introdução de uma interface ergonômica humano-máquina no
TRANSCRIPT

I
Universidade Federal de Pernambuco Centro de Tecnologia e Geociências
Curso de Especialização em Automação Industrial
Introdução de uma interface ergonômica humano-máquina no campo para a supervisão de uma planta de movimentação e
estocagem de gás liquefeito de petróleo
Domingos Sávio Melo da Silva
Orientador: Prof.ª Maria de Fátima Queiroz Vieira
Monografia apresentada ao Centro de Tecnologia e Geociências da Universidade Federal de Pernambuco como parte dos requisitos para obtenção do Certificado de Especialista em Automação Industrial
Recife, 2016
II
Resumo
Introdução de uma interface ergonômica humano-máquina no campo para a supervisão de uma planta de movimentação e
estocagem de gás liquefeito de petróleo
Domingos Sávio Melo da Silva
Março/2016
Orientador: Prof.ª Maria de Fátima Queiroz Vieira Área de concentração: Automação Industrial Palavras-chaves: Automação, Interface Humano Máquina, Gás Liquefeito de Petróleo, Método para Concepção de Interfaces Ergonômicas.
O produto gás de cozinha (GLP), comercializado em Pernambuco, Alagoas, Paraíba e Rio
Grande do Norte, passa por uma Unidade de logística de movimentação e estocagem, em Suape.
Esta planta é operada quase totalmente por um sistema supervisório de modelo SCADA, utilizando
o programa iFix®. Entretanto, a Estação de Medição, que calcula e registra as quantidades
entregues às distribuidoras, é controlada por um computador de vazão dedicado, o qual se comunica
com o supervisório, por intermédio de um CLP. Esta concepção de projeto contém uma falha de
confiabilidade. Quando ocorre uma indisponibilidade do supervisório, a planta é operada
manualmente. E a interface do computador de vazão imputa aumento do risco de falhas
operacionais por não ser ergonômica. Há também outra fragilidade: a atividade semanal de
calibração da turbina de medição é realizada diretamente neste mesmo computador dedicado. Uma
proposta para solucionar estas fragilidades é o controle com redundância de todas as tarefas pelo
supervisório. O objetivo do presente trabalho é apresentar uma proposta para aumentar
disponibilidade da planta com interface ergonômica. Para tanto, foram utilizados o Método de
Concepção de Interfaces Ergonômicas durante a elaboração de telas do supervisório e uma
ferramenta proprietária da Rockwell chamada Factorytalk®, no conceito de telas da IHM. O
resultado seria a instalação simples e sem a necessidade de parada da planta de um único
equipamento, de uma nova IHM, no valor em torno de U$8,000.00, operando em paralelo ao
supervisório, com o controle de todas as atividades realizadas na planta. Uma vez implantada esta
solução, será possível a diminuição das perdas por tempo de parada e por erros operacionais.
III
Conteúdo
1. INTRODUÇÃO ............................................................................................................... 01
1.1. Planta de transferência e estocagem de GLP ............................................................ 02
1.2. Motivação ................................................................................................................. 05
1.3. Objetivo ................................................................................................................... 06
1.4. Justificativa para a solução do problema ................................................................. 06
1.5. Organização da monografia ...................................................................................... 06
2. TECNOLOGIAS DISPONÍVEIS.................................................................................... 07
2.1. Restrições e premissas do projeto ............................................................................. 07
2.2. Redundância em sistemas de automação .................................................................. 13
2.3. IHMs industriais ....................................................................................................... 13
2.4. MCIE – Etapas do Método adotado no projeto de telas da IHM ............................. 15
2.5. Considerações finais ................................................................................................. 16
3. PROPOSTA DE AUTOMAÇÃO ................................................................................... 17
3.1. Especificação da solução .......................................................................................... 17
3.2. Arquitetura do sistema modificado .......................................................................... 18
3.2.1. Projeto de hardware .......................................................................................... 19
3.2.2. Projeto de software ............................................................................................ 21
3.2.2.1. Programação das telas...................................................................................36
3.3. Validação dos resultados .......................................................................................... 37
3.3.1. Simulação do uso das telas a partir do emulador do CLP ................................. 37
3.3.2. Integração ao sistema em operação ................................................................... 37
3.4. Considerações finais ................................................................................................. 37
4. CONCLUSÃO ................................................................................................................. 38
4.1. Discussão dos resultados .......................................................................................... 38
4.2. Propostas de trabalhos futuros .................................................................................. 39
REFERÊNCIAS BIBLIOGRÁFICAS ................................................................................. 41
Apêndice A .......................................................................................................................... 45
Apêndice B .......................................................................................................................... 57
Apêndice C .......................................................................................................................... 70
IV
Lista de figuras
Fluxograma do GLP no Brasil, de sua origem ao consumidor final .................................... 02
Representação simplificada da planta GLP .......................................................................... 03
Diagrama representando o sistema de automação da planta de GLP ................................... 03
Arquitetura atual na automação da planta de GLP ............................................................... 04
Interface Homem-máquina do computador de vazão OMNI®, EMED ............................... 11
Painel sinótico, vista frontal ................................................................................................. 12
Painel sinótico, vista parcial traseira .................................................................................... 12
IHM controle de bombas de combate ao incêndio, vista frontal .......................................... 14
Arquitetura de automação proposta ...................................................................................... 19
Terminal com fonte de alimentação 24 Vcc ......................................................................... 20
Porta Ethernet com dois conectores 10/100Base-T .............................................................. 20
Topologia estrela para rede Ethernet do IHM ...................................................................... 20
Parte da tela com as bombas, válvulas, sensores e variáveis ............................................... 30
Parte da tela com as válvulas na sida da EMED .................................................................. 30
Parte da tela com o tanque esférico, suas variáveis e sensores ............................................ 31
Parte da tela com o comando de calibração desativado ....................................................... 31
Parte da tela com o comando de calibração ativado ............................................................. 32
Parte da tela com o comando das bombas hidráulicas ......................................................... 32
Parte da tela com as válvulas do ramal atuadas ................................................................... 32
Parte da tela com a indicação de abertura da válvula de controle ........................................ 32
Parte da tela com as válvulas do provador fechadas ............................................................ 33
Parte da tela com a indicação de vazão na turbina ............................................................... 33
Parte da tela com a indicação das variáveis do provador ..................................................... 33
Parte da tela com indicação de sensor diferencial de pressão .............................................. 34
Parte da tela com o sistema de calibração ativado ............................................................... 34
Parte da tela com a indicação de abertura percentual das válvulas controladoras ............... 34
Parte da tela com a indicação das variáveis do ramal .......................................................... 35
Menu de navegação entre as telas do IHM........................................................................... 35
Parte do menu de navegação com os botões das telas de calibração ................................... 36
V
Parte do menu de navegação com os botões das telas de apoio ........................................... 36
Ambiente de simulação para validação dos resultados ........................................................ 37
Arquitetura de automação para trabalho futuro .................................................................... 39
Vista aérea do Porto de Suape no ano de 2005 .................................................................... 46
Refino de petróleo: torre de fracionamento de petróleo ....................................................... 47
Ilustração da relação das propriedades básicas do GLP ....................................................... 48
Configuração da instalação dos ramais de medição na EMED ............................................ 50
Visão anterior da EMED, ponto de entrada do produto ....................................................... 50
Visão posterior da EMED, ponto de saída do produto ......................................................... 51
Visão frontal do transmissor de temperatura da EMED ...................................................... 51
Visão frontal do transmissor de pressão da EMED .............................................................. 52
Desenho técnico de um densímetro de linha ........................................................................ 52
Visão do sensor de densidade com isolamento térmico, EMED .......................................... 53
Tipos mais utilizados de sensores de vazão, conforme seu princípio de funcionamento .... 53
Construção de um medidor tipo turbina ............................................................................... 54
Visão topo do medidor de vazão tipo turbina....................................................................... 56
Desenho em corte de um provador compacto ...................................................................... 56
Visão lateral da EMED, ponto de interligação com o provador compacto .......................... 56
Visão lateral do provador compacto, EMED ....................................................................... 56
Tela para o novo IHM replicada do supervisório ................................................................. 70
Tela para o novo IHM desenvolvida pelo MCIE, Ramal 1 .................................................. 71
Tela para o novo IHM desenvolvida pelo MCIE, Ramal 2 .................................................. 72
Tela para o novo IHM desenvolvida pelo MCIE, Ramal 3 .................................................. 73
Tela para o novo IHM obtida da biblioteca do FactoryTalk® .............................................. 74

VI
Lista de tabelas
Classes do GLP definidas pela California Gsoline Association .......................................... 47
Classificação do GLP definida pela ANP ............................................................................ 48
Pontos fortes e fracos dos produtos avaliados ...................................................................... 64
Resumo do perfil do usuário único ...................................................................................... 66
Objetos e ações envolvidos na tarefa ................................................................................... 67
Lista de objetos e ações, no modelo da tarefa e lista de objetos e ações na interface ......... 69
VII
Lista de siglas
ANP : ............................................................................ Agência Nacional de Petróleo
API : ............................................................................ American Petroleum Institute
ASTM : ......................................................American Society for Testing and Materials
NBS : ........................................................................... National Bureau of Standards
CNP : .......................................................................... Conselho Nacional de Petróleo
CPLM : .....................................................Correção da Pressão do Líquido do Medidor
CPLP : .................................................... Correção da Pressão do Líquido do Provador
CPSP : .......................................................... Correção da Pressão do Aço do Provador
CTLM : ............................................ Correção da Temperatura do Líquido do Medidor
CTLP : ........................................... Correção da Temperatura do Líquido do Provador
CTSP : ................................................. Correção da Temperatura do Aço do Provador
EMED : ............................................................................................ Estação de medição
GLP : .................................................................................. Gás liquefeito de petróleo
GPA : ............................................................................... Gas Processors Association
IHM : ............................................................................... Interface Humano-Máquina
INMETRO : ........... Instituto Nacional de Metrologia, Normalização e Qualidade Industrial
KF : ............................................................................................................. K Factor
MCIE : ....................................... Método para Concepção de Interfaces Ergonômicas
MF : ....................................................................................................... Meter Factor
MPMS : ................................................. Manual of Petroleum Measurement Standards
OMNI : ................................................................................ Omni Flow Computers, Inc
PGL : ........................................................................................ Píer de granel líquido
SCADA : ............................. Sistema de Controle Supervisório e de Aquisição de Dados
SGA : ............................................................................ Sistema de Gestão Ambiental
TA : .......................................................................................... Terminal Aquaviário
TRANSPETRO : ............................................................................ Petrobras Transporte S.A.
UPGN : ...................................................... Unidades de Processamento de Gás Natural
1
Capítulo 1
Introdução
A movimentação e estocagem do gás liquefeito de petróleo (GLP), mais conhecido como
gás de cozinha, no Porto de Suape, são atividades necessárias para o abastecimento deste produto ao
mercado consumidor da região. Embora o crescimento do seu consumo seja ditado pelo crescimento
da população, o GLP compõe as necessidades básicas da maioria da população, o que requer alto
índice de disponibilidade de sua logística e torna seu sistema de fornecimento um processo crítico,
do ponto de vista comercial. Por ser um produto extremamente inflamável identificado como
Categoria 1 na classificação de perigo de produto, as instalações que o manipulam são definidas
como críticas do ponto de vista do risco na indústria. Assim sendo, é imprescindível manter um
controle seguro e ininterrupto dessa planta industrial de movimentação e estocagem.
Entretanto, o sistema de automação atual que supervisiona e controla a movimentação e
estocagem do GLP no Porto de Suape não oferece redundância. O equipamento de maior valor,
aquele que quantifica para faturamento do produto vendido, tem uma interface não ergonômica, a
qual impõe riscos de erros aos resultados de medição, quando operado sem a mediação do sistema
supervisório. O que torna importante o desenvolvimento de uma nova interface para o operador da
planta, para ser utilizada na ausência do sistema supervisório.
2
1.1 Planta de transferência e estocagem de GLP
O GLP é um hidrocarboneto gasoso constituído de propanos e butanos (diferentes cadeias
carbônicas com três e quatro carbonos, respectivamente), que apenas existe liquefeito. Ou seja, tal
mistura/produto deve estar em fase líquida para ser utilizado, caso contrário serão dois gases
dispersos, conforme sua estrutura molecular. Assim sendo, para preservar e consumir o GLP há dois
diferentes sistemas de armazenamento e movimentação, um que estabelece o estado termodinâmico
refrigerado, entre -5 ºC e -45 ºC, e o outro, o estado termodinâmico pressurizado, entre 4 kgf/cm2 e
15 kgf/cm2. E os valores adequados para a temperatura e pressão são definidos em função da
composição proporcional do GLP (Vide Apêndice A).
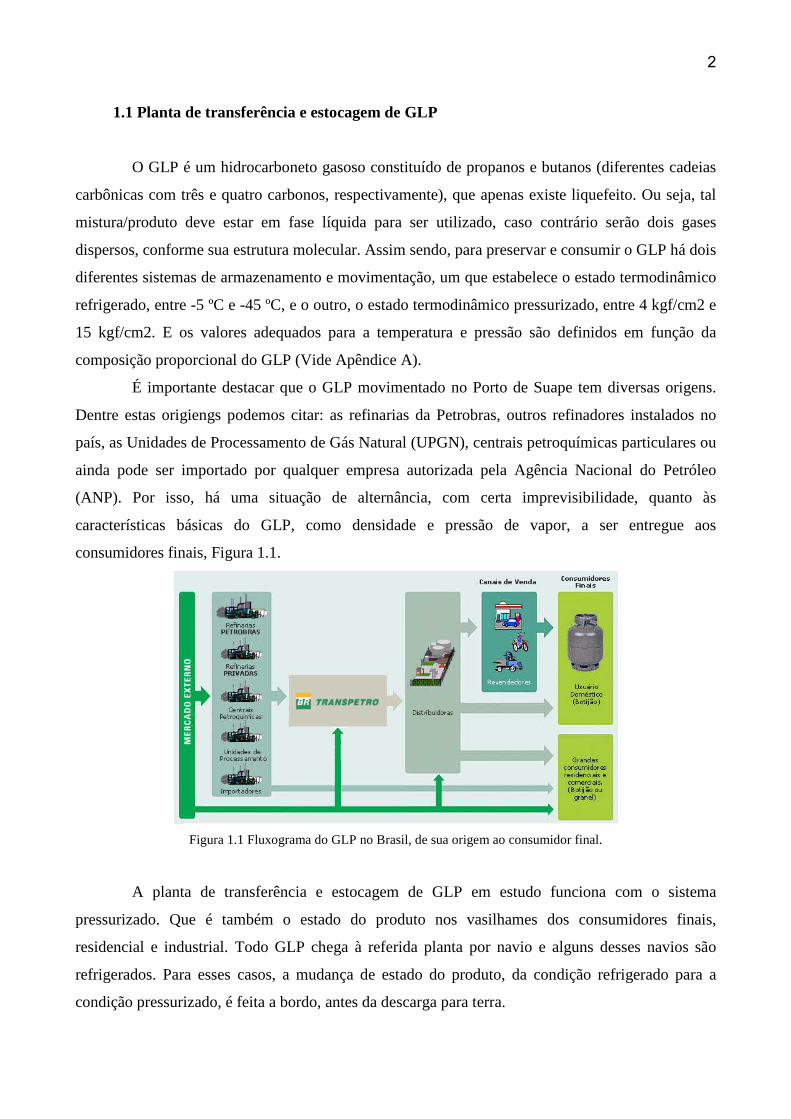
É importante destacar que o GLP movimentado no Porto de Suape tem diversas origens.
Dentre estas origiengs podemos citar: as refinarias da Petrobras, outros refinadores instalados no
país, as Unidades de Processamento de Gás Natural (UPGN), centrais petroquímicas particulares ou
ainda pode ser importado por qualquer empresa autorizada pela Agência Nacional do Petróleo
(ANP). Por isso, há uma situação de alternância, com certa imprevisibilidade, quanto às
características básicas do GLP, como densidade e pressão de vapor, a ser entregue aos
consumidores finais, Figura 1.1.
Figura 1.1 Fluxograma do GLP no Brasil, de sua origem ao consumidor final.
A planta de transferência e estocagem de GLP em estudo funciona com o sistema
pressurizado. Que é também o estado do produto nos vasilhames dos consumidores finais,
residencial e industrial. Todo GLP chega à referida planta por navio e alguns desses navios são
refrigerados. Para esses casos, a mudança de estado do produto, da condição refrigerado para a
condição pressurizado, é feita a bordo, antes da descarga para terra.
3
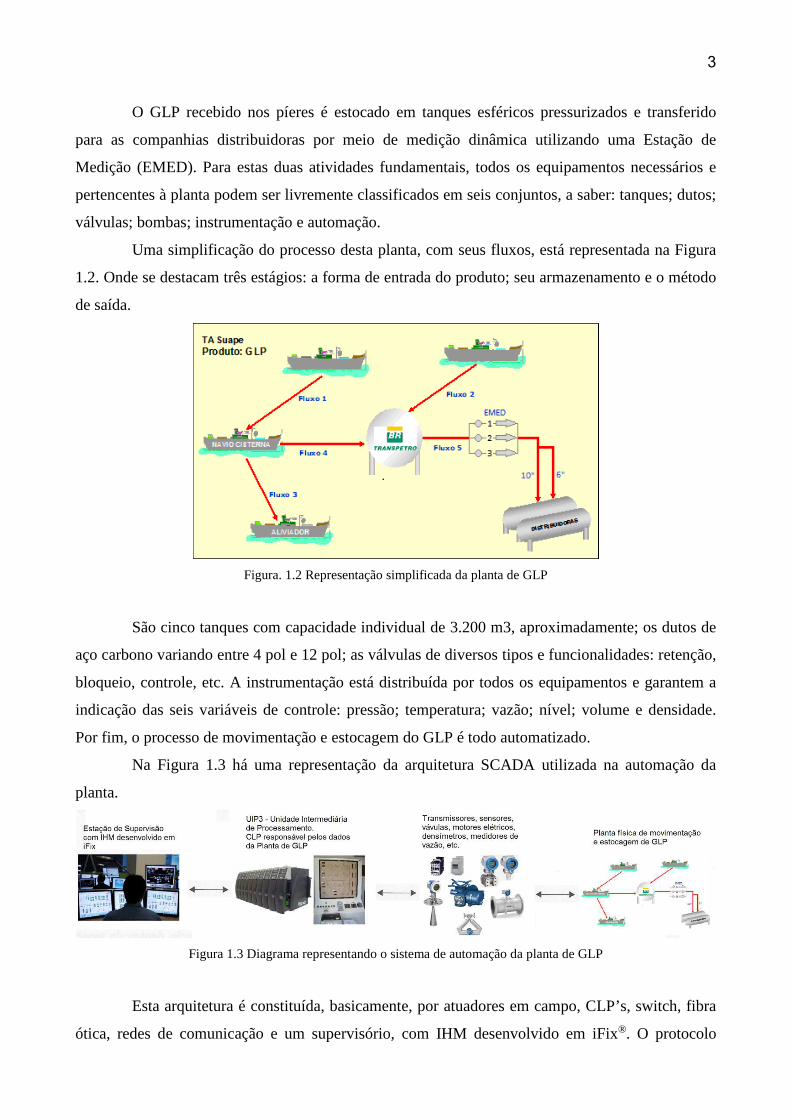
O GLP recebido nos píeres é estocado em tanques esféricos pressurizados e transferido
para as companhias distribuidoras por meio de medição dinâmica utilizando uma Estação de
Medição (EMED). Para estas duas atividades fundamentais, todos os equipamentos necessários e
pertencentes à planta podem ser livremente classificados em seis conjuntos, a saber: tanques; dutos;
válvulas; bombas; instrumentação e automação.
Uma simplificação do processo desta planta, com seus fluxos, está representada na Figura
1.2. Onde se destacam três estágios: a forma de entrada do produto; seu armazenamento e o método
de saída.
Figura. 1.2 Representação simplificada da planta de GLP
São cinco tanques com capacidade individual de 3.200 m3, aproximadamente; os dutos de
aço carbono variando entre 4 pol e 12 pol; as válvulas de diversos tipos e funcionalidades: retenção,
bloqueio, controle, etc. A instrumentação está distribuída por todos os equipamentos e garantem a
indicação das seis variáveis de controle: pressão; temperatura; vazão; nível; volume e densidade.
Por fim, o processo de movimentação e estocagem do GLP é todo automatizado.
Na Figura 1.3 há uma representação da arquitetura SCADA utilizada na automação da
planta.
Figura 1.3 Diagrama representando o sistema de automação da planta de GLP
Esta arquitetura é constituída, basicamente, por atuadores em campo, CLP’s, switch, fibra
ótica, redes de comunicação e um supervisório, com IHM desenvolvido em iFix®. O protocolo
4
Ethernet/TCP-IP faz o barramento principal de comunicação na Rede de Controle com as UTRs do
GLP nomeadas por UIP3 (Unidade de Interface com o Processo) e UIP4, constituída por CLPs da
Rockwell.
Toda a planta de produção é controlada e operada por um sistema SCADA, cuja topologia
em estrela apresenta onze unidades remotas chamadas: Unidade de Interface com o Processo (UIP).
As UIP3 e UIP4 estão dedicadas a movimentação e estocagem de GLP. A distância física entre elas
é desprezível, pois estão lado a lado em uma sala junto à EMED, no meio da planta. Esta sala
oferece condições ambientais adequadas como: controle de temperatura e ausência de interferências
eletromagnéticas. Importa destacar o que já foi dito: a planta de movimentação e estocagem de GLP
é totalmente automatizada, com atuação e controle do início ao fim através da sala de controle
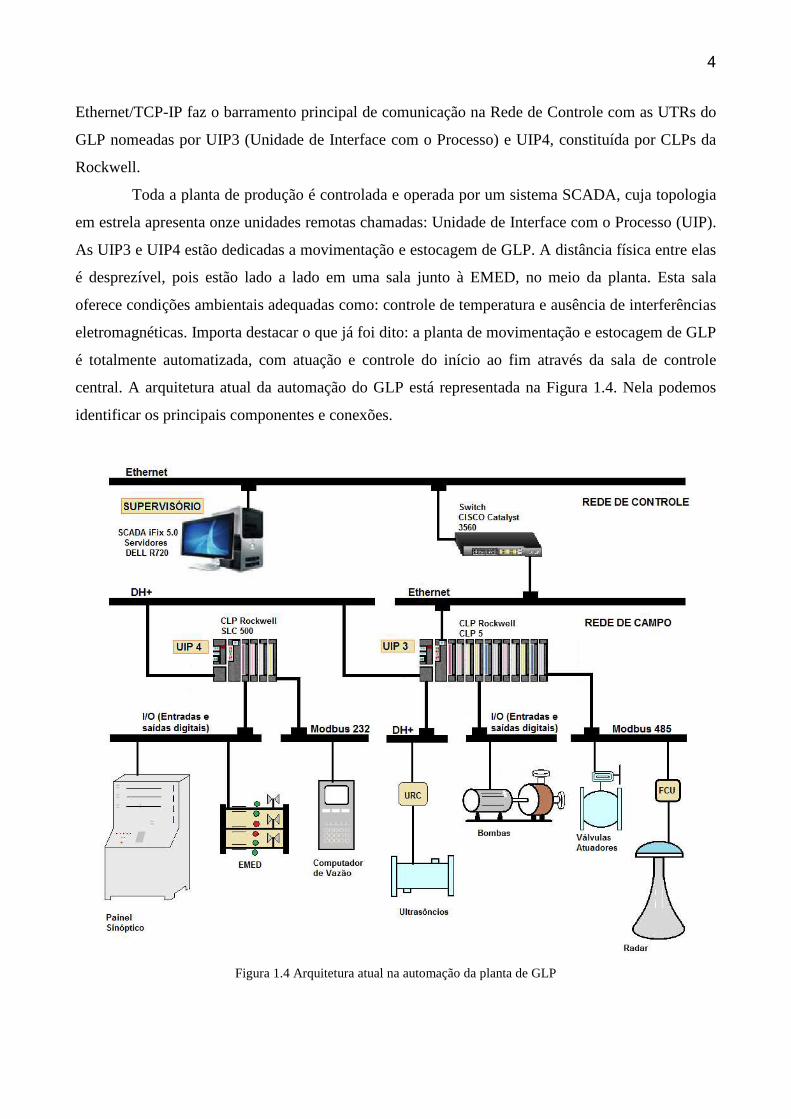
central. A arquitetura atual da automação do GLP está representada na Figura 1.4. Nela podemos
identificar os principais componentes e conexões.
Figura 1.4 Arquitetura atual na automação da planta de GLP
5
1.2 Motivação
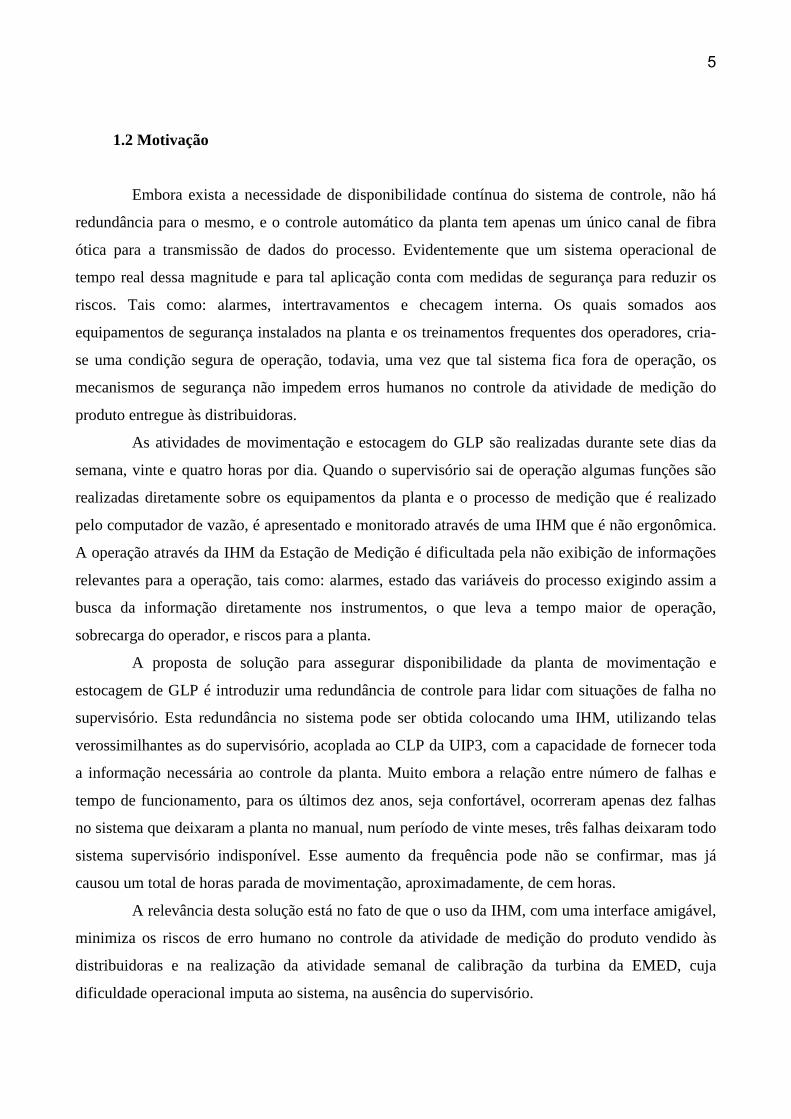
Embora exista a necessidade de disponibilidade contínua do sistema de controle, não há
redundância para o mesmo, e o controle automático da planta tem apenas um único canal de fibra
ótica para a transmissão de dados do processo. Evidentemente que um sistema operacional de
tempo real dessa magnitude e para tal aplicação conta com medidas de segurança para reduzir os
riscos. Tais como: alarmes, intertravamentos e checagem interna. Os quais somados aos
equipamentos de segurança instalados na planta e os treinamentos frequentes dos operadores, cria-
se uma condição segura de operação, todavia, uma vez que tal sistema fica fora de operação, os
mecanismos de segurança não impedem erros humanos no controle da atividade de medição do
produto entregue às distribuidoras.
As atividades de movimentação e estocagem do GLP são realizadas durante sete dias da
semana, vinte e quatro horas por dia. Quando o supervisório sai de operação algumas funções são
realizadas diretamente sobre os equipamentos da planta e o processo de medição que é realizado
pelo computador de vazão, é apresentado e monitorado através de uma IHM que é não ergonômica.
A operação através da IHM da Estação de Medição é dificultada pela não exibição de informações
relevantes para a operação, tais como: alarmes, estado das variáveis do processo exigindo assim a
busca da informação diretamente nos instrumentos, o que leva a tempo maior de operação,
sobrecarga do operador, e riscos para a planta.
A proposta de solução para assegurar disponibilidade da planta de movimentação e
estocagem de GLP é introduzir uma redundância de controle para lidar com situações de falha no
supervisório. Esta redundância no sistema pode ser obtida colocando uma IHM, utilizando telas
verossimilhantes as do supervisório, acoplada ao CLP da UIP3, com a capacidade de fornecer toda
a informação necessária ao controle da planta. Muito embora a relação entre número de falhas e
tempo de funcionamento, para os últimos dez anos, seja confortável, ocorreram apenas dez falhas
no sistema que deixaram a planta no manual, num período de vinte meses, três falhas deixaram todo
sistema supervisório indisponível. Esse aumento da frequência pode não se confirmar, mas já
causou um total de horas parada de movimentação, aproximadamente, de cem horas.
A relevância desta solução está no fato de que o uso da IHM, com uma interface amigável,
minimiza os riscos de erro humano no controle da atividade de medição do produto vendido às
distribuidoras e na realização da atividade semanal de calibração da turbina da EMED, cuja
dificuldade operacional imputa ao sistema, na ausência do supervisório.
6
1.3 Objetivos
Dois são os objetivos a serem alcançados com este trabalho:
• Reduzir o risco de erro humano no controle da estação de medição durante a falta
do supervisório;
• Aumentar a disponibilidade da planta.
1.4 Justificativas para a solução do problema
Uma solução alternativa para o problema seria a duplicação da estação supervisória, outro
sistema SCADA. Porém, o custo desta instalação no campo não justifica inviabiliza tal solução.
Posto que, além da aquisição de novos computadores há licença de uso, como também, a execução
deste projeto requer mais tempo de mão de obra.
1.5 Organização da monografia
Este trabalho está organizado em quatro capítulos, incluindo esta introdução.
No. Capitulo 2 (Tecnologias Disponíveis), discorre-se sobre as características básicas da
arquitetura de automação atual e seus componentes.
No Capítulo 3 (Proposta de Automação), são apresentados os resultados da aplicação do
método MCIE, o estudo das telas do supervisório e a definição do leiaute das telas para o sistema
proposto, como também, a programação do IHM e o resultado dos testes.
No Capítulo 4 (Conclusão), são discutidos os resultados do trabalho e apresentadas
propostas de continuidade.
7
Capítulo 2
Tecnologias disponíveis
A arquitetura do sistema de automação que controla toda a planta de movimentação e
estocagem de GLP tem o modelo SCADA (sistema de Controle de Supervisão e Aquisição de
Dados) e, por conseqüência, uma topologia em estrela. Todos os equipamentos utilizados atendem
as especificações técnicas desenvolvidas a partir de uma estratégia própria da Empresa. Visto que,
qualquer intervenção de melhoria tem por premissa a continuidade do perfil da tecnologia instalada.
Assim sendo, a IHM selecionada foi a Allen-Bradley, fornecedor, preferencialmente, adotado na
planta.
A outra tecnologia utilizada no desenvolvimento deste trabalho foi o Método para
Concepção de Interfaces Ergonômicas (MCIE). Através do qual foi possível elaborar as telas
adequadas para o IHM.
2.1 Restrições e premissas do projeto
São três, as principais restrições consideradas no trabalho para elaborar a solução no
projeto: simples instalação, curto prazo de desenvolvimento e baixo custo. Por isso, se faz
necessário utilizar as tecnologias disponíveis na planta que, de certo modo, podem ser também
consideradas como outras restrições para especificação da solução. Ou seja, adotou-se a ideia de
8
utilizar as condições de infraestrutura disponível na intenção de diminuir o número de itens a ser
adquirido para a nova infraestrutura. Assim sendo, foi feita uma análise dos principais elementos da
tecnologia disponível a qual foi utilizada na especificação do IHM para a solução.
OPC
Para a intercomunicação dos diferentes equipamentos com o supervisório em iFix®,
funcionado no sistema operacional Windows® é utilizado o padrão de comunicação OPC (OLE for
Process Control). O qual pode ser definido como um padrão industrial aberto para transmissão de
dados em tempo real, que funciona utilizando os serviços das tecnologias OLE COM de Microsoft
(modelo objeto/componente) e DCOM (modelo objeto/componente distribuído). As especificações
do OPC definem o formato padrão de objetos, as interfaces e os métodos para o uso em sistemas de
automação e controle, o que possibilita a integração dos equipamentos dos diferentes fornecedores
em uma planta de manufatura. Os clientes OPC se conectam a um servidor OPC, a fim de buscar as
informações coletadas nos dispositivos para que se possa ler, escrever e atualizar os dados coletados
[2].
Supervisório SCADA, iFix®
O supervisório SCADA (Supervisory Control and Data Acquisition) é um sistema de
hardware e software desenvolvido para funcionar como interface humano-máquina, sendo a
topologia uma estação concentradora de dados em processos distribuídos o qual permite ao
operador interagir em tempo real com a planta de manufatura recebendo os dados do campo e
atuando nos equipamentos através do próprio supervisório. Basicamente, o supervisório recebe os
valores das variáveis coletados pelos equipamentos em campo, calcula, elabora relatórios e gráficos,
gera alarmes e envia comandos. Pode ainda, atuar automaticamente, dependendo do processo a ser
controlado.
Na unidade fabril em estudo, o programa utilizado para sistema supervisório é o iFix®. Este
apresenta as seguintes funções:
Aquisição de dados;
• Habilidade de buscar dados do chão de fábrica;
• Comunicação direta com dispositivos E/S na planta;
• Interface com dispositivos de hardware via drivers E/S
• Gerenciamento de dados.
• Habilidade de processar e manipular dados adquiridos;
O gerenciamento de dados é composto de vários componentes:
9
• Monitoramento do processo (em tela gráfica)
• Controle supervisório
• Alarmes
• Relatórios
• Armazenamento de dados.
Todo computador que executa o software iFix® é definido por estação, aquele que adquire
os dados dos instrumentos do processo, comunica-se com os mesmos através de drivers de E/S,
carrega e gerencia a base de dados é chamado de Servidor SCADA. Já a estação que recebe os
dados do servidor SCADA, executa outras funções e faz a interação direta com o operador (IHM), é
chamado iClient [3].
Switch
O switch Ethernet com padrão 100Base T isola o tráfego de controle do tráfego de
informações, segmentando a rede com baixo custo. Esse equipamento faz a ponte de comunicação
do sistema SCADA com as Unidades de Interface com o Processo. Como também, a interligação
entre as máquinas que compõem o supervisório: dois servidores, um historiador, uma máquina de
engenharia e quatro clientes.
Trata-se de um elemento ativo na arquitetura porque direciona os dados enviados de um
equipamento especificamente para destino desejado, evitando colisões e congestionamentos nos
demais canais.
O meio físico principal é o par de fibras óticas que saem de cada UIP para o supervisório.
A utilização do modelo CISCO Catalyst atende as especificações técnicas da Empresa: tem
um aplicativo de gerenciamento de pontos de acesso sem fio e do consumo de energia da
infraestrutura de rede e dispositivos conectados à rede; tem roteamento baseado em hardware
avançado e permite determinar a velocidade de operação para uma porta específica, no sentido de
otimizar a banda de passagem e o desempenho global da rede. O que facilita monitorar e verificar o
status dos segmentos em tempo real da planta [4].
CLP Rockwell
Os Controladores Lógicos Programáveis são usados para ler os sensores discretos ou
digitais e os valores dos instrumentos analógicos. Embora a Associação Brasileira de Normas
Técnicas (ABNT) define o CLP de um modo simples e genérico, este dispositivo de controle
apresenta vários recursos, entre eles: fácil e rápida programação; baixo consumo de energia, CPU e
memória interna, capacidade de expansão compatível com diferentes tipos de sinais de entrada e
10
saída e conexão com outros dispositivos de interface. Como também, é possível programá-lo para
cumprir rotinas específicas: lógica, sequenciamento, temporização, contagem e aritmética.
O CLP da UIP3 é o modelo SLC 5/04 da Allen-Bradley, e está dedicado a EMED, fazendo
a interface entre o painel sinótico e computador de vazão e os sensores e atuadores. Seu pequeno
porte disponibiliza todos os recursos dos demais produtos deste fabricante. Com exceção de porta
Ethernet, que ele não dispõe, porém, tem a capacidade de alta velocidade ponto-a-ponto e conexão
direta com os controladores CLP-5, o qual é o modelo da UIP4. Este, um CLP com maior
capacidade de processamento e de pontos E/S. É responsável por atuar nos demais equipamentos da
planta e da comunicação do supervisório com a UIP4. Em caso de falha no CLP 5 a UIP4 também
sai de operação pelo supervisório. O que denota uma fragilidade [5].
Redes
As estações servidores do sistema SCADA se comunicam com os CLPs da UIPs através da
rede de controle Ethernet 100Base T e os CLPs usam diferentes redes de campo para a comunicação
com os equipamentos: Modbus e DH+. É importante para o sistema que essas redes garantam um
baixo tempo de varredura para leitura cíclica de todos os dispositivos e determinismo no tempo.
A rede de controle tem a capacidade de comandar vários dispositivos sincronamente com
uso de meio ótico.
Já a rede de campo utiliza fibras com aplicação de tensão média e baixa. Os sinais de
campo são conectados aos cartões de entrada e saída dos CLPs. Onde, os sinais discretos são
codificados na faixa de 0 a 24VCC e os sinais analógicos são codificados na faixa de 5 a 20mA. A
topologia da rede Modbus 485 é em anel, com um tipo de redundância de tal forma que um cabo
partido não interrompa todo circuito.
Destaca-se a rede proprietária DH+, do tipo ControlNet, por ser a rede de comunicação
entre o CLP da UIP4 com o CLP da UIP3, e único canal de comunicação com o supervisório. Esta
rede tem comunicação de alta velocidade ponto-a-ponto com Data Highway PlusTM incorporada,
podendo chegar a uma taxa de transmissão de 230kbps. Utiliza um esquema chamado mestre-
flutuante, o qual cada nó tem igualdade de acesso para se tornar mestre. Assim, funciona ao
contrário da relação mestre / escravo, resultando em menos sobrecarga na transmissão e tornando-a
mais confiável, com eficiência no tempo de resposta.
As características da rede DH+, são: programação remota dos processadores PLC-2; PLC-
3; PLC-5 e SLC500 pela rede; conexão direta entre processadores PLC-5 e terminais de
programação industrial; fácil reconfiguração e expansão quando for necessário ampliar o número de
11
nós; taxa de comunicação de 57,6; 115,2 e 230 Kbps. E serve como rede de controle para conectar
CLPs, IHMs e outros dispositivos [6].
A rede Ethernet é área local e projetada para trocas de informações em alta velocidade,
entre computadores e dispositivos relacionados. Ela utiliza o protocolo industrial EtherNet/IP, o
qual utiliza uma camada de aplicação (CIP) na Ethernet, encapsulando as mensagens em
TCP/UDP/IP. O módulo de comunicação Ethernet nos equipamentos da Rockwell disponibilizam
importantes recursos, o uso de mensagens Ethernet/IP empacotadas dentro de um protocolo
TCP/UDP/IP padrão, uma camada de aplicação comum com ControlNet e DeviceNet, dispensam
ajustes de tempos de rede e tabelas de roteamento, controla os dados da E/S em tempo real, suporte
a mensagens com dados para configuração e programação de informações, interfaces do operador.
Com isso, a troca ou inserção de novo dispositivo na rede fica simplificada quase ao ponto de uma
conexão e desconexão [7].
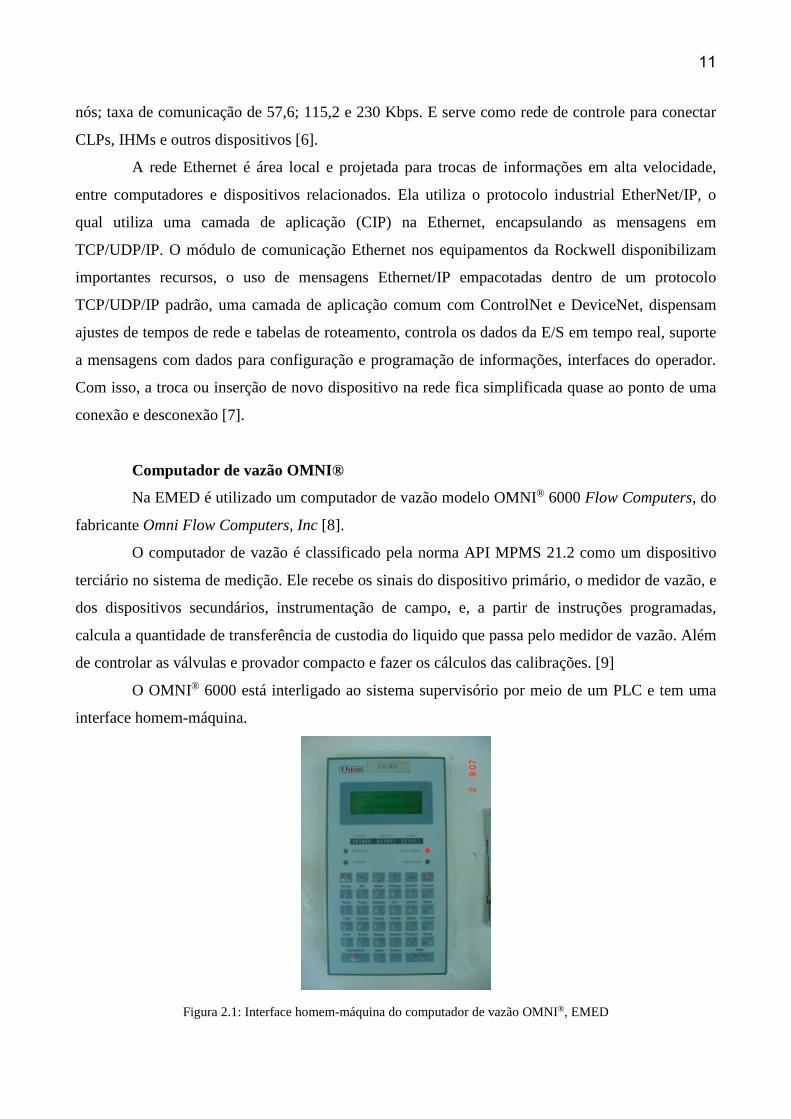
Computador de vazão OMNI®
Na EMED é utilizado um computador de vazão modelo OMNI® 6000 Flow Computers, do
fabricante Omni Flow Computers, Inc [8].
O computador de vazão é classificado pela norma API MPMS 21.2 como um dispositivo
terciário no sistema de medição. Ele recebe os sinais do dispositivo primário, o medidor de vazão, e
dos dispositivos secundários, instrumentação de campo, e, a partir de instruções programadas,
calcula a quantidade de transferência de custodia do liquido que passa pelo medidor de vazão. Além
de controlar as válvulas e provador compacto e fazer os cálculos das calibrações. [9]
O OMNI® 6000 está interligado ao sistema supervisório por meio de um PLC e tem uma
interface homem-máquina.
Figura 2.1: Interface homem-máquina do computador de vazão OMNI®, EMED
12
O cálculo para medição fiscal da quantidade movimentada pelo medidor de vazão é feito
com a soma das quantidades discretas, medidas em um intervalo de vazão definido, com as devidas
compensações de volume, de pressão e de temperatura. [9]
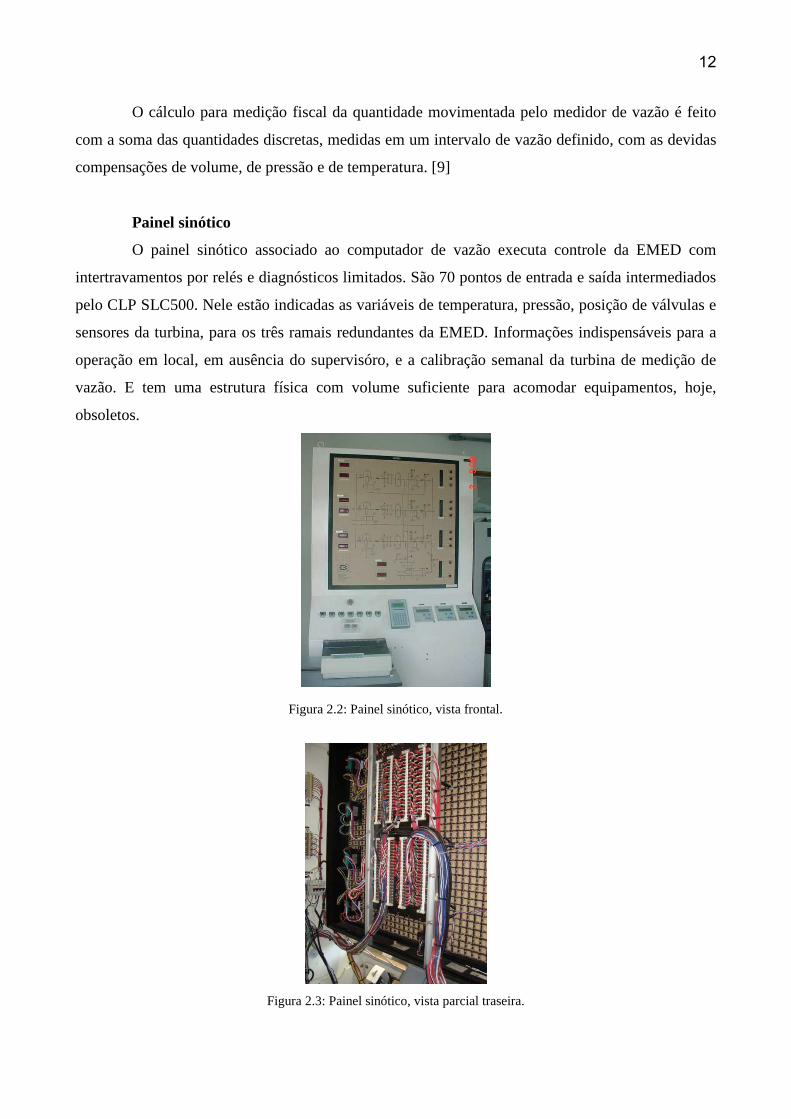
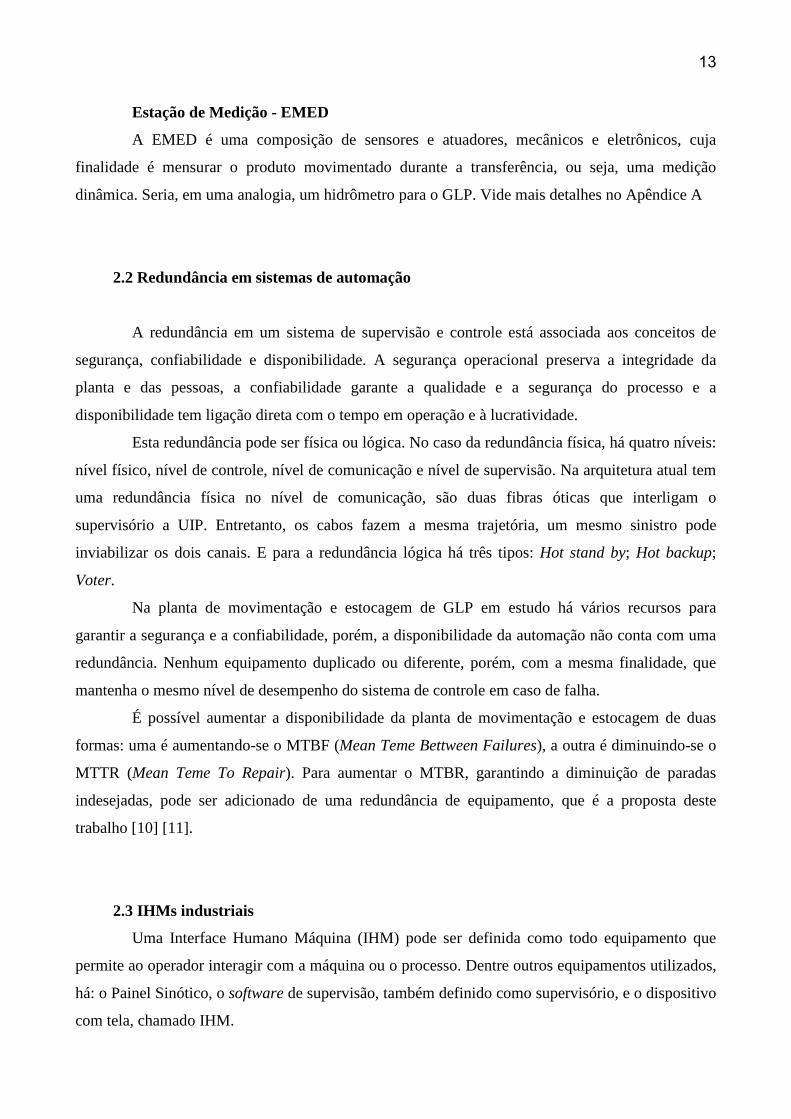
Painel sinótico
O painel sinótico associado ao computador de vazão executa controle da EMED com
intertravamentos por relés e diagnósticos limitados. São 70 pontos de entrada e saída intermediados
pelo CLP SLC500. Nele estão indicadas as variáveis de temperatura, pressão, posição de válvulas e
sensores da turbina, para os três ramais redundantes da EMED. Informações indispensáveis para a
operação em local, em ausência do supervisóro, e a calibração semanal da turbina de medição de
vazão. E tem uma estrutura física com volume suficiente para acomodar equipamentos, hoje,
obsoletos.
Figura 2.2: Painel sinótico, vista frontal.
Figura 2.3: Painel sinótico, vista parcial traseira.
13
Estação de Medição - EMED
A EMED é uma composição de sensores e atuadores, mecânicos e eletrônicos, cuja
finalidade é mensurar o produto movimentado durante a transferência, ou seja, uma medição
dinâmica. Seria, em uma analogia, um hidrômetro para o GLP. Vide mais detalhes no Apêndice A
2.2 Redundância em sistemas de automação
A redundância em um sistema de supervisão e controle está associada aos conceitos de
segurança, confiabilidade e disponibilidade. A segurança operacional preserva a integridade da
planta e das pessoas, a confiabilidade garante a qualidade e a segurança do processo e a
disponibilidade tem ligação direta com o tempo em operação e à lucratividade.
Esta redundância pode ser física ou lógica. No caso da redundância física, há quatro níveis:
nível físico, nível de controle, nível de comunicação e nível de supervisão. Na arquitetura atual tem
uma redundância física no nível de comunicação, são duas fibras óticas que interligam o
supervisório a UIP. Entretanto, os cabos fazem a mesma trajetória, um mesmo sinistro pode
inviabilizar os dois canais. E para a redundância lógica há três tipos: Hot stand by; Hot backup;
Voter.
Na planta de movimentação e estocagem de GLP em estudo há vários recursos para
garantir a segurança e a confiabilidade, porém, a disponibilidade da automação não conta com uma
redundância. Nenhum equipamento duplicado ou diferente, porém, com a mesma finalidade, que
mantenha o mesmo nível de desempenho do sistema de controle em caso de falha.
É possível aumentar a disponibilidade da planta de movimentação e estocagem de duas
formas: uma é aumentando-se o MTBF (Mean Teme Bettween Failures), a outra é diminuindo-se o
MTTR (Mean Teme To Repair). Para aumentar o MTBR, garantindo a diminuição de paradas
indesejadas, pode ser adicionado de uma redundância de equipamento, que é a proposta deste
trabalho [10] [11].
2.3 IHMs industriais
Uma Interface Humano Máquina (IHM) pode ser definida como todo equipamento que
permite ao operador interagir com a máquina ou o processo. Dentre outros equipamentos utilizados,
há: o Painel Sinótico, o software de supervisão, também definido como supervisório, e o dispositivo
com tela, chamado IHM.
14
De um modo geral é um computador ou terminal ligado ao CLP e a uma base de dados que
armazena informações geradas pela máquina ou pelo processo que exibe tais dados de forma
gráfica, com animações que representam os principais componentes e as variáveis: pressões,
vazões, temperaturas, estados de válvulas, alarmes. Para que o operador possa intervir, visualizar
informações e tomar atitude.
Por simples razão de compatibilidade foram analisadas as IHMs do mesmo fabricante do
CLP, Allen-Bradley Rockwell. E escolhido o modelo PanelView ™ Plus 7.
Este modelo usa Windows CE 6.0, tela TFT LCD, com 18 bits de cores, conectividade
VNC e um cartão SD para copiar e restaurar rapidamente a sua interface gráfica. Oferece tamanhos
de telas de 7 a 19 pol. Com opções de teclado, 1 GB de RAM e 512 MB de armazenamento,
também oferece Ethernet 10/100 Base-2 T, Auto MDI portas Ethernet / MDI-X que suportam nível
do dispositivo Ring (DLR), topologia linear, ou de rede estrela. Além de suporte a reprodução de
vídeo que fornece recursos de ajuda ao usuário avançado. E recurso de cliente RDP para criar
terminais thin client.
O software de desenvolvimento e programação das telas é o FactoryTalk® View Studio
Machine Edition da Rockwell Software ™ Plus [12].
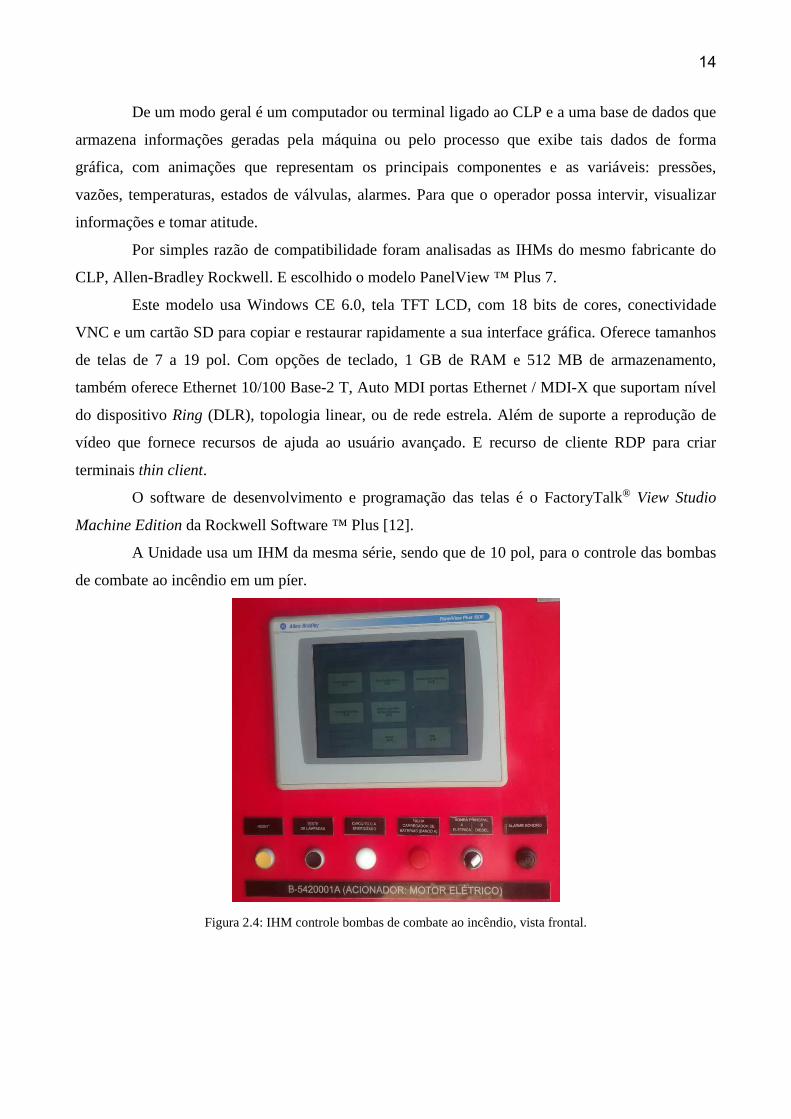
A Unidade usa um IHM da mesma série, sendo que de 10 pol, para o controle das bombas
de combate ao incêndio em um píer.
Figura 2.4: IHM controle bombas de combate ao incêndio, vista frontal.
15
2.4 MCIE – Etapas do Método adotado no projeto das telas da IHM
O Método para Concepção de Interfaces Ergonômicas é uma ferramenta para o
desenvolvimento de interfaces. A qual utiliza uma abordagem centrada no usuário e embasada por
regras ergonômicas.
Foi desenvolvido na Universidade Federal de Campina Grande (UFCG), dentro do
Departamento de Engenharia Elétrica (DEE), pelo Grupo de Interface Homem-Máquina (GIHM). E
consta de três etapas: Análise de Requisitos; Modelagem e Interação e Concepção e Avaliação do
Protótipo.
Uma sequência de atividades foi desenvolvida para abarcar todas as três etapas do método.
De modo que, o MCIE pode aplicado plenamente com a realização da seguinte sequência de
atividades:
1. Descrição textual;
2. Descrição de Objetivos;
3. Análise Crítica de produtos similares;
4. Objetivos de Usabilidade;
5. Perfil do usuário;
6. Descrição da Tarefa;
7. Descrição de Cenários de Interação;
8. Modelo da interação;
9. Projeto Visual;
10. Mecanismos de Ajuda e Navegação;
11. Mecanismos de Monitoração e Controle;
12. Relatório;
13. Testes sobre o projeto.
Todas estas tarefas foram aplicadas na elaboração das novas telas do IHM proposto para
substituição do painel sinótico. O principal objetivo a ser alcançado com esta metodologia é a
obtenção de um produto de interface que: reduza o tempo de treinamento; aumente a produtividade;
aumente a satisfação do usuário; reduza a taxa de erro e reduza os custos de manutenção [13].
16
2.5 Considerações finais
As tecnologias disponíveis para a realização do presente trabalho são de fácil acesso e
conhecimento geral dos profissionais da área de automação. Isto facilita sua realização, pois
simplifica as etapas de empreendimento deste projeto. Por outro lado, algumas destas tecnologias
não estavam disponíveis no ambiente da planta, para uso durante o desenvolvimento.
17
Capítulo 3
Solução Proposta
O mais importante, para o problema em questão, que qualquer melhoria no sistema deve
oferecer, a um processo crítico como a planta de GLP, é o aumento da tolerância à falha. E para
isto, o recurso empregado na solução proposta foi a redundância física. Um sistema de controle em
paralelo ao atual, com uma interface ergonômica, instalação simples e confiabilidade. Como
também, uma solução mais barata que a instalação de outro sistema supervisório.
Para isto, foi definido um IHM da Rockwell e utilizado o MCIE no desenvolvimento das
telas na ferramenta Factorytalk®, um programa proprietário disponibilizado pelo fabricante, cuja
função é criar as telas de interface que serão usadas no IHM.
3.1 Especificação da solução
Foi definido um IHM do mesmo fabricante dos CLPs utilizados, compartilhado a mesma
rede e protocolo de comunicação, porém instalado junto às UIP-3 e UIP-4 (Unidade Intermediária
de Processo), no campo, e em paralelo com o sistema supervisório. O modelo escolhido é o
18
PanelView Plus Terminal 7, com touch screen, tela de 19 pol SXGA, TFT a cores, comunicação
Ethernet DLR, alimentação 24V DC, sistema operacional Windows® CE Pro Licença.
A tecnologia proposta é familiar aos operadores e técnicos de manutenção, posto que segue
os padrões de outros equipamentos existentes na planta e operação de tela sensível ao toque é de
conhecimento geral, visto os novos telefones celulares.
Através da rede Ethernet o dispositivo IHM receberá dos CLPs todos os dados dos
sensores da planta e poderá acionar qualquer atuador da mesma.
A velocidade de comunicação será a mesma que a do supervisório, pois o tipo de rede de
comunicação é mesmo. Com a vantagem da proximidade e de utilizar outro ponto de conexão com
o CLP, ou seja, será evitada a fibra ótica.
Tal proposta solução não afeta um projeto futuro de expansão ou atualização da planta,
porque será um dispositivo a mais a ser instalado na planta e que estará compartilhando a rede em
paralelo com o supervisório.
A escolha do IHM também atende as especificações técnicas e os padrões estabelecidos
pela Empresa.
O projeto pode ser considerado de baixo custo porque o valor total seria o preço do IHM
especificado acrescido apenas da mão de obra de desenvolvimento e configuração das telas. Uma
vez que a solução proposta é apenas a instalação do dispositivo em toda a infraestrutura pronta, uma
interligação simples e direta na rede. Segundo o fornecedor, a IHM especificada custa U$7,051.92,
código: 2711P-T19C22D9P.[14].
3.2 Arquitetura do sistema modificado
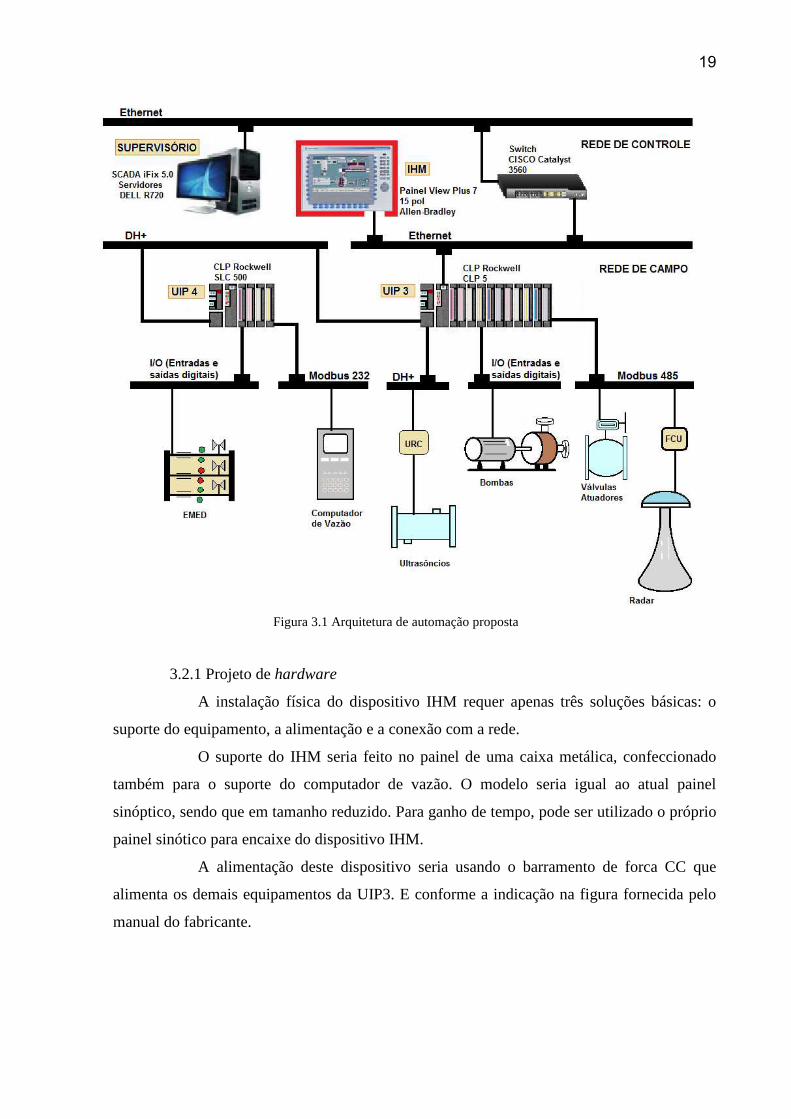
O desenho da arquitetura do sistema modificado mostra a simplicidade da solução. O novo
dispositivo IHM é interligado na rede Ethernet, próximo aos CLPs de campo, no mesmo espaço
físico. Uma ligação por meio de cabo e conector disponibiliza ao IHM todos os dados e opções de
acionamento da planta, através das UIP3 e UIP4, em paralelo ao sistema supervisório.
É dispensado qualquer outro equipamento para interface e também qualquer protocolo de
prioridade de acesso, porque o acesso à sala do IHM é restrito aos operadores por identificação
eletrônica. Uma vez operando o IHM deseja-se a prioridade dele sobre o supervisório.
19
Figura 3.1 Arquitetura de automação proposta
3.2.1 Projeto de hardware
A instalação física do dispositivo IHM requer apenas três soluções básicas: o
suporte do equipamento, a alimentação e a conexão com a rede.
O suporte do IHM seria feito no painel de uma caixa metálica, confeccionado
também para o suporte do computador de vazão. O modelo seria igual ao atual painel
sinóptico, sendo que em tamanho reduzido. Para ganho de tempo, pode ser utilizado o próprio
painel sinótico para encaixe do dispositivo IHM.
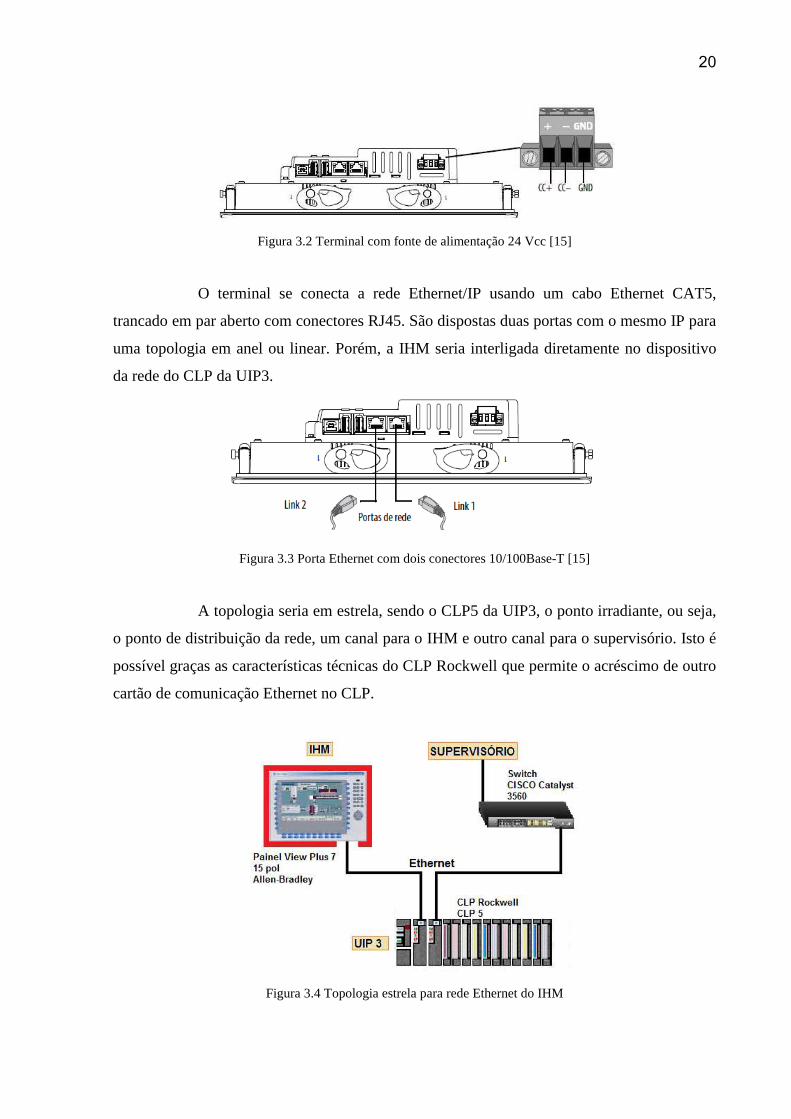
A alimentação deste dispositivo seria usando o barramento de forca CC que
alimenta os demais equipamentos da UIP3. E conforme a indicação na figura fornecida pelo
manual do fabricante.
20
Figura 3.2 Terminal com fonte de alimentação 24 Vcc [15]
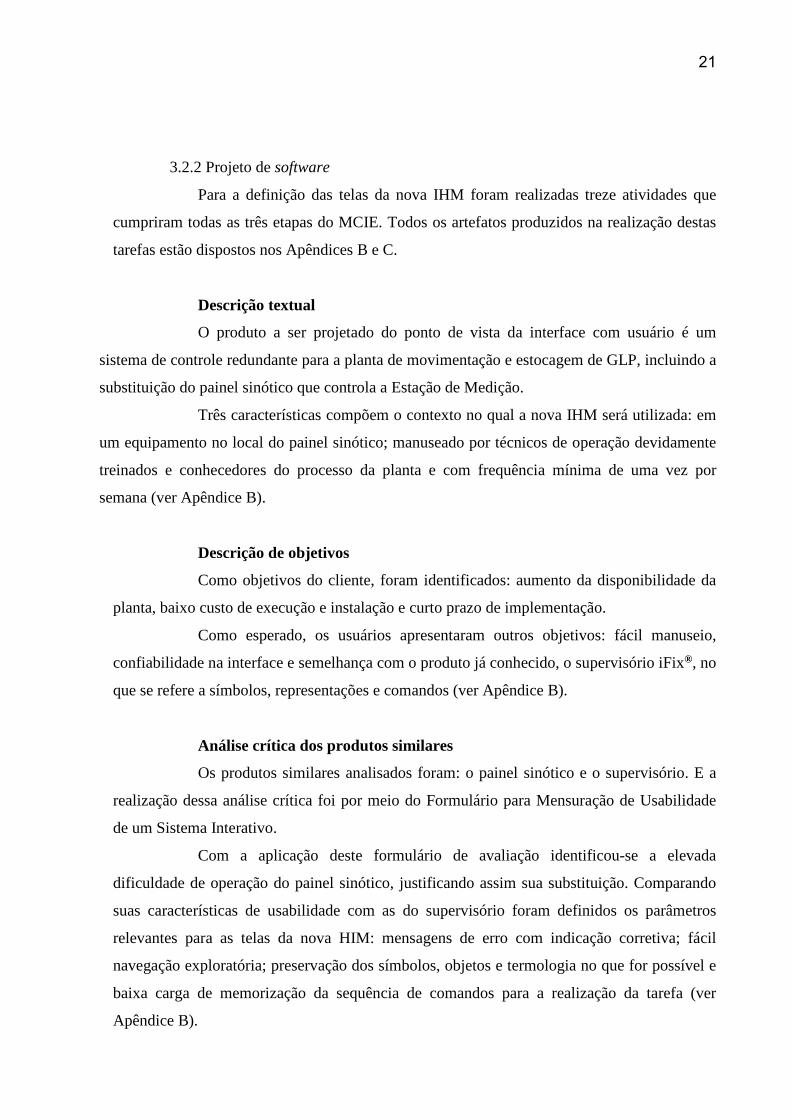
O terminal se conecta a rede Ethernet/IP usando um cabo Ethernet CAT5,
trancado em par aberto com conectores RJ45. São dispostas duas portas com o mesmo IP para
uma topologia em anel ou linear. Porém, a IHM seria interligada diretamente no dispositivo
da rede do CLP da UIP3.
Figura 3.3 Porta Ethernet com dois conectores 10/100Base-T [15]
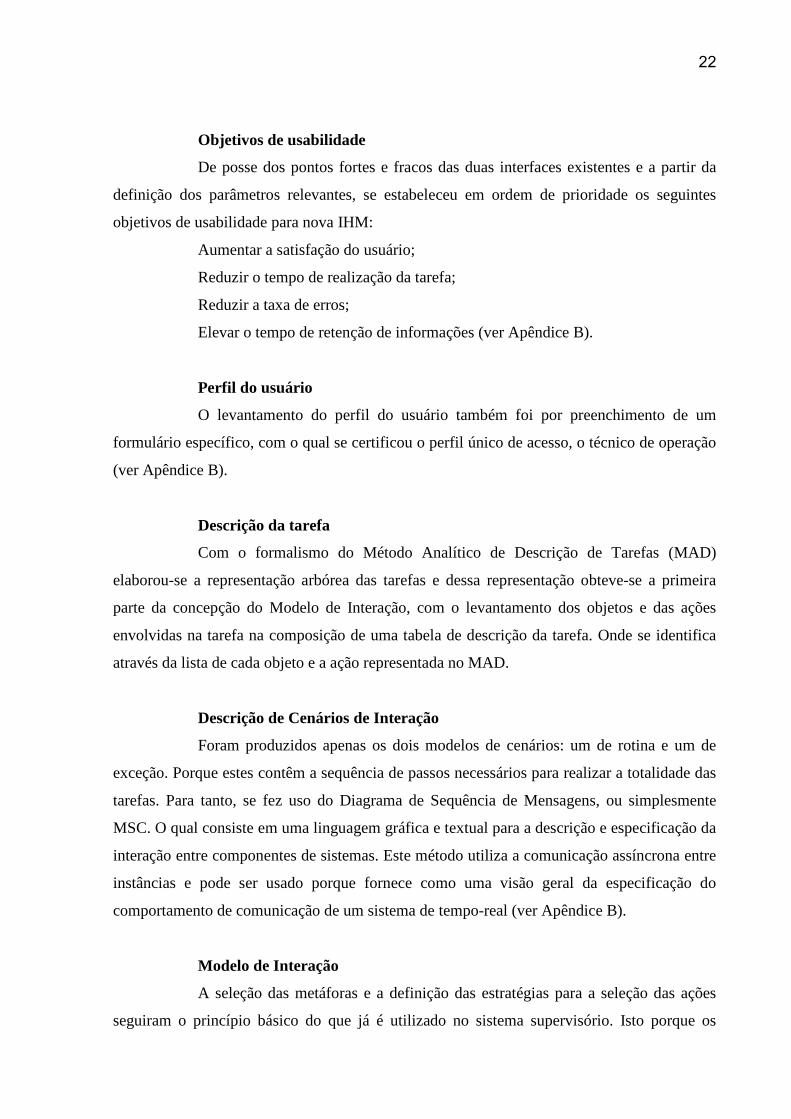
A topologia seria em estrela, sendo o CLP5 da UIP3, o ponto irradiante, ou seja,
o ponto de distribuição da rede, um canal para o IHM e outro canal para o supervisório. Isto é
possível graças as características técnicas do CLP Rockwell que permite o acréscimo de outro
cartão de comunicação Ethernet no CLP.
Figura 3.4 Topologia estrela para rede Ethernet do IHM
21
3.2.2 Projeto de software
Para a definição das telas da nova IHM foram realizadas treze atividades que
cumpriram todas as três etapas do MCIE. Todos os artefatos produzidos na realização destas
tarefas estão dispostos nos Apêndices B e C.
Descrição textual
O produto a ser projetado do ponto de vista da interface com usuário é um
sistema de controle redundante para a planta de movimentação e estocagem de GLP, incluindo a
substituição do painel sinótico que controla a Estação de Medição.
Três características compõem o contexto no qual a nova IHM será utilizada: em
um equipamento no local do painel sinótico; manuseado por técnicos de operação devidamente
treinados e conhecedores do processo da planta e com frequência mínima de uma vez por
semana (ver Apêndice B).
Descrição de objetivos
Como objetivos do cliente, foram identificados: aumento da disponibilidade da
planta, baixo custo de execução e instalação e curto prazo de implementação.
Como esperado, os usuários apresentaram outros objetivos: fácil manuseio,
confiabilidade na interface e semelhança com o produto já conhecido, o supervisório iFix®, no
que se refere a símbolos, representações e comandos (ver Apêndice B).
Análise crítica dos produtos similares
Os produtos similares analisados foram: o painel sinótico e o supervisório. E a
realização dessa análise crítica foi por meio do Formulário para Mensuração de Usabilidade
de um Sistema Interativo.
Com a aplicação deste formulário de avaliação identificou-se a elevada
dificuldade de operação do painel sinótico, justificando assim sua substituição. Comparando
suas características de usabilidade com as do supervisório foram definidos os parâmetros
relevantes para as telas da nova HIM: mensagens de erro com indicação corretiva; fácil
navegação exploratória; preservação dos símbolos, objetos e termologia no que for possível e
baixa carga de memorização da sequência de comandos para a realização da tarefa (ver
Apêndice B).
22
Objetivos de usabilidade
De posse dos pontos fortes e fracos das duas interfaces existentes e a partir da
definição dos parâmetros relevantes, se estabeleceu em ordem de prioridade os seguintes
objetivos de usabilidade para nova IHM:
Aumentar a satisfação do usuário;
Reduzir o tempo de realização da tarefa;
Reduzir a taxa de erros;
Elevar o tempo de retenção de informações (ver Apêndice B).
Perfil do usuário
O levantamento do perfil do usuário também foi por preenchimento de um
formulário específico, com o qual se certificou o perfil único de acesso, o técnico de operação
(ver Apêndice B).
Descrição da tarefa
Com o formalismo do Método Analítico de Descrição de Tarefas (MAD)
elaborou-se a representação arbórea das tarefas e dessa representação obteve-se a primeira
parte da concepção do Modelo de Interação, com o levantamento dos objetos e das ações
envolvidas na tarefa na composição de uma tabela de descrição da tarefa. Onde se identifica
através da lista de cada objeto e a ação representada no MAD.
Descrição de Cenários de Interação
Foram produzidos apenas os dois modelos de cenários: um de rotina e um de
exceção. Porque estes contêm a sequência de passos necessários para realizar a totalidade das
tarefas. Para tanto, se fez uso do Diagrama de Sequência de Mensagens, ou simplesmente
MSC. O qual consiste em uma linguagem gráfica e textual para a descrição e especificação da
interação entre componentes de sistemas. Este método utiliza a comunicação assíncrona entre
instâncias e pode ser usado porque fornece como uma visão geral da especificação do
comportamento de comunicação de um sistema de tempo-real (ver Apêndice B).
Modelo de Interação
A seleção das metáforas e a definição das estratégias para a seleção das ações
seguiram o princípio básico do que já é utilizado no sistema supervisório. Isto porque os
23
operadores já estão habituados e treinados, o que simplifica a implantação do novo sistema de
controle. Assim, foram utilizados os objetos e ações no domínio da interface do supervisório
para associar aos objetos e ações do Modelo da Tarefa.
Então, para as telas principais foi adotado o estilo de interação Interface Gráfica,
com analogias dos equipamentos já conhecidas dos operadores. A manutenção da
representação visual simples atendeu a necessidade de acelerar a construção das novas telas,
sem afetar o aspecto ergonômico.
Também foi preservada a lógica do estilo de interação Janelas para as tarefas de
alteração e programação de valores das variáveis.
Entretanto, para a substituição do painel sinóptico buscou-se criar a tela no estilo
Manipulação Direta, com uma representação a mais análoga possível dos objetos e ações.
Buscando-se com isso a melhoria do critério ergonômico.
A tela sensível ao toque foi escolhida como dispositivo de interação para
manipulação dos objetos e realização das ações. Porque compacta todo novo sistema em
apenas um equipamento.
As metáforas elaboradas para as telas do IHM não diferem das utilizadas no
sistema supervisório, pois os rótulos, os ícones, os botões, as regiões ativas em torno de
objetos e os menus atenderam aos critérios da análise ergonômica. Dispensando assim, a
elaboração de novos desenhos. Porém, alguns pequenos detalhes estão diferentes, em razão
dos recursos disponíveis no programa proprietário da Rockell, específico para elaboração das
telas, o Factorytalk®.
No Apêndice B, está o artefato produzido por esta tarefa, uma lista de Relação
de Metáforas e Manipuladores associados aos Objetos e Ações do Modelo da Tarefa (ver
Apêndice B).
Projeto visual
Por mais clara que estejam dispostas as informações, percepção dos dados e
informações na tela pressupõem um treinamento prévio, uma compreensão do processo e
conhecimento básico da planta. Desse modo, obviamente, os usuários são operadores
treinados com habilidades específicas.
Assim sendo, as novas telas para o IHM seguiram dois pontos de partida
distintos em sua elaboração, no intuito de se evita as falhas típicas no projeto visual. O
primeiro, a adoção das telas do supervisório como modelo básico, inserindo algumas
alterações necessárias para adequação ergonômica. O segundo, a elaboração de outro modelo,
24
completamente diferente das telas utilizadas pelos operadores. Na qual se procurou realizar
uma tela no estilo de interação Manipulação direta (ver Apêndice C).
Nas telas desenhadas utilizando o supervisório como modelo básico, foi
reproduzida distribuição posicional dos símbolos, textos e botões de comando. Seguindo uma
norma interna, foi adotado o seguinte código de cores: a cor preta do fundo de tela; a linha
branca no desenho das figuras; a cor verde para equipamentos dinâmicos parados, e vermelho
para equipamentos dinâmicos ativos. Porém, as cores dos botões do menu foram trocadas para
suavizar, deixar o conjunto mais neutro, no intuito de destacar as informações em tempo real
fornecidas pelos números e cores dos símbolos do processo. As formas de representação dos
equipamentos foram preservadas, mas com um aumento no tamanho para facilitar a seleção
por toque na tela. E as funções foram, simplesmente, transcritas do supervisório para o IHM,
por não haver razões de elaborar outra lógica de comandos.
Uma das caracterizas mais desejáveis em uma tela de IHM é a clareza visual da
informação. Neste intuito, a organização se procurou distribuir com equilíbrio simétrico as
informações, seguindo o princípio de fluxograma. Agruparam-se todas as informações
relevantes para a ação e tomada de decisão para realização das tarefas. As informações foram
separadas em telas para realização de tarefas específicas: preenchimento de dados e alarmes.
Nenhuma mudança nos símbolos nem nas representações foi realizada para
melhorar a percepção nas telas do IHM que estão semelhantes às do supervisório. Porque,
com a experiência, foram consideradas adequadas à capacidade de processamento dos
operadores, ou seja, fáceis de usar, com suficiente clareza visual.
Também foram preservados nas telas para o IHM os recursos de mudança de cor
e pisca nas informações e valores de referência para as variáveis. Com isso, se busca aumentar
a capacidade de discriminação das informações da planta. E melhorar compreensão do
processo. Quanto à manutenção do interesse na tela, nada foi elaborado neste sentido.
Para colaborar com a baixa fadiga ocular o IHM disponibiliza a variação na
intensidade de brilho da tela. E no desenho das telas os textos que indicam valores das
variáveis e identificação dos equipamentos estão escritos com simetria. Assim como, os
gráficos e as disposições de informações. Outro cuidado foi a definição de uma tela por
agrupamentos específicos, ou seja, por subprocesso: transferência, calibração, alarmes, etc.
Proporcionando consistência nas informações dispostas. Por fim, áreas reservadas para o
menu, o que facilita a busca e diminui o movimento ocular. E para facilitar memorização,
capacidade de aprendizado e facilidade de uso.
25
Facilmente se percebe que as telas do supervisório não têm apelo visual. O que
foi seguido nas novas telas para o IHM. As figuram não apresentam grades de contorno, o
tamanho e o alinhamento foram produzidos com outro recurso de diagramação, a semelhança
com um fluxograma.
Na tipografia se utilizou a fonte disponível pela ferramenta Factorytalk®, onde
foram adotados o formato proporcional das letras e o maior tamanho possível para os valores
das variáveis.
De um modo geral as telas são coloridas. Há cores fixas para alguns detalhes das
figuras e símbolos, no intuito de melhor representarem os equipamentos. E há a alteração de
cores dos objetos de acordo com a mensagem que se deseja transmitir ao operador: os botões
alteram sua cor ao serem selecionados, há o pisca de uma faixa entorno em cor amarela dos
valores das variáveis, quando estes chegam próximos ao desejado ou indesejado e é usado o
recurso de barras coloridas simulando a variação de nível do produto nos reservatórios. E
também a alteração do verde para o vermelho indicando o estado de atuação dos
equipamentos.
A justificativa para o uso de várias cores nas telas está no fato que cada cor traz
um significado, representa alguma informação do processo, transmite uma mensagem direta e
sintética do estado da planta.
As ilustrações representam os equipamentos da planta. E os recursos de vídeos,
animações e mini-aplicativos foram descartados porque não compõem o modelo das telas do
supervisório, não são essenciais para a legibilidade dos dados e seus desenvolvimentos
exigiriam esforços acima dos objetivos deste trabalho.
A entrada de dados seria realizada pelo teclado de toque na tela, ativado por
toque no campo de preenchimento, com botões grandes para evitar erros de seleção de tecla.
Os elementos da tela podem ser identificáveis independentemente do seu
conteúdo. Porque a localização de cada informação é consistente, por exemplo: o nível de
cada esfera tem sempre a mesma posição em relação ao desenho representativo do tanque. E
assim são os demais dados e botões de comando, com áreas específicas e agrupamento
coesivo.
Os contrates mantém a consistência visual e operacional, o que colorido é
elemento ativo: válvulas, bombas, etc., o que está desenhado em branco é informação fixa do
processo ou da planta: a indicação da tubulação e do contorno da “tancagem”.
Os dados dispostos na tela não se referem específica mente a uma única tarefa,
mas a uma visão geral de parte do processo, no caso, a tela com a representação da
26
“tancagem” de GLP. Desse modo, melhora o agrupamento coesivo, se minimiza as trocas de
telas, se identifica as relações entre os campos e equipamentos de toda a área de
armazenamento de GLP, se destaca os elementos mais significativos, os equipamentos e
alinhamentos de válvulas, os dados ficam associados aos objetos e as informações relevantes
para as tarefas sem ambigüidades. E facilita a tomada de decisão nas tarefas complexa, que
exigem o acesso ao maior volume de dados, sem a necessidade de memorização e troca de
tela na busca.
O operador não precisa memorizar os valores das variáveis que são utilizadas na
tarefa de transferência de GLP. Pois, estão todas dispostas na mesma tela.
Na codificação das informações foi dispensado o método alfanumérico e foram
utilizadas as formas geométricas para assemelhar o símbolo aos contornos reais dos elementos
representados, as variações de linhas para representar a tubulação e o fluxograma do processo,
a proporcionalidade dos tamanhos, para que cada objeto represente melhor se respectivo
elemento da planta, e como já fora dito, cores e elementos piscantes, para destacar itens de
importância.
Por fim, houve o devido cuidado em evitar informações inúteis, cores
desnecessárias e símbolos decorativos. Com isto procurou-se aumentar a legibilidade das
informações.
Nas telas desenhadas utilizando outro modelo, completamente diferente das telas
do supervisório, foi mantida a mesma lógica de agrupamento de objetos a partir de relações
significativas, ou seja, em uma tela são representados os equipamentos da EMED e os
comando para calibração. Entretanto, as formas dos símbolos são diferentes e há mais cores
na tela. A fonte de título foi aumentada e a ocupação do espaço na tela aumentou.
Uma vez descartado o modelo de fluxograma, a posição dos objetos seguiu a
lógica da representação fotográfica da área de produção, a posição real de cada equipamento
na planta. As cores, vermelho para equipamento ativo e verde para equipamento inativo,
foram preservadas. E as funções de comando também são as mesmas. Com este modele
procurou-se refletir adequadamente a percepção humana da planta. Facilitando a capacidade
de processamento dos dados de processo pelo usuário.
O desenho da tela buscando uma representação fotográfica da EMED ajuda na
compreensão do processo de calibração e aumenta a capacidade de discriminação dos dados.
Embora, apenas um Ramal é representado e a informação de qual dos três Ramais está em
operação é por um quadro título.
27
O movimento dos olhos dos operadores é tão reduzido quanto nas telas
semelhantes ao supervisório. Com a vantagem dos dados e equipamentos terem um tamanho
maior. E a intensidade do brilho da tela, com já foi dito, pode ser modulado por um comando
disponível no IHM.
A tela de calibração da EMED substitui o painel sinóptico. Por isso, se explorou
novos recursos visuais, todavia, foram mantidas as informações originais do painel, como o
“barragrafi” que indica a abertura da válvula controladora e as indicações dos valores de
pressões e temperaturas. Nesta adaptação para a nova mídia foram inseridos outros campos
com valores de variáveis os quais dispensam que o operador vá consultar junto ou
equipamento ou na tela do computador de vazão, como os valores de densidade.
Não foram utilizadas grades nem guia para ajudar na visualização da tela. O
desenho toma toda a tela com os botões e gráficos sobre o mesmo.
A mesma tipográfica das outras telas foi utilizada, com uma variação maior de
tamanho dos textos. O título e as identificações dos equipamentos (tags) têm letras maiores
que no outro modelo. As letras são monoespaçadas e o contraste não foi mais produzido com
branco no preto.
O uso da cor seguiu em sentido oposto às orientações monocromáticas.
Procurou-se harmonia e legibilidade na utilização de muitas cores, sempre com o intuito de
representar melhor a área de processo.
A cores prioritárias que indicam informações do processo foram mantidas em
suas funções e as demais atenuadas em seu brilho. De modo que, ocorresse o mesmo efeito de
destaque no contraste.
Toda tela é uma ilustração com o objetivo de despertar o interesse e a atenção do
operador e transmitir de uma só vez a explicação do que se trata a tarefa a ser executada nesta
tela. Não houve a preocupação com o tempo de processamento da imagem na tela do IHM
porque a ferramenta Factorytalk® reproduz instantaneamente todo o desenho nela construído.
Foi inserido na tela um recurso de movimento indicando quando o calibrador
estiver atuado. Desse modo, o operador pode rapidamente perceber a situação da tarefa e
interferir com mais segurança. Porém, não se considerou necessário utilizar miniaplicativos,
animações ou sons.
Embora, a modelagem dos objetos seja diferente, os conceitos de operação e
realização das tarefas são os mesmos para todas as telas. Aproveitando o aprendizado do
funcionamento do sistema supervisório.
28
A tela de calibração da EMED desenhada no IHM facilita a realização da tarefa
porque substitui o uso direto do computador de vazão, o qual oferece uma interface não
ergonômica. No IHM o operador encontra todas as informações necessárias para a realização
da tarefa, valores de pressão, temperatura, densidade e estado operacional de cada
equipamento. Os comandos são por toque e há indicação de retorno para a avaliação de cada
ação. A facilidade de discriminação é obtida com códigos multidimensionais nos botões de
atuação, com o agrupamento de dados e recursos na mesma tela. Com isto, se dispensa o guia
rápido em papel e/ou a memorização dos comandos do computador de vazão, na realização da
tarefa de calibração. Como também, diminui o tempo de aprendizado e agiliza a realização da
atividade. Oferecendo, simultaneamente, confiabilidade no julgamento dos dados por causa da
consistência da percepção do processo real.
A função de entrada de dados é feita por um teclado virtual projetado por cima
da própria tela de controle. É um recurso típico dos HIMs da Rockwell. Quando o operador
toca no campo que deseja inserir uma informação surgi o teclado alfanumérico.
Para a clareza visual das informações na tela, a organização dos dados foi
disposta no desenho do equipamento e em posições semelhantes à disposição no campo. O
agrupamento permite a realização de duas tarefas: calibração e seleção do Ramal de medição
para a transferência de GLP. Por isso, apenas foram dispostas as informações relevantes,
através de elementos identificáveis facilmente. Ou seja, os detalhes estruturais da planta não
foram desenhados, ou foram simplificados. Já os equipamentos como as válvulas e o
provador, foram detalhados a ponto de uma representação inequívoca, para o operador que já
foi ao campo.
Neste sentido o posicionamento na tela de cada símbolo e desenho
representativo dos equipamentos segue igual à disposição no campo. E na localização dos
componentes com os dados buscou-se o equilíbrio simétrico do conjunto. Também, foi
mantida a localização do menu principal, idêntica a todas as telas.
Para chamar a atenção do operador à indicação de qual o Ramal está em
operação foi utilizado um quadro de texto em destaque. Assim, a tomada de decisão e a
realização da ação podem ser feitas sem a ambiguidade da confusão entre os Ramais.
A relação entre os campos e rótulos não segue a idéia de um fluxograma
tradicional, lembra uma fotografia da área operacional. Desse modo, o equilíbrio e a simetria
ficam justificados e a inter-relação entre os dados e objetos fica facilmente percebida. O
destaque dos elementos mais significativos não foi necessário, pois, como em um quadro real,
a distinção deve ser feita pelo operador.
29
Sem dúvida a tela tem características de tarefas complexas. Nela está disposto o
maior volume de informações necessárias à tomada de decisão na realização da tarefa, com
agrupamento e códigos multidimensionais. Em outras palavras, o operador ao olhar para tela
ele identifica os comandos, os desenhos que representam os equipamentos e visualiza os
dados das variáveis. Sem que haja um esforço de memória ou de interpretação de códigos.
Três métodos codificação foram utilizados para a constituição da tela: elementos
piscantes; códigos multidimensionais e o desenho do equipamento real de campo. Os
elementos piscantes têm a mesma função em todas as telas, fazem o destaque de valores das
variáveis. Os códigos multidimensionais foram utilizados para a representação dos botões de
comandos. E o desenho dos equipamentos agiliza a transmissão, sempre complexa, de
identificação de cada componente da planta. Por conseguinte, independente das características
particulares de cada operador, se o mesmo já teve contato com o equipamento na área de
produção, vai imediatamente identificar sua representação na tela.
O resultado final foi a concepção de três famílias de telas, e a produção da tela
principal de cada uma destas famílias (ver Apêndice C).
A primeira família é das telas que replicam o supervisório, para qual foi
reproduzida a tela principal da planta de GLP. E que permite o controle geral das tarefas de
movimentação e estocagem do produto. Por meio dela, é possível saber a quantidade de
produto armazenada, se há movimentação e qual o sentido, saída ou entrada, quais os
equipamentos ativos e quais inativos e os valores das principais variáveis. Porém, não é uma
cópia exata das telas do supervisório, houve a adaptação do tamanho dos símbolos e objetos,
para facilitar o acionamento por toque de tela, juntamente com a mudança da funcionalidade
no comando de ativação dos atuadores. Enquanto que no supervisório, ao atuar sobre o
símbolo de um equipamento, é aberta uma tela de diálogo com as escolhas: ligar, desligar,
rearmar e manutenção; na tela do IHM ao toque no objeto ele muda a condição de aberto para
fechado, ou vice e versa, sem o uso da tela de diálogo. Caso o equipamento não reporte uma
informação ou esteja sem comunicação, o objeto adquire a cor lilás, como ocorre no
supervisório. E caso o equipamento esteja fora de operação, é possível alterar a cor para
amarelo por meio de mudança na programação da tela, um recurso que só pode ser feito pela
equipe de automação, mas não causa qualquer impacto no sistema e é implantado sem parada.
Foi replicada do supervisório a mudança de cor do número, de acordo com o valor da
variável, verde para indicações dentro dos limites estabelecidos e a cor vermelha para
indicações fora dos limites. E a indicação em branco para as válvulas sem indicação de
30
posição, ou seja, apenas na área é possível saber se está aberta ou fechada (ver primeira figura
do Apêndice C).
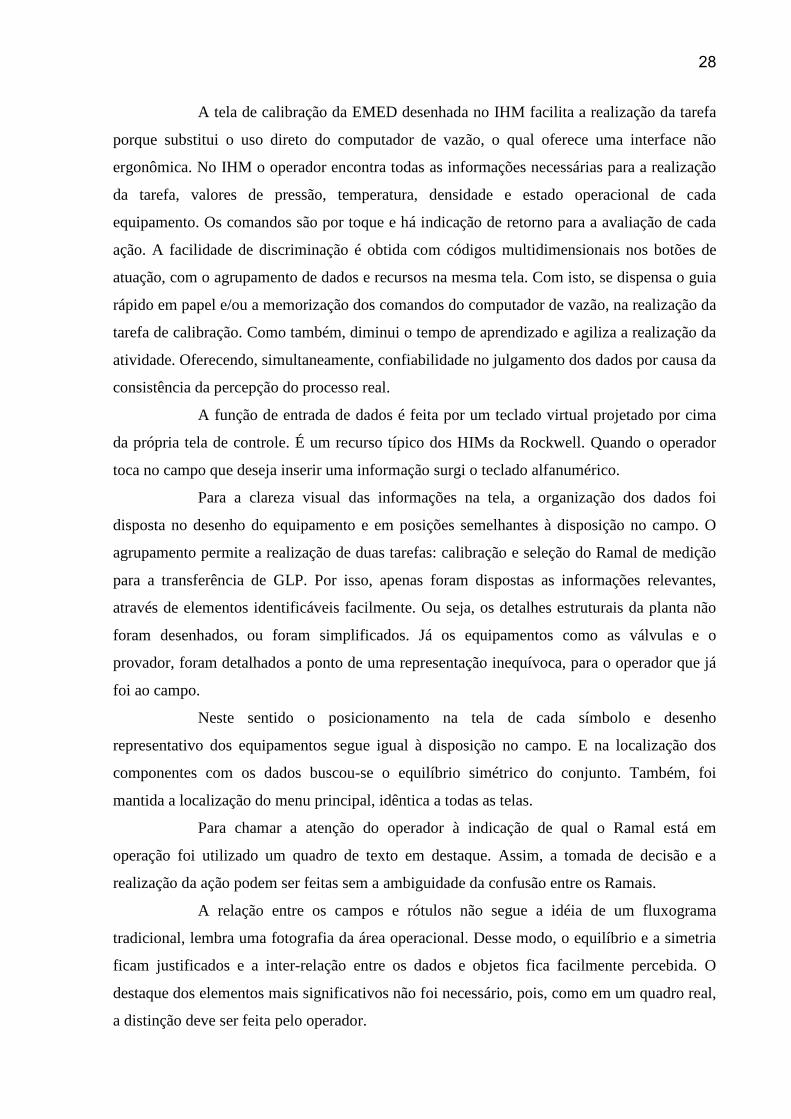
Na figura 3.5 há os objetos que representam as bombas de movimentação do
GLP, com as válvulas, os sensores de gás e o desenho de linhas que indicam a tubulação. A
bomba D, em vermelho, está ativa, a bomba C, em verde está parada, as válvulas MV063,
MV065 e MV066 estão abertas, as válvulas MV064 e VES-030 estão fechadas, a válvula
VRE033 não tem indicação de posição e a válvula VES-030 não tem atuador automático, a
válvula MV-067 perdeu a comunicação e os sensores AT-13 e AT-14 indicam que a área está
livre de concentração de gás. O valor da variável de pressão na saída da bomba C, em
vermelho, indica um valor fora do limite estabelecido, os demais valores de pressão, em
verde, reportam normalidade do processo.
Figura 3.5 Parte da tela com as bombas, válvulas, sensores e variáveis.
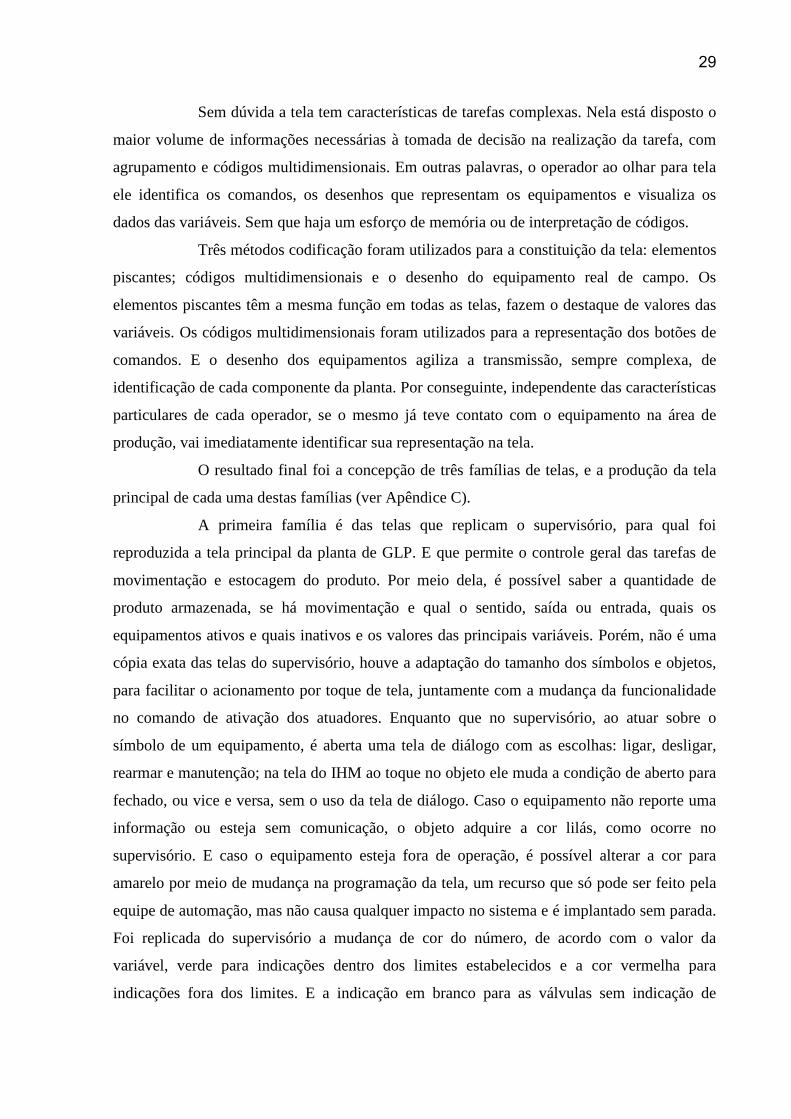
Na figura 3.6 há os objetos que representam as válvulas os valores das pressões
na saída da EMED. As válvulas MV069, MV-071 e MV047, em amarelo, estão indicando
seus atuadores em manutenção.
Figura 3.6 Parte da tela com as válvulas na saída da EMED.
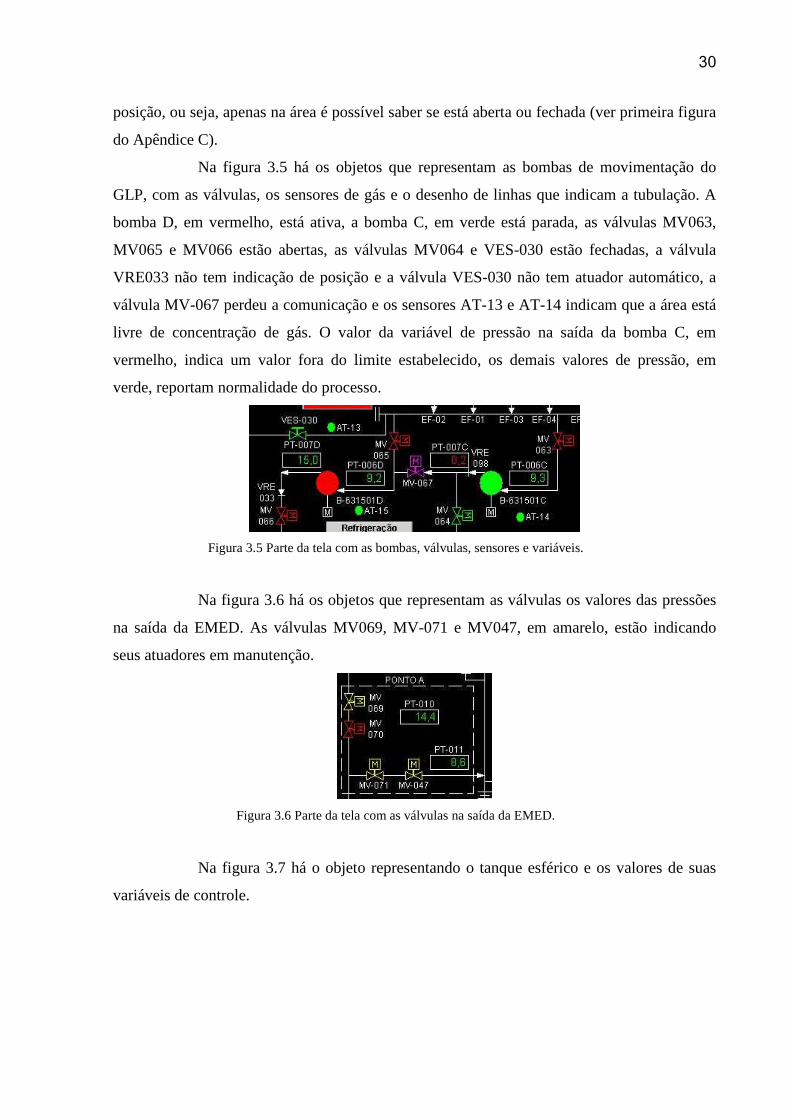
Na figura 3.7 há o objeto representando o tanque esférico e os valores de suas
variáveis de controle.
31
Figura 3.7 Parte da tela com o tanque esférico, suas variáveis e sensores.
A segunda família é das telas desenvolvidas pelo MCIE, criadas para o controle
da tarefa de calibração das turbinas de vazão. Representam cada um dos ramais de medição da
EMED, com seus equipamentos e suas variáveis. O aspecto geral das telas faz referência a
uma fotografia da área, como se o operador estivesse atuando na planta olhando pela janela. O
uso destas telas dispensa a interface não ergonômica do computador de vazão e do painel
sinóptico. Embora os desenhos dos objetos sejam totalmente diferentes para os mesmos tipos
de equipamentos na primeira família, a lógica de operação está preservada. Assim sendo, um
equipamento atuado é representado na cor vermelha e quando está parado é representado na
cor verde. Os números dos valores das variáveis fora dos limites se destacam em vermelho. E
as válvulas em transito, entre o estado aberto e fechado, em azul. No Apêndice C, a segunda
figura simula a condição de operação do Ramal 1, quando o mesmo está faturando o GLP
transferido. Na terceira figura, simula a calibração da turbina no Ramal 2. E na quarta figura
do Apêndice C, o Ramal 3 fora de operação.
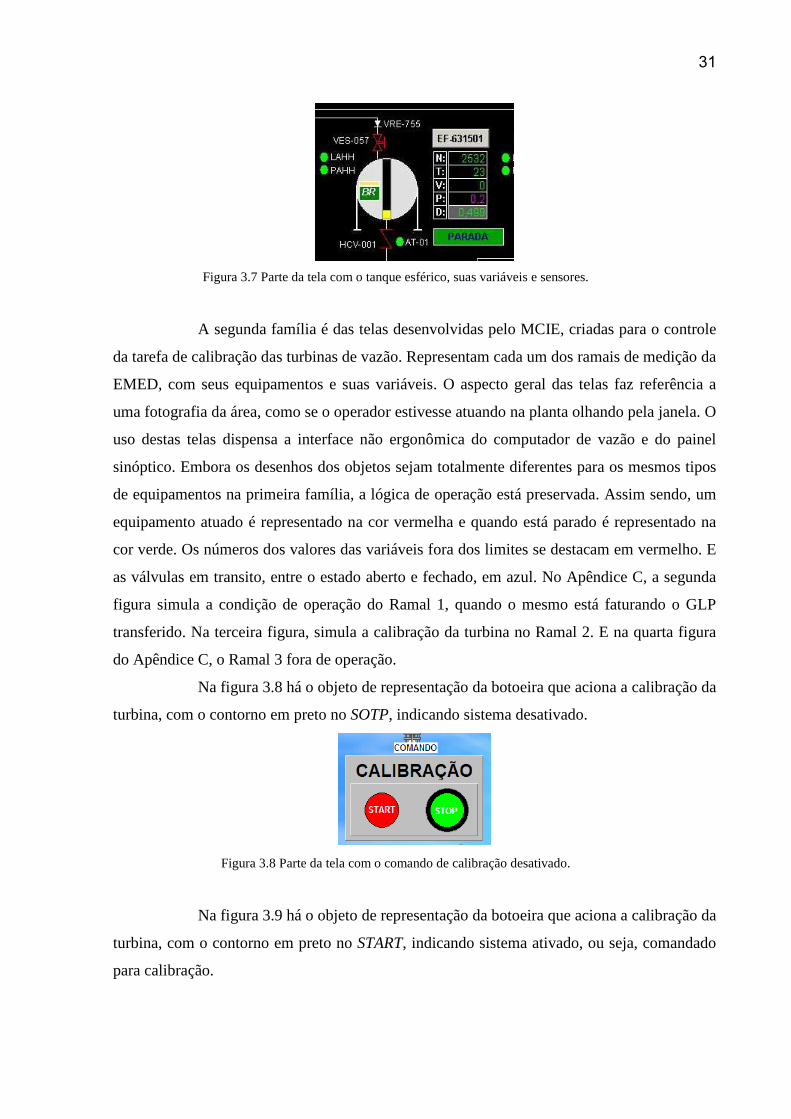
Na figura 3.8 há o objeto de representação da botoeira que aciona a calibração da
turbina, com o contorno em preto no SOTP, indicando sistema desativado.
Figura 3.8 Parte da tela com o comando de calibração desativado.
Na figura 3.9 há o objeto de representação da botoeira que aciona a calibração da
turbina, com o contorno em preto no START, indicando sistema ativado, ou seja, comandado
para calibração.
32
Figura 3.9 Parte da tela com o comando de calibração ativado.
Na figura 3.10 há o objeto de representação da botoeira que aciona a bomba
hidráulica, com a luz verde acima do botão verde e a luz cinza acima do botão vermelho,
indicando a bomba desligada.
Figura 3.10 Parte da tela com o comando das bombas hidráulicas.
Na figura 3.11 há os objetos que representam a válvula de controle de vazão do
Ramal 1, FCV 111, e a válvula de bloqueio do mesmo ramal, MOV 112, com cores
vermelhas, indicando que as mesmas estão abertas.
Figura 3.11 Parte da tela com as válvulas do ramal atuadas.
Na figura 3.12 há o objeto de indicação do percentual de abertura da válvula de
controle do Ramal 1, FCV 111, a barra em amarelo movimenta-se em função do sinal de
atuação da válvula.
Figura 3.12 Parte da tela com a indicação de abertura da válvula de controle.
33
Na figura 3.13 há os objetos que representam a válvula de bloqueio do provador,
MOV 211, e a válvula de controle de vazão do mesmo, FCV 112, na cor verde, indicando que
as mesmas estão fechadas.
Figura 3.13 Parte da tela com as válvulas do provador fechadas.
Na figura 3.14 há os objetos que representam o funcionamento da turbina de
medição com os dois canais em vermelho indicando chegada norma do sinal de cada um,
como também, o valor do fator mensurado pela turbina.
Figura 3.14 Parte da tela com a indicação de vazão na turbina.
Na figura 3.15 há os objetos que as variáveis de pressão e temperatura do
provador, com as cores vermelha, para valor fora dos limites, e a cor verde para o valor dentro
dos limites.
Figura 3.15 Parte da tela com a indicação das variáveis do provador.
Na figura 3.15 há o objeto que representa o funcionamento do sensor diferencial
de pressão do filtro, com a cor vermelha na sinalização e no número indicando que há uma
obstrução acima do aceitável no equipamento, quanto em estado aceitável, a cor muda para
verde.
34
Figura 3.15 Parte da tela com indicação de sensor diferencial de pressão.
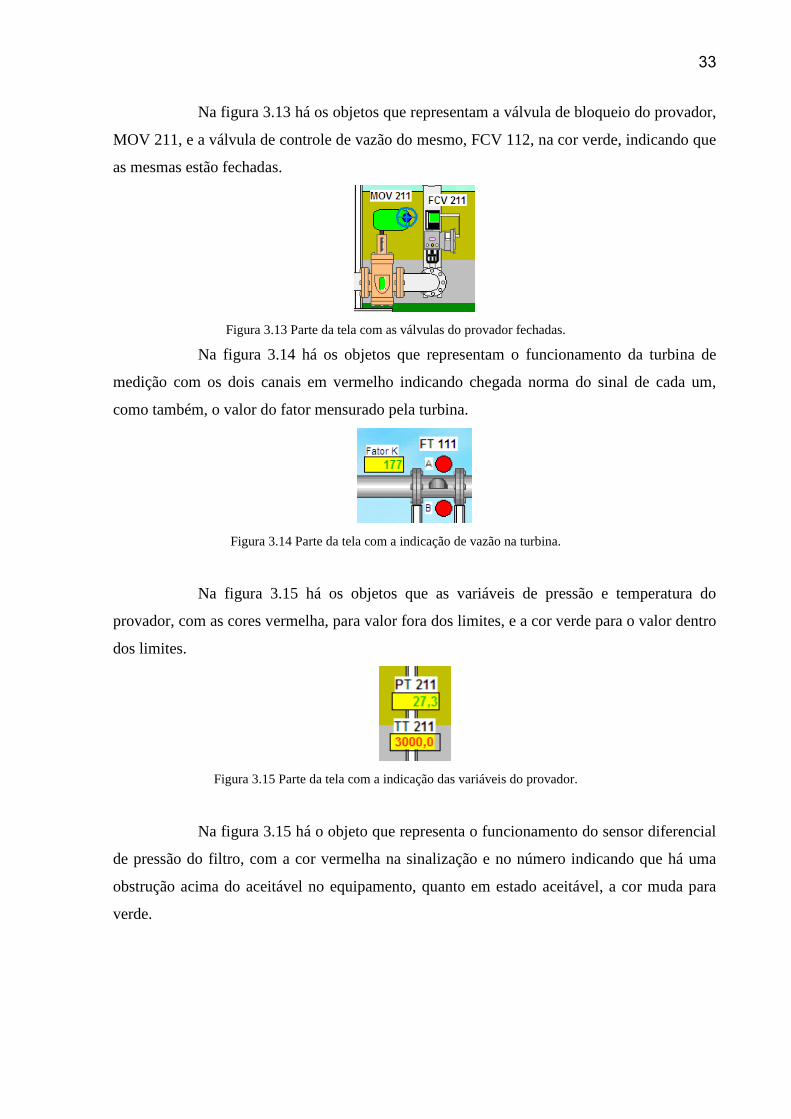
Na figura 3.16 há os objetos que representam o sistema de calibração da turbina
ativado, com seus equipamentos em vermelho.
Figura 3.16 Parte da tela com o sistema de calibração ativado.
Na figura 3.17 há os objetos que representam a indicação de abertura percentual
das válvulas controladoras, do ramal e do provador, totalmente fechadas.
Figura 3.17 Parte da tela com a indicação de abertura percentual das válvulas controladoras.
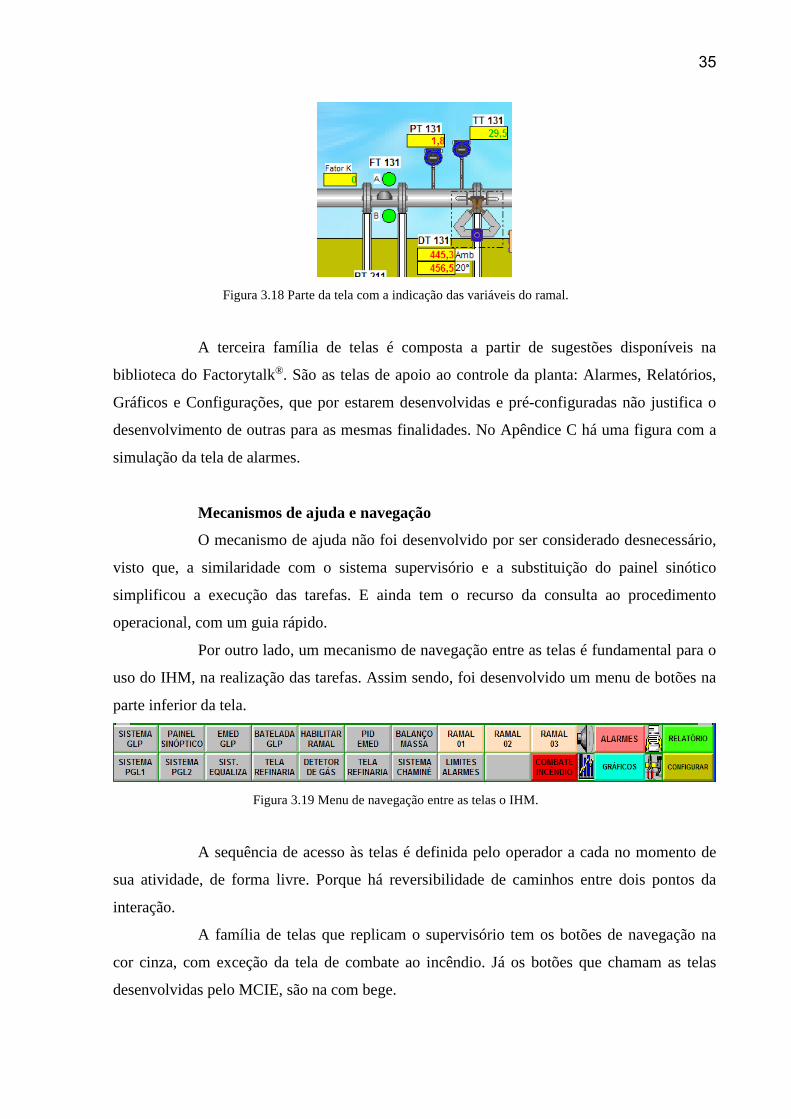
Na figura 3.18 há os objetos que representam as variáveis de pressão e
temperatura do ramal, com cores distintas, entre verde e vermelho, conforme atender ao não
os limites de segurança estabelecidos.
35
Figura 3.18 Parte da tela com a indicação das variáveis do ramal.
A terceira família de telas é composta a partir de sugestões disponíveis na
biblioteca do Factorytalk®. São as telas de apoio ao controle da planta: Alarmes, Relatórios,
Gráficos e Configurações, que por estarem desenvolvidas e pré-configuradas não justifica o
desenvolvimento de outras para as mesmas finalidades. No Apêndice C há uma figura com a
simulação da tela de alarmes.
Mecanismos de ajuda e navegação
O mecanismo de ajuda não foi desenvolvido por ser considerado desnecessário,
visto que, a similaridade com o sistema supervisório e a substituição do painel sinótico
simplificou a execução das tarefas. E ainda tem o recurso da consulta ao procedimento
operacional, com um guia rápido.
Por outro lado, um mecanismo de navegação entre as telas é fundamental para o
uso do IHM, na realização das tarefas. Assim sendo, foi desenvolvido um menu de botões na
parte inferior da tela.
Figura 3.19 Menu de navegação entre as telas o IHM.
A sequência de acesso às telas é definida pelo operador a cada no momento de
sua atividade, de forma livre. Porque há reversibilidade de caminhos entre dois pontos da
interação.
A família de telas que replicam o supervisório tem os botões de navegação na
cor cinza, com exceção da tela de combate ao incêndio. Já os botões que chamam as telas
desenvolvidas pelo MCIE, são na com bege.
36
Figura 3.20 Parte do menu de navegação com os botões das telas de calibração.
As telas adotadas da biblioteca do Factorytalk® são coloridas com uma figura
ilustrativa associada.
Figura 3.21 Parte do menu de navegação com os botões das telas de apoio.
Mecanismos de monitoração e controle
Uma vez instalado o IHM e iniciado o seu uso por parte dos operadores, seriam
por meio de três ferramentas: um canal específico de comunicação no sistema de
correspondência interna da Empresa, de modo que, os operadores podem a qualquer horário
registrar dúvidas, falhas e sugestões; a aplicação de um questionário de avaliação com os
operadores; por fim, detectadas as falhas, se faz a correção, pois o equipamento e a ferramenta
permitem alterações à quente.
3.2.2.1 Programação das telas
O FactoryTalk® View Site Edition é um conjunto de softwares integrados
para desenvolvimento e operação das aplicações em interface IHM que envolve diversos
servidores e usuários distribuídos em uma rede ou apenas uma máquina e um usuário. Neste
conjunto estão disponibilizadas as ferramentas para a criação de aplicações de controle
supervisório e monitoração do processo. Foi desenvolvido para ser usado com os sistemas
operacionais Microsoft.
Em uma aplicação local, opção utilizada para desenvolvimento e
simulação deste projeto, todos os componentes da aplicação estão localizados em um único
computador [15].
37
3.3 Validação dos resultados
A indisponibilidade de acesso à planta para testes impôs limitações aos testes, porém a
validação dos resultados foi possível através da simulação com o emulador do CLP.
3.3.1 Simulação do uso das telas a partir do emulador do CLP
Por simulação: as famílias de telas foram construídas, a partir do método MCIE,
e usando a ferramenta Factorytalk®, instalado em um computador doméstico. Por outro lado,
o emulador da Rockell para a linha de CLP 5, demanda uma licença a qual não foi liberada
pela empresa.
No entanto, as telas foram discutidas utilizando heurística com especialistas em
interfaces no LIHM. A partir da discussão foram feitas sugestões as quais foram incorporadas
ao projeto de telas.
Figura 3.22Ambiente de simulação para validação dos resultados
3.3.2 Integração ao sistema em operação
Para que o sistema pudesse ser instalado na planta são exigidos resultados de
simulação os quais não foram alcançados por restrições de tempo do projeto e da
inexperiência do aluno neste assunto. No entanto, os testes da IHM demonstraram a
viabilidade da solução do ponto de vista de representação da informação.
3.4 Considerações finais
O uso do método de concepção de interfaces ergonômicas facilitou o desenvolvimento das
telas e o recurso de emulação o CLP possibilitou a validação dos resultados. Com isso, a solução
revelou-se exequível como esperado.
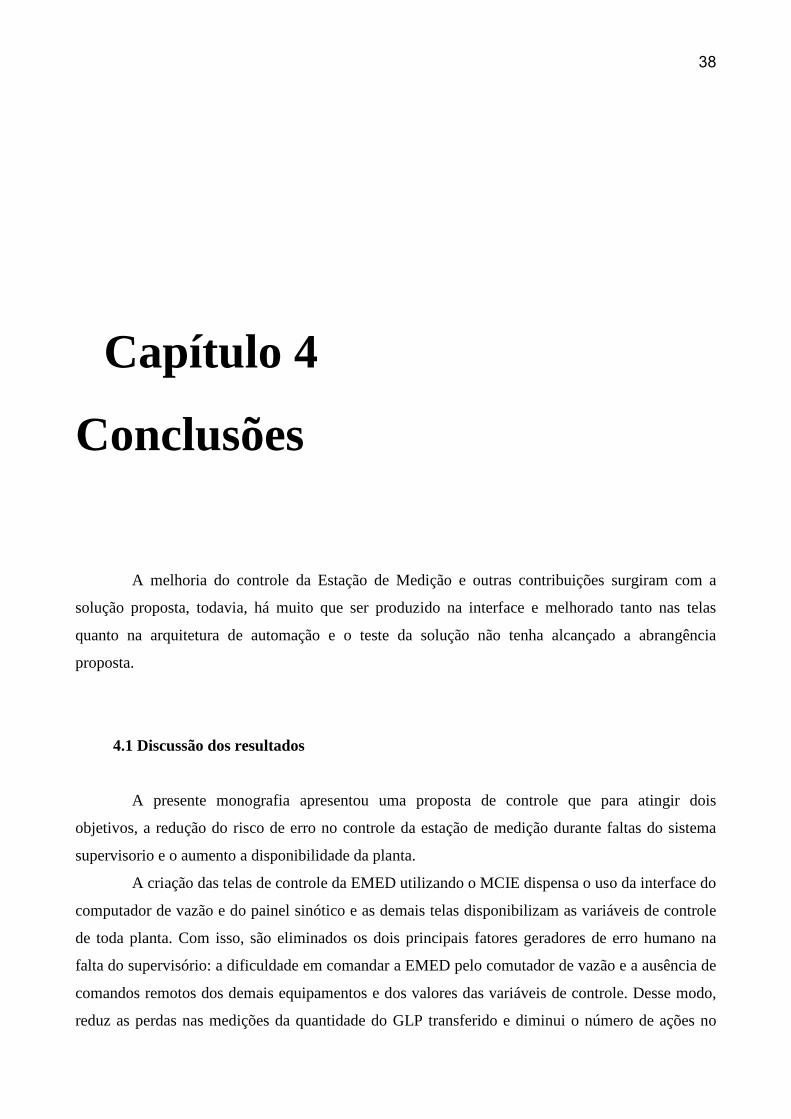
38
Capítulo 4
Conclusões
A melhoria do controle da Estação de Medição e outras contribuições surgiram com a
solução proposta, todavia, há muito que ser produzido na interface e melhorado tanto nas telas
quanto na arquitetura de automação e o teste da solução não tenha alcançado a abrangência
proposta.
4.1 Discussão dos resultados
A presente monografia apresentou uma proposta de controle que para atingir dois
objetivos, a redução do risco de erro no controle da estação de medição durante faltas do sistema
supervisorio e o aumento a disponibilidade da planta.
A criação das telas de controle da EMED utilizando o MCIE dispensa o uso da interface do
computador de vazão e do painel sinótico e as demais telas disponibilizam as variáveis de controle
de toda planta. Com isso, são eliminados os dois principais fatores geradores de erro humano na
falta do supervisório: a dificuldade em comandar a EMED pelo comutador de vazão e a ausência de
comandos remotos dos demais equipamentos e dos valores das variáveis de controle. Desse modo,
reduz as perdas nas medições da quantidade do GLP transferido e diminui o número de ações no
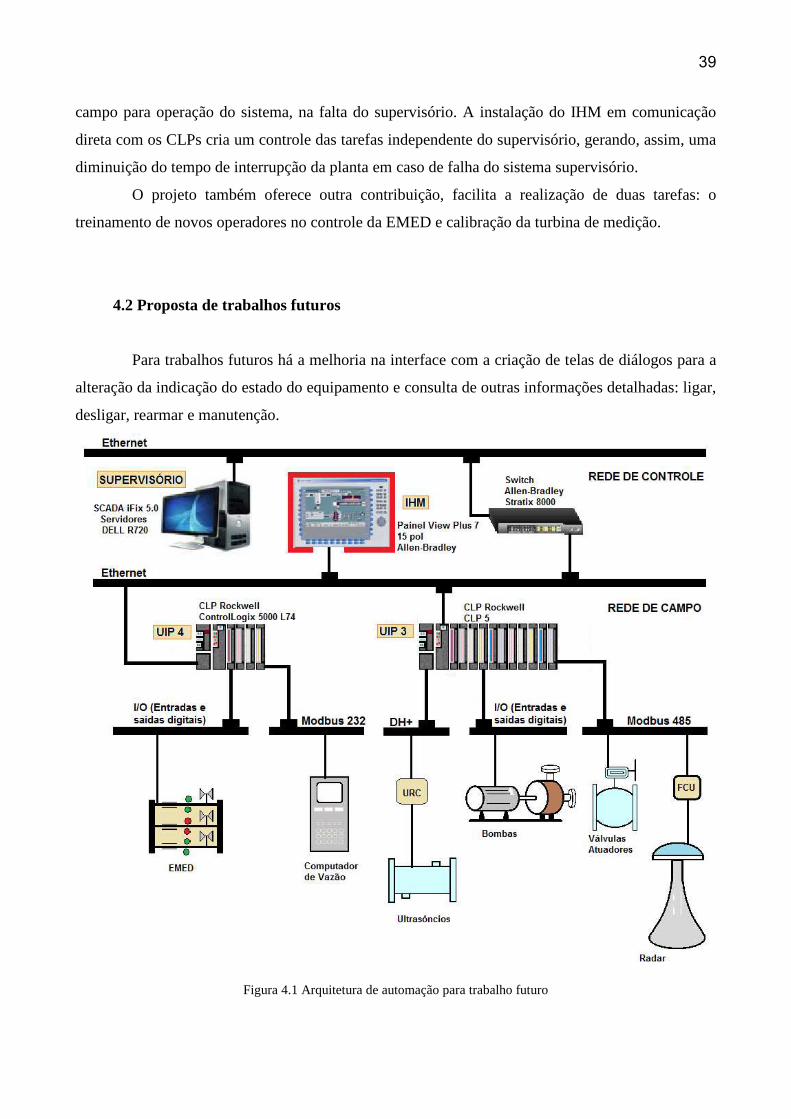
39
campo para operação do sistema, na falta do supervisório. A instalação do IHM em comunicação
direta com os CLPs cria um controle das tarefas independente do supervisório, gerando, assim, uma
diminuição do tempo de interrupção da planta em caso de falha do sistema supervisório.
O projeto também oferece outra contribuição, facilita a realização de duas tarefas: o
treinamento de novos operadores no controle da EMED e calibração da turbina de medição.
4.2 Proposta de trabalhos futuros
Para trabalhos futuros há a melhoria na interface com a criação de telas de diálogos para a
alteração da indicação do estado do equipamento e consulta de outras informações detalhadas: ligar,
desligar, rearmar e manutenção.
Figura 4.1 Arquitetura de automação para trabalho futuro
40
E na arquitetura há uma fragilidade, o CLP da UIP4 depende do CLP da UIP3 para
comunicação como o supervisório, se houver um desligamento, por qualquer razão, da UIP3, se
perde, conjuntamente, a UIP4. A sugestão de solução é a troca do switch atual, produzido pela
Cisco, por um da Allem-Bradley, o Stratix 8000. Com isto, os quatro equipamentos: o CLP da
UIP3, o CLP da UIP4 e o IHM podem ser conectados por cabo Ethernet diretamente ao switch.
Tornando cada um destes equipamentos independentes na comunicação entre si e com o sistema
supervisório. Em caso de uma falta, é evitado e efeito cascata.
Portanto, considera-se que os objetivos propostos para este trabalho foram alcançados, em
sua maioria e como conquista adicional espera-se poder implantar esta solução no ambiente da
planta estudada.
41
Referências Bibliográficas
[1] FICHA DE INFORMAÇÃO DE SEGURANÇA DE PRODUTO QUÍMICO –
FISQP. Obtida na página oficial da Distribuidora LIQUIGAS. Disponível em
https://www.liquigas.com.br/wps/wcm/connect/a94a95004640d0be8ce7cddd29
47447b/FISPQ+GLP+2013.pdf?MOD=AJPERES. Acesso em: 19 de julho de
2015.
[2] FONCECA, Marcos de Oliveira. Comunicação OPC – Uma abordagem
prática, VI Seminário de Automação de Processos, Associação Brasileira de
Metalurgia e Materiais, 9-10 de outubro de 2002 – Vitória – ES, Brasil.
[3] GE Intelligent Plarforms. Serviços de Treinamento. Fundamentos do Proficy™
HMI/SCADA iFix , GFS-154C. São Paulo, 2011. v. 1 de 2.
[4] Cisco Systems, Inc. (2015). Cisco Catalyst 3560 Serie Switch. Acesso em 15 de
novembro de 2015, disponível em Cisco:
http://www.cisco.com/c/en/us/products/collateral/switches/catalyst-3560-series-
switches/product_data_sheet09186a00801f3d7d.html
[5] Rockwell Automation (2015). SLC 500 Controllers. Acesso em 17 de novembro
de 2015, disponível em Allen-Bradley:
http://ab.rockwellautomation.com/Programmable-Controllers/Small-Control-
Systems
[6] AB Allen-Bradley Company, Inc. (2015). Data Highway / Data Highway Plus /
Data Highway II / Data Highway-485Cable. Installation Manual . Publicação
1770-6.2.2, Abril 1994. Acesso em 28 de novembro de 2015, disponível em
Allen-Bradley:
http://literature.rockwellautomation.com/idc/groups/literature/documents/um/17
70-um022_-en-p.pdf
42
[7] AB Allen-Bradley Company, Inc. Módulo de Interface de Comunicação
Ehertner ContolLogix, Manual do Usuário. Publicação 1756-UM051B-PT-P
- Novembro 2000
[8] ANDRADE, Luís César Cardoso de. Treinamento Básico de Estação de
Medição – EMED. Rio de Janeiro: Transpetro, [200?]. 70slides, color.
[9] AMERICAN PETROLEUM INSTITUTE. Manual of Petroleum Measurement
Standards, Flow Measurement Using Electronic Metering Systems,
Electronic Liquid Volume Measurement Using Positive Displacement and
Turbine Meters; API MPMS 21.2. Washington: June 1998.
[10] Altus Sistemas de Automação S/A. (2015). Redundância. Acesso em 25 de
novembro de 2015, disponível em Altus:
http://altus.com.br/site_ptbr/index.php?option=com_content&view=article&id=
285&Itemid=176
[11] QUEIROZ, Júlio César Braz de. Apostila de Automação III – Curso:
Engenharia Eletrônica e de Telecomunicações. Belo Horizonte. PUCMinas
[12] AB Allen-Bradley Company, Inc. (2015). PanelView Plus 7 Graphic Terminals.
Acesso 28 de novembro de 2015, disponível em Allen-Bradley Rockwell:
http://ab.rockwellautomation.com/Graphic-Terminals/2711P-PanelView-Plus-7-
Terminals
[13] VIERA, Maria de Fátima Queiroz. Projeto de Interfaces Homem-Máquina:
Especialização em Automação Industrial, novembro de 2014. UFPE. Notas de
Aula.
[14] Rockwell Automation (2015). Configuration Results. Acesso em 30 de
novembro de 2015, disponível em Allen-Bradley
http://raise.rockwellautomation.com/RAConfig/resultsComponents.asp?CID=74
81FCBEB5D84643BE7460F51154F573
43
[15] Rockwell Automation (2016). FactoryTallk. Acesso em 1 de fevereiro de 2016,
disponível em Rockwell Automation: http://www.rockwellautomation.com/rockwellsoftware/overview.page
[16] CAMPOS, Antônio Claret. Gás Liquefeito de Petróleo. Petro&Gás, Rio de
Janeiro, p. 30-34, agosto. 1990.
[17] DIÁRIO DO PRÉ-SAL. O que é o pré-sal. Blog com notícias sobre o que é o
pré-sal. Disponível em: http://diariodopresal.wordpress.com/o-que-e-o-pre-sal/.
Acesso em: 3 de novembro de 2009
[18] CONSELHO NACIONAL DO PETRÓLEO Regulamenta a apuração das
quantidades de gás liquefeito de petróleo (GLP), armazenadas em tanques, e
disciplina a determinação das quantidades de gás liquefeito de petróleo
recebidas pelas companhias distribuidoras, por via marítima ou por gasoduto.
Resolução nº 1, 12 de fevereiro de 1963. Diário Oficial da União, de 28 de maio
de 1963.
[19] AMERICAN PETROLEUM INSTITUTE. Manual de Normas de Medição de
Petróleo, Medição de Hidrocarbonetos Líquidos por meio de Medidores à
Turbina; API MPMS 5.3. Washington, 2000.
[20] MATA, Rogério Souza da. Instrumentação Básica - Parte 1 - Medição de
Temperatura. Revista Mecatrônica Atual, São Paulo, v. 4, n. 28, jun./jul. 2006.
[21] EMERSON PROCESS MANAGEMENT. Folha de Dados do Produto, 00813-
0113-4801, revisão AA, setembro 2001, Modelo 3051 Série S. Disponível em:
<http://www2.emersonprocess.com/en-US/brands/rosemount/
Pressure/Pressure-Transmitters/Pages/index.aspx>. Acesso em 26 de dezembro
de 2010.
[22] MEDICIONES INDUSTRIALES POR LUIS Y EDGAR. Sensor Coriolis.
Disponível em: <http://miluisyedgar.blogspot.com/>. Acesso em: 16 de agosto
de 2010.
44
[23] ANDRADE, P. C. N; FERREIRA, L. E. A; ROCHA, P. S. M. Considerações
sobre incerteza na medição de petróleo e gás. Revista Analytica, Rio de Janeiro,
n. 23, p. 72-75, jun./jul. 2006.
[24] EMERSON PROCESS MANAGEMENT. Products, Flow Meter, Daniel Liquid
"PT" Turbine Meter®, Specifications. Disponível em: <http://www2
.emersonprocess.com/en-US/brands/daniel/Flow/turbine-flowmeters/Pages/PT-
Liquid-TFM.aspx>. Acesso em: 02 de agosto de 2009.
[25] EMERSON PROCESS MANAGEMENT. Daniel® Compact Prover. Product
Datasheet, DAN-LIQ-Comp Prov-DS-0208. February 2008. Disponível em:
<http://www.emersonprocess.com/daniel/products/liquid/prover/compactprover/
productdetail.htm>. Acesso em: 15 de julho de 2009.
[26] ANDRADE, Luís César Cardoso de. Treinamento Básico de Estação de
Medição – EMED. Rio de Janeiro: Transpetro, [200?]. 70slides, color.
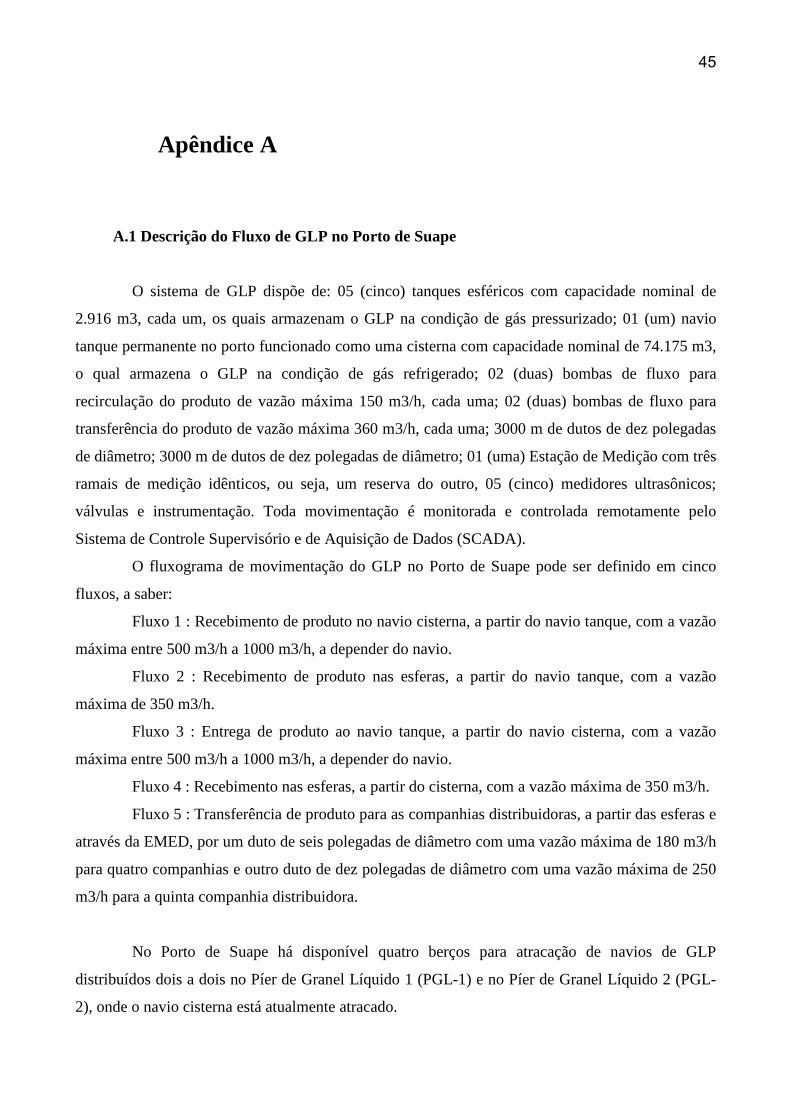
45
Apêndice A
A.1 Descrição do Fluxo de GLP no Porto de Suape
O sistema de GLP dispõe de: 05 (cinco) tanques esféricos com capacidade nominal de
2.916 m3, cada um, os quais armazenam o GLP na condição de gás pressurizado; 01 (um) navio
tanque permanente no porto funcionado como uma cisterna com capacidade nominal de 74.175 m3,
o qual armazena o GLP na condição de gás refrigerado; 02 (duas) bombas de fluxo para
recirculação do produto de vazão máxima 150 m3/h, cada uma; 02 (duas) bombas de fluxo para
transferência do produto de vazão máxima 360 m3/h, cada uma; 3000 m de dutos de dez polegadas
de diâmetro; 3000 m de dutos de dez polegadas de diâmetro; 01 (uma) Estação de Medição com três
ramais de medição idênticos, ou seja, um reserva do outro, 05 (cinco) medidores ultrasônicos;
válvulas e instrumentação. Toda movimentação é monitorada e controlada remotamente pelo
Sistema de Controle Supervisório e de Aquisição de Dados (SCADA).
O fluxograma de movimentação do GLP no Porto de Suape pode ser definido em cinco
fluxos, a saber:
Fluxo 1 : Recebimento de produto no navio cisterna, a partir do navio tanque, com a vazão
máxima entre 500 m3/h a 1000 m3/h, a depender do navio.
Fluxo 2 : Recebimento de produto nas esferas, a partir do navio tanque, com a vazão
máxima de 350 m3/h.
Fluxo 3 : Entrega de produto ao navio tanque, a partir do navio cisterna, com a vazão
máxima entre 500 m3/h a 1000 m3/h, a depender do navio.
Fluxo 4 : Recebimento nas esferas, a partir do cisterna, com a vazão máxima de 350 m3/h.
Fluxo 5 : Transferência de produto para as companhias distribuidoras, a partir das esferas e
através da EMED, por um duto de seis polegadas de diâmetro com uma vazão máxima de 180 m3/h
para quatro companhias e outro duto de dez polegadas de diâmetro com uma vazão máxima de 250
m3/h para a quinta companhia distribuidora.
No Porto de Suape há disponível quatro berços para atracação de navios de GLP
distribuídos dois a dois no Píer de Granel Líquido 1 (PGL-1) e no Píer de Granel Líquido 2 (PGL-
2), onde o navio cisterna está atualmente atracado.
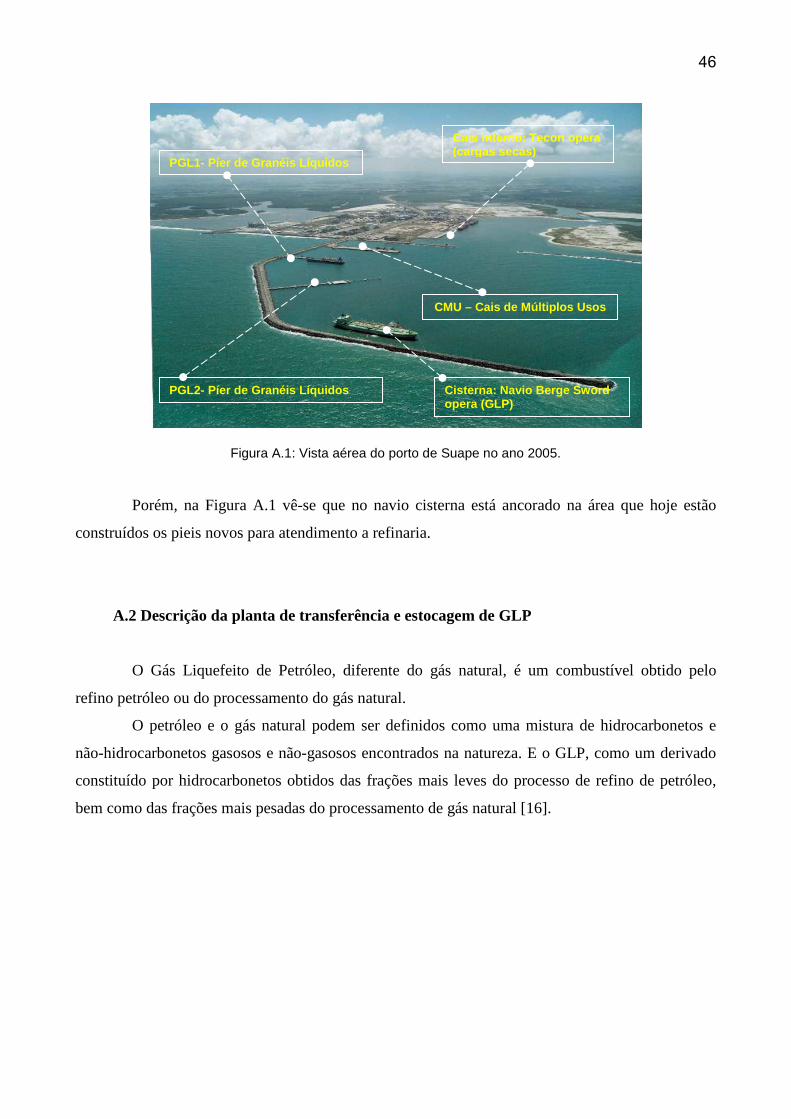
46
Figura A.1: Vista aérea do porto de Suape no ano 2005.
Porém, na Figura A.1 vê-se que no navio cisterna está ancorado na área que hoje estão
construídos os pieis novos para atendimento a refinaria.
A.2 Descrição da planta de transferência e estocagem de GLP
O Gás Liquefeito de Petróleo, diferente do gás natural, é um combustível obtido pelo
refino petróleo ou do processamento do gás natural.
O petróleo e o gás natural podem ser definidos como uma mistura de hidrocarbonetos e
não-hidrocarbonetos gasosos e não-gasosos encontrados na natureza. E o GLP, como um derivado
constituído por hidrocarbonetos obtidos das frações mais leves do processo de refino de petróleo,
bem como das frações mais pesadas do processamento de gás natural [16].
CMU – Cais de Múltiplos Usos
Cais interno : Tecon opera (cargas secas)
PGL1- Píer de Granéis Líquidos
PGL2- Píer de Granéis Líquidos Cisterna: Navio Berge Sword opera (GLP)
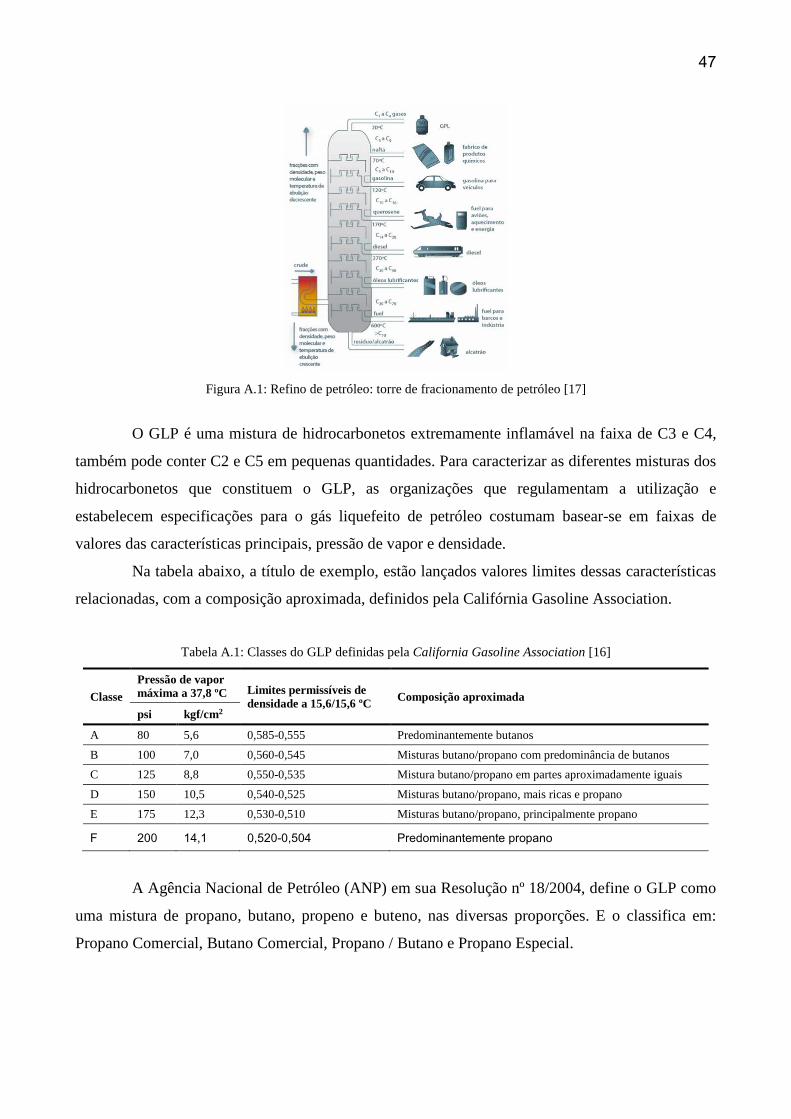
47
Figura A.1: Refino de petróleo: torre de fracionamento de petróleo [17]
O GLP é uma mistura de hidrocarbonetos extremamente inflamável na faixa de C3 e C4,
também pode conter C2 e C5 em pequenas quantidades. Para caracterizar as diferentes misturas dos
hidrocarbonetos que constituem o GLP, as organizações que regulamentam a utilização e
estabelecem especificações para o gás liquefeito de petróleo costumam basear-se em faixas de
valores das características principais, pressão de vapor e densidade.
Na tabela abaixo, a título de exemplo, estão lançados valores limites dessas características
relacionadas, com a composição aproximada, definidos pela Califórnia Gasoline Association.
Tabela A.1: Classes do GLP definidas pela California Gasoline Association [16]
Classe
Pressão de vapor máxima a 37,8 ºC Limites permissíveis de
densidade a 15,6/15,6 ºC Composição aproximada
psi kgf/cm2
A 80 5,6 0,585-0,555 Predominantemente butanos
B 100 7,0 0,560-0,545 Misturas butano/propano com predominância de butanos
C 125 8,8 0,550-0,535 Mistura butano/propano em partes aproximadamente iguais
D 150 10,5 0,540-0,525 Misturas butano/propano, mais ricas e propano
E 175 12,3 0,530-0,510 Misturas butano/propano, principalmente propano
F 200 14,1 0,520-0,504 Predominantemente propano
A Agência Nacional de Petróleo (ANP) em sua Resolução nº 18/2004, define o GLP como
uma mistura de propano, butano, propeno e buteno, nas diversas proporções. E o classifica em:
Propano Comercial, Butano Comercial, Propano / Butano e Propano Especial.
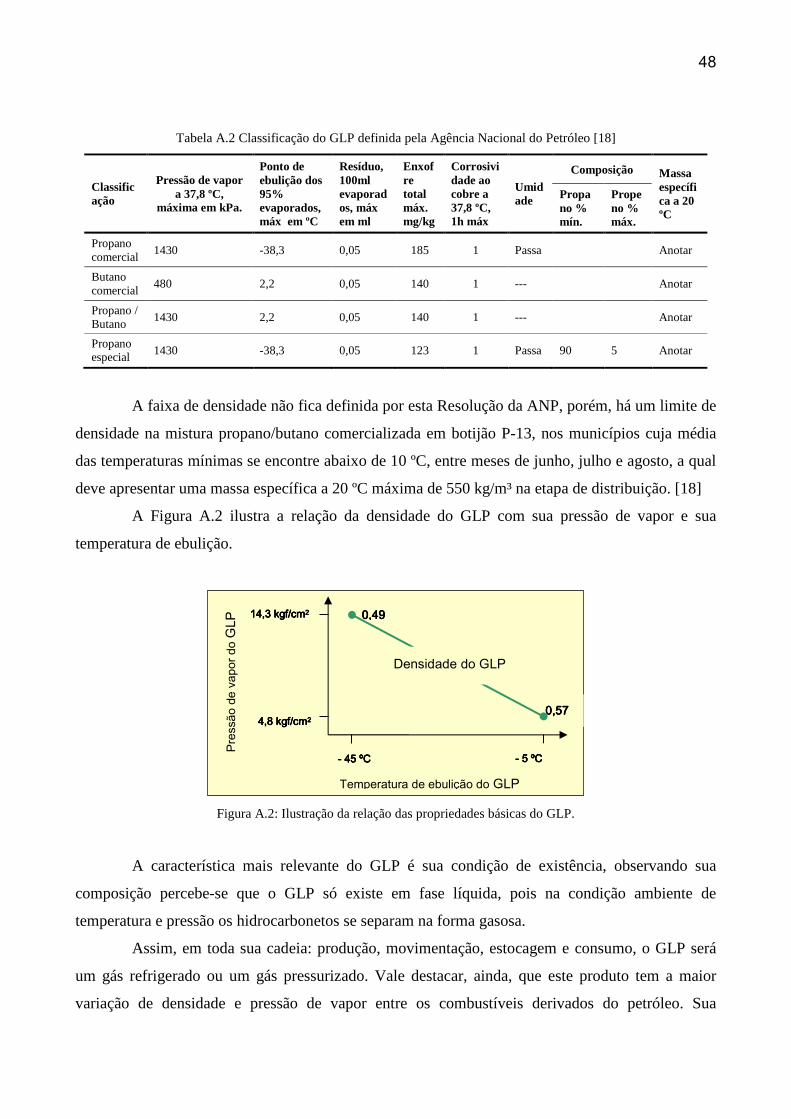
48
Tabela A.2 Classificação do GLP definida pela Agência Nacional do Petróleo [18]
Classificação
Pressão de vapor a 37,8 ºC,
máxima em kPa.
Ponto de ebulição dos 95% evaporados, máx em ºC
Resíduo,100ml evaporados, máx em ml
Enxofre total máx.mg/kg
Corrosividade ao cobre a 37,8 ºC, 1h máx
Umidade
Composição Massa específica a 20 ºC
Propano % mín.
Propeno % máx.
Propano comercial
1430 -38,3 0,05 185 1 Passa Anotar
Butano comercial
480 2,2 0,05 140 1 --- Anotar
Propano / Butano
1430 2,2 0,05 140 1 --- Anotar
Propano especial
1430 -38,3 0,05 123 1 Passa 90 5 Anotar
A faixa de densidade não fica definida por esta Resolução da ANP, porém, há um limite de
densidade na mistura propano/butano comercializada em botijão P-13, nos municípios cuja média
das temperaturas mínimas se encontre abaixo de 10 ºC, entre meses de junho, julho e agosto, a qual
deve apresentar uma massa específica a 20 ºC máxima de 550 kg/m³ na etapa de distribuição. [18]
A Figura A.2 ilustra a relação da densidade do GLP com sua pressão de vapor e sua
temperatura de ebulição.
Figura A.2: Ilustração da relação das propriedades básicas do GLP.
A característica mais relevante do GLP é sua condição de existência, observando sua
composição percebe-se que o GLP só existe em fase líquida, pois na condição ambiente de
temperatura e pressão os hidrocarbonetos se separam na forma gasosa.
Assim, em toda sua cadeia: produção, movimentação, estocagem e consumo, o GLP será
um gás refrigerado ou um gás pressurizado. Vale destacar, ainda, que este produto tem a maior
variação de densidade e pressão de vapor entre os combustíveis derivados do petróleo. Sua
Pres
são
de v
apor
do
GLP
14,3 kgf/cm14,3 kgf/cm14,3 kgf/cm14,3 kgf/cm2222
4,8 4,8 4,8 4,8 kgf/cmkgf/cmkgf/cmkgf/cm2222 0,0,0,0,57575757
0,490,490,490,49
---- 5 ºC5 ºC5 ºC5 ºC ---- 45 ºC45 ºC45 ºC45 ºC
Temperatura de ebulição do GLP
Densidade do GLP
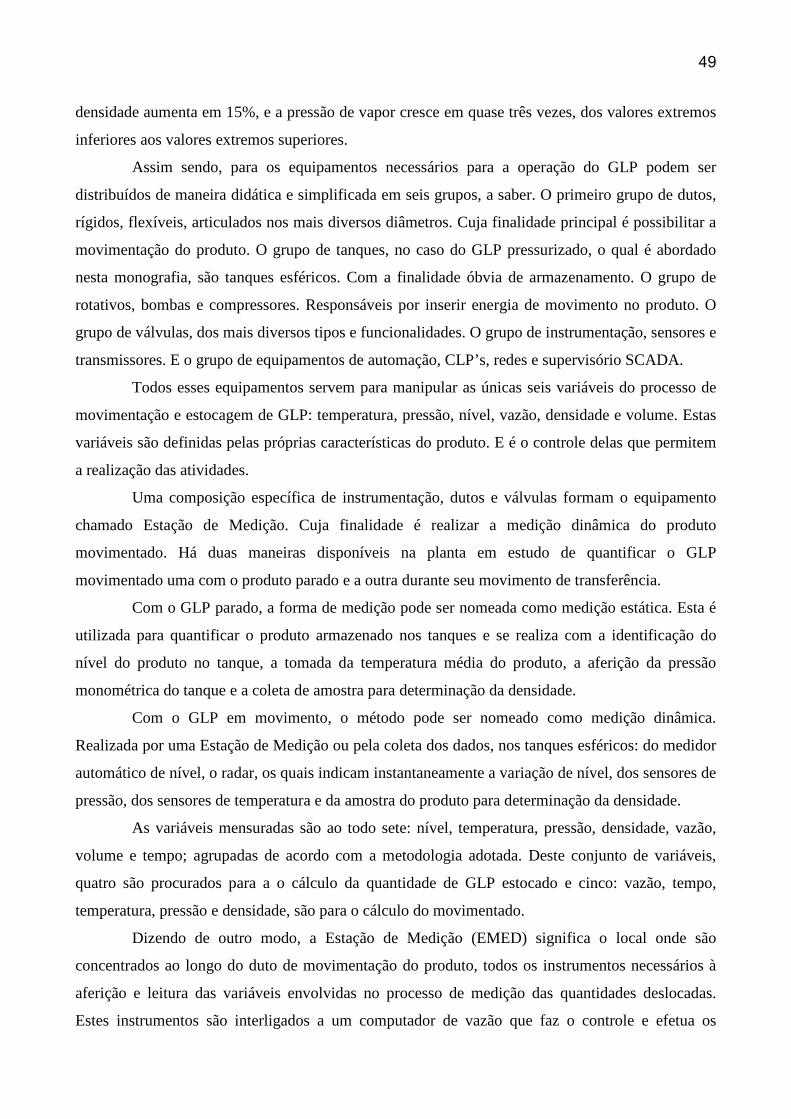
49
densidade aumenta em 15%, e a pressão de vapor cresce em quase três vezes, dos valores extremos
inferiores aos valores extremos superiores.
Assim sendo, para os equipamentos necessários para a operação do GLP podem ser
distribuídos de maneira didática e simplificada em seis grupos, a saber. O primeiro grupo de dutos,
rígidos, flexíveis, articulados nos mais diversos diâmetros. Cuja finalidade principal é possibilitar a
movimentação do produto. O grupo de tanques, no caso do GLP pressurizado, o qual é abordado
nesta monografia, são tanques esféricos. Com a finalidade óbvia de armazenamento. O grupo de
rotativos, bombas e compressores. Responsáveis por inserir energia de movimento no produto. O
grupo de válvulas, dos mais diversos tipos e funcionalidades. O grupo de instrumentação, sensores e
transmissores. E o grupo de equipamentos de automação, CLP’s, redes e supervisório SCADA.
Todos esses equipamentos servem para manipular as únicas seis variáveis do processo de
movimentação e estocagem de GLP: temperatura, pressão, nível, vazão, densidade e volume. Estas
variáveis são definidas pelas próprias características do produto. E é o controle delas que permitem
a realização das atividades.
Uma composição específica de instrumentação, dutos e válvulas formam o equipamento
chamado Estação de Medição. Cuja finalidade é realizar a medição dinâmica do produto
movimentado. Há duas maneiras disponíveis na planta em estudo de quantificar o GLP
movimentado uma com o produto parado e a outra durante seu movimento de transferência.
Com o GLP parado, a forma de medição pode ser nomeada como medição estática. Esta é
utilizada para quantificar o produto armazenado nos tanques e se realiza com a identificação do
nível do produto no tanque, a tomada da temperatura média do produto, a aferição da pressão
monométrica do tanque e a coleta de amostra para determinação da densidade.
Com o GLP em movimento, o método pode ser nomeado como medição dinâmica.
Realizada por uma Estação de Medição ou pela coleta dos dados, nos tanques esféricos: do medidor
automático de nível, o radar, os quais indicam instantaneamente a variação de nível, dos sensores de
pressão, dos sensores de temperatura e da amostra do produto para determinação da densidade.
As variáveis mensuradas são ao todo sete: nível, temperatura, pressão, densidade, vazão,
volume e tempo; agrupadas de acordo com a metodologia adotada. Deste conjunto de variáveis,
quatro são procurados para a o cálculo da quantidade de GLP estocado e cinco: vazão, tempo,
temperatura, pressão e densidade, são para o cálculo do movimentado.
Dizendo de outro modo, a Estação de Medição (EMED) significa o local onde são
concentrados ao longo do duto de movimentação do produto, todos os instrumentos necessários à
aferição e leitura das variáveis envolvidas no processo de medição das quantidades deslocadas.
Estes instrumentos são interligados a um computador de vazão que faz o controle e efetua os
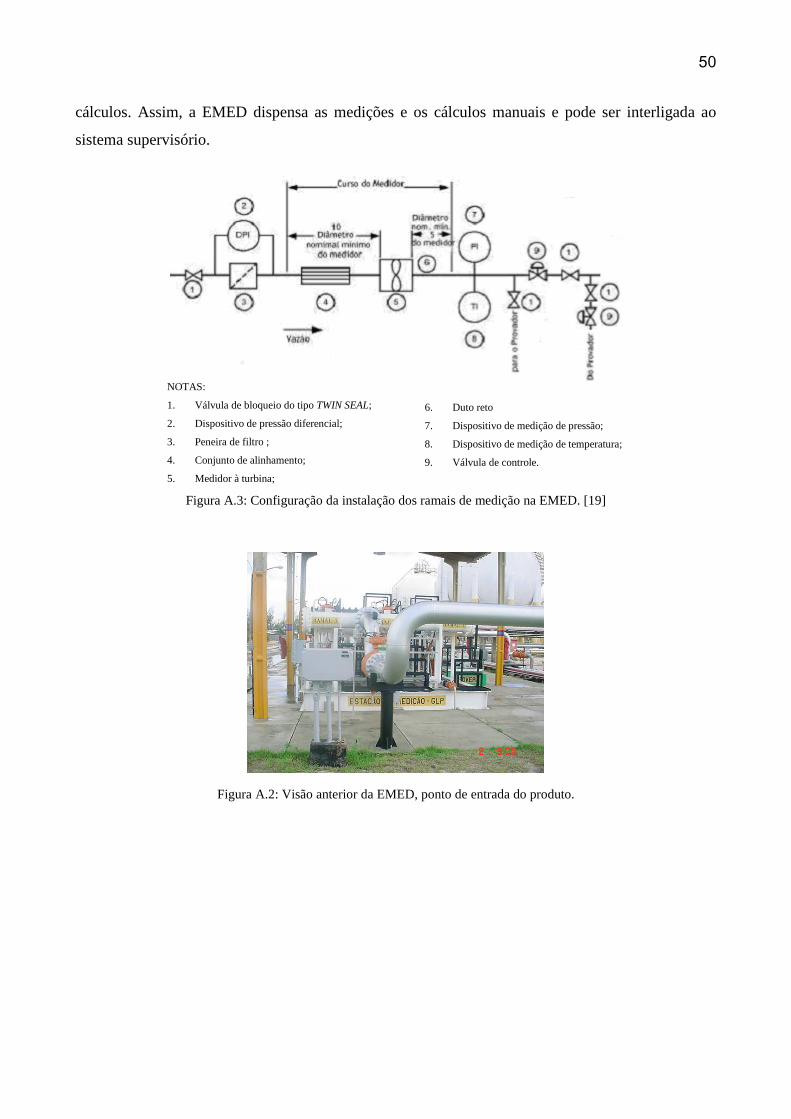
50
cálculos. Assim, a EMED dispensa as medições e os cálculos manuais e pode ser interligada ao
sistema supervisório.
NOTAS:
1. Válvula de bloqueio do tipo TWIN SEAL;
2. Dispositivo de pressão diferencial;
3. Peneira de filtro ;
4. Conjunto de alinhamento;
5. Medidor à turbina;
6. Duto reto
7. Dispositivo de medição de pressão;
8. Dispositivo de medição de temperatura;
9. Válvula de controle.
Figura A.3: Configuração da instalação dos ramais de medição na EMED. [19]
Figura A.2: Visão anterior da EMED, ponto de entrada do produto.

51
Figura A.3: Visão posterior da EMED, ponto de saída do produto.
Os sensores de temperatura utilizados na EMED são do tipo PT-100, do fabricante
Rosemount® e escala 0ºC a 100 ºC. Cujo princípio de funcionamento está baseado no fenômeno de
aumento da resistência elétrica de um metal quando submetido a um aumento de temperatura. Este
tipo de sensor é estável, preciso, de baixa sensibilidade e de resposta lenta a variações bruscas de
temperatura, também apresenta uma resposta quase linear do coeficiente positivo de variação. [20]
Figura A.4: Visão frontal do transmissor de temperatura da EMED.
Os sensores de pressão utilizados são do tipo piezo-elétrico, modelo 3051, série S, do
fabricante Rosemount®, com 0,04% de precisão, escala de 4 psi a 4.000 psi e sinal de resposta
linear. [21]
Esses sensores funcionam deformando um cristal piezo-elétrico o qual gera uma diferença
de potencial entre os seus terminais, o longo do seu plano de tensão. São deformados pela ação de
uma membrana que funciona como transdutor da pressão do fluido para o cristal. E têm seu sinal
amplificado num circuito de saída. [21]

52
Figura A.5: Visão frontal do transmissor de pressão da EMED.
O sensor de medição de densidade amplamente utilizado é o densímetro de linha. Na
EMED são utilizados medidores do tipo Coriolis, Série CMF, do fabricante Micro Motion.
Onde a densidade do GLP é determinada medindo-se a freqüência de ressonância, que está
em função da densidade do produto mais a densidade do material do tubo do medidor. Este tubo,
por onde o GLP é forçado a passar, tem formato de “U” e é um oscilador mecânico com sensores
magnéticos para captar essas vibrações e transformá-las em sinais elétricos. Depois os instrumentos
captam esses sinais e os transformam em números. Tais números são utilizados na fórmula para
cálculo da massa específica instantânea do produto, indicada no mostrador digital. A vantagem é
que não se faz necessário determinar a massa nem o volume da amostra, o que torna a medição
extremamente rápida [22].
Figura A.4: Desenho técnico de um densímetro de linha [22]
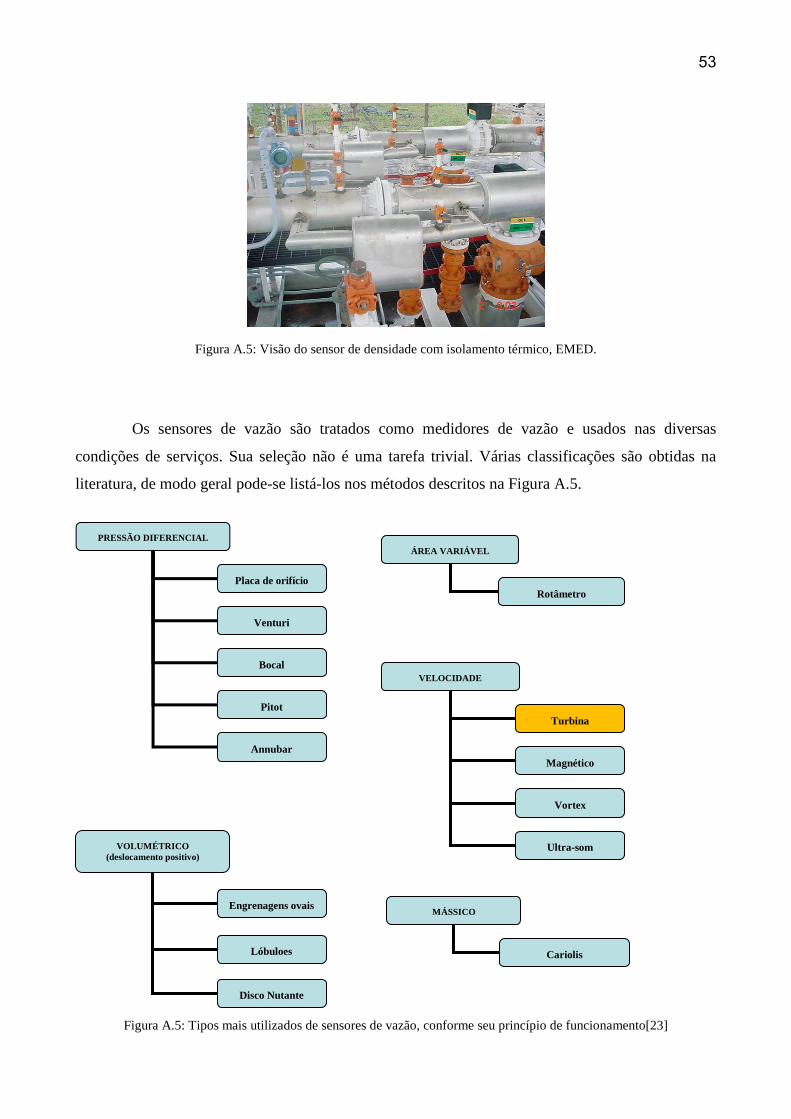
53
PRESSÃO DIFERENCIAL
Placa de orifício
Venturi
Bocal
Pitot
Annubar
ÁREA VARIÁVEL
Rotâmetro
VELOCIDADE
Turbina
Magnético
Vortex
Ultra-som VOLUMÉTRICO (deslocamento positivo)
Engrenagens ovais
Lóbuloes
Disco Nutante
MÁSSICO
Cariolis
Figura A.5: Visão do sensor de densidade com isolamento térmico, EMED.
Os sensores de vazão são tratados como medidores de vazão e usados nas diversas
condições de serviços. Sua seleção não é uma tarefa trivial. Várias classificações são obtidas na
literatura, de modo geral pode-se listá-los nos métodos descritos na Figura A.5.
Figura A.5: Tipos mais utilizados de sensores de vazão, conforme seu princípio de funcionamento[23]
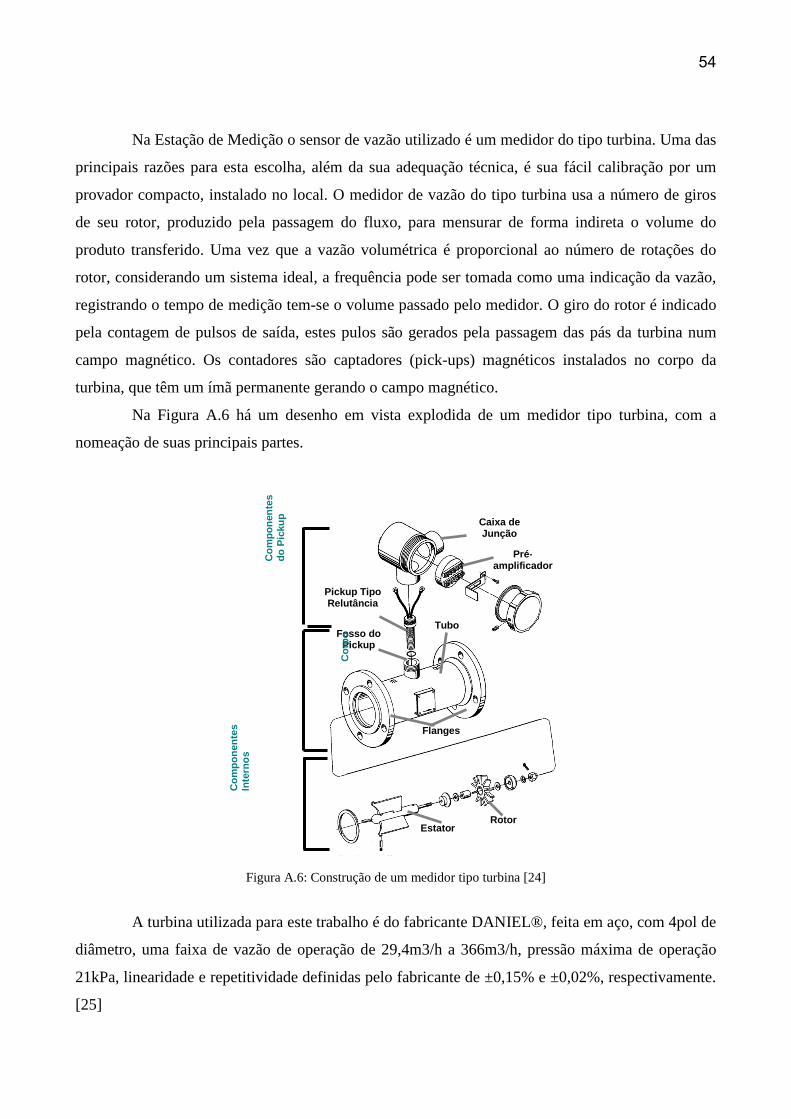
54
Na Estação de Medição o sensor de vazão utilizado é um medidor do tipo turbina. Uma das
principais razões para esta escolha, além da sua adequação técnica, é sua fácil calibração por um
provador compacto, instalado no local. O medidor de vazão do tipo turbina usa a número de giros
de seu rotor, produzido pela passagem do fluxo, para mensurar de forma indireta o volume do
produto transferido. Uma vez que a vazão volumétrica é proporcional ao número de rotações do
rotor, considerando um sistema ideal, a frequência pode ser tomada como uma indicação da vazão,
registrando o tempo de medição tem-se o volume passado pelo medidor. O giro do rotor é indicado
pela contagem de pulsos de saída, estes pulos são gerados pela passagem das pás da turbina num
campo magnético. Os contadores são captadores (pick-ups) magnéticos instalados no corpo da
turbina, que têm um ímã permanente gerando o campo magnético.
Na Figura A.6 há um desenho em vista explodida de um medidor tipo turbina, com a
nomeação de suas principais partes.
Figura A.6: Construção de um medidor tipo turbina [24]
A turbina utilizada para este trabalho é do fabricante DANIEL®, feita em aço, com 4pol de
diâmetro, uma faixa de vazão de operação de 29,4m3/h a 366m3/h, pressão máxima de operação
21kPa, linearidade e repetitividade definidas pelo fabricante de ±0,15% e ±0,02%, respectivamente.
[25]
Caixa de Junção
Pré-amplificador
Rotor
Flanges
Estator
Fosso do Pickup
Tubo
Pickup Tipo Relutância
Com
pone
ntes
do
Pic
kup
Com
pone
ntes
In
tern
os
Cor
po

55
Figura A.6: Visão topo do medidor de vazão tipo turbina, EMED.
O conjunto provador tem por finalidade definir a precisão de medição da turbina. Como o
próprio nome já diz, o provador compacto é um calibrador menor que o convencional constituído
basicamente de um tubo com uma câmara de volume conhecido, um pistão principal, um sistema
hidráulico de acionamento e chaves óticas identificadores de posição da haste pistão principal.
Instalado em série com a turbina e acionado pelo próprio fluido que está sendo bombeado, funciona
utilizando o princípio básico da medição de vazão, afere o tempo que o deslocamento do fluido leva
para preencher o volume calibrado do tubo do pistão principal.
O modelo da Brooks® Compact Prover by Daniel® adotado no TA Suape tem a seguintes
características: [25]
Diâmetro nominal do tubo principal: 12”;
Vazões mínima e máxima, respectivamente: 0,397 m3/h e 397 m3/h;
Volume base nominal: 60 ℓ;
Dimensões dos flanges: 6" 150 / 300 / 600 ANS;
Dimensões do provador: 437 cm x 170 cm x 145 cm.
Na Figura A.7 está representado um provador compacto com seu cilindro principal em
corte, mostrando o eixo principal e a válvula “poppet”.
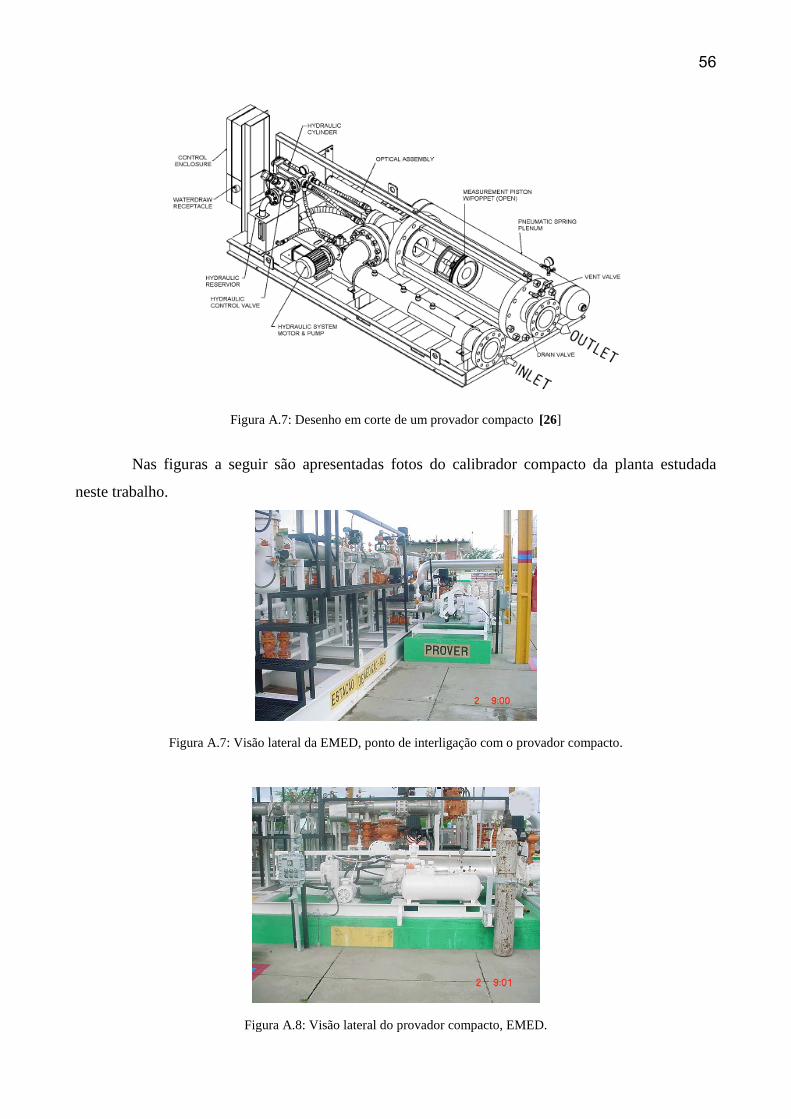
56
Figura A.7: Desenho em corte de um provador compacto [26]
Nas figuras a seguir são apresentadas fotos do calibrador compacto da planta estudada
neste trabalho.
Figura A.7: Visão lateral da EMED, ponto de interligação com o provador compacto.
Figura A.8: Visão lateral do provador compacto, EMED.
57
Apêndice B
ANÁLISE CRÍTICA DE PRODUTOS SIMILARES
(3a) Análise crítica quanto à usabilidade da versão da página original relacionada ao
projeto
FORMULÁRIO PARA MENSURAÇÃO DA USABILIDADE FORMULÁRIO PARA MENSURAÇÃO DA USABILIDADE FORMULÁRIO PARA MENSURAÇÃO DA USABILIDADE FORMULÁRIO PARA MENSURAÇÃO DA USABILIDADE de um SISTEMA INTERATIVO de um SISTEMA INTERATIVO de um SISTEMA INTERATIVO de um SISTEMA INTERATIVO (INDUSTRIAL)(INDUSTRIAL)(INDUSTRIAL)(INDUSTRIAL)
Seu nome: Domingos Sávio Data: 11/09/2015 Projeto: Telas de operação e controle da transferência de gás de cozinha (GLP) Contexto de aplicação: Será utilizada em um sistema local de monitoramento e
controle, independente do controle central. Este formulário contém 28 afirmativas. Por favor, responda a cada uma delas. Para cada afirmativa, há uma escala semântica com 10 (dez) níveis. Aos extremos da escala estão associadas opções antagônicas (opostas). Você deverá marcar o nível 0nível 0nível 0nível 0, se concordar totalmente com a afirmativa à esquerda na escala. Você deverá marcar o nível nível nível nível 10101010, se concordar totalmente com a afirmativa à direita na escala. Marque as demais opções de modo a refletir sua opinião sobre o aspecto avaliado. Marque a opção NANANANA (não se aplica) se a declaração não tiver qualquer relevância para o produto ou o contexto de trabalho.
Marque a opção que melhor reflete sua opinião.
© 2014, Laboratório de Interfaces Homem-Máquina (LIHM) DEE-UFCG Prof. Fátima Vieira
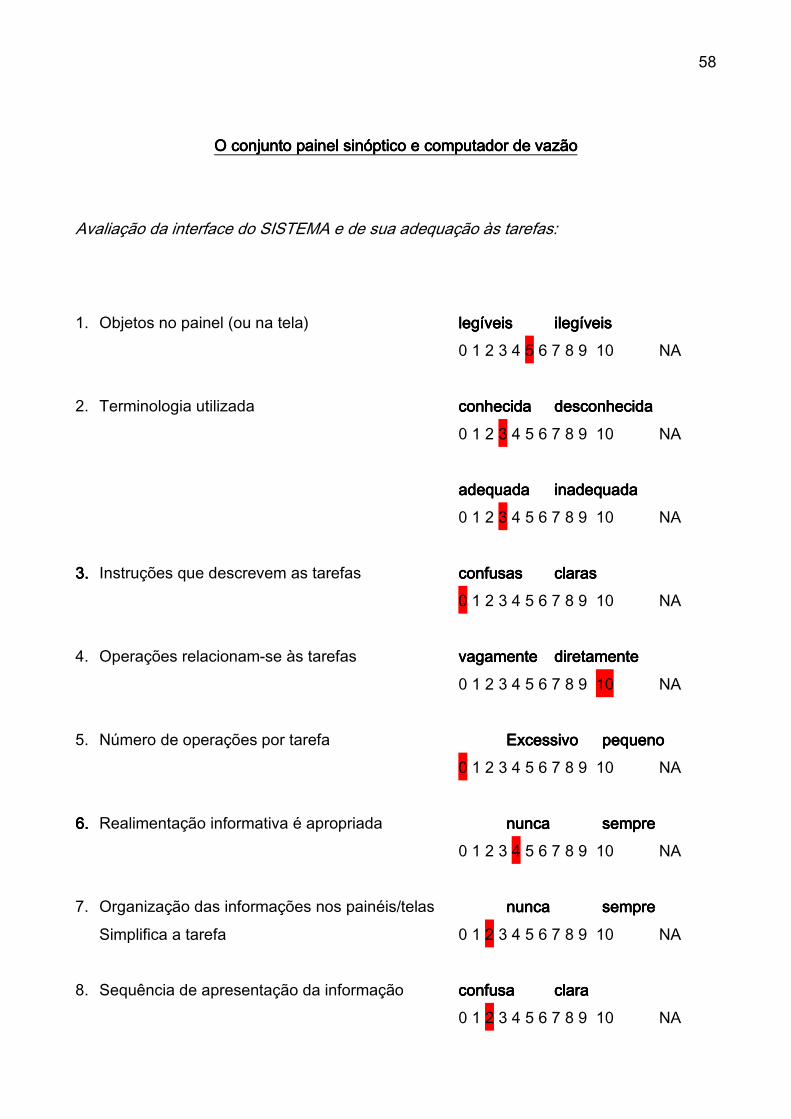
58
OOOO conjunto painel sinóptico e computador de vazãoconjunto painel sinóptico e computador de vazãoconjunto painel sinóptico e computador de vazãoconjunto painel sinóptico e computador de vazão
Avaliação da interface do SISTEMA e de sua adequação às tarefas:
1. Objetos no painel (ou na tela) legíveislegíveislegíveislegíveis ilegíveisilegíveisilegíveisilegíveis 0 1 2 3 4 5 6 7 8 9 10 NA 2. Terminologia utilizada conhecidaconhecidaconhecidaconhecida desconhecidadesconhecidadesconhecidadesconhecida 0 1 2 3 4 5 6 7 8 9 10 NA adequadaadequadaadequadaadequada inadequadainadequadainadequadainadequada 0 1 2 3 4 5 6 7 8 9 10 NA 3.3.3.3. Instruções que descrevem as tarefas confusasconfusasconfusasconfusas clarasclarasclarasclaras 0 1 2 3 4 5 6 7 8 9 10 NA 4. Operações relacionam-se às tarefas vagamentevagamentevagamentevagamente diretamentediretamentediretamentediretamente 0 1 2 3 4 5 6 7 8 9 10 NA 5. Número de operações por tarefa ExcessivoExcessivoExcessivoExcessivo pequenopequenopequenopequeno 0 1 2 3 4 5 6 7 8 9 10 NA 6.6.6.6. Realimentação informativa é apropriada nuncanuncanuncanunca sempresempresempresempre 0 1 2 3 4 5 6 7 8 9 10 NA 7. Organização das informações nos painéis/telas nuncanuncanuncanunca sempresempresempresempre
Simplifica a tarefa 0 1 2 3 4 5 6 7 8 9 10 NA 8. Sequência de apresentação da informação confusaconfusaconfusaconfusa claraclaraclaraclara 0 1 2 3 4 5 6 7 8 9 10 NA
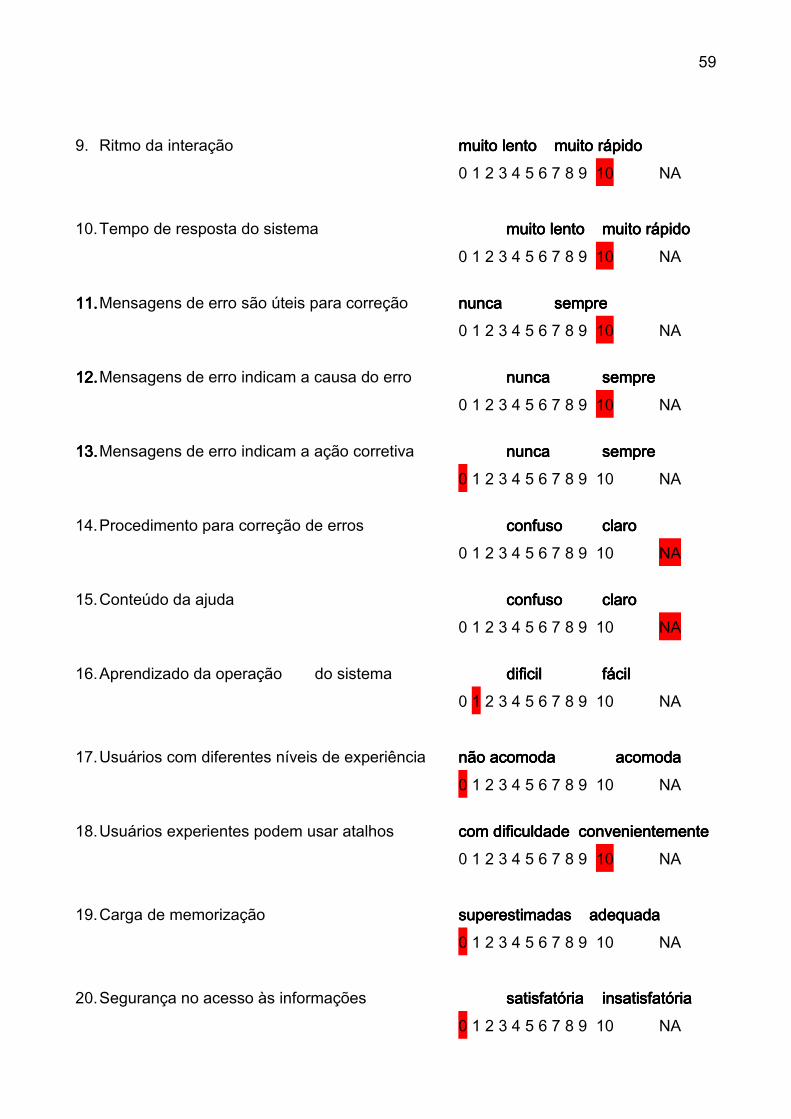
59
9. Ritmo da interação muito lentomuito lentomuito lentomuito lento muito rápidomuito rápidomuito rápidomuito rápido 0 1 2 3 4 5 6 7 8 9 10 NA 10. Tempo de resposta do sistema muito lentomuito lentomuito lentomuito lento muito rápido muito rápido muito rápido muito rápido 0 1 2 3 4 5 6 7 8 9 10 NA
11.11.11.11. Mensagens de erro são úteis para correção nuncanuncanuncanunca ssssempreempreempreempre 0 1 2 3 4 5 6 7 8 9 10 NA
12.12.12.12. Mensagens de erro indicam a causa do erro nuncanuncanuncanunca sempresempresempresempre 0 1 2 3 4 5 6 7 8 9 10 NA
13.13.13.13. Mensagens de erro indicam a ação corretiva nuncanuncanuncanunca sempresempresempresempre 0 1 2 3 4 5 6 7 8 9 10 NA
14. Procedimento para correção de erros confusoconfusoconfusoconfuso claroclaroclaroclaro 0 1 2 3 4 5 6 7 8 9 10 NA
15. Conteúdo da ajuda confusoconfusoconfusoconfuso claroclaroclaroclaro 0 1 2 3 4 5 6 7 8 9 10 NA
16. Aprendizado da operação do sistema dificildificildificildificil fácilfácilfácilfácil 0 1 2 3 4 5 6 7 8 9 10 NA 17. Usuários com diferentes níveis de experiência não acomodanão acomodanão acomodanão acomoda acomodaacomodaacomodaacomoda 0 1 2 3 4 5 6 7 8 9 10 NA
18. Usuários experientes podem usar atalhos com dificuldade convenientementecom dificuldade convenientementecom dificuldade convenientementecom dificuldade convenientemente 0 1 2 3 4 5 6 7 8 9 10 NA 19. Carga de memorização superestimadas superestimadas superestimadas superestimadas adequadaadequadaadequadaadequada 0 1 2 3 4 5 6 7 8 9 10 NA 20. Segurança no acesso às informações satisfatóriasatisfatóriasatisfatóriasatisfatória insatisfatóriainsatisfatóriainsatisfatóriainsatisfatória 0 1 2 3 4 5 6 7 8 9 10 NA
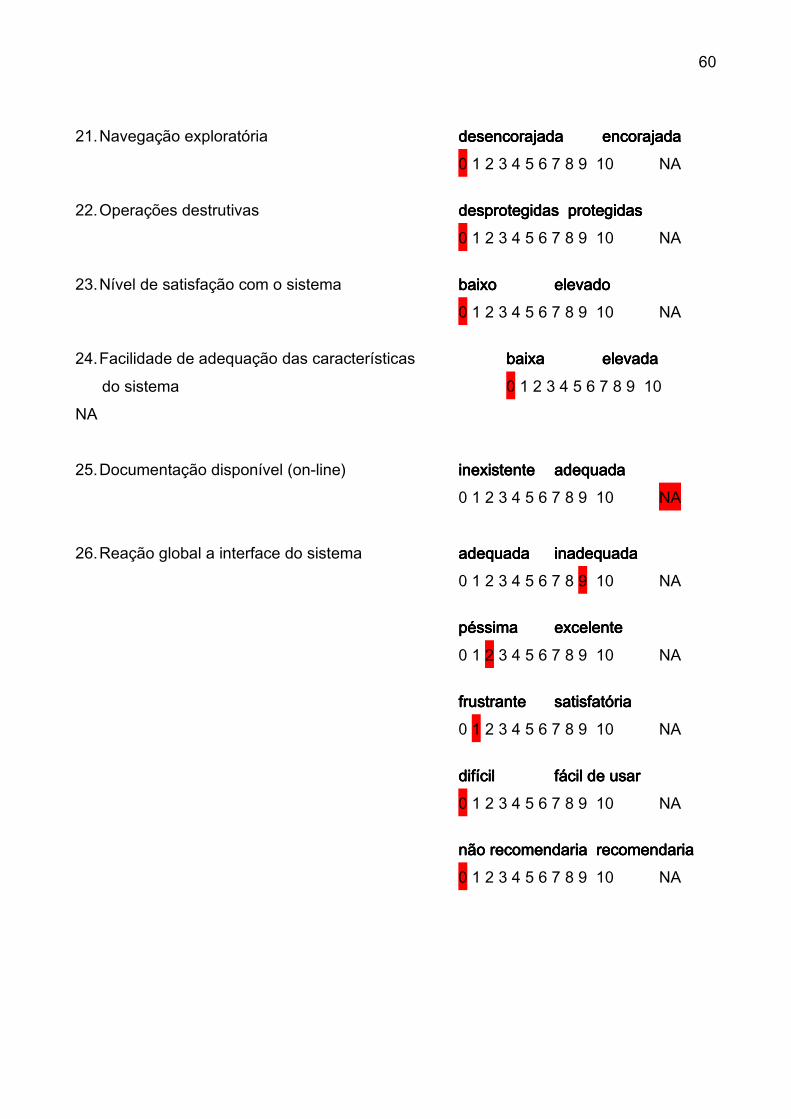
60
21. Navegação exploratória desencorajadadesencorajadadesencorajadadesencorajada encorajadaencorajadaencorajadaencorajada 0 1 2 3 4 5 6 7 8 9 10 NA
22. Operações destrutivas desprotegidas protegidasdesprotegidas protegidasdesprotegidas protegidasdesprotegidas protegidas 0 1 2 3 4 5 6 7 8 9 10 NA
23. Nível de satisfação com o sistema baixobaixobaixobaixo elevadoelevadoelevadoelevado 0 1 2 3 4 5 6 7 8 9 10 NA
24. Facilidade de adequação das características baixabaixabaixabaixa elevadaelevadaelevadaelevada do sistema 0 1 2 3 4 5 6 7 8 9 10 NA 25. Documentação disponível (on-line) inexistenteinexistenteinexistenteinexistente adequadaadequadaadequadaadequada 0 1 2 3 4 5 6 7 8 9 10 NA 26. Reação global a interface do sistema adequadaadequadaadequadaadequada inadequadainadequadainadequadainadequada 0 1 2 3 4 5 6 7 8 9 10 NA
péssimapéssimapéssimapéssima excelenteexcelenteexcelenteexcelente 0 1 2 3 4 5 6 7 8 9 10 NA
frustrantefrustrantefrustrantefrustrante satisfatóriasatisfatóriasatisfatóriasatisfatória 0 1 2 3 4 5 6 7 8 9 10 NA
difícildifícildifícildifícil fácil de usarfácil de usarfácil de usarfácil de usar 0 1 2 3 4 5 6 7 8 9 10 NA
não recomendaria recomendarianão recomendaria recomendarianão recomendaria recomendarianão recomendaria recomendaria 0 1 2 3 4 5 6 7 8 9 10 NA
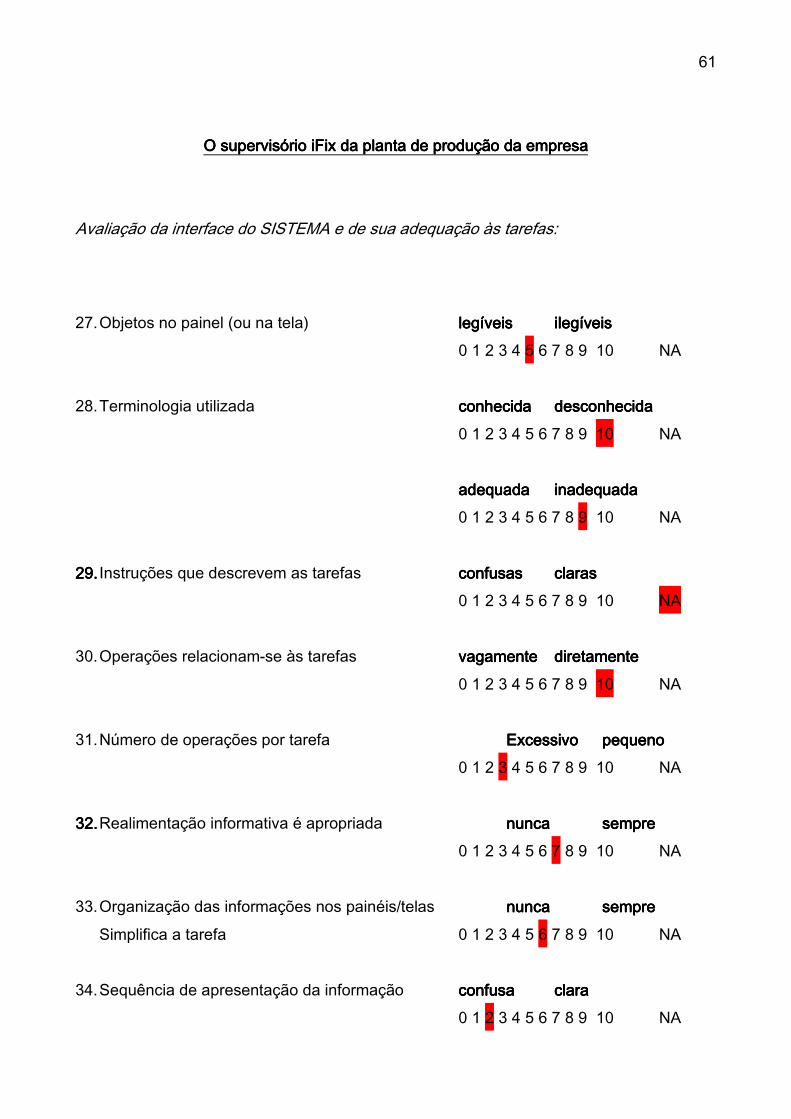
61
O supervisório iFix da planta de produção da empresaO supervisório iFix da planta de produção da empresaO supervisório iFix da planta de produção da empresaO supervisório iFix da planta de produção da empresa
Avaliação da interface do SISTEMA e de sua adequação às tarefas:
27. Objetos no painel (ou na tela) legíveislegíveislegíveislegíveis ilegíveisilegíveisilegíveisilegíveis 0 1 2 3 4 5 6 7 8 9 10 NA 28. Terminologia utilizada conhecidaconhecidaconhecidaconhecida desconhecidadesconhecidadesconhecidadesconhecida 0 1 2 3 4 5 6 7 8 9 10 NA adequadaadequadaadequadaadequada inadequadainadequadainadequadainadequada 0 1 2 3 4 5 6 7 8 9 10 NA 29.29.29.29. Instruções que descrevem as tarefas confusasconfusasconfusasconfusas clarasclarasclarasclaras 0 1 2 3 4 5 6 7 8 9 10 NA 30. Operações relacionam-se às tarefas vagamentevagamentevagamentevagamente diretamentediretamentediretamentediretamente 0 1 2 3 4 5 6 7 8 9 10 NA 31. Número de operações por tarefa ExcessivoExcessivoExcessivoExcessivo pequenopequenopequenopequeno 0 1 2 3 4 5 6 7 8 9 10 NA 32.32.32.32. Realimentação informativa é apropriada nuncanuncanuncanunca sempresempresempresempre 0 1 2 3 4 5 6 7 8 9 10 NA 33. Organização das informações nos painéis/telas nuncanuncanuncanunca sempresempresempresempre
Simplifica a tarefa 0 1 2 3 4 5 6 7 8 9 10 NA 34. Sequência de apresentação da informação confusaconfusaconfusaconfusa claraclaraclaraclara 0 1 2 3 4 5 6 7 8 9 10 NA
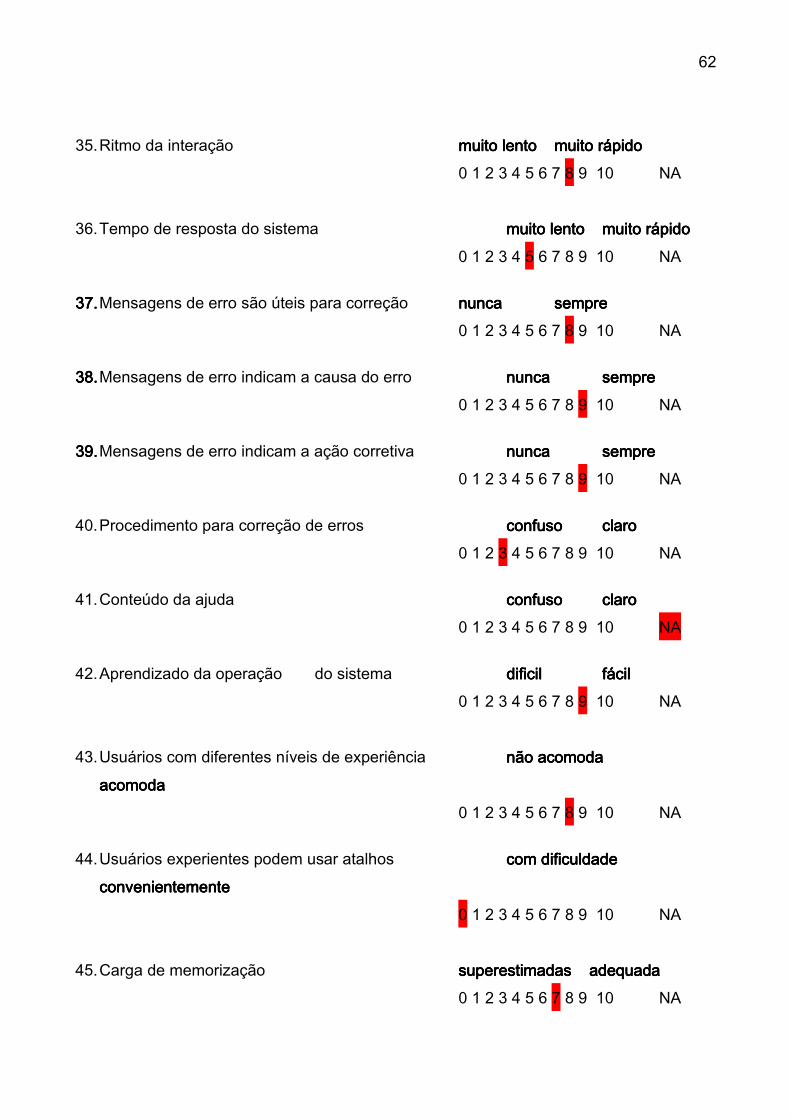
62
35. Ritmo da interação muito lentomuito lentomuito lentomuito lento muito rápidomuito rápidomuito rápidomuito rápido 0 1 2 3 4 5 6 7 8 9 10 NA 36. Tempo de resposta do sistema muito lentomuito lentomuito lentomuito lento muito rápido muito rápido muito rápido muito rápido 0 1 2 3 4 5 6 7 8 9 10 NA
37.37.37.37. Mensagens de erro são úteis para correção nuncanuncanuncanunca sempresempresempresempre 0 1 2 3 4 5 6 7 8 9 10 NA
38.38.38.38. Mensagens de erro indicam a causa do erro nuncanuncanuncanunca sempresempresempresempre 0 1 2 3 4 5 6 7 8 9 10 NA
39.39.39.39. Mensagens de erro indicam a ação corretiva nuncanuncanuncanunca sempresempresempresempre 0 1 2 3 4 5 6 7 8 9 10 NA
40. Procedimento para correção de erros confusoconfusoconfusoconfuso clarclarclarclaroooo 0 1 2 3 4 5 6 7 8 9 10 NA
41. Conteúdo da ajuda confusoconfusoconfusoconfuso claroclaroclaroclaro 0 1 2 3 4 5 6 7 8 9 10 NA
42. Aprendizado da operação do sistema dificildificildificildificil fácilfácilfácilfácil 0 1 2 3 4 5 6 7 8 9 10 NA 43. Usuários com diferentes níveis de experiência não acomodanão acomodanão acomodanão acomoda
acomodaacomodaacomodaacomoda 0 1 2 3 4 5 6 7 8 9 10 NA
44. Usuários experientes podem usar atalhos com dificuldade com dificuldade com dificuldade com dificuldade convenientementeconvenientementeconvenientementeconvenientemente
0 1 2 3 4 5 6 7 8 9 10 NA 45. Carga de memorização superestimadas adequadasuperestimadas adequadasuperestimadas adequadasuperestimadas adequada 0 1 2 3 4 5 6 7 8 9 10 NA
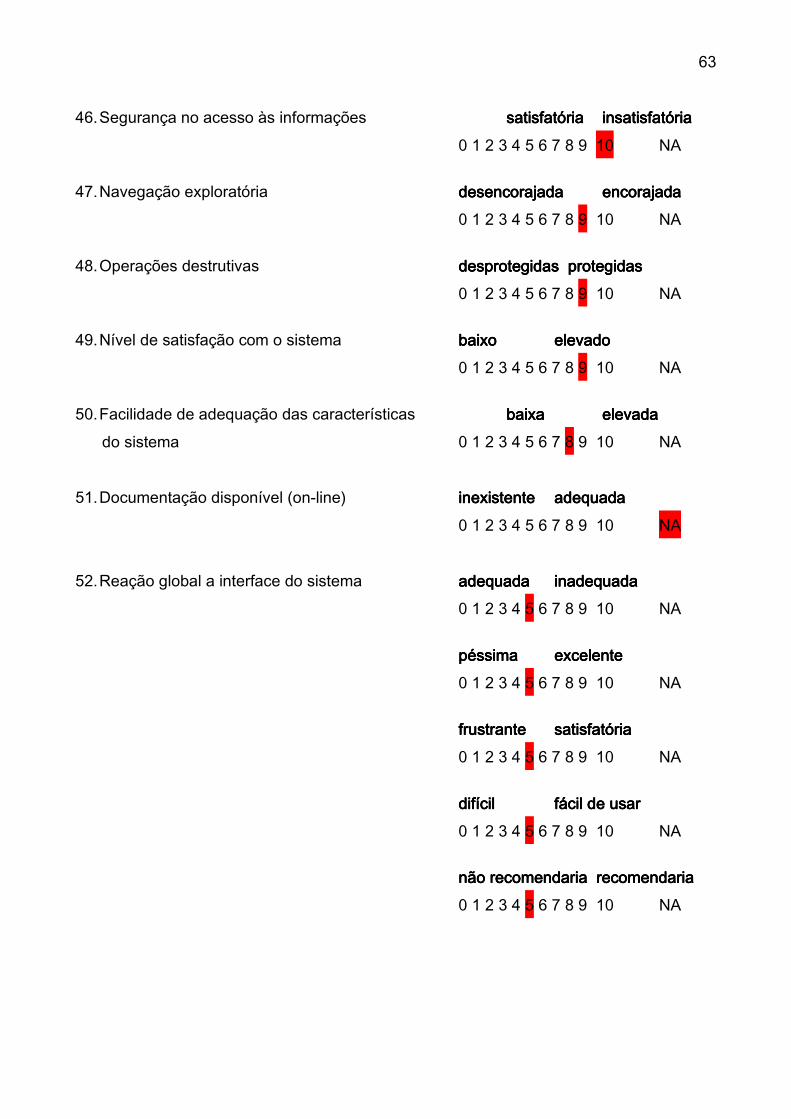
63
46. Segurança no acesso às informações satisfatóriasatisfatóriasatisfatóriasatisfatória insatisfatóriainsatisfatóriainsatisfatóriainsatisfatória 0 1 2 3 4 5 6 7 8 9 10 NA
47. Navegação exploratória desencorajadadesencorajadadesencorajadadesencorajada encorajadaencorajadaencorajadaencorajada 0 1 2 3 4 5 6 7 8 9 10 NA
48. Operações destrutivas desprotegidas pdesprotegidas pdesprotegidas pdesprotegidas protegidasrotegidasrotegidasrotegidas 0 1 2 3 4 5 6 7 8 9 10 NA
49. Nível de satisfação com o sistema baixobaixobaixobaixo elevadoelevadoelevadoelevado 0 1 2 3 4 5 6 7 8 9 10 NA
50. Facilidade de adequação das características baixabaixabaixabaixa elevadaelevadaelevadaelevada do sistema 0 1 2 3 4 5 6 7 8 9 10 NA 51. Documentação disponível (on-line) inexistenteinexistenteinexistenteinexistente adequadaadequadaadequadaadequada 0 1 2 3 4 5 6 7 8 9 10 NA 52. Reação global a interface do sistema adequadaadequadaadequadaadequada inadequadainadequadainadequadainadequada 0 1 2 3 4 5 6 7 8 9 10 NA
péssimapéssimapéssimapéssima excelenteexcelenteexcelenteexcelente 0 1 2 3 4 5 6 7 8 9 10 NA
frustrantefrustrantefrustrantefrustrante satisfatóriasatisfatóriasatisfatóriasatisfatória 0 1 2 3 4 5 6 7 8 9 10 NA
difícildifícildifícildifícil fácil de usarfácil de usarfácil de usarfácil de usar 0 1 2 3 4 5 6 7 8 9 10 NA
não recomendaria recomendarianão recomendaria recomendarianão recomendaria recomendarianão recomendaria recomendaria 0 1 2 3 4 5 6 7 8 9 10 NA
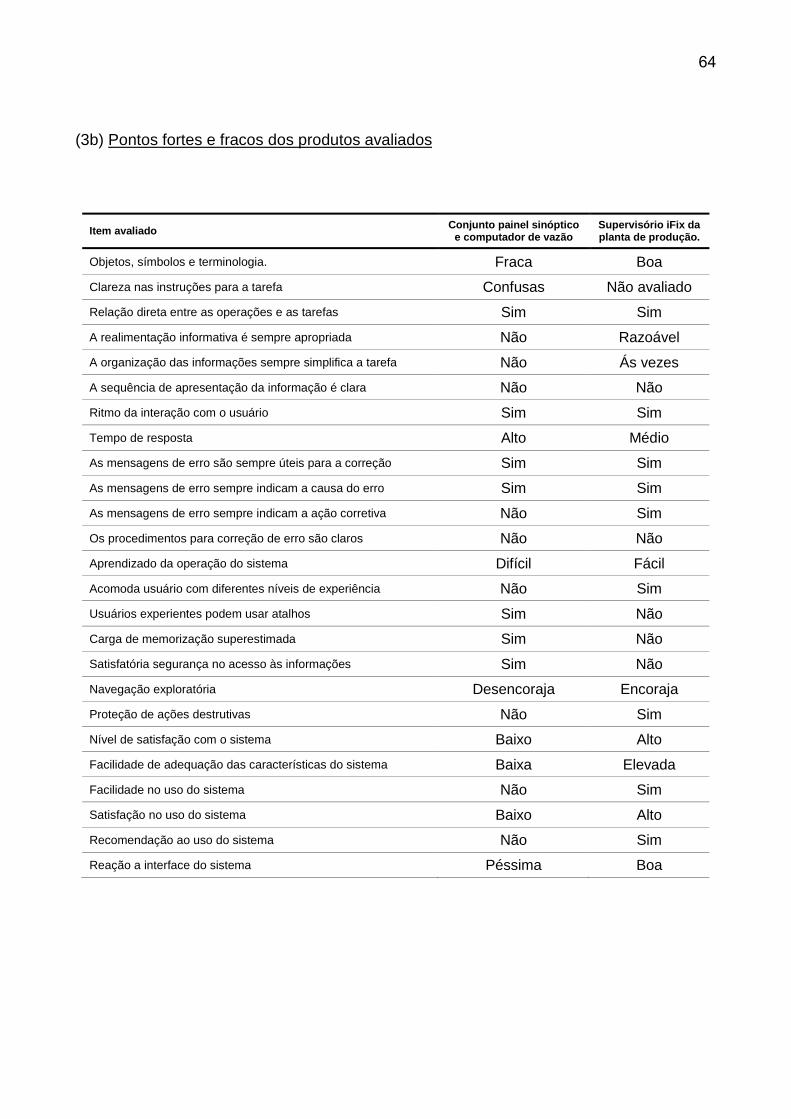
64
(3b) Pontos fortes e fracos dos produtos avaliados
Item avaliado Conjunto painel sinóptico e computador de vazão
Supervisório iFix da planta de produção.
Objetos, símbolos e terminologia. Fraca Boa
Clareza nas instruções para a tarefa Confusas Não avaliado
Relação direta entre as operações e as tarefas Sim Sim
A realimentação informativa é sempre apropriada Não Razoável
A organização das informações sempre simplifica a tarefa Não Ás vezes
A sequência de apresentação da informação é clara Não Não
Ritmo da interação com o usuário Sim Sim
Tempo de resposta Alto Médio
As mensagens de erro são sempre úteis para a correção Sim Sim
As mensagens de erro sempre indicam a causa do erro Sim Sim
As mensagens de erro sempre indicam a ação corretiva Não Sim
Os procedimentos para correção de erro são claros Não Não
Aprendizado da operação do sistema Difícil Fácil
Acomoda usuário com diferentes níveis de experiência Não Sim
Usuários experientes podem usar atalhos Sim Não
Carga de memorização superestimada Sim Não
Satisfatória segurança no acesso às informações Sim Não
Navegação exploratória Desencoraja Encoraja
Proteção de ações destrutivas Não Sim
Nível de satisfação com o sistema Baixo Alto
Facilidade de adequação das características do sistema Baixa Elevada
Facilidade no uso do sistema Não Sim
Satisfação no uso do sistema Baixo Alto
Recomendação ao uso do sistema Não Sim
Reação a interface do sistema Péssima Boa
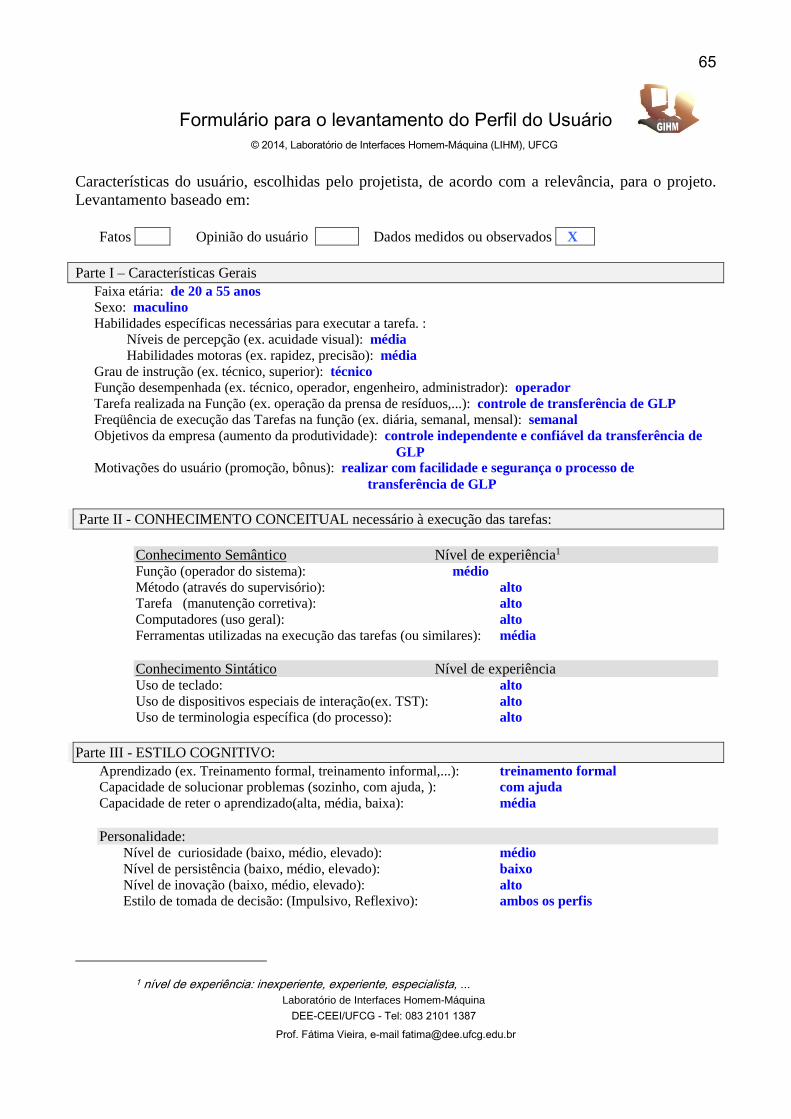
65
Formulário para o levantamento do Perfil do Usuário © 2014, Laboratório de Interfaces Homem-Máquina (LIHM), UFCG
Características do usuário, escolhidas pelo projetista, de acordo com a relevância, para o projeto. Levantamento baseado em:
Fatos Opinião do usuário Dados medidos ou observados X
Parte I – Características Gerais Faixa etária: de 20 a 55 anos Sexo: maculino Habilidades específicas necessárias para executar a tarefa. :
Níveis de percepção (ex. acuidade visual): média Habilidades motoras (ex. rapidez, precisão): média
Grau de instrução (ex. técnico, superior): técnico Função desempenhada (ex. técnico, operador, engenheiro, administrador): operador Tarefa realizada na Função (ex. operação da prensa de resíduos,...): controle de transferência de GLP Freqüência de execução das Tarefas na função (ex. diária, semanal, mensal): semanal Objetivos da empresa (aumento da produtividade): controle independente e confiável da transferência de
GLP Motivações do usuário (promoção, bônus): realizar com facilidade e segurança o processo de
transferência de GLP
Parte II - CONHECIMENTO CONCEITUAL necessário à execução das tarefas: Conhecimento Semântico Nível de experiência1 Função (operador do sistema): médio Método (através do supervisório): alto Tarefa (manutenção corretiva): alto Computadores (uso geral): alto Ferramentas utilizadas na execução das tarefas (ou similares): média Conhecimento Sintático Nível de experiência Uso de teclado: alto Uso de dispositivos especiais de interação(ex. TST): alto Uso de terminologia específica (do processo): alto
Parte III - ESTILO COGNITIVO: Aprendizado (ex. Treinamento formal, treinamento informal,...): treinamento formal Capacidade de solucionar problemas (sozinho, com ajuda, ): com ajuda Capacidade de reter o aprendizado(alta, média, baixa): média Personalidade:
Nível de curiosidade (baixo, médio, elevado): médio Nível de persistência (baixo, médio, elevado): baixo Nível de inovação (baixo, médio, elevado): alto Estilo de tomada de decisão: (Impulsivo, Reflexivo): ambos os perfis
1 nível de experiência: inexperiente, experiente, especialista, ...
Laboratório de Interfaces Homem-Máquina
DEE-CEEI/UFCG - Tel: 083 2101 1387 Prof. Fátima Vieira, e-mail [email protected]
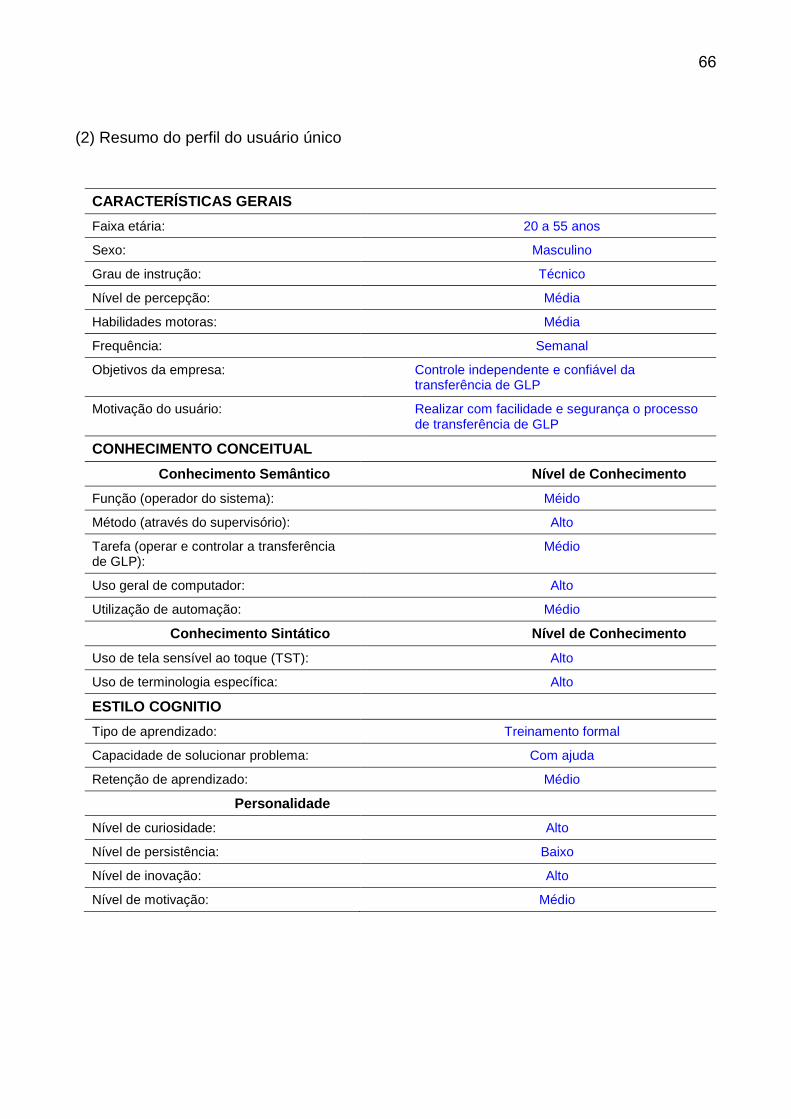
66
(2) Resumo do perfil do usuário único
CARACTERÍSTICAS GERAIS
Faixa etária: 20 a 55 anos
Sexo: Masculino
Grau de instrução: Técnico
Nível de percepção: Média
Habilidades motoras: Média
Frequência: Semanal
Objetivos da empresa: Controle independente e confiável da transferência de GLP
Motivação do usuário: Realizar com facilidade e segurança o processo de transferência de GLP
CONHECIMENTO CONCEITUAL
Conhecimento Semântico Nível de Conhecimento
Função (operador do sistema): Méido
Método (através do supervisório): Alto
Tarefa (operar e controlar a transferência de GLP):
Médio
Uso geral de computador: Alto
Utilização de automação: Médio
Conhecimento Sintático Nível de Conhecimento
Uso de tela sensível ao toque (TST): Alto
Uso de terminologia específica: Alto
ESTILO COGNITIO
Tipo de aprendizado: Treinamento formal
Capacidade de solucionar problema: Com ajuda
Retenção de aprendizado: Médio
Personalidade
Nível de curiosidade: Alto
Nível de persistência: Baixo
Nível de inovação: Alto
Nível de motivação: Médio
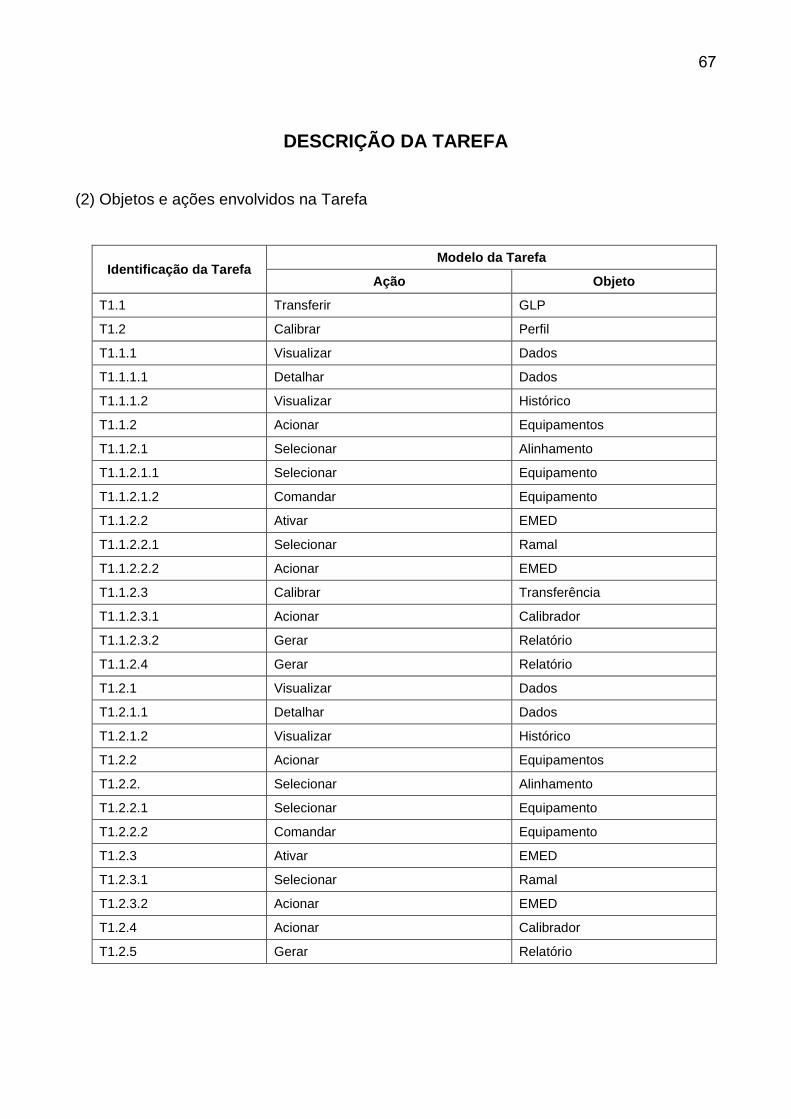
67
DESCRIÇÃO DA TAREFA
(2) Objetos e ações envolvidos na Tarefa
Identificação da Tarefa Modelo da Tarefa
Ação Objeto
T1.1 Transferir GLP
T1.2 Calibrar Perfil
T1.1.1 Visualizar Dados
T1.1.1.1 Detalhar Dados
T1.1.1.2 Visualizar Histórico
T1.1.2 Acionar Equipamentos
T1.1.2.1 Selecionar Alinhamento
T1.1.2.1.1 Selecionar Equipamento
T1.1.2.1.2 Comandar Equipamento
T1.1.2.2 Ativar EMED
T1.1.2.2.1 Selecionar Ramal
T1.1.2.2.2 Acionar EMED
T1.1.2.3 Calibrar Transferência
T1.1.2.3.1 Acionar Calibrador
T1.1.2.3.2 Gerar Relatório
T1.1.2.4 Gerar Relatório
T1.2.1 Visualizar Dados
T1.2.1.1 Detalhar Dados
T1.2.1.2 Visualizar Histórico
T1.2.2 Acionar Equipamentos
T1.2.2. Selecionar Alinhamento
T1.2.2.1 Selecionar Equipamento
T1.2.2.2 Comandar Equipamento
T1.2.3 Ativar EMED
T1.2.3.1 Selecionar Ramal
T1.2.3.2 Acionar EMED
T1.2.4 Acionar Calibrador
T1.2.5 Gerar Relatório
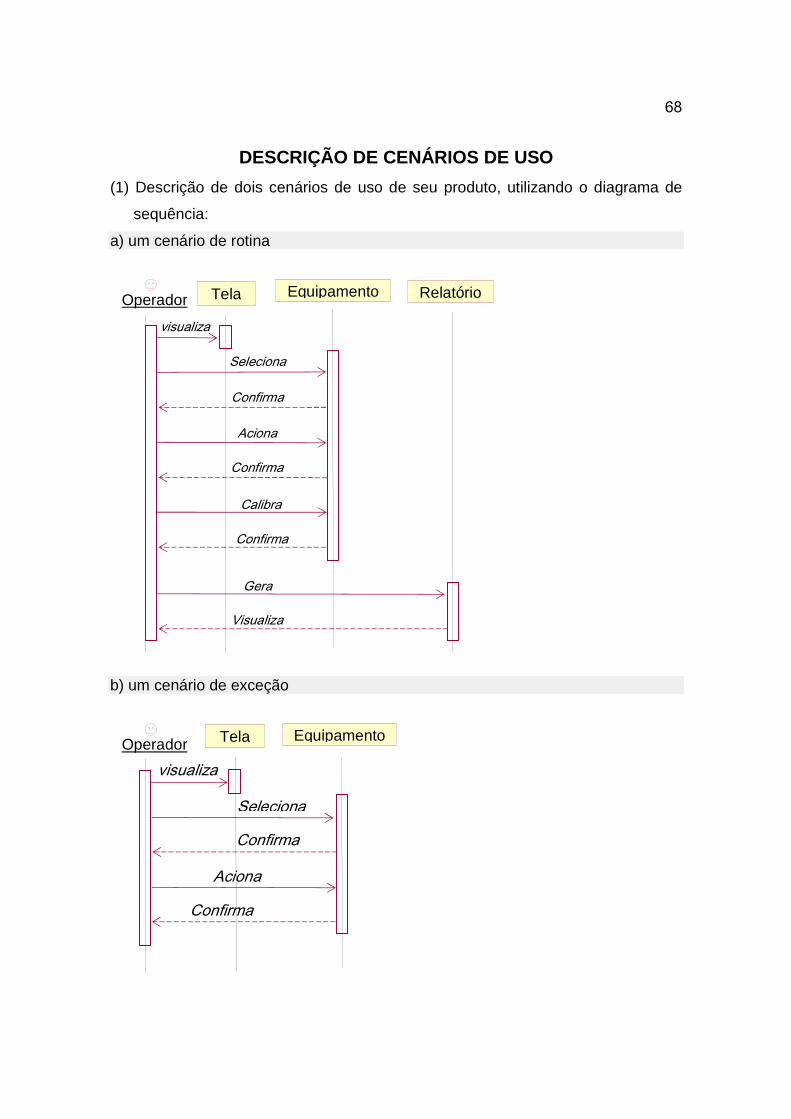
68
DESCRIÇÃO DE CENÁRIOS DE USO
(1) Descrição de dois cenários de uso de seu produto, utilizando o diagrama de
sequência:
a) um cenário de rotina
b) um cenário de exceção
Operador Tela Equipamento
visualiza
Seleciona
Confirma
Confirma
Aciona
Operador Tela Equipamento Relatório
visualiza
Seleciona
Confirma
Confirma
Confirma
Aciona
Calibra
Gera
Visualiza
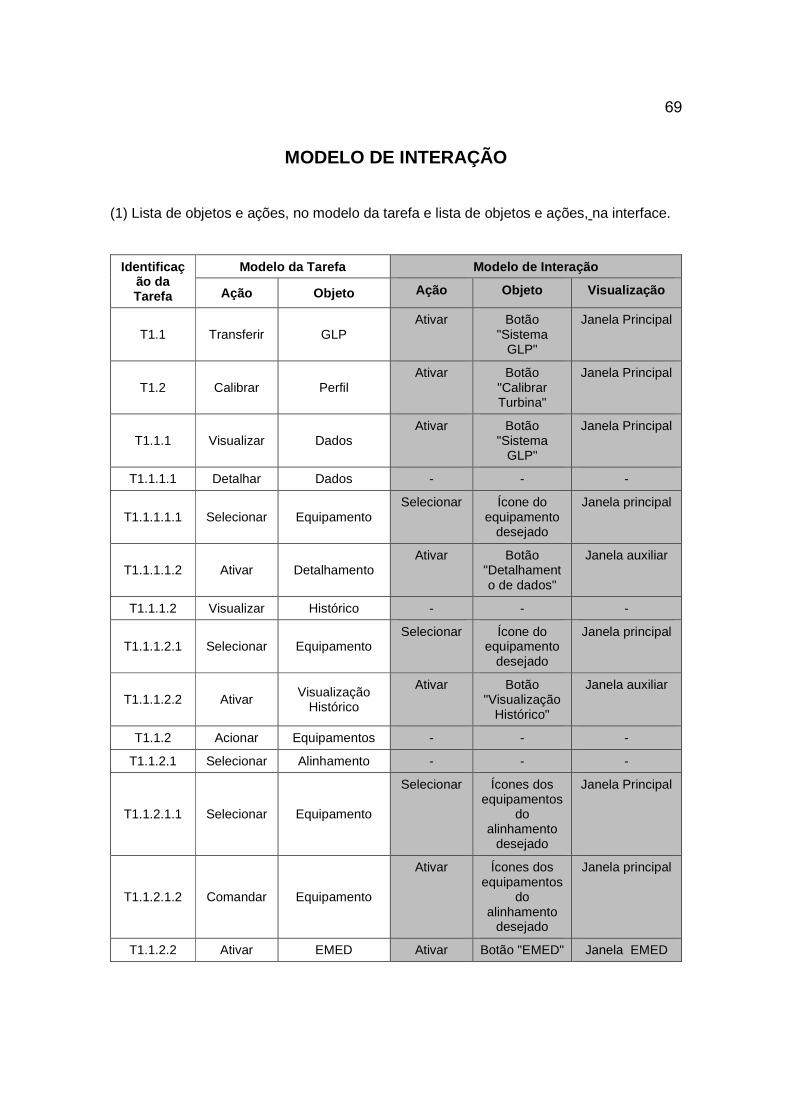
69
MODELO DE INTERAÇÃO
(1) Lista de objetos e ações, no modelo da tarefa e lista de objetos e ações, na interface.
Identificação da Tarefa
Modelo da Tarefa Modelo de Interação
Ação Objeto Ação Objeto Visualização
T1.1 Transferir GLP Ativar Botão
"Sistema GLP"
Janela Principal
T1.2 Calibrar Perfil Ativar Botão
"Calibrar Turbina"
Janela Principal
T1.1.1 Visualizar Dados Ativar Botão
"Sistema GLP"
Janela Principal
T1.1.1.1 Detalhar Dados - - -
T1.1.1.1.1 Selecionar Equipamento Selecionar Ícone do
equipamento desejado
Janela principal
T1.1.1.1.2 Ativar Detalhamento Ativar Botão
"Detalhamento de dados"
Janela auxiliar
T1.1.1.2 Visualizar Histórico - - -
T1.1.1.2.1 Selecionar Equipamento Selecionar Ícone do
equipamento desejado
Janela principal
T1.1.1.2.2 Ativar Visualização Histórico
Ativar Botão "Visualização
Histórico"
Janela auxiliar
T1.1.2 Acionar Equipamentos - - -
T1.1.2.1 Selecionar Alinhamento - - -
T1.1.2.1.1 Selecionar Equipamento
Selecionar Ícones dos equipamentos
do alinhamento
desejado
Janela Principal
T1.1.2.1.2 Comandar Equipamento
Ativar Ícones dos equipamentos
do alinhamento
desejado
Janela principal
T1.1.2.2 Ativar EMED Ativar Botão "EMED" Janela EMED
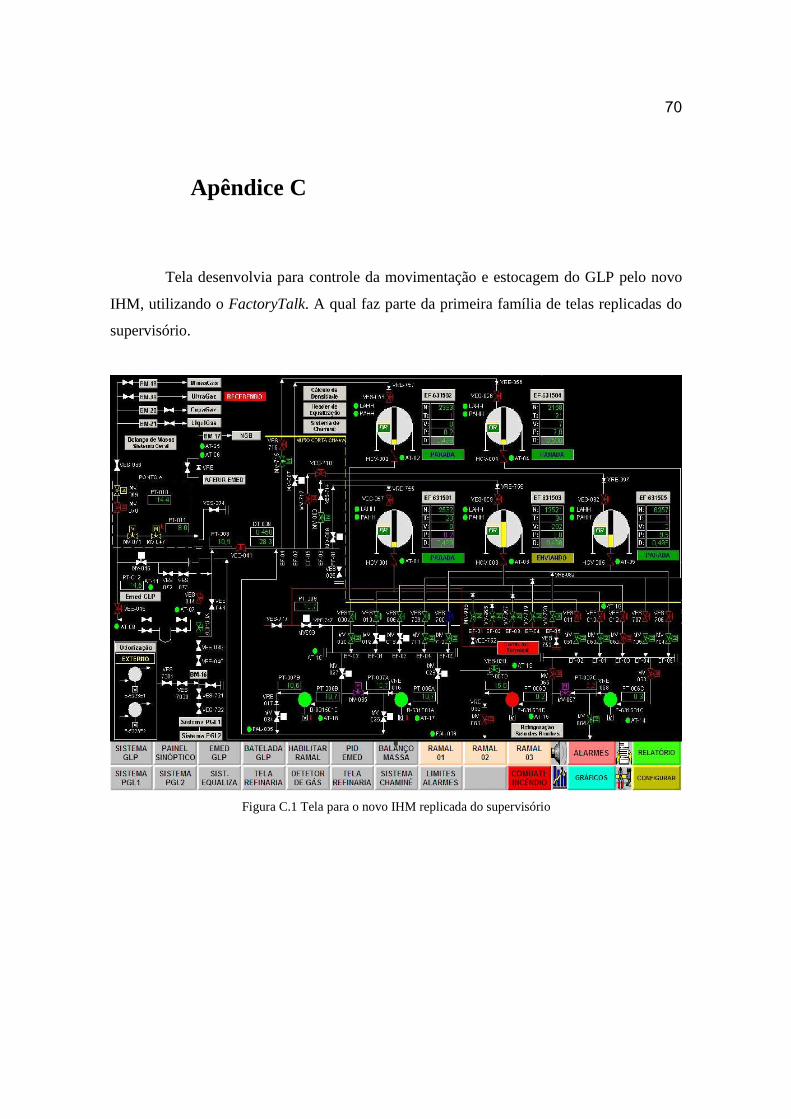
70
Apêndice C
Tela desenvolvia para controle da movimentação e estocagem do GLP pelo novo
IHM, utilizando o FactoryTalk. A qual faz parte da primeira família de telas replicadas do
supervisório.
Figura C.1 Tela para o novo IHM replicada do supervisório
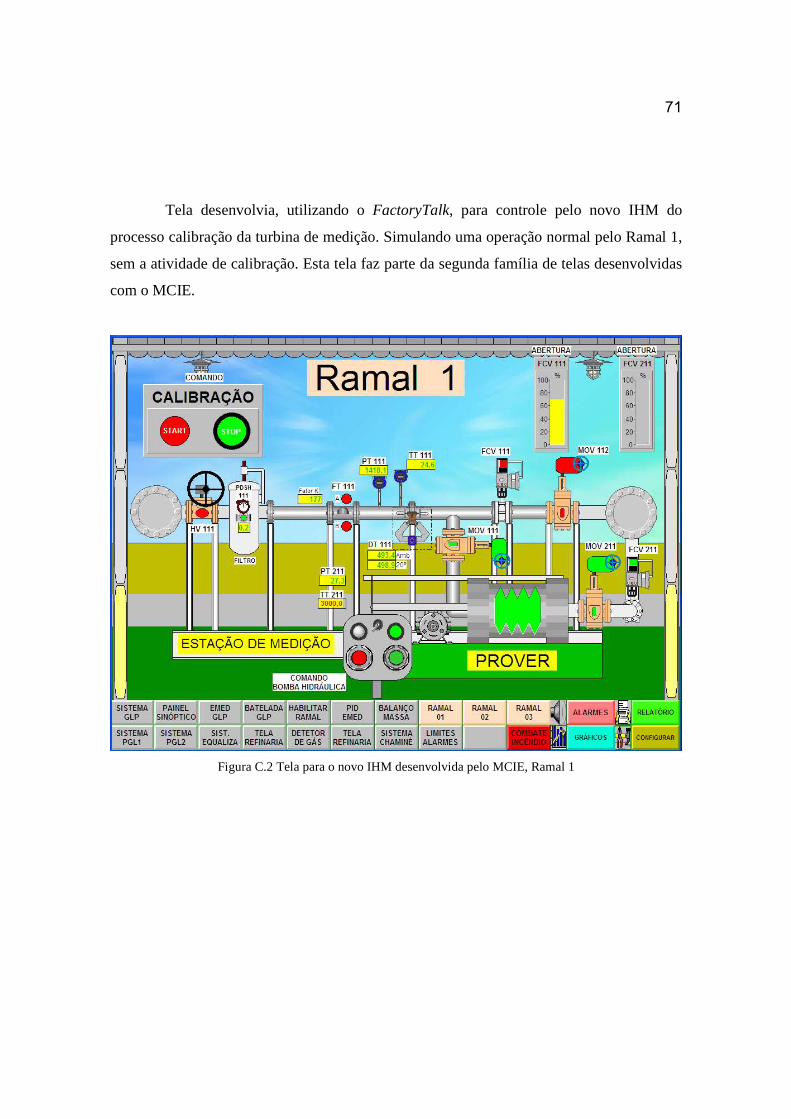
71
Tela desenvolvia, utilizando o FactoryTalk, para controle pelo novo IHM do
processo calibração da turbina de medição. Simulando uma operação normal pelo Ramal 1,
sem a atividade de calibração. Esta tela faz parte da segunda família de telas desenvolvidas
com o MCIE.
Figura C.2 Tela para o novo IHM desenvolvida pelo MCIE, Ramal 1
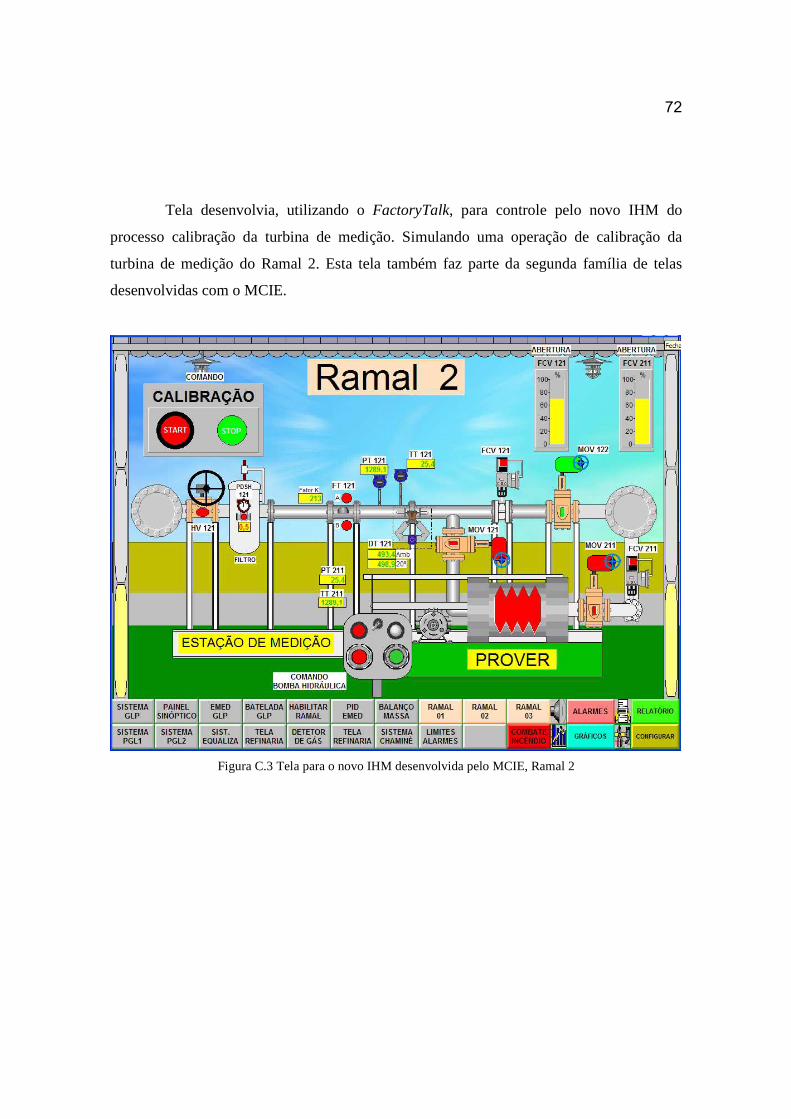
72
Tela desenvolvia, utilizando o FactoryTalk, para controle pelo novo IHM do
processo calibração da turbina de medição. Simulando uma operação de calibração da
turbina de medição do Ramal 2. Esta tela também faz parte da segunda família de telas
desenvolvidas com o MCIE.
Figura C.3 Tela para o novo IHM desenvolvida pelo MCIE, Ramal 2
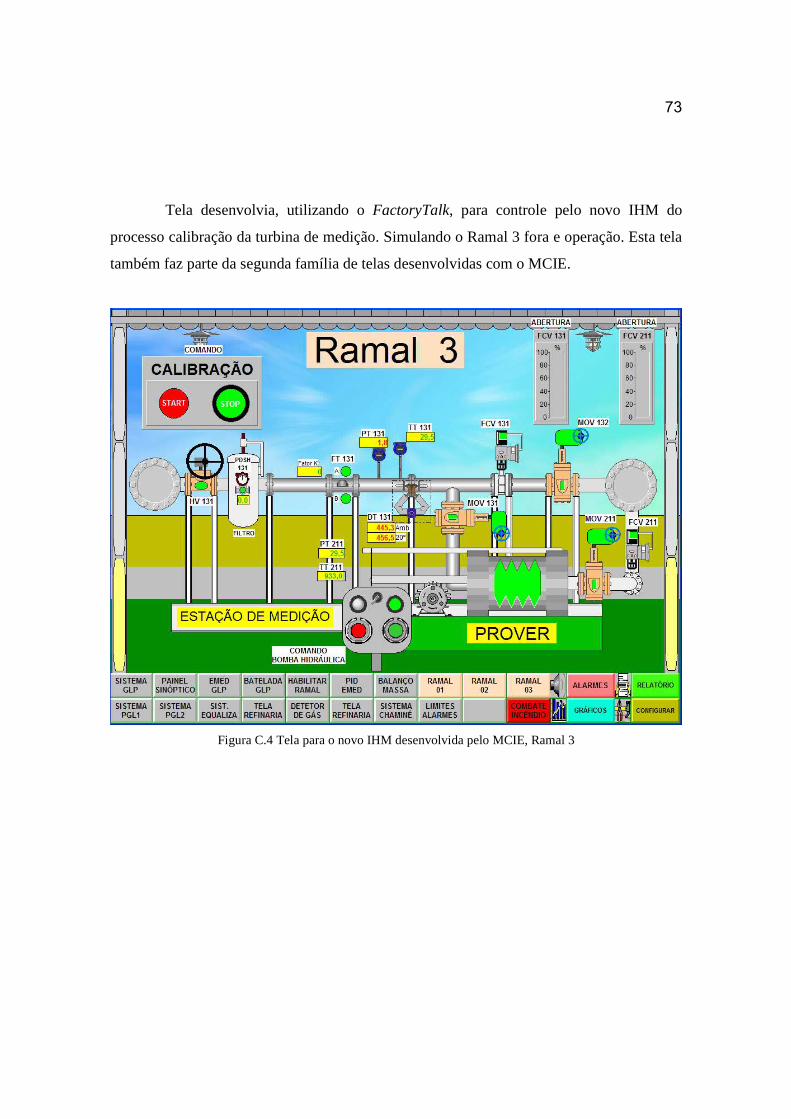
73
Tela desenvolvia, utilizando o FactoryTalk, para controle pelo novo IHM do
processo calibração da turbina de medição. Simulando o Ramal 3 fora e operação. Esta tela
também faz parte da segunda família de telas desenvolvidas com o MCIE.
Figura C.4 Tela para o novo IHM desenvolvida pelo MCIE, Ramal 3
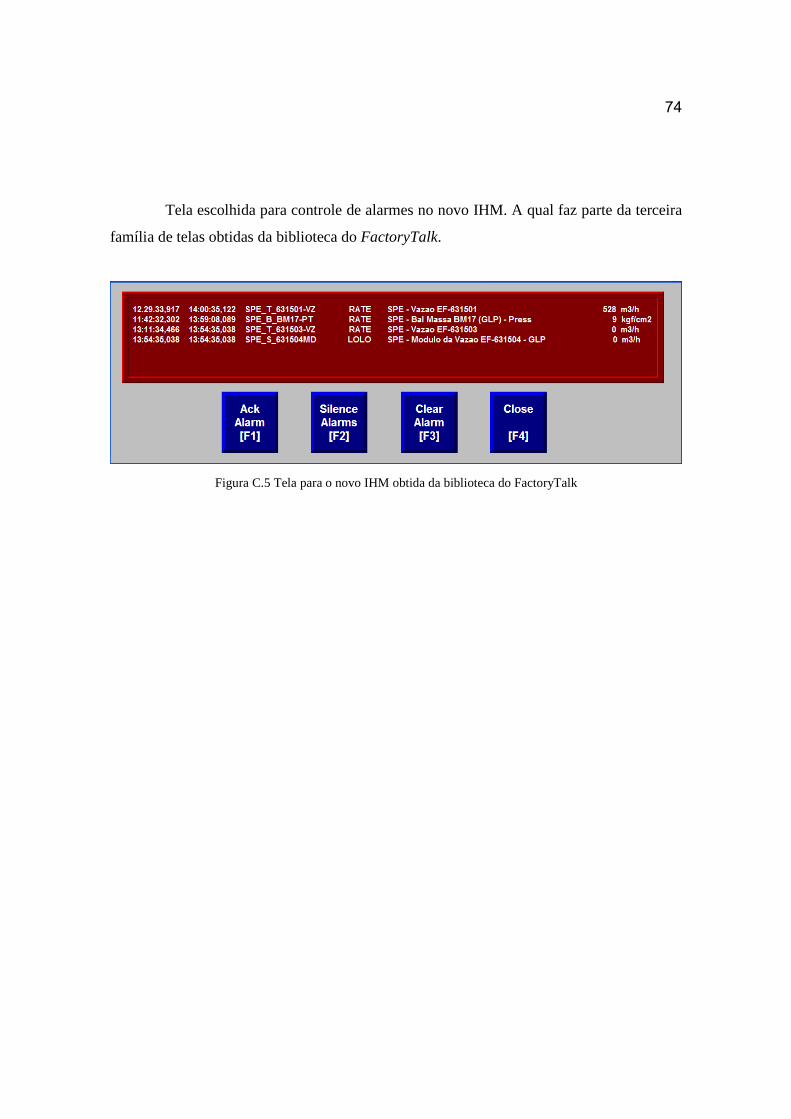
74
Tela escolhida para controle de alarmes no novo IHM. A qual faz parte da terceira
família de telas obtidas da biblioteca do FactoryTalk.
Figura C.5 Tela para o novo IHM obtida da biblioteca do FactoryTalk