garantir o o lucro e distribuí-las de forma a ser ção industrial partindo do...
TRANSCRIPT
PPCP Nível 1
Dutra Consultoria – 47 3275-1806 – 9169-4505 [email protected] 1
Introdução :
O P.P.C.P. (Planejamento, Programação e Controle de Produção) que em muitas empresas
está caracterizado apenas por P.C.P. {(Planejamento e Controle de Produção (sem programação) ou
Programação e Controle de Produção (sem planejamento), tem por objetivo principal garantir o
resultado da empresa, ou seja, o lucro, tendo para isto a responsabilidade de administrar todas as
informações da fábrica (cérebro) e distribuí-las de forma a ser otimizada.
Por outro lado, além de ser a espinha dorsal da empresa, o departamento também é o coração da
fábrica, pois é dele a responsabilidade de ditar o ritmo de batida da produção. Combinando estes dois
fatores, teremos condições de otimizarmos os recursos e alcançarmos um melhor resultado.
Carlos Alberto Dutra
Dutra Consultoria
Questiona-se :
# O que devo fazer no P.P.C.P.?
# O que é ser planejador ?
# O que é ser programador ?
# Quais as funções do controller ?
# Isto não é minha responsabilidade, de
quem é?
PPCP Nível 1
Dutra Consultoria – 47 3275-1806 – 9169-4505 [email protected] 2
Relembrando :
FILOSOFIA TRADICIONAL (JIC)
A filosofia tradicional (Just-in-Case), comumente adotada pelo
capital industrial dos EUA, da Europa e do Brasil, está intimamente
relacionada às estratégias de mercado caracterizadas pelo paradigma
do “fordismo”, sendo baseado, tecnicamente, a nível de fábrica, nas
idéias de tarefas e máquinas especializadas e linhas de montagem
dedicadas, e economicamente, na idéia de ganhos de escala
(“qualquer carro de qualquer cor, desde que sejam Ford e
preto”).
Principais Ferramentas:
- Lotes Econômicos
- MRP
- Otimização de Massa
FILOSOFIA JUST-IN-TIME (JIT)
De outro lado, a partir de meados da década de 70, formalizou-se uma nova
filosofia de produção e dos materiais, a qual difere radicalmente dos princípios
básicos da filosofia tradicional : a filosofia Just-in-Time (justo a tempo), que
procura atender dinâmica e instantaneamente à variada demanda do mercado,
produzindo normalmente em lotes de pequena dimensão.
Segundo ela, o sistema produtivo deve ser estruturado de forma a evitar qualquer
tipo de atividade que não adicione valor ao produto. Por exemplo, devem ser
eliminadas as movimentações desnecessárias de materiais, bem como atividades
específicas de controle (indiretas) realizadas no chão de fábrica (shop floor), tais
como : inspetores de qualidade, controladores de processo, etc.
No entanto, talvez a principal conseqüência da filosofia JIT é que os estoques,
tanto os de matéria-prima quanto os de produtos em processo e acabados, passam
a ser visualizados como perdas porque significam capital circulante, bem como um
tempo de processamento não remunerado.

PPCP Nível 1
Dutra Consultoria – 47 3275-1806 – 9169-4505 [email protected] 3
Mudanças culturais exigidas :
a) Mudanças de mentalidade da alta e média administração, buscando a
utilização da gerência por consenso;
b) Propiciar uma maior participação dos trabalhadores em geral;
c) Delegação de maiores responsabilidades (a todos os níveis);
d) Criação de um programa de motivação (Ex. CCQ, Grupos de Melhoria)
Principal Ferramenta:
KANBAN (CARTÕES)
Em cada estágio do sistema de produção a pessoa é tratada como se fosse um consumidor. A idéia é
somente produzir neste sistema quando algo é requerido pelo consumidor e não por antecipação de
uma demanda. O efeito disso, é chegar o mais próximo possível do estoque zero e eliminar estoques
reservas dentro do sistema.
O que é Kanban ?
O kanban é essencialmente um sistema de informações requerido para operacionalizar o Just-in-
Time.
HISTÓRICO :
- Nascimento : Toyota Motor Company ;
- Quando : após a 2a. Guerra Mundial .
- Quem : Taiichi Ohno.
- Base : Sistema de supermercados Americanos.
Tipos de cartões :
a) Kanban de movimentação : Este kanban informa o tipo e a quantidade da peça que um
determinado processo deve retirar do processo anterior
b) Kanban de produção : O kanban de produção autoriza o centro de trabalho a produzir um
contenedor de peças, de forma a repor o que foi retirado.
PPCP Nível 1
Dutra Consultoria – 47 3275-1806 – 9169-4505 [email protected] 4
PLANEJAMENTO DAS NECESSIDADES
DE MATERIAIS (MRP - MATERIAL REQUIRIMENTS PLANNING)
Sistema baseado em demandas futuras, que calcula as necessidades de
material e programa os suprimentos necessários para atender a demanda.
Características :
- Reconhece a estrutura de produtos
- Trabalha com o futuro
- Itens de demanda dependente
- Trabalha com comprometimento e análise dos estoques
- Necessita ter definido o que se pretende produzir
- Reconhece os pedidos de compras existentes
Quais as vantagens da utilização do sistema MRP :
1. ) Visualização rápida dos resultados e do planejamento efetuado;
2. ) O MRP leva a formalização de uma série de sistemáticas de apoio a gestão (ou, ao menos, a uma
melhor estruturação das mesmas : Lista de materiais, explosão de produtos, etc.).
3. ) Redução da burocracia em geral e agilização do processo de tomada de decisões.
4. ) Comprometimento (responsabilidades assumidas) de todas as áreas envolvidas com a definição
das bases do programa mestre de produção.
MANUFACTURING RESOURCES PLANNING ( MRP II - PLANEJAMENTO DOS RECURSOS DE PRODUÇÃO)
Trata-se de um sistema integrado de gestão da produção o qual leva em
consideração os seguintes departamentos :
Desenvolvimento de Produtos
Materiais
Produção
Compras
Marketing
1 1 3
PPCP Nível 1
Dutra Consultoria – 47 3275-1806 – 9169-4505 [email protected] 5
Vendas
Finanças
Controle da Qualidade
Manutenção Industrial
Partindo do MRP, o MRPII proporciona a integração das necessidades de Marketing, de Engenharia
de Produtos e de Finanças, com as necessidades da Produção.
O MRP II paz o Planejamento, a Supervisão e o Controle de todos os recursos da manufatura.
* Seus elementos básicos : Hardware, Software, Pessoas, Educação das Pessoas (conscientização).
Resultados esperados:
Redução de 1/3 à 1/4 nos investimentos em estoques ;
Redução das necessidades de horas extras ;
Aumento da produtividade da mão-de-obra.
ENTERPRISE RESOURCES PLANNING ( ERP - PLANEJAMENTO DOS RECURSOS DA CORPORAÇÃO)
Trata-se de um sistema integrado de gestão da organização, como um todo,
levando em consideração todos os recursos e departamentos. São os
popularmente chamados de softwares de gestão.
Ex.: SAP , BAN, Tecnoflex, Datasul, etc.
OPT ( OPTIMIZED PRODUCTION TECHNOLOGY )
A OPT é uma mistura de otimização da produção por computador, desenvolvido pelo israelense ELI
Goldratt, fundado nos conceitos de programação linear, e que pode ser usado em qualquer tipo de
ambiente fabril.
As metas da OPT consistem basicamente em produzir no sentido de “gerar dinheiro (make
money)”, procurando simultaneamente :
a) aumentar a taxa na qual o sistema gera dinheiro através das vendas (throughput);
b) reduzir os inventários (estoques);
c) reduzir as despesas operacionais.
PPCP Nível 1
Dutra Consultoria – 47 3275-1806 – 9169-4505 [email protected] 6
OS DEZ MANDAMENTOS DO DIMENSIONAMENTO DA PRODUÇÃO:
1. ) “ A taxa de utilização dos recursos produtivos não vinculados ao gargalo (bottleneck) da
produção não deve ser determinada pelos seus próprios potenciais de geração de trabalho, mas por
alguma outra restrição do sistema”.
2. ) “ Ativar um recurso não é sinônimo de utilizar eficazmente o mesmo”.
3. ) “ Uma hora perdida na operação-gargalo é uma hora de perda para o
sistema como um todo”.
4. ) “ A economia de tempo em operações diferentes da operação-gargalo é
ilusória”.
5. ) “ Os lotes de transferência podem não ser, e muitas vezes não são, iguais aos lotes em processo”.
6. ) “ O tamanho dos lotes em processo deve ser variável e não fixos”.
7. ) “ As restrições de capacidade e demais prioridades devem ser consideradas simultaneamente, e
não seqüencialmente”.
8. ) “ Os princípios de Murphy são bem conhecidos, e suas conseqüências negativas podem ser
isoladas e minimizadas “.
9. ) “ A capacidade da fábrica não deve ser balanceada”.
10.) “ a soma dos ótimos locais não é igual ao ótimo global do sistema”.
P.P.C.P.
PLANEJAMENTO, PROGRAMAÇÃO E CONTROLE DA
PRODUÇÃO
OBJETIVO PRINCIPAL : GARANTIR O RESULTADO DA EMPRESA -
“LUCRO”.
Nas organizações empresariais, a busca pela otimização acabou centralizada no PPCP.
Todas as medidas, cobranças, ou realizações a nível de fábrica, estão centralizadas neste
departamento.
PPCP Nível 1
Dutra Consultoria – 47 3275-1806 – 9169-4505 [email protected] 7
Conforme o andamento dos planejadores ou programadores de produção, pode-se visualizar
o andamento da produção e sua real produtividade. É bastante raro vermos estes programadores não
serem acusados de que o lote não foi terminado por problemas originados por eles, tais como falta de
matéria-prima, data comprometida, máquinas quebradas etc. Isto justifica-se pelo fato das outras
áreas desconhecerem a complexidade dos trabalhos exercidos por estes colaboradores.
Por outro lado, também não são reconhecidos quando a produção vai bem. Os louros da
glória são entregues aos trabalhadores e suas chefias, esquecendo-se que toda a fase de elaboração,
planejamento e programação de fábrica foi definida anteriormente, da melhor maneira possível, mas
que, devido ao grande número de variáveis que os atingem, podem não seguir conforme o planejado.
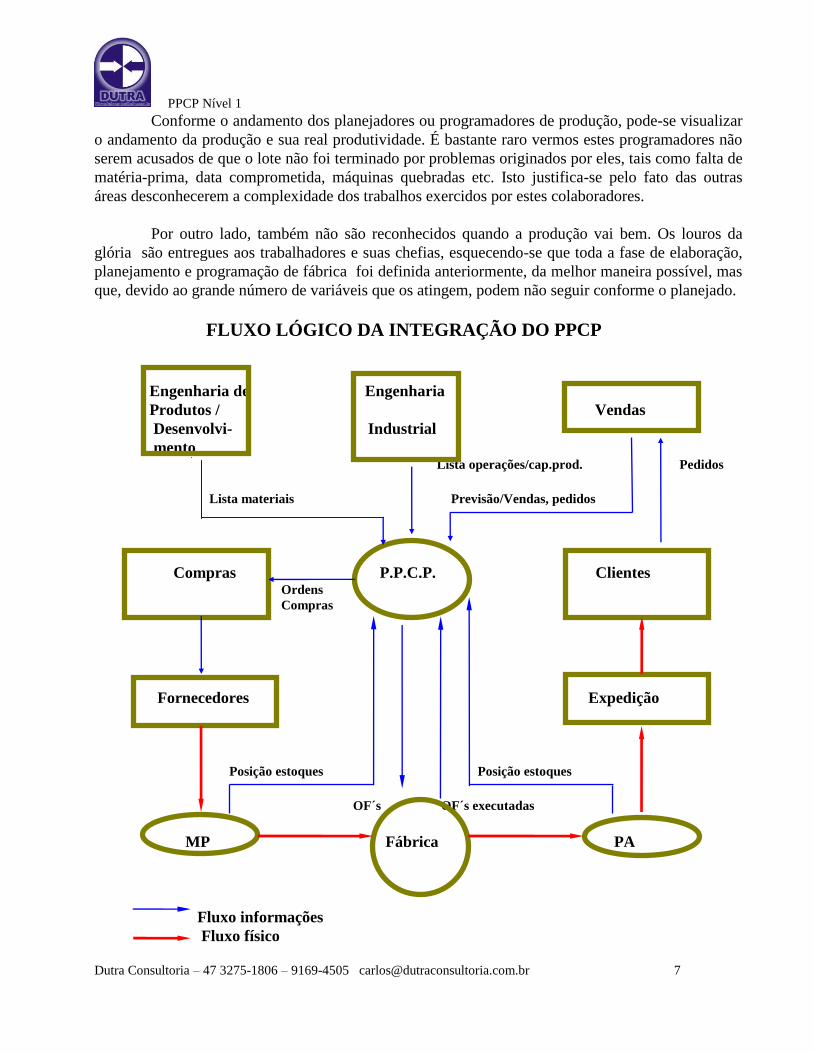
FLUXO LÓGICO DA INTEGRAÇÃO DO PPCP
Engenharia de Engenharia
Produtos / Vendas
Desenvolvi- Industrial
mento Lista operações/cap.prod. Pedidos
Lista materiais Previsão/Vendas, pedidos
Compras P.P.C.P. Clientes Ordens Compras
Fornecedores Expedição
Posição estoques Posição estoques
OF´s OF´s executadas
MP Fábrica PA
Fluxo informações
Fluxo físico

PPCP Nível 1
Dutra Consultoria – 47 3275-1806 – 9169-4505 [email protected] 8
ENGENHARIA DE PRODUTO (Vulgarmente chamada de Ficha Técnica)
A Engenharia de Produto tem papel fundamental no desenvolvimento de
qualquer sistema de implantação ou de redefinição de um departamento
de Planejamento, Programação e Controle de Produção.
Não é responsabilidade dos membros do PPCP manter as estruturas
atualizadas, pois são somente usuários da informação, bem como todos
os demais departamentos da empresa também deverão utilizar estas
informações e devolvê-las ao setor competente.
DIVISÕES ESSENCIAIS :
ESTRUTURA DE PRODUTO : Possui responsabilidade de manter todas as informações
de composição do produto, tais como fórmulas, receitas, composição de peças ,
componentes, etc. Esta etapa é premissa para poder calcular um MRP.
MTM (MÉTODOS E TEMPOS) : Sua responsabilidade consiste em
manter o banco de dados atualizados com informações tais como :
Seqüências operacionais , processos, máquinas, tempos etc. Esta etapa é
premissa para cálculo de um carga de máquinas (MRP II)
PLANEJAMENTO DE PRODUÇÃO :
Planejamento da produção é o ponto fundamental na elaboração de qualquer sistema de
gerenciamento industrial. Através deste procedimento, a empresa poderá identificar diversos
problemas que surgiriam no decorrer da produção, e antecipadamente, criar mecanismos para que seu
impacto não seja tão dramático para a empresa.
A implantação de um PPCP (Planejamento, Programação e Controle de Produção) é um processo
lento e gradual, pois as mudanças culturais necessárias muitas vezes são bruscas e traumáticas.
Podemos começar a analisar pela própria sigla do departamento, onde em muitas organizações é
denominado apenas de PCP.
Para tanto, é necessário identificarmos três fatores :
1o.) PCP - Planejamento e controle de produção, onde a função do programador é absorvida pelo dia
a dia da fábrica;
PPCP Nível 1
Dutra Consultoria – 47 3275-1806 – 9169-4505 [email protected] 9
2o.) PCP - Programação e controle de produção, onde a função do planejador é realizada de forma
automática, isto é, praticamente não existe. Neste estilo organizacional, poderíamos mudar a sigla
para “193”, pois caracteriza-se pelo seu sistema de apagar incêndios pela fábrica.
3o.) Com a descentralização do PPCP, a estrutura organizacional estaria caracterizada por dois PCP´s
independentes, porém, com responsabilidades pré-definidas. O PCP central, possui a
responsabilidade de realizar os programas mestres e o planejamento principal de fabricação, de forma
macro, transferindo para o denominado PCP setorial, as funções de programação local , definição de
utilização dos recursos e o controle de produção.
Alguns administradores referem-se ao setorial como PCP avançado, ou seja, é o braço direito do
PCP central erguido sobre a fábrica. Neste sentido, ele torna-se apenas executor dos comandos do
departamento central , sem autorização para mudar, questionar ou implementar uma programação
definida pelo departamento central.
PLANEJADOR :
O planejador é peça fundamental no jogo industrial. Cabe a ele a responsabilidade
de oferecer ao programador todas as informações necessárias para a execução da
programação. Fica difícil identificar exatamente onde termina a responsabilidade do
planejador e onde começa a do programador, pois a necessidade de sinergia
(integração) entre ambos é fundamental para o bom andamento da produção.
Como inicia o processo ?
O start do processo de planejamento e programação de fábrica, varia de empresa para empresa. A
filosofia adotada pela organização é que vai definir a metodologia a ser utilizada, pois para cada ação
adotada espera-se uma reação objetiva e producente.
Para as empresas que trabalham com estoque, com carteira de pedidos ou através da utilização dos
dois procedimentos, a forma pela qual será fornecida para o PPCP a quantidade necessária de itens a
produzir não interfere na sistemática de trabalho a ser executada pelos planejadores e programadores.
Tendo em mãos o “Planejamento de Vendas”, o planejador
deverá executar o MRP, para definir e tabular as necessidades
de materiais. Isto se dará, numa primeira instância, de forma
global, objetivando após o Programa Mestre de Produção,
executar o MRP de maneira a fornecer para o departamento de
suprimentos solicitações de compras de matérias-primas, com
datas já estabelecidas através da definição do calendário de
produção.
PPCP Nível 1
Dutra Consultoria – 47 3275-1806 – 9169-4505 [email protected] 10
Resultante deste procedimento, tabular-se-á as necessidades líquidas de fabricação, que servirão de
base para o cálculo do MRP2, ferramenta computacional que oferece a possibilidade de analisarmos
todos os recursos disponíveis na empresa, caracterizando-se principalmente o Carga de máquinas e a
Necessidade de mão de obra.
Carga de máquina : Ferramenta super necessária para o real dimensionamento do programa de
produção. Oferece condições do planejador projetar as necessidades diárias de horas de máquina , de
forma que identifique suas lotações o seus gargalos (OPT), teoria desenvolvida e aplicada por Eli
Goldratt (Autor do livro A META e da filosofia Teoria das Restrições).
Carga de mão de obra : Quando se faz o planejamento da fábrica, não analisa-se
somente as necessidades de máquinas. Faz-se necessário tabular as horas homens
disponíveis no shop-floor, isto é, identificar se teremos mão de obra suficiente
para executarmos o programa estabelecido.
Os planejadores deverão sempre :
1o.) Analisar MRP, de onde surgirão as necessidades de materiais, seja por estoques mínimos, reais
ou por um padrão imposto pela empresa.
2o.) Executar o MRP2, que lhe oferecerá informações sobre todos os recursos disponíveis da
empresa, tais como : Carga de máquinas (OPT, com identificação dos gargalos), Necessidade de mão
de obra, fluxo de caixa, índices de faturamento, etc.
3o.) Definir o programa mestre de produção, de onde toda a fábrica buscará as informações
referentes a planejamento de fábrica.
PROGRAMA MESTRE DE PRODUÇÃO
OBJETIVOS :
Definir quantidades por itens, artigos, referências, etc.;
Verificar a disponibilidade e ocupação da capacidade;
Planejar o suprimento de matéria-prima.
CARACTERÍSTICAS :
É base para a programação da fábrica e de materiais;
É aberto por itens/artigos;
É guiado pelo planejamento operacional;
É elaborado para recursos críticos e centros de trabalho
PPCP Nível 1
Dutra Consultoria – 47 3275-1806 – 9169-4505 [email protected] 11
gargalos;
PROGRAMADOR :
Os programadores possuem por função principal , oferecer condições para que
a fábrica possa executar o programa que foi definido pelo planejador. Para
tanto, ele deve manter-se atualizado e comprometido com o sistema, pois a
engrenagem de interligação entre a fábrica e o planejador é resultado de sua
competência.
Como forma de ordenar à produção a execução de alguma tarefa, o
programador deverá emitir ordens de fabricação, onde os prazos para
elaboração , as quantidades a serem produzidas e os processos a serem
executados, devam estar devidamente apontadas.
Juntamente com a ordem de fabricação, o programador encaminhará ao
departamento de estoques (almoxarifado) o documento necessário para o registro de movimentação
de materiais (Requisição de materiais), para que se faça a operacionalização de transações de
estoques. Devemos lembrar que este não é o único meio de controlarmos os estoques, mas também :
Através de Requisições : Este processo consiste em ter um documento gerado pelo PPCP que
permite requisitar do almoxarifado os insumos necessários para a execução do programa.
Através de Kanbans : Metodologia japonesa que permite através dos cartões denominado de
Kanban, a requisição do material previsto para a produção do item, bem como servirá como
ordem de fabricação. Esta ferramenta deverá, assim como qualquer outra filosofia importada,
sofrer as adequações necessárias para obtermos o melhor aproveitamento e pleno sucesso.
Através de baixa por implosão : A metodologia de implosão (normalmente conhecida por
explosão ) de estrutura de produto, permite realizar a baixa dos estoques de insumos ou de peças
intermediárias, através da entrada nos estoques dos produtos
finais, permitindo a atualização on-line sempre que existir um
documento de entrada na expedição de produtos ou nos estoques
intermediários.
O programador é apenas usuário destas informações, pois a definição da utilização de um dos
recursos apresentados acima é de responsabilidade do departamento de engenharia do produto, ou da
pessoa responsável pelo cadastramento do item .
Analisamos até o momento a figura do programador de produção, definindo suas responsabilidades e
atitudes. Existe um outro tipo de programador denominado de Programador de Materiais, figura
responsável pelo controle dos estoques (entradas e saídas) e programação de MRP, fornecendo ao
departamento de compras as ordens necessárias com as quantidades e as datas de entradas do
material .
O programador de material poderá também executar este controle através dos estoques mínimos ou
pontos de pedido, exigindo do departamento de compras informações de tempos de suprimento
PPCP Nível 1
Dutra Consultoria – 47 3275-1806 – 9169-4505 [email protected] 12
(confiáveis), da diretoria a definição dos estoques de segurança e das quantidades mínimas a serem
utilizadas.
CONTROLLER :
O controller, ou controlador de fábrica, é a figura responsável por tabular todas
as informações resultantes das programações realizadas. A metodologia adotada
pelo controlador varia de empresa para empresa, sendo que as informações que
deverão ser coletadas normalmente são semelhantes, apenas adotando-as para o
ramo de atividade da empresa.
Não devemos confundir o controlador com o apontador de produção ou com o inspetor de qualidade.
O inspetor de qualidade, assim como o apontador de produção, são figuras com seus dias contados na
organização, deixarão de existir, pois com a transformação dos colaboradores em operadores
multifuncionais, estas atribuições acontecerão naturalmente.
O Controlador de produção a qual nos referimos, é o colaborador responsável pela manutenção de
todos os dados referentes a movimentação da produção, tais como: Situação das ordens de produção
nas fases, a real utilização de mão de obra e de máquinas, níveis de paralisação de equipamentos,
perdas, refugos etc.
PROGRAMA DE PRODUÇÃO : OBJETIVO : O programa de produção nada mais é do que o calendário de produção, ou
seja, a definição dos itens que deverão ser produzidos no dia a dia da fábrica. É de fundamental
importância para a implantação do MRP, pois com base nas datas de fabricação e nas quantidades
especificadas, o MRP fornecerá dados de necessidades de materiais para os dias previamente
definidos.
Vejam bem, isto não quer dizer que o programa de produção não possa ser alterado, pois
isto tornaria a fábrica muito rígida e sem flexibilidade, impossibilitando a disputa pelo mercado.
Porém, quando da alteração das seqüências definidas, deverá ser rodado novamente o MRP para ser
feito a readequação do materiais anteriormente comprometidos.
As empresas com maior tecnologia e treinamento operacional dos seus envolvidos, estão
realizando a programação diária das fases de produção, liberando todos os dias as ordens de
fabricação que deverão ser produzidas no dia seguinte. A emissão antecipada de ordens de produção
acarretará em transtornos tais como : comprometimento de materiais desnecessariamente, requisições
de materiais amontoadas no setores, ordens arquivadas em gavetas, etc, demonstrando assim a falta
de habilidade ou conhecimento do programador.
PPCP Nível 1
Dutra Consultoria – 47 3275-1806 – 9169-4505 [email protected] 13
CONTROLE DE PRODUÇÃO :
Mostrar o planejado e o que foi realizado;
Apurar os desvios em relação ao planejamento;
Base para tomar decisões.
CARACTERÍSTICAS :
Ferramenta do corpo gerencial e direção;
É alimentado a partir do controle de chão de fábrica;
Informações sintéticas (Não entra em detalhes).
OPÇÕES :
Eficiência e produtividade
Utilização de mão de obra e de máquina
Perdas e refugos
Paralizações de máquinas
Situação das ordens de fabricação
etc.
DEFINIÇÃO DE TERMOS :
- INTERAGIR : “ é o ato de utilizar duas ou mais técnicas de produção de forma mútua,
com o objetivo em comum.” (FERREIRA, Aurélio Buarque de Hollanda, 1986. Pág. 956).
- SINERGIA : “ é o ato ou esforço coordenado de vários órgãos ou técnicas, na realização de
função.” (idem, pág. 1590).
-MODELO OU REFERÊNCIA : designação dada a uma peça confeccionada ou
manufaturada, servidora de padrão para desenvolvimento na produção.
- CICLO PRODUTIVO : período (dias) que a empresa leva para transformar matérias-
primas em um produto final, objetivando um sortimento que deverá atender o pedido de um
cliente ou uma ordem de fabricação.
PPCP Nível 1
Dutra Consultoria – 47 3275-1806 – 9169-4505 [email protected] 14
- JIT (Just-in-Time) : filosofia que define que os materiais deverão estar prontos na hora
certa de serem utilizados, evitando estoques desnecessários, antes ou durante os processos.
- JIC (Just-in-Case) : filosofia tradicionalista que utiliza técnicas de produção que
ocasionam estoques, trabalhando normalmente através de lotes mínimos e econômicos.
- OPT (Optimized Prodution Technology): filosofia que adota a técnica de identificação
dos pontos de estrangulamentos (gargalos) de todas as fases do processo.
- MRP (Planejamento das Necessidades de Materiais): técnica que reconhece a estrutura
de produtos, planejando o estoque que convier/puder, recomendando a emissão de ordens na
data certa.
- KANBAN (Cartões) : técnica japonesa que identifica o processo seguinte, onde cada
operador programa o seu próximo, através de cartões. Nesta técnica , a identificação visual é
muito utilizada.
- MRP II (Planejamento dos Recursos de Produção) : técnica que planeja todos os meios
de produção possíveis de utilização no processo produtivo.
- MANUTENÇÃO DESCENTRALIZADA : utilizar a filosofia de adequação das áreas de
manutenção em setores específicos, ganhando em agilidade, custos e rapidez de atendimento.
- TERCERIZAÇÃO : técnica adotada com o intuito de fazermos na empresa o necessário
para o processo produtivo, ficando as tarefas auxiliares a cargo de empresas especializadas.
- ANÁLISE DE VALOR : é um método para desenvolver alternativas que aumentem o valor
de um produto, através do estudo minucioso de suas funções e de seus custos.
- ENGENHARIA DE PRODUTO : banco de dados onde estão cadastrados todos os dados
de estrutura de materiais ou de processos, do produto a ser analisado. Deve ser única e
absorvida por toda a empresa.
- RESISTÊNCIAS : denominação dada ao esforço do colaborador em resistir às mudanças
exigidas pelas implementações de novas técnicas ou filosofias.
- COLABORADOR : nova designação aos operadores ou empregados da empresa.
Normalmente trata-se os empregados ligados diretamente na produção com o termo “chão de
fábrica”.
PPCP Nível 1
Dutra Consultoria – 47 3275-1806 – 9169-4505 [email protected] 15
CONCEITOS:
Refugos : Considera-se refugo todo o produto elaborado que não apresentar as
características de qualidade especificada pela estrutura de produto. Será sempre apresentado em
forma de produto e em sua unidade de produção, sendo sua origem registrada através da ordem de
fabricação (OF).
Perda no Processo: Considera-se perda no processo qualquer material ou componente que
tenha sido perdido por erro operacional no processo. Ex.: Etiquetas coladas erradamente,
componentes “matadas” por erro operacional, embalagens perdidas decorrentes do processo, etc.
Perda por Não Conformidade: Considera-se perda por não conformidade qualquer
material (leia-se comprado) que tenha sido perdido por não apresentar as características de qualidade
devida, ou materiais (fabricados) que por erro de armazenamento tenham se deteriorado. Existem
componentes fabricados que saíram do almoxarifado como peças de primeira qualidade, mas que o
operador identificou quando da sua utilização, que estavam fora dos padrões pré-estabelecidos.
Deverá ser lançado como perda por não conformidade, pois se lançarmos como perda de processo
estaremos penalizando o operador e/ou a máquina que o está processando.
Quebras: As quebras são originadas pelo processo, são previsíveis e devem constar da
estrutura do produto. Logo, estará embutida no custo e devidamente cobrada do cliente. Caracteriza-
se por ocorrer sempre que se executar a operação.
Desperdício Global: Refere-se ao somatório das alíneas 1 à 4. Costuma-se errar na análise
pelo fato do material poder ser reutilizado pela empresa (reaproveitado), esquecendo-se o fato de que
o processo (máquinas e mão de obra) não geraram produtos que pudessem ser transformados em
faturamento.
Retrabalho : Deverá ser utilizado quando, por motivos inerentes ao processo, um produto
que estiver no estoque ou retornado ao estoque (devolução), necessite ser retrabalhado em função de
avarias ou anomalias. Porém, retornará ao estoque com o mesmo código de item. Ex.: Uma
determinada carga foi devolvida em função de avarias nas embalagens.
Reprocesso: Deverá ser utilizado quando no decorrer do processo for identificada alguma
anomalia que não a caracterize como “peça não conforme(refugo).”
Índice de Utilização de Máquina: Apresenta, com base nos dados de horas trabalhadas
das ordens de fabricação, a relação (%) entre o total de horas efetivamente trabalhadas das máquinas,
e a disponibilidade existente na escala de máquinas.
Fórmula = Horas trabalhadas x 100
Horas disponíveis
PPCP Nível 1
Dutra Consultoria – 47 3275-1806 – 9169-4505 [email protected] 16
Índice de Utilização de Mão de Obra: Apresenta, com base nos dados de horas
trabalhadas das ordens de fabricação, a relação (%) entre o total de horas efetivamente trabalhadas
dos colaboradores, e a disponibilidade existente na escala de mão de obra.
Fórmula = Horas trabalhadas x 100
Horas disponíveis
Produtividade => demonstrar o índice de produtividade por centros de trabalho. Este dado
será extraído do sistema de controle de produção. É calculado com base no tempo que deveria ter
gasto na produção de peças de 1ª qualidade, dividido pelo tempo gasto na produção(1ª + 2ª) x 100.
Eficiência => demonstrar o índice de eficiência por centros de trabalho. É calculado com
base no tempo que deveria levar (padrão), dividido pelo tempo que gastou no processo total,
multiplicado por 100.
PPCP Nível 1
Dutra Consultoria – 47 3275-1806 – 9169-4505 [email protected] 17
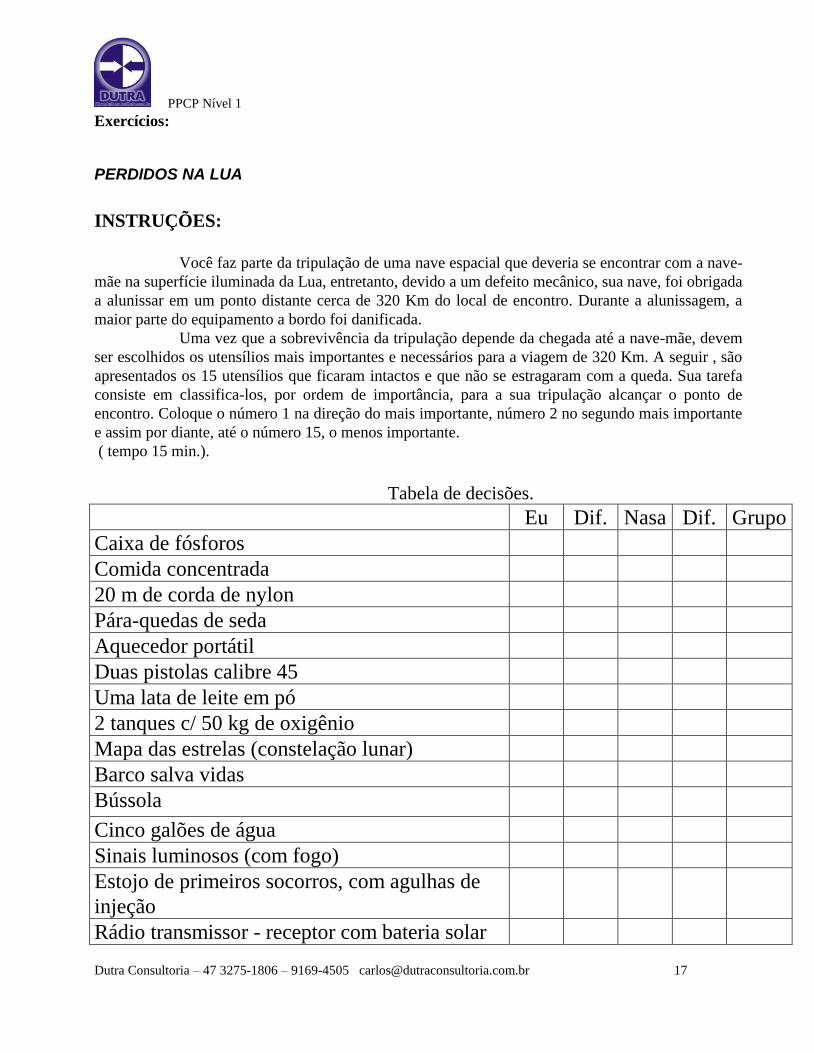
Exercícios:
PERDIDOS NA LUA
INSTRUÇÕES:
Você faz parte da tripulação de uma nave espacial que deveria se encontrar com a nave-
mãe na superfície iluminada da Lua, entretanto, devido a um defeito mecânico, sua nave, foi obrigada
a alunissar em um ponto distante cerca de 320 Km do local de encontro. Durante a alunissagem, a
maior parte do equipamento a bordo foi danificada.
Uma vez que a sobrevivência da tripulação depende da chegada até a nave-mãe, devem
ser escolhidos os utensílios mais importantes e necessários para a viagem de 320 Km. A seguir , são
apresentados os 15 utensílios que ficaram intactos e que não se estragaram com a queda. Sua tarefa
consiste em classifica-los, por ordem de importância, para a sua tripulação alcançar o ponto de
encontro. Coloque o número 1 na direção do mais importante, número 2 no segundo mais importante
e assim por diante, até o número 15, o menos importante.
( tempo 15 min.).
Tabela de decisões.
Eu Dif. Nasa Dif. Grupo
Caixa de fósforos 15
Comida concentrada 4
20 m de corda de nylon 5
Pára-quedas de seda 7
Aquecedor portátil 12
Duas pistolas calibre 45 13
Uma lata de leite em pó 11
2 tanques c/ 50 kg de oxigênio 1
Mapa das estrelas (constelação lunar) 3
Barco salva vidas 8
Bússola 14
Cinco galões de água 2
Sinais luminosos (com fogo) 10
Estojo de primeiros socorros, com agulhas de
injeção
9
Rádio transmissor - receptor com bateria solar 6
PPCP Nível 1
Dutra Consultoria – 47 3275-1806 – 9169-4505 [email protected] 18
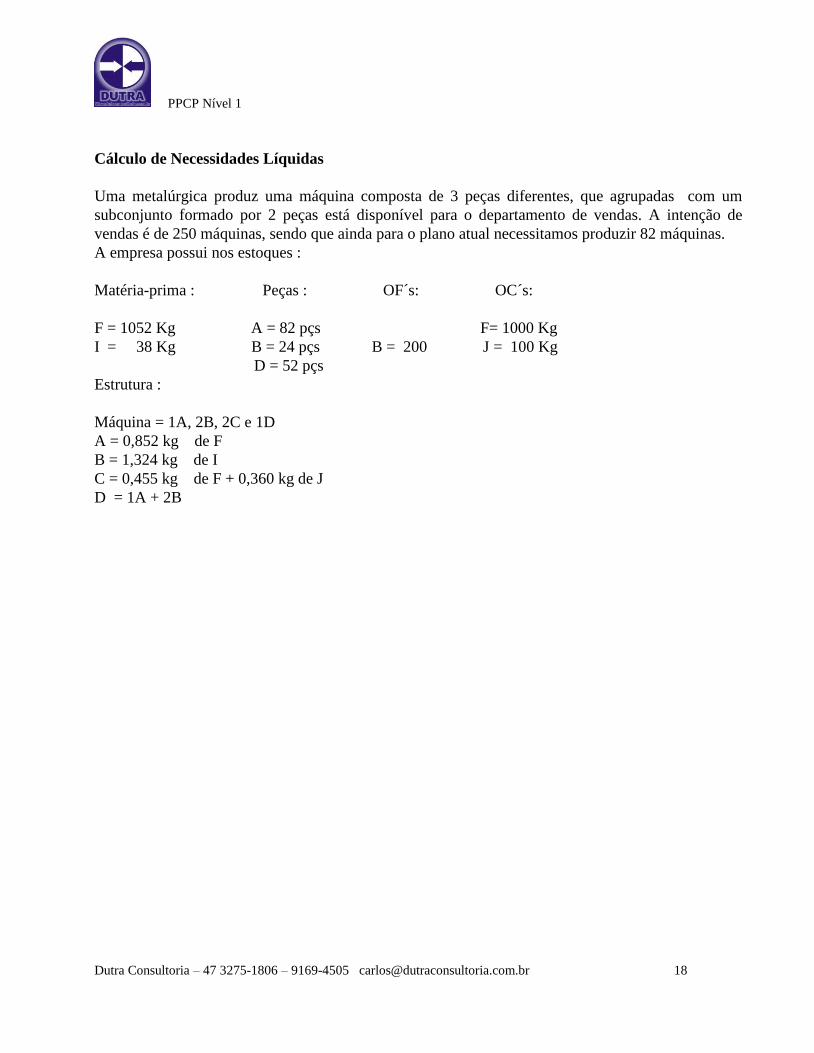
Cálculo de Necessidades Líquidas
Uma metalúrgica produz uma máquina composta de 3 peças diferentes, que agrupadas com um
subconjunto formado por 2 peças está disponível para o departamento de vendas. A intenção de
vendas é de 250 máquinas, sendo que ainda para o plano atual necessitamos produzir 82 máquinas.
A empresa possui nos estoques :
Matéria-prima : Peças : OF´s: OC´s:
F = 1052 Kg A = 82 pçs F= 1000 Kg
I = 38 Kg B = 24 pçs B = 200 J = 100 Kg
D = 52 pçs
Estrutura :
Máquina = 1A, 2B, 2C e 1D
A = 0,852 kg de F
B = 1,324 kg de I
C = 0,455 kg de F + 0,360 kg de J
D = 1A + 2B
PPCP Nível 1
Dutra Consultoria – 47 3275-1806 – 9169-4505 [email protected] 19
SIMULAÇÃO DE CAPACIDADE E NECESSIDADES :
* Uma empresa de tecelagem e tinturaria necessita produzir 10 .000 kg de meia-malha 30 penteada e
7.664 kg de meia-malha 24, ambas com 7% de ribana. Sabendo-se que a tinturaria deverá tingir os
tecidos de acordo com a previsão (30% marinho, 30% preto e 40 % branco) calcule :
a) Quanto deverei tingir de cada cor?
b) Sabendo-se que a empresa possui dois equipamentos de 150 Kg, e que o tempo de tingimento é de
12 horas para o marinho, 8 horas para o preto e 4 horas para o branco (desconsiderar pré-
alvejamento, tempos de carga e descarga e a limpeza da máquina pela variação de cor). Calcule a
necessidade de máquinas, seu percentual de lotação, sabendo-se que a tinturaria trabalha em três
turnos e que deveremos entregar 900 Kg de cada cor para formar sortimento.
c) Sendo a estrutura de tecido tingido : Marinho = 0,050 corante A, Preto = 0,080 corante B e o
branco de 0,045 de alvejante, calcule a necessidade de corantes, sabendo que possuímos apenas 1,2
kg do corante A, e que levaremos 5 dias para recebê-los.
d) Os tecidos possuem a seguinte composição : Meia-malha 30/1 penteado 100%, meia-malha 24/1
cardado 100% e a ribana 24/1 cardado 100%. Calcule a necessidade bruta de fios.
e) A tecelagem possui uma máquina para cada tipo de tecido. A 1a. dá 25 v/min e necessita de 1050
voltas para um rolo de 20 Kg. A de malha 24 dá 20 v/min e necessita de 1020 voltas para um rolo de
20 Kg. A ribaneira produz 16 Kg com 920 voltas e trabalha na rotação de 17 v/min. Calcule : a
necessidade de máquina , sua lotação e o tempo total para produção do lote, sabendo-se que a
tecelagem trabalha em 3 turnos, com uma eficiência calculada em 85%.
PPCP Nível 1
Dutra Consultoria – 47 3275-1806 – 9169-4505 [email protected] 20
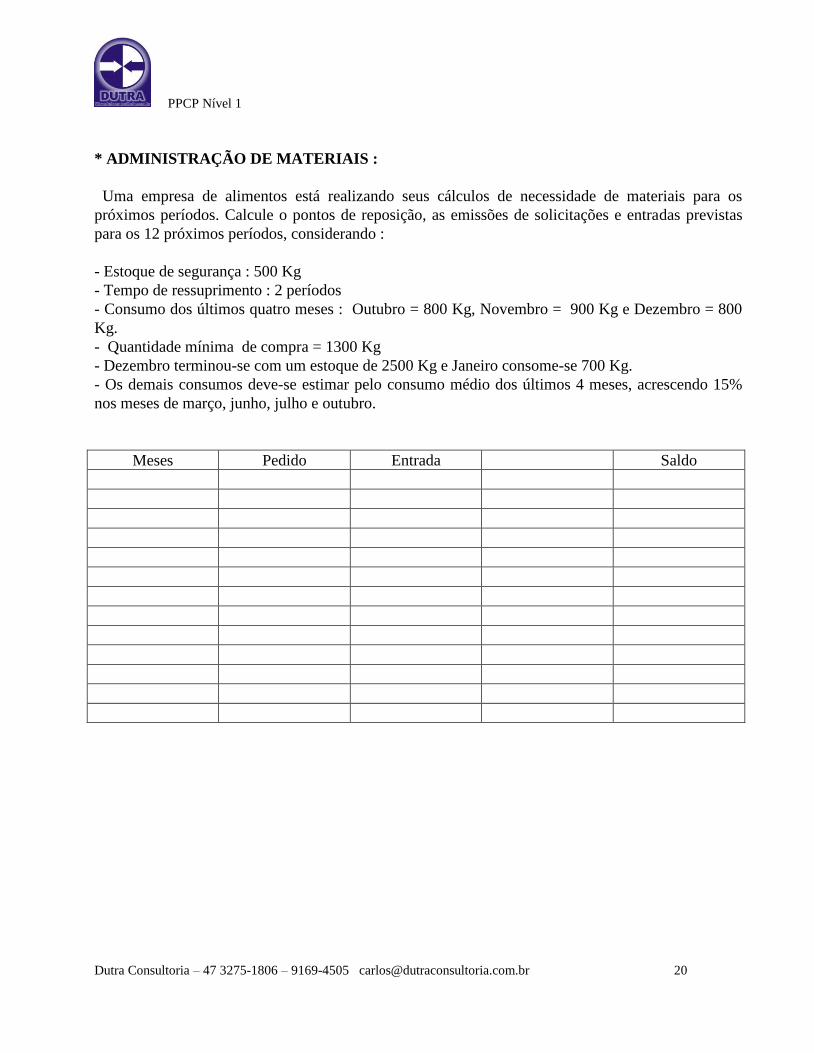
* ADMINISTRAÇÃO DE MATERIAIS :
Uma empresa de alimentos está realizando seus cálculos de necessidade de materiais para os
próximos períodos. Calcule o pontos de reposição, as emissões de solicitações e entradas previstas
para os 12 próximos períodos, considerando :
- Estoque de segurança : 500 Kg
- Tempo de ressuprimento : 2 períodos
- Consumo dos últimos quatro meses : Outubro = 800 Kg, Novembro = 900 Kg e Dezembro = 800
Kg.
- Quantidade mínima de compra = 1300 Kg
- Dezembro terminou-se com um estoque de 2500 Kg e Janeiro consome-se 700 Kg.
- Os demais consumos deve-se estimar pelo consumo médio dos últimos 4 meses, acrescendo 15%
nos meses de março, junho, julho e outubro.
Meses Pedido Entrada Consumo Saldo
Dezembro 800 2500
Janeiro 1300 700 1800
Fevereiro 800 1000
Março 1300 1300 920 1380
Abril 1300 805 575
Maio 1300 806 1069
Junho 1300 1300 957 1412
Julho 1300 1002 410
Agosto 1300 1300 892 818
Setembro 1300 914 1204
Outubro 1300 1300 1082 1422
Novembro 972 450
Dezembro 1300 965 785
PPCP Nível 1
Dutra Consultoria – 47 3275-1806 – 9169-4505 [email protected] 21
* CÁLCULO DE QUOTA DE PRODUÇÃO :
Exemplo 1 - Uma confecção está com um gargalo de produção na operação de rebater o elástico.
Sabendo-se que o tempo padrão é de 0,65 min/pç e que a operadora trabalha em um turno de 528
minutos, qual a quota diária de produção?
Para produzir-mos 5000 pçs, quantos dias necessitamos e qual a necessidade de minutos de produção
diário para produzirmos o lote em 3 dias ?
Exemplo 2 -Tomando como base o exemplo 1, calcule a quota horária de uma operadora.
Exemplo 3 - Realizando uma operação de encartuchar gelatinas, o operador realiza em 0,04 min uma
caixa. Trabalhando em um turno de 528 minutos, qual a sua quota diária, sabendo-se o % de
tolerância é de 12%?
Exemplo 4 - Calcule as quotas de produção abaixo :
a) Período de tempo = 60 min - Tempo padrão por peça = 0,60 min
b) Período de tempo = 480 min - Tempo padrão por caixa = 0,60 min
c) Período de tempo = 2 horas - Tempo padrão por fardo = 0,36 min.
d) Período de tempo = 576 min. - Tempo padrão por saco = 0,40 min.
PPCP Nível 1
Dutra Consultoria – 47 3275-1806 – 9169-4505 [email protected] 22
* EXERCÍCIOS DE EFICIÊNCIA :
1.) Albertina trabalhou 6 horas no envazamento de potes de achocolatados, produzindo um total de
280 caixas. Sabendo-se que a quota horária é de 60 caixas, calcule a eficiência.
2.) João trabalhou 4 horas na operação de mistura, produzindo 8300 kg de material misturado.
Sabendo-se que a quota horária é de 2300 kg, calcule a eficiência.
3.) Com base nos exemplos 1 e 2, qual foi o mais eficiente ?
4.) Uma operadora trabalhou durante o dia nos seguintes horários : 7:00 às 11:00 horas e 13:00 às 17
horas, produzindo no total 140 máquinas. Sabendo-se que o tempo padrão é de 3 min por máquina,
calcule a eficiência padrão desta operadora.
5.) O Dorival trabalhou 9 horas e 30 minutos na operação de furar, em três peças diferentes.
Apresentou os seguintes resultados :
ARTIGO TEMPO PADRÃO PRODUÇÃO
A 0,95 min 150 peças
B 1,30 min 200 peças
C 1,05 min 120 peças
Calcule a eficiência do Dorival neste dia.
6.) Pedro trabalhou na operação de rosquear durante 90 minutos , produzindo 195 peças de uma
operação cujo tempo padrão é de 0,45 min. Arno, seu companheiro, trabalhou na operação de
estampar durante 120 minutos, produzindo 350 peças na operação cujo tempo padrão é de 0,33
minutos. Calcule ,quem foi mais eficiente?
PPCP Nível 1
Dutra Consultoria – 47 3275-1806 – 9169-4505 [email protected] 23
* PRODUTIVIDADE, UTILIZAÇÃO DE MÁQUINA E MÃO DE OBRA.
Obs.: Utilizar os exemplos calculados nas páginas anteriores, com as seguintes informações
adicionais:
1.) - Albertina produziu 20 cxs de refugo;
- Seu turno é de 528 minutos;
- Trabalhou na máquina 19.
2.) - João desperdiçou 184 kg de mistura;
- Seu turno é de 528 minutos;
- Trabalhou no misturador 17.
Exercício de MRP:
Considere uma empresa industrial que fabrique um produto através de três modelos: “X” , “Y” e
“Z”, cujas respectivas estruturas são as seguintes:
Estrutura do modelo “X”:
Composto de três peças usinadas “A” e uma submontagem “B”, A peça “A” é feita a partir de uma
peça bruta “K” e a submontagem “B” é composta de uma peça usinada “A” (já descrita) e de uma
peça “H”.
Estrutura do modelo “Y”:
Composto de uma peça usinada “A” (já descrita) e uma submontagem “I”. A submontagem “I” é
composta de uma peça “F” e de quatro peças “G”.
Estrutura do modelo “Z”:
Composto de uma peça “C’ e de duas submontagens “D”,. A submontagem “D” é composta de uma
peça “J” e uma peça “K”, sabendo-se que cada modelo apresenta a seguinte proporção de
produção:X = 60%, Y = 10% e Z = 30%
Calcule a necessidade de materiais e componentes para a fabricação de 200 máquinas.
* CÁLCULO LÓGICO E MATEMÁTICO
Um tijolo pesa um quilo mais meio tijolo. Quanto pesa um tijolo?
