identificaÇÃo de defeitos em bombas de grande...
TRANSCRIPT

IDENTIFICAÇÃO DE DEFEITOS EM BOMBAS DE GRANDE PORTE ATRAVÉS DO
MÉTODO DE DECOMPOSIÇÃO ORTOGONAL DE KARHUNEN - LOÈVE
Marcelo de Carvalho Bonniard
Dissertação de Mestrado apresentada ao
Programa de Pós-graduação em Engenharia
Mecânica, COPPE, da Universidade Federal
do Rio de Janeiro, como parte dos requisitos
necessários à obtenção do título de Mestre
em Engenharia Mecânica.
Orientador: Fernando Augusto de Noronha
Castro Pinto
Rio de Janeiro
Maio de 2011

ii
IDENTIFICAÇÃO DE DEFEITOS EM BOMBAS DE GRANDE PORTE ATRAVÉS DO
MÉTODO DE DECOMPOSIÇÃO ORTOGONAL DE KARHUNEN - LOÈVE
Marcelo de Carvalho Bonniard
DISSERTAÇÃO SUBMETIDA AO CORPO DOCENTE DO INSTITUTO ALBERTO
LUIZ COIMBRA DE PÓS-GRADUAÇÃO E PESQUISA DE ENGENHARIA (COPPE)
DA UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE DOS
REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE MESTRE EM
CIÊNCIAS EM ENGENHARIA MECÂNICA.
Examinada por:
__________________________________________________
Prof. Fernando Augusto de Noronha Castro Pinto, Dr. - Ing.
__________________________________________________
Prof. Marcelo Amorim Savi, D.Sc.
__________________________________________________
Prof. Felipe Maia Galvão França, Ph.D.
RIO DE JANEIRO, RJ – BRASIL
MAIO DE 2011

iii
Bonniard, Marcelo de Carvalho
Identificação de Defeitos em Bombas de Grande Porte
Através do Método de Decomposição Ortogonal de
KARHUNEN - LOÈVE / Marcelo de Carvalho Bonniard.
- Rio de Janeiro: UFRJ/COPPE, 2011.
IX, 70 p.: il.; 29,7 cm.
Orientador: Fernando Augusto de Noronha Castro
Pinto
Dissertação (mestrado) – UFRJ / COPPE / Programa
de Engenharia Mecânica, 2011.
Referências Bibliográficas: p. 68-70.
1. Método de Decomposição Ortogonal Karhunen –
Loève 2. Bombas Centrífugas 3. Indústria do Petróleo. I.
Pinto, Fernando Augusto de Noronha Castro. II.
Universidade Federal do Rio de Janeiro, COPPE,
Programa de Engenharia Mecânica. III. Título.

iv
AGRADECIMENTOS
Agradeço à minha mulher pela paciência, compreensão, incentivo e apoio em todos os
momentos.
Agradeço à minha mãe pela minha formação, que me permitiu alcançar este objetivo.
Agradeço à minha tia, por ter me permitido estudar no momento mais difícil.
Agradeço à PETROBRAS pelo incentivo à realização deste trabalho.
Agradeço ao meu ex-chefe Ayres, por não ter me deixado desistir.
Agradeço ao amigo Daniel, pelas diversas ajudas.
Agradeço ao meu orientador, pela paciência, estímulo e atenção diferenciada.
Por fim, agradeço à minha filha, pela motivação. Ela ainda não anda, não fala, e nem sabe
como, mas excerceu o papel mais importante.

v
Resumo da Dissertação apresentada à COPPE/UFRJ como parte dos requisitos necessários
para a obtenção do grau de Mestre em Ciências (M.Sc.)
IDENTIFICAÇÃO DE DEFEITOS EM BOMBAS DE GRANDE PORTE ATRAVÉS DO
MÉTODO DE DECOMPOSIÇÃO ORTOGONAL DE KARHUNEN - LOÈVE
Marcelo de Carvalho Bonniard
Maio/2011
Orientador: Fernando Augusto de Noronha Castro Pinto
Programa: Engenharia Mecânica
Para suportar a produção de petróleo nos campos do Pré e Pós-Sal, a indústria
brasileira tem adotado plataformas offshore de grandes capacidades. Isto requer
equipamentos mecânicos de grande porte e complexidade, que apresentem alta
disponibilidade. Nesse cenário, um programa de monitoramento remoto é uma opção
bastante competitiva, e, por isso, tem sido uma tendência da indústria à criação de sistemas
de bancos de dados com alimentação automática das informações dos instrumentos das
grandes máquinas, como pressões, temperaturas, etc. Entretanto, os engenheiros de
manutenção têm dificuldades de lidar com tal quantidade de dados, quando o foco é
predição de defeitos.
Desta forma, este trabalho apresenta uma proposta de metodologia para
identificação de defeitos em bombas centrífugas de grande porte, baseada no método de
decomposição de Kahrunen – Loéve, que apresenta uma formulação simples e de fácil
implementação em softwares comerciais. Para estudar e avaliar a aplicação desse método,
foram utilizados 2 casos reais cujos históricos de falha são conhecidos. Após a modificação
da formulação original do método, foi possível identificar as falhas de ambos os casos,
indicando que tal abordagem tem potencial para sustentar um programa de manutenção
preditiva que atenda aos requisitos atuais da indústria petrolífera.

vi
Abstract of Dissertation presented to COPPE/UFRJ as a partial fulfillment of the
requirements for the degree of Master of Science (M.Sc.)
IDENTIFICATION OF LARGE PUMPS OPERATIONAL FAULTS USING
KARHUNEN-LOEVE ORTHOGONAL DECOMPOSITION
Marcelo de Carvalho Bonniard
May/2011
Advisor: Fernando Augusto de Noronha Castro Pinto
Department: Mechanical Engineering
In order to support the current and pre-salt fields production, the Brazilian oil
industry has been adopting large capacity platforms. However, these large capacities units
require large mechanical equipments as well, with high availability. In this scenario, an
onshore monitoring condition program appears to be a cost-effective option for large
equipments, and based on that, the industry has been investing in automatic data-bank
systems, which contain the operational data, such as bearing vibration, temperature, etc.
However the maintenance engineers have been facing difficulties to handle with this large
amount of data, in order to predict future faults.
This work presents a new methodology proposal to defect identification in large
pumps, based on Karhunen – Loève transform, that presents a simple and easy
implementation in commercial softwares. In order to study the application of this method,
two well documented real cases were used. After the method formulation modification, the
faults in both cases could be identified, which suggests that this approaching is able to
support a predctive maintenence program that fits the current oil industry requirements.

vii
ÍNDICE
CAPÍTULO 1: INTRODUÇÃO .................................................................................... 1
1.1 Motivação ............................................................................................................... 3
1.2 Objetivos ................................................................................................................ 5
CAPÍTULO 2: REVISÃO CONCEITUAL E DA LITERATURA ........................... 6
2.1 Bombas Industriais ................................................................................................. 6
2.1.1 Fundamentos Hidráulicos.................................................................................... 6
2.1.2 Bombas Industriais: Classificação dos Tipos de Bombas ................................. 11
2.1.3 Bombas Industriais: Bombas Centrífugas e Princípios de Funcionamento....... 13
2.1.4 Bombas Industriais: Principais Modos de Falha e Problemas Operacionais......20
2.2 Método de Decomposição Ortogonal de KARHUNEN – LOÈVE ..................... 24
2.2.1 Formulação Matemática do Método de Decomposição Ortogonal de Karhunen –
Loève .............................................................................................................................. 24
2.2.2 Computação Prática do Método de Decomposição Ortogonal de Karhunen – Loève
........................................................................................................................................ 26
2.3 Revisão da Literatura............................................................................................ 27
CAPÍTULO 3: IDENTIFICAÇÃO E CARACTERIZAÇÃO ................................ 29
3.1 Caracterização das Bombas Modelo para o Estudo.............................................. 29
3.2 Caracterização dos Sensores ................................................................................ 34
3.3 Caracterização dos Defeitos ................................................................................. 36
CAPÍTULO 4: APLICAÇÃO DO MÉTODO ........................................................... 43
4.1. Adaptação do Método K-L...................................................................................43
4.2. Pré e Pós Tratamento dos Dados ..........................................................................44
4.3. Aplicação da Metodologia nos Dados Relativos à Bomba de Injeção.................45
4.4. Aplicação da Metodologia nos Dados Relativos à Bomba de Exportação...........46

viii
CAPÍTULO 5: RESULTADOS E DISCUSSÕES..................................................... 48
5.1. Resultados Obtidos para a Bomba de Injeção .....................................................48
5.2. Resultados Obtidos para a Bomba de Exportação................................................59
CAPÍTULO 6: CONCLUSÕES .................................................................................. 66
REFERÊNCIAS BIBLIOGRÁFICAS ....................................................................... 68

ix
LISTA DE SÍMBOLOS
E – Energia
Q – Vazão
W – Trabalho
h – Entalpia específica
xe – Energia específica
z – Altura manométrica
g – Aceleração da gravidade
v – Velocidade de escoamento
P – Pressão
γ – Peso específico
ρ – Massa específica
hf – Perda de carga
f – Fator de atrito
L – Comprimento de tubulação
D – Diâmetro de tubulação
ω – Campo aleatório
µ – Média aritimética
µ* – Média aritimética dos dados da máquina saudável
ϑ – Amostra instantânea de um campo aleatório ω
Σ - Matriz de covariância
ϕ – Autovetor da decomposição ortogonal
ia – Coeficiente temporal da decomposição ortogonal
λ – Autovalor da matriz de covariância

1
CAPÍTULO 1: INTRODUÇÃO
A indústria petrolífera nacional teve seu início efetivo em 1953, com a criação da
PETROBRAS, empresa estatal fundada pelo então presidente Getúlio Vargas, com o
objetivo de executar as atividades do setor petrolífero brasileiro em nome da União
(http://www.petrobras.com.br/pt/quem-somos/nossa-historia/). No entanto, as perspectivas
de sucesso não eram grandes. Conforme cartas do geólogo americano Walter K. Link, as
bacias terrestres brasileiras possuíam características que indicavam a impossibilidade de
produção comercial de petróleo em larga escala.
Apesar disso, cerca de 10 anos depois, os resultados de uma nova abordagem
exploratória começaram a mudar o panorama da indústria no Brasil. Nesse período, foram
descobertos novos campos no recôncavo baiano e, em 1963, o campo de Carmópolis, em
Sergipe.
A procura de petróleo no fundo do mar teve início em 1961. Limitada pela
tecnologia existente na época, as atividades exploratórias restringiam-se à plataforma
continental, região de águas bastante rasas se comparadas com os patamares atuais. A
primeira decoberta ocorreu cerca de 7 anos depois, com o campo de Guaricema, também
em Sergipe. A lâmina d’água era de 80 m, e comprovava a existência de petróleo na
plataforma continental brasileira.
Embora as primeiras descobertas tivessem indicado a existência de petróleo na
região nordeste do país, o cenário de exploração brasileiro mudou substancialmente com a
descoberta da Bacia de Campos, em 1974. A exploração comercial se iniciou em 1977, no
campo de Enchova, com uma produção de 10.000 barris por dia em uma plataforma
flutuante (Petrobras website). Os anos seguintes confirmaram o enorme potencial da área,
quando foram anunciadas as descobertas dos campos de Garoupa, Pargo, Namorado,
Badejo, Bonito, Cherne e Pampo. Atualmente, a Bacia de Campos se tornou a responsável
por mais de 80 % do petróleo nacional, grande parte em águas profundas e ultraprofundas.
Em abril de 2006, o país atingiu a autosuficiencia na produção de petróleo, com a
entrada em operação da plataforma P-50 (figura 1.1) no campo de Albacora Leste, cuja
capacidade nominal de produção é de 180.000 barris por dia. A utilização de unidades
deste porte se tornou a tendência para a operação de campos gigantes, como Marlim Sul,
Marlim Leste e Roncador, entre outros.

2
Figura 1.1: Foto da Plataforma P-50, que permitiu, juntamente com as demais em operação, que o Brasil atingisse a auto-sufuciencia na produção de petróleo.
(http://www.economiabr.defesabr.com/economia_futuro.htm)
Com as recentes descobertas, ocorridas no final de 2007, de grandes jazidas de
petróleo na camada Pré-Sal, estima-se que o país venha a assumir o 4º lugar mundial na
produção de petróleo em 2030. Já em 2011, é esperado que o campo gigante de Tupi, da
Bacia de Santos, esteja produzindo cerca de 100.000 barris por dia de óleo.
Para suportar o desenvolvimento dos campos atuais e do Pré-Sal, a tendência do
setor é de continuar a utilizar plataformas cuja capacidade nominal da produção seja
similar à de P-50. Isto requer equipamentos mecânicos de grande porte e complexidade.
Por consequência, a indisponibilidade dessas máquinas implica em grandes perdas
financeiras advindas da parada da produção. Desta forma, a necessidade de monitoração
em tempo real desses equipamentos se torna patente, de maneira que seja possível realizar
diagnósticos precoces de falhas e, com isso, reduzir o número e os tempos de intervenção
desses equipamentos. É nesse contexto que este trabalho se insere, cujo foco principal é
desenvolver uma metodologia que possa vir a suportar uma sistemática de avaliação das
condições de funcionamento de grandes bombas, com vista a correlacionar os desvios
observados a possíveis defeitos.

3
1.1 Motivação
Devido ao citado cenário de aumento de produção de petróleo nacional, as novas
plataformas de produção têm sido equipadas com bombas de porte e complexidade cada
vez mais elevados. A relevância desses equipamentos é pautada nas funções que
desempenham na operação dessas unidades, tais como exportação de óleo cru, injeção de
água do mar no reservatório (campos de petróleo), captação de água do mar e combate à
incêndio.
A função de exportação de óleo cru está ligada diretamente com a produção de
petróleo, de forma que, uma parada deste sistema, implica na parada de toda a planta de
processo e de toda a produção. Esta conseqüência se repete quando ocorre parada das
bombas de captação de água do mar ou combate à incêndio, mas por motivos diferentes.
As bombas de captação são responsáveis pela alimentação de água para resfriamento das
máquinas, enquanto que a de combate a incêndios está ligada à segurança da unidade.
As bombas de injeção de água estão relacionadas ao fator de recuperação dos
reservatórios. À medida que o petróleo vai sendo produzido, a pressão no reservatório
tende a se reduzir, diminuindo, então, o volume produzido. Isto ocorre porque a surgência
do petróleo na plataforma se deve, entre outros, a diferença de pressão entre o reservatório
e a pressão de recebimento na plataforma (a pressão de separação, que é pouco acima da
atmosférica). Desta forma, é muito importante a utilização de um agente de recuperação
secundária para a manutenção da pressão no reservatório, e assim, reduzir a velocidade
com que a produção decai. Este agente é a água do mar, injetada pelas bombas de injeção,
que, se ficarem indisponíveis, acabam por reduzir a produção de petróleo no curto prazo.
Neste caso, também é importante destacar que uma vez que a pressão do
reservatório se encontra abaixo de um valor crítico, ocorre a formação de uma capa de gás,
a qual não permite mais a recuperação das condições iniciais de pressão do reservatório.
Com isso, o fator de recuperação do campo é reduzido de forma permanente.
Sendo assim, torna-se maior a necessidade de monitoração e acompanhamento da
performance desses equipamentos, de forma a diagnosticar prematuramente fatores que
levem a falhas inesperadas de operação.
Entretanto, para aumentar as chances de sucesso em identificar, de forma precoce,
os processos que podem levar uma bomba a falhar em operação, é necessário conhecer o
comportamento dinâmico do equipamento e suas respostas, provenientes de sua interação
com o fluido bombeado. Para tal, é importante utilizar técnicas confiáveis de interpretação

4
dos sinais de vibração, temperatura, pressão, etc., de modo que seja possível identificar as
assinaturas das máquinas.
Apesar disso, os métodos mais conhecidos para o levantamento dessas informações
requerem equipamentos de alto custo, tais como analisadores digitais de sinais. Embora
estes equipamentos sejam encontrados comercialmente, não é usual a utilização dos
mesmos dedicados a um determinado equipamento. Pelo contrário, a monitoração preditiva
das bombas de grande porte é feita, geralmente, em rondas periódicas, que são realizadas
por operadores especializados que embarcam nas unidades unicamente com este propósito.
Por outro lado, a quantidade de instrumentos que fazem parte dos pacotes dessas
máquinas é elevada, e a natureza, diversificada. Esses instrumentos estão conectados a
painéis de proteção dos equipamentos, que emitem alarmes ou desligam as bombas quando
determinadas condições são atingidas, como por exemplo alta temperatura de mancais,
baixa vazão de bombeamento, alto nível de vibração. Se as grandezas medidas por estes
instrumentos forem registradas com freqüência de forma automatizada, como atualmente
ocorre nas plataformas brasileiras, acredita-se que o banco de dados formado por essas
medições componha um potencial insumo para métodos que se proponham a realizar
análises preditivas nessas máquinas.
Como o cenário atual da indústria aponta para a necessidade de grandes
investimentos e conseqüente redução de custos (aquisição de materiais, redução da equipe
de bordo, etc.), tais métodos tornam-se mais competitivos, quando comparados aos
tradicionais da manutenção preditiva.
Desta forma, este trabalho possui como motivação a utilização deste banco de dados
para suportar a aplicação de uma metodologia que permita conhecer as máquinas de
interesse e inferir a existência de potenciais defeitos, de forma a aumentar a
disponibilidade dos equipamentos e, por conseqüência, a eficiência operacional das
plataformas offshore.

5
1.2 Objetivos
Este trabalho se propõe a utilizar o Método de Decomposição Ortogonal de
Karhunen – Loéve (KL), um procedimento que determina uma base ortogonal otimizada,
para representação de um determinado conjunto de dados espaço-temporais
(RAPTOPOULOS et al., 2005), para determinar padrões de operação de bombas
centrífugas de grande porte utilizadas em plataformas de petróleo. Com base nos padrões
obtidos para máquinas saudáveis e para máquinas que apresentaram defeitos, espera-se
relacionar as diferenças encontradas aos modos de falha apresentados no campo.
Os principais objetivos deste estudo são listados a seguir:
• Estudar a aplicação do Método KL para a determinação de padrões de operação
de bombas centrífugas de grande porte utilizadas em plataformas de petróleo,
adaptando a metodologia original para viabilizar a sua utilização para
diagnóstico de máquinas rotativas;
• Verificar a capacidade do Método KL de identificar alterações dos padrões de
operação das bombas quando ocorre defeito no equipamento;
Estes estudos envolvem a utilização do banco de dados de medições e do histórico
de falhas já existentes de bombas de injeção e de exportação, de plataformas de petróleo,
cuja identificação não será realizada por questões de sigilo industrial.

6
CAPÍTULO 2: REVISÃO CONCEITUAL E DA LITERATURA
2.1 Bombas Industriais
As bombas são máquinas operatrizes hidráulicas que conferem energia ao líquido
com a finalidade de transportá-lo de um ponto para outro obedecendo às condições de
processo (DE FALCO & MATOS, 2005). Esses equipamentos recebem energia de uma
fonte motora qualquer e cedem parte ao fluido, majoritariamente sob forma de energia de
pressão e cinética.
Na indústria do petróleo, a importância desses equipamentos é enorme. Depois dos
motores elétricos, as bombas são os equipamentos rotativos que existem em maior
quantidade em uma unidade industrial. O campo de aplicação das bombas é vasto. Em uma
plataforma de petróleo, os principais serviços envolvendo bombas são: injeção de água,
exportação de óleo, transferência de óleo, captação de água do mar e combate à incêndio.
Entretanto, existem mais dezenas de aplicações, como por exemplo, sistema de esgoto,
produção de água doce etc. que não se justificaria descrever neste texto.
Os itens 2.1.1 a 2.1.4 a seguir fazem uma descrição simplificada dos principais
conceitos teóricos relacionados ao projeto, operação de bombas industriais e seus
principais problemas e defeitos apresentados. O objetivo deste texto é tornar o leitor, pouco
familiarizado a estes equipamentos, capaz de compreender as conclusões e implicações de
resultados que estarão dispersos ao longo dos Capítulos deste trabalho, bem como
apresentar alguns dos defeitos mais usuais encontrados, com os quais a metodologia
estudada deverá interagir.
Apesar de também serem equipamentos de grande porte, cuja indisponibilidade
leva à parada das grandes bombas, os acionadores elétricos não fazem parte do escopo
deste trabalho, e por isso, os principais conceitos de funcionamento destas máquinas não
serão apresentados.
2.1.1 – Fundamentos Hidráulicos
Teorema de Bernoulli. O teorema de Bernoulli pode ser considerado um caso
particular da conservação de energia (DE FALCO & MATOS, 1998). Um líquido ideal,

7
incompressível, com temperatura constante e em regime permanente pode ter sua energia
dividida da seguinte forma:
• Energia Potencial Gravitacional;
• Energia de Pressão;
• Energia Cinética.
Esta conclusão é oriunda da própria dedução do teorema de Bernoulli, a partir da 1ª
lei da termodinâmica, quando aplicadas as simplificações descritas citadas acima. Dado o
volume de controle representado na figura 2, é válido o seguinte balanço energético:
( ) ( )outxoutinxin
c
ehmehmWQdt
dE∑∑∑∑ +−++−=
••••
ϑ
(2.1)
Onde:
• cdt
dE
ϑ
é a variação da energia global no volume de controle por unidade de
tempo;
• ∑•Q representa a troca de calor do sistema, por unidade de tempo;
• ∑•
W representa o somatório do trabalho sobre o sistema por unidade de
tempo;
• ( )inxin ehm∑ +
• é o somatório de todas as vazões mássicas entrando no
sistema, multiplicado pelas correspondentes entalpia específica e energia
extrinsica específica 2. 2vgzex += ;
• ( )outxout ehm∑ +
• é o somatório de todas as vazões mássicas saindo do
sistema, multiplicado pelas correspondentes entalpia específica e energia
extrinsica específica 2. 2vgzex += ;
• zé a altura estática, cota;
• v é a velocidade da linha de escoamento;

8
Figura 2: Balanço energético em um volume de controle genérico.
Utilizando a hipótese de regime permanente e de escoamento incompressível em
um volume de controle definido constante, 0=
cdt
dE
ϑ
e ∑∑••
= inout mm . Desta forma,
considerando apenas uma entrada e uma saída, (••
= inout mm ), a equação 2.1 pode ser escrita
da seguinte forma:
( ) ( )[ ]xininxoutout ehehmWQ +−+=−•••
∑∑ (2.2)
Tomando um ponto 1 da entrada e um ponto 2 da saída, e dividindo a equação (2.2)
por m& , tem-se:
−+−+−=−2
][][21
22
1212
vvzzghhwq (2.3)
Considerando a inexistência de trabalho externo (0=w ) e aplicando as hipóteses
de reversibilidade, escoamento sem atrito → ePddudq υ+= , sendo eυ o volume
específico e com a hpótese de incompressibilidade 0=edυ , tem-se:
teconszg
vPz
g
vP=++=++ 2
222
1
211
22 γγ (2.4)
Onde:
• γ é o peso específico do fluido → g.ργ =
Face ao exposto, conclui-se que o teorema de Bernoulli aponta que a energia total
do fluido se mantém constante ao longo do escoamento.
Entretanto, para líquidos reais, a equação de Bernoulli precisa ser corrigida (DE
FALCO & MATOS, 1998). É necessário incorporar um termo que represente a perda de
energia que o escoamento sofre ao longo da linha, conhecida como perda de carga –hf .
9
hfzg
vPz
g
vP+++=++ 2
222
1
211
22 γγ (2.5)
O termo adicionado, hf , é calculado, em geral, pela expressão (2.6) abaixo.
g
v
D
Lfhf
2..
2
= (2.6)
Como se pode observar, o termo de perda de carga depende:
• Fator de atrito f : Representa o atrito do escoamento com a tubulação.
Quanto mais viscoso for o fluido, quanto mais rugosa for a linha ou quanto
menor número de Re possuir o escoamento, maior será o fator f , e
conseqüentemente, maior será a perda de carga. A figura 3 apresenta o
ábaco de Moody (FOX & MCDONALD, 1998), no qual é possível observar
a influência dos fatores descritos.
• Comprimento L da tubulação: Quanto maior a linha em que o fluido estiver
escoando, maior a perda de carga. Observe que a perda de carga possui
comportamento linear com o comprimento da tubulação. Curvas, válvulas,
placas de orifício e acidentes em geral possuem seus efeitos de perda de
carga computados dentro do número L, através de equivalência obtida por
intermédio de tabelas oferecidas por instituições da área, como o Hydraulic
Institute;
• Diâmetro D da linha: a variação da perda de carga com o diâmetro é muito
grande, já que esta variável influencia diretamente a velocidade do
escoamento, que por sua vez aparece elevada ao quadrado em (2.6).
Resumindo, a influência do diâmetro de uma tubulação na perda de carga
total é da ordem da sua 5ª potência.
• Velocidade v : a variação da perda de carga com a velocidade do
escoamento é significativa, já que esta variável se apresenta elevada ao
quadrado. Isto significa que bombear a vazões mais elevadas implica em
perdas de carga mais elevadas.
10
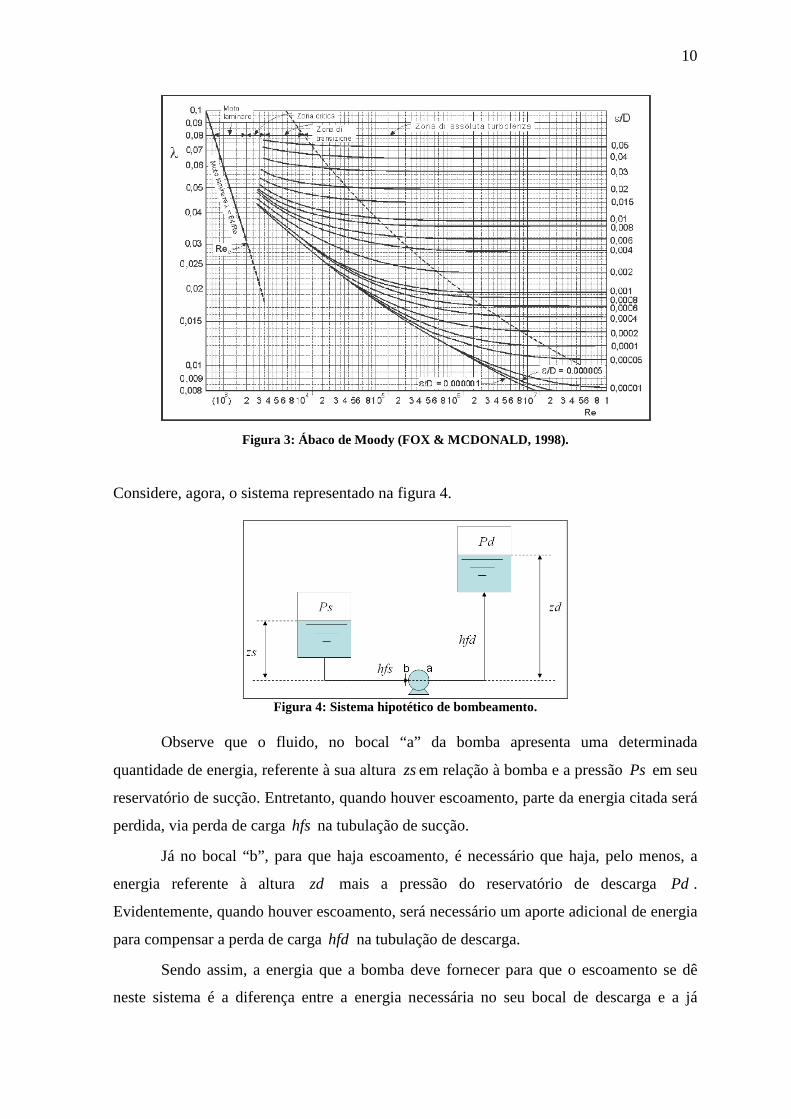
Figura 3: Ábaco de Moody (FOX & MCDONALD, 1998).
Considere, agora, o sistema representado na figura 4.
Figura 4: Sistema hipotético de bombeamento.
Observe que o fluido, no bocal “a” da bomba apresenta uma determinada
quantidade de energia, referente à sua altura zsem relação à bomba e a pressão Ps em seu
reservatório de sucção. Entretanto, quando houver escoamento, parte da energia citada será
perdida, via perda de carga hfs na tubulação de sucção.
Já no bocal “b”, para que haja escoamento, é necessário que haja, pelo menos, a
energia referente à altura zd mais a pressão do reservatório de descarga Pd .
Evidentemente, quando houver escoamento, será necessário um aporte adicional de energia
para compensar a perda de carga hfd na tubulação de descarga.
Sendo assim, a energia que a bomba deve fornecer para que o escoamento se dê
neste sistema é a diferença entre a energia necessária no seu bocal de descarga e a já

11
existente em seu bocal de sucção, conforme a equação (1.4). A grandeza que representa
essa energia por unidade de peso do fluido é conhecida como head ( H ).
( ) ( ) ( )hfshfdPsPd
zszdH ++−+−=γ
(2.7)
Observe que a expressão acima foi montada sob o ponto de vista do sistema no qual
haverá escoamento. Não foi feita nenhuma referência à bomba que realizará o trabalho.
Observe, também, que a energia que o sistema demanda da bomba pode ser dividida em
duas partes, para fins de estudo. A primeira depende apenas das alturas e pressões dos
reservatórios de sucção e descarga. A menos que haja uma mudança no processo, esses
números tendem a ser constantes. Entretanto, a segunda parte, composta pelos termos de
perda de carga, tem forte influência da vazão. A figura 5 apresenta a curva head x vazão do
sistema, que mostra a influência da vazão no head do sistema – a “dificuldade” que o
sistema impõe à bomba para realizar o escoamento.
Figura 5: Curva head x vazão do sistema.
2.1.2 – Bombas Industriais: Classificação dos Tipos de Bombas
As bombas industriais podem ser classificadas pela sua aplicação ou pela forma
com que a energia é cedida ao fluido (DE FALCO & MATOS, 1998). Basicamente,
existem 2 grandes grupos de bombas. O mais largamente empregado é composto pelas
turbobombas.
As turbobombas são aquelas que impelem energia ao fluido através do movimento
rotativo do impelidor, órgão responsável pela transferência de energia cinética ao fluido. O
segundo grupo de bombas são as volumétricas, ou de deslocamento positivo. Basicamente,
a energia é transmitida ao fluido sob forma de pressão, já que o órgão impulsionador da

12
máquina “empurra” o fluido contra uma pressão mais elevada imposta pelo sistema. A
figura 6 ilustra as diferenças entre os órgãos mecânicos principais das turbobombas e das
bombas de deslocamento positivo.
Figura 6: Comparação dos princípios de funcionamento de turbobombas e bombas de deslocamento
volumétrico (Flowserve website - bomba centrífuga) e (CORREIA, 2005).
Entretanto, os dois grandes grupos citados podem ser subdivididos em diversos
outros tipos. A figura 7 apresenta a continuação da subdivisão proposta por DE FALCO &
MATOS (1998).
Figura 7: Subdivisão dos tipos de bombas.
As faixas de aplicação dos dois grandes tipos de bombas citados são bastante
diferentes. As turbobombas, em especial as bombas centrífugas possuem um vasto campo
de aplicação, variando desde baixas vazões e pressões até altas vazões e pressões. Já as
bombas volumétricas são mais adequadas para pressões elevadas e baixas vazões.

13
2.1.3 – Bombas Industriais: Bombas Centrífugas e Princípios de Funcionamento
Como destacado no item 2.1.2, as bombas centrífugas são as mais utilizadas nos
processos industriais. A razão predominante para essa grande faixa de aplicação é a
capacidade de uma bomba centrífuga de alterar o seu ponto de operação. Esta característica
lhe confere muita flexibilidade operacional.
No grupo das bombas centrífugas, existem dois grandes grupos construtivos:
• Carcaça em voluta;
• Carcaça em difusor.
Carcaça em Voluta. Neste tipo construtivo, o líquido é encaminhado para a parte
central do impelidor, onde entra em movimento rotativo e é expelido para a periferia do
rotor com alta velocidade e baixa pressão (embora superior a de entrada no impelidor). A
seguir, o fluido percorre o contorno da carcaça, e ao entrar na região difusora, perde
velocidade e ganha pressão. A figura 8 apresenta um esquema de funcionamento de uma
bomba com carcaça em voluta.
Figura 8: Esquema de funcionamento de uma bomba com carcaça em voluta.
Observe que há um aumento gradual na área entre o impelidor e a carcaça, ao longo
do escoamento do fluido. Este aumento de área objetiva, fundamentalmente, acomodar as
porções de fluido que vão sendo expelidas pelo impelidor, de forma a evitar desequilíbrios

14
hidráulicos e esforços radiais na bomba. De fato, o aumento de pressão do fluido ocorre na
região difusora da carcaça, local onde não há mais inserção de massa fluida pelo impelidor.
Carcaça em difusor. A carcaça difusora é dotada de pás diretrizes estacionárias
que formam canais com seções gradativamente crescentes. Essas pás recebem e guiam o
líquido que é expelido pelo impelidor. A função do difusor é transformar parte da energia
cinética do líquido em energia de pressão.
Não é comum o emprego de carcaças difusoras em bombas de simples estágio.
Entretanto, em bombas de múltiplos estágios sua utilização é recomendável, uma vez que
apresenta forma construtiva mais compacta. A figura 9 apresenta um desenho esquemático
de carcaça em difusor, e a figura 10 apresenta uma foto de um difusor. A figura 11
apresenta um desenho esquemático em corte de uma bomba de múltiplos estágios de alta
potência.
Figura 9: Desenho esquemático de carcaça em difusor.

15
Figura 10: Foto de difusor de uma bomba de múltiplos estágios.
Figura 11: Bomba de múltiplos estágios de alta potência. Desenho obtido no manual da máquina,
modificado.
Curvas das bombas. Para compreender como as bombas centrífugas se inserem
em um sistema de bombeamento (como o exemplo hipotético da figura 4), é necessário
apresentar as curvas da bomba. São quatro curvas, e estão indicadas na figura 12. São elas:
• Curva head x vazão: esta curva representa a capacidade da bomba de
fornecer energia, pressão de descarga, para o fluido em função da vazão de
bombeamento. Essa curva é a “identidade” da bomba. É interessante
observar seu comportamento descendente com a vazão, ou seja, quanto
maior a vazão bombeada, menor será a diferença de pressão que a bomba
imporá ao fluido.

16
• Curva de eficiência x vazão: esta curva representa a eficiência energética de
bombeamento, ou seja, quanto de energia a bomba está fornecendo ao
fluido comparado com o que está recebendo de seu acionador. Observe que
a curva tem o formato quadrático, com a concavidade negativa. Isto
significa que há um ponto de maior eficiência de bombeamento. Este ponto
é conhecido como BEP – Best Efficiency Point. As bombas são
dimensionadas para operar, a maior parte do tempo, neste ponto.
• Curva de potência x vazão: esta curva representa o consumo de potência em
função da vazão bombeada. Observe, na figura 12, que o consumo aumenta
à medida que a vazão aumenta. Isto significa que, em sistemas desprovidos
de medidores de vazão, mas acionados com motores elétricos (que se
apresentam em grande quantidade na indústria), a corrente elétrica do motor
torna-se uma boa referência para estimar a vazão de operação da bomba.
• Curva NPSHr (Net Positive Suction Head requerido) x vazão: Essa curva
representa o aumento da tendência de cavitação à medida que aumenta a
vazão. NPSHr pode ser entendido como a pressão que a bomba requer no
seu bocal de sucção acima da pressão de vapor do líquido. Evidentemente,
com o aumento da vazão, maiores são as perdas de carga na sucção da
bomba, e, portanto, será necessário uma pressão na sucção mais elevada
(NPSHr maior) para impedir que a bomba cavite.
Figura 12: Curvas das bombas centrífugas. Em azul, a curva head x vazão. Em marron, a curva de
eficiência, em vermelho a de potência consumida e a verde representa a curva de NPSHr.

17
Ponto de Operação. Quando uma bomba centrífuga é inserida em um sistema para
bombeamento, haverá um equilíbrio entre o head que o sistema demanda para uma
determinada vazão com o que a bomba pode oferecer. Portanto, o ponto de operação da
bomba será conseqüência do cruzamento das curvas head x vazão do sistema e da bomba.
A figura 13 ilustra esse fato.
Figura 13: O ponto de operação de uma bomba centrífuga é determinado pelo cruzamento das cruvas
head x vazão da bomba e do sistema.
Sendo assim, pode-se observar que a vazão com a qual a bomba vai operar depende
fortemente do sistema na qual ela está inserida. Este fato permite uma grande flexibilidade
operacional para as bombas, uma vez que, ao mudar a curva do sistema, muda-se a vazão e
a diferença de pressão da bomba. E, para mudar a curva do sistema, basta restringir ou
abrir uma válvula na linha de descarga.
Evidentemente, existem outras maneiras de alterar a curva do sistema. Entretanto, a
mais usual é a atuação de válvulas, devido ao baixo custo e simplicidade operacional.
Apesar disto, a atuação de válvulas na descarga de bombas não é um método
energeticamente eficiente. Ao restringir a válvula, parte da energia cedida ao fluido pela
bomba se perde na forma de calor e vibração.
Uma segunda forma de alterar o ponto de operação das bombas é a utilização de
variadores de velocidade nos acionadores e/ou bombas. A variação de rotação desloca a
curva head x vazão da bomba, de forma a mudar o ponto de cruzamento com a curva do
sistema. A figura 14 ilustra a mudança do ponto de operação quando há variação de
rotação de bombas.

18
Figura 14: Mudança da curva head x vazão com a variação de rotação da bomba.
Apesar das vantagens energéticas que a variação de rotação oferece em relação ao
estrangulamento de válvulas, os equipamentos utilizados para este fim ainda apresentam
um alto custo. Desta forma, uma das principais utilizações de variadores é em situações em
que é necessário modificar a curva de NPSHr da bomba, uma vez que esta variável
também sofre influência da variação da rotação, conforme ilustrado na figura 15. Esta
situação é típica de quando se deseja transferir fluido de um reservatório cujo nível se
reduz com o tempo. A medida que o fluido vai sendo transferido, a pressão no bocal de
sucção da bomba também se reduz, tornando mais crítica a operação da bomba (mais perto
de cavitar). Neste caso, portanto, a redução de rotação auxilia na manutenção do bombeio.
Figura 15: Efeito da variação de rotação na curva NPSHr x vazão da bomba.
Associação de bombas. Existem dois tipos de associações de bombas, a saber:
• Em série;
• Em paralelo.
Associação em série é utilizada, basicamente, em duas situações:
• Evitar cavitação;
• Aumentar a pressão de descarga da associação.

19
A associação em série consiste em conectar a descarga de uma bomba à sucção da
outra. Este arranjo evita cavitação quando é necessário utilizar uma bomba que possui um
NPSHr alto para um determinado sistema. Assim, coloca-se uma bomba de menor
diferencial de pressão e menor NPSHr a montante da bomba principal, que possui pressão
de descarga e maior NPSHr . Outro objetivo é obter uma maior pressão de descarga a ser
atingida, para uma determinada vazão de bombeamento.
A determinação do ponto de operação de uma associação de bombas em série é
feita via cruzamento da curva do sistema com a curva da associação. Para obter a curva da
associação, deve-se somar as curvas das duas bombas na direção vertical, ou seja, de forma
que a vazão que passe pelas duas bombas seja a mesma. A figura 16 ilustra o processo de
obter a curva da associação.
Figura 16: Obtenção da curva da associação de bombas em série.
Associação em paralelo. A associação de bombas em paralelo é utilizada em
situações em que se deseja aumentar a vazão escoada pelo sistema. Como as bombas estão
submetidas ao mesmo diferencial de pressão, é importante que essas bombas sejam iguais.
Caso não sejam, uma delas pode “dominar” a diferença de pressão na associação,
chegando até a colocar a menor bomba operando com vazão nula (shutoff).
A obtenção da curva da associação é feita através da soma das curvas das bombas
na horizontal, ou seja, no sentido que mantêm constante o head das bombas. A figura 17
ilustra o processo de obter a curva da associação.

20
Figura 17: Obtenção da curva da associação de bombas em paralelo.
Observe que as bombas associadas não conseguirão operar com o dobro da vazão
de uma única bomba. Isto se deve ao aumento de vazão na linha de descarga, que incorrerá
em aumento da perda de carga e em uma pressão mais elevada na descarga. Assim, as
bombas passam a operar contra um diferencial de pressão mais alto, o que faz com que sua
vazão diminua. O oposto também ocorre. Se uma das bombas da associação for desligada,
a vazão da remanescente aumentará.
2.1.4 – Bombas Centrífugas Industriais: Principais Modos de Falha e
Problemas Operacionais
O principal objetivo deste item é citar modos de falha e problemas operacionais que
as bombas centrífugas apresentam comumente na indústria, de forma a agregar
conhecimento básico de falhas, necessário para o desenvolvimento de uma sistemática de
manutenção preditiva.
Perdas Hidráulicas. São perdas de energia que ocorrem em virtude da interação
entre o fluido e os internos da bomba. Essas perdas são observadas em todas as bombas ao
longo do tempo, sendo compostas, basicamente, pelos seguintes agentes:
• Turbulências em regiões da carcaça e do impelidor
• Rugosidades e irregularidades nas superfícies de passagem do fluido,
incluindo o impelidor.
Em geral, o efeito das perdas hidráulicas é a redução da eficiência de bombeio, que
refletirá no aumento do consumo de potência da máquina. Este efeito também é observado

21
à medida em que ocorre aumento das folgas dos anéis de desgaste, mas por outro motivo.
Esses anéis possuem a função de reduzir as folgas internas existentes entre o rotor e a
carcaça, mas com o tempo, devido a roçamentos inerentes ao funcionamento da máquina,
esta folga aumenta, gerando crescimento da vazão recirculante de fluido (descarga para
sucção). Uma bomba de processo típica pode apresentar aumento de consumo de energia
de até 10% quando a folga entre os anéis dobra.
Cavitação. Cavitação é um fenômeno muito conhecido na indústria, e ocorre
quando a pressão na sucção das bombas se torna tão baixa, a ponto de permitir que o fluido
bombeado se vaporize na entrada do impelidor. A medida com que o líquido vaporizado se
encaminha para regiões de pressão mais elevadas ainda dentro do próprio impelidor, ocorre
nova mudança de fase, no sentido inverso, o que ocasiona elevadas vibrações na bomba
devido ao colapso das bolhas. Além disso, é muito comum perceber o arrancamento de
material do impelidor e da carcaça, causado pelo citado colapso das bolhas. A figura 18
apresenta o aspecto da carcaça de uma bomba rotativa que sofreu cavitação severa.
Figura 18: Aspecto da carcaça de uma bomba rotativa após sofrer cavitação. Observe as
características típicas da cavitação: erosão distribuída uniformemente e circular.
Outros efeitos observados são a oscilação da pressão de descarga, vazão e potência
elétrica consumida pela bomba, além de forte ruído caracterizado por um espectro de
freqüência próximo ao constante na faixa audível, conhecido como ruído branco. Este
fenômeno é, muitas vezes, confundido com a entrada de gases no fluido bombeado, mas é
importante destacar que, embora também maléfico, os efeitos da cavitação são
potencialmente muito mais destrutivos. A figura 19 mostra o comportamento típico da
corrente de uma bomba quando está em cavitação.

22
Figura 19: Gráfico de corrente de duas bombas operando em paralelo, em que a representada pela
linha em preto sofre cavitação. Observe que, quando ocorre o fenômeno, as correntes assumem comportamentos opostos, conforme destacado em alguns pontos pelas setas pretas. Destaca-se que esta
é apenas uma evidência ilustrativa, e não é suficiente para, por si só, determinar a ocorrência do fenômeno.
Instabilidade hidráulica. Este fenômeno é caracterizado pelo surgimento de
recirculações internas (vórtices) em regiões internas ao impelidor até a sua saída e em
pontos de quase estagnação, como as costas do impelidor e a carcaça. Tais vórtices causam
variação da pressão de descarga, vazão e potência, além de vibrações bem mais elevadas
na máquina. Basicamente, a causa deste problema é a operação em vazões muito baixas. A
figura 20 mostra a região da carcaça localizada nas costas do impelidor de uma bomba que
operou por cerca de 6 meses com vazões baixas para seu projeto.
Figura 20: Marcas de recirculação na carcaça, atrás do impelidor, causada por baixa vazão de
operação.
Desbalanceamento. Este problema ocorre quando o eixo principal de inércia do
rotor não coincide com a sua direção de rotação. Todas as máquinas apresentam
23
desbalanceamentos, sendo a questão principal identificar qual o nível tolerado pelo seu
projeto. O principal efeito do desbalanceamento é aumentar significativamente a vibração
global do equipamento, apresentando espectro característico fortemente influenciado pela
freqüência correspondente à rotação da máquina.
Eventualmente, se o desbalanceamento for muito acentuado, é possível observar,
também, aquecimento dos mancais, o que significa que uma potencial falha está muito
próxima. Se a máquina possuir variação de rotação, será possível observar forte aumento
da vibração com o aumento da rotação, em uma proporção quadrática. Outra característica
é a pequena diferença de níveis de vibração nas direções horizontal e vertical.
O desbalanceamento não causará nenhuma redução de performance da bomba, tal
como redução de pressão de descarga ou aumento de potência. É interessante citar também
que rotores excêntricos, que representam um tipo de desbalanceamento, também possuirão
sintomas muito similares aos apresentados, possuindo apenas, algumas características
direcionais levemente mais acentuadas. É o caso típico de bombas (em geral de pequeno
porte) acionadas por correias.
Eixo empenado. O principal sintoma apresentado por uma bomba com eixo
empenado é o aumento de vibração global da máquina, que é bastante alta na direção axial
do eixo. Essas vibrações possuem espectro característico influenciado por freqüências
correspondentes a 1 e 2 vezes a rotação da bomba, a depender do ponto de empenamento.
Quanto mais ao centro do eixo, mais próximo do comportamento de um desbalanceamento.
Desalinhamento. Um dos defeitos mais comumente encontrados na indústria, o
desalinhamento apresenta vibrações elevadas nas direções axial e radial, podendo também
apresentar aquecimento de mancais, sobretudo quando o desalinhamento é do tipo paralelo
Entretanto, é comum que as vibrações nas direções axial e radiais se apresentem em níveis
muito distintos. O espectro característico na direção axial costuma apresentar fortes
influencias na freqüência 2 vezes a rotação, sobretudo quando o desalinhamento é do tipo
angular.
Ressonância. Este fenômeno ocorre quando uma certa força oscilatória excita a
freqüência natural do rotor. Seu efeito é um aumento acentuado da vibração global, com
espectro concentrado em 1 vez a rotação da máquina. Se a máquina possuir variação de
rotação, seu efeito será pronunciado apenas quando a rotação da bomba estiver próxima à
sua freqüência natural. É importante destacar também que o desgaste dos mancais
geralmente contribuem para a entrada em ressonância de uma bomba, já que reduzem sua
rigidez e tendem a se aproximar da freqüência natural da rotação da bomba. Assim, o

24
desgaste de mancal deve ser acompanhado, com principais sintomas sendo aumento do
nível global de vibração e variação da temperatura característica de operação do mancal.
2.2 Método de Decomposição Ortogonal de KARHUNEN - LOÈVE
O método de decomposição ortogonal de Karhunen-Loève foi desenvolvido por
Kari Karhunen e Michel Loève como sendo um método de expansão em série de processos
contínuos aleatórios (THORNTON, 2003). Também conhecido como Proper Orthogonal
Decomposition (POD), este método é uma ferramenta estatística multi-variável que
objetiva obter uma representação compacta dos dados de origem (KERSCHEN et al.,
2004).
A principal idéia do método é reduzir um grande número de variáveis
interdependentes em um número menor de variáveis independentes, mas que retenham a
maior quantidade possível de informação do pacote de dados original (KERSCHEN et al.,
2004).
Basicamente, a mecânica do método consiste de uma transformação ortogonal para
a base formada pelos autovetores da matriz de covariância dos dados originais. Os dados,
então, são projetados na base formada pelos autovetores correspondentes aos maiores
autovalores, que indicam a quantidade de informação que cada direção desta nova base é
capaz de conter.
A importância deste método no presente trabalho se deve à sua capacidade de
representar um conjunto de dados, a priori, relacionados entre si por funções não
conhecidas, em uma nova base ortogonal, definida pelo próprio método, na qual as
componentes fundamentais dos dados são representadas. Essa abordagem é descrita pela
literatura como capaz de revelar relevantes, mas inesperadas, estruturas, que estão
escondidas nos dados originais. A formulação matemática do método está apresentada no
item 2.2.1, e é descrita conforme HOLMES et al. (1996).
2.2.1 – Formulação Matemática do Método de Decomposição Ortogonal de
Karhunen – Loève

25
Considere um campo aleatório ),( txϖ descrito em um domínio Λ . Este campo
pode ser decomposto na sua média espacial somada aos seus componentes variáveis no
tempo ),( txϑ , como apresentado em (2.8).
),()(),( txxtx ϑµω += (2.8)
Considere agora que em um determinado tempo kt o sistema apresenta uma amostra
instantânea )(xkϑ . O objetivo do método é obter a estrutura mais característica )(xϕ de
um conjunto de amostras do campo ),( txϑ , que é equivalente a encontrar a função base
)(xϕ que maximiza a média do conjunto dos produtos internos entre )(xkϑ e )(xϕ :
Maximizar → ( )2)(),( xxk ϕϑ com 1
2 =ϕ (2.9)
Onde ( ))(),( xxk ϕϑ representa o produto interno em ω , denota o módulo,
.denota a operação de cálculo da média e
. denota a norma. A expressão (2.9) significa
que se o campo )(xkϑ for projetado em ϕ , o conteúdo energético (de informação) médio
é maior do que se fosse projetado em qualquer outra função base.
A restrição 1
2 =ϕ, imposta para que a computação seja unitária, pode ser levada
em consideração pelo uso do multiplicador de Lagrange:
[ ] ( ) ( )1,22 −−= ϕλϕϑϕJ (2.10)
Os valores extremos são obtidos quando a derivada da função é igual a zero.
HOLMES, P. et al. (1996) mostra que esta condição se reduz à seguinte integral
representativa do clássico problema de autovalores e autovetores:
)()()()( ''' xdxxxx kk λϕϕϑϑω =∫ (2.11)
Onde )()( 'xx kk ϑϑ é a media da função de auto correlação.
A solução do problema de otimização apresentado em (2.9) é então obtida pelas
autofunções ortogonais )(xiϕ obtidas pela equação (2.11), e são conhecidos como modos
ortogonais (POM – Proper Orthogonal Modes), que podem ser utilizados como base para a
decomposição do campo ),( txϑ , como se segue:
∑∞
=
=1
)().(),(i
ii xtatx ϕϑ (2.12)

26
Onde os coeficientes )(tai são não correlacionados entre si e determinados por
( )( ))(),,( xtx iϕϑ .
O modo )(xiϕ associado ao maior autovalor é o vetor ótimo para caracterizar o
conjunto de amostras instantâneas. O modo )(xiϕ associado ao segundo maior autovalor é
o vetor ótimo para caracterizar o conjunto de amostras instantâneas restritos a um espaço
ortogonal ao primeiro e assim por diante. A energia (quantidade de informação) ε contida
nos dados é definida pela soma dos autovalores, e a energia percentual contida no i-ésimo
modo )(xiϕ é dada por ∑ j j
i
λλ
.
É importante observar que a equação (2.12) representa o retorno dos dados, já
decompostos, à sua forma original, através do somatório de produtos dos modos )(xiϕ
pelos coeficientes )(tai . Entretanto, cabe destacar que qualquer múltiplo )(. xk iϕ também é
autovetor e, portanto, solução do problema apresentado em (2.11). Isto acarreta em
coeficientes )(tai diferentes para cada valor de k Є IR. Sendo assim, como o objetivo deste
trabalho é identificar padrões comparáveis, no tempo ( )(tai ) e no espaço ( )(xiϕ ), para
qualquer grupo de dados analisados, os autovetores obtidos possuirão sempre módulo igual
a 1, .1)( =xiϕ
2.2.2 – Computação Prática do Método de Decomposição Ortogonal de Karhunen
– Loève
Na prática, os dados se apresentam de forma discretizada, no tempo e no espaço.
Consequentemente, o campo aleatório designado por ),( txϖ na seção anterior se apresenta
na forma de um vetor X, composto por uma matriz de n observações por m dimensões
espaciais, conforme apresentado em (2.13):
[ ]
==
nmn
m
m
xx
xx
xxX
...
.........
...
...
1
111
1 (2.13)
Uma vez que os dados estão discretizados e não há necessidade de um valor médio
zero, a média da função de auto-correlação pode ser substituída pela matriz de covariância
( )( )[ ]TxxE µµ −−=Σ , onde [ ].E é a esperança matemática e [ ]xE=µ é a média do vetor
x . Assumindo que o processo é estacionário e ergódico, e que o número de discretizações

27
temporais é grande, a matriz de covariância pode ser calculada como apresentado em
(2.14):
−
−
−
−
−
−
=Σ
∑ ∑∑ ∑∑
∑ ∑∑∑ ∑
= == ==
= === =
n
j
n
kmkmj
n
j
n
kkj
n
kmkmj
n
j
n
kmkmj
n
jkj
n
j
n
kkj
xn
xxn
xxn
x
xn
xxn
xxn
x
n
1
2
11 111
1
1 1111
1
2
111
1...
11.........
11...
1
1 (2.14)
Os autovetores e autovalores da matriz de covariância representam, portanto, os
modos ortogonais do conjunto de dados e a energia, quantidade de informação, que cada
modo armazena, respectivamente.
2.3 Revisão da Literatura
O Método de Decomposição Ortogonal de Karhunen – Loève foi proposto
independentemente por KOSAMBI (1943), KARHUNEN (1946), LOÈVE (1948),
POUGACHEV (1953) e OBUKHOV (1954), tendo sido concebido originalmente como
suporte para o estudo de processos contínuos de 2ª ordem (KERSCHEN et al., 2004).
Destaca-se que este método é conhecido por diversos nomes, a depender da sua área de
aplicação, como por exemplo, PCA (Principal Component Analisys) na literatura
estatística, função ortogonal empírica na literatura ligada às áreas de oceanografia e
meteorologia e método K-L na literatura ligada à engenharia.
Devido ao grande número de cálculos necessários para utilização do método, a
decomposição ortogonal esteve em desuso até cerca dos anos 80, quando então, a
possibilidade de utilização dos computadores impulsionou a utilização do método.
Atualmente, é possível encontrar aplicação para a técnica em diversos campos de
conhecimento.
WAX & KAILATH (1985) sugeriram a utilização do método para detectar o
número de sinais distintos em uma aquisição de sinais de diversos sensores no tempo. Há,
também, um grande número de publicações da área de mecânica da turbulência que cita a
utilização do método K-L para extrair estruturas coerentes do fenômeno, conforme se pode
observar em HOLMES et al. (1996) e CIZMAS et al. (2003).
É possível encontrar a utilização do método para processos químicos, conforme
GRAHAM & KEVREKEDIS (1996), que aplicaram a técnica para capturar os modos de
um processo químico de reação-difusão e inferir seu comportamento dinâmico.

28
Também é possível encontrar estudos ligados a área biomédica que fazem uso do
método K-L. LEEN et al. (1990) introduziu o método para classificar dados da fala.
BAYLY et al. (1995) empregou a técnica para descrever quantitativamente mudanças na
complexidade espacial durante extensos episódios de fibrilação ventricular.
RAPTOPOULOS et al. (2006) empregou o método K-L para a introdução do conceito de
modos de marcha de homens e mulhers.
As primeiras aplicações do método K-L no campo da dinâmica de estruturas
ocorreram antes dos anos 90 (KERSCHEN et al., 2004). FITZSIMONS & RUI (1990)
consideraram o método para determinar modelos de poucas dimensões em sistemas
distribuídos. CUSUMANO et al. (1993) exploraram a técnica para estudos de
dimensionalidade, enquanto KREUZER & KUST (1996) utilizaram K-L para o controle de
vibrações auto-excitadas ao longo de molas torsionais. Modelos de dimensões mais baixas
foram criados e utilizados para estudos de transmissão não-linear de energia para rotores
do tipo overhung por AZEEZ & VAKAKIS (1998).
A utilização do método K-L para monitoração e diagnóstico de falha foi
introduzida por TUMER et al. (1999). Neste trabalho, os autores utilizaram a técnica para
decompor sinais de máquinas de usinagem (fresas) em componentes, com sentido físico, e
monitoraram cada um destes componentes separadamente, com o objetivo de inferir o
início de defeitos nestes equipamentos. FELDMANN et al. (2000) também utilizaram a
técnica para predizer defeitos, mas em ferrovias. Outra utilização do método K-L
encontrada para diagnóstico foi o trabalho de DE BOE & GOLINVAL (2003), que
realizaram análise para localização de uma matriz de sensores piezo-elétricos com o
objetivo de localizar falhas.

29
CAPÍTULO 3: IDENTIFICAÇÃO E CARACTERIZAÇÃO
O primeiro objetivo deste trabalho é estudar a aplicação do Método K-L para a
determinação de padrões de operação de bombas centrífugas de grande porte. Para tal, se
faz necessário identificar e caracterizar os sistemas que serão utilizados como referência
para o estudo de aplicação pretendido.
Portanto, este Capítulo destina-se a:
1. Identificar as bombas que serão utilizadas como modelos;
2. Identificar quais sensores serão os mais adequados para a criação da matriz de
dados originais;
3. Caracterizar os defeitos que serão estudados pelo trabalho;
Destaca-se aqui, que as informações necessárias ao trabalho são obtidas em um
banco de dados, automatizado, de medições realizadas pelos sensores instalados nas
bombas de interesse.
3.1 Caracterização das Bombas Modelo para o Estudo
As bombas de interesse do trabalho são as de injeção de água do mar e de
exportação de óleo cru. Entretanto, o parque de bombeio para estes dois serviços é bastante
extenso, sobretudo nas plataformas da Bacia de Campos. Desta forma, não seria razoável
considerar todo o universo de equipamentos, uma vez que tornaria o trabalho
demasiadamente longo. Assim, foram escolhidos dois conjuntos moto-bombas, um de cada
função, com base nos seguintes critérios:
• Tempo de operação de cada equipamento;
• Histórico de manutenção bem documentado;
• Instrumetação adequada.
Bomba de Injeção. A bomba de injeção escolhida para referencia na aplicação da
metodologia proposta neste trabalho está em operação desde junho de 2007. Entretanto, em
função de problemas de fabricação, o número de horas em operação é de cerca de 16.000h.
Apesar disso, seu histórico de falhas está bem documentado, e, por ser uma bomba de alta
tecnologia, possui uma quantidade de sensores considerada adequada.

30
Esta bomba é do tipo API BB5, ou seja, com carcaça externa em forma de barril, e
difusores concêntricos a cada um dos 8 estágios de bombeamento. A figura 11 deste texto,
reproduzida abaixo na figura 21, apresenta um desenho de corte deste equipamento.
Figura 21: Reprodução da figura 11 do texto, que mostra o desenho em corte da bomba de injeção
escolhida para o estudo de aplicação do Método KL.
Cabe ressaltar que dos seus 8 estágios, 7 são de simples sucção e 1 de dupla sucção.
Como os 7 de simples sucção estão distribuídos em dois conjuntos distintos (1 com 4
impelidores e outro com 3), dispostos um de costas para o outro, o empuxo axial desta
máquina é pequeno, o que permite um mancal axial de capacidade de carga baixa para a
potência da bomba. O 1º impelidor, por ser de dupla sucção, é intinscecamente balanceado.
Devido a este projeto construtivo, esta máquina não possui sistemas do tipo tambor de
balanceamento. A tabela 1 apresenta os principais dados desta bomba.
Tabela 1: Principais dados técnicos da bomba de injeção. Potencia Nominal 3,9 MW
Vazão Nominal 498 m3/h
Pressão de Descarga 20.000 kPa
Rotação do Motor 3.590 rpm
Rotação da Bomba 3.590 rpm
Idade da máquina
(aproximada)
16.000 h
Número de Estágios 8

31
Os mancais desta máquina são do tipo deslizamento, incluindo o mancal axial. A
alimentação de óleo destes mancais é do tipo forçada, ou seja, há um sistema de
lubrificação no skid da máquina que coleta, armazena, filtra e injeta óleo nos mancais,
tanto da bomba quanto do motor elétrico. A figura 22 mostra um desenho esquemático do
pacote moto-bomba, destacando o anel de lubrificação e os sensores existentes. Repare que
a circulação de óleo pelo anel é realizada por meio de uma bomba de deslocamento
positivo, cujo eixo acionador está ligado diretamente ao eixo principal da máquina. O
acoplamento que conecta os eixos da bomba e do motor é do tipo flexível de lâminas.
Figura 22: Desenho esquemático do pacote Moto-Bomba de Injeção, utilizado neste trabalho.
Esta bomba opera em paralelo com mais 2 bombas, simultaneamente. O regime de
trabalho é bastante estável, ou seja, as vazões e pressões de descarga das máquinas tendem
a ser constantes por intervalos de tempo longos, da ordem de dias. O controle de
capacidade é feito através das válvulas de regulagem de injeção em cada poço. A figura 23
apresenta um diagrama simplificado do sistema de bombeio, no qual esta bomba está
inserida. Repare que a água não é injetada in natura. À montante das bombas de injeção,
há um sofisticado sistema de filtração e desaeração da água do mar captada, o que faz com
que o fluido bombeado seja muito limpo e de propriedades constantes.

32
Figura 23: Diagrama simplificado de um sistema de injeção de água do mar.
Bomba de Exportação. A bomba de exportação escolhida é do mesmo modelo que a
de injeção apresentada. A diferença principal é a potência, que no caso é 2,9 MW. O tempo
estimado de operação desta máquina é de cerca de 15.000h, estando em produção desde
2008. O sistema é composto por duas bombas operando em paralelo. Além disso, essas
máquinas são equipadas com variadores hidráulicos de rotação, que permitem modificar o
ponto de operação das bombas de forma mais eficiente, sob o ponto de vista energético. A
figura 24 mostra um desenho em corte desta bomba, e a tabela 2 apresenta as suas
principais características.
Figura 24: Bomba de exportação escolhida. 8 estágios, sendo 2 pacotes de 4, orientados de costa um
para o outro.
Tabela 2: Principais dados técnicos da bomba de exportação. Potencia Nominal 2,9 MW
Vazão Nominal 298 m3/h
Pressão de Descarga 17.000 kPa
Rotação do Motor 3.590 rpm
Rotação Máxima da Bomba 3.470 rpm
Rotação Mínima da Bomba 2.000 rpm
33
Idade da máquina
(aproximada)
15.000 h
Número de Estágios 8
O pacote da máquina é como um todo muto similar ao apresentado na figura 22,
que se refere à bomba de injeção. Os sensores são os mesmos, e o anel de lubrificação
também possui a mesma construção. De fato, as grandes diferenças em relação à bomba de
injeção são a variação de rotação, o regime de operação e o fluido bombeado.
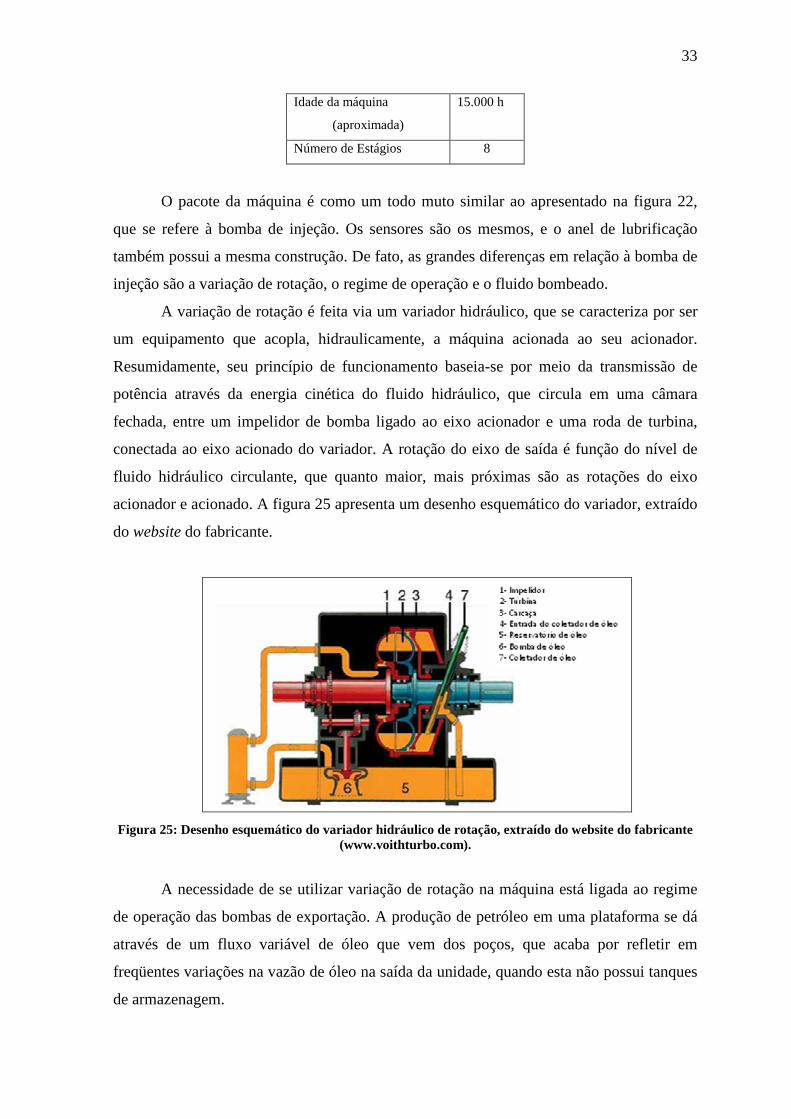
A variação de rotação é feita via um variador hidráulico, que se caracteriza por ser
um equipamento que acopla, hidraulicamente, a máquina acionada ao seu acionador.
Resumidamente, seu princípio de funcionamento baseia-se por meio da transmissão de
potência através da energia cinética do fluido hidráulico, que circula em uma câmara
fechada, entre um impelidor de bomba ligado ao eixo acionador e uma roda de turbina,
conectada ao eixo acionado do variador. A rotação do eixo de saída é função do nível de
fluido hidráulico circulante, que quanto maior, mais próximas são as rotações do eixo
acionador e acionado. A figura 25 apresenta um desenho esquemático do variador, extraído
do website do fabricante.
Figura 25: Desenho esquemático do variador hidráulico de rotação, extraído do website do fabricante
(www.voithturbo.com).
A necessidade de se utilizar variação de rotação na máquina está ligada ao regime
de operação das bombas de exportação. A produção de petróleo em uma plataforma se dá
através de um fluxo variável de óleo que vem dos poços, que acaba por refletir em
freqüentes variações na vazão de óleo na saída da unidade, quando esta não possui tanques
de armazenagem.

34
Como discutido no Capítulo II, a forma clássica de se realizar a mudança do ponto
de trabalho de uma bomba centrífuga é através de estrangulamento de válvulas de controle,
porém este processo não é energeticamente eficiente. Por isso, a aplicação de
equipamentos que permitam variar a rotação das bombas, que modificam o seu ponto de
operação de forma mais eficiente (energeticamente), são competitivos nesta função,
quando se busca reduzir os custos de operação das plantas (OPEX). A figura 26 apresenta
um diagrama simplificado típico do sistema de bombeio das plantas que possuem bombas
de exportação com variação de rotação.
Figura 26: Diagrama simplificado típico do sistema de bombeio das plantas que possuem bombas de
exportação com variação de rotação.
Por fim, vale destacar a diferença entre bombear petróleo em relação a água.
Diferente do caso anterior, o fluido não possui propriedades conhecidas e constantes em
todos os momentos, o que pode, eventualmente, causar alguma mudança de
comportamento inesperada na máquina.
3.2 Caracterização dos Sensores
As bombas de injeção de água e exportação de óleo são as mais complexas das
plataformas de petróleo, não somente pela sua potência, mas também pelos recursos de
engenharia nelas contidos. Dentre estes recursos, pode-se destacar a instrumentação
existente.
O método K-L por si não impõe um número máximo de sensores a ser utilizado
para a análise, mas é claro que quanto maior o número utilizado, mais complexo será para
interpretar os resultados obtidos, e maiores serão as chances de erros aleatórios, como
defeito de sensor não identificado, dificultarem a obtenção de assinaturas das máquinas.

35
Por outro lado, um número muito reduzido de sensores pode não ser suficiente para obter
resultados válidos, ou até mesmo justificar a utilização do método frente a análise dos
dados isoladamente.
Desta forma, com base nas restrições citadas e na instrumentação existente nas
máquinas, os instrumentos foram escolhidos, e estão apresentados nas tabelas 3 e 4 abaixo:
Tabela 3: Sensores escolhidos para a bomba de injeção. Bomba Sensor Justificativa
Pressão de Sucção
Pressão de Descarga
Informa o ponto de trabalho da
bomba
Pressão no anel de Lubrificação
Pode ser o responsável por
algumas variações de temperatura
dos mancais, em caso de redução
de pressão
Corrente Elétrica do Motor
Indica a potência consumida, e
indiretamente, a vazão de
operação da máquina, que neste
caso não há sensor para indicá-la
Deslocamento Radial Mancal do Lado Acoplado Indica a vibração do lado
acoplado
Temperatura do Mancal Lado Acoplado Temperatura indica a ocorrência
de danos no mancal
Deslocamento Radial Mancal do Lado Não Acoplado Indica a vibração do lado
acoplado
Temperatura do Mancal Lado Acoplado Temperatura indica a ocorrência
de danos no mancal
Deslocamento Axial Indica a vibração axial do
conjunto
Injeção
Temperatura Axial Temperatura indica a ocorrência
de danos no mancal
Tabela 4: Sensores escolhidos para a bomba de exportação. Bomba Sensor Justificativa
Pressão de Sucção
Pressão de Descarga
Vazão
Informa o ponto de trabalho da
bomba
Exportação
Corrente Elétrica do Motor
Indica a potência consumida, e
indireamente, a vazão de
operação da máquina, que neste
caso não há sensor para indica-la

36
Rotação Complementa a informação do
ponto de trabalho da bomba.
Deslocamento Radial Mancal do Lado Acoplado Indica a vibração do lado
acoplado
Temperatura do Mancal Lado Acoplado Temperatura indica a ocorrência
de danos no mancal
Deslocamento Radial Mancal do Lado Não Acoplado Indica a vibração do lado
acoplado
Temperatura do Mancal Lado Acoplado Temperatura indica a ocorrência
de danos no mancal
Deslocamento Axial Indica a vibração axial do
conjunto
Temperatura Axial Temperatura indica a ocorrência
de danos no mancal
Alguns comentários se fazem importantes a respeito da escolha dos sensores
indicados. O primeiro deles é a inexistência de sensor de vazão bombeada pela bomba de
injeção. Esta informação é importante, porque define, junto com a diferença de pressão, o
ponto de trabalho da máquina. Entretanto, vale destacar que a corrente elétrica do motor é
um bom indicativo do ponto de trabalho, de forma que se pode considerar esta necessidade
atendida.
A escolha da pressão do anel de lubrificação é interessante, pois permite avaliar se
variações inesperadas de temperatura nos mancais estão ou não ligados a defeitos
rotodinâmicos ou internos da bomba. Mas não é capital, e por esta razão, e em função do
maior número de sensores existentes na bomba de exportação, para esta análise, tal sensor
foi suprimido.
A escolha dos sensores de deslocamento do eixo nos mancais e das temperaturas
dispensa maiores esclarecimentos, pois são classicamente utilizados para avaliar a
condição de máquinas rotativas em geral. Vale destacar, entretanto, que nem todos os
sensores exstentes foram utilizados. Por questões de redundância, há sempre dois sensores
de cada por mancal, mas como para este estudo colocá-los não traria ganhos significativos,
optou-se por desprezar as medições redundantes.
3.3 Caracterização dos Defeitos
A determinação dos defeitos que serão estudados dependeu de dois fatores, a saber:

37
• Defeitos contidos nos históricos de manutenção da população de máquinas:
Esta restrição é inerente à própria premissa proposta para este trabalho, de
utilizar as informações dos parques de bombeio existentes para atingir as
conclusões desejadas.
• Capacidade de identificação dos defeitos: Foram avaliados os defeitos mais
importantes que poderiam ser identificados com os sensores utilizados, como
hidráulicos e de órgãos de máquinas. Defeitos como vazamento de selos
mecânicos ou contaminação de óleo lubrificante não puderam ser estudados,
devido à inexistência de instrumentação que suporte tais conclusões.
Considerando o exposto acima, os defeitos escolhidos para as análises foram:
• Quebra dos difusores internos para as Bombas de Injeção
• Recirculação interna para as Bombas de Exportação
Abaixo segue um resumo de cada um dos defeitos estudados.
Quebra de difusores internos. Conforme informado anteriormente, esta bomba
possui 8 estágios de bombeamento, compostos cada um por um par impelidor – difusor.
Neste caso, as palhetas dos difusores se partiram, sendo bombeados para fora da bomba em
direção ao coletor (manifold) de injeção. A figura 27 apresenta uma foto em detalhe de
duas palhetas em falha, e a figura 28 mostra o difusor completo.
Figura 27: Detalhe de duas palhetas em falha.

38
Figura 28: Difusor com diversas palhetas em falha.
A falha destes difusores pode ser explicada, de forma resumida, pelo seu processo
de fabricação. Esta peça é fundida, e, em função do processo de corrida escolhido pelo
fabricante, o componente bruto, antes da usinagem, apresentou ovalização. Para corrigir
este problema, e garantir a concentricidade entre impelidor e difusor, esta peça foi usinada.
Entretanto, tal recurso levou à geração de um concentrador de tensão na base da palheta
(figura 29), que, ao ser submetida à pressão pulsante, inerente ao funcionamento da
máquina, falhou por fadiga.
Figura 29: Concentrador de tensão que levou a falha por fadiga.
As conseqüências para a máquina foram instabilidade hidráulica e aumento de
vibração. Estes processos levaram a falhas generalizadas no equipamento, como nos
mancais radiais, axial e em órgãos internos, como anéis de desgaste. A máquina saiu de
operação após ser identificada limalha nos filtros do anel de lubrificação e no tanque de
óleo lubrificante. As figuras 30, 31 e 32 apresentam o estado destas peças após a
desmontagem da bomba.
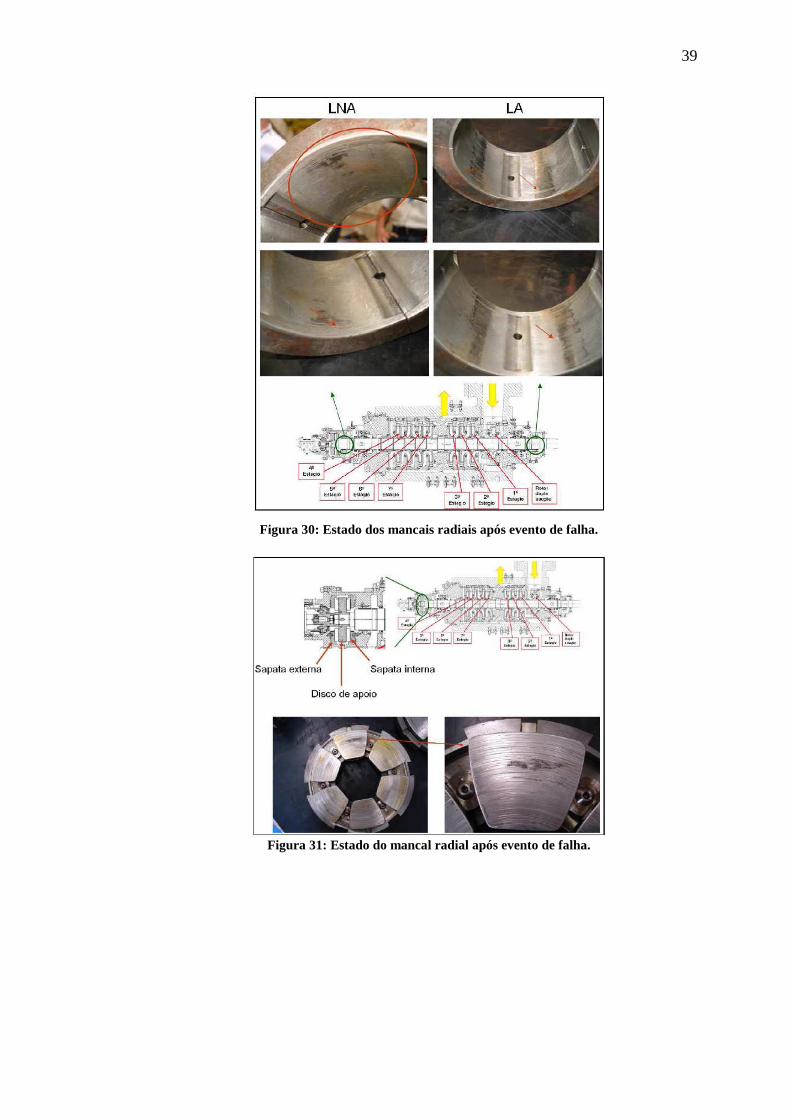
39
Figura 30: Estado dos mancais radiais após evento de falha.
Figura 31: Estado do mancal radial após evento de falha.

40
Figura 32: Estado dos anéis de desgaste, após evento de falha.
Recirculação interna. Uma das principais características das bombas estudadas
neste trabalho é possuir 2 conjuntos bombeadores, cada um com 4 impelidores e 4
difusores, dispostos em sentido oposto ao longo do eixo da máquina. Como citado
anteriormente, esta configuração visa reduzir os esforços axiais, permitindo a utilização de
um mancal axial pequeno, e dispensando recursos como tambores de balanceamento.
Entretanto, esta configuração gera um diferencial de pressão acentuado na região central da
bomba, mais especificamente na bucha central destacada na figura 33. Nesta bucha, o
diferencial de pressão é da ordem de metade da pressão de descarga da máquina, já que
separa fisicamente o 4º do 8º estágio.
Figura 33: Destaque para a bucha central, onde o diferencial de pressão na bucha é elevado.
Assim, caso esta bucha venha a falhar, ou haja comunicação entre as duas regiões
cuja diferença de pressão é elevada, haverá recirculação interna. Este problema é
caracterizado por redução na vazão de descarga da máquina, sem que haja reduções
significativas de pressão de descarga (se a bomba operar em paralelo com outra) e de
4º estágio 8º estágio
Bucha Central
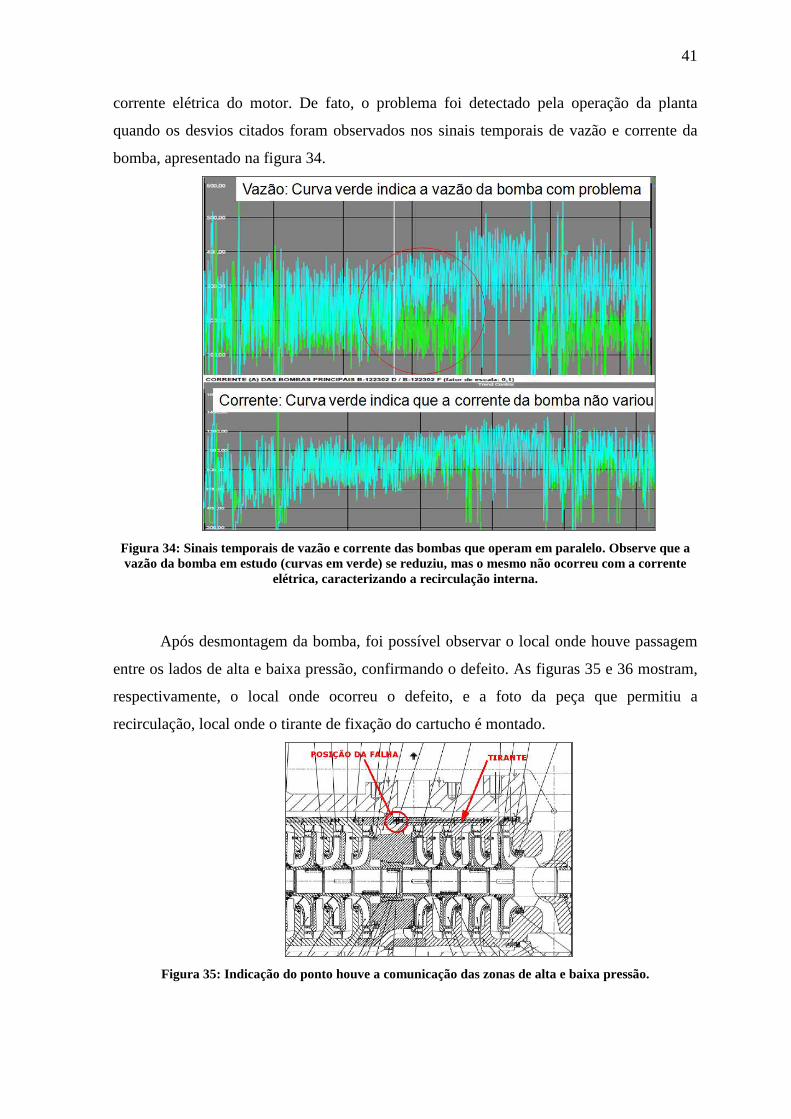
41
corrente elétrica do motor. De fato, o problema foi detectado pela operação da planta
quando os desvios citados foram observados nos sinais temporais de vazão e corrente da
bomba, apresentado na figura 34.
Figura 34: Sinais temporais de vazão e corrente das bombas que operam em paralelo. Observe que a vazão da bomba em estudo (curvas em verde) se reduziu, mas o mesmo não ocorreu com a corrente
elétrica, caracterizando a recirculação interna.
Após desmontagem da bomba, foi possível observar o local onde houve passagem
entre os lados de alta e baixa pressão, confirmando o defeito. As figuras 35 e 36 mostram,
respectivamente, o local onde ocorreu o defeito, e a foto da peça que permitiu a
recirculação, local onde o tirante de fixação do cartucho é montado.
Figura 35: Indicação do ponto houve a comunicação das zonas de alta e baixa pressão.

42
Figura 36: Ponto da falha.

43
CAPÍTULO 4: APLICAÇÃO DO MÉTODO
Este Capítulo destina-se a apresentar as adaptações e pré-tratamentos de dados
necessários para que o método K-L possa ser aplicado nos dados coletados pelas bombas
citadas no Capítulo anterior. Vale destacar que os trabalhos publicados de aplicação do
método para monitoração de desempenho de máquinas não citam, em geral, os tratamentos
realizados e se foi desenvolvida alguma adaptação da metodologia.
4.1 Adaptação do Método K-L
Como a metodologia estudada visa monitorar o desempenho de bombas
hidráulicas, tendo como base a assinatura coletada em condições em que a máquina estava
sadia, fez-se necessário adaptar o método K-L original de duas formas. Neste ponto, vale
destacar que tais adaptações podem ser consideradas a principal contribuição deste
trabalho, no desenvolvimento da utilização da técnica para diagnóstico de falhas.
1ª Modificação. A utilização do método K-L pode ser realizada, a priori,
diretamente com os dados obtidos dos sensores. Entretanto, como a natureza dos dados e
suas variações no tempo são muito distintas, o resultado obtido pelo método dificilmente
terá sentido físico ou repetibilidade se não houver um nivelamento das informações que os
dados carregam.
Uma forma simplificada de entender tal questão é imaginar uma aplicação
hipotética com a utilização de apenas duas variáveis: vazão de descarga e temperatura do
mancal. Os valores de vazão de descarga de uma grande bomba podem variar de cerca de
200 a 700 m3/h, enquanto a temperatura do mancal (em uma máquina sadia) pode variar de
cerca de 70 a 90◦C. Desta maneira, os vetores ( ))(xx µ− referentes à vazão terão
magnitude bem superior aos vetores correspondentes à temperatura, o que dominará o
resultado de seus produtos no cálculo da matriz de covariância. Como conseqüência, os
modos de operação serão dominados pela vazão, subestimando a importância da
temperatura do mancal.
Inicialmente, para contornar esta questão, buscou-se enquadrar os valores das
medições em escalas de 0 a 1, de forma a observarmos uma relação percentual entre suas
magnitudes. Assim, os valores máximos das variáveis seriam apontados como 1, e os
mínimos seriam apontados como 0. No exemplo hipotético anterior, para o caso da vazão,
200 m3/h equivaleria a 0 e 700 m3/h equivaleria a 1.

44
Entretanto, as grandezas medidas não possuem uma relação direta de magnitudes,
de maneira que as escalas pudessem ser criadas de forma relacionada entre elas. Desta
forma, ao criar tais escalas, a menos de uma improvável escolha feliz de parâmetros, os
dados seriam distorcidos, gerando resultados pouco robustos.
Para contornar esta questão, optou-se por nivelar os dados originais via compressão
logarítmica, que é uma ferramenta classicamente utilizada pela ciência (em geociências -
Escalas Richter, em acústica – Decibel, etc.), para apresentar dados que possuem uma
grande gama de valores. Desta forma, foi possível reduzir a diferença entre a magnitude
dos números, sem criar a citada distorção dos dados. Os reflexos desta ação foram o
aumento da repetibilidade dos resultados e a redução da quantidade de parâmetros (para
criação das escalas de 0 a 1) a serem definidos, o que simplifica substancialmente a
aplicação da metodologia.
2ª Modificação. O Método K-L prevê que a matriz de covariância seja montada
pelos produtos dos valores (medições dos sensores) subtraídos de sua média aritimética.
Para este trabalho, os valores dos sensores são subtraídos da média de suas medições
ocorridas em períodos de tempo nos quais a máquina foi considerada sadia. Como estas
médias também possuem o mesmo problema numérico citado anteriormente, o uso de
logaritimos também se faz necessário. Portanto, o que a metodologia estudada neste
trabalho está fazendo é, fundamentalmente, avaliar a relação entre as flutuações das
grandezas em relação ao comportamento considerado sadio da máquina em estudo. Assim,
a matriz de covariância passa a ser construída por:
( ) ( )( ) ( ) ( )( )[ ]TxxE ** loglogloglog µµ −−=Σ (4.1)
Onde *µ é a média das medições em um período em que a máquina esteja sadia.
As flutuações representam, então, desvios em relação a esta condição. O que se
espera inferir é que, se a correlação dos desvios se modifica, é porque a condição original
da máquina foi alterada.
4.2 Pré e Pós Tratamento dos Dados
Pré-Tratamento dos Dados. Como os dados são coletados automaticamente pelo
sistema que atualiza o banco de dados, as leituras realizadas pelos sensores são registradas
mesmo em situações em que as máquinas estão fora de operação. Entretanto, tais valores,
não possuem informação relevante, e por isso, podem mascarar destorcer os resultados

45
finais. Desta forma, é necessário excluir todas as medições realizadas quando a máquina
não está em operação.
Outro pré-tratamento necessário está ligado à matriz de dados, que na sua
montagem, pressupõe que as medições nela incluídas sejam sincronizadas. Entretanto, as
informações contidas no banco de dados não possuem necessariamente esta característica.
Desta forma, para força a sincronização, é necessário interpolar os dados, sendo este o pré-
tratamento em questão. A interpolação utilizada neste trabalho foi linear.
Pós-Tratamento dos Dados. Um dos produtos mais importantes para realização do
diagnóstico pretendido é o conjunto de autovetores calculados a partir da matriz de
covariância citada. Entretanto, vale destacar que a única restrição imposta pelo cálculo é
que os módulos destes autovetores sejam iguais a 1. Desta forma, nada impede que a
orientação de um mesmo autovetor se modifique ao longo dos pacotes de dados, sem,
contudo, trazer qualquer informação apreciável para o diagnóstico que se pretende realizar.
Apesar disso, tal inversão pode dificultar a interpretação dos resultados.
Embora este problema não seja capital para a análise, para contornar a questão,
optou-se forçar a manutenção da orientação dos autovetores ao longo tempo. Isto é feito
através da multiplicação do autovetor e da função temporal pelo sinal da média desta
função, e a explicação de porque realizar esta ação é a seguinte: como o produto do
autovetor pela função reconstitui os dados, quando a convergência numérica inverte a
orientação do autovetor, inverte também o sinal da função temporal. Com a multiplicação
citada, o sinal da média da função temporal passa a ser sempre positivo ao longo do tempo
de monitoração, forçando, por conseqüência, a coerência dos sinais dos autovetores no
tempo.
4.3 Aplicação da Metodologia nos Dados Relativos à Bomba de Injeção
Os dados coletados pelos sensores indicados na tabela 3 foram dispostos em uma
matriz de dados M conforme mostrado em (4.2):
(4.2)

46
Como pode ser visto, as pressões de descarga e sucção foram substituídas pela sua
diferença, ∆P, isto porque, desta forma, utiliza-se o vetor de dados mais representativo e
direto da condição de operação da máquina.
As linhas de M são compostas pelos valores coletados pelos sensores, sendo estes
espaçados, em sua grande maioria, de 5 em 5 minutos. Com o intuito de identificar o início
do defeito e observar a resposta do método após o retorno da bomba da manutenção, foram
levantados 39.948 dados de cada um dos 9 vetores (cerca de 6 meses de operação) , sendo
estes divididos em 2 conjuntos; o primeiro de 35.937 dados (antes da falha até o momento
em que a máquina foi retirada de operação – da ordem de 5 meses) e o segundo (após
retorno da manutenção – da ordem de 1 mês), com 4.011 dados. Cabe destacar que este
número de dados já é resultante dos pré-tratamentos de dados citados neste Capítulo, sendo
estes, portanto, os dados cuja K-L, modificada como exposto em 4.2, foi empregada.
Como a idéia do trabalho é acompanhar a evolução dos auto-vetores resultantes da
matriz de covariância, de forma a identificar suas variações e associá-las a defeitos, a
matriz M foi dividida em 110 matrizes com menor número de linhas e as mesmas colunas,
de forma que a K-L fosse aplicada em cada uma delas. São 100 pacotes para dados antes
da detecção da falha e 10 para retorno de manutenção. Cada um destes 110 pacotes de
dados foi montado com cerca de 360 dados temporais de cada uma das nove variáveis que
compõe as colunas da matriz original M.
4.4 Aplicação da Metodologia nos Dados Relativos à Bomba de Exportação
A aplicação do método nos dados da bomba de exportação foi muito similar à
forma utilizada na bomba de injeção. As diferenças básicas são o número de dados, o
número de pacotes e a própria estrutura da matriz M, em função da diferença de sensores
existentes. A matriz M, montada para a bomba de exportação é mostrada em (4.3).
(4.3)
O número total de dados por sensor foi 53.539, sendo 48.950 antes da detecção da
falha pela equipe de operação e 4.589 após o retorno da máquina. Estes dados
correspondem a cerca de 6 meses de operação até a detecção do problema, e cerca de 1

47
mês após o retorno, respectivamente. Da mesma forma, a matriz M foi dividida em 110
matrizes com menor número de linhas e as mesmas colunas, de forma que a K-L fosse
aplicada em cada uma delas. São 100 pacotes para dados antes da detecção da falha e 10
para retorno de manutenção. Cada um destes 110 pacotes de dados foi montado com cerca
de 480 dados temporais de cada uma das dez variáveis que compõe as colunas da matriz
original M. A tabela 5 mostra um comparativo entre as principais características de
aplicação do método para as duas bombas em estudo.
Neste ponto, vale destacar que o intervalo utilizado de espaçamento entre os dados
(de 5 minutos), para ambas as análises, foi resultado de uma análise de sensibilidade do
método para tal. De forma geral, quanto menor for este espaçamento, mais preciso tende a
ser o resultado final, porém, para ambos os casos, os resultados foram similares a partir de
intervalos superiores ao utilizado. Assim, pode-se considerar que a amostragem utilizada
foi suficiente para garantir que importantes informações para o diagnóstico não foram
deixadas de lado.
O número de dados por pacote também foi avaliado no contexto de ambos os casos
estudados. Neste caso, um número muito grande de dados por pacote pode omitir
ocorrências relevantes, uma vez que tais informações seriam diluídas entre as demais. Por
outro lado, um número muito pequeno de dados leva a resultados pouco representativos.
Desta forma, também foi necessária a realização de uma análise de sensibilidade para
definição desta questão. Além disso, foi considerado, também, o número de dados
descritos por TUMER et al. (1999), que para suas análises utilizou 256 dados.
Tabela 5: Comparativo entre as principais características de aplicação do método para as duas bombas em estudo.
Característica Bomba de Injeção Bomba de Exportação
Período de Análise 6 meses 7 meses
Número de colunas da Matriz M 9 10
Número Total de Dados Temporais 39.948 53.539
Número de Dados Temporais Antes da Detecção da Falha 35.937 48.950
Número de Dados da Máquina considerada Sadia 1.000 1.000
Número de Dados Temporais Após Retorno de Manutenção
4.011 4.589
Número de Pacotes de Dados Total 110 110
Número de Pacotes Antes da Detecção da Falha 100 100
Número de Pacotes Após Retorno de Manutenção 10 10
Obs: Os números de dados citados acima são por coluna da matriz M

48
CAPÍTULO 5: RESULTADOS E DISCUSSÕES
O método K-L, basicamente, consiste de uma transformação ortogonal para a base
formada pelos autovetores da matriz de covariância dos dados originais. Os dados, então,
são projetados na base formada pelos autovetores correspondentes aos autovalores, que
indicam a quantidade de informação que cada direção desta nova base contém. Após tal
projeção, os dados originais são então divididos em duas funções distintas, sendo uma
temporal e outra espacial, que, quando multiplicadas, reconstroem os dados originais.
A utilização desta metodologia para diagnóstico de máquinas preconiza utilizar as
funções espaciais e temporais como assinaturas das máquinas em estudo, e a modificação
destas funções ao longo do tempo tende a indicar uma modificação no comportamento do
equipamento. Uma das grandes vantagens que o método apresenta é que, pela sua própria
apresentação de resultados, não é necessário que todos os pares autovetores – funções
temporais sejam estudadas para tal, porque os autovalores indicam a quantidade de
informações que o produto dos seus respectivos autovetores com as funções temporais
carregam do todo.
Como os autovetores são ortogonais entre si, as informações por eles carregadas
são independentes das demais. Desta forma, pode-se estabelecer o conceito de modos, que
por estar relacionado à operação de máquinas rotativas, cabe ser referenciado como Modos
de Operação. Neste trabalho, o par que possuir o maior autovalor associado será
identificado como 1º Modo de Operação, e assim por diante.
Os resultados serão, ao longo deste trabalho, apresentados em 3 gráficos: o
primeiro mostrará a evolução temporal da quantidade de informações que o modo em
análise contém das informações totais dos pacotes. O segundo mostrará a evolução
temporal (ao longo dos 110 pacotes de dados citados no Capitulo IV) das coordenadas dos
autovetores do modo escolhido para análise, via um mapa de cores. Por fim, o terceiro
indicará a evolução no tempo da função temporal associada ao modo.
5.1 Resultados Obtidos para a Bomba de Injeção
A bomba de injeção em estudo falhou, como informado no Capítulo III, por quebra
de seus difusores. Entretanto, a máquina não sofreu falha catastrófica, ou seja, não saiu de
operação por não funcionar mais. O motivo pelo qual ela foi colocada fora de operação foi

49
a identificação, por parte da equipe de primeiro escalão da manutenção da planta, da
presença de limalha de metal patente nos filtros do sistema de lubrificação e, após
pesquisa, no tanque de óleo do pacote. A verificação da falha dos componentes internos foi
feita somente quando a bomba foi desmontada.
Após o tratamento dos dados como apresentado no Capítulo IV, o método K-L foi
aplicado, primeiramente, nos pacotes de dados anteriores a retirada de operação da bomba.
A figura 37 mostra a evolução temporal da quantidade de informações contida no 1º Modo
de Operação da Bomba.
Figura 37: Evolução temporal do Percentual de Informações contida no 1o Modo de Operação da
bomba de injeção.
Sobre este resultado, dois aspectos observados são muito relevantes. O primeiro é
que o percentual de informações contidas no 1º Modo de operação é bastante elevado,
sendo o menor próximo a 60% do total. Esta constatação é importante porque indica que a
análise deste Modo é mais importante que as dos demais. O segundo aspecto observado é a
modificação temporal do percentual de informações do 1º Modo. Observe que, a partir do
pacote 20, a quantidade de informações deste Modo cresce muito, indicando uma clara
mudança de comportamento das variáveis medidas pelos sensores. A partir deste pacote,
também, é possível inferir que analisar outros Modos de Operação não se justifica mais,

50
pois a evolução temporal das coordenadas dos autovetores não indicará nenhum fato
relevante, mas apenas erros de sensores e desvios do gênero. A figura 38 apresenta a
evolução temporal do percentual de informações contido no 2º Modo de Operação e a
figura 39 a indica para o 3º Modo de Operação. Repare que tais resultados confirmam as
observações feitas anteriormente para o 1º Modo.
Figura 38: Evolução temporal do Percentual de Informações contida no 1o Modo de Operação da
bomba de injeção

51
Figura 39: Evolução temporal do Percentual de Informações contida no 1o Modo de Operação da
bomba de injeção.
A evolução temporal das coordenadas do autovetor do 1º Modo de Operação é
apresentada na figura 40. O eixo vertical do gráfico mostra, em escala de cores, os valores
das coordenadas do autovetor do 1º Modo, enquanto o eixo horizontal representa o tempo,
através dos 100 pacotes pelos quais os dados temporais foram divididos. É importante
destacar neste momento que, cada coordenada deste vetor, devido à própria forma de
cálculo do Método K-L, está diretamente relacionada à cada coluna da Matriz M de dados,
e a indicação da posição de cada sensor está incluída na figura 40, para facilitar a sua
interpretação. Desta forma, o que se mostra é, fundamentalmente, a evolução temporal das
correlações das flutuações dos sensores escolhidos para o estudo.

52
Figura 40: Evolução temporal do 1o Modo de Operação da bomba de injeção
A figura 40 mostra claramente que o 1º Modo de Operação se modificou ao longo
do tempo. Até o pacote 20, houve diversas modificações do relacionamento entre as
variáveis, dentre as quais vale destacar um aumento da correlação entre os deslocamentos
radiais, o que pode estar ligado a uma ocorrência operacional não registrada. Em seguida,
as variáveis operacionais (diferencial de pressão e corrente elétrica do motor) apresentaram
correlação forte, o que é esperado, e sugere que o aumento da correlação das flutuações
dos deslocamentos nos mancais radiais não estavam associadas ao início do defeito.
Entretanto, após este pacote, a coordenada ligada às medições do sensor de deslocamento
radial no mancal do lado não acoplado se destacou das demais, indicando que as suas
flutuações passaram a se correlacionar fracamente com as outras, com excessão das
relativas às medições do sensor de deslocamento axial. Entretanto, a partir do pacote 50, as
flutuações das variáveis medidas pelos sensores de deslocamento radial se tornaram
bastante correlacionadas, e a partir do pacote 80, as flutuações do deslocamento do lado
acoplado se destacaram das demais. Este resultado, portanto, sugere que os difusores
tenham começado a falhar a partir do modo 20. As figuras 41 e 42 mostram,
respectivamente, a evolução temporal dos 2º e 3º Modos.

53
Figura 41: Evolução temporal do 2o Modo de Operação da bomba de injeção
Conforme já havia sido previsto pelas evoluções temporais da quantidade de
informações que cada modo contém, a figura 41 mostra que não há um padrão bem
definido para as correlações das flutuações das medições dos sensores da bomba de
injeção. Esta observação pode ser estendida para a evolução temporal do 3º Modo, e a
justificativa também é a mesma, ou seja, pouca quantidade de informação contida no
Modo.

54
Figura 42: Evolução temporal do 3o Modo de Operação da bomba de injeção
A evolução da função temporal do 1º Modo está apresentada na figura 43. Nesta, é
possível observar que há uma clara tendência de evolução (aumento). Os picos mostrados
coincidem, em grande parte, com modificações na evolução temporal destas funções, o que
sugere que estejam ligados a eventos que possivelmente deram origem às quebras dos
difusores, sobretudo a partir da metade dos dados.

55
Figura 43: Evolução da função temporal do 1º Modo. A linha vermelha indica a tendência de
evuloção (aumento). A figura 44 mostra a relação das evoluções no tempo do autovetor do 1º Modo de
Operação e de sua respectiva função temporal, onde são destacados que os picos
observados na figura 43 estão relacionados a modificações nos autovetores. Em parte
deles, a principal coordenada afetada é o deslocamento axial, embora o primeiro pico
esteja relacionado à corrente elétrica (elevada), provavelmente oriunda de algum
acontecimento operacional também não registrado. Apesar disso, vale destacar que, a partir
deste momento, o comportamento da máquina já apresentou modificações, que se
intensificaram com os demais eventos de picos destacados.

56
Figura 44: Relação das evoluções no tempo do autovetor do 1º Modo de Operação e de sua respectiva
função temporal, com destaque para o efeito dos picos da função temporal no autovetor.
A observação desta comparação indica que a quebra dos difusores deixa uma
tendência clara, tanto nas correlações das flutuações dos sensores quanto nas funções
temporais. Também é possível observar que os picos próximos ao pacote 20 sugerem que
os eventos de quebras dos difusores tenham se iniciado neste momento. Entretanto, os
picos anteriores, e alguns posteriores, indicaram ocorrências relevantes com a máquina,
que infelizmente não foram registradas pelas equipes de operação, provavelmente por não
terem notado sinais relevantes (tradicionais, como vibração elevada, por exemplo) no
equipamento. Embora seja um tanto frustante para este trabalho não poder inferir o que
houve com a máquina nestes momentos, estes resultados reforçam que a aplicação desta
metodologia para diagnóstico de máquinas tem potencial para ser viável em um futuro
próximo.
Para completar o estudo, o método K-L, tal qual descrito neste trabalho, foi
aplicado aos dados correspondentes ao retorno da máquina à operação. A figura 45 mostra
a evolução temporal da quantidade de informação contida no 1º Modo de Operação. Para
facilitar a comparação, as informações referentes ao equipamento antes da falha foram
mantidas.

57
Figura 45: Percentual de informação contida no 1o Modo de Operação dos dados referentes ao retorno da máquina após manutenção. Os resultados anteriores foram mantidos para facilitar a comparação.
Observa-se que após o retorno da manutenção, o percentual de informações contido
no 1º Modo retornou aos valores iniciais, indicando que é uma característica desta máquina
que tal modo possua cerca de 60 a 70% da informação, sendo este dado, portanto, relevante
na realização da constatação precoce da falha. A figura 46 mostra a evolução temporal das
coordenadas do autovetor do 1º Modo de Operação. Da mesma forma, observa-se neste
resultado o retorno da tendência anterior (antes da falha), ou seja, de não haver ao certo um
padrão claro e definido de correlação entre as flutuações das medições dos sensores.
Entretanto, algumas relações podem ser observadas. As temperaturas dos mancais possuem
flutuações correlacionadas, o que sugere que a sua variação de temperatura esteja ligada ao
sistema de lubrificação. Como estas aparecem pouco correlacionadas com as flutuações de
pressão do anel de lubrificação, é provável que estas variações também estejam ligadas à
vazão e/ou temperatura da água industrial de resfriamento, para as quais não temos
sensores.
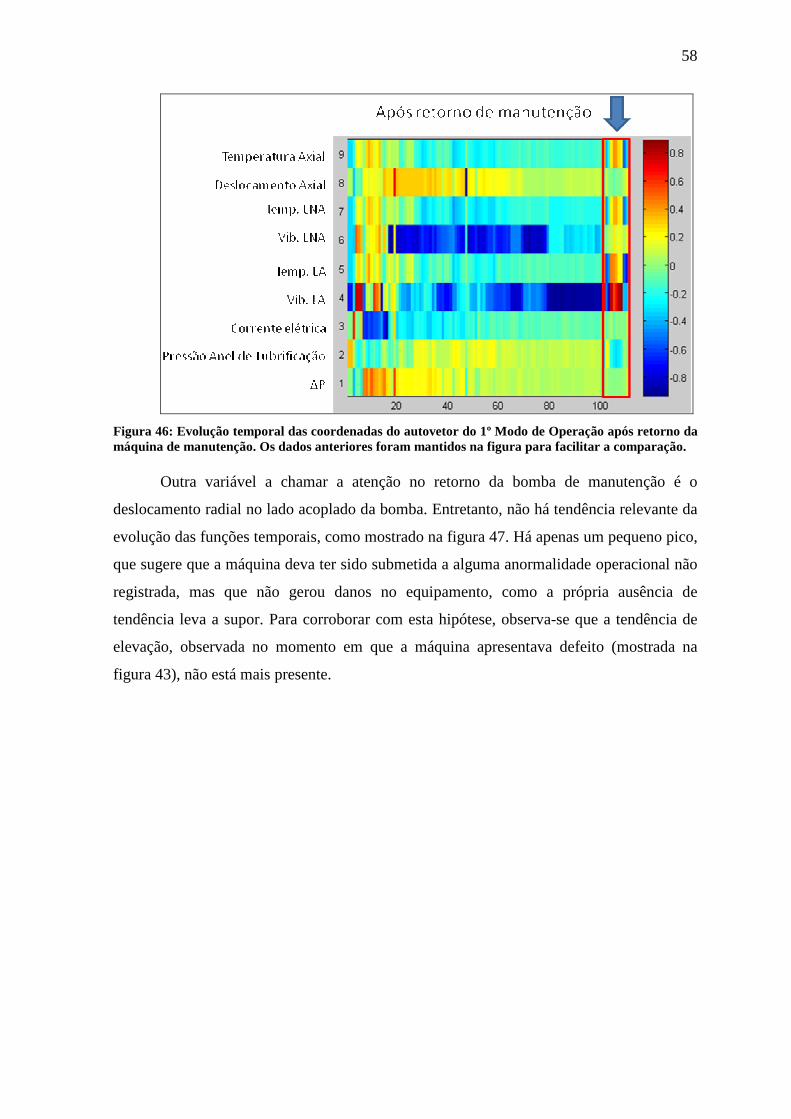
58
Figura 46: Evolução temporal das coordenadas do autovetor do 1º Modo de Operação após retorno da máquina de manutenção. Os dados anteriores foram mantidos na figura para facilitar a comparação.
Outra variável a chamar a atenção no retorno da bomba de manutenção é o
deslocamento radial no lado acoplado da bomba. Entretanto, não há tendência relevante da
evolução das funções temporais, como mostrado na figura 47. Há apenas um pequeno pico,
que sugere que a máquina deva ter sido submetida a alguma anormalidade operacional não
registrada, mas que não gerou danos no equipamento, como a própria ausência de
tendência leva a supor. Para corroborar com esta hipótese, observa-se que a tendência de
elevação, observada no momento em que a máquina apresentava defeito (mostrada na
figura 43), não está mais presente.

59
Figura 47: Evolução das funções temporais, onde está destacado o período referente ao retorno de manutenção da máquina. A seta destaca o pequeno pico, provavel indicação da ocorrência operacional que destacou as flutuações de deslocamento radial do mancal LA.
5.2 Resultados Obtidos para a Bomba de Exportação
A bomba de exportação em estudo falhou, como informado no Capítulo III, por
recirculação interna. Entretanto, da mesma forma que a bomba de injeção, a máquina não
sofreu falha catastrófica, ou seja, não saiu de operação por não funcionar mais. O motivo
pelo qual ela foi colocada fora de operação foi a identificação do problema, por parte da
equipe de operação da planta. A verificação dos componentes em falha foi feita somente
quando a bomba foi desmontada, tal qual ocorrido com a bomba de injeção.
Após o tratamento dos dados como apresentado no Capítulo IV, o método K-L foi
aplicado, primeiramente, nos pacotes de dados anteriores à retirada de operação da bomba.
A figura 48 mostra a evolução temporal da quantidade de informações contida no 1º Modo
de Operação da Bomba.

60
Figura 48: Evolução temporal da quantidade de informações contida no 1º Modo de Operação da
Bomba de Exportação.
A figura 48 mostra três comportamentos diferentes para a quantidade de
informações contida no 1º Modo de Operação da Bomba de Exportação. O primeiro ocorre
até o pacote 20, e indica a tendência de manutenção dos valores entre 60 e 80%. O segundo
indica uma elevação deste patamar para 80 a 100%, e, a partir do pacote 80, observa-se
tendência de redução, mas de forma muito oscilatória. Com isso, é razoável supor que a
máquina apresentou, portanto, três comportamentos diferentes, provavelmente indicando
estágios diferentes da mesma falha, ou até mesmo mais de uma falha. Além disso, ficou
patente que, em função do alto percentual de informação contido no 1º Modo de Operação,
não há necessidade de análise dos demais.
A figura 49 mostra a evolução temporal das coordenadas do autovetor do 1º Modo
de Operação. Os três comportamentos encontrados na evolução temporal da quantidade de
informações também são observáveis. No primeiro, há forte correlação entre as variáveis
operacionais. No segundo, a citada correlação também é observada, mas com magnitudes
menores em função do aumento da participação da influência da temperatura do mancal
axial, que ocorre a partir do 40º pacote. No terceiro, a temperatura do mancal axial se

61
destaca de forma muito acentuada das demais variáveis, indicando que a sua flutuação, em
relação à sua assinatura, tornou-se de magnitude elevada, e não correlata com as demais.
Figura 49: Evolução temporal das coordenadas do autovetor do primeiro Modo de Operação da
Bomba de Exportação.
A figura 50 mostra a evolução das funções temporais do 1º Modo de Operação.
Neste caso, a análise é mais complexa, influência direta da condição operacional da Bomba
de Exportação. A explicação é a seguinte: a função temporal tende a acompanhar as
flutuações da coordenada dominante do autovetor. Para a grande maioria dos pacotes de
dados da Bomba de Exportação, as coordenadas dominantes são as relacionadas com as
variáveis operacionais (como vazão, diferencial de pressões, etc.), que oscilam muito
devido à função da bomba. Com isso, alguns comportamentos podem se tornar menos
visívies.

62
Figura 50: Evolução das funções temporais do 1º Modo de Operação. Neste caso, destaca-se a natureza
oscilatória da função.
Apesar disso, há observações relevantes neste resultado. A evolução das funções
temporais mostra a tendência de elevação até cerca da metade dos pacotes, um aumento da
oscilação na região compreendida entre os pacotes 50 e 80, e uma acentuada elevação nos
últimos pacotes, coincidente com a dominância da flutuação do deslocamento axial,
observada na evolução temporal das coordenadas do autovetor. Isto indica que o
comportamento do Modo de Operação se modificou.
Este resultado, quando confrontado com os demais, permite inferir que o método
em estudo indica como bastante provável que o defeito de recirculação tenha ocorrido nos
últimos pacotes, coincidindo com o momento em que a equipe de operação notou a
anomalia.
Fisicamente, faz sentido supor que o aumento não correlacionado das flutuações do
deslocamento axial do conjunto esteja ligado ao defeito de recirculação. Isto porque tal
ocorrência leva a bomba a perder seu equilíbrio axial, que, segundo o fabricante, está
diretamente ligado à vazão recirculante.

63
Entretanto, a comparação dos resultados ds figuras 48, 49 e 50 não gera indícios
claros de que os primeiros comportamentos estejam ligados a defeitos. O próprio
comportamento operacional da bomba poderia propiciar tais comportamentos, já que a
correlação entre as flutuações das variáveis operacionais esteve sempre presente. Apesar
disso, vale lembrar que a mudança do comportamento da componente ligada à temperatura
do mancal axial, a partir do pacote 40, não permite descartar a hipótese do início do defeito
ter ocorrido antes.
Da mesma forma que para a análise da ocorrência na Bomba de Injeção, o método
K-L, tal qual descrito neste trabalho, foi aplicado aos dados correspondentes ao retorno da
máquina à operação. A figura 51 mostra a evolução temporal da quantidade de informação
contida no 1º Modo de Operação. As figuras 52 e 53 apresentam, respectivamente, a
evolução temporal das coordenadas do autovetor e as funções temporais. Para faciliar a
comparação, as informações referentes ao equipamento antes da falha foram mantidas.
Figura 51: Percentual de informação contida no 1o Modo de Operação dos dados referentes ao retorno da máquina após manutenção. Os resultados anteriores foram mantidos para facilitar a comparação.

64
Figura 52: Evolução temporal das coordenadas do autovetor do 1º Modo de Operação após retorno da máquina de manutenção. Os dados anteriores foram mantidos na figura para facilitar a comparação.
Os resultados do retorno da bomba indicam, logo no início, que a máquina voltou
operando normalmente, com correlação entre as variáveis operacionais dentro do esperado,
e destaque para a influência do diferencial de pressão. Entretanto, como observado na
figura 51, por volta do 5º pacote após retorno (105º no gráfico), há uma perda relativa de
informações contidas no 1º Modo de Operação. Esta perda é representada na evolução
temporal das coordenadas do autovetor pelo destaque que a coordenada do autovetor
referente ao deslocamento radial do mancal lado acoplado apresentou. A evolução das
funções temporais também indica claramente uma tendência de ascenção, ligada
certamente ao aumento da magnitude das flutuações do deslocamento radial.
Estes resultados fazem supor que esta máquina apresentará uma nova falha.
Entretanto, como a bomba retornou recentemente a operação, e os dados utilizados neste
trabalho foram os últimos disponíveis no banco de dados, não há como comprovar, ainda, a
hipótese criada. Vale destacar, também, que até a presente data, não há informações
oficiais de que esta máquina tenha sido retirada de operação.

65
Figura 53: Evolução das funções temporais, onde está destacado o período referente ao retorno de
manutenção da máquina. A seta destaca um grande pico, provavel indicação de início de novo defeito, ligado ao mancal radial lado acoplado.

66
CAPÍTULO 6: CONCLUSÕES
O presente trabalho se propôs a estudar a aplicação do método de decomposição
ortogonal de Kahrunen – Loéve para diagnóstico de falhas em bombas centrífugas de
grande porte. Para tal, foram utilizados dados relativos a duas bombas comumente
utilizadas em plataformas de petróleo offshore, cujo histórico de manutenção estava bem
documentado. As bombas escolhidas foram de injeção de água do mar e de exportação de
petróleo, ambas de funcionamento contínuo. As falhas apresentadas por estas máquinas
foram quebra de difusores e recirculação interna, respectivamente.
Não foi encontrado na literatura nenhum estudo anterior que tivesse objetivo de
identificar e diagnosticar falhas em máquinas de fluxo de grande porte utilizando tal
metodologia. Conforme relatado no Capítulo 2, a utilização do método K-L para
monitoração e diagnóstico foi introduzida por TUMER et al. (1999), mas neste trabalho, a
técnica foi utilizada para decompor sinais de máquinas de usinagem (fresas). Já
FELDMANN et al. (2000) também utilizaram a técnica para predizer defeitos, mas em
ferrovias. Desta forma, as conclusões aqui apresentadas não possuem resultados similares
para comparação na literatura.
A aplicação do método K-L aos dados de campo necessitou de modificações em
relação à sua forma original. Além de um tratamento que nivelasse as magnitdes das
grandezas medidas pelos sensores de campo, foi necessário modificar a referência sobre a
qual as flutuações dos dados foram calculadas. Para que houvesse sentido físico, tal
referência foi a média da grandeza, em condições de máquina saudável.
Os resultados obtidos mostraram que os dois objetivos deste trabalho puderam ser
atingidos. A aplicação do método foi estudada e foram definidas modificações que
permitiram a sua aplicação. Com isso, houve sucesso na indicação da mudança de
comportamento das máquinas estudadas, quando da ocorrência do defeito. Desta forma, há
indícios suficientes de que a método K-L, modificado como apresentado no Capítulo 4, é
aplicável para a determinação de padrões de operação de bombas centrífugas e
identificação de defeitos.
Foi constatado, também, o caráter complementar apresentado pelos três resultados –
percentual de informações, autovetor e função temporal – na realização da identificação da
ocorrência de um defeito. Com base nas análises realizadas, é possível inferir que o

67
diagnóstico de um defeito só venha a ser possível com a avaliação desses três resultdos em
conjunto.
Comparando os resultados da aplicação do método nas duas bombas estudadas,
observa-se que a indicação da ocorrência do início do defeito na bomba de injeção foi mais
clara. Acredita-se que esta diferença de resposta entre os dois casos esteja ligada aos
sistemas nos quais operam. Quanto mais estável for o processo, melhores resultados a
metodologia trará.
As principais vantagens da metodologia foram confirmadas. Como esperado, a
técnica possui baixo custo de implantação, já que não necessita de sistemas especialistas, e
o ferramental de cálculo é simples, podendo ser implementado em softwares comerciais.
No caso offshore, onde já está implantado o sistema de coleta automatizada dos dados, sua
utilização é ainda mais competitiva. Para corroborar esta afirmação, vale destacar que, para
este trabalho, não foi necessário realizar nenhum embarque.
A principal desvantagem do método, quando comparado com metodologias
tradicionais do ramo, como análise de espectros de vibração, é a menor precisão de sua
resposta. Isto porque o próprio pré-tratamento, os sensores utilizados e suas medições
introduzem descontinuidades nos dados. Geralmente, quando se coleta dados de vibração
da máquina por equipe especializada, o mantenedor está junto ao equipamento e registra
outras informações, como temperatura ambiente, ruído, etc. Para o método, vale destacar
que, como a captura de tais dados não é acompanhada do citado histórico testemunhado da
operação da máquina, algumas informações adicionais, que facilitariam o diagnóstico, são
suprimidas.
Por fim, destaca-se que os resultados apresentados neste trabalho indicaram que
essa técnica é viável. Entretanto, a maturidade necessária para suportar uma sistemática de
manutenção preditiva ainda não foi atingida. Para tal, são necessárias algumas frentes de
desenvolvimento, tais como: definição do que é máquina sadia e levantamento dos dados a
serem utilizados como referências na metodologia; número e intervalo de dados que os
pacotes devem possuir; modelos de interpolação e criação de um banco de dados que
contenha as características que o método apresenta para as falhas mais comuns.

68
REFERÊNCIAS BIBLIOGRÁFICAS
AFFONSO, L. O. A., 2002, Equipamentos Mecânicos, QualityMark Editora, Rio de
Janeiro.
AZEEZ, M. F. A. & VAKAKIS, A. F., 1998, “Proper Orthogonal Decomposition
(POD) of a Class of Vibroimpact Oscillations” , Journal of Sound and Vibration, 240, pp.
859 - 889.
BERKOOZ, G., HOLMES, P., AND LUMLEY, J. L., 1993, “The proper orthogonal
decomposition in the analysis of turbulent flows”, Annual Review of Fluid Mechanics 25,
pp. 539–575.
BAYLY, P. V., JOHNSON, E. E., WOLF, P. D., SMITH, W. M., AND IDEKER, R.
E., 1995, “Predicting patterns of epicardial potentials during ventricular fibrillation”,
IEEE Transactions on Biomedical Engineering 42, pp. 898–907.
BENTLY, D. E., HATCH, C. T., 2002, Fundamentals of Rotating Machinery
Diagnostics, Bently Pressurized Bearing Press, Canada.
CIZMAS, P. G., PALACIUS, A., O’BRIEN, T., SYAMLAL, M., 2003, “Proper-
Orthogonal Decomposition of Spatio - Temporal Patterns in Fluidized Beds”, Chemical
Engeneering Science, 58, pp. 4417-4427.
CUSUMANO, J. P. AND BAI, B. Y., 1993, “Period-infinity periodic motions, chaos
and spatial coherence in a 10-degree-of-freedom impact oscillator”, Chaos, Solitons and
Fractals 3, pp. 515–535.
DE FALCO, R. & MATOS, E. E., 1998, Bombas Industriais, Editora Interciência, Rio
de Janeiro.

69
FELDMANN, U., KREUZER, E., AND PINTO, F., 2000, “Dynamic diagnosis of
railway tracks by means of the Karhunen–Lo`eve transformation”, Nonlinear Dynamics
22, pp. 183–193.
FITZSIMONS, P. M. AND RUI, C., 1993, “Determining low dimensional models of
distributed systems”, in Advances in Robust and Nonlinear Control Systems, ASME DSC
pp. 53.
FOX, R.W. & MCDONALD, A.T., “Introdução a Mecânica dos Fluidos”, 5ª Ed., LTC
Editora, 1998
GRAHAM, M. D. AND KEVREKEDIS, I. G., 1996, “Alternative approaches to the
Karhunen–Loeve decomposition for model reduction and data analysis”, Computers and
Chemical Engineering 20, pp. 495–506.
GULICH, J., 2008, Centrifugal Pumps, Springer, Nova Iorque.
HOLMES, P., LUMLEY, J. L., & BERKOOZ, G., 1996, “Turbulence, coherent
structures, dynamical systems and symmetry”, Cambridge: Cambridge University Press.
KERSCHEN, G., GOLINVAL, J. C., VAKAKIS, A. F., BERGMAN, L. A., 2004,
“The Method of Proper Orthogonal Decomposition for Dynamical Characterization and
Order Reduction of Mechanical Systems: An Overview”, Nonlinear Dymanics, 41, pp.
147-169.
KREUZER, E. AND KUST, O., 1996, “Analysis of long torsional strings by proper
orthogonal decomposition”, Archive of Applied Mechanics 67, pp. 68–80.
LEEN, T. K., RUDNICK, M., AND HAMMERSTROM, R., 1990, “Hebbian feature
discovery improves classifier efficiency”, in Proceedings of the IJCNN, IEEE, Piscataway,
NJ, pp. 51–56.
PETROBRAS, Rio de Janeiro, 2009. Disponível em
<http://www.petrobras.com.br/pt/quem-somos/nossa-historia/>. Acesso em 15/10/2009.

70
RAPTOPOULOS, L. S. C., DUTRA, M. S., PINTO, F. A N. C., FILHO, A. C. P.,
2006, “Alternative Approach to Modal Gait Analysis Throught the Karhunen - Loève
Decomposition: An Application in the Saggital Plane” , Journal of Biomechanics, 39, pp.
2898-2906.
STEPANOFF, A. J., 1957, “Centrifugal and Axial Flow Pumps”, John Wiley & Sons,
Nova Iorque.
THORNTON, M. A., 2005, “The Karhunen - Loéve Transform of Discrete MVL
Functions”, Proceedings of the 35th International Symposium on Multiple-Valued Logic.
SULZER, 2004, Manual de Bombas GSG, Editora Sulzer, São Paulo.
TUMER, L. Y., WOOD, K.L., BUSCH-VISHNIAC, I.J., 1999, “Monitoring Of
Signals From Manufacturing Processes Using The Karhunen -Loeeve Transform”,
Mechanical Systems and Signal Processing, 14(6), pp. 1011-1026
TUMER, I. Y., THOMPSON, D. C., WOOD, K.L., CRAWFORD, R.H., 1998,
“Characterization of surface fault patterns with application to a layered manufacturing
process”, Journal ofManufacturing Systems 17, pp. 23-36.
TUMER, I. Y., WOOD, K.L., BUSCH-VISHNIAC, I.J., 1997, “Improving
manufacturing precision using the Karhunen-Loe`ve transform”, ASME Design for
Manufacturing Conference, Vol. DETC97-DFM4347 (cdrom), September.
VANCE, J. M., 1988, Rotordynamics of Turbomachinery, John Wiley & Sons, Nova
Iorque.
WAX, M. AND KAILATH, T., 1985, “Detection of signals by information theoretic
criteria”, IEEE Transactions on Acoustics, Speech and Signal Processing 33, pp. 387–392.