filipa alexandra de oliveira teixeira o papel da gestão de ... · na minha condição de...
TRANSCRIPT
Filipa Alexandra de Oliveira Teixeira
O papel da gestão de informação de artigos na
programação da produção em ambientes de
grande diversidade
Tese de Mestrado
Mestrado Integrado em Engenharia e Gestão Industrial
Trabalho efetuado sob a orientação do
Professor Doutor Paulo Jorge Figueiredo Martins
Outubro 2014

II
III
DECLARAÇÃO
Nome: Filipa Alexandra de Oliveira Teixeira
Endereço eletrónico: [email protected] Telefone: 918588176
Número do Bilhete de Identidade: 13608545
Título da dissertação:
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
Orientador:
Professor Doutor Paulo Jorge Figueiredo Martins
Ano de conclusão: 2014
Designação do Mestrado:
Mestrado Integrado em Engenharia e Gestão Industrial
Nos exemplares das teses de doutoramento ou de mestrado ou de outros trabalhos entregues para prestação de provas públicas nas universidades ou outros estabelecimentos de ensino, e dos quais é obrigatoriamente enviado um exemplar para depósito legal na Biblioteca Nacional e, pelo menos outro para a biblioteca da universidade respetiva, deve constar uma das seguintes declarações:
1. É AUTORIZADA A REPRODUÇÃO INTEGRAL DESTA DISSERTAÇÃO APENAS PARA EFEITOS DE INVESTIGAÇÃO, MEDIANTE DECLARAÇÃO ESCRITA DO INTERESSADO, QUE A TAL SE COMPROMETE;
2. É AUTORIZADA A REPRODUÇÃO PARCIAL DESTA DISSERTAÇÃO (indicar, caso tal seja necessário, nº máximo de páginas, ilustrações, gráficos, etc.), APENAS PARA EFEITOS DE INVESTIGAÇÃO, MEDIANTE DECLARAÇÃO ESCRITA DO INTERESSADO, QUE A TAL SE COMPROMETE;
3. DE ACORDO COM A LEGISLAÇÃO EM VIGOR, NÃO É PERMITIDA A REPRODUÇÃO DE QUALQUER PARTE DESTA TESE/TRABALHO
Universidade do Minho, ___/___/______
Assinatura:

V
AGRADECIMENTOS
“Há hoje quem esteja plenamente convencido de que nasceu mais engenheiro do que Homem” (Agostinho da
Silva). Na minha condição de graduação, se hoje vou ser engenheira é porque todos fizeram de mim um bocadinho
mais Homem, um bocadinho mais pessoa, todos os dias. Assim, este espaço é reservado para agradecer a todos
sem os quais não seria possível estar a escrever esta página da minha dissertação.
Ao orientador, Professor Doutor Paulo Jorge Figueiredo Martins, pela promessa de aprendizagem cumprida, pelas
condições criadas para o desenvolvimento deste trabalho, pelas sugestões e, principalmente, por me fazer crescer
de todas as vezes que me obrigou a zangar com ele.
Ao amigo, João Paulo Gomes, por toda a “força, coragem e determinação” nos momentos mais complicados, pela
inspiração, pelos debates e por toda a partilha de conhecimento essencial na fase mais intensa de desenvolvimento
do meu trabalho.
Ao pai e à mãe pela paciência inesgotável, pela confiança desmedida, pelo mimo interminável, por todas as
lágrimas que limparam, por incentivarem a uma procura incessante pelo conhecimento, pelos conselhos sempre
acertados, e por permitirem todo o meu percurso académico. A vocês, agradeço em dobro pelo que sou hoje, por
hoje estar aqui.
À pequena da mana pela amizade, pela partilha nas lutas do bem e do mal, pela capacidade de me ouvir
infindavelmente (quase) sempre sem resmungo e por me fazer rir em todos os fins de dia.
Ao Rui, ao namorado que faz de mim mais corajosa todos os dias, pela compreensão de quando fui menos
paciente e presente, pela preocupação e pela força nos momentos de desabafo e de desaforo, pelo tempo dedicado
sempre de coração, e por ter as medidas mais que certas para mim.
Ao José Amorim, ao Pedro Melo, aos amigos, aos colegas de carteira nos auditórios da universidade e, com todo
o amor, à família, por sempre se mostrarem interessados, pelo apoio, pela compreensão e pelo companheirismo.
“Se cheguei até aqui foi porque me apoiei no ombro dos gigantes” (Isaac Newton), um muito e maior obrigado a
todos.

VII
RESUMO
A oportunidade para uma organização aumentar a sua competitividade pode passar por criar um produto adicional,
por adicionar variantes a um produto já existente, ou ainda por permitir que seja o próprio cliente a especificar
novas variantes ao leque de produtos disponibilizados. A adoção deste tipo de estratégias leva a ambientes de
grande diversidade de artigos, normalmente associados ao paradigma “customização em massa” (MC).
O aumento da informação devido à diversidade de artigos é traduzido em dois desafios para as organizações: gerir
eficazmente a informação das variantes do produto e do processo de produção e reduzir os esforços de introdução
e manipulação da informação no sistema. O primeiro desafio passa pela necessidade de sistemas de gestão de
informação de artigos que permitam às organizações usar a informação para influenciar as decisões de sistemas
de planeamento e controlo da produção. O segundo consiste em conciliar os sistemas de gestão de informação
com modelos de representação de artigos para criação e manipulação da informação com o menor esforço
possível do utilizador. Estes dois desafios foram as principais motivações para a realização deste trabalho, que
tem como objetivo o estudo de uma ferramenta computorizada, de referenciação genérica, que permite conjugar
a facilidade da gestão da informação de artigos com a eficiência de sistemas de programação da produção.
O estudo consiste no reconhecimento, documentação e classificação de ferramentas do sistema Generic Planning
and Control (GenPPC) para a representação de artigos, e à análise do papel da gestão de informação de artigos
na programação da produção. As etapas de investigação passam pela definição de terminologias utilizadas pelo
modelo de referenciação genérica implementado no sistema estudado, pela classificação de funções e processos
que permitem aos utilizadores a criação e manipulação de informação de artigos no sistema, pela criação de um
guia de utilização do sistema na perspetiva de uso para gestão de informação, e pela análise de como a gestão
de informação de artigos no sistema pode influenciar a programação da produção.
A definição de terminologia usada no modelo de referenciação utilizado (Generic Product Data Management –
GenPDM), a exemplificação da sua utilização e a criação do guia de utilização do sistema, são realizadas com o
apoio de um caso de estudo para demonstração de situações de decisão de modelação e simulação de
comportamentos. À criação do guia de utilização está ainda associada a intenção de normalização de processos
e a síntese das relações entre a informação necessária a cada função do sistema de planeamento e controlo da
produção.
PALAVRAS-CHAVE: Gestão de Informação de Artigos, Programação da Produção, Referenciação Genérica, Generic Production Planning
and Control


IX
ABSTRACT
The opportunity to increase competitiveness by an organization might be represented by introducing new products
or adding variants to the existing ones, even more allowing the specification of new variants by the costumer. This
kind of strategies leads to environments of high product diversity, normally associated to “mass customization”
(MC) paradigm.
Due to product diversity, the information increase is converted into two challenges for the organisations: managing
effectively the product and process variants, and reducing information introduction and manipulation efforts. The
first challenge highlights the need for product information management systems, which guide the organizations in
the decision-making for production planning and control. The second consist in juggling the information
management systems with models of product representation to achieve the possible lowest effort in information
creation and manipulation. Both challenges were the prime motivations of this work. It’s objective is the study of a
computerised tool, based on generic referencing principles, combining easiness of product information
management with efficiency of production programming systems.
The study is based on the recognition, documentation and classification of Generic Planning and Control (GenPPC)
system tools, towards the product representation and the analysis of the product information management role in
the production programming. The stages of the investigation are defined by the terminology definition utilised by
the generic referencing model introduced in the system studied. Also, classifying the functions and process, which
allow the user to create and manipulate information, resulting in a system utilisation guide. Moreover how the
system information management might influence the production programming.
The terminology definition of the utilized referencing model (Generic Product Data Management-GenPDM), some
of its utilizations enlightening and the user guide creation are realized through a case study to show cases of
decision in the modulation and simulation behaviors. Into deeper detail, to the user guide elaboration is implied
the intention of process standardization and summary of the connections for the needed information of each
function.
KEYWORDS
Product Information Management, Production Programming, Generic Referencing, Generic Production Planning
and Control

XI
ÍNDICE
Agradecimentos ................................................................................................................................................ V
Resumo .......................................................................................................................................................... VII
Abstract ........................................................................................................................................................... IX
Índice de Figuras ............................................................................................................................................. XV
Índice de Tabelas ........................................................................................................................................... XIX
Lista de Abreviaturas, Siglas e Acrónimos ....................................................................................................... XXI
1 Introdução ................................................................................................................................................ 1
1.1 Motivações ....................................................................................................................................... 2
1.2 Objetivos e contribuições esperadas .................................................................................................. 3
1.3 Organização da dissertação .............................................................................................................. 4
2 Revisão bibliográfica.................................................................................................................................. 5
2.1 Customização em massa .................................................................................................................. 5
2.1.1 Principais desafios impostos, fatores de sucesso e implicações de gestão ..................................... 6
2.1.2 Níveis de Customização ................................................................................................................ 7
2.1.3 Exemplos de aplicação ................................................................................................................. 9
2.2 Sistema de Planeamento e Controlo da Produção ........................................................................... 11
2.3 Gestão da Informação de Artigos..................................................................................................... 14
2.3.1 Funcionalidades de um sistema de gestão de informação de artigos ........................................... 15
2.3.2 Informação Base de Artigos ........................................................................................................ 18
2.3.3 Modelos de Representação de Artigos ......................................................................................... 22
3. Modelo Generic Product Data Management ............................................................................................. 27
3.1 Caracterização do caso de estudo ................................................................................................... 27
3.2 Contextualização do sistema ........................................................................................................... 29
3.3 Apresentação do modelo GenPDM .................................................................................................. 30
3.3.1 Tipos de Parâmetro .................................................................................................................... 31
3.3.2 Características............................................................................................................................ 33
3.3.3 Tipos de Operação ..................................................................................................................... 37
3.3.4 Referências Genéricas ................................................................................................................ 38

XII
3.3.5 Listas de Materiais Genéricas ..................................................................................................... 39
3.3.6 Gamas Operatórias Genéricas ..................................................................................................... 42
4. Funções e Processos de Gestão de Informação de Artigos ....................................................................... 47
4.1 Definição de funções PDM em GenPDM .......................................................................................... 47
4.1.1 Definição de Conceitos e Atributos .............................................................................................. 48
4.1.2 Gestão de Tipos de Operação ..................................................................................................... 49
4.1.3 Caracterização de Artigos ........................................................................................................... 50
4.1.4 Gestão de Listas de Materiais ..................................................................................................... 50
4.1.5 Gestão de Gamas Operatórias .................................................................................................... 51
4.1.6 Validação de Estruturas de Variantes .......................................................................................... 52
4.2 Normalização de processos GenPDM .............................................................................................. 52
4.2.1 Processos de criação .................................................................................................................. 54
4.2.2 Processos de alteração e eliminação ........................................................................................... 57
4.2.3 Processos de ativação/desativação ............................................................................................. 58
5. Generic Product Data Management - Software ......................................................................................... 61
5.1 Definição de Conceitos e Atributos .................................................................................................. 61
5.1.1 Definição de Tipos de Dados ....................................................................................................... 62
5.1.2 Definição de Tipos de Parâmetros ............................................................................................... 63
5.1.3 Definição de Atributos ................................................................................................................. 69
5.2 Gestão de Tipos de Operação ......................................................................................................... 71
5.3 Caracterização de Artigos ............................................................................................................... 78
5.3.1 Definição de Referências Genéricas ............................................................................................ 80
5.3.2 Definição de Atributos em Referências Genéricas ........................................................................ 84
5.3.3 Definição de Parâmetros em Referências Genéricas .................................................................... 86
5.4 Gestão de Listas de Materiais ......................................................................................................... 94
5.4.1 Definição de Planos de Consumo ................................................................................................ 95
5.4.2 Definição de consumos em Kits de Abastecimento ...................................................................... 99
5.5 Gestão de Gamas Operatórias ....................................................................................................... 101

XIII
5.5.1 Definição de Planos de Operações ............................................................................................ 102
5.5.2 Definição de Planos de Consumo de Operações ........................................................................ 106
5.5.3 Definição de Precedências ........................................................................................................ 107
5.6 Validação de Estruturas de Variantes............................................................................................. 108
5.7 Resumo das relações de dependência de funções na gestão de informação de artigos .................. 110
6. Programação da Produção .................................................................................................................... 117
6.1 Lançamento de Ordens de Programação ....................................................................................... 121
6.2 Alocação de Trabalhos e Sequenciação ......................................................................................... 123
6.3 Execução de Kanbans ................................................................................................................... 126
6.4 Monitorização da Programação da Produção ................................................................................. 127
7. Conclusões e Trabalhos Futuros ............................................................................................................ 129
7.1 Principais conclusões ................................................................................................................... 129
7.2 Tarefas realizadas e resultados ..................................................................................................... 131
7.3 Propostas para trabalhos futuros .................................................................................................. 132
Referências Bibliográficas .............................................................................................................................. 133
Anexo I – Caracterização de Artigos ............................................................................................................... 137
Anexo II – Caracterização do processo produtivo ............................................................................................ 139
Anexo III – Modelação dos artigos em GenPDM ............................................................................................. 141
Anexo IV – Atributos do sistema ..................................................................................................................... 147


XV
ÍNDICE DE FIGURAS
Figura 1 – Plataforma inferior do Model T ........................................................................................................ 10
Figura 2 – Relação «Horizonte Temporal vs. Planeamento vs. Agregação de Informação» ................................. 12
Figura 3 – Exemplos de representação de BOMs: a) em lista indentada; b) em árvore; c) em matriz; d) em rede
de artigos ........................................................................................................................................................ 20
Figura 4 – Exemplo de uma gama operatória para transformação de um artigo no artigo “pai” (Lima, 2011) ... 21
Figura 5 – Exemplo de aplicação de uma BOM genérica de Hegge (Sousa, 2013) ............................................ 24
Figura 6 – Ilustração de um sistema genérico BOMO para um produto final (Jiao & Tseng, 2004) .................... 25
Figura 7 – Produto final do caso de estudo (Justino, 2005) .............................................................................. 27
Figura 8 – BOM do produto final ...................................................................................................................... 28
Figura 9 – Integração do modelo PCP com módulos GenPPC .......................................................................... 30
Figura 10 – Tipo de Parâmetro “Cores” definido em extensão ......................................................................... 32
Figura 11 – Tipo de Parâmetro “Altura do Sapato” em compreensão ............................................................... 32
Figura 12 – Tipo de Parâmetro “Tamanhos de sapato” com duas características ............................................. 33
Figura 13 – Tipo de Parâmetro “Formatos” com sete características ............................................................... 34
Figura 14 – Tipo de Parâmetro “Género” com duas características .................................................................. 35
Figura 15 – Tipo de Parâmetro “Combinações de material_cor” com duas características ............................... 36
Figura 16 – Tipo de Parâmetro “Tipos de Corte” com uma característica ......................................................... 36
Figura 17 – Tipo de operação “Corte” ............................................................................................................. 37
Figura 18 – Referência Genérica do produto final ............................................................................................. 38
Figura 19 – GBOM do produto final em GenPDM ............................................................................................. 40
Figura 20 – GBOO do produto final em GenPDM ............................................................................................. 43
Figura 21 – Estrutura proposta para organização da área funcional em funções e processos ............................ 47
Figura 22 – Decomposição da área funcional PDM em funções ....................................................................... 48
Figura 23 – Funções de segundo nível da função Definição de Conceitos e Atributos ........................................ 48
Figura 24 – Funções de segundo nível da função Gestão de Tipos de Operação ............................................... 49
Figura 25 – Funções de segundo nível da função Caracterização de Artigos ..................................................... 50
Figura 26 – Funções de segundo nível da função Gestão de Listas de Materiais ............................................... 51
Figura 27 – Funções de segundo nível da função de Gestão de Gamas Operatórias ......................................... 52
Figura 28 – Processos de funções GenPDM ..................................................................................................... 53
Figura 29 – Menus principais de GenPDM ....................................................................................................... 54
Figura 30 – Opções para criação nos menus principais ................................................................................... 54
XVI
Figura 31 – Janela para definição de parâmetros da referência quando tem origem num tipo de parâmetro: a) em
extensão; b) em compreensão ......................................................................................................................... 56
Figura 32 – Identificação do executável de ativação em referências e tipos de operação ................................... 58
Figura 33 – Estrutura do guia de utilização de GenPDM ................................................................................... 61
Figura 34 – Opções do menu principal para a Definição de Conceitos e Atributos ............................................ 62
Figura 35 – Janela com o separador “Tipo de Dados” ..................................................................................... 63
Figura 36 – Transformação de um tipo de parâmetro em compreensão para o sistema prático ........................ 64
Figura 37 – Transformação de um tipo de parâmetro em compreensão do modelo teórico para o sistema ....... 65
Figura 38 – Processo de criação de uma característica num Tipo de Parâmetro ............................................... 66
Figura 39 – Atribuição de uma característica ao campo de ordenação ............................................................. 68
Figura 40 – Atribuição de um atributo GenPDM a uma propriedade de GenPPC ............................................... 70
Figura 41 – Opção no menu principal para Gestão de Tipos de Operação ........................................................ 71
Figura 42 – Modelação teórica e transformações práticas de tipos de operação ............................................... 74
Figura 43 – Tipo de operação “Corte” com processo de associação de parâmetros em GenPDM ..................... 75
Figura 44 – Definição de atributo de identificação a um tipo de operação não produtiva ................................... 76
Figura 45 – Opção do menu principal para Caracterização de Artigos .............................................................. 78
Figura 46 – Tabela de visualização de Famílias Agregadas e processos associados em Gen4Gen ..................... 79
Figura 47 – Referência Genérica do modelo teórico para o prático ................................................................... 83
Figura 48 – Opção no menu para Definição de Atributos em Referências Genéricas ......................................... 84
Figura 49 – Processo de associação a atributos de: a) valores constantes com origem num tipo de parâmetro, b)
valores constantes com origem num tipo de dado; c) valores variáveis ............................................................. 85
Figura 50 – Opção do menu para Definição de Parâmetros em Referências Genéricas ..................................... 86
Figura 51 – Construção de parâmetros numa referência genérica .................................................................... 87
Figura 52 – Processo de aplicação de restrições para visibilidade de parâmetros ............................................. 89
Figura 53 – Comparação de comportamento com condições de visibilidade do parâmetro “Cor_Ilhós” em: a)
género masculino; b)género feminino .............................................................................................................. 89
Figura 54 – Processo de aplicação de condições de restrição de domínio em parâmetros ................................ 90
Figura 55 – Visualização de comportamento de domínios de valor: a) sem condições de restrição; b) com condições
de restrição ..................................................................................................................................................... 91
Figura 56 – a) Característica “Uso em modelo Oxford” no tipo de parâmetro; b) Atribuição de valores de
característica a valores do tipo de parâmetro ................................................................................................... 92
Figura 57 – Processo de aplicação de filtros em um parâmetro da referência ................................................... 93
Figura 58 – Adição de valores ao tipo de parâmetro “Tipo de Têxtil” e respetivas características ...................... 94
Figura 59 – Visualização de comportamento do parâmetro “Tamanho” com filtros de atualizar: a) antes de adição
de valores ao tipo de parâmetro; b) depois de adição de valores ao tipo de parâmetro...................................... 94

XVII
Figura 60 – Processos para Gestão de Listas de Materiais ............................................................................... 95
Figura 61 – Opções de menu para processos de Gestão de Listas de Materiais ................................................ 95
Figura 62 - Criação de uma GBOM em GenPDM .............................................................................................. 97
Figura 63 – Planos de consumos de kits de abastecimento ............................................................................ 100
Figura 64 – Opções de menu para processos de Gestão de Gamas Operatórias ............................................. 102
Figura 65 – Processos para Definição de um Plano de Operações ................................................................. 102
Figura 66 – Interface para atribuição de operações a uma referência genérica ............................................... 104
Figura 67 – Atribuição de operações individuais a operação célula ................................................................. 105
Figura 68 – Definição de planos de consumo das operações de uma referência genérica ............................... 107
Figura 69 – Atribuição de precedências às operações .................................................................................... 108
Figura 70 – Campos de escolha de valores para geração da variante a simular .............................................. 109
Figura 71 – Simulação da estrutura do sapato Oxford .................................................................................... 109
Figura 72 – Relações entre funções da área funcional PDM ........................................................................... 115
Figura 73 – Sistema GenSFC organizado por funções com os respetivos fluxos de informação ....................... 117
Figura 74 – Funcionamento do sistema para alocação e sequenciação de trabalhos ...................................... 119
Figura 75 – Pontos de decisão e fluxos de informação de apoio à decisão na alocação de kanbans ................ 124
Figura 76 – Esquema do processo produtivo com fluxos de materiais ............................................................ 139

XIX
ÍNDICE DE TABELAS
Tabela 1 – Resumo das abordagens dos autores face aos graus de Customização ............................................. 8
Tabela 2 – Resumo das designações de funções de utilização segundo autores ............................................... 17
Tabela 3 – Tabela resumo da terminologia adotada nos modelos para a informação de artigos ........................ 26
Tabela 4 – Número de combinações vs. Número de codificações .................................................................... 30
Tabela 5 – Classificação de processos de criação ............................................................................................ 54
Tabela 6 – Informação em comum necessárias à criação de parâmetros de compreensão e de extensão em
referências genéricas e operações genéricas ................................................................................................... 55
Tabela 7 – Processos para obtenção da informação necessária à ativação ....................................................... 59
Tabela 8 – Informação na criação de Tipos de Parâmetros .............................................................................. 64
Tabela 9 – Informação na criação de Atributos ................................................................................................ 70
Tabela 10 – Informação na criação de Tipos de Operação ............................................................................... 72
Tabela 11 – Comparação entre Operação Célula e Célula de Operações .......................................................... 73
Tabela 12 – Intervalo de valores para códigos de identificação consoante propriedades ................................... 76
Tabela 13 – Informação na criação de Referências Genéricas .......................................................................... 81
Tabela 14 – Informação na criação de planos de consumos da GBOM ............................................................. 96
Tabela 15 – Informação na criação de Planos de Operações .......................................................................... 103
Tabela 16 – Matriz de relacionamento entre informação de funções .............................................................. 111
Tabela 17 – Matriz de relacionamento entre informação de funções com identificação de funções principais
GenPDM por clusters .................................................................................................................................... 112
Tabela 18 – Matriz de relacionamento de funções GenPDM com funções GenSFC ......................................... 120
Tabela 19 – Identificação de funções que fornecem informação para documentos de encomendas conferidas121
Tabela 20 – Identificação de funções que fornecem informação para documentos de compra e de produção . 122
Tabela 21 – Atributos dos artigos para propriedades do sistema que influenciam ordens de programação ...... 123
Tabela 22 – Atributos dos artigos para propriedades do sistema que influenciam a execução de kanbans ...... 126
Tabela 23 – Atributos de artigos para monitorização/rastreamento ................................................................ 127
Tabela 24 – Componentes e respetivas propriedades e quantidades por par .................................................. 137
Tabela 25 – Ferramentas e respetivas propriedades e unidades de quantidade .............................................. 138
Tabela 26 – Fases produtivas e respetivas operações e ferramentas .............................................................. 139
Tabela 27 - Grupos de atributos do sistema e respetivas propriedades ........................................................... 147


XXI
LISTA DE ABREVIATURAS, SIGLAS E ACRÓNIMOS
BOM – Bill-of-materials, tendo como tradução a expressão Lista de Materiais
BOMO – Bill-of-Materials-and-Operations, tendo como tradução Lista de Materiais e de Operações
BOO – Bill-of-Operations, tendo como tradução a expressão Lista de Operações
GBOM – Generic-Bill-of-materials, tendo como tradução a expressão Lista Genérica de Materiais
GBOMO – Generic-Bill-of-Materials-and-Operations, tendo como tradução Lista Genérica de Materiais e de
Operações
GBOO – Generic-Bill-of-Operations, tendo como tradução a expressão Lista Genérica de Operações
CRP – Capacity Requirements Planning, tendo como tradução a expressão Planeamento de Necessidades de
Capacidade
GenPDM - Generic Product Data Management, tendo como tradução Gestão de Informação de Artigos Genéricos
GenPPC – Generic Production Planning and Control, tendo como tradução Genérico Planeamento e Controlo da
Produção
GenSFC – Generic Shop Floor Control, tendo como tradução Genérico Controlo de Programação da Produção
Gen4Gen – Módulo do software para integração das áreas funcionais de um Sistema PCP
MC – Mass Customization, tendo como tradução a expressão Customização em Massa
MP – Mass Production, tendo como tradução a expressão Produção em Massa
MRP – Materials Requirements Planning, tendo como tradução a expressão Planeamento de Necessidades de
Materiais
PCP – Planeamento e Controlo da Produção
PDM – Product Data Management, tendo como tradução a expressão Gestão de Informação de Artigos
PDP – Planeamento Diretor de Produção


O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
1
1 INTRODUÇÃO
O grau de competitividade tem aumentado agressivamente nos últimos anos, e as empresas que se distinguem
são aquelas que conseguem entregar produtos altamente customizados, que vão de encontro às necessidades
dos consumidores e às limitações das próprias empresas (Samir Mesihovic & Malmqvist, 2000).
Acreditando que a competitividade se mantém, e manter-se-á, em crescimento acentuado dada a conjuntura
económica mundial, as organizações continuam a ter a necessidade de lidar com estratégias que possam
diferenciá-las no mercado. Assim, a oportunidade para uma organização aumentar a sua competitividade pode
passar por criar um produto adicional, por adicionar variantes a um produto já existente, ou ainda por permitir que
seja o próprio cliente a especificar novas variantes ao leque de produtos disponibilizados pela organização.
A adoção deste tipo de estratégias está associada ao paradigma “customização em massa” (MC), identificada por
Da Silveira, Borenstein, & Fogliatto (2001) como a estratégia que permite diferenciar as organizações num
mercado altamente competitivo e segmentado. No entanto, ambientes de MC provocam um grande aumento da
informação, resultante da diversidade de artigos com que a organização tem que lidar.
Este aumento da informação devido à diversidade de artigos é traduzido em dois desafios para as organizações:
gerir eficazmente as variantes do produto e do processo e minimizar os esforços de introdução e manipulação da
informação no sistema.
Uma gestão eficaz das variantes do produto e do processo é exigida às organizações de modo a conseguir
responder às exigências do cliente. Porém os clientes têm vindo a aumentar intensivamente o desejo de
personalização dos produtos, produzindo proporções de informação muito elevadas. Quanto maior a quantidade
de informação mais moroso se torna o processo de gerir e controlar toda a informação no sistema, pelo que
existirá uma tendência crescente para o desenvolvimento de famílias de produtos. J. X. Jiao, Tseng, Ma, & Zou
(2000) definem família de produto como um conjunto de variantes de um produto comum, com estruturas de
processos comuns. O intuito da criação de famílias é identificado com a sincronização de múltiplas perspetivas
sobre a variedade de pedidos de clientes, com a engenharia de produto e com o planeamento e programação da
produção.
De salientar que diferentes, e maiores, níveis de customização requerem diferentes, e mais eficazes, estratégias
organizacionais. No trabalho de Devaraj, Hollingworth, & Schroeder (2004), os autores defendem que diferentes
objetivos de negócio requerem diferentes competências e capacidades de produção, de modo a atingir
desempenhos superiores na produção. Os mesmos autores, Devaraj, et al. (2004), propõem ainda a adoção de
estratégias produtivas genéricas, que definem o ambiente/cenário de produção com base no número de linhas
de produtos produzidos e no grau de customização de cada produto durante a produção; na combinação da
integração vertical e do foco de mercado; e no fluxo de produção possível nos processos existentes.
INTRODUÇÃO
2
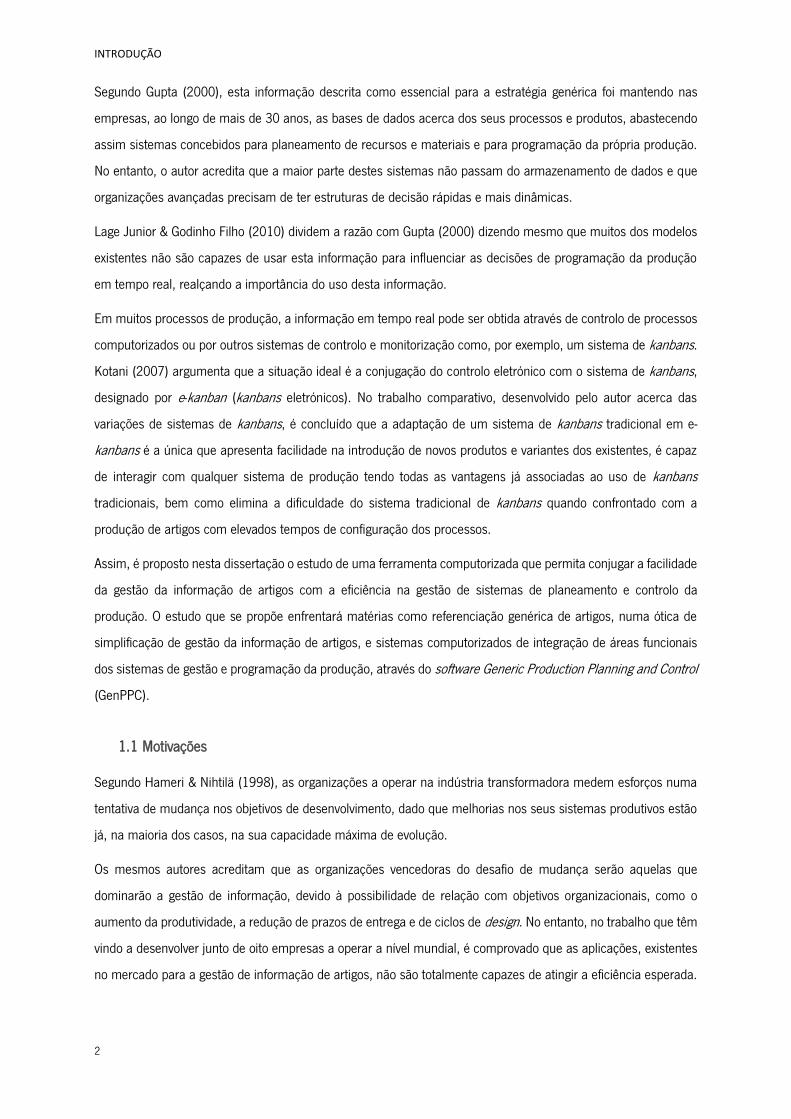
Segundo Gupta (2000), esta informação descrita como essencial para a estratégia genérica foi mantendo nas
empresas, ao longo de mais de 30 anos, as bases de dados acerca dos seus processos e produtos, abastecendo
assim sistemas concebidos para planeamento de recursos e materiais e para programação da própria produção.
No entanto, o autor acredita que a maior parte destes sistemas não passam do armazenamento de dados e que
organizações avançadas precisam de ter estruturas de decisão rápidas e mais dinâmicas.
Lage Junior & Godinho Filho (2010) dividem a razão com Gupta (2000) dizendo mesmo que muitos dos modelos
existentes não são capazes de usar esta informação para influenciar as decisões de programação da produção
em tempo real, realçando a importância do uso desta informação.
Em muitos processos de produção, a informação em tempo real pode ser obtida através de controlo de processos
computorizados ou por outros sistemas de controlo e monitorização como, por exemplo, um sistema de kanbans.
Kotani (2007) argumenta que a situação ideal é a conjugação do controlo eletrónico com o sistema de kanbans,
designado por e-kanban (kanbans eletrónicos). No trabalho comparativo, desenvolvido pelo autor acerca das
variações de sistemas de kanbans, é concluído que a adaptação de um sistema de kanbans tradicional em e-
kanbans é a única que apresenta facilidade na introdução de novos produtos e variantes dos existentes, é capaz
de interagir com qualquer sistema de produção tendo todas as vantagens já associadas ao uso de kanbans
tradicionais, bem como elimina a dificuldade do sistema tradicional de kanbans quando confrontado com a
produção de artigos com elevados tempos de configuração dos processos.
Assim, é proposto nesta dissertação o estudo de uma ferramenta computorizada que permita conjugar a facilidade
da gestão da informação de artigos com a eficiência na gestão de sistemas de planeamento e controlo da
produção. O estudo que se propõe enfrentará matérias como referenciação genérica de artigos, numa ótica de
simplificação de gestão da informação de artigos, e sistemas computorizados de integração de áreas funcionais
dos sistemas de gestão e programação da produção, através do software Generic Production Planning and Control
(GenPPC).
1.1 Motivações
Segundo Hameri & Nihtilä (1998), as organizações a operar na indústria transformadora medem esforços numa
tentativa de mudança nos objetivos de desenvolvimento, dado que melhorias nos seus sistemas produtivos estão
já, na maioria dos casos, na sua capacidade máxima de evolução.
Os mesmos autores acreditam que as organizações vencedoras do desafio de mudança serão aquelas que
dominarão a gestão de informação, devido à possibilidade de relação com objetivos organizacionais, como o
aumento da produtividade, a redução de prazos de entrega e de ciclos de design. No entanto, no trabalho que têm
vindo a desenvolver junto de oito empresas a operar a nível mundial, é comprovado que as aplicações, existentes
no mercado para a gestão de informação de artigos, não são totalmente capazes de atingir a eficiência esperada.

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
3
A principal falha consiste na incapacidade de fornecer meios flexíveis para relacionar, coerentemente, toda a
informação dos produtos durante as fases principais dos seus ciclos de vida.
Outro problema é identificado por Leong, Yu, & Lee (2002), que afirmam que o maior obstáculo que as
organizações hoje em dia enfrentam é a ineficiente troca de conhecimento, devido à falta de definição e
padronização ajustadas de dados relativos a produtos e processos. Assim, os autores recomendam que a
informação gerada durante o projeto de engenharia deva ser a usada no planeamento de recursos necessários
para a realização do produto, de modo a permitir avaliações de disponibilidade de recursos e necessidades de
materiais.
Posto isto, a principal motivação desta dissertação será provar que a solução para as organizações que pretendem
ser líderes, do mercado competitivo e segmentado no setor da indústria transformadora em que se inserem, fora
já desenvolvida na Universidade do Minho, no departamento de Produção e Sistemas, e se designa como Generic
Production Planning and Control (GenPPC).
1.2 Objetivos e contribuições esperadas
O objetivo principal deste trabalho é reconhecer, documentar e classificar as ferramentas propostas pelo sistema
GenPPC para a representação de informação sobre artigos, e o estudo de como esta gestão de informação de
artigos poderá influenciar a programação da produção. De forma a desenvolver o objetivo proposto, têm-se como
objetivos específicos:
i. Revisão da literatura
Trata-se de um levantamento bibliográfico sobre as matérias principais necessárias nas áreas de sistemas de
produção e de sistemas de informação. Esta revisão bibliográfica servirá como fundamento teórico para
homogeneização de conceitos a serem estudados e desenvolvidos.
ii. Identificação e descrição das funções, e respetivos processos, da área funcional “Gestão de Informação
de Artigos”
Pretende-se identificar, classificar e descrever as funções da área funcional de gestão de informação de artigos
numa perspetiva de GenPPC e segundo os princípios de referenciação genérica.
iii. Documentação de procedimentos através da utilização de GenPPC para a modelação de informação de
artigos
Para a documentação de procedimentos, a estratégia é a modelação em GenPDM da informação de artigos
descrita num caso de estudo. O caso de estudo servirá ainda para exemplificação de situações de decisão de
modelação e simulação de comportamentos. O objetivo consiste, assim, na criação de um manual, com o intuito
de criar um guia de utilização, que permita a novos utilizadores do software uma implementação rápida do seu
cenário de produção e dos seus produtos. Espera-se que sirva como um apoio no processo de utilização contínua
INTRODUÇÃO
4
do software e como uma ferramenta de auxílio quando um novo utilizador pretender fazer alguma alteração aos
processos e produtos já implementados, por ele, no software.
iv. Avaliação das funcionalidades do software utilizado em satisfazer as necessidades de informação da
programação de produção
Face às necessidades de informação para a programação da produção, será feito um estudo dos impactos da
representação de artigos no software nos processos necessários às funções da competência da programação da
produção.
1.3 Organização da dissertação
Com o intuito de atingir todos os objetivos propostos, o presente documento é dividido em sete principais capítulos,
onde o primeiro é o mesmo em que se insere esta descrição do conteúdo de trabalho, a Introdução. O segundo
capítulo designa-se por “Revisão Bibliográfica”, e pretende descrever bibliograficamente as principais matérias das
áreas de estudo para homogeneização dos conceitos a aplicar em todo o trabalho desenvolvido.
Com o título “Modelo Generic Product Data Management”, o terceiro capítulo descreve o caso de estudo através
da caracterização de artigos e o processo produtivo destes, descrevendo as condições e conceitos necessários
para a modelação em GenPPC. Assim, o capítulo tem como principal foco a descrição dos conceitos de GenPDM
e o esboço da representação da informação dos artigos do caso de estudo.
No quarto capítulo, “Funções e Processos de Gestão de Informação de Artigos”, são apresentadas e descritas
todas as funções respetivas à gestão de informação de artigos e identificados os processos de cada função. Na
identificação das funções é ainda realizada uma padronização dos processos. No seguimento, o sexto capítulo
corresponde ao guia de utilização segundo as funções e os processos identificados e é designado por “Generic
Product Data Management – software”. No mesmo capítulo é realizado um resumo das relações de dependência
entre funções através do confronto entre a informação que cada função cria e aquela que utiliza de outras funções.
O capítulo do estudo relativo à programação de produção é apresentado no sétimo capítulo. No capítulo é
apresentado o papel da gestão de informação de artigos na programação da produção através dos impactos que
a representação dos artigos efetuada em GenPDM tem nas funções da competência da programação e
monitorização da produção.
O último capítulo, “Conclusões” e “Trabalhos Futuros”, corresponde aos principais resultados, expetativas e
concretizações, e às oportunidades de melhoria/continuação do trabalho desenvolvido, acreditando-se que trarão
mais-valias à utilização de GenPPC.
Em modo de nota, sempre que existir “texto a azul” no corpo da dissertação é possível premir CTRL e selecionar
o texto de modo a efetuar a deslocação para o local de destino da hiperligação. Esta estratégia prende-se
unicamente para facilitar ao leitor encontrar a informação que necessita quando utiliza o documento em formato
digital.
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
5
2 REVISÃO BIBLIOGRÁFICA
O presente capítulo destina-se a uma revisão literária sobre os principais temas que se consideram fundamental
compreender. Assim, esta revisão consiste na análise do que diversos autores doutrinam acerca de assuntos como
customização em massa, sistema de planeamento e controlo da produção, e todos os outros conteúdos essenciais
à elaboração desta dissertação.
2.1 Customização em massa
Quando se fala em filosofias de produção, tende-se a pensar em dois paradigmas extremos. Isto é, se de um lado
do espetro está a mentalidade tradicional de produzir o máximo volume com o mínimo de variedade nos produtos,
designada como “Produção em Massa”, do outro encontra-se a mentalidade de baixo volume com a máxima
variedade de artigos, “Produção Customizada”.
Entenda-se que estes paradigmas são antíteses não só no pensamento da filosofia como nas caraterísticas, se o
primeiro reverte em custos baixos e reduzida espera por parte do consumidor, o segundo é sinónimo de preços
especiais com esperas especiais para pedidos especiais.
No entanto, ambos os paradigmas se encontram desajustados à realidade do mercado atual. Tu, Vonderembse,
& Ragu-Nathan (2001) declaram que as empresas enfrentam um grave problema de gestão ao operar sobre
qualquer um deles, relevando-se disfuncional para empresas que pretendam atingir competitividade global, no
ambiente de rápida mudança que se vive hoje em dia. Assim, os mesmos autores defendem que as organizações
devem efetuar mudanças fundamentais no pensamento de gestão, assim como no design dos sistemas de fabrico,
representando estas mudanças avanços tecnológicos e novas práticas de gestão.
As mudanças apresentadas por Tu, et al. (2001) devem, segundo Fogliatto, da Silveira, & Borenstein (2012),
assegurar agilidade e capacidade de resposta rápida às mudanças dos atuais níveis de globalização e de
competição dos mercados. Os autores acreditam que as mudanças devem basear-se em novas tecnologias de
informação, que permitam aos sistemas de produção entregar elevada variedade a baixos custos, e no paradigma
da “Customização em Massa”, do inglês “Mass Customization” (MC).
MacCarthy, Brabazon, & Bramham (2003) e Gomes, Martins & Lima (2011b) definem, de forma abrangente, MC
como um ideal de desempenho que consiste em dar aos clientes, de um mercado de massa, a oportunidade de
ter um produto adaptado às suas necessidades, “quando, onde e como eles quiserem”, através de economias de
escala que permitam customizar bens como na produção customizada, mas de forma extremamente acessível
como a produção em massa.
De forma mais concreta, Fogliatto, et al. (2012) definem MC como a habilidade de providenciar produtos ou
serviços customizados em grandes volumes através de processos flexíveis e a um preço racionalmente baixo.
REVISÃO BIBLIOGRÁFICA
6
Então, os autores argumentam que MC pode ser vista segundo uma estratégia a praticar através de sistemas que
usam tecnologia de informação, processos flexíveis, e estruturas organizacionais para entregar um vasto leque de
produtos ou serviços que irão de encontro às necessidades específicas dos consumidores individuais com um
custo próximo dos produtos ou serviços da produção em massa.
2.1.1 Principais desafios impostos, fatores de sucesso e implicações de gestão
As expectativas dos consumidores de MC são exigentes ao ponto de se encontrarem a meio do mundo da produção
em massa e da produção customizada. Esta situação reporta uma série de desafios às organizações a operar em
MC, sendo assentes em três principais impulsos como: custo (na procura de oportunidades de economias de
escala), recursos (na tentativa de gestão de variedade e complexidade de artigos) e tempo (no desafio da rápida
resposta ao mercado). (Eastwood, 1996) (J. Jiao, Ma, & Tseng, 2003)
Estes desafios desencadeiam nas organizações diferentes ações em diferentes departamentos, sendo que as áreas
funcionais mais afetadas serão a área de gestão de negócios (através de mudanças na estratégia organizacional),
de engenharia (sendo exigido maiores desenvolvimentos do produto e melhorias de processos e de produção) e
de informática de gestão (por enfrentar desafios de tecnologia informática e de sistemas de suporte à decisão) -
Gomes et al. (2011b).
No entanto, Eastwood (1996) escreve no seu trabalho que MC não deve ser vista como uma monolítica solução
de processos muito complexos e contextualizados para a implementação de flexibilidade, agilidade e sistemas
focados. A autora defende que para implementar MC é necessário integrar diferentes tecnologias de fabrico e
informação numa estrutura capaz de combinar fatores humanos e tecnológicos. Fogliatto, et al. (2012) reforçam
o mesmo e, no seu trabalho de revisão da literatura, esboçam os fatores de sucesso que uma empresa precisa
de garantir, de forma a vir a ser competitiva numa estratégia MC. Estes fatores dependem de variáveis humanas
ou tecnológicas, internas ou externas, e são descritos como:
1. Deve existir procura por variedade e personalização dos produtos que a organização produz: os clientes
devem estar dispostos a comprar produtos customizados e a organização deve ter a habilidade de produzir o que
os seus clientes esperam no tempo aceitável e segundo um custo reduzido.
2. As condições de mercado devem ser apropriadas: fator relacionado com tempo em que a organização
será capaz de desenvolver a sua estratégia MC. Em mercados globais e segmentados, é necessário ser pioneira
em tudo, de forma a ser vista segundo o mercado como inovadora, conquistando a sua posição.
3. Cadeia de valor deve estar preparada: de modo que a estratégia MC adotada seja bem-sucedida, a
organização precisa que a sua cadeia de abastecimento trabalhe de forma colaborativa e próxima, garantindo que
matérias-primas chegam quando necessárias à organização e que todas as entidades da cadeia de valor estejam
amplamente conectadas para trocas de informação eficientes.

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
7
4. A tecnologia necessária deve estar disponível: a empresa precisa de garantir que terá a tecnologia
necessária para lidar com séries grandes de informação e com processos flexíveis avançados.
5. A customização de produtos deve ser possível: os produtos devem possuir características que possam
ser modularizadas, versáteis e constantemente renováveis.
6. O conhecimento deve ser partilhado: uma estratégica dinâmica depende da habilidade de traduzir a
procura de mercado em novos produtos e serviços, e esta capacidade de tradução apenas é possível se as
organizações possuírem uma troca de conhecimento transparente e sem barreiras entre os seus demais
departamentos.
Estes seis fatores são, na opinião de Tu, et al. (2001), demasiado ambíguos para orientar um eficaz
desenvolvimento de um plano de implementação de MC. Os autores acreditam que empresas que procurem ser
competitivas através de uma estratégia MC devem reconhecer que as práticas orientadas à produção devem ser
otimizadas, por forma a se obter o desempenho que se pretende. As práticas mais importantes, na visão dos
autores, para se produzirem maior quantidade de produtos com maior variedade, enquanto se mantêm níveis de
qualidade, grandes volumes de produção e preços baixos, consistem em:
Melhorias no tempo de setup de reengenharia: reduzir ao mínimo possível os tempos de mudança de
um produto para outro, de forma a aumentar a disponibilidade de recursos, e, consequentemente, aumentar a
capacidade produtiva, permitindo reduzir os custos por unidade e elevar a quantidade de produtos oferecidos aos
clientes.
Produção celular: agrupar artigos com semelhantes caraterísticas de design e requisitos de produção,
conduzindo à redução de custos de produção, de movimentação de materiais, de inventário work-in-progress e de
tempos de atravessamento, devido a todos os equipamentos e materiais necessários à produção de partes estarem
localizados apenas num único sítio.
Adequadas habilidades de manutenção preventiva: minimizar baixas dos equipamentos que podem
reduzir a disponibilidade dos equipamentos, e, por consequente, reduzir a capacidade necessária para produzir a
quantidade e a variedade pretendida para satisfazer a procura.
2.1.2 Níveis de Customização
A adoção de estratégias para aumentar a competitividade provoca um grande aumento da diversidade de artigos
com que a organização tem que lidar. Os impactos da diversidade são, normalmente, agravados em ambientes
de MC, sendo que existem vários graus de customização que uma organização pode oferecer ao seu consumidor
final, ao mercado que está inserida ou que pretende ingressar.
Acerca dos graus de customização não existe grande consenso na literatura. As entidades de conhecimento
retratam os graus segundo diferentes abordagens, sendo apresentado na Tabela 1 um resumo das abordagens
mais aceites.

REVISÃO BIBLIOGRÁFICA
8
Tabela 1 – Resumo das abordagens dos autores face aos graus de Customização
Autores Graus de MC Abordagem
Gilmore & Pine (1997) Colaborativa Adaptativa Cosmética Transparente
Níveis da Customização
Lampel & Mintzberg (1996) Pura standardização Standardização segmentada Standardização customizada Customização adaptada Pura customização
Estratégias da Customização
Pine (1999) Serviços customizados Customização de produtos Customização incorporada Customização da entrega
Estágios da Customização Modular
Spira (1996)
Embalamento Customizado Serviços Customizados Trabalho Adicional Customizado Montagem Modular
Tipos de Customização
(Ross, 1996) Pura Customização Customização “pós-produto” Customização em loja Auto-customização Customização puxada
Categorias de Customização
Alford, Sackett, & Nelder (2000) Pura Customização Customização opcional Customização formulada
Estratégias de Customização
Fogliatto, et al. (2012) Design Fabricação Montagem Adicionais serviços Trabalho adicional customizado Embalamento e distribuição Uso adaptável Pura Standardização
Níveis Genéricos de Customização
Relativamente a todos os autores apresentados na tabela, é necessário apresentar detalhadamente os níveis
genéricos desenvolvidos por Da Silveira, et al. (2001), validados mais tarde pelos mesmos, e por Fogliatto, et al.
(2012). Os níveis de customização expostos consistem numa compilação de todas as definições e abordagens
mais citadas e relevantes que existem na literatura sobre níveis de customização.
Os autores batizam os níveis de customização como “níveis genéricos” pois podem ser vistos quer como
estratégias, quer como estágios e tipos de customização. Os oito níveis genéricos de customização são
classificados como:
Pura Standardização: mínima customização possível, sendo mesmo comparada à produção em massa.
Uso adaptável: customização do produto após a entrega, sendo adaptável a diferentes funções e
situações. Este nível não requer flexibilidade de processos mas de caraterísticas do produto.
Embalamento e distribuição: este nível fornece customização na distribuição e embalamento do produto
final segundo específicos segmentos de mercados.
Serviço personalizado para produtos padrão: normalmente ni produto de entrega, e corresponde à adição
de um serviço.
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
9
Trabalho adicional customizado: nível de customização fornecido, normalmente, no ponto de entrega,
pela realização de algum trabalho especializado em produtos standardizados.
Montagem: customização de produto somente nos processos de montagem, sendo vulgarmente
associado a produção modular, onde a customização está na escolha dos módulos standard a montar,
segundo diferentes configurações de acordo com as ordens do cliente.
Fabricação: refere-se ao fabrico de produtos sob medida para os clientes, seguindo um básico e
predefinido design.
Design: máximo grau de customização onde o produto é desenhado, fabricado e entregue de acordo com
as preferências individuais de cada cliente.
2.1.3 Exemplos de aplicação
O conceito de customização em massa tem emergido desde os anos 80 e pode ser visto como um natural
acompanhar da flexibilidade e otimização dos processos em relação a requisitos de qualidade e custos (Fogliatto,
et al., 2012). Os exemplos de aplicação de técnicas MC surgem mesmo antes de o conceito explodir como uma
revolução industrial.
Fazendo a alocação histórica da utilização de MC, e contrariamente ao esperado, o primeiro exemplo, e mais
antigo encontrado na literatura, vem de Henry Ford com o seu Model T (Alizon, Shooter, & Simpson, 2009). O
Model T foi lançado em outubro de 1908 e produzido até maio de 1927, sendo o volume produzido estimado em
quinze milhões de carros.
Henry Ford é considerado pela maioria dos entendidos como o pai da produção em massa e reconhecido segundo
a sua velha máxima de que os seus clientes “podem escolher qualquer cor desde que seja preto”. No entanto foi
pioneiro na introdução de processos atribuídos à MC através da adaptação de técnicas da produção de armamento
dos E.U.A (técnicas de produção em massa) com as da indústria de embalamento de carne (técnicas de produção
customizada). A abordagem de Henry consistia em construir os carros sobre a mesma plataforma comum, mas
com profundo grau de customização. Ou seja, os diferentes carros produzidos do mesmo modelo partilhavam
módulos, componentes e processos de produção, mas eram montados segundo as necessidades e requisitos dos
clientes. Portanto, na realidade, Henry Ford usava já na sua filosofia de produção técnicas da MC como plataformas
de produtos, modularidade e customização.
O ciclo da gestão de variedade do modelo constava no desenvolvimento e melhoria contínuos, em grandes níveis
de produção, da plataforma comum (correspondendo à metade inferior do carro – chassi representado na Figura
1), enquanto a metade superior era talhada conforme as necessidades dos consumidores, quer esta customização
fosse feita pela Ford ou por empresas especializadas.

REVISÃO BIBLIOGRÁFICA
10
Figura 1 – Plataforma inferior do Model T
Com esta abordagem, Henry Ford conseguiu, em dezanove anos, desenvolver uma linha de produto com cerca
de cinco mil atualizações, e mais de centenas de variantes dos onze principais modelos gerados na família Model
T através de propriedades diferenciadoras como a cor exterior, o interior ou a quantidade de módulos inseridos na
estrutura do carro.
Outro exemplo da aplicação de MC remete para o ano de 1987, com o caso da National Industrial Bicycle Company
of Japan (NIBC), reportado por Kotha (1996). É importante referir o exemplo em questão, numa perspetiva de
utilização de um bom sistema de informação que suporte um sistema de MC.
A NIBC pretendia criar um sistema de produção e entrega que permitisse uma clara diferenciação da marca face
à concorrência, na customização de bicicletas segundo as especificações dos seus clientes. A empresa possuía
uma fábrica em funcionamento de produção em massa (Mass Production – MP), e decide mantê-la e conjugá-la
com uma segunda de MC, permitindo à empresa entregar bicicletas personalizadas a clientes individuais com um
prazo de entrega de duas semanas.
A abordagem de produção considerada pela empresa é sustentada em duas estratégias em simultâneo. A primeira
estratégia é manter todas as famílias de bicicletas na fábrica de MP, onde a ligação aos clientes é indireta. A
segunda estratégia é produzir a nova família de produtos na fábrica de MC em parceria com a de MP, através da
ligação direta com os consumidores.
A fábrica responsável pela MP tenta atingir um grande segmento de mercado e é organizada segundo linhas
tradicionais de eficiência. A produção neste espaço é programada tendo em consideração a eficiência e economias
de escala. Sendo que as bicicletas produzidas são para efeitos de inventário nas lojas ou nos retalhistas segundo
precisões da procura. Tipicamente de um modelo de MP, este espaço da NIBC persegue uma estratégia de baixo
custo.
Por sua vez, a fábrica em regime de customização em massa tem como objetivo satisfazer um pequeno segmento
de mercado através da diferenciação. É responsável por receber a seleção de opções dos clientes acerca das
características do produto, como cores, modelos, tamanhos e componentes. Estas escolhas permitem à NIBC ter
cerca de oito milhões de possíveis variantes de bicicletas, e a produção de cada bicicleta nesta fábrica começa
exatamente na receção de cada uma das ordens de bicicletas individualizadas, sendo a bicicleta expedida no
mesmo dia que os processos de transformação começam.
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
11
O sucesso da abordagem da NIBC está, assim, na conjugação destas duas estratégias, no que cada estratégia
pode oferecer à outra através de transferências de informação e de recursos entre as duas fábricas. Considerando
que a informação sobre os produtos que é processada em MC é obtida diretamente dos consumidores finais, esta
informação pode ser usada por MP para criar produtos standard mais próximos da tendência dos pedidos do
consumidor, ou seja, mais próximos e atualizados daquilo que o mercado deseja. A NIBC usa assim, a informação
sobre as bicicletas únicas e customizadas pelos clientes individuais para criar novas bicicletas standard com
combinações de cores e componentes para serem produzidos em maior volume.
Assim, o caso NIBC prova que uma empresa que se pretenda distinguir pode partir de MP para MC desde que
garanta que o seu sistema é capaz de processar ordens diferenciadas de produção, bem como de contribuir para
a melhoria dos seus processos responsáveis pelo baixo custo e prazos de entrega. Este caso demonstra ainda a
possibilidade de se produzir sobre MP e MC em simultâneo.
Um último exemplo que se considera relevante referir, trata-se de um exemplo dos dias correntes onde a
customização é levada quase ao extremo através de produção modular. O exemplo dispensa grandes explicações
de funcionamento e diz respeito ao carro Smart. O cliente tem a possibilidade de customizar o seu carro,
escolhendo as especificações que pretende no concessionário, e em pouco receber o carro através da adaptação
de módulos. A estratégia de customização através de produção modular permite à marca atingir grande número
de variantes de carros Smart com um reduzido prazo de entrega ao cliente.
2.2 Sistema de Planeamento e Controlo da Produção
Vollmann, Berry, Whybark, & Jacobs (2005) acreditam que um sistema de planeamento e controlo da produção
(PCP) é aquele que se preocupa com todos os aspetos da produção, desde a gestão de materiais e do
escalonamento de equipamentos e recursos até à coordenação de fornecedores e clientes. Assim, falar em PCP
é falar, obviamente, em apoio a tomadas de decisão.
Quando se gere uma organização, em contextos de produção, é preciso decidir as estratégias a seguir, os fluxos
de material a manter, as alocações de equipamentos e recursos humanos necessários, e todos os demais aspetos
que permitam satisfazer as necessidades dos clientes, dos segmentos de mercado onde pretende competir. Desta
forma, o horizonte temporal em que se planeia é o intervalo de tempo em que será o sucesso da organização
afetado por uma decisão.
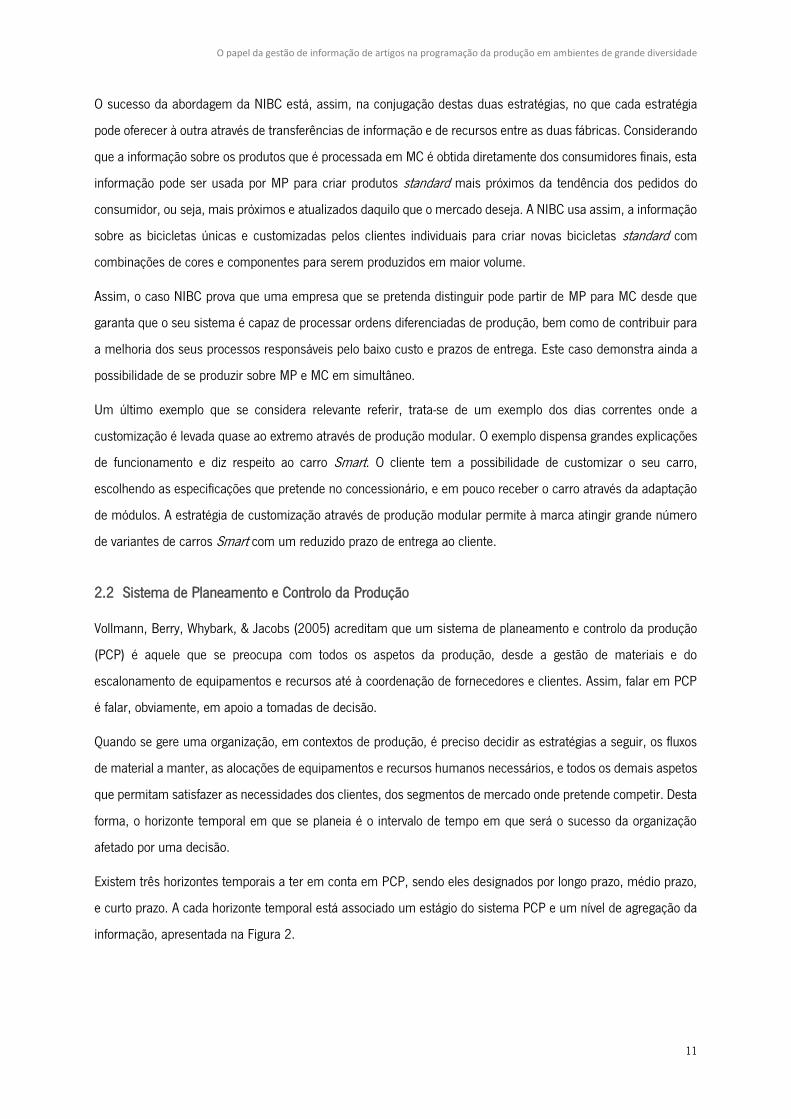
Existem três horizontes temporais a ter em conta em PCP, sendo eles designados por longo prazo, médio prazo,
e curto prazo. A cada horizonte temporal está associado um estágio do sistema PCP e um nível de agregação da
informação, apresentada na Figura 2.
REVISÃO BIBLIOGRÁFICA
12
Planeamento Agregado de Produção
Long
o Pr
azo Planeamento Estratégico de Produção
Gestão de RecursosGestão Comercial Gestão FinanceiraM
édio
Pra
zo
Planeamento Diretor de Produção
Planeamento Agregado de Capacidade
Planeamento de Necessidades de Capacidade
Planeamento de Necessidades de Material
Lançamento de Ordens de Compra Lançamento de Ordens de Produção
Cur
to P
razo Programação e Monotorização da
Produção
+
-
Agreg
ação d
e Inform
ação
Controlo de Stocks
Ges
tão
de In
form
ação
de
Art
igos
Figura 2 – Relação «Horizonte Temporal vs. Planeamento vs. Agregação de Informação»
A descrição apresentada nos parágrafos seguintes sobre cada um dos planeamentos é baseada em fundamentos
apresentados por Vollmann, et al. (2005), Lima (2011), Santillo (2012) e Gomes (2013):
Planeamento Estratégico de Produção
O planeamento estratégico vê a organização como uma caixa preta – entram matérias-primas e saem produtos
finais – com uma projeção dos próximos 3 a 5 anos da organização. As variáveis são volumes agregados de artigos
(e.g. número de carros a produzir), preços e fluxos financeiros, onde o plano resultante corresponde a um
orçamento de produção segundo um plano de vendas (de acordo com o cliente ou com o mercado) e custos
standard. Em suma, o plano estratégico comunica o que a organização se considera capaz de produzir.
Planeamento Agregado de Produção
O planeamento agregado de produção reflete o planeamento estratégico para uma projeção normalmente de um
ano, tendo como objetivo traduzir os volumes de produção em famílias de produtos, e os custos em recursos.
Vollmann, et al. (2005) consideram o planeamento agregado de produção como a primeira fase real do sistema
PCP, e a afirmação é partilhada pelos restantes autores quando identificam este planeamento como a reunião da
informação dos departamentos da Gestão Comercial, da Gestão de Recursos e da Gestão Financeira. Cada
departamento tem assim a sua função e o primeiro é responsável pela gestão da procura e por fornecer a
informação do que o mercado necessita – através de atividades como previsão da procura, receção de pedidos

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
13
dos clientes –, gerando necessidades agregadas de capacidade. O segundo, por sua vez, controla toda a
informação e necessidade de mão-de-obra, e dos custos associados a recursos, e desenvolve o plano agregado
de recursos. Por último, o terceiro elabora o plano de vendas e operações através do confronto entre as
necessidades de capacidade geradas pela gestão da procura com o plano agregado de recursos, e define as
estratégias a adotar quando a capacidade produtiva necessária é superior à instalada.
Planeamento Diretor de Produção
O planeamento diretor de produção (PDP) é considerado por Vollmann, et al. (2005) como o «motor» da produção
e tem como principal objetivo o apoio à decisão de quando e quanto se produzir, de modo a satisfazer o cliente e
tirar maior partido dos recursos instalados segundo as técnicas de produção adotadas (produção nivelada,
seguimento da procura, … ou mistura da mais do que uma técnica). O PDP consiste na análise de previsões da
procura, de encomendas e da quantidade de produtos disponíveis em cada período, por forma a ter como output
o plano diretor de produção que reporta a quantidade de produtos finais a se produzir em todos os períodos do
horizonte e a informação da quantidade que é capaz de fornecer a novos clientes.
Planeamento Agregado de Capacidade
O PDP é apoiado no planeamento agregado de capacidade – ou planeamento diretor de capacidade segundo o
trabalho desenvolvido por Lima (2011) – e permite confirmar a possibilidade de produzir a quantidade pretendida
no intervalo de tempo deliberado. O plano resultante consiste no estudo da utilização dos recursos, por mês ou
por semana, com base nos perfis de recursos e no histórico de utilização em produtos acabados segundo técnicas
conhecidas como “Fatores Globais”; “Listas de Capacidades”, e “Perfis de Recursos” (o detalhe do plano aumenta
conforme se avança na aplicação das técnicas).
Planeamento de Necessidade de Materiais
Da tradução do Inglês Material Requirements Planning (MRP), este planeamento tem como responsabilidade o
cálculo de todas as necessidades de material em função do planeado no PDP sobre a quantidade e o período de
produção dos produtos finais. O MRP apresenta, portanto, tudo aquilo que se tem que comprar e que produzir, e
quando estas atividades têm que ser feitas, a partir da explosão da lista de materiais dos produtos presentes no
PDP. O MRP necessita de ser compatível com o PDP para que este último seja exequível (e.g. o PDP começa no
dia 24 deste mês e o MRP não pode sugerir encomendar/comprar/produzir antes dessa data para PDP ser
possível).
Plano de Necessidades de Capacidade
Conhecido como Capacity Requirements Planning (CRP), é responsável por adaptar a capacidade instalada à
capacidade necessária, tendo como base a gama operatória de cada artigo e os recursos para cada operação.
Paralelamente ao que acontece com o MRP, o CRP necessita de ser harmonizável com o PDP para que o plano

REVISÃO BIBLIOGRÁFICA
14
seja possível. É importante esclarecer que em casos onde a capacidade necessária para realizar o PDP seja
superior àquela instalada, não se deve rejeitar de imediato o PDP, sendo necessário verificar se as estratégias
para confronto de capacidade, definidas no planeamento agregado, serão capazes de fazer frente ao
distanciamento entre a capacidade instalada e necessária.
Lançamento de Ordens de Compra e de Produção
De seguida, são lançadas as ordens de compra e de produção dando origem, numa perspetiva do GenPPC, a
ordens de programação, entrando nesta fase no horizonte temporal do curto prazo.
Programação e monitorização da produção
Vollmann, et al. (2005) designam esta área funcional como “Production Activity Control” e descrevem-na como a
execução dos planos detalhados de materiais onde a principal preocupação é a programação e controlo dos
trabalhos individuais nos centros de trabalho no espaço fabril. À programação da produção compete, portanto,
traduzir o que foi planeado para o espaço fabril através da criação de conjuntos postos de trabalho e colaboradores;
da atribuição de operações a postos; da alocação de trabalhos individuais à fila dos postos; e do abastecimento
de materiais aos postos. Os autores identificam ainda como elemento-chave para uma programação eficiente o
feedback do desempenho do espaço fabril face aos planos elaborados nas etapas anteriores, e este feedback
corresponde ao controlo da aptidão dos fluxos reais de materiais no cumprimento de planos, e à atuação quando
estes não estão a ser suficientemente eficientes.
Gestão da Informação de Artigos
Normalmente conhecida como Product Data Management (PDM), a esta área funcional compete garantir a
eficiência do sistema produtivo de uma organização, e o cumprimento de cada função das restantes áreas
funcionais, devido ser da sua responsabilidade o input de informação ao longo de toda a cadeia de gestão. A
informação que gere e disponibiliza consiste na informação sobre caracterização de artigos, definição de listas de
materiais e de gamas operatórias.
2.3 Gestão da Informação de Artigos
Um sistema PCP tem que ser capaz de lidar com ambientes de grande diversidade de artigos, i.e., as suas funções
têm que ser capazes de permitir um funcionamento eficaz e eficiente da produção de uma organização a operar
em MC. Uma das áreas funcionais com maior impacto na gestão da diversidade em sistemas PCP é a área
funcional PDM, devido ao apoio na gestão de toda a informação, resultante do processo de desenvolvimento de
artigos e necessária ao sistema PCP, com que a organização tem que trabalhar.
Gao, Aziz, Maropoulos, & Cheung (2010) acreditam até que esta seja a área funcional mais importante dentro de
uma organização dada a sua intervenção na fase de desenvolvimento de produtos e na manutenção destes ao
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
15
longo da sua vida útil, até ao desenvolvimento e execução de processos de produção, venda e entrega ao
consumidor final. Os autores alertam para o grau de exigência de eficiência nesta área funcional ter vindo
tendencionalmente a aumentar, devido às necessidades emergentes das organizações de introduzirem produtos
no mercado o mais rápido que lhes for possível.
O lead time de lançamento de um produto depende de todas as fases desde a sua projeção à sua expedição, e
portanto o tempo de desenvolvimento do produtos e dos seus processos produtivos devem ser os mais curtos
possíveis. Assim, Gao et al. (2010) acreditam que a solução passa por facilitar um fluxo contínuo de informação
entre todos os departamentos da organização, sendo que informatizando um sistema PDM compatível será
possível organizar, aceder e controlar todos os dados relacionados dentro da organização. Esta doutrina é
partilhada por Mesihovic & Malmqvist (2000), que argumentam que sistemas PDM são usados como estratégia
de encurtar o tempo de desenvolvimento de um artigo e do seu processo venda-entrega, e assistida por Leong et
al. (2002), que na sua investigação ao longo de uma década presenciou a implementação em amplitude alargada
de sistemas PDM na indústria.
A utilidade do PDM é tão maior quando maior for o grau de diversidade dos produtos, a quantidade de produtos
da organização e o nível de integração requerida na organização. Esta afirmação deve-se aos sistemas PDM
ajudarem a modelar e a controlar a quantidade elevada de informação necessária ao design, à transformação e à
construção de artigos, bem como à manutenção posterior destes. Assim, é crucial que cada organização possua
um sistema PDM como uma ferramenta de suporte.
2.3.1 Funcionalidades de um sistema de gestão de informação de artigos
O sistema PDM vem agrupar todas as técnicas normalmente conhecidas nas organizações como “Enginnering
Data Management” (EDM), “Document Management”, “Product Information Management” (PIM), “Technical Data
Management” (TDM), “Technical Information Management” (TIM), “Image Management” e outras. Assim, é
previsível que os entendidos identifiquem como benefícios de um sistema PDM algumas facilidades associadas a
atividades como:
1. Configurar produtos;
2. Definir artigos e outras informações de design do produto;
3. Identificar especificações;
4. Integrar desenhos CAD e modelos geométricos;
5. Aplicar modelos de análise em busca de resultados;
6. Definir planos de processo de produção e rotas;
7. Controlar numericamente programas;
8. Introduzir software como componente de produtos;
9. Armazenar eletronicamente documentos, notas e correspondências.

REVISÃO BIBLIOGRÁFICA
16
Estes benefícios são possíveis devido às funcionalidades que o sistema PDM engloba. Segundo Philpotts (1996)
e Yeh & You (2002) as funcionalidades dos sistemas PDM podem ser catalogadas de acordo com as funções para
o utilizador e as funções utilitárias. Sobre as funções utilitárias a literatura apresenta consenso e são identificadas
cinco funções. Estas funções são descritas por Philpotts (1996) como as funções responsáveis por simplificar o
uso do sistema e fornecer suporte às funções do utilizador, e explicadas por Yeh & You (2002) da seguinte forma:
Comunicação e Notificação – permitem que todos estejam atualizados sobre o projeto. É importante que
toda a organização esteja informada de quando alguma informação é atualizada e estas duas capacidades dão
suporte à transferência de informação e minimizam os atrasos e as incompatibilidades na comunicação.
Transporte de dados – controla a localização da informação e permite aceder a ela sem complicação de
transferência, permitindo transportar informação para outras localizações e aplicações sem que o utilizador tenha
preocupações com sistemas operativos.
Tradução de dados – facilita a conversão da informação segundo o formato necessário para aplicações
ou utilizadores, alterando de forma apropriada segundo predefinições do administrador.
Serviços de imagem – capacidades como armazenamento, visualização e associação com informação
gráfica de produtos. Estas capacidades permitem que os utilizadores como gestores e trabalhadores acedam a
desenhos técnicos ou outas informações de design através dos seus computadores ou terminais. Estes serviços
podem ainda acelerar o processo de mudança no produto.
Administração do sistema – controlo dos sistemas PDM, monitorização de operações como interfaces a
diferentes utilizadores e segurança de informação.
As funções do utilizador, segundo o que defende Philpotts (1996), são competentes a fornecer as capacidades de
um sistema PDM aos utilizadores segundo um interface apropriado. A Tabela 2 apresenta um resumo das funções
de utilizador identificadas.
As designações defendidas pelos autores para cada função de utilizador divergem, no entanto, quando analisados
os trabalhos desenvolvidos individualmente por cada um, as semelhanças nas descrições apresentadas para as
funções permitiram agrupá-las em cinco grupos funcionais, renomeados segundo as designações apresentadas
na tabela.

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
17
Tabela 2 – Resumo das designações de funções de utilização segundo autores
Funções PDM segundo autores Nº referências Referências Designação selecionada
Arquitetura de dados e gestão de documentos
4 Mesihovic, Malmqvist & Pikosz (2004);
Philpotts (1996); Liu & Xu (2001) Svensson & Malmqvist (2001)
Arquitetura de dados e gestão de documentos
Gestão de documentação técnica
1 Peng & Trappey (1998)
Armazenamento de informação e gestão da arquitetura de dados
1 Kropsu-Vehkapera, Haapasalo, Harkonen & Silvola
(2009)
Gestão de documentos 2 Kropsu-Vehkapera et al. (2009); Yeh & You (2002)
Classificação 5 Mesihovic et al. (2004); Philpotts (1996);
Liu & Xu (2001); Svensson & Malmqvist (2001); Gascoigne (1995)
Gestão de configuração e classificação de produtos
Gestão da especificação de materiais
1 Peng & Trappey (1998)
Gestão de configuração de materiais
2 Schuh, Rozenfeld, Assmus & Zancul (2008)
Kropsu-Vehkapera et al. (2009)
Gestão de configuração e classificação de artigos
1 Yeh & You (2002)
Classificação de partes 4 Mesihovic et al. (2004); Philpotts (1996);
Liu & Xu (2001); Svensson & Malmqvist (2001); Svensson & Malmqvist (2001)
Gestão da estrutura do produto 10
Mesihovic et al. (2004); Philpotts (1996); Liu & Xu (2001); Svensson & Malmqvist (2001);
Peng & Trappey (1998); Schuh et al. (2008); Gascoigne (1995); Kropsu-Vehkapera et al.
(2009); Yeh & You (2002) Gestão da estrutura do
produto Gestão de realização de design 1 Weber, Werner & Deubel (2003)
Gestão de engenharia do produto
1 Peng & Trappey (1998)
Gestão de processos e fluxos 5 Mesihovic et al. (2004); Philpotts (1996); Liu & Xu
(2001); Svensson & Malmqvist (2001); Kropsu-Vehkapera et al. (2009) Gestão de processos e
fluxos de produção Gestão de fluxos 1 Weber et al. (2003)
Planeamento de produto 1 Schuh et al. (2008)
Gestão de fluxos e projetos 1 Yeh (2002)
Gestão de projeto 6 Mesihovic et al. (2004); Philpotts (1996);
Liu & Xu (2001); Svensson & Malmqvist (2001); Gascoigne (1995); Yeh (2002)
Gestão de projeto
Gestão e controlo de projeto 1 Weber et al. (2003)
Os seguintes parágrafos destinam-se à descrição resumida de cada grupo funcional, segundo o que é defendido
pelo conjunto de autores estudados.
“Arquitetura de Dados e Gestão de Documentos” – preparação de estruturas para armazenamento e
recuperação de informação sobre os artigos.
“Gestão de Configuração e Classificação de artigos” – classificação dos artigos através de atributos e
armazenamento da informação acerca destes nos sistemas PDM, sendo uma função de apoio à reutilização de
componentes padrão.
“Gestão da Estrutura do Produto” – configuração de listas de materiais e associação de versões e
variantes de design. A função fornece a lista de peças e permite definições de componentes e atribuição de
associações entre produtos e partes estruturais.
REVISÃO BIBLIOGRÁFICA
18
“Gestão de Processos e Fluxos de Produção” – definição dos procedimentos para a manipulação de
dados em sistemas PDM e à gestão de processos de fluxos de produção e eventos de monitorização desses
processos. Esta função é descrita, de uma forma mais prática por alguns autores, como a função que fornece as
estruturas de divisão de trabalho e permite a coordenação entre a definição de operações no processo de um
artigo, a identificação de regras a estas associadas e de normas para a aprovação de cada etapa do processo.
“Gestão de Projeto” – desenvolvimento de uma rede hierarquizada de tarefas e materiais necessários
para completar um projeto, um produto.
2.3.2 Informação Base de Artigos
Todo o artigo de uma organização, independentemente se é comprado ou armazenado, produzidos interna ou
externamente, devem ter identificadas todas as suas propriedades que permitem distingui-lo dos restantes artigos.
A importância de identificar todas as suas propriedades deve-se, ainda, à necessidade de diferente informação
sobre o artigo para utilização em diferentes funções do PCP (Gomes, 2013).
Assim, os sistemas PCP necessitam, da informação das propriedades diretas dos artigos (como código e descrição,
lead time, classificação ABC,…), da informação acerca dos materiais a integrar nos artigos a produzir, dos
processos necessários para produzir os artigos, e dos recursos que permitem a execução desses processos com
esses materiais. Logo, é necessário que um sistema PDM, que dê suporte ao sistema de PCP, contenha
informação sobre listas de materiais dos artigos, listas de operações e gamas operatórias para produção dos
artigos, e recursos necessários à produção dos mesmos. Assim, nesta secção será feita a apresentação dos
conceitos “Listas de Materiais dos Artigos”, “Listas de Operações e Gamas Operatórias dos Artigos” e “Recursos
de Produção para os Artigos”.
Listas de Materiais dos Artigos
O primeiro grupo de informação que se descreve é denominado de listas de materiais dos artigos, do inglês Bill-
of-Materials (BOM). Segundo Vollmann et al. (2005), as BOMs podem ser entendidas como a lista específica de
componentes, e as quantidades respetivas, que constituem um artigo, ou, mais detalhadamente, segundo a
definição de Lima (2011) como “listas de todos os artigos intermédios, montagens, peças, e matérias-primas que
abastecem uma montagem “pai”, indicando a quantidade necessária de cada um para a montagem”.
Segundo o último autor, existe informação sobre os artigos que devem estar bem definidas quando estes são
introduzidos em listas de materiais, sendo as mais importantes: código e descrição dos artigos; unidade de medida
para estimar quantidades necessárias para produzir uma unidade de artigo “pai”; informação técnica dos artigos
como o prazo de entrega, stocks de segurança e quantidades e políticas de tamanhos de lote; relações entre os
artigos.
Este conjunto de informação tem máxima importância devido ao facto das BOMs serem, através da sua explosão,
os inputs ao sistema PCP que permitem o suporte a outras funções como:

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
19
• Engenharia do produto, dizendo respeito ao próprio PDM: a importância de listas de materiais em
sistemas PDM é diretamente proporcional à customização de produtos. Sendo que listas de materiais
são uma ferramenta útil na gestão da quantidade de informação e poderosa no processo de reengenharia
dos produtos onde é necessário discutir ideias de alterações de produtos e controlo de versões, dado que
permite homogeneizar a informação base de cada variante de artigo.
• Gestão Comercial: como responsável por comprar todos os materiais necessários e vender todos os
produtos produzidos e comercializáveis, torna-se importante conhecer códigos dos produtos existentes
para venda bem como de artigos para compra assim como os seus fornecedores.
• PDP: dado que determina necessidades de entrega de produtos acabados e artigos de substituição, é
essencial que a sua identificação dependa da estrutura do produto devido a informação para prazos de
entregas de artigos.
• MRP: a determinação da quantidade necessária de artigos a produzir ou a comprar deve ser feita em
função dos produtos necessários para entrega, e, portanto, deve ser calculada através de todos os
componentes necessários a estes, e presentes nas suas BOM.
• CRP: a informação acerca dos artigos a produzir, e em que quantidades, permite escalonar a capacidade
produtiva necessária de forma eficiente.
• Programação da Produção: dadas as relações entre artigos na BOM dos artigos é possível prever que a
estrutura hierárquica do produto traduza o percurso de produção do produto.
Relativamente à representação das BOMs, estas podem ser representadas segundo dois tipos e quatro estruturas
distintas, sendo que independentemente do tipo e da estrutura, a BOM apresenta sempre a hierarquia dos
materiais no artigo “pai”. No que concerne aos tipos de BOM, estas podem ser do tipo multinível (são
representados todos os níveis de introdução de artigos no produto final, desde as matérias-primas aos
semiacabados) ou do tipo único (corresponde à representação de apenas os artigos com entrada direta no produto
pai). As estruturas de representação de BOM podem corresponder a listas indentadas, a árvores, a matrizes ou a
redes de artigos (Figura 3).
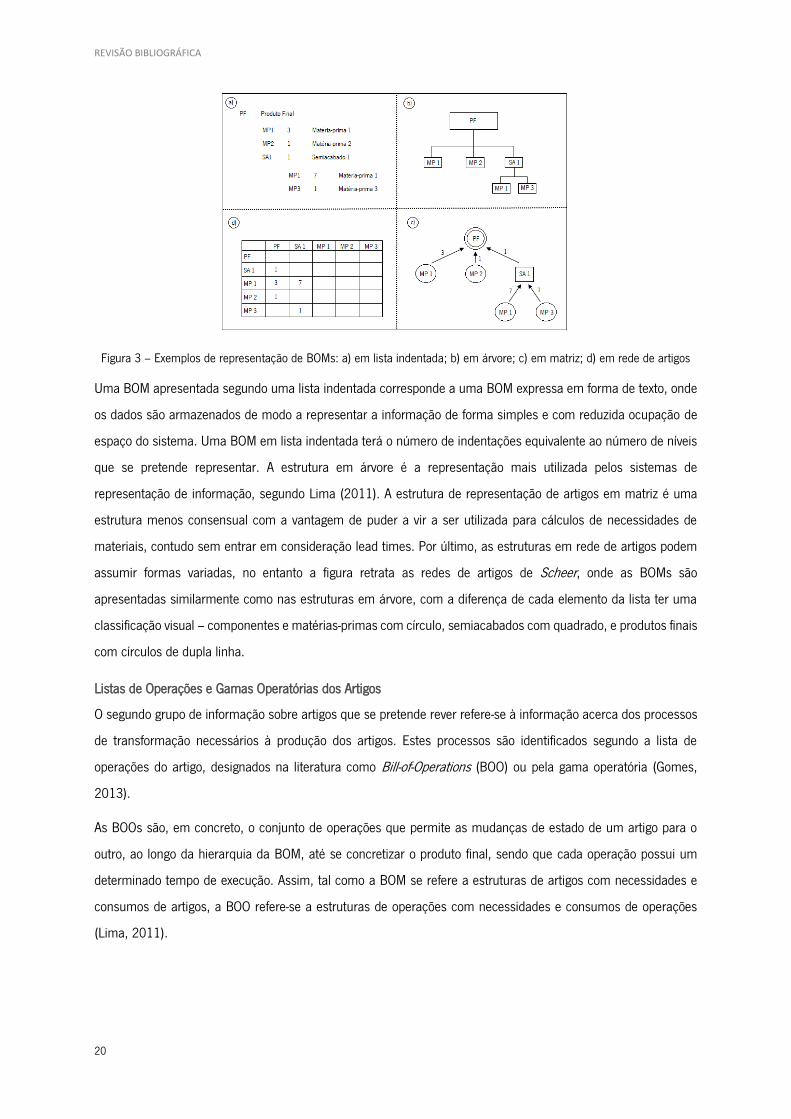
REVISÃO BIBLIOGRÁFICA
20
Figura 3 – Exemplos de representação de BOMs: a) em lista indentada; b) em árvore; c) em matriz; d) em rede de artigos
Uma BOM apresentada segundo uma lista indentada corresponde a uma BOM expressa em forma de texto, onde
os dados são armazenados de modo a representar a informação de forma simples e com reduzida ocupação de
espaço do sistema. Uma BOM em lista indentada terá o número de indentações equivalente ao número de níveis
que se pretende representar. A estrutura em árvore é a representação mais utilizada pelos sistemas de
representação de informação, segundo Lima (2011). A estrutura de representação de artigos em matriz é uma
estrutura menos consensual com a vantagem de puder a vir a ser utilizada para cálculos de necessidades de
materiais, contudo sem entrar em consideração lead times. Por último, as estruturas em rede de artigos podem
assumir formas variadas, no entanto a figura retrata as redes de artigos de Scheer, onde as BOMs são
apresentadas similarmente como nas estruturas em árvore, com a diferença de cada elemento da lista ter uma
classificação visual – componentes e matérias-primas com círculo, semiacabados com quadrado, e produtos finais
com círculos de dupla linha.
Listas de Operações e Gamas Operatórias dos Artigos
O segundo grupo de informação sobre artigos que se pretende rever refere-se à informação acerca dos processos
de transformação necessários à produção dos artigos. Estes processos são identificados segundo a lista de
operações do artigo, designados na literatura como Bill-of-Operations (BOO) ou pela gama operatória (Gomes,
2013).
As BOOs são, em concreto, o conjunto de operações que permite as mudanças de estado de um artigo para o
outro, ao longo da hierarquia da BOM, até se concretizar o produto final, sendo que cada operação possui um
determinado tempo de execução. Assim, tal como a BOM se refere a estruturas de artigos com necessidades e
consumos de artigos, a BOO refere-se a estruturas de operações com necessidades e consumos de operações
(Lima, 2011).

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
21
No que diz respeito a informação base nas BOOs, é necessário informação que permita relacionar os artigos que
resultam de cada operação com os consumidos, bem como a quantidade de trabalho à produção de um artigo.
Assim, a informação base que deve ser definida para cada operação a associar a BOO dos artigos é:
Código do artigo “pai” a associar as operações, por forma a identificar a que produção de artigo se
destina a BOO;
Código dos artigos consumidos por cada operação, ou seja, identificar quais os consumos de materiais
em cada operação da BOO;
Código e descrição da operação;
Centro de Trabalho, onde se realiza a operação e com que recursos;
Ferramentas a utilizar na execução da operação;
Tempos de Processamento.
Existe ainda, em alguns casos, a possibilidade de distinguir no tempo de processamento qual a percentagem
dedicada ao operador, e de identificar qual o tempo necessário à preparação das condições para execução de
determinada operação. Nenhum modelo de representação específico é destacado para a representação de BOOs
pois não representam toda a informação necessária ao sistema PCP, uma vez que não traduzem inter-relações e
restrições entre as operações.
Assim, é necessário introduzir o conceito de gamas operatórias, ou como Lima (2011) designa, rede de sequência
de operações. Apesar de Gomes (2013) considerar os conceitos de BOO e gama operatória equivalentes, a sua
designação insere-se no conceito de gama operatória que se pretende introduzir e que descreve a gama operatória
de artigos como a sequência de operações de produção para a transformação de uma BOO em um modelo
organizado de operações com regras de precedências. Para a representação de gamas operatórias, Lima (2011)
identifica as redes de Pert, como a modelação intuitiva e mais recorrida para representação de gamas operatórias,
sendo um exemplo demonstrado na Figura 4.
Figura 4 – Exemplo de uma gama operatória para transformação de um artigo no artigo “pai” (Lima, 2011)
A transformação de listas de operações em gamas operatórias permite a execução de funções em áreas funcionais
do PCP como:
REVISÃO BIBLIOGRÁFICA
22
1. CRP: estimar devidamente a capacidade necessária em todos os intervalos temporais, dado saber as
operações e os tempos necessários de execução para processar a quantidade necessária de artigos para
os produtos a entregar ao cliente.
2. Programação da produção: escalonamento de operações segundo as ordens de produção lançadas,
devido à informação detalhada de restrições e precedências de operações.
3. Controlo: obter registos de operações e tempos de execução, para controlo de desempenho do sistema
produtivo, através do desempenho teórico estimado com base na gama operatória com o desempenho
obtido no espaço fabril aquando à execução das operações.
Recursos de Produção para os Artigos
Ao se considerar a variável recursos como uma informação base dos artigos, consegue-se integrar devidamente
as funções necessárias à produção dos mesmos, ou seja, é possível uma perfeita integração entre gestão de
recursos, de operações e de artigos (Lima, 2011). Os recursos podem ser equipamentos, materiais ou pessoas.
Assim, é necessário que para as operações necessárias para transformação de artigos em artigos “pai” se conheça
os recursos necessários (onde, como e com o quê).
Posto isto, aquando à modelação de artigos é necessário ser definida informação acerca dos centros de trabalho
(postos de trabalho, sendo compostos por pessoas e equipamentos) e sobre ferramentas de auxílio à produção.
Exemplos de informação sobre postos de trabalho/centros (Lima, 2011): código e descrição; capacidade
disponível, possibilidade de artigos esperarem na fila e qual o tempo normal na fila de espera; operações que
podem ser executadas. Exemplos de informação sobre ferramentas de trabalho: código e descrição; local de
armazenamento; estados de existência e de disponibilidade; ferramentas alternativas; tempo de vida útil; unidades
de quantidade.
2.3.3 Modelos de Representação de Artigos
Cada sistema PDM necessita de ter a informação sobre os artigos representada sobre um modelo fundamentado.
Os modelos que podem sustentar um sistema PDM balançam entre modelos de referenciação direta e de
referenciação genérica de artigos, e é a este nível que a complexidade de um sistema PDM se define. Uma
distinção clara sobre ambos os modelos de referenciação é exposta por Gomes, Martins & Lima (2011a):
Referenciação direta: identificação única e independente para cada artigo, sendo essa identificação de
cada artigo feita através de um código de identificação, uma lista de materiais e uma gama operatória.
Referenciação genérica: identificação de artigos por famílias de produtos, sendo cada família identificada
por uma referência genérica com uma lista de materiais e uma gama operatória padrão para toda a
família.

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
23
A opção por um dos modelos deve ser ajustada à quantidade e diversidade dos artigos da organização. No sentido
de quanto maior a quantidade de produtos e quanto mais elevado o grau de customização permitido a cada artigo,
maior preocupação deve haver em minimizar o esforço de modelação de informação desses artigos. No entanto,
as vantagens de um modelo de referenciação face ao outro não se ficam pelo esforço exigido. Philpotts (1996)
identifica ainda como vantagens à referenciação genérica a facilidade na padronização de artigos, a redução de
redesign, encomias em compras e fabricação, bem como redução de inventários.
Sendo a padronização de artigos subentendida, dado já se ter referido que a referenciação genérica se baseia em
criação de famílias, listas de materiais e gamas operatórias padrão, a redução de redesign deve-se, segundo
Philpotts (1996), Yeh & You (2002) e Peltonen (2000), à facilidade de encontrar peças padrão e similares, de
modo a que sejam facilmente reutilizáveis, sem necessidade de reinventar múltiplas vezes o mesmo artigo. Assim,
as peças precisam de ser classificadas e configuradas de forma a permitir o agrupamento por atributos comuns
e a recuperação no uso em produtos, sendo que esta configuração se trata de uma configuração por famílias de
produtos.
Relativamente à vantagem relacionada com a possibilidade de economizar em compras e fabricação, isto deve-se
à maior capacidade de identificar variantes do mesmo artigo que sejam necessárias, sendo que a esta identificação
está inerente a perceção que é necessário comprar ou fabricar, em modo agregado, o mesmo artigo.
No que diz respeito a compras, se for facultada a informação que é necessário comprar artigos da mesma família,
ainda que em variantes diferentes, mas proveniente do mesmo fornecedor, é possível efetuar essa compra num
único documento de aquisição, havendo a possibilidade de usufruir de economias de escala dada a quantidade
encomendada ser maior.
Por sua vez, no que concerne à fabricação de artigos, é vantajosa a identificação de artigos da mesma família
quando necessário produzir, dado se escalonar de melhor forma a produção com possibilidade de se produzir em
lotes, ou quando não se produzir de todo se existir em inventário artigos que sejam da mesma família e podem
ser utilizados em diferente produtos.
Sistemas de referenciação genérica
Ao longo dos anos têm vindo a ser desenvolvidos uma série de sistemas para modelação de referenciação
genérica, sendo que esta secção se destina a identificar os mais relevantes na literatura.
Todos os sistemas que se irá apresentar são baseados no conceito de famílias de artigos. Relembre-se que MC
obriga as organizações a confrontar-se com um crescente e contínuo aumento da variedade dos seus produtos
para satisfazer as necessidades dos seus clientes, representando, portanto, uma crescente e contínua ampliação
da informação com que têm que lidar. Assim, organizar os produtos por famílias de artigos é uma potente solução
ao problema descrito, dado famílias de produtos organizarem os artigos com a mesma BOM e BOO sem eliminar
a hipótese de criar variantes da família, ou seja, sem eliminar a possibilidade de ter muitos e variados artigos.

REVISÃO BIBLIOGRÁFICA
24
Posto isto, todos os sistemas desenvolvidos em prol da referenciação genérica vão de encontro a este conceito,
tendo como fundamento o design e desenvolvimento de famílias de produtos e não de produtos individuais.
É ainda relevante esclarecer este fundamento baseado em famílias de produtos tem como objetivo identificar a
capacidade de reutilização de soluções de design e de processos de produção – Jiao, Tseng, Duffy & Lin (1998).
Esta capacidade de reutilização permite através da mesma plataforma de produtos gerar novas variantes de
produtos, bem como minimizar tanto quanto possível o tempo de mudanças de engenharia e o tempo necessário
de manutenção da variedade do portefólio de produtos.
Assim, quando Meyer (1997) revela plataformas de famílias de produtos como uma estratégia de sucesso, a
atenção dada a estas plataformas começa a emergir, sendo que diversos autores começam a esboçar
metodologias de desenvolvimento destas plataformas ou a validar as já desenvolvidas pelos mesmos. No entanto,
hoje em dia, nem todas têm a sua implementação validada ou o modelo de todo desenvolvido, sendo que apenas
de descreverá os modelos principais aceites na literatura: “Modelo de Hegge”; “Generic Bill-of-materials-and-
operations”; e “Generic Product Data Management”.
1. Modelo de Hegge, exposto por Sousa (2013):
O modelo representa todas as famílias de artigos como produtos genéricos e as BOM das variantes como uma
BOM genérica de produtos genéricos. Assim, com o modelo de Hegge todos os valores de propriedades possíveis
para gerar variantes de produtos da mesma família são expressos na mesma BOM genérica. O modelo utiliza
propriedades como conjuntos de parâmetros que são associados às BOMs genéricas e que permitem de forma
simples apresentar as características principais para origem de variantes, através da combinação dos mesmos.
No entanto, o modelo apenas admite dois tipos de produtos, os produtos e as matérias-primas, Generic
Subassembly Products (GSP) e Primary Generic Products (PGP) respetivamente, sendo que cada família de
produtos representa uma referência genérica. Os segundos não apresentam BOM próprias, herdando as
especificações dos primeiros (Figura 5).
Estrutura GBOM de Hegge
Generic Subassembly Product
Primary Generic Products
Conjuntos de Parâmetros
Figura 5 – Exemplo de aplicação de uma BOM genérica de Hegge (Sousa, 2013)
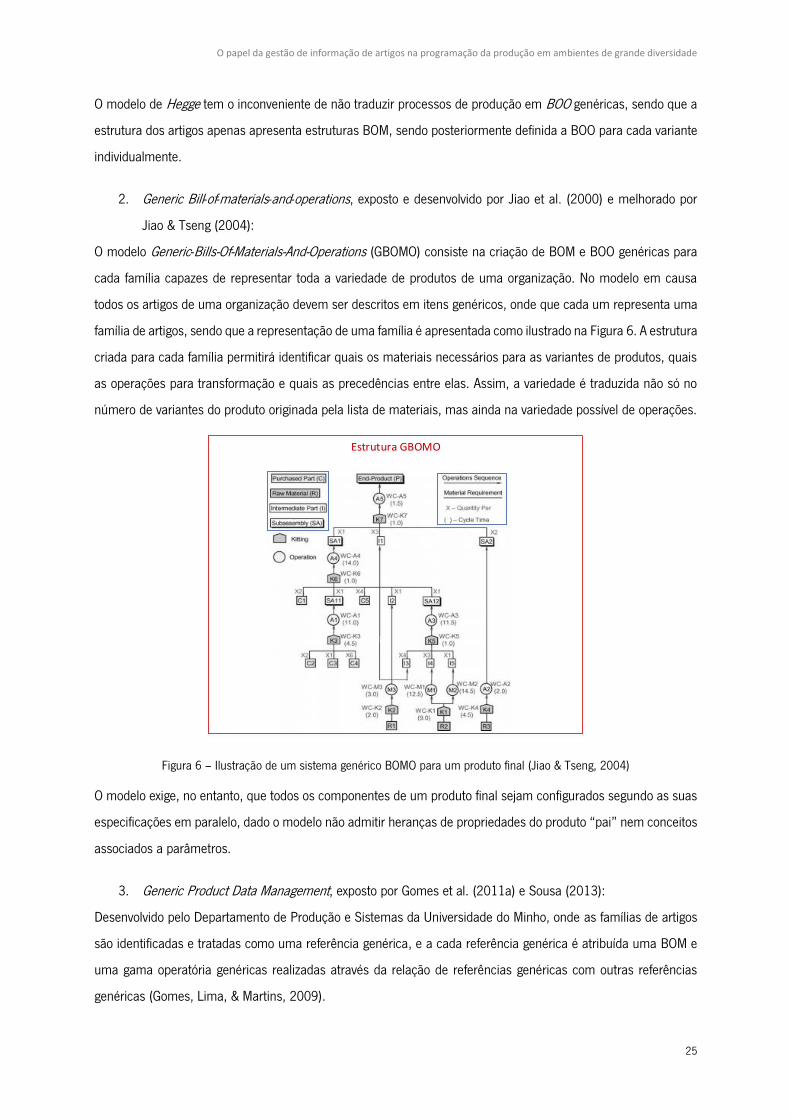
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
25
O modelo de Hegge tem o inconveniente de não traduzir processos de produção em BOO genéricas, sendo que a
estrutura dos artigos apenas apresenta estruturas BOM, sendo posteriormente definida a BOO para cada variante
individualmente.
2. Generic Bill-of-materials-and-operations, exposto e desenvolvido por Jiao et al. (2000) e melhorado por
Jiao & Tseng (2004):
O modelo Generic-Bills-Of-Materials-And-Operations (GBOMO) consiste na criação de BOM e BOO genéricas para
cada família capazes de representar toda a variedade de produtos de uma organização. No modelo em causa
todos os artigos de uma organização devem ser descritos em itens genéricos, onde que cada um representa uma
família de artigos, sendo que a representação de uma família é apresentada como ilustrado na Figura 6. A estrutura
criada para cada família permitirá identificar quais os materiais necessários para as variantes de produtos, quais
as operações para transformação e quais as precedências entre elas. Assim, a variedade é traduzida não só no
número de variantes do produto originada pela lista de materiais, mas ainda na variedade possível de operações.
Estrutura GBOMO
Figura 6 – Ilustração de um sistema genérico BOMO para um produto final (Jiao & Tseng, 2004)
O modelo exige, no entanto, que todos os componentes de um produto final sejam configurados segundo as suas
especificações em paralelo, dado o modelo não admitir heranças de propriedades do produto “pai” nem conceitos
associados a parâmetros.
3. Generic Product Data Management, exposto por Gomes et al. (2011a) e Sousa (2013):
Desenvolvido pelo Departamento de Produção e Sistemas da Universidade do Minho, onde as famílias de artigos
são identificadas e tratadas como uma referência genérica, e a cada referência genérica é atribuída uma BOM e
uma gama operatória genéricas realizadas através da relação de referências genéricas com outras referências
genéricas (Gomes, Lima, & Martins, 2009).

REVISÃO BIBLIOGRÁFICA
26
O modelo de referenciação genérica baseia-se na representação de propriedades dos artigos através de conceitos
como parâmetros e atributos. Assim, todas as condições e limitações de combinações de propriedades da família
que geram variantes do produto podem ser modeladas. De salientar que o modelo permite ainda, que as
propriedades de uma referência genérica pai sejam herdadas às referências de nível inferior na sua BOM. O
modelo permite ainda a geração de variantes de operações genéricas, de atribuição de recursos, e listas de
materiais dinâmicas em prol de uma maior eficiência da gestão da diversidade dos produtos, através da
simplicidade e flexibilidade, podendo ser utilizado por diversos tipos de indústrias, fazendo face às suas
especificações próprias da sua estratégia MC e às funções dos seus sistemas PCP.
Comparação entre os modelos de referenciação genérica
Estes modelos apresentam algumas semelhanças nos conceitos e terminologia adotada para a informação e são
apresentados na Tabela 3.
Tabela 3 – Tabela resumo da terminologia adotada nos modelos para a informação de artigos
Informação Modelo de Hegge GBOMO GenPDM
Família de Artigos Produto Genérico Item Genérico Referência Genérica
Artigo específico Variante Variante Variante
Propriedades diferenciadoras
para artigos da família Parâmetros Parâmetros Parâmetros e Atributos
Listas de Materiais GBOM GBOMO – Lista de Materiais Genérica GBOM
Gamas Operatórias - GBOMO – Lista de Operações
Genérica
Gama Operatória
Genérica
Conceitos Base Herança Explosão de estruturas Herança
Pela tabela é possível verificar que as bases genéricas de cada, independentemente da terminologia, são
coincidentes. O modelo Generic Product Data Management é o modelo de representação de artigos utilizado na
realização desta dissertação, pelo que será detalhadamente explorado ao longo do documento.

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
27
3. MODELO GENERIC PRODUCT DATA MANAGEMENT
Neste capítulo é apresentado o modelo de representação de artigos GenPDM. O modelo GenPDM permite a
modelação de toda a informação de artigos de uma organização segundo uma representação em referenciação
genérica. Assim, o objetivo principal do capítulo é a apresentação de conceitos e definições que o modelo utiliza
na representação de artigos, e uma breve contextualização do sistema informático GenPPC (sistema que suporta
o módulo GenPDM que permite implementar nas organizações o modelo). A estratégia para a concretização dos
objetivos passa pela identificação de um caso de estudo para aplicação.
3.1 Caracterização do caso de estudo
O cenário de produção e os artigos a serem considerados tiveram como fonte de inspiração a indústria do calçado.
Esta escolha deve-se à elevada customização de artigos caraterística deste setor industrial, bem como à
quantidade de empresas do setor nas proximidades geográficas. Os artigos, o processo produtivo e as
caraterísticas do cenário de produção que representam o caso de estudo são puramente académicos, sem
representar uma organização em particular.
O produto final do caso de estudo trata-se de um sapato raso “Oxford”, normalmente associado a calçado para
homem. No entanto, será considerada a possibilidade para ambos os géneros. O produto final pode ser visualizado
na Figura 7, bem como a enumeração dos seus constituintes.
Figura 7 – Produto final do caso de estudo (Justino, 2005)
Os constituintes numerados na figura representam a seguinte legenda:
1) Calcanheira 2) Palmilha 3) Forro 4) Orelha 5) Atacador 6) Ilhós 7) Gáspea 8) Biqueira 9) Sola 10) Vira 13) Taloeira
11) Cano
12) Salto

MODELO GENERIC PRODUCT DATA MANAGEMENT
28
Como será de esperar estes constituintes podem ser diretamente matéria-prima ou podem ser componentes já
transformados de outras matérias-primas. De forma a ser clara esta distinção, analise-se a BOM em forma de
árvore na Figura 8.
Sapato “Oxford”
Cal
canh
eira
Pal
milh
a
Forr
o
Atac
ador
Ore
lha
Ilhós
Gás
pea
Sol
a
Biq
ueira
Sal
to
Cai
xa
Vira
Talo
eira
Sac
o
Can
o
Têxtil Têxtil Têxtil Têxtil Têxtil TêxtilTêxtil Têxtil
Figura 8 – BOM do produto final
Na figura entenda-se o representado a azul como o nível zero da BOM, a verde o nível um e a vermelho o nível
dois. Ao nível zero da BOM está associado o produto final, também designado por “artigo pai” de todos os
constituintes representados no primeiro nível. No primeiro nível estão presentes matérias-primas e semiacabados,
e a sua distinção é feita pela posse de componentes nesses artigos, ou seja, os artigos com componentes
associados no segundo nível correspondem um semiacabado e sem componentes são uma matéria-prima. No
segundo nível estão representadas as matérias-primas, onde o seu aprovisionamento não necessita de processos
de transformação.
A cada artigo identificado pode-se atribuir um conjunto de propriedades. Na tabela apresentada no Anexo I –
Caracterização de Artigos estão representadas todas as variantes que cada artigo pode ter, bem como a quantidade
necessária de cada artigo num produto final. Na mesma tabela, quando um artigo possui mais do que uma
propriedade, o número de variantes é equivalente a todas as combinações possíveis entre diferentes propriedades.
O processo produtivo a considerar é constituído por sete fases principais: corte, pré-costura, costura, pré-
montagem, montagem, acabamento e embalamento. Na figura do Anexo II – Caracterização do processo produtivo
é retratado o processo produtivo com estas sete fases operacionais, de modo a ser percetível as precedências de
umas fases para as outras, bem como o fluxo de artigos no processo produtivo. A cada fase de produção estão
associadas diferentes operações, e as consideradas válidas para descrição de gamas operatórias podem ser
consultadas na tabela do mesmo anexo. O tempo necessário para executar cada operação é quantificado em
segundos e depende do artigo a ser transformado, e as operações necessárias à produção do produto final
encontram-se identificadas.
Na mesma tabela é possível obter a informação acerca das ferramentas de cada operação do processo produtivo.
A representação das ferramentas é necessária pois estas devem ser vistas como artigos da organização, por
questões de controlo de inventário. A importância de inventariar está sustentada na necessidade das organizações
controlarem o que têm. A título de exemplo, o molde trata-se de uma ferramenta, onde normalmente cada tamanho
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
29
de sapato e cada família precisa de um diferente. Assim, quando é necessário um processo de transformação
com moldes para um componente de determinada família, é indispensável assegurar que, no momento de
execução desse processo, os moldes corretos se encontram existentes e disponíveis.
3.2 Contextualização do sistema
O sistema GenPPC é um sistema para planeamento e controlo da produção em ambientes de grande diversidade
de produtos como ambientes MC, desenvolvido no Departamento de Produção e Sistemas da Universidade do
Minho. Este sistema foi implementado informaticamente e é o sistema informático e pretende-se fazer neste ponto
um enquadramento do sistema. O GenPPC foi desenhado tendo em vista todas as funcionalidades de um sistema
PCP. Desta forma, está preparado para dar resposta às necessidades das organizações que operam com artigos
de diversidade elevada.
O primeiro módulo a introduzir é designado por “Generic Product Data Management” (GenPDM). Este módulo do
sistema GenPPC trata, portanto, da informatização do modelo teórico, de modo a que a informação dos artigos
que se pretende gerir seja integrada no sistema PCP de forma automática. Assim, o módulo GenPDM permite a
gestão da informação de todos os tipos de produtos de uma forma flexível, com a possibilidade de fornecer mais
e melhor informação às funções do Planeamento e Controlo de Produção (Sousa, 2013).
Outro módulo principal de GenPPC é denominado por Gen4Gen, responsável pelas áreas funcionais de um sistema
PCP. Este módulo é organizado em menus destinados às áreas funcionais, permitindo a realização das suas
funções, como cálculos de necessidades de materiais e de capacidade, execução de planeamentos, lançamentos
de ordens de compra e de produção, entre demais atividades.
Existem ainda mais dois módulos principais do software denominados de “Terminal”, um destinado a postos de
trabalho e outro destinado a postos milkrun. Desta forma, o módulo denominado de “Terminal” destina-se à
execução de trabalhos sobre artigos e está alocado em todos os postos de trabalho e o segundo módulo “Terminal
Milkruns”, encarrega-se dos postos que apresentam comportamento de comboio logístico.
A Figura 9 representa a integração do sistema PCP em GenPPC, de modo a que melhor se perceba qual o módulo
responsável por cada área funcional.

MODELO GENERIC PRODUCT DATA MANAGEMENT
30
Figura 9 – Integração do modelo PCP com módulos GenPPC
Pela figura, é notório que o módulo GenPDM deve ser capaz de fornecer informação sobre os artigos a todas as
restantes áreas funcionais de um sistema de PCP. O mesmo módulo permite ainda a modelação da informação
à área funcional PDM, estando preparado para receber a estrutura desenvolvida para representação de artigos
segundo um sistema de referenciação genérica.
3.3 Apresentação do modelo GenPDM
O modelo de representação dos artigos a utilizar recorre ao paradigma da referenciação genérica de artigos, ao
invés da referenciação direta. A opção pela referenciação genérica é também defendida pela redução do esforço
de modelação de informação. O esforço que se pretende caracterizar diz respeito àquele necessário para
introdução de informação de artigos, nomeadamente ao número de entradas de códigos de identificação de
artigos. A quantificação do esforço exigido em referenciação direta e genérica, com base no cálculo das
combinações possíveis para o produto final do caso de estudo, encontra-se na Tabela 4.
Tabela 4 – Número de combinações vs. Número de codificações
Parâmetros de customização do sapato:
Combinações possíveis = 11 tamanhos x 2 géneros x 12 cores de atacadores x 2 cores
ilhós x 50 combinações de materiais_cor
26400 Combinações 26400 Sapatos diferentes
Referenciação Direta 26400 Códigos de identificação
Referenciação Genérica 1 Referência Genérica com 6 parâmetros de escolha
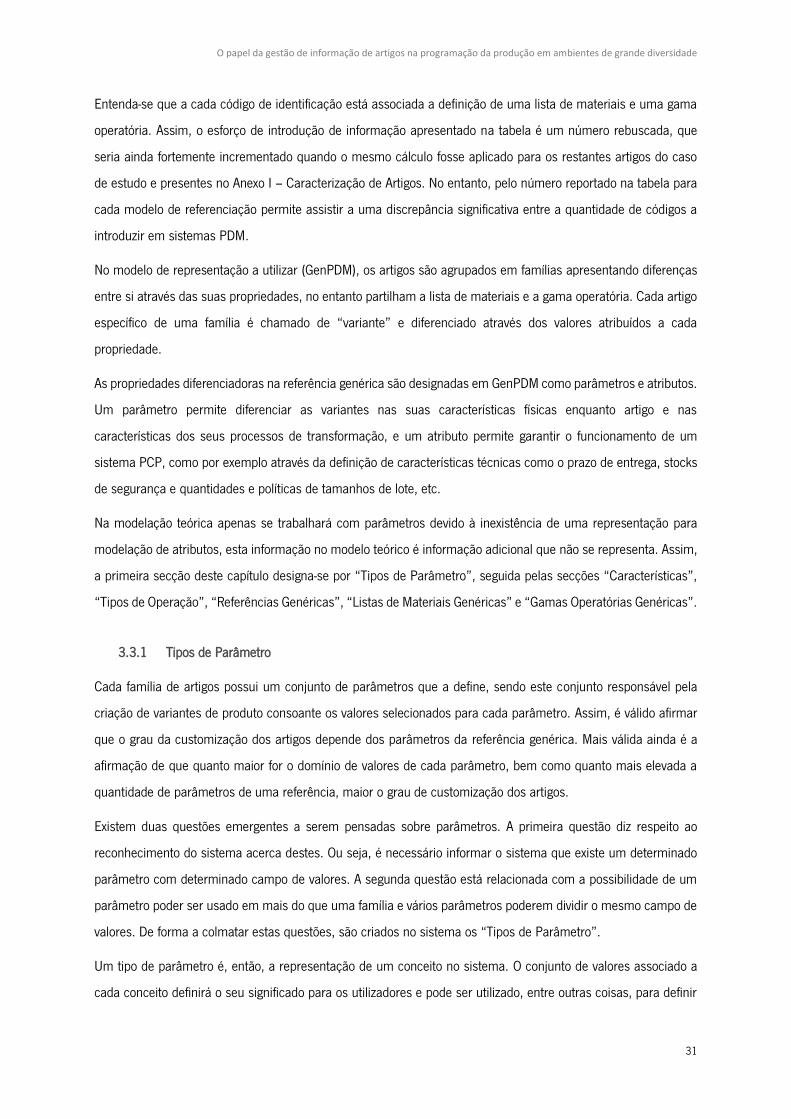
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
31
Entenda-se que a cada código de identificação está associada a definição de uma lista de materiais e uma gama
operatória. Assim, o esforço de introdução de informação apresentado na tabela é um número rebuscada, que
seria ainda fortemente incrementado quando o mesmo cálculo fosse aplicado para os restantes artigos do caso
de estudo e presentes no Anexo I – Caracterização de Artigos. No entanto, pelo número reportado na tabela para
cada modelo de referenciação permite assistir a uma discrepância significativa entre a quantidade de códigos a
introduzir em sistemas PDM.
No modelo de representação a utilizar (GenPDM), os artigos são agrupados em famílias apresentando diferenças
entre si através das suas propriedades, no entanto partilham a lista de materiais e a gama operatória. Cada artigo
específico de uma família é chamado de “variante” e diferenciado através dos valores atribuídos a cada
propriedade.
As propriedades diferenciadoras na referência genérica são designadas em GenPDM como parâmetros e atributos.
Um parâmetro permite diferenciar as variantes nas suas características físicas enquanto artigo e nas
características dos seus processos de transformação, e um atributo permite garantir o funcionamento de um
sistema PCP, como por exemplo através da definição de características técnicas como o prazo de entrega, stocks
de segurança e quantidades e políticas de tamanhos de lote, etc.
Na modelação teórica apenas se trabalhará com parâmetros devido à inexistência de uma representação para
modelação de atributos, esta informação no modelo teórico é informação adicional que não se representa. Assim,
a primeira secção deste capítulo designa-se por “Tipos de Parâmetro”, seguida pelas secções “Características”,
“Tipos de Operação”, “Referências Genéricas”, “Listas de Materiais Genéricas” e “Gamas Operatórias Genéricas”.
3.3.1 Tipos de Parâmetro
Cada família de artigos possui um conjunto de parâmetros que a define, sendo este conjunto responsável pela
criação de variantes de produto consoante os valores selecionados para cada parâmetro. Assim, é válido afirmar
que o grau da customização dos artigos depende dos parâmetros da referência genérica. Mais válida ainda é a
afirmação de que quanto maior for o domínio de valores de cada parâmetro, bem como quanto mais elevada a
quantidade de parâmetros de uma referência, maior o grau de customização dos artigos.
Existem duas questões emergentes a serem pensadas sobre parâmetros. A primeira questão diz respeito ao
reconhecimento do sistema acerca destes. Ou seja, é necessário informar o sistema que existe um determinado
parâmetro com determinado campo de valores. A segunda questão está relacionada com a possibilidade de um
parâmetro poder ser usado em mais do que uma família e vários parâmetros poderem dividir o mesmo campo de
valores. De forma a colmatar estas questões, são criados no sistema os “Tipos de Parâmetro”.
Um tipo de parâmetro é, então, a representação de um conceito no sistema. O conjunto de valores associado a
cada conceito definirá o seu significado para os utilizadores e pode ser utilizado, entre outras coisas, para definir
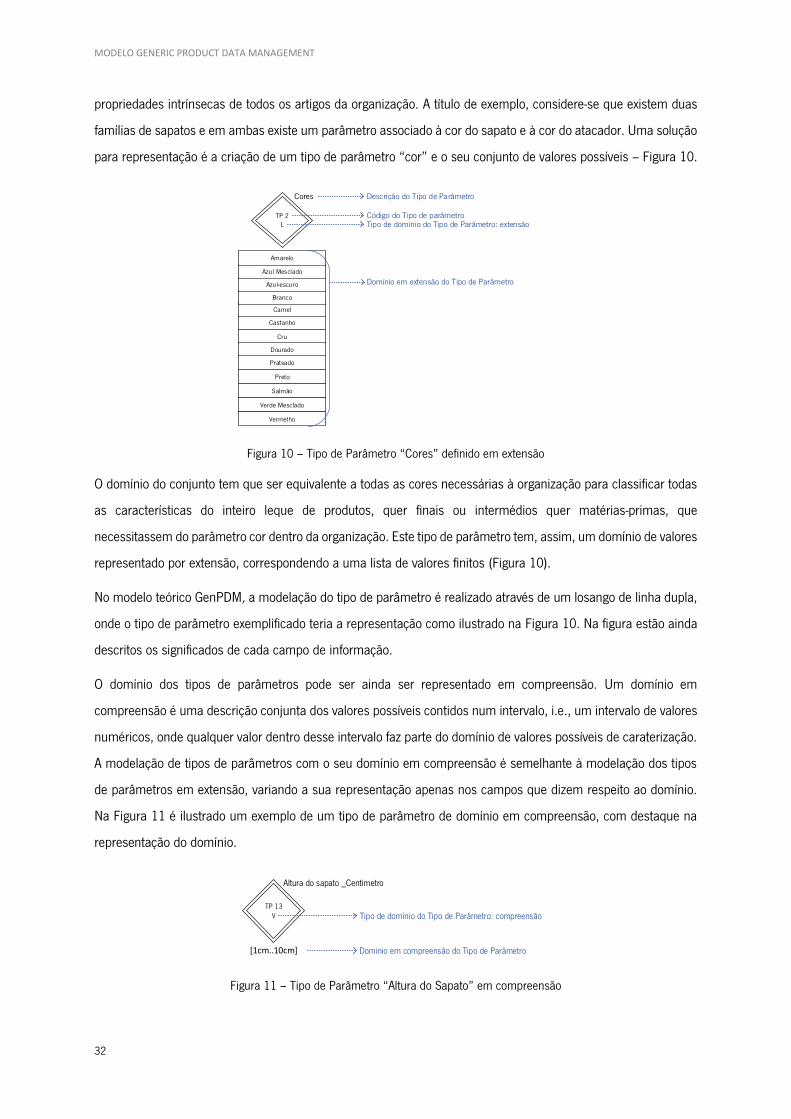
MODELO GENERIC PRODUCT DATA MANAGEMENT
32
propriedades intrínsecas de todos os artigos da organização. A título de exemplo, considere-se que existem duas
famílias de sapatos e em ambas existe um parâmetro associado à cor do sapato e à cor do atacador. Uma solução
para representação é a criação de um tipo de parâmetro “cor” e o seu conjunto de valores possíveis – Figura 10.
Cru
Castanho
Camel
Branco
Azul-escuro
Azul Mesclado
TP 2L
Cores
Amarelo
Descrição do Tipo de Parâmetro
Código do Tipo de parâmetroTipo de domínio do Tipo de Parâmetro: extensão
Domínio em extensão do Tipo de Parâmetro
Dourado
Prateado
Preto
Salmão
Verde Mesclado
Vermelho
Figura 10 – Tipo de Parâmetro “Cores” definido em extensão
O domínio do conjunto tem que ser equivalente a todas as cores necessárias à organização para classificar todas
as características do inteiro leque de produtos, quer finais ou intermédios quer matérias-primas, que
necessitassem do parâmetro cor dentro da organização. Este tipo de parâmetro tem, assim, um domínio de valores
representado por extensão, correspondendo a uma lista de valores finitos (Figura 10).
No modelo teórico GenPDM, a modelação do tipo de parâmetro é realizado através de um losango de linha dupla,
onde o tipo de parâmetro exemplificado teria a representação como ilustrado na Figura 10. Na figura estão ainda
descritos os significados de cada campo de informação.
O domínio dos tipos de parâmetros pode ser ainda ser representado em compreensão. Um domínio em
compreensão é uma descrição conjunta dos valores possíveis contidos num intervalo, i.e., um intervalo de valores
numéricos, onde qualquer valor dentro desse intervalo faz parte do domínio de valores possíveis de caraterização.
A modelação de tipos de parâmetros com o seu domínio em compreensão é semelhante à modelação dos tipos
de parâmetros em extensão, variando a sua representação apenas nos campos que dizem respeito ao domínio.
Na Figura 11 é ilustrado um exemplo de um tipo de parâmetro de domínio em compreensão, com destaque na
representação do domínio.
TP 13V
Altura do sapato _Centímetro
Tipo de domínio do Tipo de Parâmetro: compreensão
Domínio em compreensão do Tipo de Parâmetro [1cm..10cm]
Figura 11 – Tipo de Parâmetro “Altura do Sapato” em compreensão

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
33
Os tipos de parâmetros são assim o suporte de todos os parâmetros de referências genéricas, podendo o ser,
quando necessário, suporte para parâmetros dos tipos de operações, bem como permitem representar e validar
conceitos no sistema. Para ser possível a atribuição de todos os parâmetros necessários às referências e tipos de
operações que se pretende modelar para o caso de aplicação, são criados nove tipos de parâmetros para
referências genéricas e três para operações. Todos os tipos de parâmetros criados estão presentes no Anexo III –
Modelação dos artigos em GenPDM.
3.3.2 Características
Existem tipos de parâmetros que têm associadas características. As características apenas se associam a tipos
de parâmetro em extensão e têm como função a associação de propriedades caracterizadoras aos valores do
domínio (Gomes, 2013).
As utilizações do conceito consistem na restrição da escolha de valores de um parâmetro em função de um valor
de um outro; na definição de consumos de componentes da BOM; na definição de combinações válidas entre
valores de parâmetros; entre outras. Logo, as características têm como principal objetivo facilitar a representação
de tipos de parâmetro a serem utilizados na classificação de referências e de tipos de operação, permitindo maior
capacidade de relacionamento de referências genéricas pai com consumos de componentes e de operação, com
propriedades de referências genéricas e tipos de operações.
Para o caso de estudo foram modelados cinco tipos de parâmetros com características associadas. O tipo de
parâmetro ilustrado na Figura 12 tem duas características, representadas em rectângulo e ligadas ao tipo de
parâmetro de origem, onde cada característica tem uma utilidade diferente.
XL
M
M
S
S
XS
41
40
39
38
37
36
TP 3L
Tamanhos de sapato
35
42
43
44
45
L
XS
L
XL
1,1
1
0,9
0,8
0,7
0,6
0,5
1,2
1,3
1,4
1,5
TP 4L
Tamanhos de proteções
C1
C2
Tamanho de proteções
Fator de comprimentoTP 7
V
Valores Decimais
XL
Figura 12 – Tipo de Parâmetro “Tamanhos de sapato” com duas características

MODELO GENERIC PRODUCT DATA MANAGEMENT
34
A primeira característica destina-se ao relacionamento da propriedade de tamanho do sapato com a propriedade
de tamanho dos artigos de proteção. Em termos de modelação em GenPDM, significa que ao tipo de parâmetro
“Tamanhos” está associada uma característica com origem no tipo de parâmetro “Tamanhos de proteções”.
No que concerne à segunda característica, esta corresponde ao fator de conversão para medidas/comprimentos
e permite definir consumos de material e de operações. Ao associar este tipo de parâmetro a um parâmetro a
uma referência é possível estimar o consumo de matéria-prima para esse mesmo componente, através da medida
padrão existente na organização (tamanho 40) conjugada com o fator de conversão do tamanho pretendido. Por
outro lado, a associação do tipo de parâmetro a um parâmetro do tipo de operação “Corte” permite estimar o
consumo da operação de corte desse material e será a quantidade cortada (igual ao consumo calculado como
referido) segundo uma velocidade de corte. A medida padrão é uma característica do tipo de parâmetros
“Formatos” (Figura 13).
No tipo de parâmetro representado na figura é criada uma característica para cada componente que seja obtido
através da operação de corte, de modo a se conseguir atribuir uma medida correspondente à área de cada
componente a cortar. A criação de uma característica por componente vem da necessidade de atribuição de
valores diferentes de medidas por componente. As variáveis M representam um valor numérico de medida.
M73
M72
M71
M63
M62
M61
M53
M52
M51
M43
M42
M41
M33
M32
M31
M23
M22
M21
M13
M12
Sapatilha
TP 8L
Formatos
TP 7V
Decimais
C1
C2
Medida padrão de um par de calcanheira
Medida padrão de um par de biqueira
C3
Medida padrão de um par de cano
C4
Medida padrão de um par de forro
C5
Medida padrão de um par de gáspea
C6
Medida padrão de um par de taloeira
C7
Medida padrão de um par de orelha
M11
Sapato Plataforma
Sapato Oxford
Figura 13 – Tipo de Parâmetro “Formatos” com sete características
O tipo de parâmetro que se pretende apresentar de seguida tem duas características, onde uma se destina à
atribuição de consumos fixos de material e uma à definição de propriedades. O tipo de parâmetro tem como
descrição “Género”, e o seu domínio permite a escolha do género feminino ou masculino (Figura 14).
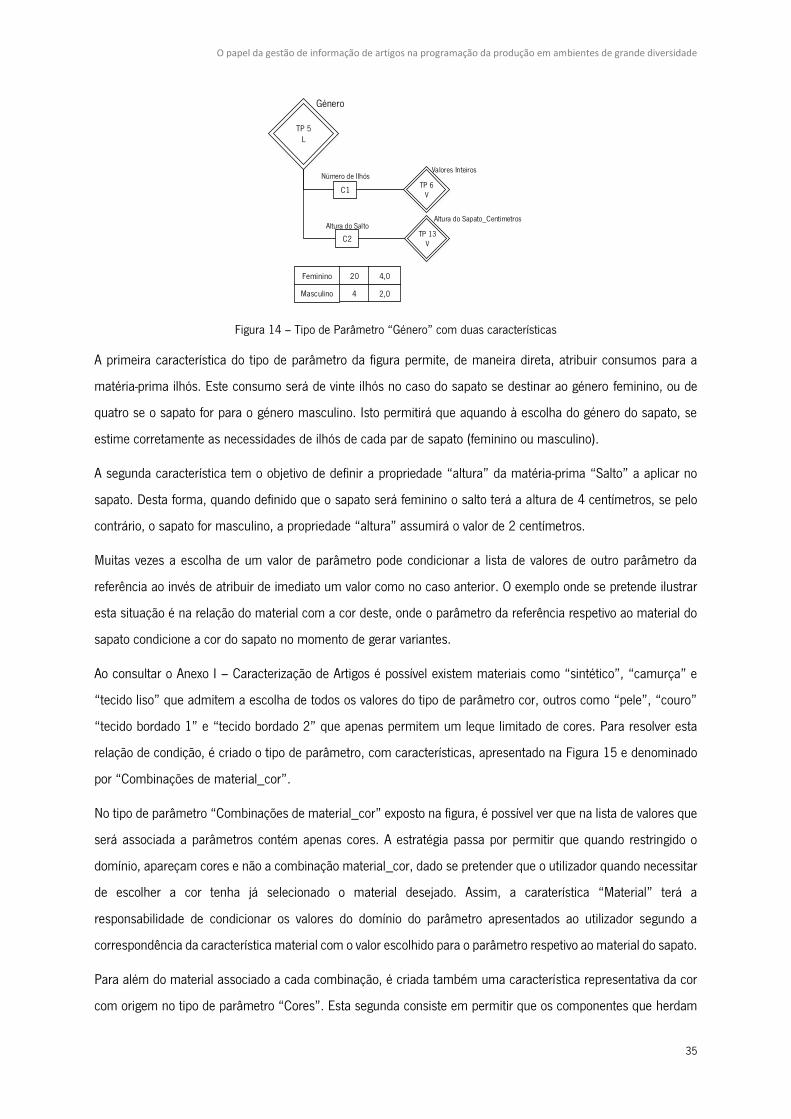
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
35
4
20
TP 5L
Género
TP 6V
Valores Inteiros
C1
C2
Número de Ilhós
Altura do SaltoTP 13
V
Altura do Sapato_Centimetros
Masculino
Feminino
2,0
4,0
Figura 14 – Tipo de Parâmetro “Género” com duas características
A primeira característica do tipo de parâmetro da figura permite, de maneira direta, atribuir consumos para a
matéria-prima ilhós. Este consumo será de vinte ilhós no caso do sapato se destinar ao género feminino, ou de
quatro se o sapato for para o género masculino. Isto permitirá que aquando à escolha do género do sapato, se
estime corretamente as necessidades de ilhós de cada par de sapato (feminino ou masculino).
A segunda característica tem o objetivo de definir a propriedade “altura” da matéria-prima “Salto” a aplicar no
sapato. Desta forma, quando definido que o sapato será feminino o salto terá a altura de 4 centímetros, se pelo
contrário, o sapato for masculino, a propriedade “altura” assumirá o valor de 2 centímetros.
Muitas vezes a escolha de um valor de parâmetro pode condicionar a lista de valores de outro parâmetro da
referência ao invés de atribuir de imediato um valor como no caso anterior. O exemplo onde se pretende ilustrar
esta situação é na relação do material com a cor deste, onde o parâmetro da referência respetivo ao material do
sapato condicione a cor do sapato no momento de gerar variantes.
Ao consultar o Anexo I – Caracterização de Artigos é possível existem materiais como “sintético”, “camurça” e
“tecido liso” que admitem a escolha de todos os valores do tipo de parâmetro cor, outros como “pele”, “couro”
“tecido bordado 1” e “tecido bordado 2” que apenas permitem um leque limitado de cores. Para resolver esta
relação de condição, é criado o tipo de parâmetro, com características, apresentado na Figura 15 e denominado
por “Combinações de material_cor”.
No tipo de parâmetro “Combinações de material_cor” exposto na figura, é possível ver que na lista de valores que
será associada a parâmetros contém apenas cores. A estratégia passa por permitir que quando restringido o
domínio, apareçam cores e não a combinação material_cor, dado se pretender que o utilizador quando necessitar
de escolher a cor tenha já selecionado o material desejado. Assim, a caraterística “Material” terá a
responsabilidade de condicionar os valores do domínio do parâmetro apresentados ao utilizador segundo a
correspondência da característica material com o valor escolhido para o parâmetro respetivo ao material do sapato.
Para além do material associado a cada combinação, é criada também uma característica representativa da cor
com origem no tipo de parâmetro “Cores”. Esta segunda consiste em permitir que os componentes que herdam

MODELO GENERIC PRODUCT DATA MANAGEMENT
36
a cor escolhida para o sapato, partilhem a mesmo tipo de parâmetro quando necessário atribuir a cor a esses
componentes.
TP 9L
TP 1L
Tipos de material
C1
C2
CorTP 2
L
Cores
Material
Combinações de material-cor
Amarelo
Amarelo
Amarelo
Amarelo
Amarelo
Amarelo
Tecido Liso
Sintético
Camurça
Azul-escuro
Azul-escuro
Azul-escuro
Azul-escuro
Azul-escuro
Azul-escuro
Tecido Liso
Sintético
Camurça
Azul Mesclado
Azul Mesclado
Azul-escuro
Azul Mesclado
Azul Mesclado
Azul-escuro
Sintético
Camurça
Tecido Bordado 1
Azul Mesclado
Azul Mesclado
Azul Mesclado
Azul Mesclado
Tecido Bordado 2
Tecido Liso
Branco BrancoCamurça
Branco
Branco
Branco
Branco
Tecido Liso
Sintético
Camel
Branco
Branco
Camel
Branco
Branco
Camurça
Pele
Couro
Camel
Camel
Camel
Camel
Tecido Liso
Sintético
Castanho
Camel
Camel
Castanho
Camel
Camel
Camurça
Pele
Couro
Castanho
Castanho
Castanho
Castanho
Tecido Liso
Sintético
Cru
Castanho
Castanho
Cru
Castanho
Castanho
Camurça
Pele
Couro
Cru
Cru
Cru
Cru
Cru
Cru
Couro
Tecido Liso
Sintético
Preto
Preto
Cru
Preto
Preto
Cru
Sintético
Camurça
Pele
Preto
Preto
Preto
Preto
Preto
Preto
Pele
Couro
Tecido Liso
Salmão
Salmão
Salmão
Salmão
Sintético
Camurça
Salmão
Salmão
Salmão
Salmão
Salmão
Salmão
Pele
Tecido Bordado 2
Tecido Liso
Verde Mesclado
Verde Mesclado
Verde Mesclado
Verde Mesclado
Sintético
Camurça
Vermelho
Vermelho
Verde Mesclado
Vermelho
Vermelho
Verde Mesclado
Sintético
Camurça
Tecido Liso
Vermelho
Vermelho
Vermelho
Vermelho
Tecido Bordado 1
Tecido Liso
Figura 15 – Tipo de Parâmetro “Combinações de material_cor” com duas características
O último tipo de parâmetros para o qual foi associado uma característica diz respeito ao tipo de parâmetro para
operações e designado por “Tipos de Corte”, Figura 16.
TP 10L
Tipos de Corte
TP 6V
Inteiros
C1
Necessidade de molde
Balancé
Corte a jato
1
0
Figura 16 – Tipo de Parâmetro “Tipos de Corte” com uma característica
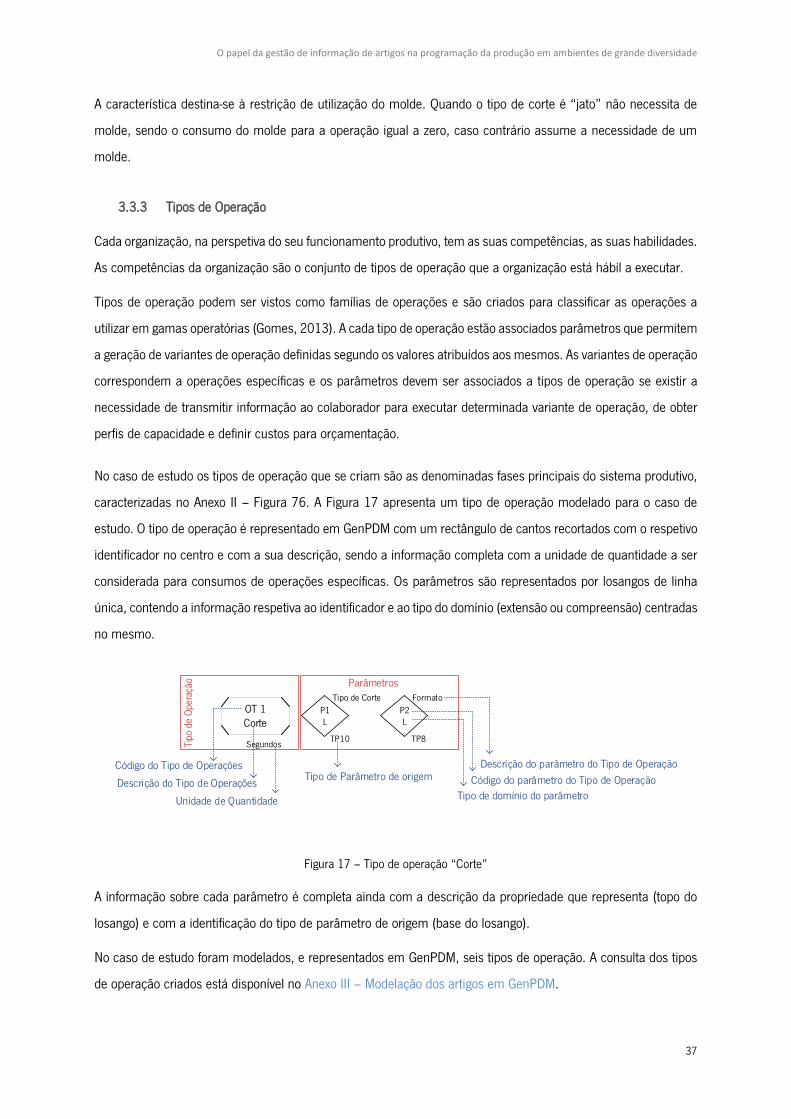
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
37
A característica destina-se à restrição de utilização do molde. Quando o tipo de corte é “jato” não necessita de
molde, sendo o consumo do molde para a operação igual a zero, caso contrário assume a necessidade de um
molde.
3.3.3 Tipos de Operação
Cada organização, na perspetiva do seu funcionamento produtivo, tem as suas competências, as suas habilidades.
As competências da organização são o conjunto de tipos de operação que a organização está hábil a executar.
Tipos de operação podem ser vistos como famílias de operações e são criados para classificar as operações a
utilizar em gamas operatórias (Gomes, 2013). A cada tipo de operação estão associados parâmetros que permitem
a geração de variantes de operação definidas segundo os valores atribuídos aos mesmos. As variantes de operação
correspondem a operações específicas e os parâmetros devem ser associados a tipos de operação se existir a
necessidade de transmitir informação ao colaborador para executar determinada variante de operação, de obter
perfis de capacidade e definir custos para orçamentação.
No caso de estudo os tipos de operação que se criam são as denominadas fases principais do sistema produtivo,
caracterizadas no Anexo II – Figura 76. A Figura 17 apresenta um tipo de operação modelado para o caso de
estudo. O tipo de operação é representado em GenPDM com um rectângulo de cantos recortados com o respetivo
identificador no centro e com a sua descrição, sendo a informação completa com a unidade de quantidade a ser
considerada para consumos de operações específicas. Os parâmetros são representados por losangos de linha
única, contendo a informação respetiva ao identificador e ao tipo do domínio (extensão ou compreensão) centradas
no mesmo.
OT 1Corte
P1L
P2L
Segundos
Tipo de Corte Formato
TP10 TP8
Código do Tipo de Operações
Descrição do Tipo de Operações
Unidade de Quantidade
Código do parâmetro do Tipo de Operação
Tipo de domínio do parâmetro
Tipo de Parâmetro de origemDescrição do parâmetro do Tipo de Operação
Parâmetros
Tipo
de
Ope
raçã
o
Figura 17 – Tipo de operação “Corte”
A informação sobre cada parâmetro é completa ainda com a descrição da propriedade que representa (topo do
losango) e com a identificação do tipo de parâmetro de origem (base do losango).
No caso de estudo foram modelados, e representados em GenPDM, seis tipos de operação. A consulta dos tipos
de operação criados está disponível no Anexo III – Modelação dos artigos em GenPDM.

MODELO GENERIC PRODUCT DATA MANAGEMENT
38
3.3.4 Referências Genéricas
O conceito de referência genérica representa a definição de família de artigos. Assim, os artigos específicos de
cada família são, na ótica de GenPDM, variantes de cada referência. No início desta secção foi mencionado que
devem ser associados parâmetros às referências em número e tipos necessários para diferenciar as variantes de
uma referência, permitindo ao sistema reconhecer em cada família artigos específicos (Gomes, 2013).
A Figura 18 apresenta a representação da referência genérica do produto final, com descrição de cada campo
modelado. Uma referência genérica em GenPDM é representada por um retângulo com o identificador centrado
(código) e descrição da família, bem como a unidade de quantidade na organização para quantificar a referência
genérica. Os parâmetros são representados do mesmo modo que se representa para tipos de operação.
RG_23Sapato_Oxford
TP9
P1L
TP5
Género
P2L
TP4
Tamanho
P3L
TP1
Material
P4L
Cor_Sapato
< C1@P4 = P3 >
TP2
P5L
Cor_Ilhós
(P1==masculino, prateado)
P6L
TP2
Cor_Atacadores
Dourado
PrateadoPar
Referência Genérica Parâmetros da Referência Genérica
Código da Referência Genérica
Descrição da Referência Genérica
Unidade de quantidade da Referência Genérica
Restrição de valores do parâmetro
Restrições de atribuição de valores do parâmetro
Visibilidade do parâmetro
Figura 18 – Referência Genérica do produto final
A referência do produto final possui seis parâmetros, todos em extensão. Os parâmetros onde não é descrita a
lista de valores do domínio ou um valor de parâmetro, herdam todo o domínio de valores do tipo de parâmetro de
origem. O único parâmetro que não herda o domínio completo do tipo de parâmetro é “Cor_Ilhós” e é definido
como valores do domínio do parâmetro apenas dois valores do tipo de parâmetro de origem (prateado e dourado).
Restrições
Teoricamente o número de variantes possíveis de cada referência é equivalente ao produto cartesiano dos valores
dos parâmetros. Porém, esta afirmação perde a veracidade se todas as combinações possíveis entre parâmetros
não forem válidas. Quando existe a possibilidade de não serem, são associadas «restrições» aos parâmetros,
através de expressões de filtro. Os filtros representados na Figura 18 (“visibilidade do parâmetro” e “restrições de
valores do parâmetro”) permitem que não sejam possíveis as combinações do género masculino com cores de
ilhós (combinações do parâmetro “Género” com o “Cor_Ilhós”) e todas as combinações de materiais com as
cores possíveis para este (combinações de “Material” com “Cor_Sapato”).
O filtro “P1==masculino, prateado” permite definir uma restrição relacionada com a limitação da escolha da cor
dos ilhós apenas ao género feminino, não permitindo a visibilidade do campo para escolha de valores de cor
quando o parâmetro P1 for género masculino (assume o valor “prateado”). O filtro “C1@P4=P3” não restringe a

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
39
escolha ao utilizador para o parâmetro “Cor do Sapato”, mas os valores disponíveis para escolha. A escolha da
cor para o sapato tem como valores possíveis as cores disponíveis para o material atribuído ao parâmetro
“Material” – funcionalidade pretendida para o tipo de parâmetro “Combinações Material_Cor” (Figura 15).
3.3.5 Listas de Materiais Genéricas
Em GenPDM a modelação de uma BOM não corresponde à modelação de uma lista de materiais específica a um
artigo mas a uma lista de materiais genérica a uma família de artigos (GBOM). Para cada referência genérica é,
portanto, necessário modelar uma GBOM que permita representar todas as BOM das variantes da referência
(Gomes, 2013). De modo a uma GBOM de uma referência genérica definir automaticamente uma BOM específica,
quando for gerada uma variante da referência, é necessário que represente as relações entre referências genéricas
de matérias-primas, de semiacabados e de produtos finais através dos respetivos parâmetros. Estas relações
devem ser modeladas para que a BOM específica corresponda àquela que seria modelada em referenciação direta.
A importância do rigor do modelo da GBOM deve-se às funções de um sistema PCP precisarem de trabalhar com
BOM específicas, para que atividades como o cálculo de necessidades de materiais (MRP) e o abastecimento de
materiais aos postos sejam executadas de forma eficiente e correta.
No modelo GenPDM, a GBOM representa uma estrutura de um nível apresentando todos os artigos que entram
diretamente na referência pai. Assim, quando se inicia a modelação deve-se começar pelas matérias-primas,
seguidas de semiacabados, e, por fim, os produtos finais. Isto deve-se à possibilidade de modelar GBOMs
baseadas em referências genéricas completas e atualizadas. A GBOM do produto final do caso de estudo é
apresentada na Figura 19, e as GBOMs das restantes referências no Anexo III – Modelação dos artigos em
GenPDM.
Em GenPDM, a estrutura da GBOM e da gama operatória genérica da referência não se dissociam, sendo uma
estrutura única. No entanto, para efeitos de visualização e explicação das suas características encontram-se
separadas nesta secção.
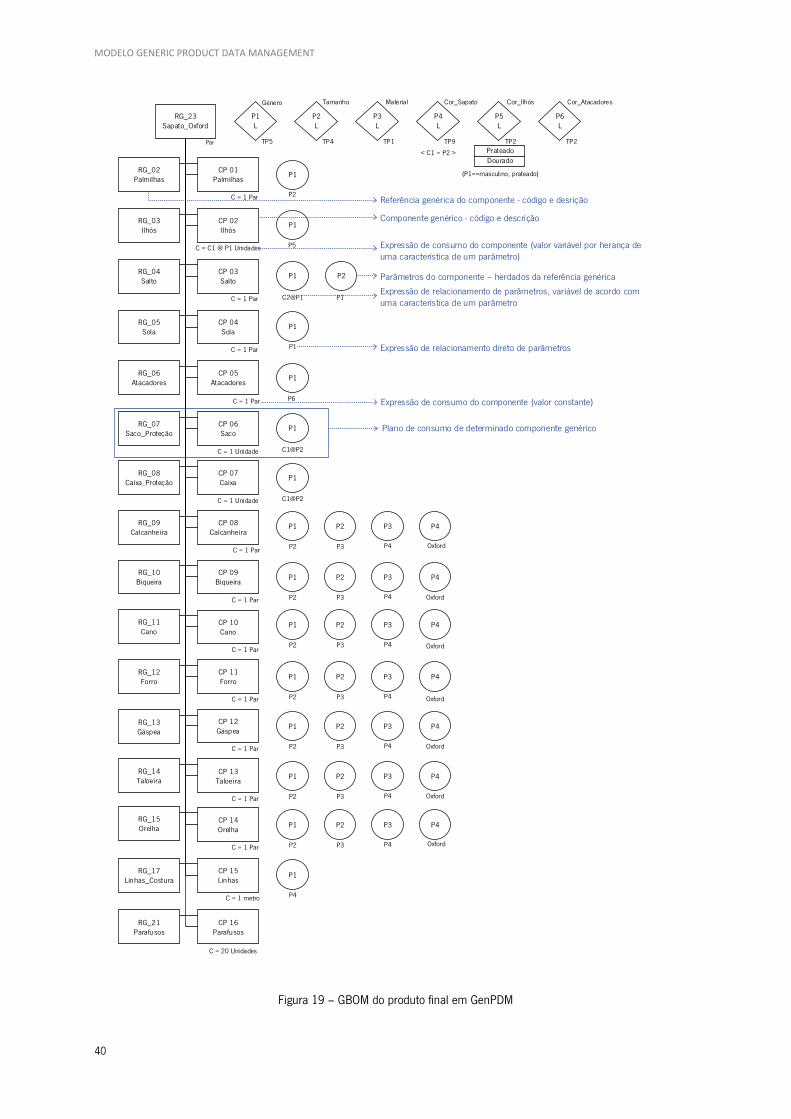
MODELO GENERIC PRODUCT DATA MANAGEMENT
40
P1
C = 1 metro P4
CP 15Linhas
RG_17Linhas_Costura
C = 20 Unidades
CP 16Parafusos
RG_21Parafusos
RG_23Sapato_Oxford
TP9
P1CP 01
PalmilhasRG_02
Palmilhas
C = 1 Par
P1CP 05
AtacadoresRG_06
Atacadores
C = 1 Par
P1L
TP5
Género
P2L
TP4
Tamanho
P3L
TP1
Material
P4L
Cor_Sapato
< C1 = P2 >
P1CP 02Ilhós
RG_03Ilhós
C = C1 @ P1 Unidades
TP2
P5L
Cor_Ilhós
(P1==masculino, prateado)
P6L
TP2
Cor_Atacadores
C2@P1
P2P1CP 03Salto
RG_04Salto
C = 1 Par P1
P1CP 04Sola
RG_05Sola
C = 1 Par P1
P1CP 06Saco
RG_07Saco_Proteção
C = 1 Unidade C1@P2
P1RG_08
Caixa_Proteção
C1@P2C = 1 Unidade
CP 07Caixa
P1
P2
P2 P3 P4
P3 P4C = 1 Par
CP 08Calcanheira
RG_09Calcanheira
C = 1 Par
P1
P2
P2 P3 P4
P3 P4
CP 09Biqueira
RG_10Biqueira
CP 11Forro
C = 1 Par
P1
P2
P2 P3 P4
P3 P4
RG_12Forro
RG_11Cano
P1
P2
P2 P3 P4
P3 P4
CP 10Cano
C = 1 Par
CP 12Gáspea
C = 1 Par
P1
P2
P2 P3 P4
P3 P4
RG_13Gáspea
CP 14Orelha
C = 1 Par
P1
P2
P2 P3 P4
P3 P4
RG_15Orelha
CP 13Taloeira
C = 1 Par
P1
P2
P2 P3 P4
P3 P4
RG_14Taloeira
P2
P5
P6
Oxford
Oxford
Oxford
Oxford
Oxford
Oxford
Oxford
Dourado
PrateadoPar
Expressão de consumo do componente (valor variável por herança de uma característica de um parâmetro)
Expressão de consumo do componente (valor constante)
Expressão de relacionamento de parâmetros, variável de acordo com uma característica de um parâmetro
Expressão de relacionamento direto de parâmetros
Parâmetros do componente – herdados da referência genérica
Referência genérica do componente - código e desrição
Componente genérico - código e descrição
Plano de consumo de determinado componente genérico
Figura 19 – GBOM do produto final em GenPDM

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
41
No processo de modelação de uma GBOM, a associação de um componente à lista de materiais corresponde à
criação de um plano de consumo. A informação associada a um plano de consumo corresponde aos conceitos de
“componente genérico”, “referência genérica de origem”, “expressões de relacionamento” e “expressões de
consumo”. A informação é identificada na Figura 19 e os seguintes parágrafos destinam-se à sua descrição.
1. Componentes genéricos e referências genéricas de origem
Na modelação da GBOM, os componentes genéricos são representados por um retângulo, com o identificador e
com a descrição, ligado ao retângulo relativo à referência genérica de origem do componente. Componentes
genéricos com origem na mesma referência e que sejam introduzidos em operações diferentes, correspondendo
ou não à mesma variante, devem ser adicionados as vezes necessários para garantir a entrada na variante certa,
na quantidade necessária no momento correto.
2. Expressões de relacionamento dos parâmetros do componente genérico
Um componente genérico de uma GBOM herdará os parâmetros da sua referência genérica de origem, se esta
assim os tiver. Quando esta situação ocorre é necessário definir como os parâmetros do componente genérico se
relacionaram com os parâmetros da referência pai, i.e., é necessário definir as expressões de relacionamento dos
parâmetros do componente genérico. A importância de definir as expressões de relacionamento dos parâmetros
de todos os componentes genéricos, numa ótica do sistema PCP, deve-se a esta definição ser o «motor» que
permite a criação de BOMs específicas, consoante as variantes geradas, para as quais se originam necessidades
de materiais específicos para lançamento de ordens de compra ou de produção.
A definição de uma expressão de relacionamento de um parâmetro pode corresponder à atribuição de um valor
constante, a uma expressão que permita obter um valor herdado de um parâmetro da referência pai ou a um valor
herdado de uma característica de um parâmetro da referência pai, entre outros. Uma expressão de relacionamento
equivalente a um valor constante não representa um relacionamento com a referência pai, mas a definição de um
valor do domínio do parâmetro da referência genérica de origem, não variável na geração de diferentes variantes
da referência pai. Uma expressão de relacionamento para herança do valor de um parâmetro da referência pai é
considerada uma expressão de relacionamento direto, e permite que quando escolhido o valor do parâmetro da
referência pai, seja feita, automaticamente, a atribuição desse valor ao parâmetro do componente genérico. Uma
expressão de relacionamento para herança do valor de uma característica de um parâmetro da referência pai
permite que seja atribuído, ao parâmetro do componente genérico, o valor da característica associada ao valor do
parâmetro da referência pai.
Uma expressão de relacionamento pode ainda corresponder a um relacionamento direto a uma combinação de
parâmetros da referência pai, a um relacionamento a uma combinação de características de parâmetros da
referência pai, etc.
MODELO GENERIC PRODUCT DATA MANAGEMENT
42
3. Expressões de consumo dos componentes genéricos
Após associar um componente genérico a uma GBOM de uma referência, é necessária a informação relativa ao
valor e tipo de consumo – expressões de consumo. Expressões de consumo permitem, quando criada a BOM
específica de uma variante, estimar a quantidade necessária de componentes específicos na produção de uma
unidade da variante da referência pai. A definição de expressões de consumo representa, assim, o evento que
possibilita gerar o input do sistema PDM aos sistemas PCP que satisfaz a procura de informação acerca da
quantidade de componentes específicos quando consultada a BOM de uma variante, nos processos da função
MRP e de abastecimento de materiais aos postos de trabalho.
A expressão de consumo pode ser um valor constante ou um valor variável. Uma expressão de consumo
equivalente a um valor constante representa um componente genérico que, independentemente da variante
gerada da referência genérica pai, os componentes específicos correspondentes são consumidos sempre segundo
a mesma grandeza de unidade de quantidade. Uma expressão de consumo equivalente a um valor variável pode
ser obtida através da herança direta de um parâmetro (e.g. quando a referência tem um parâmetro em
compreensão e o valor atribuído a esse parâmetro é herdado como valor para expressão de consumo) ou de uma
característica de parâmetro (e.g. o valor da característica “Número de Ilhós” é herdado para o consumo do
componente “Ilhós” quando atribuído um valor para o parâmetro “Género).
3.3.6 Gamas Operatórias Genéricas
À semelhança da GBOM, uma gama operatória é definida por referência genérica e deve representar a gama
operatória específica de cada uma das possíveis variantes da referência. A gama operatória genérica de uma
referência deve, assim, em termos de necessidades de informação do sistema PCP, permitir a definição de cada
rota de fabrico para a variante que se pretender produzir.
A quantidade de informação necessária para a definição de gamas operatórias é mais elevada do que a exigida
para a definição de GBOM, pelo que a importância da definição de gamas operatórias genéricas também se
justifica pela diminuição do esforço exigido ao utilizador, quer nos processos de criação quer de manutenção da
informação essencial a gamas operatórias (Gomes, 2013).
A informação necessária à modelação de gamas operatórias genéricas permite a utilização de gamas operatórias
específicas para definição de rotas de fabrico a serem consideradas para planos de capacidade e programação
de produção. Esta informação encontram-se organizada em conjuntos e estes são classificados como “planos de
operações”, “planos de consumo das operações” e “precedências”, e são identificados na Figura 20 e descritos
nos parágrafos seguintes.
A Figura 20 representa a modelação da GBOM da referência do produto final do caso de estudo. Todas as gamas
operatórias desenvolvidas encontram-se para consulta no Anexo III – Modelação dos artigos em GenPDM.
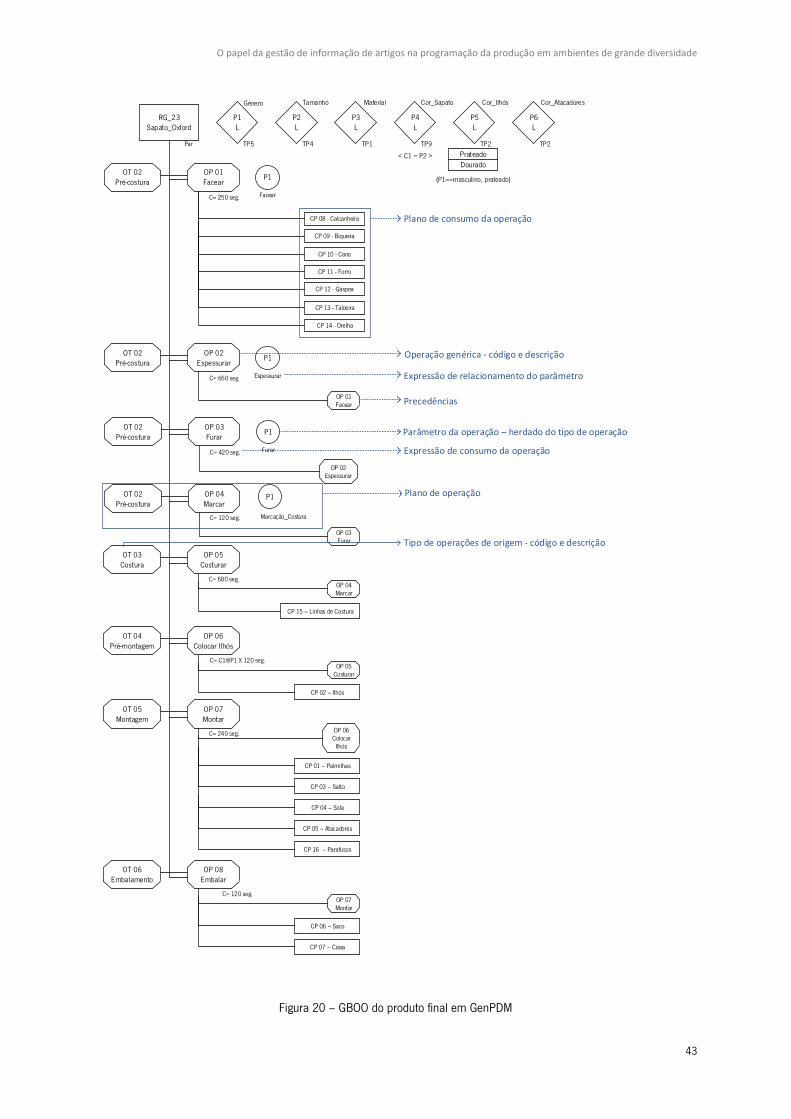
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
43
RG_23Sapato_Oxford
TP9
P1L
TP5
Género
P2L
TP4
Tamanho
P3L
TP1
Material
P4L
Cor_Sapato
< C1 = P2 >
TP2
P5L
Cor_Ilhós
(P1==masculino, prateado)
P6L
TP2
Cor_Atacadores
P1OP 01Facear
OT 02Pré-costura
C= 250 seg. Facear
CP 08 - Calcanheira
CP 09 - Biqueira
CP 10 - Cano
CP 11 - Forro
CP 12 - Gáspea
CP 13 - Taloeira
CP 14 - Orelha
P1OP 02
EspessurarOT 02
Pré-costura
C= 660 seg. Espessurar
OP 01Facear
P1OP 03Furar
OT 02Pré-costura
C= 420 seg. Furar
OP 02Espessurar
P1OP 04Marcar
OT 02Pré-costura
C= 120 seg. Marcação_Costura
OP 03Furar
OP 05Costurar
OT 03Costura
C= 680 seg.OP 04Marcar
CP 15 – Linhas de Costura
OP 06Colocar Ilhós
OT 04Pré-montagem
C= C1@P1 X 120 seg.OP 05
Costurar
CP 02 – Ilhós
OP 07Montar
OT 05Montagem
C= 240 seg. OP 06Colocar
Ilhós
CP 01 – Palmilhas
CP 04 – Sola
CP 03 – Salto
CP 05 – Atacadores
CP 16 – Parafusos
OP 08Embalar
OT 06Embalamento
C= 120 seg.OP 07Montar
CP 06 – Saco
CP 07 – Caixa
Dourado
Prateado
Par
Operação genérica - código e descrição
Expressão de relacionamento do parâmetro
Precedências
Parâmetro da operação – herdado do tipo de operação
Expressão de consumo da operação
Tipo de operações de origem - código e descrição
Plano de consumo da operação
Plano de operação
Figura 20 – GBOO do produto final em GenPDM

MODELO GENERIC PRODUCT DATA MANAGEMENT
44
1. Planos de operações
O primeiro conjunto de informação que se pretende descrever é denominado como “planos das operações”. A
criação de planos de operações correspondem à modelação da lista de operações genéricas (Bill-of-Operations –
GBOO) das referências genéricas. Inserir planos de operações na GBOO de uma referência é sinónimo de
identificar quais os tipos de operação (habilidades da organização) no processo de transformação das variantes
da referência. A informação que permite a associação de um plano de consumo a uma GBOO são denominadas
de “operação genérica”, “tipo de operação de origem”, “expressões de relacionamento” e “expressões de
consumo”.
Operação genérica e tipo de operação de origem
A cada referência genérica são associadas operações genéricas, provenientes de tipos de operação. Na modelação
da GBOO, as operações genéricas e os seus tipos de operação de origem são representadas com dois retângulos
de cantos recortados unidos. Na necessidade de mais do que uma operação genérica de origem no mesmo tipo
de operação, devem ser associados tantos planos de operação com origem no mesmo tipo de operação quantas
as operações genéricas necessárias. Um exemplo é o tipo de operação “Pré-costura”, que apresenta um
parâmetro em extensão com cinco valores possíveis, que é origem de cinco operações genéricas de pré-costura
diferenciadas por cada valor do parâmetro. A associação do mesmo tipo de operação de origem mais do que uma
vez também pode acontecer perante a necessidade da utilização de determinada variante de uma operação
genérica em diferentes momentos do processo de transformação.
Expressões de relacionamento dos parâmetros da operação genérica
As operações genéricas de uma GBOO são transformadas em operações específicas de uma BOO específica
diretamente quando as operações genéricas não possuem parâmetros ou através da tradução dos parâmetros
das operações genéricas. Quando uma operação genérica tem origem num tipo de operação com parâmetros, de
forma similar ao que acontece com os componentes genéricos, os parâmetros são herdados e devem ser definidas
as expressões de relacionamento com os parâmetros da referência pai. Este é, portanto, um evento essencial do
processo de criação de uma gama operatória, devido à responsabilidade que tem na criação de operações
específicas da gama operatória específica de cada variante da referência pai.
As expressões de relacionamento podem ser definidas através da atribuição de um valor constante (não varia
consoante a variante gerada da referência genérica), da relação direta com um valor herdado de um parâmetro
da referência pai ou a um valor herdado de uma característica de um parâmetro da referência pai, entre outros.
Expressões de consumo das operações genéricas
Na atribuição de uma operação genérica a uma referência é necessária a introdução de informação acerca do
valor e do tipo de consumo da operação – expressões de consumo. Expressões de consumo das operações
genéricas devem permitir definir o consumo de uma operação específica na realização de uma variante da

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
45
referência genérica, de forma a responder às necessidades de informação requeridas pelos sistemas PCP,
nomeadamente, pela programação da produção e CRP.
As expressões de consumo de operações genéricas são definidas de forma idêntica às expressões de consumo de
componentes genéricos. Assim, a expressão de consumo pode ser um valor constante, um valor resultante da
herança direta de um parâmetro da referência pai ou de uma característica de parâmetro da referência pai, ou
um valor calculado através de expressões matemáticas que podem combinar valores constantes e valores de
parâmetros e/ou valores de características.
2. Planos de consumo das operações
Todos os planos de consumo da GBOM devem ser associados aos planos de operação da GBOO, devida a
necessidade de relação das operações genéricas com os componentes genéricos. A necessidade de relacionar os
dois conceitos deve-se à precisão exigida pelo sistema PCP quando necessita de cruzar listas de materiais
específicas com gamas operatórias específicas, principalmente em processos de programação da produção e
determinação do período de tempo que os componentes específicos devem estar disponíveis.
Numa perspetiva da programação de produção, uma das principais funções que deve ser gerida eficientemente é
o aprovisionamento de materiais aos postos. Portanto, é necessário ser transmitida a informação de quais os
componentes específicos que devem ser abastecidos a determinado posto de trabalho para a execução de
determinada operação específica, no processo de produção de uma variante da referência, para garantir que o
componente específico necessário, na quantidade necessária é entregue quando desejado e no local certo do
espaço fabril.
A associação de um plano de consumo a um plano de operação é designado como o plano de consumo da
operação. Na gama operatória genérica, apresentada na Figura 20, é possível ver os planos de consumo das
operações que permitem associar os dezasseis planos de consumo da GBOM da referência do produto final
(representados na Figura 19) aos planos de operações responsáveis pelas suas inserções no processo de
transformação do produto final.
3. Precedência de operações
A diferença entre uma GBOO e uma gama operatória genérica é a primeira não representar uma ordem de
execução das operações. Assim, para transformar a GBOO numa gama operatória genérica é necessário definir
as precedências entre as operações genéricas que estiverem definidas. As precedências entre operações não
contribuem para a transformação de uma GBOO numa gama operatória, devido à ordem das operações genéricas
ser a mesma admitida pelas operações específicas. A importância da definição de precedências entre operações
consta na criação de fluxos de produção na programação da produção, devido definirem rotas de fabrico dos
artigos. A definição de precedências consiste na introdução da informação que determinada operação só pode ser
executada depois de uma ou mais operações serem realizadas.


O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
47
4. FUNÇÕES E PROCESSOS DE GESTÃO DE INFORMAÇÃO DE ARTIGOS
A área funcional PDM é uma das áreas onde mais é intensificada a dificuldade de conciliar um eficiente
desempenho do sistema com um grau elevado de customização. Para o bom funcionamento da área funcional,
esta é dividida em funções PDM. No entanto, a decomposição apenas em funções não é suficientemente detalhada
para permitir identificar responsabilidades de criação e manutenção da informação acerca dos artigos. Assim, a
estrutura hierárquica adotada para identificação de todos os níveis de decomposição da área funcional é
apresentada na Figura 21.
Passos
Processos
Função Nível 2
Função Nível 1
Área Funcional
Função 1 Função 2 ...
Função 1 Função 2 ...
Processo 1 Processo 2 ...
Passo 2Passo 1 ...
Processo 1 Processo 2
Passo 2Passo 1 ...
Figura 21 – Estrutura proposta para organização da área funcional em funções e processos
O presente capítulo destina-se à classificação e descrição de todas as funções PDM de ambos os níveis
identificados na figura, segundo o contexto GenPDM, e à identificação dos processos de cada uma das funções.
O capítulo é, portanto, organizado em duas secções: as funções são classificadas e descritas na primeira secção,
e a segunda secção consiste na identificação dos processos das funções e na normalização de passos de execução
para processos comuns.
4.1 Definição de funções PDM em GenPDM
A informação acerca dos artigos é organizada e gerida no PDM segundo a caracterização necessária de artigos e
a gestão das suas BOMs e gamas operatórias. As funções do PDM têm, assim, como principal objetivo ajudar o
utilizador a lidar com as responsabilidades associadas a esta informação base. No contexto GenPDM, quer a nível
de modelo quer a nível de sistema, as funções de primeiro nível que permitem gerir toda a informação são
identificadas na Figura 22, bem como as suas respetivas funções de segundo nível.
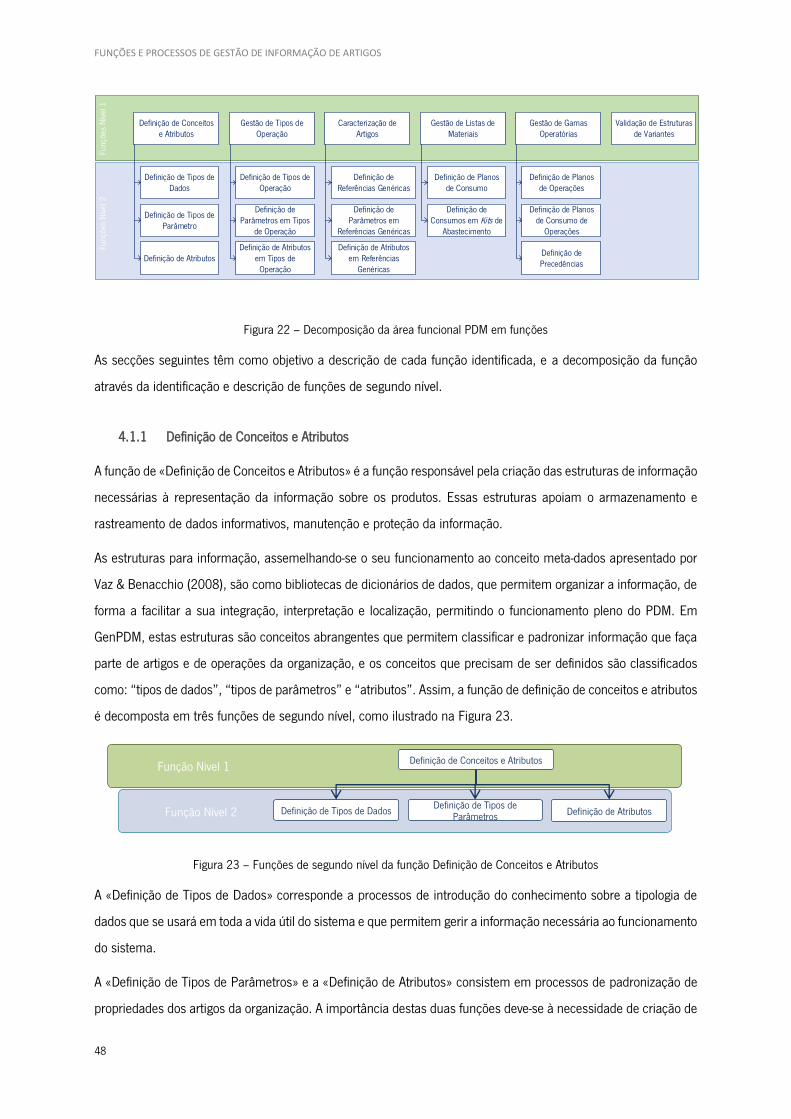
FUNÇÕES E PROCESSOS DE GESTÃO DE INFORMAÇÃO DE ARTIGOS
48
Funç
ões
Nív
el 2
Definição de Conceitos e Atributos
Gestão de Tipos de Operação
Caracterização de Artigos
Gestão de Listas de Materiais
Gestão de Gamas Operatórias
Validação de Estruturas de Variantes
Funç
ões
Nív
el 1
Definição de Tipos de Dados
Definição de Tipos de Parâmetro
Definição de Atributos
Definição de Tipos de Operação
Definição de Parâmetros em Tipos
de Operação
Definição de Atributos em Tipos de
Operação
Definição de Referências Genéricas
Definição de Parâmetros em
Referências Genéricas
Definição de Atributos em Referências
Genéricas
Definição de Planos de Operações
Definição de Planos de Consumo de
Operações
Definição de Precedências
Definição de Planos de Consumo
Definição de Consumos em Kits de
Abastecimento
Figura 22 – Decomposição da área funcional PDM em funções
As secções seguintes têm como objetivo a descrição de cada função identificada, e a decomposição da função
através da identificação e descrição de funções de segundo nível.
4.1.1 Definição de Conceitos e Atributos
A função de «Definição de Conceitos e Atributos» é a função responsável pela criação das estruturas de informação
necessárias à representação da informação sobre os produtos. Essas estruturas apoiam o armazenamento e
rastreamento de dados informativos, manutenção e proteção da informação.
As estruturas para informação, assemelhando-se o seu funcionamento ao conceito meta-dados apresentado por
Vaz & Benacchio (2008), são como bibliotecas de dicionários de dados, que permitem organizar a informação, de
forma a facilitar a sua integração, interpretação e localização, permitindo o funcionamento pleno do PDM. Em
GenPDM, estas estruturas são conceitos abrangentes que permitem classificar e padronizar informação que faça
parte de artigos e de operações da organização, e os conceitos que precisam de ser definidos são classificados
como: “tipos de dados”, “tipos de parâmetros” e “atributos”. Assim, a função de definição de conceitos e atributos
é decomposta em três funções de segundo nível, como ilustrado na Figura 23.
Figura 23 – Funções de segundo nível da função Definição de Conceitos e Atributos
A «Definição de Tipos de Dados» corresponde a processos de introdução do conhecimento sobre a tipologia de
dados que se usará em toda a vida útil do sistema e que permitem gerir a informação necessária ao funcionamento
do sistema.
A «Definição de Tipos de Parâmetros» e a «Definição de Atributos» consistem em processos de padronização de
propriedades dos artigos da organização. A importância destas duas funções deve-se à necessidade de criação de
Função Nível 2
Função Nivel 1Definição de Conceitos e Atributos
Definição de Tipos de DadosDefinição de Tipos de
Parâmetros Definição de Atributos
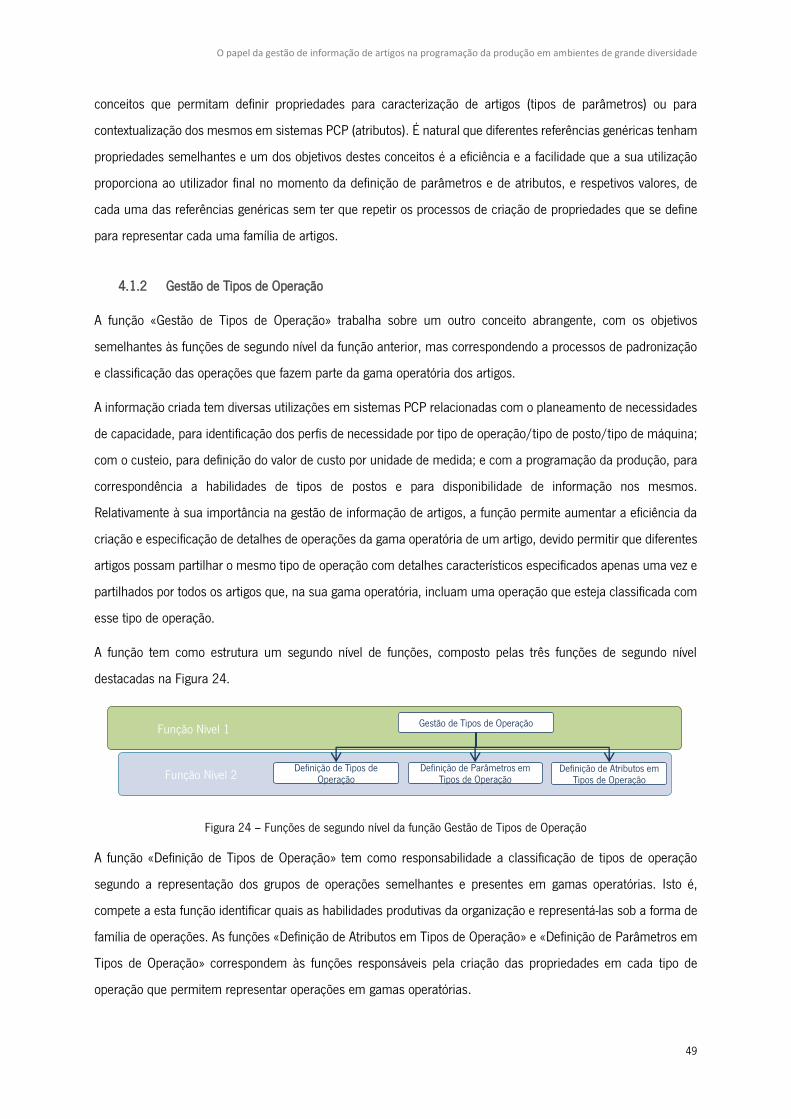
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
49
conceitos que permitam definir propriedades para caracterização de artigos (tipos de parâmetros) ou para
contextualização dos mesmos em sistemas PCP (atributos). É natural que diferentes referências genéricas tenham
propriedades semelhantes e um dos objetivos destes conceitos é a eficiência e a facilidade que a sua utilização
proporciona ao utilizador final no momento da definição de parâmetros e de atributos, e respetivos valores, de
cada uma das referências genéricas sem ter que repetir os processos de criação de propriedades que se define
para representar cada uma família de artigos.
4.1.2 Gestão de Tipos de Operação
A função «Gestão de Tipos de Operação» trabalha sobre um outro conceito abrangente, com os objetivos
semelhantes às funções de segundo nível da função anterior, mas correspondendo a processos de padronização
e classificação das operações que fazem parte da gama operatória dos artigos.
A informação criada tem diversas utilizações em sistemas PCP relacionadas com o planeamento de necessidades
de capacidade, para identificação dos perfis de necessidade por tipo de operação/tipo de posto/tipo de máquina;
com o custeio, para definição do valor de custo por unidade de medida; e com a programação da produção, para
correspondência a habilidades de tipos de postos e para disponibilidade de informação nos mesmos.
Relativamente à sua importância na gestão de informação de artigos, a função permite aumentar a eficiência da
criação e especificação de detalhes de operações da gama operatória de um artigo, devido permitir que diferentes
artigos possam partilhar o mesmo tipo de operação com detalhes característicos especificados apenas uma vez e
partilhados por todos os artigos que, na sua gama operatória, incluam uma operação que esteja classificada com
esse tipo de operação.
A função tem como estrutura um segundo nível de funções, composto pelas três funções de segundo nível
destacadas na Figura 24.
Figura 24 – Funções de segundo nível da função Gestão de Tipos de Operação
A função «Definição de Tipos de Operação» tem como responsabilidade a classificação de tipos de operação
segundo a representação dos grupos de operações semelhantes e presentes em gamas operatórias. Isto é,
compete a esta função identificar quais as habilidades produtivas da organização e representá-las sob a forma de
família de operações. As funções «Definição de Atributos em Tipos de Operação» e «Definição de Parâmetros em
Tipos de Operação» correspondem às funções responsáveis pela criação das propriedades em cada tipo de
operação que permitem representar operações em gamas operatórias.
Função Nível 2
Função Nivel 1Gestão de Tipos de Operação
Definição de Tipos de Operação
Definição de Parâmetros em Tipos de Operação
Definição de Atributos em Tipos de Operação

FUNÇÕES E PROCESSOS DE GESTÃO DE INFORMAÇÃO DE ARTIGOS
50
4.1.3 Caracterização de Artigos
A função do sistema GenPDM que se pretende enquadrar é a «Caracterização de Artigos» que corresponde à
classificação de artigos e armazenamento de informação acerca destes nos sistemas PDM. Philpotts (1996) e Yeh
& You (2002) definem-na como um mecanismo potente para encontrar peças padrão e similares, de modo a que
sejam facilmente reutilizáveis, sem necessidade de reinventar múltiplas vezes o mesmo artigo. Assim, um dos
principais objetivos desta função é a redução do esforço exigido ao utilizador na classificação de todos os artigos
existentes na organização.
Assim, os artigos precisam de ser classificados e configurados de forma a permitir o agrupamento por
propriedades comuns. A informação associada a propriedades permite definir as especificações usadas para
selecionar componentes específicos, e são representadas por parâmetros e por atributos (e.g. prazos de validade
dos artigos, tamanho de lote na produção). Posto isto, a função tem as suas responsabilidades distribuídas por
três principais funções de segundo nível e estas são identificadas na Figura 25.
Figura 25 – Funções de segundo nível da função Caracterização de Artigos
A função designada por «Definição de Referências Genéricas» está associada à classificação dos artigos por
famílias. Isto é, compete a esta função identificar quais os grupos de artigos que partilham propriedades, BOM e
gama operatória.
As funções «Definição de Atributos em Referências Genéricas» e «Definição de Parâmetros em Referências
Genéricas» correspondem às funções responsáveis pela criação das propriedades em cada referência genérica e
das relações entre estas.
A importância de todas estas funções associadas à caracterização de artigos está relacionada com a ligação desta
às funções de «Gestão de Listas de Materiais» e «Gestão de Gamas Operatórias», devido a listas de materiais e
gamas operatórias serem representadas por referência genérica e configuradas através das propriedades
associadas à mesma.
4.1.4 Gestão de Listas de Materiais
A definição de BOMs para a produção é um dos processos mais relevantes na exploração de sistemas informáticos
de apoio aos sistemas PCP. Peng & Trappey (1998) e Yeh & You (2002) doutrinam que a BOM precisa de ser
gerida de modo a permitir a autonomia dos sistemas de planeamento da produção. Isto é, a função deve definir
componentes e atribuir relações entre produtos e componentes de modo a que permita visualizações específicas
Função Nível 2
Função Nivel 1Caracterização de Artigos
Definição de Referências Genéricas
Definição de Parâmetros em Referências Genéricas
Definição de Atributos em Referências Genéricas

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
51
de uma BOM do produto conforme a necessidade de informação de cada área funcional do sistema PCP. Assim,
a função pode ser decomposta nas duas funções de segundo nível representadas na Figura 26.
Figura 26 – Funções de segundo nível da função Gestão de Listas de Materiais
A função «Definição de Planos de Consumo» diz respeito à construção e manutenção de GBOMs dos artigos, onde
estas são definidas para uma referência genérica e não para um artigo e, na sua construção, em vez de artigos,
são também utilizadas referências genéricas para definição de componentes. A criação e a manutenção de GBOMs
permite atingir o objetivo de diminuição do esforço do utilizador, no entanto funções de sistemas PCP, como
planeamento de necessidades de materiais e programação de produção precisam de informação sobre listas de
materiais de artigos específicos. Assim, à função está associada a responsabilidade de modelação de listas de
materiais genéricas construídas de modo a que o sistema GenPDM seja capaz de fornecer informação às restantes
funções do sistema PCP num formato que essas funções sejam capazes de interpretar (listas de materiais de
variantes, e não de referências genéricas).
Por fim, a função de segundo nível designada por «Definição de Consumos em Kits de Abastecimento» permite
estabelecer relações entre os planos de consumo que representam componentes e aqueles que representam kits
de abastecimento. Estas relações correspondem à criação da forma de abastecimento dos componentes – se
através de kits se individualmente.
4.1.5 Gestão de Gamas Operatórias
Uma eficiente gestão das funções descritas até agora (gestão de tipos de operações, caracterização de artigos e
gestão das suas GBOMs) permite a um sistema PDM fornecer informação que possibilita à organização reagir à
procura do mercado e à maioria das principais necessidades do sistema PCP a médio prazo. No entanto, o sistema
só conseguirá passar de eficiente a médio prazo a pró-ativo se incluir a função «Gestão de Gamas Operatórias» e
fornecer informação aos sistemas PCP a nível de programação e monitoração da produção permitindo a ligação
entre recursos e operações de artigos através da definição de planos de processos (gamas operatórias), da
caracterização das operações e das propriedades dos processos, como correspondências com artigos. O sistema
PDM deve, ainda, ser capaz de registar todos os processos necessários aos artigos numa ótica de funcionamento
produtivo, onde a gama operatória representa o comportamento padrão da rota de fabrico que tem,
obrigatoriamente, que ser cumprida, garantindo que cada evento começará quando outro terminar.
A função é decomposta em três funções de segundo nível como mostra a Figura 27.
Função Nível 2
Função Nivel 1 Gestão de Listas de Materiais
Definição de Planos de Consumo Definição de Consumos em Kits de Abastecimento

FUNÇÕES E PROCESSOS DE GESTÃO DE INFORMAÇÃO DE ARTIGOS
52
Figura 27 – Funções de segundo nível da função de Gestão de Gamas Operatórias
Paralelamente ao que foi descrito para «Gestão de Listas de Materiais», esta função em GenPDM corresponde à
construção e manutenção de GBOOs, onde estas são definidas para uma referência genérica e não para um artigo
utilizando operações genéricas com origem em tipos de operação, em vez de operações específicas. A construção
de GBOOs é do encargo da função «Definição de Planos de Operações».
A função «Planos de Consumo das Operações» tem a responsabilidade de fazer a ligação entre todos os planos
de consumo da GBOM aos planos de operação da GBOO. A função «Definição de Precedências» é responsável
por estabelecer as relações entre operações genéricas que permita obter rotas de fabrico específicas.
4.1.6 Validação de Estruturas de Variantes
A função de «Validação de Estruturas de Variantes» é a função que corresponde à validação dos processos
relacionados com a caracterização de artigos, a gestão de listas de materiais, de gestão de gamas operatórias e
de tipos de operação.
Como tem vindo a ser dito, em GenPDM, a modelação de artigos é feita segundo o paradigma da representação
genérica (referências genéricas em vez de artigos, GBOMs e não BOMs, e gamas operatórias genéricas ao invés
de específicas) com o objetivo de diminuir o esforço exigido ao utilizador para a representação da informação de
todos os artigos. No entanto, para utilização da informação nas diferentes funções do sistema PCP, é necessário
que se proceda à geração de variantes da referência genérica e respetiva lista de materiais e gama operatória.
Esta geração tem como base a atribuição de um conjunto de valores aos parâmetros da referência genérica de
forma a identificar a variante, e construir a lista de materiais e a gama operatória específicas.
Neste sentido, à função compete a revisão e a aprovação da modelação da informação dos artigos (parâmetros,
atributos, listas de materiais e gamas operatórias) antes do lançamento de artigos para as funções do sistema
PCP.
4.2 Normalização de processos GenPDM
Cada função GenPDM é composta por processos. Cada processo é uma sequência de passos em GenPDM,
correspondendo a eventos essenciais na construção e manutenção da informação acerca de artigos, i.e.,
consistem nas várias etapas para a elaboração da representação de toda a informação, segundo conceitos
Função Nível 2
Função Nivel 1Gestão de Gamas Operatórias
Definição de Planos de Operações
Definição de Planos de Consumo de Operações Definição de Precedências

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
53
baseados em referenciação genérica, e para a sustentação do funcionamento do sistema. Na Figura 28 estão
listados os processos inerentes a cada função de primeiro nível, ou às funções de segundo nível da mesma.
Definição de Tipos de Operação
FUN
ÇÕES
PR
IMEI
RO N
ÍVEL
Definição de Conceitos e Atributos
Gestão de Tipos de Operação
Caracterização de Artigos
Gestão de Listas de Materiais
Gestão de Gamas Operatórias
Validação de Estruturas de Variantes
Definição de Tipos de Dados
- Criação de Tipos de Dados- Alteração de Tipos de Dados- Eliminação de Tipos de Dados
Definição de Tipos de Parâmetro
- Criação de Tipos de Parâmetro- Criação de Características- Alteração de Tipos de Parâmetro- Eliminação de Tipos de Parâmetro
Definição de Atributos
- Criação de Atributos- Associação a Propriedades do Sistema- Alteração de Atributos- Eliminação de Atributos
- Criação de Tipos de Operação- Alteração de Tipos de Operação- Eliminação de Tipos de Operação
Definição de Referências Genéricas
Definição de Parâmetros em Referências Genéricas
Definição de Atributos em Referências Genéricas
- Criação de Referências Genéricas- Alteração de Referências Genéricas- Eliminação de Referências Genéricas
- Associação de valores de Atributos a Referências Genéricas
- Criação de valores de Parâmetros de Referências Genéricas- Criação de Restrições
- Criação de Planos de Consumo- Alteração de Planos de Consumo- Eliminação de Planos de Consumo
Definição de Planos de Operações
Definição de Planos de Consumos das Operações
Definição de Precedências
- Criação de Planos de Operação- Criação de Composição de Operações Célula - Alteração de Planos de Operação- Eliminação de Planos de Operação
- Associação de Planos de Consumo a Planos de Operações
- Criação de Precedência de Operações
- Simulação de Estruturas
FUNÇÕES SEGUNDO NÍVEL E PROCESSOS
Definição de Parâmetros em Tipos de Operação
Definição de Atributos em Tipos de Operação
- Associação de valores de Atributos a Tipos de Operação
- Criação de valores de Parâmetros de Tipos de Operação
Definição de Planos de Consumo
Definição de Consumos em Kits de Abastecimento
- Associação de planos de consumo de componentes genéricos a planos de consumo de kits de abastecimento
Figura 28 – Processos de funções GenPDM
Existem processos que se consideram como processos ”padrão” devido a serem executados segundo os mesmos
passos em GenPDM, independentemente da função. Os processos padrão identificados correspondem a
processos de criação, de alteração/eliminação, de ativação/desativação e de visualização. Assim, a criação desta
secção passa pela estratégia de, para além de identificar todos os processos necessários à gestão de informação
de artigos, descrever apenas uma vez o modo de realização de cada processo padrão.

FUNÇÕES E PROCESSOS DE GESTÃO DE INFORMAÇÃO DE ARTIGOS
54
4.2.1 Processos de criação
O primeiro processo padrão que se pretende normalizar a sequência de passos é o de criação. Com o maior
número de processos associados, foram identificadas sete variantes do mesmo e agrupadas em duas categorias
diferentes. As classificações das categorias de processos padrão de criação encontram-se na Tabela 5, bem como
os processos das funções membros de cada classificação.
Tabela 5 – Classificação de processos de criação
Criação simples Criação de valores de parâmetros
Criação de Tipos de Dados Criação de Tipos de Parâmetro
Criação de Atributos Criação de Tipos de Operação
Criação de Referências Genéricas
Criação de valores para parâmeros em Referências Genéricas
Criação de valores para parâmetros em Tipos de Operação
Os parágrafos seguintes destinam-se à descrição e distinção dos processos identificados segundo a classificação
da tabela.
Criação simples (Categoria 1)
A criação simples corresponde a todos aqueles processos que consistem em criação de conceitos principais que
têm um menu correspondente em GenPDM. Em todos os interfaces correspondentes a realização do processo de
criação é a mesma e consiste no seguinte conjunto de passos:
Passo 1: Abrir o menu denominado com a mesma designação dos conceitos enumerados (menus
ilustrados na Figura 29),
Definição de Tipos de Parâmetros
Definição de Tipos de DadosDefinição de Referências
Menu principal para Gestão de Informação de Artigos
Definição de Atributos
Definição de Tipos de Operações
Figura 29 – Menus principais de GenPDM
Passo 2: Escolher a opção “Novo” do interface disponível quando aberto o respetivo menu, sendo a
opção representada na Figura 30,
Figura 30 – Opções para criação nos menus principais
Passo 3: Introduzir a informação exigida sobre o conceito,
Passo 4: Selecionar “Guardar” para finalizar o processo de criação.
A informação necessária no processo de criação será descrita no capítulo seguinte quando apresentadas
detalhadamente cada função numa perspetiva do sistema GenPDM. No entanto, existe informação comum aos
processos de criação dos conceitos e designam-se por “Código” e “Descrição” e “Data”.
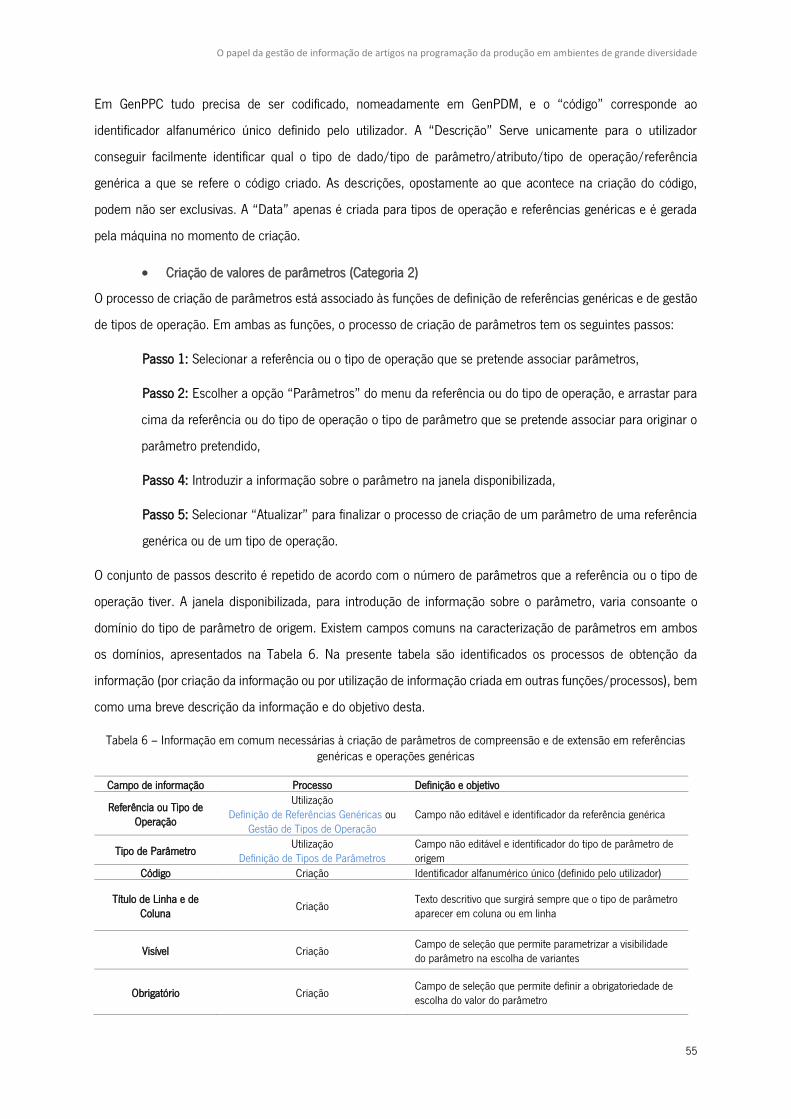
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
55
Em GenPPC tudo precisa de ser codificado, nomeadamente em GenPDM, e o “código” corresponde ao
identificador alfanumérico único definido pelo utilizador. A “Descrição” Serve unicamente para o utilizador
conseguir facilmente identificar qual o tipo de dado/tipo de parâmetro/atributo/tipo de operação/referência
genérica a que se refere o código criado. As descrições, opostamente ao que acontece na criação do código,
podem não ser exclusivas. A “Data” apenas é criada para tipos de operação e referências genéricas e é gerada
pela máquina no momento de criação.
Criação de valores de parâmetros (Categoria 2)
O processo de criação de parâmetros está associado às funções de definição de referências genéricas e de gestão
de tipos de operação. Em ambas as funções, o processo de criação de parâmetros tem os seguintes passos:
Passo 1: Selecionar a referência ou o tipo de operação que se pretende associar parâmetros,
Passo 2: Escolher a opção “Parâmetros” do menu da referência ou do tipo de operação, e arrastar para
cima da referência ou do tipo de operação o tipo de parâmetro que se pretende associar para originar o
parâmetro pretendido,
Passo 4: Introduzir a informação sobre o parâmetro na janela disponibilizada,
Passo 5: Selecionar “Atualizar” para finalizar o processo de criação de um parâmetro de uma referência
genérica ou de um tipo de operação.
O conjunto de passos descrito é repetido de acordo com o número de parâmetros que a referência ou o tipo de
operação tiver. A janela disponibilizada, para introdução de informação sobre o parâmetro, varia consoante o
domínio do tipo de parâmetro de origem. Existem campos comuns na caracterização de parâmetros em ambos
os domínios, apresentados na Tabela 6. Na presente tabela são identificados os processos de obtenção da
informação (por criação da informação ou por utilização de informação criada em outras funções/processos), bem
como uma breve descrição da informação e do objetivo desta.
Tabela 6 – Informação em comum necessárias à criação de parâmetros de compreensão e de extensão em referências genéricas e operações genéricas
Campo de informação Processo Definição e objetivo
Referência ou Tipo de Operação
Utilização Definição de Referências Genéricas ou
Gestão de Tipos de Operação Campo não editável e identificador da referência genérica
Tipo de Parâmetro Utilização
Definição de Tipos de Parâmetros Campo não editável e identificador do tipo de parâmetro de origem
Código Criação Identificador alfanumérico único (definido pelo utilizador)
Título de Linha e de Coluna
Criação Texto descritivo que surgirá sempre que o tipo de parâmetro aparecer em coluna ou em linha
Visível Criação Campo de seleção que permite parametrizar a visibilidade do parâmetro na escolha de variantes
Obrigatório Criação Campo de seleção que permite definir a obrigatoriedade de escolha do valor do parâmetro
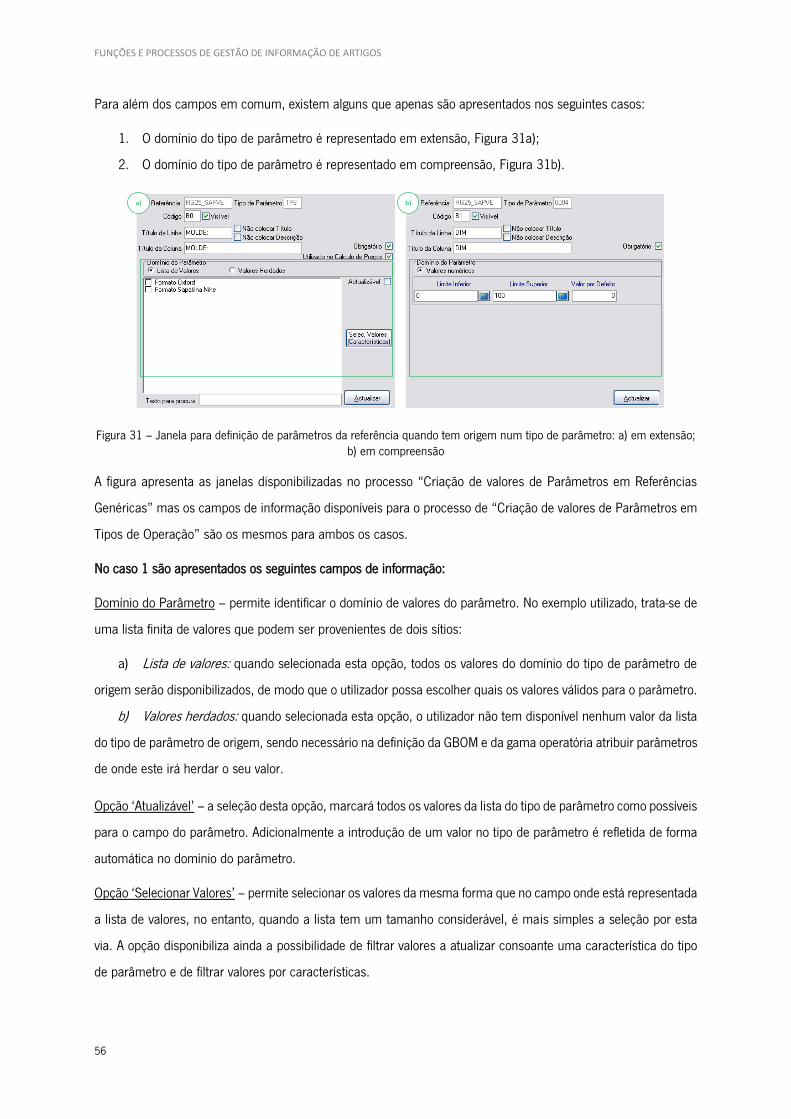
FUNÇÕES E PROCESSOS DE GESTÃO DE INFORMAÇÃO DE ARTIGOS
56
Para além dos campos em comum, existem alguns que apenas são apresentados nos seguintes casos:
1. O domínio do tipo de parâmetro é representado em extensão, Figura 31a);
2. O domínio do tipo de parâmetro é representado em compreensão, Figura 31b).
a) b)
Figura 31 – Janela para definição de parâmetros da referência quando tem origem num tipo de parâmetro: a) em extensão; b) em compreensão
A figura apresenta as janelas disponibilizadas no processo “Criação de valores de Parâmetros em Referências
Genéricas” mas os campos de informação disponíveis para o processo de “Criação de valores de Parâmetros em
Tipos de Operação” são os mesmos para ambos os casos.
No caso 1 são apresentados os seguintes campos de informação:
Domínio do Parâmetro – permite identificar o domínio de valores do parâmetro. No exemplo utilizado, trata-se de
uma lista finita de valores que podem ser provenientes de dois sítios:
a) Lista de valores: quando selecionada esta opção, todos os valores do domínio do tipo de parâmetro de
origem serão disponibilizados, de modo que o utilizador possa escolher quais os valores válidos para o parâmetro.
b) Valores herdados: quando selecionada esta opção, o utilizador não tem disponível nenhum valor da lista
do tipo de parâmetro de origem, sendo necessário na definição da GBOM e da gama operatória atribuir parâmetros
de onde este irá herdar o seu valor.
Opção ‘Atualizável’ – a seleção desta opção, marcará todos os valores da lista do tipo de parâmetro como possíveis
para o campo do parâmetro. Adicionalmente a introdução de um valor no tipo de parâmetro é refletida de forma
automática no domínio do parâmetro.
Opção ‘Selecionar Valores’ – permite selecionar os valores da mesma forma que no campo onde está representada
a lista de valores, no entanto, quando a lista tem um tamanho considerável, é mais simples a seleção por esta
via. A opção disponibiliza ainda a possibilidade de filtrar valores a atualizar consoante uma característica do tipo
de parâmetro e de filtrar valores por características.
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
57
Opção ‘Utilizado no Cálculo de Preços’ – permite selecionar se o parâmetro deve ser utilizado no processo de
definição de custo das variantes da referência genérica na função de orçamentação.
No caso 2 é apenas apresentado o seguinte campo:
Domínio de parâmetros – intervalo de valores numéricos que o parâmetro pode assumir. O intervalo caracterizador
do domínio do parâmetro pode ser definido através do preenchimento dos campos:
a) Limite inferior: valor mínimo que o parâmetro pode tomar.
b) Limite superior: valor máximo que o parâmetro pode tomar.
c) Valor por defeito: quando o valor não é definido assume um valor pré-definido.
4.2.2 Processos de alteração e eliminação
Existem processos que dizem diretamente respeito à manutenção da informação de artigos, e dois desses
processos são designados por “alteração” e “eliminação”. Os dois processos são realizados segundo a mesma
sequência de passos utilizada nos cinco menus principais de GenPDM – menu de “Tipos de Dados”, de “Tipos
de Parâmetros”, de “Atributos”, de “Tipos de Operação” e de “Referências Genéricas”.
A alteração de algum dos conceitos deve ser feita numa ótica de atualização para se tirar partido da sua plena
utilização. De todas as informações relativas aos conceitos, apenas o código e a data são inalteráveis em todos
eles. O processo de alteração tem a seguinte sequência:
Passo 1: Abrir o respetivo menu do conceito que se pretende alterar,
Passo 2: Selecionar o tipo de dados/tipo de parâmetro/atributo/tipo de operação/referência genérica
que se pretende alterar,
Passo 3: Escolher a opção “Alterar” do interface disponível quando aberto o respetivo menu,
Passo 4: Alterar os campos de informação pretendidos sobre o conceito,
Passo 5: Selecionar “Guardar” para finalizar o processo de alteração.
No que diz respeito ao processo de eliminação, pode ser feito para manutenção de informação segundo os
seguintes passos:
Passo 1: Abrir o respetivo menu do conceito que se pretende eliminar,
Passo 2: Selecionar o tipo de dados/tipo de parâmetro/atributo/tipo de operação/referência genérica
que se pretende eliminar, no interface disponível quando aberto o respetivo menu,
Passo 3: Escolher a opção “Eliminar” e o processo de eliminação está finalizado.
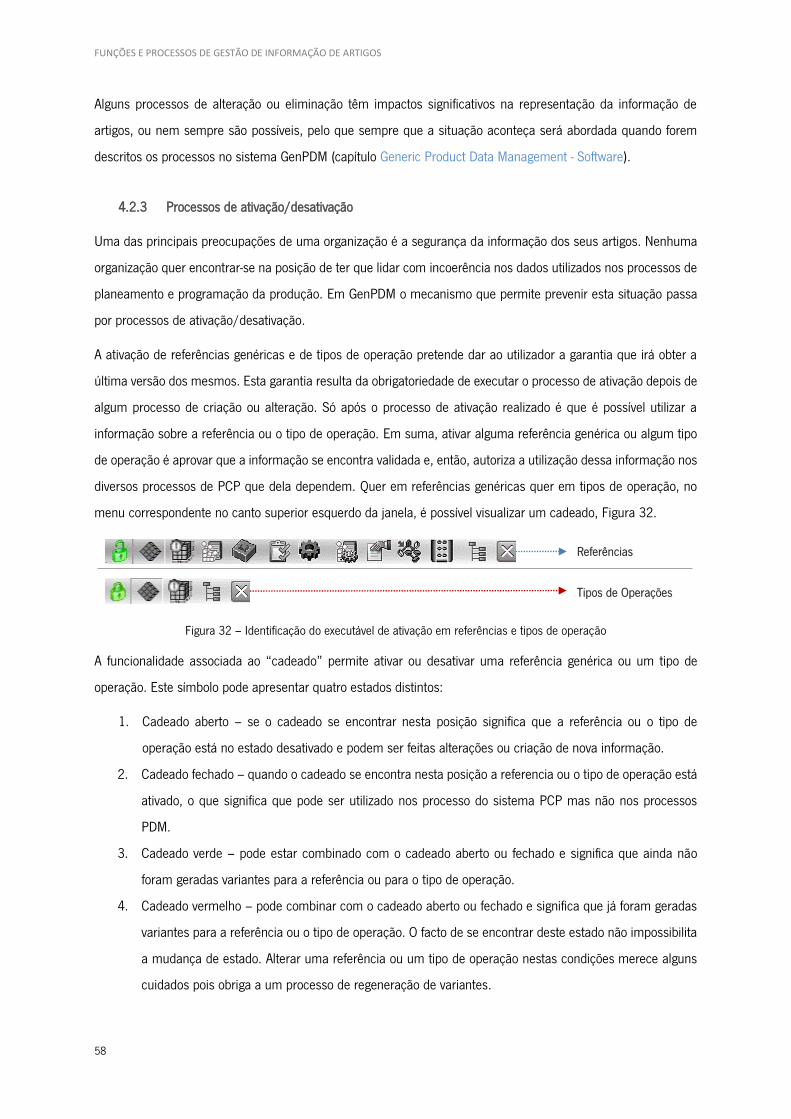
FUNÇÕES E PROCESSOS DE GESTÃO DE INFORMAÇÃO DE ARTIGOS
58
Alguns processos de alteração ou eliminação têm impactos significativos na representação da informação de
artigos, ou nem sempre são possíveis, pelo que sempre que a situação aconteça será abordada quando forem
descritos os processos no sistema GenPDM (capítulo Generic Product Data Management - Software).
4.2.3 Processos de ativação/desativação
Uma das principais preocupações de uma organização é a segurança da informação dos seus artigos. Nenhuma
organização quer encontrar-se na posição de ter que lidar com incoerência nos dados utilizados nos processos de
planeamento e programação da produção. Em GenPDM o mecanismo que permite prevenir esta situação passa
por processos de ativação/desativação.
A ativação de referências genéricas e de tipos de operação pretende dar ao utilizador a garantia que irá obter a
última versão dos mesmos. Esta garantia resulta da obrigatoriedade de executar o processo de ativação depois de
algum processo de criação ou alteração. Só após o processo de ativação realizado é que é possível utilizar a
informação sobre a referência ou o tipo de operação. Em suma, ativar alguma referência genérica ou algum tipo
de operação é aprovar que a informação se encontra validada e, então, autoriza a utilização dessa informação nos
diversos processos de PCP que dela dependem. Quer em referências genéricas quer em tipos de operação, no
menu correspondente no canto superior esquerdo da janela, é possível visualizar um cadeado, Figura 32.
Figura 32 – Identificação do executável de ativação em referências e tipos de operação
A funcionalidade associada ao “cadeado” permite ativar ou desativar uma referência genérica ou um tipo de
operação. Este símbolo pode apresentar quatro estados distintos:
1. Cadeado aberto – se o cadeado se encontrar nesta posição significa que a referência ou o tipo de
operação está no estado desativado e podem ser feitas alterações ou criação de nova informação.
2. Cadeado fechado – quando o cadeado se encontra nesta posição a referencia ou o tipo de operação está
ativado, o que significa que pode ser utilizado nos processo do sistema PCP mas não nos processos
PDM.
3. Cadeado verde – pode estar combinado com o cadeado aberto ou fechado e significa que ainda não
foram geradas variantes para a referência ou para o tipo de operação.
4. Cadeado vermelho – pode combinar com o cadeado aberto ou fechado e significa que já foram geradas
variantes para a referência ou o tipo de operação. O facto de se encontrar deste estado não impossibilita
a mudança de estado. Alterar uma referência ou um tipo de operação nestas condições merece alguns
cuidados pois obriga a um processo de regeneração de variantes.
Referências
Tipos de Operações

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
59
É importante identificar a informação necessária à ativação dado existirem situações onde a ativação não é
automática, i.e., o sistema não permite que se ative determinada referência genérica ou tipo de operação se a
informação estiver incompleta ou incoerente. Assim, é obrigatório, para ativação de uma referência genérica ou
tipo de operação, estarem reunidas as condições para a ativação, sendo ilustrados na Tabela 7 os processos que
precisam de ser realizados para que seja possível ativar uma referência ou um tipo de operação.
Tabela 7 – Processos para obtenção da informação necessária à ativação
Informação Processos
Referência genérica Criação de Referências Genéricas Definição de valores de Atributos em Referências Genéricas
Referência genérica com parâmetros Criação de Referências Genéricas Definição de Atributos em Referências Genéricas
Definição de Parâmetros em Referências Genéricas Referências genérica com operações de transformação
Criação de Referências Genéricas Definição de Atributos em Referências Genéricas
Definição de Parâmetros em Referências Genéricas Criação de Planos de Operação
Referências genérica com operações tipo célula
Criação de Referências Genéricas Definição de Atributos em Referências Genéricas
Definição de Parâmetros em Referências Genéricas Criação de Planos de Operação
Criação de Composição de Operações Célula
Referências genéricas com kits de abastecimento
Criação de Referências Genéricas Definição de Atributos em Referências Genéricas
Definição de Parâmetros em Referências Genéricas Definição de consumos em Kits de Abastecimento
Criação de Planos de Operação Tipo de operação produtiva Criação de Tipos de Operação Tipo de operação produtiva com parâmetros Criação de Tipos de Operação
Criação de valores de Parâmetros a Tipos de Operação Tipo de operação não produtiva Criação de Tipos de Operação
Associação de valores de Atributos a Tipos de Operação Tipo de operação não produtiva com parâmetros
Criação de Tipos de Operação Criação de valores de Parâmetros a Tipos de Operação Associação de valores de Atributos a Tipos de Operação
Todas as informações foram já apresentadas no capítulo destinado ao Modelo Generic Product Data Management,
e serão detalhadas no capítulo Generic Product Data Management - Software, onde as hiperligações da tabela
remetem para as secções dos processos corretos.

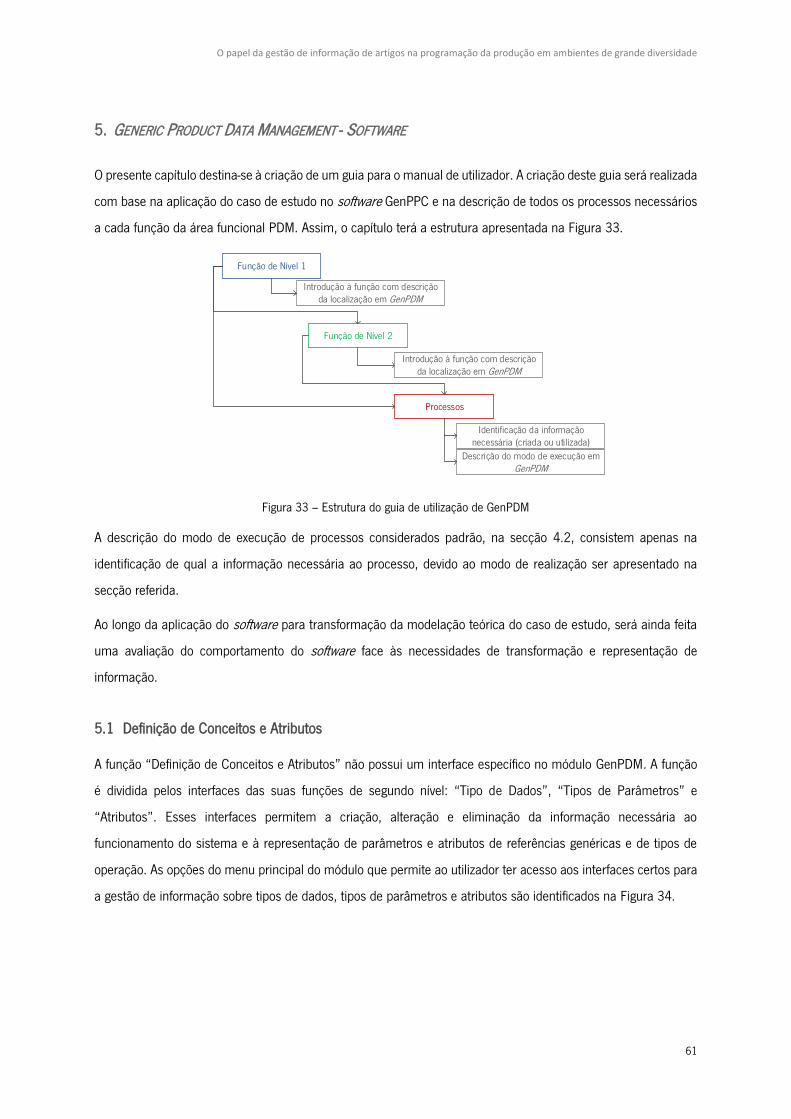
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
61
5. GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
O presente capítulo destina-se à criação de um guia para o manual de utilizador. A criação deste guia será realizada
com base na aplicação do caso de estudo no software GenPPC e na descrição de todos os processos necessários
a cada função da área funcional PDM. Assim, o capítulo terá a estrutura apresentada na Figura 33.
Função de Nível 1
Função de Nível 2
Processos
Introdução à função com descrição da localização em GenPDM
Identificação da informação necessária (criada ou utilizada)
Introdução à função com descrição da localização em GenPDM
Descrição do modo de execução em GenPDM
Figura 33 – Estrutura do guia de utilização de GenPDM
A descrição do modo de execução de processos considerados padrão, na secção 4.2, consistem apenas na
identificação de qual a informação necessária ao processo, devido ao modo de realização ser apresentado na
secção referida.
Ao longo da aplicação do software para transformação da modelação teórica do caso de estudo, será ainda feita
uma avaliação do comportamento do software face às necessidades de transformação e representação de
informação.
5.1 Definição de Conceitos e Atributos
A função “Definição de Conceitos e Atributos” não possui um interface específico no módulo GenPDM. A função
é dividida pelos interfaces das suas funções de segundo nível: “Tipo de Dados”, “Tipos de Parâmetros” e
“Atributos”. Esses interfaces permitem a criação, alteração e eliminação da informação necessária ao
funcionamento do sistema e à representação de parâmetros e atributos de referências genéricas e de tipos de
operação. As opções do menu principal do módulo que permite ao utilizador ter acesso aos interfaces certos para
a gestão de informação sobre tipos de dados, tipos de parâmetros e atributos são identificados na Figura 34.
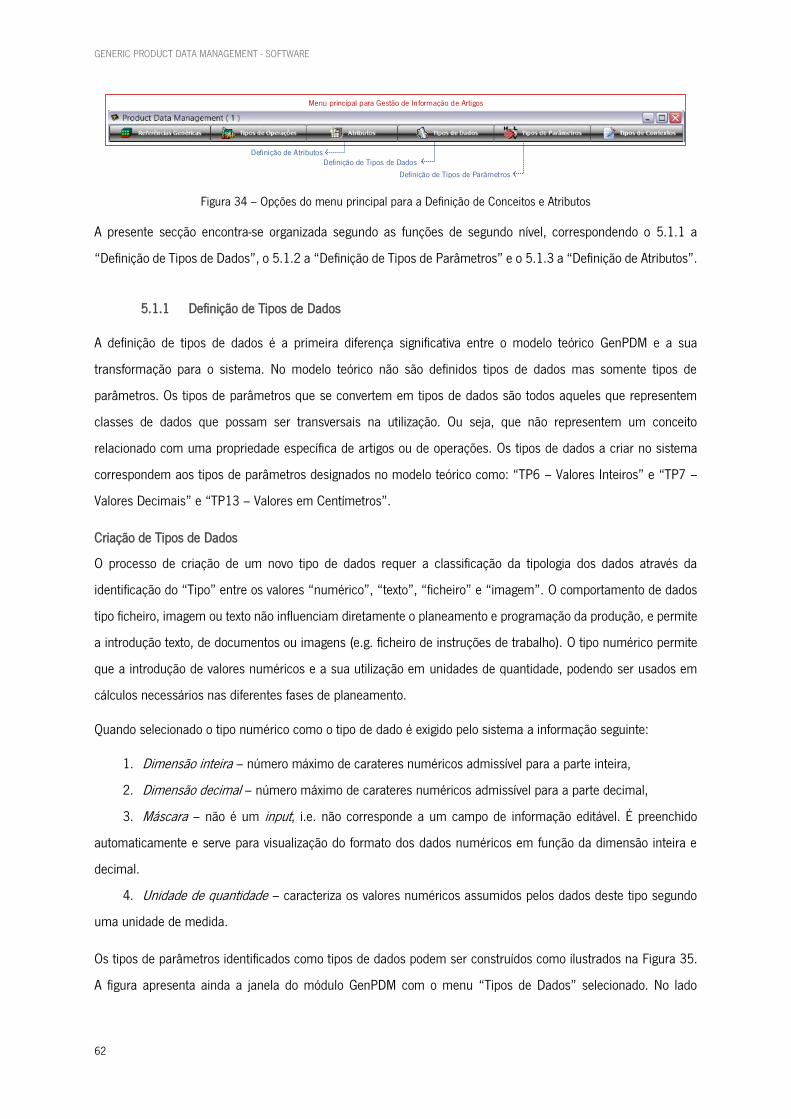
GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
62
Definição de Tipos de Parâmetros
Definição de Tipos de DadosDefinição de Atributos
Menu principal para Gestão de Informação de Artigos
Figura 34 – Opções do menu principal para a Definição de Conceitos e Atributos
A presente secção encontra-se organizada segundo as funções de segundo nível, correspondendo o 5.1.1 a
“Definição de Tipos de Dados”, o 5.1.2 a “Definição de Tipos de Parâmetros” e o 5.1.3 a “Definição de Atributos”.
5.1.1 Definição de Tipos de Dados
A definição de tipos de dados é a primeira diferença significativa entre o modelo teórico GenPDM e a sua
transformação para o sistema. No modelo teórico não são definidos tipos de dados mas somente tipos de
parâmetros. Os tipos de parâmetros que se convertem em tipos de dados são todos aqueles que representem
classes de dados que possam ser transversais na utilização. Ou seja, que não representem um conceito
relacionado com uma propriedade específica de artigos ou de operações. Os tipos de dados a criar no sistema
correspondem aos tipos de parâmetros designados no modelo teórico como: “TP6 – Valores Inteiros” e “TP7 –
Valores Decimais” e “TP13 – Valores em Centímetros”.
Criação de Tipos de Dados
O processo de criação de um novo tipo de dados requer a classificação da tipologia dos dados através da
identificação do “Tipo” entre os valores “numérico”, “texto”, “ficheiro” e “imagem”. O comportamento de dados
tipo ficheiro, imagem ou texto não influenciam diretamente o planeamento e programação da produção, e permite
a introdução texto, de documentos ou imagens (e.g. ficheiro de instruções de trabalho). O tipo numérico permite
que a introdução de valores numéricos e a sua utilização em unidades de quantidade, podendo ser usados em
cálculos necessários nas diferentes fases de planeamento.
Quando selecionado o tipo numérico como o tipo de dado é exigido pelo sistema a informação seguinte:
1. Dimensão inteira – número máximo de carateres numéricos admissível para a parte inteira,
2. Dimensão decimal – número máximo de carateres numéricos admissível para a parte decimal,
3. Máscara – não é um input, i.e. não corresponde a um campo de informação editável. É preenchido
automaticamente e serve para visualização do formato dos dados numéricos em função da dimensão inteira e
decimal.
4. Unidade de quantidade – caracteriza os valores numéricos assumidos pelos dados deste tipo segundo
uma unidade de medida.
Os tipos de parâmetros identificados como tipos de dados podem ser construídos como ilustrados na Figura 35.
A figura apresenta ainda a janela do módulo GenPDM com o menu “Tipos de Dados” selecionado. No lado

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
63
esquerdo pode observar-se a lista dos tipos de dados já criados e disponíveis para o utilizador. No lado direito está
representada a informação relativa ao tipo de dados selecionado.
Figura 35 – Janela com o separador “Tipo de Dados”
Alteração e Eliminação de Tipos de Dados
Atente-se que a alteração ou eliminação de um tipo de dados tem implicações onde esse tipo de dados é utilizado.
Em particular, no processo de eliminação de um tipo de dados, toda a informação que seja suportada pelo tipo
de dados que se pretenda eliminar fica sem suporte, implicando, a maioria das vezes, falhas no funcionamento
pretendido para o sistema.
5.1.2 Definição de Tipos de Parâmetros
A definição de tipos de parâmetros tem associados os processos de criação dos mesmos, de características nestes
e de processos de alteração/eliminação. A seção encontra-se organizada segundo estes processos, onde o
processo de criação de tipos de parâmetros e os processos de alteração/eliminação apenas se destinam a
identificações de informação necessária, exceções de processos e impactos dos mesmos devido a serem
processos padronizados em Normalização de processos GenPDM.
Criação de Tipos de Parâmetros
O processo de criação de tipos de parâmetros pode ser realizado de duas formas distintas. O modo mais
consensual é a criação de raiz (separador “Tipos de Parâmetros” na opção “Novo” como descrito em Processos
de criação), em que o utilizador tem disponível o interface para introdução manual de informação necessária.
O segundo modo de criar tipos de parâmetros consiste na criação de um novo tipo usando um existente. Este
processo de criação é bastante menos exigente em termos de introdução manual de informação, pois o utilizador
apenas precisa de identificar o tipo de parâmetro equivalente ao que pretende criar e selecionar “Copiar para
Novo”. De seguida, o utilizador define o código a atribuir ao novo tipo de parâmetro e toda a restante informação
associada ao tipo de parâmetro original é copiada, incluindo o domínio de valores.
Independentemente da forma de criação do tipo de parâmetro, a informação que é necessária introduzir/verificar
é sempre a mesma e encontra-se representada na Tabela 8.
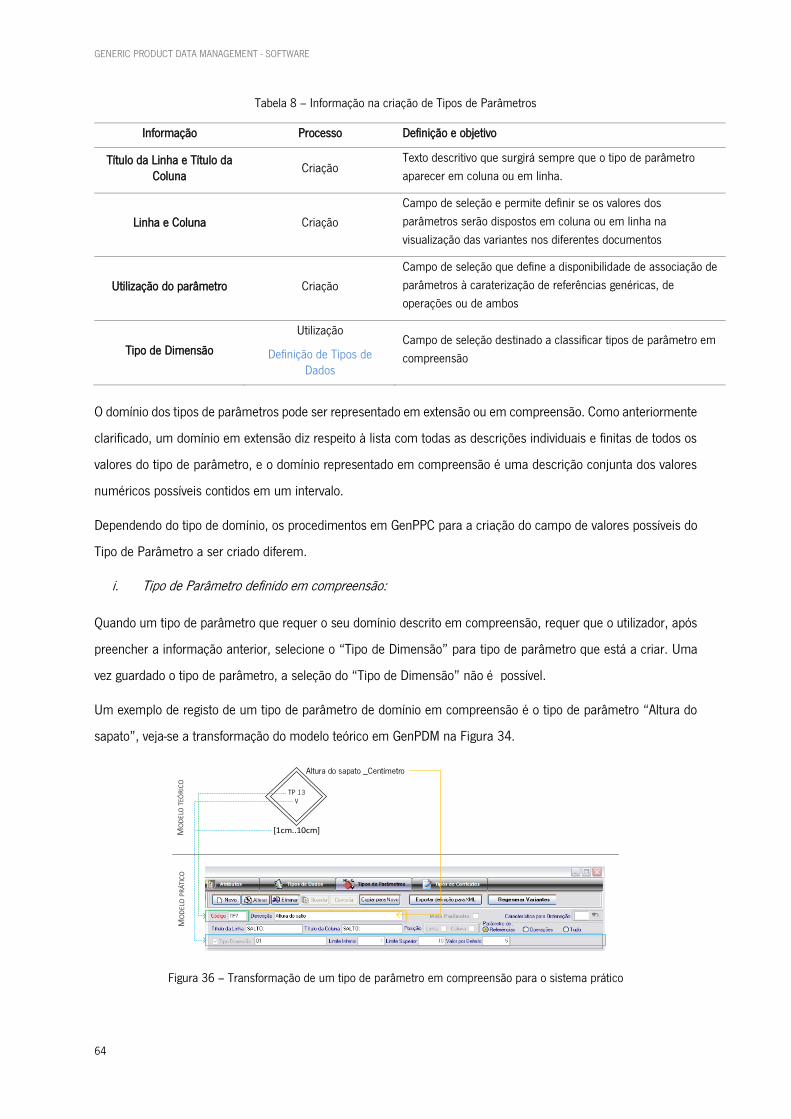
GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
64
Tabela 8 – Informação na criação de Tipos de Parâmetros
Informação Processo Definição e objetivo
Título da Linha e Título da Coluna
Criação Texto descritivo que surgirá sempre que o tipo de parâmetro
aparecer em coluna ou em linha.
Linha e Coluna Criação
Campo de seleção e permite definir se os valores dos
parâmetros serão dispostos em coluna ou em linha na
visualização das variantes nos diferentes documentos
Utilização do parâmetro Criação
Campo de seleção que define a disponibilidade de associação de
parâmetros à caraterização de referências genéricas, de
operações ou de ambos
Tipo de Dimensão
Utilização
Definição de Tipos de Dados
Campo de seleção destinado a classificar tipos de parâmetro em
compreensão
O domínio dos tipos de parâmetros pode ser representado em extensão ou em compreensão. Como anteriormente
clarificado, um domínio em extensão diz respeito à lista com todas as descrições individuais e finitas de todos os
valores do tipo de parâmetro, e o domínio representado em compreensão é uma descrição conjunta dos valores
numéricos possíveis contidos em um intervalo.
Dependendo do tipo de domínio, os procedimentos em GenPPC para a criação do campo de valores possíveis do
Tipo de Parâmetro a ser criado diferem.
i. Tipo de Parâmetro definido em compreensão:
Quando um tipo de parâmetro que requer o seu domínio descrito em compreensão, requer que o utilizador, após
preencher a informação anterior, selecione o “Tipo de Dimensão” para tipo de parâmetro que está a criar. Uma
vez guardado o tipo de parâmetro, a seleção do “Tipo de Dimensão” não é possível.
Um exemplo de registo de um tipo de parâmetro de domínio em compreensão é o tipo de parâmetro “Altura do
sapato”, veja-se a transformação do modelo teórico em GenPDM na Figura 34.
TP 13V
Altura do sapato _Centímetro
[1cm..10cm]MO
DE
LO T
EÓR
ICO
MO
DE
LO P
RÁ
TIC
O
Figura 36 – Transformação de um tipo de parâmetro em compreensão para o sistema prático
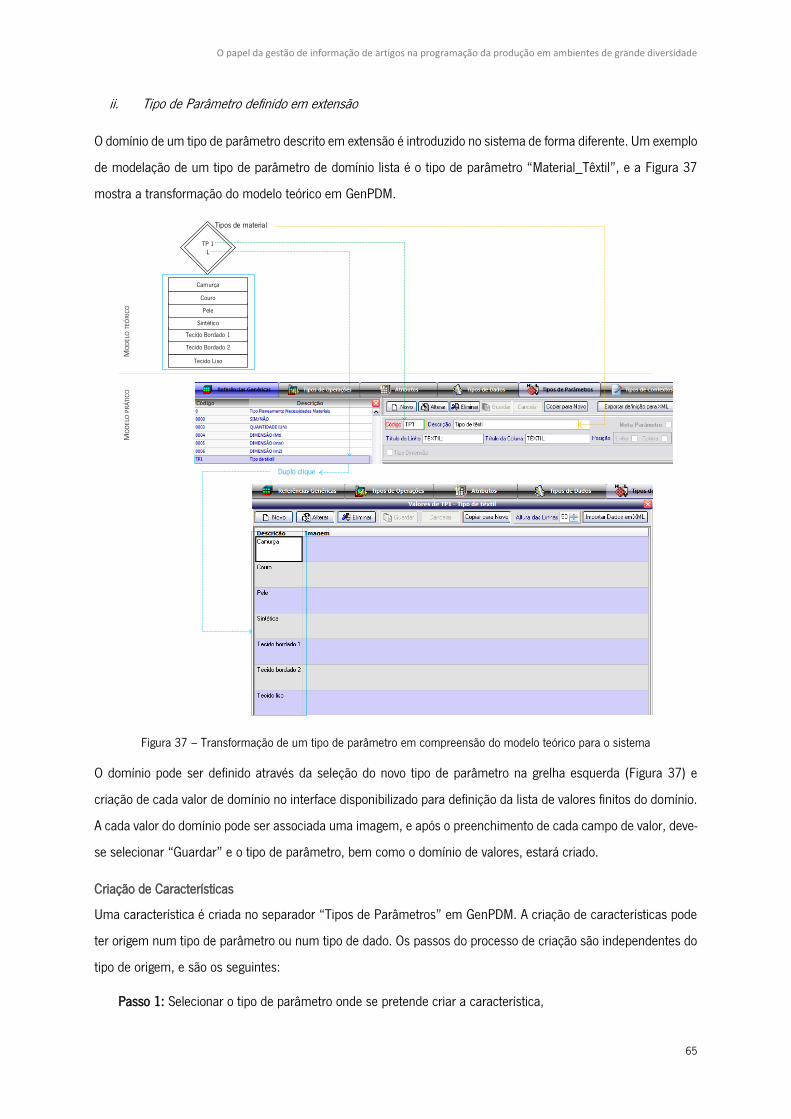
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
65
ii. Tipo de Parâmetro definido em extensão
O domínio de um tipo de parâmetro descrito em extensão é introduzido no sistema de forma diferente. Um exemplo
de modelação de um tipo de parâmetro de domínio lista é o tipo de parâmetro “Material_Têxtil”, e a Figura 37
mostra a transformação do modelo teórico em GenPDM.
MO
DE
LO T
EÓR
ICO
MO
DE
LO P
RÁ
TIC
O
Tecido Liso
Tecido Bordado 2
Tecido Bordado 1
Sintético
Pele
Couro
TP 1L
Tipos de material
Camurça
Duplo clique
Figura 37 – Transformação de um tipo de parâmetro em compreensão do modelo teórico para o sistema
O domínio pode ser definido através da seleção do novo tipo de parâmetro na grelha esquerda (Figura 37) e
criação de cada valor de domínio no interface disponibilizado para definição da lista de valores finitos do domínio.
A cada valor do domínio pode ser associada uma imagem, e após o preenchimento de cada campo de valor, deve-
se selecionar “Guardar” e o tipo de parâmetro, bem como o domínio de valores, estará criado.
Criação de Características
Uma característica é criada no separador “Tipos de Parâmetros” em GenPDM. A criação de características pode
ter origem num tipo de parâmetro ou num tipo de dado. Os passos do processo de criação são independentes do
tipo de origem, e são os seguintes:
Passo 1: Selecionar o tipo de parâmetro onde se pretende criar a característica,

GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
66
Passo 2: Escolher o tipo de origem – “Tipos de Parâmetros” ou “Tipos de Dados” para abrir a lista de opções
para origem de característica (a vermelho na Figura 38),
Passo 3: Arrastar o tipo de parâmetro ou tipo de dado que originará a característica para o tipo de parâmetro
aberto,
Passo 4: Preencher a informação do código identificador e da descrição para a característica,
Passo 5: Atribuir os valores da característica aos valores do tipo de parâmetro.
Na Figura 38 é possível visualizar, em paralelo com o modelo teórico do tipo de parâmetro explicativo, a
transformação deste para GenPDM, conforme os interfaces principais disponíveis ao utilizador.
1
2
3XL
M
M
S
S
XS
41
40
39
38
37
36
TP 3L
Tamanhos de sapato
35
42
43
44
45
L
XS
L
XL
1,1
1
0,9
0,8
0,7
0,6
0,5
1,2
1,3
1,4
1,5
TP 4L
Tamanhos de proteções
C1
C2
Tamanho de proteções
Fator de comprimentoTP 7
V
Valores Decimais
XL
MODELO TEÓRICO MODELO PRÁTICO
Figura 38 – Processo de criação de uma característica num Tipo de Parâmetro

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
67
O exemplo ilustrado na figura corresponde à criação de uma característica com origem num tipo de dados em
termos práticos, mas na representação teórica o mesmo é um tipo de parâmetro. Esta relação entre tipo de dado
vs. tipo de parâmetro foi já explicado em Definição de Tipos de Dados.
O modelo deve exigir que ao criar um valor do tipo de parâmetro criar-se logo o valor da característica. Na figura
é possível ver os tamanhos de sapato, onde a cada um deverá ser atribuído um valor da característica. Posto isto,
a característica de restrição estaria criada e pronta a ser utilizada.
Criação de Características de Ordenação
Quando introduzidos os valores do domínio dos tipos de parâmetro do tipo lista, independentemente da ordem
pela qual se insere os vários valores, o sistema ordena, por defeito, os valores alfabeticamente. Regra geral não
há implicações nesta ordenação e, na maioria das vezes, é apenas usada para facilitar a consulta ao utilizador.
No entanto, há situações onde é proveitoso ordenar os valores por outras grandezas, como por exemplo, por
tamanho.
No caso de estudo descrito, os artigos “saco” e “caixa” são caracterizados pelo tipo de parâmetro de “tamanho
de proteção”, sendo este do tipo lista e o seu domínio de valores do tamanho XS ao XL. Se nada for parametrizado
na característica de ordenação, o sistema ordena alfabeticamente. Porém, para efeitos de escolha na definição de
variantes pelo utilizador, é mais cómodo se a lista apresentar a ordenação por tamanho real. Assim, pretende-se
que a lista de tamanho apareça com a ordem XS-S-M-L-XL e não M-L-S-XL-XS.
Em situações como a descrita, é necessário atribuir ao tipo de parâmetro, que possui a lista de valores que se
pretende organizar segundo determinada ordem, uma característica de ordenação. Neste exemplo, o processo
para atribuição de uma característica de ordenação é idêntico ao processo de atribuição de uma característica
como mencionado anteriormente, diferenciando-se no objetivo de aplicação e no número de passos necessários
ao processo.
Antes de definir que a característica é de ordenação, é preciso criá-la no tipo de parâmetro que se pretende ordenar
o domínio. Assim, os primeiros passos da criação de uma característica de ordenação são os mesmos da criação
de uma característica de restrição, presentes na Figura 38.
No caso em aplicação, é criado no tipo de parâmetro “Tamanhos de Proteção” uma característica com origem no
tipo de dados “Inteiros”, onde na lista de valores do tipo de parâmetro são numerados os valores com a ordem
pretendida. Ou seja, associa-se o número 1 ao tamanho XS até ao 5 a XL. Como dito, até esta fase todos os passos
são iguais ao processo descrito para criação de características.
No processo de criação de um tipo de parâmetro em GenPDM, existe um campo no interface de requisição de
informação que não foi ainda mencionado e é designado como “Característica para Ordenação”. Quando
selecionado o campo, aparece automaticamente a lista de características no tipo de parâmetro para escolha do
utilizador da característica que o sistema utilizará para ordenação (Figura 39).
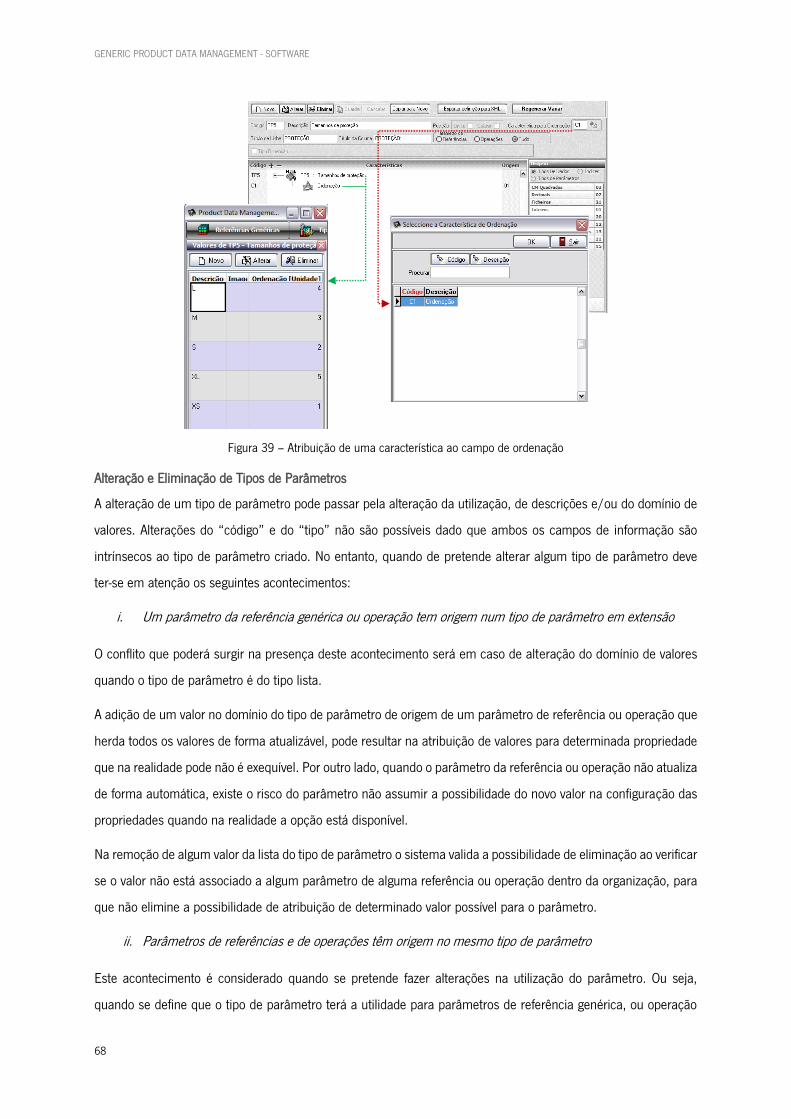
GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
68
Figura 39 – Atribuição de uma característica ao campo de ordenação
Alteração e Eliminação de Tipos de Parâmetros
A alteração de um tipo de parâmetro pode passar pela alteração da utilização, de descrições e/ou do domínio de
valores. Alterações do “código” e do “tipo” não são possíveis dado que ambos os campos de informação são
intrínsecos ao tipo de parâmetro criado. No entanto, quando de pretende alterar algum tipo de parâmetro deve
ter-se em atenção os seguintes acontecimentos:
i. Um parâmetro da referência genérica ou operação tem origem num tipo de parâmetro em extensão
O conflito que poderá surgir na presença deste acontecimento será em caso de alteração do domínio de valores
quando o tipo de parâmetro é do tipo lista.
A adição de um valor no domínio do tipo de parâmetro de origem de um parâmetro de referência ou operação que
herda todos os valores de forma atualizável, pode resultar na atribuição de valores para determinada propriedade
que na realidade pode não é exequível. Por outro lado, quando o parâmetro da referência ou operação não atualiza
de forma automática, existe o risco do parâmetro não assumir a possibilidade do novo valor na configuração das
propriedades quando na realidade a opção está disponível.
Na remoção de algum valor da lista do tipo de parâmetro o sistema valida a possibilidade de eliminação ao verificar
se o valor não está associado a algum parâmetro de alguma referência ou operação dentro da organização, para
que não elimine a possibilidade de atribuição de determinado valor possível para o parâmetro.
ii. Parâmetros de referências e de operações têm origem no mesmo tipo de parâmetro
Este acontecimento é considerado quando se pretende fazer alterações na utilização do parâmetro. Ou seja,
quando se define que o tipo de parâmetro terá a utilidade para parâmetros de referência genérica, ou operação
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
69
ou ambos. Quando a alteração da utilidade é substituída de “referências” ou “operações” para “tudo”, a alteração
não tem impacto porque parâmetros associados a tipos de operação e a referências genéricas com origem no tipo
de parâmetro alterado continuarão a ser válidos. O impacto está nas alterações: “operações” para “referências”
e “referências” para “operações”, no caso de algum parâmetro de alguma referência genérica tiver origem num
tipo de parâmetro alterado para “operações” ou no caso de algum parâmetro de algum tipo de operação tiver
origem num tipo de parâmetro alterado para “referências”. O impacto nos casos mencionados consiste em existir
parâmetros que possam não estar suportados.
iii. Consumos de componentes da referência ou de operações derivam de uma característica do tipo de
parâmetro
A necessidade de ponderar este acontecimento advém da possibilidade de alterações na lista de valores do
domínio do tipo de parâmetro. Imagine-se que é introduzido no tipo de parâmetro “Género” o valor “Infantil”. A
alteração não tem qualquer inconveniência, apenas acrescenta a possibilidade de o sapato poder ser para
crianças. No entanto, ao tipo de parâmetro “Género” existe uma característica denominada por “Número de Ilhós”
que representa o consumo destes no par de sapato conforme o género. Se o campo da característica não for
preenchido para o valor “Infantil”, existe a possibilidade de o sistema não reportar a necessidade de ilhós dado a
falta de valores. O mesmo poderá acontecer em situações onde características reportam consumos de operações.
No que concerne à eliminação de um tipo de parâmetro, para que os seus impactos nas referências e operações
com associação a esse tipo de parâmetro não comprometam o funcionamento do sistema, o sistem asseguradas
as seguintes condições:
O tipo de parâmetro não está associado a parâmetros de uma referência genérica,
O tipo de parâmetro não está associado a parâmetros de uma operação,
O tipo de parâmetro não tem associado uma característica,
O tipo de parâmetro não está associado a um atributo.
5.1.3 Definição de Atributos
Uma diferença entre a representação teórica e o sistema GenPDM é a inexistência de atributos no primeiro tipo
de representação. No entanto, a definição de atributos é crucial ao funcionamento do sistema PCP, e no modelo
prático estes têm estrutura na modelação.
Criação de Atributos
O modo de realização do processo de criação de atributos insere-se na descrição do processo padrão designado
por Processos de criação. O conjunto de campos para introdução da informação exigida pelo sistema sobre
atributos, encontra-se na Tabela 9.

GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
70
Tabela 9 – Informação na criação de Atributos
Informação Processo Definição e objetivo
Base do Atributo Utilização
Definição de Tipos de Dados ou Definição de Tipos de Parâmetros
Campo de seleção que permite definir a origem do atributo (Tipo
de Dados ou Tipo de Parâmetros)
Código do Tipo Base Campo de seleção para identificar o código do tipo de parâmetro
ou do tipo de dados que se pretende atribuir
Grupo de Atributos Criação ou Utilização
Serve para organizar os atributos por categorias. O utilizador deve
selecionar qual o grupo de atributos onde pretende inserir o que
está a criar.
Associação de Atributos a Propriedades do Sistema
Por forma a fazer a ponte entre o que é atributos em GenPDM e o que é propriedade do sistema GenPPC, é
necessário fazer a associação do que se define com o que o sistema necessita. Por exemplo, o utilizador poderá
criar um atributo designado por “tempo de ciclo”, ou até mesmo por “lead time”, o sistema só entenderá esse
atributo como lead time nas áreas funcionais de GenPPC se o utilizador associar esse atributo à propriedade
respetiva do sistema. A associação entre atributos GenPDM e propriedades GenPPC pode ser feita através da
janela disponibilizada representada na Figura 40 (aberta através do comando de teclado F2).
Figura 40 – Atribuição de um atributo GenPDM a uma propriedade de GenPPC
No sistema encontra-se já pré-definido um conjunto de propriedades “standard” sendo possível ao utilizador
associar atributos criados a essas mesmas propriedades. Para todas as propriedades do sistema que seja
necessário associar um valor, que poderá variar consoante a referência em trabalho ou a operação a efetuar,
deverá ser criado um atributo em GenPDM, de forma a introduzir o valor do atributo conforme a referência. As
propriedades do sistema em cada grupo de atributos são de possível consulta no Anexo IV – Atributos do sistema.

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
71
5.2 Gestão de Tipos de Operação
No módulo GenPDM, o separador reservado ao “Tipo de Operações” (Figura 41) permite a criação, alteração e
eliminação de tipos de operação relevantes à classificação e representação de informação de gamas operatórias
e de habilidades de postos de trabalho.
Gestão de Tipos de Operações
Menu principal para Gestão de Informação de Artigos
Figura 41 – Opção no menu principal para Gestão de Tipos de Operação
Criação de Tipos de Operação
Existem duas alternativas à criação de um novo tipo de operação: criação de raiz e criação a partir de existente
(“Copiar para Novo”). Os dois processos são divergentes unicamente no esforço exigido, devida à criação da
informação no processo alternativo não ser totalmente manual, mas conjugada essa criação manual com
processos de alteração.
A estratégia de criar a partir de um já existente é vantajosa apenas quando a maioria dos campos são equivalentes.
Quando o utilizador opta por criar um novo tipo de operação por este processo tem que introduzir manualmente
a informação respetiva ao “Código” e selecionar se os parâmetros devem ser copiados para o novo. Após
introdução do código do tipo de operação que se está a criar e da seleção de opções de cópia, os restantes campos
de informação ficam disponíveis para alteração, numa ótica de diferenciação entre o novo tipo de operações e o
existente.
A informação que precisa de ser introduzida para classificação e caraterização dos tipos de operação são os
apresentados na Tabela 10, sendo a constituição da tabela similar às tabelas de identificação de informação.

GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
72
Tabela 10 – Informação na criação de Tipos de Operação
Informação Processo Definição e objetivo
Destino Criação Campo de seleção que permite a identificação do tipo de atividade
da operação (interna ou de preparação)
Imagem Criação Campo opcional de atribuição de uma imagem ilustrativa
Unidade de
quantidade
Criação Campo de preenchimento obrigatório contendo a unidade de
quantidade das operações, e.g. segundo, metro, etc.
Armazém Criação ou Utilização
Módulo Gen4Gen
Preenchimento obrigatório para definição da secção onde se
localizam as operações
Família Criação Utilidade na realização de inquéritos
Tipo de Controlo Criação Campo de seleção, obrigatório, que permite classificar o tipo de
controlo por “peça”, por “lote” ou por “tempo”
Género Criação Campo de seleção que classifica as operações segundo
operações “individuais” ou de “célula”
Classe Criação Campo de seleção e pode tomar dois valores: “produtiva” ou “não
produtiva”.
Existem três campos de informação que definem, em conjunto, o comportamento padrão das variantes de
operações que serão geradas. Estes campos são os últimos da tabela anterior e designados por “Tipo de Controlo”,
“Género” e “Classe”.
O tipo de controlo permite corresponder à necessidade de «tudo o que é programado para ser executado precisa
de ser controlado», e no tipo de operação existe três medidas de controlo: peça, lote ou tempo. Este controlo é
útil aquando à necessidade de estimar custeios, tempos de produção reais, etc. e definir comportamentos das
operações. Deve adequar-se o tipo de controlo ao tipo de trabalho a executar, no sentido de se atribuir o controlo
por peça a operações que processem uma peça em assíncrono ou com fluxo à peça, por lote a operações que
operem o lote inteiro de uma vez ou com fluxo por lote, e por tempo a operações muito específicas e particulares
que atuem num conjunto de artigos diferentes em simultâneo.
O género do tipo de operação pode assumir os valores “Individual” e “Célula”:
Individual – classifica tipos de operação que originam operações individuais. Quando lançadas ordens de
produção, as operações individuais geram trabalhos que possibilitam o registo de início e fim de forma
individual de cada um. É possível atribuir componentes a cada operação individual bem como utiliza-la
como precedente de outra(s). Normalmente, uma operação individual corresponde a um processo, a
uma atividade específica,
Célula – corresponde a um conjunto de operações individuais que passa a ser tratado como uma
operação única. Uma operação-célula pode ser interpretada como sendo uma caixa preta, que gera
necessidades de capacidade para o tipo de operação origem e permite registar o início e fim dos trabalhos
associados. No entanto, o sistema permite a realização de registos de produção de cada operação
individual incluída na operação-célula.

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
73
Não se confundam operações de célula com arranjo físico de operações individuais em célula. As duas abordagens
diferem em todos os aspetos. A comparação entre os dois conceitos, nas áreas que representam maior
necessidade de distinção, encontra-se na Tabela 11.
Tabela 11 – Comparação entre Operação Célula e Célula de Operações
Operação Célula Arranjo físico de Operações em Célula
Planeamento de
capacidade
Analisada a capacidade da célula. Capacidades das operações individuais
constituintes.
Programação da
produção
Abastecimento de materiais em todas as operações,
mas contabilização de consumo de materiais por
célula e não por operação. O levantamento de artigos
transformados apenas acontece na última operação.
Todas as operações podem ser abastecidas
individualmente, e o levantamento pode acontecer
em todas as operações.
Monitorização da
produção
Análise de rendimento e produtividade da célula. Análise de rendimentos e produtividades das
operações individuais.
A classe do tipo de operação pode ser produtiva ou não produtiva. A classe produtiva classifica os tipos de operação
que originam trabalhos diretamente relacionados com ordens de produção – operações deste tipo são
obrigatoriamente executadas quando incluídas nas suas gamas operatórias, sendo cruciais no processo de
transformação dos mesmos. A classe não produtiva classifica operações que podem não ser realizadas e que não
são associadas a gamas operatórias pois não acrescentam valor aos artigos. O comportamento de uma operação
do tipo não produtiva depende dos valores associados a dois campos de informação, disponíveis quando é
selecionada essa classe de operações:
a) “Afeta Rendimento”
A opção é usada sempre que for necessária a execução de uma operação do tipo não produtivo que afete o
rendimento do posto ou do colaborador. Considere-se uma operação de correção de defeitos, e portanto não
acrescenta valor ao artigo, é uma operação não produtiva. Se o posto for de controlo de qualidade e estiver
responsável por correção de defeitos de operações por ele não realizadas, não é selecionada a opção de afetação
de rendimento. No entanto, se o posto realizar operações produtivas e a operação for entendida como uma
correção do trabalho executado, no posto ou pelo próprio colaborador, a operação não produtiva de correção de
defeitos deve afetar o rendimento do posto/colaborador, dado que se tratar de retrabalho.
b) “Relacionado com Documentos”
Quando esta opção for selecionada são associados códigos de trabalho a ordens de produção de artigos que
permitem o registo de operações deste tipo em todas as referências associadas, significando que a operação não
produtiva se destina a processos de transformação de alguma ordem nos artigos.
Quando a opção não é selecionada são disponibilizados em cada posto de trabalho os códigos de identificação
para todas as operações não produtivas que permitem o seu registo.
No cenário de produção do caso de estudo existe uma operação não produtiva denominada de “Acabamento”. O
tipo de operação deve ser configurado como não produtivo, não selecionada a opção de afetar rendimento dado
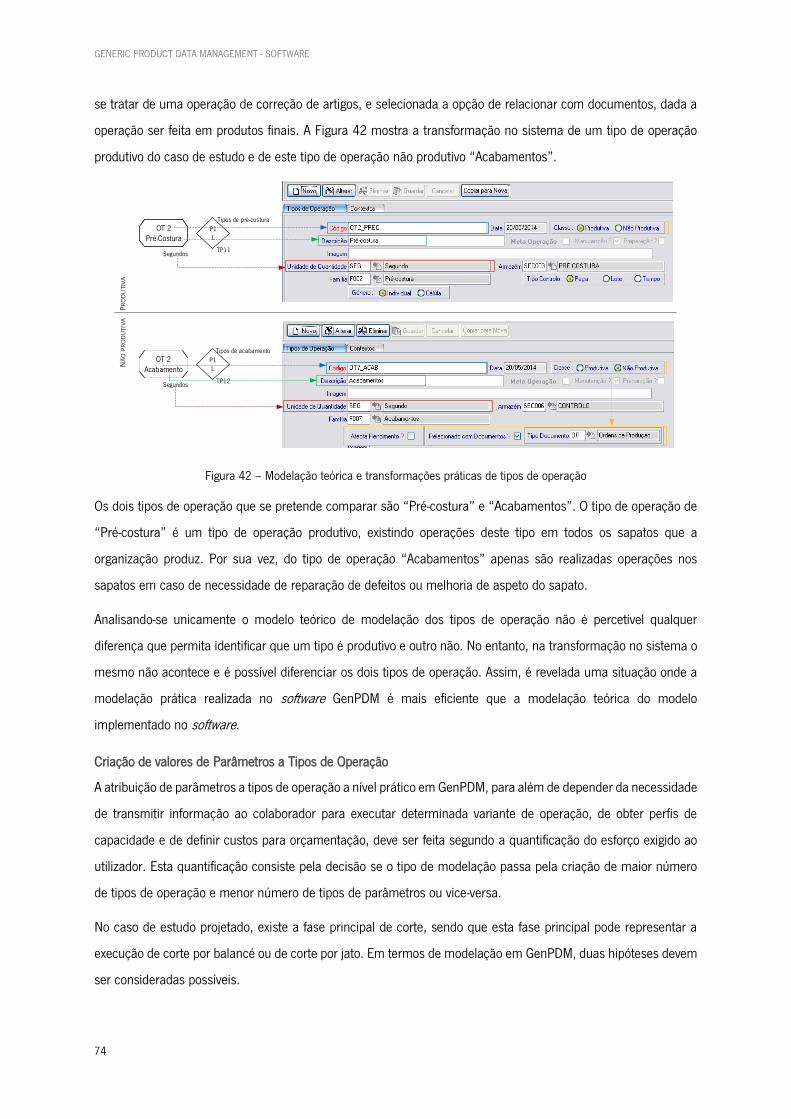
GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
74
se tratar de uma operação de correção de artigos, e selecionada a opção de relacionar com documentos, dada a
operação ser feita em produtos finais. A Figura 42 mostra a transformação no sistema de um tipo de operação
produtivo do caso de estudo e de este tipo de operação não produtivo “Acabamentos”.
OT 2Acabamento
P1L
Tipos de acabamento
TP12Segundos
OT 2Pré-Costura
P1L
Segundos
Tipos de pré-costura
TP11
PR
OD
UTI
VA
NÃ
O P
RO
DU
TIV
A
Figura 42 – Modelação teórica e transformações práticas de tipos de operação
Os dois tipos de operação que se pretende comparar são “Pré-costura” e “Acabamentos”. O tipo de operação de
“Pré-costura” é um tipo de operação produtivo, existindo operações deste tipo em todos os sapatos que a
organização produz. Por sua vez, do tipo de operação “Acabamentos” apenas são realizadas operações nos
sapatos em caso de necessidade de reparação de defeitos ou melhoria de aspeto do sapato.
Analisando-se unicamente o modelo teórico de modelação dos tipos de operação não é percetível qualquer
diferença que permita identificar que um tipo é produtivo e outro não. No entanto, na transformação no sistema o
mesmo não acontece e é possível diferenciar os dois tipos de operação. Assim, é revelada uma situação onde a
modelação prática realizada no software GenPDM é mais eficiente que a modelação teórica do modelo
implementado no software.
Criação de valores de Parâmetros a Tipos de Operação
A atribuição de parâmetros a tipos de operação a nível prático em GenPDM, para além de depender da necessidade
de transmitir informação ao colaborador para executar determinada variante de operação, de obter perfis de
capacidade e de definir custos para orçamentação, deve ser feita segundo a quantificação do esforço exigido ao
utilizador. Esta quantificação consiste pela decisão se o tipo de modelação passa pela criação de maior número
de tipos de operação e menor número de tipos de parâmetros ou vice-versa.
No caso de estudo projetado, existe a fase principal de corte, sendo que esta fase principal pode representar a
execução de corte por balancé ou de corte por jato. Em termos de modelação em GenPDM, duas hipóteses devem
ser consideradas possíveis.

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
75
Hipótese 1: a fase de operação de corte é considerada como um único tipo de operação. Esse tipo de operação
terá um parâmetro associado que permitirá a escolha entre operações de corte por balancé ou por jato. Assim,
nesta hipótese é criado um tipo de operação “Corte” e um tipo de parâmetro “Tipo de corte”, como ilustrado na
Figura 43 (cor azul). Na mesma figura está presente a modelação prática no software GenPDM da modelação
teórica do tipo de operação.
OT 1Corte
P1L
P2L
Metros/Segundo
Tipo de Corte Formato
TP10 TP8
MO
DE
LO T
EÓR
ICO
MO
DE
LO P
RÁ
TIC
O
Figura 43 – Tipo de operação “Corte” com processo de associação de parâmetros em GenPDM
Na figura é possível ver a seleção da opção “Parâmetros” no menu do tipo de operação. Quando selecionada esta
opção, são disponibilizados todos os tipos de parâmetros de GenPDM, e após a escolha do tipo de parâmetro a
atribuir, é necessário arrastar o tipo de parâmetro para o interface do tipo de operação, sendo de imediato
assumido como um parâmetro do tipo de operação.
Hipótese 2: na fase de corte existem dois tipos de operação, “Corte por jato” e “Corte por balancé”. Nesta hipótese
não é criado algum tipo de parâmetro, sendo ao invés, criados dois tipos de operação produtivas.
Decisão: em termos de esforço de utilizador, no caso exemplificado são equivalentes as duas hipóteses. Apenas
seria decidido imediatamente pela primeira hipótese se existissem pelo menos três tipos de corte, como pelo
contrário, seria de imediato decidido pela criação apenas de tipos de operação se apenas existisse um tipo de
corte. No entanto, será optado pôr em prática a primeira hipótese dada a possibilidade de no futuro a organização
possuir mais tipos de corte e ser menos morosa a introdução dessa informação se apenas for necessário
acrescentar valores à lista de um tipo de parâmetro do que preencher toda os dados necessários na criação de
novos tipos de operação.
A fase de corte foi a fase escolhida para explicar que o esforço da introdução de dados pode advir daquilo que é
necessário agora e do possivelmente necessário na vida das organizações. No entanto, no caso de estudo existem
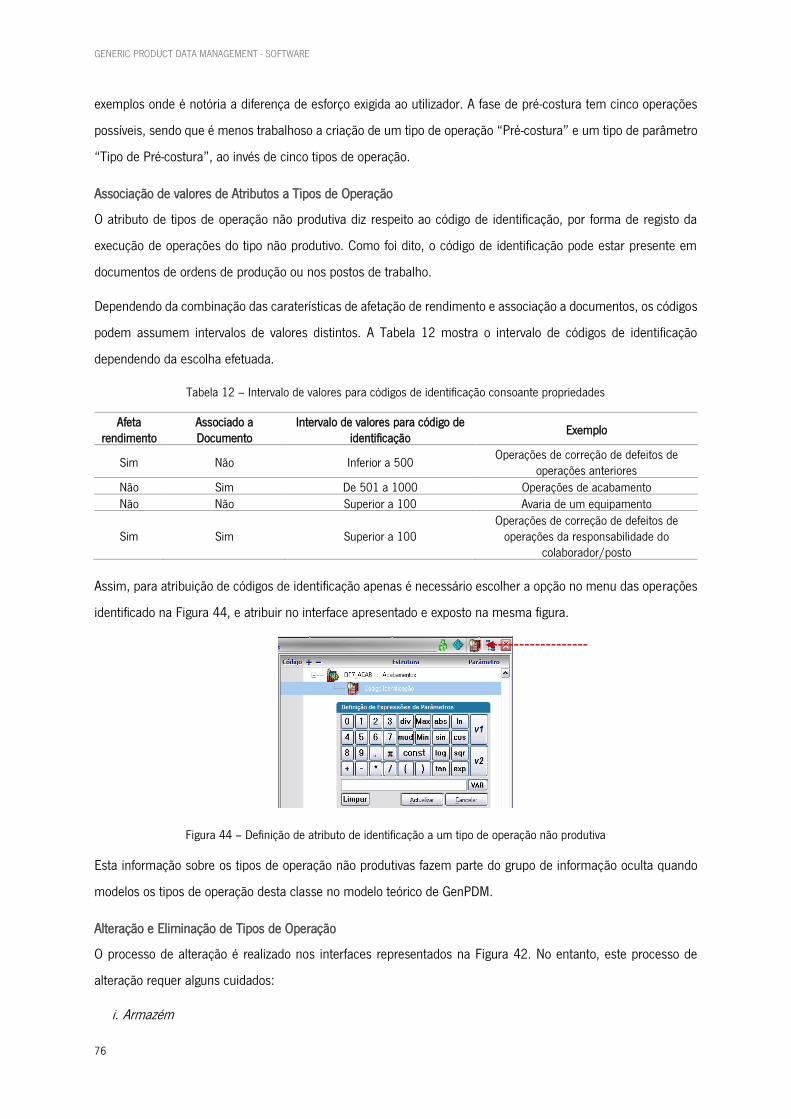
GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
76
exemplos onde é notória a diferença de esforço exigida ao utilizador. A fase de pré-costura tem cinco operações
possíveis, sendo que é menos trabalhoso a criação de um tipo de operação “Pré-costura” e um tipo de parâmetro
“Tipo de Pré-costura”, ao invés de cinco tipos de operação.
Associação de valores de Atributos a Tipos de Operação
O atributo de tipos de operação não produtiva diz respeito ao código de identificação, por forma de registo da
execução de operações do tipo não produtivo. Como foi dito, o código de identificação pode estar presente em
documentos de ordens de produção ou nos postos de trabalho.
Dependendo da combinação das caraterísticas de afetação de rendimento e associação a documentos, os códigos
podem assumem intervalos de valores distintos. A Tabela 12 mostra o intervalo de códigos de identificação
dependendo da escolha efetuada.
Tabela 12 – Intervalo de valores para códigos de identificação consoante propriedades
Afeta rendimento
Associado a Documento
Intervalo de valores para código de identificação
Exemplo
Sim Não Inferior a 500 Operações de correção de defeitos de
operações anteriores
Não Sim De 501 a 1000 Operações de acabamento
Não Não Superior a 100 Avaria de um equipamento
Sim Sim Superior a 100 Operações de correção de defeitos de
operações da responsabilidade do colaborador/posto
Assim, para atribuição de códigos de identificação apenas é necessário escolher a opção no menu das operações
identificado na Figura 44, e atribuir no interface apresentado e exposto na mesma figura.
Figura 44 – Definição de atributo de identificação a um tipo de operação não produtiva
Esta informação sobre os tipos de operação não produtivas fazem parte do grupo de informação oculta quando
modelos os tipos de operação desta classe no modelo teórico de GenPDM.
Alteração e Eliminação de Tipos de Operação
O processo de alteração é realizado nos interfaces representados na Figura 42. No entanto, este processo de
alteração requer alguns cuidados:
i. Armazém

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
77
A alteração do armazém pode resultar em incoerências no fluxo de materiais. Esse tipo de alteração apenas deve
ser efetuado quando ocorrer uma mudança de implantação (layout) na organização, de modo a que a informação
da localização do tipo de operação corresponda sempre à localização real física.
ii. Unidade de quantidade
Conforme referido, a unidade de quantidade de um tipo de operação é utilizada para cálculo do consumo de
variantes do tipo de operação (e.g. em termos de tempo). Qualquer alteração na unidade de quantidade de um
tipo de operação reflete-se em todas as operações que tenham sido criadas com base nesse tipo de operação.
Assim, é necessário garantir que o valor do consumo de cada uma dessas operações (que podem pertencer a
gamas operatórias de diferentes referências genéricas) é ajustado à mudança da unidade de quantidade. Por
exemplo, considere-se um tipo de operação cuja unidade de quantidade foi definida como sendo o minuto, e uma
operação (criada com base nesse tipo de operação) cujo valor de consumo é 1, ou seja, 1 minuto. Se, no tipo de
operação, a unidade de quantidade for alterada de minuto para segundo, então é necessário ajustar o valor de
consumo da operação de 1 para 60, ou seja, 60 segundos, para que a consumo da operação permaneça correto
(neste caso a duração da operação).
iii. Género
A alteração do género do tipo de atributo pode resultar na não execução da operação ou em incoerência no
comportamento esperado quando associado a uma referência.
No caso do tipo de operação ser individual e ser alterado para célula, as operações classificadas pelo tipo de
operação não poderão ser utilizadas. Será necessário parametrizar cada nova operação na célula, ou seja, atribuir
operações individuais à célula.
No caso alternativo, para alterar o tipo de operação de célula para individual é necessário associar as operações
individuais que estavam associadas ao funcionamento da célula à gama operatória da referência genérica. A não
execução deste procedimento pode resultar na ausência de trabalhos na produção.
iv. Tipo de controlo
Quando o tipo de controlo é alterado em tipos de operação que ainda não foram utilizados para classificar
operações ou que ainda não estiveram na origem de trabalhos para a produção, não representa nenhum problema
de incompatibilidade.
v. Classe
A alteração da classe do tipo de operação significa a alteração por completo do comportamento das operações
associadas, sendo importante averiguar a sua utilização em referências. Este processo apenas é possível quando
não houverem ainda variantes geradas.

GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
78
No que concerne à eliminação de um tipo de operação, este processo é apenas possível se este não estiver
associado a operações (em uma ou mais gamas operatórias) e ainda não tiverem sido geradas variantes. Caso
contrário, a opção “Eliminar” não é disponibilizada ao utilizado. Esta situação permite a garantia de não se eliminar
tipos de operação que pudessem comprometer o funcionamento eficiente do sistema.
5.3 Caracterização de Artigos
A função “Caracterização de Artigos”, no módulo GenPDM, encontra-se no separador “Referencias Genéricas”
(Figura 45) e todos os seus processos de criação, cópia, alteração e eliminação de informação relacionadas com
artigos são realizados no menu aberto pelo separador. Isto significa que as suas três funções de segundo nível
não têm menu próprio, e são geridas no menu identificado.
Caraterização de Artigos
Menu principal para Gestão de Informação de Artigos
Figura 45 – Opção do menu principal para Caracterização de Artigos
A secção encontra-se organizado segundo as suas funções, onde a “Definição de Referências Genéricas” está
descrita na secção 5.3.1, a “Definição de Atributos a Referências Genéricas” na 5.3.2, e a “Definição de
Parâmetros em Referências Genéricas” na 5.3.3.
Famílias de Artigos
Uma família agregada de artigos permite, na sua essência, a distinção entre aquilo que a organização produz,
manda produzir ou encomenda, não distinguindo de que artigo se trata na realidade. Assim, a importância da
existência de famílias agregadas de artigos, e da sua gestão, provém da associação de comportamentos típicos
relativos ao fornecimento de cada família de artigo.
A criação das famílias agregadas de artigos da organização não se realiza, convencionalmente, no módulo
GenPDM, mas no módulo Gen4Gen. No entanto, ambos as alternativas estão disponíveis. Em Gen4Gen, no menu
“Dados Base”, tem uma área reservada à criação de famílias de artigos, na divisória de informação denominada
por “Artigos”, designada por “Famílias”. Em GenPDM, por sua vez, a criação de famílias de artigos é possível no
campo de informação destinado à família de artigos da referência genérica. Quando a família de produtos é criada
no módulo de GenPDM, a integração dessa informação em Gen4Gen é feita de forma automática pelo sistema.
Em ambos os processos de criação, para além do código e da descrição, o campo de informação necessário é
designado por “Tipo de Documento” e este corresponde ao documento para abastecimento desses artigos na
organização. As três alternativas de obter esses artigos dão origem a três tipos de documentos no sistema:

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
79
1. Documento de ordem de produção (ORD) – significa que os artigos das referências dentro de famílias
com este documento associado são produzidos pela organização, e portanto é o documento responsável
por informar a quantidade a produzir, o que se produzir e quando.
2. Documento Aquisição (AQS) – diz respeito a material que a organização não produz e provém de um
fornecedor. Este documento está associado, normalmente, a uma matéria-prima ou ferramenta.
3. Documento Talão de Subcontratação (TAL) – quando um artigo tem associado um talão de
subcontratação, significa que a organização opta, como estratégia, por não realizar as operações de
transformação do artigo e subcontratar para o efeito.
No caso modelado para efeitos de estudo nesta dissertação, as famílias agregadas de artigos criadas são as
apresentadas na Figura 46.
Figura 46 – Tabela de visualização de Famílias Agregadas e processos associados em Gen4Gen
Nenhuma família agregada de artigo se encontra associada ao documento “Talão de Subcontratação”. No
entanto, isto não significa que a organização não possa mais tarde fazer “Requisições” de operações para
qualquer família agregada de artigos com o documento de ordem de produção associado.
Classes de artigos
A classe de artigos representa os artigos sobre o grupo técnico a que pertencem. Esta classificação dos artigos
tem como objetivo principal a definição de comportamentos no funcionamento da programação da produção,
existindo quatro comportamentos padrão:
Comportamento 1: comportamento típico de um artigo direto de transformação ou transformado, quando
associados a um consumo no artigo pai é necessário comprar ou produzir e são consumidos, ou vendidos, na
íntegra. É o comportamento associado a artigos individuais com função diretas na produção do produto final ou
mesmo associado ao produto final.
Comportamento 2: comportamento de um artigo que não é consumido de todo ou na sua totalidade, sendo
materiais de auxilio à execução de transformação de artigos do tipo comportamento 1. Os artigos aos quais se
associa este tipo de comportamento, podem, depois de serem usados nas operações, serem devolvidos ao
armazém e retornarem à linha de produção para serem usados em outros artigos.

GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
80
Comportamento 3: comportamento associado a “pacotes” de artigos necessários a artigos pai. Este
comportamento pode ser visto como um concentrado do comportamento 1, dado que o comportamento 1 se
associa a um artigo individual, e o comportamento 3 a um grupo de artigos individuais, que é abastecido aos
postos contendo quantidades superiores às necessárias à produção desejada de um artigo pai.
Comportamento 4: comportamento associado a artigos de decomposição. Ou seja, em vez de um artigo ser
originado por uma determinada quantidade de artigos, como convencionalmente se pensa, é um artigo que origina
uma quantidade finita de artigos.
O sistema tem já, por defeito, uma classificação pré-estabelecida, não sendo a lista de classes editável. Desta
forma, segundo o sistema, os artigos podem ser classificados em sete categorias dentro destes quatro
comportamentos padrão:
i. Matéria-prima (comportamento 1): material que ainda não sofreu nenhum processo de transformação
dentro da organização, normalmente proveniente de fornecedores.
ii. Componente (comportamento 1): artigo que já sofreu processos de transformação dentro da organização
e irá ser ainda submetido a mais processos de forma a integrar no seu artigo pai.
iii. Semiacabado (comportamento 1): artigo constituinte do produto final e é obtido através de ordens de
produção mas pode ser requerido em ordens de encomenda de clientes.
iv. Produto acabado (comportamento 1): produto final concebido de forma a satisfazer as necessidades dos
clientes, podendo ser produzido após uma ordem de encomenda ou por previsões de venda da organização.
v. Ferramentas (comportamento 2): não se tratam de nenhum material integrado no produto final ou em
algum derivado do produto, mas de material necessário para auxílio à produção.
vi. Kit de abastecimento (comportamento 3): grupo de material, podendo ser composto por componentes,
ferramentas, matérias-primas e semiacabados. Normalmente contém uma quantidade independente da
necessária à produção de uma unidade de artigo pai ou um lote desse artigo pai. Apesar do processo de criação
de kits de abastecimento ser por si a criação de uma referência genérica, o processo de integração destes na
BOM dos artigos diverge do processo das restantes possibilidades de classes e famílias agregadas de artigos.
vii. Subproduto (comportamento 4): artigo que, ao ser decomposto, dá origem a uma determinada
quantidade de artigos pai.
5.3.1 Definição de Referências Genéricas
A informação necessária para classificar uma referência genérica vão desde o seu código de identificação, à sua
descrição, e comportamentos genéricos. Toda a informação precisa de ser introduzida pelo utilizador do sistema,
tratando-se da informação base para o conhecimento de artigos dentro da organização.

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
81
Criação de Referências Genéricas
Existem dois processos distintos de criação de referências genéricas em GenPDM. O primeiro processo (“Criar
Nova”) é realizado quando a criação de uma nova referência genérica parte do prossuposto de inexistência de
semelhança com uma existente. O segundo processo de criação é feito através de uma cópia de uma referência
já existente.
O segundo processo de criação é bem menos exigente em termos de introdução manual de informação, dado que
o utilizador apenas precisa de identificar uma referência equivalente à que pretende criar, selecioná-la e escolher
a opção “Copiar para Nova”. Neste ponto, o utilizador regista o código a atribuir à nova referência e seleciona a
informação que deseja copiar. A informação disponível para cópia incluem os parâmetros da referência, os planos
de consumo, os planos de operações e as etiquetas.
Tal como nos processos de criação de tipos de parâmetros, a informação necessária são transversais a qualquer
processo de criação. A informação sobre referências genéricas de introdução obrigatória está dividida segundo os
seus campos na Tabela 13.
Tabela 13 – Informação na criação de Referências Genéricas
Campo de Informação Processo Definição e objetivo
Classe Utilização
Módulo Gen4Gen A identificação da classe dos artigos representados pela referência
Família Criação e Utilização
Módulo Gen4Gen
Determina a família agregada de artigos a que a referência genérica
pertence
Tipo de Documento Criação e Utilização
Módulo Gen4Gen Campo de seleção que permite a escolha do tipo de documento
associado ao aprovisionamento do material na organização
Imagem Criação Campo opcional de atribuição de uma imagem ilustrativa
Armazém Criação e Utilização
Módulo Gen4Gen
Preenchimento obrigatório para definição do armazém de localização
dos artigos
Ficheiro Associado Criação Campo opcional de atribuição de um ficheiro, e.g. desenhos técnicos
do artigo, instruções de manuseamento, fichas técnicas, etc.
Permissões Criação Campo de seleção para autorizações de geração de variantes
Unidade de quantidade Criação Campo de preenchimento obrigatório contendo a unidade de
quantidade das operações, e.g. peça, grama, etc.
Quando se pretende definir a unidade de quantidade de uma referência, é necessário parametrizar quatro campos
de informação:
Unidade principal: a unidade de quantidade utilizada dentro da organização, pelo que será sempre a
unidade utilizada pelo sistema e pelos utilizadores.
Casas decimais: limite da quantidade de precisão de valores para unidades de quantidade que admitam
domínios decimais.
Unidade secundária: a unidade de quantidade utilizada por parceiros pode não ser equivalente à unidade
de quantidade principal, pelo que se pode colocar uma unidade de quantidade será considerada e reconhecido
quando utilizada e convertida para a unidade principal.

GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
82
Conversão: trata-se da expressão de conversão da unidade de quantidade secundária para a unidade de
quantidade principal.
Relativamente a “Permissões”, estas são mecanismos que passam pela definição de autorizações para diferentes
utilizadores gerarem variantes. As permissões são definidas por cada referência e o impacto da seleção de cada
uma é descrito de seguida:
1. Criação de encomendas – permite gerar variantes da referência no processo de criação de encomendas.
Ou seja, quando clientes encomendam um produto de uma determinada referência, a variante desse produto pode
ser criado nesse processo. Esta permissão dá total acesso aos utilizadores responsáveis pela gestão comercial.
2. Pelo utilizador – permite gerar as variantes depois simuladas pelo utilizador no GenPDM.
3. Entradas iniciais – permite a geração de variantes quando se regista as entradas iniciais de artigos.
4. Aquisições – permite criar livremente variantes das referências para as quais se fará aquisições. O
material comprado pode ser uma variante já criada ou pode ser uma variante nova, normalmente necessário para
aquisições para stock.
5. Ordens de produção – permite gerar variantes no lançamento de ordens de produção, ou seja, no
processo de criação de documentos que autorizem a produção de novos artigos (geração de variantes).
6. Plano Diretor de Produção – permite gerar variantes na definição do plano de diretor.
7. Faturação – permite a geração de variantes nos processos de expedição e faturação.
8. Definição de Fornecedores – permite gerar variantes da referência com o objetivo de atribuir-lhe um
fornecedor.
9. Talões de subcontratação - permite a geração de variantes a utilizar em talões de subcontratação, i.e.,
no processo de criação de documentos que autorizem produzir determinado artigo fora da organização.
10. Definição de tabelas de preços – autoriza a geração de variantes para a definição de orçamentos e
preenchimento de tabelas de preços.
11. Previsão – permite que se façam previsões de procura para variantes novas.
12. Avisar Utilizador (resumo) – ativa uma funcionalidade que apresenta um relatório ao utilizador das
variantes criadas nos diferentes processos envolvidos e descritos na definição de permissões.
O processo de criação de referências genéricas no sistema GenPDM face ao modelado no sistema teórico é
apresentado na Figura 47, e corresponde à referência genérica do produto final do caso de estudo.

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
83
RG_23Sapato_Oxford
TP9
P1L
TP5
Género
P2L
TP4
Tamanho
P3L
TP1
Material
P4L
Cor_Sapato
< C1 = P3 >
TP2
P5L
Cor_Ilhós
(P1==masculino, prateado)
P6L
TP2
Cor_Atacadores
Dourado
PrateadoPar
MO
DE
LO T
EÓR
ICO
MO
DE
LO P
RÁ
TIC
O
Figura 47 – Referência Genérica do modelo teórico para o prático
Pela leitura da figura é verificável que metade da informação é transportada diretamente do modelo teórico para
o modelo prático, como o caso do código, da descrição e da unidade de quantidade. Porém, existe informação
que é, obrigatoriamente, conhecida acerca dos artigos e não é expressa no modelo teórico. Esta informação diz
respeito à classe e família de artigos; ao modo de aprovisionamento por parte da organização através do tipo de
documento consequente, à partida, da escolha da família de artigos; e ao local da organização onde se encontram
as matérias-primas representadas pela referência.
Fazendo então uma leitura mais global da representação da classificação das referências no que concerne à
modelação prática, esta é muito mais completa do que a sua origem de transformação, sendo que permite a
diferenciação desejada do tipo de artigos, bem como a localização destes. Esta informação relevante, e de acesso
fácil, encontra-se a amarelo nas respetivas imagens. Assim, o modelo teórico para representação de classificação
das referências genéricas, não é por si só suficiente para descrever toda a informação de classificação de artigos
necessária. A única forma que poderia de algum modo, no modelo teórico, levar a concluir a família e a classe
dos artigos seria através da inserção das referências em alguma BOM ou mesmo através da sua própria.
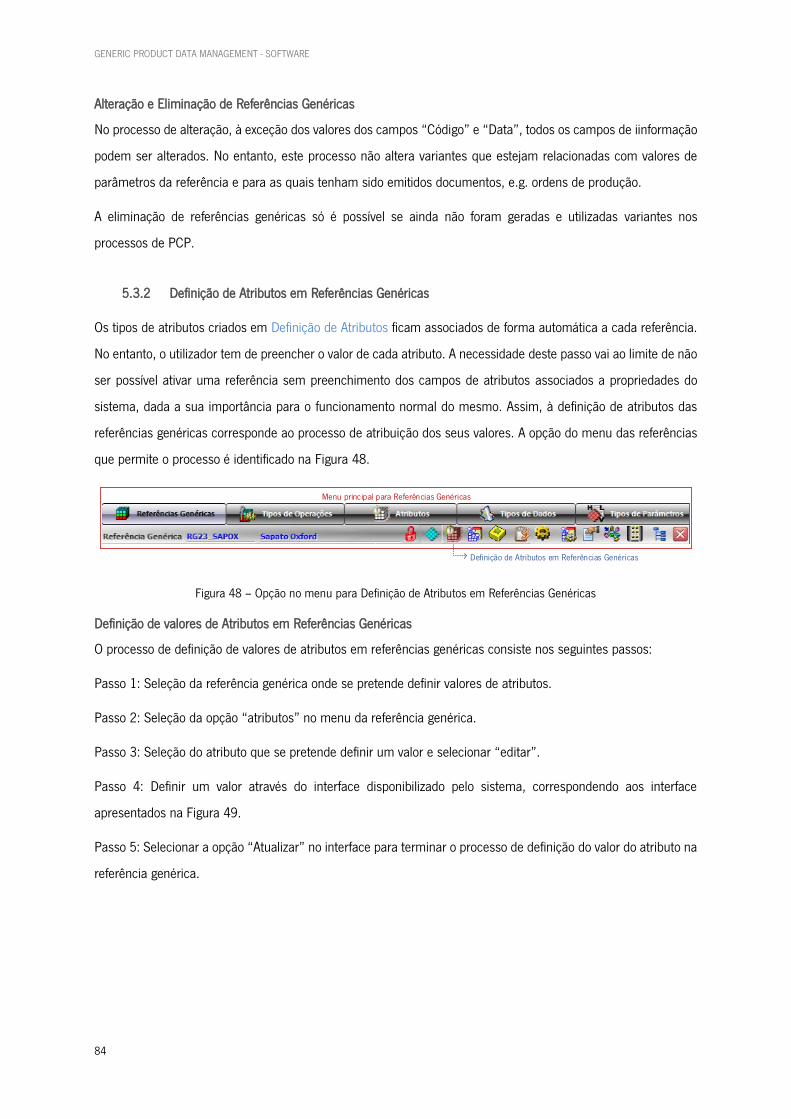
GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
84
Alteração e Eliminação de Referências Genéricas
No processo de alteração, à exceção dos valores dos campos “Código” e “Data”, todos os campos de iinformação
podem ser alterados. No entanto, este processo não altera variantes que estejam relacionadas com valores de
parâmetros da referência e para as quais tenham sido emitidos documentos, e.g. ordens de produção.
A eliminação de referências genéricas só é possível se ainda não foram geradas e utilizadas variantes nos
processos de PCP.
5.3.2 Definição de Atributos em Referências Genéricas
Os tipos de atributos criados em Definição de Atributos ficam associados de forma automática a cada referência.
No entanto, o utilizador tem de preencher o valor de cada atributo. A necessidade deste passo vai ao limite de não
ser possível ativar uma referência sem preenchimento dos campos de atributos associados a propriedades do
sistema, dada a sua importância para o funcionamento normal do mesmo. Assim, à definição de atributos das
referências genéricas corresponde ao processo de atribuição dos seus valores. A opção do menu das referências
que permite o processo é identificado na Figura 48.
Definição de Atributos em Referências Genéricas
Menu principal para Referências Genéricas
Figura 48 – Opção no menu para Definição de Atributos em Referências Genéricas
Definição de valores de Atributos em Referências Genéricas
O processo de definição de valores de atributos em referências genéricas consiste nos seguintes passos:
Passo 1: Seleção da referência genérica onde se pretende definir valores de atributos.
Passo 2: Seleção da opção “atributos” no menu da referência genérica.
Passo 3: Seleção do atributo que se pretende definir um valor e selecionar “editar”.
Passo 4: Definir um valor através do interface disponibilizado pelo sistema, correspondendo aos interface
apresentados na Figura 49.
Passo 5: Selecionar a opção “Atualizar” no interface para terminar o processo de definição do valor do atributo na
referência genérica.

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
85
a)
b)
c)
Figura 49 – Processo de associação a atributos de: a) valores constantes com origem num tipo de parâmetro, b) valores constantes com origem num tipo de dado; c) valores variáveis
Na figura é possível visualizar o interface apresentado por GenPDM onde é possível visualizar todos os atributos
criados associados à referência genérica. A associação de valores aos atributos vai depender do grupo de valores
disponíveis no tipo de atributo de cada um. Na criação dos tipos de atributos (Definição de Atributos – Criação de
Atributos) é associado um tipo de parâmetros ou um tipo de dados como base para os valores possíveis para o
atributo.
Quando se trabalha com um atributo em extensão, significa que esse atributo tem como origem um tipo de
parâmetro, e o campo para introdução do valor do atributo é apresentado na posição a) da Figura 49.
Relativamente a um atributo do tipo numérico pode ter origem num tipo de dados ou num tipo de parâmetro
definido em compreensão, sendo que, para ambos os casos a janela que permite a introdução dos valores do
atributo é o apresentado na mesma figura na posição b). A janela permite a introdução de valor numérico ou a
expressão matemática para cálculo do valor.
O valor atribuído pode corresponder a um valor constante, o que significa que o valor da lista do tipo de parâmetro
escolhido ou o valor numérico é o mesmo para todas as variantes da referência. Quando o valor é constante é
necessário selecionar “const” e no espaço entre parênteses obter a lista de valores de onde será feita a escolha
do valor constante.
O valor atribuído pode ainda ser variável, representando portanto valores diferentes consoante o valor de um
parâmetro na variante e pode ser definido na janela apresentada em Figura 49c). A atribuição de um valor variável
ao atributo é conseguido através da associação de características de um parâmetro da referência. (Exemplo: o
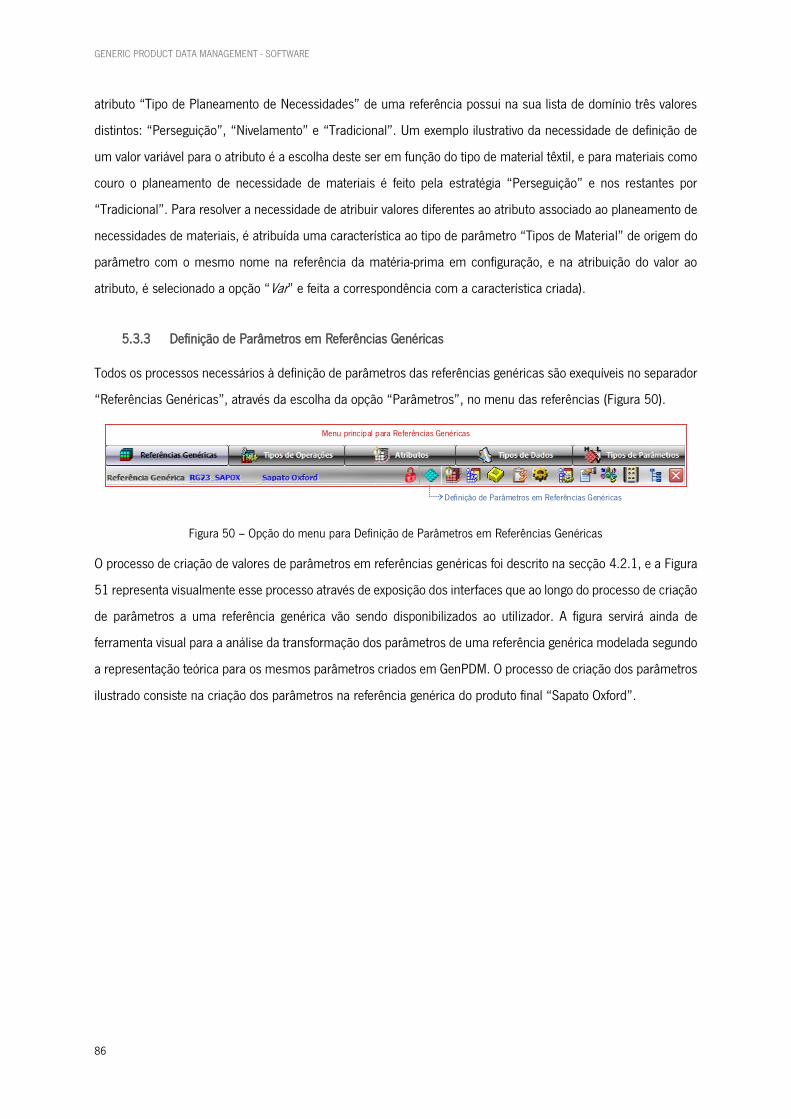
GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
86
atributo “Tipo de Planeamento de Necessidades” de uma referência possui na sua lista de domínio três valores
distintos: “Perseguição”, “Nivelamento” e “Tradicional”. Um exemplo ilustrativo da necessidade de definição de
um valor variável para o atributo é a escolha deste ser em função do tipo de material têxtil, e para materiais como
couro o planeamento de necessidade de materiais é feito pela estratégia “Perseguição” e nos restantes por
“Tradicional”. Para resolver a necessidade de atribuir valores diferentes ao atributo associado ao planeamento de
necessidades de materiais, é atribuída uma característica ao tipo de parâmetro “Tipos de Material” de origem do
parâmetro com o mesmo nome na referência da matéria-prima em configuração, e na atribuição do valor ao
atributo, é selecionado a opção “Var” e feita a correspondência com a característica criada).
5.3.3 Definição de Parâmetros em Referências Genéricas
Todos os processos necessários à definição de parâmetros das referências genéricas são exequíveis no separador
“Referências Genéricas”, através da escolha da opção “Parâmetros”, no menu das referências (Figura 50).
Definição de Parâmetros em Referências Genéricas
Menu principal para Referências Genéricas
Figura 50 – Opção do menu para Definição de Parâmetros em Referências Genéricas
O processo de criação de valores de parâmetros em referências genéricas foi descrito na secção 4.2.1, e a Figura
51 representa visualmente esse processo através de exposição dos interfaces que ao longo do processo de criação
de parâmetros a uma referência genérica vão sendo disponibilizados ao utilizador. A figura servirá ainda de
ferramenta visual para a análise da transformação dos parâmetros de uma referência genérica modelada segundo
a representação teórica para os mesmos parâmetros criados em GenPDM. O processo de criação dos parâmetros
ilustrado consiste na criação dos parâmetros na referência genérica do produto final “Sapato Oxford”.
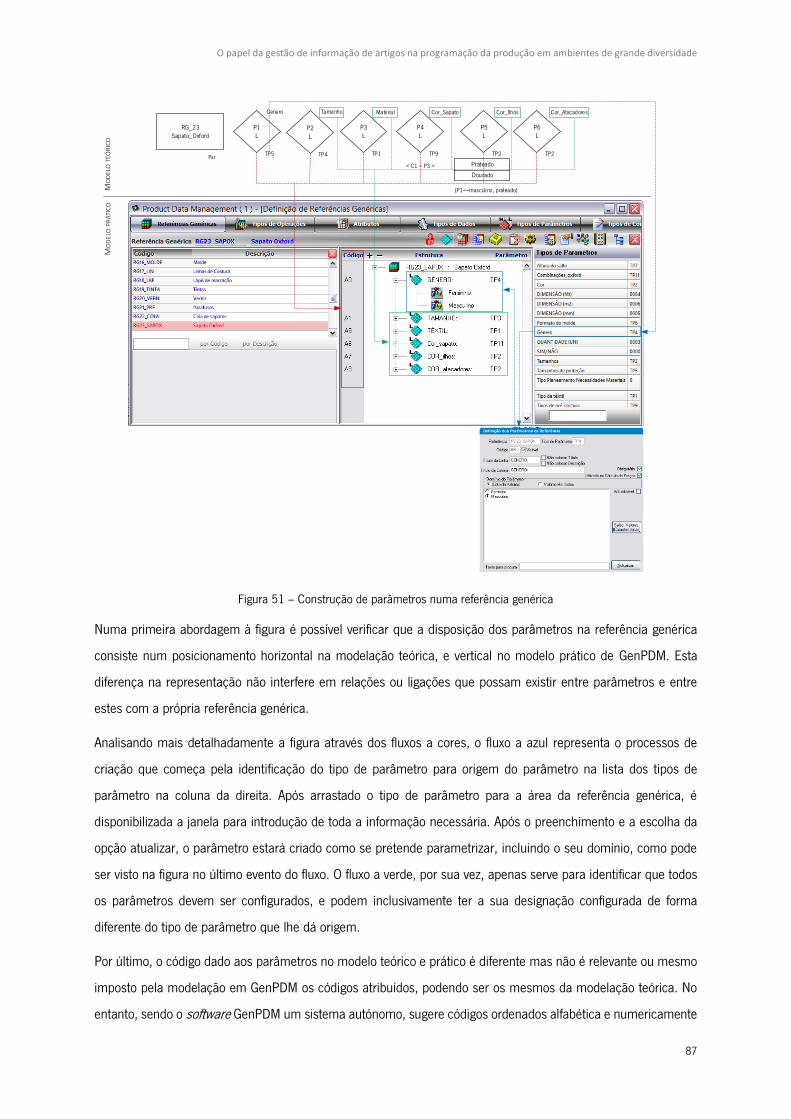
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
87
RG_23Sapato_Oxford
TP9
P1L
TP5
Género
P2L
TP4
Tamanho
P3L
TP1
Material
P4L
Cor_Sapato
< C1 = P3 >
TP2
P5L
Cor_Ilhós
(P1==masculino, prateado)
P6L
TP2
Cor_Atacadores
Dourado
PrateadoPar
MO
DE
LO T
EÓR
ICO
MO
DE
LO P
RÁ
TIC
O
Figura 51 – Construção de parâmetros numa referência genérica
Numa primeira abordagem à figura é possível verificar que a disposição dos parâmetros na referência genérica
consiste num posicionamento horizontal na modelação teórica, e vertical no modelo prático de GenPDM. Esta
diferença na representação não interfere em relações ou ligações que possam existir entre parâmetros e entre
estes com a própria referência genérica.
Analisando mais detalhadamente a figura através dos fluxos a cores, o fluxo a azul representa o processos de
criação que começa pela identificação do tipo de parâmetro para origem do parâmetro na lista dos tipos de
parâmetro na coluna da direita. Após arrastado o tipo de parâmetro para a área da referência genérica, é
disponibilizada a janela para introdução de toda a informação necessária. Após o preenchimento e a escolha da
opção atualizar, o parâmetro estará criado como se pretende parametrizar, incluindo o seu domínio, como pode
ser visto na figura no último evento do fluxo. O fluxo a verde, por sua vez, apenas serve para identificar que todos
os parâmetros devem ser configurados, e podem inclusivamente ter a sua designação configurada de forma
diferente do tipo de parâmetro que lhe dá origem.
Por último, o código dado aos parâmetros no modelo teórico e prático é diferente mas não é relevante ou mesmo
imposto pela modelação em GenPDM os códigos atribuídos, podendo ser os mesmos da modelação teórica. No
entanto, sendo o software GenPDM um sistema autónomo, sugere códigos ordenados alfabética e numericamente

GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
88
para os parâmetros que forem sendo associados à referência e, por conforto, optou-se por aceitar essa geração
de codificação.
Criação de restrições
Existem situações onde o funcionamento pretendido para o parâmetro a criar é condicionado por outro parâmetro
ou propriedade do artigo. As condições ao parâmetro a criar podem ser organizadas em quatro classes:
1. Visibilidade do parâmetro – o exemplo no caso de estudo onde se tenta representar uma situação onde
exija a aplicabilidade de restrições para visibilidade é através do parâmetro “Cor dos Ilhós”.
A cor dos ilhós a colocar no produto final depende do género do cliente. Ou seja, se for feminino pode-se optar
pela colocação de ilhós dourados e prateados, se for masculino a cor ficará limitada apenas ao prateado. Posto
isto, a situação que se pretende é que a escolha de cor do sapato seja solicitada somente quando é escolhida a
opção do género feminino.
O sapato feminino possui ilhós em todos os furos para introdução de atacadores (20 ilhós) e o sapato masculino
apenas leva ilhós nos dois furos superiores do sapato (4 ilhós no total). Assim, a sugestão é construir a expressão
de condição que permita tornar o parâmetro de cor visível segundo a característica “número de ilhós” associada
ao tipo de parâmetro “Género”. Ou seja, construir uma expressão de condição que restrinja a escolha da cor
quando o consumo de ilhós no par de sapatos for quatro e que permita a escolha quando o respetivo consumo
for vinte.
O sapato feminino possui ilhós em todos os furos para introdução de atacadores (20 ilhós) e o sapato masculino
apenas leva ilhós nos dois furos superiores do sapato (4 ilhós no total). Assim, a sugestão é construir a expressão
de condição que permita tornar o parâmetro que identifica a cor dos ilhós visível utilizando a característica “número
de ilhós” associada ao tipo de parâmetro “Género”. Ou seja, construir uma expressão de condição que restrinja a
escolha da cor de ilhós de acordo com o valor da característica do parâmetro que representa o género. Na Figura
52 é apresentado o interface de criação da condição no software GenPDM.

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
89
RG_23Sapato_Oxford
TP9
P1L
TP5
Género
P2L
TP4
Tamanho
P3L
TP1
Material
P4L
Cor_Sapato
< C1 = P3 >
TP2
P5L
Cor_Ilhós
(P1==masculino, prateado)
P6L
TP2
Cor_Atacadores
Dourado
PrateadoPar
MO
DE
LO T
EÓR
ICO
MO
DE
LO P
RÁ
TIC
O
Figura 52 – Processo de aplicação de restrições para visibilidade de parâmetros
Em termos práticos a condição propõe que quando o valor da característica C1 do parâmetro A0 for igual a quatro,
i.e., quando o número de ilhós associado ao parâmetro “Género” indicar a escolha pelo valor masculino, o
parâmetro “Cor_Ilhós” não é visível e assume o valor “prateado”, caso contrário os valores do domínio selecionado
na janela de informação (“dourado” e “prateado”) são apresentados para escolha ao utilizador. Para comprovar
que o parâmetro está a assumir o comportamento que se espera, são apresentadas as estruturas da BOM quando
a escolha do valor parâmetro “Género” é masculino (Figura 53a)) e feminino, (Figura 53b)), respetivamente.
Figura 53 – Comparação de comportamento com condições de visibilidade do parâmetro “Cor_Ilhós” em: a) género masculino; b)género feminino
a) b)

GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
90
O parâmetro está a assumir o comportamento esperado quando o género é “masculino” e “feminino”,
respetivamente. Na Figura 53a) é iniciada a simulação da estrutura com a escolha do género masculino, e como
se pode verificar a opção de escolha sobre a cor do ilhós não está disponível, contrariamente ao que acontece
quando o género escolhido recai no feminino (Figura 53b)).
2. Filtro de valores de parâmetros – o exemplo onde se pretende ilustrar uma situação deste género é na
relação do material com a cor deste.
No exemplo pretendesse relacionar o material com a cor deste, sendo necessário que no processo de geração de
variantes do produto final, o parâmetro da referência respetivo ao material do sapato condicione a cor do sapato.
Para resolver esta relação de condição, foi criado o tipo de parâmetro “Combinações material_cor”, que permitirá
a atribuição da condição de restrição no parâmetro cor quando é criado o parâmetro “cor_sapato”. Na Figura 54
é ilustrada a criação da condição.
RG_23Sapato_Oxford
TP9
P1L
TP5
Género
P2L
TP4
Tamanho
P3L
TP1
Material
P4L
Cor_Sapato
< C1 = P3 >
TP2
P5L
Cor_Ilhós
(P1==masculino, prateado)
P6L
TP2
Cor_Atacadores
Dourado
PrateadoPar
MO
DE
LO T
EÓR
ICO
MO
DE
LO P
RÁ
TIC
O
Figura 54 – Processo de aplicação de condições de restrição de domínio em parâmetros

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
91
Na janela disponibilizada por GenPDM no processo de criação do parâmetro e necessidade de introdução de
informação acerca deste, é necessário numa primeira fase selecionar a opção ”Atualizável” para permitir assumir
todos os valores das combinações e a respetivas atualizações sempre que o tipo de parâmetro for alterado.
No campo denominado de “filtro” é colocada a expressão que permitirá a condição desejada. A expressão que se
colocou para definir o comportamento do parâmetro foi “C1@A6=A5”, o que significa que serão filtrados os valores
e disponibilizados apenas aqueles onde a caraterística C1 (material) do parâmetro A6 (cor_sapato) seja igual ao
valor do parâmetro A5 (parâmetro que permite a escolha do material ao utilizador). Dito de uma forma mais
simples, apenas são disponibilizados os valores que tenham associado o mesmo material que fora escolhido pelo
utilizador no parâmetro anterior.
Para verificação de que o processo de seleção de valores no parâmetro se comporta como se pretende, é simulada
a estrutura do artigo para diferentes escolhas do material, de modo a comprovar que apenas aparecem os valores
desejados para o parâmetro que representa a cor. A comparação entre diferentes escolhas de materiais encontra-
se na Figura 55.
Figura 55 – Visualização de comportamento de domínios de valor: a) sem condições de restrição; b) com condições de restrição
Na figura estão presentes duas simulações, onde uma exige que o parâmetro “cor_sapato” tenha o seu domínio
de valores restringido e outra onde o parâmetro pode assumir todos os valores de cor. Na Figura 55a) é ilustrado
o caso de não necessidade de restrição de domínio de valores, e portanto é esperado que sejam disponibilizadas
todas as cores possíveis. De acordo com o disponibilizado na figura, o parâmetro está a funcionar como pretendido,
dado o domínio se apresentar completo e sem duplicados. Na Figura 55b), por sua vez, é retratada a situação de
o utilizador escolher um material que não pode ser combinado com todas as cores. Pelo disponibilizado na figura
também pode ser comprovado o funcionamento pretendido para o parâmetro devido à disponibilidade de apenas
cinco cores para escolha.
a) b)
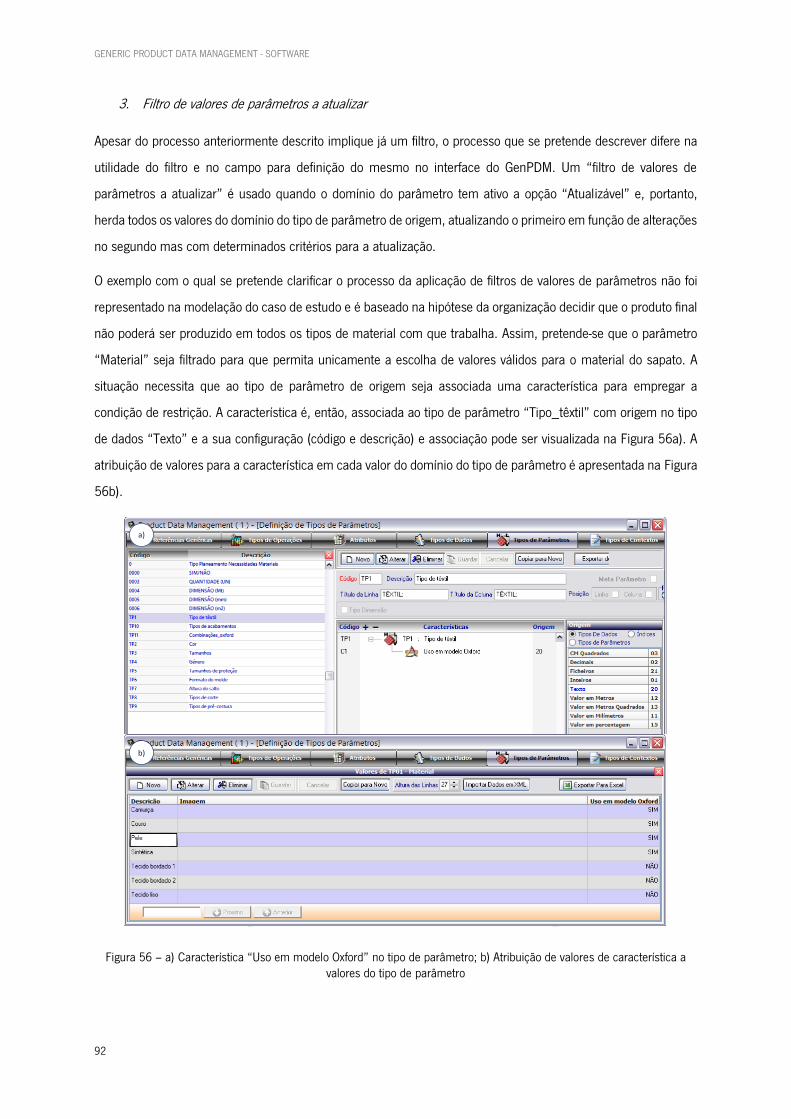
GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
92
3. Filtro de valores de parâmetros a atualizar
Apesar do processo anteriormente descrito implique já um filtro, o processo que se pretende descrever difere na
utilidade do filtro e no campo para definição do mesmo no interface do GenPDM. Um “filtro de valores de
parâmetros a atualizar” é usado quando o domínio do parâmetro tem ativo a opção “Atualizável” e, portanto,
herda todos os valores do domínio do tipo de parâmetro de origem, atualizando o primeiro em função de alterações
no segundo mas com determinados critérios para a atualização.
O exemplo com o qual se pretende clarificar o processo da aplicação de filtros de valores de parâmetros não foi
representado na modelação do caso de estudo e é baseado na hipótese da organização decidir que o produto final
não poderá ser produzido em todos os tipos de material com que trabalha. Assim, pretende-se que o parâmetro
“Material” seja filtrado para que permita unicamente a escolha de valores válidos para o material do sapato. A
situação necessita que ao tipo de parâmetro de origem seja associada uma característica para empregar a
condição de restrição. A característica é, então, associada ao tipo de parâmetro “Tipo_têxtil” com origem no tipo
de dados “Texto” e a sua configuração (código e descrição) e associação pode ser visualizada na Figura 56a). A
atribuição de valores para a característica em cada valor do domínio do tipo de parâmetro é apresentada na Figura
56b).
a)
b)
Figura 56 – a) Característica “Uso em modelo Oxford” no tipo de parâmetro; b) Atribuição de valores de característica a valores do tipo de parâmetro

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
93
A característica tem como descrição “Uso em modelo Oxford” e pode assumir o valor de “SIM” se o material for
admitido para produção do sapato e “NÃO” para quando o material não é valido para a referência respetiva ao
sapato. Com a característica criada no tipo de parâmetro, a alteração que se propõe é no parâmetro “Tamanho”
(parâmetro da referência que se pretende condicionar) com a atribuição de um filtro de atualização, Figura 57.
Figura 57 – Processo de aplicação de filtros em um parâmetro da referência
Quando disponibilizada a janela de introdução de informação é possível ver uma opção que se designa por “Filtrar
Valores a Atualizar”. Esta opção apenas fica disponível para parâmetros que possuam, no seu tipo de parâmetro
de origem, características que permitam a distinção, como acontece para o parâmetro “Material” alterado. Para
parametrização da situação descrita é selecionada como “Característica para filtrar” a característica criada (“Uso
em modelo Oxford”) e escolhido o valor da característica equivalente a “SIM”.
Para validação do funcionamento da restrição imposta pelo filtro de valores a atualizar, ao domínio do tipo de
parâmetro são adicionados dois novos materiais, “Fibras Elásticas” e “Napa”, onde o primeiro corresponde a um
material válido para escolha e o segundo não (Figura 58).
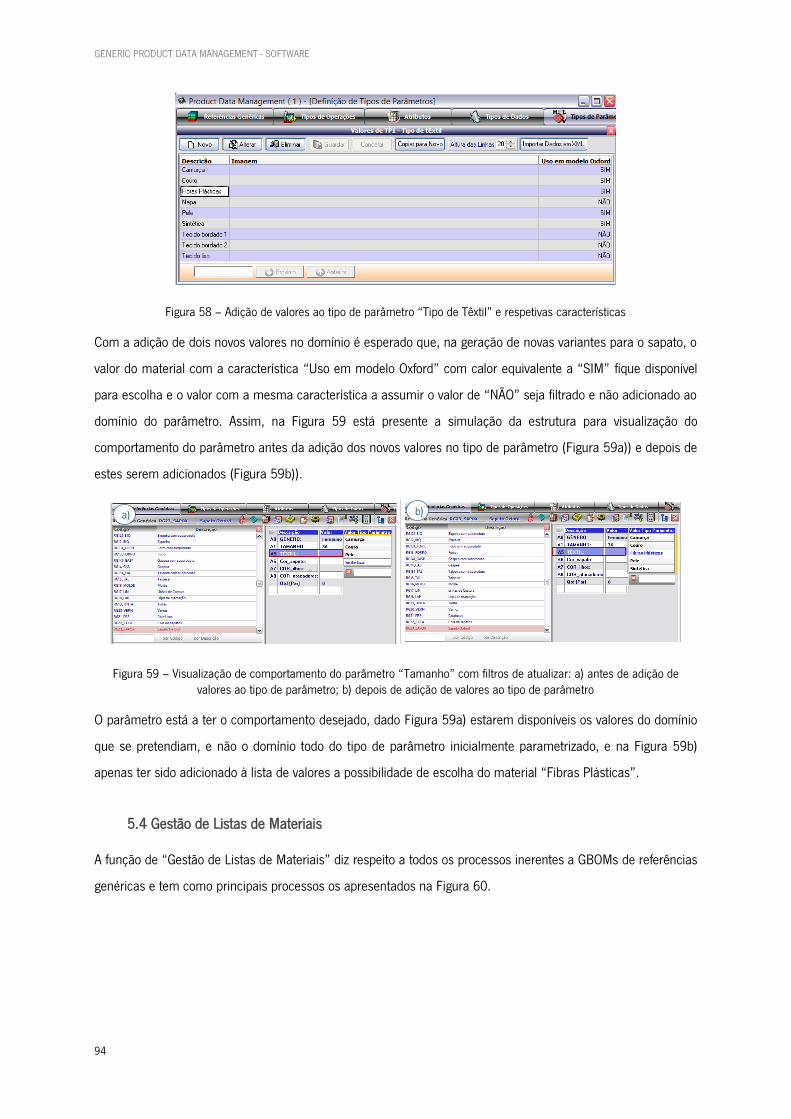
GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
94
Figura 58 – Adição de valores ao tipo de parâmetro “Tipo de Têxtil” e respetivas características
Com a adição de dois novos valores no domínio é esperado que, na geração de novas variantes para o sapato, o
valor do material com a característica “Uso em modelo Oxford” com calor equivalente a “SIM” fique disponível
para escolha e o valor com a mesma característica a assumir o valor de “NÃO” seja filtrado e não adicionado ao
domínio do parâmetro. Assim, na Figura 59 está presente a simulação da estrutura para visualização do
comportamento do parâmetro antes da adição dos novos valores no tipo de parâmetro (Figura 59a)) e depois de
estes serem adicionados (Figura 59b)).
Figura 59 – Visualização de comportamento do parâmetro “Tamanho” com filtros de atualizar: a) antes de adição de valores ao tipo de parâmetro; b) depois de adição de valores ao tipo de parâmetro
O parâmetro está a ter o comportamento desejado, dado Figura 59a) estarem disponíveis os valores do domínio
que se pretendiam, e não o domínio todo do tipo de parâmetro inicialmente parametrizado, e na Figura 59b)
apenas ter sido adicionado à lista de valores a possibilidade de escolha do material “Fibras Plásticas”.
5.4 Gestão de Listas de Materiais
A função de “Gestão de Listas de Materiais” diz respeito a todos os processos inerentes a GBOMs de referências
genéricas e tem como principais processos os apresentados na Figura 60.
b) a)
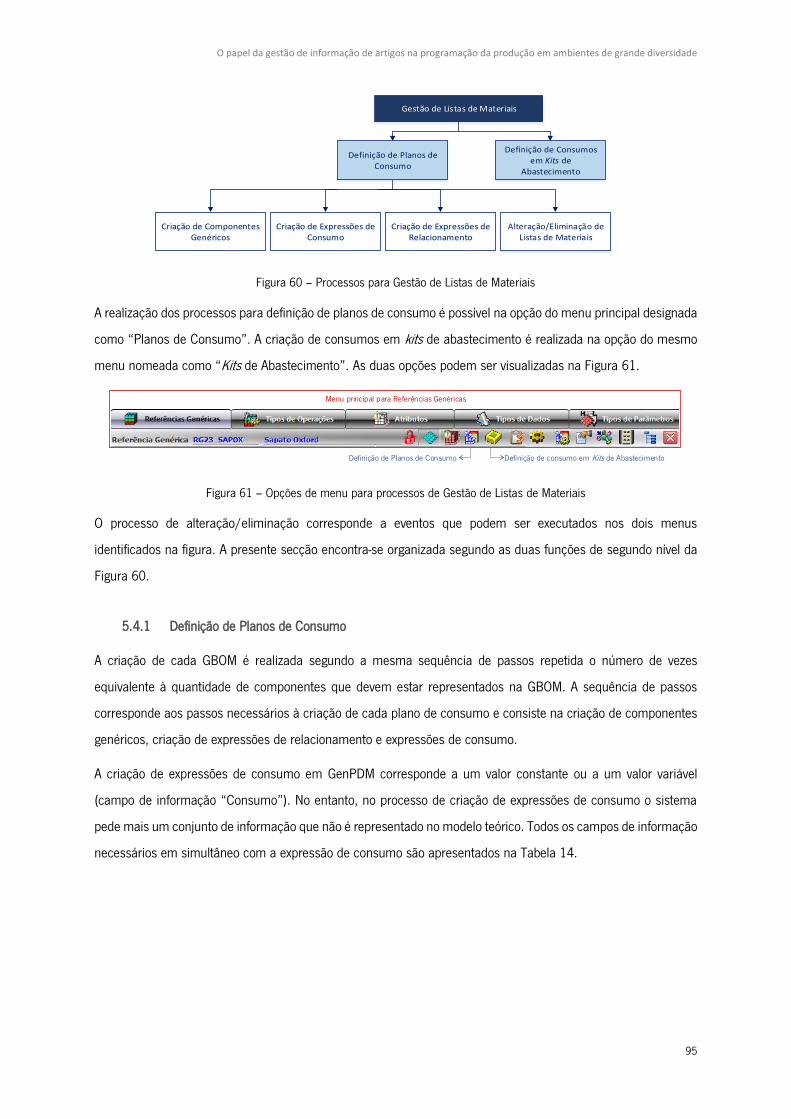
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
95
Gestão de Listas de Materiais
Criação de Componentes Genéricos
Criação de Expressões de Consumo
Criação de Expressões de Relacionamento
Definição de Consumos em Kits de
Abastecimento
Definição de Planos de Consumo
Alteração/Eliminação de Listas de Materiais
Figura 60 – Processos para Gestão de Listas de Materiais
A realização dos processos para definição de planos de consumo é possível na opção do menu principal designada
como “Planos de Consumo”. A criação de consumos em kits de abastecimento é realizada na opção do mesmo
menu nomeada como “Kits de Abastecimento”. As duas opções podem ser visualizadas na Figura 61.
Definição de consumo em Kits de Abastecimento
Menu principal para Referências Genéricas
Definição de Planos de Consumo
Figura 61 – Opções de menu para processos de Gestão de Listas de Materiais
O processo de alteração/eliminação corresponde a eventos que podem ser executados nos dois menus
identificados na figura. A presente secção encontra-se organizada segundo as duas funções de segundo nível da
Figura 60.
5.4.1 Definição de Planos de Consumo
A criação de cada GBOM é realizada segundo a mesma sequência de passos repetida o número de vezes
equivalente à quantidade de componentes que devem estar representados na GBOM. A sequência de passos
corresponde aos passos necessários à criação de cada plano de consumo e consiste na criação de componentes
genéricos, criação de expressões de relacionamento e expressões de consumo.
A criação de expressões de consumo em GenPDM corresponde a um valor constante ou a um valor variável
(campo de informação “Consumo”). No entanto, no processo de criação de expressões de consumo o sistema
pede mais um conjunto de informação que não é representado no modelo teórico. Todos os campos de informação
necessários em simultâneo com a expressão de consumo são apresentados na Tabela 14.

GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
96
Tabela 14 – Informação na criação de planos de consumos da GBOM
Informação Processo Definição e objetivo
Turnaround Time Criação Campo de preenchimento numérico para definição do tempo
“disponível” até o artigo ser necessário no processo seguinte
Consumo Criação
Campo de preenchimento com valor numérico representativo da
quantidade gasta de componente na produção de uma unidade
de artigo pai
Tipo de Consumo Criação Campo de seleção obrigatória que permite definir se o tipo de
consumo é “Proporcional”, “Fixo” ou por “Lote”
Movido pela
programação Criação
Campo de seleção que define se a geração de um kanban de
movimentação é realizada de forma “automática” quando
necessário
Devolução Criação Campo de seleção que permite a definição de necessidade de
devolução ao armazém
Fictício Criação Campo de seleção que permite identificar componentes fictícios
Na Figura 62 está presente a transformação da GBOM do artigo final que foi modelada em Modelo Generic Product
Data Management - Listas de Materiais Genéricas. A mesma GBOM é replicada na figura por forma a se comparar
a representação teórica com a representação fornecida por GenPDM dos planos de consumo.
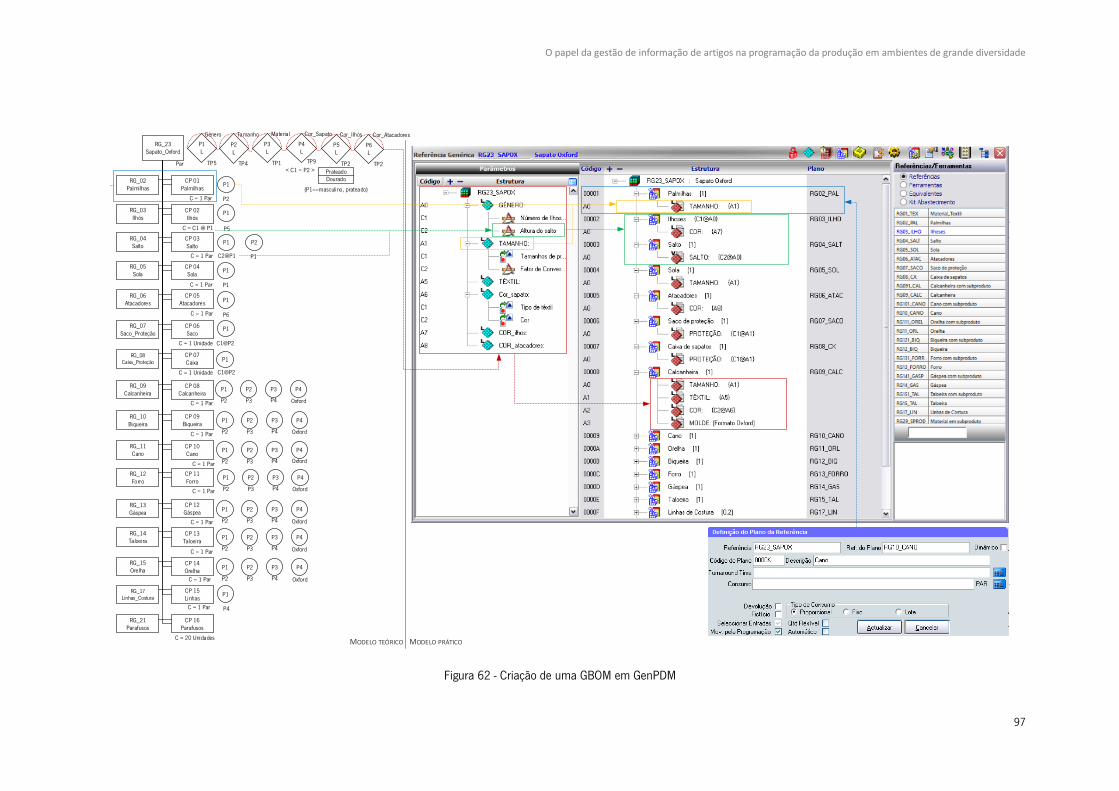
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
97
P1
C = 1 Par P4
CP 15Linhas
RG_17Linhas_Costura
C = 20 Unidades
CP 16Parafusos
RG_21Parafusos
RG_23Sapato_Oxford
TP9
P1CP 01
PalmilhasRG_02
Palmilhas
C = 1 Par
P1CP 05
AtacadoresRG_06
Atacadores
C = 1 Par
P1L
TP5
Género
P2L
TP4
Tamanho
P3L
TP1
Material
P4L
Cor_Sapato
< C1 = P2 >
P1CP 02Ilhós
RG_03Ilhós
C = C1 @ P1
TP2
P5L
Cor_Ilhós
(P1==masculino, prateado)
P6L
TP2
Cor_Atacadores
C2@P1
P2P1CP 03Salto
RG_04Salto
C = 1 Par P1
P1CP 04Sola
RG_05Sola
C = 1 Par P1
P1
C1@P2
P1RG_08
Caixa_Proteção
C1@P2C = 1 Unidade
CP 07Caixa
P1
P2
P2 P3 P4
P3 P4C = 1 Par
CP 08Calcanheira
RG_09Calcanheira
C = 1 Par
P1
P2
P2 P3 P4
P3 P4
CP 09Biqueira
RG_10Biqueira
CP 11Forro
C = 1 Par
P1
P2
P2 P3 P4
P3 P4
RG_12Forro
RG_11Cano
P1
P2
P2 P3 P4
P3 P4
CP 10Cano
C = 1 Par
CP 12Gáspea
C = 1 Par
P1
P2
P2 P3 P4
P3 P4
RG_13Gáspea
CP 14Orelha
C = 1 Par
P1
P2
P2 P3 P4
P3 P4
RG_15Orelha
C = 1 Par
P1
P2
P2 P3 P4
P3 P4
RG_14Taloeira
P2
P5
P6
Oxford
Oxford
Oxford
Oxford
Oxford
Oxford
Oxford
DouradoPrateado
Par
CP 13Taloeira
CP 06Saco
RG_07Saco_Proteção
C = 1 Unidade
MODELO TEÓRICO MODELO PRÁTICO
Figura 62 - Criação de uma GBOM em GenPDM

GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
98
A sequência de passos necessários à criação de cada plano de consumo (fluxo azul na figura) consiste nos
seguintes passos:
Passo 1: Identificação da referência genérica de origem (coluna da direita)
Passo 2: Criação do componente genérico e de expressões de consumo
A criação de um componente genérico consiste em arrastar a referência genérica de origem identificada para a
área central do interface. Quando esta atividade é realizada, o interface disponibiliza uma janela responsável pela
atribuição de informação sobre o plano de consumo. Os primeiros campos dizem respeito ao identificador e
descrição do componente genérico, seguidas do campo para expressão de consumo e de todos os restantes
campos já identificados. Após todos os campos de informação estarem preenchidos devidamente, selecionar a
opção “Atualizar” e o componente genérico bem como a expressão de consumo estão criados.
No campo informativo acerca da unidade de quantidade no plano de consumo, esta unidade pode tomar um valor
discreto introduzido pelo utilizador ou pode ser associado a um parâmetro ou uma característica da referência pai.
O segundo caso é representado no fluxo a verde da figura, onde é mencionado ilustrativamente o consumo de
ilhós segundo a característica “Número de Ilhós” do parâmetro “Género” da referência pai.
Passo 3: Criação de expressões de relacionamento
A associação de relações para atribuição de valores de parâmetros dos componentes genéricos quando forem
geradas BOMs específicas é realizado no mesmo interface aberto. As expressões podem ser:
Valor constante
Quando a expressão permite que o parâmetro componente genérico não varie, consoante os valores atribuídos
aos parâmetros da referência pai, é necessário selecionar o parâmetro e atribuir-lhe um valor do domínio do
parâmetro da referência genérica de origem. Exemplo: a expressão de relacionamento criada para o parâmetro
“formato” do componente genérico “calcanheira” é equivalente ao valor “Oxford” (assinalado a vermelho).
Relacionamento direto com parâmetros da referência pai
Todos os parâmetros da referência pai aparecem disponíveis no modelo teórico aparece horizontalmente,
enquanto no modelo prático é disposto na coluna mais à esquerda em forma de lista. Os parâmetros dos
componentes genéricos herdam valores que o utilizador escolher para os parâmetros da referência pai, em
GenPDM, quando o parâmetro da referência pai é arrastado para cima do parâmetro do componente genérico.
Exemplo: parâmetro “tamanho” do componente genérico “palmilha” herda o valor do parâmetro “Tamanho” do
sapato (referências genérica).
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
99
Relacionamento com características de parâmetros da referência pai
A criação de expressões de relacionamento que permitam o valor do parâmetro do componente genérico herdar
valores de características de parâmetros da referência pai consiste em arrastar a característica pretendida (coluna
esquerda) para o parâmetro do componente na área central. Exemplo: parâmetro do tipo de salto na referência
“Salto” herdar o valor da caraterística “Altura do Salto” presente no parâmetro “Género” da referência pai –
referenciado a verde na figura.
5.4.2 Definição de consumos em Kits de Abastecimento
Em muitas organizações, o abastecimento de materiais nas operações é feito através da utilização de kits de
abastecimento. Em GenPDM, na prática, um kit de abastecimento é uma referência genérica, com parâmetros de
referência e com GBOM. A GBOM de uma referência de kit de abastecimento é o conjunto de componentes que
podem estar dentro do kit quando este for necessário na produção. De modo prático, é neste processo que se
define quais os componentes que fazem parte do kit de abastecimento e respetivas quantidades. A título de
exemplo, no cenário modelado, existe kits de abastecimento com atacadores, saco e caixa de embalagem, que
são dispostos no posto de montagem final do sapato Oxford. Para a modelação seria necessário criar uma
referência genérica “kit de abastecimento montagem final”, associar os parâmetros necessários, e seriam
associados à sua BOM os atacadores, os sacos de embalagem e as caixas desmontadas.
À GBOM de uma referência é possível associar um plano de consumo com origem numa referência de kit. Assim,
à GBOM da referência genérica do produto final são associados planos de consumo com origem na referência de
atacadores, do saco, da caixa e do próprio kit. A associação a GBOM de planos de consumo com origem em kits
não invalida a necessidade de associação dos planos de consumo para componentes que possam fazer parte do
kit. Esta situação deve-se quer à possibilidade de decisão, por parte do utilizador, de determinados componentes
fazerem parte do kit de abastecimento e não serem consumidos através deste. Por esta razão, é necessário fazer
a associação dos planos de consumo de estarão a ser abastecidos por kits.
O interface que permite a associação de componentes da GBOM de uma referência a kits da mesma GBOM é
apresentado na Figura 63 (a grelha do lado direito representa a lista de componentes associados à referência e a
área central a informação relativa aos kits utilizados na referência genérica selecionada).

GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
100
Figura 63 – Planos de consumos de kits de abastecimento
Ao analisar a figura é possível ver que todos os componentes da GBOM do produto final aparecem disponíveis na
coluna da direita, identificado a amarelo. No entanto, apenas devem ser adicionados ao kit os componentes que
fazem parte da GBOM deste. Na mesma figura é possível verificar o único kit de abastecimento da referência do
produto final, sendo que na existência de mais kits apareciam disponíveis, em lista vertical. A associação de
componentes é possível através da seleção do componente genérico na coluna da direita e a colocação deste em
cima do kit pretendido na área central do interface, como demonstrado na figura a verde.
Alteração e eliminação em listas de materiais genéricas
O processo de alteração de uma lista de materiais pode ser feito através dos vários eventos. Em qualquer dos
eventos apresentado nos seguintes parágrafos é necessário garantir que os planos de consumo acrescentados
estão atualizados nos planos de processos das operações (Definição de Planos de Consumo de Operações).
a) Adição/Remoção de planos de consumo
A qualquer instante, a GBOM de um artigo pode ser atualizada através da adição ou remoção de um plano de
consumo. Assim, um plano de consumo pode ser adicionado à GBOM através das atividades descritas de acordo
com o que a adição de um plano de consumo à GBOM exige. A remoção, por sua vez, passa por anulação do
plano do consumo na GBOM. No entanto, note-se que após a remoção de um plano de consumo na GBOM, o
processo não é imediatamente reversível. Em casos onde, temporariamente, um componente não fará parte da
BOM, por questões técnicas da organização, compensará apenas a alteração do consumo do componente para o
valor de zero.
Em algumas situações pontuais, existem alterações de engenharia no produto que exigem alterações nos
componentes genéricos da GBOM de uma referência, i.e., alterações de engenharia de mudança que não implicam
a alteração da estrutura da GBOM, mas alterações nas propriedades (parâmetros e atributos) dos componentes.

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
101
b) Adição/Remoção de planos de consumo utilizados em kits de abastecimento
Os eventos propostos para este processo são similares aos descritos na alínea anterior acrescidos de uma tarefa
extra. A adição de um plano de consumo à GBOM, que seja relativo a um componente genérico abastecido através
de um kit utilizado na referência, é necessária a criação da informação de que o novo componente genérico é
abastecido às operações através da sua alocação no kit de abastecimento respetivo. No que concerne à remoção
de um plano de consumo da GBOM de uma referência, é suficiente eliminar esse componente da GBOM da
referência para que seja eliminado do respetivo kit utilizado na referência.
c) Alteração de um kit de abastecimento da GBOM
O processo reportado nesta alínea pode ser originado por vários eventos, sendo que cada um exige
comportamentos distintos por parte do utilizador que está a modelar a informação dos artigos.
O primeiro evento é a troca do kit de abastecimento a ser utilizado na produção da referência genérica. Quando
surge a necessidade de troca do kit de abastecimento na GBOM da referência genérica, é necessário, numa
primeira instância, anular o plano de consumo que representa o kit que existente e executar o processo de adição
de um novo plano de consumo para o kit de abastecimento que se pretende. Após estes processos, o utilizador
precisa de se certificar que os planos de consumo a serem abastecidos através do novo kit de abastecimento
estão já associados, para que o novo kit esteja totalmente configurado para o comportamento esperado.
O segundo evento de alteração de um kit de abastecimento da GBOM é a sua eliminação por completo, i.e., que
o kit de abastecimento seja removido da GBOM e não seja substituído por outro. Neste caso, os componentes
genéricos que até então estariam a ser abastecidos através de um kit passam a ser abastecidos diretamente aos
postos que deles necessitam.
Um outro evento são alterações que se possam fazer nas GBOM dos próprios kits de abastecimento que poderão
comprometer o correto abastecimento dos componentes necessários à referência que se pretende produzir. Isto
significa que o utilizador tem de verificar que as alterações que efetuadas na GBOM do kit de abastecimento não
afetam o abastecimento dos planos de consumo da referência.
d) Eliminação de toda a GBOM
Este evento passa pela eliminação de todos os planos de consumo de uma referência. Normalmente este evento
é realizado em referências que a organização produz ou subcontrata a produção, e passa simplesmente a comprá-
las.
5.5 Gestão de Gamas Operatórias
A função “Gestão de Gamas Operatórias” pode ser decomposta em três funções de segundo nível: definição de
planos de operações, definição de planos de consumo das operações e definição de precedências. As três funções

GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
102
identificadas permitem gerar a informação necessária sobre gamas operatórias. Apesar de se encontrarem em
opções diferentes de menu, todas têm os seus processos inseridos no módulo GenPDM, no separador
“Referências Genéricas” e disponíveis no menu de cada uma das referências criadas (Figura 58).
Menu principal para Referências Genéricas
Definição de Planos de Operações
Definição de Planos de Consumos de Operações
Definição de Precedências
Figura 64 – Opções de menu para processos de Gestão de Gamas Operatórias
O capítulo encontra-se organizado segundo as três funções de segundo nível, correspondendo a secção 5.5.1 a
“Definição de Planos de Operações”, a 5.5.2 a “Definição de Planos de Consumo de Operações” e a 5.5.3 a
“Definição de Precedências”.
5.5.1 Definição de Planos de Operações
A função de definição de planos de operações tem como processos a “criação do plano de operação”, a “criação
da composição de operações célula” e a “alteração/eliminação de planos de operações”. A decomposição da
função em processos está representada na Figura 65.
Definição de Planos de Operações
Criação de Operações Genéricas
Criação de Expressões de Consumo
Criação de Expressões de Relacionamento
Criação de Composição de Operações Célula
Criação de Planos de Operação
Alteração/Eliminação de Planos de Operações
Figura 65 – Processos para Definição de um Plano de Operações
Criação de Planos de Operação
A informação que permite a parametrização do plano de operações, quando adicionado à GBOO de uma
referência, encontra-se na Tabela 15. A informação é exigida pelo sistema quando no mesmo momento é
necessária a introdução da expressão de consumo da operação genérica. No entanto, este conjunto de informação
é mais complexo do que aquele exigido na modelação teórica.

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
103
Tabela 15 – Informação na criação de Planos de Operações
Informação Processo Definição e objetivo
Consumo Criação
Valor numérico representativo da quantidade gasta, normalmente de tempo, na execução da operação de transformação em uma unidade de quantidade de artigo pai.
O consumo de uma operação pode ser variável ou constante.
Tipo de Consumo Criação
Proporcional – quanto maior o número de artigos pai maior e proporcionalmente direto será o consumo da operação;
Fixo – invariabilidade do consumo independentemente da quantidade de artigo pai;
Lote – consumo da operação tendo em consideração a quantidade temporal necessária para execução de um lote do artigo pai.
A sequência de passos para criação de planos de operações é repetida o número de vezes equivalente à
quantidade de operações que devem estar representados na GBOO e corresponde aos seguintes passos:
Passo 1: Identificação do tipo de operação de origem (coluna da direita)
Passo 2: Criação da operação genérica e de expressões de consumo
A criação de uma operação genérica consiste em arrastar o tipo de operação de origem para a área central do
interface. Sempre que um tipo de operação é arrastado para associação de um plano de operação à GBOO, é
necessária a introdução de informação sobre o seu plano na janela disponibilizada pelo sistema GenPDM. Após
os campos de informação estarem preenchidos devidamente, selecionar a opção “Atualizar”.
No campo da unidade de quantidade no plano de consumo, esta unidade pode tomar um valor discreto introduzido
pelo utilizador ou pode ser associado a um parâmetro ou uma característica da referência pai. O segundo caso é
representado no consumo da operação “Pré-montagem” do tempo de colocação de um ilhós multiplicado pela
característica “Número de Ilhós” do parâmetro “Género” da referência pai (Figura 66 a vermelho).
Passo 3: Criação de expressões de relacionamento
A associação de relações para atribuição de valores de parâmetros das operações genéricos para quando forem
geradas BOOs específicas pode ser realizada segundo:
Um valor constante – correspondendo ao mesmo modo de execução na definição de expressões de
relacionamento para componentes genéricos através da atribuição de um valor do domínio do parâmetro do tipo
de operação de origem. Exemplo: a expressão de relacionamento criada para o parâmetro “tipo de pré-costura”
nas diferentes operações de pré-costura, com associação do valor discreto correspondente.
Um relacionamento direto com parâmetros da referência pai ou com características de parâmetros da
referência pai – com o mesmo modo de realização descrito para expressões de relacionamento para componentes
genéricos.

GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
104
RG_23Sapato_Oxford
TP9
P1L
TP5
Género
P2L
TP4
Tamanho
P3L
TP1
Material
P4L
Cor_Sapato
< C1 = P2 >
TP2
P5L
Cor_Ilhós
(P1==masculino, prateado)
P6L
TP2
Cor_Atacadores
P1OP 01Facear
OT 02Pré-costura
C= 250 seg. Facear
P1OP 02
EspessurarOT 02
Pré-costura
C= 660 seg. Espessurar
P1OP 03Furar
OT 02Pré-costura
C= 420 seg. Furar
P1OP 04Marcar
OT 02Pré-costura
C= 120 seg. Marcação_Costura
OP 05Costurar
OT 03Costura
C= 680 seg.
OP 06Colocar Ilhós
OT 04Pré-montagem
C= C1@P1 X 120 seg.
OP 07Montar
OT 05Montagem
C= 240 seg.
OP 08Embalar
OT 06Embalamento
C= 120 seg.
DouradoPrateado
Par
MODELO TEÓRICO MODELO PRÁTICO
\
Figura 66 – Interface para atribuição de operações a uma referência genérica
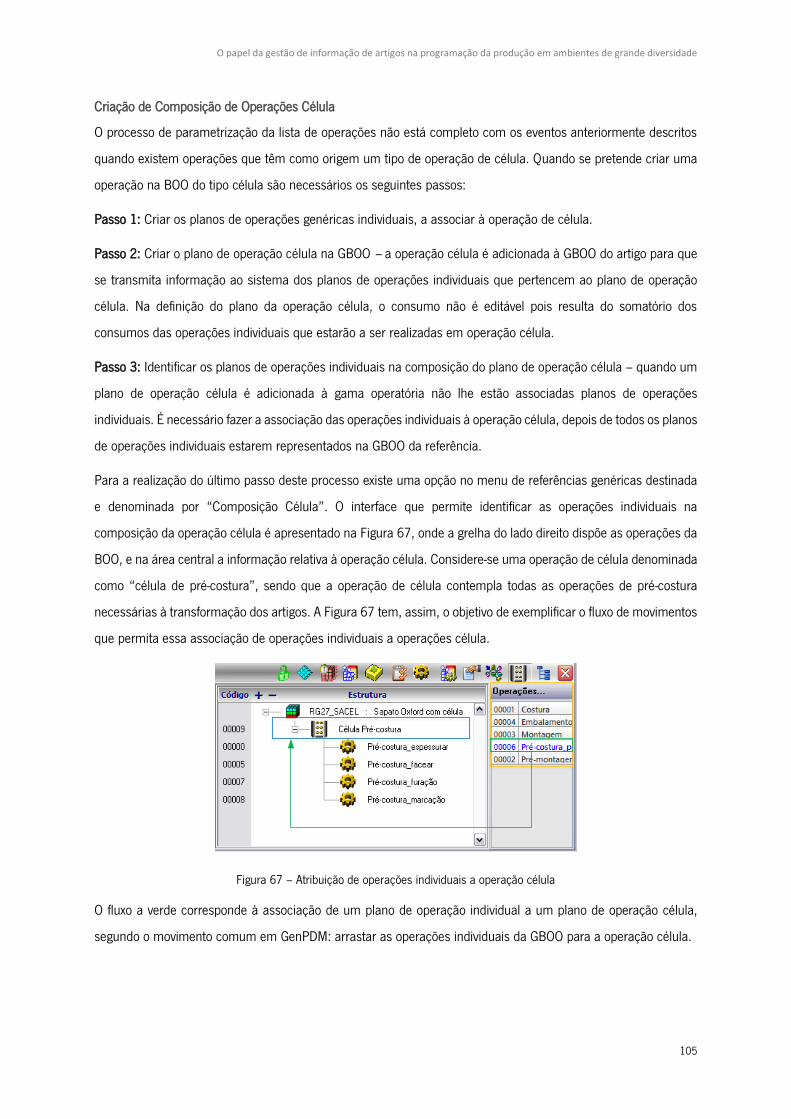
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
105
Criação de Composição de Operações Célula
O processo de parametrização da lista de operações não está completo com os eventos anteriormente descritos
quando existem operações que têm como origem um tipo de operação de célula. Quando se pretende criar uma
operação na BOO do tipo célula são necessários os seguintes passos:
Passo 1: Criar os planos de operações genéricas individuais, a associar à operação de célula.
Passo 2: Criar o plano de operação célula na GBOO – a operação célula é adicionada à GBOO do artigo para que
se transmita informação ao sistema dos planos de operações individuais que pertencem ao plano de operação
célula. Na definição do plano da operação célula, o consumo não é editável pois resulta do somatório dos
consumos das operações individuais que estarão a ser realizadas em operação célula.
Passo 3: Identificar os planos de operações individuais na composição do plano de operação célula – quando um
plano de operação célula é adicionada à gama operatória não lhe estão associadas planos de operações
individuais. É necessário fazer a associação das operações individuais à operação célula, depois de todos os planos
de operações individuais estarem representados na GBOO da referência.
Para a realização do último passo deste processo existe uma opção no menu de referências genéricas destinada
e denominada por “Composição Célula”. O interface que permite identificar as operações individuais na
composição da operação célula é apresentado na Figura 67, onde a grelha do lado direito dispõe as operações da
BOO, e na área central a informação relativa à operação célula. Considere-se uma operação de célula denominada
como “célula de pré-costura”, sendo que a operação de célula contempla todas as operações de pré-costura
necessárias à transformação dos artigos. A Figura 67 tem, assim, o objetivo de exemplificar o fluxo de movimentos
que permita essa associação de operações individuais a operações célula.
Figura 67 – Atribuição de operações individuais a operação célula
O fluxo a verde corresponde à associação de um plano de operação individual a um plano de operação célula,
segundo o movimento comum em GenPDM: arrastar as operações individuais da GBOO para a operação célula.

GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
106
Alteração e Eliminação da Lista de Operações
Os eventos processuais de alterações na GBOO podem ser:
a) Adição/Remoção de planos de operações
A GBOO de um artigo pode ser atualizada através da adição ou remoção de um plano de operação. A remoção diz
respeito à eliminação de um plano de operação na GBOO e é um processo que não permite retroceder. Em casos
particulares em que, temporariamente, uma operação genérica não fará parte da GBOO, por questões técnicas
da organização, compensará apenas a alteração da sua expressão de consumo para o valor de zero. A adição, por
outro lado, corresponde à realização do processo de criação de um plano de operação novo.
b) Adição/Remoção de algum plano de operação célula da GBOO
O primeiro evento identificado é a troca de uma operação célula por outra na GBOO. A execução deste evento
consiste na eliminação da operação de célula e na adição de uma nova operação.
O segundo evento num plano de operação célula da GBOO de uma referência é a sua eliminação por completo.
Neste caso, as operações individuais que até então associadas à operação célula passam a estar representadas
individualmente, necessitando de postos de trabalho com as habilidades para as executar.
c) Alteração de um plano de operação genérica individual
Em algumas situações pontuais, existem alterações nas operações genéricas da GBOO, não tendo impacto na
estrutura da BOO mas alterações nas expressões de consumo ou de relacionamento das operações.
De salientar que em qualquer um dos eventos é necessário garantir que não ficará nenhuma operação da BOO
por atribuir planos de consumo das operações nem precedências por definir.
5.5.2 Definição de Planos de Consumo de Operações
A definição de planos de consumos das operações é realizada no menu identificado na Figura 64 e tem os
seguintes passos:
Passo 1: Selecionar o plano de consumo da GBOM que se pretende associar a um plano de operação da GBOO.
Passo 2: Arrastar o plano de consumo para o plano de operação que consume o componente genérico na execução
dos processos de transformação dos artigos, assim como ilustrado a vermelho o exemplo de atribuição do
componente “Biqueira” à operação “Pré-costura_facear” na Figura 68.
A Figura 68 permite ainda visualizar o interface apresentado quando selecionada a opção “Planos de consumo
das operações”, onde a lista de operações se encontra à esquerda e a lista de materiais à direita. A janela para
introdução da informação nos campos respetivos é adicionada à figura.
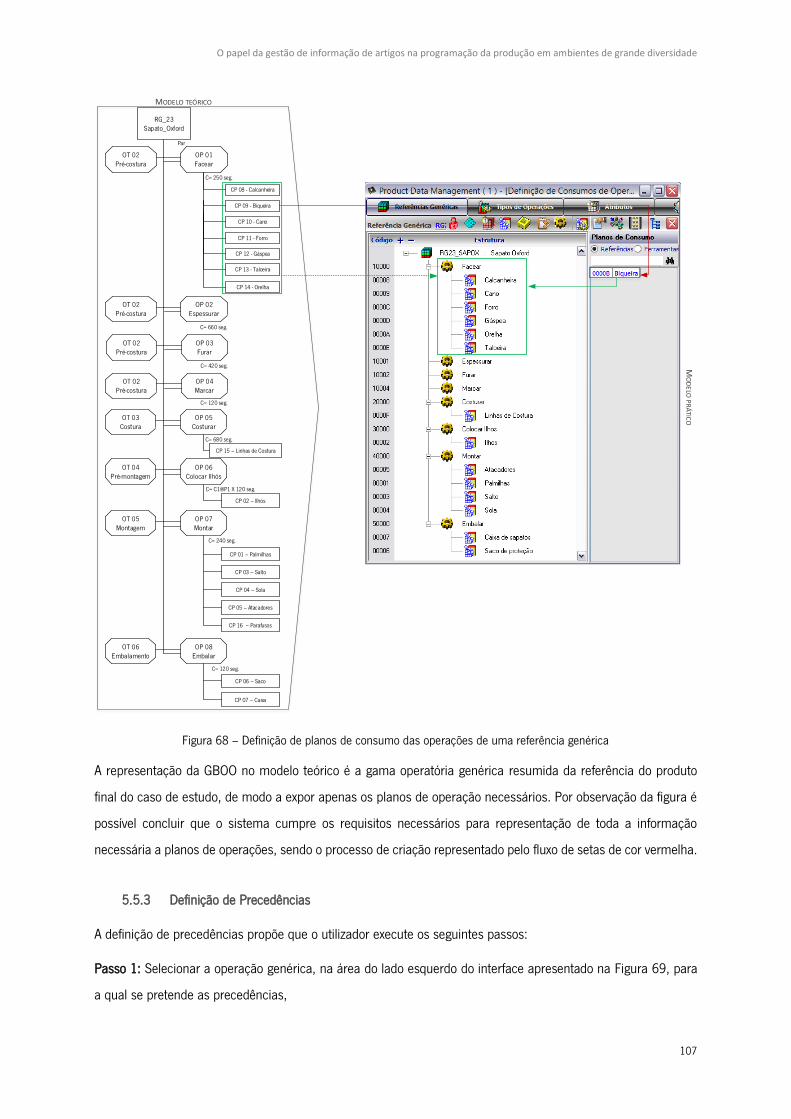
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
107
RG_23Sapato_Oxford
OP 01Facear
OT 02Pré-costura
C= 250 seg.
CP 08 - Calcanheira
CP 09 - Biqueira
CP 10 - Cano
CP 11 - Forro
CP 12 - Gáspea
CP 13 - Taloeira
CP 14 - Orelha
OP 02Espessurar
OT 02Pré-costura
C= 660 seg.
OP 03Furar
OT 02Pré-costura
C= 420 seg.
OP 04Marcar
OT 02Pré-costura
C= 120 seg.
OP 05Costurar
OT 03Costura
C= 680 seg.
CP 15 – Linhas de Costura
OP 06Colocar Ilhós
OT 04Pré-montagem
C= C1@P1 X 120 seg.
CP 02 – Ilhós
OP 07Montar
OT 05Montagem
C= 240 seg.
CP 01 – Palmilhas
CP 04 – Sola
CP 03 – Salto
CP 05 – Atacadores
CP 16 – Parafusos
OP 08Embalar
OT 06Embalamento
C= 120 seg.
CP 06 – Saco
CP 07 – Caixa
Par
MODELO TEÓRICOM
OD
ELO
PR
ÁTIC
O
Figura 68 – Definição de planos de consumo das operações de uma referência genérica
A representação da GBOO no modelo teórico é a gama operatória genérica resumida da referência do produto
final do caso de estudo, de modo a expor apenas os planos de operação necessários. Por observação da figura é
possível concluir que o sistema cumpre os requisitos necessários para representação de toda a informação
necessária a planos de operações, sendo o processo de criação representado pelo fluxo de setas de cor vermelha.
5.5.3 Definição de Precedências
A definição de precedências propõe que o utilizador execute os seguintes passos:
Passo 1: Selecionar a operação genérica, na área do lado esquerdo do interface apresentado na Figura 69, para
a qual se pretende as precedências,

GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
108
Passo 2: Identificar na grelha do lado direito do mesmo interface as operações genéricas (ou a operação no caso
de ter apenas uma precedente) que são imediatamente precedentes, no processo produtivo, à operação
selecionada,
Passo 3: Arrastar as operações precedentes identificadas no ponto anterior para cima da operação selecionada –
fluxo de setas a cor vermelha na figura.
RG_23Sapato_Oxford
OP 01Facear
OT 02Pré-costura
C= 250 seg.
OP 02Espessurar
OT 02Pré-costura
C= 660 seg. OP 01Facear
OP 03Furar
OT 02Pré-costura
C= 420 seg. OP 02Espessurar
OP 04Marcar
OT 02Pré-costura
C= 120 seg. OP 03Furar
OP 05Costurar
OT 03Costura
C= 680 seg.OP 04Marcar
OP 06Colocar Ilhós
OT 04Pré-montagem
C= C1@P1 X 120 seg.
OP 05Costurar
OP 07Montar
OT 05Montagem
C= 240 seg. OP 06Colocar Ilhós
OP 08Embalar
OT 06Embalamento
C= 120 seg.OP 07Montar
Par
MODELO TEÓRICO
MODELO PRÁTICO
Figura 69 – Atribuição de precedências às operações
5.6 Validação de Estruturas de Variantes
Um processo que permite apoiar o utilizador a validar os processos relacionados com a caracterização de artigos,
a gestão de listas de materiais e de gestão de gamas operatórias é denominado por “Simulação de Estruturas”. A
este processo está associada a capacidade de simular a lista de materiais e gama operatória de qualquer variante
de uma referência genérica, de forma a validar a definição de planos de consumo e de operações, respetivas
expressões de consumo e de relacionamento entre parâmetros dos planos com os parâmetros da referência pai.
Em GenPDM, no separador “Referências Genéricas”, existe no menu de cada referência a opção “Estrutura”,
identificada na Figura 70.

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
109
Figura 70 – Campos de escolha de valores para geração da variante a simular
A estrutura que se pretende simular, a título de exemplo, diz respeito à estrutura do produto final do caso de
estudo, o sapato Oxford. Assim, na figura é possível ver a escolha de valores para os parâmetros da referência
que irão gerar a variante da referência para simulação, sendo que a quantidade simulada é equivalente a um par.
Após selecionado o valor para todos os parâmetros, a estrutura é simulada e apresentada por GenPDM como na
Figura 71.
Figura 71 – Simulação da estrutura do sapato Oxford
A estrutura do artigo é apresentada de acordo com a seguinte organização: parâmetros da referência pai, planos
de consumos de operações, planos de consumo de materiais, e pode ser expandida em árvore.
A visualização da estrutura pode ser mais ou menos detalhada conforme a seleções das seguintes opções:
Parâmetros da referência – quando selecionada esta opção, a primeira informação a ser disponibilizada
em árvore é a informação sobre os parâmetros existentes na referência e respetivos valores selecionados.

GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
110
Parâmetros dos planos – a seleção desta opção permite visualizar os parâmetros e respetivos valores
associados aos planos de consumo de operações e de materiais.
Características – esta opção permite visualizar todas as características associadas a parâmetros da
referência pai e a parâmetros dos planos de consumo de materiais e de operações.
Planos – opção que controla a visualização dos planos de consumos dos materiais da BOM na estrutura
simulada.
Operações – opção que controla a visualização das operações da BOO na estrutura simulada.
Consumo de operações – quando selecionada esta opção é possível controlar que componentes foram
transformados/consumidos em cada operação da BOO.
Precedências – opção que permite mostrar as precedências associadas a cada operação.
Planos de materiais e operações com consumo zero – permite a visualização de planos de consumo de
materiais e de operações associados à BOM e BOO da referência, em que o consumo na variante
selecionada é igual a zero.
A funcionalidade descrita nesta secção é útil na validação das estruturas de referências genéricas, correspondendo
a listas de materiais e gamas operatórias de variantes, de acordo com as expressões de consumo e de
relacionamento entre parâmetros, definidas nos planos de consumos de materiais e de operações. Depois de
validadas as estruturas de informação, esta funcionalidade também permite a geração da variante da referência
pai bem como da sua lista de materiais e gama operatória, para utilização nos diferentes processos de PCP.
5.7 Resumo das relações de dependência de funções na gestão de informação de artigos
A gestão da informação de artigos é criteriosa ao ponto das suas funções se influenciarem umas às outras, e os
processos de cada função estarem relacionados. Nesta secção pretende-se resumir as relações de dependência
da informação necessária à realização dos processos de cada função – informação criada no contexto de outras
funções – e qual a informação que é gerada pela realização desses processos. O resumo realizado é, na realidade,
uma análise às tabelas elaboradas ao longo do capítulo com a identificação dos campos de informação de cada
processo e com o modo de obtenção da informação para os mesmos campos (criação ou utilização).
A análise é realizada, portanto, com o objetivo de perceber qual a importância de cada informação na função que
tem os processos responsáveis pela sua criação e nas funções que a usam, bem como de identificar quais as
ligações entre as diferentes funcionalidades numa perspetiva de troca de informação.
Para realização da análise foram construídas duas matrizes de relacionamento, sendo apresentadas na Tabela 16
e na Tabela 17.

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
111
Tabela 16 – Matriz de relacionamento entre informação de funções
Informação
Cód
igo
do T
ipo
de d
ados
Valo
res
do T
ipo
de d
ados
Cód
igo
do T
ipo
de P
arâm
etro
Util
izaç
ão d
o pa
râm
etro
Valo
res
do d
omín
io
Car
acte
ríst
icas
Valo
res
de c
arac
terís
ticas
Cód
igo
e de
scriç
ão d
e at
ribut
o
Orig
em d
o at
ribut
o
Cód
igo
e de
scriç
ão d
o tip
o ba
se
Cód
igo
do T
ipo
de O
pera
ção
Uni
dade
de
Qua
ntid
ade
Par
âmet
ros
do T
ipo
de O
pera
ção
Atrib
uto
do T
ipo
de O
pera
ção
Cód
igo
e de
scriç
ão d
a re
ferê
ncia
ge
néric
a U
nida
de d
e Q
uant
idad
e
Par
âmet
ros
da R
efer
ênci
a G
enér
ica
Res
triç
ões
em p
arâm
etro
s
Valo
res
de A
trib
utos
da
Ref
erên
cia
Com
pone
ntes
Gen
éric
os
Expr
essõ
es d
e R
elac
iona
men
to
Expr
essõ
es d
e C
onsu
mo
Con
sum
o em
kits
de
abas
teci
men
to
Ope
raçõ
es G
enér
icas
Exp
ress
ões
de R
elac
iona
men
to
Expr
essõ
es d
e C
onsu
mo
Com
posi
ção
de O
pera
ções
Cél
ula
Pla
nos
de C
onsu
mo
das
Ope
raçõ
es
Pre
cedê
ncia
s
Funç
ões
e P
roce
ssos
Definição de Tipos de Dados C C
Definição de Tipos de Parâmetros U U C C C
Definição de Características U U U U U C C
Definição de Atributos U U U U U U U C C C
Definição de Tipos de Operação C C
Definição de parâmetros em Tipos de Operação U U U U U U U C
Definição de atributos em Tipos de Operação U U U U U U C
Definição de Referências Genéricas C C
Definição de parâmetros em Referências Genéricas U U U U U U U C C
Definição de atributos em Referências Genéricas U U U U U U U C
Criação de Componentes Genéricos em Planos de Consumo U U U U C
Criação de Expressões de Relacionamento de componentes genéricos U U C
Criação de Expressões de Consumo de componentes genéricos U U U U C
Criação de consumos em kits de abastecimento U U C
Criação de Operações Genéricas em Planos de Operações U U U U U C
Criação de Expressões de Relacionamento de operações genéricas U U U U C
Criação de Expressões de Consumo de operações genéricas U U U U U U C
Criação da composição de operações célula U U U U U U C
Definição de Planos de Consumo de Operações U U C
Definição de Precedências U C

GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
112
Tabela 17 – Matriz de relacionamento entre informação de funções com identificação de funções principais GenPDM por clusters
Informação
Cód
igo
do T
ipo
de d
ados
Valo
res
do T
ipo
de d
ados
Cód
igo
do T
ipo
de P
arâm
etro
Util
izaç
ão d
o pa
râm
etro
Valo
res
do d
omín
io
Car
acte
ríst
icas
Valo
res
de c
arac
terís
ticas
Cód
igo
e de
scriç
ão d
e at
ribut
o
Orig
em d
o at
ribut
o
Cód
igo
e de
scriç
ão d
o tip
o ba
se
Cód
igo
do T
ipo
de O
pera
ção
Uni
dade
de
Qua
ntid
ade
Par
âmet
ros
do T
ipo
de O
pera
ção
Atrib
uto
do T
ipo
de O
pera
ção
Cód
igo
e de
scriç
ão d
a re
ferê
ncia
gen
éric
a
Uni
dade
de
Qua
ntid
ade
Par
âmet
ros
da R
efer
ênci
a G
enér
ica
Res
triç
ões
em p
arâm
etro
s
Valo
res
de A
trib
utos
da
Ref
erên
cia
Com
pone
ntes
Gen
éric
os
Expr
essõ
es d
e R
elac
iona
men
to
Expr
essõ
es d
e C
onsu
mo
de C
ompo
nent
es
Con
sum
o m
e ki
ts d
e ab
aste
cim
ento
Ope
raçõ
es G
enér
icas
Expr
essõ
es d
e R
elac
iona
men
to
Expr
essõ
es d
e C
onsu
mo
de O
pera
ções
Com
posi
ção
de O
pera
ções
Cél
ula
Pla
nos
de C
onsu
mo
das
Ope
raçõ
es
Pre
cedê
ncia
s
Funç
ões
Definição de Tipos de Dados
Definição de Conceitos e Atributos
Definição de Tipos de Parâmetros
Definição de Características
Definição de Atributos
Definição de Tipos de Operação
Gestão de Tipos de Operação
Definição de parâmetros em Tipos de Operação
Definição de atributos em Tipos de Operação
Definição de Referências Genéricas
Caracterização de Artigos
Definição de parâmetros em Referências Genéricas
Definição de atributos em Referências Genéricas
Criação de Componentes Genéricos em Planos de Consumo
Gestão de Listas de Materiais
Criação de Expressões de Relacionamento de componentes genéricos
Criação de Expressões de Consumo de componentes genéricos
Criação de consumos em kits de abastecimento
Criação de Operações Genéricas em Planos de Operações
Gestão de Gamas Operatórias
Criação de Expressões de Relacionamento de operações genéricas
Criação de Expressões de Consumo de operações genéricas
Criação da composição de operações célula
Definição de Planos de Consumo de Operações
Definição de Precedências

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
113
A Tabela 16 retrata a matriz de relacionamento da informação com as funções do GenPDM. A matriz deve ser
analisada segundo as funções GenPDM do lado esquerdo e as informações fundamentais dos artigos no topo da
tabela. As relações foram catalogadas com “U” – correspondendo a uma relação de utilização – e com “C” –
significando que a informação é criada na execução da função. Exemplo de leitura: a informação respetiva a
“Expressões de Consumo” é criada em “Criação de Expressões de Consumo de componentes genéricos” e
utilizada para a criação da informação “Consumo em Kits de Abastecimento” a ser criada em “Criação de
consumos em kits de abastecimento “.
Na matriz da Tabela 16 é ainda possível ver a organização das células com clusters. A organização consiste em
agrupar as relações identificadas para cada informação relativas a cada função principal do GenPDM. A ilustração
da matriz de forma a identificar cada cluster por função, e as relações entre funções segundo a abordagem de
partilha de informação, é apresentada na Tabela 17.
As principais conclusões a serem realizadas por análise das matrizes apresentadas dizem respeito às relações
entre a informação da mesma função. Para algumas funções, a informação criada num processo tem dependência
da informação criada num outro. As funções para as quais esta situação acontece são as funções de «Definição
de Tipos de Parâmetros», de «Gestão de Tipos de Operação», «Caracterização de Artigos», «Gestão de Listas de
Materiais» e «Gestão de Gamas Operatórias». As relações entre a informação dentro de cada uma das funções
identificadas serão descritas nos próximos parágrafos e narram a área dentro de cada cluster das matrizes.
a. Definição de Conceitos e Atributos
A função tem processos relativos a criação de tipos de parâmetro e a criação de atributos que apenas são possíveis
quando a informação necessária foi já criada em outros processos da função. Na criação de tipos de parâmetro,
se o tipo que se pretende criar for representado em compreensão, será necessário utilizar informação criada no
processo de criação de tipos de dados (nomeadamente numéricos). A criação de atributos, por sua vez, precisa
que a um atributo esteja associada a informação sobre a origem dos valores possíveis para o mesmo, e a origem
corresponde a tipos de parâmetros ou tipos de dados criados em outros processos da mesma função.
A relação entre informação desta função pode ainda ser mais detalhada se a análise passar a ser feita dentro das
suas funções de segundo nível, mais concretamente em «Definição de Tipos de Parâmetro». A função de segundo
nível tem como principais processos a criação de tipos de parâmetro e criação de características. O segundo é
totalmente dependente do primeiro pois não é possível criar características se não existir tipos de parâmetros ou
tipos de dados para associação, e, em alguns casos, para origem das mesmas.
b. Gestão do Tipo de Operação e Caracterização de Artigos
Em ambas as funções existem funções de segundo nível destinadas à definição de parâmetros e de atributos, ou
seja, processos de criação de valores para parâmetros e de valores para atributos. A relação direta de informação
destes dois processos em ambas as funções acontece quando os atributos são variáveis e utilizam expressões
GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
114
para obtenção do valor quando geradas as variantes das referências, onde essas expressões são criadas com
base em informação sobre os parâmetros – características de parâmetros.
c. Gestão de Listas de Materiais
As relações diretas de informações na função acontecem entre os processos de criação de planos de consumo e
de associação de planos de consumo de componentes genéricos e planos de consumo de kits de abastecimento.
As informações relativas à referência de origem permite identificar se o plano de consumo criado corresponde a
um componente genérico individual ou a um kit de abastecimento, e esta identificação é utilizada para a distinção
de ocupações no processo de associação, i.e., distinção entre componentes (individuais) a associar e componentes
para associação (kit).
d. Gestão de Gamas Operatórias
A informação denominada como operações genéricas, no processo de criação de planos de operações, é utilizada
para a associação de componentes genéricos a operações no processo de criação de planos de consumo das
operações e para a criação de precedências entre as operações.
As relações entre funções, representadas na matriz da Tabela 17 através do agrupamento por clusters, podem
ser exibidas graficamente segundo o diagrama apresentado na Figura 72. O diagrama representa, assim, os fluxos
de informação entre as funções.
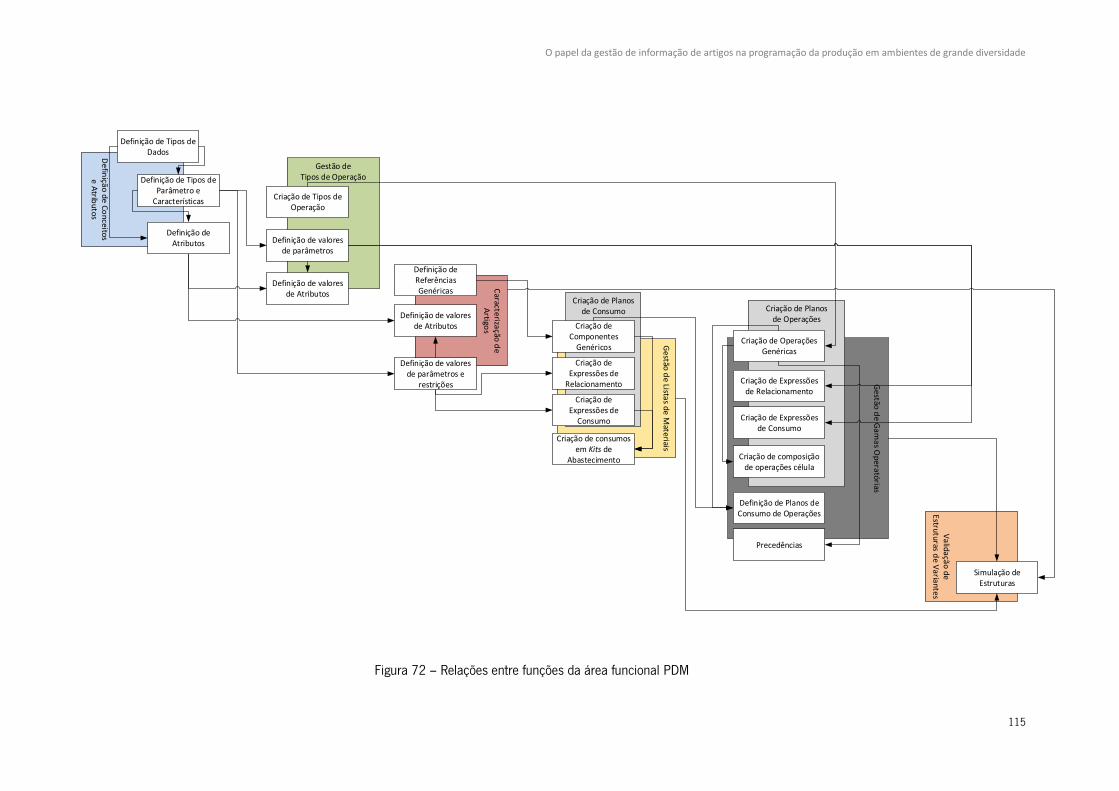
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
115
Ge
stão d
e G
am
as O
pe
rató
rias
Criação de Planos de Operações
Criação de Operações Genéricas
Criação de Expressões de Consumo
Criação de Expressões de Relacionamento
Criação de composição de operações célula
Definição de Planos de Consumo de Operações
Precedências
Ge
stão d
e Lista
s de
Mate
riais
Criação de Planos de Consumo
Criação de Componentes
Genéricos
Criação de Expressões de
Consumo
Criação de Expressões de
Relacionamento
Criação de consumos em Kits de
Abastecimento
Caracte
rização
de
A
rtigos
Definição de Referências Genéricas
Definição de valores de Atributos
Definição de valores de parâmetros e
restrições
Gestão de Tipos de Operação
Criação de Tipos de Operação
Definição de valores de Atributos
Definição de valores de parâmetros
Va
lida
ção
de
E
strutu
ras de
Va
rian
tes
Simulação de Estruturas
De
finiçã
o d
e C
on
ceito
s e
Atrib
uto
s
Definição de Tipos de Dados
Definição de Tipos de Parâmetro e
Características
Definição de Atributos
Figura 72 – Relações entre funções da área funcional PDM
GENERIC PRODUCT DATA MANAGEMENT - SOFTWARE
116
Para maioria da informação em qualquer função, o seu processo de criação utiliza informação criada em outras
funções. A única função para a qual não é utilizada informação de outras é a função de “Definição de Conceitos
e Atributos”. As relações entre informação das restantes funções encontram-se resumidamente descritas nos
seguintes parágrafos.
Relações da informação da função «Definição de Conceitos e Atributos» com «Gestão de Tipos de Operação» e
«Caracterização de Artigos» - Uso da informação sobre atributos e tipos de parâmetros para criação das
informações respetivas às propriedades (parâmetros, restrições e atributos) dos tipos de operação e das
referências genéricas.
Relações da informação da função «Gestão de Tipos de Operação» com «Gestão de Gamas operatórias» -
Utilização dos tipos de operação e parâmetros dos tipos de operação como origem de operações genéricas,
expressões de consumo e de relacionamento em planos de operações.
Relações da informação da função «Caracterização de Artigos» com «Gestão de Listas de Materiais» e «Gestão de
Gamas Operatórias» - Planos de consumo correspondem a componentes genéricos utilizando como origem
referências genéricas, e expressões de consumo e de relacionamento de componentes genéricos usando
parâmetros, e características, da referência bem como unidades de quantidade. Planos de operação relacionadas
com expressões de relacionamento e de consumo para operações genéricas recorrem, igualmente, a parâmetros,
e características, da referência e à unidade de quantidade da mesma.
Relações da informação da função «Gestão de Listas de Materiais» com “Gestão de Gamas Operatórias” - Para
definição de planos de consumo das operações, onde a associação de componentes a operações só é possível
apenas é possível utilizando a informação dos componentes genéricos.

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
117
6. PROGRAMAÇÃO DA PRODUÇÃO
A programação da produção é a área funcional de um sistema PCP com o horizonte temporal mais curto,
correspondendo a um conjunto de funções com a responsabilidade de alocar e sequenciar os trabalhos
necessários à produção dos artigos pelos recursos da organização, e de monitorizar a execução de todos os
trabalhos programados. Em GenPPC, a programação da produção é designada por Generic Shop Floor Control
(GenSFC) e tem as suas funções implementadas num modelo de produção puxada que usa a ferramenta
denominada por kanbans eletrónicos.
As funções a desempenhar pelo sistema GenSFC são designadas por «Lançamento de Ordens de Programação»,
«Alocação e Sequenciação de Trabalhos», «Execução de Kanbans» e «Monitorização da Programação da
Produção». A organização do sistema GenSFC segundo as funções identificadas, e os respetivos fluxos de
informação, é apresentada na Figura 73.
Alocação e Sequenciação de
Trabalhos
Lançamento de Ordens de
Programação
Execução dos kanbans
Monotorização da programação
de produção
Ordens de Programação
Enc
omen
das
Con
feri
das
Ord
ens
de C
ompr
a C
onfir
mad
as
Ord
ens
de P
rodu
ção
Ativ
as
Kanbans de Movimentação
Kanbans de Trabalho
Kanbans de Trabalho vazios
Indicadores de Desempenho e Relatórios de Produtividade
Ord
ens
de S
ubco
ntra
taçã
o C
onfe
ridas
Figura 73 – Sistema GenSFC organizado por funções com os respetivos fluxos de informação
O input necessário para a programação da produção das restantes áreas funcionais do sistema PCP é a informação
sobre o que é necessário fazer em determinado intervalo de tempo, i.e., que artigos a organização tem que
comprar/produzir/entregar em determinado conjunto de datas. A informação é obtida através de documentos
lançados no planeamento com horizonte a médio prazo que reportam encomendas conferidas, ordens de compra
confirmadas, ordens de produção ativas e ordens de subcontratação conferidas. De modo a que o GenSFC consiga
tratar a informação, num contexto de “normalização da diversidade”, são criadas ordens de programação. Todos
os documentos lançados a médio prazo são traduzidos em autorizações para a programação da produção, para
que esta identifique a necessidade de realizar um conjunto de operações sobre os artigos pretendidos. Esta
normalização de documentos através de ordens de programação são processos da função GenSFC designada
como «Lançamento de Ordens de Programação».
Depois de lançadas as ordens de programação, são-lhes atribuídas kanbans para a alocação, de forma automática,
aos postos de trabalho que executarão as atividades necessárias à sua realização. Neste ponto é necessário definir

PROGRAMAÇÃO DA PRODUÇÃO
118
cinco conceitos importantes: fila do sistema; fila FIFO; kanbans de trabalho; kanbans de movimentação; e posto
de trabalho.
i. Fila do Sistema: contém todo o conjunto de ordens de programação existentes em determinado momento
no sistema.
ii. Fila FIFO: representa todas as ordens de programação da fila do sistema que estejam ativas, ou seja, que
têm já atribuídos kanbans de trabalho. O número de kanbans de trabalho no sistema é finito e constante ao
longo do tempo, sendo o número equivalente ao número de posições da fila FIFO.
iii. Kanbans de Trabalho: representa a autorização para a realização efetiva do conjunto de atividades que deve
ser executado sobre cada lote da ordem de programação, herdando as características do lote a que está
associado até ser libertado e associado a um novo lote de programação. Um kanban de trabalho apenas fica
“vazio”, i.e. é libertado da ordem de programação quando todos os trabalhos necessários ao lote forem
executados. No caso de necessitar de mais do que um trabalho, o kanban de trabalho fluirá entre a fila FIFO
(kanban de trabalho em estado em espera) e os postos de trabalho (kanban de trabalho em estado ativo) a
quantidade de vezes equivalente ao número de trabalhos a executar no lote.
iv. Kanban de Movimentação: representa a autorização para a movimentação de determinada quantidade de
artigos entre postos de trabalho para a realização de atividades associadas a kanbans de trabalho. Quando
associados fisicamente aos artigos a movimentar funcionam como meio de identificação do lote em
movimentação e de controlo do estado.
v. Posto de Trabalho: representa toda a entidade da organização que é capaz de realizar trabalhos definidos
para as ordens de programação ou que tenham que realizar tarefas que influenciem a realização dos mesmos
trabalhos. Assim, no contexto GenSFC um posto de trabalho pode corresponder a:
Postos Internos: responsáveis pela execução das operações produtivas presentes na gama
operatória dos artigos para os quais se lançaram ordens de produção,
Fornecedores: responsáveis pelo envio de autorizações de compra de artigos e pela receção dos
mesmos,
Clientes: responsáveis pela separação dos artigos a enviar para os clientes segundo exigências
em encomendas que outrora foram conferidas, e ainda
Armazéns/Supermercados: entidades às quais compete a entrega de artigos/componentes que
tornaram possíveis a execução de trabalhos em postos internos – responsáveis pelos kanbans
de movimentação.
Posto isto, para a função de alocação e sequenciação de trabalhos podem ser considerados três processos
distintos e designados por «Ativação de Ordens de Programação», «Alocação de kanbans de trabalho» e
«Sequenciação de Trabalhos». O procedimento para a função segundo estes processos é apresentado na Figura
74.

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
119
Fila FIFOFila do SistemaPostos de trabalho
Kanbans de Trabalho
Ord
ens
de P
rogr
amaç
ão
Kanbans de Movimentação
Kanbans de Trabalho
Kanbans de Trabalho vazios
Kanbans de Trabalho
Ativação de ordens de programação Alocação de Kanbans de Trabalho
Sequenciação de Trabalhos
Figura 74 – Funcionamento do sistema para alocação e sequenciação de trabalhos
O processo de ativação de ordens de programação passa então pela atribuição do sistema de kanbans de trabalho
a uma ordem de programação da fila do sistema, transferindo a mesma para a fila FIFO. A decisão do sistema
por quais das ordens de programação deve ativar é, normalmente, em função do critério da data de início definida
para a ordem de compra ou de programação de origem da ordem de programação.
O processo de alocação de trabalhos a postos, por sua vez, é realizado tendo em conta os kanbans de trabalho
alocados na fila FIFO e segundo os seguintes critérios:
• Espaço livre na fila do posto: para cada posto de trabalho é definido o tamanho da fila, i.e. o número
máximo de kanbans que pode estar alocado ao posto (somatório dos kanbans em espera e em execução),
e quando a fila do posto apresenta todas as suas posições preenchidas não é possível alocar nenhum
kanban até que seja libertado espaço.
• Disponibilidade de componentes: para que um kanban de trabalho seja alocado a um posto de trabalho
é necessário que o sistema reconheça que todos os componentes necessários para a realização do
trabalho existam na organização, sem que isso signifique a sua localização física no posto de trabalho a
alocar o kanban. Enquanto o sistema não reconhecer a disponibilidade de todos os componentes o
kanban de trabalho fica em espera na fila FIFO.
• Estado do posto de trabalho e compatibilidade entre as competências do mesmo e as necessárias para
execução de trabalhos: a alocação de um kanban a um posto de trabalho só é possível se o posto tiver
ativo e as competências necessárias à realização do trabalho, i.e. um kanban de trabalho apenas será
alocado a um posto se este souber executar uma das operações, que tenha as suas precedentes
realizadas, e seja necessária ao lote da ordem de programação associada ao kanban.
O processo de sequenciação dos trabalhos corresponde à ordem pela qual os kanbans de trabalho são alocados
a postos para que não seja realizado nenhum trabalho em lotes de ordens de programação sem que a sua
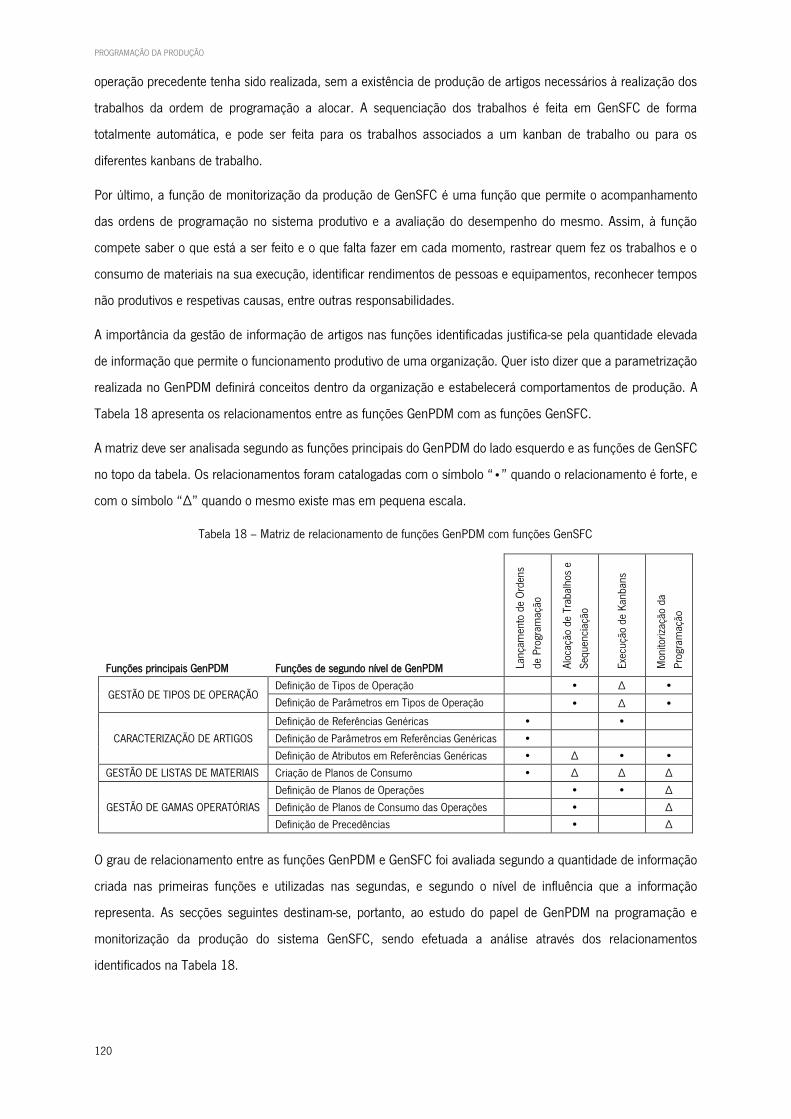
PROGRAMAÇÃO DA PRODUÇÃO
120
operação precedente tenha sido realizada, sem a existência de produção de artigos necessários à realização dos
trabalhos da ordem de programação a alocar. A sequenciação dos trabalhos é feita em GenSFC de forma
totalmente automática, e pode ser feita para os trabalhos associados a um kanban de trabalho ou para os
diferentes kanbans de trabalho.
Por último, a função de monitorização da produção de GenSFC é uma função que permite o acompanhamento
das ordens de programação no sistema produtivo e a avaliação do desempenho do mesmo. Assim, à função
compete saber o que está a ser feito e o que falta fazer em cada momento, rastrear quem fez os trabalhos e o
consumo de materiais na sua execução, identificar rendimentos de pessoas e equipamentos, reconhecer tempos
não produtivos e respetivas causas, entre outras responsabilidades.
A importância da gestão de informação de artigos nas funções identificadas justifica-se pela quantidade elevada
de informação que permite o funcionamento produtivo de uma organização. Quer isto dizer que a parametrização
realizada no GenPDM definirá conceitos dentro da organização e estabelecerá comportamentos de produção. A
Tabela 18 apresenta os relacionamentos entre as funções GenPDM com as funções GenSFC.
A matriz deve ser analisada segundo as funções principais do GenPDM do lado esquerdo e as funções de GenSFC
no topo da tabela. Os relacionamentos foram catalogadas com o símbolo “•” quando o relacionamento é forte, e
com o símbolo “∆” quando o mesmo existe mas em pequena escala.
Tabela 18 – Matriz de relacionamento de funções GenPDM com funções GenSFC
Funções principais GenPDM Funções de segundo nível de GenPDM Lanç
amen
to d
e O
rden
s
de P
rogr
amaç
ão
Aloc
ação
de
Trab
alho
s e
Sequ
enci
ação
Exec
ução
de
Kan
bans
Mon
itoriz
ação
da
Pro
gram
ação
GESTÃO DE TIPOS DE OPERAÇÃO Definição de Tipos de Operação • ∆ •
Definição de Parâmetros em Tipos de Operação • ∆ •
CARACTERIZAÇÃO DE ARTIGOS
Definição de Referências Genéricas • •
Definição de Parâmetros em Referências Genéricas •
Definição de Atributos em Referências Genéricas • ∆ • •
GESTÃO DE LISTAS DE MATERIAIS Criação de Planos de Consumo • ∆ ∆ ∆
GESTÃO DE GAMAS OPERATÓRIAS
Definição de Planos de Operações • • ∆
Definição de Planos de Consumo das Operações • ∆
Definição de Precedências • ∆
O grau de relacionamento entre as funções GenPDM e GenSFC foi avaliada segundo a quantidade de informação
criada nas primeiras funções e utilizadas nas segundas, e segundo o nível de influência que a informação
representa. As secções seguintes destinam-se, portanto, ao estudo do papel de GenPDM na programação e
monitorização da produção do sistema GenSFC, sendo efetuada a análise através dos relacionamentos
identificados na Tabela 18.
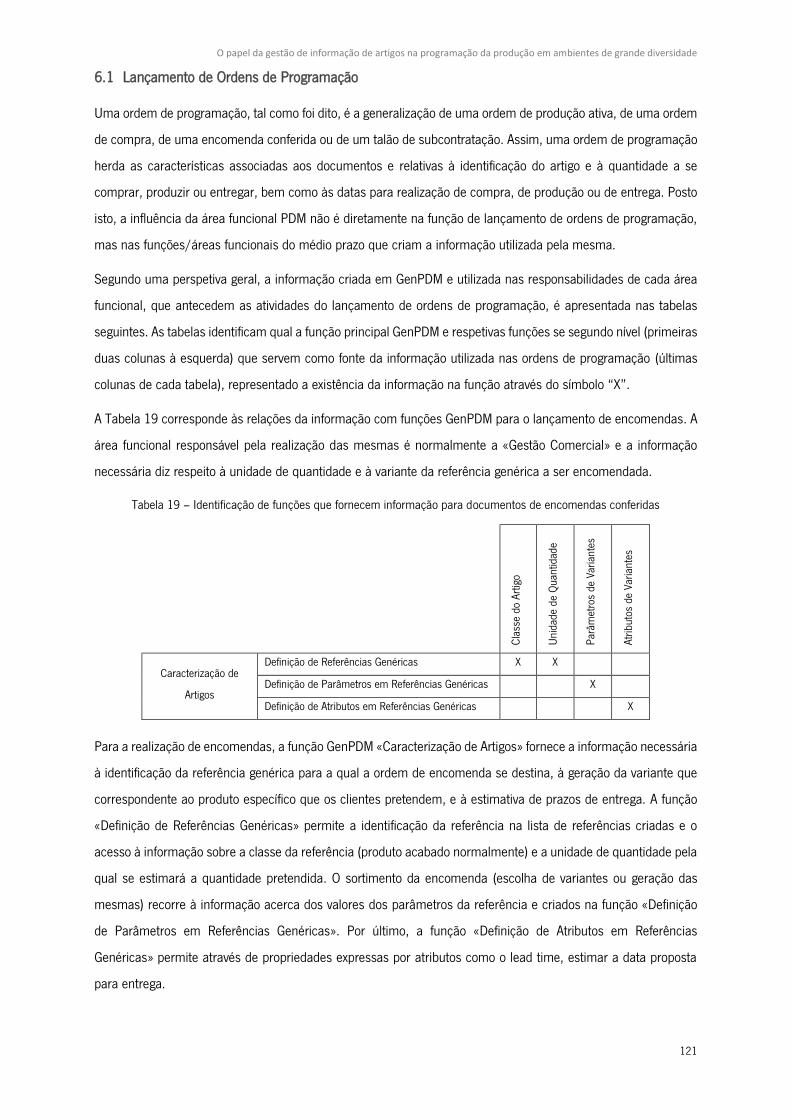
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
121
6.1 Lançamento de Ordens de Programação
Uma ordem de programação, tal como foi dito, é a generalização de uma ordem de produção ativa, de uma ordem
de compra, de uma encomenda conferida ou de um talão de subcontratação. Assim, uma ordem de programação
herda as características associadas aos documentos e relativas à identificação do artigo e à quantidade a se
comprar, produzir ou entregar, bem como às datas para realização de compra, de produção ou de entrega. Posto
isto, a influência da área funcional PDM não é diretamente na função de lançamento de ordens de programação,
mas nas funções/áreas funcionais do médio prazo que criam a informação utilizada pela mesma.
Segundo uma perspetiva geral, a informação criada em GenPDM e utilizada nas responsabilidades de cada área
funcional, que antecedem as atividades do lançamento de ordens de programação, é apresentada nas tabelas
seguintes. As tabelas identificam qual a função principal GenPDM e respetivas funções se segundo nível (primeiras
duas colunas à esquerda) que servem como fonte da informação utilizada nas ordens de programação (últimas
colunas de cada tabela), representado a existência da informação na função através do símbolo “X”.
A Tabela 19 corresponde às relações da informação com funções GenPDM para o lançamento de encomendas. A
área funcional responsável pela realização das mesmas é normalmente a «Gestão Comercial» e a informação
necessária diz respeito à unidade de quantidade e à variante da referência genérica a ser encomendada.
Tabela 19 – Identificação de funções que fornecem informação para documentos de encomendas conferidas
Cla
sse
do A
rtig
o
Uni
dade
de
Qua
ntid
ade
Par
âmet
ros
de V
aria
ntes
Atrib
utos
de
Varia
ntes
Caracterização de
Artigos
Definição de Referências Genéricas X X
Definição de Parâmetros em Referências Genéricas X
Definição de Atributos em Referências Genéricas X
Para a realização de encomendas, a função GenPDM «Caracterização de Artigos» fornece a informação necessária
à identificação da referência genérica para a qual a ordem de encomenda se destina, à geração da variante que
correspondente ao produto específico que os clientes pretendem, e à estimativa de prazos de entrega. A função
«Definição de Referências Genéricas» permite a identificação da referência na lista de referências criadas e o
acesso à informação sobre a classe da referência (produto acabado normalmente) e a unidade de quantidade pela
qual se estimará a quantidade pretendida. O sortimento da encomenda (escolha de variantes ou geração das
mesmas) recorre à informação acerca dos valores dos parâmetros da referência e criados na função «Definição
de Parâmetros em Referências Genéricas». Por último, a função «Definição de Atributos em Referências
Genéricas» permite através de propriedades expressas por atributos como o lead time, estimar a data proposta
para entrega.

PROGRAMAÇÃO DA PRODUÇÃO
122
As ordens de compra ou de produção podem surgir com a necessidade de satisfazer as encomendas conferidas.
A Tabela 20 representa a informação necessária para o lançamento de ordens de compra e de produção, bem
como a informações utilizada de GenPDM.
Tabela 20 – Identificação de funções que fornecem informação para documentos de compra e de produção
Par
âmet
ros
de V
aria
ntes
Qua
ntid
ade
nece
ssár
ia
Atrib
utos
de
Varia
ntes
Tipo
de
docu
men
to
Gestão de Listas de Materiais Definição de Planos de Consumo X X
Caracterização de Artigos Definição de Referências Genéricas X
Definição de Atributos em Referências Genéricas X
A função GenPDM essencial para a definição de ordens de produção e de compra a serem lançadas é a «Gestão
de Listas de Materiais». A explosão da lista de materiais apoia no processo de estimar as quantidades de artigos
a se comprar ou produzir para se obter os artigos encomendados ou os artigos pai com ordens de produção já
lançadas.
Em GenPDM as listas de materiais correspondem a listas de materiais genéricas, para as quais se definem planos
de consumo com informação sobre componentes genéricos, expressões de relacionamento e expressões de
consumo. Esta informação é definida de modo a que, para uma variante encomendada ou tenha já uma ordem
de produção lançada, os componentes genéricos indiquem quais os artigos necessários para a transformação e
para os quais deverão ser lançadas ordens de compra ou de produção. As expressões de relacionamento, por sua
vez, permitam associar as propriedades (parâmetros) da variante pai às propriedades associadas a cada
componente genérico de modo a definir a variante do componente, i.e., os artigos específicos necessários para
transformação da variante pai. E, as expressões de consumo sejam utilizadas para estimar as quantidades de
cada artigo específico a comprar ou a produzir para a transformação da quantidade pretendida da variante pai.
Quando os artigos específicos estão definidos, a referência genérica de origem dos componentes genéricos
respetivos permitem, através da informação parametrizada na função de segundo nível «Definição de Referências
Genéricas» da função GenPDM «Caracterização de Artigos», definir se a ordem a lançar de cada artigo é uma
ordem de produção ou de compra com base na família e consequente tipo de documento (e.g. artigos da família
“matéria-prima” têm associados documentos de aquisição).
Ainda dentro da mesma função principal de GenPDM, segundo a função de segundo nível «Definição de Atributos
em Referências Genéricas» é possível definir propriedades como o stock e prazo de segurança; tipo de
planeamento para necessidades de materiais; lead times de entrega ou de produção; e tamanhos e múltiplos de
lote. A propriedade referente ao tamanho de lote é importante no sentido de a quantidade total de artigos
referenciada em cada ordem de programação (derivada de ordens de produção ou ordens de compra) poder ser

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
123
dividida em quantidades mais pequenas, representado um lote da ordem de programação. A divisão da ordem da
programação em lotes pode ser útil na simplificação do processo de transformação segundo critérios relacionados
com quantidades mínimas de produção, movimentação de grandes quantidades, rastreamento, recolha de
informação, distribuição de tarefas por vários postos em simultâneo, entre outros.
A transposição de ordens de produção ativas, de ordens de compra confirmadas e de encomendas conferidas
para ordens de programação está ainda dependente de outros atributos definidos para os artigos em «Definição
de Atributos em Referências Genéricas» na função «Caracterização de Artigos» de GenPDM. Os atributos que
podem ser definidos para as referências e com influência no lançamento de ordens de programação são
apresentados na Tabela 21.
Tabela 21 – Atributos dos artigos para propriedades do sistema que influenciam ordens de programação
Atributo Influência em ordens de programação
Entra na Programação
(SIM/NÃO)
SIM – define que a produção do artigo vai ser tratada pelo sistema GenSFC, assim
quando forem geradas ordens de produção ou de compra ou encomendas do artigo, os
documentos são transformados em ordens de programação
Tamanho de lote na
programação
Quantidade de artigos por kanban podendo ser diferente do lote da ordem de
produção/compra, o que significa que uma ordem de programação pode ter atribuído
mais que um kanban (lote), por forma a perfazer a quantidade das ordens
A coluna da tabela designada por atributo corresponde à designação da propriedade do sistema à qual o atributo
pode ser associado.
6.2 Alocação de Trabalhos e Sequenciação
A sequenciação de trabalhos, e consequentemente de kanbans de trabalho, precisa que informação sobre
precedências de operações esteja parametrizada para que o sistema GenSFC defina corretamente, no seu
processo automático, a ordem para realização dos trabalhos e, portanto, para alocação de kanbans de trabalho
da fila FIFO. A informação sobre precedências das operações é a informação criada na função de segundo nível
«Definição de Precedências» da função GenPDM «Gestão de Gamas Operatórias». No entanto, quando a
informação não for criada em GenPDM na função respetiva, é ainda possível fazer a sequenciação de trabalhos
se for parametrizado em «Definição de Atributos em Referências Genéricas» o valor “SIM” para o atributo
associado à propriedade do sistema “Tratamento Automático de Precedências”. A propriedade do sistema permite
ao sistema fazer o tratamento automático de precedências de operações quando estas não estão definidas na
gama operatória definindo a ordem de execução das operações de acordo com a ordem de criação dos planos de
operações em «Definição de Planos de Operações» da função «Gestão de Gamas Operatórias».
A alocação de trabalhos a postos, tal como referido, é realizada tendo em conta o espaço livre na fila do posto, a
disponibilidade de componentes, e a disponibilidade do posto conjugada com a compatibilidade entre
competências do mesmo e as necessárias para a execução de kanbans. Os dois últimos critérios têm
relacionamentos fortes e diretos com informação criada em GenPDM nas funções de «Gestão de Listas de
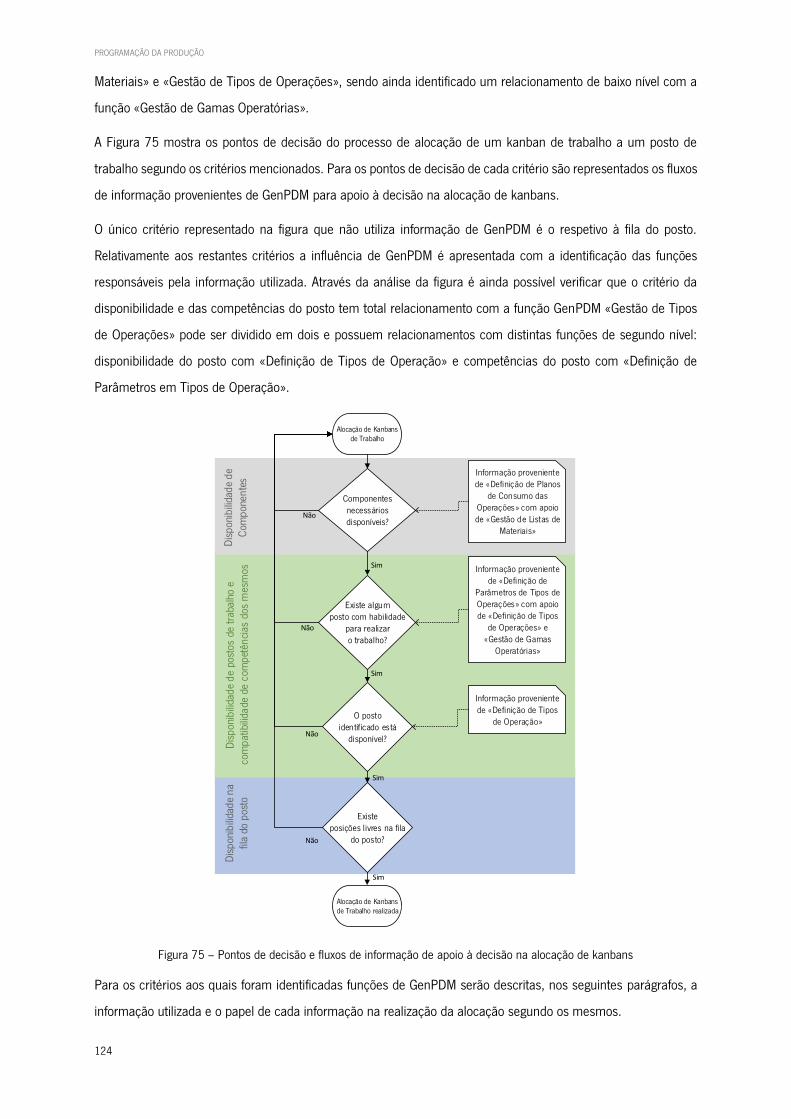
PROGRAMAÇÃO DA PRODUÇÃO
124
Materiais» e «Gestão de Tipos de Operações», sendo ainda identificado um relacionamento de baixo nível com a
função «Gestão de Gamas Operatórias».
A Figura 75 mostra os pontos de decisão do processo de alocação de um kanban de trabalho a um posto de
trabalho segundo os critérios mencionados. Para os pontos de decisão de cada critério são representados os fluxos
de informação provenientes de GenPDM para apoio à decisão na alocação de kanbans.
O único critério representado na figura que não utiliza informação de GenPDM é o respetivo à fila do posto.
Relativamente aos restantes critérios a influência de GenPDM é apresentada com a identificação das funções
responsáveis pela informação utilizada. Através da análise da figura é ainda possível verificar que o critério da
disponibilidade e das competências do posto tem total relacionamento com a função GenPDM «Gestão de Tipos
de Operações» pode ser dividido em dois e possuem relacionamentos com distintas funções de segundo nível:
disponibilidade do posto com «Definição de Tipos de Operação» e competências do posto com «Definição de
Parâmetros em Tipos de Operação».
Alocação de Kanbans de Trabalho
Componentes necessários disponíveis?
Informação proveniente de «Definição de Planos
de Consumo das Operações» com apoio de «Gestão de Listas de
Materiais»
Existe algum posto com habilidade
para realizar o trabalho?
Informação proveniente de «Definição de
Parâmetros de Tipos de Operações» com apoio de «Definição de Tipos
de Operações» e «Gestão de Gamas
Operatórias»
O posto identif icado está
disponível?
Informação proveniente de «Definição de Tipos
de Operação»
Existe posições livres na fila
do posto?
Dis
poni
bilid
ade
de
Com
pone
ntes
Dis
poni
bilid
ade
de p
osto
s de
trab
alho
e
com
patib
ilida
de d
e co
mpe
tênc
ias
dos
mes
mos
Dis
poni
bilid
ade
na
fila
do p
osto
Sim
Sim
Sim
Não
Não
Não
Não
Alocação de Kanbans de Trabalho realizada
Sim
Figura 75 – Pontos de decisão e fluxos de informação de apoio à decisão na alocação de kanbans
Para os critérios aos quais foram identificadas funções de GenPDM serão descritas, nos seguintes parágrafos, a
informação utilizada e o papel de cada informação na realização da alocação segundo os mesmos.

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
125
• Disponibilidade de Componentes
O conhecimento sobre os componentes que devem estar disponíveis para a execução do kanban de trabalho a
alocar tem como fonte o plano de consumo das operações definido na função «Gestão de Gamas Operatórias».
Numa ótica de funcionamento, o kanban de trabalho é alocado a um posto para a realização de uma operação
específica, que tem associada ao seu plano de operação os planos de consumo de componentes. Assim, é
necessário que os componentes representados nesses planos existam e estejam disponíveis na organização. Neste
ponto a «Gestão de Listas de Materiais» tem alguma relevância no sentido de ser através das expressões de
relacionamento, e consumo nela criadas, que são geradas as variantes dos componentes específicos que deve
ser assegurada a sua existência.
• Disponibilidade de Postos de Trabalho
Existem momentos da programação da produção onde algum posto pode estar parado, em manutenção, em
reparação ou avariado, em formação, entre outros estados não permitam a realização de operações em lotes das
ordens de programação. Estes estados de indisponibilidade dos postos são identificados através do conceito de
operações não produtivas. Assim, na função de segundo nível «Definição de Tipos de Operação», da função
GenPDM «Gestão de Tipos de Operação», é necessária a parametrização de tipos de operação com a classe “não
produtiva”, para que seja possível o registo do estado de indisponibilidade do posto de forma ao sistema GenSFC
o reconhecer e condicionar a alocação de trabalhos.
• Competências de Postos de Trabalho
No que diz respeito à informação acerca de competências, esta informação é definida para a organização através
de tipos de operação que podem ser associados a operações de gamas operatórias e a recursos. Quando são
associadas a operações de gamas operatórias definem a competência que um posto ou um recurso deve possuir
para que aquela operação lhe seja alocada. Quando são associadas a recursos, representam as competências
que o recurso possui e definem assim as operações que esse recurso está autorizado a realizar. Desta forma, o
critério de alocação baseado no princípio de competências consiste em cada trabalho necessitar para a sua
execução de uma determinada habilidade, e a alocação a um posto só ser concretizada se este tiver, no conjunto
das suas habilidades, a habilidade necessária para a realização do trabalho. Assim, numa primeira abordagem ao
critério de alocação por correspondência de competências, os tipos de operação criados com a classe produtiva
na «Definição de Tipos de Operação» parecem ser suficientes para a definição de competências dos postos. No
entanto o sistema GenSFC utiliza também os parâmetros associados a cada um dos tipos de operação para a
definição de competências dos mesmos.
Um tipo de operação ser origem de várias operações específicas diferenciadas segundo determinados requisitos
adicionais e os postos de trabalho com competência no tipo de operação podem não serem capazes de executar
todas as operações específicas. Assim, os requisitos são expressos por parâmetros no tipo de operação e quando
associadas habilidades aos postos de trabalho, a associação é feita segundo os valores possíveis de cada
parâmetro. Ou seja, a «Definição de parâmetros em Tipos de Operação» permite ao sistema GenSFC definir, por
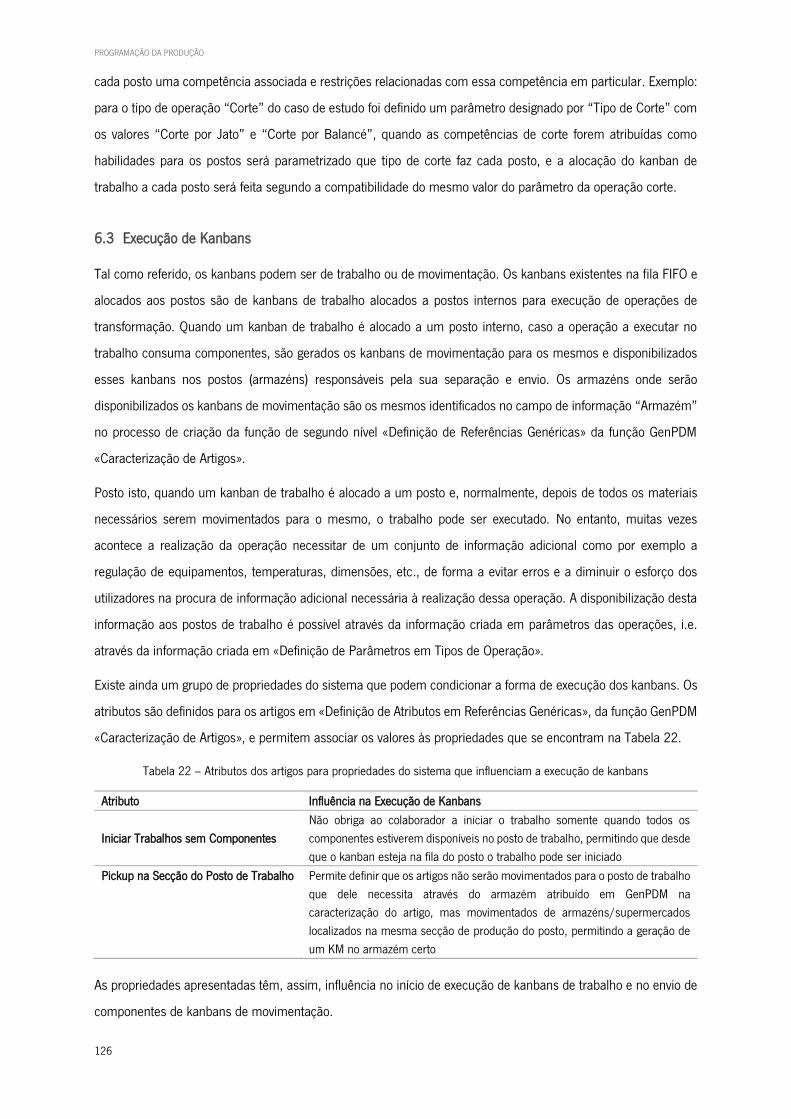
PROGRAMAÇÃO DA PRODUÇÃO
126
cada posto uma competência associada e restrições relacionadas com essa competência em particular. Exemplo:
para o tipo de operação “Corte” do caso de estudo foi definido um parâmetro designado por “Tipo de Corte” com
os valores “Corte por Jato” e “Corte por Balancé”, quando as competências de corte forem atribuídas como
habilidades para os postos será parametrizado que tipo de corte faz cada posto, e a alocação do kanban de
trabalho a cada posto será feita segundo a compatibilidade do mesmo valor do parâmetro da operação corte.
6.3 Execução de Kanbans
Tal como referido, os kanbans podem ser de trabalho ou de movimentação. Os kanbans existentes na fila FIFO e
alocados aos postos são de kanbans de trabalho alocados a postos internos para execução de operações de
transformação. Quando um kanban de trabalho é alocado a um posto interno, caso a operação a executar no
trabalho consuma componentes, são gerados os kanbans de movimentação para os mesmos e disponibilizados
esses kanbans nos postos (armazéns) responsáveis pela sua separação e envio. Os armazéns onde serão
disponibilizados os kanbans de movimentação são os mesmos identificados no campo de informação “Armazém”
no processo de criação da função de segundo nível «Definição de Referências Genéricas» da função GenPDM
«Caracterização de Artigos».
Posto isto, quando um kanban de trabalho é alocado a um posto e, normalmente, depois de todos os materiais
necessários serem movimentados para o mesmo, o trabalho pode ser executado. No entanto, muitas vezes
acontece a realização da operação necessitar de um conjunto de informação adicional como por exemplo a
regulação de equipamentos, temperaturas, dimensões, etc., de forma a evitar erros e a diminuir o esforço dos
utilizadores na procura de informação adicional necessária à realização dessa operação. A disponibilização desta
informação aos postos de trabalho é possível através da informação criada em parâmetros das operações, i.e.
através da informação criada em «Definição de Parâmetros em Tipos de Operação».
Existe ainda um grupo de propriedades do sistema que podem condicionar a forma de execução dos kanbans. Os
atributos são definidos para os artigos em «Definição de Atributos em Referências Genéricas», da função GenPDM
«Caracterização de Artigos», e permitem associar os valores às propriedades que se encontram na Tabela 22.
Tabela 22 – Atributos dos artigos para propriedades do sistema que influenciam a execução de kanbans
Atributo Influência na Execução de Kanbans
Iniciar Trabalhos sem Componentes
Não obriga ao colaborador a iniciar o trabalho somente quando todos os
componentes estiverem disponíveis no posto de trabalho, permitindo que desde
que o kanban esteja na fila do posto o trabalho pode ser iniciado
Pickup na Secção do Posto de Trabalho Permite definir que os artigos não serão movimentados para o posto de trabalho
que dele necessita através do armazém atribuído em GenPDM na
caracterização do artigo, mas movimentados de armazéns/supermercados
localizados na mesma secção de produção do posto, permitindo a geração de
um KM no armazém certo
As propriedades apresentadas têm, assim, influência no início de execução de kanbans de trabalho e no envio de
componentes de kanbans de movimentação.
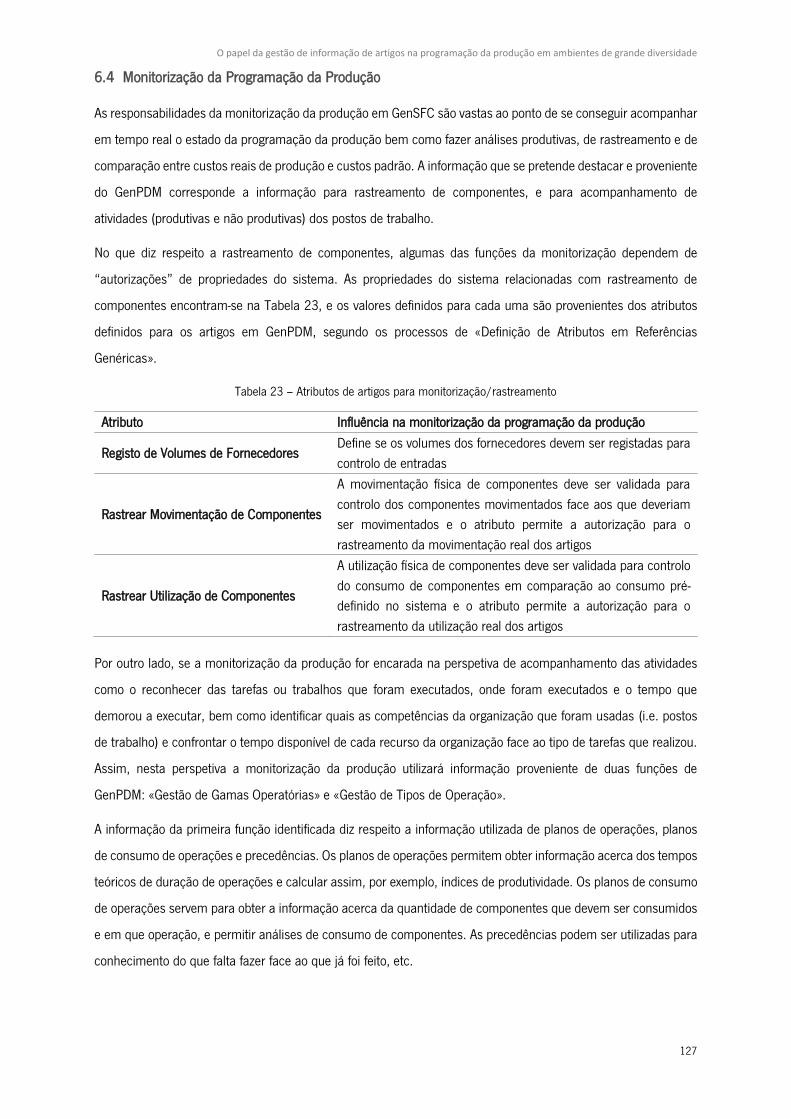
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
127
6.4 Monitorização da Programação da Produção
As responsabilidades da monitorização da produção em GenSFC são vastas ao ponto de se conseguir acompanhar
em tempo real o estado da programação da produção bem como fazer análises produtivas, de rastreamento e de
comparação entre custos reais de produção e custos padrão. A informação que se pretende destacar e proveniente
do GenPDM corresponde a informação para rastreamento de componentes, e para acompanhamento de
atividades (produtivas e não produtivas) dos postos de trabalho.
No que diz respeito a rastreamento de componentes, algumas das funções da monitorização dependem de
“autorizações” de propriedades do sistema. As propriedades do sistema relacionadas com rastreamento de
componentes encontram-se na Tabela 23, e os valores definidos para cada uma são provenientes dos atributos
definidos para os artigos em GenPDM, segundo os processos de «Definição de Atributos em Referências
Genéricas».
Tabela 23 – Atributos de artigos para monitorização/rastreamento
Atributo Influência na monitorização da programação da produção
Registo de Volumes de Fornecedores Define se os volumes dos fornecedores devem ser registadas para
controlo de entradas
Rastrear Movimentação de Componentes
A movimentação física de componentes deve ser validada para
controlo dos componentes movimentados face aos que deveriam
ser movimentados e o atributo permite a autorização para o
rastreamento da movimentação real dos artigos
Rastrear Utilização de Componentes
A utilização física de componentes deve ser validada para controlo
do consumo de componentes em comparação ao consumo pré-
definido no sistema e o atributo permite a autorização para o
rastreamento da utilização real dos artigos
Por outro lado, se a monitorização da produção for encarada na perspetiva de acompanhamento das atividades
como o reconhecer das tarefas ou trabalhos que foram executados, onde foram executados e o tempo que
demorou a executar, bem como identificar quais as competências da organização que foram usadas (i.e. postos
de trabalho) e confrontar o tempo disponível de cada recurso da organização face ao tipo de tarefas que realizou.
Assim, nesta perspetiva a monitorização da produção utilizará informação proveniente de duas funções de
GenPDM: «Gestão de Gamas Operatórias» e «Gestão de Tipos de Operação».
A informação da primeira função identificada diz respeito a informação utilizada de planos de operações, planos
de consumo de operações e precedências. Os planos de operações permitem obter informação acerca dos tempos
teóricos de duração de operações e calcular assim, por exemplo, índices de produtividade. Os planos de consumo
de operações servem para obter a informação acerca da quantidade de componentes que devem ser consumidos
e em que operação, e permitir análises de consumo de componentes. As precedências podem ser utilizadas para
conhecimento do que falta fazer face ao que já foi feito, etc.
PROGRAMAÇÃO DA PRODUÇÃO
128
Relativamente à informação da segunda função identificada, «Gestão de Tipos de Operação», a mesma é utilizada
para o confronto do tempo total disponível pelo tempo em que o posto esteve de facto a ser produtivo. Isto é, todo
o tempo em que o posto está ativo pode não ser gasto unicamente para a realização de operações produtivas e
ser ocupado ainda na execução de operações com origem em tipos de operação de classe não produtiva. A
importância da classificação e da contabilização de todos os tempos de atividade dos postos, deve-se a estas
permitirem ao sistema GenSFC funções relacionadas com análises de eficiência e produtividade de
postos/colaboradores e funções de análises de custos. Para definição da base de cada análise, i.e. qual o
rendimento de cada posto e a “quem” se imputará os custos de tempos não produtivos, recorre-se a dois campos
de informação sobre as operações não produtivas parametrizadas na «Definição de Tipos de Operação»: afetação
de rendimento – através da definição do tempo gasto com um tipo de operação produtiva afetará o rendimento
do posto ou não –, e relacionamento com documentos (ordens de produção) – através da definição se o tempo
gasto na realização de uma operação não produtiva num artigo será acrescentado ao seu valor ou será imputado
à organização.
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
129
7. CONCLUSÕES E TRABALHOS FUTUROS
O grau de competitividade tem aumentado agressivamente nos últimos anos, e as empresas que se distinguem
são aquelas que conseguem entregar produtos altamente customizados conforme as necessidades e as exigências
dos consumidores. Assim, para as organizações se manterem competitivas têm que adotar estratégias que
permitam diferenciá-las em ambientes de grande diversidade de artigos, normalmente conhecidos como
ambientes “customização em massa”. No entanto, ambientes de MC provocam um grande aumento da
informação e trazem dois novos desafios para as organizações: gerir eficazmente as variantes do produto e do
processo e reduzir os esforços de introdução e manipulação da informação no sistema.
O trabalho desenvolvido teve como foco o estudo de uma ferramenta computorizada, baseada em princípios de
referenciação genérica, que permite conjugar a facilidade da gestão da informação de artigos com a eficiência de
sistemas de programação e monitorização da produção. Assim, a presente dissertação teve como principal objetivo
o reconhecimento, a documentação e a classificação de ferramentas do sistema GenPPC para a representação
de artigos, e a análise de como a gestão de informação de artigos no sistema pode influenciar a programação da
produção.
7.1 Principais conclusões
O objetivo do trabalho pode ser decomposto em três principais objetivos específicos. Os parágrafos seguintes
destinam-se à descrição dos mesmos e, principalmente à identificação das principais conclusões e resultados.
Identificação e descrição de funções, e respetivos processos, de “Gestão de Informação de Artigos”
O primeiro objetivo corresponde à identificação de funções da área funcional “Gestão de Informação de Artigos”
e à descrição da forma como podem ser usadas para modelar a informação sobre os artigos, as suas propriedades
e comportamentos, as BOMs e as gamas operatórias. A identificação das funções teve em conta o modelo de
referenciação genérica para representação de artigos utilizado no sistema GenPPC, denominado por GenPDM.
Assim, antes da identificação das funções, a estratégia passou pela descrição do modelo de referenciação baseado
nos princípios de gestão de famílias de artigos, onde todos os artigos pertencentes à família dividem a mesma
lista de materiais genérica e a mesma gama operatória genérica. Os artigos são diferenciados na família pelos
valores atribuídos para as suas propriedades através de parâmetros. As operações das gamas operatórias
genéricas também têm famílias, designadas como tipo de operação, e são distinguidas do mesmo modo. Posto
isto, as funções de utilizador identificadas são classificadas como «Definição de Conceitos e Atributos»;
«Caracterização de Artigos»; «Gestão de Tipos de Operação», «Gestão de Listas de Materiais», «Gestão de Gamas
Operatórias» e «Validação de Estruturas de Variantes».
As funções são realizadas através da execução dos processos que a compõem. Nos processos estudados foram

CONCLUSÕES E TRABALHOS FUTUROS
130
identificados alguns padrões de comportamento no que concerne à forma como o sistema informático propõe a
sua utilização no interface disponibilizado ao utilizador. A identificação e normalização desses padrões de
comportamento do sistema informático foi outro dos objetivos alcançados. Espera-se com este facilitar a
identificação de procedimentos aquando à construção de um manual de utilizador e reduzir a quantidade de
procedimentos a descrever. Esta normalização permitiu padronizar 17 processos em 10 de alteração/eliminação,
5 de criação simples e 2 de criação de parâmetros.
Documentação de procedimentos de utilização de GenPPC para a modelação de informação de artigos
Para atingir este objetivo foi criado um guia para realização de um manual de utilização do sistema, com o intuito
de apoiar a novos utilizadores do software uma implementação mais rápida do seu cenário de produção e dos
seus produtos, e a criação das guidelines para a criação de um manual completo de utilização. Assim, foram
identificadas todas as funcionalidades que permitem a realização dos processos das funções GenPDM no próprio
módulo do sistema GenPPC, descritos os modos de realização, e identificadas as alternativas de execução
disponibilizadas pelo sistema para os processos. A descrição de procedimentos para a execução dos processos
foi realizada através do reconhecimento das etapas de execução e da exemplificação dessas etapas, sempre que
necessário, através de situações do caso de estudo.
Nesta fase do trabalho surgiu a primeira grande dificuldade devido à amplitude de funcionalidades que o sistema
dispõe e, apesar de este ser até intuitivo, nem sempre foi fácil fazer a ligação entre soluções para a representação
de artigos e modelação dessas soluções no software. No entanto, acredita-se que a documentação gerada com
este trabalho permita fornecer as linhas orientadoras que apoiarão a criação futura de um manual de utilização.
Após a documentação de procedimentos, considerou-se relevante fazer um resumo das relações de dependência
das funções GenPDM, dada a quantidade elevada de informação criada e utilizada pelas mesmas. O resumo
identifica, para cada função, qual a informação necessária à realização dos processos – informação criada no
contexto de outras funções – e qual a informação que é gerada pela realização desses processos. Esta última
pode ser ainda usada por outros processos dentro da mesma função ou por outros processos no contexto da
execução de outras funções. O resumo permite assim, compreender a importância da informação de cada função
e da sua utilização na modelação de informação sobre artigos. O conhecimento gerado permitirá mais facilmente,
na construção de um manual de utilização, criar ligações entre as diferentes funcionalidades de GenPDM e
identificar precedências de criação, i.e., reconhecer que processos de criação têm que ser executados primeiro
para permitir a realização de outros segundo a necessidade de informação. O capítulo referente ao guia de
utilização (“Generic Product Data Management – Software”) foi já organizado neste trabalho pela precedência
identificada como necessária.
Avaliação das funcionalidades de GenPDM para satisfazer as necessidades de informação da programação de produção
Este objetivo pretendia analisar a forma como a gestão de informação de artigos no sistema pode influenciar o
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
131
comportamento de um sistema de programação da produção. Assim, para cada função de GenSFC foi estudada
a informação utilizada com origem em funções relacionadas com a gestão de informação de artigos.
Do estudo é comprovar que a gestão de informação de artigos tem um papel preponderante na programação da
produção, devido a todas as funções GenSFC utilizarem informação criada em processos de todas as funções
GenPDM. Assim, conclui-se que a área funcional GenPDM apresenta a capacidade para representação da
informação que permite satisfazer os requisitos da programação da produção.
No que concerne a resultados inesperados do estudo, foi surpreendente perceber que não só da função «Gestão
de Gamas Operatórias» “vive” a programação da produção, mas que existem duas funções GenPDM com presença
em todas as funções GenSFC: «Gestão de Listas de Materiais» e «Caracterização de Artigos». Esta última revelou-
se como a maior surpresa devido à elevada utilização de informação criada através da definição de atributos a
referências genéricas. A função «Definição de Atributos em Referências Genéricas» é a única que não apresenta
nenhum relacionamento com outras funções GenPDM, mas permite definir a maioria dos comportamentos do
sistema PCP perante cada família de artigos, ou variantes. Em suma, é concluído que sem a gestão de informação
de artigos a programação da produção não era exequível, acreditando que o mesmo aconteça para todas as áreas
de um sistema PCP tornando a área funcional de gestão de informação de artigos como a área funcional mais
importante dentro de uma organização.
7.2 Tarefas realizadas e resultados
Durante a realização deste trabalho foram executadas algumas tarefas que complementaram o trabalho de
investigação. Essas tarefas dizem respeito a uma revisão da literatura, a uma caracterização de um caso de estudo
e ao desenvolvimento de um modelo para representação desse caso em GenPDM.
Revisão da literatura
A primeira tarefa na realização dos objetivos foi um levantamento bibliográfico sobre as matérias de necessária
compreensão nas áreas de gestão da produção. Tendo sempre em vista utilizar materiais literários com maior
impacto para a ciência e obras com data de publicação mais recente, foi realizada a revisão bibliográfica sobre
conceitos principais e abrangentes, onde se concluiu que a customização em massa, apesar de emergente, é
ainda um paradigma sobre o qual carece relatos de implementação prática.
O mesmo acontece aquando à realização de revisão bibliográfica acerca de temas mais genéricos, como conceitos
de referenciação genérica, que apesar de existirem trabalhos de autores influentes na área, estes remetem para
datas de publicação menos recentes. Acredita-se que a falta de informação de teor mais prático ou recente se
deve à complexidade de modelação de práticas impostas pelos conceitos, bem como ao assíncrono
desenvolvimento de plataformas informáticas para lidar com determinados problemas impostos pelos mesmos.

CONCLUSÕES E TRABALHOS FUTUROS
132
Caracterização de um caso de estudo e modelação da informação em referenciação genérica GenPDM
Para a documentação de procedimentos foi caracterizado um caso de estudo e modelado o mesmo segundo a
representação genérica de artigos de GenPDM. Para o caso de estudo foram caracterizados os artigos, definidas
as suas propriedades e comportamentos, definidas listas de materiais, caracterizados os processos produtivos e
definidas gamas operatórias. O caso de estudo permitiu, assim, exemplificar situações de decisão de modelação
e de utilização das funcionalidades do sistema informático, e simular os comportamentos e procedimentos.
A modelação do caso de estudo segundo a representação do modelo de referenciação genérica GenPDM, foi
realizada de modo a introduzir a informação sobre os artigos no sistema informático GenPPC. Assim, foi modelada
a informação de acordo com a representação que se considera que tenha sido a mais adequada para a
demonstração de todas as funcionalidades do software, mesmo que não corresponda à modelação a ser aplicada
num contexto real. O modelo desenvolvido possibilitou comprovar que o sistema informático possui as capacidades
esperadas para a representação de informação, através da comparação do que se modelou e do que o sistema
permite modelar, bem como serviu para comprovar a facilidade de utilização e a existência de várias alternativas
para a modelação da mesma informação.
Na realização da tarefa, a dificuldade encontrada passou pela escolha de um caso de estudo. A dificuldade inerente
prende-se pela necessidade do caso de estudo abranger produtos com elevada possibilidade de customização e
possibilitar a elaboração do modelo de representação de artigos. O modelo de representação deveria, assim,
facultar a ilustração de todas as alternativas de parametrização de informação, de modo a mostrar a aplicabilidade
do maior número possível de funcionalidades de GenPDM.
7.3 Propostas para trabalhos futuros
Acreditando-se na prosperidade do projeto GenPPC, todas as propostas de trabalho de concretização futura são
propostas que visam a continuidade do que foi desenvolvido com esta dissertação. As propostas não se destinam
à correção de problemas, mas a sugestões para continuação do desenvolvimento do projeto expansivo GenPPC.
Assim, numa primeira instância é proposta a criação de instruções de utilização para os processos das restantes
áreas funcionais. Ou seja, é incentivado o desenvolvimento de um manual de utilizador para as áreas funcionais,
essencialmente para as designadas de Gestão Comercial; Planeamento da Produção; Programação e
Monitorização da Produção; e Controlo de Stocks.
Uma segunda sugestão passa pela avaliação do sistema informático estudado em outros setores industriais, em
outras abordagens de customização em massa, e, principalmente, em diferentes dimensões organizacionais.
Estima-se ainda que seria uma mais-valia que esta avaliação fosse sincronizada com implementações no contexto
prático das organizações. A proposta destas implementações recai sobre a perspetiva de estudar comportamentos
de colaboradores e a aceitação por parte destes; a capacidade de GenPPC de integrar departamentos e sistemas
informáticos em uso nas organizações; e identificar possíveis melhorias nos módulos a implementar.

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
133
REFERÊNCIAS BIBLIOGRÁFICAS
Alford, D., Sackett, P., & Nelder, G. (2000). Mass customisation - an automotive perspective. International Journal of Production Economics, 65(1), 99-110.
Alizon, F., Shooter, S. B., & Simpson, T. W. (2009). Henry Ford and the Model T: lessons for product platforming and mass customization. Design Studies, 30(5), 588-605.
Da Silveira, G., Borenstein, D., & Fogliatto, F. S. (2001). Mass customization: Literature review and research directions. International Journal of Production Economics, 72(1), 1-13.
Devaraj, S., Hollingworth, D. G., & Schroeder, R. G. (2004). Generic manufacturing strategies and plant performance. Journal of Operations Management, 22(3), 313-333.
Eastwood, M. A. (1996). Implementing mass customization. Computers in Industry, 30(3), 171-174.
Fogliatto, F. S., da Silveira, G. J. C., & Borenstein, D. (2012). The mass customization decade: An updated review of the literature. International Journal of Production Economics, 138(1), 14-25.
Gao, J. X., Aziz, H., Maropoulos, P. G., & Cheung, W. M. (2010). Application of product data management technologies for enterprise integration. International Journal of Computer Integrated Manufacturing, 16(7-8), 491-500.
Gascoigne, B. (1995). PDM: the essential technology for concurrent engineering. World Class Design to Manufacture, 2, 38-42.
Gilmore, J. H., & Pine, B. J. (1997). The four faces of mass customization. Harvard Business Review, 75(1), 91-&.
Gomes, J. P. (2013). Metodologia para apoio à implementação de um modelo de referenciação genérica de artigos. Universidade do Minho, Guimarães.
Gomes, J. P., Lima, R., & Martins, P. (2009). Analysis of Generic Product Information Representation Models. Paper presented at the IEEE International Conference on Industrial Engineering and Engineering Management.
Gomes, J. P., Martins, P., & Lima, R. M. (2011a). Referenciação Genérica: Metodologia de Caracterização de Artigos. Paper presented at the ENEGI.
Gomes, J. P., Martins, P. P., & Lima, R. M. (2011b). Benefícios e desafios da Customização em Massa. Paper presented at the ENEGI 2011.
Gupta, A. (2000). Enterprise resource planning: the emerging organizational value systems. Industrial Management & Data Systems, 100(3-4), 114-118.
Hameri, A.-P., & Nihtilä, J. (1998). Product data management—exploratory study on state-of-the-art in one-of-a-kind industry. Computers in Industry, 35(3), 195-206.
Jiao, J., Ma, Q., & Tseng, M. M. (2003). Towards high value-added products and services: mass customization and beyond. Technovation, 23(10), 809-821.
Jiao, J., & Tseng, M. M. (2004). Customizability analysis in design for mass customization. Computer-Aided Design, 36(8), 745-757.

REFERÊNCIAS BIBLIOGRÁFICAS
134
Jiao, J., Tseng, M. M., Duffy, V. G., & Lin, F. (1998). Product family modeling for mass customization. Computers & Industrial Engineering, 35(3–4), 495-498.
Jiao, J. X., Tseng, M. M., Ma, Q. H., & Zou, Y. (2000). Generic bill-of-materials-and-operations for high-variety production management. Concurrent Engineering-Research and Applications, 8(4), 297-321.
Justino, Conceição Aparecida de Paula (2005). Patologia de los Pies. Revista Online de Podologia, Agosto Nº3.
Kotani, S. (2007). Optimal method for changing the number of kanbans in the e-Kanban system and its applications. International Journal of Production Research, 45(24), 5789-5809.
Kotha, S. (1996). From mass production to mass customization: The case of the National Industrial Bicycle Company of Japan. European Management Journal, 14(5), 442-450.
Kropsu-Vehkapera, H., Haapasalo, H., Harkonen, J., & Silvola, R. (2009). Product data management practices in high-tech companies. Industrial Management & Data Systems, 109(5-6), 758-774.
Lage Junior, M., & Godinho Filho, M. (2010). Variations of the kanban system: Literature review and classification. International Journal of Production Economics, 125(1), 13-21.
Lampel, J., & Mintzberg, H. (1996). Customizing customization. Sloan Management Review, 38(1), 21-&.
Leong, K. K., Yu, K. M., & Lee, W. B. (2002). Product data allocation for distributed product data management system. Computers in Industry, 47(3), 289-298.
Lima, R. M. (2011). GIP - Gestão Integrada da Produção, Texto de Apoio. Universidade do Minho.
Liu, D. T., & Xu, X. W. (2001). A review of web-based product data management systems. Computers in Industry, 44(3), 251-262.
MacCarthy, B., Brabazon, P. G., & Bramham, J. (2003). Fundamental modes of operation for mass customization. International Journal of Production Economics, 85(3), 289-304.
Mesihovic, S., & Malmqvist, J. (2000). Product Data Management (PDM) System: Support for the Engineering Configuration Process. Paper presented at the 14TH European Conference on Artificial Intelligence ECAI 2000.
Mesihovic, S., Malmqvist, J., & Pikosz, P. (2004). Product data management system-based support for engineering project management. Journal of Engineering Design, 15(4), 389-403.
Meyer, M. H. (1997). Revitalize your product lines through continuous platform renewal. Research-Technology Management, 40(2), 17-28.
Peltonen, H. (2000). Concepts and an implementation for product data management., Helsinki University of Technology, Finland.
Peng, T. K., & Trappey, A. J. C. (1998). A step toward STEP-compatible engineering data management: the data models of product structure and engineering changes. Robotics and Computer-Integrated Manufacturing, 14(2), 89-109.
Philpotts, M. (1996). An introduction to the concepts, benefits and terminology of product data management. Industrial Management & Data Systems, 96(4), 11-&.
Pine, B. J. (1999). Mass Customization: The New Frontier in Business Competition. Boston: Harvard Business Press.
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
135
Ross, A. (1996). Selling uniqueness—mass customisation: The new religion for manufacturers? (Vol. Manufacturing Engineer).
Santillo, L. (2012). Sistemi di Beni e Servizi. Universitá Frederico Secondo.
Schuh, G., Rozenfeld, H., Assmus, D., & Zancul, E. (2008). Process oriented framework to support PLM implementation. Computers in Industry, 59(2-3), 210-218.
Sousa, T. R. (2013). Análise os modelos de referenciação genérica. Universidade do Minho, Guimarães.
Svensson, D., & Malmqvist, J. (2001). Paper presented at the Design Engineering Tecnical Conference and Computers and Information in Engineering Conference.
Tu, Q., Vonderembse, M. A., & Ragu-Nathan, T. S. (2001). The impact of time-based manufacturing practices on mass customization and value to customer. Journal of Operations Management, 19(2), 201-217.
Vaz, M., & Benacchio, A. (2008). Metapadrão - Descrição e Integração de Padrões de Metadados. Revista Unieuro de Tecnologia da Informação, 1, 35-40.
Vollmann, T. E., Berry, W. L., Whybark, D. C., & Jacobs, F. R. (2005). Manufacturing Panning and Control for Supply Chain Management (5 ed.). New York: McGraw-Hill/Irwin.
Weber, C., Werner, H., & Deubel, T. (2003). A different view on Product Data Management/Product Life-Cycle Management and its future potentials. Journal of Engineering Design, 14(4), 447-464.
Yeh, S. C., & You, C. F. (2002). STEP-based data schema for implementing product data management system. International Journal of Computer Integrated Manufacturing, 15(1), 1-17.


O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
137
ANEXO I – CARACTERIZAÇÃO DE ARTIGOS
Tabela 24 – Componentes e respetivas propriedades e quantidades por par
Classificação Artigo Quantidade Propriedade Valores
Matéria-prima Palmilha Par Tamanho do sapato
35, 36, 37, 38, 39, 40, 41, 42, 43, 44, 45
Matéria-prima Ilhós 20 – Mulher Cor Prateado para ambos
4 – Homem Dourado somente para Mulher
Matéria-prima Salto 1 Pé esquerdo
Altura Altura para sapato mulher
1 Pé direito Altura para sapato homem
Matéria-prima Sola 1 Pé esquerdo
Tamanho do sapato
35, 36, 37, 38, 39, 40, 41, 42, 43, 44, 45
1 Pé direito
Matéria-prima Atacador Par Cor Azul-escuro
Azul mesclado
Preto
Camel
Branco
Castanho
Cru
Amarelo
Vermelho
Salmão
Prateado
Verde mesclado
Matéria-prima Materiall m² em função do tamanho do sapato
Material e cor Pele Preto, Branco, Cru, Castanho, Camel
Tecido Liso = Cores do atacador
Tecido bordado 1 Azul-escuro, vermelho
Tecido bordado 2 Azul mesclado, salmão
Camurça = Cores do atacador
Couro Preto, Branco, Cru, Castanho, Camel
Sintética = Cores do atacador
Matéria-prima Saco 1 Tamanho do saco em função do tamanho do
sapato
XS = sapato 35 e 36
S = sapato 37 e 38
M = sapato 39 e 40
L = sapato 41 e 42
XL = sapato 43, 44 e 35
Matéria-prima Caixa 1 Tamanho do saco em função do tamanho do
sapato
XS = sapato 35 e 36
S = sapato 37 e 38
M = sapato 39 e 40
L = sapato 41 e 42
XL = sapato 43, 44 e 35
Matéria-prima Linhas de Costura
Carrinho Cor Variantes Têxtil
Semiacabado Calcanheira 2 Material e cor Variantes Têxtil
Do 35 ao 45
Semiacabado Biqueira 2 Material e cor Variantes Têxtil
Tamanho sapato Do 35 ao 45

ANEXOS
138
Semiacabado Cano 2 Material e cor Variantes Têxtil
Tamanho sapato Do 35 ao 45
Semiacabado Forro 2 Material e cor Variantes Têxtil
Tamanho sapato Do 35 ao 45
Semiacabado Gáspea 2 Material e cor Variantes Têxtil
Tamanho sapato Do 35 ao 45
Semiacabado Taloeira 2 Material e cor Variantes Têxtil
Tamanho sapato Do 35 ao 45
Semiacabado Orelha 2 Material e cor Variantes Têxtil
Tamanho sapato Do 35 ao 45
Tabela 25 – Ferramentas e respetivas propriedades e unidades de quantidade
Ferramentas Unidade de Quantidade Propriedade Valor Molde Par Formato Depende da família
Tamanho Do 35 ao 45 Lápis de marcação Unidade - -
Verniz Lata - -
Tinta Lata Cor = Linhas de costura
Cola Lata - -

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
139
ANEXO II – CARACTERIZAÇÃO DO PROCESSO PRODUTIVO
Corte Pré-Costura Costura Pré-montagem Montagem Acabamento
Armazém Corte Armazém Pré-Costura Armazém Montagem
Armazém Matérias-Primas
Armazém Acabamento
Ferramentas
Ferramentas
Ferramentas
Ferramentas
Material
Matérias-prim
as
Fornecedores
Armazém ExpediçãoClientes
IlhósLinhas de Costura
Palmilhas, Salto, Sola, Atacadores
Caixas e Sacos
Calcanheira, Forro, Orelha, Gáspea, Biqueira,
Vira, Cano, Taloeira
Figura 76 – Esquema do processo produtivo com fluxos de materiais
Tabela 26 – Fases produtivas e respetivas operações e ferramentas
Fase produtiva Operação Sapato “Oxford” Ferramentas
Corte de material Têxtil Corte a jato Precisa de uma das operações
- Corte a balancé Molde
Pré-costura Facear Precisa - Espessurar Precisa - Furação Precisa -
Pintura de bordos Precisa Tintas Marcação de costura Precisa Lápis
Costura Costura Precisa - Pré-montagem Colocação de adereços Precisa - Montagem Montagem Final Precisa Cola Acabamento Envernizar - Verniz
Pintura de correção Precisa em caso de defeito Tintas Embalamento Precisa -
Controlo de Qualidade Controlo Precisa -

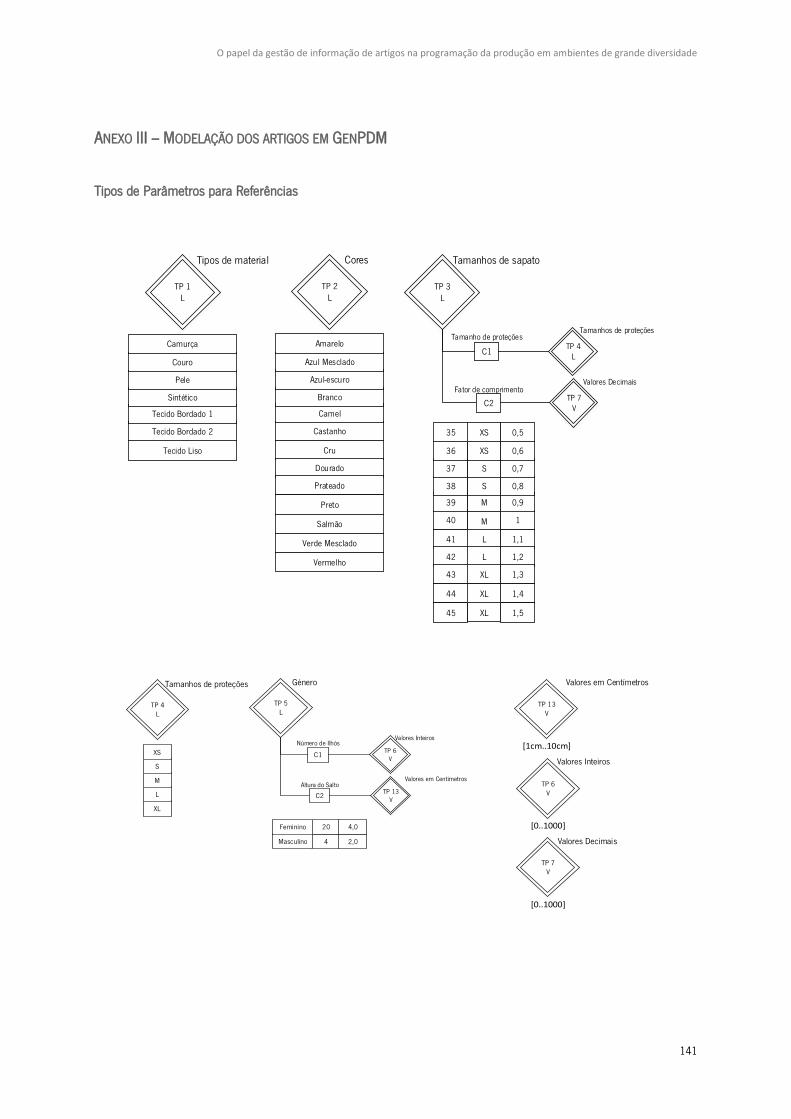
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
141
ANEXO III – MODELAÇÃO DOS ARTIGOS EM GENPDM
Tipos de Parâmetros para Referências
XL
M
M
S
S
XSCru
Castanho
Camel
Branco
Azul-escuro
Azul Mesclado
TP 2L
Cores
Amarelo
Dourado
Prateado
Preto
Salmão
Verde Mesclado
Vermelho
Tecido Liso
Tecido Bordado 2
Tecido Bordado 1
Sintético
Pele
Couro
TP 1L
Tipos de material
Camurça
41
40
39
38
37
36
TP 3L
Tamanhos de sapato
35
42
43
44
45
L
XS
L
XL
1,1
1
0,9
0,8
0,7
0,6
0,5
1,2
1,3
1,4
1,5
TP 4L
Tamanhos de proteções
C1
C2
Tamanho de proteções
Fator de comprimentoTP 7
V
Valores Decimais
XL
4
20
TP 4L
Tamanhos de proteções
TP 13V
Valores em Centímetros
[1cm..10cm]
XL
L
M
S
XS
TP 5L
Género
TP 6V
Valores Inteiros
C1
C2
Número de Ilhós
Altura do SaltoTP 13
V
Valores em Centimetros
Masculino
Feminino
2,0
4,0
TP 6V
Valores Inteiros
[0..1000]
TP 7V
Valores Decimais
[0..1000]
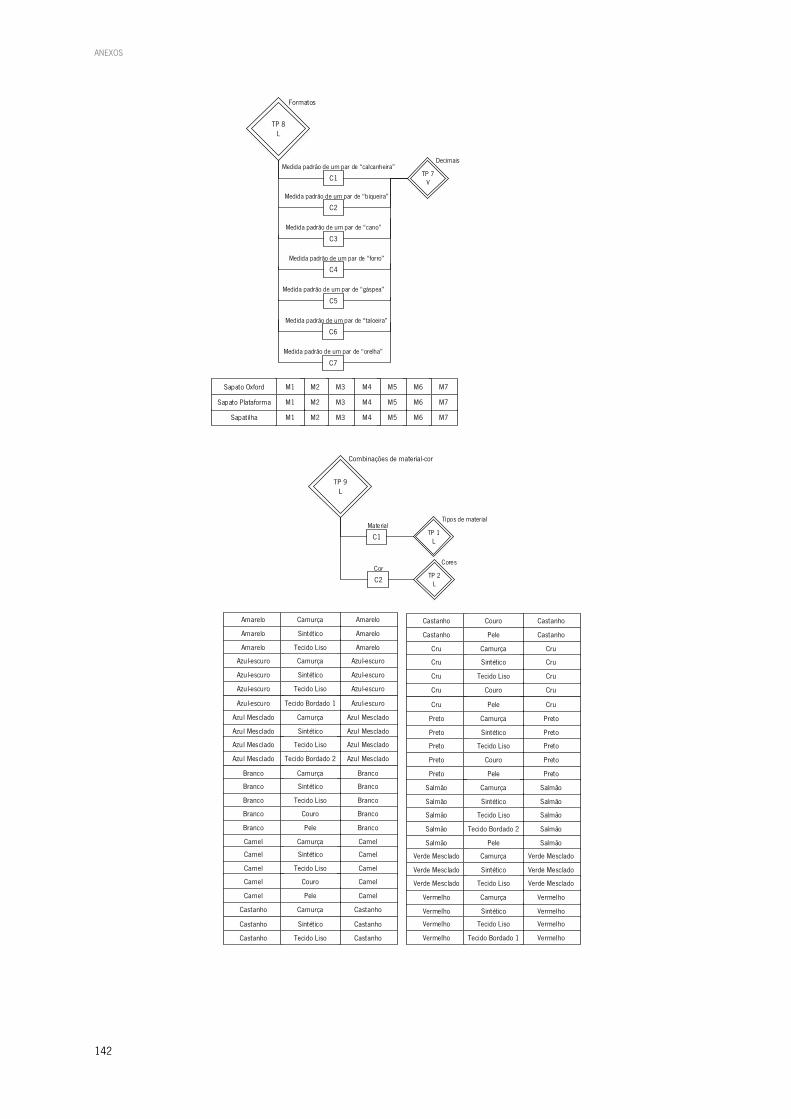
ANEXOS
142
M7
M7
M7
M6
M6
M6
M5
M5
M5
M4
M4
M4
M3
M3
M3
M2
M2
M2
M1
M1
Sapatilha
TP 8L
Formatos
TP 7V
Decimais
C1
C2
Medida padrão de um par de “calcanheira”
Medida padrão de um par de “biqueira”
C3
Medida padrão de um par de “cano”
C4
Medida padrão de um par de “forro”
C5
Medida padrão de um par de “gáspea”
C6
Medida padrão de um par de “taloeira”
C7
Medida padrão de um par de “orelha”
M1
Sapato Plataforma
Sapato Oxford
TP 9L
TP 1L
Tipos de material
C1
C2
CorTP 2
L
Cores
Material
Combinações de material-cor
Amarelo
Amarelo
Amarelo
Amarelo
Amarelo
Amarelo
Tecido Liso
Sintético
Camurça
Azul-escuro
Azul-escuro
Azul-escuro
Azul-escuro
Azul-escuro
Azul-escuro
Tecido Liso
Sintético
Camurça
Azul Mesclado
Azul Mesclado
Azul-escuro
Azul Mesclado
Azul Mesclado
Azul-escuro
Sintético
Camurça
Tecido Bordado 1
Azul Mesclado
Azul Mesclado
Azul Mesclado
Azul Mesclado
Tecido Bordado 2
Tecido Liso
Branco BrancoCamurça
Branco
Branco
Branco
Branco
Tecido Liso
Sintético
Camel
Branco
Branco
Camel
Branco
Branco
Camurça
Pele
Couro
Camel
Camel
Camel
Camel
Tecido Liso
Sintético
Castanho
Camel
Camel
Castanho
Camel
Camel
Camurça
Pele
Couro
Castanho
Castanho
Castanho
Castanho
Tecido Liso
Sintético
Cru
Castanho
Castanho
Cru
Castanho
Castanho
Camurça
Pele
Couro
Cru
Cru
Cru
Cru
Cru
Cru
Couro
Tecido Liso
Sintético
Preto
Preto
Cru
Preto
Preto
Cru
Sintético
Camurça
Pele
Preto
Preto
Preto
Preto
Preto
Preto
Pele
Couro
Tecido Liso
Salmão
Salmão
Salmão
Salmão
Sintético
Camurça
Salmão
Salmão
Salmão
Salmão
Salmão
Salmão
Pele
Tecido Bordado 2
Tecido Liso
Verde Mesclado
Verde Mesclado
Verde Mesclado
Verde Mesclado
Sintético
Camurça
Vermelho
Vermelho
Verde Mesclado
Vermelho
Vermelho
Verde Mesclado
Sintético
Camurça
Tecido Liso
Vermelho
Vermelho
Vermelho
Vermelho
Tecido Bordado 1
Tecido Liso
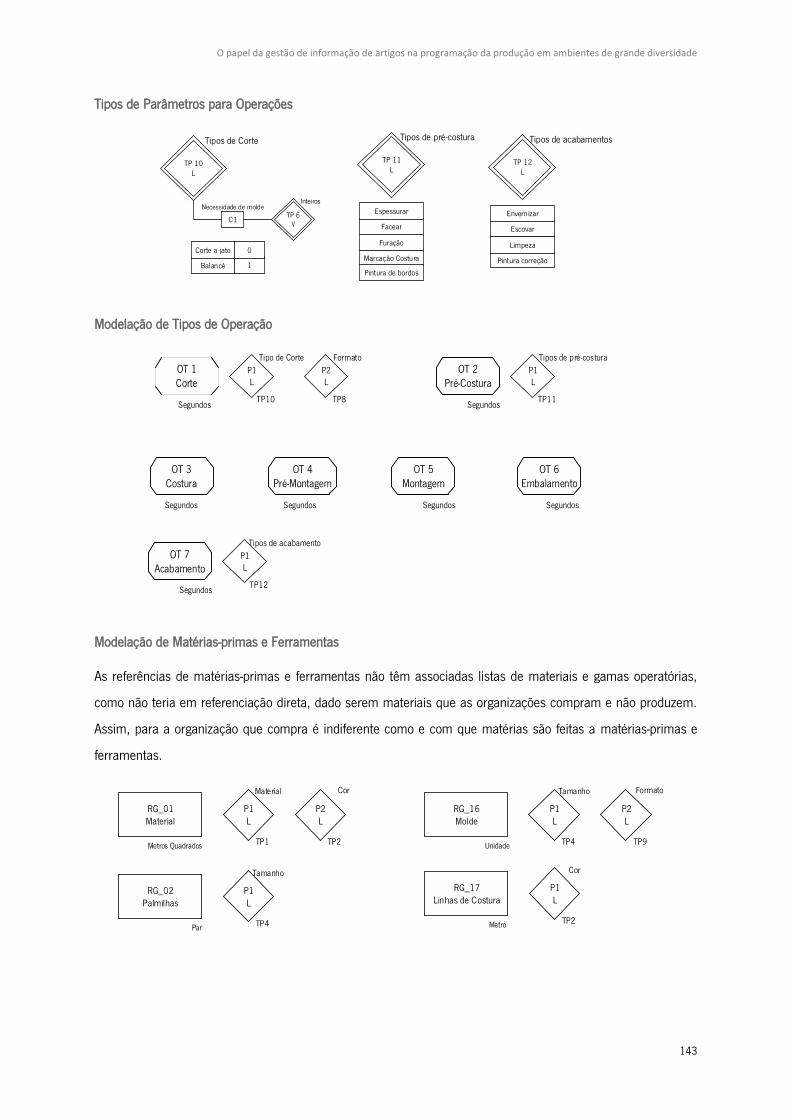
O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
143
Tipos de Parâmetros para Operações
TP 10L
Tipos de Corte
TP 6V
Inteiros
C1
Necessidade de molde
Balancé
Corte a jato
1
0
TP 11L
Tipos de pré-costura
Facear
Espessurar
Marcação Costura
Furação
Pintura de bordos
TP 12L
Tipos de acabamentos
Escovar
Envernizar
Pintura correção
Limpeza
Modelação de Tipos de Operação
OT 1Corte
P1L
P2L
Segundos
Tipo de Corte Formato
TP10 TP8
OT 2Pré-Costura
P1L
Segundos
Tipos de pré-costura
TP11
OT 3Costura
Segundos
OT 4Pré-Montagem
Segundos
OT 5Montagem
Segundos
OT 6Embalamento
Segundos
OT 7Acabamento
P1L
Tipos de acabamento
TP12Segundos
Modelação de Matérias-primas e Ferramentas
As referências de matérias-primas e ferramentas não têm associadas listas de materiais e gamas operatórias,
como não teria em referenciação direta, dado serem materiais que as organizações compram e não produzem.
Assim, para a organização que compra é indiferente como e com que matérias são feitas a matérias-primas e
ferramentas.
RG_01Material
P1L
TP1
Material
P2L
TP2
Cor
Metros Quadrados
RG_02Palmilhas
P1L
TP4
Tamanho
Par
RG_17Linhas de Costura
P1L
TP2
Cor
Metro
RG_16Molde
P1L
TP4
Tamanho
P2L
TP9
Formato
Unidade
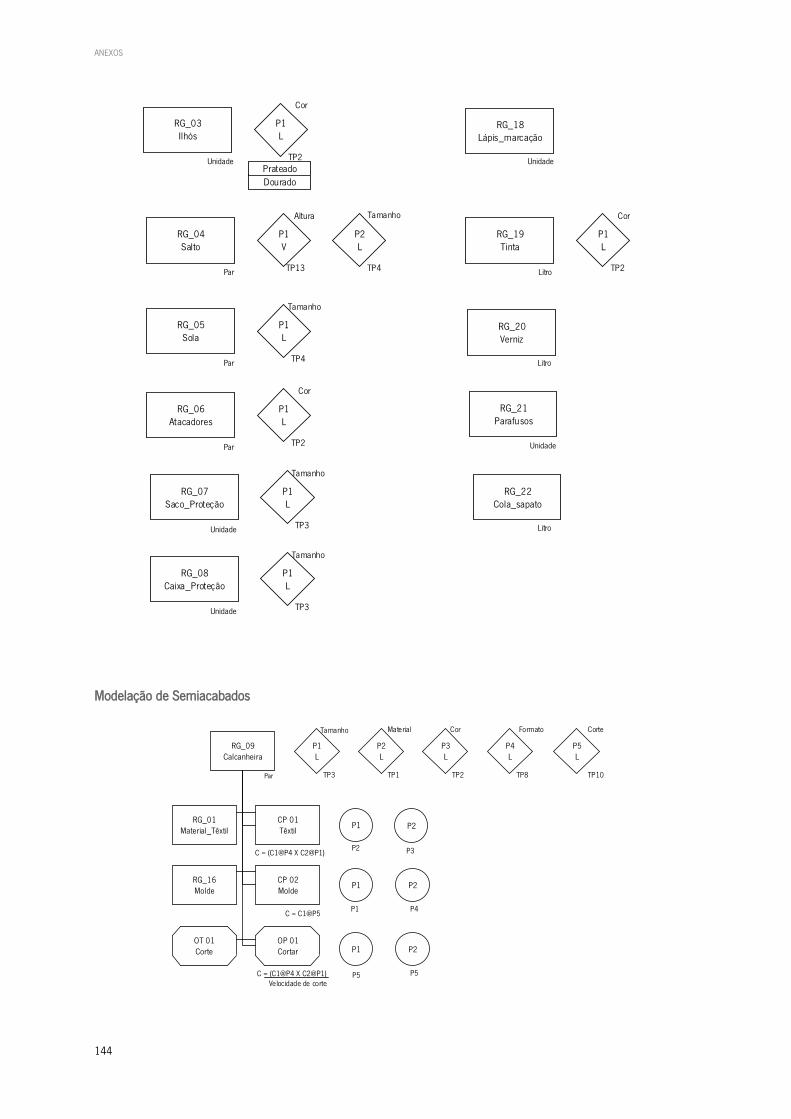
ANEXOS
144
Dourado
Prateado
RG_03Ilhós
P1L
TP2
Cor
Unidade
RG_04Salto
P1V
TP13
Altura
P2L
TP4
Tamanho
Par
RG_05Sola
P1L
TP4
Tamanho
Par
RG_06Atacadores
P1L
TP2
Cor
Par
RG_07Saco_Proteção
P1L
TP3
Tamanho
Unidade
RG_08Caixa_Proteção
P1L
TP3
Tamanho
Unidade
RG_18Lápis_marcação
RG_19Tinta
P1L
TP2
Cor
RG_20Verniz
Litro
RG_21Parafusos
Unidade
RG_22Cola_sapato
Litro
Unidade
Litro
Modelação de Semiacabados
RG_09Calcanheira
TP8
P1CP 01Têxtil
RG_01Material_Têxtil
P1L
TP3
Tamanho
P2L
TP1
Material
P3L
TP2
Cor
P4L
Formato
P2
P3P2
Par
C = (C1@P4 X C2@P1)
P1CP 02Molde
RG_16Molde
P2
P4P1C = C1@P5
TP10
P5L
Corte
P1
P5
P2
P5C = (C1@P4 X C2@P1) Velocidade de corte
OP 01Cortar
OT 01Corte

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
145
RG_10Biqueira
TP8
P1CP 01Têxtil
RG_01Material_Têxtil
P1L
TP3
Tamanho
P2L
TP1
Material
P3L
TP2
Cor
P4L
Formato
P2
P3P2
Par
C = (C2@P4 X C2@P1)
P1CP 02Molde
RG_16Molde
P2
P4P1C = C1@P5
TP10
P5L
Corte
P1
P5
P2
P5C = (C2@P4 X C2@P1) Velocidade de corte
OP 01Cortar
OT 01Corte
RG_11Cano
TP8
P1CP 01Têxtil
RG_01Material_Têxtil
P1L
TP3
Tamanho
P2L
TP1
Material
P3L
TP2
Cor
P4L
Formato
P2
P3P2
Par
C = (C3@P4 X C2@P1)
P1CP 02Molde
RG_16Molde
P2
P4P1C = C1@P5
TP10
P5L
Corte
P1
P5
P2
P5C = (C3@P4 X C2@P1) Velocidade de corte
OP 01Cortar
OT 01Corte
RG_12Forro
TP8
P1CP 01Têxtil
RG_01Material_Têxtil
P1L
TP3
Tamanho
P2L
TP1
Material
P3L
TP2
Cor
P4L
Formato
P2
P3P2
Par
C = (C4@P4 X C2@P1)
P1CP 02Molde
RG_16Molde
P2
P4P1C = C1@P5
TP10
P5L
Corte
P1
P5
P2
P5C = (C4@P4 X C2@P1) Velocidade de corte
OP 01Cortar
OT 01Corte
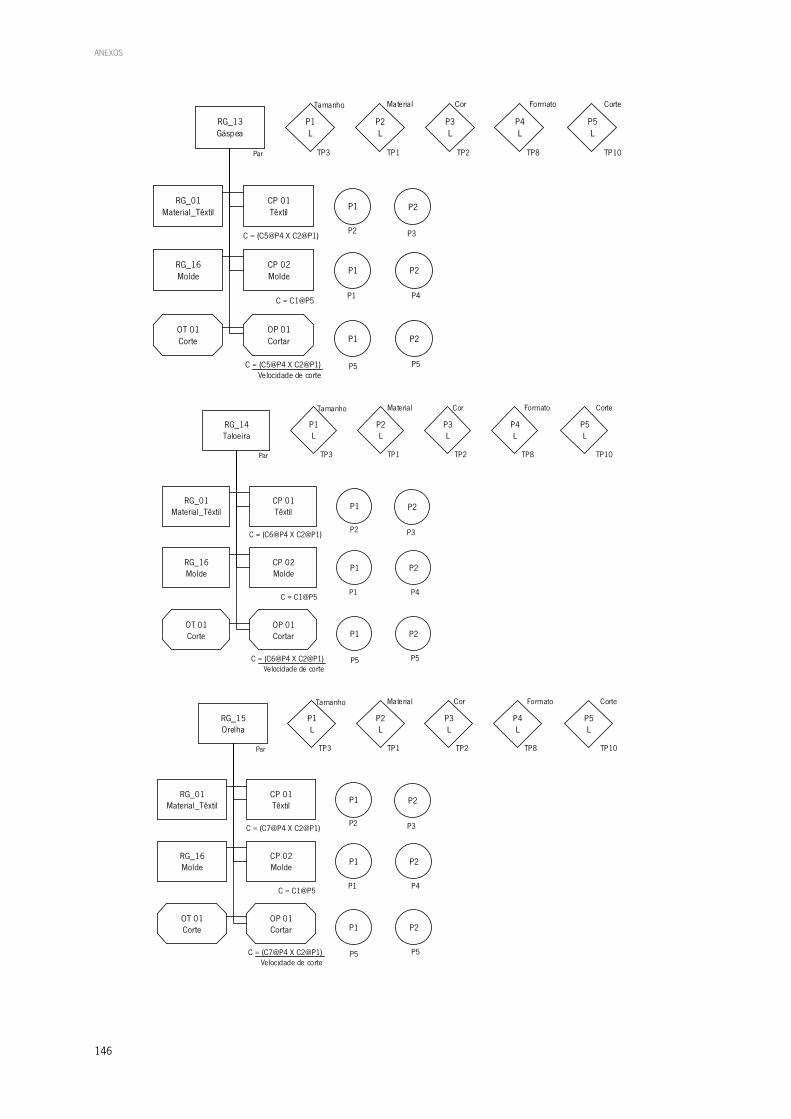
ANEXOS
146
RG_13Gáspea
TP8
P1CP 01Têxtil
RG_01Material_Têxtil
P1L
TP3
Tamanho
P2L
TP1
Material
P3L
TP2
Cor
P4L
Formato
P2
P3P2
Par
C = (C5@P4 X C2@P1)
P1CP 02Molde
RG_16Molde
P2
P4P1C = C1@P5
TP10
P5L
Corte
P1
P5
P2
P5C = (C5@P4 X C2@P1) Velocidade de corte
OP 01Cortar
OT 01Corte
RG_14Taloeira
TP8
P1CP 01Têxtil
RG_01Material_Têxtil
P1L
TP3
Tamanho
P2L
TP1
Material
P3L
TP2
Cor
P4L
Formato
P2
P3P2
Par
C = (C6@P4 X C2@P1)
P1CP 02Molde
RG_16Molde
P2
P4P1C = C1@P5
TP10
P5L
Corte
P1
P5
P2
P5C = (C6@P4 X C2@P1) Velocidade de corte
OP 01Cortar
OT 01Corte
RG_15Orelha
TP8
P1CP 01Têxtil
RG_01Material_Têxtil
P1L
TP3
Tamanho
P2L
TP1
Material
P3L
TP2
Cor
P4L
Formato
P2
P3P2
Par
C = (C7@P4 X C2@P1)
P1CP 02Molde
RG_16Molde
P2
P4P1C = C1@P5
TP10
P5L
Corte
P1
P5
P2
P5C = (C7@P4 X C2@P1) Velocidade de corte
OP 01Cortar
OT 01Corte

O papel da gestão de informação de artigos na programação da produção em ambientes de grande diversidade
147
ANEXO IV – ATRIBUTOS DO SISTEMA
Tabela 27 - Grupos de atributos do sistema e respetivas propriedades
Grupo de Atributos da Configuração Propriedades Expedição Número de Volumes
Peso Volume
Plano Diretor de Produção Dimensão PDP Período Congelado do PDP Horizonte PDP Período Semicongelado PDP
Programação da Produção Calcular número de Kanbans (Real) Calcular número de Kanbans (Simulado) Dias de antecipação Distribuição Automática de Volumes Distribuir Volumes Completos Iniciar trabalho sem componentes Lead Time de programação Número de Dias de Carga na Fila FIFO Número máximo de ordens de produção na Fila FIFO Permanece em Fila de Espera Pick na Secção do Posto Programação Stock Mínimo (Programação) Tamanho Fila FIFO predefinido (Real) Tamanho do Lote (Movimentação) Tratamento Automático de Precedências
Rastreio Acumular entradas de Número de Dias Rastrear Movimentos Rastrear Utilização
Simulação Dias de Antecipação Número de dias de carga da fila FIFO Número máximo de Ordens de Produção na Fila FIFO Tamanho Fila FIFO predefinido
SPCP Cálculo MRP – FCFS Cálculo MRP para Referência Lead Time Múltiplo de Lote Período de Encomenda Prazo de Segurança Stock de Segurança Tamanho do Lote Tamanho do Lote (Produção) Tipo de Planeamento de Necessidades