estudo da tensÃo de cisalhamento em juntas … · 2018-03-14 · estudo da tensÃo de cisalhamento...
TRANSCRIPT

PROGRAMA FRANCISCO EDUARDO MOURÃO SABOYA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA ESCOLA DE ENGENHARIA UNIVERSIDADE FEDERAL FLUMINENSE
Dissertação de Mestrado
ESTUDO DA TENSÃO DE CISALHAMENTO
EM JUNTAS POLIMÉRICAS COM
DIFERENTES TRATAMENTOS
SUPERFICIAIS
MAICON JHONI DE OLIVEIRA
FEVEREIRO DE 2017

MAICON JHONI DE OLIVEIRA
ESTUDO DA TENSÃO DE CISALHAMENTO EM JUNTAS POLIMÉRICAS COM DIFERENTES TRATAMENTOS
SUPERFICIAIS
Dissertação de Mestrado apresentada ao
Programa Francisco Eduardo Mourão Saboya
de Pós-Graduação em Engenharia Mecânica
da UFF como parte dos requisitos para a
obtenção do t ítulo de Mestre em Ciências em
Engenharia Mecânica
Orientadores: João Marciano Laredo Reis, Ph.D. (PGMEC/UFF)
Heraldo Silva da Costa Mattos, D.Sc. (PGMEC/UFF)
UNIVERSIDADE FEDERAL FLUMINENSE NITERÓI, 02 DE FEVEREIRO DE 2017

ESTUDO DA TENSÃO DE CISALHAMENTO EM JUNTAS POLIMÉRICAS COM DIFERENTES TRATAMENTOS
SUPERFICIAIS
Esta Dissertação é parte dos pré-requisitos para a obtenção do título de
MESTRE EM ENGENHARIA MECÂNICA
Área de concentração: Mecânica dos Sólidos
Aprovada em sua forma final pela Banca Examinadora formada pelos professores:
Prof. João Marciano Laredo dos Reis (Ph.D.) Universidade Federal Fluminense
(Orientador)
Prof. Heraldo Silva da Costa Mattos (D.Sc.) Universidade Federal Fluminense
(Orientador)
Prof. Luiz Carlos da Silva Nunes (D.Sc.) Universidade Federal Fluminense
Mariana Doina Banea (D.Sc.) Centro Federal de Educação Tecnológica Celso Suckow da Fonseca - CEFET/RJ

Dedico este trabalho: Primeiramente a DEUS; À minha família; Aos meus orientadores, João Reis e Heraldo Mattos; A minha companheira e seus respectivos familiares; A todos aqueles que direta ou indiretamente contribuíram para mais essa etapa de minha carreira.

AGRADECIMENTOS
Sou grato primeiramente ao meu Deus, autor e consumador da minha fé, pelo dom da vida,
pelo seu amor infinito, sem Ele nada sou. Mesmo sem merecer, Deus tem me presenteado
todos os dias!
Aos meus queridos pais, Valtinéia Sirlene de Oliveira e Nivaldo Antônio de Oliveira, pois
nunca deixaram de acreditar que eu poderia vencer mais esta etapa. Agradeço pelo suporte,
confiança, por toda ajuda fornecida e em todos os momentos desta jornada. Agradeço pela
educação e formação que só vocês poderiam me dar. Sem vocês eu não conseguiria chegar
até aqui.
À mulher da minha vida Lívia Faria Silva, por estar sempre ao meu lado, ajudando,
incentivando, compreendendo tudo e me apoiando em todas as minhas escolhas, pelo
companheirismo e por ser esta pessoa mais que especial em minha vida.
À Seila Faria e Jardel Palma, pessoas excepcionais e fundamentais em minha vida. Muito
obrigado por todo apoio que me forneceram, inclusive nos momentos mais complicados de
minha vida.
Ao meu irmão Michel Antônio de Oliveira, pelo apoio e amizade que me são sempre
doados.
Aos meus orientadores, Heraldo Silva da Costa Mattos e João Marciano Laredo Reis, pela
confiança em mim depositada, pela oportunidade de desenvolver este trabalho e por todo
conhecimento fornecido.
A todos os colaboradores da Tecnofink, em especial os senhores Maurélio Nascimento e
Emílio Castro que sempre estiveram do meu lado, deram suporte, apoiaram e permitiram o
desenvolvimento dos meus estudos junto a esta entidade.
A todos os professores, pela contribuição através do aprendizado proporcionado que me
permitiram concluir mais esta etapa de minha carreira acadêmica.
A todos os amigos e aqueles que direta ou indiretamente contribuíram de alguma forma
para o desenvolvimento deste trabalho.

RESUMO
A soldagem tradicional com aporte de calor é proibida em locais com atmosferas
explosivas e em zonas classificadas. O processo de soldagem a frio pode substituir com
êxito o procedimento empregado para unir metais através da utilização de adesivos
poliméricos. Trata-se da união de materiais por intermédio do uso de adesivos.
Primeiramente, realiza-se o tratamento nas superfícies a serem coladas, em seguida, aplica-
se o adesivo e, por fim, unem-se as partes a serem soldadas. Este procedimento ainda é
relativamente pouco utilizado quando comparado com outros métodos convencionais,
porém sua utilização vem crescente nos últimos anos. Este trabalho tem por objetivo
realizar o estudo comparativo da análise da tensão de cisalhamento em adesivo polimérico
empregado para unir metais, de acordo com os parâmetros da norma ASTM D 1002. As
regiões que foram inseridos os adesivos foram tratadas por três métodos distintos de
preparo de superfície: máquina com jatos de cerdas sem uso de abrasivo, lixamento manual
e jateamento abrasivo. Foram empregados também dois tipos de adesivos poliméricos,
ambos formulados com resina epóxi. A partir dos gráficos gerados e da avaliação dos
resultados alcançados foi possível observar qual o método de preparo da superfície do
substrato é o mais indicado, no que diz respeito a análise de tensão de cisalhamento em
junta colada.
Palavras chave: Juntas coladas, Polímeros, Tratamento de superfície, Resistência ao cisalhamento.

ABSTRACT
The traditional welding processes by using heat sources is prohibited on explosive
atmospheres and classified areas. The cold welding process can successfully replace it by
using polymer adhesives. In other words, it is the union of material by using adhesives.
First, the surface preparation is performed, then the adhesive is applied and finally the parts
are welded. This procedure is still little used in comparison to the traditional welding
processes. However, its use has been increasing in the last few years. The main goal of this
work is to make a comparative study of the shear stress analysis in polymer adhesives used
to weld metals, in accordance with the ASTM D 1002. The areas where the adhesives were
applied had the surface prepared by three different methods: bristle blaster machine with no
abrasive material, manual sanding and abrasive blasting. Two different polymer adhesives
were applied, both based on epoxy resin. From the graphs generated and the evaluation of
the results obtained, the best surface preparation method could be determined with respect
to analysis of shear stress of the welded joint.
Keywords: Lap joints, Polymers, Surface preparation, Shear strength.
SUMÁRIO
Lista de Figuras ....................................................................................................................... i
Lista de Tabelas ...................................................................................................................... v
Lista de Símbolos .................................................................................................................. vi
Capítulo 1 ............................................................................................................................. 15
Introdução ............................................................................................................................. 15
Capítulo 2 ............................................................................................................................. 20
Revisão Bibliográfica ........................................................................................................... 20
2.1. Considerações Gerais sobre Materiais Poliméricos....................................................... 20
2.1.1 Polímeros propriamente ditos ...................................................................................... 21
2.1.1.1 Estrutura dos polímeros ............................................................................................ 22
2.1.2 Classificação dos Polímeros Quanto ao Comportamento............................................ 25
2.1.2.1 Comportamento Térmico dos Polímeros .................................................................. 28
2.1.2.1.1 Aspectos que influenciam as temperaturas de fusão e de transição vítrea ............ 29
2.1.3 Caracterização de um Material Polimérico: Análise Térmica ..................................... 32
2.1.3.1 Análise Termogravimétrica (TGA) .......................................................................... 33
2.1.3.2 Calorimetria Diferencial de Varredura (DSC).......................................................... 37
2.1.3.3 Análise Dinâmico Mecânica (DMA) ........................................................................ 41
2.1.4 Degradação dos polímeros........................................................................................... 45
2.2. Abordagem Geral sobre Juntas Coladas ........................................................................ 47
2.2.1 Características Gerais das Juntas Coladas ................................................................... 47
2.2.2 Aspectos Extensivos a Norma de Resistência ao Cisalhamento de Juntas Single Lap 51

2.2.2.1 Significado e Utilização da Norma ASTM D 1002 .................................................. 52
2.2.2.2 Corpo de Prova Empregado ...................................................................................... 53
2.2.2.3 Procedimento dos Ensaios ........................................................................................ 54
2.2.3 Modos de Falha em Juntas Coladas ............................................................................. 55
2.2.3.1 Falha Adesiva em Juntas Coladas ............................................................................ 55
2.2.3.2 Falha Coesiva em Juntas Coladas ............................................................................. 56
2.3. Conceitos Básicos Sobre Adesão .................................................................................. 59
2.3.1 Teorias de Adesão ....................................................................................................... 59
2.4. Métodos de Preparo de Superfície ................................................................................. 61
2.4.1 Rugosidade .................................................................................................................. 63
2.4.1.1 Rugosidade Aritmética ou Média (Ra) ..................................................................... 64
2.4.1.2 Rugosidade Máxima (Rt).......................................................................................... 64
2.4.1.3 Rugosidade Total (Rz) .............................................................................................. 65
2.4.1.4 Rugosidade Quadrática (Rq) .................................................................................... 65
Capítulo 3 ............................................................................................................................. 67
Materiais e Métodos ............................................................................................................. 67
3.1. Materiais e Metodologia Empregados ........................................................................... 67
3.1.1 Descrição dos Materiais Utilizados ............................................................................. 67
3.1.1.1 Substratos Metálicos ................................................................................................. 68
3.1.1.2 Adesivos Poliméricos ............................................................................................... 68
3.1.2 Descrição dos Métodos de Tratamento de Superfície ................................................. 71
3.1.2.1 Máquina Com Jatos de Cerdas Sem Uso de Abrasivo ............................................. 71
3.1.2.2 Lixamento Manual .................................................................................................... 73
3.1.2.3 Jateamento Abrasivo ................................................................................................ 74

3.1.3 Confecção das Juntas Coladas ..................................................................................... 75
3.1.3.1 Dimensões das Juntas Coladas ................................................................................. 75
3.1.3.2 Tratamento das Superfícies ...................................................................................... 76
3.1.3.3 Colagem das Juntas .................................................................................................. 78
3.1.4 Descrição dos Métodos de Ensaio ............................................................................... 80
Capítulo 4 ............................................................................................................................. 83
Resultados e Discussões ....................................................................................................... 83
4.1. Apresentação dos Resultados Obtidos ........................................................................... 83
4.1.1. Resultados Encontrados Para o Grupo I ..................................................................... 85
4.1.2. Resultados Encontrados Para o Grupo II .................................................................... 88
4.2. Avaliação sobre os Resultados Encontrados ................................................................. 92
Capítulo 5 ............................................................................................................................. 95
Conclusões e Sugestões para Trabalhos Futuros .................................................................. 95
Referências Bibliográficas .................................................................................................... 97
ANEXOS ............................................................................................................................ 101
ANEXO 1: Ficha técnica do produto PW – SUPERMETAL – PASTA ........................... 101
ANEXO 2: Ficha técnica do produto PW – AÇO PASTA – PASTA ................................ 104
ANEXO 3: Trabalho apresentado na Conferência Luso-Brasileira de Adesão e Adesivos –
CLBA 2016 ........................................................................................................................ 107

i
LISTA DE FIGURAS
Figura 1: Presença de furo devido a problemas na ZTA durante o processo de soldagem .. 16
Figura 2: Preparo de superfície na região a ser soldada ....................................................... 17
Figura 3: Soldagem a frio de barreiras de contenção ........................................................... 17
Figura 4: Molécula de polietileno ......................................................................................... 21
Figura 5: Diferença entre homopolímeros e copolímeros .................................................... 22
Figura 6: Distribuição dos copolímeros................................................................................ 23
Figura 7: Estrutura molecular do polímero........................................................................... 24
Figura 8: Microestrutura de um polímero............................................................................. 25
Figura 9: Comportamento dos polímeros ............................................................................. 25
Figura 10: Curva típica de tensão versus deformação em polímeros ................................... 28
Figura 11: Esquema representativo da temperatura de transição vítrea e o comportamento
do polímero ........................................................................................................................... 29
Figura 12: Dependência das propriedades de um polímero, bem como das temperaturas de
fusão e de transição vítrea, em relação ao peso molecular ................................................... 31
Figura 13: Representação esquemática de curvas características da análise de polímeros
utilizando técnicas de análise térmica, em função da temperatura (T) ou do tempo (t) ....... 33
Figura 14: Curva de decomposição térmica de um material ................................................ 34
Figura 15: Gráfico de uma TGA isotérmica ......................................................................... 35
Figura 16: Gráfico de uma TGA quase isotérmica ............................................................... 35
Figura 17: Gráfico de uma TGA dinâmica ........................................................................... 36

ii Figura 18: Curva de decomposição térmica de um material: (- - -) registro da decomposição
térmica por (TGA). (—) Registro da derivada da curva de decomposição térmica (DTG) 37
Figura 19: Esquema de análise por DSC .............................................................................. 38
Figura 20: Gráfico de um termograma típico de DSC.......................................................... 40
Figura 21: Relação entre o módulo (E) e seus componentes ................................................ 42
Figura 22: Temperatura de transição vítrea medida pelo módulo de armazenamento ......... 43
Figura 23: Temperatura de transição vítrea medida pelo módulo de perda ......................... 43
Figura 24: Temperatura de transição vítrea medida pela Tan δ ........................................... 44
Figura 25: Garras de teste do equipamento de análise térmica DMA .................................. 45
Figura 26: Formas de degradação dos polímeros ................................................................. 46
Figura 27: Aplicação de soldagem usando juntas coladas ................................................... 48
Figura 28: Soldagem a frio em tubulação da linha de lastro com presença de furos ........... 48
Figura 29: Tipos de juntas coladas ....................................................................................... 50
Figura 30: Junta de Cisalhamento Simples .......................................................................... 51
Figura 31: Parâmetros das juntas de cisalhamento ............................................................... 53
Figura 32: Ensaio de juntas single lap .................................................................................. 55
Figura 33: Esquema do modo de falha adesiva .................................................................... 56
Figura 34: Esquema do modo de falha coesiva .................................................................... 57
Figura 35: Análise de modos de falha em um processo de soldagem a frio ........................ 58
Figura 36: Esquema da adesão da junta colada .................................................................... 59
Figura 37: Ilustração da adesão mecânica ............................................................................ 60
Figura 38: Ilustração da adesão por interdifusão .................................................................. 61
Figura 39: Efeito do tratamento superficial na resistência final de juntas single lap ........... 62

iii Figura 40: Relação da tensão média de cisalhamento com a rugosidade ............................. 63
Figura 41: Esquema de obtenção da rugosidade aritmética (Ra) ......................................... 64
Figura 42: Esquema de obtenção da rugosidade máxima (Rt) ............................................. 65
Figura 43: Esquema de obtenção da rugosidade total (Rz) .................................................. 65
Figura 44: Resina e endurecedor do PW SuperMetal 50/500 .............................................. 69
Figura 45: Resina e endurecedor do PW Aço Pasta 10/100 ................................................. 70
Figura 46: Máquina Monti® industrial pneumática ............................................................. 72
Figura 47: Materiais utilizados no lixamento manual .......................................................... 73
Figura 48: Máquina PP-80 utilizada no processo de jateamento abrasivo ........................... 74
Figura 49: Dimensões das juntas coladas ............................................................................. 75
Figura 50: Substratos com o tratamento superficial realizado empregando a máquina
Monti® ................................................................................................................................. 76
Figura 51: Substratos com o tratamento superficial realizado empregando o lixamento
manual .................................................................................................................................. 77
Figura 52: Substratos com o tratamento superficial realizado empregando o lixamento
manual .................................................................................................................................. 77
Figura 53: Medição da rugosidade da superfície dos substratos .......................................... 78
Figura 54: Esquema de preparo das juntas ........................................................................... 79
Figura 55: Primeiro grupo de juntas coladas ........................................................................ 80
Figura 56: Segundo grupo de juntas coladas ........................................................................ 80
Figura 57: Esquema das juntas coladas que foram ensaiadas .............................................. 81
Figura 58: Máquina de ensaios universal SHIMADZU AGX-100 ...................................... 81

iv Figura 59: Gráfico Força de Ruptura versus Deslocamento para o tratamento com a
máquina Monti® ................................................................................................................... 86
Figura 60: Gráfico Força de Ruptura versus Deslocamento para o tratamento com
lixamento manual ................................................................................................................. 87
Figura 61: Gráfico Força de Ruptura versus Deslocamento para o tratamento com
jateamento abrasivo .............................................................................................................. 88
Figura 62: Gráfico Força de Ruptura versus Deslocamento para o tratamento com a
máquina Monti® ................................................................................................................... 89
Figura 63: Gráfico Força de Ruptura versus Deslocamento para o tratamento com
lixamento manual ................................................................................................................. 90
Figura 64: Gráfico Força de Ruptura versus Deslocamento para o tratamento com
jateamento abrasivo .............................................................................................................. 91
Figura 65: Gráfico de comparação da Tensão de Cisalhamento do grupo I......................... 93
Figura 66: Gráfico de comparação da Tensão de Cisalhamento do grupo II ....................... 94

v
LISTA DE TABELAS
Tabela 1: Temperaturas de fusão e de transição vítrea para alguns polímeros mais comuns
.............................................................................................................................................. 30
Tabela 2: Transições relacionadas aos processos físicos e químicos que ocorrem durante o
aquecimento .......................................................................................................................... 39
Tabela 3: Propriedades do Aço SAE 1020 ........................................................................... 68
Tabela 4: Propriedades do PW SuperMetal 50/500.............................................................. 69
Tabela 5: Propriedades do PW Aço Pasta 10/100 ................................................................ 71
Tabela 6: Rugosidade média encontrada para os diferentes tratamentos de superfície ........ 78
Tabela 7: Resumo da comparação entre as tensões cisalhantes obtidas nos ensaios
realizados .............................................................................................................................. 92

vi
LISTA DE SÍMBOLOS
ASTM – American Society for Testing and Materials;
SAE – Society of Automotive Engineers
w – Largura de substratos de juntas single lap joints;
ts – Espessura de substratos de juntas single lap joints;
ta – Espessura do adesivo de juntas single lap joints;
L – Comprimento de sobreposição (overlap) de juntas single lap joints;
τ – Tensão Cisalhante;
τrup – Tensão na ruptura;
Frup = Força de ruptura;
Fm = Força média de ruptura;
As = Área do substrato (mm²);
Ʃ – Somatório;
n – Número de amostras;
V (x) – Variância;
SLJ – Single Lap Joints
E – Módulo Elástico;
E’ – Módulo de armazenamento;
E” – Módulo de perda;
tan δ – tangenhe de Delta;
ZTA – Zona Termicamente Afetadas;
ºC – Graus Celsius;

vii Psi – Libra por polegada quadrada;
ksi – Kilolibra por polegada quadrada;
GPa – Giga Pascal;
MPa – Mega Pascal;
mm – Milímetro;
min – Minuto;
N – Newton;
KN – Kilo Newton;

15
CAPÍTULO 1
INTRODUÇÃO
A soldagem é um dos mais importantes e antigos processos empregados no
ambiente industrial. Com objetivo maior de unir os elementos, a aplicação da mesma é
realizada de diversas formas, podendo variar de acordo com os métodos existentes e
características das superfícies a serem soldadas, como por exemplo o tipo de material
empregado como elemento de união, desempenho esperado, ambiente a ser exposto e
geometria do trecho. Dentre diversos tipos de soldagem, tem-se: a por arco elétrico, TIG,
MIG, MAG, entre outros. A soldagem tradicional utiliza aporte de calor, contudo, é
importante salientar que nem sempre é possível realizar este tipo de ligação em
determinados ambientes, ou seja, em áreas classificadas (atmosferas com potencial de
explosão). Agregando-se a isto tem o fato que ao realizar uma soldagem malsucedida, os
problemas gerados seriam intensificados, pois afetaria microstruturalmente o material,
acarretando em perda de propriedades mecânicas e de resistência à corrosão nas chamadas
Zona Termicamente Afetadas (ZTA). A figura 1 apresenta um caso de fragilização na
região do cordão de solda devido ao processo de soldagem a quente.

16
Figura 1: Presença de furo devido a problemas na ZTA durante o processo de soldagem
Fonte: Adaptado de (Tecnofink LTDA, 2015)
Uma outra forma do processo de soldagem que não depende da utilização de calor é
conhecida como soldagem a frio. Este consiste na união de materiais por intermédio do uso
de adesivos. Juntas adesivas apresentam grandes vantagens em comparação com métodos
tradicionais de junção, tem-se, por exemplo, melhor desempenho em fadiga, maior rigidez,
o adesivo sela a junta, é resistente a corrosão e não gera concentradores de tensão. Assim
sendo, este método de aplicação vem crescendo consideravelmente no âmbito industrial [5].
A aplicação de adesivos em soldagem a frio tem sido implementada de formar
diversificada. Como considerações teóricas e testes práticos, algumas recomendações
devem ser observadas e aplicadas para que o uso de juntas apresente desempenho
satisfatório [6]: tratamento da superfície a ser colada (o preparo de superfície é a etapa mais
importante, no que diz respeito a qualidade da ligação adesiva. A região, além de estar
limpa no sentido convencional requerido, deve também proporcionar boa aderência junto
ao adesivo), escolha adequada do adesivo (o adesivo deve molhar e solidificar sob
condições de temperatura, pressão e operação. Em muitos casos, as condições de operação
limitam a escolha do adesivo), projeto das juntas (estas geralmente resistem mais ao
cisalhamento, tração e compressão) e condições de serviço (a temperatura é o grande
problema de juntas poliméricas) [7]. A seguir, tem-se um exemplo de soldagem a frio de
metais utilizando adesivo polimérico. Na figura 2 é possível visualizar a etapa de preparo
de superfície e na figura 3, a soldagem a frio de uma barreira de contenção no piso de uma
plataforma de eventuais vazamentos de equipamentos.

17
Figura 2: Preparo de superfície na região a ser soldada
Fonte: Adaptado de (Tecnofink LTDA, 2015)
Figura 3: Soldagem a frio de barreiras de contenção
Fonte: Adaptado de (Tecnofink LTDA, 2015)
Diversos trabalhos vem sendo desenvolvidos com o intuito de entender melhor os
processos, as solicitações mecânicas e as variáveis envolvidas ao utilizar juntas sob
determinadas de condições de trabalho. No estudo desenvolvido por Saldanha et al. foi
realizada a caracterização mecânica de um adesivo epoxídico aplicado na indústria
automobilística de alta elasticidade e tenacidade. Parâmetros como as propriedades de

18 tensão, cisalhamento, térmicas e de fratura e temperatura de transição vítrea foram
analisados. Foi possível concluir também que a carga de falha é proporcional ao
comprimento da sobreposição da junta [8]. Em outro trabalho técnico desenvolvido, Osanai
e Reis observaram alguns fatores que afetam a resistência ao cisalhamento de juntas de
sobreposição única (Single Lap Joints – SLJ). Dadas diferentes condições de trabalho,
foram analisadas a influência da geometria e da temperatura na resistência de uma SLJ, sob
carregamento cisalhante. Assim, concluíram que a temperatura é inversamente proporcional
a resistência ao cisalhamento, sendo que juntas coladas com maior largura apresentaram
menor perda de resistência com o aumento da temperatura do que as juntas com maiores
overlap, dada a mesma área [9].
Este trabalho possui como finalidade realizar o estudo comparativo da análise de
tensão de cisalhamento em juntas metálicas interligadas com adesivos poliméricos, em
concordância com os parâmetros da norma ASTM D 1002. As regiões que compreendem a
zona de inserção dos adesivos foram tratadas por três mecanismos distintos de preparo de
superfície: máquina com jatos de cerdas sem uso de abrasivo, lixamento manual e
jateamento abrasivo. De forma a aumentar e consolidar o grade de resultados, foram
utilizados também dois adesivos poliméricos compostos basicamente de resina epoxídica
(PW SuperMetal 50/500 e PW Aço Pasta 10/100). Inicialmente será feito um embasamento
teórico correlacionando as principais definições necessárias e que foram empregadas na
metodologia experimental, através dos ensaios realizados. Por fim, com os dados obtidos,
serão apresentados argumentos referentes as variáveis determinadas. Os indicadores deste
trabalho ajudarão a definir o melhor método de preparo, dentre os três estudados, no
processo de soldagem a frio.
No capítulo 1 foram apresentados, com abordagem generalizada, pontos referentes
ao tema proposto nesta dissertação. Para tal, retratou-se inicialmente os processos distintos
de soldagem (método convencional X processo totalmente a frio), em seguida, alguns
pontos tidos como vantagens e aplicações de juntas poliméricas no âmbito industrial. Em
sequência, alguns estudos acadêmicos relacionados com o processo supracitado e, por fim,
a motivação e objetivos de se realizar o estudo em questão.
No capítulo 2 é apresentado um embasamento teórico necessário para melhor
compreensão deste estudo, através da referência bibliográfica. Neste item, destacam-se uma

19 breve análise sobre materiais poliméricos, juntas coladas, alguns tipos de aderência e as
formas de tratamento de superfície aplicadas neste trabalho.
No capítulo 3, em sequência, é ratificado o objeto de estudo deste trabalho com a
metodologia empregada com o intuito de realizar o estudo comparativo da tensão de
cisalhamento em juntas poliméricas. São detalhadas as variâncias no preparo de superfície e
dos adesivos empregados, os procedimentos adotados, em consoante com a norma ASTM
D 1002, as variáveis medidas, como rugosidade média da superfície metálica e os
procedimentos adotados durante a confecção e ensaio das juntas, consoante com o critério
proposto pelo Laboratório de Mecânica Teorética e Aplicada da UFF (LMTA).
No capítulo 4 são apresentados os parâmetros obtidos com a metodologia
implementada no capítulo anterior, isto é, os valores de tensão de ruptura obtidos no ensaio
de cisalhamento das juntas poliméricas com diferentes tratamentos de superfície. Os
resultados são denotados em forma de tabelas e gráficos gerados, sendo facilmente
identificado qual o procedimento, dentre os realizados, mostrou ser o mais adequado para o
processo de soldagem a frio, conforme estudo realizado.
No capítulo 5, dando fechamento a esta dissertação, são feitos os apontamentos e
considerações finais. Apresenta também a conclusão de todo estudo realizado e sugestões
possíveis para eventuais trabalhos que desejam dar seguimento ao tema desencadeado neste
trabalho.

20
CAPÍTULO 2
REVISÃO BIBLIOGRÁFICA
2.1. Considerações Gerais sobre Materiais Poliméricos
Desde séculos passados os polímeros naturais tem sido utilizados. Nestes estão
incluídos o algodão, a madeira, borracha, seda, couro, a lã, amidos, enzimas, celulose,
dentre outros. Posteriormente, surgiu uma nova categoria destes materiais, conhecidos
como polímeros sintetizados, isto é, formados a partir de moléculas orgânicas pequenas. Há
relatos de que o primeiro polímero sintetizado foi o polietileno, no ano de 1934, em uma
indústria na Inglaterra. Foi no período da segunda guerra mundial que este material passou
a ser conhecido de fato, tendo em vista que muitas aplicações voltadas para os metais e
madeiras foram supridas pelos materiais sintetizados, acarretando em diminuição de custos,
alteração e ganho de propriedades [10].
A seguir serão apresentados alguns conceitos básicos, definições, classificações,
caracterização e processamento dos materiais poliméricos.

21 2.1.1 Polímeros propriamente ditos
Os polímeros são macromoléculas (molécula de alta massa molar) originadas da
repetição de segmentos ao longo da cadeia, denominados meros. A matéria prima para a
produção de um polímero é chamada de monômero, ou seja, molécula a partir da qual o
produto final é sintetizado. Em outras palavras, os monômeros reagem entre si formando
uma longa sequência de unidades repetitivas (meros) a partir do processo de polimerização.
Na figura 4 apresenta um exemplo de monômero, mero e molécula de polietileno.
Figura 4: Molécula de polietileno
Fonte: (Demarquete, s.d.)
Ao discorrer sobre polímeros, é imprescindível não argumentar sobre um
importante comportamento mecânico referente a este grupo de materiais. Trata-se da
viscoelasticidade. Este está relacionada com a capacidade dos materiais de armazenarem
parte da energia (comportamento de sólidos) e dissiparem parte da energia sob a forma de
calor (comportamento de líquidos) simultaneamente, durante uma solicitação mecânica.
Assim, é possível dizer que os polímeros possuem comportamentos intermediários entre
sólidos perfeitamente elásticos e líquidos viscosos [11].
22 2.1.1.1 Estrutura dos polímeros
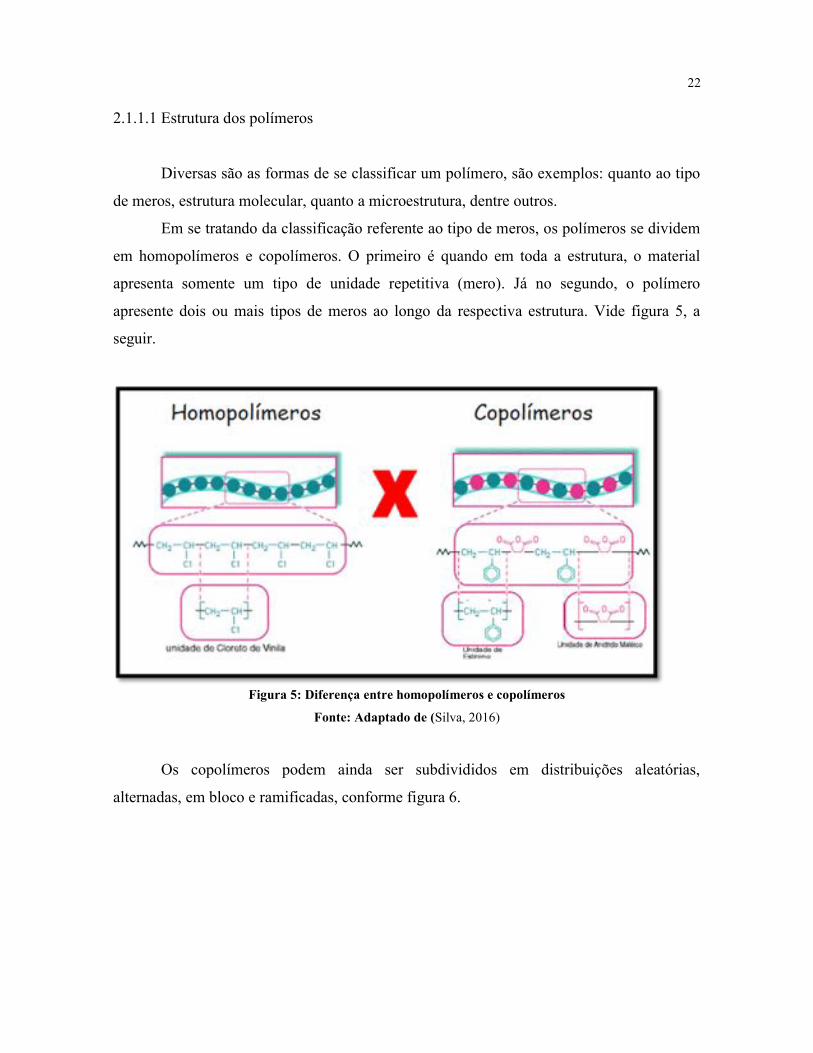
Diversas são as formas de se classificar um polímero, são exemplos: quanto ao tipo
de meros, estrutura molecular, quanto a microestrutura, dentre outros.
Em se tratando da classificação referente ao tipo de meros, os polímeros se dividem
em homopolímeros e copolímeros. O primeiro é quando em toda a estrutura, o material
apresenta somente um tipo de unidade repetitiva (mero). Já no segundo, o polímero
apresente dois ou mais tipos de meros ao longo da respectiva estrutura. Vide figura 5, a
seguir.
Figura 5: Diferença entre homopolímeros e copolímeros
Fonte: Adaptado de (Silva, 2016)
Os copolímeros podem ainda ser subdivididos em distribuições aleatórias,
alternadas, em bloco e ramificadas, conforme figura 6.

23
Figura 6: Distribuição dos copolímeros
(a) Aleatório, (b) alternado, (c) em bloco e (d) ramificado
Fonte: Adaptado de (Silva, 2016)
Os polímeros podem ser classificados também, quanto a estrutura molecular, em
lineares, ramificados, reticulados (ou ligações cruzadas) e em rede tridimensional. Na
estrutura linear os meros estão unidos entre si pelas suas extremidades em uma única
cadeia, a estrutura é flexível e podem existir ligações intermoleculares do tipo Forças de
Van de Walls e Pontes de Hidrogênio. São exemplos de polímeros que pertencem a esta
divisão: polietileno, poliestireno e cloreto de polivinila. Nos polímeros ramificados as
cadeias laterais são conectadas a principal, reduzindo a compactação da cadeia e,
consequentemente, da massa específica do material. Como exemplo, tem-se o polietileno de
baixa densidade (LPDE). Em se tratando dos polímeros reticulados, as cadeias lineares
adjacentes estão unidas umas às outras em várias localizações, por intermédio de ligações
covalentes. Estas são obtidas durante a síntese ou por reação química irreversível
(crosslinking). O epóxi, poliuretano e os elastômeros são exemplos de materiais
pertencentes a esta divisão. Por fim, tem-se os polímeros em rede que representam os
monômeros multifuncionais com três ou mais ligações ativas, formando uma estrutura de
redes tridimensionais. Este grupo de classificação possui propriedades mecânicas e
térmicas distintas. Como exemplo pertencente a esta categoria, tem-se o fenol-formaldeído.
A figura 7 apresenta as quatro categorias de polímeros quanto a estrutura molecular[10].

24
Figura 7: Estrutura molecular do polímero
Fonte: (CALLISTER, 1999)
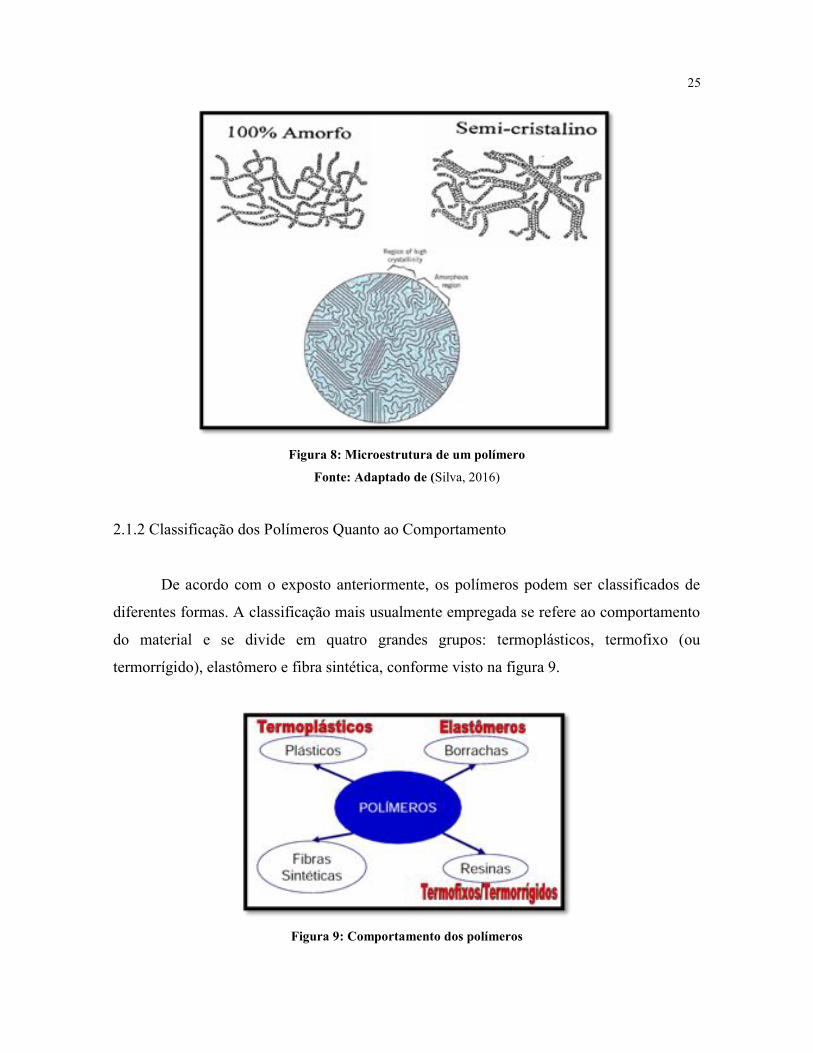
Uma outra forma de classificar um material polimérico é quanto a microestrutura.
Duas são as divisões: amorfo e semicristalino. No primeiro, as cadeias se encontram de
forma desorganizadas, arranjadas de forma aleatória e entrelaçadas. Este tipo de material
possui maior resistência ao impacto, flexibilidade e geralmente são transparentes. Quanto
aos polímeros semicristalinos, as moléculas exibem maior empacotamento regular, as
cadeias são ordenadas em determinadas regiões e, quanto maior o grau de cristalinidade,
maior a organização das cadeias poliméricas. Devido as fortes interações moleculares, eles
são mais rígidos e resistentes. As regiões cristalinas tornam o material mais opaco. A figura
8 representa um modelo da microestrutura de um polímero. Nela é possível visualizar a
região desarranjada (amorfa) e ordenada (cristalina).
25
Figura 8: Microestrutura de um polímero
Fonte: Adaptado de (Silva, 2016)
2.1.2 Classificação dos Polímeros Quanto ao Comportamento
De acordo com o exposto anteriormente, os polímeros podem ser classificados de
diferentes formas. A classificação mais usualmente empregada se refere ao comportamento
do material e se divide em quatro grandes grupos: termoplásticos, termofixo (ou
termorrígido), elastômero e fibra sintética, conforme visto na figura 9.
Figura 9: Comportamento dos polímeros

26
Fonte: Adaptado de (Silva, 2016)
Os materiais termoplásticos possuem longas cadeias moleculares, lineares ou
ramificadas, mantidas próximas por ligações relativamente fracas (forças de Van de Walls),
podendo em alguns casos apresentarem ligações mais fortes como Pontes de Hidrogênio.
Em se tratando da microestrutura, eles são classificados como semicristalinos, apresentando
região tanto amorfa quanto cristalina ou totalmente amorfos. A grande característica deste
grupo é o fato de ser reciclável, isto é, pode ser conformado mecanicamente repetidas
vezes, desde que reaquecido. Ao ser aplicado aporte de calor os termoplásticos amolecem,
pois, as ligações intermoleculares se enfraquecem, tornando o material mais macio e
flexível. Uma vez retirado o calor, o material se solidifica em um produto com forma
definida. A forma de processamento dos termoplásticos se dá por ciclos de
aquecimento/resfriamento e pressão. O polímero é aquecido, tornando-se amolecido,
deformado mecanicamente e posteriormente resfriado, ganhando a forma do produto final
desejado. Os principais métodos de processamento são: extrusão, injeção, fiação,
termoformagem e moldagem por compressão. Dentre os materiais que fazem parte desta
classificação estão o polietileno (PE), poliestireno (PS), poliamida (PA), policarbonato
(PC), policloreto de vinila (PVC), dentre outros [10].
Já nos materiais termofixos ou termorrígidos as cadeias são interconectadas por
fortes ligações químicas cruzadas. Estas são formadas entre cadeias moleculares adjacentes,
aumentando a rigidez, resistência mecânica, de forma que prendem as cadeias entre si,
resistindo a movimentos de vibração e rotação e evita o deslizamento entre as moléculas, a
temperaturas elevadas. Microestruturalmente são amorfos. De maneira contrária aos
termoplásticos, este grupo de material é insolúvel e infusível, não sendo permitido o
reprocessamento. Mesmo ao ser aplicado o aporte de calor, não ocorre mudança do estado
físico, ou seja, o produto final não amolece. Caso a temperatura seja excessivamente
elevada, as ligações irão se romper e ocorrerá degradação do material. O processamento
desta categoria de material é feito através de reação química em duas etapas: inicialmente
ocorre a formação de longas cadeias e posteriormente acontece a formação das cadeias
cruzadas (crosslinking) de forma irreversível. Como exemplo de materiais, destacam-se o
epóxi, poliuretano (PU), as resinas fenólicas, entre outros mais.

27
Os elastômeros são a família de polímeros com longas cadeias enoveladas,
possuindo configuração aleatória. De forma análoga aos termofixos, as cadeias estão
interconectadas por ligações cruzadas, processo conhecido como vulcanização. Nesta,
compostos de enxofre, peróxidos e íons metálicos polivalentes são adicionados aos
elastômeros aquecidos, acarretando na formação de uma estrutura tridimensional. A
característica marcante dessa família de materiais é a grande elasticidade. Uma vez que
estes possuem a habilidade de serem deformados segundo níveis de deformação muito
elevados e, após remoção do esforço aplicado, retornam elasticamente as formações
iniciais. O processamento é feito da seguinte forma: o elastômero é misturado com as
devidas composições e formulações necessárias para obtenção do produto final desejado e
em seguida é vulcanizado, de forma a obter as ligações cruzadas. Os principais métodos de
processamento são: processo aberto, misturador contínuo e misturador interno. A borracha
nitrílica (NBR e HNBR), os elastômeros fluorados (FKM e FEPM) e perfluorados (FFKM)
são exemplos desse grupo de material [10].
Por fim, porém não menos importantes estão as fibras sintéticas. Representam
estruturas alongadas, homogêneas e flexíveis. Nestas, os polímeros são submetidos ao
processo de estiramento durante a fabricação, em forma de longos filamentos com alta
orientação axial das cadeias poliméricas, resultando em materiais com elevadas resistência
e rigidez. Agregando às características citadas, tem-se ainda elevados limite de resistência à
tração e módulo de elasticidade e são resistentes à abrasão, resistindo a uma variedade de
deformações mecânicas como estiramento, torção, cisalhamento e abrasão. Além do alto
grau de alinhamento das cadeias poliméricas, a cristalinidade também é um fator
preponderante para este grupo de material, afetando diretamente as propriedades físicas do
material, como tenacidade, módulo e alongamento na ruptura. Quanto ao processo de
fabricação, há a conversão de um polímero com propriedades praticamente isotrópicas
(similares em todas as direções) em um material ortotrópico (onde a maior parte da
resistência está na direção axial da fibra). O produto fundido é extrudado de forma a
adquirir o formato alongado da fibra e, posteriormente, é realizado o estiramento para
melhor orientação e resistência necessária das cadeias poliméricas. As mais conhecidas
dentro deste grupo são a poliamida (PA), poliéster (PET), acrílico (PAC) e aramida
(Kevlar) [12].

28
A figura 10 representa curvas características de tensão versus deformação em
polímeros.
Figura 10: Curva típica de tensão versus deformação em polímeros
Fonte: Adaptado de (Silva, 2016)
2.1.2.1 Comportamento Térmico dos Polímeros
Diversos fatores são capazes de influenciar a característica mecânica dos materiais
poliméricos, dentre eles se destaca a temperatura. Partindo do princípio que as propriedades
mecânicas destes elementos são totalmente sensíveis à variação de temperatura, definir os
limites de temperatura de serviço é essencial para a aplicação dos polímeros. A seguir serão
definidas algumas características térmicas dos polímeros, como temperatura de
cristalização (Tc), temperatura de fusão (Tm) e temperatura de transição vítrea (Tg).
A cristalização é um processo que, durante o processo de resfriamento, uma fase
sólida ordenada e alinhada (cristalina) é formada a partir do material fundido com estrutura
molecular altamente aleatória. Assim sendo, a temperatura de cristalização representa a
temperatura que tem início a formação da estrutura cristalina a partir do fundido. É
importante ressaltar que somente polímeros semicristalinos apresentam este fenômeno
(devido a fase cristalina), pois materiais amorfos não apresentam cristalização.

29
A temperatura de fusão representa basicamente o processo inverso, isto é, a fusão de
um material corresponde a transformação do estado sólido, contendo estrutura ordenada de
cadeias moleculares alinhadas, em um material fundido (líquido viscoso), que apresenta
estrutura altamente aleatória. Logo, temperatura de fusão cristalina é o valor médio da faixa
de temperatura onde, durante o aquecimento, ocorre fusão dos cristalitos, desaparecendo as
regiões cristalinas. Novamente, assim como no caso da cristalização, este fenômeno só
ocorre em polímeros que apresentam fase cristalina em sua composição.
Em contrapartida, tem-se o fenômeno da temperatura de transição vítrea que ocorre
tanto em polímeros semicristalinos quanto amorfos, devido a uma redução do grau de
liberdade dos segmentos de cadeias moleculares, dada a diminuição de temperatura. Ao
resfriar um material, a transição vítrea confere transformação gradual de um produto na
fase líquida em um sólido rígido, passando pela fase intermediária que apresenta
características de uma borracha. O evento contrário acontece quando um material vítreo
rígido a uma temperatura inferior a Tg é aquecido, isto é, o material passa do estado sólido
para o fundido, tendo a fase borrachosa como intermediária. Em outras palavras, é o valor
médio da faixa de temperatura na qual as cadeias poliméricas da fase amorfa adquirem
mobilidade, com o aquecimento do polímero. Abaixo da Tg o material não tem energia
suficiente para permitir o deslocamento de uma cadeia em relação a outra, apresentando-se
rígido e quebradiço. Acima deste valor, o material possui mobilidade, logo se apresenta
flexível (tenaz). A figura 11 a seguir ilustra o comportamento do polímero, dada a
temperatura de transição vítrea.
Figura 11: Esquema representativo da temperatura de transição vítrea e o comportamento do polímero
Fonte: Adaptado de (Silva, 2016)
2.1.2.1.1 Aspectos que influenciam as temperaturas de fusão e de transição vítrea

30
Ao realizar o aquecimento do polímero de forma a torná-lo fundido, as moléculas
passam do estado ordenado para um grau desordenado, ocorrendo um rearranjo da
estrutura. A estrutura molecular e a química influenciarão na capacidade das moléculas das
cadeias poliméricas de efetuarem as organizações, afetando também a temperatura de
fusão. O enrijecimento da cadeia é regido pela facilidade de ocorrer o movimento de
rotação ao redor das ligações químicas no decorrer da mesma, possuindo, assim, efeito
pronunciado. A presença de ligações duplas e de grupos aromáticos reduz a flexibilidade da
cadeia e aumenta a temperatura de fusão. De forma similar, o tamanho, bem como o tipo de
grupos laterais influenciam na flexibilidade e a movimentação rotacional da cadeia. Por
exemplo, se os grupos laterais forem grandes ou volumosos, a tendência é limitar a rotação
molecular e elevar o valor de Tm. Na tabela 1 estão discretizados os valores de temperatura
de transição vítrea e de fusão de alguns polímeros. Nela é possível observar que o
polipropileno possui maior temperatura de fusão quando comparado com o polietileno. Isto
se dá pelo fato de que o grupo metil (CH3) no polipropileno é maior do que o átomo de
hidrogênio (H) do polietileno, aumentando o valor da temperatura de fusão [10].
Tabela 1: Temperaturas de fusão e de transição vítrea para alguns polímeros mais comuns
Fonte: (CALLISTER, 1999)
Além dos citados acima, estão presentes no grupo dos fatores que influenciam a
temperatura de fusão o peso molecular e nível de ramificações. Para pesos moleculares
consideravelmente baixos, o aumento do comprimento da cadeia acarreta no aumento da
temperatura de fusão. É importante salientar que cada polímero é composto por um

31 conjunto de moléculas que possuem variação quanto ao peso molecular, assim sendo, a
fusão do polímero acontece em uma faixa de valores para Tm e não em apenas um valor de
temperatura. Logo, o peso molecular tem relação direta com a temperatura de fusão. O fato
de inserir ramificações laterais introduz defeitos na rede cristalina, acarretando na
diminuição de Tm. A figura 12 ilustra a relação do peso molecular com as temperaturas de
fusão e transição vítrea [10].
Figura 12: Dependência das propriedades de um polímero, bem como das temperaturas de fusão e de
transição vítrea, em relação ao peso molecular
Fonte: Adaptado de (CALLISTER, 1999)
Em se tratando dos fatores que influenciam a temperatura de transição vítrea, como
abordado na seção 2.1.2.1, ao inserir aporte de calor em um polímero, com relação a Tg, o
material passa do estado sólido (amorfo) para um estado barrachoso. Isto ocorre pelo fato
de, no estágio inicial, as moléculas estão virtualmente congeladas nas respectivas posições,
em uma temperatura inferior a de transição vítrea. Todavia, ao aquecer, as moléculas
começam a experimentar movimentos rotacionais e de translação, com temperatura
superior a Tg. Por conseguinte, as características moleculares que afetam a rigidez da cadeia

32 influenciarão diretamente na temperatura de transição vítrea. Assim como dito nos aspectos
que influenciam a temperatura de fusão, grande parte deles estão interligados também com
a temperatura de transição vítrea, tendo em vista que a flexibilidade da cadeia também é
reduzida ao passo que o valor de Tg é aumentado das seguintes formas: presença de grupos
laterais volumosos (como pode ser visto na tabela 1 a diferença entre os valores de Tg para
o poliestireno e polipropileno), átomos laterais polares ou grupo de átomos (vide os valores
de Tg do cloreto de polivinila e propileno na tabela 1), as ligações duplas e grupos
aromáticos na cadeia, de forma a enrijecer a cadeia principal [10].
Analogamente ao ocorrido com a temperatura de fusão, o aumento do peso
molecular induz a elevação da temperatura de transição vítrea, conforme abordado na
figura 12. Para pequena quantidade de adição de ramificações laterais, o valor da Tg tende a
diminuir. Em contrapartida, com a inserção de grande densidade de ramificações, a
mobilidade da cadeia diminui e a temperatura de transição vítrea aumenta. Alguns materiais
poliméricos amorfos possuem ligações cruzadas que restringem o movimento molecular,
aumentando os valores de Tg. Caso a quantidade de ligações cruzadas seja aumentada, o
movimento das moléculas fica virtualmente interrompido ao ponto dos polímeros não
experimentarem uma transição vítrea ou consequente amolecimento [10].
Em síntese, é notório que as características moleculares são similares para aumento
e diminuição tanto dos valores da temperatura de fusão, quanto de transição vítrea. Com o
emprego de materiais copoliméricos e pela síntese é possível obter maior controle sobre
essas duas variáveis.
2.1.3 Caracterização de um Material Polimérico: Análise Térmica
Diversas são as formas de se caracterizar um material polimérico. Nesta seção, o
conceito primordial é apresentar um nível de informação sucinto do que venha a ser a
caracterização de um polímero empregando o método de análise térmica. Inicialmente, esta
foi proposta pelo Comitê de Nomenclatura da Confederação Internacional de Análises
Térmicas e Calorimetria (ICTAC), posteriormente, tanto a União Internacional de Química
Pura e Aplicada (IUPAC) quanto a Sociedade Americana de Testes de Materiais (ASTM)

33 adotaram esta definição [13]. Análise térmica corresponde a técnicas que tem o objetivo de
avaliar a variação de uma propriedade física (massa, entalpia, dimensões, características
mecânicas, entre outras) diante da alteração de temperatura (aquecimento e resfriamento)
em função do tempo.
Neste trabalho serão abordadas as seguintes técnicas de análise térmicas usualmente
empregadas:
¾ Análise Termogravimétrica (TGA) e Termogravimétrica derivativa (DTG);
¾ Calorimetria diferencial de varredura (DSC);
¾ Análise dinâmico mecânica (DMA).
Na figura 13 é possível ver a representação de gráficos contendo resultados das
técnicas citadas anteriormente, através de curvas características.
Figura 13: Representação esquemática de curvas características da análise de polímeros utilizando
técnicas de análise térmica, em função da temperatura (T) ou do tempo (t)
Fonte: Adaptado de (LUCAS, 2001)
2.1.3.1 Análise Termogravimétrica (TGA)

34
O método de análise Termogravimétrica (TGA) ou Termogravimetria (TG) foi
impulsionado pela determinação do raio de estabilidade de vários precipitados utilizados na
análise química gravimétrica. Em 1963 Duval alavancou esta análise e desenvolveu um
método analítico, estudando mais de mil destes precipitados. Comercialmente, o primeiro
instrumento fabricado foi em 1945, por Chevenard e outros. Em se tratando de polímeros,
usualmente é empregado TGA para evitar confusões com Tg (temperatura de transição
vítrea) [13].
A análise Termogravimétrica consiste na medida da variação de massa de uma
amostra, em relação a temperatura e/ou tempo, enquanto a mesma é submetida ao processo
de aquecimento e resfriamento controlados. Com esta técnica é possível determinar a faixa
de temperatura em que a amostra adquire composição química fixa, a temperatura em que o
material se decompõe e o andamento das reações de desidratação, oxidação, combustão,
decomposição, entre outros. Na figura 14, tem-se o exemplo de uma curva de
decomposição térmica de um material. Vale destacar duas temperaturas importantes: Tonset e
Tendset, onde a primeira é definida como a menor temperatura em que se pode detectar o
início da variação de massa. Já a segunda indica a menor temperatura que o processo de
variação de massa foi finalizado.
Figura 14: Curva de decomposição térmica de um material
Fonte: Adaptado de (Silva, 2016)

35
A análise de TGA pode ser realizada de três formas: isotérmica ou estática, quase
isotérmica e dinâmica. Na primeira, a variação de massa em função do tempo é constante e
são utilizadas as isotermas de temperatura. Na figura 15 tem o exemplo deste tipo de
análise.
Figura 15: Gráfico de uma TGA isotérmica
Fonte: Adaptado de (Silva, 2016)
Em se tratando da TGA quase isotérmica, a amostra é aquecida a uma temperatura
constante até que inicie a variação de massa. Neste momento, a temperatura para de
aumentar, até que a massa se estabilize, então, a temperatura volta a aumentar até a próxima
mudança de massa, conforme visto na figura 16.
Figura 16: Gráfico de uma TGA quase isotérmica
Fonte: Adaptado de (Silva, 2016)

36
Por fim, na TGA dinâmica, a variação de temperatura é pré-programada, geralmente
de forma linear. A figura 17 ilustra este processo.
Figura 17: Gráfico de uma TGA dinâmica
Fonte: Adaptado de (Silva, 2016)
Através de instrumentos adequados acompanhados com computador, é possível
acompanhar as alterações as quais a amostra é submetida, de forma analógica ou digital.
Em paralelo com a análise Termogravimétrica é realizada a análise Termogravimétrica
derivativa (DTG). Esta fornece a derivada da curva de TGA, ou seja, os equipamentos
registram a velocidade de variação da massa em função da temperatura (dm/dT) ou do
tempo (dm/dt). Com as curvas derivativas, torna-se mais fácil visualizar a variação de
massa através do registro de picos no gráfico e são muito úteis nos casos onde o registro de
TGA apresenta sobreposições decorrentes do tipo de amostra ou de condições
experimentais [13].
Na figura 18 é possível observar uma curva de decomposição térmica de um
material através de TGA (destacado em linha tracejada) e o registro da derivada da curva de
decomposição térmica DTG (destacado em linha contínua).

37
Figura 18: Curva de decomposição térmica de um material: (- - -) registro da decomposição térmica
por (TGA). (—) Registro da derivada da curva de decomposição térmica (DTG)
Fonte: Adaptado de (Silva, 2016)
2.1.3.2 Calorimetria Diferencial de Varredura (DSC)
Já no final do século XIX, os dispositivos capazes de realizar medição de
temperatura (termômetro, termopares, pirômetro, resistência e outros) foram desenvolvidos.
Assim sendo, no ano de 1887, Le Chateller iniciou o conceito de curvas na correlação taxa
de aquecimento e tempo, identificando argilas. Logo depois, em 1889, Roberts-Austin
utilizou o método diferencial de temperatura para comparar a temperatura da amostra com
outra inerte de referência. Por meio dessa técnica era possível suprimir os efeitos da taxa de
aquecimento, outros fatores externos e a temperatura elevada dos materiais envolvidos no
processo, de forma a permitir a captação e aplicação dos sinais menores [13].
O método de Calorimetria Diferencial de Varredura (DSC) consiste basicamente na
realização de ensaios em função de tempo e temperatura, monitorando eventos que
possibilitam troca de calor (exotérmicos e endotérmicos), em atmosfera controla. É
importante salientar que ele possui os mesmos princípios de outro ensaio, denominado de
Análise Térmica Diferencial (DTA). Em ambos os casos, as propriedades são medidas

38 sempre com relação a uma amostra de referência. No DSC, mede-se a quantidade de calor
envolvida em um evento, já no DTA, a diferença de temperatura entre a amostra e a
referência.
Existem dois tipos de equipamentos capazes de realizar a análise por Calorimetria
Diferencial de Varredura: DSC de fluxo de calor e DSC de compensação de potência (ou
energia). No primeiro caso, a variação de temperatura entre a amostra e a de referência é
medida usando apenas um gerador de calor, tendo em vista que ambas são aquecidas pelo
mesmo sistema de fornecimento de energia. Em contrapartida, no segundo há dois
geradores de calor distintos, isto é, um para a amostra e outro para a de referência, onde
pequenas diferenças de temperatura da amostra para a respectiva referência são
compensadas pelos geradores e a energia excedente gerada é registrada por estes. Indo
além, no método de compensação de potência o calor fornecido é mantido constante e, ao
invés de mensurar a diferença de temperatura do conjunto amostra/referência no decorrer
da reação, um sistema de controle fornece mais energia para a amostra (no caso de processo
endotérmico) e para a referência (processo exotérmico), mantendo, desta forma, a mesma
temperatura para a amostra e a referência. Na figura 19 é possível visualizar os modelos
esquemáticos dos dois casos.
Figura 19: Esquema de análise por DSC

39
(a) DSC com fluxo de calor e (b) DSC com compensação de potência
Fonte: Adaptado de (Silva, 2016)
A análise por DSC permite obter informações importantes como temperatura de
transição vítrea, temperatura de fusão, temperatura de cristalização, grau de cristalinidade e
transformações químicas. A tabela 2 indica as transições relacionadas aos processos
químicos e físicos que envolvem troca de calor.
Tabela 2: Transições relacionadas aos processos físicos e químicos que ocorrem durante o aquecimento
Fonte: (WENDHAUSEN, 2009)

40
O registro gráfico das curvas de DSC permite visualizar dois tipos de mudanças:
transições de primeira e segunda ordem. Nas transições de primeira ordem há variação de
entalpia e são caracterizadas no termograma como picos ou vales (definindo processos
exotérmicos ou endotérmicos). Como exemplo deste tipo de transição, tem-se as
temperaturas de fusão e cristalização. Em se tratando de transições de segunda ordem, não
há mudança na entalpia do sistema e sim na capacidade calorífica da amostra. No
termograma, para estes tipos de transições, ocorre somente o deslocamento da linha de
base, de forma atenuada. Como principal exemplo de transição de segunda ordem pode ser
citado a temperatura de transição vítrea. A figura 20 exemplifica um termograma típico de
ensaio de DSC [15].
Figura 20: Gráfico de um termograma típico de DSC
Fonte: (Silva, 2016)
Na técnica de DSC, dois fatores podem interferir nas análises do ensaio São os
fatores instrumentais, como taxa de aquecimento, atmosfera exposta, geometria do forno e
porta da amostra e natureza e posicionamento dos termopares e as características da

41 amostra, como quantidade, capacidade calorífica, tamanho da partícula, natureza da
amostra e condutividade térmica [13].
2.1.3.3 Análise Dinâmico Mecânica (DMA)
No item 2.1.1 foi abordado uma das características mais marcantes dos materiais
poliméricos, a viscoelasticidade. Devido ao seu grau de importância, entender e definir este
comportamento dos polímeros se faz imprescindível. Através da Análise Dinâmico
Mecânica (DMA) é possível determinar informações a respeito do comportamento
viscoelástico do objeto em estudo, uma vez aplicadas forças dinâmicas (frequência e carga
oscilante) e um programa controlado de temperatura. Dependendo da resposta ao estímulo
mecânico imposto, o material pode ser classificado como elástico ou viscoso (propriedade
definida como viscoelasticidade).
A contribuição elástica e viscosa para o comportamento mecânico do polímero
depende da temperatura e do tempo pelos quais o material foi submetido ao experimento.
Neste cenário, alguns conceitos devem ser destacados:
¾ Módulo de armazenamento (E’);
¾ Módulo de perda (E”);
¾ Tangente de Delta (tan δ).
O módulo de armazenamento (E’) representa a contribuição elástica dos sólidos, ou
seja, a energia armazenada. O módulo de perda (E”) está diretamente relacionado com a
contribuição viscosa dos líquidos, isto é, a energia dissipada sob forma de calor. Há ainda
uma nova propriedade denominada de tangente de Delta (tan δ), ou também chamadas de
tangente de perda, fricção interna ou coeficiente de amortecimento que representa a razão
entre a energia dissipada e a energia armazenada (E” / E’). Em síntese, o módulo do sistema
é matematicamente representado como um número complexo composto de duas
componentes, da seguinte forma:
42
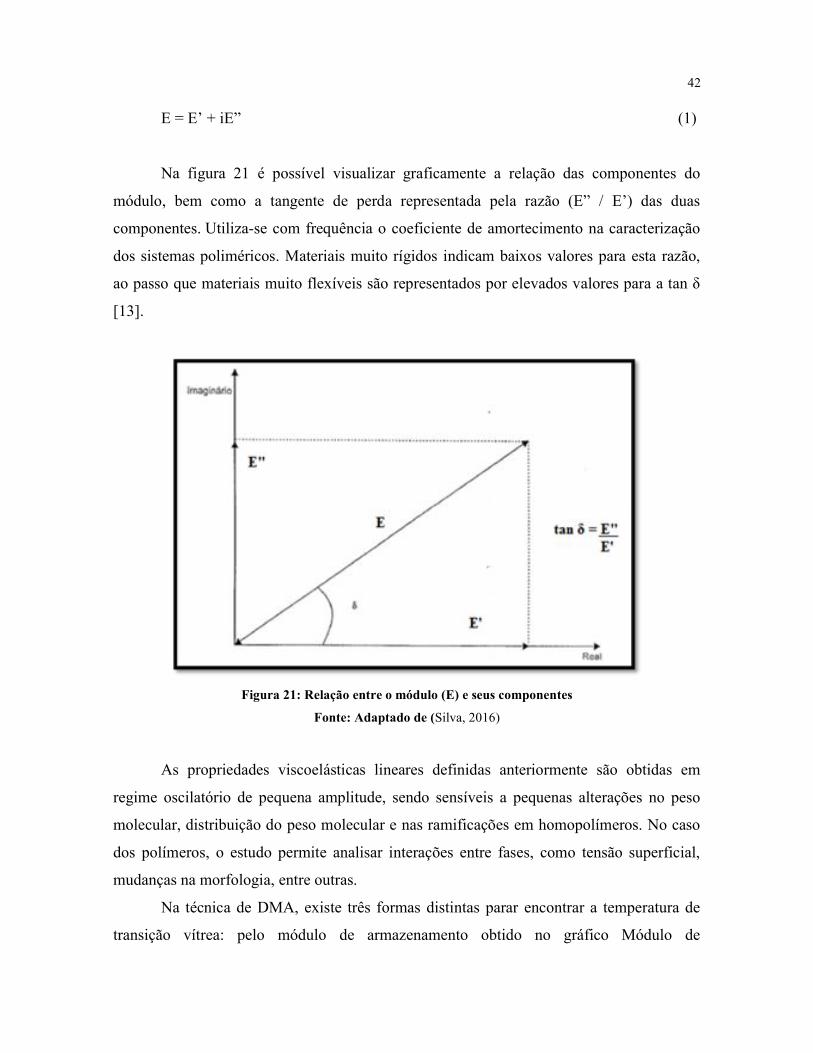
E = E’ + iE” (1)
Na figura 21 é possível visualizar graficamente a relação das componentes do
módulo, bem como a tangente de perda representada pela razão (E” / E’) das duas
componentes. Utiliza-se com frequência o coeficiente de amortecimento na caracterização
dos sistemas poliméricos. Materiais muito rígidos indicam baixos valores para esta razão,
ao passo que materiais muito flexíveis são representados por elevados valores para a tan δ
[13].
Figura 21: Relação entre o módulo (E) e seus componentes
Fonte: Adaptado de (Silva, 2016)
As propriedades viscoelásticas lineares definidas anteriormente são obtidas em
regime oscilatório de pequena amplitude, sendo sensíveis a pequenas alterações no peso
molecular, distribuição do peso molecular e nas ramificações em homopolímeros. No caso
dos polímeros, o estudo permite analisar interações entre fases, como tensão superficial,
mudanças na morfologia, entre outras.
Na técnica de DMA, existe três formas distintas parar encontrar a temperatura de
transição vítrea: pelo módulo de armazenamento obtido no gráfico Módulo de

43 Armazenamento versus Temperatura (sendo o que melhor representa a queda da rigidez do
polímero), pelo pico da curva obtida no gráfico Módulo de Perda versus Temperatura (onde
a elevação da temperatura acarreta na elevação pontual de E”) e, por fim, pela tangente de
perda identificada no pico da curva do gráfico Tan δ versus Temperatura.
As figuras 22, 23 e 24 ilustram as formas de determinação da temperatura de
transição vítrea nos ensaios de DMA, utilizando o módulo de armazenamento, módulo de
perda e tangente de perda, respectivamente.
Figura 22: Temperatura de transição vítrea medida pelo módulo de armazenamento
Fonte: Adaptado de (Silva, 2016)
Figura 23: Temperatura de transição vítrea medida pelo módulo de perda
Fonte: Adaptado de (Silva, 2016)

44
Figura 24: Temperatura de transição vítrea medida pela Tan δ
Fonte: Adaptado de (Silva, 2016)
Atualmente, há uma gama de equipamentos comerciais que possibilitam realizar as
análises térmicas, através do ensaio Dinâmico Mecânica, de diferentes formas. Na figura 25
é possível observar quatro maneiras distintas das garras de teste: por flexão, cisalhamento,
compressão e tração.

45
Figura 25: Garras de teste do equipamento de análise térmica DMA
(a) Flexão, (b) Cisalhamento, (c) Compressão e (d) Tração
Fonte: Adaptado de (Silva, 2016)
2.1.4 Degradação dos polímeros
Os polímeros também são conhecidos pela boa propriedade referente à corrosão,
porém isto não os exime de sofrerem o processo de deterioração. Nos metais este
geralmente acontece devido ao processo corrosivo. Em se tratando dos materiais
poliméricos, o que de fato acontece é o fenômeno da degradação. Este consiste de reações
químicas destrutivas que podem ser causadas por agentes físicos (temperatura, atrito
mecânico, radiação), químicos (ácidos, bases, água, solventes, dentre outros) e até mesmo
biológicos (microrganismos, bactérias e fungos), provocando alterações estruturais no
material, isto é, modificação indesejada das propriedades físico-mecânicas de forma
irreversível.
As formas de degradação dos polímeros podem ser classificadas basicamente em
três: contração, inchamento e envelhecimento químico do material, conforme pode ser visto
na figura 26 a seguir.

46
Figura 26: Formas de degradação dos polímeros
Fonte: Adaptado de (Silva, 2016)
No primeiro caso, ocorre a contração quando se extrai elementos do polímero, como
por exemplo, os aditivos.
Em contrapartida, pode ocorrer também o inchamento excessivo do polímero. Ao
ser exposto aos fluidos, o líquido se difunde para o interior e é absorvido pelo material, de
forma que as pequenas moléculas do mesmo se ajustam e ocupam as posições das
macromoléculas poliméricas, forçando a separação destas e, consequentemente, aumento
do volume (inchamento). Com esta segregação das cadeias, as forças secundárias da ligação
intermolecular diminuem, fazendo com que o material perca a rigidez, tornando-o mais
dúctil. Outro fato que deve ser levado em consideração é que o fluido também diminui a
temperatura de transição vítrea, assim, caso o valor seja inferior a temperatura ambiente, o
material que se apresentava anteriormente no estado rígido, passa a estar com
características borrachosas [10].
O terceiro caso, envelhecimento químico, refere-se a qualquer processo físico ou
químico produzido pela interação entre o polímero e um ambiente físico ou químico de
forma a modificar negativamente a estrutura do material, diminuindo o tempo de vida útil
da peça polimérica em uso. O envelhecimento pode ocorrer de forma natural (quando

47 exposto a radiação) quanto quando exposto a um determinado fluido que não é compatível
com o material designado para aquela aplicação.
A degradação pode ser minimizada pela seleção adequada do polímero e uso correto
de aditivos estabilizantes na formulação do material.
2.2. Abordagem Geral sobre Juntas Coladas
Nesta seção serão abordados alguns conceitos, aplicações, teorias sobre tensões,
fatores que influenciam na resistência e modos de falha de juntas coladas.
2.2.1 Características Gerais das Juntas Coladas
O processo de soldagem convencional é amplamente utilizado no ambiente
industrial e reproduz resultados muito satisfatórios, não é à toa que representa um dos
métodos mais utilizados na confecção de elementos estruturais. Todavia, conforme dito
anteriormente, o fato de ser necessário aplicar calor para realizar a soldagem, além de poder
comprometer a estrutura (as regiões vizinhas a serem unidas podem sofrer transformações
metalúrgicas, gera tensões residuais no material e futuramente podem aparecer trincas que
venham a danificar o projeto) tem seu campo de aplicação reduzido devido aos riscos
associados, principalmente em áreas classificadas (atmosferas explosivas). Em vertente
cada vez mais crescente devido ao bom desempenho mecânico e a possibilidade de ser uma
alternativa às juntas convencionais, tem-se as juntas adesivas. Estas, além de serem
resistentes à corrosão, possuem como vantagens o baixo custo no processo de fabricação, a
aplicação é relativamente simples, concentração de tensão minimizada, podem ser
realizadas em serviço totalmente a frio, dentre outros [2].
O elemento chave das juntas coladas consiste em unir materiais distintos, ou não,
através do emprego de um adesivo, onde não é satisfatório o emprego de técnicas
convencionais de união, como a soldagem. Grande parte das aplicações está direcionada
para a indústria aeroespacial. A seguir estão representados alguns casos de utilização de
juntas coladas.

48
Figura 27: Aplicação de soldagem usando juntas coladas
Fonte: Adaptado de (Tecnofink LTDA, 2014)
Na figura 27, foi utilizado um adesivo polimérico epóxi para realizar a soldagem do
skid de uma bomba junto ao piso da plataforma. Neste caso, devido a impossibilidade de
utilização em atmosfera com potencial de risco de explosão do método convencional, este
foi substituído pelo uso de juntas coladas [17].
Figura 28: Soldagem a frio em tubulação da linha de lastro com presença de furos
Fonte: Adaptado de (Tecnofink LTDA, 2013)

49
Na figura 28, tem-se uma tubulação de 42” de diâmetro da linha de lastro de água
salgada que apresentou vazamentos devido ao processo corrosivo interno. Neste caso seria
inserido o método de soldagem convencional de chapas calandradas, também conhecido
como “bacalhau”. Todavia, assim como no exemplo anterior, por se tratar de uma unidade
marítima de produção de petróleo, o trabalho a quente não seria permitido. Logo, a solução
encontrada foi utilizar o conceito de juntas coladas, inserindo duas chapas unidas a
tubulação por adesivo epoxídico [18].
As juntas são rigorosamente projetadas de forma a existir máxima eficiência na
colagem do adesivo, para que isso seja obtido, algumas observações devem ser destacadas:
¾ A área a ser unida deve ser a máxima possível (atendendo ao tipo de
geometria e peso);
¾ Parte da área colada (máxima possível) deverá contribuir para a resistência
da junta;
¾ A tensão no adesivo deve ocorrer da direção da máxima resistência (de
forma a otimizar o processo);
¾ Nas direções onde há menor resistência, as tensões devem ser reduzidas [21].
Os carregamentos que concentram esforços em pequenas áreas ou nas bordas devem
ser evitados. As juntas geralmente apresentam boa resistência quando solicitadas
mecanicamente em esforços cisalhantes. Dependendo das características do adesivo
empregado o material não absorve aplicações bruscas como impacto e, no caso de material
frágil, normalmente o mesmo falha nesta condição [21].
Com o desenvolvimento acelerado da tecnologia, atualmente há uma diversificação
de formas de juntas coladas, dependendo evidentemente do propósito pelo qual o conjunto
será designado. A figura 29 exemplifica algumas formas de aplicação das juntas
cisalhantes, onde (a) é a junta com extremidade lisa, (b) junta simples (single lap joints), (c)
junta chanfrada, (d) extremidade chanfrada, (e) junta encaixada, (f) junta com único modo
de união, (g) junta com duplo modo de união, (h) junta duplamente rebaixada, (i) junta
duplamente chanfrada, (j) junta degrau, (k) junta dupla (double lap joints), (l) junta de topo
duplo e (m) junta de lingueta e ranhura.

50
Figura 29: Tipos de juntas coladas
Fonte: Adaptado de (ANDREW, 2008)
Dentre os modelos apresentados, os mais comumente empregados são as juntas
simples (single lap joints) e a juntas duplas (double lap joints). Neste trabalho, o objetivo é

51 realizar o estudo de tensão de cisalhamento em juntas single-lap, seguindo os parâmetros da
norma American Society for Testing and Materials (ASTM) D 1002 [1]. Na figura 30 há
um corpo de prova utilizado com os requisitos inseridos na norma em referência.
Figura 30: Junta de Cisalhamento Simples
Fonte: Adaptado de (ASTM D 1002)
2.2.2 Aspectos Extensivos a Norma de Resistência ao Cisalhamento de Juntas Single Lap
De forma geral, a norma ASTM D 1002 [1] determina a resistência ao cisalhamento
de adesivos empregados para a junção de materiais metálicos, uma vez testados em
amostras de juntas simples. O método consiste em determinar a força de ligação adesiva
quando testado sobre alguns parâmetros, como por exemplo, o tratamento de superfície. De
modo a validar as informações obtidas no teste, o fabricante do adesivo deve fornecer os
seguintes dados:
¾ Método de tratamento, limpeza e secagem das superfícies realizadas antes da
aplicação do adesivo;
¾ Instruções completas da mistura para o adesivo;
¾ As condições de aplicação do adesivo, incluindo a velocidade de propagação
ou espessura do filme, número de demãos aplicadas nas superfícies e as
condições de secagem do material (caso seja aplicado mais de uma demão);

52
¾ Condições de montagem antes da aplicação da pressão, incluindo a
temperatura ambiente, umidade relativa e tempo de duração;
¾ Condições de cura, incluindo pressão a ser inserida, o tempo e método de
aplicação da pressão, taxa de aquecimento, entre outros;
¾ Procedimento de condicionamento antes da realização do ensaio [10].
2.2.2.1 Significado e Utilização da Norma ASTM D 1002
Quanto ao significado e utilização dos testes, alguns conceitos devem ser
explicitados:
i) O procedimento realizado neste ensaio tem efeito comparativo. Contudo,
pode ser aplicado para determinar as variações de parâmetros como o
preparo de superfície (objeto de estudo deste trabalho), durabilidade do
adesivo e determinar a resistência dos sistemas testados;
ii) Caso sejam aplicadas forças superiores as permitidas para a tensão
admissível das juntas, poderá acarretar na falha do produto e danos na
obtenção das propriedades. A resistência ao cisalhamento dos adesivos pode
variar com alteração de temperatura e umidade ambientes;
iii) Mesmo em pequenas amostras de curto prazo, mudanças ambientais podem
induzir o aparecimento de tensões internas ou alterações químicas no
adesivo, afetando as propriedades mecânicas deste;
iv) A resistência ao cisalhamento obtida em um corpo de prova de juntas single
Lap não é adequada para determinar as tensões admissíveis no projeto de
juntas estruturais que diferem de alguma forma, das testadas no corpo de
prova sem uma análise aprofundada e melhor compreensão dos
comportamentos;
v) Os testes de juntas single lap podem ser usados para comparar e selecionar
adesivos susceptíveis a fadiga e mudanças ambientais, porém as
comparações devem ser realizadas com atenção, pois adesivos diferentes

53
respondem de formas diferentes a juntas distintas. Neste caso, deve-se
consultar o guia D 4896 para discussões dos conceitos referentes a
interpretação de juntas coladas [10].
2.2.2.2 Corpo de Prova Empregado
As amostras de ensaio devem ser realizadas conforme formato e dimensões
ilustrados na figura 30. Para melhor entendimento, segue a figura 31 com esclarecimento de
alguns parâmetros.
Figura 31: Parâmetros das juntas de cisalhamento
Fonte: Adaptado de (ASTM D 1002)
Com relação as variáveis envolvidas, (L) representa o comprimento de
sobreposição, (ts) a espessura dos substratos, (ta) espessura do adesivo e (w) a largura dos
substratos. A norma recomenda que o comprimento de sobreposição seja de
aproximadamente 12,7 mm; a espessura dos substratos 1,62 mm e a largura dos substratos
de 25,4 mm. Todavia, uma vez que é indesejável exceder o limite de elasticidade do metal
com a aplicação da tensão durante o teste, o comprimento máximo admissível de
54 sobreposição varia com a espessura, tipo de material empregado nos substratos e o nível de
tensão do adesivo, podendo ser modelado de acordo com a equação 2:
L = (Fty*ts / τ) (2)
Onde:
L = comprimento de sobreposição (mm);
Fty = Ponto de escoamento do substrato (MPa);
ts = espessura do substrato (mm);
τ = 150 % da tensão de cisalhamento do adesivo (MPa).
2.2.2.3 Procedimento dos Ensaios
Conforme especificado anteriormente, para esta norma, duas placas de metal são
unidas por um adesivo. As juntas devem ser inseridas nas garras do equipamento, sendo
que pelo menos um comprimento de 25 mm em cada extremidade das juntas deve ser
assegurado pela máquina, de forma que as mesmas se movam alinhadas com a amostra
assim que a carga começa a ser justaposta, isto é, o eixo da junta deve coincidir com a
direção de tensão aplicada através da linha central do conjunto. Posteriormente, deve-se
aplicar o carregamento com determinada velocidade, sendo recomendado 1,3 mm/min, até
levar a ruptura do material. Ao final, devem ser registrados a carga e tensão cisalhante no
momento da falha e a natureza do rompimento, podendo ser adesiva (o material se separa
do substrato) ou coesiva (o adesivo se rompe no interior dele mesmo) [10].
Na figura 32 é possível verificar um ensaio de resistência ao cisalhamento de
adesivos empregados em juntas, em conformidade com a ASTM D 1002 [1].

55
Figura 32: Ensaio de juntas single lap
Fonte: (UNIVERSAL GRIP COMPANY, 2016)
2.2.3 Modos de Falha em Juntas Coladas
De acordo com a ASTM D 1002 [1], a natureza da falha das juntas coladas pode ser
classificada de duas formas: adesiva e coesiva. É imprescindível realizar a caracterização e
registro do modo de rompimento do sistema, pois desta forma será possível realizar uma
avaliação completa dos resultados obtidos, entendendo melhor as propriedades do mesmo
e, onde necessário, tomar medidas para corrigir a causa, economizando tempo e custo.
2.2.3.1 Falha Adesiva em Juntas Coladas
O método de falha adesiva é caracterizado pelo descolamento do polímero em
relação ao substrato, isto é, o processo ocorre na interface polímero/substrato. Neste caso,
após análise visual, claramente se observa que o material fica unido em uma das
superfícies. A razão mais provável para que tenha ocorrido este tipo de falha é devido a
falta de aderência do adesivo com o substrato, seja por questões de contaminação da
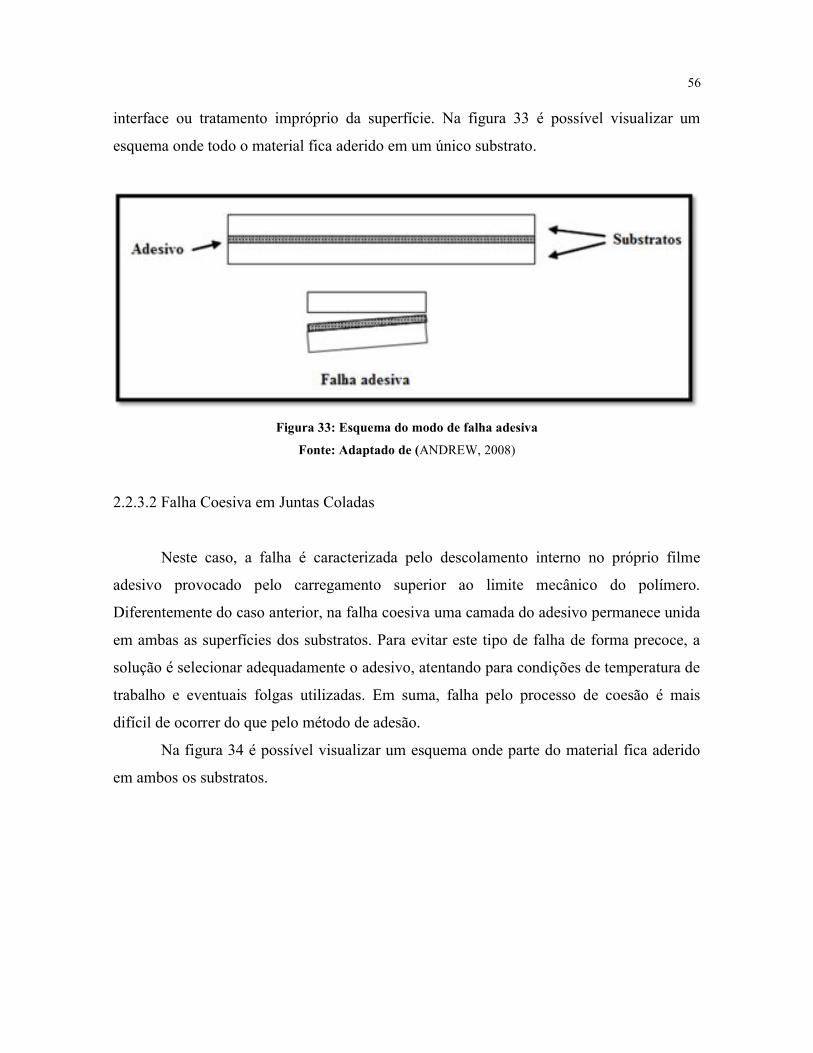
56 interface ou tratamento impróprio da superfície. Na figura 33 é possível visualizar um
esquema onde todo o material fica aderido em um único substrato.
Figura 33: Esquema do modo de falha adesiva
Fonte: Adaptado de (ANDREW, 2008)
2.2.3.2 Falha Coesiva em Juntas Coladas
Neste caso, a falha é caracterizada pelo descolamento interno no próprio filme
adesivo provocado pelo carregamento superior ao limite mecânico do polímero.
Diferentemente do caso anterior, na falha coesiva uma camada do adesivo permanece unida
em ambas as superfícies dos substratos. Para evitar este tipo de falha de forma precoce, a
solução é selecionar adequadamente o adesivo, atentando para condições de temperatura de
trabalho e eventuais folgas utilizadas. Em suma, falha pelo processo de coesão é mais
difícil de ocorrer do que pelo método de adesão.
Na figura 34 é possível visualizar um esquema onde parte do material fica aderido
em ambos os substratos.

57
Figura 34: Esquema do modo de falha coesiva
Fonte: Adaptado de (ANDREW, 2008)
Na figura 35 é possível visualizar os dois modos de falha (adesiva e coesiva) em um
único conjunto. Um corpo de prova foi preparado com defeito transpassante (figura 35-a) e,
para sanar este problema, foi empregada a soldagem a frio com adesivo polimérico (figura
35-b). Após a cura total do material, foi inserida pressão até o momento de rompimento da
junta, de forma a averiguar como se daria a falha. O resultado obtido mostra que ocorreram
tanto falha adesiva quanto coesiva (figura 35-c e figura35-d). Na região destacada em
amarelo, é possível visualizar que há resquícios do polímero tanto na tubulação quanto na
chapa metálica calandrada, caracterizando falha coesiva. Já na região em vermelho, o
adesivo permaneceu aderido somente na tubulação, mostrando que a falha foi adesiva.

58
Figura 35: Análise de modos de falha em um processo de soldagem a frio
(a) Região onde foi realizado o tratamento de superfície e a soldagem a frio, (b) Tubulação e chapa
metálica unidas por adesivo polimérico, (c) Região da tubulação após falha e (d) Chapa
metálica após falha
Fonte: Adaptado de (Tecnofink LTDA, 2016)

59 2.3. Conceitos Básicos Sobre Adesão
Juntas coladas constituem basicamente da união de materiais distintos pelo uso de
um adesivo, processo denominado de adesão. O tipo de adesivo a ser utilizado é função de
uma série de correlações previamente analisadas a respeito das características da aplicação.
Todavia, o método só é satisfatório caso ocorra boa ligação entre o material empregado
como adesivo e os substratos. Desta forma, é imprescindível estudar alguns conceitos de
adesão. Na figura 36 é possível representar esquematicamente a região de adesão da junta
colada:
Figura 36: Esquema da adesão da junta colada
Fonte: Adaptado de (LOCTITE, 1995)
O conceito básico de adesão se refere a atração de substâncias, de forma a existirem
forças atrativas entre os átomos e superfícies. Em se tratando de líquidos ou sólidos, as
moléculas superficiais são influenciadas por forças desbalanceadas, possuindo energia extra
(energia livre interfacial) em contraste com as localizadas no interior dos mesmos. Para que
seja possível avaliar as modificações ocorridas no material, algumas variáveis devem ser
caracterizadas, como ângulo de contato, força de adesão e estimativas de energia livre de
superfície [25]. A seguir serão discretizados algumas teorias a respeito da adesão.
2.3.1 Teorias de Adesão

60
Diversos são os modelos que tentam representar a teoria da adesão de materiais. Os
principais são: adesão mecânica, interdifusão, atração eletrostática e ligação química.
A teoria da adesão mecânica é a mais antiga, das apresentadas. Sabe-se que um
material sólido dificilmente apresenta a superfície completamente lisa. Microscopicamente
observa-se que esta apresenta regiões com saliências, ou seja, vales e picos (rugosidade).
Mesmo que não ocorra de forma natural, há métodos que permitem obter perfis de
rugosidade (este conceito será abordado posteriormente). Com essa região compreendida de
vales e picos, é possível fazer com que os adesivos penetrem nas fendas, tornando-se
mecanicamente grudados, isto é, ancorados no substrato de forma a existir uma boa adesão.
Na figura 37 é possível esquematizar a teoria da adesão mecânica.
Figura 37: Ilustração da adesão mecânica
Fonte: Adaptado de (SILVA, 2007)
No modelo da interdifusão a ligação entre superfícies ocorre através da cadeia de
uma molécula que difunde na estrutura de uma segunda superfície, formando uma ponte ou
ligação por intermédio da interface. Neste caso, a adesão é sujeita ao entrelaçamento
molecular, número de moléculas envolvidas e resistência da ligação molecular. A
interdifusão pode ocorrer pela presença de solventes, sendo que dependerá da conformação
e movimentação das moléculas envolvidas. Na figura 38 apresenta um esquema da adesão
por interdifusão.
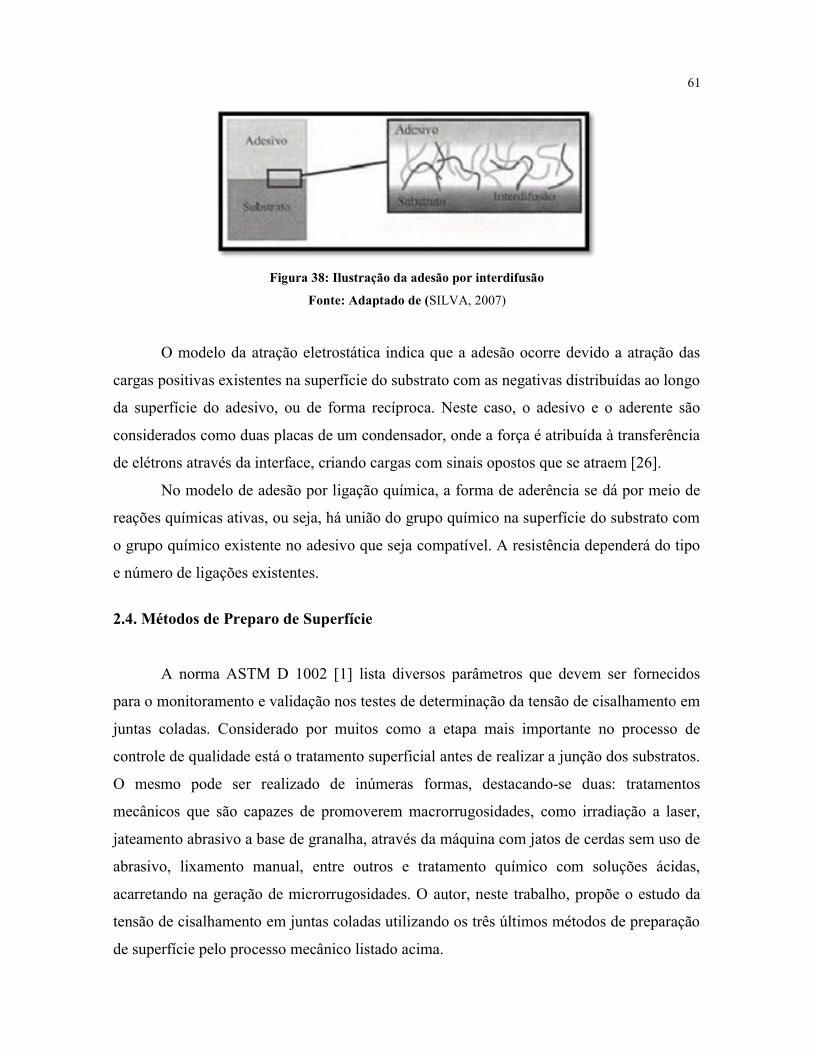
61
Figura 38: Ilustração da adesão por interdifusão
Fonte: Adaptado de (SILVA, 2007)
O modelo da atração eletrostática indica que a adesão ocorre devido a atração das
cargas positivas existentes na superfície do substrato com as negativas distribuídas ao longo
da superfície do adesivo, ou de forma recíproca. Neste caso, o adesivo e o aderente são
considerados como duas placas de um condensador, onde a força é atribuída à transferência
de elétrons através da interface, criando cargas com sinais opostos que se atraem [26].
No modelo de adesão por ligação química, a forma de aderência se dá por meio de
reações químicas ativas, ou seja, há união do grupo químico na superfície do substrato com
o grupo químico existente no adesivo que seja compatível. A resistência dependerá do tipo
e número de ligações existentes.
2.4. Métodos de Preparo de Superfície
A norma ASTM D 1002 [1] lista diversos parâmetros que devem ser fornecidos
para o monitoramento e validação nos testes de determinação da tensão de cisalhamento em
juntas coladas. Considerado por muitos como a etapa mais importante no processo de
controle de qualidade está o tratamento superficial antes de realizar a junção dos substratos.
O mesmo pode ser realizado de inúmeras formas, destacando-se duas: tratamentos
mecânicos que são capazes de promoverem macrorrugosidades, como irradiação a laser,
jateamento abrasivo a base de granalha, através da máquina com jatos de cerdas sem uso de
abrasivo, lixamento manual, entre outros e tratamento químico com soluções ácidas,
acarretando na geração de microrrugosidades. O autor, neste trabalho, propõe o estudo da
tensão de cisalhamento em juntas coladas utilizando os três últimos métodos de preparação
de superfície pelo processo mecânico listado acima.

62
Limaverde Filho et al [27] realizaram um estudo a respeito do efeito do tratamento
superficial na resistência final de juntas single-Lap. Neste trabalho, os autores compararam
as propriedades finais de juntas metálicas com tratamentos mecânicos feitos a laser e
jateadas com dois tipos de granalha de aço: G25 (maior granulometria) e G40
(granulometria mais fina). Como resultado, foi perceptível que os maiores valores
encontrados para a tensão de cisalhamento foram associados a maiores valores de
rugosidade, conforme visto na figura 39.
Figura 39: Efeito do tratamento superficial na resistência final de juntas single lap
Fonte: (Limaverde, 2006)
Koppe et al [28] estudaram a influência da preparação de superfície em união
metálica de sobreposição simples por meio de adesivo acrílico e, assim como Limaverde,
chegaram a conclusão de que o tratamento realizado com maior rugosidade apresenta
melhor desempenho. A figura 40 apresenta os resultados encontrados por eles, através da
relação de valores de rugosidade e tensões médias de cisalhamentos.

63
Figura 40: Relação da tensão média de cisalhamento com a rugosidade
Fonte: (Koppe, 2016)
Sampaio [29], durante a realização dos estudos associados a um modelo de danos
para juntas coladas, concluiu que ao combinar os tratamentos de superfície mecânico e
químico, foi possível obter maior controle sobre a rugosidade, consequentemente, houve
melhora nas propriedades de aderência do sistema.
2.4.1 Rugosidade
Diversas literaturas correlacionam a rugosidade com ganho de propriedades de
aderência, ou seja, o aumento de níveis de rugosidade superficial dos substratos acarreta o
aumento da resistência de juntas coladas, em destaques há maior área de contato, melhor
interação e ancoragem do adesivo junto aos substratos. Por conta disso, alguns fabricantes
apontam o uso de algum método de processo abrasivo para realizar a ancoragem mecânica.
A norma NBR ISO 4287/2002 [30] apresenta definições e parâmetros para
determinar o estado da superfície, dentre eles a rugosidade. A seguir são apresentados três
parâmetros de amplitude relacionados a rugosidade.

64 2.4.1.1 Rugosidade Aritmética ou Média (Ra)
Parâmetro determinado em função da linha média M, do perfil de rugosidade.
Representa a média aritmética dos valores absolutos das ordenadas dentro de uma região Ir,
correspondente ao perfil de rugosidade no comprimento de amostragem. Na figura 41 tem
uma ilustração desse método [30].
Figura 41: Esquema de obtenção da rugosidade aritmética (Ra)
Fonte: Adaptado de (ISO 4287/2002)
2.4.1.2 Rugosidade Máxima (Rt)
É definida como o maior valor das rugosidades parciais que se apresenta no
percurso de medição. Era chamado anteriormente de Ry. É utilizado com frequência para
reproduzir o perfil de rugosidade de uma superfície em função da altura máxima entre os
picos e vales. Fazendo um simples exemplo, na figura 42, a rugosidade Rt seria o Z3,
localizado no 3º cut-off [30].

65
Figura 42: Esquema de obtenção da rugosidade máxima (Rt)
Fonte: Adaptado de (ISO 4287/2002)
2.4.1.3 Rugosidade Total (Rz)
Era chamado anteriormente de Rt ou Rmax. Representa a distância vertical entre o
pico mais alto e o vale mais profundo no comprimento de avaliação, independendo dos
valores de rugosidade parcial. A figura 43 apresenta um esquema desse método de
rugosidade.
Figura 43: Esquema de obtenção da rugosidade total (Rz)
Fonte: Adaptado de (ISO 4287/2002)
2.4.1.4 Rugosidade Quadrática (Rq)

66
Conhecido também como RMS. Este método é definido como a raiz quadrada da
média dos quadrados das ordenadas do perfil efetivo em relação a linha média dentro do
percurso de medição. Em analogia com a rugosidade aritmética, pode-se dizer que é similar
aos valores das ordenadas (y), elevados ao quadrado e depois, extraída a raiz quadrada da
média.

67
CAPÍTULO 3
MATERIAIS E MÉTODOS
3.1. Materiais e Metodologia Empregados
Este trabalho teve como objetivo principal realizar o estudo da tensão de
cisalhamento em juntas confeccionadas de substratos metálicos unidos com adesivos
poliméricos, empregando métodos distintos de tratamento superficial. Para tal, foram
utilizados três mecanismos de preparo de superfície: o primeiro foi feito com uma máquina
pneumática que trabalha com jatos de cerdas sem uso de abrasivo, o segundo foi feito o
tradicional lixamento manual e, por fim, empregou-se o jateamento abrasivo. Com o intuito
de aumentar o grade de resultados, de forma a obter maior confiabilidade nos mesmos,
foram aplicados dois polímeros epóxi distintos como adesivo.
3.1.1 Descrição dos Materiais Utilizados
A seguir serão apresentados os materiais utilizados como substratos e os adesivos
poliméricos.

68 3.1.1.1 Substratos Metálicos
Todas as juntas foram confeccionadas com substratos metálicos, ou seja, o aço SAE
(Society of Automotive Engineers) 1020. Na tabela 3 estão presentes algumas das
propriedades deste material:
Tabela 3: Propriedades do Aço SAE 1020
PROPRIEDADES DO AÇO 1020 Teor de Carbono (%) 0,20
Limite de Elasticidade (GPa) 170 Limite de Escoamento (MPa) 210
Limite de Resistência à Tração (MPa) 380 Alongamento (%) 25
3.1.1.2 Adesivos Poliméricos
Foram utilizados dois adesivos poliméricos. O primeiro foi o PW SuperMetal
50/500 e o segundo, PW Aço Pasta 10/100.
O PW SuperMetal 50/500 é fornecido pela empresa PowePoxi. É formulado com
resina epóxi, titânio e modificadores de forma a conferir resistência à abrasão, a
temperatura considerável (120 ºC), grande resistência a compressão, dependendo do serviço
(18000 Psi) e a diversos produtos ácidos e químicos. O produto é composto de dois
componentes (resina e endurecedor), com a taxa de mistura de 4:1 por peso e 3:1 por
volume e cura em temperatura ambiente. A mistura possui consistência pastosa, possuindo
excelentes características de adesão, dureza e pode ser usinada. Com a aplicação deste
polímero, é possível devolver a confiabilidade do equipamento e voltar o respectivo
funcionamento em poucas horas, sendo indicado para trabalhos onde exigem resistência à
compressão, como corpos de válvula, bloco de motores e compressores, caixas de mancais,
tanques de estocagem, silos, reparos em tubulações, dentre outros [31]. Na figura 44 está
uma imagem do material em questão.

69
Figura 44: Resina e endurecedor do PW SuperMetal 50/500
A tabela 4 apresenta algumas das principais propriedades do PW SuperMetal
50/500.
Tabela 4: Propriedades do PW SuperMetal 50/500
PROPRIEDADES DO PW SUPERMETAL 50/500 Cor Cinza
Tempo de Trabalho a 25 ºC (min) 20
Dureza (Shore D) ASTM 2240 89
Tensão de Cisalhamento (Psi) ASTM D 1002 1800
Densidade (g/cm³) 2,5
Resistência à Compressão (Psi) ASTM D 695 18000
Resistência à Flexão (Psi) ASTM D 790 7700
Resistência à Tração (Psi) ASTM D 638 5100
Cura Funcional (horas) 36
Resistência Temperatura (ºC) 120

70
O PW SuperMetal 50/500 utilizado neste trabalho foi fabricado em vinte e cinco de
agosto de dois mil e quinze, com o prazo de validade de dois anos e apresentando o
seguinte lote para rastreabilidade: LOTE OP LL.52L.
O PW Aço Pasta 10/100 também é fornecido pela empresa PowePoxi. É formulado
com resina epóxi, modificadores, aço e fibra de vidro. O produto é composto de dois
componentes (resina e endurecedor), com a a taxa de mistura de 9:1 por peso e 3:1 por
volume e cura em temperatura ambiente. A mistura possui consistência pastosa e com a
aplicação deste polímero, é possível recuperar e preencher peças de aço, ferro e inox,
recuperar peças fundidas, rechupes, reparos em tubulações, bloco de motores,
compressores, bombas, válvulas, tanques, dentre outros [32]. Na figura 45 está uma
imagem deste material.
Figura 45: Resina e endurecedor do PW Aço Pasta 10/100
A tabela 5 apresenta algumas das principais propriedades do PW Aço Pasta 10/100.

71 Tabela 5: Propriedades do PW Aço Pasta 10/100
PROPRIEDADES DO PW AÇO PASTA 10/100 Cor Cinza escuro
Tempo de Trabalho a 25 ºC (min) 45
Dureza (Shore D) ASTM 1706 89
Tensão de Cisalhamento (Psi) ASTM D 1002 2400
Densidade (g/cm³) 2,5
Resistência à Compressão (Psi) ASTM D 695 8200
Resistência à Tração (Psi) ASTM D 638 3200
Cura Funcional (horas) 24
Resistência Temperatura (ºC) 120
O PW Aço Pasta 10/100 utilizado neste trabalho foi fabricado em sete de maio de
dois mil e quinze, com o prazo de validade de dois anos e apresentando o seguinte lote para
rastreabilidade: LOTE OP 11,183.
3.1.2 Descrição dos Métodos de Tratamento de Superfície
O método empregado neste estudo para realizar a aderência dos substratos junto ao
adesivo foi o da adesão mecânica. Para tal, foram empregados os três tratamentos de
superfície descritos a seguir:
3.1.2.1 Máquina Com Jatos de Cerdas Sem Uso de Abrasivo
Comercialmente este equipamento é conhecido como máquina Monti® industrial. O
preparo de superfície é realizado através deste equipamento em um processo totalmente
manual, possuindo as versões pneumática e elétrica. A pneumática inclusive possui
certificação para ser utilizada em atmosferas potencialmente explosivas, ou seja, em áreas
classificadas.
A máquina é responsável não só por realizar a limpeza da região, isto é, remover
qualquer revestimento existente, impurezas e outros contaminantes, tornando a superfície
com o metal quase branco; como também permite adquirir um perfil de rugosidade entre 40
µm a 120 µm para melhor ancoragem do polímero ao substrato. O tratamento é resultado de
jateamento de cerdas sem uso de abrasivo, possuindo sistema inteligente de jateamento com
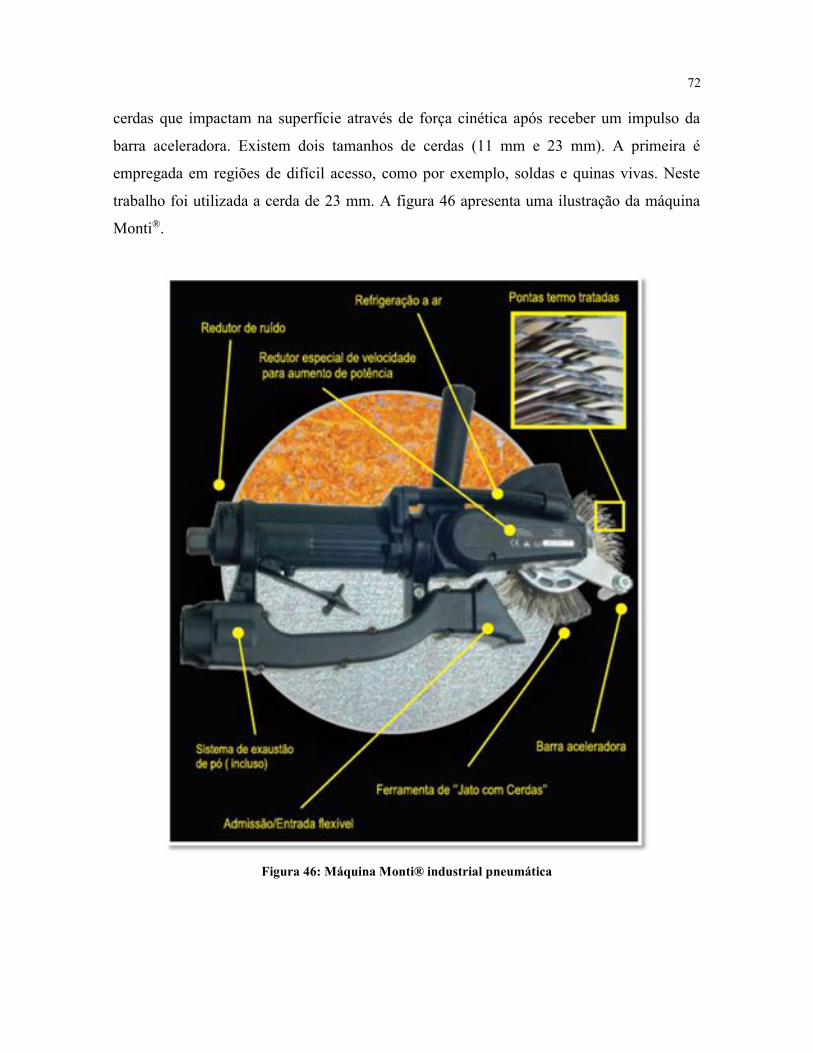
72 cerdas que impactam na superfície através de força cinética após receber um impulso da
barra aceleradora. Existem dois tamanhos de cerdas (11 mm e 23 mm). A primeira é
empregada em regiões de difícil acesso, como por exemplo, soldas e quinas vivas. Neste
trabalho foi utilizada a cerda de 23 mm. A figura 46 apresenta uma ilustração da máquina
Monti®.
Figura 46: Máquina Monti® industrial pneumática
73 3.1.2.2 Lixamento Manual
Com o tratamento da superfície através de lixamento manual, é possível apenas
remover as camadas de óxido e outros contaminantes que não estejam muito aderidos ao
substrato. Este método não é muito recomendado, pois não apresenta boa eficiência nos
sistemas empregados.
O instrumento empregado é a lixa, conforme a figura 47, sendo que o trabalho pode
ser feito manualmente ou por uso de máquinas (lixadeira). O movimento de lixamento deve
ser circular, cobrindo toda a superfície a ser limpa. Há vários tipos de lixas, com diferentes
números de granulometria do abrasivo, como exemplo: G36, G40, G60, G80, G100, G120,
entre outros. As que apresentam números menores possuem a superfície mais grossa
(áspera), servindo para remover carepas, oxidações e matérias menos aderentes. As com
números mais altos servem para melhor limpeza e permitem abrir um pouco de perfil de
rugosidade. Neste trabalho foram usadas duas lixas, sendo que inicialmente foi empregada
a G36 e posteriormente a G100.
Figura 47: Materiais utilizados no lixamento manual

74 3.1.2.3 Jateamento Abrasivo
O terceiro e último método de tratamento de superfície empregado foi o jateamento
abrasivo. Trata-se de um processo muito utilizado para limpezas de peças que serão
submetidas a aplicação de tintas e demais revestimentos com o intuito de protege-las do
ataque de corrosão. A utilização deste equipamento é muito simples, com o auxílio de uma
pistola acionada por ar comprimido, projeta-se o abrasivo contra a região a ser limpa. A
força mecânica transmitida ao abrasivo é suficiente para remover carepas de oxidação ou
quaisquer outras substâncias contaminantes. Esse método deixa o metal perfeitamente
limpo para receber eventuais produtos aderentes. Os abrasivos mais utilizados são: granalha
de aço, esferas de vidro, areia e carbeto de silício.
Além de realizar a limpeza da superfície, com o jateamento também é possível obter
um perfil de rugosidade variando entre 20 µm a 80 µm. No impacto das partículas abrasivas
contra a região a ser limpa, a carepa de laminação é arrancada e parte do metal também.
Este impacto provoca uma aspereza na superfície.
Neste trabalho foi utilizada a granalha de aço G25. Na figura 48 há um exemplo da
máquina empregada para o jateamento abrasivo.
Figura 48: Máquina PP-80 utilizada no processo de jateamento abrasivo

75 3.1.3 Confecção das Juntas Coladas
3.1.3.1 Dimensões das Juntas Coladas
Todo o processo de confecção das juntas até a etapa que consistiu na realização dos
ensaios foi rigorosamente cumprido em conformidade com os parâmetros da norma ASTM
D 1002. As dimensões das juntas foram estabelecidas de acordo com esta. Para o
comprimento de sobreposição (L) e a largura do substrato (w), os valores foram 12,4 mm e
25 mm, respectivamente. A espessura do substrato (ts) empregada foi de 1,6 mm e a
espessura do adesivo (ta), 0,4 mm. Na figura 49 é possível visualizar a geometria, bem
como as dimensões utilizadas em cada junta.
Figura 49: Dimensões das juntas coladas

76 3.1.3.2 Tratamento das Superfícies
Após definidas as dimensões das juntas, a etapa subsequente consistiu na
preparação das superfícies dos substratos com a realização de três métodos distintos. Este
momento foi crucial para limpeza das regiões de colagem e para que houvesse boa
ancoragem do adesivo junto aos aderentes.
O primeiro tratamento realizado foi empregando a máquina Monti® industrial
pneumática. A pressão requerida para um bom funcionamento do equipamento e a que foi
utilizada foi de 6,2 bar e a cerda empregada foi a de 23 mm. Na figura 50 é possível
visualizar os substratos com as superfícies tratadas pelo método de jatos de cerdas sem uso
de abrasivo.
Figura 50: Substratos com o tratamento superficial realizado empregando a máquina Monti®
O segundo tratamento realizado foi o lixamento manual. No primeiro instante foi
usada a lixa G36 para remoção de óxidos presentes nas superfícies e, em seguida, a lixa
G100 para que fosse possível obter um mínimo perfil de rugosidade possível. Na figura 51,
tem-se os substratos com as superfícies preparadas pelo método de lixamento manual.

77
Figura 51: Substratos com o tratamento superficial realizado empregando o lixamento manual
O terceiro e último tratamento realizado foi empregando o jateamento abrasivo
através da jateadora PP-80. A pressão utilizada para projetar a granalha de aço G25 na
superfície do substrato foi de 9 bar. As juntas foram jateadas sob uma abertura de 45º por
um período aproximado de 45 segundos. Na figura 52, a seguir, é possível visualizar os
substratos com as superfícies tratadas pelo método jatos de jateamento abrasivo.
Figura 52: Substratos com o tratamento superficial realizado empregando o lixamento manual
A rugosidade é um parâmetro interessante e alguns trabalhos acadêmicos vem
apontando como fundamental para o conceito de aderência. Assim sendo, utilizando o
conceito de rugosidade total exposto no item 2.4.1.3, foi realizada a medição da mesma por
intermédio de uma fita de poliéster que é pressionada contra a superfície a ser determinada
a rugosidade e depois, inserida e um relógio comparador (rugosímetro analógico da
Mitutoyo Testex ADC12) de forma a determinar os valores propostos. Na figura 53 é
possível visualizar a medição da rugosidade dos substratos.

78
Figura 53: Medição da rugosidade da superfície dos substratos
Na tabela 6, a seguir, tem-se os valores médios encontrados para as rugosidades das
superfícies dos substratos tratados com os procedimentos descritos anteriormente.
Tabela 6: Rugosidade média encontrada para os diferentes tratamentos de superfície
MÉTODOS DE TRATAMENTO DAS SUPERFÍCIES DOS SUBSTRATOS RUGOSIDADE MÉDIA (µm) Máquina Monti® 92,20
Lixamento Manual 32,00
Jateamento Abrasivo 79,24
3.1.3.3 Colagem das Juntas
A etapa de colagem das juntas foi dividida em dois grupos: o primeiro consistiu na
união dos substratos utilizando o adesivo PW SuperMetal 50/500. O segundo grupo foi
empregado o adesivo PW Aço Pasta 10/100. Em ambos os grupos, o procedimento
empregado foi o mesmo e será descrito a seguir.
Após realizado o tratamento das superfícies, prosseguiu-se com a limpeza da região
de colagem. Com o intuito de remover quaisquer resíduos metálicos e contaminantes
presentes que pudessem influenciar nos resultados, utilizou-se a acetona.
De forma a assegurar que as juntas possuam as dimensões padrões, de acordo com o
item 3.1.3.1, foram utilizados um gabarito e dispositivos de colagem. Assim, tanto a

79 espessura do adesivo e a área de colagem foram garantidos. Na figura 54 pode ser visto um
esquema do conjunto gabarito, batente e junta. O batente atuou de forma a garantir o valor
da espessura do adesivo e o posicionamento correto dos componentes na base do gabarito.
Figura 54: Esquema de preparo das juntas
Para facilitar a remoção das juntas coladas bem como o excesso de adesivo, aplicou-
se primeiramente uma cera desmoldante na base do gabarito. O ambiente onde foram feitas
as colagens apresentava temperatura de 22 ºC e umidade relativa de 56%. Em seguida, os
adesivos foram aplicados nas duas áreas de colagem de cada junta. O primeiro substrato foi
posicionado na parte inferior do gabarito, logo após, de forma cuidadosa, o segundo
substrato foi encaixado ao primeiro, na parte superior.
De forma a garantir a fixação dos componentes, foram utilizados contrapesos e
sargentos. É importante salientar que em todas as juntas, o tempo indicado pelo fornecedor
para cura total dos adesivos (vide tabelas 4 e 5) foi devidamente respeitado, permanecendo,
inclusive, por um período aquém do necessário.
Na figura 55 apresenta o primeiro grupo de juntas coladas. A foto posterior, de
número 56, apresenta o segundo grupo de juntas coladas.

80
Figura 55: Primeiro grupo de juntas coladas
Figura 56: Segundo grupo de juntas coladas
3.1.4 Descrição dos Métodos de Ensaio
Ao total foram ensaiadas 30 juntas coladas. No primeiro grupo, empregando o
adesivo PW SuperMetal 50/500, foram 5 juntas com tratamento superficial feito com a
máquina Monti®, 5 com lixamento manual e 5 com jateamento abrasivo. O segundo grupo,
utilizando o adesivo PW Aço Pasta 10/100 seguiu o mesmo parâmetro, isto é, 5 juntas com
a máquina Monti®, 5 com lixamento manual e 5 com jateamento abrasivo. Na figura 57 há
um esquema para melhor entendimento.

81
Figura 57: Esquema das juntas coladas que foram ensaiadas
Os experimentos ocorreram na máquina de ensaios universal modelo SHIMADZU
AGX-100, com a célula de carga tipo SLFL-100KN (vide figura 58) pertencente ao
Laboratório de Ensaios em Dutos (LED-UFF). Seguindo o padrão da norma ASTM D
1002, a velocidade de ensaio utilizada foi 1,3 mm/min. As juntas foram submetidas ao
carregamento cisalhante, sendo finalizado o ensaio após o rompimento das mesmas.
Figura 58: Máquina de ensaios universal SHIMADZU AGX-100

82
Os parâmetros força de ruptura e deslocamento foram determinados, sendo
realizado posteriormente um estudo associado às tensões de falha de cada junta, bem como
a forma pela qual ocorreu o rompimento (adesiva ou coesiva) do adesivo junto ao aderente.
Os resultados encontrados serão explicitados no capítulo 4.

83
CAPÍTULO 4
RESULTADOS E DISCUSSÕES
Todos os experimentos foram realizados no Laboratório de Ensaios em Dutos
(LED-UFF). Neste capítulo serão apresentados os resultados obtidos através da leitura dos
dados fornecidos pela máquina de ensaios universal modelo SHIMADZU AGX-100 (força
de ruptura e deslocamento) e processamento das informações utilizando um computador,
alguns cálculos realizados para determinação das tensões de cisalhamento, modos de falha
das juntas, confecção de alguns gráficos e breve descrição sobre alguns conceitos
estatísticos para facilitar o entendimento, interpretação e visualização dos resultados.
4.1. Apresentação dos Resultados Obtidos
Assim como dividido anteriormente, na etapa de confecção e ensaio das juntas, os
resultados serão apresentados em dois conjuntos. O primeiro (Grupo I) que foi
confeccionado com o adesivo PW SuperMetal 50/500 e o segundo (Grupo II), com adesivo
PW Aço Pasta 10/100.
84
Primeiramente, serão discorridas algumas equações que foram empregadas nos
cálculos da força média de ruptura (Fm), tensão na ruptura (τrup), tensão de cisalhamento (τ)
e o desvio padrão (DP).
A força média de ruptura foi calculada realizando a média aritmética simples da
força de ruptura, de acordo com a equação 3:
Fm = Ʃ Frup / n (3)
Onde:
Fm = Força média de ruptura (N);
Ʃ Frup = Somatório das forças de ruptura (N);
n = Número de amostras.
Para obter a tensão na ruptura, utilizou-se a equação 4:
τrup = (Frup / As) (4)
Onde:
τrup = Tensão na ruptura (MPa);
As = Área do substrato (mm²).
A tensão de cisalhamento foi obtida realizando a média aritmética simples da tensão
na ruptura, conforme a equação 5:
τ = Ʃ τrup / n (5)
Onde:

85
τ = Tensão de cisalhamento (MPa);
Ʃ τrup = Somatório das tensões na ruptura (MPa);
n = Número de amostras.
Por fim, para o cálculo estatístico do desvio padrão (dispersão em relação à média
ou valor esperado), utilizou-se a equação 6:
DP = √V(x) = √ [ Ʃ (τrup - τ)2 / (n-1) ] (6)
Onde:
V(x) = Variância
4.1.1. Resultados Encontrados Para o Grupo I
Com relação ao grupo I, foram ensaiadas 15 juntas coladas, sendo o tratamento de
superfície realizado de três maneiras distintas, conforme informado anteriormente. Na
figura 59 estão os resultados obtidos no primeiro método de preparo de superfície,
empregando a máquina Monti® e o adesivo utilizado foi o PW SuperMetal 50/500.

86
Figura 59: Gráfico Força de Ruptura versus Deslocamento para o tratamento com a máquina Monti®
Através deste gráfico Força de Ruptura versus Deslocamento, figura 59, é possível
visualizar o comportamento das juntas submetidas ao carregamento cisalhante. Foram
ensaiados cinco espécimes, todavia, um deles apresentou resultado totalmente incoerente,
sendo, portanto, descartado. A força média de ruptura encontrada foi de 3,94 KN e desvio
padrão de +/- 0,19 KN. Posteriormente, foi calculada a tensão de cisalhamento, obtendo
12,71 MPa e desvio padrão de +/- 0,63 MPa. A tensão na ruptura variou de 11,95 MPa a
13,47 MPa e a natureza da falha foi adesiva e coesiva. É possível perceber que houve
convergência nas quatro juntas ensaiadas, tanto na força de ruptura quanto no
deslocamento, rompendo em valores bem próximos.

87
Figura 60: Gráfico Força de Ruptura versus Deslocamento para o tratamento com lixamento manual
A figura 60 ilustra os resultados obtidos no segundo método de tratamento da
superfície, empregando lixamento manual e o adesivo utilizado foi o PW SuperMetal
50/500. O gráfico Força de Ruptura versus Deslocamento ilustra o comportamento das
juntas submetidas ao carregamento cisalhante. Foram ensaiados cinco espécimes e todos os
resultados se encontram acima. A força média de ruptura encontrada foi de 1,67 KN e
desvio padrão de +/- 0,94 KN. Posteriormente, foi calculada a tensão de cisalhamento,
obtendo o valor de 5,40 MPa e desvio padrão de +/- 3,02 MPa. A tensão na ruptura variou
de 2,27 MPa a 9,08 MPa e a natureza da falha foi adesiva. Nota-se uma grande dispersão e
valores relativamente inferiores ao encontrado anteriormente quanto a força de ruptura e
deslocamento. Isto pode ser em função da menor aderência do adesivo ao aderente, pois a
rugosidade medida neste grupo foi bem menor.
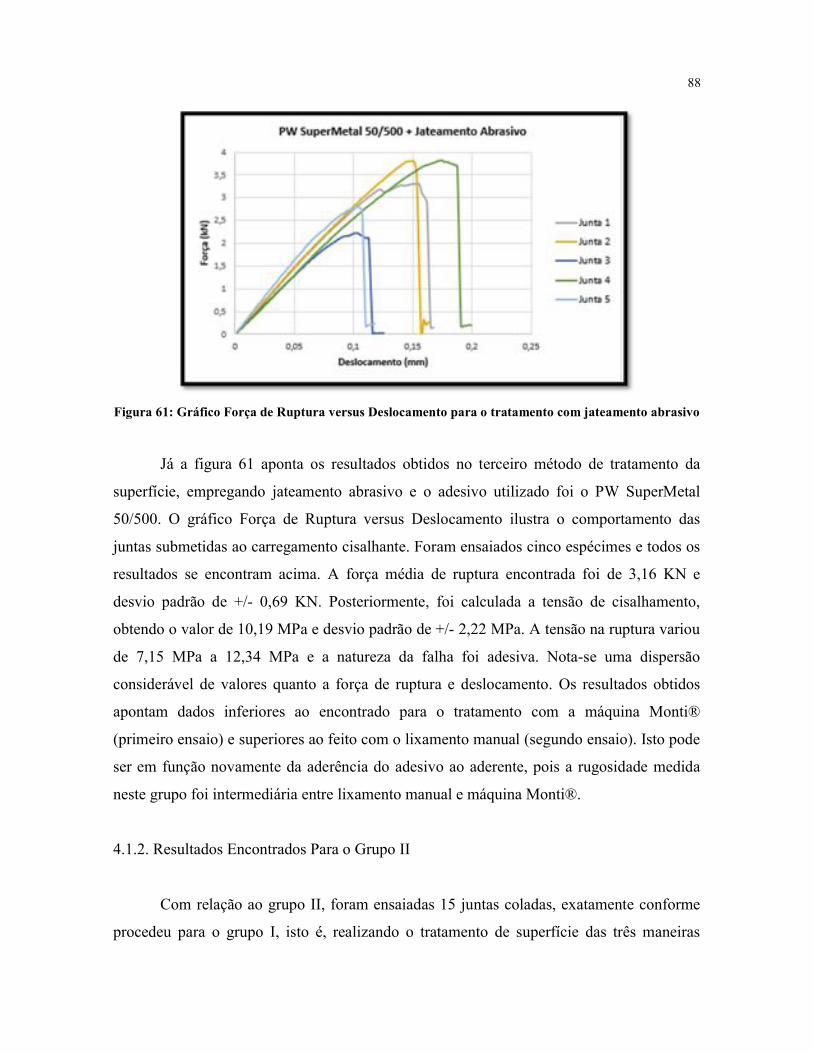
88
Figura 61: Gráfico Força de Ruptura versus Deslocamento para o tratamento com jateamento abrasivo
Já a figura 61 aponta os resultados obtidos no terceiro método de tratamento da
superfície, empregando jateamento abrasivo e o adesivo utilizado foi o PW SuperMetal
50/500. O gráfico Força de Ruptura versus Deslocamento ilustra o comportamento das
juntas submetidas ao carregamento cisalhante. Foram ensaiados cinco espécimes e todos os
resultados se encontram acima. A força média de ruptura encontrada foi de 3,16 KN e
desvio padrão de +/- 0,69 KN. Posteriormente, foi calculada a tensão de cisalhamento,
obtendo o valor de 10,19 MPa e desvio padrão de +/- 2,22 MPa. A tensão na ruptura variou
de 7,15 MPa a 12,34 MPa e a natureza da falha foi adesiva. Nota-se uma dispersão
considerável de valores quanto a força de ruptura e deslocamento. Os resultados obtidos
apontam dados inferiores ao encontrado para o tratamento com a máquina Monti®
(primeiro ensaio) e superiores ao feito com o lixamento manual (segundo ensaio). Isto pode
ser em função novamente da aderência do adesivo ao aderente, pois a rugosidade medida
neste grupo foi intermediária entre lixamento manual e máquina Monti®.
4.1.2. Resultados Encontrados Para o Grupo II
Com relação ao grupo II, foram ensaiadas 15 juntas coladas, exatamente conforme
procedeu para o grupo I, isto é, realizando o tratamento de superfície das três maneiras

89 distintas. Na figura 62 estão os resultados obtidos no primeiro método de preparo de
superfície, empregando a máquina Monti® e o adesivo utilizado foi o PW Aço Pasta
10/100.
Figura 62: Gráfico Força de Ruptura versus Deslocamento para o tratamento com a máquina Monti®
Através deste gráfico Força de Ruptura versus Deslocamento, figura 62, é possível
visualizar o comportamento das juntas submetidas ao carregamento cisalhante. Foram
ensaiados cinco espécimes e todos os resultados se encontram acima. A força média de
ruptura encontrada foi de 4,24 KN e desvio padrão de +/- 0,23 KN. Posteriormente, foi
calculada a tensão de cisalhamento, obtendo 13,68 MPa e desvio padrão de +/- 0,73 MPa.
A tensão na ruptura variou de 12,98 MPa a 14,45 MPa e a natureza da falha foi adesiva e
coesiva. É possível perceber que, assim como ocorrido no caso do mesmo tratamento
empregando o adesivo PW SuperMetal 50/500 (primeiro caso apresentado neste trabalho)
houve convergência nas cinco juntas ensaiadas, tanto na força de ruptura quanto no
deslocamento, rompendo em valores bem próximos. Um espécime apresentou maior
destaque para o deslocamento, porém esta verificação não descaracteriza as análises
desenvolvidas para o comportamento das juntas.

90
Figura 63: Gráfico Força de Ruptura versus Deslocamento para o tratamento com lixamento manual
A figura 63 ilustra os resultados obtidos no segundo método de tratamento da
superfície, empregando lixamento manual e o adesivo utilizado foi o PW Aço Pasta 10/100.
O gráfico Força de Ruptura versus Deslocamento ilustra o comportamento das juntas
submetidas ao carregamento cisalhante. Foram ensaiados cinco espécimes e todos os
resultados se encontram acima. A força média de ruptura encontrada foi de 3,93 KN e
desvio padrão de +/- 0,60 KN. Posteriormente, foi calculada a tensão de cisalhamento,
obtendo o valor de 12,68 MPa e desvio padrão de +/- 1,93 MPa. A tensão na ruptura variou
de 10,06 MPa a 14,49 MPa e a natureza da falha foi adesiva. Nota-se uma pequena
dispersão e valores relativamente inferiores ao encontrado anteriormente quanto a força de
ruptura. Este cenário apresenta um pouco de surpresa, pois no estudo realizado no grupo I,
o valor da tensão de cisalhamento foi bruscamente inferior ao encontrado para o tratamento
com a máquina Monti®. Já no ensaio do grupo II, ainda que obtendo valores mais
inferiores, o lixamento manual não reproduziu uma queda tão acentuada, tendo como
parâmetro a máquina Monti®.

91
Figura 64: Gráfico Força de Ruptura versus Deslocamento para o tratamento com jateamento abrasivo
Por fim, a figura 64 aponta os resultados obtidos no terceiro método de tratamento
da superfície, empregando jateamento abrasivo e o adesivo utilizado foi o PW Aço Pasta
10/100. O gráfico Força de Ruptura versus Deslocamento ilustra o comportamento das
juntas submetidas ao carregamento cisalhante. Foram ensaiados cinco espécimes e todos os
resultados se encontram acima. A força média de ruptura encontrada foi de 2,91 KN e
desvio padrão de +/- 0,30 KN. Posteriormente, foi calculada a tensão de cisalhamento,
obtendo o valor de 9,40 MPa e desvio padrão de +/- 0,96 MPa. A tensão na ruptura variou
de 8,59 MPa a 10,49 MPa e a natureza da falha foi adesiva. Nota-se uma pequena dispersão
de valores quanto a força de ruptura e deslocamento. Os resultados obtidos apontam os
dados inferiores aos encontrados para o tratamento com a máquina Monti® (primeiro
ensaio) e, de forma surpreendente, ao lixamento manual (segundo ensaio) também, uma vez
que no grupo I o jateamento abrasivo apresentou comportamento intermediário entre os
outros dois métodos realizados. Deve-se ressaltar que neste segundo grupo, embora se
tenha respeitado o tempo necessário para a cura do adesivo indicado pelo fabricante do
material, o intervalo de tempo entre o processo de colagem das juntas preparadas com a
máquina Monti® e lixamento manual e a realização dos ensaios foi formidavelmente
maior, levando este fato a um indicador que deverá ser avaliado em trabalhos futuros.

92 4.2. Avaliação sobre os Resultados Encontrados
Para melhor didática e entendimento, os resultados referentes a tensão de
cisalhamento, bem como os desvios padrões associados são apresentados na tabela 7.
Tabela 7: Resumo da comparação entre as tensões cisalhantes obtidas nos ensaios realizados
TIPO DE JUNTA COLADA TENSÃO DE CISALHAMENTO
(MPa) DESVIO PADRÃO
(MPa) GRUPO I
PW SuperMetal 50/500 + Máquina Monti® 12,7140622 0,627322727
PW SuperMetal 50/500 + Lixamento Manual 5,402109546 3,020743435
PW SuperMetal 50/500 + Jateamento Abrasivo 10,19800525 2,217454265
GRUPO II PW Aço Pasta 10/100 + Máquina Monti® 13,68363677 0,728076621
PW Aço Pasta 10/100 + Lixamento Manual 12,67671032 1,929199461
PW Aço Pasta 10/100 + Jateamento Abrasivo 9,40092129 0,963859142
A figura 65 apresenta os resultados do grupo I em forma de gráfico, inclusive
fazendo uma comparação com os dados fornecidos pelo fabricante do adesivo. Conforme
observado anteriormente, com o tratamento de superfície realizado pela máquina Monti®
foi possível obter maior valor de tensão de cisalhamento e menor dispersão dos resultados,
resultando no método mais indicado para a junta adesiva submetida ao carregamento de
cisalhamento. Em seguida, com valores mais inferiores, tem-se o método de preparo
superficial realizado com o jateamento abrasivo e, por fim, o menos indicado que é o
tratamento realizado com o lixamento manual.

93
Figura 65: Gráfico de comparação da Tensão de Cisalhamento do grupo I
A figura 66 apresenta os resultados do grupo II em forma de gráfico, inclusive
fazendo uma comparação com os dados fornecidos pelo fabricante do adesivo. Novamente,
o tratamento de superfície realizado pela máquina Monti® permitiu obter maior valor de
tensão de cisalhamento e menor dispersão dos resultados, resultando também no método
mais indicado para a junta adesiva submetida ao carregamento de cisalhamento. Em
seguida, de forma um tanto quanto surpreendente, apresentando valores relativamente mais
inferiores, tem-se o método de preparo superficial realizado com lixamento manual.
Todavia, este apresentou o maior valor para o nível de dispersão dos resultados em
comparação com os outros dois tratamentos. Para este adesivo empregado, o que
apresentou valores mais baixos e, consequentemente, menos indicado é o tratamento
realizado com o jateamento abrasivo.

94
Figura 66: Gráfico de comparação da Tensão de Cisalhamento do grupo II

95
CAPÍTULO 5
CONCLUSÕES E SUGESTÕES PARA
TRABALHOS FUTUROS
Mediante ao exposto anteriormente, neste trabalho foi possível realizar o estudo da
tensão de cisalhamento em juntas sigle lap, isto é, substratos metálicos unidos com adesivos
poliméricos sendo preparados com diferentes tratamentos de superfície, em concordância
com os preceitos da norma ASTM D 1002.
No conjunto I as juntas foram unidas com o adesivo PW SuperMetal 50/500 e os
substratos foram preparados com os seguintes métodos: máquina Monti®, lixamento
manual e jateamento abrasivo. No primeiro método de tratamento foi obtido maior perfil de
rugosidade, ratificando alguns trabalhos apresentados que mostraram a relação direta entre
a rugosidade e o aumento da propriedade de aderência. Consequentemente, foi o que
apresentou melhor desempenho, ou seja, maiores valores de força na ruptura, maior
resistência ao cisalhamento e pequenos valores de desvio padrão. A falha foi adesiva e
coesiva. Com resultados mais inferiores ficaram os tratamentos com jateamento abrasivo e
lixamento manual.

96
No conjunto II, as juntas foram realizadas com o adesivo PW Aço Pasta 10/100,
seguindo as mesmas três formas do tratamento superficial. Assim como no primeiro
conjunto, o método de preparo que apresentou desempenho mais satisfatório foi o realizado
com a máquina Monti®. A diferença neste segundo estudo ficou por conta dos resultados
obtidos para o jateamento abrasivo e lixamento manual. Este apresentou maiores números
quanto a tensão cisalhante, porém houve maior grau de desvio padrão ao ser comparado
com o jateamento. Embora respeitado o tempo de cura dos materiais, de acordo com
informado pelo fabricante, uma provável variável que pode ter influência e deve ser
estudada em novos trabalhos é o intervalo de tempo entre a confecção e ensaio das juntas,
pois para o jateamento abrasivo foi menor do que nos outros dois casos.
Em suma, para a análise da resistência ao cisalhamento em juntas coladas, dentre os
métodos de tratamento estudados em substratos metálicos, o mais adequado foi o realizado
com a máquina Monti®. Além de proporcionarem maiores valores para a força de ruptura e
tensão de cisalhamento, houve menor grau de desvio padrão dos resultados alcançados. É
importante ressaltar também que os valores obtidos para o adesivo PW SuperMetal 50/500
foram similares ao informado pelo fabricante. Para o segundo adesivo, PW Aço Pasta
10/100, os resultados foram um pouco abaixo do informado pelo fabricante.
Com relação aos trabalhos futuros, seguem as sugestões:
¾ Inserir novos métodos de tratamento de superfície de forma a avaliar a
eficiência quanto a aderência e resistência ao cisalhamento;
¾ Realizar mais estudos experimentais com a utilização de outros adesivos
comercialmente competitivos existentes no mercado, de forma a aumentar a
confiabilidade e consolidar os resultados alcançados;
¾ Verificar a influência do intervalo de tempo da junta confeccionada com a
realização dos ensaios;
¾ Realizar o estudo da influência da temperatura na resistência das juntas
coladas.

97
REFERÊNCIAS BIBLIOGRÁFICAS
[1] AMERICAN SOCIETY FOR TESTING MATERIALS - ASTM D 1002
“Standard Test Method for Apparent Shear Strength of Single-Lap-Joint
Adhesively Bonded Metal Specimens by Tension Loading (Metal-to-Metal)”,
In: Annual Book of ASTM Standards, ASTM D 1002, Philadelphia, pp. 44-47,
1994.
[2] SILVA, A. H. M. D. F. T. D. Proposta de um Critério de Resistência para
Juntas Metálicas Coladas. Universidade Federal Fluminense. Niterói, p. 85. 2007.
[3] Mecânica Industrial. Disponível em: http://www.mecanicaindustrial.com.br/373-
o-que-e-soldagem-a-frio/>. Acesso em: 04 dezembro 2015.
[4] CIMM, Centro de Informação Metal Mecânica. Disponível em:
http://www.cimm.com.br/portal/noticia/exibir_noticia/4388-voce-conhece-as-
utilidades-da-solda-a-frio>. Acesso em: 07 dezembro 2015.
[5] BALDAN, A. "Adhesively-bonded joints and repairs in metallic alloys,
polymers and composite materials: adhesives, adhesion theories and surface
pretreatment." Journal of materials science 39.1 (2004): 1-49.
[6] FLINN, R. A.; TROJAN, P. K., “Engineering Materials and Their
Applications,” 4th ed. (John andWiley Sons, Inc., 1995) p. 608.
[7] MOLITOR, P.; BARRON, V.; YOUNG, T. Int. J. Adhes. Adhes. 21 (2001) 129.
[8] SALDANHA, D. F. S.; CANTO, C.; DA SILVA, L. F. M. CARBAS, R. J. C.;
CHAVES, F. J. P.; NOMURA, K.; UEDA, T. Mechanical characterization of a
high elongation and high toughness epoxy adhesive. International Journal of
Adhesion & Adhesives, Porto, v. 47, p. 91-98, August 2013.

98 [9] OSANAI, K. R.; REIS, J. M. L. Temperature Effect on the Shear Strength of
Adhesively Bonded Joints. In: Materials Science Forum. Trans Tech Publications,
2013. p. 119-124.
[10] WILLIAM D. CALLISTER, J. Ciência e Engenharia de Materiais: Uma
Introdução. 5th. ed. Salt Lake City: LTC, 1999.
[11] WASILKOSKI, C. M. Comportamento mecânico dos materiais poliméricos.
Tese de Doutorado. Programa de Pós-Graduação em Engenharia-PIPE. Setor de
Tecnologia, Universidade Federal do Paraná, 2006.
[12] CANEVAROLO, S. V. J. Ciência dos Polímeros. Um texto básico para
tecnólogos e engenheiros. I Edição. São Paulo: Editora Altiliber, 2002. P. 183
[13] SOUZA, J. P. B. Análise térmica de polímero DGEBA (diglicidil éter de
bisfenol A) e sua relação na resistência de juntas coladas. Universidade Federal
Fluminense. Niterói, p. 108. 2012.
[14] LUCAS, E. F; SOARES, B. G; MONTEIRO, E. Caracterização de Polímeros. E-
papers, 2001, 366p.
[15] WENDHAUSEN, P. A. P. Apostila de Análises Térmicas. Universidade Federal
de Santa Catarina – UFSC, 2009, 47p.
[17] SOLDAGEM a frio do Skid da Bomba junto ao piso da plataforma.
TECNOFINK LTDA, 2014.
[18] APLICAÇÃO de soldagem a frio em tubulação da linha de lastro com presença
de furos. TECNOFINK LTDA, 2013.
[19] TECNOFINK LTDA. Disponivel em: <http://tecnofink.com/produtos-e-
servicos/>. Acesso em: 09 de janeiro de 2017.
[20] DEMARQUETE, N. R. Estrutura e propriedades de polímeros. PMT 2100 -
Introdução à Ciência dos Materiais para Engenharia. Disponível em:<

99
http://www.pmt.usp.br/pmt5783/Pol%C3%ADmeros.pdf>. Acesso em 09 de
janeiro de 2017.
[21] ANDREW, W. Adhesives Technology Handbook. 2nd Edition. ed. New York:
William Andrew Inc, 2008
[22] UNIVERSAL GRIP COMPANY. ASTM D1002 - Lap Shear. Disponivel em: <
http://www.universalgripco.com/astm-d1002>. Acesso em: 18 de janeiro de 2017.
[23] ANÁLISE de modos de falha em um processo de soldagem a frio. TECNOFINK
LTDA, 2016.
[24] LOCTITE Handbook - Second Edition – Loctite, 1995. 451p.
[25] NETO, F. L., PARDINI, L. C.,”Compósitos Estruturais – Ciência e Tecnologia”.
Editora Edgard Blücher – 1ª edição, cap 5, pág 147-155, 2006.
[26] SILVA, L. F. M.; MAGALHÃES, A. G.; MOURA, M. F. S. F. Juntas Adesivas
Estruturais – 2007
[27] LIMAVERDE, A. M. et al. Influência do tratamento superficial na resistência
mecânica de juntas de cisalhamento coladas. In: IV CONEM, Congresso
Nacional de Engenharia Mecânica, Recife, PE, 2006.
[28] KOPPE, R.; ISRAEL, C. L.; GASPARIN, D. Influência da preparação de
superfície em união metálica de sobreposição simples por meio de adesivo
acrílico. Revista Thema, v. 13, n. 1, p. 103-112, 2016.
[29] SAMPAIO, E M.; Um modelo de dano em juntas coladas. Tese de Doutorado. UFRJ/COPPE, 1998.
[30] NBR, ABNT. 4287.“Especificações geométricas do produto (GPS)-Rugosidade:
Método do perfil-Termos, definições e parâmetros da rugosidade.” Rio de Janeiro, 2002.
[31] POWERPOXI – Tecnologia em Polímeros. PW – SUPERMETAL – PASTA -
Ref. 50/500 – Ficha técnica do produto.

100 [32] POWERPOXI – Tecnologia em Polímeros. PW – AÇO PASTA – PASTA - Ref.
10/100 – Ficha técnica do produto.

101
ANEXOS
ANEXO 1: FICHA TÉCNICA DO PRODUTO
PW – SUPERMETAL – PASTA

102

103

104
ANEXO 2: FICHA TÉCNICA DO PRODUTO
PW – AÇO PASTA – PASTA

105

106

107
ANEXO 3: TRABALHO APRESENTADO NA
CONFERÊNCIA LUSO-BRASILEIRA DE
ADESÃO E ADESIVOS – CLBA 2016

108