investigaÇÃo sobre o desgaste prematuro dos parafusos de...
TRANSCRIPT
INVESTIGAÇÃO SOBRE O DESGASTE PREMATURO DOS PARAFUSOS DE
FIXAÇÃO DO BOCAL DE EXAUSTÃO EXTERNO DE MOTORES AERONÁUTICOS
GE CF6-80C2
Rodrigo Sudá de Forton Bousquet Visintin
Projeto de Graduação apresentado ao Curso de
Engenharia Mecânica da Escola Politécnica,
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Engenheiro.
Orientador: Prof Dr.Ing. Fernando Augusto de
Noronha Castro Pinto
Rio de Janeiro
Abril de 2016
i
INVESTIGAÇÃO SOBRE O DESGASTE PREMATURO DOS PARAFUSOS DE
FIXAÇÃO DO BOCAL DE EXAUSTÃO EXTERNO DE MOTORES AERONÁUTICOS
GE CF6-80C2
Rodrigo Sudá de Forton Bousquet Visintin
PROJETO DE GRADUAÇÃO SUBMETIDO AO CORPO DOCENTE DO CURSO DE
ENGENHARIA MECÂNICA DA ESCOLA POLITÉCNICA DA UNIVERSIDADE
FEDERAL DO RIO DE JANEIRO COMO PARTE DOS REQUISITOS NECESSÁRIOS
PARA A OBTENÇÃO DO GRAU DE ENGENHEIRO MECÂNICO
Examinado por:
Prof. Fernando Augusto de Noronha Castro Pinto;
Dr.Ing.(Orientador)
Prof. Fábio Luiz Zamberlan; DSc
Prof. Fernando Pereira Duda; DSc
RIO DE JANEIRO, RJ – BRASIL
ABRIL de 2016
ii
Visintin, Rodrigo Sudá de Forton Bousquet
Investigação sobre o desgaste prematuro dos
parafusos de fixação do bocal de exaustão externo de
motores aeronáuticos GE CF6-80C2/ Rodrigo Sudá de
Forton Bousquet Visintin. – Rio de Janeiro: UFRJ/ Escola
Politécnica, 2016.
XIII, 63 p.: il.; 29,7 cm.
Orientador: Fernando Augusto de Noronha Castro
Pinto
Projeto de Graduação – UFRJ/ Escola Politécnica/
Curso de Engenharia Mecânica, 2016.
Referências Bibliográficas: p. 62.
1. Inconel 718 2. Parafuso. 3. União Parafusada. 4.
Simulação de esforços. I. Pinto, Fernando Augusto de
Noronha Castro et al. II. Universidade Federal do Rio de
Janeiro, Escola Politécnica, Curso de Engenharia
Mecânica. III. Investigação sobre o desgaste prematuro
dos parafusos de fixação do bocal de exaustão externo
de motores aeronáuticos GE CF6-80C2.
iii
AGRADECIMENTOS
A minha Mãe, Daniella Sudá, pelo amor incondicional sem o qual nada seria possível.
As minhas avós, Vera Regina e Iracema Valle, e ao meu avô, Décio Araújo, por todo o
amor, carinho e suporte oferecidos sempre.
A minha irmã, Juliana Sudá, e ao seu marido, Ricardo Maciel, pela alegria que sempre
me proporcionaram e pelo prazer que apenas eles poderiam me conceder de ser o tio
da linda Íris Sudá.
A minha incrível namorada, Amanda, por todo amor e carinho dedicados ao nosso
sucesso.
Aos meus sogros, Jaqueline e Geraldo, e minha cunhada, Luana, por me receberem
sempre de braços abertos.
Aos meus orientadores Fernando Castro Pinto, Fernando Duda e Fábio Zamberlan,
por todos os ensinamentos que me permitiram realizar um estudo como este.
Aos amigos de trabalho Hugo Mendoza, Vinícius André, Daniel dos Santos, Marcio
Breder, Edison Silva, Wagner Silva, Marcelo Sales e Marco Martins, integrantes do
time GE do Banco de Provas do Rio de Janeiro, pela receptividade e pelo
desenvolvimento que me proporcionaram.
Ao amigo Rodrigo Martins, pela disposição com que me ajudou durante a execução do
trabalho.
Aos amigos que trilharam este caminho ao meu lado, sempre dispostos a ajudar uns
aos outros.
Muito obrigado a todos.

iv
Resumo do Projeto de Graduação apresentado à Escola politécnica/ UFRJ como parte
dos requisitos necessários para a obtenção do grau de Engenheiro Mecânico.
INVESTIGAÇÃO SOBRE O DESGASTE PREMATURO DOS PARAFUSOS DE
FIXAÇÃO DO BOCAL DE EXAUSTÃO EXTERNO DE MOTORES AERONÁUTICOS
GE CF6-80C2
Rodrigo Sudá de Forton Bousquet Visintin
Abril/2016
Orientador: Dr.Ing. Fernando Augusto de Noronha Castro Pinto
Curso: Engenharia Mecânica
O objetivo deste trabalho é investigar as possíveis causas para o desgaste prematuro
apresentado pelos parafusos de fixação entre o bocal de exaustão externo e os
motores aeronáuticos GE CF6-80C2, compondo uma união parafusada, no Banco de
Provas do Rio de Janeiro, GE Celma Filial. O desgaste dos parafusos nos obriga a
substituí-los, aumentando o custo de operação.
A principal hipótese se apoia no excesso de carga à qual os parafusos podem estar
sendo submetidos durante as condições de teste dos motores, dada a utilização
diferente dos elementos em Banco de provas quando comparado ao uso durante o
voo. No entanto, esta não será a única abordagem. Muitos dos problemas de desgaste
apresentados em uniões parafusadas são relacionados a erros cometidos durante a
montagem.
Desta forma, o estudo passará por análise da matéria prima e geometria dos
componentes, resultando em cálculos e simulações das tensões axiais nos parafusos
e das tensões nos membros da união parafusada, permitidos pelos softwares
SolidWorks© e Ansys©. Aplicaremos, também, os conceitos de interações elásticas
entre os elementos durante a montagem, bem como boas práticas para reduzir as
incertezas envolvidas.
O resultado da investigação permitirá determinar se os procedimentos de montagem e
desmontagem da união parafusada estão sendo executados corretamente.
Palavras-chave: União parafusada, parafuso, montagem, simulação.

v
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of
the requirements for the degree of Engineer.
RESEARCH ON THE PREMATURE WEAR OF EXHAUST NOZZLE MOUNTING
BOLTS ON AERO ENGINES GE CF6-80C2
Rodrigo Sudá de Forton Bousquet Visintin
April/2016
Advisors: Dr.Ing. Fernando Augusto de Noronha Castro Pinto
Course: Mechanical Engineering
The objective of this study is to investigate the possible causes for premature wear
presented by fixing bolts on the exhaust nozzle for aero engines GE CF6-80C2,
composing a non-permanent joint, in the GE Celma Test Cell, at Rio de Janeiro. The
wear on bolts requires us to replace them, increasing the cost of operation.
The main hypothesis supported is about excess load to which bolts are being subjected
during the engine testing, given the different use of elements in a test cell when
compared to the use during the flight. However, this will not be the only approach.
Many wear problems presented in bolted joints are related to errors during assembly.
Thus, the study will undergo analysis of raw material and geometry of the components,
resulting in calculations and simulations of axial stress on the screws and tensions in
members of the bolted union by using SolidWorks© software and Ansys©. We will also
apply concepts of elastic interactions between the elements during assembly, as well
as best practices to reduce the uncertainties involved.
The result of the investigation will determine whether the assembly and disassembly
procedures of the bolted union are running correctly.
Keywords: Flange union, bolt, assembly, simulation.

vi
SUMÁRIO
ÍNDICE DE FIGURAS ................................................................................................... viii
ÍNDICE DE TABELAS ....................................................................................................xi
LISTA DE SÍMBOLOS E SIGLAS .................................................................................. xii
1. INTRODUÇÃO ........................................................................................................ 1
2. MOTIVAÇÃO ........................................................................................................... 3
3. BANCO DE PROVAS E O MOTOR AERONÁUTICO GE CF6-80C2 ..................... 4
3.1. Módulos do motor ............................................................................................. 5
3.1.1. Módulo do Fan .............................................................................................. 5
3.1.2. Módulo do Core ............................................................................................ 6
3.1.3. Módulo da Turbina de Alta Pressão ............................................................. 7
3.1.4. Módulo da Turbina de Baixa Pressão ........................................................... 8
3.1.5. Módulo das Caixas de Acionamento de Acessórios (Accessory Drive) ....... 8
3.2. Fluxo de ar e empuxo ....................................................................................... 9
3.3. Banco de Provas ............................................................................................ 10
4. Caracterização e Dimensionamento da Força Axial no Parafuso de União da
Descarga Externa Dos Motores CF6-80C2 .................................................................. 12
4.1. Caracterização da Montagem ........................................................................ 12
4.1.1. Matéria Prima ............................................................................................. 15
4.1.2. Inconel 718 ................................................................................................. 15
4.1.3. Fabricação .................................................................................................. 16
4.1.4. Composição química .................................................................................. 16
4.1.5. Propriedades físicas ................................................................................... 17
4.1.6. Análise geométrica do parafuso de fixação do bocal de exaustão externo 20
4.2. Dimensionamento da Carga Axial .................................................................. 21
5. Conceitos Gerais ................................................................................................... 32
5.1. Parafusos ....................................................................................................... 32
5.1.1. Classificação dos Parafusos ....................................................................... 33
5.1.2. Padrões de Fios de Rosca ......................................................................... 34

vii
5.1.3. Dimensões dos fios de rosca ...................................................................... 38
5.2. Uniões parafusadas e incertezas envolvidas ................................................. 39
5.2.1. Força de agrupamento ............................................................................... 40
5.2.2. Deformações .............................................................................................. 41
5.3. Montagem ...................................................................................................... 43
5.3.1. Alinhamento ................................................................................................ 43
5.3.2. Interferência ................................................................................................ 43
5.3.3. Aplicação do torque .................................................................................... 44
5.3.4. Relaxamento em parafusos ........................................................................ 46
5.3.5. Interações elásticas .................................................................................... 50
5.3.6. Simulação de montagem da união parafusada .......................................... 52
6. ANÁLISE DOS RESULTADOS ............................................................................. 59
7. CONCLUSÃO ........................................................................................................ 61
Bibliografia .................................................................................................................... 62

viii
ÍNDICE DE FIGURAS
Figura 1 - Kit de Bocais de Exaustão para motores GE CF6-80C2: (1) Bocal de
Exaustão Interno Posterior; (2) Bocal de Exaustão Interno Anterior; (3) Bocal de
Exaustão Externo ........................................................................................................... 1
Figura 2 - Motor GE CF6-80C2 [1] ................................................................................. 4
Figura 3 - Cinco módulos do motor GE CF6-80C2: Fan, Core, Turbina de Alta Pressão
(HPT), Turbina de Baixa Pressão (LPT) e Caixa Acionadora de Acessórios (AGB) [2] . 5
Figura 4 - Rotor do compressor de baixa pressão (LPCR), estator do compressor de
baixa pressão (LPCS) e módulo do Fan (FM) [2] ........................................................... 6
Figura 5 - Compressor de Alta Pressão (HPC) [2] ......................................................... 6
Figura 6 - Câmara de Combustão (CC) [2] ..................................................................... 7
Figura 7 - Módulo da Turbina de Alta Pressão (HPT) [2] ............................................... 7
Figura 8 - Turbina de Baixa Pressão (LPT) [2] ............................................................... 8
Figura 9 - Módulo das Caixas de Acionamento de Acessórios [2] ................................. 9
Figura 10 - Fluxo de ar secundário (By-pass) no motor CF6-80C2 [2] ........................... 9
Figura 11 - Fluxo de ar primário no motor CF6-80C2 [2] .............................................. 10
Figura 12 - Motor CF6-80C2 na Célula de Testes do Banco de Provas GE CELMA, Rio
de janeiro [3] ................................................................................................................. 11
Figura 13 – Vista frontal do parafuso de fixação do bocal de exaustão externo -
SolidWorks© ................................................................................................................. 13
Figura 14 - Vista isométrica da porca de fixação do bocal de exaustão externo -
SolidWorks© ................................................................................................................. 13
Figura 15 - Modelo em geometria simplificada do bocal de exaustão externo -
SolidWorks© ................................................................................................................. 13
Figura 16 - Modelo em geometria simplificada do flange traseiro da turbina de baixa
pressão - SolidWorks© ................................................................................................. 14
Figura 17 - Montagem dos elementos da união parafusada em geometria simplificada -
SolidWorks© ................................................................................................................. 14
Figura 18 - Flange da união parafusada em destaque - SolidWorks© ......................... 15
Figura 19 - Parafuso de fixação do bocal de exaustão externo no flange do motor GE
CF6-80C2 [12] .............................................................................................................. 20
Figura 20 - Diagrama de corpo livre de uma união parafusada sob ação de carga
externa [7] ..................................................................................................................... 21
Figura 21 - Equação para cálculo do torque inicial ....................................................... 27
Figura 22 - Equação para definição do fator de torque K ............................................. 28

ix
Figura 23 - Simulação de carregamento estático no parafuso de fixação do bocal de
exaustão externo .......................................................................................................... 31
Figura 24 - Diferentes modelos de parafusos com diferentes aplicações [13] ............. 33
Figura 25 - Variados tipos de acionamentos empregados em parafusos [8] ............... 34
Figura 26 - Perfis de filetes e suas aplicações [10] ...................................................... 35
Figura 27 - Modelos de fios de rosca: UNJ (superior esquerdo); ACME (superior
direito); Whitworth (inferior esquerdo) & Buttress (inferior direito) [5] ........................... 36
Figura 28 - Diferenciação entre os formatos de raízes em fios de rosca UN [5] .......... 36
Figura 29 - Dimensões de projeto de fio de rosca [6] ................................................... 38
Figura 30 - Parafusos podem ter múltiplas entradas de fio de rosca [11] .................... 39
Figura 31 - Representação de uma união parafusada axial (superior) e uma união
parafusada cisalhante (inferior) [5] ............................................................................... 40
Figura 32 - Deformações elásticas fazem membros e parafusos acumularem energia
potencial, atuando como molas. [5] .............................................................................. 41
Figura 33 - As barras a esquerda mostram que apenas o parafuso de Inconel 718 seria
capaz de gerar, mesmo contra interferência, a força de agrupamento para 50% do
torque final [5]. .............................................................................................................. 44
Figura 34 - Sequência de aplicação do torque preliminar em cruz [5] ......................... 45
Figura 35 – Estima-se que apenas 10% de todo o trabalho aplicado no parafuso é
acumulado na forma de energia potencial [5] ............................................................... 46
Figura 36 - Contato entre as faces dos fios de rosca ocorre nas rugosidades
superficiais [5] ............................................................................................................... 47
Figura 37 - Diferença entre o diâmetro do furo e do parafuso [5] ................................. 48
Figura 38 - Relaxamento da tensão dos parafusos vs. Tempo [5] ............................... 48
Figura 39 - Relaxamento torcional incrementa a tensão axial [5] ................................. 49
Figura 40 - Reaplicação de torque 8 (oito) vezes aumentou em 33% a tensão quando
comparada a do primeira aplicação [5] ......................................................................... 49
Figura 41 - Comparação entre o alongamento dos parafusos imediatamente após o
aperto (x) e após todos terem sido apertados (o) [5] .................................................... 50
Figura 42 - Comparação entre o alongamento dos parafusos imediatamente após o
aperto (x) e após todos terem sido apertados (o) [5] .................................................... 51
Figura 43 - Comparação entre o alongamento dos parafusos após todos terem sido
apertados (o) [5] ........................................................................................................... 51
Figura 44 - Tensão equivalente de von-Misses em união parafusada composta pelos
flanges do bocal de exaustão externo e da estrutura da turbina fixados por 4 (quatro)
pares de parafusos e porcas dispostos à 90° - Ansys© ............................................... 54
x
Figura 45 - Tensões máxima e mínima em cada ponto de união seguindo sequência
de aperto - Ansys© ....................................................................................................... 54
Figura 46 - Energia de deformação em união parafusada composta pelos flanges do
bocal de exaustão externo e da estrutura da turbina fixados por 4 (quatro) pares de
parafusos e porcas dispostos à 90° - Ansys© .............................................................. 55
Figura 47 - Energia de deformação máxima e mínima em cada ponto de união
seguindo sequência de aperto - Ansys© ...................................................................... 55
Figura 48 - Tensão equivalente de von-Misses em união parafusada composta pelos
flanges do bocal de exaustão externo e da estrutura da turbina fixados por 4 (quatro)
pares de parafusos e porcas dispostos em furos subsequentes - Ansys© .................. 56
Figura 49 - Tensões máxima e mínima em cada ponto de união seguindo sequência
de aperto - Ansys© ....................................................................................................... 56
Figura 50 - Energia de deformação em união parafusada composta pelos flanges do
bocal de exaustão externo e da estrutura da turbina fixados por 4 (quatro) pares de
parafusos e porcas dispostos em furos subsequentes - Ansys© ................................. 57
Figura 51 - Energia de deformação máxima e mínima em cada ponto de união
seguindo sequência de aperto - Ansys© ...................................................................... 57
Figura 52 - bocal de Exaustão Externo içado por talha elétrica de corrente dificulta o
alinhamento dos flanges ............................................................................................... 59
Figura 53 - Dispositivo suporte de bocais de exaustão promove melhor alinhamento
entre os flanges ............................................................................................................ 61

xi
ÍNDICE DE TABELAS
Tabela 1 - Composição química da liga metálica Inconel 718 baseada nas
especificações AMS [9] ................................................................................................ 17
Tabela 2 - Constantes físicas da liga metálica Inconel 718 [9] ..................................... 18
Tabela 3 - Módulo de elasticidade para diversas temperaturas da liga metálica Inconel
718 [9] ........................................................................................................................... 18
Tabela 4 - Propriedades mecânicas da liga metálica Inconel 718 [9] .......................... 19
Tabela 5 - Fatores a e b de acordo com o tipo de acabamento superficial [6] ............. 23
Tabela 6 - Fator de confiabilidade Kc [6] ...................................................................... 24
Tabela 7 - Fator de fadiga Kf* de acordo com o Grau SAE ou Grau Métrico [6] .......... 25
Tabela 8 - Valor do fator de torque (K) calculado e da Força Inicial (Fi) aplicada ........ 28
Tabela 9 - Cálculo da constante de rigidez do parafuso (Kp) ....................................... 29
Tabela 10 - Cálculo da constante de rigidez dos membros da união (Km) .................. 29
Tabela 11 - Fator de carga do parafuso (Cp) ............................................................... 30
Tabela 12 - Carga externa estimada atuante na união parafusada [P(N)] ................... 30
Tabela 13 - Força axial total estimada [Fb(N)] à qual o parafuso está submetido ....... 30
Tabela 14 - Comparação entre os valores de tensão equivalente de von-Misses e de
energia de deformação entre os dois métodos de montagem ..................................... 57
xii
LISTA DE SÍMBOLOS E SIGLAS
HPT – Turbina de Alta Pressão
LPT – Turbina de Baixa Pressão
AGB – Caixa Motora de Acessórios
LPC – Compressor de Baixa Pressão
LPCR – Rotor do Compressor de Baixa Pressão
LPCS – Estator do Compressor de Baixa Pressão
FM – Módulo do Fan
HPC – Compressor de Alta Pressão
CC – Câmara de Combustão
RPM – Rotações Por Minuto
LPTRFRF – Flange Traseira da Turbina de Baixa Pressão
L - Mudança no comprimento (in., mm)
A - Área da seção transversal (in.², mm²)
L - Comprimento da seção (in., mm)
E - Módulo de elasticidade (psi, Gpa)
F - Força de tensão aplicada (lb, N)
K - Constante de rigidez do elemento (lb/in., N/mm)
Φk - Razão de rigidez ou o fator de carga da união (adimensional)
Kp - Rigidez do parafuso (lb/in., N/mm)
Km - Rigidez do membro (lb/in., N/mm)
Fi - Força inicial que age sobre o parafuso após a aplicação do torque
P - Carga externa que atua nos membros da união no sentido de separação dos
mesmos
Pb - Parcela da carga externa que é absorvida pelos parafusos
Fat - Força de atrito entre os membros da junta

xiii
At - Área de resistência à tração
Fb - Carga axial total agindo no parafuso
Sp - Tensão de prova do parafuso
Sy - Tensão de escoamento do parafuso
Sut - Tensão de ruptura ou limite de resistência à tração do parafuso
Se - Limite de resistência à fadiga do prafuso
Ka - Fator de acabamento superficial
Kb - Fator de modificação do tamanho
Kc - Fator de confiabilidade
Kd - Fator de temperatura
Ke - Fator de concentração de tensões
Kf* - Fator de fadiga para concentração de tensões em elementos filetados
Se’ - Limite de resistência à fadiga em condições laboratoriais
Cb - Fator de carga do parafuso
°F – Grau Farenheit

1
1. INTRODUÇÃO
GE CELMA Ltda é uma empresa certificada para realizar os procedimentos de
manutenção e reparo em motores aeronáuticos. É composta por sua sede localizada
em Petrópolis, Região Serrana do Estado do Rio de Janeiro, e um Banco de Provas no
bairro da Ilha do Governador, onde há uma célula de testes na qual os motores são
submetidos aos procedimentos descritos em manual e, caso aprovados, liberados
para que sejam utilizados nas aeronaves dos seus clientes.
Para que os motores sejam testados, faz-se necessária a instalação de diversas
ferramentas e acessórios, dentre os quais está o kit de descarga do motor, composto
pelos elementos Bocal de Exaustão Externo (Exhaust Nozzle) e Bocal de Exaustão
interno (Exhaust Center Body).
Figura 1 - Kit de Bocais de Exaustão para motores GE CF6-80C2: (1) Bocal de Exaustão Interno Posterior; (2) Bocal de Exaustão Interno Anterior; (3) Bocal de Exaustão Externo
O objetivo do kit de descarga é otimizar o fluxo de saída dos gases gerados no ciclo
termodinâmico, reduzindo as perdas de energia e ajudando a manter o empuxo
gerado pelo motor. Ele age como fator controlador para os gases de exaustão,
2
restringindo o fluxo através de um diâmetro fixo. Sua instalação se dá através do
sistema de fixação conjunto porca/parafuso.
Para o Bocal de Exaustão interno, há porcas fixas no próprio motor, fazendo-se
necessária apenas a aproximação e o aperto dos parafusos. Quanto ao Bocal de
Exaustão Externo, a fixação se dá na flange posterior da estrutura traseira da turbina
do motor, estando as porcas fixas na descarga e os parafusos aproximados e
torqueados.
Este trabalho tem o objetivo de iniciar um estudo sobre o desgaste prematuro
apresentado nos parafusos de fixação do Bocal de Exaustão Externo dos motores
General Electric modelo CF6-80C2. Para tanto, serão abordados conceitos
relacionados às uniões parafusadas que têm vínculo direto com a vida útil dos
parafusos. Além disso, as características geométricas do parafuso serão avaliadas e
uma estimativa da força axial suportada por ele durante a realização do teste do motor
será dimensionada a partir do valor de torque a ser aplicado na montagem, segundo
manual do fabricante.

3
2. MOTIVAÇÃO
O conjunto de fixação é formado pelo parafuso J644P10A e pela porca fixa
1313M35P01. O custo de aquisição desse par é de aproximadamente US$50,00 e, ao
multiplicarmos pelos 60 pares necessários para completar a instalação, obtemos um
custo total de US$3.000,00.
O torque recomendado em manual a ser aplicado nos parafusos durante a montagem
do kit de descarga está na faixa de 55-70 Lb.in (6,2-7,8 N.m). A experiência nos
mostra que, quando esta recomendação é obedecida, enfrentamos muitas dificuldades
durante a desmontagem, tendo sido registrados danos nos dois elementos do
conjunto, tais como: fios de rosca danificados, estrias da cabeça do parafuso
danificadas e rompimento da fixação das porcas, nos obrigando a substituí-los.
Especificamente sobre a porca fixa, é preciso levarmos em conta que a mesma é
presa ao Bocal de Descarga Externo por meio de rebites (duas unidades para cada
porca, totalizando 120 rebites). Assim, para realizar a substituição de uma dessas
porcas, faz-se necessária a desmontagem do Bocal de Descarga Externo, retirando o
item de operação e impedindo a continuidade da produção, aquisição de 2 rebites para
cada porca danificada, além dos rebites necessários para a remontagem do Exhaust
Nozzle.
Após essa breve análise do cenário econômico e operacional, faz-se clara a
oportunidade de estudo de caso a fim de encontrar uma solução para o desgaste
prematuro apresentado pelos parafusos. Por tanto, iniciaremos nossas análises,
embasados tecnicamente nos conhecimentos de engenharia mecânica em projetos de
máquinas, apresentando alguns dos conceitos mais relevantes envolvendo o
comportamento e as interações das uniões parafusadas durante as etapas de
montagem e de funcionamento.

4
3. BANCO DE PROVAS E O MOTOR AERONÁUTICO GE
CF6-80C2
Este capítulo apresentará as principais características do motor aeronáutico fabricado
pela compania General Electric, modelo GE CF6-80C2. A intenção é expor o seu
funcionamento básico e uma breve explicação do modo como é realizado o
procedimento de teste em Banco de Provas, oferecendo a familiarização necessária
para que exista o claro entendimento do problema estudado ao longo desse trabalho.
Figura 2 - Motor GE CF6-80C2 [1]

5
3.1. Módulos do motor
Os motores aeronáuticos testados no banco de provas da GE CELMA Ltda.
são do tipo turbo-fan, podendo ser divididos em cinco módulos: Fan, Core,
Turbina de Alta Pressão, Turbina de Baixa Pressão e Caixas de Acionamento
de Acessórios.
Figura 3 - Cinco módulos do motor GE CF6-80C2: Fan, Core, Turbina de Alta Pressão (HPT), Turbina de Baixa Pressão (LPT) e Caixa Acionadora de Acessórios (AGB) [2]
3.1.1. Módulo do Fan
O Fan é o primeiro módulo do motor e é composto pelo conjunto do Fan e pelo
Compressor de Baixa Pressão (LPC). O módulo do Fan é responsável por prover
cerca de 80 a 85% do empuxo total do motor e o faz através de uma ventoinha que,
por sua vez, encontra-se fixada ao eixo N1 do motor. Esse eixo, para o modelo CF6-
80C2, pode atingir cerca de 4000 rpm.

6
Figura 4 - Rotor do compressor de baixa pressão (LPCR), estator do compressor de baixa pressão (LPCS) e módulo do Fan (FM) [2]
3.1.2. Módulo do Core
O Core é composto pelo Compressor de Alta Pressão (HPC) e pela Câmara de
Combustão (CC); está localizado logo atrás do módulo do Fan e justo à frente dos
módulos das Turbinas. Sua função é prover os 15 a 20% de empuxo que completam o
empuxo total gerado pelo motor, mas também é responsável por fornecer torque ao
módulo de acionamento de acessórios do motor e da aeronave.
O HPC tem a função de comprimir o ar admitido, elevando a sua pressão sem elevar a
velocidade. Contando com 14 estágios, cada um composto por um disco de palhetas
rotoras que aceleram o ar e um disco de palhetas fixas que o direcionam e freiam, o
motor CF6-80C2 promove o aumento de pressão necessário para a realização do
processo termodinâmico convertendo energia cinética em energia piezométrica. A
razão de compressão atingida é da ordem de 32 vezes, entregando a massa de ar à
câmara de combustão com pressão aproximada de 460 psia e temperatura próxima
aos 1360°C. O eixo de N2 ao qual estão fixas as partes rotoras do HPC pode atingir
rotações da ordem de 14000 rpm.
Figura 5 - Compressor de Alta Pressão (HPC) [2]

7
O ar a altas pressão e temperatura é direcionado à Câmara de Combustão, na qual é
misturado ao combustível (Querosene de aviação) injetado pelos bicos injetores e,
após o centelhamento realizado pelos ignitores, inicia-se a combustão. Os gases
serão agora direcionados ao módulo da Turbina de Alta Pressão (HPT).
Figura 6 - Câmara de Combustão (CC) [2]
3.1.3. Módulo da Turbina de Alta Pressão
A Turbina de Alta Pressão (HPT) fica localizada logo atrás da Câmara de Combustão
e à frente da Turbina de Baixa Pressão (LPT). A HPT é composta por 2 estágios, cada
um contendo uma parte rotativa (disco de palhetas) e uma parte estatora. A função da
HPT é converter as energias térmica e piezométrica dos gases vindos da Câmara de
Combustão em trabalho mecânico, acionando o HPC e, consequentemente, o módulo
de acionamento de acessórios.
Figura 7 - Módulo da Turbina de Alta Pressão (HPT) [2]
8
3.1.4. Módulo da Turbina de Baixa Pressão
A Turbina de Baixa Pressão (LPT) é o último módulo da sequência e fica localizada
logo atrás da HPT. A LPT é composta por 4 estágios, também com uma parte rotativa
(disco de palhetas) e uma parte estatora em cada, e está ligada ao eixo N1, sendo sua
função aproveitar o restante da energia dos gases remanescentes da HPT para prover
movimento ao primeiro módulo, composto por Fan e LPC.
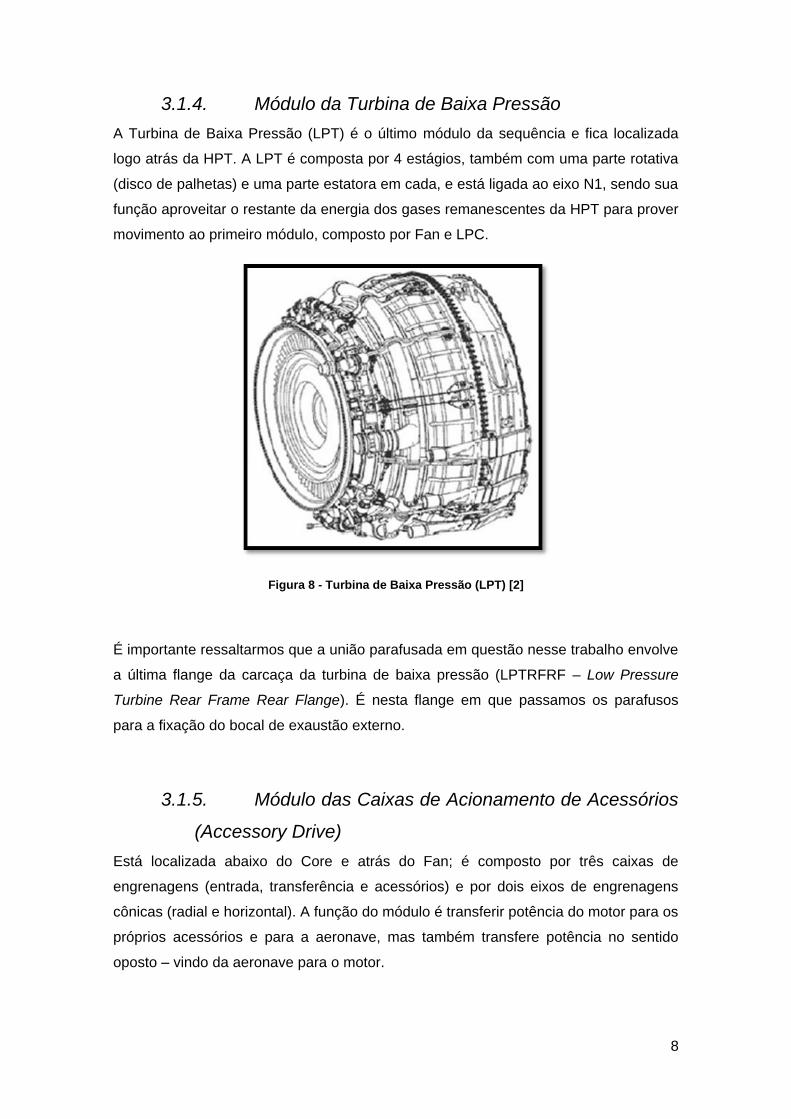
Figura 8 - Turbina de Baixa Pressão (LPT) [2]
É importante ressaltarmos que a união parafusada em questão nesse trabalho envolve
a última flange da carcaça da turbina de baixa pressão (LPTRFRF – Low Pressure
Turbine Rear Frame Rear Flange). É nesta flange em que passamos os parafusos
para a fixação do bocal de exaustão externo.
3.1.5. Módulo das Caixas de Acionamento de Acessórios
(Accessory Drive)
Está localizada abaixo do Core e atrás do Fan; é composto por três caixas de
engrenagens (entrada, transferência e acessórios) e por dois eixos de engrenagens
cônicas (radial e horizontal). A função do módulo é transferir potência do motor para os
próprios acessórios e para a aeronave, mas também transfere potência no sentido
oposto – vindo da aeronave para o motor.
9
Figura 9 - Módulo das Caixas de Acionamento de Acessórios [2]
3.2. Fluxo de ar e empuxo
Como citado anteriormente, de 80 a 85% do empuxo gerado pelo motor é proveniente
da aceleração do fluxo de ar secundário (By-pass) gerado pelo módulo do fan. Os
outros 15 a 20% são gerados pelos módulos da HPT e LPT, liberando o fluxo de ar
primário no interior dos bocais de exaustão do motor.
Levando-se em consideração que os motores CF6-80C2 geram, em regime de
potência máxima, cerca de 60.000 lbf (267 KN) de empuxo, podemos afirmar com
base nos valores percentuais já citados, que o fluxo de ar primário é responsável por
40 a 53,4 KN de empuxo, enquanto que o fluxo de ar secundário gera de 213 a 227
KN.
Figura 10 - Fluxo de ar secundário (By-pass) no motor CF6-80C2 [2]

10
Figura 11 - Fluxo de ar primário no motor CF6-80C2 [2]
Apesar de este trabalho não contemplar a análise do impacto do escoamento do ar na
união parafusada, é importante deixar claro que o fluxo de ar que nos interessa é o
primário e, dessa forma, devemos manter os valores de empuxo gerado por este em
mente. Eles serão importantes ao ajudar a julgar se a estimativa de força axial que
encontrada na análise dimensional é plausível ou não, agindo como guia para os
cálculos.
3.3. Banco de Provas
Quando um motor é removido da asa de um avião, seja por apresentar alguma falha
ou por ter atingido o número de ciclos (corresponde a uma decolagem e uma
aterrisagem) que exige procedimentos de manutenção, ele é enviado para uma oficina
como a da GE CELMA Ltda.
Após receber o motor e executar todos os procedimentos de troca, reparos e ajustes
necessários regidos pelos manuais, ele é enviado para um Banco de Provas. Este, por
sua vez, é um local que oferece ambiente controlado e instrumentação adequada para
que seja possível avaliar o desempenho do motor através de testes.
Para executar o teste de um motor, faz-se necessária a instalação de algumas
ferramentas, dentre as quais estão os Bocais de Exaustão Interno e Externo. A partir
do término das instalações, o motor é levado para uma Célula de Testes, na qual é
acionado e testado em diferentes regimes de potência previstos nos manuais,
simulando todas as condições possíveis de se enfrentar durante voo.

11
Figura 12 - Motor CF6-80C2 na Célula de Testes do Banco de Provas GE CELMA, Rio de janeiro [3]
As situações de voo que representam maior exigência do motor são decolagem -
quando a aeronave precisa utilizar o empuxo para ganhar energia potencial - e
arremetida - quando um pouso é impedido de acontecer e a situação precisa ser
revertida rapidamente. Em ambos os casos o motor é submetido ao regime de
máxima potência, pois só assim gera o empuxo necessário para a movimentação da
aeronave.
Durante o teste em Banco de Provas, o motor é mantido em potência máxima durante
5 (cinco) minutos – mais que o dobro do tempo de decolagem – e é submetido a um
teste transiente, no qual o operador deve acelerar o motor desde o regime de 15% da
rotação máxima do eixo N1 até o de 95% em apenas 1 (um) segundo e mantido por
poucos segundos, sendo rapidamente conduzido ao regime mais fraco de Máximo
Contínuo – essa etapa simula a situação de arremetida. Essas são duas etapas que
nos interessam muito, porque é nesses momentos que a união parafusada discutida
neste trabalho é submetida ao esforço máximo. No entanto, consideraremos apenas o
teste de decolagem para estimar o tempo de permanência em máxima potência, visto
que os poucos segundos do teste de arremetida representam muito pouco
comparados ao tempo total.
É durante os 5 (cinco) minutos que o fluxo de ar primário está promovendo o empuxo
de cerca de 40 a 53,4 KN, com o ar passando entre os Bocais de Exaustão Interno e
12
Externo, gerando uma quantidade de carga externa que traciona os parafusos na
direção axial. Tentaremos estimar essa quantidade mais a frente deste trabalho.
Após a conclusão do teste, em caso de aprovação do motor, o mesmo é despreparado
e inspecionado uma última vez para que possa retornar ao cliente e novamente ser
instalado em uma aeronave. Caso o motor apresente alguma falha e seja considerado
inapto a voar, o mesmo retorna à linha de manutenção para retrabalho.
4. Caracterização e Dimensionamento da Força Axial no
Parafuso de União da Descarga Externa Dos Motores
CF6-80C2
Neste capítulo faremos a aplicação dos conceitos vistos até aqui sobre parafusos em
um modelo específico. Sua função é agir como elemento de união da descarga
externa conectada ao flange traseiro da turbina de baixa potência dos motores
aeronáuticos CF6-80C2 da General Electric. (Bickford) (GE Celma)
Conforme explicitado no início deste trabalho, este elemento apresentou alguns sinais
de desgaste prematuro, tais como: deformações permanentes nos fios de rosca e na
cabeça do parafuso. Dessa forma, tomada a decisão de estudar o problema, este
capítulo apresentará, também, uma estimativa da força suportada pelo parafuso
durante a instalação e execução do teste do motor. O intuito é oferecer um valor para
que possamos iniciar a avaliação da causa raiz. Posteriormente, complementaremos
os estudos teóricos e os validaremos por meio de simulações executadas no software
ANSYS©.
4.1. Caracterização da Montagem
Parafuso de Fixação do Bocal de Exaustão Externo - J644P10A
Quantidade: 60
13
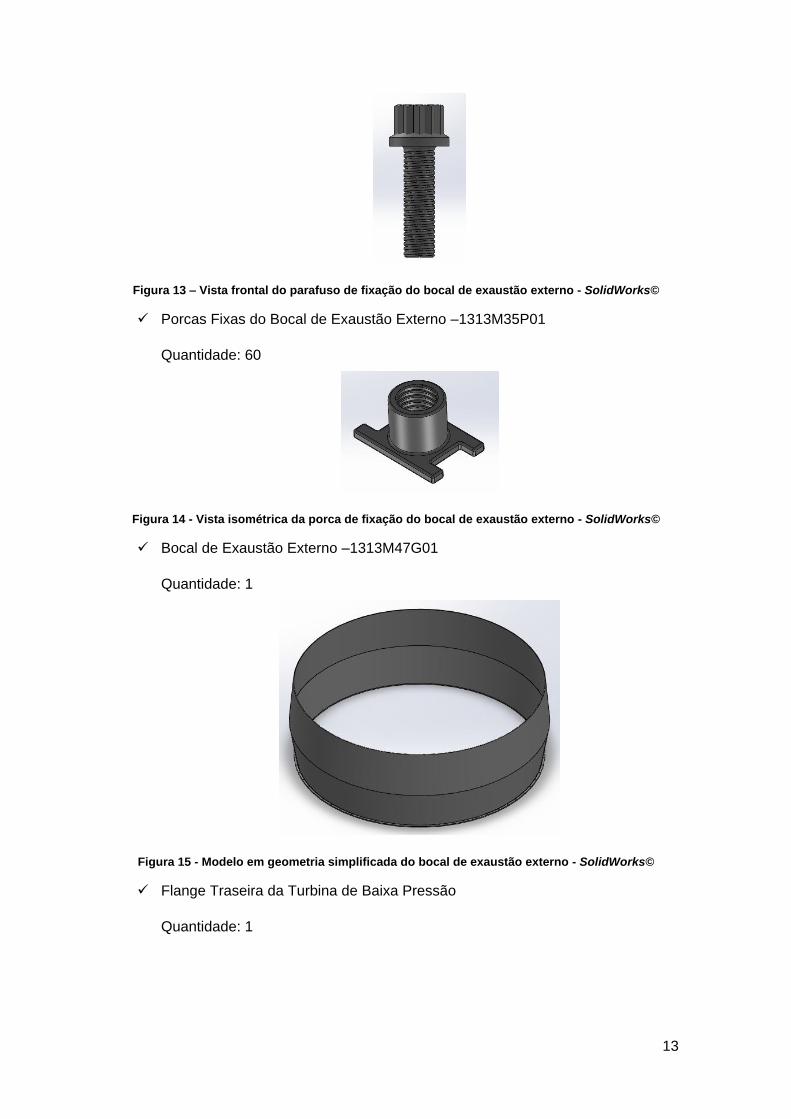
Figura 13 – Vista frontal do parafuso de fixação do bocal de exaustão externo - SolidWorks©
Porcas Fixas do Bocal de Exaustão Externo –1313M35P01
Quantidade: 60
Figura 14 - Vista isométrica da porca de fixação do bocal de exaustão externo - SolidWorks©
Bocal de Exaustão Externo –1313M47G01
Quantidade: 1
Figura 15 - Modelo em geometria simplificada do bocal de exaustão externo - SolidWorks©
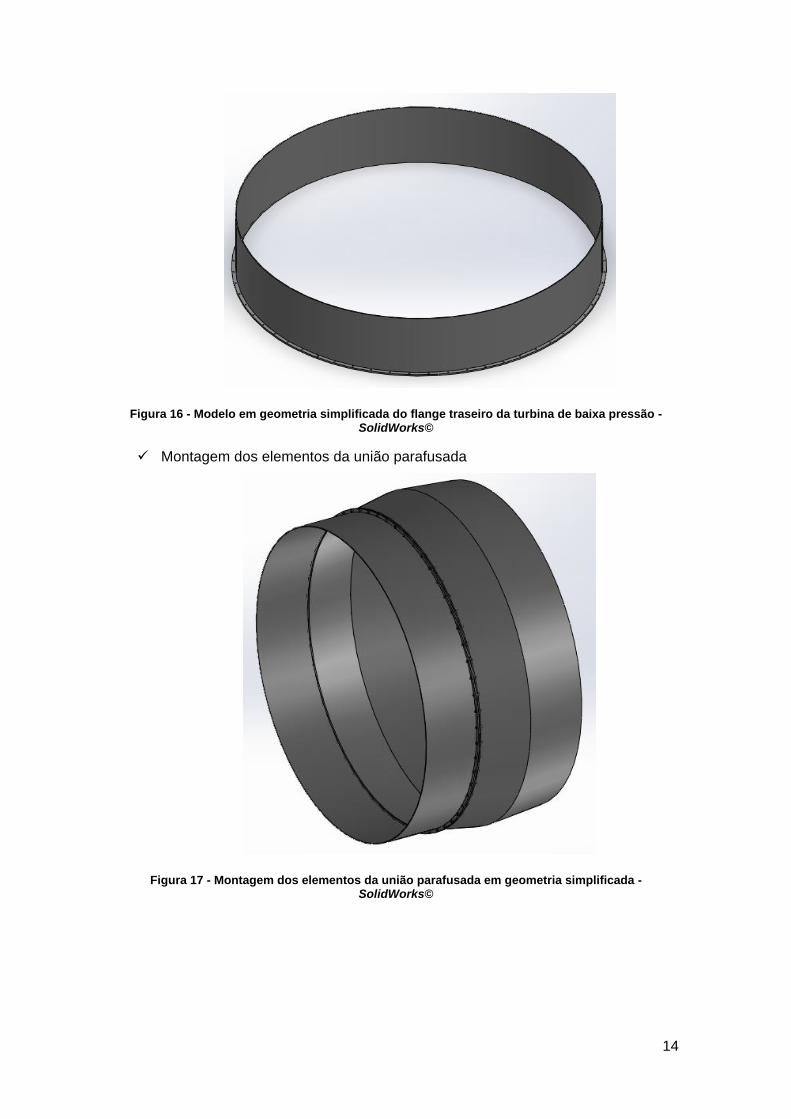
Flange Traseira da Turbina de Baixa Pressão
Quantidade: 1
14
Figura 16 - Modelo em geometria simplificada do flange traseiro da turbina de baixa pressão - SolidWorks©
Montagem dos elementos da união parafusada
Figura 17 - Montagem dos elementos da união parafusada em geometria simplificada - SolidWorks©

15
Figura 18 - Flange da união parafusada em destaque - SolidWorks©
4.1.1. Matéria Prima
A matéria prima utilizada na fabricação dos elementos da montagem é a mesma para
todos eles. Isso se deve ao fato de serem submetidos à condições de trabalho severas
envolvendo altos esforços à elevadas temperaturas, fazendo-se necessária a seleção
de uma liga metálica capaz de suportar tal ambiente.
A seleção do material é um dos passos mais importantes nos projetos de engenharia.
São as características dele que permitirão o prolongamento da vida útil de uma união
parafusada, como no caso. Sendo assim, descreveremos, a seguir, algumas das
características mais importantes da liga metálica Inconel 718.
4.1.2. Inconel 718
Inconel 718 é o nome comercial para uma liga metálica equivalente às especificadas
pelas normas abaixo [9]:
UNS N07718 (Unified Numbering System – oferece um sistema de correlação
entre os metais e ligas usados internacionalmente; criado em parceria entre a
Society of Automotive Engineers (SAE) e American Society for Testing and
Materials (ASTM) tem uso predominante na América do Norte). A letra “N” que
antecede a numeração representa o metal base da liga: Níquel.
AWS 013 – America Welding Society: missão de avançar a ciência, tecnologia
e aplicação de soldas, bem como processos de união e corte, através da
padronização de procedimentos.
16
4.1.3. Fabricação
Sua fabricação obedece às recomendações estabelecidas pelas medidas normativas
AMS5662, AMS 5663, AMS 5832, AMS 5962 e ASTM B637, o que garante que a liga
produzida terá suas características o mais similares possível, independentemente de
onde for fabricada. A colaboração das indústrias nesse sentido é de extrema
importância, ainda mais quando tratamos de uma liga metálica cujas aplicações são
muito específicas e envolvem a segurança da operação.
São dois os tipos de tratamento térmico empregados na obtenção da liga metálica
INCONEL 718 [9]:
Recozimento/Têmpera a 1700-1850ºF seguido por rápido resfriamento,
normalmente em água; endurecimento a 1325ºF durante 8 horas, sucedido por
resfriamento em fornalha a 1150ºF e envelhecido à mesma temperatura
durante 18 horas com posterior resfriamento a ar em temperatura ambiente.
Recozimento/Têmpera a 1900-1950ºF seguido por rápido resfriamento,
normalmente em água; endurecimento a 1400ºF durante 10 horas, sucedido
por resfriamento em fornalha a 1200ºF e envelhecido à mesma temperatura
durante 20 horas com posterior resfriamento a ar em temperatura ambiente.
O primeiro método citado é considerado o tratamento térmico ótimo, oferecendo a
melhor combinação entre ruptura, ruptura em entalhes e ductilidade. Além disso,
confere à liga os maiores valores de tensão de escoamento e resistência à tração e
fadiga em temperatura ambiente. Grande parte do desenvolvimento da liga teve sua
atenção voltada para a obtenção do tratamento térmico adequado visando,
justamente, aperfeiçoar as propriedades mecânicas. O material produzido nessa
condição atinge os requerimentos mínimos da tabela abaixo.
4.1.4. Composição química
Sua composição química é baseada no Níquel e Cromo e a participação desses
elementos é fundamental para a melhoria da resistência à corrosão apresentada. O
Níquel evita a adesão de fortes oxidantes e de compostos que apresentam altos
índices de acidez e alcalinidade, sendo útil também no combate às trincas causadas
pelos íons de cloro (processo conhecido por stress de corrosão). Quanto ao Cromo,

17
este é responsável por proteger contra os ataques de óxidos e, em especial,
compostos de enxofre [9].
Há ainda um terceiro importante elemento na composição da liga: o Molibdênio tem a
função de aprimorar a resistência ao desgaste por “pitting”. As porcentagens de cada
elemento encontrado na composição química da Liga Metálica Inconel 718 podem ser
analisadas na tabela abaixo [9].
Tabela 1 - Composição química da liga metálica Inconel 718 baseada nas especificações AMS [9]
Limities de Composição Química, %
Níquel + Cobalto 50.00 - 55.00
Cromo 17.00 - 21.00
Ferro Equilibrado
Nióbio + Tântalo 4.75 - 5.50
Molibdênio 2.80 - 3.30
Titânio 0.65 - 1.15
Alumínio 0.20 - 0.80
Cobalto 1.00 Máx
Carbono 0.08 Máx
Manganês 0.35 Máx
Silício 0.35 Máx
Fósforo 0.015 Máx
Enxofre 0.015 Máx
Boro 0.006 Máx
Cobre 0.30 Máx
As vantagens conferidas por essa composição são, como exposto anteriormente,
grande resistência à corrosão para temperaturas que variam desde -423ºF a 1300ºF,
mas também alta resistência a esforços de tração e torção. Além disso, apresenta
excelente soldabilidade e grande resistência à formação de rachaduras pós-solda.
4.1.5. Propriedades físicas
A liga endurecida e envelhecida pode ser fabricada prontamente, mesmo que em
formatos complexos. A facilidade e a economia com que são fabricados aliados às
boas resistências de tração, fadiga, fluência e ruptura, resultaram na sua adoção para
variadas aplicações tais como: foguetes, carcaças, partes metálicas de motores a gás

18
aeronáuticos e terrestres, e tanques criogênicos. Também é usado na fabricação de
parafusos e componentes de instrumentação. Algumas das propriedades físicas
atingidas podem ser encontradas nas figuras 34, 35 e 36 a seguir [9].
Tabela 2 - Constantes físicas da liga metálica Inconel 718 [9]
Constantes Físicas
Densidade, lb/in³
Temperado 0.296
Temperado e envelhecido 0.297
Faixa de fusão
°F 2300 - 2437
°C 1260 - 1336
Calor esecífico a 70°F, Btu/lb°F
0.104
Temperatura de Curie, °F
Material temperado < -320
Material temperado e envelhecido
-170
Permeabilidade a 200 oersted e 70°F
Material temperado 1.0013
Material temperado e envelhecido
1.001
Tabela 3 - Módulo de elasticidade para diversas temperaturas da liga metálica Inconel 718 [9]
Módulo de Elasticidade, E *¹
Temperatura, °F Módulo de Elasticidade, ksi x 10³ Razão de
Poisson*² Módulo de Young Módulo Torsional
70 29.0 11.20 0.294
100 28.8 11.20 0.291
200 28.4 11.00 0.288
300 28.0 10.90 0.28
400 27.6 10.80 0.28
500 27.1 10.60 0.275
600 26.7 10.50 0.272
700 26.2 10.30 0.273
800 25.8 10.10 0.271

19
900 25.3 9.90 0.272
1000 24.8 9.70 0.271
1100 24.2 9.50 0.276
1200 23.7 9.20 0.283
1300 23.0 8.9 0.292
1400 22.3 8.5 0.306
1500 21.3 8.1 0.321
1600 20.2 7.6 0.331
1700 18.8 7.1 0.334
1800 17.4 6.5 0.341
1900 15.9 5.8 0.366
2000 14.3 5.1 0.402
*¹ Laminado à quente e tratado térmicamente: 1800°F/1hr, 1325°F/8hr, 20°F/hr a 1150°F, mantido para envelhecimento por tempo total de 18hr. *² Razão de Poisson computada por [(E-2G)/2G], onde E é o módulo de Young e G é o Módulo torsional
Tabela 4 - Propriedades mecânicas da liga metálica Inconel 718 [9]
AMS 5662 e 5663 Barras, peças forjadas e anéis
Propriedade Temperatura ambiente 1200°F
Limite de resistência à tração, ksi
185 145
Limite de resistência ao escoamento (compensação de 0.2%), ksi
150 125
Alongamento em 2in., % 12 12
Redução de área, % 15 15
Dureza 331 BHN -
Tensão de prova:
Tensão, ksi - 100
Vida, hr - 23
Alongamento, % - 4

20
4.1.6. Análise geométrica do parafuso de fixação do
bocal de exaustão externo
Figura 19 - Parafuso de fixação do bocal de exaustão externo no flange do motor GE CF6-80C2 [12]
i. Geometria da cabeça: Duplo Sextavado (também chamado de
estriado);
ii. Geometria do pescoço: Cilíndrico;
iii. Geometria do corpo: Totalmente roscado com entrada simples
(nesse caso pode-se considerar a inexistência de pescoço);
iv. Geometria da extremidade: Cilíndrica;
v. Tipo de acionamento: Duplo (sextavado estriado);
vi. Tipo de rosca: Unificada UNJF – 3A com fios de rosca em acordo
com a norma AS8879;
vii. Passo: 28 fios por polegada ou 25,4/28 = ~ 0,91𝑚𝑚;
viii. Diâmetro nominal: Mínimo 0.2435(in.) - Máximo 0.2500(in.);
ix. Diâmetro de raiz: Mínimo 0.2041(in.) – Máximo 0.2088(in.);
x. Diâmetro primitivo: Mínimo 0.2243(in.) – Máximo 0.2268(in.);
21
xi. Avanço: 1𝑥(25,4/28) = ~ 0,91𝑚𝑚;
4.2. Dimensionamento da Carga Axial
O objetivo deste capítulo é estimar a carga axial total à qual é submetido um parafuso
cuja função é unir o bocal de exaustão externo ao flange traseiro da turbina de baixa
potência do motor CF6-80C2. Essa estimativa, no entanto, será baseada no torque
aplicado ao parafuso durante a montagem, conforme recomendação do manual,
fazendo-se uso das relações entre torque e tensão em parafusos.
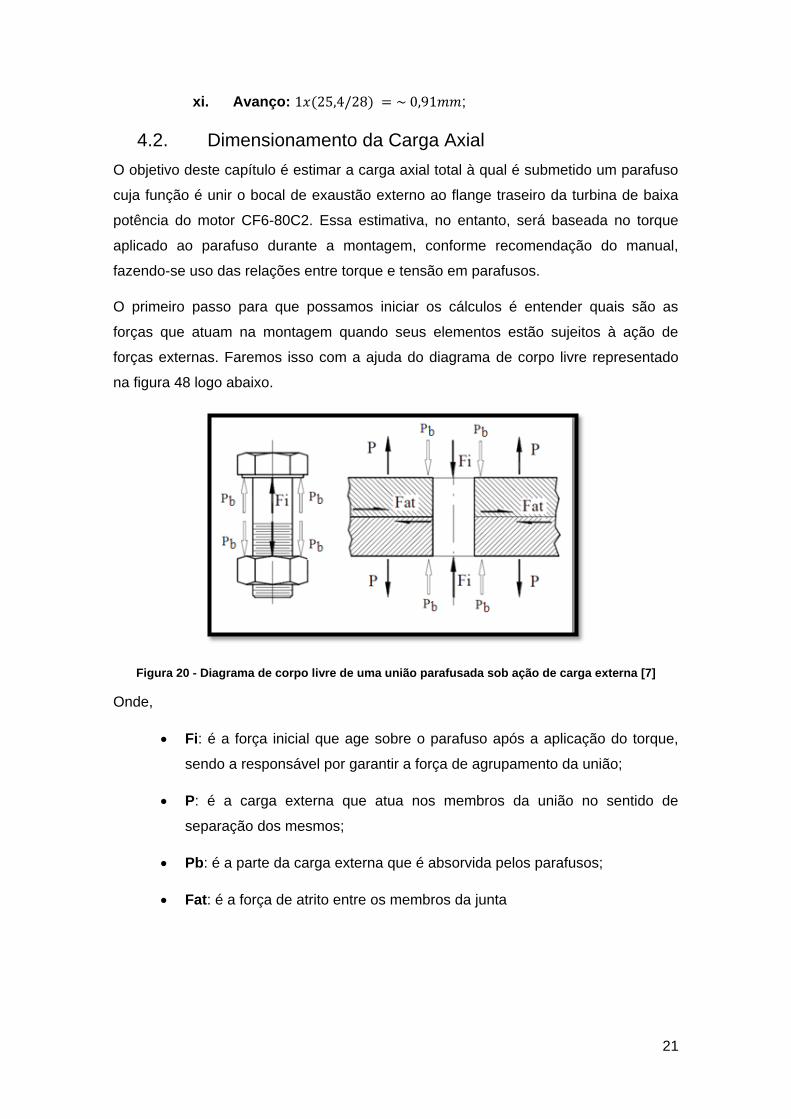
O primeiro passo para que possamos iniciar os cálculos é entender quais são as
forças que atuam na montagem quando seus elementos estão sujeitos à ação de
forças externas. Faremos isso com a ajuda do diagrama de corpo livre representado
na figura 48 logo abaixo.
Figura 20 - Diagrama de corpo livre de uma união parafusada sob ação de carga externa [7]
Onde,
Fi: é a força inicial que age sobre o parafuso após a aplicação do torque,
sendo a responsável por garantir a força de agrupamento da união;
P: é a carga externa que atua nos membros da união no sentido de
separação dos mesmos;
Pb: é a parte da carga externa que é absorvida pelos parafusos;
Fat: é a força de atrito entre os membros da junta

22
O valor da carga axial total que buscamos é resultado da soma das cargas parciais Fi
e Pb; nós a chamaremos de Fb. Para este cálculo, será necessário que tenhamos
algumas propriedades relativas ao objeto de estudo, tais como [6]:
Área de resistência à tração (At): é a área calculada utilizando a média entre
os diâmetros primitivo e de raiz. Assim, utilizando-se os valores máximos para
cada um, seja 𝑑𝑚 = (𝑑𝑝 + 𝑑𝑟)/2 = (0.2500 + 0.2088)/2
𝑫𝒎 = 𝟎. 𝟐𝟐𝟗𝟒 𝒊𝒏. = 𝟓, 𝟖𝟐𝟔𝟖 𝒎𝒎
Logo, sendo a área 𝐴𝑡 = 𝜋 ∗ (𝐷𝑚^2)/4 = 𝜋 ∗ (5,8268^2)/4
𝑨𝒕 = 𝟐𝟔, 𝟕𝒎𝒎²
Tensão de prova (Sp): é a carga máxima suportada sem que haja
deformação.
𝑺𝒑 = 𝟏𝟎𝟎𝟎𝟎𝟎 (𝒑𝒔𝒊) = 𝟔𝟖𝟗, 𝟓 (𝑴𝑷𝒂)
Tensão de escoamento (Sy): é a tensão a partir da qual inicia-se o processo
de deformação plástica.
𝑺𝒚 = 𝟏𝟐𝟓𝟎𝟎𝟎 (𝒑𝒔𝒊) = 𝟖𝟔𝟏, 𝟗 (𝑴𝑷𝒂)
Tensão de ruptura ou limite de resistência à tração (Sut): é a tensão para a
qual ocorre a falha/ruptura do material.
𝑺𝒖𝒕 = 𝟏𝟒𝟓𝟎𝟎𝟎 (𝒑𝒔𝒊) = 𝟗𝟗𝟗, 𝟕 (𝑴𝑷𝒂)
23
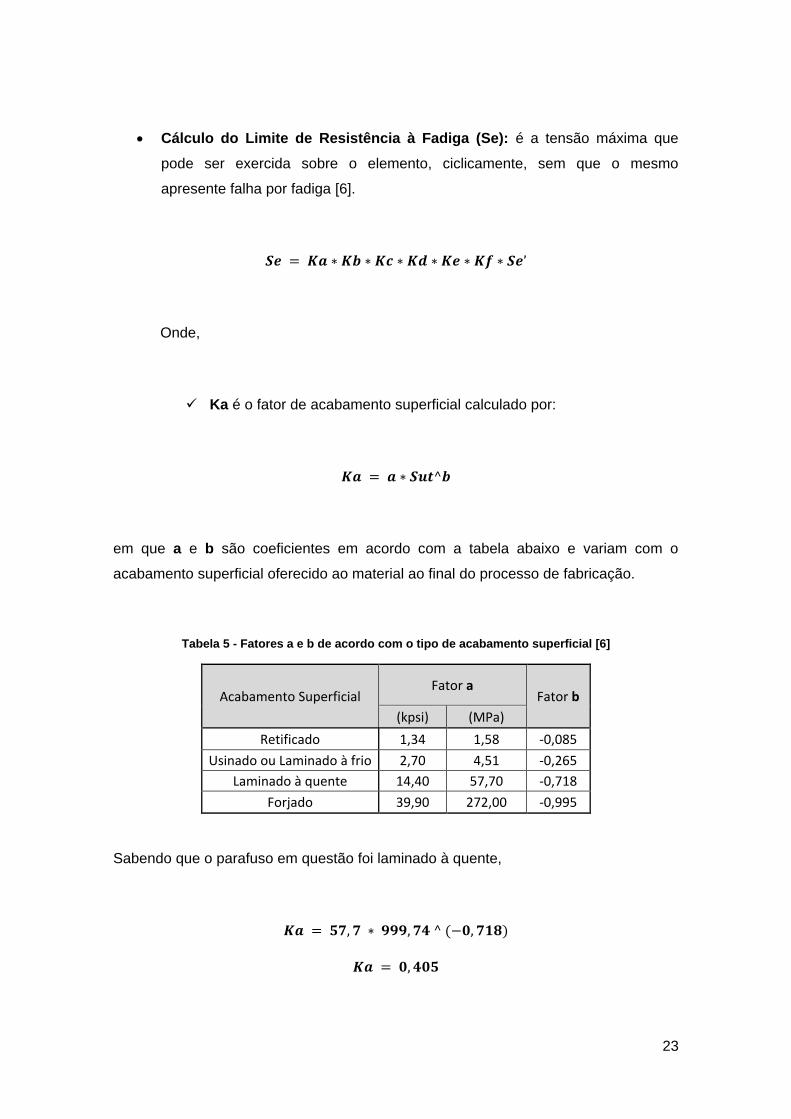
Cálculo do Limite de Resistência à Fadiga (Se): é a tensão máxima que
pode ser exercida sobre o elemento, ciclicamente, sem que o mesmo
apresente falha por fadiga [6].
𝑺𝒆 = 𝑲𝒂 ∗ 𝑲𝒃 ∗ 𝑲𝒄 ∗ 𝑲𝒅 ∗ 𝑲𝒆 ∗ 𝑲𝒇 ∗ 𝑺𝒆’
Onde,
Ka é o fator de acabamento superficial calculado por:
𝑲𝒂 = 𝒂 ∗ 𝑺𝒖𝒕^𝒃
em que a e b são coeficientes em acordo com a tabela abaixo e variam com o
acabamento superficial oferecido ao material ao final do processo de fabricação.
Tabela 5 - Fatores a e b de acordo com o tipo de acabamento superficial [6]
Acabamento Superficial Fator a
Fator b
(kpsi) (MPa)
Retificado 1,34 1,58 -0,085
Usinado ou Laminado à frio 2,70 4,51 -0,265
Laminado à quente 14,40 57,70 -0,718
Forjado 39,90 272,00 -0,995
Sabendo que o parafuso em questão foi laminado à quente,
𝑲𝒂 = 𝟓𝟕, 𝟕 ∗ 𝟗𝟗𝟗, 𝟕𝟒 ^ (−𝟎, 𝟕𝟏𝟖)
𝑲𝒂 = 𝟎, 𝟒𝟎𝟓

24
Kb é o fator de modificação do tamanho. Visto que estamos
considerando apenas o carregamento axial no parafuso, não há efeito
pelo tamanho. Assim,
𝑲𝒃 = 𝟏
Kc é o fator de confiabilidade e indica a probabilidade de o elemento
trabalhar sem apresentar falhas durante o período estabelecido em
projeto. Seu valor pode ser encontrado na tabela da figura 40.
Tabela 6 - Fator de confiabilidade Kc [6]
Confiabilidade (%) Kc
50 1
90 0,897
95 0,868
99 0,814
99,9 0,753
99,99 0,702
99,999 0,659
99,9999 0,62
Levando-se em consideração que o parafuso em questão é adotado pela indústria
aeronáutica, na qual os índices de segurança e, por tanto, confiabilidade, devem ser
obrigatoriamente elevados, assumiremos 99,99% de confiança e, assim,
𝑲𝒄 = 𝟎, 𝟕𝟎𝟐
Kd é o fator de temperatura e, após a realização de 145 testes em 21
diferentes composições de ligas de aço-carbono, chegou-se ao
seguinte polinômio de 4º grau, cuja validade se restringe à seguinte
faixa de temperatura: 𝟕𝟎º𝑭 ≤ 𝑻𝒇 ≤ 𝟏𝟎𝟎𝟎º𝑭
𝑲𝒅 = 𝟎, 𝟗𝟕𝟓 + 𝟎, 𝟒𝟑𝟐(𝟏𝟎−𝟑)𝑻𝒇 – 𝟎, 𝟏𝟏𝟓(𝟏𝟎−𝟓)𝑻𝒇𝟐 + 𝟎, 𝟏𝟎𝟒(𝟏𝟎−𝟖)𝑻𝒇𝟑– 𝟎, 𝟓𝟗𝟓(𝟏𝟎^
− 𝟏𝟐)𝑻𝒇^𝟒

25
Utilizaremos o valor de Kd para a temperatura média obtida através da sonda T5.5:
𝑻𝟓. 𝟓𝒎 = 𝟗𝟓𝟕, 𝟑𝟑°𝑭
Assim,
𝑲𝒅 = 𝟎, 𝟕𝟒𝟕
Ke é o fator de concentração de tensões e pode ser calculado pela
seguinte equação:
𝑲𝒆 = 𝟏 / 𝑲𝒇 ∗
Onde Kf* é o fator de fadiga para concentração de tensões em elementos filetados e
pode ser retirado da tabela da figura 41 abaixo.
Tabela 7 - Fator de fadiga Kf* de acordo com o Grau SAE ou Grau Métrico [6]
Grau SAE Grau
Métrico
Processo de fabricação
Laminados Cortados Filetados
0 a 2 3.6 a 5.8 2.2 2.8 2.1
4 a 8 6.6 a 10.9
3 3.8 2.3
Para que possamos fazer uso desses dados, será necessário que calculemos o grau
métrico do parafuso em questão a partir dos valores de tensão de ruptura (Sut) e
tensão de escoamento (Sy).
O código de grau métrico é composto por dois algarismos separados por um ponto;
este ponto não significa um número decimal, mas apenas a separação entre os
algarismos do código.

26
O primeiro algarismo é o resultado da divisão da tensão de ruptura (Sut) por 100.
Logo,
𝟗𝟗𝟗, 𝟕𝟒
𝟏𝟎𝟎 = 𝟗, 𝟗𝟗𝟕𝟒 = ~ 𝟏𝟎
O segundo algarismo é o resultado da divisão da tensão de escoamento (Sy) por dez
vezes o primeiro algarismo. Por tanto,
𝟖𝟔𝟏, 𝟖𝟓
(𝟏𝟎 ∗ 𝟏𝟎) = 𝟖, 𝟔𝟏𝟖𝟓 = ~ 𝟗
Assim, podemos dizer que o parafuso em questão se trata de um elemento grau
métrico 10.9, de forma que, sendo esse laminado e seguindo os valores da tabela,
podemos assumir
𝑲𝒇 ∗ = 𝟑
Com isso, podemos agora estimar o valor de Ke como,
𝑲𝒆 =𝟏
𝟑 = ~ 𝟎, 𝟑𝟑𝟑
Se’ é o limite de resistência à fadiga em condições laboratoriais, nas
quais os corpos de prova são cuidadosamente preparados, de modo
que seu valor dificilmente é reproduzido em condições de uso normais.
Esse é o motivo de calcularmos Se utilizando os fatores de
modificação.

27
Para o cálculo de Se’ utilizaremos um polinômio aproximado para aços que sofrem
ação de força axial, apenas.
𝑺𝒆’ = [ 𝟎, 𝟓𝟔𝟔 – 𝟗, 𝟔𝟖 ∗ ( 𝟏𝟎^ − 𝟓 ) ∗ 𝑺𝒖𝒕 ] ∗ 𝑺𝒖𝒕
𝑺𝒆’ = [ 𝟎, 𝟓𝟔𝟔 – 𝟗, 𝟔𝟖 ∗ ( 𝟏𝟎−𝟓) ∗ 𝟗𝟗𝟗, 𝟕𝟒 ] ∗ 𝟗𝟗𝟗, 𝟕𝟒
𝑺𝒆’ = 𝟒𝟔𝟗, 𝟏 𝑴𝑷𝒂
Podemos agora, combinando todos os fatores e o limite de resistência à fadiga Se’,
calcular o valor de Se.
𝑺𝒆 = 𝑲𝒂 ∗ 𝑲𝒃 ∗∗ 𝑲𝒄 ∗ 𝑲𝒅 ∗ 𝑲𝒆 ∗ 𝑺𝒆’
𝑺𝒆 = 𝟎, 𝟒𝟎𝟓 ∗ 𝟏 ∗ 𝟎, 𝟕𝟎𝟐 ∗ 𝟎, 𝟕𝟒𝟕 ∗ 𝟎, 𝟑𝟑𝟑 ∗ 𝟒𝟔𝟗, 𝟏
𝑺𝒆 = 𝟑𝟑, 𝟐 𝑴𝑷𝒂
Cálculo da força inicial (Fi): Para o cálculo da força inicial que atua no
parafuso logo após a aplicação do torque, faremos uso da equação da figura
42. A fim de obter um valor mais preciso para a força inicial, calculou-se
também o valor do fator de torque K [6].
Figura 21 - Equação para cálculo do torque inicial

28
Onde,
Figura 22 - Equação para definição do fator de torque K
Os resultados para K e o valor da força inicial calculados encontram-se na
figura 44.
Tabela 8 - Valor do fator de torque (K) calculado e da Força Inicial (Fi) aplicada
K1= 0,96
Fi(N)= 1294,8
Determinação das constantes Kp e Km: Para que possamos,
posteriormente, calcular o valor da carga Pb absorvida pelo parafuso,
precisamos conhecer os valores das constantes de rigidez dos membros (Km)
e dos parafusos (Kp) [6].
𝑷𝒃 = 𝑲𝒃 ∗ 𝜹𝒃 (X)
Onde, da Lei de Hook,
𝜹𝒃 = (𝑭 ∗ 𝑳) / (𝑨 ∗ 𝑬)
E, por tanto,
𝑲𝒑 = (𝝅 ∗ 𝒅² ∗ 𝑬) / (𝟒 ∗ 𝒍)

29
Podemos, assim, verificar o resultado na figura 45,
Tabela 9 - Cálculo da constante de rigidez do parafuso (Kp)
EINC718(1100ºF)= 1,7 ∗ 105 MPa
ljunta= 11.2 mm
Kp= 4,8 ∗ 105 MPa.mm
Sabendo que o conjunto de fixação porca e parafuso é fabricado com o mesmo
material, pode-se assumir que,
𝑲𝒎 = 𝟖 ∗ 𝑲𝒑
Assim,
Tabela 10 - Cálculo da constante de rigidez dos membros da união (Km)
Km= 3,9 ∗ 106 MPa.mm
Cálculo do fator de carga (Cp): O fator de carga é o valor que determinará a
quantidade de carga externa absorvida pelo parafuso e pode ser calculado em
função das constantes de rigidez Kp e Km [6].
𝑪𝒑 =𝑲𝒑
𝑲𝒑 + 𝑲𝒎
Por tanto,

30
Tabela 11 - Fator de carga do parafuso (Cp)
Fator de Carga
Cp= 0.1
Cálculo da carga externa atuante (P): Sabendo que o tipo de carregamento
ao qual a união parafusada está submetida é do tipo variável e conhecendo o
alto valor da razão 𝑆𝑢𝑡/𝑆𝑒, podemos assumir que [6]:
𝑭𝒊 = 𝑨𝒕 ∗ 𝑺𝒖𝒕 –𝑪𝒃 ∗ 𝒏 ∗ 𝑷
𝟐 ∗ (𝑺𝒖𝒕/𝑺𝒆 + 𝟏)
E assim, utilizando o menor coeficiente de segurança indicado para parafusos, 𝒏 =
𝟏. 𝟓 , temos que:
Tabela 12 - Carga externa estimada atuante na união parafusada [P(N)]
P(N)= 9785,1
Cálculo da força atuante no parafuso (Fb): De posse do valor estimado
acima para a carga externa atuante, podemos chegar ao resultado da força
total sobre o parafuso somando a carga inicial (Fi) resultante do torque com a
parcela da carga externa absorvida por ele [6].
𝑭𝒃 = 𝑪𝒃 ∗ 𝑷 + 𝑭𝒊
Logo,
Tabela 13 - Força axial total estimada [Fb(N)] à qual o parafuso está submetido
Fb(N)= 2382,0

31
Validação da força Fb atuante no parafuso: Para que se possa dizer se o
valor encontrado através dos cálculos para a força total que atua nos parafusos
é aceitável, também foi executada uma simulação no software Ansys©.
Pode-se observar que o valor máximo de tensão encontrado – 284MPa – ainda
é bastante inferior ao limite de escoamento do material e também ao limite de
tensão de prova.
Figura 23 - Simulação de carregamento estático no parafuso de fixação do bocal de exaustão externo
Em outra simulação, realizada apenas para teste, foram necessários 9000N de
força para levar a tensão próxima a tensão de escoamento do parafuso.

32
5. Conceitos Gerais
A situação de desgaste prematuro abordada nesse trabalho, como já explicitada
anteriormente, se faz presente nos parafusos que unem o Bocal de Exaustão Externo
ao flange posterior da estrutura da turbina do motor GE CF6-80C2.
Naturalmente, a montagem é caracterizada como uma união parafusada, à qual é
imposta uma força inicial - através da aplicação de torque durante a montagem - e
uma carga externa - que surge quando o motor tem seu teste iniciado (o fluxo de ar
primário que passa entre os Bocais Interno e Externo gera uma força na direção axial
dos parafusos no sentido de tração, visto que a geometria destes busca extrair o
máximo empuxo da massa de ar deslocada. As forças na direção perpendicular ao
eixo dos parafusos não serão levadas em consideração nessa primeira abordagem;
consideraremos que na direção radial a resultante dos esforços é nula.)
Esse desgaste prematuro se apresenta na forma de danos nas cabeças dos
parafusos, deformações nos fios de rosca de ambos os parafusos e porcas fixas e, em
menor quantidade, deformações plásticas de alongamento nos parafusos.
A fim de que possamos iniciar as investigações sobre os motivos que cercam o
desgaste dos elementos, é importante salientar que, em uniões parafusadas, as
causas das falhas citadas acima não são relacionadas apenas a excesso de torque
aplicado na montagem ou excesso de carga externa durante operação. Muitos dos
problemas envolvem os processos que antecedem a aplicação do torque; ainda
durante a montagem, por exemplo, o correto alinhamento entre os membros da união
bem como a aplicação progressiva e uniforme da carga inicial promovem melhor
assentamento dos componentes e reduzem a tensão residual. Nas seções a seguir,
estudaremos esses processos e os motivos de influenciarem na qualidade final das
uniões parafusadas.
5.1. Parafusos
Este é o elemento para o qual dedicamos maior parte das atenções durante a fase de
projetos. Dimensões, geometria, material, tratamento térmico e temperatura de
operação são alguns dos fatores levados em consideração durante a escolha.
Como se pode observar na figura 26, há diversos tipos de parafusos comerciais,
suprindo as mais distintas aplicações, sejam de união não permanente de elementos
ou de transmissão de potência, transformando movimento angular em linear.
33
Figura 24 - Diferentes modelos de parafusos com diferentes aplicações [13]
5.1.1. Classificação dos Parafusos
Parafusos são elementos compostos por fios de rosca acompanhados de um
dispositivo que permita a aplicação de torque e, assim, configura-se o tipo de
acionamento. Suas classificações variam de acordo com formato da cabeça,
características do pescoço, corpo e extremidade. As classificações mais comuns são
[8]:
i. Geometria da cabeça: Sextavado, quadrado, oval ou borboleta entre outros
(Figura x);
ii. Geometria do pescoço: quadrado, cilíndrico, estriado ou cavado entre outros;
iii. Geometria do corpo: parcialmente ou totalmente roscado (nesse caso pode-
se considerar a inexistência de pescoço), diâmetro igual ou não ao do pescoço;
iv. Geometria da extremidade: taça, oval, cilíndrica ou cônica entre outros;
v. Tipo de acionamento: sextavado, quadrada, fenda, allen, torx, phillips, tri-
wing, torq-set ou spanner entre outras;
vi. Tipo de rosca: métrica ISO, unificada ou americana, withworth, quadrada,
ACME ou Buttress;
34
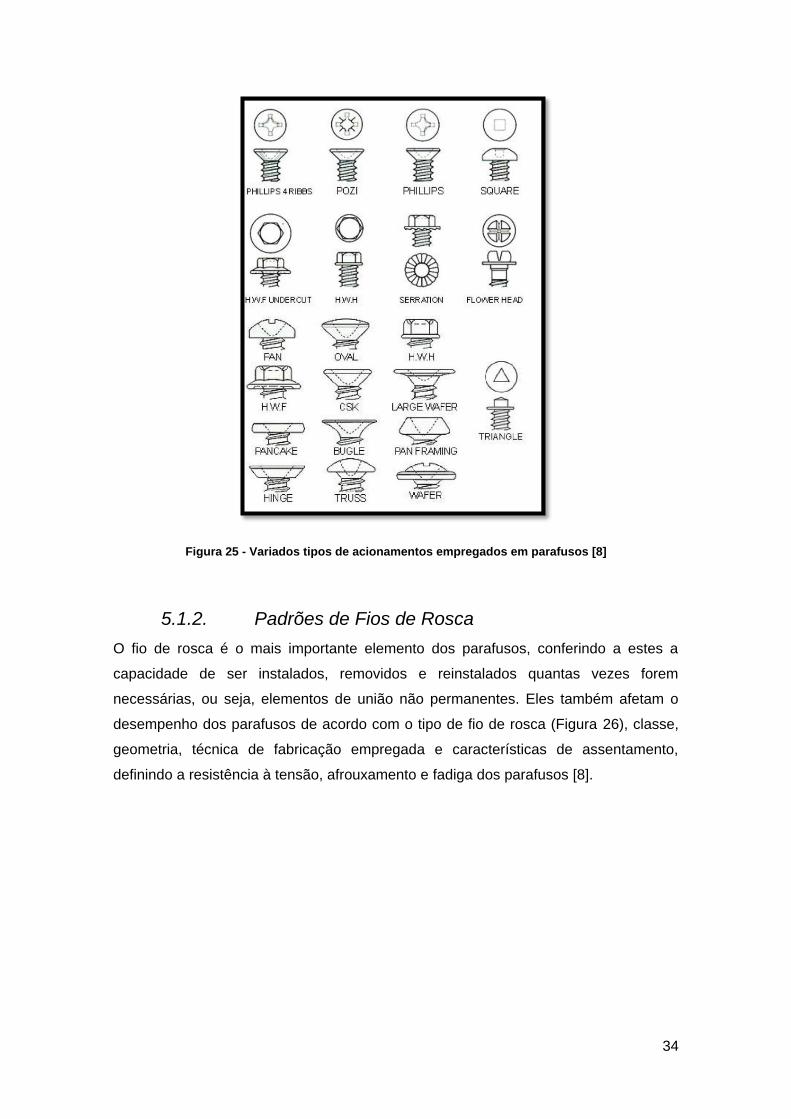
Figura 25 - Variados tipos de acionamentos empregados em parafusos [8]
5.1.2. Padrões de Fios de Rosca
O fio de rosca é o mais importante elemento dos parafusos, conferindo a estes a
capacidade de ser instalados, removidos e reinstalados quantas vezes forem
necessárias, ou seja, elementos de união não permanentes. Eles também afetam o
desempenho dos parafusos de acordo com o tipo de fio de rosca (Figura 26), classe,
geometria, técnica de fabricação empregada e características de assentamento,
definindo a resistência à tensão, afrouxamento e fadiga dos parafusos [8].
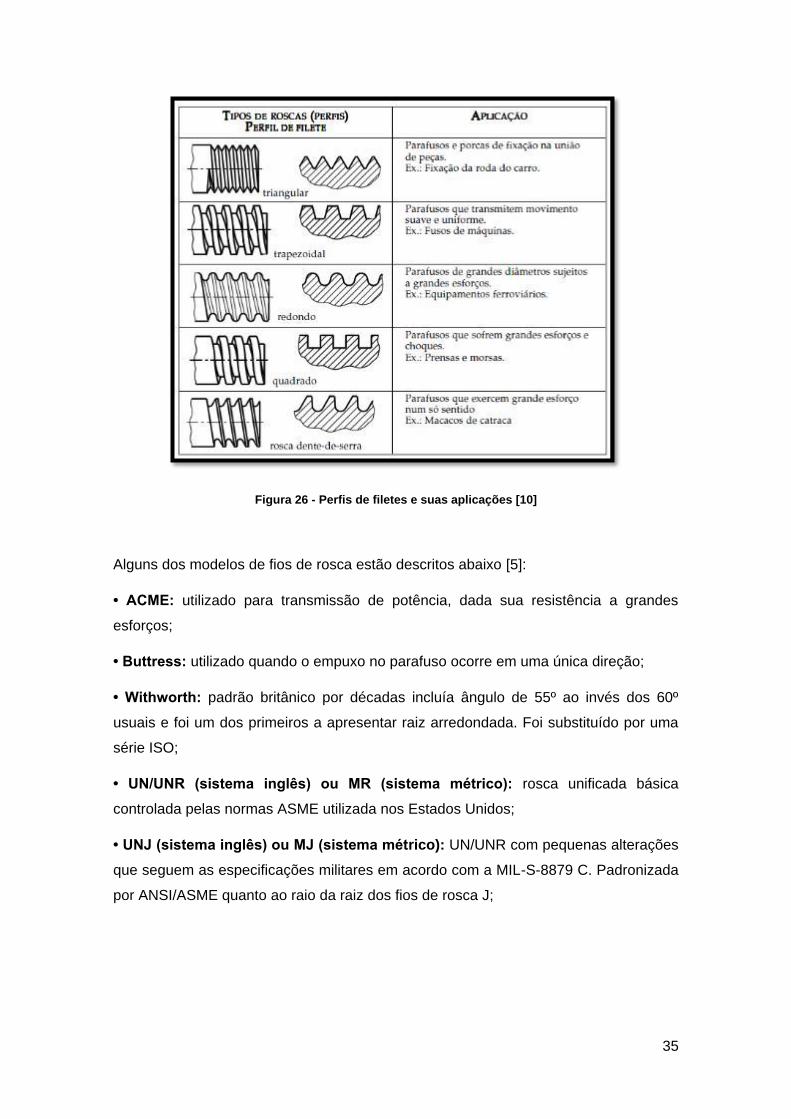
35
Figura 26 - Perfis de filetes e suas aplicações [10]
Alguns dos modelos de fios de rosca estão descritos abaixo [5]:
• ACME: utilizado para transmissão de potência, dada sua resistência a grandes
esforços;
• Buttress: utilizado quando o empuxo no parafuso ocorre em uma única direção;
• Withworth: padrão britânico por décadas incluía ângulo de 55º ao invés dos 60º
usuais e foi um dos primeiros a apresentar raiz arredondada. Foi substituído por uma
série ISO;
• UN/UNR (sistema inglês) ou MR (sistema métrico): rosca unificada básica
controlada pelas normas ASME utilizada nos Estados Unidos;
• UNJ (sistema inglês) ou MJ (sistema métrico): UN/UNR com pequenas alterações
que seguem as especificações militares em acordo com a MIL-S-8879 C. Padronizada
por ANSI/ASME quanto ao raio da raiz dos fios de rosca J;

36
Figura 27 - Modelos de fios de rosca: UNJ (superior esquerdo); ACME (superior direito); Whitworth (inferior esquerdo) & Buttress (inferior direito) [5]
A diferença entre as formas UN, UNR e UNJ consiste apenas do formato das raízes
dos dentes. Como podemos observar na imagem a seguir, a forma UN tem as raízes
planas ou pouco arredondadas (opcional). A forma UNR usa as raízes um pouco
arredondadas, enquanto que a UNJ exagera mais no arredondamento [5].
Figura 28 - Diferenciação entre os formatos de raízes em fios de rosca UN [5]
As formas dos fios de rosca se aplicam para qualquer tamanho de parafuso e, para
que seja possível identificá-lo, usamos as séries. Para o sistema unificado, por
exemplo, temos a já citada UNJ. O detalhamento do código pode ser visto abaixo [11].
37
.2500 – 28 UNJF – 3A Categoria 2
Onde,
.2500: indica o diâmetro nominal em polegadas;
28: indica o número de fios de rosca por polegada (é o passo do parafuso);
UN: indica o formato do filete;
J: indica que o raio de curvatura da raiz do fio de roscatem dimensão
controlada (aplicação militar, por exemplo);
F: indica que o fio de rosca é do tipo fino;
3: indica a classe em que se enquadra o fio de rosca;
A: indica que o fio de rosca é externo;
Categoria 2: é a categoria de desenho (usada quando requerida);
Para o sistema métrico, a nomenclatura empregada é descrita da seguinte maneira [6]:
M10 x 1.5 x 70 classe 5.8
Onde,
M indica que que as dimensões seguem a padronização métrica;
10 indica o diâmetro nominal do parafuso em milímetros;
1.5 indica o passo do fio de rosca em milímetros;
Classe 5.8 indica a classe do parafuso, sendo baseado nos valores das
tensões de ruptura e de escoamento;
É importante ressaltar que, independente das normas de fabricação seguidas para os
tipos de fios de rosca citados, todas são feitas seguindo a regra da mão direita: a

38
rosca é apertada quando giramos a mão direita no sentido horário e afrouxada quando
a giramos no sentido anti-horário.
5.1.3. Dimensões dos fios de rosca
Algumas dimensões precisam ser definidas para que possamos identificar qual o
modelo de fios de rosca mais aplicável para cada situação (Figura 31). Dentre elas,
estão [6]:
i. Passo: é a medida da distância entre dois fios de rosca adjacente na direção
paralela ao eixo do parafuso. No sistema imperial, é equivalente ao número de fios de
rosca por polegada;
ii. Diâmetro nominal: é o diâmetro externo da rosca do parafuso;
iii. Diâmetro de raiz: é o diâmetro medido na base/raiz do fio de rosca;
iv. Diâmetro primitivo: é o diâmetro de um cilindro imaginário, coaxial ao parafuso,
que corta os filetes no ponto em que a largura do filete é igual a distância entre dois
filetes.
v. Avanço: é a distância percorrida pelo parafuso quando seu eixo completa uma volta
completa (360º);
Figura 29 - Dimensões de projeto de fio de rosca [6]
Rosca Externa
Rosca Interna

39
Os parafusos podem ter, ainda, mais de uma entrada de fios de rosca, ou seja, um
corte de rosca ao lado do outro (Figura 30). A diferença se notará no avanço, cujo
valor será dado pelo produto entre o passo e o número de entradas existentes.
Figura 30 - Parafusos podem ter múltiplas entradas de fio de rosca [11]
5.2. Uniões parafusadas e incertezas envolvidas
Uniões parafusadas são montagens através das quais se unem dois ou mais
elementos com auxílio de parafusos que exercem forças de agrupamento. A união
pode conter não apenas os flanges dos membros a serem fixados, mas também há
montagens que fazem uso de juntas ou selos mecânicos que ajudarão a prevenir
contra vazamentos, aprimorando a qualidade do assentamento entre os elementos.
São infinitas as aplicações encontradas na indústria: vedação e selagem de
tubulações e válvulas, cabeçotes e tampas de motores, empilhamento de módulos em
motores aeronáuticos, são algumas delas.
As uniões parafusadas são classificadas de acordo com a direção da carga externa
que nelas atuam. Para o caso em que a força é exercida em uma direção paralela - ou
aproximadamente paralela - à direção axial dos parafusos, a união é dita tensionada.
Por outro lado, quando a força é exercida em direção perpendicular à direção axial dos
parafusos, a união é chamada cisalhante. Em determinados casos, as uniões podem
suportar forças combinadas em ambas as direções e, assim, são classificadas de
acordo com a direção da maior força em ação [5].

40
Figura 31 - Representação de uma união parafusada axial (superior) e uma união parafusada cisalhante (inferior) [5]
5.2.1. Força de agrupamento
Quando falamos de uniões tensionadas axialmente - e também em grande parte das
cisalhantes -, o propósito dos parafusos é gerar uma força de agrupamento entre os
dois ou mais elementos da junção. A força deve ser suficiente para evitar a separação
ou o vazamento entre os membros da junção. Para as demais uniões cisalhantes, a
função dos parafusos é atuar como um pino de segurança, contrapondo as forças
cisalhantes. Nesse caso, a força criada deve ser suficiente para evitar o
escorregamento entre os membros da junção.
A importante força de agrupamento surge durante a execução da montagem dos
membros e a aplicação do torque recomendado nos parafusos e porcas. Visto que a
aplicação do torque nada mais é do que submeter os parafusos à uma tensão inicial –
précarga -, entende-se que, uma das maneiras de se controlar a magnitude da força
de agrupamento é controlar todo o processo de montagem da união parafusada [5].
Durante a fase de projeto, o dimensionamento de sua magnitude tem como objetivo
uma tensão que seja capaz de manter a posição relativa entre os membros da junção.
Para isso, deve considerar as condições de serviço às quais a união será submetida:
vibrações, choques ou ciclos térmicos, por exemplo. O controle da magnitude e da
estabilidade da força são fundamentais para que se consiga prolongar a vida útil dos
componentes.
41
5.2.2. Deformações
É quando a précarga entra em ação que pode haver deformações como, por exemplo,
em alguns fios de rosca dos parafusos e das porcas. Em sua grande maioria, a
deformação sofrida pelos elementos se mantém no regime elástico. No entanto, para
os casos em que há utilização de peças novas, erros de dimensionamento ou até
mesmo erros de montagem, pode-se entrar no regime irreversível das deformações
plásticas.
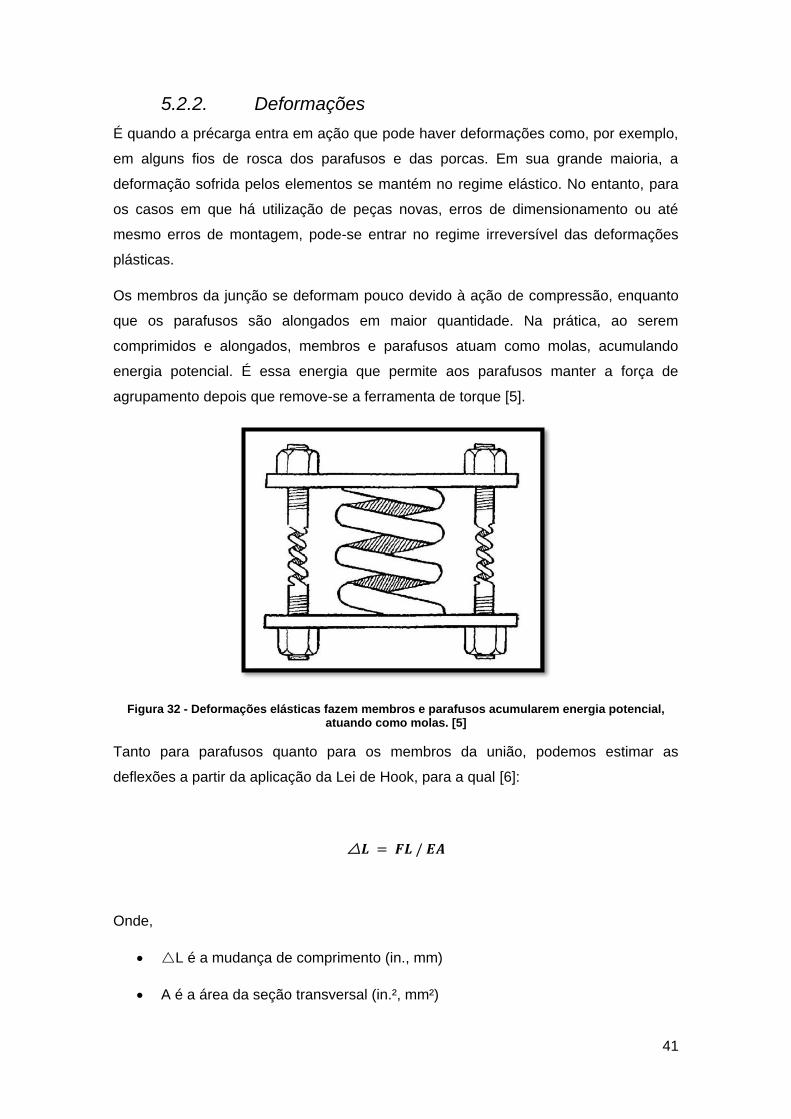
Os membros da junção se deformam pouco devido à ação de compressão, enquanto
que os parafusos são alongados em maior quantidade. Na prática, ao serem
comprimidos e alongados, membros e parafusos atuam como molas, acumulando
energia potencial. É essa energia que permite aos parafusos manter a força de
agrupamento depois que remove-se a ferramenta de torque [5].
Figura 32 - Deformações elásticas fazem membros e parafusos acumularem energia potencial, atuando como molas. [5]
Tanto para parafusos quanto para os membros da união, podemos estimar as
deflexões a partir da aplicação da Lei de Hook, para a qual [6]:
𝑳 = 𝑭𝑳 / 𝑬𝑨
Onde,
L é a mudança de comprimento (in., mm)
A é a área da seção transversal (in.², mm²)
42
L é o comprimento da seção (in., mm)
E é o módulo de elasticidade (psi, Gpa)
F é a força de tensão aplicada (lb, N)
De posse dos valores de deflexão, é possível calcularmos um valor para a constante
elástica dos componentes:
𝑲 = 𝑭 / 𝑳
Onde,
K é a constante de rigidez do elemento (lb/in., N/mm)
L é a mudança de comprimento (in., mm)
F é a força de tensão aplicada (lb, N)
Quando identificamos as constantes de rigidez do parafuso e do membro, torna-se
possível calcular a razão de rigidez ou fator de carga da montagem. Este é um fator
importante para o dimensionamento da união parafusada e pode ser calculado como:
𝑪𝒃 = 𝑲𝒑 / (𝑲𝒑 + 𝑲𝒎)
Onde,
Cb é a razão de rigidez ou o fator de carga da união (adimensional)
Kp é a rigidez do parafuso (lb/in., N/mm)
Km é a rigidez do membro (lb/in., N/mm)
Durante o dimensionamento da união parafusada, deve-se levar em consideração os
fatores expostos acima. Quanto menos rígidos forem os parafusos utilizados na
43
fixação, mais energia eles serão capazes de armazenar e, consequentemente,
promoverão maior força de agrupamento. É mais vantajoso fazer uso de dois
parafusos mais finos e menos rígidos do que empregar apenas um que tenha maior
diâmetro e seja mais rígido.
Do ponto de vista dos membros, nós não esperamos que eles sejam menos rígidos
como os parafusos. Estes absorvem muito mais energia do que os membros e, por
isso, são considerados os elementos ativos da montagem.
5.3. Montagem
A montagem é uma etapa extremamente importante para o adequado funcionamento
das uniões parafusadas. É agora que a energia de um mecânico ou de uma
ferramenta é transformada em energia potencial que manterá os parafusos e os
membros sobtensão. Isso dá origem à necessidade de maior compreensão sobre os
procedimentos executados durante essa fase. Assim, faremos uma breve análise das
técnicas existentes [5].
5.3.1. Alinhamento
A primeira fase da montagem é o alinhamento que deve-se garantir entre as flanges.
Dessa forma, será possível inserir os parafusos sem que haja interferência e certificar
que todas as unidades avançaram a mesma distância em relação às porcas. Para que
isso aconteça devemos passar todos os parafusos e aplicar um torque preliminar em
todos eles; isso faz com que as faces dos flanges se ajustem, originando o
assentamento adequado [5].
5.3.2. Interferência
Outro ponto crítico ao qual se deve dedicar atenção é o subdimensionamento dos
furos que receberão os parafusos. Furos menores do que os parafusos originam
interferência que, por sua vez, representa energia perdida durante a passagem do
parafuso e aplicação do torque.
A figura 15 mostra, com as barras verticais à direita, a interferência gerada durante a
passagem de um parafuso de diâmetro 5/16” através de placas com espessuras de
¼”, ½” e ¾”. As barras verticais à esquerda mostram que, para um aperto de 50% do
objetivo final, apenas o parafuso de Inconel 718 apresentaria précarga suficiente para

44
ultrapassar o pior caso - ¾” - e ainda alguma força de agrupamento quando da
utilização das chapas de ¼” e ½” [5].
Figura 33 - As barras a esquerda mostram que apenas o parafuso de Inconel 718 seria capaz de gerar, mesmo contra interferência, a força de agrupamento para 50% do torque final [5].
5.3.3. Aplicação do torque
O somatório de todas as incertezas envolvendo a montagem de uma união parafusada
nos faz assumir que, mesmo com um valor de torque definido, é necessária muita
atenção durante o processo de aplicação deste para que os valores de tensão e de
força de agrupamento se mantenham adequados à necessidade. Normalmente,
termina-se uma montagem com menos précarga do que o planejado [5].
O problema é que, quando a précarga aplicada é baixa, o encontro com as forças
externas acima de um determinado valor pode gerar o alívio total dos membros da
junção, promovendo a separação entre eles. Por outro lado, quando as précargas
aplicadas são muito altas e a montagem se depara com a ação das forças externas, a
soma destas pode levar a eventos de falha tais como a ruptura de parafusos [6].
A fim de garantir maior homogeneidade nos valores de précarga atingidos em cada
parafuso, o torque preliminar deve ser aplicado seguindo as sequências de cruz ou
estrela (Figura 16), independente do formato da união. Para o caso em que existem
várias filas de parafusos, deve-se iniciar pelo centro e terminar pelas bordas [5].
Força de interferência
no furo
Tensão no parafuso
com 50% de torque
45
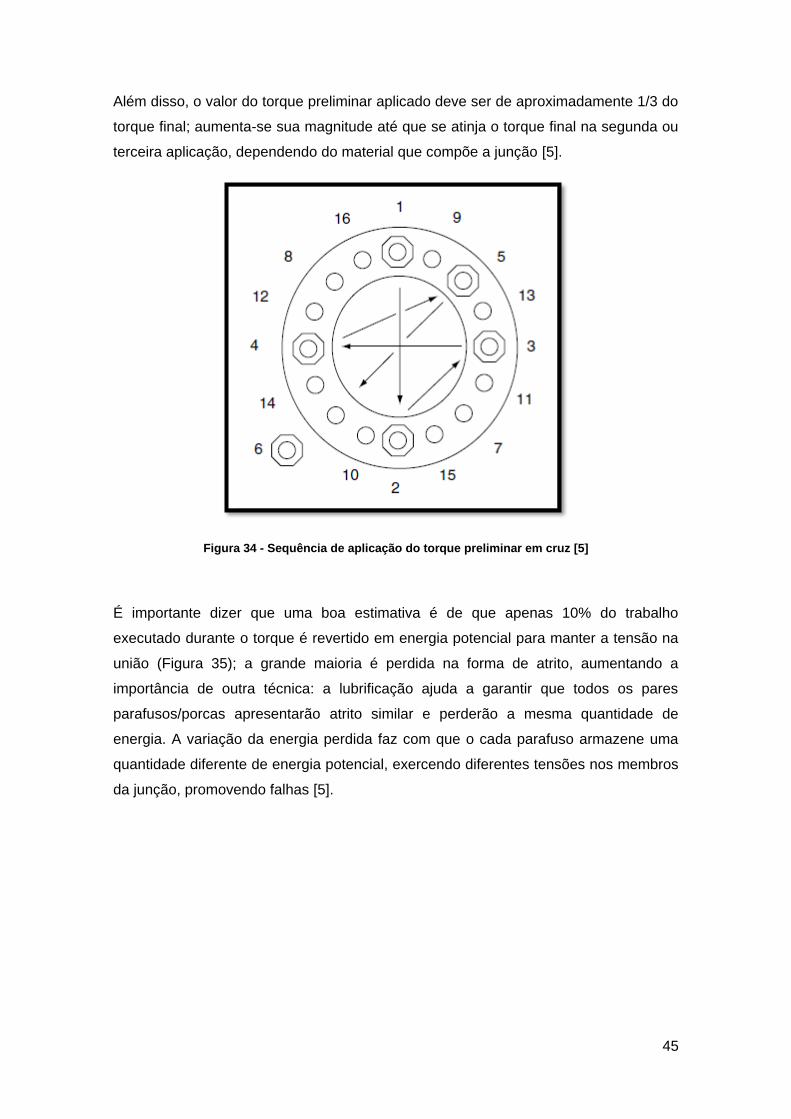
Além disso, o valor do torque preliminar aplicado deve ser de aproximadamente 1/3 do
torque final; aumenta-se sua magnitude até que se atinja o torque final na segunda ou
terceira aplicação, dependendo do material que compõe a junção [5].
Figura 34 - Sequência de aplicação do torque preliminar em cruz [5]
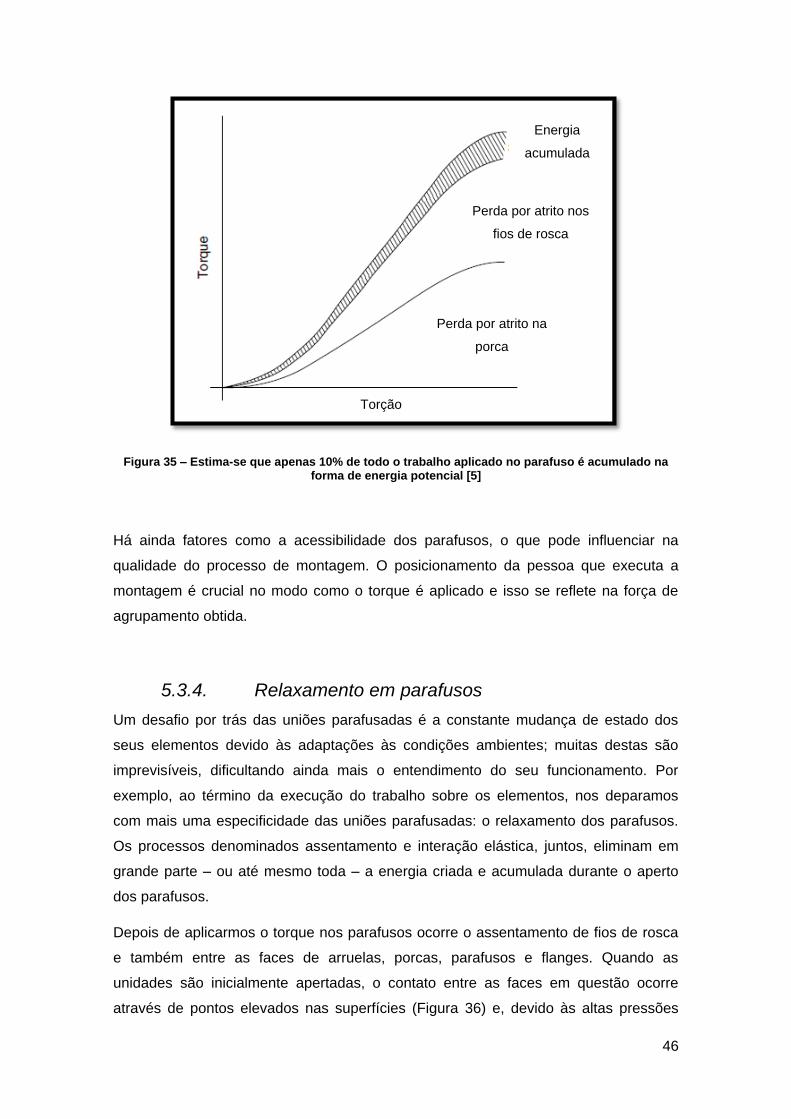
É importante dizer que uma boa estimativa é de que apenas 10% do trabalho
executado durante o torque é revertido em energia potencial para manter a tensão na
união (Figura 35); a grande maioria é perdida na forma de atrito, aumentando a
importância de outra técnica: a lubrificação ajuda a garantir que todos os pares
parafusos/porcas apresentarão atrito similar e perderão a mesma quantidade de
energia. A variação da energia perdida faz com que o cada parafuso armazene uma
quantidade diferente de energia potencial, exercendo diferentes tensões nos membros
da junção, promovendo falhas [5].
46
Figura 35 – Estima-se que apenas 10% de todo o trabalho aplicado no parafuso é acumulado na forma de energia potencial [5]
Há ainda fatores como a acessibilidade dos parafusos, o que pode influenciar na
qualidade do processo de montagem. O posicionamento da pessoa que executa a
montagem é crucial no modo como o torque é aplicado e isso se reflete na força de
agrupamento obtida.
5.3.4. Relaxamento em parafusos
Um desafio por trás das uniões parafusadas é a constante mudança de estado dos
seus elementos devido às adaptações às condições ambientes; muitas destas são
imprevisíveis, dificultando ainda mais o entendimento do seu funcionamento. Por
exemplo, ao término da execução do trabalho sobre os elementos, nos deparamos
com mais uma especificidade das uniões parafusadas: o relaxamento dos parafusos.
Os processos denominados assentamento e interação elástica, juntos, eliminam em
grande parte – ou até mesmo toda – a energia criada e acumulada durante o aperto
dos parafusos.
Depois de aplicarmos o torque nos parafusos ocorre o assentamento de fios de rosca
e também entre as faces de arruelas, porcas, parafusos e flanges. Quando as
unidades são inicialmente apertadas, o contato entre as faces em questão ocorre
através de pontos elevados nas superfícies (Figura 36) e, devido às altas pressões
Energia
acumulada
Perda por atrito nos
fios de rosca
Perda por atrito na
porca
Torção
47
geradas nesses locais, ocorre deformação plástica nos elementos até que a área seja
suficiente, reduzindo a pressão. Este processo tem maior presença nos fios de rosca
devido às pequenas áreas de contato, mas também é observado nas outras faces de
contato dos elementos, além de ser potencializado em partes novas, cujos pontos
elevados ainda não foram removidos pelo deslizamento entre faces [5].
Figura 36 - Contato entre as faces dos fios de rosca ocorre nas rugosidades superficiais [5]
Outros motivos para o relaxamento à curto prazo são [5]:
Poucos fios de rosca em contato, diminuindo a área que suporta a carga e
aumentando a pressão;
Elementos menos duros do que o necessário aumentam as deformações;
Parafusos flexionados durante aplicação do torque sentirão maior tensão em
um dos seus lados, promovendo a fluência plástica;
Porcas e cabeças dos parafusos não perpendiculares ao eixo axial diminuirão
a área de contato;
Encaixe ruim entre filetes e furos podem causar perda completa da précarga
(Figura 37);
Furos maiores do que o diâmetro do parafuso também reduzem a área de
contato entre flanges e porcas/cabeças dos parafusos (Figura 37);
Comprimento dos parafusos: os mais compridos relaxam menos do que os
mais curtos;
O número de membros na junção: quanto maior a quantidade, maior o
relaxamento;

48
Velocidade de aplicação do torque: quanto mais rápido, maior o relaxamento
porque os parafusos não têm tempo de relaxar durante o aperto;
Figura 37 - Diferença entre o diâmetro do furo e do parafuso [5]
Em geral, o relaxamento dos parafusos ocorre rapidamente após a aplicação do
torque e, com o assar do tempo, sua taxa de relaxamento diminui. O valor que
quantifica o relaxamento varia muito para cada situação, mas a figura 20 nos ajuda a
enxergar melhor o que acontece com a tensão nos parafusos à medida que o tempo
passa.
Figura 38 - Relaxamento da tensão dos parafusos vs. Tempo [5]
Outra importante forma de relaxamento é o torcional. Este também aparece durante o
aperto dos parafusos e, durante o relaxamento, termina por ajudar aumentando a
tensão na direção axial em cerca de 1% a 2% para uma diminuição de 50% do stress
torcional. A figura 39 abaixo ilustra a situação [5].
Tempo
Te
nsão
no
para
fuso

49
Figura 39 - Relaxamento torcional incrementa a tensão axial [5]
A fim de reduzir os efeitos dos modelos de relaxamento, o processo de aplicação de
torque nos parafusos e porcas deve ser realizado mais de uma vez durante a
montagem como especificado anteriormente. Através de um experimento é possível
construir um gráfico como o apresentado na figura 40, ilustrando o ganho de tensão na
união gerado pelo reaperto dos elementos [5].
Figura 40 - Reaplicação de torque 8 (oito) vezes aumentou em 33% a tensão quando comparada a do primeira aplicação [5]
Tensão
por tração
Tensão
por torção
Torque aplicado
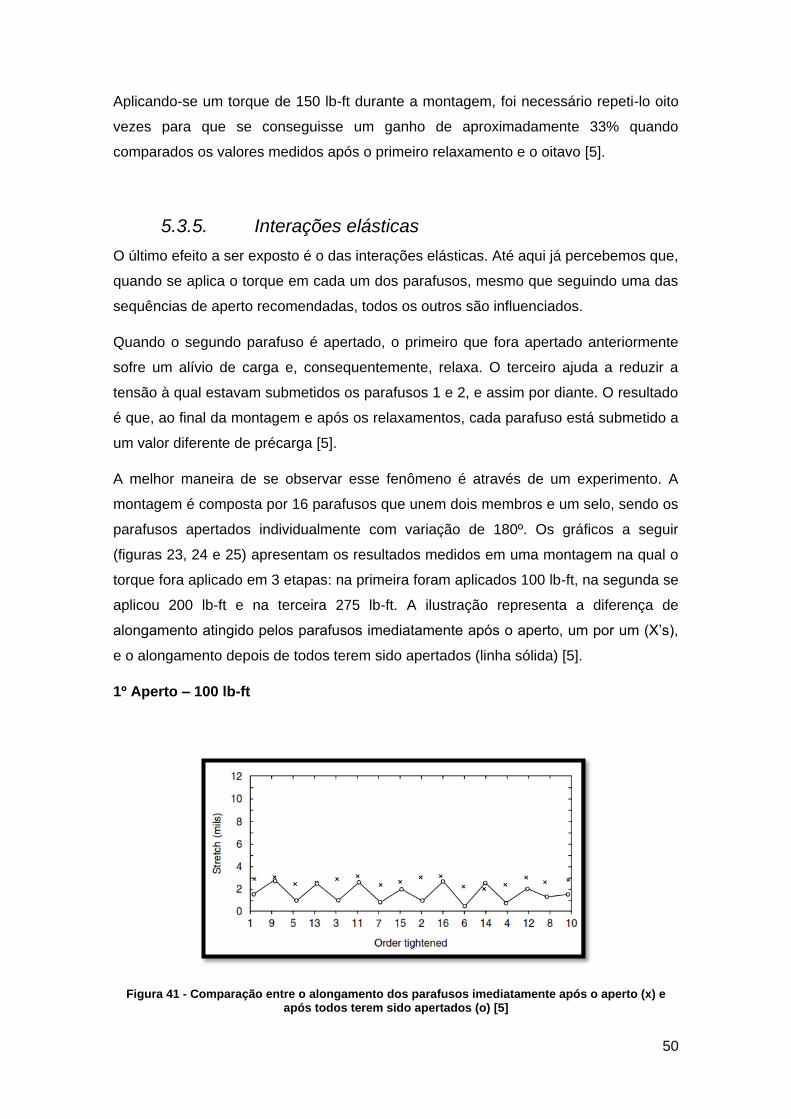
50
Aplicando-se um torque de 150 lb-ft durante a montagem, foi necessário repeti-lo oito
vezes para que se conseguisse um ganho de aproximadamente 33% quando
comparados os valores medidos após o primeiro relaxamento e o oitavo [5].
5.3.5. Interações elásticas
O último efeito a ser exposto é o das interações elásticas. Até aqui já percebemos que,
quando se aplica o torque em cada um dos parafusos, mesmo que seguindo uma das
sequências de aperto recomendadas, todos os outros são influenciados.
Quando o segundo parafuso é apertado, o primeiro que fora apertado anteriormente
sofre um alívio de carga e, consequentemente, relaxa. O terceiro ajuda a reduzir a
tensão à qual estavam submetidos os parafusos 1 e 2, e assim por diante. O resultado
é que, ao final da montagem e após os relaxamentos, cada parafuso está submetido a
um valor diferente de précarga [5].
A melhor maneira de se observar esse fenômeno é através de um experimento. A
montagem é composta por 16 parafusos que unem dois membros e um selo, sendo os
parafusos apertados individualmente com variação de 180º. Os gráficos a seguir
(figuras 23, 24 e 25) apresentam os resultados medidos em uma montagem na qual o
torque fora aplicado em 3 etapas: na primeira foram aplicados 100 lb-ft, na segunda se
aplicou 200 lb-ft e na terceira 275 lb-ft. A ilustração representa a diferença de
alongamento atingido pelos parafusos imediatamente após o aperto, um por um (X’s),
e o alongamento depois de todos terem sido apertados (linha sólida) [5].
1º Aperto – 100 lb-ft
Figura 41 - Comparação entre o alongamento dos parafusos imediatamente após o aperto (x) e após todos terem sido apertados (o) [5]

51
2º Aperto – 200 lb-ft
Figura 42 - Comparação entre o alongamento dos parafusos imediatamente após o aperto (x) e após todos terem sido apertados (o) [5]
3º Aperto – 275 lb-ft
Figura 43 - Comparação entre o alongamento dos parafusos após todos terem sido apertados (o) [5]
A solução para evitar que as interações elásticas prejudiquem o funcionamento da
união é a aplicação de torque simultânea em todos os parafusos que compõem a
montagem.

52
A fim de resumir e melhor organizar os procedimentos executados durante montagens
de uniões parafusadas, encontram-se abaixo os tópicos abordados e as principais
recomendações a serem seguidas [5].
Escolher adequadamente as ferramentas, procedimentos e frequência de
calibração;
Treinar adequadamente os funcionários responsáveis pela execução da
montagem;
Garantir que os parafusos e porcas estão em boas condições, especialmente
em relação aos fios de rosca;
Verificar a possibilidade de complementar a montagem com o uso de arruelas;
Para os casos em que se faz uso de lubrificantes, garantir que os mesmos
estejam limpos e sejam novos;
Aproxime porcas e parafusos com as mãos e, se não for possível, verifique a
integridade dos fios de rosca;
Durante a aplicação do torque, garantir que a força seja aplicada
perpendicularmente ao eixo axial dos parafusos;
Aplicar o torque de maneira suave e uniforme, evitando “stick-slip” e
favorecendo o acúmulo de energia potencial;
Aplicar o torque em mais de uma etapa, ajudando a reduzir as diferenças entre
as précargas em cada parafuso;
Respeitar a ordem de aplicação do torque: estrela, cruz ou do centro para as
bordas;
Manter um controle organizado das ferramentas, operadores, procedimentos,
torques e lubrificantes para facilitar a identificação de um possível problema
posterior à montagem;
5.3.6. Simulação de montagem da união parafusada
A fim de que possamos enxergar melhor os problemas que se apresentam durante o
procedimento de montagem das uniões parafusadas, analisaremos os resultados de
algumas simulações realizadas no software Ansys©.

53
Para que a simulação fosse possível, fez-se necessária a adoção de uma hipótese
que ajudou a reduzir o custo computacional envolvido. Observando a diferença entre
as dimensões dos parafusos e porcas quando comparadas às dimensões do bocal de
exaustão externo e da estrutura da turbina, percebe-se que haverá uma dificuldade em
definir uma malha que seja capaz de estudar todos os detalhes.
O emprego de uma malha bem definida - capaz de analisar melhor as tensões nos
parafusos e nos flanges – em uma superfície grande como as apresentadas pelos
membros a serem unidos, faria com que a solução do problema matemático levasse
muito tempo para ser obtida. Seria necessário, então, implementar malhas distintas
para as peças maiores e menores.
Entendendo que a aplicação do torque nos parafusos não gera tensões suficientes
para afetar as superfícies da turbina e da descarga, a simulação será efetuada sobre
uma geometria simplificada, contendo apenas os flanges dos dois membros e os
parafusos e porcas. Além disso, não se fez necessária a aplicação de todos os
parafusos para que pudéssemos identificar as tendências que corroboram com as
teorias apresentadas nas seções anteriores.
A partir das simplificações geométricas, foi possível definir uma única malha capaz de
analisar adequadamente todos os elementos da montagem. Seus elementos são
tetraedros do tipo solid 186 com 10 nós (malha padrão do Ansys©), sendo o tamanho
da região de interesse configurado em 2 milímetros.
Foram feitas simulações para dois diferentes processos de montagem. As condições
de contorno empregadas foram idênticas, permitindo a comparação dos resultados
finais. As montagens eram compostas pelos dois flanges com 4 parafusos realizando a
força inicial de aperto (Fi=1295N); o aperto foi feito em 4 passos e, em cada um
desses passos, um novo parafuso sofria ação de Fi.
Montagem com torque aplicado cruzado:
Nesse situação os 4 parafusos foram dispostos distanciando-se 90° entre si.
Podemos identificar na simulação a distribuição das tensões, bem como os valores
máximos e mínimos (MPa) atingidos ao final da montagem.
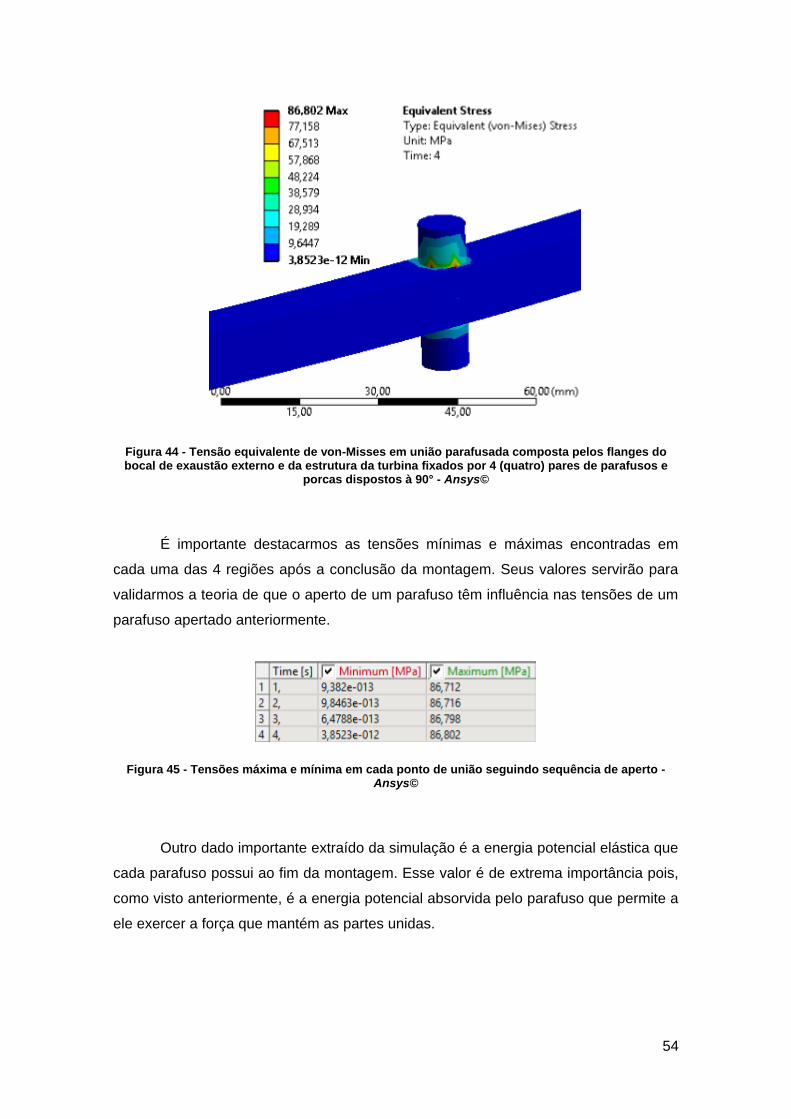
54
Figura 44 - Tensão equivalente de von-Misses em união parafusada composta pelos flanges do bocal de exaustão externo e da estrutura da turbina fixados por 4 (quatro) pares de parafusos e
porcas dispostos à 90° - Ansys©
É importante destacarmos as tensões mínimas e máximas encontradas em
cada uma das 4 regiões após a conclusão da montagem. Seus valores servirão para
validarmos a teoria de que o aperto de um parafuso têm influência nas tensões de um
parafuso apertado anteriormente.
Figura 45 - Tensões máxima e mínima em cada ponto de união seguindo sequência de aperto - Ansys©
Outro dado importante extraído da simulação é a energia potencial elástica que
cada parafuso possui ao fim da montagem. Esse valor é de extrema importância pois,
como visto anteriormente, é a energia potencial absorvida pelo parafuso que permite a
ele exercer a força que mantém as partes unidas.
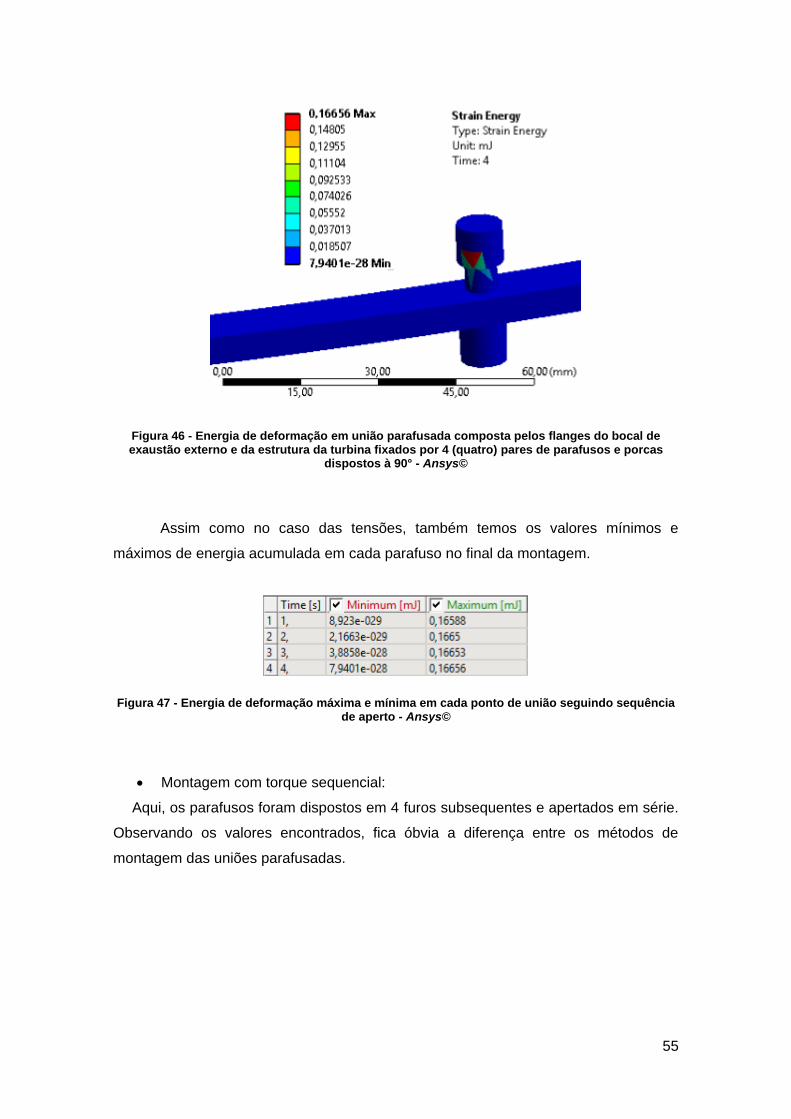
55
Figura 46 - Energia de deformação em união parafusada composta pelos flanges do bocal de exaustão externo e da estrutura da turbina fixados por 4 (quatro) pares de parafusos e porcas
dispostos à 90° - Ansys©
Assim como no caso das tensões, também temos os valores mínimos e
máximos de energia acumulada em cada parafuso no final da montagem.
Figura 47 - Energia de deformação máxima e mínima em cada ponto de união seguindo sequência de aperto - Ansys©
Montagem com torque sequencial:
Aqui, os parafusos foram dispostos em 4 furos subsequentes e apertados em série.
Observando os valores encontrados, fica óbvia a diferença entre os métodos de
montagem das uniões parafusadas.

56
Figura 48 - Tensão equivalente de von-Misses em união parafusada composta pelos flanges do bocal de exaustão externo e da estrutura da turbina fixados por 4 (quatro) pares de parafusos e
porcas dispostos em furos subsequentes - Ansys©
Para esse caso específico, poderemos observar a seguir, que fica ainda mais
clara a teoria de que o torqueamento de um parafuso afeta todos os outros
torqueados anteriormente.
Figura 49 - Tensões máxima e mínima em cada ponto de união seguindo sequência de aperto - Ansys©
Em relação ao acúmulo de energia potencial para esse método de montagem,
obtivemos os seguintes resultados:

57
Figura 50 - Energia de deformação em união parafusada composta pelos flanges do bocal de exaustão externo e da estrutura da turbina fixados por 4 (quatro) pares de parafusos e porcas
dispostos em furos subsequentes - Ansys©
Os valores de energia acumulada por cada parafuso seguindo a ordem de
aperto são expostos a seguir.
Figura 51 - Energia de deformação máxima e mínima em cada ponto de união seguindo sequência de aperto - Ansys©
Avaliação dos resultados obtidos nas simulações:
Tabela 14 - Comparação entre os valores de tensão equivalente de von-Misses e de energia de deformação entre os dois métodos de montagem
Parafusos dispostos à 90° Parafusos dispostos em
sequência
Sequência de aperto dos parafusos
Tensão Equivalente (von Misses) [MPa]
Mínimo Máximo Mínimo Máximo
1° 9.38E-13 86.712 5.80E-13 113.82
2° 9.85E-13 86.716 6.78E-13 113.82
3° 6.48E-13 86.798 6.82E-13 144.17
4° 3.85E-12 86.802 2.03E-12 144.17
Sequência de aperto dos parafusos
Energia de deformação [MJ]
Mínimo Máximo Mínimo Máximo
1° 8.92E-29 0.166 6.47E-29 8.61E-02
2° 2.17E-29 0.167 1.12E-28 8.61E-02
3° 3.89E-28 0.167 2.50E-28 8.61E-02
4° 7.94E-28 0.167 3.25E-28 8.61E-02
58
Reunindo os dados de tensão equivalente e de energia de deformação em uma
única tabela, fica fácil identificar o melhor método de montagem. Em relação à
tensão equivalente, podemos observar que a variação dos valores se dá na
casa dos décimos para a montagem com torque cruzado, enquanto que para o
torque sequencial a variação ocorre na casa das dezenas. Além disso, no
torque sequencial, as tensões são maiores em uma ordem de grandeza.
Voltando nossas atenções para os valores de energia de deformação,
verificamos que as energias acumuladas durante o processo de aplicação de
torque cruzado é duas ordens de grandeza maior do que a energia acumulada
no processo de torque sequencial.
Sabendo que o excesso de tensão pode ser causado por interferências ou
flexões indevidas e que o fator decisivo para o adequado assentamento entre
os membros da união parafusada é a quantidade de energia potencial
acumulada nos parafusos, podemos validar a teoria de que a execução do
torque cruzado promove um produto final de melhor qualidade do que a
montagem feita com parafusos torqueados em sequência.
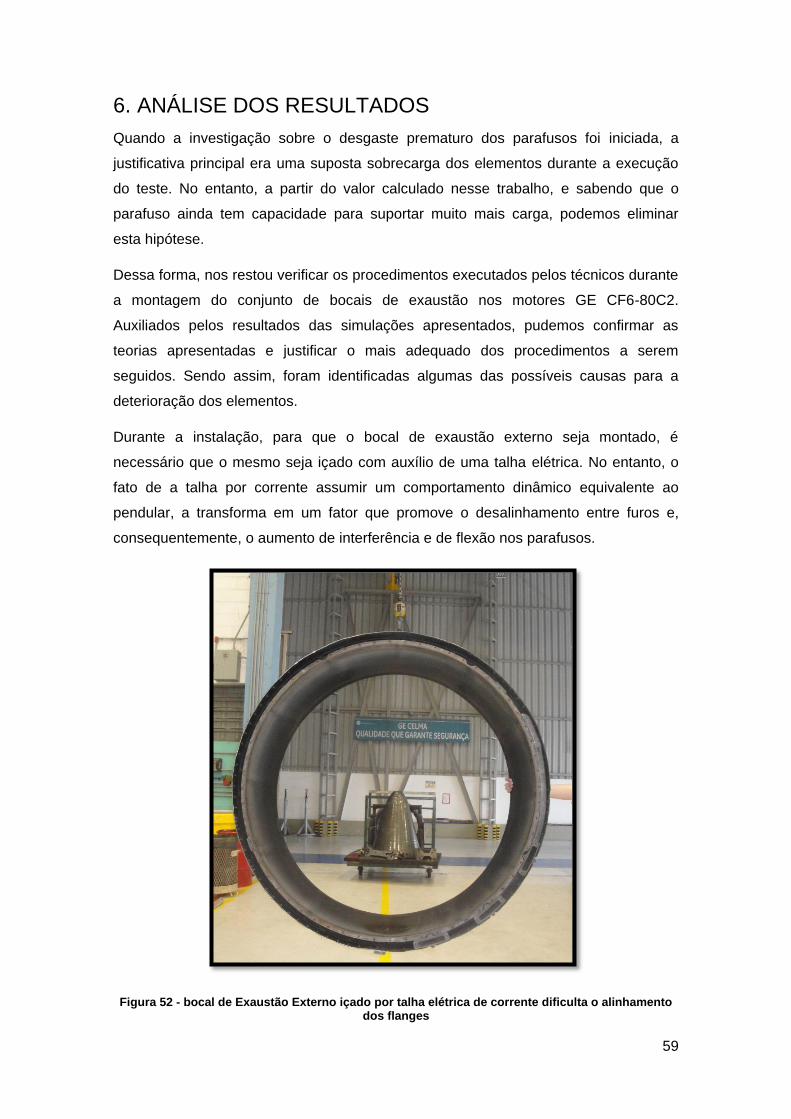
59
6. ANÁLISE DOS RESULTADOS
Quando a investigação sobre o desgaste prematuro dos parafusos foi iniciada, a
justificativa principal era uma suposta sobrecarga dos elementos durante a execução
do teste. No entanto, a partir do valor calculado nesse trabalho, e sabendo que o
parafuso ainda tem capacidade para suportar muito mais carga, podemos eliminar
esta hipótese.
Dessa forma, nos restou verificar os procedimentos executados pelos técnicos durante
a montagem do conjunto de bocais de exaustão nos motores GE CF6-80C2.
Auxiliados pelos resultados das simulações apresentados, pudemos confirmar as
teorias apresentadas e justificar o mais adequado dos procedimentos a serem
seguidos. Sendo assim, foram identificadas algumas das possíveis causas para a
deterioração dos elementos.
Durante a instalação, para que o bocal de exaustão externo seja montado, é
necessário que o mesmo seja içado com auxílio de uma talha elétrica. No entanto, o
fato de a talha por corrente assumir um comportamento dinâmico equivalente ao
pendular, a transforma em um fator que promove o desalinhamento entre furos e,
consequentemente, o aumento de interferência e de flexão nos parafusos.
Figura 52 - bocal de Exaustão Externo içado por talha elétrica de corrente dificulta o alinhamento dos flanges

60
Além disso, foi identificado que a velocidade com que o torque é aplicado está acima
da considerada adequada. A utilização de determinadas ferramentas que promovem o
ganho de tempo para a produção faz com que o tempo de relaxamento dos parafusos
durante a execução do torque seja reduzido. A consequência é que o relaxamento
posterior ao torque se dá em maior escala. Com menos précarga atuando, abre-se
espaço para fatores como a vibração dos elementos durante o teste dos motores e,
por tanto, aumenta-se o desgaste dos componentes.

61
7. CONCLUSÃO
Podemos concluir que a redução do desgaste sofrido pelos parafusos passa por três
etapas:
i. Processo de conscientização dos funcionários em relação à importância e à
influência que cada etapa durante a montagem tem na qualidade final da união
parafusada.
ii. Aplicação do torque em etapas, garantindo maior energia potencial acumulada
nos parafusos e membros e, consequentemente, promovendo maior força de
agrupamento entre os elementos, impedindo que o relaxamento represente um
fator gerador de falhas nos parafusos.
iii. Desenvolvimento de uma ferramenta capaz de manter o bocal de exaustão
externo fixo e sem deformações, facilitando o processo de alinhamento e
passagem dos parafusos, eliminando o fator talha elétrica das causas raízes de
falha dos parafusos (figura 53).
Figura 53 - Dispositivo suporte de bocais de exaustão promove melhor alinhamento entre os flanges
62
Bibliografia
[1] GE AVIATION. GE's CF6-80C2 Engines Celebrate 25 Years of Flight and Counting.
Industry News. Disponível em:
<http://www.team.aero/controls/news/_view.php?id=372> Acessado em: 16 de
fevereiro de 2016.
[2] GE CELMA, Motores CF6-80 Conhecimentos Básicos. GE Celma & Laborativa
Educacional. Petrópolis: Fevereiro, 2010.
[3] Seis mil testes em nosso Banco de Provas, GE REPORTS, Fevereiro 12, 2014.
Disponível em: <http://www.gereportsbrasil.com.br/post/95834269109/seis-mil-testes-
em-nosso-banco-de-provas> Acessado em: 2 de Março de 2016
[4] André, V. d., Investigação Sobre A Queda Do Empuxo Apresentado Pelos
Motores Aeronáuticos CF6-80C2, No Banco De Provas Do Rio De Janeiro, Em
Decorrência Da Selagem Deteriorada Da Capota. Rio de Janeiro, Brasil, Fevereiro
de 2014
[5] Bickford, J. H., Introduction to the Design and Behavior of Bolted Joints, 4ed,
CRC Press, 2007.
[6] Budynas-Nisbett, Shigley's Mechanical Engineering Design, 8ed, McGraw-Hill,
2008
[7] Filho, F. d. Elementos de Máquinas I - Parafusos. Rio de Janeiro, Rio de Janeiro,
Brasil., 2014
[8] Monteiro, C. F., Sistemas Especialistas - Projeto De Parafusos De União.
Sistemas Especialistas - Projeto De Parafusos De União. Rio de Janeiro, Rio de
Janeiro, Brazil, Janeiro de 2014.
[9] Inconel 718, Special Metals, Setembro de 2007. Disponível em:
<http://www.specialmetals.com/> Acessado em: 10 de Dezembro de 2015
[10] Chagas, Gil Magno P. ELEMENTOS DE MÁQUINAS, 3ed, 2009. Jaraguá do Sul
[11] SAE Aerospace, AEROSPACE STANDARD AS9979, Reafirmada em Setembro
de 2011.
[12] General Electric Blueprint, BOLT, MACHINE – INCONEL ALLOY 718 DOUBLE
HEXAGON HEAD J644-J649, Lançado em 16 de Fevereiro de 1970.

63
[13] Hadar Parafusos, Disponível em: http://www.hadarparafusos.com.br Acessado
em: 07 de Março de 2016.