impactos da metodologia lean production...
TRANSCRIPT
IMPACTOS DA METODOLOGIA LEAN
PRODUCTION EM OBRAS DE ENGENHARIA
Alexandre Morgani de Menezes Côrtes
Projeto de Graduação apresentado ao Curso
de Engenharia Civil da Escola Politécnica,
Universidade Federal do Rio de Janeiro,
como parte dos requisitos necessários à
obtenção do título de Engenheiro.
Orientador: Jorge dos Santos
Rio de Janeiro
Agosto de 2014
ii
IMPACTOS DA METODOLOGIA LEAN PRODUCTION EM
OBRAS DE ENGENHARIA
Alexandre Morgani de Menezes Côrtes
PROJETO DE GRADUAÇÃO SUBMETIDO AO CORPO DOCENTE DO CURSO DE
ENGENHARIA CIVIL DA ESCOLA POLITÉCNICA DA UNIVERSIDADE FEDERAL DO
RIO DE JANEIRO COMO PARTE DOS REQUISITOS NECESSÁRIOS PARA A
OBTENÇÃO DO GRAU DE ENGENHEIRO CIVIL.
Examinada por:
________________________________________________
Prof. Jorge dos Santos, D.Sc.
________________________________________________
Profa. Ana Catarina Jorge Evangelista, D.Sc.
________________________________________________
Profa. Isabeth Mello, M.Sc.
________________________________________________
Prof. Wilson Wanderley da Silva.
Rio de Janeiro, RJ – Brasil
Agosto de 2014
iii
Côrtes, Alexandre Morgani de Menezes
Impactos da metodologia Lean Production em obras de
Engenharia / Alexandre Morgani de Menezes Côrtes. – Rio de
Janeiro: UFRJ/ Escola Politécnica, 2014.
XII, 66 p.: il.; 29,7 cm.
Orientador: Jorge dos Santos
Projeto de Graduação – UFRJ/ Escola Politécnica/ Curso
de Engenharia Civil, 2014.
Referências Bibliográficas: p. 76-77.
1. Otimização das construções 2. Lean Production. 3.
Adaptação de Metodologia. 4. Aplicação Prática.
I. Santos, Jorge. II. Universidade Federal do Rio de
Janeiro, Escola Politécnica, Curso de Engenharia Civil. III.
Impactos da metodologia Lean Production em obras de
Engenharia.
iv
AGRADECIMENTOS
Em primeiro lugar, agradeço a Deus pelas oportunidades a mim concedidas.
Agradeço aos meus pais, que diante das dificuldades, conseguiram vencer
barreiras e dar a mim e ao meu irmão a oportunidade e a educação necessárias para
nos desenvolver nos âmbitos pessoal e profissional.
À minha mãe, Cleonice, por ser exemplo de força e determinação. Me
mostrando sempre que o trabalho é o melhor caminho para atingir qualquer objeto.
Ao meu pai, Heitor, por ter sido exemplo de honestidade e humildade. Por me
lembrar de sempre de tratar a todos da melhor maneira, não importa quem seja.
Ao meu irmão, Ricardo, por ter me aguentado nas piores semanas de prova e
por me passar parte de sua experiência universitária para mim.
Ao meu tio, Luiz Menezes Côrtes, que me guiou no início do meu trajeto como
futuro Engenheiro, me aconselhando e ensinando sobre a vida profissional e pessoal.
Agradeço à todos meus amigos, por terem sempre apoiado minha escolha de
profissão, dando palavras de incentivo em certas ocasiões. Em especial aos amigos
Ruan Carvalhosa e Pedro Luis Amaral, por estarem ao meu lado nessa trajetória,
vivenciando as mesmas angústias e desafios enfrentados.
E finalmente, agradeço ao meu orientador Jorge que acreditou e apoiou minha
monografia, se mostrando sempre solicito com minhas dúvidas e argumentações. E a
todos os meus professores que ajudaram a me construir como profissional.
v
Resumo do Projeto de Graduação apresentado à Escola Politécnica / UFRJ
como parte dos requisitos necessários para a obtenção do grau de Engenheiro
Civil.
Impactos da metodologia Lean Production em obras de Engenharia
Alexandre Morgani de Menezes Côrtes
Agosto / 2014
Orientador: Jorge Santos
Curso: Engenharia Civil
A indústria da construção civil nas últimas décadas vem enfrentando pressões
internas e externas, como crise financeira, competitividade no setor e aumento da
importância da qualidade requerida pelo cliente. Este cenário faz com que as
empresas do setor promovessem mudanças buscando soluções empreendedoras por
meio da adoção de novas práticas de gestão da produção.
O desenvolvimento de um ambiente produtivo onde a redução dos
desperdícios e a consideração das necessidades de agregar valor ao produto final de
maneira mais eficiente, fizeram com que a utilização dos conceitos do Lean Production
em obras de Construção Civil quebrasse antigos paradigmas neste setor.
Esta monografia tem como objetivo, estudar os conceitos do Lean Production,
e expor as adaptações realizadas dos seus conceitos para a utilização de sua
implantação na forma de Lean Construction (Construção Enxuta). Para permitir avaliar
os impactos do Lean Production em construções, foi desenvolvido um estudo de caso
em alguns setores de uma obra de infraestrutura portuária, aonde esses conceitos
foram aplicados e os resultados obtidos estão expostos no presente trabalho.
Palavras-chave: construção civil, Lean Production, gestão da produção, Construção
Enxuta
vi
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial
fulfillment of the requirements for the degree of Engineer.
Impacts of Lean Production methodology in engineering works
Alexandre Morgani de Menezes Côrtes
August / 2014
Advisor: Jorge Santos
Course: Engenharia Civil
In recent decades, the construction industry has been facing internal and
external pressures, such as financial crisis, competitiveness in the sector, and
increasing the importance of quality required by the customer. These scenarios led the
companies in the sector to promote new solutions through the adoption of new
management practices for production.
The development of a productive environment, where adding value to the final
product means reducing its waste to make it more efficiently, has been using the
concepts of Lean Production in construction works, causing to break some old
paradigms in this industry.
Besides studying the concept of Lean Production, this monograph aims to show
the adjustments caused by it, by how it works and how we implement it in Lean
Construction. To allow assessment on the impacts of Lean Production in construction,
we developed a study case in some sectors of a port infrastructures work, where these
concepts were applied, and the results obtained are presented in this work.
Key-words: civil construction, Lean Production, production management, Lean
Construction
vii
Sumário
Lista de Figuras .............................................................................................. ix
Lista de Tabelas .............................................................................................. xi
Lista de Gráficos ............................................................................................. xi
1. Introdução ................................................................................................. 1
1.1. Importância do tema .......................................................................... 1
1.2. Objetivos ............................................................................................ 1
1.4. Metodologia ........................................................................................ 2
1.5. Estrutura dos capítulos ..................................................................... 3
2. Lean Production – Contextualização ....................................................... 5
3. Lean Production na Indústria da Construção ....................................... 10
4. Fatores críticos de sucesso na implantação do Lean Production na
indústria da construção ........................................................................................... 12
4.1. Adaptação dos conceitos na Construção Civil .............................. 12
4.2. Princípios do Lean Construction .................................................... 14
4.3. Fases de implantação do Lean Construction................................. 16
4.4. Metodologias / Ferramentas usadas no Lean Construction ......... 18
5. Estudo de Caso ....................................................................................... 22
5.1. Dados da Obra ................................................................................. 22
5.2. Especificações / Características do Projeto .................................. 23
5.3. Análises da implantação do Lean na Obra ..................................... 26
5.4. Áreas da implantação dos estudos do Lean .................................. 29
5.4.1. Workshop do Lean na fabricação de estacas pré-moldadas 30
viii
5.4.2. Workshop de implantação do Lean na fabricação de lajes
pré-moldadas 39
5.4.3. Workshop de implementação do Lean no embarque de
materiais 47
5.4.5. Workshop de implementação do Lean na logística de
transporte de colaboradores (Terra – Mar) ...................................................... 55
5.5. Considerações finais do estudo ..................................................... 62
6. Conclusão ................................................................................................ 63
Referências Bibliográficas: ........................................................................... 65
ix
Lista de Figuras
Figura 1: Método de aumento de valor agregado. ....................................................... 13
Figura 2: Exemplo da utilização prática de poka-yoke. ............................................... 21
Figura 3: Desenho Esquemático da Obra PLRJ. ......................................................... 23
Figura 4: Desenho esquemático da localização dos Canteiros e da Obra PLRJ. ........ 25
Figura 5: Layout do Canteiro de Obra 01 (pátio de fabricação) e Administrativo. ........ 26
Figura 6: Foto de membro da equipe do workshop, analisando dados de campo. ...... 27
Figura 7: Desenho esquemático da sequência de Execução do Píer. ......................... 30
Figura 8: Foto panorâmica do pátio de fabricação de estacas .................................... 31
Figura 9: Ciclo dos processos de fabricação de estacas. ............................................ 31
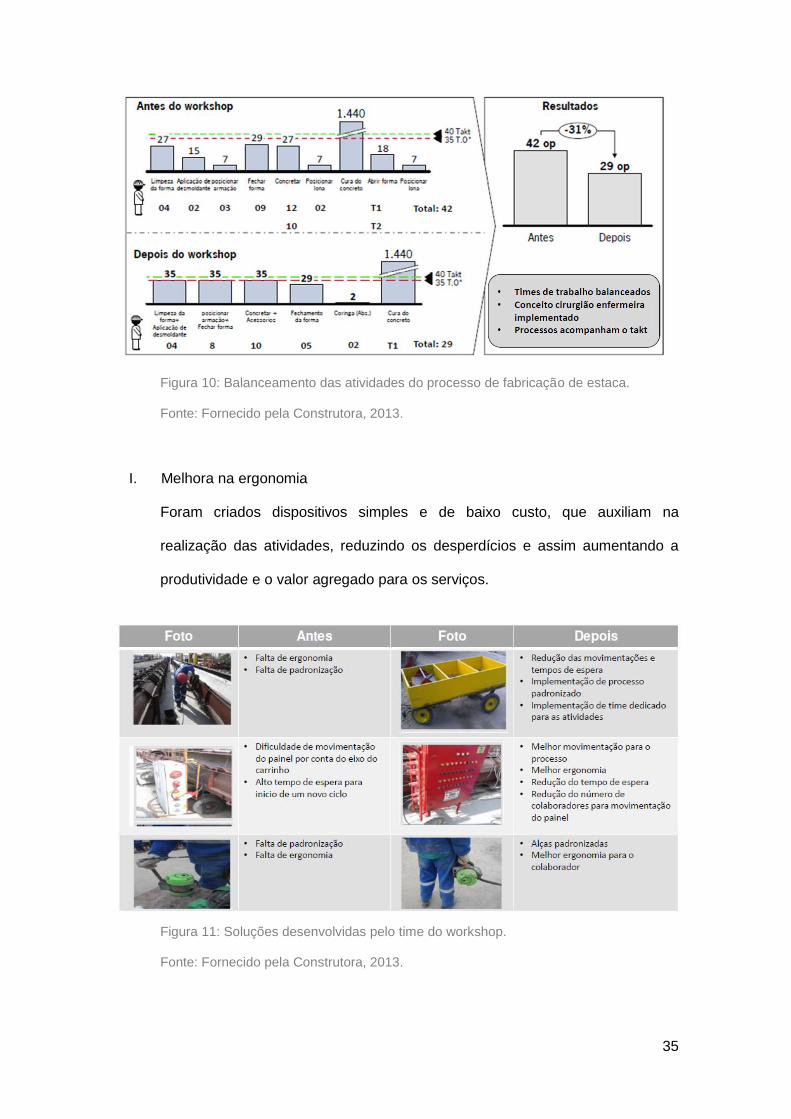
Figura 10: Balanceamento das atividades do processo de fabricação de estaca. ....... 35
Figura 11: Soluções desenvolvidas pelo time do workshop. ....................................... 35
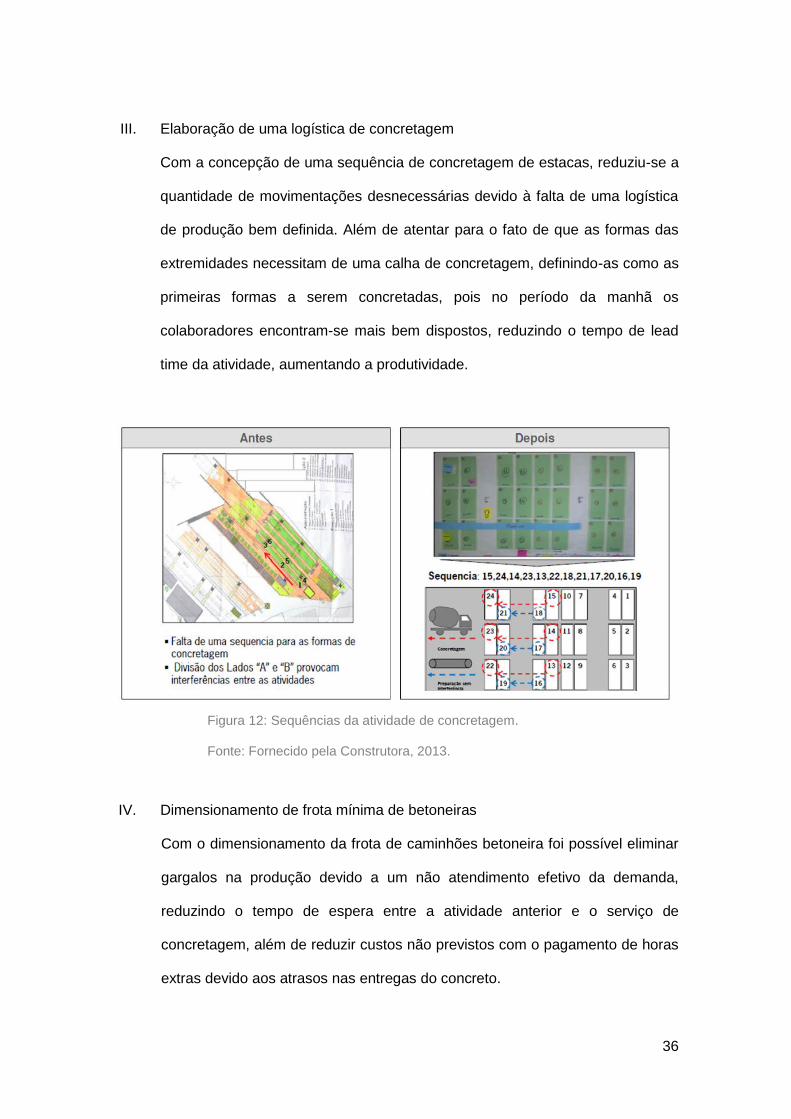
Figura 12: Sequências da atividade de concretagem. ................................................. 36
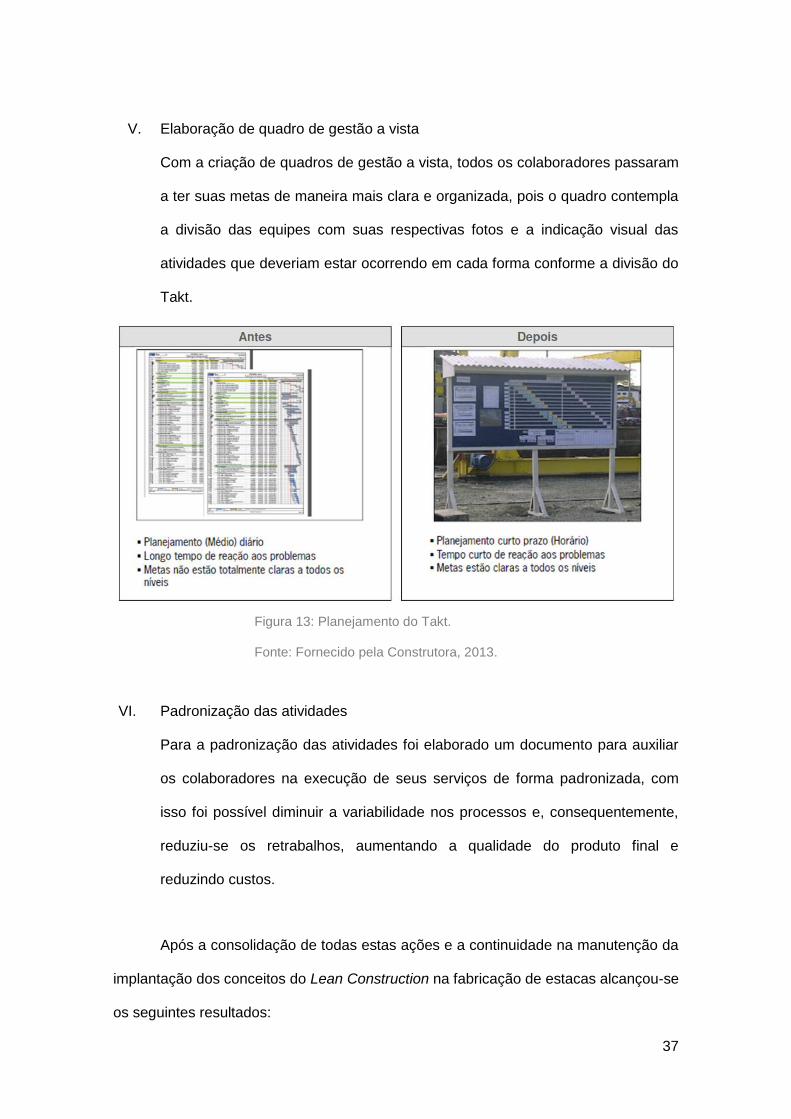
Figura 13: Planejamento do Takt. ............................................................................... 37
Figura 14: Berços de concretagem da fábrica de lajes pré-moldadas do Píer. ............ 40
Figura 15: Diagrama de Spaghetti sobre os processos de fabricação da laje (Píer). .. 42
Figura 16: Melhorias implantadas pelo time do workshop. .......................................... 43
Figura 17: Balanceamento das atividades do processo de fabricação de lajes. .......... 44
Figura 18: Sequenciamento definido da concretagem. ............................................... 45
Figura 19: Trajeto de acesso por mar entre o Canteiro e a Obra. ............................... 47
Figura 20: Ponte de embarque sobrecarregada com pré-moldados, BGS e aço. ........ 48
Figura 21: Principais desperdícios relatados na ponte de embarque. ......................... 51
Figura 22: Sistema de identificação visual .................................................................. 52
Figura 23: Foto de embarcação que realiza transporte dos colaboradores. ................ 55
Figura 24: Escopo das análises na logística de transporte dos colaboradores............ 56
Figura 25: Espera dos operários entre os embarques (desperdício evidente). ............ 57
Figura 26: Sinalização dos horários padronizados. ..................................................... 59
x
Figura 27: Quadro de gerenciamento de transporte (horários e embarcações)........... 59
Figura 28: Nova ponte de embarque / desembarque na obra. .................................... 60
xi
Lista de Tabelas
Tabela 1: Tabela com as quantidades dos principais pré-moldados da obra. ............. 24
Tabela 2: Resultados qualitativos e quantitativos do workshop de logística de pessoas.
................................................................................................................................... 61
Lista de Gráficos
Gráfico 1: Gráficos de valor agregado nos serviços do ciclo de fabricação de estacas.
................................................................................................................................... 33
Gráfico 2: Valor agregado das frentes de serviço da fabricação de lajes do Píer. ....... 41
Gráfico 3: Gráficos de valor agregado dos equipamentos utilizados na ponte de
embarque. .................................................................................................................. 49
Gráfico 4: Gráfico do tempo de trabalho (mar) médio por colaborador. ....................... 61
1
1. Introdução
1.1. Importância do tema
A indústria da Construção Civil brasileira passa por um período de aquecimento
causado principalmente pelos investimentos no PAC (Programa de Aceleração do
Crescimento), e a realização dos grandes eventos, que são a Copa do Mundo FIFA de
2014 e as Olímpias de 2016. Diante dessa atual conjuntura, além das pressões do
mercado causadas pela grande concorrência e os curtos prazos para execução dos
empreendimentos, o que vem causando grande preocupação é em relação aos
investimentos de gestão de processos para se aumentar a produtividade e a
rentabilidade do segmento.
Nesse sentido, surge como uma das alternativas mais selecionada e aplicada
pelas empresas nos empreendimentos de engenharia a filosofia Lean Production ou
Lean Construction conforme denominação usada na construção civil.
Portanto, o tema sobre a excelência operacional dos processos com a adoção
dos conceitos de Lean Production se tornam cada vez mais em evidência no setor da
construção civil brasileira.
1.2. Objetivos
O objetivo desta monografia é abordar as diretrizes dos conceitos do Lean
Production e apresentar estudos com a aplicação de sua metodologia em alguns
segmentos de uma obra de infraestrutura portuária, mostrando suas ações e
resultados obtidos com tais implementações.
2
1.3. Justificativa
Devido a falta de padronização, automatização e eficiência do setor da
construção civil, as construtoras brasileiras, diante de um cenário mais competitivo e
com prazos curtos para execução de seus empreendimentos, estão cada vez mais
sentindo a pressão sobre a falta de um modelo de gestão em seus processos
produtivos mais eficiente.
Nesse sentido, o tema abordado foi escolhido para se analisar as adaptações e
os conceitos do Lean Production e seus impactos no setor da construção civil.
1.4. Metodologia
A metodologia planejada para o desenvolvimento da monografia foi abordar
primeiramente uma breve introdução sobre o tema Lean Production, e posteriormente
mostrar as adaptações vivenciadas na indústria da construção na forma de Lean
Construction, além da explicitação dos princípios e metodologias utilizadas como
bases de sua implantação.
Tendo como foco principal do trabalho, o estudo de caso da implementação de
seus conceitos numa obra de infraestrutura portuária, para desta forma ser analisada
na prática pela sociedade acadêmica sobre como tal filosofia afeta uma obra de
engenharia.
Para tanto a abrangência a todo o escopo do trabalho foi obtida com divisão
dos capítulos para se atingir o objetivo do trabalho. Em seguida, foi realizada a revisão
bibliográfica, com as devidas referências e dados necessários para a exposição dos
temas centrais de cada capítulo.
3
Na revisão bibliográfica buscou-se em monografias de doutorado, mestrado e
cursos de especialização desenvolvidas preferencialmente nos últimos dez anos, cujos
temas sejam inerentes ao escopo a ser pesquisado.
O estudo de caso foi desenvolvido mediante o levantamento da vivência da
filosofia Lean Production em canteiro de obras no que diz respeito à aplicação dos
conhecimentos adquiridos em termos práticos.
1.5. Estrutura dos capítulos
A Estrutura da monografia vigente esta apresentada em seis capítulos, sendo
que o primeiro capítulo introduz a importância do tema abordado, apresentando os
objetivos do trabalho, justificando a escolha do tema e mostrando a metodologia
pensada para sua realização.
No segundo capítulo são relatados os conceitos e a filosofia sobre a criação do
Sistema Toyota de Produção (STP), que inspiraram o Lean Production.
No terceiro capítulo, serão expostas de forma breve algumas adaptações
vivenciadas com a adoção do Lean Production na indústria da construção civil.
No quarto capítulo, serão abordados os princípios do Lean Production dentro
da realidade da Construção Civil, as fases para implantação de sua filosofia numa
obra e a utilização de suas metodologias e ferramentas para adoção dos conceitos do
Lean Construction (Construção Enxuta).
No quinto capítulo, será realizado um estudo de caso numa obra de
infraestrutura portuária, em que os conceitos expostos anteriormente serão aplicados
em alguns segmentos da obra, visando assim à riqueza de informações sobre a
implementação dos conceitos e suas particularidades em cada setor da obra
comtemplados.
Finalmente, no sexto capítulo, serão feitas as considerações finais sobre a
questão central do tema considerando aspectos positivos e negativos sobre de que
4
forma a filosofia Lean Construction afeta uma obra quando adotada. Além da
proposição de ações e sugestões para a adaptação do Lean Production na construção
civil.
5
2. Lean Production – Contextualização
Assim como os seres vivos que habitam o planeta nos dias de hoje são
resultados de anos de evolução de espécies anteriores consideradas menos
desenvolvidas, o modelo industrial em vigência atualmente é o produto de diferentes
métodos “menos desenvolvidos” que são modelados ao longo dos séculos.
Desde a revolução industrial, diversos métodos foram propostos visando uma
maior produtividade para suprir as demandas do mercado e reduzir os custos de
fabricação. O pai da administração científica, Frederick Taylor, começou no início do
século XX a realizar estudos que nunca haviam sido feitos antes. Ele propôs em sua
obra diversas técnicas de racionalização do trabalho operário, através de minuciosos
estudos acerca do tempo e do movimento dos operários em cada tarefa, a fim de
aperfeiçoá-los tendo em vista limitar cada operário à execução de uma só tarefa de
forma contínua e repetitiva visando eliminar o desperdício, a ociosidade do trabalhador
e os custos de produção, associando-os a um aumento na produtividade das plantas.
Poucos anos após, embasado nesses conceitos, a partir de padronizações de
modelos e maquinas, Henry Ford, em 1913, foi iniciada à produção em massa
(WOMACK et al., 1990), revolucionando o meio industrial propondo o modelo de linhas
de montagem para o seu Ford modelo T, no qual os trabalhadores eram pouco ou não
qualificados, os equipamentos eram caros e só possuíam um único objetivo, os
produtos eram padronizados, ou seja, não havia flexibilidade nem personalização dos
modelos, todos adquiriam o mesmo carro e os custos eram elevados. Porém, essa
mudança foi de extrema importância, pois possibilitou, pela primeira vez na história,
uma produção em massa, em outras palavras, ele conseguiu aumentar
significativamente a produtividade da indústria de automóveis.
No final do século XX, após a segunda guerra mundial, segundo Ishikawa
(1993) o Japão era um império que se encontrava destruído pelos conflitos bélicos e
com uma fama de produzir apenas imitações baratas de baixa qualidade de produtos
6
já consagrados no mercado. Para reverter esse quadro caótico transformando-o em
uma democracia altamente eficiente, sinônima de produtos de qualidade superior aos
demais, capaz de suprir tanto as necessidades do mercado, já que essa nação é
geograficamente localizada em uma ilha, distante dos grandes centros comerciais,
quanto a se posicionar de maneira competitiva no mercado internacional, era
necessário realizar um forte trabalho para se conquistar uma alta eficiência produtiva,
embasada nos valores culturais japoneses de evitar ao máximo o desperdício, atrelado
a custos competitivos e produtos de alta qualidade que fidelizassem seus
compradores.
Surgia, assim, a cultura que mais tarde daria vida ao conceito de Lean
Manufacturing. Para realizar essa árdua tarefa foi designado um atuário americano,
conhecido hoje como o guru da qualidade, chamado William Deming, que pregava que
se as empresas japonesas seguissem os seus 14 pontos para o sucesso, elas
poderiam aumentar a qualidade de seus produtos com custos reduzidos e em 5 anos o
país conseguiria alcançar as suas ambiciosas metas de mudanças mercadológicas. O
segredo, segundo Deming, era praticar melhorias contínuas, pensando a manufatura
como um sistema. Esses objetivos, no entanto, foram alcançados em apenas 4 anos
(DEMING, 1990).
Os 14 princípios de Deming eram:
1. Constância de propósitos. Deve-se alcançar uma constância nos propósitos
empregados para a melhoria contínua de produtos e serviços para a
sociedade, de forma a alocar os recursos disponíveis tendo em vista um
horizonte de longo e não um lucro imediato. Isso garantirá uma permanência
nos negócios de forma competitiva, gerando mais empregos.
2. Adotar e acreditar na nova forma de trabalhar. Para reverter o contínuo
declínio nos negócios e industrias japonesas, era preciso aceitar a adotar o
novo estilo gerencial proveniente do ocidente, onde os níveis de atrasos,
7
retrabalhos e erros anteriores à adoção dessa nova filosofia não seriam mais
aceitos.
3. Adquirir uma independência da inspeção em massa para atingir a
qualidade. A qualidade deveria ser inserida no produto e comprovada através
de evidências estatísticas e não obtida através de inspeções produto a produto.
4. Não aprovar contratos ou orçamentos baseados apenas no menor preço.
Deve-se passar a exigir níveis pré-determinados de qualidade junto com os
preços. Para tal, é necessário reduzir o número de fornecedores do mesmo
item, tendo como base os que atendem aos novos critérios de qualidade,
reduzindo o custo total e não só o inicial, pois dessa forma se obtém menos
erros e retrabalhos oriundos de retrabalho devido a peças defeituosas. Para
alcançar esse objetivo é essencial que se caminhe na direção de um só
fornecedor por item, trabalhados em uma relação de longo prazo de lealdade e
confiança. É o que os japoneses denominam como keiretsu.
5. Instaurar uma melhoria contínua de cada um de seus processos. É de vital
importância procurar sempre por falhas e problemas que possam ser sanados
através de um programa de inovação e melhoria contínua dos processos,
produtos e serviços, visando aumentar a qualidade e a produtividade e,
consequentemente, reduzir os custos totais constantemente.
6. Adotar o “on the job training”. Para se obter o melhor de cada funcionário,
desde a gerência até o chão de fábrica, é necessário que os trabalhadores
adquiram novas habilidades para conseguir se relacionar com as modificações
de materiais, produtos, serviços, processos, técnicas e maquinários. A melhor
forma propiciar esse aprendizado aos seus trabalhadores é implementando
modernos métodos de treinamentos diretamente no trabalho.
7. Instituição de lideranças. É necessário que os gerentes de supervisores
estejam totalmente focados na qualidade e sejam capazes de assegurar que
sejam tomadas medidas reparadoras imediatas quando forem reportados
8
defeitos ou qualquer condição prejudicial à qualidade. Dessa forma, as
pessoas executam um trabalho melhor e são incentivadas a adotar o trabalho
coletivo.
8. Eliminar o medo. A comunicação entre todos deve ser encorajada, para que
cada funcionário possa ser o melhor para a organização em que trabalha.
9. Extinguir as barreiras entre os departamentos. Todos são parte de um
processo, logo os funcionários de diferentes setores devem trabalhar juntos
para enfrentar e sanar os problemas encontrados nos produtos e serviços da
empresa.
10. Eliminar as metas de qualidade e produtividade para os funcionários. A
maior parte dos problemas de baixa qualidade e produtividades estão aquém
do poder da mão de obra, logo quem deve ser melhorado é o processo e não
exigir níveis de qualidade e produtividade sem ensinar como atingi-los.
11. Adotar metas globais em detrimento de metas locais. Deve ser incentivada
a administração por processos, embasada no exemplo passado pelos líderes,
tendo em vista a melhoria contínua da qualidade e da produtividade.
12. Propiciar que o operário se orgulhe do seu trabalho. Abolir a avaliação de
desempenho e a gestão por objetivos, permitindo que a gerência e os
operários se orgulhem do seu trabalho e mudem seu foco de apenas números,
para a qualidade.
13. Implementação de um poderoso programa de educação e auto
aprimoramento. Uma empresa não precisa somente de bons funcionários, ela
necessita de bons funcionários que estejam em constante melhoria embasada
na educação. Todas as melhorias em posições competitivas estão enraizadas
no conhecimento.
14. Comprometimento de todos. Defina claramente o comprometimento
permanente de todos os funcionários, principalmente da alta direção com a
melhoria contínua da qualidade e produtividade, bem como a sua obrigação
9
com a implementação desses princípios. Não é o bastante que a alta direção
se comprometa com a qualidade e a produtividade, eles devem saber o que
isso significa e o que devem fazer. Deve-se criar uma estrutura na alta direção
que, a cada dia, fará com que aconteça os 13 pontos anteriores e agir para
conseguir a transformação. Apoio e suporte não são o bastante, ação é
necessária.
Womack, Jones e Roos (1992) descrevem que, motivados pelas idéias de
controle e gestão da qualidade disseminados no Japão no período pós-guerra surgiu o
Sistema Toyota de Produção, para se produzir os bens fabricados no paradigma da
produção em massa empregando os mesmos recursos de uma maneira bem mais
eficiente.
Foi deste modo que a Toyota começou a desenvolver nos anos 40 o Lean
Toyota Production System (TPS), com foco na eliminação de desperdícios e
implementação de estoque zero. Estava plantado, assim, o embrião para o
desenvolvimento do Lean Production.
10
3. Lean Production na Indústria da Construção
Desde os anos 80, o setor de construção civil tem procurado melhorar o nível
de controle dos processos produtivos. Para tal começou por implementar a Gestão da
Qualidade Total (Total Quality Management – TQM). Este sistema, no entanto, possui
algumas limitações uma vez que não contempla com a devida profundidade questões
relacionada com a eficiência e eficácia do sistema de produção.
Por isso, nos anos 90, um novo referencial teórico foi construído para a gestão
de processos na construção civil com o objetivo de adaptar alguns conceitos e
princípios gerais da área de Gestão da Produção às peculiaridades do setor. Esse
conceito é denominado de Lean Construction, por se basear no paradigma da Lean
Production (Produção Enxuta).
No que tange a construção civil o principal marco para o desenvolvimento
desta filosofia foi a publicação do trabalho “Application of the new production
philosophy in the construction industry” por Lauri Koskela (1992), do Technical
Research Center da Finlândia, a partir do qual foi criado o IGLC (International Group
for Lean Construction), engajado na adaptação e disseminação do novo paradigma no
setor da construção civil em diversos países. Neste trabalho também são
apresentados princípios do Lean Construction, aplicáveis efetivamente à indústria da
construção (LORENZON e MARTINS, 2006). Mediante aplicação de seus princípios
básicos, a Lean Construction apresenta uma base conceitual com potencial de trazer
benefícios e melhorias na eficiência de sistemas de produção (BERNARDES, 2010).
A filosofia Lean faz uso de princípios que objetivam a eliminação de
desperdício, seja ele de teor material ou humano. A aplicação dos mesmos envolve o
desenvolvimento de ferramentas e técnicas de controle da qualidade e
consequentemente do aperfeiçoamento do desempenho da produção. É baseado
neste pensamento que também ficou conhecida como Construção Enxuta, nela
devem-se eliminar todas as origens causadoras de perdas.
11
Com isto, a melhor forma de melhoria no ambiente produtivo é focar na
identificação destas perdas, através da análise das causas que produzem os
desperdícios e realizar ações para reduzir ou eliminar estas causas geradoras
(BERNARDES, 2010).
O Lean Construction traz como mudança conceitual mais importante um
modelo de processos que passa a considerar que além das atividades de conversão
são inerentes ao processo de produção, também são as atividades de fluxo. Estas
acontecem naturalmente e são caracterizadas pela movimentação dos funcionários
nos canteiros de obras, espera pelo material nos postos de trabalho, retrabalhos e
inspeção. Porém, todas estas atividades não agregam valor do ponto de vista do
cliente e devem ser eliminadas para aperfeiçoamento da produção. Em resumo, pode
ser entendida como uma nova abordagem no desenvolvimento de atividades de
maneira diferenciada ao modelo de produção em massa (HOWELL, 1999).
Buscando este aperfeiçoamento surge a aplicação da filosofia Lean em
construções a partir da necessidade de aprimorar o modelo de processos tradicional.
Conte e Gransberg (2002) afirmam baseados em suas experiências particulares que
reduções médias na ordem de 20% a 30% do prazo inicialmente previsto são
realidade de obras que aplicaram a Lean Construction, os mesmos autores reforçam
os dados com reduções de custos de produção com percentuais de 5% a 12% do
valor total. Estas informações são reforçadas por Bernardes (2010) afirmando que
melhorias significativas foram atingidas por empresas do setor da construção civil que
aplicaram os princípios da construção enxuta.
12
4. Fatores críticos de sucesso na implantação do Lean
Production na indústria da construção
4.1. Adaptação dos conceitos na Construção Civil
O Lean Production tem grande potencial de impacto na melhoria contínua dos
processos na Indústria da Construção, visando principalmente a redução dos custos, a
melhoria da qualidade e o atendimento aos prazos.
Todavia, a adaptação dos conceitos do Lean, difundidos nas indústrias fabris,
para o setor da construção civil são mais complicadas de serem implementadas. Para
tal, é necessário pensar em cada obra como uma fábrica por si só.
Segundo FORMOSO (2002), o modelo conceitual predominante da construção
civil é o de que a produção é um conjunto de atividades de conversão, que
transformam insumos em produtos intermediários ou finais. Esse processo de
conversão pode ser subdividido em sub processos e o esforço pra minimizar o custo
total de um processo é focado no esforço de minimizar cada sub processo
separadamente.
Para compreender melhor a adaptação dessa filosofia na forma de Lean
Construction (Construção Enxuta) é necessário entender a classificação das diversas
atividades que ocorrem no dia-a-dia de uma obra. Existem as atividades que agregam
valor, as quais modificam fisicamente o produto ou que seu cliente paga para que
ocorram; as atividades que geram um desperdício oculto, ou seja, que não agregam
valor, mas são indispensáveis para a realização das demais; e as atividades que
geram desperdícios evidentes, não agregando valor ao serviço e que não são
necessárias para a realização das atividades que agregam valor.
Segundo Hines e Taylor (2000), em todos os processos, os desperdícios
correspondem à maioria das atividades que são realizadas numa organização e,
geralmente, em um ambiente de produção de bens a relação entre os tempos
13
consumidos pelos três tipos de atividades gira em torno de 5% para as atividades que
agregam valor, 60% para as que não agregam e 35% para as necessárias, mas que
não agregam valor.
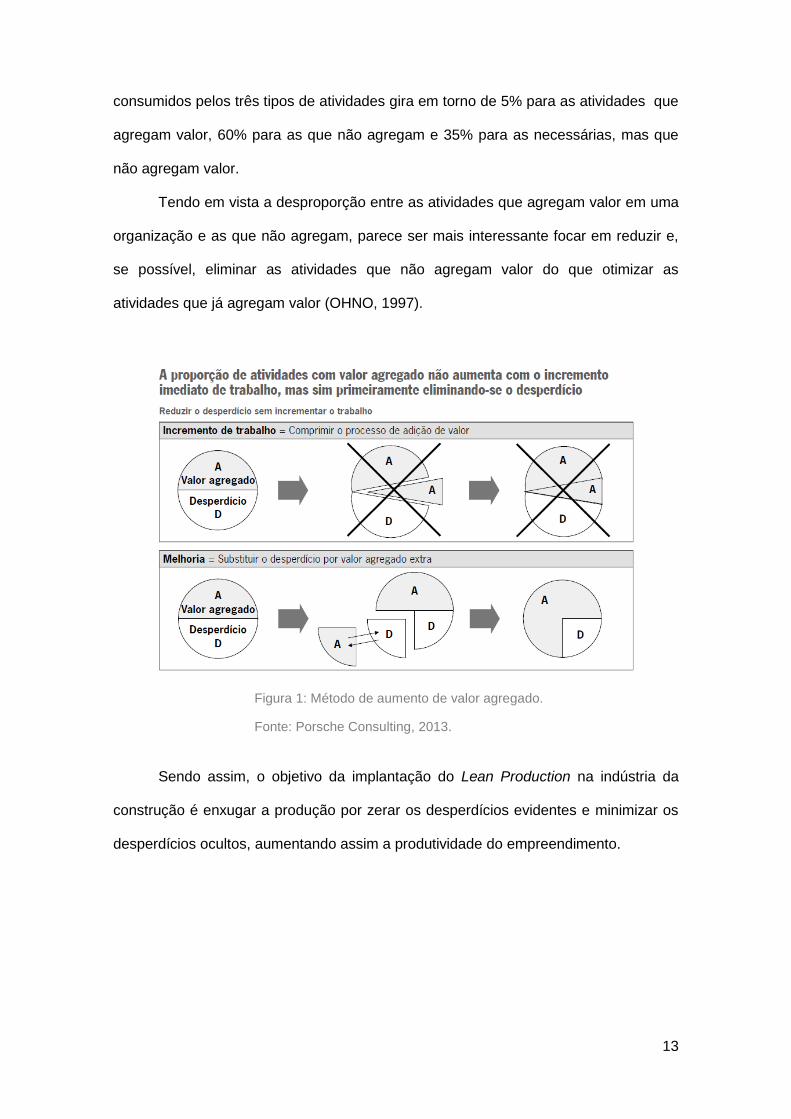
Tendo em vista a desproporção entre as atividades que agregam valor em uma
organização e as que não agregam, parece ser mais interessante focar em reduzir e,
se possível, eliminar as atividades que não agregam valor do que otimizar as
atividades que já agregam valor (OHNO, 1997).
Figura 1: Método de aumento de valor agregado.
Fonte: Porsche Consulting, 2013.
Sendo assim, o objetivo da implantação do Lean Production na indústria da
construção é enxugar a produção por zerar os desperdícios evidentes e minimizar os
desperdícios ocultos, aumentando assim a produtividade do empreendimento.
14
4.2. Princípios do Lean Construction
Segundo KOSKELA (1992), os processos devem ser adaptados seguindo
alguns princípios (teóricos e práticos). Basicamente, cada princípio possui enfoque em
aspectos envolvidos numa visão sistêmica do ambiente de produção e considera que
a redução da parcela de atividades que não agregam valor e a melhoria contínua são
duas premissas que devem fazer parte de uma construtora que pretende aplicar sua
filosofia.
Assim a aplicação de tal conceito na construção civil exige:
a) Buscar uma logística produtiva, realizando de forma a otimizar o número
de viagens e de operadores, para que custos envolvidos neste processo
sejam os menores possíveis.
b) Fazer apenas o que agregar valor, analisando os processos que
ocorrem numa produção, já que processos que não agregam valor
devem ser eliminados, pois o cliente não paga para que eles ocorram.
c) Movimentar-se de forma produtiva e segura, estudando assim um
melhor layout para canteiro de obra, locação de almoxarifados e
escritórios de apoio, pois a movimentação de funcionários dentro de
uma obra deve ser a mais reduzida e segura possível para que sua
produtividade seja efetiva.
d) Executar corretamente os serviços, pois qualquer defeito encontrado
numa produção requererá um retrabalho, ao qual será incorrido um
custo adicional que não será pago pelo cliente, além de um impacto no
prazo da atividade.
e) Entregar nos prazos previstos, pois atrasos de cronograma geram
impactos negativos na imagem da empresa com o cliente, além de
custos adicionais, principalmente despesas indiretas. Ademais, atrasos
15
dentro de processos geram espera dos funcionários e do ciclo de
produção.
f) Buscar uma produção contínua, minimizando assim o tempo de espera
nos mais variados processos (espera por insumos, liberação de frentes
de trabalho, definição de projetos, etc.), sendo este um dos desperdícios
mais recorrentes na construção civil.
g) Analisar as capacidades produtivas entre os processos, produzindo
apenas o que seu cliente necessita, pois produtividades diferenciadas
entre atividades encadeadas pode gerar um excesso de estoque
podendo até mesmo interromper o ciclo de produção. Assim sendo, a
atividade seguinte deve guiar a demanda de produção da anterior.
h) Reduzir o que se armazena, analisando assim o estoque ideal para seu
ciclo de produção, pois um estoque em exagero significa maiores custos
com uma área de estocagem, equipamentos para transporte dos
materiais e mão-de-obra para organização geral do local.
i) Utilizar espaços reduzidos, a área que se usa para a produção dos
materiais não agrega valor final à obra, além de que gera custos com
aluguel / impostos e contribui com maiores despesas uma vez em que
seja uma área muito extensa. Portanto, deve ser sempre estudado a
possibilidade de uma área menor e mais otimizada.
16
4.3. Fases de implantação do Lean Construction
Ao implementar a metodologia do Lean Construction numa obra, é comum fazê-lo
no modo de um workshop, com o intuito de reunir pessoas dos diversos setores da
obra envolvidos diretamente com a área de atuação que se pretende estudar e
implementar tais conceitos, para uma maior troca de informações e aprendizado sobre
o tema abordado.
Deve-se, portanto, ser seguido 7 passos para a realização dos workshops, entre
eles temos (WORKSHOP REALIZADO PELA PORSCHE CONSULTING, 2013):
I. Fase 1 – Treinamento:
Os conceitos básicos do Lean Construction devem ser passados aos
colaboradores, com ênfase principalmente na sensibilização dos
desperdícios e agregação de valor.
II. Fase 2 – Esclarecimento do Projeto:
Conhecimento sobre a cadeia inteira no “campo de atuação”, assim como,
uma visita em campo para uma visão global e a definição das tarefas que
podem ser resolvidas durante o workshop.
III. Fase 3 – Análise da situação atual:
Documentação do estado atual da área e levantamentos de dados para
quantificação das melhorias. Reconhecendo problemas e gargalos,
estruturando, priorizando e documentando potenciais para ações futuras.
A análise dos dados deve ser aprofundada, contemplando:
o Descrição de produto e planilha de quantidades;
o Fluxo de materiais e tempos de produção;
o Estudo da capacidade de máquinas;
17
o Medição do tempo efetivo de trabalho dos funcionários;
o Planejamento de produção (estoque x demandas);
o Análise de falhas;
IV. Fase 4 – Propostas de soluções:
O levantamento das soluções representa a atividade principal do
workshop. Para a elaboração das possíveis soluções para os problemas
selecionados, o time do workshop é separado em pequenos grupos para
criação de soluções individuais, com a discussão sobre os riscos
específicos e em seguida, uma estruturação e priorização das soluções de
cada grupo com o time, para uma posterior definição de metas.
Nesta fase é importante definir metas quantificáveis e indicadores para se
medir e monitorar os resultados alcançados ao longo da implantação dos
novos padrões.
V. Fase 5 – Introdução das melhorias:
Esta fase tem como meta a redução dos desperdícios (processos e
movimentações desnecessários, tempo de espera, atrasos, defeitos, etc.)
na área do workshop. Assim, inicia-se a implementação das soluções
priorizadas e a definição de novos padrões.
Na introdução das melhorias, deve-se priorizar atingir parte das soluções
imediatamente, ao invés de se tentar alcançar todas num prazo muito
elevado.
VI. Fase 6 – Verificação das melhorias:
É a etapa de estabilização do workshop com o suporte a dúvidas e
sugestões de melhorias, focando no engajamento dos colaboradores com
os novos processos e padrões previamente estabelecidos. Deve-se nesta
18
fase testar as etapas do processo, fazer o levantamento dos dados na
área de atuação e se necessário definir novas atividades.
VII. Fase 7 – Apresentação final:
Para a finalização do workshop os resultados são apresentados a todos os
colaboradores das áreas de atuação, áreas próximas e gestores, com a
divulgação do fluxo dos novos processos, padrões estabelecidos e a visita
ao campo para o conhecimento e visualização de mudanças realizadas
nos locais de atuação.
4.4. Metodologias / Ferramentas usadas no Lean Construction
a. Programa 5S
O programa “5S” tem por objetivo auxiliar as pessoas na construção de
ambientes ideais para realização de atividades, com resultados práticos e positivos,
propondo assim mudanças de atitudes nos locais de convivência, com sua constante
manutenção.
O Programa foi criado no Japão, cinco anos após o término da segunda guerra
Mundial, pelo Japonês Kaoru Ishikawa, pioneiro no estudo e aplicação da gestão de
Qualidade. Em todo Brasil a ideia foi introduzida nos Ano 80, sendo o programa
implantado nas empresas definitivamente em 1991.
A origem do nome se dá pelas cinco palavras em japonês que nortearam o
programa na forma de cinco sensos, são eles (ISHIKAWA, 1993):
SEIRI – Senso de Utilização
SEITON – Senso de Ordenação
19
SEISOU – Senso de Limpeza
SEIKETSU – Senso de Saúde
SHITSUKE – Senso de Autodisciplina
O Senso de Utilização nos ajuda a separar os objetos que são úteis daqueles
que não utilizamos mais no dia-a-dia, criando-se assim uma melhor forma de
organização do serviço. Sua aplicação apresenta vantagens, tais como, liberação do
espaço físico; eliminação de documentos, materiais e ferramentas excessivas; melhor
visualização do espaço de trabalho; diminuição de risco de acidentes; maior satisfação
pessoal e de quem trabalha no setor.
Depois de realizada a separação e escolha dos objetos, aplica-se o Senso de
Ordenação para ajudar na arrumação dos objetos no ambiente de trabalho. Deve-se,
portanto, analisar a frequência de utilização desses objetos para tal ação. É importante
que todos os materiais estejam em alcance de todos e que possuam etiquetas
bastante legíveis e cores vivas para fácil identificação, através de um padrão
previamente definido. Sua aplicação apresenta vantagens, tais como, aspecto mais
agradável do ambiente; eficiência na procura por objetos e informações; maior
produtividade, com a redução do cansaço físico e mental; aumento na segurança.
O Senso de Limpeza promove o favorecimento de um ambiente agradável a
todos e comprometimento entre os envolvidos. Apresentando vantagens de um bem-
estar pessoal, além da prevenção de acidentes, conservação dos equipamentos e
ferramentas, menores gastos em consertos e gerando uma boa impressão aos
clientes e visitantes.
A prática do Senso de Saúde implica em cuidar do bom funcionamento do
corpo e da mente, para ter um bom desempenho nas tarefas do dia-a-dia, evitando
doenças e acidentes de trabalho e promovendo um ambiente harmônico entre as
pessoas do grupo.
Após vivenciar na prática todos esses sensos transcritos acima, o Senso de
Autodisciplina, vem no intuito de reforçar essas ideias, para que com paciência e
20
persistência esses atos se tornem uma rotina natural, melhorando assim a
intercomunicação no ambiente de trabalho e no aprimoramento pessoal e profissional
dos envolvidos.
b. Diagrama de Spaghetti
De acordo com SAYER e WILLIAMS (2007), as pessoas tendem a não
perceber a quantidade de desperdício contido na movimentação e é possível, apenas
mapeamento as movimentações, ter um ponto de partida para as melhorias.
Assim sendo, o Diagrama de Spaghetti é uma ferramenta que auxilia em
estabelecer um layout ideal a partir da observação das distâncias percorridas na
realização de uma atividade específica, consistindo basicamente de um desenho
numa planta baixa ou croqui do fluxo dos operários, para analisar as movimentações e
os sistemas de alimentação das linhas de produção.
c. Sistema Kaizen
Kaizen significa a melhoria contínua de um fluxo completo de valor ou de um
processo individual, a fim de se agregar mais valor com menos desperdício.
Segundo ROTHER & SHOOK (1999), há dois níveis de kaizen:
o Kaizen de fluxo: ou de sistema, que enfoca no fluxo de valor, dirigido ao
gerenciamento;
o Kaizen de processo: que enfoca em processos individuais, dirigido às equipes
de trabalho e líderes de equipe.
d. O Sistema Kanbans
Kanbans são quadros ou placas visuais instalados no local de trabalho, que
permite um controle detalhado de produção com informações sobre quando, quanto e
o que produzir, além de informações complementares que possam ser úteis para um
aumento de produtividade.
21
e. Takt
Takt time é tempo útil disponível para a produção de determinado produto
dividido pela demanda. O Takt define com que frequência se deve produzir e dita os
tempos médios de ciclo, alinhando a produção à demanda fornecendo um ritmo de
sistema constante de produção.
Em suma, é o ritmo que determina como a fábrica deve produzir para atender a
demanda dos clientes, assim, temos uma idéia de quantos produtos devem ser
expedidos para atender a demanda num certo período (ROTHER; SHOOK, 1999).
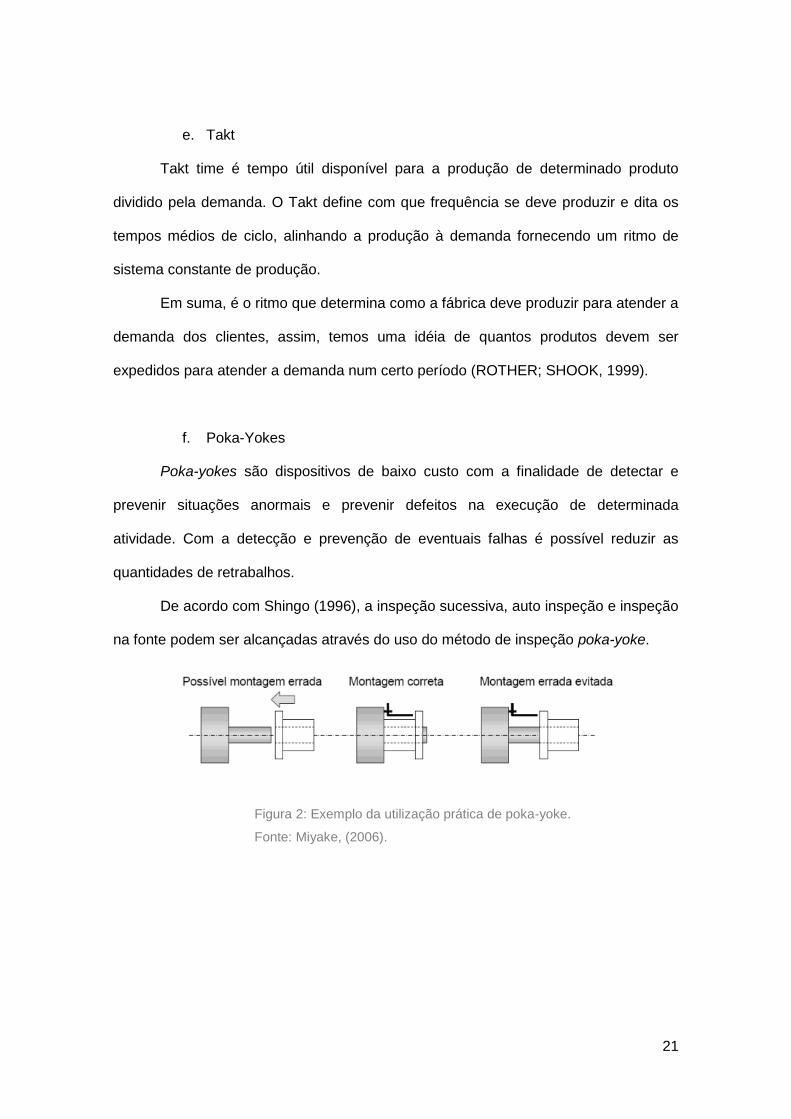
f. Poka-Yokes
Poka-yokes são dispositivos de baixo custo com a finalidade de detectar e
prevenir situações anormais e prevenir defeitos na execução de determinada
atividade. Com a detecção e prevenção de eventuais falhas é possível reduzir as
quantidades de retrabalhos.
De acordo com Shingo (1996), a inspeção sucessiva, auto inspeção e inspeção
na fonte podem ser alcançadas através do uso do método de inspeção poka-yoke.
Figura 2: Exemplo da utilização prática de poka-yoke.
Fonte: Miyake, (2006).
22
5. Estudo de Caso
Este capítulo apresenta um estudo de caso que aborda a implantação dos
princípios do Lean Construction (Construção Enxuta) em alguns setores de uma obra
de infraestrutura portuária.
A Construtora Andrade Gutierrez S.A. contratada para realizar a obra, uma das
construtoras de infraestrutura de maior relevância e prestígio do Brasil, contou com o
auxílio de uma equipe de consultores (Porsche Consulting) contratada. O projeto
começou a ser efetivamente implantado em meados do ano de 2013.
5.1. Dados da Obra
Localizada no bairro do Caju, na cidade do Rio de Janeiro, a obra contempla a
execução dos serviços de projetos executivos e obras de extensão do Píer em 170m e
execução da Retro Área no Porto do Rio de Janeiro, fundamental para os objetivos
futuros de aumento nas demandas e movimentações portuárias do cliente Libra
Terminais Rio S/A.
A Extensão do Píer de atracação com 170 metros de comprimento por 70
metros de largura (área de 11.900 m²) visa garantir à Libra Terminais a operação
simultânea de dois navios super post panamax (5ª geração), garantindo assim a
manutenção do tempo de espera médio para atracação em patamares reduzidos. A
estrutura da retro área (área de 38.958 m²) tem por objetivo adequar-se ao novo
tamanho do Píer e aumentar a área de estoque e movimentação de contêineres que
se dará com a elevação da movimentação portuária que será permitida pela ampliação
do Píer existente. Desta forma, o Grupo Libra Terminais pretende atender à crescente
demanda do comércio exterior brasileiro, já que a falta de investimentos e
desenvolvimento da infraestrutura portuária se encontra como um dos principais
gargalos da economia do país.
23
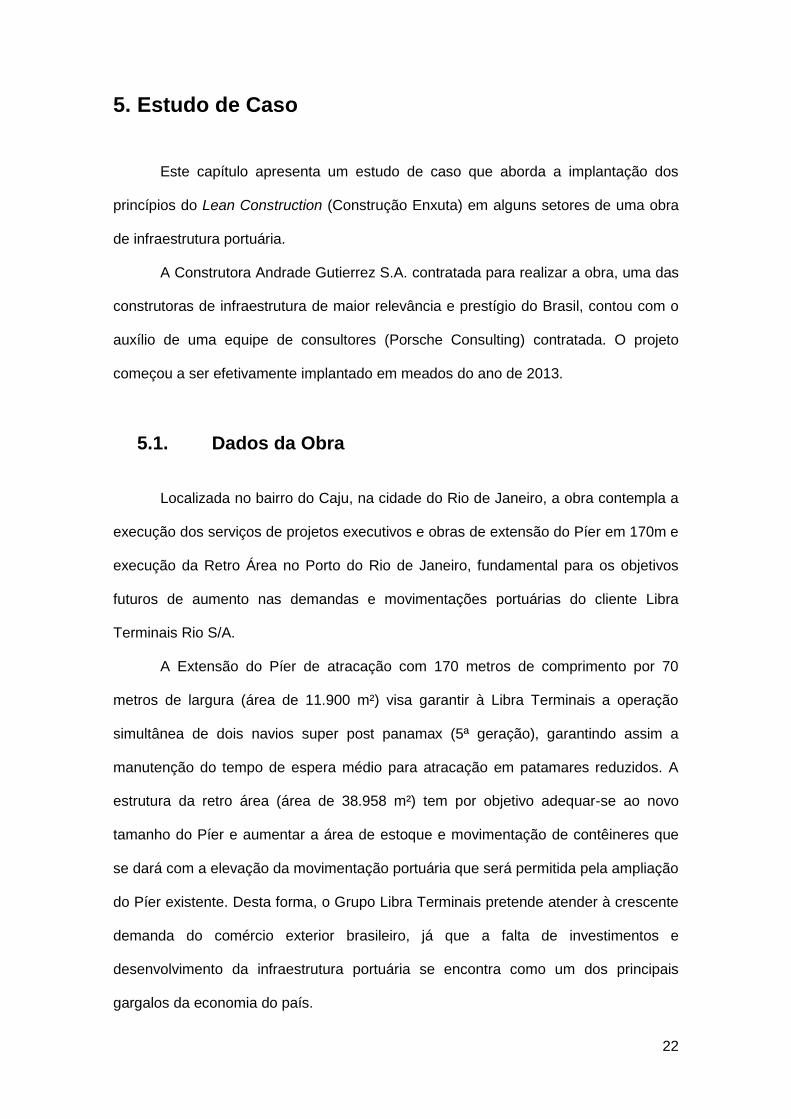
Ao fim desta etapa, a Libra Terminais terá uma capacidade máxima para
movimentar 428.000 contêineres/ano e sua área total passará de 136.272 m² para
aproximadamente 187.130 m².
5.2. Especificações / Características do Projeto
De acordo com as metodologias de execução utilizadas no estudo da proposta,
os projetos desenvolvidos, e principalmente ao curto prazo de execução dos serviços,
a obra foi projetada para ser construída com estacas e peças pré-moldadas fabricadas
no canteiro de obra, com sua posterior montagem e consolidação in loco.
Figura 3: Desenho Esquemático da Obra PLRJ.
Fonte: Fornecido pela Construtora, 2013.
24
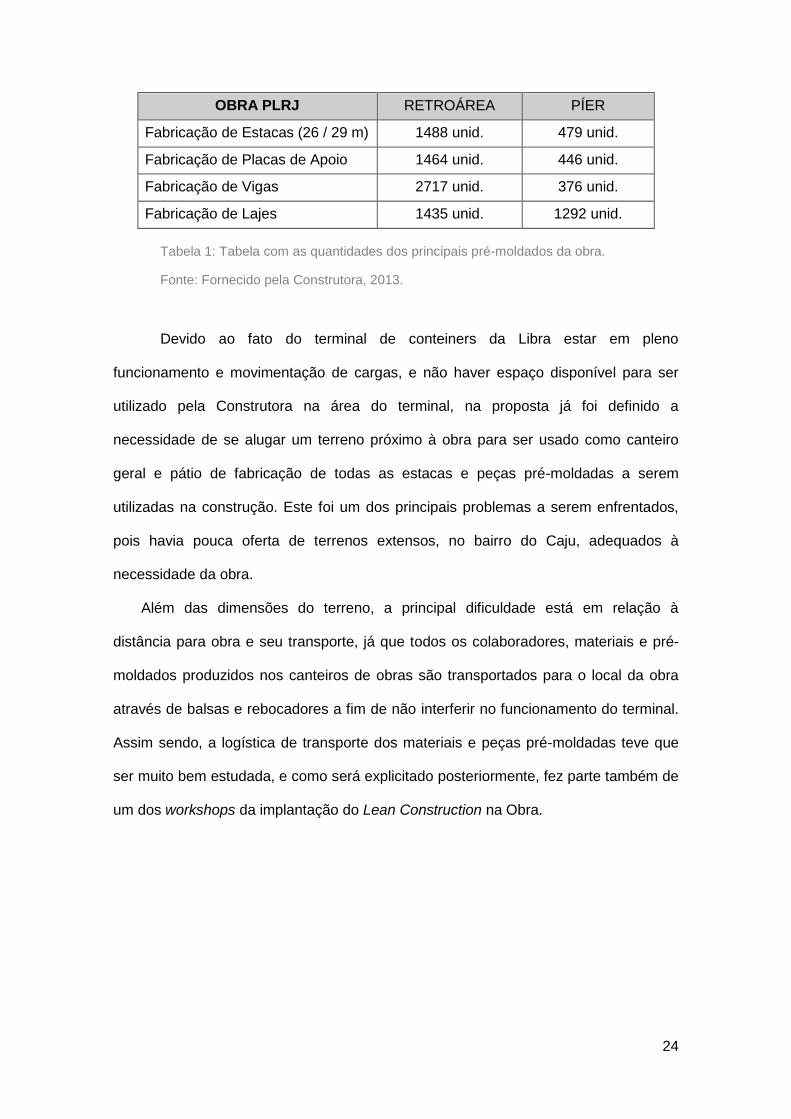
OBRA PLRJ RETROÁREA PÍER
Fabricação de Estacas (26 / 29 m) 1488 unid. 479 unid.
Fabricação de Placas de Apoio 1464 unid. 446 unid.
Fabricação de Vigas 2717 unid. 376 unid.
Fabricação de Lajes 1435 unid. 1292 unid.
Tabela 1: Tabela com as quantidades dos principais pré-moldados da obra.
Fonte: Fornecido pela Construtora, 2013.
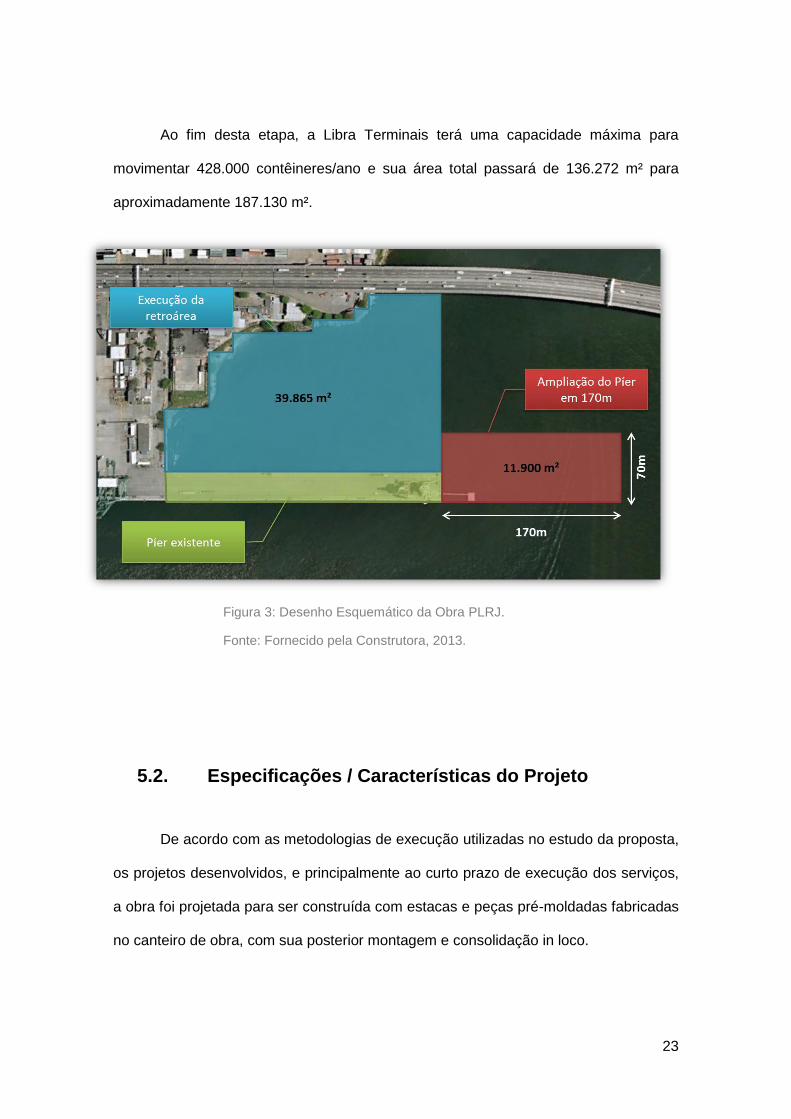
Devido ao fato do terminal de conteiners da Libra estar em pleno
funcionamento e movimentação de cargas, e não haver espaço disponível para ser
utilizado pela Construtora na área do terminal, na proposta já foi definido a
necessidade de se alugar um terreno próximo à obra para ser usado como canteiro
geral e pátio de fabricação de todas as estacas e peças pré-moldadas a serem
utilizadas na construção. Este foi um dos principais problemas a serem enfrentados,
pois havia pouca oferta de terrenos extensos, no bairro do Caju, adequados à
necessidade da obra.
Além das dimensões do terreno, a principal dificuldade está em relação à
distância para obra e seu transporte, já que todos os colaboradores, materiais e pré-
moldados produzidos nos canteiros de obras são transportados para o local da obra
através de balsas e rebocadores a fim de não interferir no funcionamento do terminal.
Assim sendo, a logística de transporte dos materiais e peças pré-moldadas teve que
ser muito bem estudada, e como será explicitado posteriormente, fez parte também de
um dos workshops da implantação do Lean Construction na Obra.
25
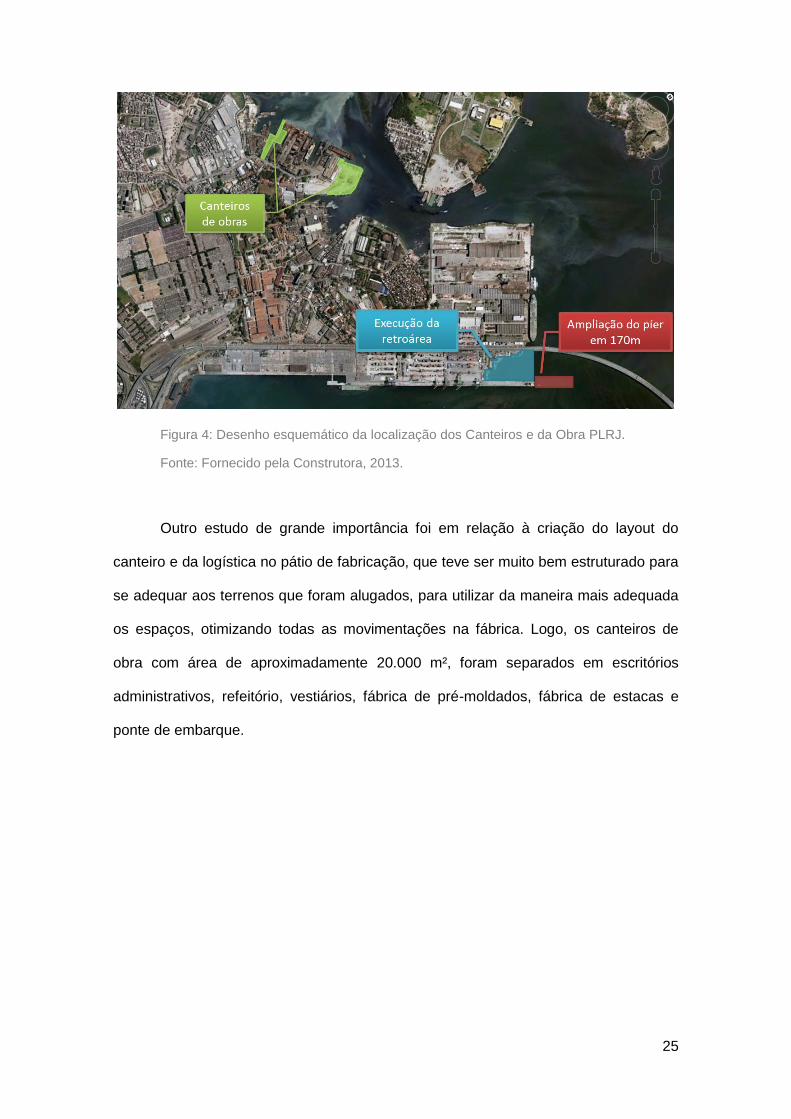
Figura 4: Desenho esquemático da localização dos Canteiros e da Obra PLRJ.
Fonte: Fornecido pela Construtora, 2013.
Outro estudo de grande importância foi em relação à criação do layout do
canteiro e da logística no pátio de fabricação, que teve ser muito bem estruturado para
se adequar aos terrenos que foram alugados, para utilizar da maneira mais adequada
os espaços, otimizando todas as movimentações na fábrica. Logo, os canteiros de
obra com área de aproximadamente 20.000 m², foram separados em escritórios
administrativos, refeitório, vestiários, fábrica de pré-moldados, fábrica de estacas e
ponte de embarque.
26
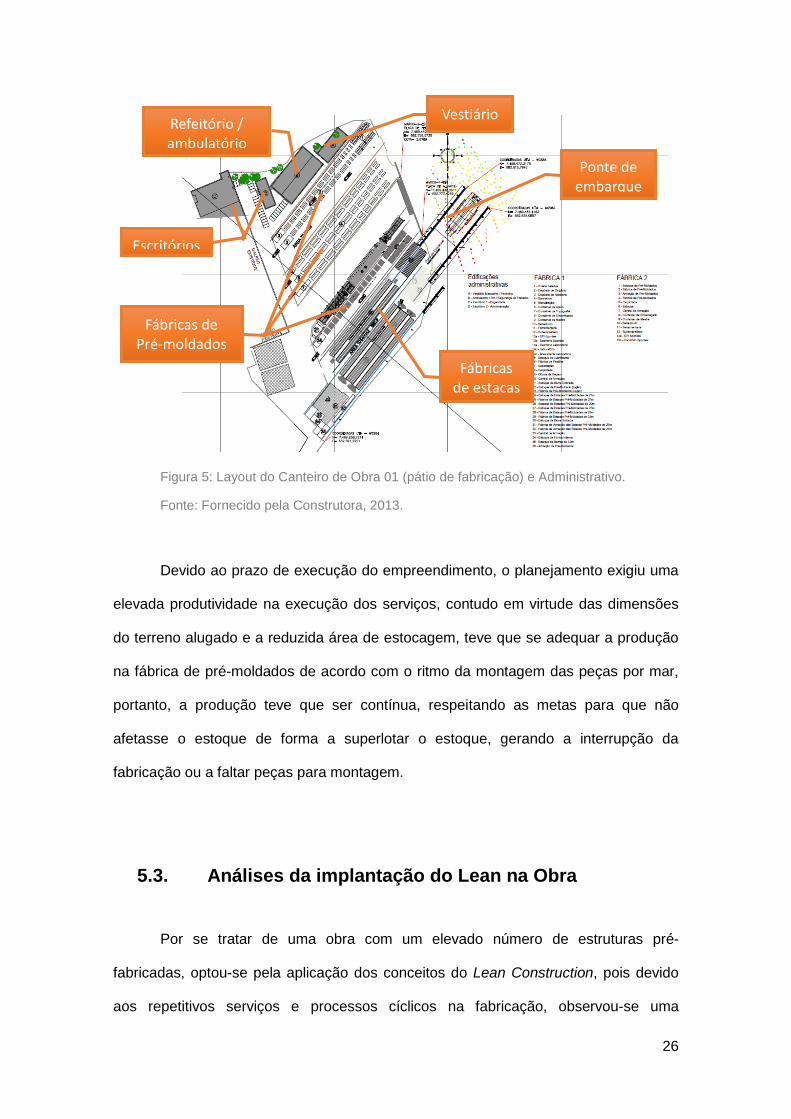
Figura 5: Layout do Canteiro de Obra 01 (pátio de fabricação) e Administrativo.
Fonte: Fornecido pela Construtora, 2013.
Devido ao prazo de execução do empreendimento, o planejamento exigiu uma
elevada produtividade na execução dos serviços, contudo em virtude das dimensões
do terreno alugado e a reduzida área de estocagem, teve que se adequar a produção
na fábrica de pré-moldados de acordo com o ritmo da montagem das peças por mar,
portanto, a produção teve que ser contínua, respeitando as metas para que não
afetasse o estoque de forma a superlotar o estoque, gerando a interrupção da
fabricação ou a faltar peças para montagem.
5.3. Análises da implantação do Lean na Obra
Por se tratar de uma obra com um elevado número de estruturas pré-
fabricadas, optou-se pela aplicação dos conceitos do Lean Construction, pois devido
aos repetitivos serviços e processos cíclicos na fabricação, observou-se uma
Refeitório / ambulatório
/DP
Escritórios
Vestiário
Fábricas de estacas
Fábricas de Pré-moldados
Ponte de embarque
27
possibilidade de ganhos expressivos em termos de qualidade, prazo de execução e
custo.
Primeiramente, foram analisadas as áreas da fábrica de pré-moldados que
apresentavam maiores potenciais de ganhos.
Após a análise sobre as principais áreas a ser implementado o estudo, foram
realizados diversos levantamentos de dados em campo, executados pela equipe da
obra com auxílio de um consultor especialista no assunto, que foram divididos em três
etapas de acordo com a seguinte proposta:
Análise de capacidade:
i. Levantamento da demanda;
ii. Mapeamento do processo;
iii. Filmagens e fotos;
iv. Marcação do tempo dos serviços;
v. Análise e classificação das atividades;
vi. Qualificação dos desperdícios;
vii. Identificação dos gargalos produtivos;
Figura 6: Foto de membro da equipe do workshop, analisando dados de campo.
Fonte: Fornecido pela Construtora, 2013.
28
Análise do fluxo produtivo:
i. Diagrama de Spaghetti;
ii. Análise dos pontos chave e otimização do fluxo de valor.
Aplicação:
i. Adequações visando o programa “5S”;
ii. Aplicação de poka-yoke;
iii. Redimensionamento de equipes e elaboração de manuais de execução;
iv. Construção dos quadros kanban;
Posteriormente à coleta de dados de cada área, foram realizados estudos
aplicados em formato de workshop para todos os responsáveis de cada área
estudada, onde a equipe que participaria das modificações de sua respectiva área foi
treinada, aprendendo sobre o Lean Construction e as ferramentas que seriam
aplicadas, além de realizarem um brainstorm na tentativa de obter melhorias nos
processos de cada área.
Após a implementação dos procedimentos e ferramentas propostos, elaborou-
se um comparativo entre os resultados obtidos com as implementações propostas
pelos workshops e a situação anterior à aplicação dos mesmos, para ser possível
avaliar os impactos causados nos processos a partir do estudo de caso de cada área.
Entretanto, estas comparações tem viabilidade somente após a etapa final de
estabilização do workshop para então se analisar o uso efetivo das ações e
modificações propostas e seus resultados com a implementação, apresentando como
conteúdo dessa fase as seguintes tarefas:
Auditorias de processo;
Apoio a sustentabilidade do projeto;
Suporte a dúvidas e sugestões de melhoria;
29
Assim, podemos majorar os resultados esperados em termos qualitativos e
quantitativos de cada implementação, avaliando os ganhos em produtividade, redução
de desperdícios, diminuição dos riscos de acidente, ganhos de valor agregado nas
tarefas e, como consequência, previsões de ganhos financeiros e de prazo.
5.4. Áreas da implantação dos estudos do Lean
Durante os estudos de análise das áreas que apresentavam maior potencial de
ganho, foi levada em consideração a importância da atividade para o cumprimento do
prazo da obra, quantidade de retrabalhos, quantidade de ciclos, gargalos de produção,
tempo de espera e máquinas ociosas.
Após uma análise geral da fábrica de pré-moldados, concluiu-se que as áreas
com maior potencial de ganho em relação à qualidade, custo e prazo de entrega eram:
Fábrica de estacas pré-moldadas
Fábrica de lajes pré-moldadas
Logística de Transporte dos materiais
Embarque dos colaboradores
30
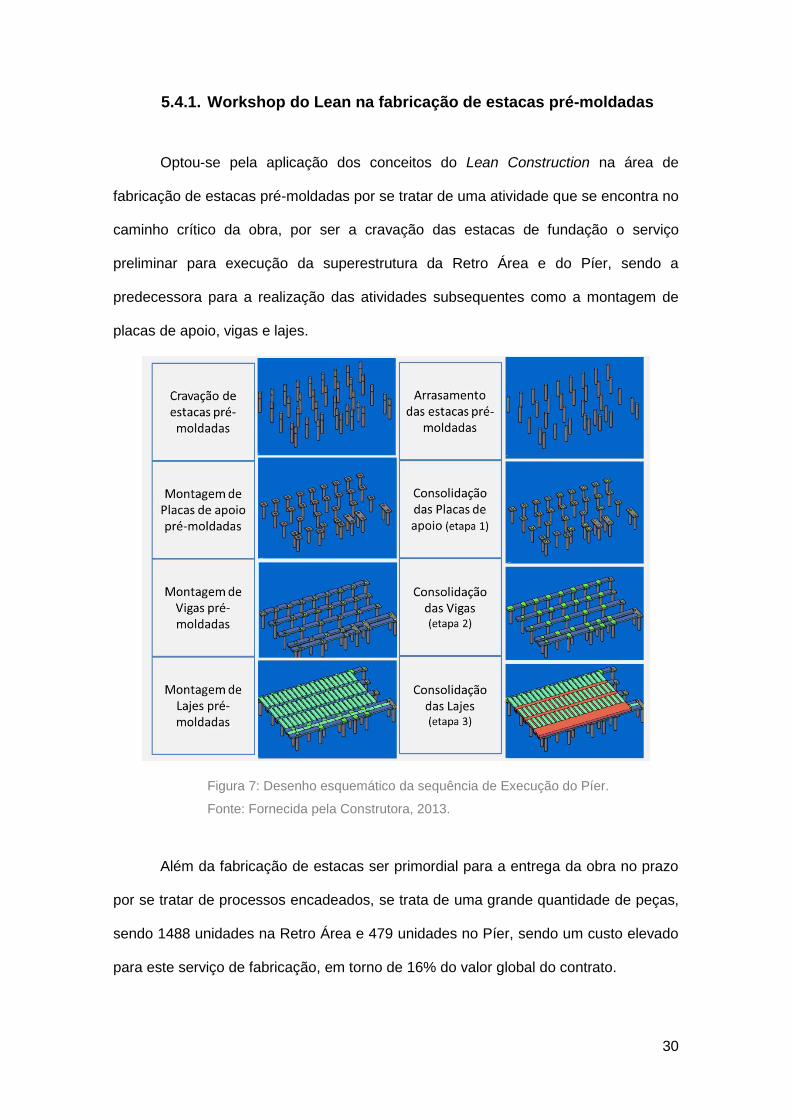
5.4.1. Workshop do Lean na fabricação de estacas pré-moldadas
Optou-se pela aplicação dos conceitos do Lean Construction na área de
fabricação de estacas pré-moldadas por se tratar de uma atividade que se encontra no
caminho crítico da obra, por ser a cravação das estacas de fundação o serviço
preliminar para execução da superestrutura da Retro Área e do Píer, sendo a
predecessora para a realização das atividades subsequentes como a montagem de
placas de apoio, vigas e lajes.
Figura 7: Desenho esquemático da sequência de Execução do Píer.
Fonte: Fornecida pela Construtora, 2013.
Além da fabricação de estacas ser primordial para a entrega da obra no prazo
por se tratar de processos encadeados, se trata de uma grande quantidade de peças,
sendo 1488 unidades na Retro Área e 479 unidades no Píer, sendo um custo elevado
para este serviço de fabricação, em torno de 16% do valor global do contrato.

31
Figura 8: Foto panorâmica do pátio de fabricação de estacas
Fonte: Fornecido pela Construtora, 2013.
Além disso, a atividade de fabricação de estacas apresenta processos cíclicos,
podendo ser analisado cada serviço separadamente para se otimizar a logística e
aumentar a produtividade de forma a contribuir para um ganho efetivo em termos de
qualidade, custo e tempo de ciclo de cada atividade individualmente.
Figura 9: Ciclo dos processos de fabricação de estacas.
Fonte: Fonte própria, 2014.
32
Um dos possíveis ganhos pela aplicação da filosofia Lean é a redução da
variabilidade nos processos, a partir da padronização das atividades, o que inibe que
cada trabalhador execute o processo de forma diferente, reduzindo a possibilidade de
erros e perdas, consequentemente aumentando a qualidade do produto final e
reduzindo retrabalhos que geram atrasos e custos extras.
Outro possível ganho é através da redução do tempo de ciclo, ou lead time,
levando o produto ao cliente de forma mais rápida, por meio da agilização dos
processos de movimentação e redução do tempo de espera entre uma tarefa e outra.
5.4.1.1. Estudo preliminar à implantação do Lean
Após realizar os levantamento de campo e as etapas de análise de capacidade
e análise de fluxo produtivo, verificando informações tais como produtividade, tempo
de chegada de insumos, tempo de execução de cada atividade, número de
colaboradores para cada serviço, entre outras, pode-se avaliar profundamente o
processo da fabricação de estacas de uma forma geral.
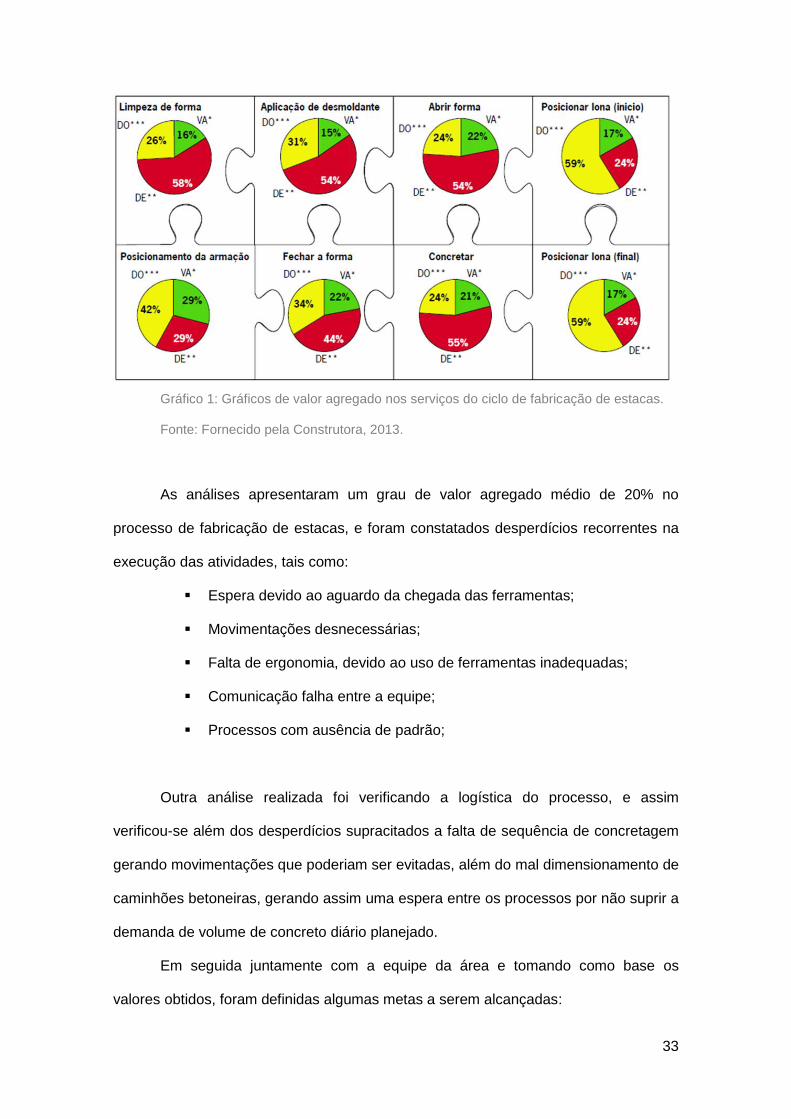
Assim, compilaram-se os dados obtidos em campo de cada atividade do
processo individualmente, para serem analisados os desperdícios evidentes, ocultos e
o valor agregado de cada, gerando os seguintes gráficos:
33
Gráfico 1: Gráficos de valor agregado nos serviços do ciclo de fabricação de estacas.
Fonte: Fornecido pela Construtora, 2013.
As análises apresentaram um grau de valor agregado médio de 20% no
processo de fabricação de estacas, e foram constatados desperdícios recorrentes na
execução das atividades, tais como:
Espera devido ao aguardo da chegada das ferramentas;
Movimentações desnecessárias;
Falta de ergonomia, devido ao uso de ferramentas inadequadas;
Comunicação falha entre a equipe;
Processos com ausência de padrão;
Outra análise realizada foi verificando a logística do processo, e assim
verificou-se além dos desperdícios supracitados a falta de sequência de concretagem
gerando movimentações que poderiam ser evitadas, além do mal dimensionamento de
caminhões betoneiras, gerando assim uma espera entre os processos por não suprir a
demanda de volume de concreto diário planejado.
Em seguida juntamente com a equipe da área e tomando como base os
valores obtidos, foram definidas algumas metas a serem alcançadas:
34
Aumento do valor agregado nos postos de trabalho em 20%;
Ganho de produtividade de 20%;
Iniciar a implementação do 5S (área estacas do cliente Libra);
Redefinição das tarefas dos colaboradores;
Implementação de sistemas de gerenciamento visual;
Implementação e controle de Takt na área de trabalho;
Definição e implementação de uma sequência para concretagem;
5.4.1.2. Ações e resultados após a implantação do Lean
Posteriormente às análises sobre o processo de fabricação de estacas, foram
definidas algumas ações, explicitadas a seguir, que foram implementadas pelo time do
workshop com o intuito de atingir os resultados propostos.
I. Divisão da equipe por frentes de serviço
Dimensionamento do time de trabalho de acordo com as necessidades reais de
produtividade para cada serviço, criando metas claras para as equipes e
funções padronizadas para cada membro, gerando assim um ganho de
produtividade de 31%, consequentemente, uma redução na mão-de-obra, além
de uma redução nas despesas indiretas.
35
Figura 10: Balanceamento das atividades do processo de fabricação de estaca.
Fonte: Fornecido pela Construtora, 2013.
I. Melhora na ergonomia
Foram criados dispositivos simples e de baixo custo, que auxiliam na
realização das atividades, reduzindo os desperdícios e assim aumentando a
produtividade e o valor agregado para os serviços.
Figura 11: Soluções desenvolvidas pelo time do workshop.
Fonte: Fornecido pela Construtora, 2013.
36
III. Elaboração de uma logística de concretagem
Com a concepção de uma sequência de concretagem de estacas, reduziu-se a
quantidade de movimentações desnecessárias devido à falta de uma logística
de produção bem definida. Além de atentar para o fato de que as formas das
extremidades necessitam de uma calha de concretagem, definindo-as como as
primeiras formas a serem concretadas, pois no período da manhã os
colaboradores encontram-se mais bem dispostos, reduzindo o tempo de lead
time da atividade, aumentando a produtividade.
Figura 12: Sequências da atividade de concretagem.
Fonte: Fornecido pela Construtora, 2013.
IV. Dimensionamento de frota mínima de betoneiras
Com o dimensionamento da frota de caminhões betoneira foi possível eliminar
gargalos na produção devido a um não atendimento efetivo da demanda,
reduzindo o tempo de espera entre a atividade anterior e o serviço de
concretagem, além de reduzir custos não previstos com o pagamento de horas
extras devido aos atrasos nas entregas do concreto.
37
V. Elaboração de quadro de gestão a vista
Com a criação de quadros de gestão a vista, todos os colaboradores passaram
a ter suas metas de maneira mais clara e organizada, pois o quadro contempla
a divisão das equipes com suas respectivas fotos e a indicação visual das
atividades que deveriam estar ocorrendo em cada forma conforme a divisão do
Takt.
Figura 13: Planejamento do Takt.
Fonte: Fornecido pela Construtora, 2013.
VI. Padronização das atividades
Para a padronização das atividades foi elaborado um documento para auxiliar
os colaboradores na execução de seus serviços de forma padronizada, com
isso foi possível diminuir a variabilidade nos processos e, consequentemente,
reduziu-se os retrabalhos, aumentando a qualidade do produto final e
reduzindo custos.
Após a consolidação de todas estas ações e a continuidade na manutenção da
implantação dos conceitos do Lean Construction na fabricação de estacas alcançou-se
os seguintes resultados:
38
i. Implementação de processos padronizados na frente de trabalho
concretagem;
ii. Sincronização e harmonização dos processos, através da implementação e
controle de Takt;
iii. Liberação de 31% da mão de obra direta no serviço de fabricação de
estacas;
iv. Aumento de 26% no valor agregado médio no ciclo de fabricação de
estacas;
v. Implementação de times de trabalho dedicados aos processos;
vi. Aumento de 44% de produtividade na frente de trabalho;
vii. Previsão de ganho financeiro de R$366.396;
39
5.4.2. Workshop de implantação do Lean na fabricação de lajes pré-
moldadas
Outra área com grande potencial de melhoria através da aplicação dos
conceitos do Lean Construction foi no pátio de fabricação das lajes pré-moldadas do
Píer. Devido ao número elevado de tais peças, as quais apresentam inclusive berços
de concreto para evitar custos demasiados com formas, já que se trata de 1.292
unidades, esse pré-moldado foi selecionado além das estacas, como vimos
anteriormente, como um dos mais relevantes para a obra, até por apresentar um custo
substancial na medição da obra devido a sua considerável quantidade de armação e
concreto na sua execução.
Além do mais por se tratar de um processo cíclico e repetitivo, existe a real
possibilidade de ganhos de qualidade com a redução da variabilidade dos processos,
reduzindo defeitos e gastos com retrabalhos. Ademais a existência de uma provável
redução do lead time, ou seja, tempo de ciclo das atividades do processo geraria um
aumento na produtividade ocasionando o término antecipado do serviço e assim, um
ganho no prazo e no custo de mão de obra e equipamentos vinculados a tal atividade.
40
Figura 14: Berços de concretagem da fábrica de lajes pré-moldadas do Píer.
Fonte: Fornecido pela Construtora, 2013.
5.4.2.1. Estudo preliminar à implantação do Lean
Depois de concluir as etapas de análise de capacidade e análise de fluxo
produtivo, verificando informações de campo, tais como produtividade, tempo de
chegada de insumos, tempo de execução de cada atividade, número de colaboradores
para cada serviço, entre outras, pode-se avaliar o ciclo do processo de fabricação de
lajes.
Assim, compilaram-se os dados obtidos em campo de cada atividade do
processo individualmente, para serem analisados os desperdícios evidentes, ocultos e
valor agregado de cada, gerando os seguintes gráficos:
41
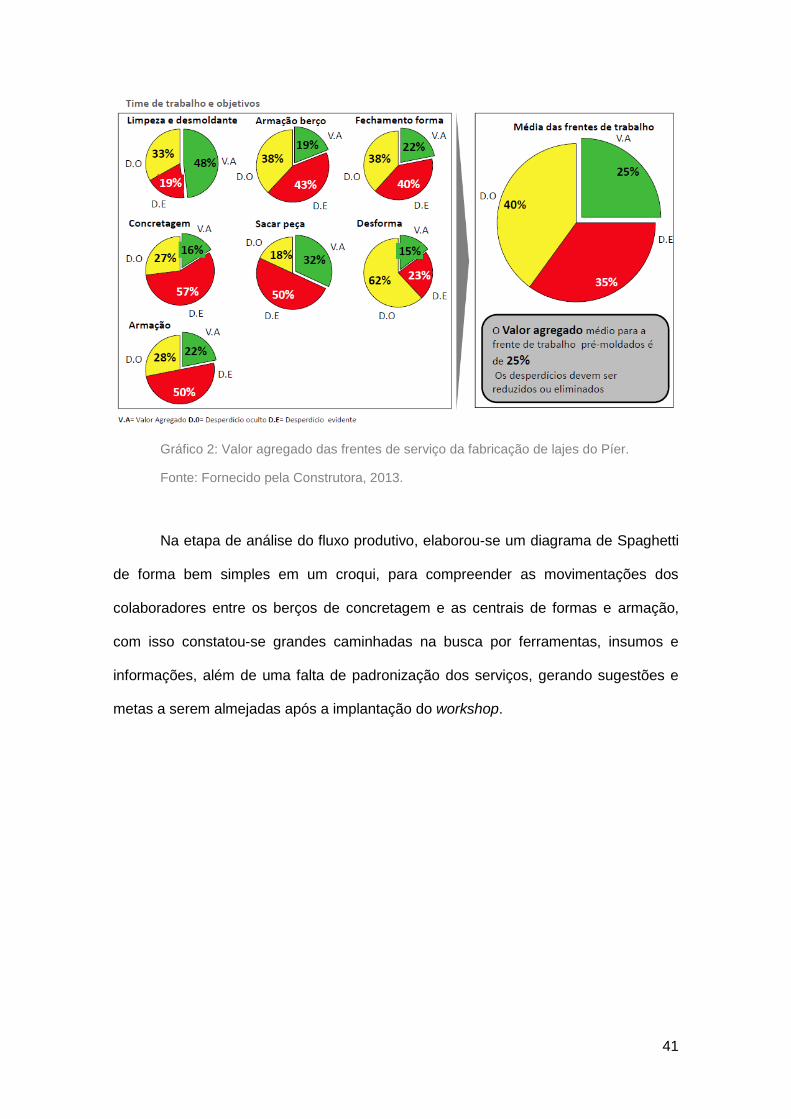
Gráfico 2: Valor agregado das frentes de serviço da fabricação de lajes do Píer.
Fonte: Fornecido pela Construtora, 2013.
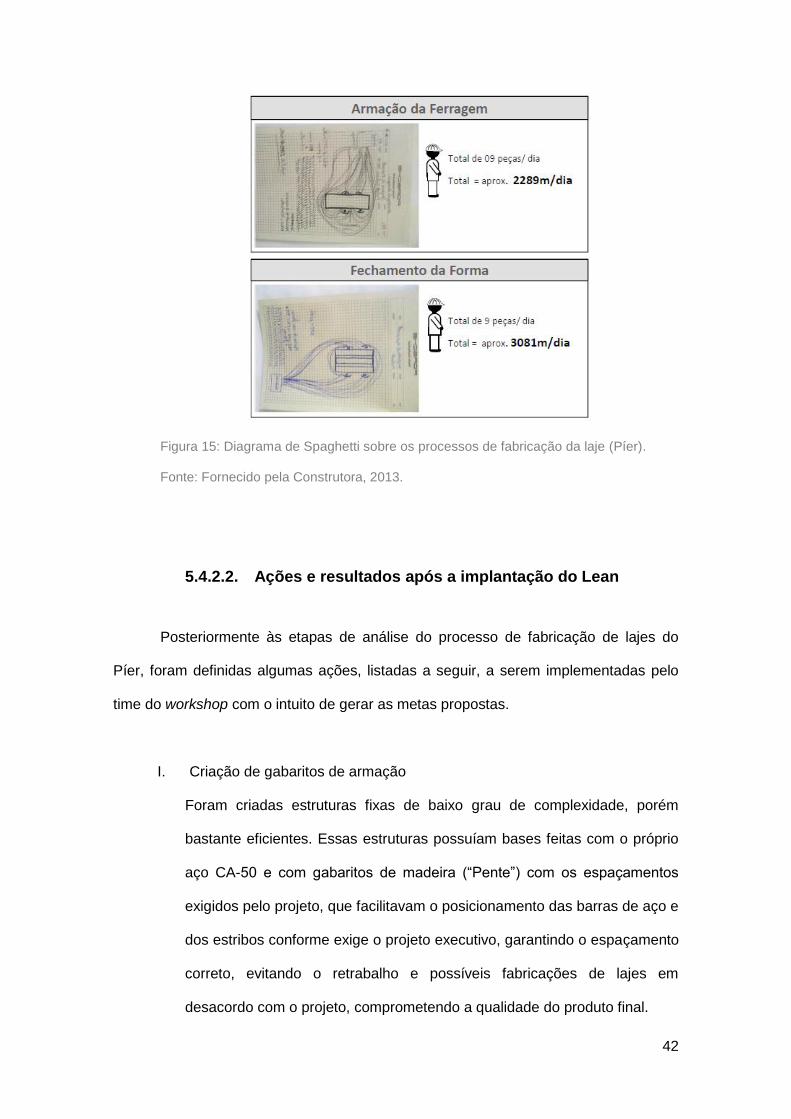
Na etapa de análise do fluxo produtivo, elaborou-se um diagrama de Spaghetti
de forma bem simples em um croqui, para compreender as movimentações dos
colaboradores entre os berços de concretagem e as centrais de formas e armação,
com isso constatou-se grandes caminhadas na busca por ferramentas, insumos e
informações, além de uma falta de padronização dos serviços, gerando sugestões e
metas a serem almejadas após a implantação do workshop.
42
Figura 15: Diagrama de Spaghetti sobre os processos de fabricação da laje (Píer).
Fonte: Fornecido pela Construtora, 2013.
5.4.2.2. Ações e resultados após a implantação do Lean
Posteriormente às etapas de análise do processo de fabricação de lajes do
Píer, foram definidas algumas ações, listadas a seguir, a serem implementadas pelo
time do workshop com o intuito de gerar as metas propostas.
I. Criação de gabaritos de armação
Foram criadas estruturas fixas de baixo grau de complexidade, porém
bastante eficientes. Essas estruturas possuíam bases feitas com o próprio
aço CA-50 e com gabaritos de madeira (“Pente”) com os espaçamentos
exigidos pelo projeto, que facilitavam o posicionamento das barras de aço e
dos estribos conforme exige o projeto executivo, garantindo o espaçamento
correto, evitando o retrabalho e possíveis fabricações de lajes em
desacordo com o projeto, comprometendo a qualidade do produto final.
43
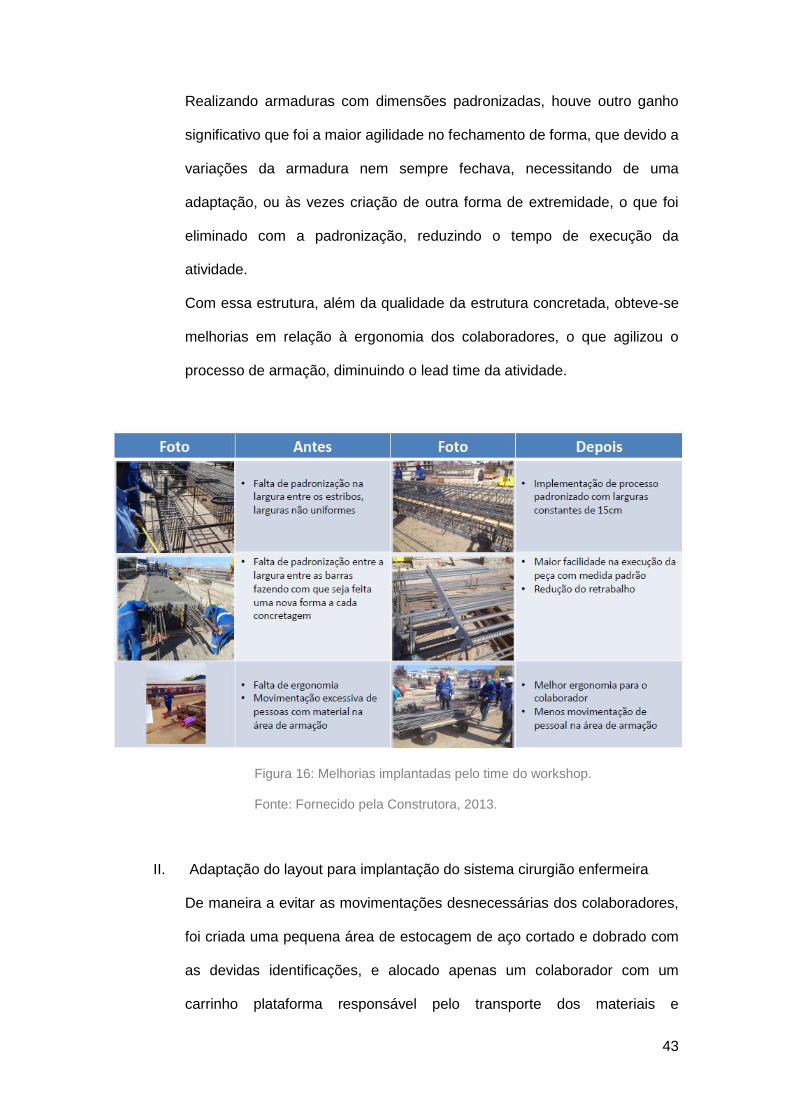
Realizando armaduras com dimensões padronizadas, houve outro ganho
significativo que foi a maior agilidade no fechamento de forma, que devido a
variações da armadura nem sempre fechava, necessitando de uma
adaptação, ou às vezes criação de outra forma de extremidade, o que foi
eliminado com a padronização, reduzindo o tempo de execução da
atividade.
Com essa estrutura, além da qualidade da estrutura concretada, obteve-se
melhorias em relação à ergonomia dos colaboradores, o que agilizou o
processo de armação, diminuindo o lead time da atividade.
Figura 16: Melhorias implantadas pelo time do workshop.
Fonte: Fornecido pela Construtora, 2013.
II. Adaptação do layout para implantação do sistema cirurgião enfermeira
De maneira a evitar as movimentações desnecessárias dos colaboradores,
foi criada uma pequena área de estocagem de aço cortado e dobrado com
as devidas identificações, e alocado apenas um colaborador com um
carrinho plataforma responsável pelo transporte dos materiais e
44
ferramentas às frentes de armação, enquanto os armadores permaneciam
em suas áreas de trabalho, aumentando assim a produtividade do processo
e o seu valor agregado.
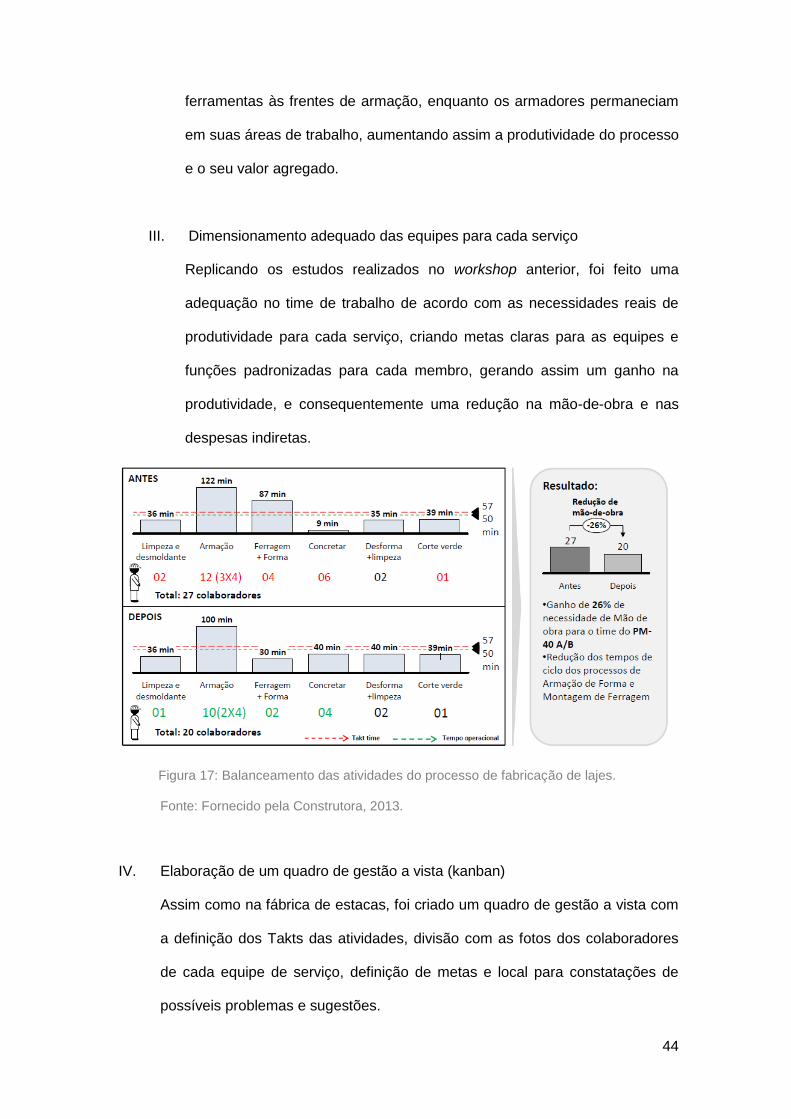
III. Dimensionamento adequado das equipes para cada serviço
Replicando os estudos realizados no workshop anterior, foi feito uma
adequação no time de trabalho de acordo com as necessidades reais de
produtividade para cada serviço, criando metas claras para as equipes e
funções padronizadas para cada membro, gerando assim um ganho na
produtividade, e consequentemente uma redução na mão-de-obra e nas
despesas indiretas.
Figura 17: Balanceamento das atividades do processo de fabricação de lajes.
Fonte: Fornecido pela Construtora, 2013.
IV. Elaboração de um quadro de gestão a vista (kanban)
Assim como na fábrica de estacas, foi criado um quadro de gestão a vista com
a definição dos Takts das atividades, divisão com as fotos dos colaboradores
de cada equipe de serviço, definição de metas e local para constatações de
possíveis problemas e sugestões.
45
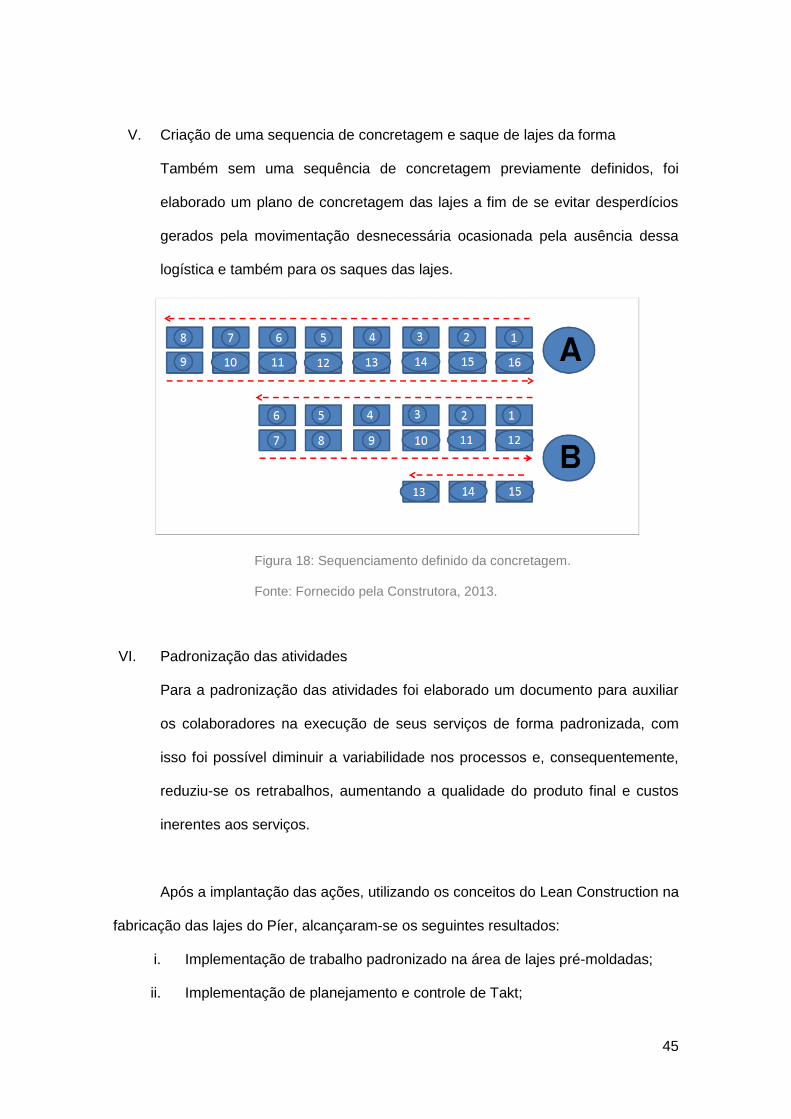
V. Criação de uma sequencia de concretagem e saque de lajes da forma
Também sem uma sequência de concretagem previamente definidos, foi
elaborado um plano de concretagem das lajes a fim de se evitar desperdícios
gerados pela movimentação desnecessária ocasionada pela ausência dessa
logística e também para os saques das lajes.
Figura 18: Sequenciamento definido da concretagem.
Fonte: Fornecido pela Construtora, 2013.
VI. Padronização das atividades
Para a padronização das atividades foi elaborado um documento para auxiliar
os colaboradores na execução de seus serviços de forma padronizada, com
isso foi possível diminuir a variabilidade nos processos e, consequentemente,
reduziu-se os retrabalhos, aumentando a qualidade do produto final e custos
inerentes aos serviços.
Após a implantação das ações, utilizando os conceitos do Lean Construction na
fabricação das lajes do Píer, alcançaram-se os seguintes resultados:
i. Implementação de trabalho padronizado na área de lajes pré-moldadas;
ii. Implementação de planejamento e controle de Takt;
46
iii. Redução da necessidade de uso de madeira e chapas de compensado
para as formas de extremidade dos pré-moldados em R$ 90.182;
iv. Aumento do valor agregado médio em 68% na frente de trabalho;
v. Remanejamento de 26% de mão de obra, gerando resultado financeiro de
R$ 92.756;
vi. Redimensionamento e otimização dos processos de armação, gerando
resultado financeiro de R$ 154.178 ;
vii. Implementação de times de trabalho dedicados e sincronizados;
viii. As melhorias geraram uma previsão total de R$ 337.116 de ganho.
47
5.4.3. Workshop de implementação do Lean no embarque de
materiais
Outro segmento da obra além da fábrica de pré-moldados que requereu ser
implantado os conceitos do Lean Construction foi na logística de embarque dos
materiais do canteiro para a obra, por se referir de um gargalo produtivo.
A distância e o tempo necessários para o fornecimento dos insumos para a
obra se torna crítico por demandar equipamentos (guindastes e pórticos) para carregar
as balsas e rebocadores, além do próprio trajeto à obra. E isto é vital para a produção
contínua dos serviços, uma vez que o atraso na entrega dos suprimentos para a obra
pode ocasionar um tempo de espera entre as atividades, gerando uma perda de prazo
e custos adicionais com mão de obra e equipamentos.
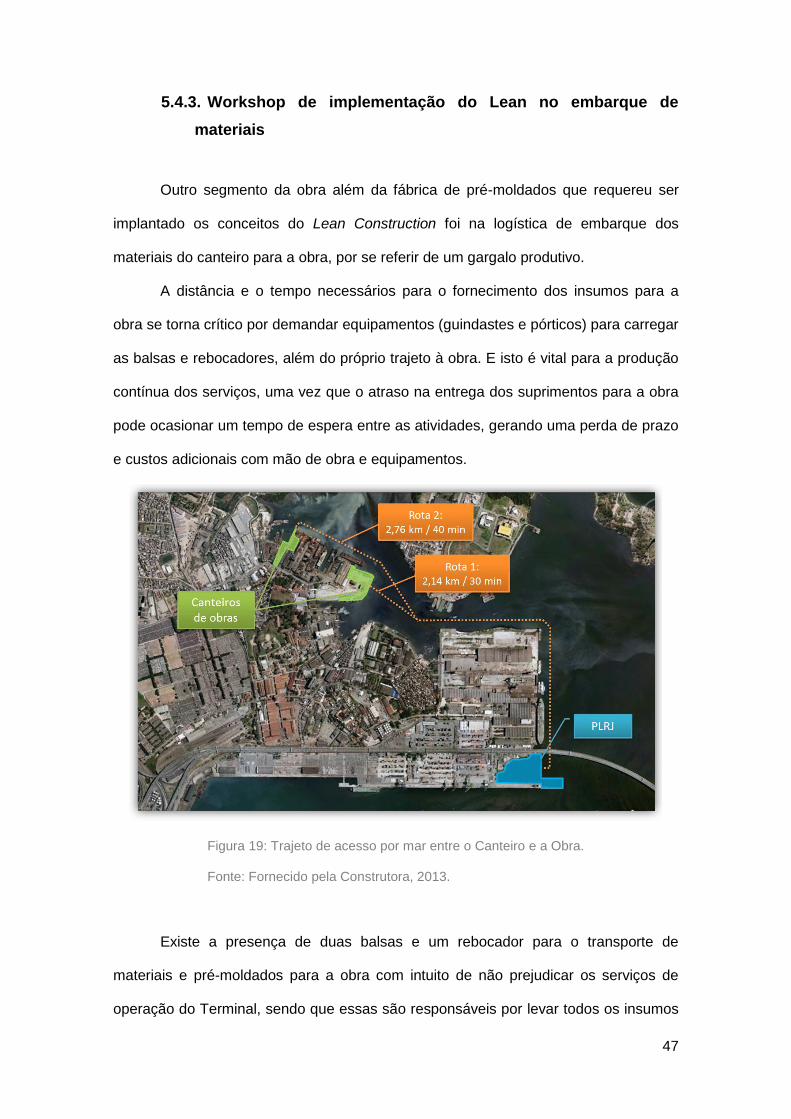
Figura 19: Trajeto de acesso por mar entre o Canteiro e a Obra.
Fonte: Fornecido pela Construtora, 2013.
Existe a presença de duas balsas e um rebocador para o transporte de
materiais e pré-moldados para a obra com intuito de não prejudicar os serviços de
operação do Terminal, sendo que essas são responsáveis por levar todos os insumos
48
essenciais à execução da obra, em exceção ao concreto que pode ser transportado
através de caminhões betoneiras pelos acessos do terminal para executar as
consolidações in loco demandadas.
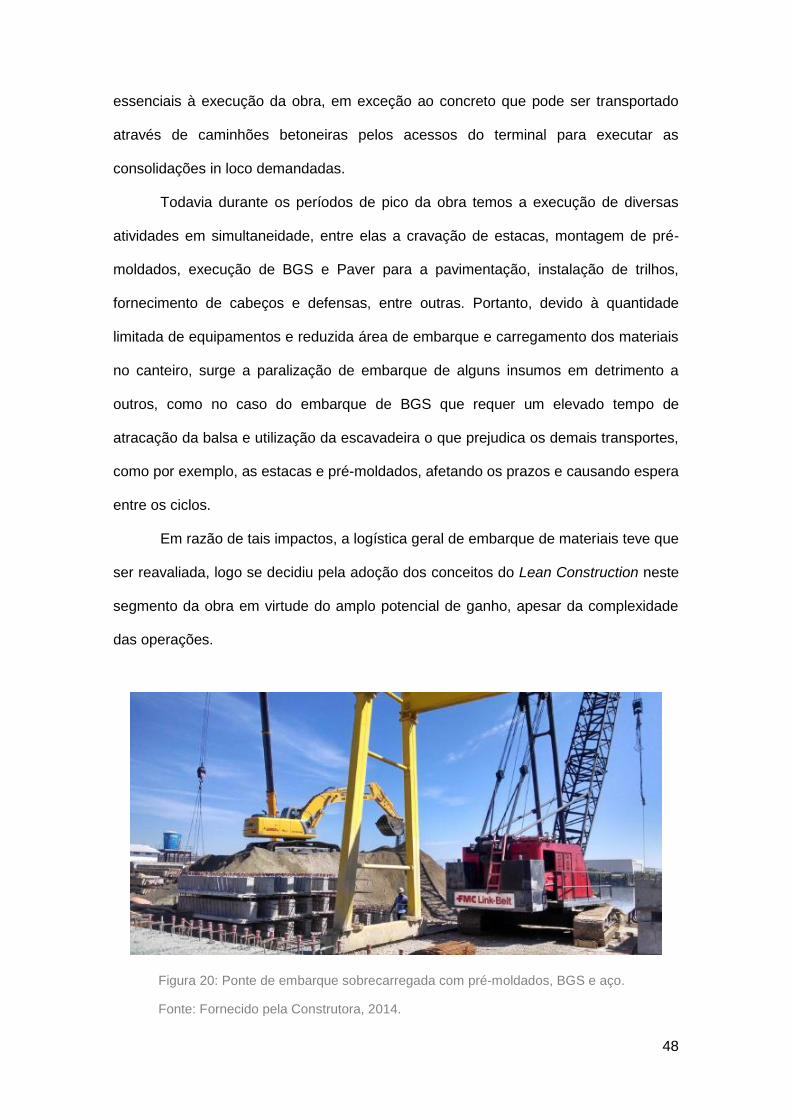
Todavia durante os períodos de pico da obra temos a execução de diversas
atividades em simultaneidade, entre elas a cravação de estacas, montagem de pré-
moldados, execução de BGS e Paver para a pavimentação, instalação de trilhos,
fornecimento de cabeços e defensas, entre outras. Portanto, devido à quantidade
limitada de equipamentos e reduzida área de embarque e carregamento dos materiais
no canteiro, surge a paralização de embarque de alguns insumos em detrimento a
outros, como no caso do embarque de BGS que requer um elevado tempo de
atracação da balsa e utilização da escavadeira o que prejudica os demais transportes,
como por exemplo, as estacas e pré-moldados, afetando os prazos e causando espera
entre os ciclos.
Em razão de tais impactos, a logística geral de embarque de materiais teve que
ser reavaliada, logo se decidiu pela adoção dos conceitos do Lean Construction neste
segmento da obra em virtude do amplo potencial de ganho, apesar da complexidade
das operações.
Figura 20: Ponte de embarque sobrecarregada com pré-moldados, BGS e aço.
Fonte: Fornecido pela Construtora, 2014.
49
5.4.3.1. Estudo preliminar à implantação do Lean
Realizou-se, portanto, um levantamento das principais informações, tais como
produtividade, tempo de chegada, de descarga e de carregamento de insumos,
quantidade diária de materiais movimentados, número de colaboradores para cada
serviço, etc. Com esse estudo de campo, pode-se obter um mapeamento do
fluxograma dos processos rotineiros da ponte de embarque durante as fases de pico
da obra.
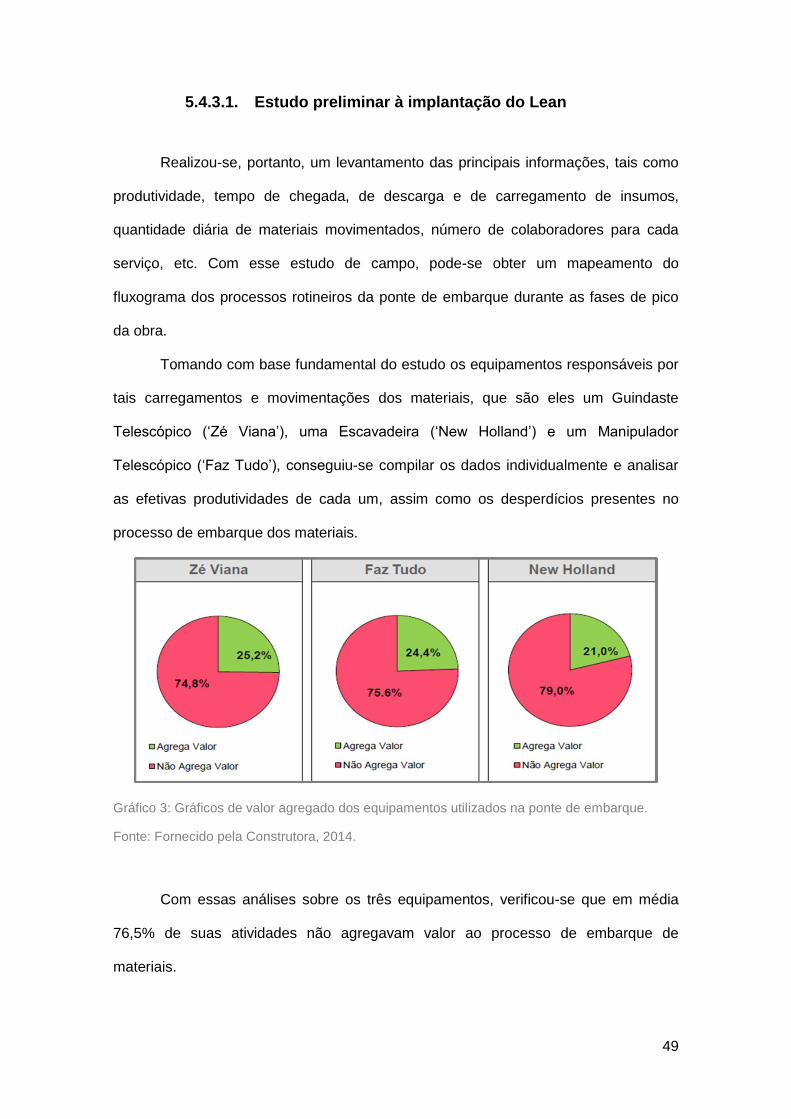
Tomando com base fundamental do estudo os equipamentos responsáveis por
tais carregamentos e movimentações dos materiais, que são eles um Guindaste
Telescópico (‘Zé Viana’), uma Escavadeira (‘New Holland’) e um Manipulador
Telescópico (‘Faz Tudo’), conseguiu-se compilar os dados individualmente e analisar
as efetivas produtividades de cada um, assim como os desperdícios presentes no
processo de embarque dos materiais.
Gráfico 3: Gráficos de valor agregado dos equipamentos utilizados na ponte de embarque.
Fonte: Fornecido pela Construtora, 2014.
Com essas análises sobre os três equipamentos, verificou-se que em média
76,5% de suas atividades não agregavam valor ao processo de embarque de
materiais.
50
Além disso, foram constatados desperdícios recorrentes em todo processo,
entre eles:
a. Espera dos equipamentos (ociosos) por material e pela balsa.
b. Equipamentos ligados sem a necessidade (consumo de combustível).
c. Movimentações desnecessárias com o transporte de estoques.
d. Retrabalho devido à falta de padrão e para agrupar materiais (BGS e
areia).
e. Excesso de etapas de manuseio (tombos), gerando processos
desnecessários.
f. Ausência de um canal de comunicação entre os diversos clientes
internos.
g. Falta de uma programação de recebimento de materiais, gerando picos
de estoque e utilização de equipamentos.
Essa baixa porcentagem de valor agregado nos equipamentos utilizados e a
grande quantidade dos desperdícios existentes nos serviços de carregamento é
consequência da ineficiência de como estava sendo feita a logística de embarque.
Tais rotinas geram impactos na obra, como interferências em outros processos e nos
acessos a ponte de embarque, gastos não previstos com equipamentos, espera entre
atividades subsequentes, entre outros.
51
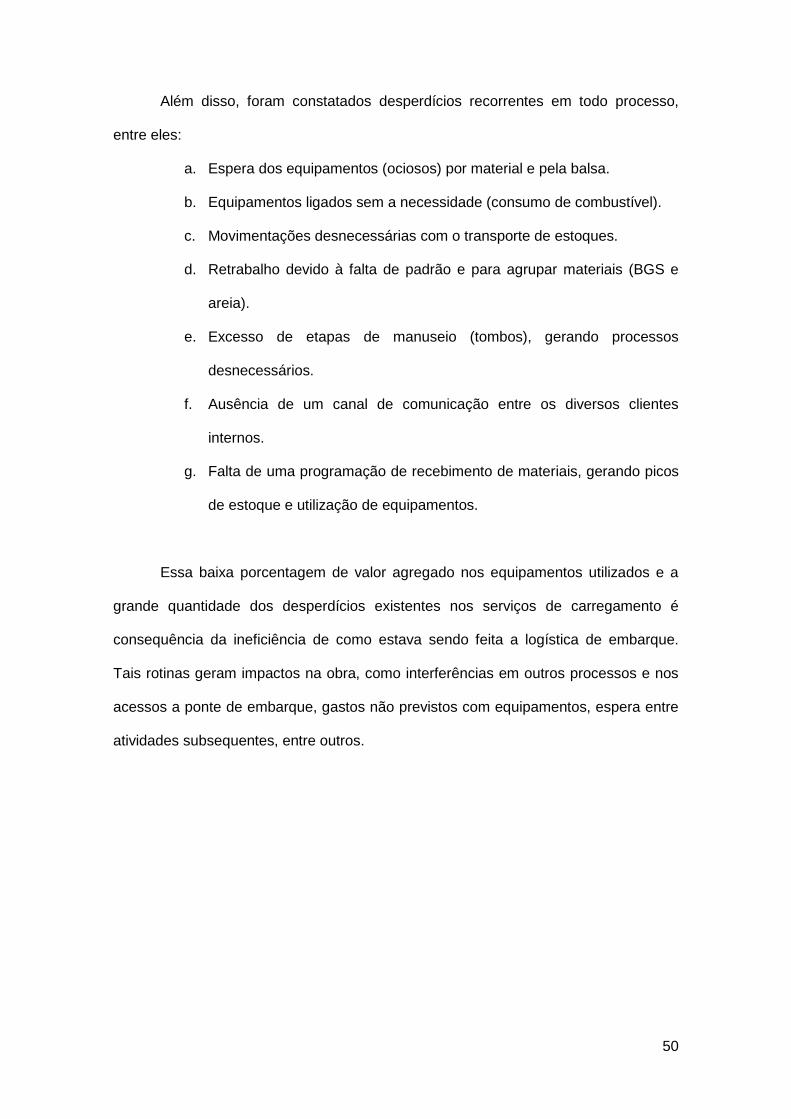
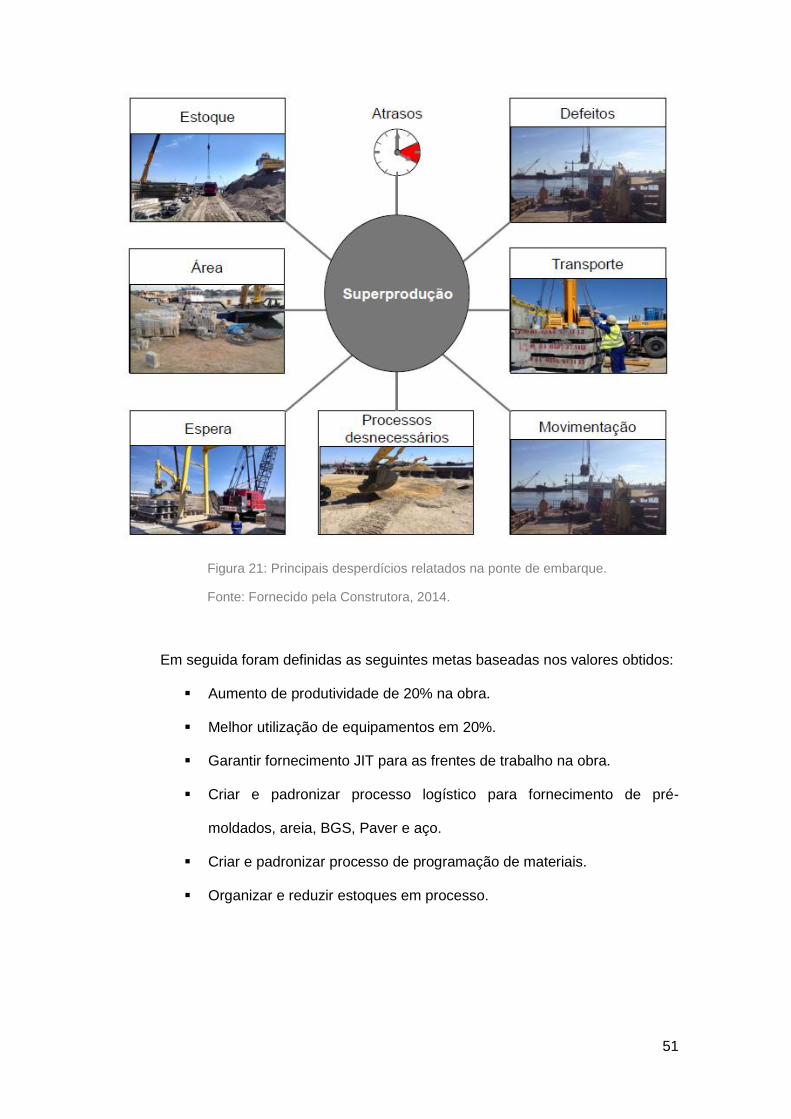
Figura 21: Principais desperdícios relatados na ponte de embarque.
Fonte: Fornecido pela Construtora, 2014.
Em seguida foram definidas as seguintes metas baseadas nos valores obtidos:
Aumento de produtividade de 20% na obra.
Melhor utilização de equipamentos em 20%.
Garantir fornecimento JIT para as frentes de trabalho na obra.
Criar e padronizar processo logístico para fornecimento de pré-
moldados, areia, BGS, Paver e aço.
Criar e padronizar processo de programação de materiais.
Organizar e reduzir estoques em processo.
52
5.4.3.2. Ações e resultados após a implantação do Lean
Posteriormente aos estudos do processo de embarque de materiais foram
definidas algumas ações, listadas a seguir, a serem implementadas pelo time do
workshop com o intuito de gerar os resultados propostos.
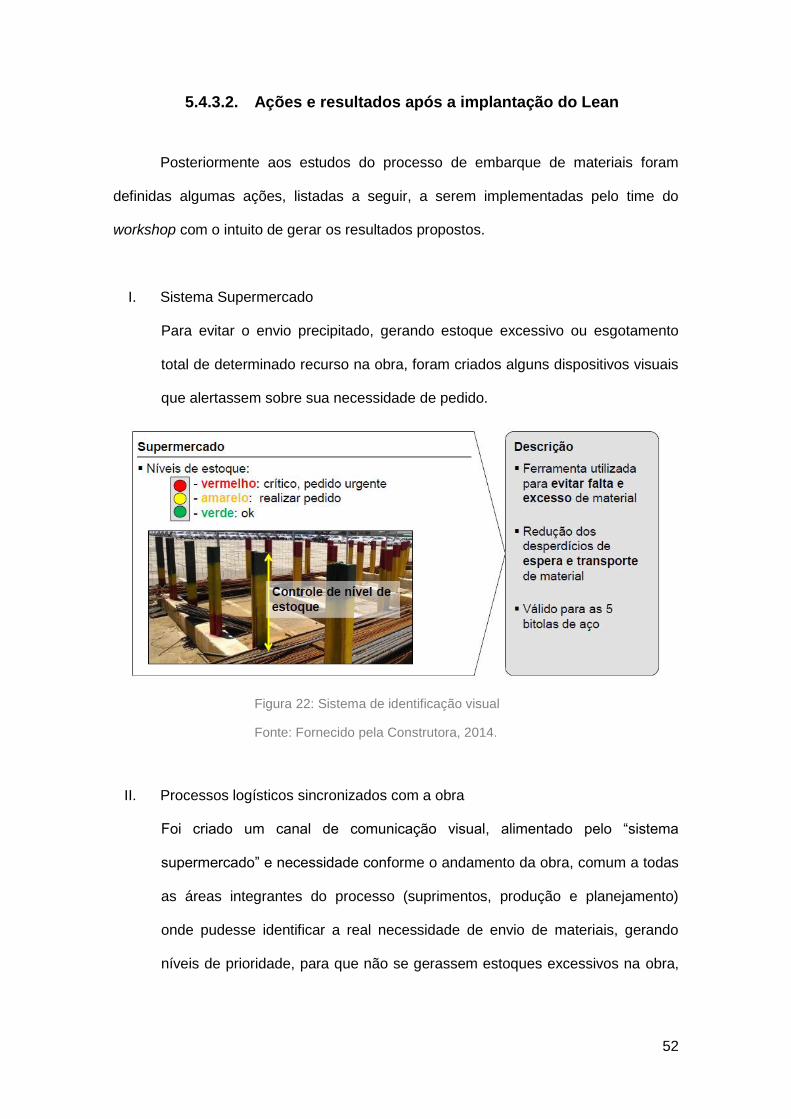
I. Sistema Supermercado
Para evitar o envio precipitado, gerando estoque excessivo ou esgotamento
total de determinado recurso na obra, foram criados alguns dispositivos visuais
que alertassem sobre sua necessidade de pedido.
Figura 22: Sistema de identificação visual
Fonte: Fornecido pela Construtora, 2014.
II. Processos logísticos sincronizados com a obra
Foi criado um canal de comunicação visual, alimentado pelo “sistema
supermercado” e necessidade conforme o andamento da obra, comum a todas
as áreas integrantes do processo (suprimentos, produção e planejamento)
onde pudesse identificar a real necessidade de envio de materiais, gerando
níveis de prioridade, para que não se gerassem estoques excessivos na obra,
53
sobrecarregando a ponte de embarque com o carregamento de materiais com
menor prioridade que outros.
III. Padronização de processos
A criação de um processo padrão de embarque específico para cada tipo de
material e de treinamento do pessoal envolvido, para evitar retrabalhos e
possíveis acidentes devido a amarrações realizadas de forma errada,
agilizando o processo.
IV. Redução dos estágios de manuseio
Criou-se um processo de comunicação e logística sincronizados com a obra,
onde a entrada e saída de veículos com os insumos são controlados evitando o
rápido e desordenado descarregamento dos materiais e consequentemente o
seu acúmulo, reduzindo as etapas de manuseio, otimizando a utilização de
equipamentos como, por exemplo, a escavadeira na movimentação do BGS.
Além do processo de comunicação criou-se uma estrutura metálica para
otimizar o transporte de pallets, como no caso do paver, onde era possível
transportar seis pallets de paver de uma só vez, reduzindo o tempo e os custos
com o equipamento.
Após a implantação das ações, utilizando os conceitos do Lean Construction na
área de embarque dos materiais, foram obtidos os seguintes resultados:
i. Ganho de 30% na produtividade nas frentes de pré-moldados, armação e
pavimentação devido ao menor tempo de embarque de materiais.
ii. Desmobilização de um guindaste treliçado que auxiliava no embarque,
tornando necessário apenas o guindaste telescópico, escavadeira e o
manipulador telescópico.
54
iii. Desmobilização antecipada da fábrica de placas de apoio devido à redução de
estoque com a maior agilidade de envio desses pré-moldados à obra,
aumentando a produtividade que era periodicamente interrompida devido à
falta de espaço de estocagem.
Entretanto, é importante ressaltar que apesar da significativa redução dos
desperdícios e ganhos de produtividade nos serviços, nem todas as metas propostas
foram atingidas, pois não se conseguiu sanar todas as deficiências e os desperdícios
do embarque dos materiais, por depender de uma interação e comprometimento de
muitos colaboradores de diferentes frentes de serviço envolvidos ao mesmo tempo no
processo.
55
5.4.5. Workshop de implementação do Lean na logística de
transporte de colaboradores (Terra – Mar)
O workshop na logística de transporte dos colaboradores do canteiro para a
obra foi desenvolvido com o intuito de aumentar a disponibilidade dos funcionários na
obra causada pela complexidade e demora nos transportes envolvidos para execução
do empreendimento supracitado, utilizando-se dos conceitos Lean em suas ações.
Figura 23: Foto de embarcação que realiza transporte dos colaboradores.
Fonte: Fornecida pela Construtora, 2013.
5.4.5.1. Estudo preliminar à implantação do Lean
Foi feito assim uma análise preliminar das informações a serem estudadas, na
etapa de análise de capacidade e verificou-se:
Embarcações disponíveis
- Capelinha VI (80 passageiros – 24h)
- Marcílio Dias (40 passageiros – diurno)
- O Patriota VI (9 passageiros – diurno)
Na fase de análise foram abordadas todas as etapas realizadas pelos
colaboradores entre o início e o fim do turno, com foco na segurança, tempo de
espera, disponibilidade de barcos, organização, pontos de embarque, tempos de
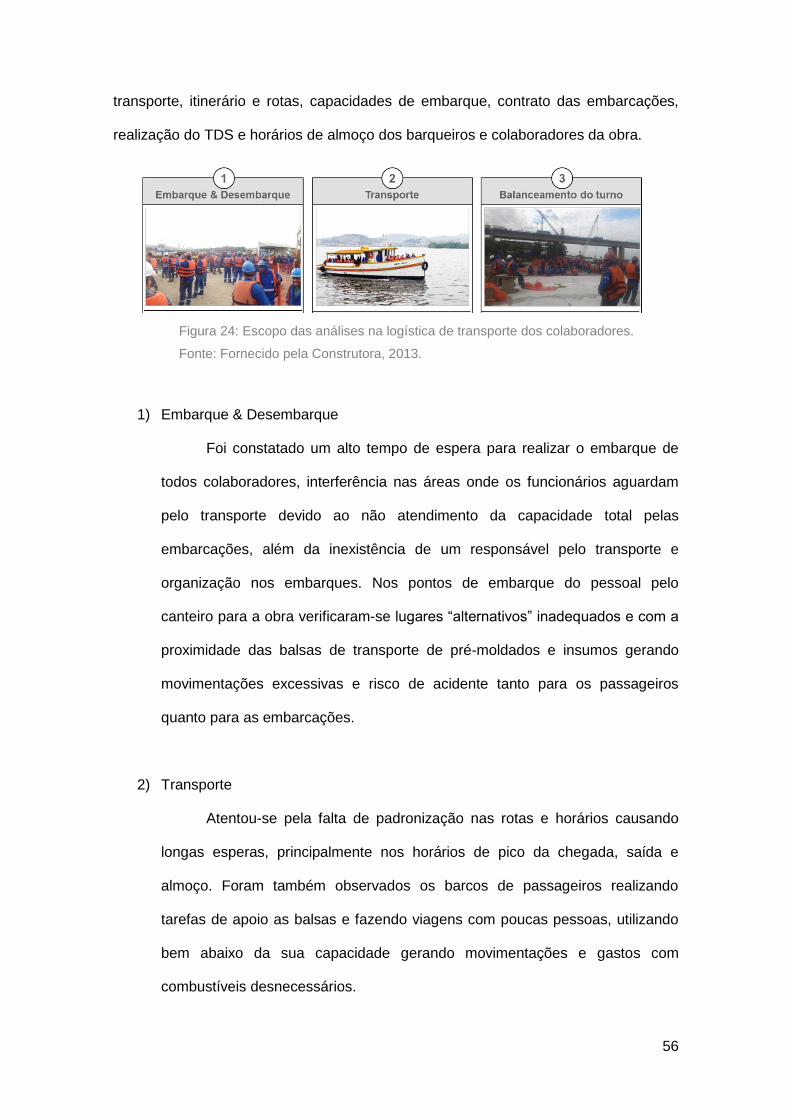
56
transporte, itinerário e rotas, capacidades de embarque, contrato das embarcações,
realização do TDS e horários de almoço dos barqueiros e colaboradores da obra.
1) Embarque & Desembarque
Foi constatado um alto tempo de espera para realizar o embarque de
todos colaboradores, interferência nas áreas onde os funcionários aguardam
pelo transporte devido ao não atendimento da capacidade total pelas
embarcações, além da inexistência de um responsável pelo transporte e
organização nos embarques. Nos pontos de embarque do pessoal pelo
canteiro para a obra verificaram-se lugares “alternativos” inadequados e com a
proximidade das balsas de transporte de pré-moldados e insumos gerando
movimentações excessivas e risco de acidente tanto para os passageiros
quanto para as embarcações.
2) Transporte
Atentou-se pela falta de padronização nas rotas e horários causando
longas esperas, principalmente nos horários de pico da chegada, saída e
almoço. Foram também observados os barcos de passageiros realizando
tarefas de apoio as balsas e fazendo viagens com poucas pessoas, utilizando
bem abaixo da sua capacidade gerando movimentações e gastos com
combustíveis desnecessários.
Figura 24: Escopo das análises na logística de transporte dos colaboradores.
Fonte: Fornecido pela Construtora, 2013.
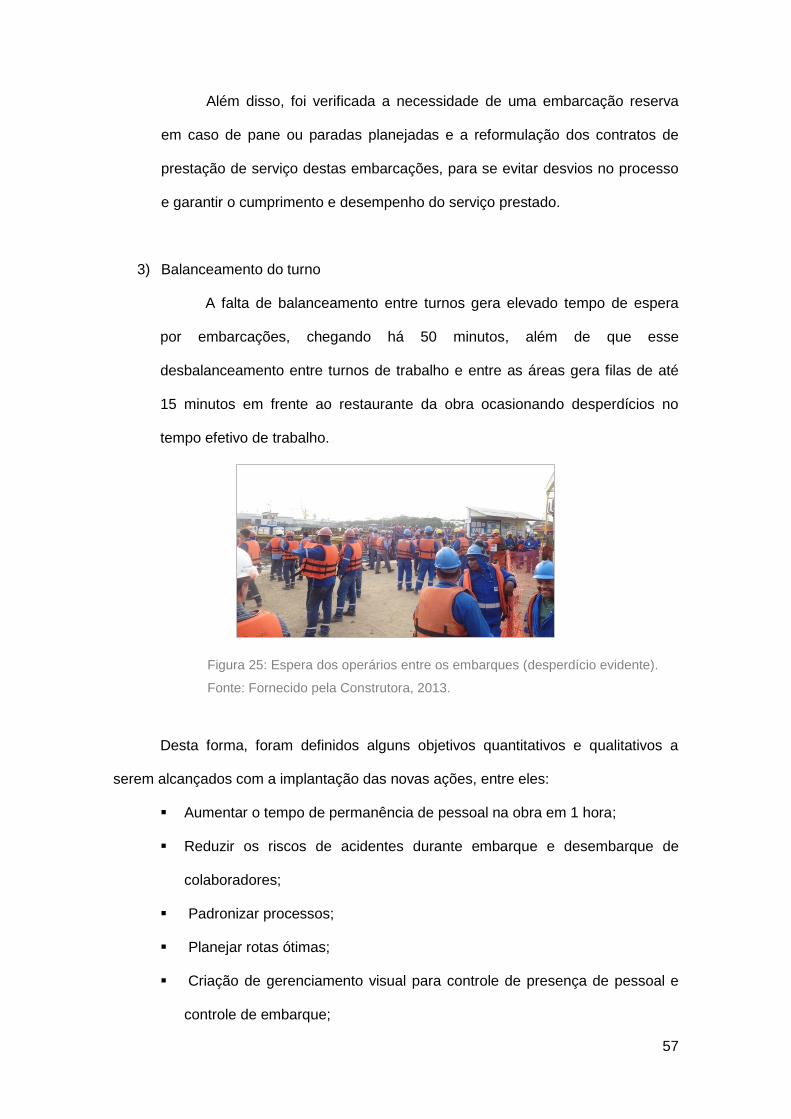
57
Além disso, foi verificada a necessidade de uma embarcação reserva
em caso de pane ou paradas planejadas e a reformulação dos contratos de
prestação de serviço destas embarcações, para se evitar desvios no processo
e garantir o cumprimento e desempenho do serviço prestado.
3) Balanceamento do turno
A falta de balanceamento entre turnos gera elevado tempo de espera
por embarcações, chegando há 50 minutos, além de que esse
desbalanceamento entre turnos de trabalho e entre as áreas gera filas de até
15 minutos em frente ao restaurante da obra ocasionando desperdícios no
tempo efetivo de trabalho.
Figura 25: Espera dos operários entre os embarques (desperdício evidente).
Fonte: Fornecido pela Construtora, 2013.
Desta forma, foram definidos alguns objetivos quantitativos e qualitativos a
serem alcançados com a implantação das novas ações, entre eles:
Aumentar o tempo de permanência de pessoal na obra em 1 hora;
Reduzir os riscos de acidentes durante embarque e desembarque de
colaboradores;
Padronizar processos;
Planejar rotas ótimas;
Criação de gerenciamento visual para controle de presença de pessoal e
controle de embarque;
58
5.4.5.2. Ações e resultados após a implantação do Lean
No processo de otimização da logística de pessoas Terra-Mar, foram utilizados
como base os quatro princípios de design de processos para construção enxuta, os
quais se baseiam no fluxo, com a redução dos estágios de manuseio; o takt de
suprimento, com o trabalho cíclico e sincronizado; a utilização de processos
padronizados e gerenciáveis (zero defeito), e a logística de processos em sincronia
com a obra (gestão de atendimento a pedidos).
Assim, obteve-se significativas mudanças que foram implementadas e
posteriormente acompanhadas pelo grupo do workshop com o intuito de minimizar as
falhas que vinham ocorrendo. A seguir estão relacionadas as principais mudanças
sobre a logística de transporte dos funcionários:
I. Criação das rotas e horários padronizados
Principalmente, durante os horários de pico (entrada, almoço e saída) os
barcos dedicados com o transporte seguem horários de viagem padronizados,
sendo que alterações nos horários só podem ser feitas pelo Engenheiro
responsável em dias de atividades atípicas.
Na Libra foram definidos 3 horários de entrada, 4 horários de almoço e 6
horários de saída com o intuito de balancear os grupos.
Nas pontes de embarque em terra e mar, estão sinalizados por placas os
horários de saída de todas as embarcações para auxiliar os mestres e
encarregados a balancearem seus respectivos grupos.

59
Para otimizar o tempo de trabalho, os grupos que forem designados para
embarque na segunda viagem devem realizar reunião TDS em terra.
II. Priorização dos embarques (gestão de atendimento à obra)
O embarque de pessoas será priorizado de forma a atender as necessidades
da obra, desta forma elimina-se o desperdício de espera dos colaboradores e
ganha-se tempo dos mesmos em mar. Assim sendo, um coordenador, junto
aos mestres será responsável pela garantia da priorização dos embarques e
pela logística dos barcos
III. Melhoria das pontes de embarque (redução de riscos)
Ações como, a adição de cabeços e pneus para facilitar aproximação e
estacionamento das embarcações, e a separação entre o fluxo de pessoas e o
fluxo de materiais foram tomadas com o objetivo de reduzir riscos de acidente e
o tempo geral dos embarques.
Também foi feita a execução de uma nova ponte de embarque em mar para
atender as variações das marés, diferentes alturas das embarcações e a
aprovação dos barqueiros, para reduzir riscos de acidentes.
Figura 26: Sinalização dos horários
padronizados.
Fonte: Fornecido pela Construtora, 2013.
Figura 27: Quadro de gerenciamento de
transporte (horários e embarcações).
Fonte: Fornecido pela Construtora, 2013.
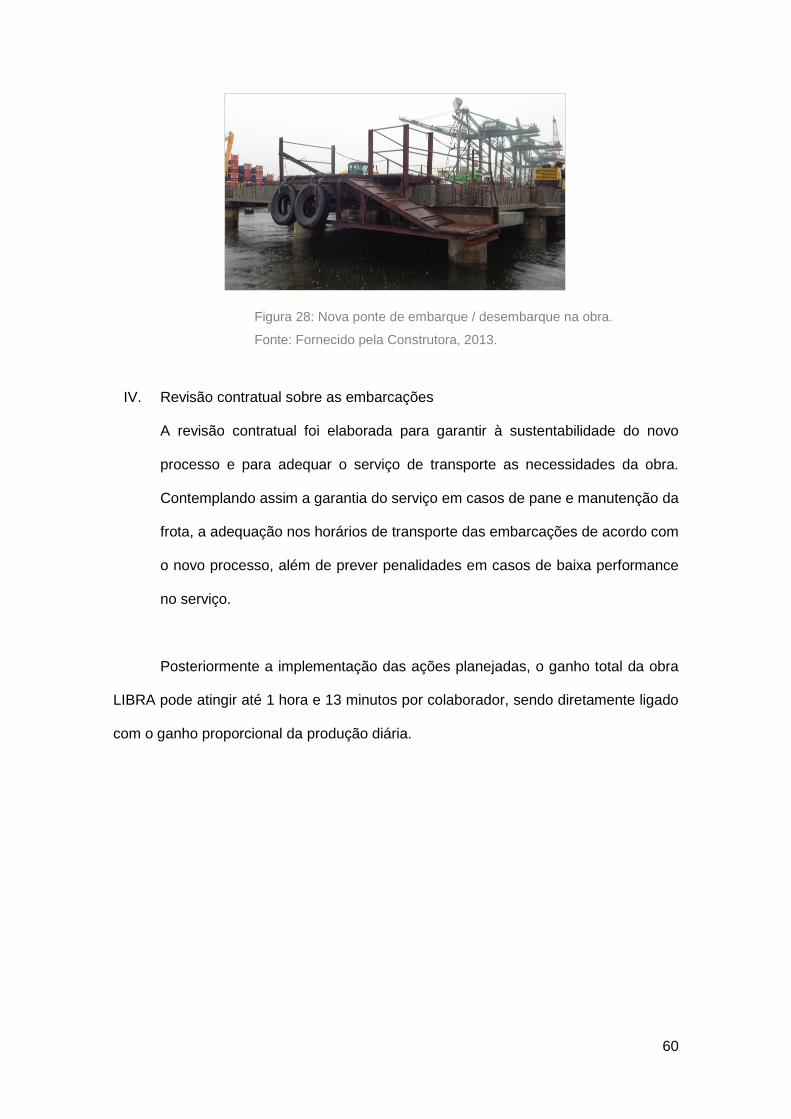
60
Figura 28: Nova ponte de embarque / desembarque na obra.
Fonte: Fornecido pela Construtora, 2013.
IV. Revisão contratual sobre as embarcações
A revisão contratual foi elaborada para garantir à sustentabilidade do novo
processo e para adequar o serviço de transporte as necessidades da obra.
Contemplando assim a garantia do serviço em casos de pane e manutenção da
frota, a adequação nos horários de transporte das embarcações de acordo com
o novo processo, além de prever penalidades em casos de baixa performance
no serviço.
Posteriormente a implementação das ações planejadas, o ganho total da obra
LIBRA pode atingir até 1 hora e 13 minutos por colaborador, sendo diretamente ligado
com o ganho proporcional da produção diária.
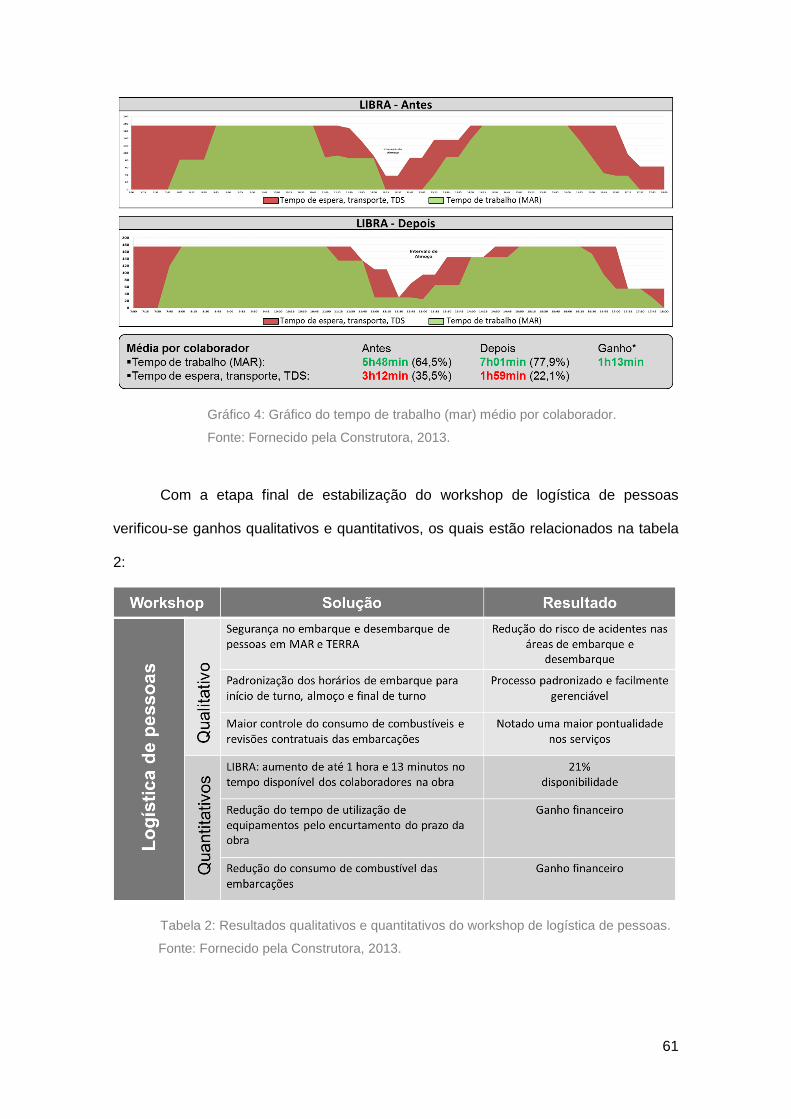
61
Gráfico 4: Gráfico do tempo de trabalho (mar) médio por colaborador.
Fonte: Fornecido pela Construtora, 2013.
Com a etapa final de estabilização do workshop de logística de pessoas
verificou-se ganhos qualitativos e quantitativos, os quais estão relacionados na tabela
2:
Tabela 2: Resultados qualitativos e quantitativos do workshop de logística de pessoas.
Fonte: Fornecido pela Construtora, 2013.
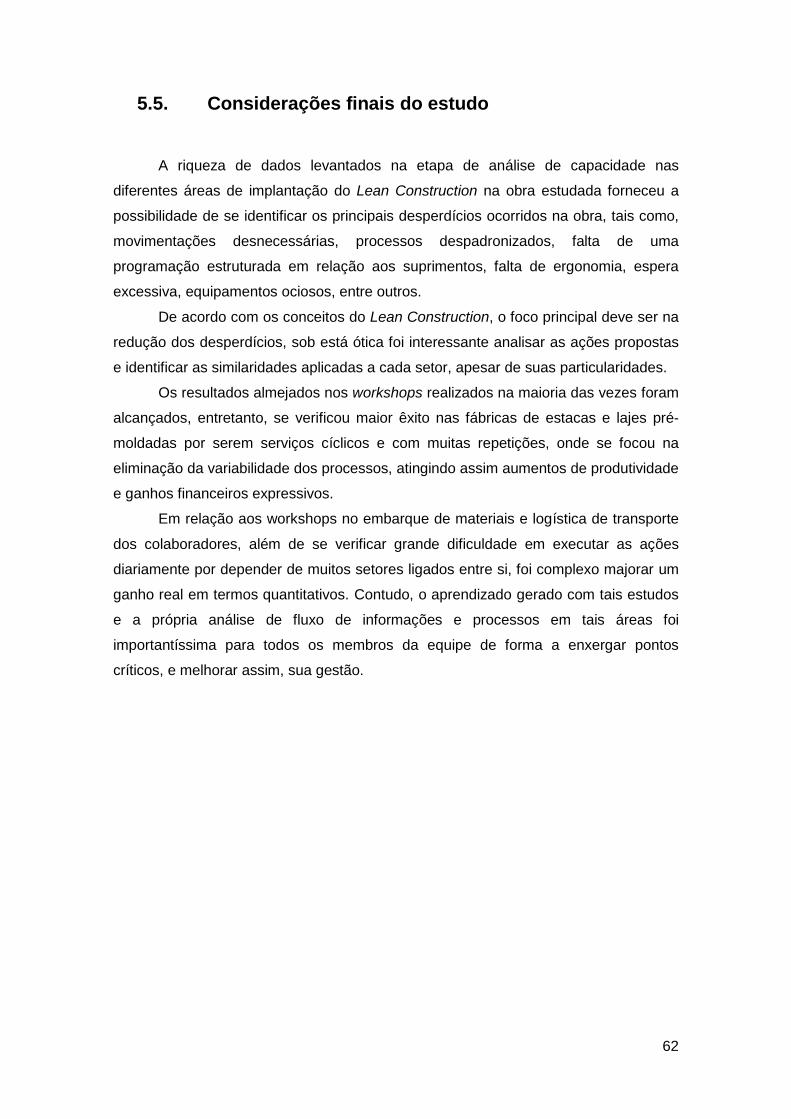
62
5.5. Considerações finais do estudo
A riqueza de dados levantados na etapa de análise de capacidade nas
diferentes áreas de implantação do Lean Construction na obra estudada forneceu a
possibilidade de se identificar os principais desperdícios ocorridos na obra, tais como,
movimentações desnecessárias, processos despadronizados, falta de uma
programação estruturada em relação aos suprimentos, falta de ergonomia, espera
excessiva, equipamentos ociosos, entre outros.
De acordo com os conceitos do Lean Construction, o foco principal deve ser na
redução dos desperdícios, sob está ótica foi interessante analisar as ações propostas
e identificar as similaridades aplicadas a cada setor, apesar de suas particularidades.
Os resultados almejados nos workshops realizados na maioria das vezes foram
alcançados, entretanto, se verificou maior êxito nas fábricas de estacas e lajes pré-
moldadas por serem serviços cíclicos e com muitas repetições, onde se focou na
eliminação da variabilidade dos processos, atingindo assim aumentos de produtividade
e ganhos financeiros expressivos.
Em relação aos workshops no embarque de materiais e logística de transporte
dos colaboradores, além de se verificar grande dificuldade em executar as ações
diariamente por depender de muitos setores ligados entre si, foi complexo majorar um
ganho real em termos quantitativos. Contudo, o aprendizado gerado com tais estudos
e a própria análise de fluxo de informações e processos em tais áreas foi
importantíssima para todos os membros da equipe de forma a enxergar pontos
críticos, e melhorar assim, sua gestão.
63
6. Conclusão
A adaptação dos conceitos do Lean Production na indústria da construção civil
apresenta certa complexibilidade, relacionada com a variabilidade dos processos e a
particularidade inerente a cada obra a ser executada.
Todavia, como pode ser verificada ao longo deste trabalho, a implantação com
o conhecimento prévio de tal filosofia e o uso adequado das metodologias e
ferramentas de apoio ao Lean Construction de uma forma estruturada, onde é seguido
o passo a passo da sua implantação, é bastante válida e eficiente.
Como visto no estudo de caso realizado, a maior eficiência das soluções e
resultados decorridos da implantação foi obtida nos workshops da fabricação de
estacas e lajes do Píer, por se tratarem de processos cíclicos e com grandes
quantidades de produtos a serem gerados, onde o processo produtivo é similar ao
processo de fábricas tradicionais, onde se evoluíram tais conceitos.
Todavia, a implantação realizada nos setores de logística de materiais e
pessoas, além de ser algo raramente realizado em estudos com a aplicação do Lean
na construção civil devido à complexibilidade dos processos, demonstrou resultados
bastante positivos em relação aos ganhos quantitativos e qualitativos. Sua aplicação
auxiliou no reconhecimento dos pontos críticos das logísticas estudadas e na definição
de estratégias pontuais e integradas, que fizessem com que o escopo geral da
aplicação do Lean Construction fosse aperfeiçoado e seus benefícios alcançados.
Apesar de resultados positivos apresentados em certas obras, sua aplicação
ainda apresenta certa resistência por se tratar de uma nova maneira de se pensar
sobre a gestão de produção. Assim, vale ressaltar a real importância do
comprometimento de todos os membros e setores da obra envolvidos com a área de
atuação onde se pretende realizar a implantação, para a obtenção de todas as metas
que pretendam ser alcançadas.
64
Portanto, a capacitação e a disseminação dos conceitos dentro das empresas
devem ser feitas com o intuito de integrar os membros envolvidos, e padronizar sua
aplicação e otimização dos modelos produtivos dos empreendimentos. Assim, ao se
focar no desenvolvimento de um ambiente mais produtivo, buscando uma maior
qualidade no produto, redução de retrabalhos, padronização de processos e em seus
resultados de ganhos financeiros e nas consequentes reduções de prazos da obra,
aumenta-se a confiança dos clientes no trabalho da construtora, o que é primordial
para garantir uma posição em destaque no setor.
Finalmente, demonstrou-se que a questão central do tema deste trabalho foi
atendida ao se analisar todas as adaptações e impactos que a implantação desses
conceitos gera numa obra de engenharia, analisando-se tanto os aspectos negativos e
positivos. No entanto, no decorrer do desenvolvimento do trabalho, foi percebido que
algumas questões ainda podem ser mais bem aprofundadas em trabalhos futuros,
como a elaboração de um estudo de caso mais detalhado para implantação do Lean
em setores de logística de materiais e pessoas.
65
Referências Bibliográficas:
BERNARDES, M. Planejamento e controle da produção para empresas de
construção civil. Rio de Janeiro: LTC, 2010. 190p.
DEMING, W. Edwards. Qualidade: a revolução da administração. Rio de
Janeiro: Marques Saraiva, 1990.
DR. WILLIAM EDWARD DEMING – BIOGRAFIA
Disponível em: <http://www.qualidade.eng.br/artigos_deming.htm>
Acesso em: 07 de junho de 2014 às 15:30 h
FORMOSO, C., 2002, Lean construction: princípios básicos e exemplos.
PINIWeb. Disponível em: <http://www.piniweb.com.br/construcao/noticias/lean-
construction-principios-basicos-e-exemplos-80714-1.asp> Acesso em: 31 de julho de
2014, às 22:15 h.
HOWELL, G. What is Lean Construction. In: ANNUAL CONFERENCE OF THE
INTERNACIONAL GROUP FOR LEAN CONSTRUCTION, 7., 1999, Berkeley. Anais
eletrônicos...Berkeley: University of California, 1999. Disponível em:
<www.leanconstruction.wordpress.com>. Acesso em: 31 de julho de 2014, 23:45 h.
ISHIKAWA, Kaouru. Controle da qualidade total: à maneira japonesa. Rio de
Janeiro: CAMPUS, 1993.
KOSKELA, L. Application of the New Production Philosophy to
Construction. Technical Report, Finland: CIFE, 1992.
66
LEAN ENTERPRISE INSTITUTE, 2010, What is Lean?
Disponível em: <http://www.lean.org/WhatsLean/>
Acesso em: 26 de junho de 2014, 21:15 h
LORENZON, I. A; MARTINS, R. A. Discussão sobre a medição de desempenho
na lean construction. In: SIMPÓSIO DE ENGENHARIA DE PRODUÇÃO, 13., 2006,
Bauru. Anais eletrônicos...Bauru: Unesp, 2006. Disponível em:
<http://www.simpep.feb.unesp.br/anais/anais_13/artigos/505.pdf>. Acesso em: 31 de
julho de 2014, às 23:30 h.
OHNO, T. O Sistema Toyota de Produção. Porto Alegre: Editora Artes
Médicas Sul Ltda, 1997.
PORSCHE CONSULTING
Disponível em: <http://www.porscheconsulting.com/pco/pt/.>
Acesso em: 25 de julho de 2014 às 19:30 h
SHINGO, S. Zero Quality Control: Source Inspection and the Poka-Yoke
System. Cambridge, Massachusetts: Productivity Press, 1996.
TAYLOR, FAYOL E FORD - ARTIGOS
Disponível em: <http://www.administradores.com.br/artigos/marketing/taylor-fayol-e-
ford/36825/> Acesso em: 06 de junho de 2014 às 20:25 h
WOMACK, JAMES, JONES, DANIE, ROSS, DANIEL, 1990, A Máquina que
Mudou o Mundo. 10 ed. Massachusetts, Elsevier.