funcionalizaÇÃo da superfÍcie do aÇo inoxidÁvel … · e-mail: [email protected]...
TRANSCRIPT
FUNCIONALIZAÇÃO DA SUPERFÍCIE DO AÇO INOXIDÁVEL 316L
COM FOSFATO DE CÁLCIO PELO MÉTODO DE USINAGEM POR
DESCARGAS ELÉTRICAS PARA APLICAÇÃO BIOMÉDICA
Paulo Augusto Cota Leite1, Rogério Felício dos Santos1, Ernane Rodrigues da Silva1, Júnia
Bicalho Duarte Rosa1, Ezequiel de Souza Costa Júnior1 1Dep. De Engenharia de Materiais, Centro Federal de Educação Tecnológica de Minas Gerais - CEFET-MG,
Belo Horizonte (MG), Brasil
E-mail: [email protected]
Resumo. O aço inoxidável AISI 316L é um dos biomateriais metálicos mais utilizados em implantes ortopédicos,
isto se deve a sua boa resistência a corrosão in vivo, adequadas propriedades mecânicas e também por
apresentar custo compatível. Por se tratar de material bioinerte, que não induz à formação de ligações entre o
meio e o implante e consequentemente não induz o crescimento de tecido ósseo, optou-se por realizar a
funcionalização da superfície por meio de revestimento com material bioativo. Neste trabalho foi avaliada a
viabilidade da produção de camada de revestimento de fosfato de cálcio pela técnica de Usinagem por
Descargas Elétricas (EDM). As amostras revestidas foram caracterizadas através da Microscopia Eletrônica de
Varredura (MEV/EDS). A hidrofilicidade da superfície foi avaliada através da medição do ângulo de contato
baseando-se na técnica da gota séssil. As micrografias obtidas, auxiliadas pelas análises de EDS mostraram a
formação de camada uniforme enriquecida por cálcio e fósforo com espessura média de 108-µm. Através da
medição do ângulo de contato foi possível observar melhora no caráter hidrofílico da superfície após a
usinagem por EDM.
Palavras-chave: Aço inoxidável 316L, Fosfato de cálcio, Revestimento
1. INTRODUÇÃO
Materiais bioativos têm sido estudados como recobrimento de materiais bioinertes desde
a década de 70. Com isso, é possível combinar a bioatividade de materiais como cerâmicas a
base de fosfato de cálcio com as excelentes propriedades mecânicas dos metais e suas ligas.
(TROMMER, 2007).
Os materiais metálicos mais utilizados como implantes ósseos são os aços inoxidáveis,
titânio e suas ligas e as ligas de cobalto-cromo-molibidênio devido à boa resistência
mecânica, tenacidade e a baixa taxa de corrosão in vivo observada nestes materiais. Dentre
estes materiais, o aço inoxidável austenítico 316L é amplamente utilizado devido ao seu baixo
custo (BALLA, 2013). Conforme Gomes (2010), a opção por determinado tipo de material é
feita de acordo com sua resistência à corrosão e biocompatibilidade, propriedades mecânicas e
metalúrgicas, assim como, pelo comportamento do material durante o processamento e uso,
custo e disponibilidade.
A deposição de revestimento a base de fosfato de cálcio leva ao crescimento de tecido
ósseo e pode ser realizada através de diferentes métodos, tais como, método de sol-gel,
método hidrotérmico, deposição eletroforética, método biomimético, laser pulsado e pela
técnica de plasma spray (SUTHA, 2013).
O processo de Usinagem por descargas elétricas (EDM) consiste em processo que ocorre
entre materiais eletricamente condutores, chamados de peça de trabalho e eletrodo
(geralmente de cobre ou grafite), que estão submersos em fluido dielétrico. Faíscas são
produzidas pelas descargas elétricas que se movem através do fluido dielétrico sendo assim
possível a retirada de material. (FULLER, 1990)
14° Congresso da Sociedade Latino Americana de Biomateriais, Orgãos Artificiais e Engenharia de Tecidos - SLABO5ª Edição do Workshop de Biomateriais, Engenharia de Tecidos e Orgãos Artificiais - OBI
20 a 24 de Agosto de 2017 - Maresias - SP - Brasil
312
Além da remoção de material, recentemente tem se estudado a transferência de material
para o substrato pela técnica de EDM, seja ela feita pela deposição de material do eletrodo ou
pelos íons presentes no fluido dielétrico oferecendo alternativa menos complexa e de custo
mais baixo. (KUNIEDA, 2005)
Em seu trabalho, Santos (2009) sugere para trabalhos futuros, avaliar a possibilidade de
inserção de fósforo e cálcio em superfícies submetidas a EDM para crescimento de
hidroxiapatita em titânio e aços inoxidáveis.
Neste sentido, o presente trabalho teve como objetivo avaliar a viabilidade do
revestimentos de fosfato de cálcio sobre substratos metálicos de aço inoxidável 316L através
da técnica de Usinagem por Descargas Elétricas (EDM).
2. MATERIAIS E MÉTODOS
2.1 Materiais
O material utilizado no trabalho foi o aço inoxidável AISI 316L, cuja composição
química, com % em peso, é mostrada na Tabela 1. O aço foi adquirido por doação da empresa
PLASTMETAL, na forma de barra com 19-mm de diâmetro x 400-mm de comprimento. A
barra do material foi cortada em amostras de 11-mm de diâmetro x 8-mm de espessura no
laboratório de usinagem do CEFET/MG.
Tabela 1 - Composição química do aço inoxidável AISI 316L
Elemento C Mn P S Si Ni Cr Mo
Teor (%) 0,021 1,42 0,045 0,029 0,44 10,42 16,66 2,6
Fonte: Autor.
Para o recobrimento das amostras foram utilizadas solução de cloreto de cálcio (CaCl2) e
solução de fosfato de sódio (Na2HPO4), ambas preparadas com água deionizada.
O eletrodo ferramenta de grafita, com dimensões de 15-mm de diâmetro e 50-mm de
comprimento, foi utilizado no processo de EDM foi obtido da empresa ULTRASEAL DO
BRASIL LTDA.
A fim de facilitar a visualização da camada revestida, algumas amostras foram
seccionadas transversalmente antes da usinagem por EDM. As amostras seccionadas foram
embutidas a quente utilizando-se resina epóxi termo-endurecível DuroFast, em seguida foram
preparadas metalograficamente por meio de lixamento, polimento e ataque químico com
reagente Super Picral.
O equipamento EDM utilizado foi o modelo Eletroplus 540 da Servspark por penetração
com potência máxima de 50A. Na Tabela 2 são mostrados os parâmetros do equipamento
utilizados durante a usinagem.
14° Congresso da Sociedade Latino Americana de Biomateriais, Orgãos Artificiais e Engenharia de Tecidos - SLABO5ª Edição do Workshop de Biomateriais, Engenharia de Tecidos e Orgãos Artificiais - OBI
20 a 24 de Agosto de 2017 - Maresias - SP - Brasil
313

Tabela 2 - Parâmetros do equipamento
Parâmetros Unidades
Polaridade do eletrodo ferramenta Positiva -
Tensão 125 V
Corrente 32,5 - 50 A
Tempo de pulso (Ton) 100 µs
Relação entre o tempo de pulso e tempo total (Toff) 2* -
Fenda (gap) 2* -
Sensibilidade 2* -
Tempo de erosão 2 - 8* -
Afastamento periódico do eletrodo ferramenta 2* -
Intervalo entre erosão e afastamento 0 s
Tempo de usinagem 10 min
*Parâmetros retirados do manual de operação SERVSPARK (Eletroplus EDM-540/340).
Fonte: Autor.
2.2 Microscopia Eletrônica de Varredura (MEV)
A microestrutura e morfologia da superfície das amostras revestidas foram observadas
através das fotomicrografias obtidas por microscopia eletrônica de varredura. A microscopia
eletrônica de varredura foi realizada em equipamento da marca Shimadzu Corporation,
modelo Superscan SSX-550, no Laboratório de Caracterização do DEMAT/CEFET-MG. A
análise das interações dos elétrons na superfície das amostras (raios X característicos) permite
caracterizar por espectroscopia de energia dispersiva de raios-X (EDS) os elementos químicos
das fases que compõe as amostras.
2.3 Molhabilidade
A hidrofilicidade das amostras de aço inoxidável 316L não revestidas e revestidas com a
solução foi determinada por deposição de uma gota de água destilada na superfície das
amostras e medindo-se o ângulo de contato.
Para a realização das medidas de ângulo de contato foi utilizado tensiômetro da marca
Kruss, modelo Drop Shape Analyzer DAS-100. A realização dos ensaios teve como base a
técnica da gota séssil (sessile drop), conforme descrito na norma ASTM D7334-08 (2013),
Standard Practice for Surface Wettability of Coatings, Substrates and Pigments by Advancing
Contact Angle Measurement - Método padrão para ensaio de molhabilidade de revestimentos,
substratos e tintas através da medida do ângulo de contato de avanço.
3. RESULTADOS E DISCUSSÕES
3.1 Microscopia Eletrônica de Varredura (MEV)
A figura 1 mostra a morfologia da superfície revestida pelo método EDM, usando como
fluido dielétrico as soluções de cloreto de cálcio e fosfato de sódio. Conforme observado por
Santos (2013) é possível identificar crateras, poros e micro partículas refundidas na superfície
do substrato. Aspecto este, típico de superfícies usinadas por EDM. Sidhom (2013) obteve
resultados semelhantes em seu trabalho, onde ao usinar a superfície do aço inoxidável 316L
14° Congresso da Sociedade Latino Americana de Biomateriais, Orgãos Artificiais e Engenharia de Tecidos - SLABO5ª Edição do Workshop de Biomateriais, Engenharia de Tecidos e Orgãos Artificiais - OBI
20 a 24 de Agosto de 2017 - Maresias - SP - Brasil
314

pelo método EDM com querosene como fluido dielétrico, obteve superfície de revestimento
com textura áspera e porosa, com fusão das partículas na superfície e a presença de crateras,
formadas devido ao alto fluxo de calor gerado pela formação do canal de plasma.
Figura 1 - Micrografia por MEV da superfície da amostra revestida por fosfato de cálcio
A Figura 2 apresenta a amostra seccionada após tratamento metalográfico. É possível
observar a heterogeneidade da camada revestida ao longo da amostra. Tal heterogeneidade é
confirmada analisando os valores medidos da espessura, aos quais variaram de 92,7µm até
119µm. O valor médio da espessura encontrado foi de (108 ± 9,16)µm.
Figura 2 - Micrografias por MEV da visão do revestimento a partir da amostra seccionada
após tratamento metalográfico. Ataque químico: Super Picral.
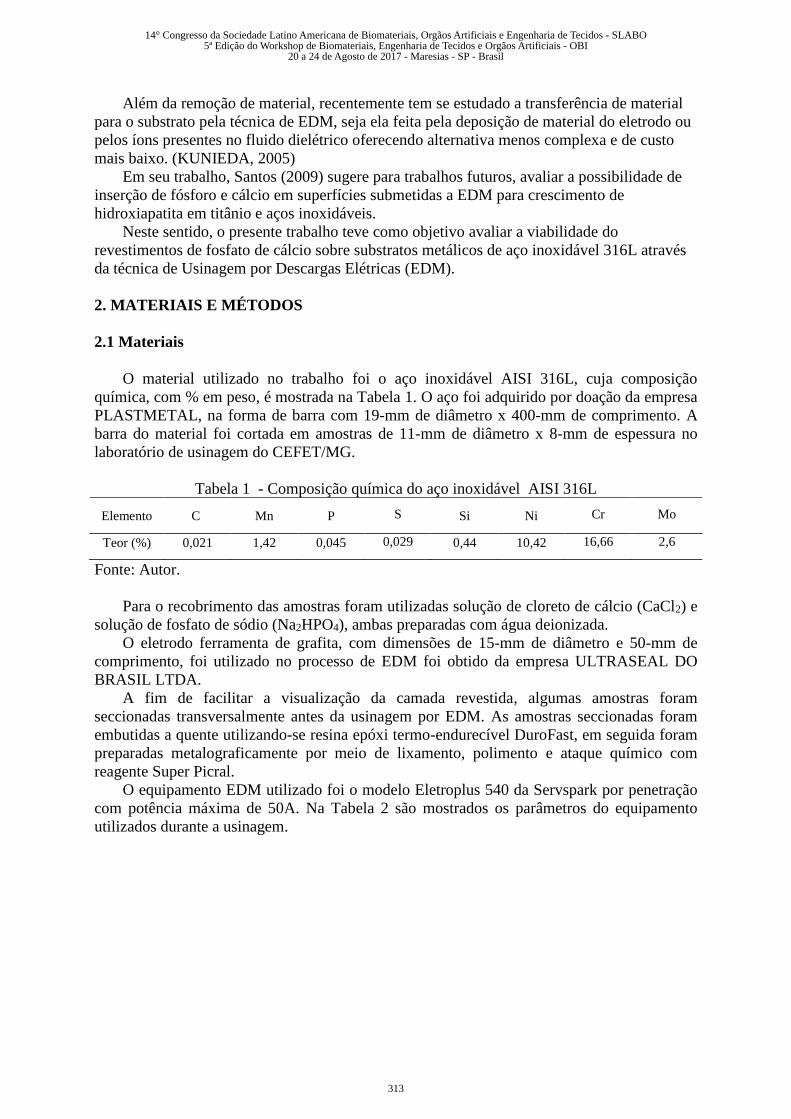
As Figuras 3 e 4 mostram as análises obtidas por EDS. A partir da Fig. 3 é possível observar
que além dos elementos químicos oriundos do substrato metálico, os íons de Ca e P se
encontram na superfície revestida, indicando que cálcio e fósforo foram depositados na
superfície da amostra. Conforme analisado anteriormente, acredita-se que os íons Ca e P
Cratera
Poro
Micropartículas refundidas 100m
Resina
Aço
Recobrimento
50m
14° Congresso da Sociedade Latino Americana de Biomateriais, Orgãos Artificiais e Engenharia de Tecidos - SLABO5ª Edição do Workshop de Biomateriais, Engenharia de Tecidos e Orgãos Artificiais - OBI
20 a 24 de Agosto de 2017 - Maresias - SP - Brasil
315
presentes na superfície do material estejam presentes na forma de partículas refundidas devido
ao fluxo de calor gerado pelo canal de plasma.
Figura 3 - Análise EDS da superfície da amostra revestida por fosfato de cálcio.
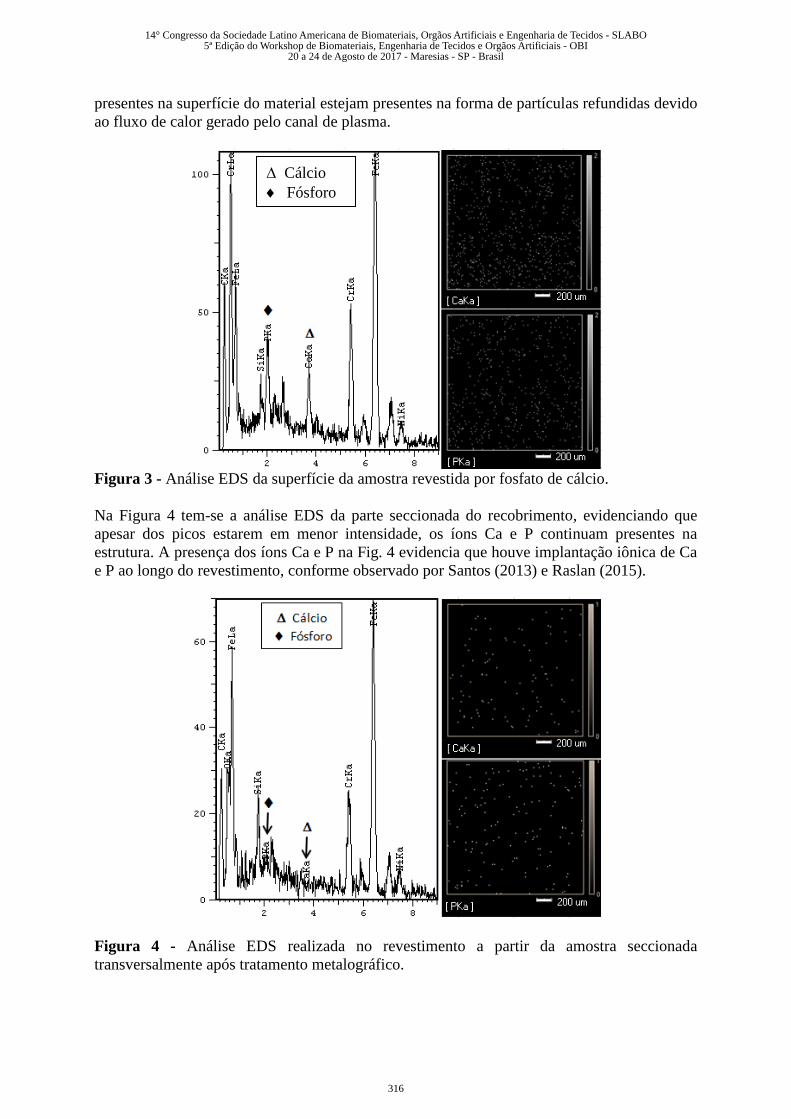
Na Figura 4 tem-se a análise EDS da parte seccionada do recobrimento, evidenciando que
apesar dos picos estarem em menor intensidade, os íons Ca e P continuam presentes na
estrutura. A presença dos íons Ca e P na Fig. 4 evidencia que houve implantação iônica de Ca
e P ao longo do revestimento, conforme observado por Santos (2013) e Raslan (2015).
Figura 4 - Análise EDS realizada no revestimento a partir da amostra seccionada
transversalmente após tratamento metalográfico.
Cálcio
Fósforo
14° Congresso da Sociedade Latino Americana de Biomateriais, Orgãos Artificiais e Engenharia de Tecidos - SLABO5ª Edição do Workshop de Biomateriais, Engenharia de Tecidos e Orgãos Artificiais - OBI
20 a 24 de Agosto de 2017 - Maresias - SP - Brasil
316
3.2 Molhabilidade
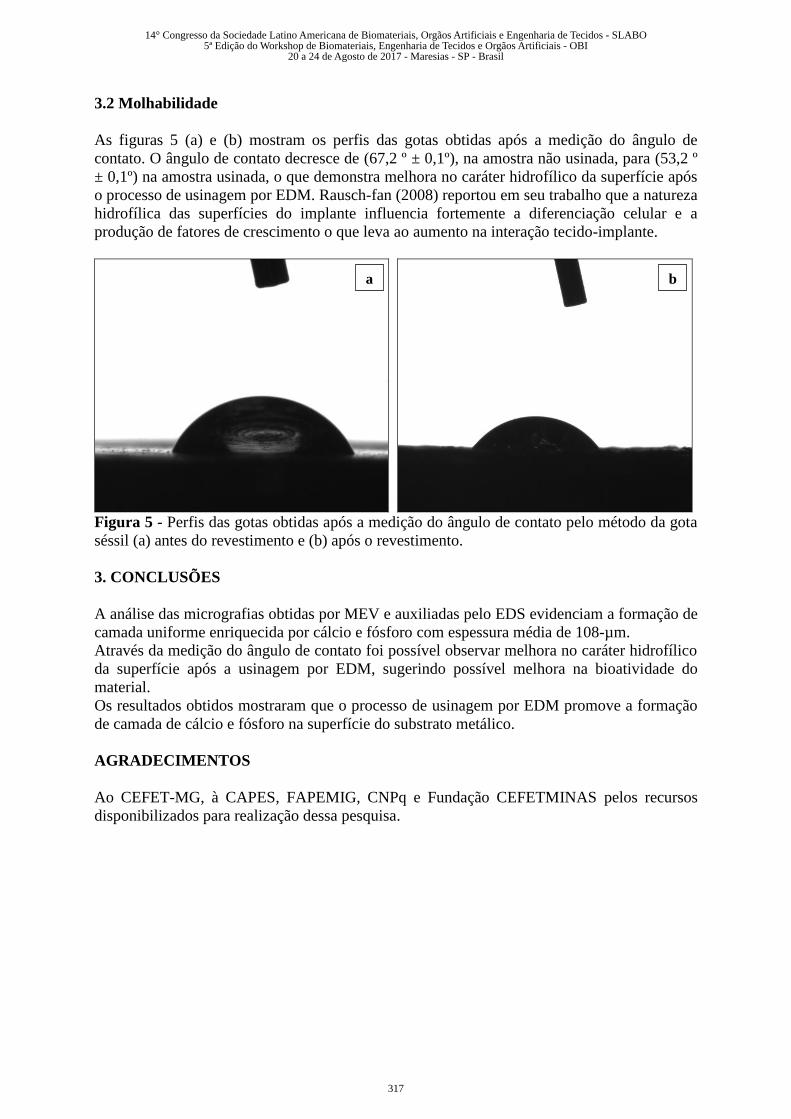
As figuras 5 (a) e (b) mostram os perfis das gotas obtidas após a medição do ângulo de
contato. O ângulo de contato decresce de (67,2 º ± 0,1º), na amostra não usinada, para (53,2 º
± 0,1º) na amostra usinada, o que demonstra melhora no caráter hidrofílico da superfície após
o processo de usinagem por EDM. Rausch-fan (2008) reportou em seu trabalho que a natureza
hidrofílica das superfícies do implante influencia fortemente a diferenciação celular e a
produção de fatores de crescimento o que leva ao aumento na interação tecido-implante.
Figura 5 - Perfis das gotas obtidas após a medição do ângulo de contato pelo método da gota
séssil (a) antes do revestimento e (b) após o revestimento.
3. CONCLUSÕES
A análise das micrografias obtidas por MEV e auxiliadas pelo EDS evidenciam a formação de
camada uniforme enriquecida por cálcio e fósforo com espessura média de 108-µm.
Através da medição do ângulo de contato foi possível observar melhora no caráter hidrofílico
da superfície após a usinagem por EDM, sugerindo possível melhora na bioatividade do
material.
Os resultados obtidos mostraram que o processo de usinagem por EDM promove a formação
de camada de cálcio e fósforo na superfície do substrato metálico.
AGRADECIMENTOS
Ao CEFET-MG, à CAPES, FAPEMIG, CNPq e Fundação CEFETMINAS pelos recursos
disponibilizados para realização dessa pesquisa.
a b
14° Congresso da Sociedade Latino Americana de Biomateriais, Orgãos Artificiais e Engenharia de Tecidos - SLABO5ª Edição do Workshop de Biomateriais, Engenharia de Tecidos e Orgãos Artificiais - OBI
20 a 24 de Agosto de 2017 - Maresias - SP - Brasil
317
REFERÊNCIAS
ASTM - AMERICAN SOCIETY FOR TESTING AND MATERIALS. ASTM D7334-08: Standard Practice for
Surface Wettability of Coatings, Substrates and Pigments by Advancing Contact Angle Measurement. (2013),
Estados Unidos.
Balla, V. K.., Das M., Bose, S.; Ram, J. G. D. e Manna, I. (2013), “Laser surface modification of 316 L
stainless steel with bioactive hydroxyapatite”, Materials Science and Engineering C., 33, 4594-4598.
Fuller, J. E. (1990), “Electrical Discharge Machining, Metals Handbook”. 9 ed., Rockwell International.
Gomes, L.S.M. (2010), “Biomateriais em Artroplastia de Quadril: Propriedades, Estrutura e Composição”. In: O
Quadril. Atheneu (ed), São Paulo.
Kunieda,. M., Lauwers, B., Rajurkar, K. P., Schumacher, B. M. (2005), “Advancing EDM through
fundamental insight into the process”, Mechanical & Materials Engineering., 54, 599-622.
Raslan, A. A., (2015), “Implantação iônica em meio aquoso por EDM: resistência ao desgaste de aço AISI
4140”, 8º Congresso Brasileiro de Engenharia de Fabricação., Salvador
Rausch-fan, X., Qu, Z., Wieland, M., Matejka, M., Schedle, A. (2008), “Differentiation and cytokine synthesis
of human alveolar osteoblasts compared to osteoblast-like cells (MG63) in response to titanium surfaces”, Dent.
Mater., 24, 102–110.
Santos, R. F., (2013), “Nitretação por EDM do aço AISI 4110”, Tese de Doutorado, FEMEC/UFU, Uberlândia.
Sidhom, H., Ghanem, F., Amadou., Gonzalez, G., Braham, C. (2013), “Effect of electro discharge machining
(EDM) on the AISI316L SS white layer microstructure and corrosion resistance”, International Journal of
Advanced Manufacturing Technology., 65, 141–153.
Sutha, S., Kavitha, K.., Karunakaran. G., Rajendran, V. (2013), “In-vitro bioactivity, biocorrosion and
antibacterial activity of silicon integrated hydroxyapatite/chitosan composite coating on 316 L stainless steel
implants”, Mater Sci Eng C Mater Biol Appl., 33. 4046 – 4054.
Trommer, R. M., Santos, L. A., Bergmann. C. P. (2007), “Alternative technique for hydroxyapatite coatings”
Surface and coating technology., 201. 9587-9593.
14° Congresso da Sociedade Latino Americana de Biomateriais, Orgãos Artificiais e Engenharia de Tecidos - SLABO5ª Edição do Workshop de Biomateriais, Engenharia de Tecidos e Orgãos Artificiais - OBI
20 a 24 de Agosto de 2017 - Maresias - SP - Brasil
318

316L STAINLESS STEEL SURFACE FUNCIONALIZATION WITH
CALCIUM PHOSPHATE BY ELECTRICAL DISCHARGE
MACHINING METHOD FOR BIOMEDICAL APPLICATION
Paulo Augusto Cota Leite1, Rogério Felício dos Santos1, Ernane Rodrigues da Silva1, Júnia
Bicalho Duarte Rosa1, Ezequiel de Souza Costa Júnior1 1Dep. De Engenharia de Materiais, Centro Federal de Educação Tecnológica de Minas Gerais - CEFET-MG,
Belo Horizonte (MG), Brasil
E-mail: [email protected]
Abstract. AISI 316L stainless steel is one of the most widely used metal biomaterials in orthopedic implants,
due to its good corrosion resistance in vivo, proper mechanical properties and also because it has a compatible
cost. Because it is a bioinert material, which does not induce the formation of bonds between the tissue and the
implant and consequently does not present a growth of bone tissue, it was decided to perform the
functionalization of the surface by coating the surface with bioactive material. In this work the feasibility of the
production of calcium phosphate coating layer by the Electric Discharge Machining (EDM) technique was
evaluated. The coated samples were characterized by Scanning Electron Microscopy (SEM/EDS). The
hydrophilicity of the surface was evaluated by measuring the contact angle based on the sessile drop technique.
The micrographs obtained, assisted by the EDS analyses, showed the formation of a uniform layer enriched by
calcium and phosphorus with an average thickness of 108 μm. Through the measurement of the contact angle it
was possible to observe an improvement in the hydrophilic character of the surface after EDM machining.
Keywords: 316L Stainless steel, Calcium phosphate, Coating.
14° Congresso da Sociedade Latino Americana de Biomateriais, Orgãos Artificiais e Engenharia de Tecidos - SLABO5ª Edição do Workshop de Biomateriais, Engenharia de Tecidos e Orgãos Artificiais - OBI
20 a 24 de Agosto de 2017 - Maresias - SP - Brasil
319