lean construction: princÍpios bÁsicos e exemplos
TRANSCRIPT

UNIVERSIDADE FEDERAL DO RIO GRANDE DO SULESCOLA DE ENGENHARIA
NÚCLEO ORIENTADO PARA A INOVAÇÃO DA EDIFICAÇÃO
LEAN CONSTRUCTION: PRINCÍPIOS
BÁSICOS E EXEMPLOS
Carlos T. Formoso, Eng. Civil, Ph.D., Professor do NORIE/UFRGS

2
1 INTRODUÇÃO
Desde meados dos anos 80 tem se observado no país um forte movimento no setor nosentido de aplicar os princípios e ferramentas da Gestão da Qualidade Total (TotalQuality Management – TQM). Mais recentemente, muitas empresas do setor voltaram-se ao desenvolvimento de sistemas de gestão da qualidade, tanto como meio paraalcançar um maior nível de controle sobre seus processos produtivos, como tambémcom o objetivo final de obter certificação segundo as normas da série ISO9000.Apesar de ter trazido importantes benefícios para o setor, a filosofia do TQM atendeapenas de forma parcial as necessidades das empresas, na medida que os seusconceitos, princípios e ferramentas não contemplam, com a devida profundidade,questões relacionadas à eficiência e eficácia do sistema de produção. Em funçãodestas limitações e também pelo fato de que erroneamente tentou-se disseminar oTQM na indústria como uma solução global para toda a organização, esta filosofia vemsofrendo um relativo desgaste entre as empresas nos últimos anos.Ao longo dos anos 90, um novo referencial teórico vem sendo construído para agestão de processos na construção civil, envolvendo o esforço de um grande númerode acadêmicos tanto no país como no exterior, com o objetivo de adaptar algunsconceitos e princípios gerais da área de Gestão da Produção às peculiaridades dosetor. Este esforço tem sido denominado de Lean Construction, por estar fortementebaseado no paradigma da Lean Production (Produção Enxuta), que se contrapõe aoparadigma da produção em massa (Mass Production), cujas raízes estão noTaylorismo e Fordismo.As idéias deste novo paradigma, em realidade, surgiram no Japão nos anos 50, apartir de duas filosofias básicas, o próprio TQM e também o Just in Time (JIT), sendo oSistema de Produção da Toyota no Japão a sua aplicação mais proeminente (Shingo,1986). Assim, seus conceitos e princípios básicos surgiram na própria indústria,principalmente a automotiva. Apenas recentemente passou a existir um movimentoentre acadêmicos no sentido de entender este novo paradigma, com o objetivo dedisseminá-lo nos mais diversos setores de atividade econômica.No que tange à Indústria da Construção Civil, este esforço foi marcado pela publicaçãodo trabalho Application of the new production philosophy in the construction industrypor Lauri Koskela (1992) do Technical Research Center (VTT) da Finlândia, a partir doqual foi criado o IGLC - International Group for Lean Construction, engajado naadaptação disseminação do novo paradigma no setor da construção civil em diversospaíses. Recentemente foi realizado em Gramado – RS a 10a Conferência Anual doIGLC (ver site http://www.cpgec.ufrgs.br/norie/iglc10).No presente artigo1 são apresentados alguns conceitos e princípios básicos de gestãoda produção cujo conhecimento é necessário para entender a produção enxuta. Deforma facilitar a compreensão dos mesmos, são apresentados alguns exemplos deaplicação na construção civil.
1 Este texto é um extrato da publicação "Lean construction: diretrizes e ferramentas para ocontrole de perdas na construção civil" (ISATTO et al., 2000).

3
2 BASE CONCEITUAL
A diferença básica entre a filosofia gerencial tradicional e a Lean Production éprincipalmente conceitual. A mudança mais importante para a implantação do novoparadigma é a introdução de uma nova forma de entender os processos.O modelo conceitual dominante na construção civil costuma definir a produção comoum conjunto de atividades de conversão, que transformam os insumos (materiais,informação) em produtos intermediários (por exemplo, alvenaria, estrutura,revestimentos) ou final (edificação), conforme ilustra a Figura 1. Por esta razão, omesmo é também denominado de modelo de conversão.
Figura 1. Modelo de processo na filosofia gerencial tradicional
Este modelo apresenta, implicitamente, as seguintes características:a) O processo de conversão pode ser subdividido em sub-processos, que também
são processos de conversão. Por exemplo, a execução da estrutura pode sersubdividida em execução de formas, corte, dobragem e montagem de armaduras elançamento do concreto;
b) O esforço de minimização do custo total de um processo em geral é focado noesforço de minimização do custo de cada sub-processo separadamente; e
c) O valor do produto (output) de um sub-processo é associado somente ao custo (ouvalor) dos seus insumos.
Este é o modelo adotado, por exemplo, nos orçamentos convencionais, que sãotipicamente segmentados por produtos intermediários (por exemplo, vigas, paredes,portas, etc.), e também nos planos de obra, nos quais são normalmente representadasapenas as atividades de conversão. Assim, tanto os orçamentos quanto os planos deobra em geral representam explicitamente a seqüência de atividades que agregamvalor ao produto, também denominada de fluxo de montagem de uma edificação.As principais deficiências do modelo de conversão são as seguintes:a) Existe uma parcela de atividades que compõem os fluxos físicos entre as
atividades de conversão (fluxos de materiais e de mão de obra), as quais não sãoexplicitamente consideradas. Ao contrário das atividades de conversão, estasatividades não agregam valor. Em processos complexos, como é o caso daconstrução de edificações, a maior parte dos custos é originada nestes fluxosfísicos.Por exemplo: estima-se que cerca de dois terços (67%) do tempo gasto pelostrabalhadores em um canteiro de obras estão nas operações que não agregamvalor: transporte, espera por material, retrabalhos, etc;
ProdutosMatérias primas
Processo de produção
Subprocesso A Subprocesso B

4
b) O controle da produção e esforço de melhorias tende a ser focado nos sub-processos individuais e não no sistema de produção como um todo. Umaexcessiva ênfase em melhorias nas atividades de conversão, principalmenteatravés de inovações tecnológicas, pode deteriorar a eficiência dos fluxos e deoutras atividades de conversão, limitando a melhoria da eficiência global.Por exemplo: a introdução de um novo sistema de vedações verticais em umaobra no lugar da alvenaria convencional pode aumentar a produtividade daatividade execução de paredes, mas pode ter um impacto relativamentepequeno na melhoria da eficiência do processo como um todo, se não houveruma redução significativa no tempo gasto em atividades que não agregamvalor, tais como transporte de materiais, esperas por parte de equipessubseqüentes, etc.
c) A não consideração dos requisitos dos clientes pode resultar na produção, comgrande eficiência, de produtos que são inadequados. Neste sentido, deve-seconsiderar os requisitos tanto dos clientes finais como internos.Por exemplo: pode-se produzir um edifício de apartamentos com grandeeficiência, mas que não tem valor de mercado por não atender aos requisitosde potenciais compradores (clientes finais). Da mesma forma, uma equipe deestrutura pode executar com eficácia o desempenamento perfeito da superfíciede concreto das lajes, o que, ao invés de facilitar o trabalho das equipessubseqüentes (clientes internos), vai dificulta-lo, pois existe a necessidade deaderência entre as lajes e a argamassa de assentamento do piso a sercolocado.
O modelo de processo da Construção Enxuta, por sua vez, assume que um processoconsiste em um fluxo de materiais, desde a matéria prima até o produto final, sendo omesmo constituído por atividades de transporte, espera, processamento (ouconversão) e inspeção (Figura 2). As atividades de transporte, espera e inspeção nãoagregam valor ao produto final, sendo por esta razão denominadas atividades de fluxo.Nem toda a atividade de processamento agrega valor ao produto. Por exemplo,quando as especificações de um produto não foram atendidas após a execução de umprocesso e existe a necessidade de retrabalho, significa que atividades deprocessamento foram executadas sem agregar valor.É evidente que os itens definidos nos orçamentos convencionais e nos planos de obraimplicitamente contêm as referidas atividades de fluxo. Entretanto, o fato de que asmesmas não são explicitadas dificulta a sua percepção e prejudica a gestão daprodução.
Figura 2. Modelo de processo da Construção Enxuta (Koskela, 1992)
A geração de valor é outro aspecto que caracteriza os processos na ConstruçãoEnxuta. O conceito de valor está diretamente vinculado à satisfação do cliente, nãosendo inerente à execução de um processo. Assim, um processo só gera valor quandoas atividades de processamento transformam as matérias primas ou componentes nosprodutos requeridos pelos clientes, sejam eles internos ou externos.
Movimento Espera Processamento
Inspeção Movimento
Rejeitos
Retrabalhos

5
O modelo de processo da Figura 2 é aplicável não só a processos de produção, quetêm um caráter físico, mas também a processos de natureza gerencial, tais comoplanejamento e controle, suprimentos, projeto, etc. No caso de processos gerenciais,ao invés de materiais, ocorre o transporte, espera, processamento e inspeção deinformações (fluxo de informações).Por exemplo: no processo de projeto os principais dados de entrada são asinformações relativas às necessidades dos clientes e as características do terreno,que, após sucessivas atividades, são transformadas no produto projeto (arquitetônico,estrutural, instalações, etc.).
Figura 3. Relação entre fluxo de materiais e fluxo de trabalho
Além do fluxo de montagem e dos fluxos de materiais e de informações, existe umoutro tipo de fluxo na produção que necessita ser devidamente gerenciado,denominado fluxo de trabalho. Este fluxo refere-se ao conjunto de operaçõesrealizadas por cada equipe no canteiro de obras. A operação, neste contexto, refere-se ao trabalho realizado por equipes ou máquinas. A Figura 3 ilustra a diferença entreo fluxo de materiais (processo) e o fluxo de pessoas (operações) num sistema deprodução. É interessante salientar que algumas operações podem estar fora do fluxode materiais, como, por exemplo, manutenção de equipamentos, limpeza, etc. Poroutro lado, algumas atividades do processo não envolvem operações, como é o casode espera (estocagem) de materiais.Além dos conceitos básicos, a Construção Enxuta apresenta um conjunto de princípiospara a gestão de processos, alguns dos quais estão apresentados a seguir, com baseno trabalho de Koskela (1992).
3 PRINCÍPIOS PARA A GESTÃO DE PROCESSOS
3.1 REDUZIR A PARCELA DE ATIVIDADES QUE NÃO AGREGAM VALOR
3.1.1 DEFINIÇÃO:
Este é um dos princípios fundamentais da Construção Enxuta, segundo o qual aeficiência dos processos pode ser melhorada e as suas perdas reduzidas não sóatravés da melhoria da eficiência das atividades de conversão e de fluxo, mas tambémpela eliminação de algumas das atividades de fluxo. Por exemplo, pode-se melhorar a
PRODUÇÃO COMO REDE DE PROCESSOS EBloco Cimento Areia Cal
1
2
1
2 2 2
1 1
Argamassa ci+ca+ar
Alvenaria
1
3 3 3 3
4 4 4 4
5
6 2
7 3
4
CONVENÇÃO:Fluxo de Pessoas
(Operações)
Fluxo de Materiais(Processo)
Transporte
Inspeção
Estoque
1

6
eficiência de um determinado processo não só através da melhoria da eficiência dasatividades de transporte de materiais, mas principalmente através da eliminação dealgumas destas atividades.Cabe salientar que o princípio da eliminação de atividades de fluxo não deve serlevado ao extremo. Existem diversas atividades as quais não agregam valor ao clientefinal de forma direta, mas que são essenciais à eficiência global dos processos, como,por exemplo, controle dimensional, treinamento da mão de obra, instalação dedispositivos de segurança.
3.1.2 COMO APLICAR:
A maioria dos princípios seguintes está, de alguma forma, relacionada à meta dereduzir a parcela das atividades que não agregam valor. Em geral o primeiro passopara atingir este objetivo é explicitar as atividades de fluxo, por exemplo através darepresentação do fluxo do processo. Uma vez explicitadas, estas atividades podem sercontroladas e, se possível, eliminadas.
3.1.3 EXEMPLO:
O emprego de um simples dispositivo de suporte do mangote utilizado nobombeamento de argamassa (Figura 4) permite que o servente realize uma atividadeque agrega valor (espalhar a argamassa), ao invés de simplesmente segurar omangote, ou fazer outras atividades auxiliares a pedido do pedreiro.
Figura 4. Exemplo de situação na qual se eliminou uma atividade que não agregavalor
3.2 AUMENTAR O VALOR DO PRODUTO ATRAVÉS DA CONSIDERAÇÃO DAS NECESSIDADESDOS CLIENTES
3.2.1 DEFINIÇÃO:
Este é um outro princípio básico da Construção Enxuta, uma vez que está relacionadoao conceito de processo como gerador de valor. Este princípio estabelece que devemser identificadas claramente as necessidades dos clientes internos e externos e estainformação deve ser considerada no projeto do produto e na gestão da produção.

7
3.2.2 COMO APLICAR:
A aplicação deste princípio envolve o mapeamento do processo, identificandosistematicamente os clientes e seus requisitos para cada estágio do mesmo.
3.2.3 EXEMPLO:
Ao longo do processo de projeto, deve-se ter disponível de forma sistematizada, dadosrelativos aos requisitos e preferências dos clientes finais, obtidos, por exemplo, atravésde pesquisas de mercado com compradores potenciais ou avaliações pós-ocupaçãode edificações já entregues. Tais informações devem ser claramente comunicadas aosprojetistas através de planilhas e reuniões ao longo das várias etapas do processo deprojeto, desde a concepção do empreendimento até o detalhamento do projeto.No processo de produção, este princípio pode também ser aplicado, se as equipes detrabalho subseqüentes de um processo forem consideradas como clientes internos domesmo. Por exemplo, a equipe que executa a estrutura de concreto armado develevar em conta no seu trabalho as tolerâncias dimensionais necessárias para que osprocessos de execução de alvenaria e revestimentos não sejam dificultados. Nestesentido, é importante que os requisitos das equipes de alvenaria e revestimento sejamexplicitamente identificados e comunicados à equipe de estrutura.
3.3 REDUZIR A VARIABILIDADE
3.3.1 DEFINIÇÃO:
Existem diversos tipos de variabilidade envolvidos num processo de produção:a) Variabilidade nos processos anteriores: está relacionada aos fornecedores do
processo. Exemplo: blocos cerâmicos com grandes variações dimensionais.b) Variabilidade no próprio processo: relacionada à execução de um processo.
Exemplo: variabilidade na duração da execução de uma determinada atividade, aolongo de vários ciclos.
c) Variabilidade na demanda: relacionada aos desejos e necessidades dos clientesde um processo. Exemplo: determinados clientes de uma incorporadora solicitammudanças de projeto da edificação.
Do ponto de vista da gestão de processos, existem duas razões para a redução davariabilidade. Primeiramente, do ponto de vista do cliente, um produto uniforme emgeral traz mais satisfação, pois a qualidade do produto efetivamente corresponde àsespecificações previamente estabelecidas. É o caso, por exemplo, da equipe queexecuta alvenaria, cujo serviço é facilitado caso os blocos tenham poucas variaçõesdimensionais.Em segundo lugar, a variabilidade tende a aumentar a parcela de atividades que nãoagregam valor e o tempo necessário para executar um produto, principalmente pelasseguintes razões:a) Interrupção de fluxos de trabalho, causada pela interferência entre as equipes.
Isto ocorre, quando uma equipe fica parada ou precisa ser deslocada para outrafrente de trabalho, em função de atrasos da equipe antecedente. Por exemplo, aequipe de alvenaria foi deslocada para a execução de chapisco em outra frente detrabalho, pois houve atraso na execução da estrutura.
b) Não aceitação de produtos fora de especificação pelo cliente, resultando emretrabalhos ou rejeitos.

8
3.3.2 COMO APLICAR:
No contexto da construção civil, a variabilidade e incerteza tendem a ser elevadas, emfunção do caráter único do produto e das condições locais que caracterizam uma obra,da natureza dos seus processos de produção, cujo ritmo é controlado pelo homem, eda própria falta de domínio das empresas sobre seus processos. Apenas parte destavariabilidade pode ser eliminada, principalmente através da padronização deprocessos. Existe uma parcela desta variabilidade que não pode ser removida,cabendo à gerência de produção minimizar os efeitos nocivos da mesma.
3.3.3 EXEMPLO PRÁTICO:
Através da utilização de um procedimento padronizado de execução de instalaçõeshidrossanitárias, pode-se reduzir o surgimento de vazamentos posteriores, eliminando-se assim a incidência de retrabalhos. A padronização de processos envolve também otreinamento dos envolvidos com base nos padrões definidos pela empresa, e oplanejamento e controle adequado da execução, no qual é definido o seqüenciamentodas tarefas e são disponibilizados os recursos necessários.
3.4 REDUZIR O TEMPO DE CICLO
3.4.1 DEFINIÇÃO:
A redução do tempo de ciclo é um princípio que tem origem na filosofia Just in Time. Otempo de ciclo pode ser definido como a soma de todos os tempos (transporte,espera, processamento e inspeção) para produzir um determinado produto. Aaplicação deste princípio está fortemente relacionada à necessidade de comprimir otempo disponível como mecanismo de forçar a eliminação das atividades de fluxo.Além disto, a redução do tempo de ciclo traz outras vantagens:a) Entrega mais rápida ao cliente: ao invés de se espalhar por todo o canteiro de
obras, as equipes devem se focar na conclusão de um pequeno conjunto deunidades, caracterizando lotes de produção menores. Se possível, as unidadessão entregues aos clientes mais cedo, o que tende a reduzir o custo financeiro doempreendimento. Além disto, em alguns segmentos de mercado, a velocidade deentrega é uma dimensão competitiva importante, pois os clientes necessitam dosprodutos num prazo relativamente curto (por exemplo, construção de shoppingcenters e fábricas).
b) A gestão dos processos torna-se mais fácil: o volume de produtos inacabadosem estoque (denominado de trabalho em progresso) é menor, o que tende adiminuir o número de frentes de trabalho, facilitando o controle da produção e douso do espaço físico disponível.
c) O efeito aprendizagem tende a aumentar: como os lotes são menores, existemenos sobreposição na execução de diferentes unidades. Assim, os errosapareçam mais rapidamente, podendo ser identificadas e corrigidas as causas dosproblemas. O aprendizado obtido nas unidades iniciais pode então ser aproveitadopara melhoria do processo na execução das unidades posteriores.
d) A estimativa de futuras demandas são mais precisas: como os lotes deprodução são menores e concluídos em prazos mais reduzidos, a empresatrabalha com uma estimativa mais precisa da demanda. Isto torna o sistema deprodução mais estável.
e) O sistema de produção torna-se menos vulnerável a mudanças de demanda:pode-se obter um certo grau de flexibilidade para atendimento da demanda, sem
9
elevar substancialmente os custos, pois algumas alterações de produto solicitadaspodem ser implementadas com facilidade nos lotes de produção subseqüentes.
3.4.2 COMO APLICAR:
A redução do tempo de ciclo envolve um amplo conjunto de ações, tais como:a) Eliminação de atividades de fluxo que fazem parte do ciclo de produção;b) Concentração do esforço de produção em um menor número de unidades (lotes
menores), através do planejamento e controle da produção;c) Mudanças nas relações de precedência entre atividades, eliminando
interdependências entre as mesmas de forma que possam ser executadas emparalelo.
3.4.3 EXEMPLO PRÁTICO:
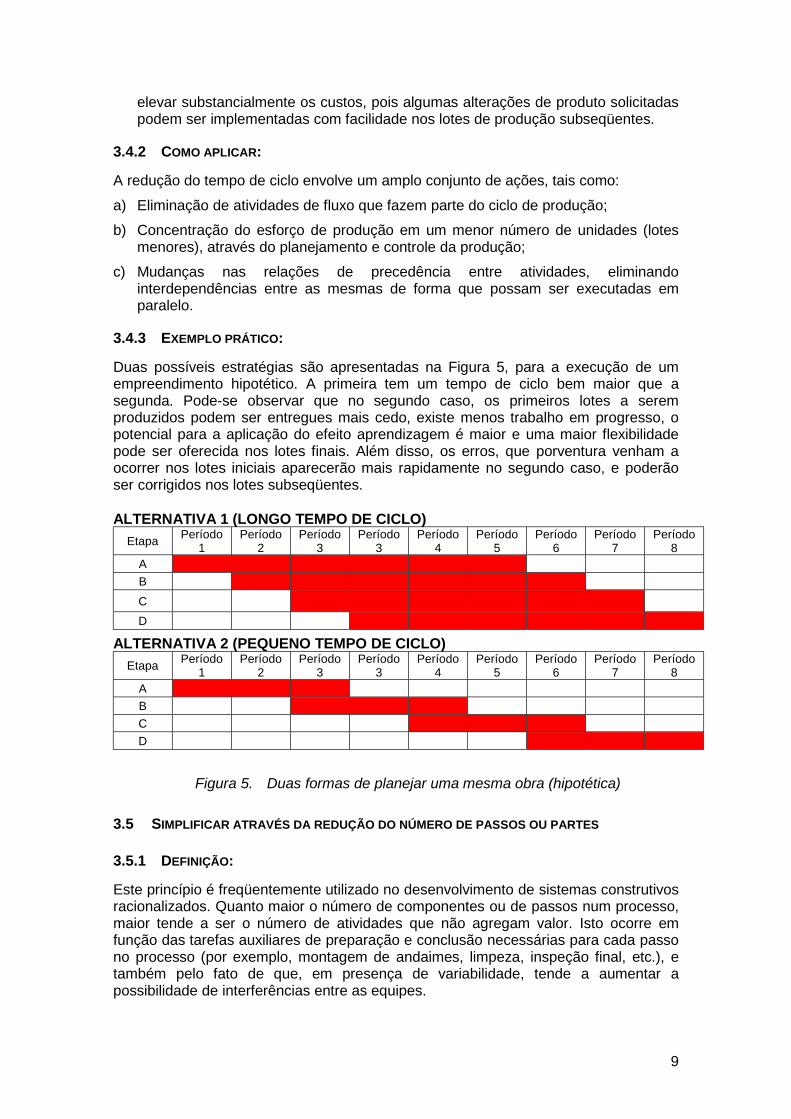
Duas possíveis estratégias são apresentadas na Figura 5, para a execução de umempreendimento hipotético. A primeira tem um tempo de ciclo bem maior que asegunda. Pode-se observar que no segundo caso, os primeiros lotes a seremproduzidos podem ser entregues mais cedo, existe menos trabalho em progresso, opotencial para a aplicação do efeito aprendizagem é maior e uma maior flexibilidadepode ser oferecida nos lotes finais. Além disso, os erros, que porventura venham aocorrer nos lotes iniciais aparecerão mais rapidamente no segundo caso, e poderãoser corrigidos nos lotes subseqüentes.
ALTERNATIVA 1 (LONGO TEMPO DE CICLO)Etapa Período
1Período
2Período
3Período
3Período
4Período
5Período
6Período
7Período
8ABCD
ALTERNATIVA 2 (PEQUENO TEMPO DE CICLO)Etapa Período
1Período
2Período
3Período
3Período
4Período
5Período
6Período
7Período
8ABCD
Figura 5. Duas formas de planejar uma mesma obra (hipotética)
3.5 SIMPLIFICAR ATRAVÉS DA REDUÇÃO DO NÚMERO DE PASSOS OU PARTES
3.5.1 DEFINIÇÃO:
Este princípio é freqüentemente utilizado no desenvolvimento de sistemas construtivosracionalizados. Quanto maior o número de componentes ou de passos num processo,maior tende a ser o número de atividades que não agregam valor. Isto ocorre emfunção das tarefas auxiliares de preparação e conclusão necessárias para cada passono processo (por exemplo, montagem de andaimes, limpeza, inspeção final, etc.), etambém pelo fato de que, em presença de variabilidade, tende a aumentar apossibilidade de interferências entre as equipes.

10
3.5.2 COMO APLICAR:
Existem várias formas de atingir a simplificação, como, por exemplo:a) Utilização de elementos pré-fabricados, reduzindo o número de etapas para a
execução de um elemento da edificação;b) Uso de equipes polivalentes, ao invés de um maior número de equipes
especializadas;c) Planejamento eficaz do processo de produção, buscando eliminar
interdependências e agregar pequenas tarefas em atividades maiores. Além disso,a disponibilização de materiais, equipamentos, ferramentas e informações emlocais adequados tende a eliminar ou reduzir a ocorrência de movimentações edeslocamentos desnecessários provocadas por interrupções na tarefa.
3.5.3 EXEMPLO:
A Figura 6 apresenta duas alternativas para a execução de vergas. No caso da vergapré-moldada, existe uma redução significativa no número de passos pois o própriopedreiro pode posicioná-la, ao longo da execução de alvenaria. No caso da vergamoldada no local, o processo de execução de alvenaria precisa ser interrompido,resultando em atividades que não agregam valor.
Figura 6. Minimização no número de passos na execução de alvenaria
3.6 AUMENTAR A FLEXIBILIDADE DE SAÍDA
3.6.1 DEFINIÇÃO:
O aumento de flexibilidade de saída está também vinculado ao conceito de processocomo gerador de valor. Refere-se à possibilidade de alterar as características dosprodutos entregues aos clientes, sem aumentar substancialmente os custos dosmesmos. Embora este princípio pareça contraditório com o aumento da eficiência,muitas indústrias tem alcançado flexibilidade mantendo níveis elevados deprodutividade.
3.6.2 COMO APLICAR:
Isto pode ser obtido através de várias abordagens, como:a) Redução do tempo de ciclo, através da redução do tamanho dos lotes;

11
b) Uso de mão de obra polivalente, capaz de se adaptar facilmente a mudanças nademanda;
c) Customização do produto no tempo mais tarde possível.d) Utilização de processos construtivos que permitam a flexibilidade do produto sem
grandes ônus para a produção.
3.6.3 EXEMPLO:
Algumas empresas que atuam no mercado imobiliário adiam a definição do projeto e,em alguns casos, também da execução das divisórias internas de gesso acartonadode algumas unidades. Esta estratégia permite aumentar a flexibilidade do produto,dentro de determinados limites, sem comprometer substancialmente a eficiência dosistema de produção.
3.7 AUMENTAR A TRANSPARÊNCIA DO PROCESSO
3.7.1 DEFINIÇÃO:
O aumento da transparência de processos tende a tornar os erros mais fáceis deserem identificados no sistema de produção, ao mesmo tempo que aumenta adisponibilidade de informações, necessárias para a execução das tarefas, facilitando otrabalho. Este princípio pode também ser utilizado como um mecanismo paraaumentar o envolvimento da mão de obra no desenvolvimento de melhorias.
3.7.2 COMO APLICAR:
Existem inúmeras formas de aumentar a transparência de processos, incluindo:a) Remoção de obstáculos visuais, tais como divisórias e tapumes;b) Utilização de dispositivos visuais, tais como cartazes, sinalização luminosa, e
demarcação de áreas, que disponibilizam informações relevantes para a gestão daprodução;
c) Emprego de indicadores de desempenho, que tornam visíveis atributos doprocesso, tais como nível de produtividade, número de peças rejeitadas, etc.;
d) Programas de melhoria da organização e limpeza, tais como o Programa 5S.

12
3.7.3 EXEMPLO PRÁTICO:
A Figura 7 apresenta um dispositivo de controle de utilização do espaço que mantém oambiente de trabalho transparente, suscetível à observação.
Figura 7. Exemplo aplicação do princípio da transparência de processos
4 BIBLIOGRAFIA
ISATTO, Eduardo L.; FORMOSO, Carlos T.; DE CESARE, Cláudia M.; HIROTA,Ercília H. & ALVES, Thaís C.L. Lean construction: diretrizes e ferramentas para ocontrole de perdas na construção civil. Porto Alegre, SEBRAE/RS, 2000. SérieSEBRAE Construção Civil, Vol. 5.KOSKELA, L. Application of the new production philosophy to construction.Stanford, EUA, CIFE, agosto 1992. Technical Report No 72.SHINGO, S. O Sistema Toyota de Produção do ponto de vista da engenharia deprodução; trad. Eduardo Schaan, 2º edição - Porto Alegre, Artes Médicas, 1996.
5 SITES DE INTERESSE
• International Group for Lean Construction: http://cic.vtt.fi/lean• Lean Construction Institute (EUA): http://www.leanconstruction.org• X Conferência do IGLC: http://www.cpgec.ufrgs.br/norie/iglc10• Infohab (artigos em português sobre Lean Construction):
http://www.infohab.org.br