inteligÊncia artificial aplicada À automaÇÃofei.edu.br/sbai/sbai1999/artigos/iv_sbai_54.pdf ·...
TRANSCRIPT
40. SBAI-Simpósio Brasileiro de Automação Inteligente, São Paulo, SP, 08-10 de Setembro de 1999
INTELIGÊNCIA ARTIFICIAL APLICADA À AUTOMAÇÃO
Freitas,R.; Prado,J.; Batista Neto,J.; Nakarniti,G.; Pila, A.UNESP/CEUNSPIUNIPSão Paulo - [email protected]
Resumo: Atualmente torna-se cada vez maior o interesse nodesenvolvimento de ferramentas computacionais que apoiem astarefas de manufatura. Uma das possibilidades investigadasrefere-se ao uso de ferramentas inteligentes que propiciem aautomatização de tarefas antes feitas exclusivamente pelohomem. Neste contexto, este trabalho pretende fornecer umadescrição geral de um sistema integrado inteligente que forneceo sequenciamento automático de ações para a produção depeças em uma célula flexível de manufatura.
Abstract: In the recent days, the development of tools, whichsupport tasks of manufacturing, has become more attractive.One approach investigated in this paper is the usage ofintelligent tools which allow the automation of tasks that usedto be done manualIy. In this context, this work intends toprovide a general view of an intelligent integrated environrnentwhich creates an automatic sequencing of actions capable ofproducing parts in a flexible manufacturing cel!.
Keywords: Casos, Sistemas Inteligentes, Manufatura.
1 INTRODUÇÃOAtualmente existe grande necessidade de ferramentascomputacionais que, não somente apoiem tarefas a seremrealizadas em sistemas produtivos, mas também que lheforneçam grande flexibilidade e autonomia na obtenção desoluções.
Outra característica importante é a tendência registrada emsistemas produtivos de negócios orientados para o cliente("customer oriented business"), onde as variações nocomportamento e as necessidades do mercado consumidorlevam as empresas a terem uma postura de grande diversidadede peças em produção, o que resulta em lotes de tamanhosreduzidos. Assim, as empresas devem reagir rapidamente àsnecessidades dos clientes, com os menores custos de produçãopara poderem competir num mercado cada vez mais exigente.
Nota-se assim que a tendência aponta para um grau dediversidade cada vez maior, uma diminuição na vida dosprodutos, queda nas quantidades produzidas por tipo deproduto, grande velocidade de mudanças e internacionalizaçãoda competição. Para obter isso é fundamental uma redução notempo de introdução de novos'produtos, de forma a adaptar ochão-de-fábrica para produção de diferentes itens de produto
352
nos tempos. Uma forma de se incrementar isso é através daredução do tempo por atividade.
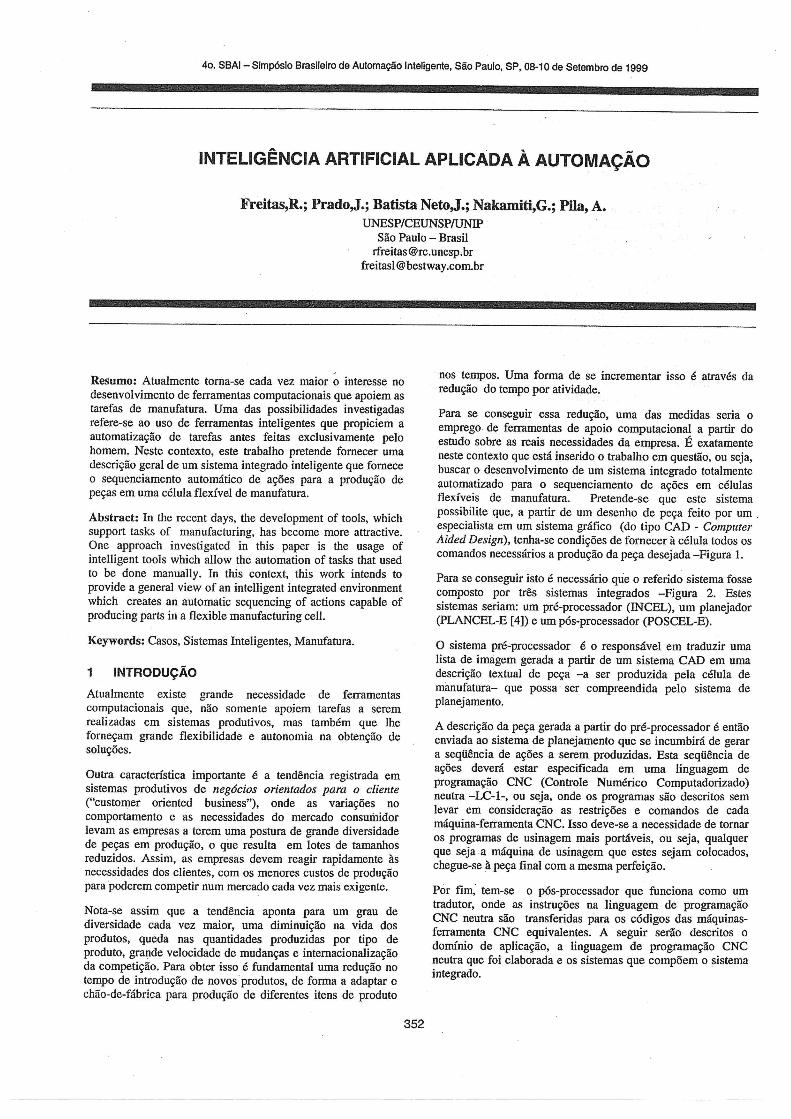
Para se conseguir essa redução, uma das medidas seria oemprego de ferramentas de apoio computaciona! a partir doestudo sobre as reais necessidades da empresa. E exatamenteneste contexto que está inserido o trabalho em questão, ou seja,buscar o desenvolvimento de um sistema integrado totalmenteautomatizado para o sequenciamento de ações em célulasflexíveis de manufatura. Pretende-se que este sistemapossibilite que, a partir de um desenho de peça feito por um .especialista em um sistema gráfico (do tipo CAD - ComputerAided Design), tenha-se condições de fornecer à célula todos oscomandos necessários a produção da peça desejada -Figura 1.
Para se conseguir isto é necessário que o referido sistema fossecomposto por três sistemas integrados -Figura 2. Estessistemas seriam: um pré-processador (INCEL), um planejador(pLANCEL-E [4]) e um pós-processador (POSCEL-E).
O sistema pré-processador é o responsável em traduzir umalista de imagem gerada a partir de um sistema CAD em umadescrição textual de peça -a ser produzida pela célula demanufatura- que possa ' ser compreendida pelo sistema deplanejamento.
A descrição da peça gerada a partir do pré-processador é entãoenviada ao sistema de planejamento que se incumbirá de gerara seqüência de ações a serem produzidas. Esta seqüência deações deverá estar especificada em uma linguagem deprogramação CNC (Controle Numérico Computadorizado)neutra -LC-I-, ou seja, onde os programas são descritos semlevar em consideração as restrições e comandos de cadamáquina-ferramenta CNC. Isso deve-se a necessidade de tornaros programas de usinagem mais portáveis, ou seja, qualquerque sejaa máquina de usinagem que estes sejam colocados,chegue-se à peça final com a mesma perfeição.
Por fim: tem-se o pós-processador que funciona como umtradutor, onde as instruções na linguagem de programaçãoCNC neutra são transferidas para os códigos das máquinas-ferramenta CNC equivalentes. A seguir serão descritos odomínio de aplicação, a linguagem de programação CNCneutra que foi elaborada e os sistemas que compõem o sistemaintegrado.
40. SBAI - Simpósio Brasileiro de Automação Inteligente. São Paulo, SP, 08-10 de Setembro de 1999
Sistema Gráfico
Figura 1: Passos para a Geração das Ações
Figura 2: Sistema Integrado
- 1 console de controle central;
2 DOMíNIO DA CÉLULA DE MANUFATURA - I "Teach Pendent" (TP);Observando as possibilidades de uso de planejamento apoiadoem Inteligência Artificial ("Arti ficial Intelligence Planning")dentro de sistemas de manufatura, foi possível detectar que elepoderia ser aplicado para determinar a ordem de tarefas aserem executadas pelos elementos componentes de uma célulaflexível [2]. Ou seja, a partir de uma dada descrição para umapeça a ser produzida, o sistema de planejamento irá gerar umplano completo de ações a serem executadas pela célula, demodo a atender esta descrição.
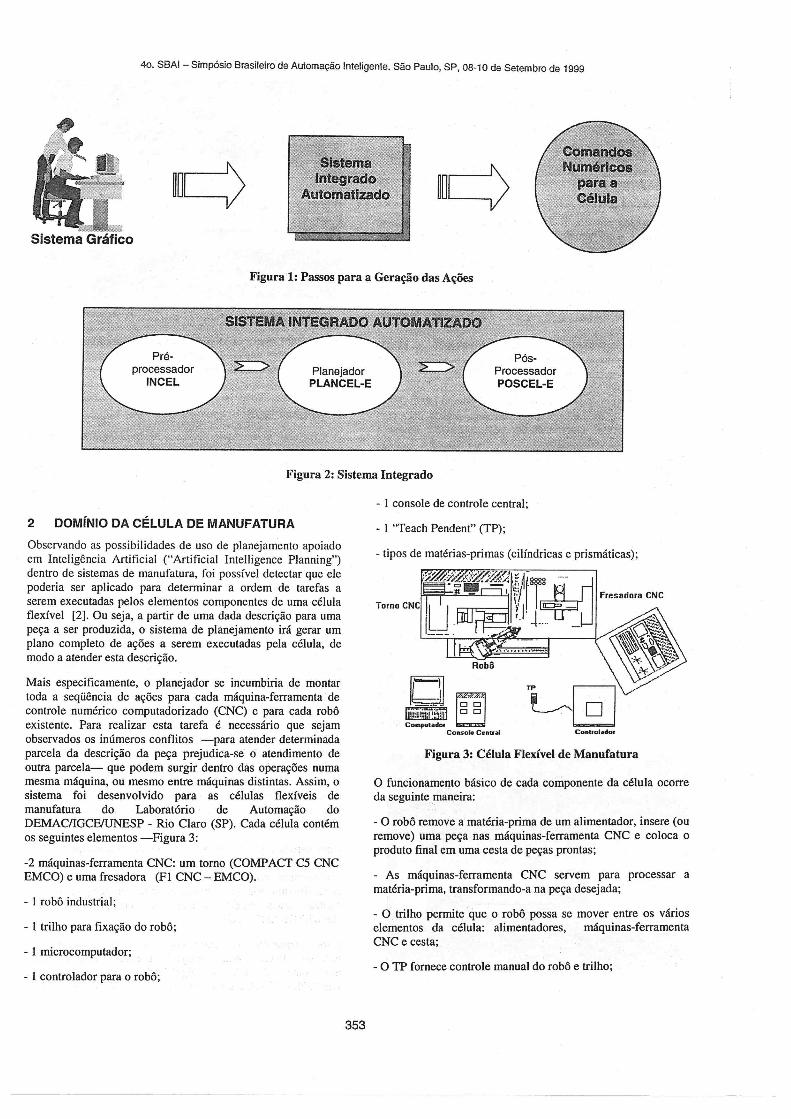
Mais especificamente, o planejador se incumbiria de montartoda a seqüência de ações para cada máquina-ferramenta decontrole numérico computadorizado (CNC) e para cada robôexistente. Para realizar esta tarefa é necessário que sejamobservados os inúmeros conflitos -para atender determinadaparcela da descrição da peça prejudica-se o atendimento deoutra parcela- que podem surgir dentro das operações numamesma máquina, ou mesmo entre máquinas distintas. Assim, osistema foi desenvolvido para as células flexíveis demanufatura do Laboratório de Automação doDEMACIIGCFlUNESP - Rio Claro (SP). Cada célula contémos seguintes elementos - Figura 3:
-2 máquinas-ferramenta CNC: um torno (COMPACT CS CNCEMCO) e uma fresadora (FI CNC - EMCO).
- I robô industrial;
- I trilho para fixação do robô;
- I microcomputador;
- I controlador para o robô;
353
- tipos de matérias-primas (cilíndricas e prismáticas);
Fresadora CNC
Robô
Figura 3: Célula Flexível de Manufatura
O funcionamento básico de cada componente da célula ocorreda seguinte maneira:
- O robô remove a matéria-prima de um alímentador, insere (ouremove) uma peça nas máquinas-ferramenta CNC e coloca oproduto final em uma cesta de peças prontas;
- As máquinas-ferramenta CNC servem para processar amatéria-prima, transformando-a na peça desejada;
- O trilho permite que o robô possa se mover entre os várioselementos da célula: alímentadores, máquinas-ferramentaCNC e cesta;
- O TP fornece controle manual do robô e trilho;
40. SBAI - Simpósio Brasileiro de Automação Inteligente. São Paulo, SP, 08-10 de Setembro de 1999
- O controlador do robô recebe os comandos vindos docomputador e os traduz em ações para este;
- O console de controle central fornece controle manual sobreas funções da célula como um todo.
3 LINGUAGEM DE PROGRAMAÇÃO CNCNEUTRA - LC-1
Os comandos numencos estão cada vez mais eficientes eabrangentes, o que viabiliza a programação CNC na máquina eo desenvolvimento de programas com maior número derecursos e de fácil elaboração. Esta programação é, no entanto,específica. Apesar de existirem normas para este nível deprogramação, um programa de uma máquina utiliza seusrecursos específicos, como ciclos especiais, etc. e não pode serutilizado por outra máquina.
Para que tal problema fosse superado, foi realizado um estudoa respeito do código a, que é a linguagem reconhecida pelasmáquinas de usinagem da EMCO MEIER, e então foielaborada uma Linguagem de Programação CNC Neutra, aqual denominamos de LC- I. Com isso, foi possível descrever asequência de ações para produzir uma determinada peça comessa Linguagem e, a partir de um pós-processador, faz-se atradução para os códigos específicos de cada máquina. Tem-se,assim, uma maior portabilidade entre máquinas, pois umasuperfície descrita na Linguagem LC-l não está vinculada àsrestrições de programação impostas pelas máquinas deusinagem. Quem levará isso em consideração é o pós-processador.
4
Ao desejar a produção de nova peça, o usuário irá desenhá-laem um sistema gráfico CAD. O sistema CAD armazena odesenho da peça em um arquivo que apresenta um determinadoformátó. Assim, o papel do sistema INCEL é transformar arepresentação gerada pelo sistema CAD em uma representaçãotextual que servirá de entrada para o planejador. Para isso, épercorrido o arquivo que contém o desenho da peça e para cadatrecho detectado é gerada uma descrição de superfíciecorrespondente para a peça. Para exemplificar, observe atransformação do desenho em CAD de uma peça denominadaBISPO (Tabuleiro de Xadrez) em uma descrição textual -Figura 4.
354
Figura 4: Telas do Sistema INCEL.
Na primeira tela é feita a importação do arquivo CAD quedescreve a peça que foi desenhada. Após execução INCEL geraa lista de superfícies para o planejador, representado nasegunda tela.
5 PLANCEL·EO planejador desenvolvido utilizou a abordagem baseada emcasos [1][4]. Assim, ele foi dividido em diferentes processoscomponentes[3]. Para fazer uso de uma experiência anterior,deve existir um processo encarregado de buscar dentre todas asexperiências armazenadas a mais adequada para a situaçãocorrente (RECUPERAÇÃO). Vale salientar que neste casoquando se fala em experiência anterior, na verdade está sereferindo a um plano que foi gerado para resolver determinadoproblema em uma situação passada.
Na hipótese de não se ter uma equivalência completa entre asituação corrente e a anterior que foi escolhida, tem-se que oplano resultante da recuperação não atende a todos os objetivosrequeridos. Assim, torna-se necessário um processo que possaadaptar este plano, de forma a atender por completo asnecessidades correntes (ADAPTAÇÃO).
Para saber se o plano adaptado é correto, pode-se utilizar umprocesso que faça o rastreamento deste plano verificando,assim, se o resultado esperado foi realmente obtido(RASTREAMENTO). No caso de ser correto, necessita-se deum processo que armazene este plano juntamente com outrosplanos correspondentes a outras situações anteriores(ARMAZENAMENTO). É através deste armazenamento queesta experiência poderá ser reutilizada em situações futuras.Caso o plano rastreado apresente problemas, tem-se anecessidade de um processo que corrija este plano antes que eleseja utilizado, ou mesmo armazenado para reutilização(CORREÇÃO).
Após gerado o plano, tem-se a necessidade de interpretá-lo deforma a serem gerados os códigos de máquina referentes a cadaequipamento componente da .célula: Além disso, faz-senecessário um monitoramento da execução em tempo real. Pararealizar estas tarefas existe um processo específico(MONITORAMENTO).
Com o passar do tempo pode ocorrer de se ter uma quantidadeexcessiva de casos armazenados. Esse excesso pode acarretarem uma degradação significativa do tempo deRECUPERAÇÃO. Para solucionar este problema deve existir
7 CONSIDERAÇÔS FINAIS
Figura 7: Tela do Sistema POSCEL·E
Uma importante contribuição deste trabalho reside em exploraro uso da abordagem de planejamento baseada em casos emdomínio voltado à automação industrial, mais especificamenteem células flexíveis de manufatura. Isso devido ao sistemafornecer a estas maior grau de autonomia e flexibilidade. Naprática em geral o que se tem disponível são ferramentas que, apartir de uma descrição gráfica de uma peça, possibilitem à umespecialista humano gerar a seqüência de ações para umamáquina-ferramenta CNC específica. Porém, essaespecificação, além de ser gerada manualmente, normalmentenão observa os conflitos dentro da máquina de formasatisfatória, o que acarreta necessidade de revisão detalhadapor parte do especialista. Como o sistema proposto procura
.""",,,,,R C PERA
40. SBAI- Simpósio Brasileiro de Automação Inteligente, São Paulo, SP, Oê-f Ode Setembro de 1999
um processo (ESQUECIMENTO) que ao ser ativado elimine O pós-processador também deve ser capaz de prevenircasos baixo í?dice de .reap!oveitamento. Para usinagens com profundidades que não sejam possíveis demelhor como sena a orgamzaçao destes processos serem feitas em uma única vez. Para corrigir esse problema, oobserve a FIgura5. pós-processador deve ser capaz de gerar semi-usinagens que
UfflUOA 8QUECIMENT desbastam o material em profundidades seguras até que sejaalcançada a profundidade desejada. Para exemplificar o uso dePOSCEL-E observe o exemplo onde um plano descrito em LC-I para produzir a peça BISPO é traduzido em código demáquina para a célula de manufatura -Figura 7. Na primeiratela tem-se o plano de ações importado do planejador. Nasegunda tela tem-se o plano em código de máquina gerado pelosistema POSCEL.
Figura 5: Diagrama de Processos da Arquitetura dePLANCEL·E
Figura 6: Tela do Sistema PLANCEL·E
6 POSCEl-E - PÓS-PROCESSADOR PARA ACÉCUlA FLEXíVEL DE MANUFATURA
Para exemplificar o uso de PLANCEL-E observe o exemploonde uma descrição textual da peça BISPO é utilizada paragerar um plano de ações para a célula de manufatura descritoem LC-I - Figura 6. Na tela é apresentado o plano obtidosegundo os processos que compõem sua arquitetura.
O sistema POSCEL-E funciona como um tradutor, onde asinstruções na Linguagem de Programação CNC Neutra LC-lsão traduzidas para o código específico das máquinascomponentes da célula de manufatura. No entanto, essatradução não é necessariamente de um para um, pois algumasinstruções na Linguagem LC-l podem gerar diferentes códigosdependendo dos parâmetros passados a cada uma delas. Porexemplo, na instrução TCurvilineo que executa a usinagem detrajetórias baseadas em arco de circunferência no torno,dependendo do parâmetro S, que esta relacionado ao sentido, oPOSCEL-E pode gerar tanto o código G02 ou G03,dependendo do sentido horário ou anti-horário,respectivamente. Ainda em relação à essa instrução, nela estácontido os parâmetros das coordenadas de um possível arco decircunferência a ser seguido, o que gera para o equipamentoCNC um outro código - a instrução M99.
355
40. SBAI- Simpósio Brasileiro de Automação Inteligente, São Paulo, SP, 08-10 de Setembro de 1999
atender a produção da peça em relação ao conjunto demáquinas a serem utilizadas, tem-se a vantagem de seremobservados de forma automatizada, e em detalhes, não somenteos conflitos dentro de uma máquina, mas também os conflitosentre máquinas distintas.
8 BIBLIOGRAFIA
1. R. Freitas; G. Nakamiti , Appropriatness of Case-BasedApproach to the Sequencing of Actions in a ManufacturingFlexible Cell. Proceedings of lhe Fourth InternationalConference on Advanced Robotics, Intelligent Automationand Active Systems, European Center for Peace andDevelopment (United Nations), 363-367, Moscow-Russia,
2. Freitas,R. ; Nakamiti,G.; Prado,l.;. Intelligent ActionsSequencing Supported by a Case Based Systems .Proceedings of the Second International Symposium on.InteIligent Autornation and Control, WorId AutornationCongress '98, 073.1-073.6, Anchorage-USA, may-1998.
3. Freitas.R; Nakamiti ,G.; Prado.L ; PLANCEL-E.· anlntelligent Actions Planner. Proceedings of lhe ThirteenthInternational Conference on CAD/CAM, Robotics andFactories of the Future, IEE, Pereira-Colombia, 1997.
4. Freitas R., Nakamiti G., A Adequação de SistemasBaseados em Casos no Sequenciamento Inteligente de Ações.Revista de Informática, no. 1, 105-112, abril-1998 .
356