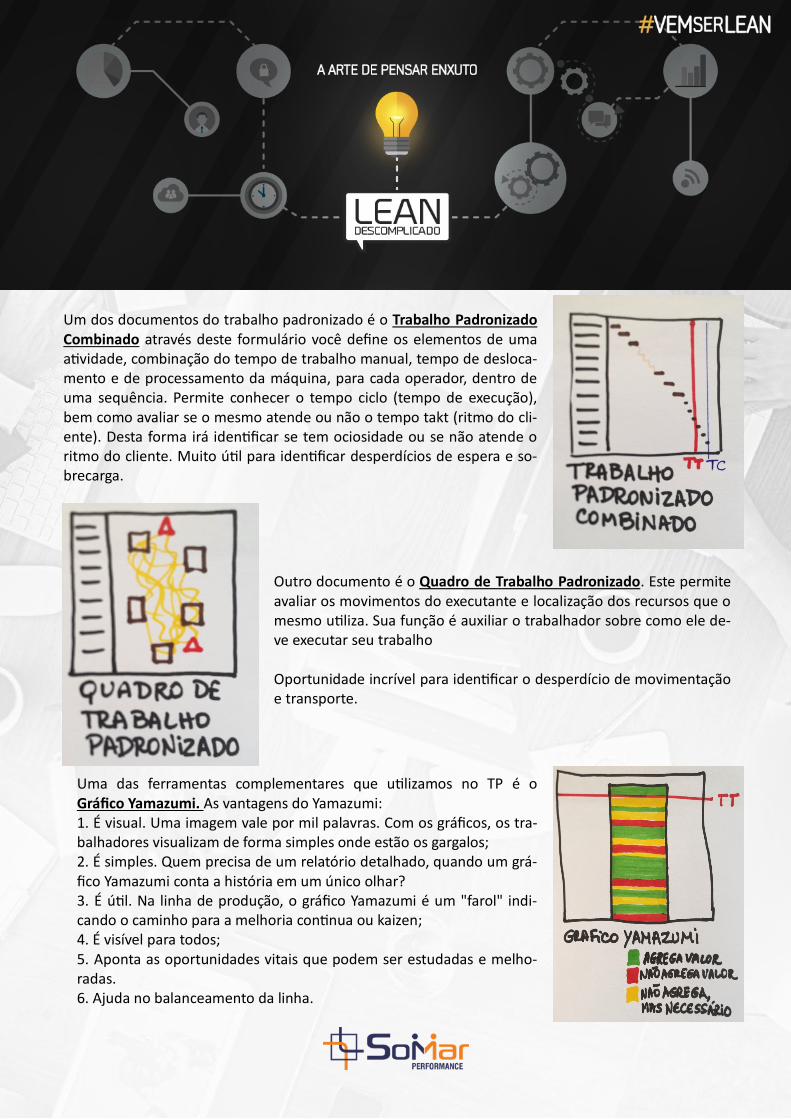
Um dos documentos do trabalho padronizado é o Trabalho Padronizado Combinado através deste formulário você define os elementos de uma atividade, combinação do tempo de trabalho manual, tempo de desloca-mento e de processamento da máquina, para cada operador, dentro de uma sequência. Permite conhecer o tempo ciclo (tempo de execução), bem como avaliar se o mesmo atende ou não o tempo takt (ritmo do cli-ente). Desta forma irá identificar se tem ociosidade ou se não atende o ritmo do cliente. Muito útil para identificar desperdícios de espera e so-brecarga.
Outro documento é o Quadro de Trabalho Padronizado. Este permite avaliar os movimentos do executante e localização dos recursos que o mesmo utiliza. Sua função é auxiliar o trabalhador sobre como ele de-ve executar seu trabalho Oportunidade incrível para identificar o desperdício de movimentação e transporte.
Uma das ferramentas complementares que utilizamos no TP é o Gráfico Yamazumi. As vantagens do Yamazumi: 1. É visual. Uma imagem vale por mil palavras. Com os gráficos, os tra-balhadores visualizam de forma simples onde estão os gargalos; 2. É simples. Quem precisa de um relatório detalhado, quando um grá-fico Yamazumi conta a história em um único olhar? 3. É útil. Na linha de produção, o gráfico Yamazumi é um "farol" indi-cando o caminho para a melhoria continua ou kaizen; 4. É visível para todos; 5. Aponta as oportunidades vitais que podem ser estudadas e melho-radas. 6. Ajuda no balanceamento da linha.
6
19/12/2016—Rev02
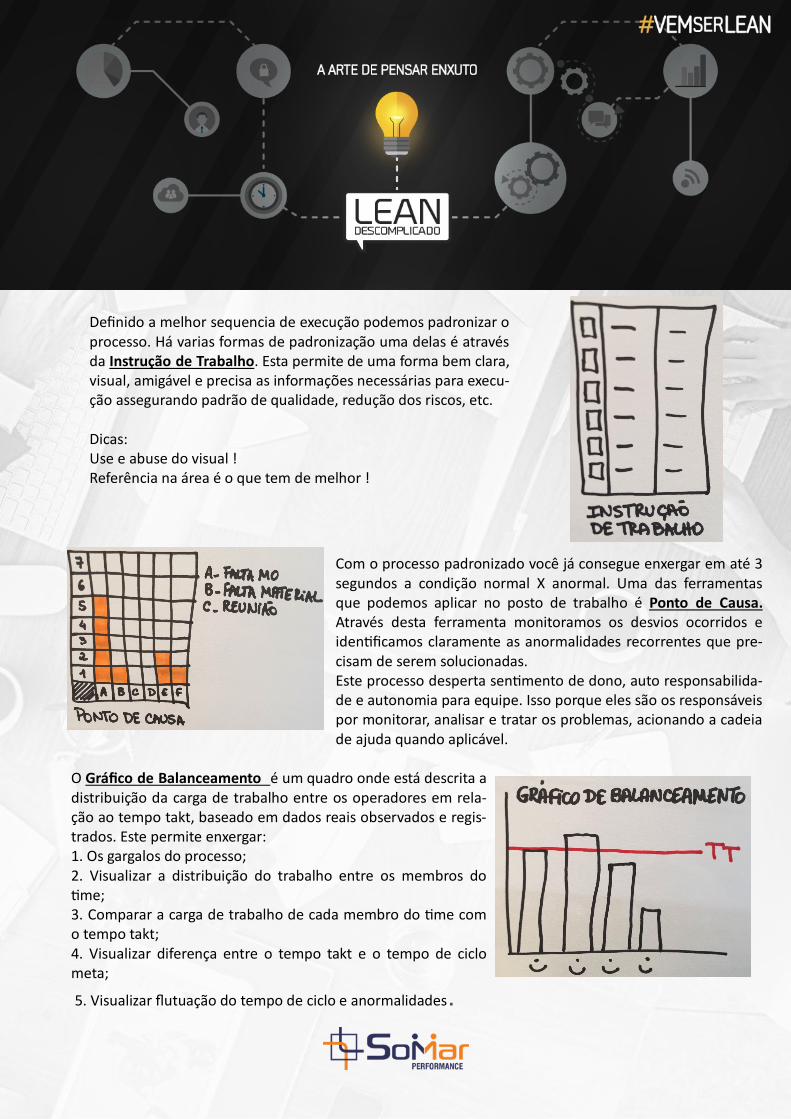
Com o processo padronizado você já consegue enxergar em até 3 segundos a condição normal X anormal. Uma das ferramentas que podemos aplicar no posto de trabalho é Ponto de Causa. Através desta ferramenta monitoramos os desvios ocorridos e identificamos claramente as anormalidades recorrentes que pre-cisam de serem solucionadas. Este processo desperta sentimento de dono, auto responsabilida-de e autonomia para equipe. Isso porque eles são os responsáveis por monitorar, analisar e tratar os problemas, acionando a cadeia de ajuda quando aplicável.
O Gráfico de Balanceamento é um quadro onde está descrita a distribuição da carga de trabalho entre os operadores em rela-ção ao tempo takt, baseado em dados reais observados e regis-trados. Este permite enxergar: 1. Os gargalos do processo; 2. Visualizar a distribuição do trabalho entre os membros do time; 3. Comparar a carga de trabalho de cada membro do time com o tempo takt; 4. Visualizar diferença entre o tempo takt e o tempo de ciclo meta;
5. Visualizar flutuação do tempo de ciclo e anormalidades.
Definido a melhor sequencia de execução podemos padronizar o processo. Há varias formas de padronização uma delas é através da Instrução de Trabalho. Esta permite de uma forma bem clara, visual, amigável e precisa as informações necessárias para execu-ção assegurando padrão de qualidade, redução dos riscos, etc. Dicas: Use e abuse do visual ! Referência na área é o que tem de melhor !

7
19/12/2016—Rev02
Após aplicação do TP, estruturação da Instrução de Trabalho é hora de assegurar que toda equipe esteja capacitada para executar a ati-vidade conforme esperado. Para isso temos uma das melhores metodologias a serem adotadas o TWI—Training Within Industry. Este visa aperfeiçoar técnicas de treinamento tornando-as aplicáveis, seguras e eficazes. Benefícios do TWI: - Aumento de 25% da produção; - Redução de 25% em tempo de treinamento, hora de trabalho e queixas de funcionários. Uma ferramenta bastante aplicável para gerenciamento da capacita-ção da equipe é a Matriz de Capacitação. Nele o líder consegue en-xergar se todos os processos possuem pessoas capacitadas para executarem as atividades conforme padrão (sempre assegurando backup devido férias e outras situações). Consegue identificar quem é o instrutor (preparado para capacitar outros da equipe) de cada processo. Isso assegura estabilidade do seu processo e agilidade pa-ra tomada de decisão.
Após aplicação do TP e estruturação da Instrução de Trabalho, é ho-ra de assegurar que toda equipe esteja capacitada para executar a atividade conforme esperado. Para isso, temos uma das melhores metodologias a serem adotadas o TWI—Training Within Industry. Este visa aperfeiçoar técnicas de treinamento tornando-as aplicáveis, seguras e eficazes. Benefícios do TWI: - Aumento de 25% da produção; - Redução de 25% em tempo de treinamento, hora de trabalho e queixas de funcionários.
Imagina agora um posto de trabalho onde o executante tenha disponível: - TP Combinado: Desta forma enxerga de imediato se há um gargalo ou ociosi-dade do processo e isso gera atitude lean; - Recursos necessários disponíveis no posto associado ao método kanban: Isso reduz movimentação e transporte, dentre outros desperdícios. - Instrução de trabalho: De forma bem visual, clara e objetiva todas as infor-mações para execução da atividade estão disponíveis para consulta; - Process KPI: Apontamento da produtividade, desvios, dentre outras informa-ções importantes para gestão, tomada de decisão e acionamento da cadeia de ajuda; - Matriz de capacitação: Todos que vão atuar no posto tem clareza se podem ou não atuar no posto (devido a capacitação) e a quem podem solicitar ajuda.
Uma ferramenta bastante aplicável para gerenciamento da capacitação da equipe é a Matriz de Capaci-tação. Nela, o líder consegue enxergar se todos os processos possuem pessoas capacitadas para execu-tarem as atividades conforme padrão (sempre assegurando backup devido férias e outras situações). Consegue identificar quem é o instrutor (preparado para capacitar outros da equipe) de cada processo. Isso assegura estabilidade do seu processo e agilidade para tomada de decisão.
Conseguem imaginar agora o quanto um processo bem estruturado pode promover uma equipe autôno-ma, com sentimento de dono, e com auto responsabilidade?

8
19/12/2016—Rev02
Apresentamos uma breve explicação do que é TP e como utilizamos na pratica. Esperamos verdadeira-mente ter contribuído com seu desenvolvimento. Gostou? Achou interessante? Profissionais e empresas que já possuem este conhecimento e prática tem obtido resultados incríveis !!! Para quem desejar se aprofundar no assunto temos um convite especial:
Nos dias 07 e 08/04/18 teremos os treinamentos Trabalho Padronizado + TWI em Vitória - ES.
Saiba mais: http://somarperformance.com.br/trabalho-padronizado-twi/ Referências: ALUKAL, G.; MANOS, A. Lean Kaizen: a simplified approach to process improvements. Milwaukee: Quality Press, 2006. GALLARDO, C. A. S. Princípios e Ferramentas do Lean Thinking na Estabilização Básica: diretrizes para implantação no pro-cesso de fabricação de telhas de concreto pré-fabricadas. 2007. 118 f. Dissertação (Mestrado em Engenharia Civil) – Faculda-de de Engenharia Civil, Arquitetura e Urbanismo, Universidade Estadual de Campinas, Campinas, 2007. LEAN INSTITUTE BRASIL. Léxico Lean: glossário ilustrado para praticantes do pensamento lean. Tradução de Lean Institute Brasil. São Paulo: Lean Institute Brasil, 2003. LIKER, J. K.; MEIER, D. O Modelo Toyota: manual de aplicação. Porto Alegre: Bookman, 2007 FRANCELINO, T. R. et al. Melhorias de Processos Com a Aplicação da Filosofia lean. In: ENCONTRO NACIONAL DE ENGENHA-RIA DE PRODUÇÃO, 26., Foz do Fortaleza, 2006. Anais... Fortaleza: ABEPRO, 2006. FUJIMOTO, T. The Evolution of a Manufacturing System at Toyota. New York: Oxford University Press, 1999
9
http://somarperformance.com.br
(27) 99979-0438
Fanpage: somarperformance
Contato: