ferramentas manuais e de medição
TRANSCRIPT

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 1/52
1

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 2/52
2
7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 3/52
3
Apresentação da Disciplina ________________________________________________4
Módulo I __________________________________________________________5 – 52

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 4/52
4
Caro aluno,
A disciplina de Ferramentas Manuais e de Medição contém informações sobre algumas
ferramentas manuais usadas por um mecânico de aviação.
Este é um esboço dos conhecimentos básicos necessários ao uso das ferramentas manuais e de medição mais
comuns, usadas no reparo de aeronaves. Esta informação, no entanto, não pode substituir um julgamento
correto por parte do indivíduo.
Há muitos casos em que a habilidade e o desembaraço podem superar as regras básicas. Um conhecimento
dessas regras e, em que situações elas se aplicam, é necessário.
O uso das ferramentas pode variar, mas as boas práticas de segurança, cuidado e estocagem das ferramentas
permanecem as mesmas.
Com a carga horária de 10h/a essa disciplina contém apenas um módulo.
Desejo que você alcance êxito e que possamos seguir juntos, estabelecendo uma parceria de sucesso.
Prof. Vanderlei dos Reis

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 5/52
5
Fonte: Vanderlei dos Reis
MÓDULO I
FERRAMENTAS E MANUAIS E DE MEDIÇÃO
INTRODUÇÃO
Caro aluno,
Vamos iniciar a disciplina conhecendo as ferramentas de uso geral.
Em seguida daremos seguimento aos demais conteúdos descritos na apresentação da
disciplina, bem como no plano de ensino.
Venha comigo e vamos juntos!

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 6/52
6
1 1 FERRAMENTAS DE USO GERAL
Martelos e Macetes
A figura 12-1 apresenta alguns dos martelos que o mecânico de aviação pode ter
necessidade de usar. Martelos de cabeça metálica têm suas medidas de acordo com o peso
da cabeça sem o cabo.
Ocasionalmente será necessário usar um martelo de face macia, que tenha uma superfície
feita de madeira, latão, chumbo, couro cru, borracha dura ou plástico.
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 7/52
7
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-1 Martelos.
Esses martelos devem ser utilizados apenas nos trabalhos em metais macios e para bater
em superfícies que facilmente se danificam. Os martelos macios não devem ser usados em
trabalhos grosseiros. Bater em cabeças de punções, parafusos ou cantos vivos, rapidamente
arruinará este tipo de martelo.
O macete é uma ferramenta semelhante ao martelo com a cabeça feita de madeira
(nogueira), couro cru ou borracha. Ele é manejado para formar partes delgadas de metal
sem deixar mossas. Usamos sempre um macete de madeira quando tivermos que bater em
um formão ou goiva.
Quando usando um martelo ou um macete, aquele que melhor atende ao trabalho é
escolhido. É preciso que o cabo esteja firme. Quando damos uma pancada com o martelo,
usamos o antebraço como se fosse uma extensão do cabo. Quando utilizamos um martelo,
dobramos o cotovelo e não apenas o pulso, usando totalmente a face do martelo.É bom manter as faces do martelo e do macete sempre lisas, e sem dentes para evitar que o
trabalho se danifique.
Chaves de Fenda
A chave de fenda pode ser classificada pelo seu formato, tipo e comprimento da haste. Elas
são feitas apenas para uma finalidade, apertar e afrouxar parafusos. A figura 12-2 mostra

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 8/52
8
diferentes tipos de chaves de fenda. Quando se usa uma chave de fenda comum, a maior
chave cuja haste dará uma boa fixação no parafuso, que deverá ser girado, é selecionada.
Uma chave de fenda comum deve preencher pelo menos 75% da fenda do parafuso. Se a
chave de fenda for de tamanho incorreto, cortará e deixará rebarbas na fenda do parafuso,
inutilizando-o. Uma chave de fenda de medida incorreta poderá deslizar e danificar peças
adjacentes da estrutura.
A chave de fenda comum é usada somente onde existirem na aeronave, prendedores ou
parafusos com fenda na cabeça. Um exemplo de prendedor que requer o uso de uma chave
de fenda comum é o Airloch, que é usado para prender as carenagens dos motores de
algumas aeronaves.
Os dois tipos de parafusos com encaixe na cabeça de uso mais comum são: o Phillips e oReed and Prince. Tanto o encaixe Phillips como o Reed and Prince são opcionais nas
cabeças dos parafusos.
Como mostra a figura 12-2, o encaixe Reed and Prince forma uma perfeita cruz na cabeça
do parafuso. A chave de fenda usada com este parafuso tem a ponta aguçada. Como o
parafuso com encaixe Phillips tem o centro da cruz mais largo, a chave de fenda Phillips
tem a ponta rombuda. As duas chaves de fenda não são intercambiáveis. O uso de uma
chave de fenda do tipo errado resultará em mutilação da ferramenta ou do encaixe da
cabeça do parafuso.
Quando girando um parafuso com encaixe na cabeça, usamos somente a ferramenta
apropriada e de medida correta.
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-2 Chaves de Fenda.

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 9/52
9
Quando o espaço vertical for limitado pode-se usar uma chave de fenda em "Z". As chaves
de fenda em "Z" são construídas com ambas as pontas dobradas a 90º da haste. Pelo uso
alternado de cada uma das pontas, a maioria dos parafusos podem ser apertados ou
afrouxados, sempre que o espaço para o giro for limitado. As chaves de fenda em "Z" são
feitas tanto para os parafusos de fenda comuns como para os de encaixe em cruz.
Uma chave de fenda não deverá ser usada como alavanca ou ferramenta de corte. Não use
uma chave de fenda para testar um circuito elétrico, porque o arco elétrico queimará a
ponta, inutilizando-a. Em alguns casos, o arco elétrico poderá fundir a haste da chave na
unidade que está sendo testada.
Quando se usa uma chave de fenda em uma peça pequena, mantemos sempre a peça presa
na morsa ou apoiada na bancada. Não mantemos a peça nas mãos porque a chave de fendapoderá deslizar e causar sérios danos pessoais.
A chave de fenda de catraca ou espiral é de ação rápida, e gira o parafuso quando o punho
é empurrado para baixo e depois puxado para cima. Ela pode ser selecionada para girar o
parafuso tanto no sentido de apertar como no de afrouxar e, pode também ser travada, e
ser usada como uma chave de fenda comum. A chave de fenda de catraca não é própria
para serviços pesados e deverá ser usada apenas em trabalhos mais leves. Um aviso: quando
usando uma chave de fenda de catraca ou espiral, extremo cuidado deverá ser tomado para
manter uma pressão constante e evitar o deslizamento da chave na fenda do parafuso. Se
isto ocorrer, a região em volta estará sujeita a danos.
Alicates
Existem vários tipos de alicates, mas os mais usados em trabalhos de reparos de aeronaves
são: diagonal, ajustável, de ponta e bico de pato. O tamanho dos alicates é determinado
pelo seu comprimento total, usualmente entre 5 e 12 polegadas.
O alicate ajustável combinado de 6 polegadas é o tamanho preferido para o uso em
trabalhos de reparo. Ele permite uma grande abertura dos mordentes, deslizando no eixo,
para agarrar objetos de grandes diâmetros. Os alicates combinados são encontrados nos
tamanhos de 5 a 10 polegadas. Os melhores da série são de aço forjado.
Os alicates de bico chato são os mais adequados para fazer flanges. Os mordentes são
quadrados, bastante compridos e, usualmente, bem ranhurados, e a sua articulação é firme.
Estas são características que permitem fazer curvas perfeitas e agudas.

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 10/52
10
Os alicates de bico redondo são usados para torcer o metal. Eles não foram feitos para
trabalhos pesados porque demasiada pressão torcerá as pontas, as quais muitas vezes são
envolvidas para evitar marcar o metal.
Os alicates de ponta fina têm os mordentes redondos até a metade e, de vários
comprimentos. Eles são usados para segurar objetos ou fazer ajustes em lugares de espaço
reduzido.
Os alicates de bico de pato assemelham-se ao bico de um pato por ter os mordentes finos,
chatos e com o formato de bicos de pato.
Eles são usados exclusivamente para executar frenagens com arame.
Os alicates gasistas, bico de papagaio ou para bomba de água, são alicates ajustáveis, com o
eixo deslizante e os mordentes em ângulo com os punhos.O tipo mais popular tem a junta deslizante canelada dando-lhe o nome de trava canelada.
Estes alicates são usados para apertar porcas serrilhadas do sistema elétrico, tubos e
inúmeras partes.
Os alicates em diagonal são usualmente chamados de "diagonal" e possuem mordentes
curtos com lâminas de corte, formando um pequeno ângulo com o punho.
Esta ferramenta pode ser usada para cortar arames, fios, rebites, pequenos parafusos e
contrapinos, sendo, além disso, praticamente indispensável para instalação e remoção de
frenagens com arame.
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Alguns tipos de alicates

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 11/52
11
Duas regras importantes para o uso de alicates:
1 - Não utilizar alicates em trabalhos que excedam sua capacidade. Os alicates de bico
longo são especialmente delicados; muito fáceis de torcer ou quebrar, ou mesmo fazer
mossas nas bordas. Se isto ocorrer, estarão praticamente inúteis.
2 - Não usar alicates para girar porcas. Em poucos segundos, um alicate pode danificar uma
porca muito mais do que vários anos de serviço.
Punções
Os punções são usados para marcar centros de desenhos de círculos, iniciar pontos defuração, para abrir furos em chapas de metal, para transferir localização de furos em
gabaritos e para remover rebites, pinos ou parafusos.
Sólidos ou ocos são os dois tipos geralmente usados.
Os sólidos são classificados de acordo com o formato de suas pontas. A figura 12-3
apresenta os diversos tipos de punção.
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-3 Punções.
O punção de bico é usado para fazer marcas de referência no metal. Esse punção é usado
muitas vezes para transferir medidas de um desenho no papel diretamente para o metal.
Para fazer isto, inicialmente colocamos o papel como modelo diretamente sobre o metal.
Então, acompanhando a linha externa do desenho com o punção de ponta, batendo
suavemente com um pequeno martelo, fazemos pequenas marcações no metal, nos pontos
mais exteriores do desenho. Essas marcações poderão ser usadas como referências para o
corte do metal. Um punção de ponta nunca deverá ser golpeado fortemente com um

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 12/52
12
martelo, porque ele poderá envergar ou causar grandes danos ao material que está sendo
trabalhado.
Profundas marcações no metal, que são necessárias para o início de uma furação, são feitas
com o punção de centro. Ele nunca deverá ser martelado com demasiada força, para não
afundar o material que circunda a marcação, ou ocasionar uma protuberância no outro lado
da chapa de metal. O punção de centro tem um corpo mais pesado do que o punção de
bico e a ponta é afiada com um ângulo de aproximadamente 60º.
O punção extrator, que também é chamado de punção cônico, é usado para extrair rebites
danificados, pinos e parafusos que algumas vezes ficam presos em orifícios. O punção
extrator é feito com uma face plana no lugar da ponta. A medida do punção é determinadapela largura da face, que é usualmente de 1/8 a 1/4 de polegada.
O punção para pinos, também chamado de "tocapinos", é semelhante ao punção extrator
e tem a mesma finalidade. A diferença entre os dois é que o punção extrator tem os lados
cônicos em direção à face, enquanto o tocapinos tem a haste paralela. Os tocapinos são
medidos pelo diâmetro da face, em 1/32 de polegada, variando este diâmetro de 1/16 a
3/8 de polegada.
Na prática geral, um pino ou parafuso, que tenha que ser removido, é usualmente através
de um punção extrator, até que os lados dele toquem a borda do orifício. O tocapino é
então usado para completar a remoção do pino ou parafuso do orifício. Em pinos difíceis
de serem removidos, o início da remoção pode ser feito com um pedaço fino de cobre,
latão ou alumínio de sucata, colocado diretamente de encontro ao pino e, então, bate-se
com um martelo até que o pino comece a mover-se.
Nunca se deve usar um punção de bico ou de centro para remover objetos de orifícios,
porque a ponta do punção dilatará o objeto, dificultando a sua remoção cada vez mais.
O punção de transferência tem, normalmente 4 polegadas de comprimento. É um tipo
especial usado para marcar orifícios para rebites quando um gabarito é usado para o
traçado de um revestimento novo. O diâmetro da espiga do punção é igual ao furo para o
rebite e na face da extremidade, existe uma pequenina ponta no centro exato. O metal é
puncionado através do furo do gabarito para que o metal novo seja posteriormente furado
no local adequado.
7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 13/52
13
O punção automático é o tipo mais conveniente quando existe um grande número de
furos a serem localizados com precisão. A ponta do punção é colocada no local exato do
furo e o seu cabo é pressionado manualmente para baixo. Uma mola é comprimida e, ao
final do seu curso, ela é liberada repentinamente, dando um golpe na ponta e marcando o
metal. A força do golpe pode ser ajustada, apertando-se a extremidade roscada do punção.
Chaves
As chaves que são usadas com mais frequência em manutenção de aeronaves são
classificadas como: chaves de boca, chaves de caixa, colar ou estrela, chaves
soquetes, chaves ajustáveis e chaves especiais. A chave Allen, embora seja usada,raramente é necessária em um tipo especial de cabeça de parafuso. Um dos metais
amplamente usados na fabricação destas ferramentas é o aço cromo-vanádio. As chaves
feitas com este metal são consideradas inquebráveis.
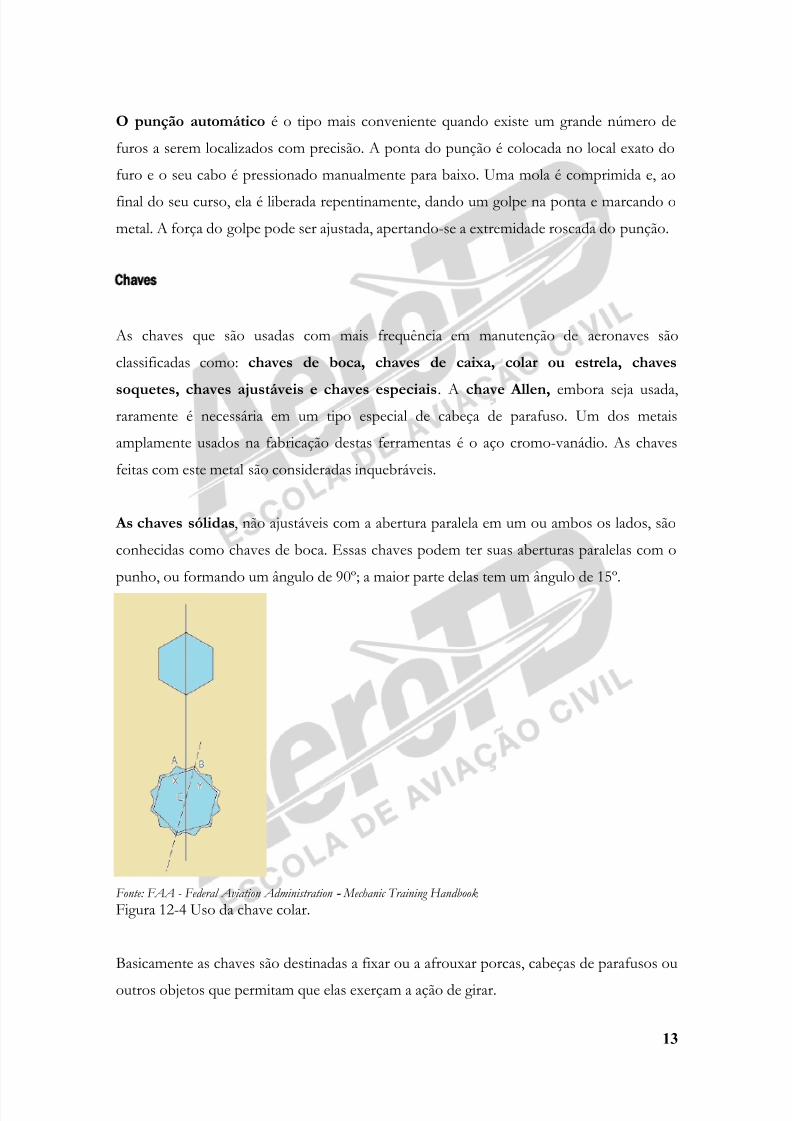
As chaves sólidas, não ajustáveis com a abertura paralela em um ou ambos os lados, são
conhecidas como chaves de boca. Essas chaves podem ter suas aberturas paralelas com o
punho, ou formando um ângulo de 90º; a maior parte delas tem um ângulo de 15º.
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-4 Uso da chave colar.
Basicamente as chaves são destinadas a fixar ou a afrouxar porcas, cabeças de parafusos ou
outros objetos que permitam que elas exerçam a ação de girar.

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 14/52
14
As chaves de colar são ferramentas muito utilizadas por causa da sua vantagem em lugares
estreitos. Elas são chamadas de caixa ou colar porque envolvem completamente a porca ou
a cabeça do parafuso. Praticamente todas as chaves colar são feitas com 12 pontos para que
possam ser usadas em lugares que só permitem um deslocamento de 15º.
Embora a chave colar seja ideal para afrouxar ou apertar porcas, muito tempo é perdido
girando a porca no parafuso após aliviar o aperto. Somente quando existir suficiente espaço
para um círculo completo da chave, este vagaroso processo será evitado.
Após o aperto da porca ter sido aliviado, ela poderá ser completamente removida, mais
rapidamente com uma chave de boca do que com uma de colar. Neste caso, a chave
combinada é a ideal, porque possui em uma das pontas uma chave colar e na outra, uma de
boca, sendo ambas da mesma medida. A figura 12-5 mostra uma chave colar e umacombinada.
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-5 Chave colar e combinada colar e boca.
A chave soquete é feita em duas partes: 1) Soquete, que é a parte colocada sobre a porca
ou a cabeça do parafuso, e 2) Punho, que é encaixado na soquete. Muitos tipos de punhos,
extensões e uniões são disponíveis para tornar possível o uso da chave soquete em quase

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 15/52
15
todas as localizações ou posições. As soquetes são feitas, tanto com o punho fixo, como
destacável. Chaves soquete com o punho fixo são usualmente fornecidas como um
acessório para uma máquina. Elas têm encaixe de quatro, seis ou doze pontos para fixar
uma porca ou cabeça de parafuso que necessite uma exata adaptação.
Soquetes com punhos destacáveis normalmente vêm em conjuntos com vários tipos de
cabos como o "T", catraca, encaixe de chave de fenda e arco de velocidade. Os cabos de
chave soquete têm um encaixe quadrado em uma das pontas, para embutir no encaixe da
soquete. As duas partes são mantidas juntas por uma pequena esfera sob ação de mola.
Dois tipos de soquetes, um conjunto de cabos e uma barra de extensão são mostrados na
figura 12-6.
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-6 Conjunto de chaves e soquetes.
A chave ajustável é uma ferramenta de utilização manual que possui mordentes lisos e é
utilizada como uma chave de boca. Um mordente é fixo, mas o outro pode ser
movimentado por um sem-fim, em um setor dentado no punho. A abertura dos mordentes
pode variar de zero a 1/2 polegada ou mais. O ângulo de abertura do punho é de 22 1/2º
em uma chave ajustável, e ela pode executar o trabalho de várias chaves de boca. Embora
versátil, ela não é destinada a substituir as chaves de boca, colar ou soquete padronizadas.
Quando usando qualquer chave ajustável, a força de tração no lado do punho, que tem o
mordente fixo da chave, é sempre exercida.

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 16/52
16
Chaves Especiais
A categoria de chaves especiais inclui a chave de gancho, o torquímetro e a chave allen. A
chave de gancho é para uma porca redonda com uma série de entalhes cortados no bordo
exterior. Essa chave consiste de um cabo, com uma parte em arco e um gancho na
extremidade, o qual é encaixado no entalhe da porca. Quando o gancho estiver encaixado
no entalhe da porca, o punho da chave deverá estar indicando a direção em que a porca
deverá ser virada.
Algumas chaves de gancho são ajustáveis para fixar em porcas de vários diâmetros. A
chave de gancho em forma de "U" tem dois ganchos na face da chave para adaptarem-se
aos entalhes da face da porca ou plugue. A extremidade das chaves de gancho assemelha-se a uma chave soquete, mas tem uma série
de ressaltos que encaixam nos correspondentes entalhes de uma porca ou de um plugue.
As chaves de pino têm um pino no lugar de um ressalto, e este pino encaixa-se em um
orifício circular na borda de uma porca. Existem ainda as chaves de gancho e chave de pino
para face, que são semelhantes à chave em "U", com a diferença de que elas têm os pinos
colocados em plano vertical com relação ao cabo e não no mesmo plano.
Existem ocasiões em que uma determinada pressão deve ser aplicada em uma porca ou
parafuso.
Nestes casos uma chave de torque, ou torquímetro, deve ser usada. A chave de torque é
uma ferramenta de precisão consistindo de um punho com indicador de torque e
adaptadores apropriados.
Ele mede a quantidade de força de torção ou de giro a ser aplicada em uma porca ou
parafuso.
Os três tipos mais comuns de chaves de torque ou torquímetro são: barra flexível,
estrutura rígida e o de catraca.
Quando usando o de barra flexível ou o de estrutura rígida (com instrumento indicador), o
torque é lido visualmente na escala ou no indicador, montados no punho da chave.
O torquímetro de catraca deve ser ajustado para o valor de torque desejado e, quando, este
torque é alcançado, um repentino impulso é sentido, avisando ao operador.
Antes de cada uso, a chave de torque deverá ser visualmente inspecionada quanto a
danos.

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 17/52
17
Se houver um ponteiro torcido, quebrado, ou o vidro quebrado (no do tipo com
instrumento), ou forem encontrados sinais de uso inadequado, a chave deverá ser testada.
As chaves de torque devem ser testadas em intervalos periódicos para nos assegurarmos da
exatidão.
A maioria dos parafusos sem cabeça é do tipo Allen e, devem ser instalados e removidos
com uma chave Allen. Elas são barras hexagonais com a forma de um "L"; têm as medidas
entre 3/64 a 1/2 polegada e são introduzidas no encaixe hexagonal daqueles tipos de
parafusos.
1 2 FERRAMENTAS DE CORTAR METAL
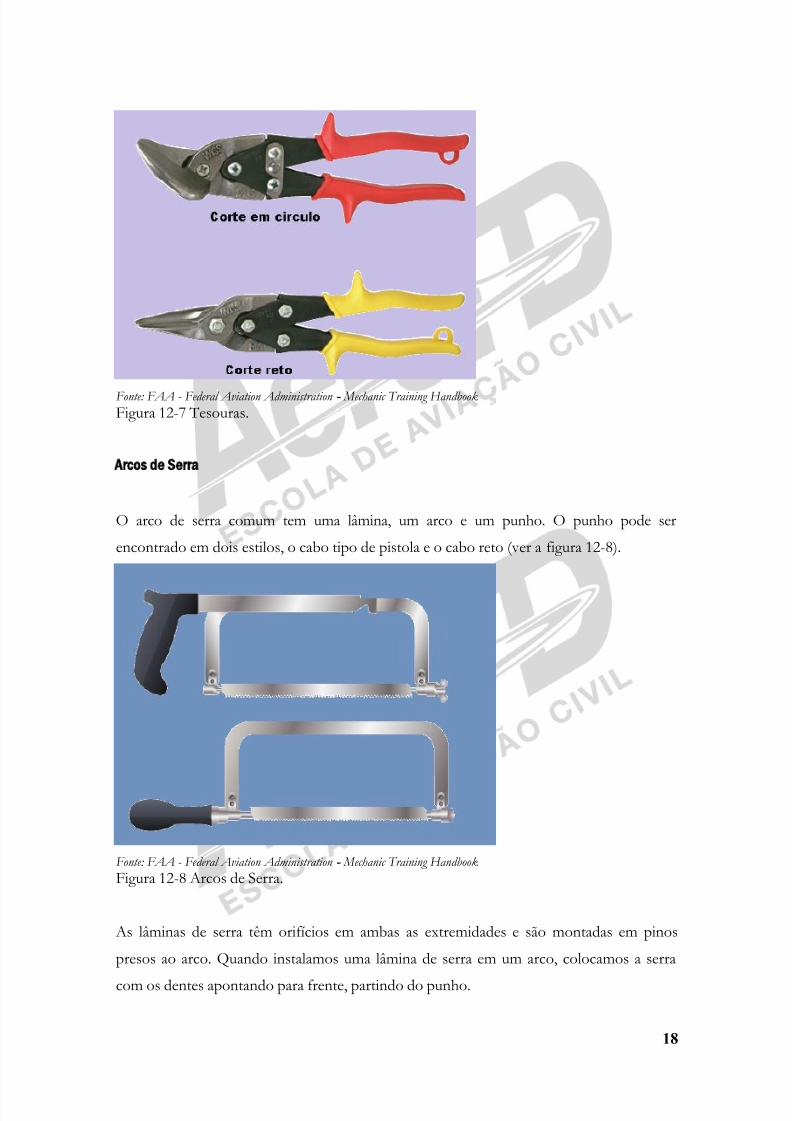
Tesouras Manuais
Existem muitos tipos de tesouras manuais, e cada um tipo executa um trabalho diferente.
Tesouras retas, curvas, bico de falcão e de aviação, são as mais comuns em uso (ver figura
12-7).
Tesouras retas são usadas para cortar em linha reta, quando a distância não for grande o
suficiente para utilizar uma guilhotina, e para cortar a parte externa de uma curva. Os
outros tipos são usados para cortar a parte interna de uma curva ou raios. As tesouras
nunca devem ser usadas para cortar chapas de metal muito duro.
As tesouras de aviação são designadas especialmente para cortar ligas de alumínio tratadas a
quente e aço inoxidável.
Elas são também adaptáveis para alargar pequenos furos. As lâminas têm pequenos dentes
na face de corte e são fabricadas para cortar círculos bem pequenos e linhas irregulares.
Os punhos são componentes de uma alavanca, que fazem quando possível o corte em
materiais com espessura de 0,051 de polegada. As tesouras de aviação são encontradas em
dois tipos, aquelas que cortam da direita para a esquerda e as que cortam da esquerda para a
direita.
Ao contrário das serras, a tesoura não remove qualquer material quando o corte é feito,
mas diminutas fraturas muitas vezes ocorrem ao longo do corte.
Portanto, cortes deverão ser feitos a 1/32 de polegada, afastados da linha marcada, e o
acabamento deve ser feito com uma lima de mão até a linha marcada.
7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 18/52
18
Fonte: FAA - Federal Aviation Administration - Mechanic Training HandbookFigura 12-7 Tesouras.
Arcos de Serra
O arco de serra comum tem uma lâmina, um arco e um punho. O punho pode ser
encontrado em dois estilos, o cabo tipo de pistola e o cabo reto (ver a figura 12-8).
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-8 Arcos de Serra.
As lâminas de serra têm orifícios em ambas as extremidades e são montadas em pinos
presos ao arco. Quando instalamos uma lâmina de serra em um arco, colocamos a serra
com os dentes apontando para frente, partindo do punho.

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 19/52
19
As lâminas são feitas, de aço de alto teor ou de aço tungstênio, e são encontradas em
tamanhos que variam de 15 a 40 centímetros (6 a 16 polegadas) de comprimento. A lâmina
de 25 centímetros (10 polegadas) é a mais comum. Existem dois tipos de lâminas, a dura e
a flexível. Na flexível, apenas os dentes são endurecidos. A seleção da melhor lâmina de
serra para a execução de um trabalho envolve encontrar o tipo correto e o passo. Uma
lâmina dura é mais adequada para serrar latão, aço de ferramentas, ferro fundido e materiais
de seção sólida. Uma lâmina de serra flexível é mais adequada para serrar peças ocas e
metais de seção delgada.
O passo de uma lâmina de serra indica o número de dentes por polegada. Passos de 14, 18,
24 e 32 dentes por polegada são os mais utilizados.
Uma lâmina com 14 dentes por polegada é indicada para serrar aço de máquina, açolaminado ou aço estrutural.
Uma lâmina com 18 dentes por polegada é indicada para serrar barras sólidas de alumínio,
bronze, aço de ferramentas e ferro fundido. Usamos uma lâmina com 24 dentes por
polegada para serrar perfis finos de tubulações e chapas de metal.
Quando usando um arco de serra, procedimentos observados são os seguintes:
1 - Selecionar a lâmina de serra apropriada para o serviço.
2 - Instalar a lâmina no arco de maneira, em que a parte cortante dos dentes aponte para
frente, partindo do cabo.
3 - Ajustar a tensão da lâmina no arco para evitar que entorte e desalinhe.
4 - Prender o trabalho na morsa, de tal maneira, que proporcione a maior superfície de
apoio possível; e utilizar a mais adequada quantidade de dentes.
5 - Indicar o ponto de partida, fazendo um pequeno sulco, na borda da superfície, com a
quina de uma lima para quebrar o corte da aresta que poderia danificar os dentes. Esta
marca também auxiliará a serra no caminho certo.
6 - Manter a serra em um ângulo que permita manter os últimos dois dentes em contato
com o trabalho todo o tempo. Depois, começar o corte com um leve e firme impulso para
frente, exatamente na parte externa da linha de corte. Ao final do curso, aliviar a pressão e
puxar a serra para trás (o corte é feito no impulso para frente).
7 - Após os primeiros impulsos, fazer cada movimento o mais longo que a serra permitir.
Isto evitará que a serra superaqueça. Aplicar a pressão necessária ao corte somente no
impulso para frente, para que cada dente remova uma pequena quantidade de metal. Os
7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 20/52
20
impulsos deverão ser longos e constantes e, com uma velocidade não maior do que 40 a 50
golpes por minuto.
8 - Após completar o corte, remover as limalhas da lâmina, aliviar a tensão da lâmina, e
colocar o arco de serra no seu devido lugar.
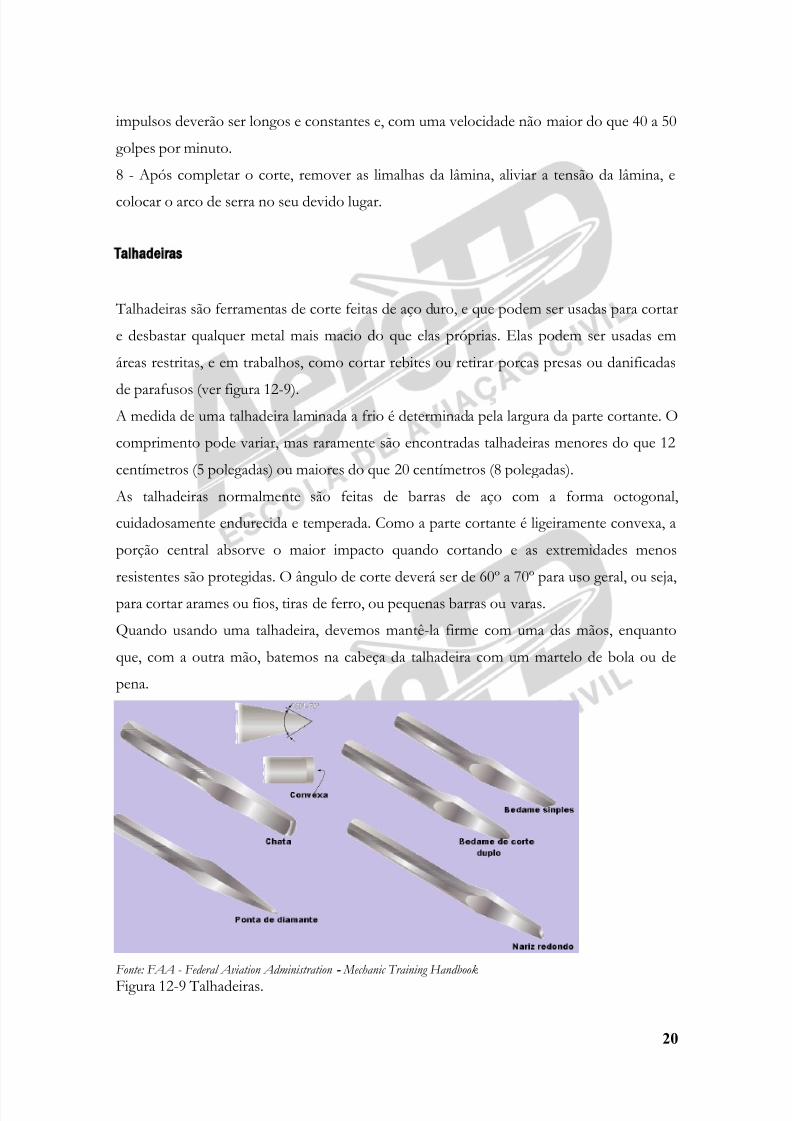
Talhadeiras
Talhadeiras são ferramentas de corte feitas de aço duro, e que podem ser usadas para cortar
e desbastar qualquer metal mais macio do que elas próprias. Elas podem ser usadas em
áreas restritas, e em trabalhos, como cortar rebites ou retirar porcas presas ou danificadas
de parafusos (ver figura 12-9). A medida de uma talhadeira laminada a frio é determinada pela largura da parte cortante. O
comprimento pode variar, mas raramente são encontradas talhadeiras menores do que 12
centímetros (5 polegadas) ou maiores do que 20 centímetros (8 polegadas).
As talhadeiras normalmente são feitas de barras de aço com a forma octogonal,
cuidadosamente endurecida e temperada. Como a parte cortante é ligeiramente convexa, a
porção central absorve o maior impacto quando cortando e as extremidades menos
resistentes são protegidas. O ângulo de corte deverá ser de 60º a 70º para uso geral, ou seja,
para cortar arames ou fios, tiras de ferro, ou pequenas barras ou varas.
Quando usando uma talhadeira, devemos mantê-la firme com uma das mãos, enquanto
que, com a outra mão, batemos na cabeça da talhadeira com um martelo de bola ou de
pena.
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-9 Talhadeiras.

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 21/52
21
Quando cortando cantos em esquadro ou ranhuras, deverá ser usada uma talhadeira
especial, laminada a frio, chamada de bedame chato. Ela é semelhante à talhadeira chata,
exceto na medida da área de corte, que é bem estreita. Ela tem o mesmo ângulo de corte e,
é mantida e usada da mesma maneira que qualquer outra talhadeira.
Ranhuras redondas ou semicirculares e cantos arredondados deverão ser cortados com uma
talhadeira de ponta arredondada. Esta talhadeira é também usada para centrar uma broca
que tenha saído do local previsto.
A talhadeira com ponta em diamante é cônica, de quatro faces até a ponta de corte, que é
afiada em um ângulo que permite uma ponta aguda na forma diamante. Ela é usada para
cortar ranhuras e ângulos internos agudos.
Limas
A maioria das limas é feita de aço de alto teor e são endurecidas e temperadas. As limas são
fabricadas em uma grande variedade de formatos e tamanhos.
Elas são identificadas tanto pela forma da seção reta, como pelo formato geral, ou ainda
pelo uso em particular. O corte das limas deve ser considerado, quando selecionando-as
para os vários tipos de trabalhos e de materiais.
As limas são usadas para extremidades em esquadro, limar arestas arredondadas, remover
rebarbas e lascas de metais, retificar bordas irregulares, limar orifícios e ranhuras e alisar
superfícies ásperas.
As limas têm três classificações distintas: 1) Seus comprimentos que são medidos excluindo
a espiga, que é a parte da lima a ser fixada no cabo (ver figura 12-10); 2) Suas espécies ou
nomes têm referência com a relativa grossura dos dentes; e 3) Seus cortes.
As limas são, usualmente, feitas em dois tipos de cortes, que são o corte simples e o duplo.
A lima de corte simples tem uma fileira simples de dentes estendendo-se através da face em
um ângulo de 65º a 85º com o seu comprimento. A medida do corte depende da grossura
da lima. A lima de corte duplo tem duas fileiras de dentes que se cruzam. Para um trabalho
comum, o ângulo da primeira fileira é de 40º a 45º, e esta fileira é geralmente chamada de
(1º corte) "Overcut", enquanto a segunda fileira como "Upcut"; esta é um pouco mais fina
e não tão profunda quanto àquela.
7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 22/52
22
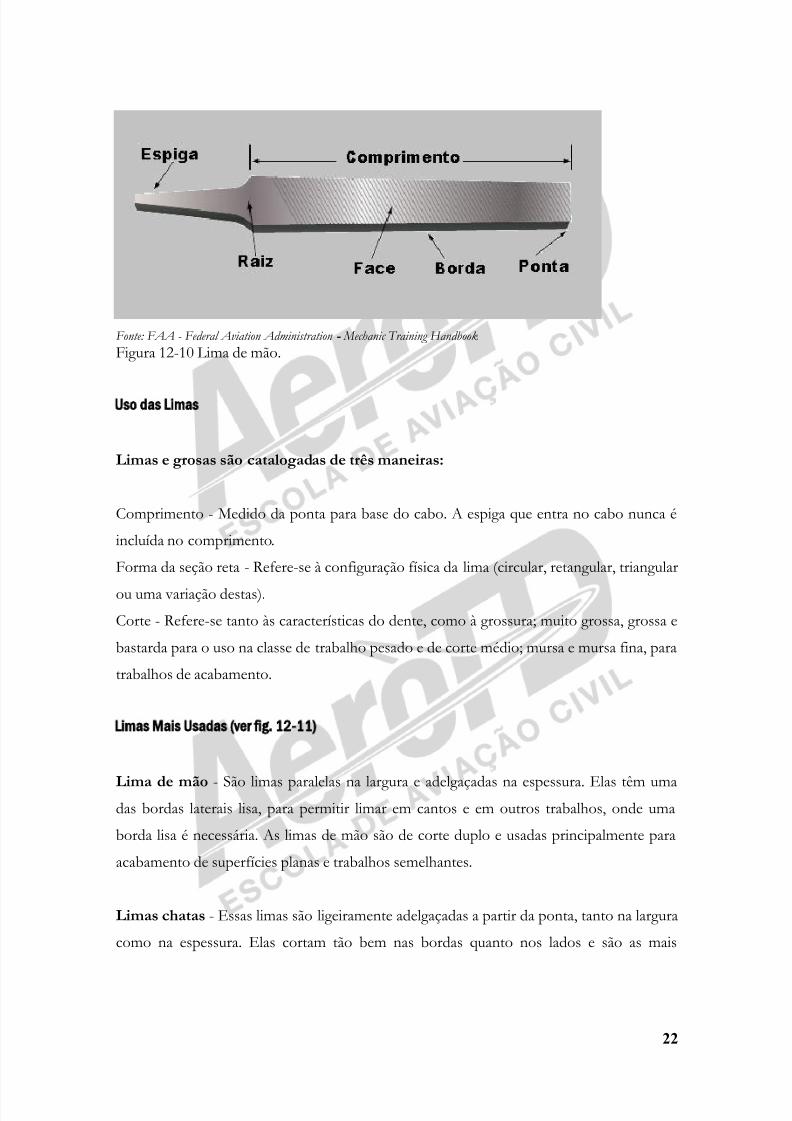
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-10 Lima de mão.
Uso das Limas
Limas e grosas são catalogadas de três maneiras:
Comprimento - Medido da ponta para base do cabo. A espiga que entra no cabo nunca é
incluída no comprimento.
Forma da seção reta - Refere-se à configuração física da lima (circular, retangular, triangular
ou uma variação destas).
Corte - Refere-se tanto às características do dente, como à grossura; muito grossa, grossa e
bastarda para o uso na classe de trabalho pesado e de corte médio; mursa e mursa fina, para
trabalhos de acabamento.
Limas Mais Usadas ver fig. 12-11)
Lima de mão - São limas paralelas na largura e adelgaçadas na espessura. Elas têm umadas bordas laterais lisa, para permitir limar em cantos e em outros trabalhos, onde uma
borda lisa é necessária. As limas de mão são de corte duplo e usadas principalmente para
acabamento de superfícies planas e trabalhos semelhantes.
Limas chatas - Essas limas são ligeiramente adelgaçadas a partir da ponta, tanto na largura
como na espessura. Elas cortam tão bem nas bordas quanto nos lados e são as mais
7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 23/52
23
utilizadas normalmente. As limas chatas têm duplo corte em ambos os lados e corte
simples em ambas as bordas.
Limas MILL - Elas são ligeiramente adelgaçadas na espessura e na largura, por cerca de
um terço do seu comprimento. Os dentes são normalmente de corte simples. Essas limas
são usadas para acabamentos e para limar algumas partes de metais macios.
Limas quadradas - Essas limas podem ser adelgaçadas ou não, e são de corte duplo. Elas
são usadas principalmente para limar ranhuras, encaixes de chavetas e para limar
superfícies.
Limas redondas - Essas possuem a seção circular e podem ser afiladas ou rombudas, decorte simples ou duplo e são usadas, principalmente, para limar aberturas circulares ou
superfícies côncavas.
Limas triangulares - Essas possuem a seção triangular, são de corte simples e são usadas
para limar o espaço entre os dentes de serras ou serrotes. O limatão triangular, que possui
corte duplo, pode ser usado para limar ângulos internos, limar fios de rosca e ferramentas
de corte.
Lima meia-cana - Essa lima corta no lado plano e no lado curvo. Elas podem ter corte
simples ou corte duplo. O seu formato permite que sejam usadas em locais impossíveis
para outras limas.
Lima para chumbo - São limas especialmente fabricadas para o uso em metais moles.
Elas são de corte simples e são feitas em vários tamanhos.
Lima retangular pontiaguda - Lima de seção retangular, adelgaçando-se até formar uma
ponta estreita. Usada para espaços estreitos onde outras limas não podem ser usadas.
Lima faca - Seção em forma de faca. Usada para fazer ferramentas e moldes em trabalhos
que tenham ângulos agudos.

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 24/52
24
Grosa - Tem a mesma seção de uma lima meia-cana. Tem dentes grossos e é
especialmente, adaptável ao uso em madeira.
Limas Vixen (limas de dentes curvos) São especialmente designadas para serviços rápidos
de lima e acabamentos finos em metais macios e madeira.
O corte regular é adaptado para trabalhos duros em ferro fundido, aço macio, cobre, latão,
alumínio, madeira, ardósia, mármore, fibra, borracha etc.
O corte fino dá excelentes resultados em aço, ferro fundido, bronze fosforoso, latão
branco e todos os metais duros. O corte fino é usado onde a quantidade de material a ser
removido é bem pequena, mas onde é desejado um superior acabamento.
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-11 Tipos de Lima.

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 25/52
25
Os seguintes métodos são recomendados para o uso de limas:
1. Limagem reta - Antes de utilizar-se de uma lima, colocamos um cabo na espiga. Isto é
essencial para direcionar a lima e trabalhar em segurança.
Ao movimentar a lima ao longo da peça ligeiramente na diagonal (normalmente chamado
de limagem cruzada) seguramos o punho, de modo que a ponta fique de encontro à parte
carnuda da palma da mão, e com o polegar apoiado ao longo de parte superior do cabo, na
direção do comprimento.
A seguir, agarramos a outra ponta da lima com o polegar e com os outros dois primeiros
dedos. Para evitar um inadequado desgaste, aliviamos a pressão durante o retorno da lima.
2. Limagem por arrasto - Uma lima é algumas vezes usada segurando-se em cada ponta,
atravessada sobre o trabalho e movimentada no sentido do comprimento da peça.
Quando feito acertadamente, o trabalho poderá ter um acabamento bem mais fino do que
usando a mesma lima em uma limagem reta. Na limagem por atrito, os dentes da lima
produzem um efeito de cisalhamento.
Para executar esse efeito, o ângulo em que a lima deve ser mantida, com relação a sua linha
de movimento, varia de acordo com os diferentes tipos de lima, dependendo do ângulo no
qual o dente corta.
A pressão deverá ser aliviada durante o retorno do movimento da lima.
3. Quinas arredondadas - O método usado para limar superfícies arredondadas, varia
com a largura e o ângulo da superfície. Se a superfície é estreita e somente uma porção dela
é curva, começamos o primeiro golpe da lima com a ponta inclinada para baixo em um
ângulo aproximado de 45º. Usando um movimento de cadeira de balanço, terminamos o
golpe com a parte lisa da lima (próxima do cabo) próxima à superfície curva. Este método
permite utilizar todo o comprimento da lima.
4. Removendo rebarbas ou bordas rachadas - Praticamente todas as operações de corte
em chapas de metal produzem rebarbas ou pequenas rachaduras. Elas devem ser removidas
para evitar danos pessoais, arranhões e avarias das partes a serem montadas. Rebarbas e
rachaduras evitam a perfeita fixação de peças, e deverão sempre ser removidas do trabalho,
como se fosse um hábito.
7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 26/52
26
1 3 LIMAGEM NO TORNO
É uma operação em que a lima deve ser mantida de encontro a um trabalho que está
girando em um torno.
A lima não deverá ser mantida rígida ou estacionária, mas em golpes constantes, com um
leve deslizamento ou movimento lateral ao longo do trabalho.
Uma lima Mill, padrão, pode ser usada para esta operação, mas a lima de grande ângulo
para torno oferece um corte bem melhor e uma ação de autolimpeza. Usa-se uma lima com
as bordas lisas para proteger o trabalho, que tenha parte lateral, de ser danificado.
Cuidados Com as Limas
Estas são algumas precauções que um bom mecânico deverá tomar ao lidar com suas limas:
1. Escolher a lima adequada ao material e ao trabalho a ser executado.
2. Manter as limas separadas umas das outras para não se danificarem.
3. Manter as limas em locais secos porque a ferrugem corroerá a ponta dos dentes.
4. Manter as limas limpas - bater com a ponta da lima contra a bancada depois de executar
cada cinco golpes, para soltar e remover as limalhas. Usar a escova de limpar para mantê-las
limpas - uma lima suja é uma lima que não corta.
Partículas de metal presas entre os dentes de uma lima podem provocar profundos
arranhões no material que está sendo limado.
Quando essas partículas de metal estão depositadas muito firmemente entre os dentes e,
não puderem ser removidas pelas batidas da ponta da lima na bancada, usar uma escova de
limpar limas ou uma escova de arame (figura 12-12).
Escovamos a lima para que as cerdas da escova removam as limalhas dos espaços entre os
dentes.
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-12 Escova para limas.
7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 27/52
27
1 4 MÁQUINAS DE FURAR
Na aviação são usados geralmente quatro tipos de máquinas portáteis de furar, para
prender e fazer girar as brocas. Furos de 1/4 de polegada e abaixo do diâmetro podem ser
feitos, usando-se a máquina manual pequena. Essa máquina é normalmente chamada de
"batedeira de ovos".
Geralmente, a máquina manual maior é mais adequada para prender brocas maiores do que
a máquina pequena.
Adicionando-se um apoio para o peito na máquina de furar manual maior, ele permitirá o
uso do peso do corpo para aumentar a força de corte da broca. Máquinas de furar elétricas
e pneumáticas são disponíveis em vários formatos e tamanhos para atender a maioria dasnecessidades.
As máquinas pneumáticas são as preferidas para o uso próximo a materiais inflamáveis,
porque as centelhas provocadas pelas máquinas elétricas constituem um perigo de fogo ou
explosão.
Brocas
A broca é uma ferramenta pontiaguda que é girada para executar furos nos materiais. Ela é
feita de uma barra cilíndrica de aço endurecido tendo estrias em espiral (canais) em volta de
todo o comprimento do corpo, e uma ponta cônica com arestas cortantes formadas pelo
final das estrias.

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 28/52
28
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-13 Nomenclatura de brocas.
A haste da broca é a ponta que será fixada ao mandril da máquina de furar manual, elétrica
ou pneumática. Os dois formatos de haste mais usados em máquinas manuais são: a haste
reta e a quadrada ou pua (figura 12-14).
A haste reta é geralmente usada nas máquinas de furar manuais (pequenas e grandes) e nasportáteis elétricas; a haste quadrada foi feita para ser usada em arcos de pua.
Hastes cônicas são geralmente usadas em máquinas de furar de coluna ou de bancada.
A coluna de metal, formando a parte central da broca é o corpo. A área do corpo, logo
depois da margem ou guia, tem o diâmetro ligeiramente menor do que ela (margem), para
reduzir o atrito entre a broca e as laterais do furo.

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 29/52
29
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-14 Brocas.

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 30/52
30
Fonte: IAC – Instituto de Aviação Civil – Divisão de Instrução Profissional
Figura 12-15 Medidas de brocas.
O ângulo no qual a ponta da broca é afiada é chamado de ângulo da ponta da broca. Nas
brocas padrão, usadas para cortar aço e ferro fundido, o ângulo deverá ser de 59º a partir
do eixo da broca. Para furações rápidas em materiais macios, deve-se usar ângulos afiados.
O diâmetro de uma broca pode ser considerado de três maneiras: (1) por frações, (2) letras,ou (3) números.

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 31/52
31
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-16 Procedimentos para afiar brocas.
Fracionamento eles são classificados em 16 avos de polegada (de 1/16 a 3 1/2 de
polegada), em 32 avos de polegada (de 1/32 a 2 1/2 de polegada), ou em 64 avos de
polegada (de 1/64 a 1 1/4 de polegada).
Para uma medição mais exata, um sistema de letras é usado com equivalentes decimais: A
(0,234 de polegada) até Z (0,413 de polegada)
O sistema de classificação por números é mais acurado: nº 80 (0,0314 de polegada) para nº
1 (0,228 de polegada). O tamanho das brocas e seus equivalentes decimais são mostradosna figura 12-15.
As brocas deverão ser afiadas ao primeiro sinal de perda do corte.
Para a maioria das máquinas de furar, uma broca com o ângulo de corte de 118º (59º de
cada lado do centro) será suficiente; no entanto, quando furando
materiais macios, um ângulo de corte de 90º pode ser mais eficiente.
Procedimentos típicos para afiação de brocas são apresentados na figura 12-16:
7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 32/52
32
1 - Ajustar o apoio de ferramentas do esmeril para uma altura conveniente para apoiar as
costas da mão enquanto esmerilha.
2 - Manter a broca entre o polegar e o indicador da mão direita ou da esquerda; e agarrar o
corpo da broca, próximo à haste com a outra mão.
3 - Colocar a mão no apoio de ferramentas com a linha de centro da broca, formando um
ângulo de 59º com a face de corte da pedra do esmeril. Abaixamos ligeiramente a ponta da
haste da broca.
4 - Vagarosamente colocar a aresta cortante da broca de encontro com a pedra do esmeril.
Gradualmente vá abaixando a haste da broca, enquanto ela é girada no sentido dos
ponteiros do relógio. Manter a pressão contra a superfície do esmeril, somente até que se
atinja a parte lateral da broca.5 - Conferir o resultado da afiação com um calibre, para determinar se as arestas de corte
estão ou não do mesmo comprimento, e se o ângulo é de 59º.
Alargadores
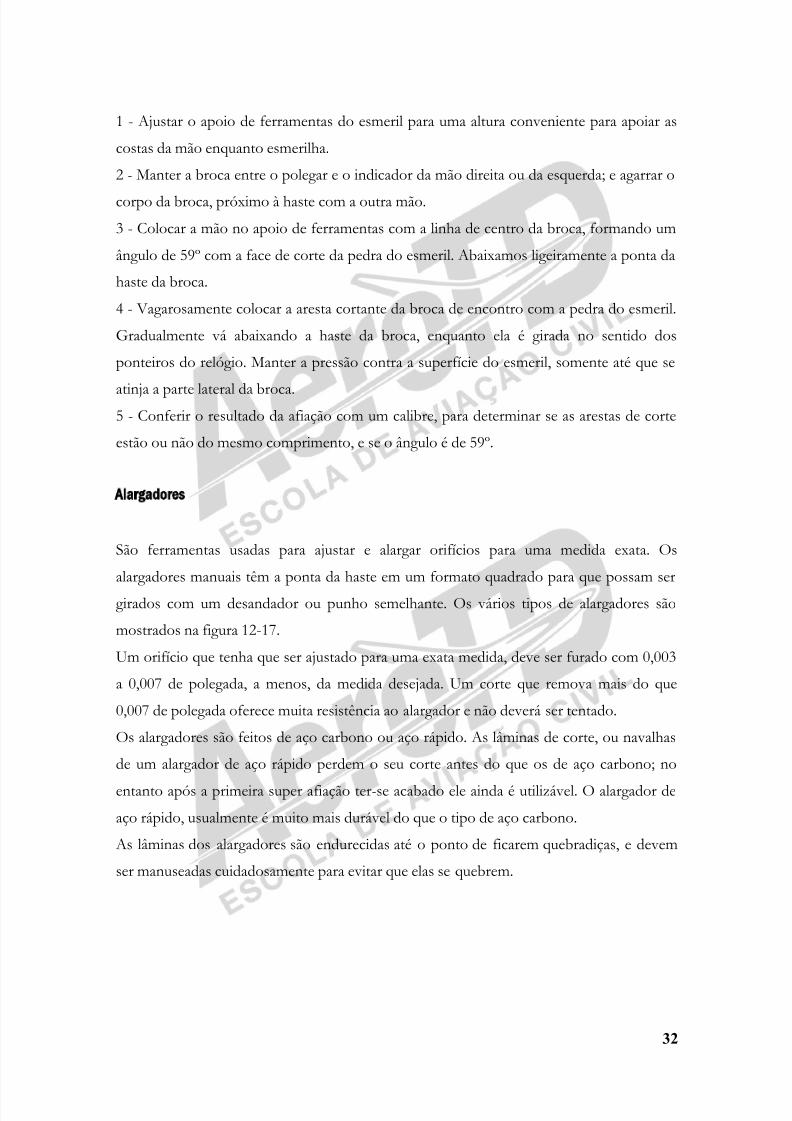
São ferramentas usadas para ajustar e alargar orifícios para uma medida exata. Os
alargadores manuais têm a ponta da haste em um formato quadrado para que possam ser
girados com um desandador ou punho semelhante. Os vários tipos de alargadores são
mostrados na figura 12-17.
Um orifício que tenha que ser ajustado para uma exata medida, deve ser furado com 0,003
a 0,007 de polegada, a menos, da medida desejada. Um corte que remova mais do que
0,007 de polegada oferece muita resistência ao alargador e não deverá ser tentado.
Os alargadores são feitos de aço carbono ou aço rápido. As lâminas de corte, ou navalhas
de um alargador de aço rápido perdem o seu corte antes do que os de aço carbono; no
entanto após a primeira super afiação ter-se acabado ele ainda é utilizável. O alargador de
aço rápido, usualmente é muito mais durável do que o tipo de aço carbono.
As lâminas dos alargadores são endurecidas até o ponto de ficarem quebradiças, e devem
ser manuseadas cuidadosamente para evitar que elas se quebrem.
7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 33/52
33
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-17 Alargadores.
Quando ajustando um furo, giramos o alargador somente na direção do corte.
Girando-o firme e constantemente evitarmos vibração ou marcas e cortes nas paredes do
furo.
Os alargadores são encontrados em algumas medidas padronizadas. O de estrias retas é
mais barato do que o de estrias helicoidais, mas o tipo helicoidal tem uma menor tendência
de vibração.
Ambos os tipos são cônicos, em um pequeno espaço da ponta, para auxiliar o início dotrabalho. Alguns tipos de alargadores, sem conicidade, são usados para ajustar até o final de
orifícios cegos.
Para o uso geral, o mais prático é o alargador de expansão. Esse tipo é encontrado nas
medidas padrão de 1/4 de polegada a 1 polegada, aumentando o diâmetro em incrementos
de 1/32 de polegada.
Alargadores cônicos, tanto operados manualmente como por meio de máquinas, são
usados para orifícios lisos e de exata conicidade ou em encaixes.
Escareadores
São ferramentas que cortam em forma cônica uma depressão ao redor de um furo, para
permitir que um rebite ou parafuso fique no mesmo plano da superfície do material.
Escareadores são feitos com vários ângulos, para que estes se correspondam com os das
cabeças escareadas dos rebites e dos parafusos. O ângulo do escareador padrão mostrado
na figura 12-18 é de 100º.

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 34/52
34
Existem escareadores especiais com batentes limitadores (figura 12-18) que são ajustáveis
para qualquer profundidade desejada, e, cujos cortadores são intercambiáveis, para que
possam ser feitos orifícios com os mais variados ângulos de conicidade.
Alguns escareadores com batente têm um dispositivo de regulagem micrométrica (em
incrementos de 0,001 de polegada) para ajustagem da profundidade do corte.
Quando usando um escareador, muito cuidado deve ser tomado para não remover uma
excessiva quantidade de material, porque isto reduz a resistência de uma junta embutida.
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-18 Escareadores.
1 5 FERRAMENTAS DE MEDIÇÃO
As ferramentas de medição são consideradas ferramentas de precisão. Elas são
cuidadosamente maquinadas, acuradamente marcadas e em muitos casos, são compostas
por muitas partes delicadas.
Quando usando essas ferramentas, precisamos ter cuidado em não deixa-las cair, entortar,
ou arranhar.
O produto acabado não será mais exato do que as medidas ou o desenho; portanto é muito
importante entender como ler, usar e cuidar destas ferramentas.
7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 35/52
35
Réguas
As réguas são feitas de aço e podem ser rígidas ou flexíveis. As flexíveis não devem ser
dobradas intencionalmente, porque podem partir-se facilmente.
Em trabalhos de aviação, a unidade de medida mais comum é a polegada, porém veremos
também as medições pelo sistema métrico.
A polegada pode ser dividida em pequenas partes, tanto em frações comuns como em
decimais.
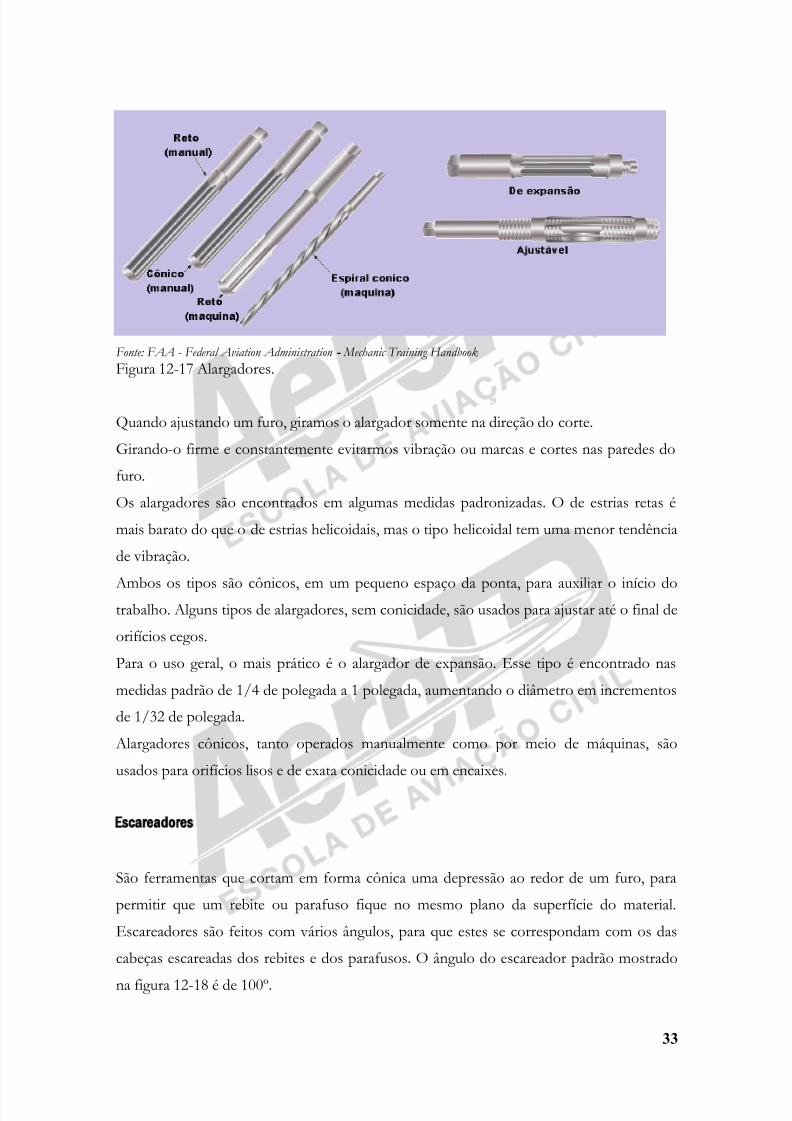
As divisões fracionadas são encontradas pela divisão da polegada em partes iguais -
metades (1/2), quartos (1/4), oitavos (1/8), dezesseis avos (1/16), trinta e dois avos (1/32)
e sessenta e quatro avos (1/64) - como é mostrado na figura 12-19. As frações de uma polegada podem ser expressas em decimais, chamados decimais
equivalentes de uma polegada; por exemplo: 1/8 de polegada é expresso como 0,0125
(cento e vinte e cinco décimos de milésimos de uma polegada).
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-19 Réguas.
As réguas são fabricadas em dois estilos básicos, uma dividida ou marcada em frações
comuns (figura 12-19), e a outra dividida ou marcada em decimais, ou divisões de um
centésimo de uma polegada. Uma régua pode ser usada tanto como ferramenta de medição
como de desenho.

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 36/52
36
As réguas graduadas pelo sistema métrico têm como menor divisão o milímetro e na
maioria das vezes, são graduadas em polegadas na borda oposta, como mostra o exemplo
da figura 12-19.
Esquadro Combinado
A figura 12-20 apresenta o esquadro combinado, e como seu nome indica, é uma
ferramenta que tem várias utilidades. Ela pode ser usada para as mesmas finalidades de um
esquadro comum, mas com a diferença de poder mudar de posição na régua onde está
encaixada e ser fixada na posição ideal. Combinado com o esquadro está um nível de bolha
e um riscador. O esquadro desliza em uma ranhura central da régua, a qual pode ser usadatambém separadamente.
O nível de bolha na cabeça do esquadro torna-o conveniente para colocar uma peça em
esquadro, ao mesmo tempo em que informa a condição de nível de ambos os lados da
peça. A cabeça do esquadro pode ser usada separadamente da régua, como um nível
comum.
A combinação da cabeça do esquadro com a régua pode ser usada, também, para o traçado
de linhas em ângulos de 45º, como medidor de profundidade ou de altura.
Um conveniente riscador é mantido sob pressão na cabeça do esquadro, por meio de uma
bucha de latão.
A cabeça de centrar ou esquadro de centrar é usado para determinar o centro de eixos ou
de outros trabalhos cilíndricos.

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 37/52
37
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-20 Esquadro combinado.
O transferidor pode ser usado para conferir ângulos e, também, pode ser regulado para
qualquer ângulo desejado, quando traçando linhas em desenhos.
Riscador
O riscador é indicado para servir ao mecânico de aviação, da mesma maneira que o lápis ou
a caneta servem para escrever. Em geral ele é usado para escrever ou marcar linhas nas
superfícies metálicas. O riscador (fig.12-21) é feito de aço para ferramentas, com 4 a 12
polegadas de comprimento e têm as duas extremidades pontiagudas bem finas. Uma das
pontas é dobrada a 90º para poder atingir e marcar através de furos.
Antes de usar um riscador, sempre inspecionamos as pontas quanto a afiação. Certificamo-
nos de que a régua está assentada na superfície e na posição de riscar. O riscador é
ligeiramente inclinado na direção em que será movimentado e se mantém como um lápis. A
ponta do riscador deve ser mantida encostada na borda da régua. O traço deve ser forte o
suficiente para ficar visível, porém não mais profundo do que o necessário para aquela
finalidade.

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 38/52
38
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-21 Riscador.
Compassos
Os compassos são usados para desenho de arcos ou círculos, para transferir medidas do
desenho para o trabalho, para medições de diâmetros internos ou externos, e comparaçãode medidas de uma régua para um trabalho.
Os compassos têm duas pernas unidas na parte superior por um eixo, e a maioria deles
possui um dispositivo de fixação da regulagem.
Os compassos para desenho podem ter uma das pernas pontiaguda, e a outra com uma
fixação para grafite ou para um lápis e outro tipo possui as duas pernas pontiagudas.
Quando usando os compassos para desenho, sugerimos os seguintes procedimentos:
1 - Inspecionar as pontas para certificar-se de que estão afiadas;
2 - Para selecionar uma medida, manter uma das pontas do compasso na graduação da
régua; afastar a outra perna do compasso, atuando no dispositivo de fixação da regulagem,
se for o caso, até que seja alcançada a graduação da régua que indica a medida requerida;
3 - Para desenhar um arco ou um círculo, manter a parte superior do compasso com o
dedo polegar e o indicador e colocar uma das pontas no ponto que será o centro do
desenho. Exercendo pressão em ambas as pernas, girar o compasso na direção dos
ponteiros do relógio e riscar o desejado arco ou círculo;
4 - A tendência que as pernas têm de deslizar é evitada, inclinando-se o compasso na
direção para a qual ele está sendo deslocado. Nos trabalhos com metal, os compassos de
pontas metálicas são usados para traçar arcos ou círculos somente quando os riscos forem
removidos pelo corte. Todos os outros arcos ou círculos devem ser riscados com o
compasso, com grafite ou lápis, para evitar arranhões no material;
5 - Nos desenhos em papel, os compassos com grafite ou lápis são usados para riscar arcos
ou círculos. Os compassos de pontas são usados para transferir medidas críticas, porque
eles são mais exatos do que o compasso com grafite ou lápis;

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 39/52
39
Os compassos em mecânica são usados para medir diâmetros e distâncias, ou para
comparar distâncias e medidas.
Os três tipos mais comuns são: o compasso para medidas internas, o compasso para
medidas externas; e o hermafrodita, que pode realizar as duas funções. (ver figura 12-
22).
Compassos para medidas externas são usados para medir, por exemplo, o diâmetro de uma
barra de seção circular.
Os compassos para medidas internas têm as pontas curvadas para permitir a medição de
diâmetros internos de tubos ou furos, a distância entre duas superfícies, a largura de
ranhuras e outras medidas semelhantes.
Um compasso hermafrodita é usado, geralmente, como um instrumento de traçagem delinhas paralelas ou transferência de medidas.
O compasso hermafrodita não deve ser usado em medições de precisão.
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-22 Compassos.
Os compassos para medidas internas têm as pontas curvadas para permitir a medição de
diâmetros internos de tubos ou furos, a distância entre duas superfícies e a largura.
Paquímetro
O paquímetro, também chamado de Calibre Vernier, é um instrumento para medidas de
precisão, da ordem de um décimo de milímetro, geralmente feito de aço inoxidável e com

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 40/52
40
escalas graduadas em milímetros ou frações de polegada. A figura 12-23 apresenta um
paquímetro com as duas graduações.
Os vários tipos de paquímetros são utilizados para verificação de medidas externas,
internas, de profundidade e de roscas.
O paquímetro consiste de uma haste, semelhante a uma régua, que contém a escala (em
milímetros, frações da polegada ou ambas) com um bico fixo para as medidas externas; e
uma orelha, também fixa, para as medidas internas.
Um cursor, que desliza ao longo da haste, possui o bico e a orelha móveis para as medidas
externas e internas, e uma haste fina para as medidas de profundidade.
Fonte: IAC -Instituto de Aviação Civil. Divisão de Instrução Profissional

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 41/52
41
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-23 - Paquímetro.
Um botão impulsor permite o comando do cursor, e um parafuso de trava impede o seu
deslocamento durante a leitura. Ainda no cursor encontramos a graduação Vernier, que para a escala em milímetros tem a
medida de nove milímetros divididos em dez partes iguais (cada parte correspondendo a
9/10, ou seja, 0,9 milímetros), para a escala em frações de polegada a graduação Vernier
tem o comprimento de 7/16 de polegada, divididos em oito partes iguais (cada parte
corresponde a 1/128 da polegada).
7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 42/52
42
1 6 LEITURA DO PAQUÍMETRO
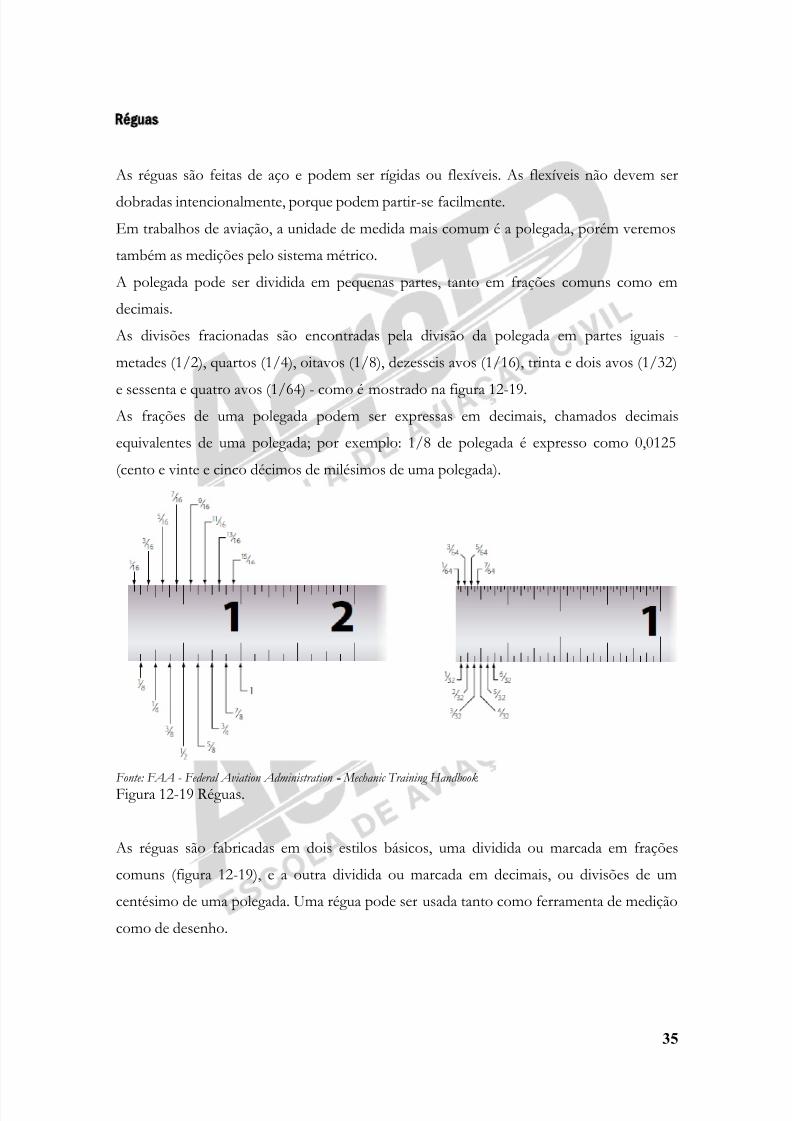
Colocamos a peça a ser medida entre os bicos do paquímetro acionando o cursor por meio
do botão impulsor, suavemente para que toque na peça sem forçar. Travamos se então, o
cursor apertando o parafuso para este fim.
Lê-se o número de milímetros existentes antes do zero do cursor. Na figura 12-24 o
número de milímetros anteriores ao zero é 29.
Para sabermos a fração de milímetro até o zero, basta verificamos qual o traço da
graduação Vernier do cursor que coincide com um dos traços da escala de milímetros.
No exemplo "A" da figura 12-24 é o traço número quatro, portanto aos 29 milímetros
teremos que acrescentar quatro décimos, ou seja, 0,4 milímetros. A medida final será de 29+ 0,4 = 29,4 milímetros.
Fonte: IAC - Instituto de Aviação Civil. Divisão de Instrução Profissional
Figura 12-24 Leituras do Paquímetro.
No paquímetro graduado em frações de polegada o procedimento é o mesmo, porém a
polegada está dividida em 16 avos. Antes do zero do cursor, encontramos 12/16 avos que,
simplificando, chegaremos a 3/4 de polegada.
Para sabermos a fração até o zero do cursor, basta verificarmos qual o traço da graduação
Vernier que coincide com um dos traços da escala da haste em frações de polegada.
7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 43/52
43
No exemplo "B" da figura 12-24, é o traço número três, portanto aos 3/4 de polegada
teremos que acrescentar 3/128" (cada traço da graduação Vernier corresponde a 1/128").
A medida final será
Para verificação de medidas com uma régua, a leitura é imprecisa quando se trata de
aproximações pequenas, como 1/32 ou 1/64 de polegada, porque os traços são muito
próximos e pouco nítidos. Com um paquímetro as leituras, além de mais práticas, são mais
precisas, porque podem ser medidas as aproximações de 1/128, ou seja, a metade de 1/64
de polegada.
Micrômetros
Existem quatro tipos de micrômetros, cada um designado para um uso específico. Eles são
conhecidos como sendo: para medidas externas, para medidas internas, de profundidade e
para roscas.
Os micrômetros são encontrados com graduações para polegadas ou para milímetros, e em
uma variedade de medidas como de 0 a 1/2", 0 a 1", 1 a 2", 2 a 3", 3 a 4", 4 a 5" ou 5 a 6";
os de leitura em milímetros são de 0 a 25 mm, 25 a 50 mm e outros menos comuns para
maiores capacidades de medida.
O micrômetro, para medidas externas (figura 12-25), é usado pelo mecânico mais
frequentemente do que qualquer outro tipo. Este pode ser usado para medir as dimensões
externas de eixos, espessuras de chapas de metal, diâmetro de brocas, e para muitas outras
aplicações.
A menor medida que pode ser verificada com o uso de uma régua de aço é de 1/64 de
polegada e com um paquímetro é de 1/128 de polegada, porém quando for necessáriomedir mais rigorosamente (em milésimos ou décimos de milésimos de polegada) deverá ser
usado o micrômetro.
7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 44/52
44
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
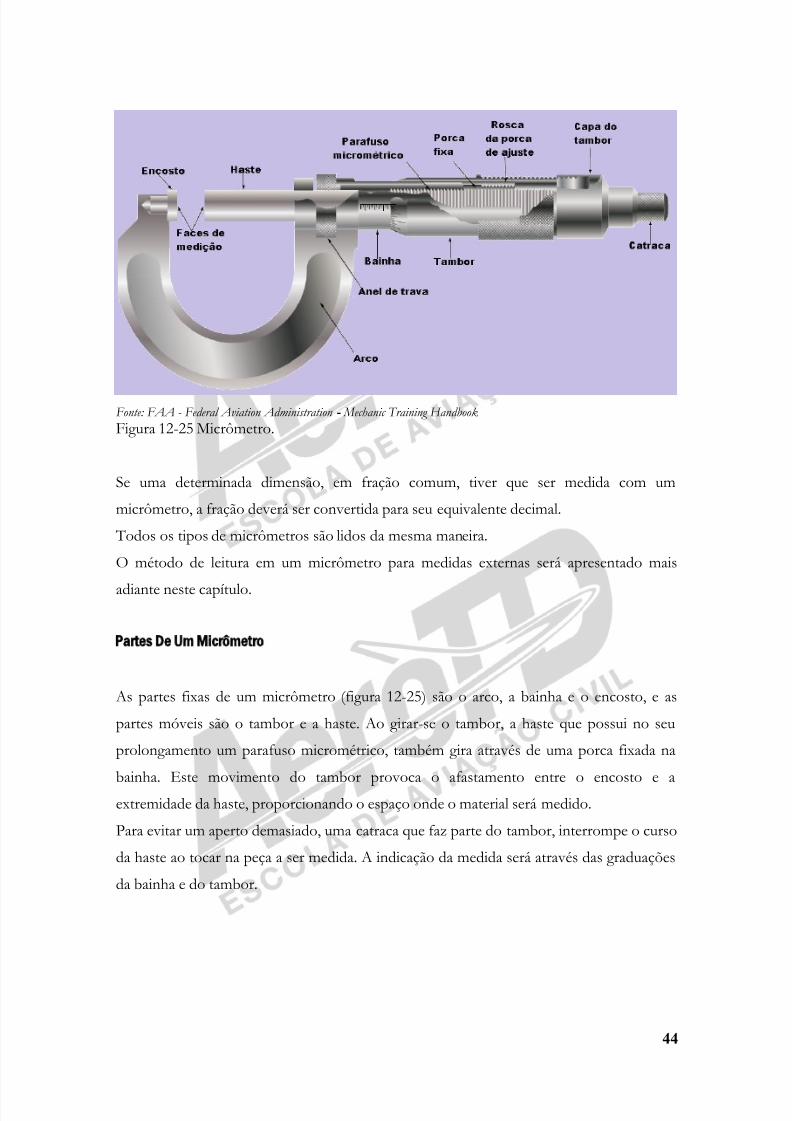
Figura 12-25 Micrômetro.
Se uma determinada dimensão, em fração comum, tiver que ser medida com um
micrômetro, a fração deverá ser convertida para seu equivalente decimal.
Todos os tipos de micrômetros são lidos da mesma maneira.
O método de leitura em um micrômetro para medidas externas será apresentado mais
adiante neste capítulo.
Partes De Um Micrômetro
As partes fixas de um micrômetro (figura 12-25) são o arco, a bainha e o encosto, e as
partes móveis são o tambor e a haste. Ao girar-se o tambor, a haste que possui no seu
prolongamento um parafuso micrométrico, também gira através de uma porca fixada na
bainha. Este movimento do tambor provoca o afastamento entre o encosto e aextremidade da haste, proporcionando o espaço onde o material será medido.
Para evitar um aperto demasiado, uma catraca que faz parte do tambor, interrompe o curso
da haste ao tocar na peça a ser medida. A indicação da medida será através das graduações
da bainha e do tambor.

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 45/52
45
Leitura do Micrômetro
As linhas na bainha marcadas com os números 1, 2, 3 etc, indicam as medidas dos décimos,
ou 0,100 de polegada, 0,200 de polegada, 0,300 de polegada, respectivamente (figura 12-
26).
Cada um dos espaços entre os décimos (entre o 1, 2, 3 etc.) está dividido em quatro partes
de 0,025 de polegada cada uma. Em cada volta completa do tambor (do zero do tambor até
o mesmo zero) ele desloca uma dessas divisões (0,025 de polegada) ao longo da bainha.
O setor graduado do tambor (na vertical) está dividido em vinte e cinco partes iguais. Cada
uma dessas partes representa vinte e cinco avos da distância que o tambor percorre, ao
longo da bainha, de uma divisão de 0,025 de polegada até a outra.Então, cada divisão do tambor representa um milésimo de uma polegada (0,001). Estas
divisões estão marcadas por conveniência a cada cinco espaços por 0, 5, 10, 15 e 20.
Quando vinte e cinco destas graduações tiverem passado pela linha horizontal na bainha
(completando uma volta), a haste deslocou-se 0,025 de polegada.
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-26 Medição com o micrômetro.
A primeira leitura de um micrômetro é verificar qual o último algarismo visível na linha
horizontal da bainha, representando os décimos de polegada.

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 46/52
46
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-27 Leitura do micrômetro.
Adiciona-se a este número a distância entre ele e a borda do tambor (isto é feito
multiplicando-se o número de traços por 0,025 da polegada). Adiciona-se em seguida o número da divisão do tambor (graduação vertical) que coincide
com a linha da graduação horizontal. A soma das três anotações será a medida final (a
figura 12-27 apresenta exemplos de leituras do micrômetro).
Escala Vernier
Alguns micrômetros são equipados com uma escala Vernier, a qual torna possível a leitura
direta da fração de uma divisão, indicada na escala do tambor. Exemplos típicos da
aplicação da escala Vernier aos micrômetros são apresentados na figura 12-28.
As três escalas de um micrômetro não são totalmente visíveis sem girarmos o micrômetro,
mas nos exemplos da figura 12-28 foram desenhadas as três escalas em sua posição relativa,
mas no mesmo plano, para que as três escalas pudessem ser vistas ao mesmo tempo. A
escala da bainha é a escala horizontal; a do tambor é a vertical da direita; e as linhas
horizontais longas (de 0 a 9 e 0) compõem a escala Vernier.

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 47/52
47
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-28 Escala Vernier.
Para a leitura de um micrômetro, um excelente meio de conhecer os valores relativos das
escalas é lembrar que as graduações de 0,025 da bainha são estabelecidas pelos fios de rosca
do prolongamento da haste (40 fios de rosca por polegada). Em seguida, que as graduações
do tambor dividem os 0,025 de polegada em 25 partes, sendo cada uma igual a 0,001 (um
milésimo da polegada); e, finalmente, as graduações da escala Vernier dividem o milésimo
de polegada 10 partes iguais, sendo cada uma igual a 0,0001 de polegada (um décimo de
milésimo de polegada).
Lembrando os valores das graduações das escalas: anota-se a leitura da escala da bainha;soma-se a ela a leitura da escala do tambor; então, soma-se a leitura da escala Vernier para
ter-se a medida final. A linha da escala Vernier a ser lida, é sempre aquela que estiver
exatamente alinhada com uma das linhas do tambor (exemplos na figura 12-28).
No micrômetro com medidas em milímetros, o processo de leitura é exatamente igual ao
de polegadas, com as diferentes características do sistema. A graduação da bainha é em
milímetros e meios milímetros; a do tambor é dividida em 50 partes iguais; e a escala
7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 48/52
48
Vernier em 10 partes. A leitura da bainha nos dá a unidade que é o milímetro, o tambor os
centésimos e o Vernier os milésimos (exemplos na figura 12-28).
No primeiro exemplo da figura 12-28, na bainha lê-se 0,275 de polegada; e no tambor,
0,019 e mais uma fração. A linha correspondente ao 1 do tambor coincide com a graduação
número 4 do Vernier (0,0004). Então, a leitura final será: 0,275 + 0,019 + 0,0004 = 0,2944
de polegada.
No segundo exemplo lê-se na bainha 0,2 de polegada, no tambor 0,0015 e no Vernier
0,0003, dando uma leitura final de 0,2153 de polegada.
No terceiro exemplo da figura 12-28, em um micrômetro com graduação em milímetros,
na bainha lê-se 6,5 milímetros; e no tambor, 0,20 e mais uma fração.
A linha correspondente ao 28 do tambor coincide com a graduação número 5 do Vernier(0,005). Então, a leitura final será: 6,5 + 0,20 + 0,005 = 6,705 milímetros.
No quarto exemplo lê-se na bainha, 4 milímetros no tambor 0,45 e no Vernier 0,003 dando
uma leitura final de 4,453 milímetros.
Usando o Micrômetro
O micrômetro deve ser manuseado cuidadosamente. Se sofrer uma queda, sua sensibilidade
estará permanentemente afetada. O atrito contínuo do trabalho a ser medido com as faces
do encosto e da haste poderá desgastar as superfícies.
Se a haste sofrer um aperto muito forte, o arco poderá sofrer um empeno permanente,
resultando em leituras incorretas.
Para medir uma peça com um micrômetro, mantemos o arco na palma da mão, de modo
que o polegar e o indicador estejam livres para girar o tambor para os ajustes.
1 7 FERRAMENTAS PARA ABRIR ROSCAS
A ferramenta usada para abrir roscas internas é chamada de "macho", e a usada para abrir
roscas externas é chamada de "cossinete". Ambas são feitas de aço temperado e afiadas
para uma medida exata.
Existem quatro tipos de fios de rosca que podem ser feitos com os machos e cossinetes.
São eles: National Coarse, National Fine, National Extra Fine e National Pipe.

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 49/52
49
Os machos vêm acondicionados em um conjunto de três peças para cada diâmetro e tipo
de rosca.
Cada conjunto contém um macho com entrada ou cônico, um semicônico e o paralelo. Os
machos de um conjunto são de diâmetro e seção idênticos, a única diferença é na
quantidade de fios de rosca. (ver fig. 12-29).
O macho cônico é usado para iniciar o processo, porque ele é cônico no espaço de 6 a 7
fios de rosca.
Ele só abre uma rosca completa quando ultrapassar toda a parte cônica. Quando o furo
atravessa todo o material, pode-se usar apenas o macho cônico.
O macho semicônico suplementa o cônico para abrir rosca em furos de uma chapa grossa.
O macho paralelo é usado para abrir roscas em furos cegos, isto é, os que não atravessam omaterial.
Os cossinetes são classificados em comuns ou sólidos e os ajustáveis. Os ajustáveis
possuem um parafuso, que ao ser apertado cria uma folga entre as roscas. Pela ajustagem
do cossinete, o diâmetro e a ajustagem da rosca podem ser controlados.
Os cossinetes sólidos ou comuns não são ajustáveis, portanto só podem executar um tipo
de fio de rosca.
Existem vários tipos de ferramentas para girar machos e cossinetes: o punho "T", os de
sandadores para machos e para cossinetes.
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-29 Machos.

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 50/52
50
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-30 Cossinetes.
Ao conjunto cossinete e desandador, dá-se o nome de "tarraxa".
A figura 12-31 apresenta os tipos mais comuns de desandadores. Informações sobre
medidas e tipos de roscas são mostradas nas figuras 12-32, 12-33 e 12-34.
Fonte: FAA - Federal Aviation Administration - Mechanic Training Handbook
Figura 12-31 Desandadores.

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 51/52
51
Fonte: IAC – Instituto de Aviação Civil – Divisão de Instrução Profissional
Figura 12-32 Medidas de fios de rosca de parafusos.
Fonte: IAC – Instituto de Aviação Civil – Divisão de Instrução Profissional
Figura 12-33 Dimensões de roscas em tubos "American" (National) e medidas de
ferramentas para abrir roscas em tubos.

7/25/2019 Ferramentas Manuais e de Medição
http://slidepdf.com/reader/full/ferramentas-manuais-e-de-medicao 52/52
Fonte: IAC – Instituto de Aviação Civil – Divisão de Instrução Profissional
Figura 12-34 Velocidades para brocas.
BRASIL. IAC – Instituto de Aviação Civil. Divisão de Instrução Profissional Matérias
Básicas, tradução do AC 65-9A do FAA (Airframe & Powerplant Mechanics-General
Handbook). Edição Revisada 2002.
Aqui encerramos a disciplina de Ferramentas e Manuais de medição.
Foi um prazer compartilhar essa disciplina com você.
Espero que nossas aulas tenham sido proveitosas e que você possa agora seguir em frente,
apto a utilizar cada ferramenta aqui pontuada