estudo da qualidade da soldagem de juntas de...
TRANSCRIPT

ESTUDO DA QUALIDADE DA SOLDAGEM DE JUNTAS DE TOPO
EM EMBARCAÇÕES DE POLIETILENO DE ALTA DENSIDADE
Leonardo Salles Ruivo de Barros
Projeto de Graduação apresentado ao
Curso de Engenharia Naval e Oceânica da
Escola Politécnica, Universidade Federal
do Rio de Janeiro, como parte dos
requisitos necessários à obtenção do título
de Engenheiro Naval.
Orientador: Alexandre Teixeira de Pinho
Alho
RIO DE JANEIRO – BRASIL
AGOSTO DE 2018

ii
ESTUDO DA QUALIDADE DA SOLDAGEM DE JUNTAS DE TOPO EM
EMBARCAÇÕES DE POLIETILENO DE ALTA DENSIDADE
Leonardo Salles Ruivo de Barros
PROJETO FINAL SUBMETIDO AO CORPO DOCENTE DO DEPARTAMENTO DE
ENGENHARIA NAVAL E OCEÂNICA DA ESCOLA POLITÉCNICA DA
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO, COMO PARTE DOS
REQUISITOS NECESSÁRIOS PARA OBTENÇÃO DO GRAU DE ENGENHEIRO
NAVAL
Examinado por:
Profo Alexandre Teixeira de Pinho Alho, D.Sc.
Profa Marta Cecilia Tapia Reyes, D.Sc.
Profa Annelise Zeemann do Pinho, D.Sc.
RIO DE JANEIRO – BRASIL
AGOSTO DE 2018
iii
Resumo do Projeto de Graduação apresentado à Escola Politécnica/UFRJ como parte dos
requisitos necessários a obtenção do grau de Engenheiro Naval
ESTUDO DA QUALIDADE DA SOLDAGEM DE JUNTAS DE TOPO EM
EMBARCAÇÕES DE POLIETILENO DE ALTA DENSIDADE
Leonardo Salles Ruivo de Barros
Agosto/2018
Orientador: Alexandre Teixeira de Pinho Alho, D. Sc.
Curso: Engenharia Naval e Oceânica
O objetivo deste projeto de graduação é o estudo da qualidade de soldas em juntas
de topo tipicamente realizadas em embarcações de polietileno de alta densidade e
apontamento de possíveis melhorias no processo.

iv
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of the
requirements for the degree of Marine Engineer and Naval Architect.
STUDY OF WELDING QUALITY OF HDPE BUTT JOINTS
Leonardo Salles Ruivo de Barros
August/2018
Advisor: Alexandre Teixeira de Pinho Alho, D. Sc.
Course: Naval and Ocean Engineering
The objective of this graduation project is the study of butt weldings quality
typically carried out in high density polyethylene vessels and pointing out possible
improvements in the process.

v
À minha mãe Elen Mara e à minha família, a quem agradeço
e dedico todas as minhas conquistas.

vi
AGRADECIMENTOS
Agradeço aos professores Marta Tápia, Annelise Zeeman e Dilson Silva dos Santos
por criarem em mim o interesse pelos materiais e as infinitas possibilidades de soluções
de engenharia que eles nos permitem.
Agradeço ao Professor Alexandre Alho pelo apoio no entendimento do papel do
engenheiro, pela amizade e grande influência que teve em minha formação profissional,
me fazendo entender que nem tudo que é simples é fácil, e que o difícil é só uma questão
de tempo para um engenheiro competente e determinado.
Agradeço a Equipe Solar Brasil, e a todos que dela fizeram parte, pelos quase 4
anos de aprendizados na sua forma mais pura e pela experiência que fez de mim o
profissional apto a participar de equipes multidisciplinares, respeitando a contribuição de
todos independentemente de formação.
Agradeço a todos da DGS DEFENSE pelos 4 anos de parceria, paciência e pela
escola que foi e que continuará sempre sendo para mim. Nesta empresa cresci como
profissional, como pessoa e aprendi que alcançar objetivos é subjetivo, a grandiosidade
não está em alcançar objetivos fixos, o grande não alcança nunca, ele tem objetivos cada
dia maiores e os segue até o último suspiro.
Agradeço aos meus amigos de curso, em especial: Gabriel Botelho, Felipe Teixeira
e Pedro Lund, que compartilham comigo suas vidas e seu companheirismo me ajudando
a entender que ser diferente da média só é ruim se esse não for você. Obrigado a todos
por ao meu lado batalhar por essa vitória e pelo apoio incondicional nas decisões loucas
desse amigo.
Agradeço ao meu sócio, amigo e irmão Jorge Augusto Vieira, pela parceria,
paciência, conselhos e pelo apoio incondicional nos projetos tanto profissionais quanto
de vida. Numa sociedade é preciso entender muito bem as diferenças e aceitá-las como
um exercício diário de comprometimento, obrigado por isso.
Agradeço a minha noiva Kelly Megumi Hashimoto, pelos 10 anos de parceria, por
me apoiar nos projetos que fizeram de mim a pessoa que sou, por me ajudar a entrar na
UFRJ e por ajudar e incentivar a me graduar Engenheiro Naval. Nessa caminhada tive
uma parceira completa, que sabe a dificuldade de cada passo, que sabe o valor deste título
e da engenharia naval na minha vida. Ambos engenheiros, agora nossa equação está
completa.

vii
Agradeço a minha família pelo suporte e paciência. Nos dias de dificuldade não
faltou de nenhum de vocês a palavra de carinho e o apoio necessário. Agradeço
principalmente a minha mãe e irmã por acreditar nas minhas decisões que me trouxeram
a este momento.
Agradeço ao meu avô Manoel Bernardo de Barros, por ter sido minha referência
nos estudos, por mostrar que a educação é o alicerce de um futuro digno e pelo apoio
dado a mim e minha irmã em nossa formação moral e intelectual.

viii
SUMÁRIO
1 INTRODUÇÃO .................................................................................................. 1
2 O MATERIAL PEAD – POLIETILENO DE ALTA DENSIDADE ...................... 2
2.1 O Uso do PEAD no Meio Náutico ................................................................. 3
3 SOLDAGEM DE CHAPAS TERMOPLÁSTICAS............................................... 4
3.1 Soldagem por Ar Quente (Hot Gas Welding) ................................................. 5
3.2 Soldagem por Extrusão (Extrusion Welding) .................................................. 9
3.3 Soldagem por termofusão (hot plate welding) .............................................. 11
4 CASO DE ESTUDO ......................................................................................... 13
4.1 REGIÕES E ELEMENTOS ESTRUTURAIS DE INTERESSE ................... 13
4.2 CONFIGURAÇÕES ESCOLHIDAS .......................................................... 15
4.2.1 Duplo chanfro “V” ou “X” – Solda por extrusão ................................... 15
4.2.2 Chanfro simples “V” – Solda por extrusão ............................................ 15
4.2.3 Chanfro simples “V” – Solda por extrusão com múltiplos passes ........... 16
4.2.4 Sem chanfro – Solda por termofusão .................................................... 16
4.3 TESTE DE FLEXÃO (TECHNOLOGICAL BEND TEST - DVS 2203-5) ..... 17
4.3.1 Arranjo do teste de flexão .................................................................... 17
4.3.2 Velocidades de avanço do teste de flexão ............................................. 18
4.3.3 Critérios de falha ................................................................................. 19
5 PREPARAÇÃO DOS CORPOS DE PROVA ..................................................... 20
5.1 SOLDAGEM DOS CORPOS DE PROVA .................................................. 20
5.2 USINAGEM DOS CORPOS DE PROVA ................................................... 24
5.3 APRESENTAÇÃO E INSPEÇÃO DOS CORPOS DE PROVA ................... 25
5.3.1 Solda por termofusão 30 mm – amostra 1 ............................................. 26
5.3.2 Solda por termofusão 20 mm – amostra 2 ............................................. 27
5.3.3 Solda por extrusão – topo com chanfro em x – 30 mm – múltiplos passes –
amostra 3 .......................................................................................................... 28

ix
5.3.4 Solda por extrusão – topo com chanfro X - 30 mm – passe simples –
amostra 4 .......................................................................................................... 29
5.3.5 Solda por extrusão 20 mm – topo em X – passe simples – amostra 5 ..... 30
5.3.6 Solda por extrusão 20 mm – topo em V– passe simples - amostra 6 ....... 30
5.4 DEFEITOS PONTUAIS OBSERVADOS ................................................... 31
5.4.1 Cp16 – amostra de 30 mm soldada em chanfro X por extrusão .............. 31
5.4.2 CP14– Amostra de 20 mm soldada em chanfro V por extrusão .............. 33
5.4.3 CP15 – Amostra de 30 mm soldada em chanfro V por extrusão ............. 34
5.4.4 CP21 – Amostra de 30 mm soldada em chanfro X por extrusão ............. 34
5.4.5 CP15 – Amostra de 20 mm soldada em chanfro V por extrusão ............. 35
6 APRESENTAÇÃO E ANÁLISE DOS RESULTADOS ...................................... 36
6.1 TESTE DE FLEXÃO EXECUTADO ......................................................... 36
6.1.1 Requisitos do teste de flexão ................................................................ 37
6.2 RESULTADOS DOS ENSAIOS ................................................................. 38
6.2.1 Resultados gerais 30 mm...................................................................... 38
6.2.2 Resultados amostra 30 mm – sem solda ................................................ 40
6.2.3 RESULTADOS AMOSTRA 30 mm – TERMOFUSÃO ....................... 41
6.2.4 RESULTADOS AMOSTRA 30 mm – CHANFRO V – MULTIPLOS
PASSES 43
6.2.5 RESULTADOS AMOSTRA 30 mm – CHANFRO X ........................... 45
6.2.6 RESULTADOS GERAIS 20 mm ......................................................... 47
6.2.7 RESULTADOS AMOSTRA 20 mm – SEM SOLDA ........................... 49
6.2.8 RESULTADOS AMOSTRA 20 mm – TERMOFUSÃO ....................... 50
6.2.9 RESULTADOS AMOSTRA 20 mm – CHANFRO V – PASSE SIMPLES
51
6.2.10 RESULTADOS AMOSTRA 20 mm – CHANFRO X ........................... 53
6.3 ANÁLISE DOS CORPOS DE PROVAS COM DEFEITOS PONTUAIS ..... 56
6.3.1 CP16 – Amostra de 30 mm soldada em X por extrusão ......................... 56

x
6.3.2 CP14– Amostra de 20 mm soldada em V por extrusão .......................... 57
6.3.3 CP15 – Amostra de 30 mm soldada em V por extrusão ......................... 60
6.3.4 CP21 – Amostra de 30 mm soldada em X por extrusão ......................... 61
6.3.5 CP15 – Amostra de 20 mm soldada em V por extrusão ......................... 64
7 SELEÇÃO DO MÉTODO DE SOLDAGEM ..................................................... 66
7.1 PROPOSIÇÃO DE MELHORIAS AO PROCESSO DE SOLDAGEM PARA
SOLDAS DE EXTRUSÃO ................................................................................... 67
Poros individuais ........................................................................................ 68
Material excessivo ...................................................................................... 68
Rebarbas não aderidas ................................................................................ 69
8 CONCLUSÃO .................................................................................................. 69
9 REFERÊNCIAS BIBLIOGRÁFICAS ................................................................ 70
xi
LISTA DE FIGURAS
Figura 1 - Embarcação modelo DGS 888 RAPTOR – DGS DEFENSE. ....................... 3
Figura 2 - Métodos de soldagem para materiais termoplásticos..................................... 4
Figura 3 - Ilustração de soldagem por ar quente de forma manual [1]. .......................... 5
Figura 4 - Ilustração de soldagem por ar quente automatizada [1]. ................................ 5
Figura 5 - Foto ilustrativa de soldagem por ar quente automatizada [8]. ........................ 6
Figura 6 - Exemplo de soldas em V, executadas por soldagem por ar quente (Fonte [1]).
.................................................................................................................................. 6
Figura 7 - Exemplo de soldas em X, executada por ar quente [1]. ................................. 7
Figura 8 - Exemplos de ponteiras para sopradores de calor [1]. .................................... 7
Figura 9 - Exemplos de soldas T multipasses, executadas por soldagem a ar quente [1]. 8
Figura 10 - Ilustração do processo de soldagem por extrusão [8]. ................................. 8
Figura 11 - Ilustração de extrusora manual, alimentada por fio de solda [2]. ................. 9
Figura 12 - Bicos de solda (welding shoes) diversos (Fonte [8]). ................................ 10
Figura 13 - Machine Variant I [3]. ............................................................................ 10
Figura 14 - Machine Variant II [3]. ........................................................................... 11
Figura 15 - Machine Variant III [3]. .......................................................................... 11
Figura 15 - Ilustração dos principais da soldagem por termofusão[1]. ......................... 12
Figura 16 - Exemplo de embarcação de 8,5m............................................................. 13
Figura 17 - Ilustração do costado da embarcação, comprimento superior a 8 metros,
mesmo antes da planificação. .................................................................................... 13
Figura 18 - Ilustração da chapa de fundo da embarcação, comprimento também superior
a 8 metros mesmo antes da planificação. ................................................................... 14
Figura 19 - Recomendação de angulo de preparo de soldagem para sodas por
extrusão[3]. .............................................................................................................. 14
Figura 20 - Solda com duplo chanfro "X", para extrusão[3]. ....................................... 15
Figura 21 - Solda com simples chanfro "V", para extrusão[3]. .................................... 15
Figura 22 - Solda com simples chanfro "V", para extrusão. ........................................ 16
Figura 23 - Ilustração do processo de solda por termofusão[1]. .................................. 17
Figura 24 - Arranjo para testes de flexão, segundo DVS 2203-5[9]. ............................ 18
Figura 25 - Ilustração de execução do teste de flexão[6]. ............................................ 20
Figura 26 - Realização da solda dos corpos de prova (inicio do cordão). ..................... 21
Figura 27 - Realização da solda dos corpos de prova (meio do cordão) 1. ................... 21
Figura 28 - Realização da solda dos corpos de prova (meio do cordão) 2. ................... 21

xii
Figura 29 - Realização da solda dos corpos de prova (fim do cordão). ........................ 22
Figura 30 - Exemplo de relatório de imagem térmica feita durante resfriamento de
chapas emendadas. ................................................................................................... 23
Figura 31 - Exemplo de relatório de imagem térmica de acompanhamento de
resfriamento de reparo feito em campo. ..................................................................... 24
Figura 32 - Confecção dos corpos de prova. .............................................................. 24
Figura 33 - Visão térmica do processo de usinagem dos corpos de prova. ................... 25
Figura 34 - Corpos de prova confeccionados. ............................................................ 25
Figura 35 - Amostra CP1 30 mm. .............................................................................. 26
Figura 36 - Amostra CP1 30 mm – vista lateral. ........................................................ 26
Figura 37 - Desalinhamento angular de faces soldadas por termofusão segundo
DVS2202-1[4].......................................................................................................... 27
Figura 38 - Amostra CP1 20 mm. .............................................................................. 27
Figura 39 - Amostra CP1 20 mm - Vista lateral. ........................................................ 27
Figura 40 - Amostra CP5 30 mm. .............................................................................. 28
Figura 41 - Amostra CP5 30 mm - Vista lateral. ........................................................ 28
Figura 42 - Desalinhamento angular de faces soldadas por ar quente segundo DVS
2202-1[4]. ................................................................................................................ 28
Figura 43 - Excesso de material no cordão de solda por extrusão segundo DVS 2202-1
[4]. ........................................................................................................................... 29
Figura 44 - Amostra CP18 30 mm. ............................................................................ 29
Figura 45 - Amostra CP18 30 mm - Vista lateral. ...................................................... 29
Figura 46 - Mordedura em solda de extrusão segundo DVS 2202-1[4]. ...................... 29
Figura 47 - Amostra CP18 20 mm. ............................................................................ 30
Figura 48 - Amostra CP18 20 mm - vista lateral. ....................................................... 30
Figura 49 - Amostra CP11 20 mm. ............................................................................ 30
Figura 50 - Amostra CP11 20 mm - vista lateral. ....................................................... 31
Figura 51 - Excesso de material no cordão de solda por extrusão segundo DVS 2202-1.
................................................................................................................................ 31
Figura 52 - Excesso de solda, rebarba não fundida segundo DVS 2202-1.................... 31
Figura 53- Amostra CP16. ........................................................................................ 32
Figura 54 - Amostra CP16 com poro em evidência. ................................................... 32
Figura 55- Poros e cavidades, segundo DVS2202-1[4]. .............................................. 32
Figura 56 -Níveis de aceitabilidade para poros e cavidades segundo DVS 2202-1[4]. .. 33

xiii
Figura 57 -Amostra CP14 20 mm.. ............................................................................ 33
Figura 58 - Amostra CP14 20 mm com poro em evidência.. ....................................... 33
Figura 59 - Amostra CP15 30 mm. ............................................................................ 34
Figura 60 - Amostra CP15 30 mm com poro em evidência. ........................................ 34
Figura 61 - Amostra CP21 30 mm. ............................................................................ 35
Figura 62 - Amostra CP21 30 mm com poro em evidência. ........................................ 35
Figura 63 - Amostra CP15 20 mm. ............................................................................ 36
Figura 64 - Amostra CP15 20 mm com poro em evidência. ........................................ 36
Figura 65 - Máquina universal para ensaios mecânicos – Empresa Tecmetal. ............ 37
Figura 66 - Ensaio de flexão sendo realizado - empresa Tecmetal. .............................. 37
Figura 67 - Gráfico de deformação mínima esperada em ensaios de flexão[10]. .......... 38
Figura 68 - Resultados obtidos nos ensaios de flexão das amostras de 30 mm - descritos
em kgf x mm. ........................................................................................................... 39
Figura 69 - Resultados obtidos nos ensaios de flexão das amostras de 30 mm - descritos
em N x mm. ............................................................................................................. 39
Figura 70 - Resultados obtidos nos ensaios de flexão das amostras de 30 mm sem solda
- descritos em N x mm. ............................................................................................. 40
Figura 71 - Resultados dos ensaios de flexão das amostras de 30 mm sem solda e curva
de referência obtida por sua média - descritos em N x mm. ........................................ 40
Figura 72 - Curva de referência obtida pela média dos ensaios de flexão das amostras de
30 mm sem solda - descritos em N x mm. ................................................................. 41
Figura 73 - Resultados dos ensaios de flexão das amostras de 30 mm soldadas por
termofusão - descritos em N x mm. ........................................................................... 42
Figura 74 - Resultados dos ensaios de flexão das amostras de 30 mm soldadas por
termofusão e curva de referência - descritos em N x mm. ........................................... 42
Figura 75 - Resultados dos ensaios de flexão das amostras de 30 mm soldadas por
extrusão em V - descritos em N x mm. ...................................................................... 43
Figura 76 - Resultados dos ensaios de flexão das amostras de 30 mm soldadas por
extrusão em V e curva de referência- descritos em N x mm. ....................................... 44
Figura 77 - Resultados dos ensaios de flexão das amostras de 30 mm soldadas por
extrusão em V - Raiz - descritos em N x mm. ............................................................ 44
Figura 78 - Resultados dos ensaios de flexão das amostras de 30 mm soldadas por
extrusão em V - Face - descritos em N x mm. ............................................................ 45
xiv
Figura 79 - Resultados dos ensaios de flexão das amostras de 30 mm soldadas por
extrusão em X - descritos em N x mm. ..................................................................... 46
Figura 80 - Resultados dos ensaios de flexão das amostras de 30 mm soldadas por
extrusão em X e curva de referência - descritos em N x mm. ..................................... 46
Figura 81 - Resultados dos ensaios de flexão das amostras de 30 mm soldadas por
extrusão em X - Face 1 - descritos em N x mm. ........................................................ 47
Figura 82 - Resultados dos ensaios de flexão das amostras de 30 mm soldadas por
extrusão em X - Face 2 - descritos em N x mm. ......................................................... 47
Figura 83 - Resultados obtidos nos ensaios de flexão das amostras de 20 mm - descritos
em kgf x mm. ........................................................................................................... 48
Figura 84 - Resultados obtidos nos ensaios de flexão das amostras de 20 mm - descritos
em N x mm. ............................................................................................................. 48
Figura 85 - Resultados obtidos nos ensaios de flexão das amostras de 20 mm sem solda
- descritos em N x mm. ............................................................................................. 49
Figura 86 - Resultados dos ensaios de flexão das amostras de 20 mm sem solda e curva
de referência obtida por sua média - descritos em N x mm. ........................................ 49
Figura 87 - Curva de referência obtida pela média dos ensaios de flexão das amostras de
20 mm sem solda - descritos em N x mm. ................................................................. 50
Figura 88 - Resultados dos ensaios de flexão das amostras de 20 mm soldadas por
termofusão - descritos em N x mm. ........................................................................... 51
Figura 89 - Resultados dos ensaios de flexão das amostras de 20 mm soldadas por
termofusão e curva de referência - descritos em N x mm. ........................................... 51
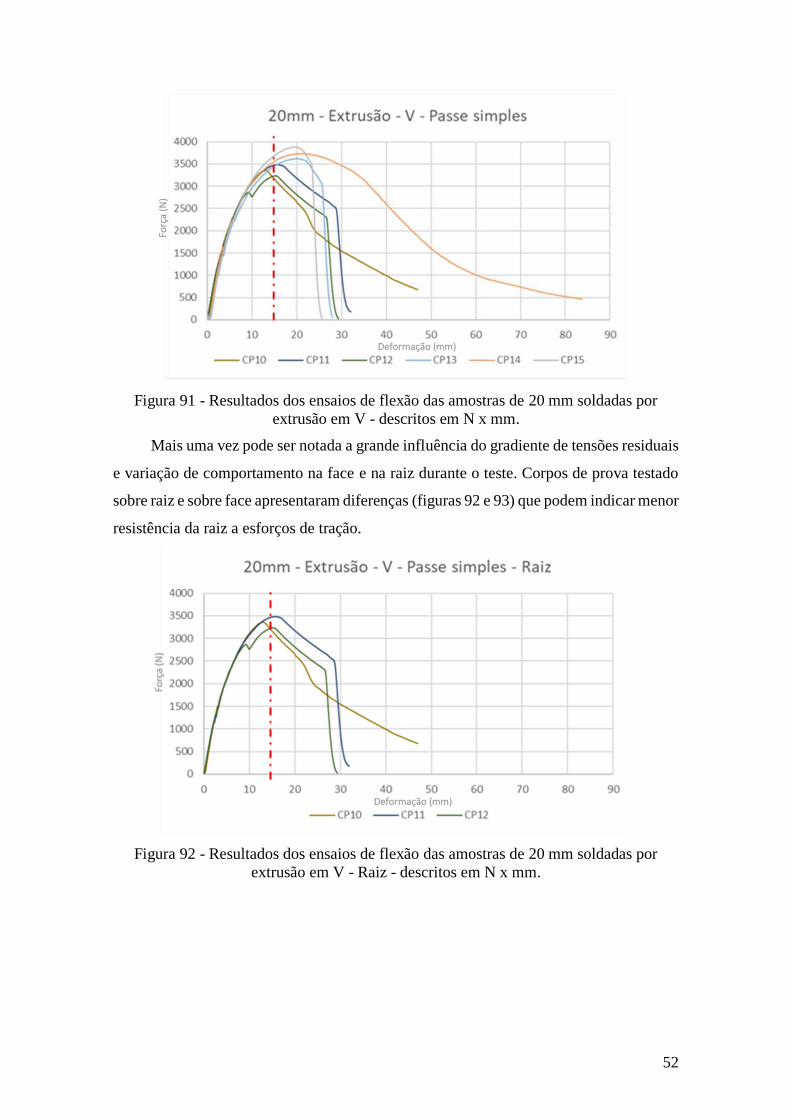
Figura 90 - Resultados dos ensaios de flexão das amostras de 20 mm soldadas por
extrusão em V - descritos em N x mm. ...................................................................... 52
Figura 91 - Resultados dos ensaios de flexão das amostras de 20 mm soldadas por
extrusão em V - Raiz - descritos em N x mm. ............................................................ 52
Figura 92 - Resultados dos ensaios de flexão das amostras de 20 mm soldadas por
extrusão em V - Face - descritos em N x mm. ............................................................ 53
Figura 93 - Resultados dos ensaios de flexão das amostras de 20 mm soldadas por
extrusão em V e curva de referência- descritos em N x mm. ...................................... 53
Figura 94 - Resultados dos ensaios de flexão das amostras de 20 mm soldadas por
extrusão em X e curva de referência - descritos em N x mm. ..................................... 54
Figura 95 - Resultados dos ensaios de flexão das amostras de 20 mm soldadas por
extrusão em X e curva de referência - descritos em N x mm. ..................................... 54

xv
Figura 96 - Resultados dos ensaios de flexão das amostras de 20 mm soldadas por
extrusão em X - Face 1 - descritos em N x mm. ........................................................ 55
Figura 97 - Resultados dos ensaios de flexão das amostras de 20 mm soldadas por
extrusão em X - Face 2 - descritos em N x mm. ........................................................ 55
Figura 98 - CP16 de 30 mm antes da realização do ensaio de flexão. .......................... 56
Figura 99 - CP16 de 30 mm após ensaio de flexão. .................................................... 56
Figura 100 - CP16 de 30 mm após ensaio de flexão (detalhe). .................................... 57
Figura 101 - Resultado do ensaio de flexão da amostra CP16 de 30 mm - descrito em N
x mm. ...................................................................................................................... 57
Figura 102 - CP14 de 20 mm antes da realização do ensaio de flexão. ........................ 58
Figura 103 – CP14 de 20 mm após ensaio de flexão................................................... 58
Figura 104 - CP14 de 20 mm após ensaio de flexão (detalhe). .................................... 58
Figura 105 - CP14 de 20 mm após ensaio de flexão (detalhe topo). ............................ 59
Figura 106 - Resultado do ensaio de flexão da amostra CP14 de 20 mm - descrito em N
x mm. ...................................................................................................................... 59
Figura 107 - CP15 de 30 mm antes da realização do ensaio de flexão. ........................ 60
Figura 109 - CP15 de 30 mm após ensaio de flexão (detalhe). .................................... 60
Figura 110 - Resultado do ensaio de flexão da amostra CP15 de 30 mm - descrito em N
x mm. ...................................................................................................................... 61
Figura 111 - Deslocamento lateral observado na filmagem realizada durante ensaio de
flexão do CP15 de 30 mm. ........................................................................................ 61
Figura 112 - CP21 de 30 mm antes da realização do ensaio de flexão. ........................ 62
Figura 113 - CP21 de 30 mm após ensaio de flexão. .................................................. 62
Figura 114 - CP21 de 30 mm após ensaio de flexão (detalhe). .................................... 62
Figura 115 - Resultado do ensaio de flexão da amostra CP21 de 30 mm - descrito em N
x mm. ...................................................................................................................... 63
Figura 116 – Primeiro deslocamento lateral observado na filmagem realizada durante
ensaio de flexão do CP21 de 30 mm. ......................................................................... 63
Figura 117 - Segundo deslocamento lateral observado na filmagem realizada durante
ensaio de flexão do CP21 de 30 mm. ......................................................................... 64
Figura 118 – CP21 de 30 mm após ensaio de flexão (detalhe topo). ............................ 64
Figura 119 - CP15 de 20 mm antes da realização do ensaio de flexão. ........................ 65
Figura 120 – CP15 de 20 mm após ensaio de flexão (detalhe). ................................... 65
Figura 121 - CP15 de 20 mm após ensaio de flexão (detalhe na face da fratura). ........ 66

xvi
Figura 122 - Resultado do ensaio de flexão da amostra CP15 de 20 mm - descrito em N
x mm. ...................................................................................................................... 66
1
1 INTRODUÇÃO
Com o amadurecimento do uso do Polietileno de Alta Densidade - PEAD na
construção de embarcações de pequeno porte, a complexidade e a dimensão dos projetos
vêm sofrendo acelerado crescimento. O emprego de chapas de maiores espessuras e
comprimentos, cada vez menos usuais no mercado, tem estimulado os estaleiros e
empresas relacionadas ao setor a desenvolver técnicas de soldagem para elementos de
grandes espessuras e dimensões, antes mesmo de seu processo de usinagem e
conformação final.
Fundamentalmente, a soldagem deve garantir a integridade estrutural e a fidelidade
do produto produzido ao projeto proposto. Neste Trabalho de Graduação foi analisada a
qualidade das soldas executadas em chapas de grandes espessuras, comparativamente
entre os métodos de soldagem por extrusão e termofusão. Os elementos soldados objeto
de interesse deste trabalho, tais como as chapas do fundo e do espelho de popa, são
empregados em regiões consideradas críticas em relação ao desempenho e à integridade
estrutural das embarcações.
Muitos fatores devem ser levados em conta, no que diz respeito à integridade
estrutural em elementos soldados. Neste estudo, além da avaliação da resistência da solda
por meio de testes mecânicos simples, também foram analisados o tempo de execução,
os efeitos na região em torno da área da solda, o custo, as deformações decorrentes dos
processos de soldagem e a destreza necessária para sua execução (considerando assim o
nível de treinamento necessário para a correta execução da soldagem).
O objetivo do trabalho foi identificar dentre as opções de soldagem sugeridas pela
norma DVS 2207-4, dedicada a soldas de chapas de PEAD de grande espessura, aquela
que oferece o maior nível de confiabilidade e repetitividade. Pretende-se, assim,
selecionar um procedimento que favoreça o aumento de eficiência dos processos de
soldagem de chapas de grande espessura, bem como o aproveitamento final de material.
Este estudo visa proporcionar ao meio náutico, envolvido na fabricação de
embarcações em PEAD, informações úteis quanto à efetividade da utilização de
elementos estruturais de grandes dimensões, fabricados a partir da soldagem elementos
menores.

2
2 O MATERIAL PEAD – POLIETILENO DE ALTA DENSIDADE
O polietileno é um polímero sintético resultante da polimerização do gás etileno.
Atualmente, são encontrados no mercado diferentes variedades de polietileno,
apresentando grande diversidade de propriedades. Em função das suas características, o
polietileno consiste num material bastante versátil, sendo empregado em diversos
seguimentos da indústria de transformação de plásticos.
Os polietilenos são comumente classificados de acordo com sua densidade, sendo
os mais comuns: Polietileno de Alta Densidade (PEAD), Polietileno de Baixa Densidade
(PEBD), Polietileno de Baixa Densidade Linear (PEBDL) e Polietileno de Ultra Peso
Molecular (PEUPM). Cada tipo de polietileno tem propriedades especificas referentes à
resistência, transparência, flexibilidade, dentre outras (Santos, 2011). O polietileno de alta
densidade tem aplicação dentro da indústria náutica, principalmente, na fabricação de
embarcações miúdas, bem como de barcos de serviço, tais como lanchas de transporte e
militares. O PEAD é o material-base da fabricação das embarcações da empresa DGS
DFENSE, empresa esta que apoiou este estudo.
Tabela 1 - Propriedades mecânicas típicas do polietileno de alta densidade [11].

3
O PEAD é um polímero de cadeias lineares, com baixíssima concentração de
ramificações. Tal redução de ramificações permite que o PEAD atinja um maior grau de
cristalinidade (acima de 90%), associado também a maior densidade e maior peso
molecular. A maior orientação das cadieas polimericas aumenta o empacotamento e,
consequentemente, a rigidez do polímero. Sendo assim, materiais fabricados com PEAD
orientado podem ser aproximadamente dez vezes mais resistentes do que os polímeros
não orientados. (Coutinho et al., 2003). O PEAD também apresenta alta capacidade de
absorver energia mecânica, possuindo grande resistência à iniciação e propagação de
fissuras sob forças de impacto (PPI, 2012). Na Tabela 1 são apresentados valores típicos
para das principais características do polietileno de alta densidade.
2.1 O USO DO PEAD NO MEIO NÁUTICO
O uso de materiais termoplásticos para a construção de embarcações pelo processo
de soldagem é relativamente novo no Brasil. A fabricação de embarcações em PEAD teve
início há 11 anos, quando o primeiro estaleiro dedicado a este tipo de embarcações, a
DGS DEFENSE, lançou seu primeiro casco ().
A versatilidade oferecida pelas embarcações e estruturas flutuantes fabricadas em
termoplásticos tem estimulado o desenvolvimento desta tecnologia no país e no mundo
de forma geral. As principais vantagens do uso do PEAD estão em sua boa resistência ao
impacto e abrasão, em adição à relativa simplicidade dos métodos construtivos
tradicionalmente empregados para este tipo de embarcação.
Figura 1 - Embarcação modelo DGS 888 RAPTOR – DGS DEFENSE.
4
Além das vantagens relativas à boa resistência ao impacto e abrasão, o PEAD como
material para a área náutica ainda apresenta:
Boa resistência à fadiga;
Boa resistência à corrosão química e galvânica;
Baixíssimo efeito de incrustações;
Alta resistência a agentes químicos;
Maior possibilidade de reparo no campo; e
Flexibilidade de customização.
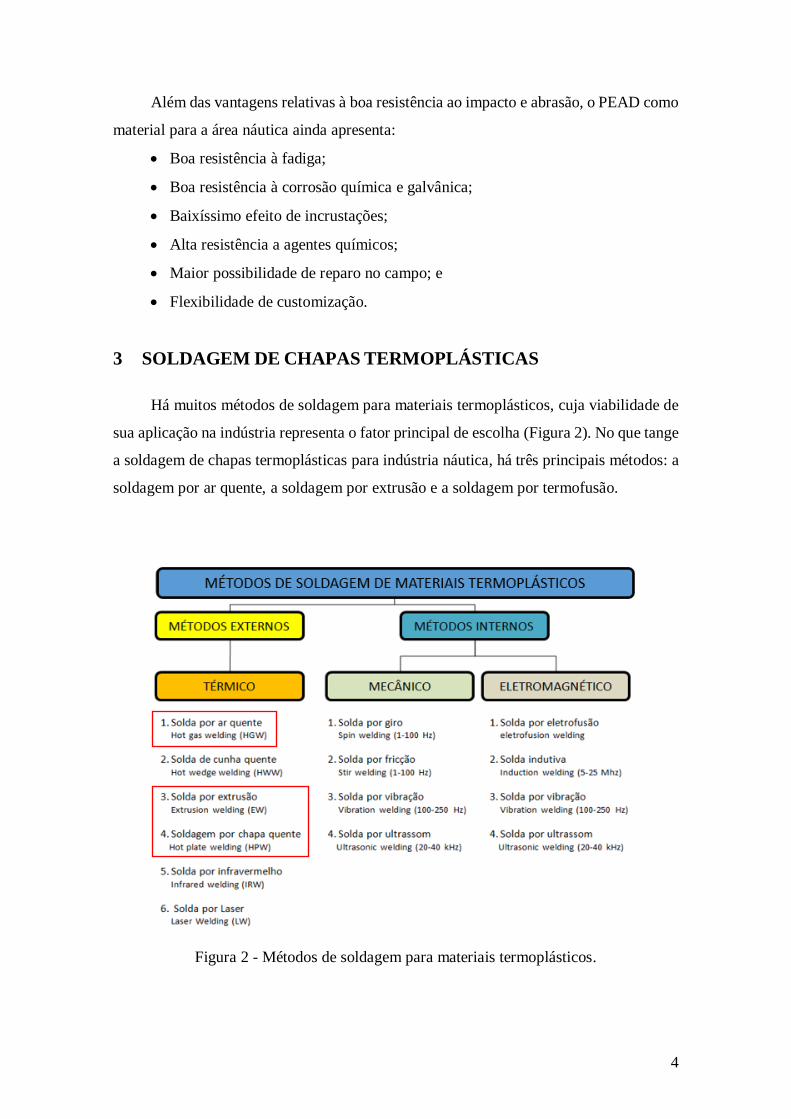
3 SOLDAGEM DE CHAPAS TERMOPLÁSTICAS
Há muitos métodos de soldagem para materiais termoplásticos, cuja viabilidade de
sua aplicação na indústria representa o fator principal de escolha (Figura 2). No que tange
a soldagem de chapas termoplásticas para indústria náutica, há três principais métodos: a
soldagem por ar quente, a soldagem por extrusão e a soldagem por termofusão.
Figura 2 - Métodos de soldagem para materiais termoplásticos.

5
Figura 3 - Ilustração de soldagem por ar quente de forma manual [1].
3.1 SOLDAGEM POR AR QUENTE (HOT GAS WELDING)
Este versátil, barato e popular método de soldagem consiste no uso de ar quente
para aquecer o material-base e derreter o material de adição, de forma que este, quando
em contato com o material-base, faça-o alcançar a temperatura de fusão na superfície.
A solda por ar quente pode ser executada manualmente, quando o operador aplica
o fio de solda com as mãos, controlando a velocidade e a pressão do processo sem nenhum
auxílio externo (Figura 3), ou, de forma automatizada, quando o operador faz uso de um
aparato na extremidade do soprador de ar quente, o qual guia o fio e auxilia para que a
pressão seja exercida de forma constante (Figura 4 e Figura 5). Este último processo é
tipicamente utilizado para soldas mais rápidas e de maior dimensão.
O fio de solda deve ser feito de material igual ou suficientemente semelhante ao
material base. O formato de sua seção é usualmente redondo, oval, triangular ou
retangular. Para soldas maiores, múltiplos passes são utilizados para garantir completo
preenchimento do chanfro de solda.
Figura 4 - Ilustração de soldagem por ar quente automatizada [1].
6
Figura 5 - Foto ilustrativa de soldagem por ar quente automatizada [8].
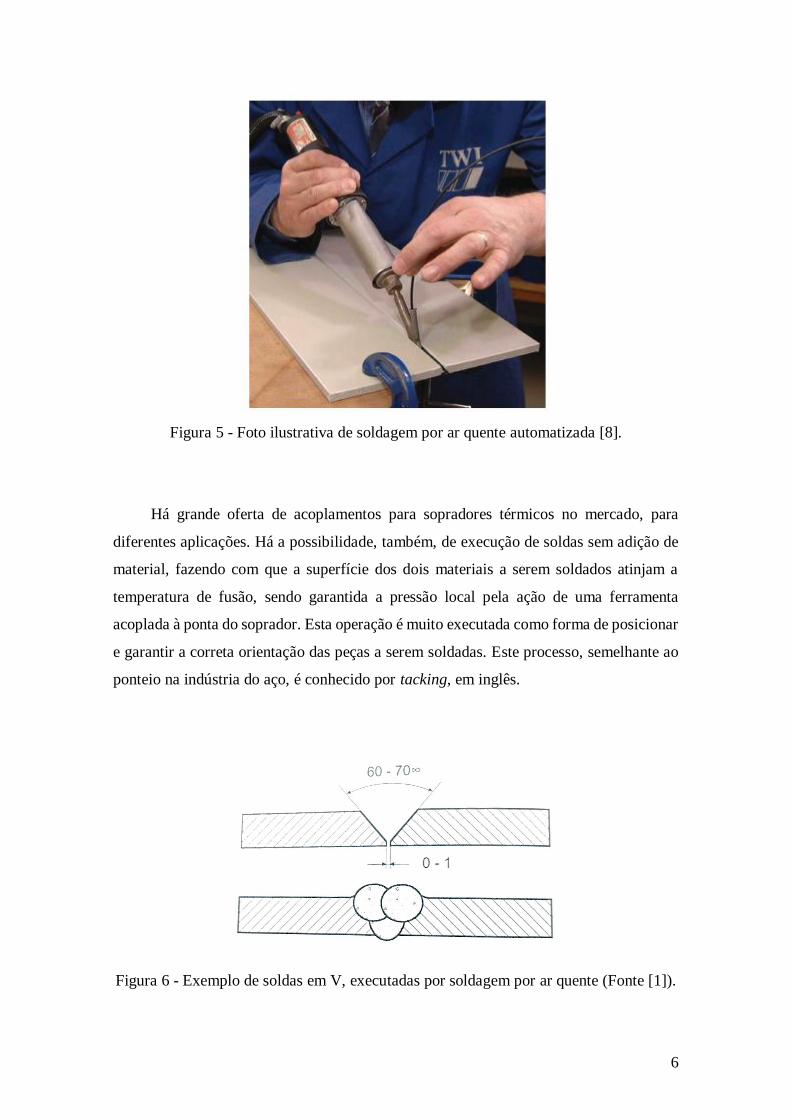
Há grande oferta de acoplamentos para sopradores térmicos no mercado, para
diferentes aplicações. Há a possibilidade, também, de execução de soldas sem adição de
material, fazendo com que a superfície dos dois materiais a serem soldados atinjam a
temperatura de fusão, sendo garantida a pressão local pela ação de uma ferramenta
acoplada à ponta do soprador. Esta operação é muito executada como forma de posicionar
e garantir a correta orientação das peças a serem soldadas. Este processo, semelhante ao
ponteio na indústria do aço, é conhecido por tacking, em inglês.
Figura 6 - Exemplo de soldas em V, executadas por soldagem por ar quente (Fonte [1]).

7
Figura 7 - Exemplo de soldas em X, executada por ar quente [1].
Apesar da grande versatilidade do processo de solda por ar quente, este processo é
restrito a passes muito pequenos e seu uso para ao mercado náutico, que trabalha com
grandes espessuras médias e grandes esforços, dificilmente é observado para soldas
completas. Já seu uso para fixação de peças nas posições e para solda raiz é fundamental
para agilidade, garantia de fidelidade ao projeto e atendimento às regras.
Figura 8 - Exemplos de ponteiras para sopradores de calor [1].
8
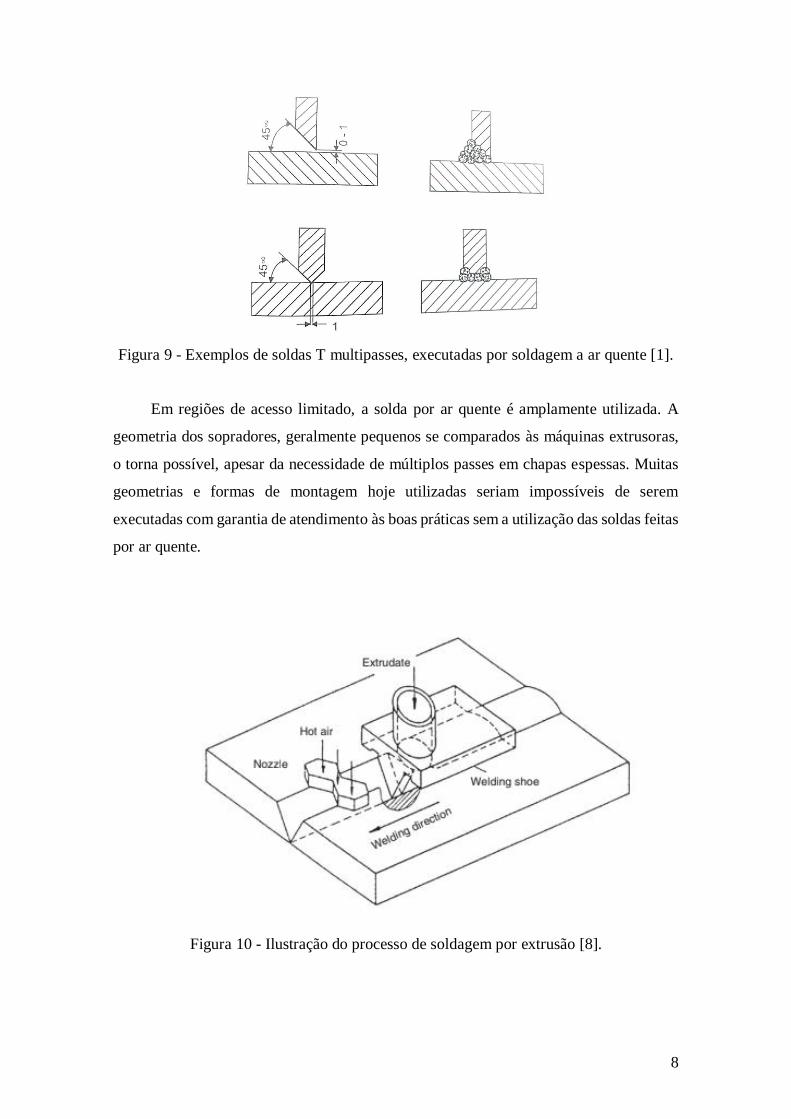
Figura 9 - Exemplos de soldas T multipasses, executadas por soldagem a ar quente [1].
Em regiões de acesso limitado, a solda por ar quente é amplamente utilizada. A
geometria dos sopradores, geralmente pequenos se comparados às máquinas extrusoras,
o torna possível, apesar da necessidade de múltiplos passes em chapas espessas. Muitas
geometrias e formas de montagem hoje utilizadas seriam impossíveis de serem
executadas com garantia de atendimento às boas práticas sem a utilização das soldas feitas
por ar quente.
Figura 10 - Ilustração do processo de soldagem por extrusão [8].

9
3.2 SOLDAGEM POR EXTRUSÃO (EXTRUSION WELDING)
A solda por extrusão é um processo semiautomático de soldagem. O processo
consiste no uso de uma extrusora manual (Figura 11), a qual é alimentada por fios de
solda, ou granulados (pellets). O material de adição é derretido e misturado em uma
câmara de ar quente, sendo conduzido por um fuso. O movimento de rotação do fuso
expulsa o material de adição através de uma matriz (Figura 10), comumente chamada de
bico de solda (welding shoe, Figura 12), na direção do material-base, o qual pré-aquecido
durante o processo. O material-base mantém temperaturas inferiores à de fusão do
material extrudado, a junção é feita apenas quando a massa derretida alcança o material-
base, levando-o da temperatura de pré-aquecimento à temperatura de fusão.
Cada fabricante produz sua máquina com formatos, elementos, capacidades e
tecnologias de geração de calor e extrusão diferentes, mas sempre seguem com o mesmo
processo de derretimento do material de adição, aquecimento do material base e
conformação da junta soldada por bico de solda apropriado para cada junção pretendida.
A regra DVS 2207-4 discrimina três variações de extrusoras, são elas Variant I, II e III
(Figura 13Figura 14 Figura 15). Para soldagem de embarcações e peças complexas, a
extrusora do tipo Variant III é a mais utilizada, seu formato compacto e a enorme gama
de bicos de solda viabilizam, com apenas um equipamento, soldas de diferentes
geometrias e objetivos.
Figura 11 - Ilustração de extrusora manual, alimentada por fio de solda [2].
1. Motor
2. Fio de solda
3. Alimentador
4. Início do fuso de extrusão
5. Câmara de derretimento
6. Bico de solda
7. Saída de calor para material base
8. Gerador de ar quente
10
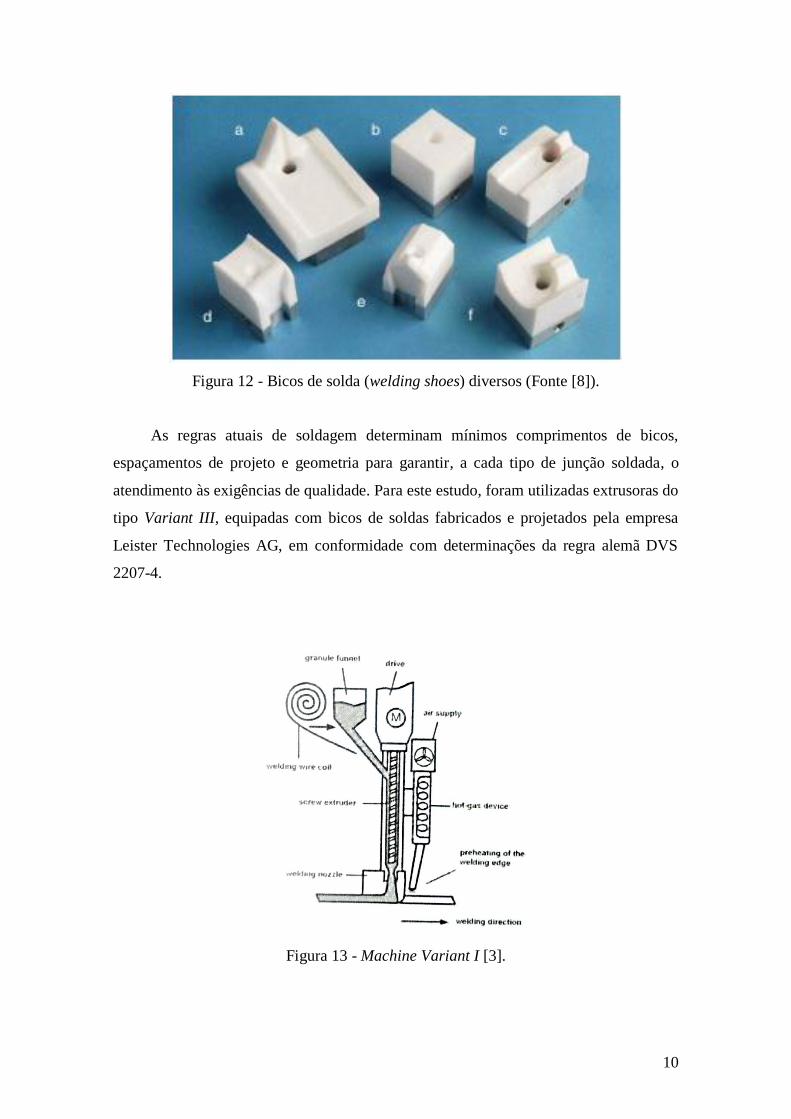
Figura 12 - Bicos de solda (welding shoes) diversos (Fonte [8]).
As regras atuais de soldagem determinam mínimos comprimentos de bicos,
espaçamentos de projeto e geometria para garantir, a cada tipo de junção soldada, o
atendimento às exigências de qualidade. Para este estudo, foram utilizadas extrusoras do
tipo Variant III, equipadas com bicos de soldas fabricados e projetados pela empresa
Leister Technologies AG, em conformidade com determinações da regra alemã DVS
2207-4.
Figura 13 - Machine Variant I [3].

11
Figura 14 - Machine Variant II [3].
Figura 15 - Machine Variant III [3].
3.3 SOLDAGEM POR TERMOFUSÃO (HOT PLATE WELDING)
Muito conhecida, está técnica de soldagem é amplamente utilizada para fabricação
de junções soldadas de tubulações de agua, esgoto e outros tipos de tubulações ligadas a
indústrias químicas e de alimentos. Este tipo de solda é também utilizado na junção de
chapas planas, dando flexibilidade no transporte e nos processos de fabricação de chapas
de grandes dimensões.
Esta técnica trabalha alinhando as faces dos componentes que serão soldados
expondo-as a uma placa quente, que, principalmente por condução, leva as faces a
temperatura de derretimento. Após o processo de aquecimento e derretimento, o contato
é feito, seguindo pressões indicadas em regra até o seu resfriamento. As principais etapas
do processo podem ser observadas na figura 15.

12
Figura 16 - Ilustração dos principais da soldagem por termofusão[1].
A solda por termofusão pode ser executada em tubos e chapas de termoplásticos de
forma automatizada por sistemas eletrônicos e acionamento hidráulico, ou até mesmo de
forma semi-automatizada, livre de sistemas eletrônicos complexos, para pequenas uniões
em campo. Esta técnica se aplica somente a soldas de topo. Seu uso é muito especifico,
diferente das soldas por extrusão e ar quente, nas quais a versatilidade se faz muito
presente.
13
4 CASO DE ESTUDO
4.1 REGIÕES E ELEMENTOS ESTRUTURAIS DE INTERESSE
Ter grande eficiência na solda de chapas longas, é um dos pontos que pode garantir
aos estaleiros de embarcações de termoplásticos no Brasil, flexibilidade e produtividade
para alcançar preços competitivos e velocidade de produção.
Chapas de fundo, costado e quilha são as principais chapas longas das embarcações
de termoplástico. A integridade destas uniões já deve ser garantida pelo atendimento as
normas e as boas práticas de soldagem, mas a eficiência destas operações de soldagem
vem sendo um ponto crítico deste tipo de construção.
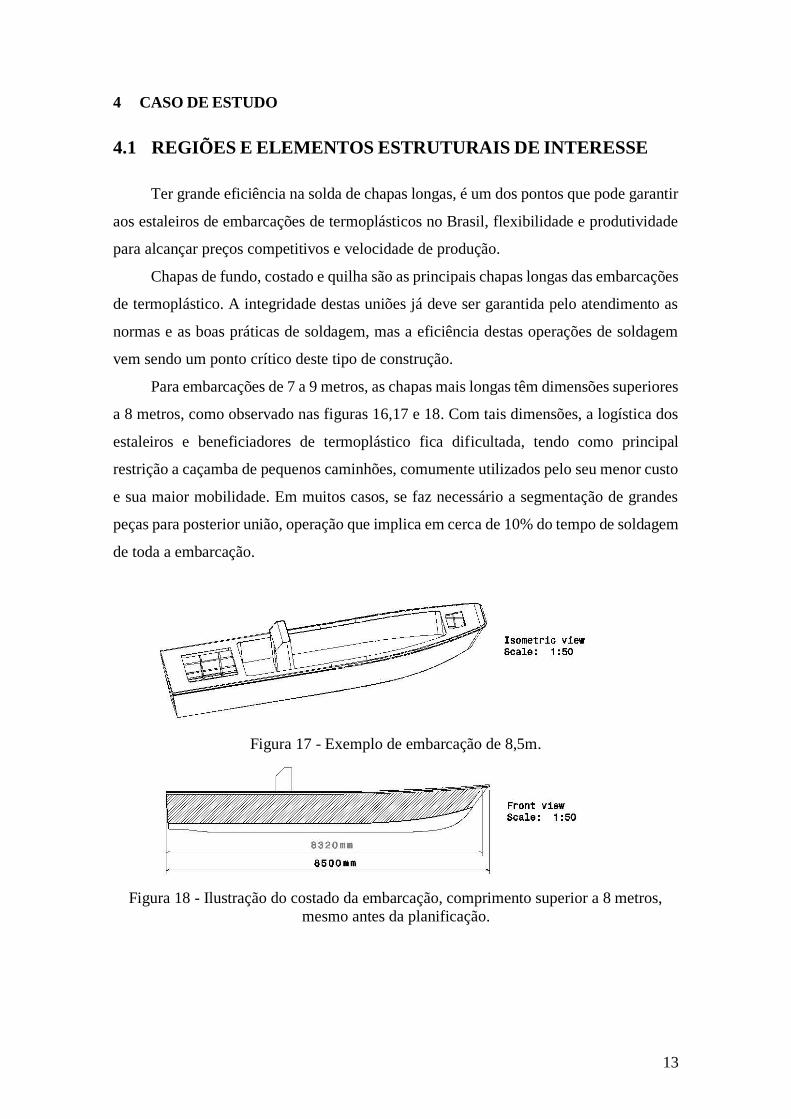
Para embarcações de 7 a 9 metros, as chapas mais longas têm dimensões superiores
a 8 metros, como observado nas figuras 16,17 e 18. Com tais dimensões, a logística dos
estaleiros e beneficiadores de termoplástico fica dificultada, tendo como principal
restrição a caçamba de pequenos caminhões, comumente utilizados pelo seu menor custo
e sua maior mobilidade. Em muitos casos, se faz necessário a segmentação de grandes
peças para posterior união, operação que implica em cerca de 10% do tempo de soldagem
de toda a embarcação.
Figura 17 - Exemplo de embarcação de 8,5m.
Figura 18 - Ilustração do costado da embarcação, comprimento superior a 8 metros,
mesmo antes da planificação.

14
Figura 19 - Ilustração da chapa de fundo da embarcação, comprimento também superior
a 8 metros mesmo antes da planificação.
Sabendo deste gargalo, neste trabalho de conclusão de curso, são abordados e
analisados principalmente elementos de grandes espessuras, espessuras estas nas quais
passeiam normalmente as espessuras dos itens longos, aqui apontados como gargalo e
ponto que se deseja otimizar neste tipo de construção naval.
Na literatura e regras atuais de soldagem de materiais plásticos, espessuras acima
de 30 mm são dadas por críticas (figura 19), principalmente no método de solda por
extrusão, onde as curvas de ângulo de soldagem e recomendações de solda nem sequer
abordam valores superiores a 30 mm de espessura.
Figura 20 - Recomendação de angulo de preparo de soldagem para sodas por
extrusão[3].
Iremos abordar juntas de topo de chapas de 20 e 30 mm de espessura, entendendo
que estas abrangem largamente o universo de espessuras pretendido e que nesta análise
estarão compreendidos os piores cenários de soldagem dada a grande quantidade de
variáveis envolvidas na realização de soldas em grandes espessuras.

15
4.2 CONFIGURAÇÕES ESCOLHIDAS
Serão analisadas e testadas soldas em PEAD (polietileno de alta densidade)
executadas sob 4 configurações, ilustradas abaixo. Estas são as opções mais usuais e que
vem apresentando resultados aceitáveis, o que vem sendo buscado no trabalho de
conclusão de curso é a configuração que apresente maior eficiência e repetitividade,
proporcionando à produção nacional atual ganhos com redução no tempo de produção e
na logística envolvida no transporte de material bruto, chapas simples e/ou usinadas.
4.2.1 DUPLO CHANFRO “V” OU “X” – SOLDA POR EXTRUSÃO
Na figura 20 estão descritos a geometria e os parâmetros utilizados para confecção
dos chanfros em V que compõe a soldagem em X.
Figura 21 - Solda com duplo chanfro "X", para extrusão[3].
4.2.2 CHANFRO SIMPLES “V” – SOLDA POR EXTRUSÃO
Na figura 21 estão descritos a geometria e os parâmetros utilizados para confecção
do chanfro para soldagem em V.
Figura 22 - Solda com simples chanfro "V", para extrusão[3].

16
4.2.3 CHANFRO SIMPLES “V” – SOLDA POR EXTRUSÃO COM
MÚLTIPLOS PASSES
A soldagem em múltiplos passes para uma solda em V (figura 22), em chapas de
20 e 30 mm não é abordada ou detalhada pela regra utilizada como referência neste
trabalho de conclusão de curso. A regra DVS 2207-4 aponta que por padrão, as soldas de
topo por extrusão em V devem ser realizadas em um único passe.
A regra DVS 2207-4 explicita também, que a soldagem em múltiplos passes deve
ser utilizada em elementos com espessuras superiores a 30 mm, visando reduzir o estresse
residual e prevenir a formação de poros na solda. A solda em V por extrusão da chapa de
30 mm foi realizada em multipasses, para que possamos avaliar se está é uma alternativa
viável para chapas de grandes espessuras (>30 mm).
Por utilizar de um “bico de solda” (welding shoe) muito especifico, pouco comum
em estaleiros do segmento, e de uso restrito a passes em V de 30 mm a realização da solda
de topo em V com simples passe é pouco comum no cenário náutico.
Figura 23 - Solda com simples chanfro "V", para extrusão.
4.2.4 SEM CHANFRO – SOLDA POR TERMOFUSÃO
A solda executada por termofusão será realizada neste trabalho em chapas simples,
como ilustrado na figura 23, diferente de seu uso mais comum no mercado, a soldagem
de tubos.

17
Figura 24 - Ilustração do processo de solda por termofusão[1].
4.3 TESTE DE FLEXÃO (TECHNOLOGICAL BEND TEST - DVS
2203-5)
Este teste utiliza um sistema de três apoios composto por dois cilindros e uma
estaca com uma barra cilíndrica na extremidade em contato com o corpo de prova
(chamada cutelo) para a execução do teste. Para este teste, será usado a DVS 2203-5.
O ângulo de flexão, o deslocamento do cutelo enquanto flexiona os componentes
soldados e o aparecimento da fratura determinam quando o teste se encerra provêm um
guia para a ductilidade e resistência a fratura da junta soldada, consequentemente, da
qualidade da solda.
A ductilidade do material, o método de solda e a geometria das amostras do teste
influenciam a resposta do ângulo de flexão causado pelo deslocamento do cutelo. A
qualidade da junta tem influência direta nesta resposta. Sendo avaliada de acordo com seu
comportamento.
4.3.1 ARRANJO DO TESTE DE FLEXÃO
Para que os parâmetros de qualidade e comparação sejam considerados validos, o
teste deve ser realizado seguindo suas determinações. O arranjo (figura 24) e geometria
(tabela 2) de apoios e cutelo garantem que os ângulos e deformações medidas sejam
parâmetro de comparação para o mesmo teste realizado em qualquer lugar.

18
Figura 25 - Arranjo para testes de flexão, segundo DVS 2203-5[9].
Tabela 2 -Especificação de dimensões de corpos de prova para testes de flexão[9].
4.3.2 VELOCIDADES DE AVANÇO DO TESTE DE FLEXÃO
Materiais poliméricos tem comportamento que variam com a velocidade da ação
impostas a eles. Para realização do teste de flexão sem que haja variações de
características ou semelhantes fatores complicadores. Há na regra, a recomendação de
velocidades de avanço para famílias de materiais poliméricos, esta pode ser observada na
tabela 3.

19
Tabela 3 - Tabela de velocidades para avanço de cutelo em testes de flexão de
termoplásticos[9].
4.3.3 CRITÉRIOS DE FALHA
Na regra utilizada como referência para realização do teste de flexão, são
estabelecidos os critérios nos quais o ensaio deve ser parado e o valor de
deformação/ângulo (tabela 4) deve ser aferido.
Os critérios para este tipo de ensaio são:
Falha total da amostra
Ângulo de flexão de 160 °
Deslocamento de cutelo correspondente ao ângulo de 160°
Aparição de trinca visível a olho nu
Tabela 4 - Tabela de correspondência angulo de flexão e deformação observada[9].
Para garantir resultados precisos e com bom efeito de comparação, é necessário
atentar que a medição de deslocamento de cutelo deve ser iniciada após o efetivo contato

20
do cutelo com a amostra. A precisa medição dos ângulos também pode ser considerada
uma medida básica na busca por resultados significantes. O perfeito entendimento de cada
posição e dimensão como ilustrado na figura 25 é fundamental para realização das
medições necessárias.
Figura 26 - Ilustração de execução do teste de flexão[6].
5 PREPARAÇÃO DOS CORPOS DE PROVA
Determinadas as configurações de soldagem, métodos de teste e métodos de
soldagem. É dado início à confecção dos corpos de prova.
5.1 SOLDAGEM DOS CORPOS DE PROVA
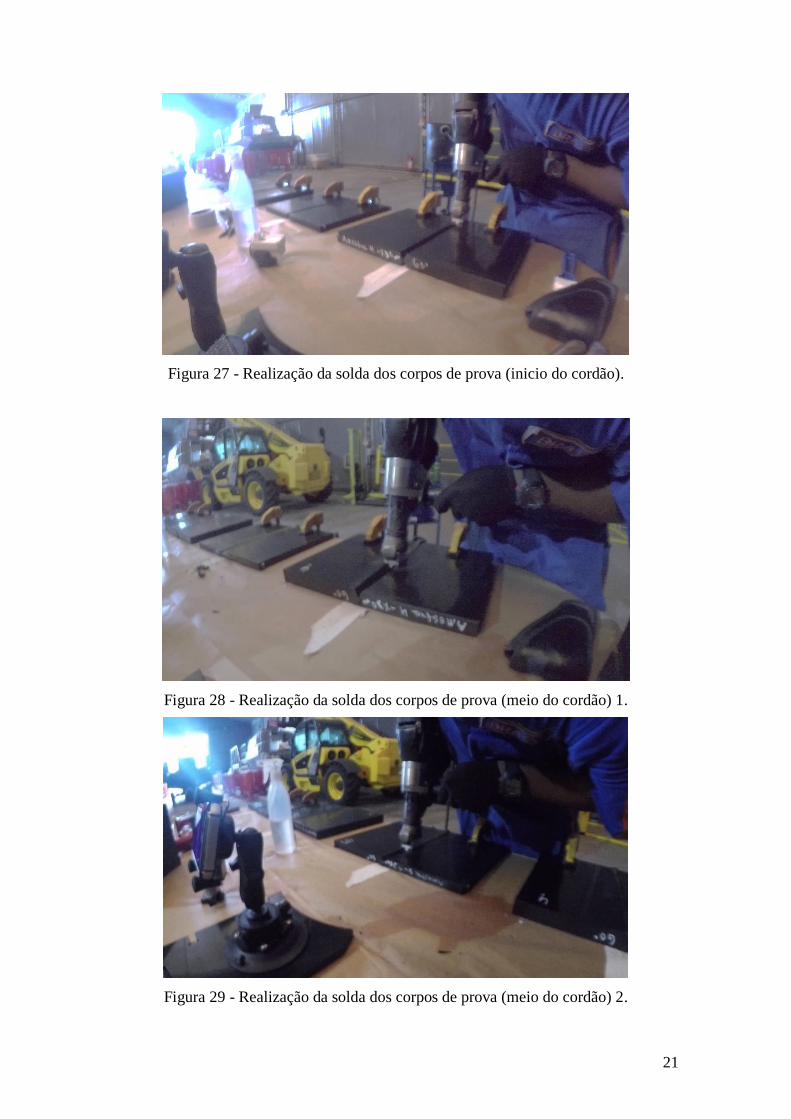
O processo de soldagem (figuras 26,27,28 e 29) dos corpos de prova seguiu
recomendação da regra DVS 2207-4 e foi realizado sob monitoramento (tabela 5) e
acompanhamento das variáveis de solda. Sendo observada qualquer anormalidade nos
resultados encontrados, este é um dos itens de controle e avaliação.
Tabela 5 - Tabela de dados de soldagem.
Tempo Medidas de proteção
1=Ensolarado 1=Nehuma
2=Seco 2=Tela
3=Chuva 3=Tenda
4=Vento 3=Aquecimento
Data n. Solda
Espessura da
chapa (mm)
Forma
solda
(simbo
Bico de
solda
Volume
de ar
l/min
Temperatura
material
extrudado ◦C
Temperatu
ra do gas
quente ◦C
Velocidade
de solda
cm/min
Temperatura
ambiente ◦C
Temperatura
produto semi
acabado ◦C
Tempo
(Codigo)
Medidas de
proteção
(codigo) Avaliação Visual
03/abr 3 30 V V12 300 220 255 10 34 155 1 3 Bom
03/abr 4 30 X V12 300 222 257 15 34 152 1 3 Bom
03/abr 5 20 X V12 300 223 257 20 34 170 1 3 Bom
03/abr 03_02 30 V UBL 300 219 260 15 34 180 1 3 Bom
03/abr 04_02 30 X V12 300 216 261 15 32 170 1 3 Bom
03/abr 05_02 20 X V12 300 216 262 10 32 170 1 3 Bom
03/abr 6 20 V V20 300 220 262 30 34 158 1 3 Bom
Material Base : 100%PEAD
Arame de solda: 100% PEAD
Extrusora: Leister Fusion 2
Supervisor de solda:
Leonardo Salles
Solda por extrusão de paineis e tubos
Projeto - TCC Leonardo Salles Ruivo de Barros
Soldador: Thiago Barros
21
Figura 27 - Realização da solda dos corpos de prova (inicio do cordão).
Figura 28 - Realização da solda dos corpos de prova (meio do cordão) 1.
Figura 29 - Realização da solda dos corpos de prova (meio do cordão) 2.
22
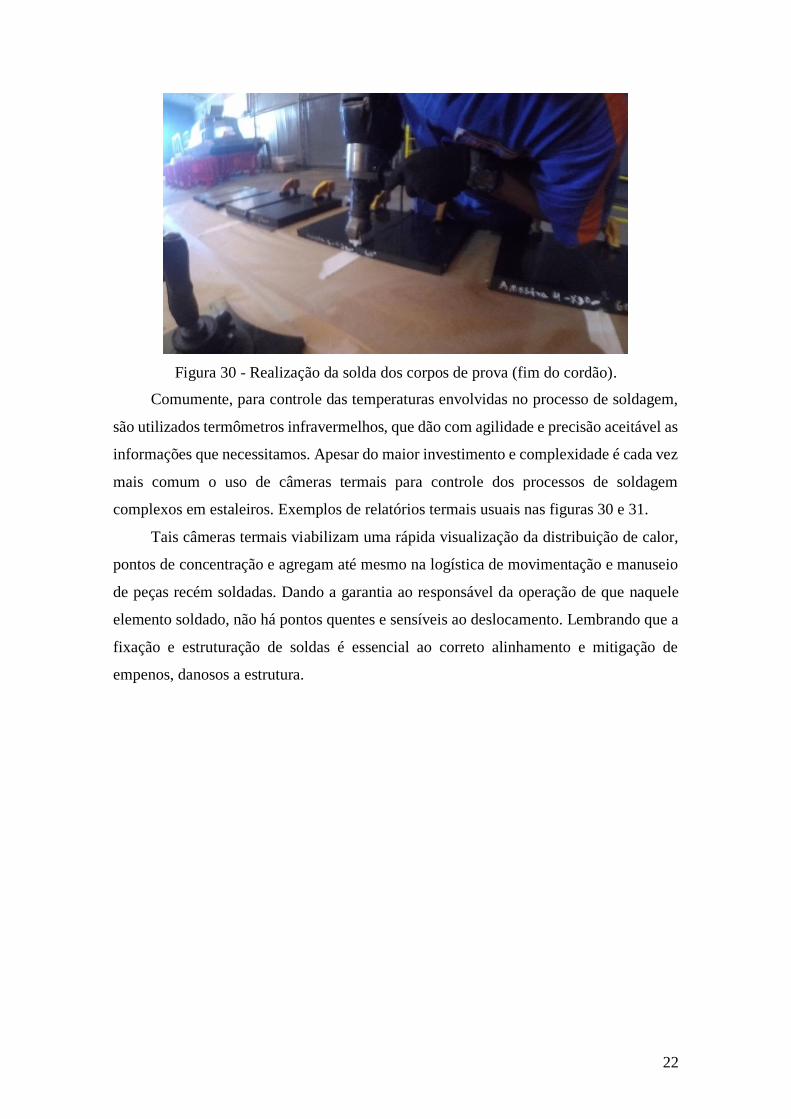
Figura 30 - Realização da solda dos corpos de prova (fim do cordão).
Comumente, para controle das temperaturas envolvidas no processo de soldagem,
são utilizados termômetros infravermelhos, que dão com agilidade e precisão aceitável as
informações que necessitamos. Apesar do maior investimento e complexidade é cada vez
mais comum o uso de câmeras termais para controle dos processos de soldagem
complexos em estaleiros. Exemplos de relatórios termais usuais nas figuras 30 e 31.
Tais câmeras termais viabilizam uma rápida visualização da distribuição de calor,
pontos de concentração e agregam até mesmo na logística de movimentação e manuseio
de peças recém soldadas. Dando a garantia ao responsável da operação de que naquele
elemento soldado, não há pontos quentes e sensíveis ao deslocamento. Lembrando que a
fixação e estruturação de soldas é essencial ao correto alinhamento e mitigação de
empenos, danosos a estrutura.

23
Figura 31 - Exemplo de relatório de imagem térmica feita durante resfriamento de
chapas emendadas.

24
Figura 32 - Exemplo de relatório de imagem térmica de acompanhamento de
resfriamento de reparo feito em campo.
5.2 USINAGEM DOS CORPOS DE PROVA
Realizadas as soldas de todas as amostras, os corpos de prova foram confeccionados
segundo DVS 2203-5, para realização de ensaio de flexão.
Figura 33 - Confecção dos corpos de prova.
25
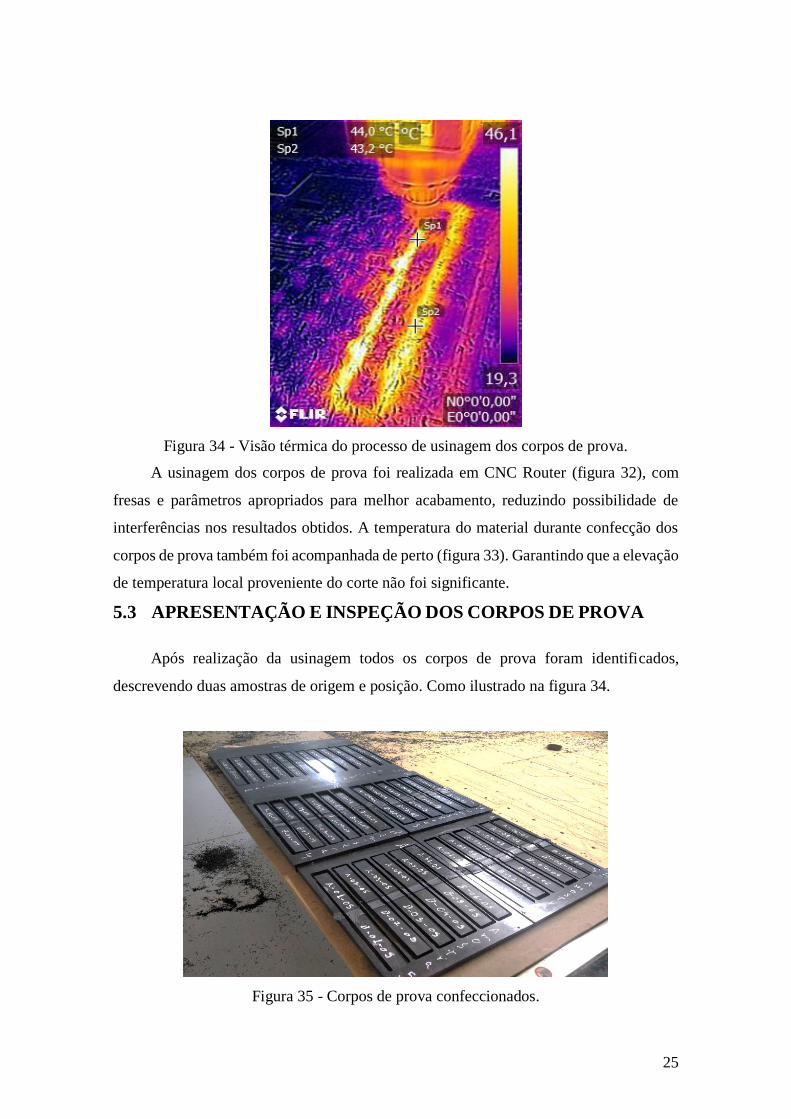
Figura 34 - Visão térmica do processo de usinagem dos corpos de prova.
A usinagem dos corpos de prova foi realizada em CNC Router (figura 32), com
fresas e parâmetros apropriados para melhor acabamento, reduzindo possibilidade de
interferências nos resultados obtidos. A temperatura do material durante confecção dos
corpos de prova também foi acompanhada de perto (figura 33). Garantindo que a elevação
de temperatura local proveniente do corte não foi significante.
5.3 APRESENTAÇÃO E INSPEÇÃO DOS CORPOS DE PROVA
Após realização da usinagem todos os corpos de prova foram identificados,
descrevendo duas amostras de origem e posição. Como ilustrado na figura 34.
Figura 35 - Corpos de prova confeccionados.
26
A inspeção visual foi realizada em todos os corpos de prova, identificando um corpo
de prova representativo para cada amostra. Nos tópicos seguintes as características e
observações serão feitas para cada amostra.
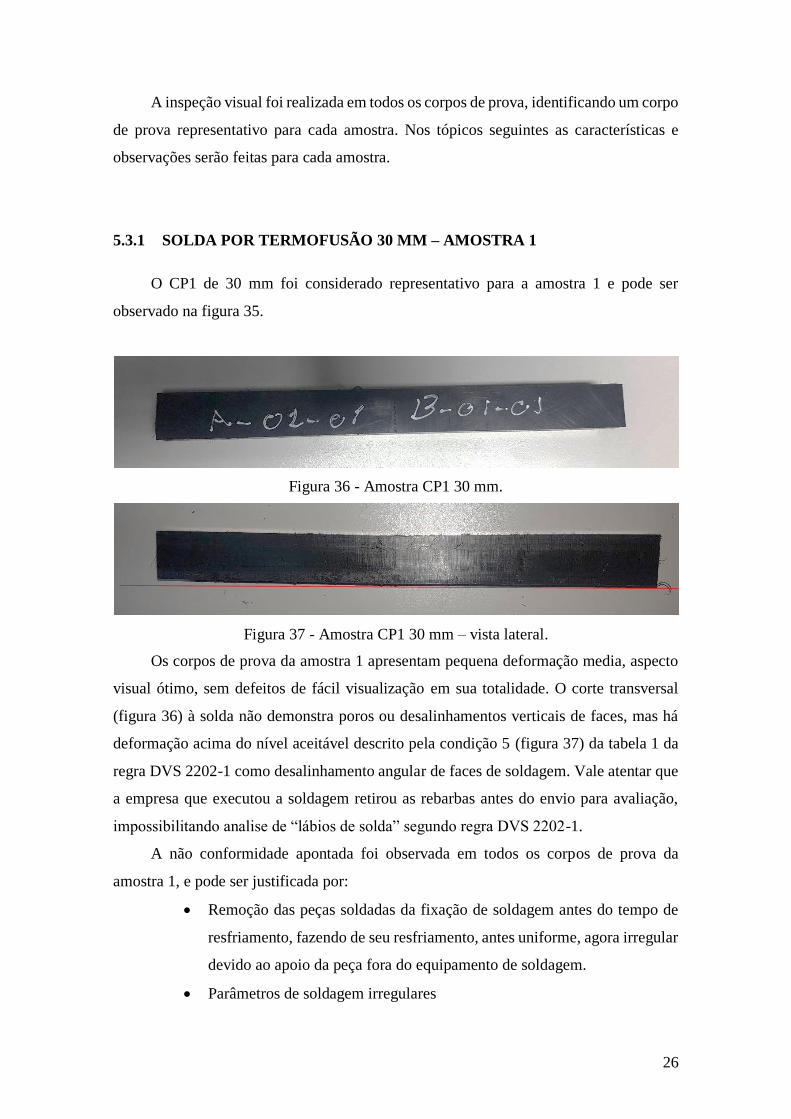
5.3.1 SOLDA POR TERMOFUSÃO 30 MM – AMOSTRA 1
O CP1 de 30 mm foi considerado representativo para a amostra 1 e pode ser
observado na figura 35.
Figura 36 - Amostra CP1 30 mm.
Figura 37 - Amostra CP1 30 mm – vista lateral.
Os corpos de prova da amostra 1 apresentam pequena deformação media, aspecto
visual ótimo, sem defeitos de fácil visualização em sua totalidade. O corte transversal
(figura 36) à solda não demonstra poros ou desalinhamentos verticais de faces, mas há
deformação acima do nível aceitável descrito pela condição 5 (figura 37) da tabela 1 da
regra DVS 2202-1 como desalinhamento angular de faces de soldagem. Vale atentar que
a empresa que executou a soldagem retirou as rebarbas antes do envio para avaliação,
impossibilitando analise de “lábios de solda” segundo regra DVS 2202-1.
A não conformidade apontada foi observada em todos os corpos de prova da
amostra 1, e pode ser justificada por:
Remoção das peças soldadas da fixação de soldagem antes do tempo de
resfriamento, fazendo de seu resfriamento, antes uniforme, agora irregular
devido ao apoio da peça fora do equipamento de soldagem.
Parâmetros de soldagem irregulares

27
Pressão excessiva durante resfriamento.
Deformação da chapa base
Figura 38 - Desalinhamento angular de faces soldadas por termofusão segundo
DVS2202-1[4].
5.3.2 SOLDA POR TERMOFUSÃO 20 MM – AMOSTRA 2
O CP1 de 20 mm foi considerado representativo para a amostra 2 e pode ser
observado na figura 38.
Figura 39 - Amostra CP1 20 mm.
Figura 40 - Amostra CP1 20 mm - Vista lateral.
Os corpos de prova da amostra 2 apresentam deformação ainda mais acentuada,
aspecto visual ótimo, sem defeitos de fácil visualização em sua totalidade. O corte
transversal (figura 39) à solda não demonstra poros ou desalinhamentos verticais de faces,
mas há deformação bem acima do nível aceitável descrito pela condição 5 da tabela 1 da
regra DVS 2202-1 como desalinhamento angular de faces de soldagem. Vale atentar que
a empresa que executou a soldagem retirou as rebarbas antes do envio para avaliação,
impossibilitando analise de “lábios de solda” segundo regra DVS 2202-1.

28
5.3.3 SOLDA POR EXTRUSÃO – TOPO COM CHANFRO EM X – 30 MM –
MÚLTIPLOS PASSES – AMOSTRA 3
O CP5 de 30 mm foi considerado representativo para a amostra 3 e pode ser
observado na figura 40.
Figura 41 - Amostra CP5 30 mm.
Figura 42 - Amostra CP5 30 mm - Vista lateral.
Os corpos de prova da amostra 3 apresentam deformação acentuada, aspecto visual
bom, sem inconformidades de fácil visualização em sua maioria. O corte transversal
(figura 41) à solda não demonstra poros ou desalinhamentos verticais de faces na maioria
dos corpos de prova desta amostra. A grande deformação observada não é indicada como
defeito para soldas por extrusão, mas é tal deformação foi considera aceitável sob nível
de aceitabilidade 3 descrito pela condição 10 da tabela 4 de soldas por ar quente da regra
DVS 2202-1.
Figura 43 - Desalinhamento angular de faces soldadas por ar quente segundo DVS
2202-1[4].
Não há protrusão do material de soldagem na raiz da solda, já na face há altura
excessiva, descrita pela regra DVS 2202-1 como não conformidade. O corpo de prova
considerado representativo para esta amostra apresenta excesso de solda na face com
dimensões aceitáveis com nível de aceitabilidade 1 descrito pelo item 8 (figura 43) da
tabela 5 da DVS 2202-1.

29
Figura 44 - Excesso de material no cordão de solda por extrusão segundo DVS 2202-1
[4].
5.3.4 SOLDA POR EXTRUSÃO – TOPO COM CHANFRO X - 30 MM –
PASSE SIMPLES – AMOSTRA 4
O CP18 de 30 mm foi considerado representativo para a amostra 4 e pode ser
observado na figura 44.
Figura 45 - Amostra CP18 30 mm.
Figura 46 - Amostra CP18 30 mm - Vista lateral.
Os corpos de prova da amostra 4 apresentam pouca deformação, aspecto visual
ótimo, sem inconformidades de fácil visualização em sua maioria. O corte transversal
(figura 45) à solda não demonstra poros ou desalinhamentos verticais de faces na maioria
dos corpos de prova desta amostra.
Não há falta de fusão ou depressão na região de soldagem, mas há rebaixo continuo
em toda a região representativa da amostra 4, semelhante a mordedura para soldas em
aço. Tal não conformidade é descrita pela regra DVS 2202-1 no item 3 (figura 46) da
tabela 5. A amostra é aceitável, sob nível de aceitabilidade 1 especificado na imagem
abaixo.
Figura 47 - Mordedura em solda de extrusão segundo DVS 2202-1[4].

30
5.3.5 SOLDA POR EXTRUSÃO 20 MM – TOPO EM X – PASSE SIMPLES –
AMOSTRA 5
O CP18 de 20 mm foi considerado representativo para a amostra 5 e pode ser
observado na figura 47.
Figura 48 - Amostra CP18 20 mm.
Figura 49 - Amostra CP18 20 mm - vista lateral.
Os corpos de prova da amostra 5 apresentam pouca deformação, aspecto visual
ótimo, sem inconformidades de fácil visualização em sua maioria. O corte transversal à
solda não demonstra poros ou desalinhamentos verticais de faces na maioria dos corpos
de prova desta amostra.
Não há falta de fusão ou depressão na região de soldagem, mas há rebaixo continuo
em toda a região representativa da amostra 4, semelhante a mordedura para soldas em
aço. A amostra é aceitável, sob nível de aceitabilidade 1 descrito pelo já citado item 3
(figura 46) da tabela 5 da DVS 2202-1.
5.3.6 SOLDA POR EXTRUSÃO 20 MM – TOPO EM V– PASSE SIMPLES -
AMOSTRA 6
O CP11 de 20 mm foi considerado representativo para a amostra 6 e pode ser
observado na figura 49.
Figura 50 - Amostra CP11 20 mm.

31
Figura 51 - Amostra CP11 20 mm - vista lateral.
Os corpos de prova da amostra 5 apresentam pouca deformação, aspecto visual
ótimo, sem inconformidades de fácil visualização em sua maioria. O corte transversal
(figura 50) à solda não demonstra poros ou desalinhamentos verticais de faces na maioria
dos corpos de prova desta amostra.
Não há protrusão do material de soldagem na raiz da solda, já na face há altura
excessiva e excesso de material de solda descritos pelos itens 8 e 9 (figuras 51 e 52) da
tabela 5 da regra DVS 2202-1. O corpo de prova apresenta nível acessibilidade 1 para
item 8 e nível 2 para item 9.
Figura 52 - Excesso de material no cordão de solda por extrusão segundo DVS 2202-1.
Figura 53 - Excesso de solda, rebarba não fundida segundo DVS 2202-1.
5.4 DEFEITOS PONTUAIS OBSERVADOS
Defeitos pontuais foram observados em alguns dos corpos de provas, e o
comportamento destes foi observado de perto. Grande maioria dos defeitos foi observada
nas regiões de início e fim de solda, onde os parâmetros de solda não são plenamente
atendidos pela própria geometria da amostra soldada.
5.4.1 CP16 – AMOSTRA DE 30 MM SOLDADA EM CHANFRO X POR
EXTRUSÃO
O corpo de prova CP16 30 mm (figura 53) foi retirado da região inicial do cordão
de prova da amostra 4 de 30 mm. Este apresenta um poro de 3mm na solda de uma das
faces (figura 54).

32
Figura 54- Amostra CP16.
Figura 55 - Amostra CP16 com poro em evidência.
O poro individual observado foi avaliado segundo o item 19, tabela 5 da DVS2202-
1 (figuras 55 e 56) como aceitável sob nível de aceitabilidade 2, e o a sua influência no
comportamento da solda será acompanhada de perto.
Figura 56- Poros e cavidades, segundo DVS2202-1[4].

33
Figura 57 -Níveis de aceitabilidade para poros e cavidades segundo DVS 2202-1[4].
5.4.2 CP14– AMOSTRA DE 20 MM SOLDADA EM CHANFRO V POR
EXTRUSÃO
O corpo de prova CP14 20 mm (figura 57) foi retirado da região final do cordão de
prova da amostra 6 de 20 mm. Este apresenta um poro de 2 mm na solda (figura 58), que
foi avaliado segundo o item 19, tabela 5 da DVS2202-1 (figuras 55 e 56) como aceitável
sob nível de aceitabilidade 1. A influência da não conformidade de solda será
acompanhada de perto.
Figura 58 -Amostra CP14 20 mm..
Figura 59 - Amostra CP14 20 mm com poro em evidência..

34
5.4.3 CP15 – AMOSTRA DE 30 MM SOLDADA EM CHANFRO V POR
EXTRUSÃO
O corpo de prova CP15 30 mm (figura 59) foi retirado da região final do cordão de
prova da amostra 3 de 30 mm. Este apresenta um poro de 3mm na solda (figura 60), que
foi avaliado segundo o item 19, tabela 5 da DVS2202-1 (figuras 55 e 56) como aceitável
sob nível de aceitabilidade 1. A influência da não conformidade de solda será
acompanhada de perto.
Figura 60 - Amostra CP15 30 mm.
Figura 61 - Amostra CP15 30 mm com poro em evidência.
5.4.4 CP21 – AMOSTRA DE 30 MM SOLDADA EM CHANFRO X POR
EXTRUSÃO
O corpo de prova CP21 30 mm (figura 61) foi retirado da região final do cordão de
prova da amostra 4 de 30 mm. Este apresenta um poro de 4 mm na solda de uma das faces
(figura 62), que foi avaliado segundo o item 19, tabela 5 da DVS2202-1 (figuras 55 e 56)

35
como aceitável sob nível de aceitabilidade 2. A influência da não conformidade de solda
será acompanhada de perto.
Figura 62 - Amostra CP21 30 mm.
Figura 63 - Amostra CP21 30 mm com poro em evidência.
5.4.5 CP15 – AMOSTRA DE 20 MM SOLDADA EM CHANFRO V POR
EXTRUSÃO
O corpo de prova CP20 20 mm (figura 63) foi retirado da região final do cordão de
prova da amostra 6 de 20 mm. Este apresenta um poro de 5 mm na solda (figura 64), que
foi avaliado segundo o item 19, tabela 5 da DVS2202-1 (figuras 55 e 56) como aceitável
sob nível de aceitabilidade 3. A influência da não conformidade de solda será
acompanhada de perto.

36
Figura 64 - Amostra CP15 20 mm.
Figura 65 - Amostra CP15 20 mm com poro em evidência.
6 APRESENTAÇÃO E ANÁLISE DOS RESULTADOS
6.1 TESTE DE FLEXÃO EXECUTADO
O teste de flexão (figuras 65 e 66) que gerou a maior parte dos dados analisados
neste trabalho foi realizado no dia 26/04/2018. Os ensaios foram executados pela empresa
Tecmetal, que apoiou este projeto de conclusão de curso cedendo o tempo e atenção de
profissionais qualificados para a realização dos ensaios aqui estudados.
Os ensaios utilizaram as premissas impostas na regra DVS2203-5, no ensaio de 42
corpos de prova que aqui serão analisados. Fornecendo valores necessários a tomada de
decisão e avaliação da qualidade das soldas executadas.

37
Figura 66 - Máquina universal para ensaios mecânicos – Empresa Tecmetal.
Figura 67 - Ensaio de flexão sendo realizado - empresa Tecmetal.
6.1.1 REQUISITOS DO TESTE DE FLEXÃO
Segundo a DVS 2203-1 os testes de flexão realizados devem atender mínimos
ângulos de flexão ou deformações (deslocamento de cutelo). A figura 67 apresenta os
requisitos de regra para amostras de PEAD.

38
Figura 68 - Gráfico de deformação mínima esperada em ensaios de flexão[10].
6.2 RESULTADOS DOS ENSAIOS
6.2.1 RESULTADOS GERAIS 30 MM
Os testes realizados nas chapas de 30 mm apresentaram grande dispersão de
resultados (figuras 68 e 69). Uma forte tendência de “outliers” situados nas regiões inicial
ou final dos das amostras, indicando que nestas regiões há concentração de fatores
complicadores como:
Geometria diferenciada
Resfriamento de solda desigual
Regiões de baixa pressão da massa de soldagem
Aquecimento inicial menos eficiente se comparado ao meio dos cordões
de solda
As soldas realizadas por termofusão terão seus resultados discutidos mais a frente,
mas no que tange o conjunto de amostras de 30 mm, estas destoam completamente.
Indicando que provavelmente há alguma não conformidade no processo realizado pela
empresa que forneceu as peças soldadas.

39
Figura 69 - Resultados obtidos nos ensaios de flexão das amostras de 30 mm - descritos
em kgf x mm.
Figura 70 - Resultados obtidos nos ensaios de flexão das amostras de 30 mm - descritos
em N x mm.
Deformação (mm)
Forç
a (N
)

40
6.2.2 RESULTADOS AMOSTRA 30 MM – SEM SOLDA
Os primeiros corpos de prova de 30 mm foram os retirados do material base sem
solda. Utilizando a média dos resultados destes, temos uma curva referência (figuras 70
e 71) de comportamento para balizamento dos resultados dos demais corpos de prova.
Figura 71 - Resultados obtidos nos ensaios de flexão das amostras de 30 mm sem solda
- descritos em N x mm.
Figura 72 - Resultados dos ensaios de flexão das amostras de 30 mm sem solda e curva
de referência obtida por sua média - descritos em N x mm.
Deformação (mm)
Forç
a (N
)
Deformação (mm)
Forç
a (N
)
41
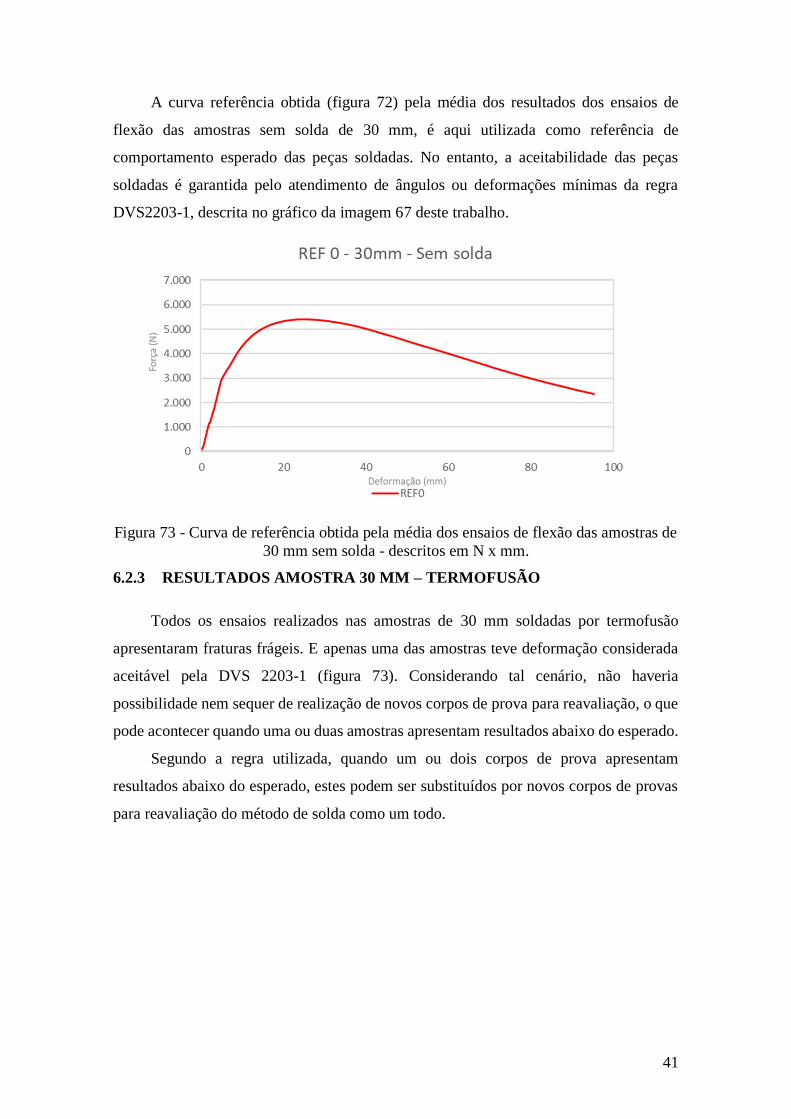
A curva referência obtida (figura 72) pela média dos resultados dos ensaios de
flexão das amostras sem solda de 30 mm, é aqui utilizada como referência de
comportamento esperado das peças soldadas. No entanto, a aceitabilidade das peças
soldadas é garantida pelo atendimento de ângulos ou deformações mínimas da regra
DVS2203-1, descrita no gráfico da imagem 67 deste trabalho.
Figura 73 - Curva de referência obtida pela média dos ensaios de flexão das amostras de
30 mm sem solda - descritos em N x mm.
6.2.3 RESULTADOS AMOSTRA 30 MM – TERMOFUSÃO
Todos os ensaios realizados nas amostras de 30 mm soldadas por termofusão
apresentaram fraturas frágeis. E apenas uma das amostras teve deformação considerada
aceitável pela DVS 2203-1 (figura 73). Considerando tal cenário, não haveria
possibilidade nem sequer de realização de novos corpos de prova para reavaliação, o que
pode acontecer quando uma ou duas amostras apresentam resultados abaixo do esperado.
Segundo a regra utilizada, quando um ou dois corpos de prova apresentam
resultados abaixo do esperado, estes podem ser substituídos por novos corpos de provas
para reavaliação do método de solda como um todo.
Deformação (mm)
Forç
a (N
)

42
Figura 74 - Resultados dos ensaios de flexão das amostras de 30 mm soldadas por
termofusão - descritos em N x mm.
Como pode ser observado na figura 74, os corpos de prova testados para esta
condição apresentaram falhas totais sob forças e deformações muito inferiores as
observadas nas amostras de referência. O corpo de prova número 8 apresenta
comportamento diferente dos demais, fugindo do padrão observado, mas ainda sim com
falha grave sob forças e deformações distantes das observadas em nossa referência e na
regra utilizada.
Figura 75 - Resultados dos ensaios de flexão das amostras de 30 mm soldadas por
termofusão e curva de referência - descritos em N x mm.
Deformação (mm)
Forç
a (N
)
Deformação (mm)
Forç
a (N
)

43
6.2.4 RESULTADOS AMOSTRA 30 MM – CHANFRO V – MULTIPLOS
PASSES
As amostras soldadas de 30 mm soldadas em V por múltiplos passes também
tiveram resultados (figuras 75 e 76) abaixo do esperado. Dois corpos de prova obtiveram
resultado bem inferior ao esperado e uma nova avaliação deveria ser realizada, para uma
possível validação do método.
Por se tratar de uma solda multipasse “experimental”, não padronizada e sem
detalhamento de geometria e escolha de bicos de solda pela regra, não foram realizados
novos ensaios.
Figura 76 - Resultados dos ensaios de flexão das amostras de 30 mm soldadas por
extrusão em V - descritos em N x mm.
Deformação (mm)
Forç
a (N
)

44
Figura 77 - Resultados dos ensaios de flexão das amostras de 30 mm soldadas por
extrusão em V e curva de referência- descritos em N x mm.
É notável a diferente resposta dos corpos de prova ao teste realizado sobre face e
sobre raiz. O que poderia indicar fusão de baixa qualidade na raiz da solda, ou
simplesmente grande gradiente de forças proporcionado por tamanho aporte de calor em
V, com múltiplos passes. Essa assimetria (figuras 77 e 78) observada é fator importante
de escolha e até mesmo de posicionamento e configuração de soldagem.
Figura 78 - Resultados dos ensaios de flexão das amostras de 30 mm soldadas por
extrusão em V - Raiz - descritos em N x mm.
O cenário muda muito quando a face é exposta a tração e a raiz a compressão. Neste
Deformação (mm)
Forç
a (N
)
Deformação (mm)
Forç
a (N
)

45
caso os resultados (figura 78) foram superiores e aceitáveis segundo determinações
mínimas de regra, de qualquer forma, ainda afastado do comportamento da curva de
referência que prevê grande deformações antes de atingir algum dos critérios de falha.
Figura 79 - Resultados dos ensaios de flexão das amostras de 30 mm soldadas por
extrusão em V - Face - descritos em N x mm.
6.2.5 RESULTADOS AMOSTRA 30 MM – CHANFRO X
Os resultados (figura 79 e 80) obtidos para esta configuração de soldagem foram
muito positivos, atingindo grandes deformações com grandes forças envolvidas. É de se
notar, que comparada a solda em V de múltiplos passes, esta solução é aparentemente
mais eficiente, por alcançar resultados muito superiores com o mesmo número de passes
de solda. A solda em X apresenta um passe por face, já a solda em V de múltiplos passes
utiliza um passe de raiz e um de cobertura.
Deformação (mm)
Forç
a (N
)

46
Figura 80 - Resultados dos ensaios de flexão das amostras de 30 mm soldadas por
extrusão em X - descritos em N x mm.
Figura 81 - Resultados dos ensaios de flexão das amostras de 30 mm soldadas por
extrusão em X e curva de referência - descritos em N x mm.
Diferente da solda em chanfro V, para esta configuração são observados resultados
semelhantes (figuras 81 e 82) para faces opostas. O que indica maior simetria da estrutura,
oferecendo facilidades a logística e planejamento da operação.
Deformação (mm)
Forç
a (N
)
Deformação (mm)
Forç
a (N
)

47
Figura 82 - Resultados dos ensaios de flexão das amostras de 30 mm soldadas por
extrusão em X - Face 1 - descritos em N x mm.
Figura 83 - Resultados dos ensaios de flexão das amostras de 30 mm soldadas por
extrusão em X - Face 2 - descritos em N x mm.
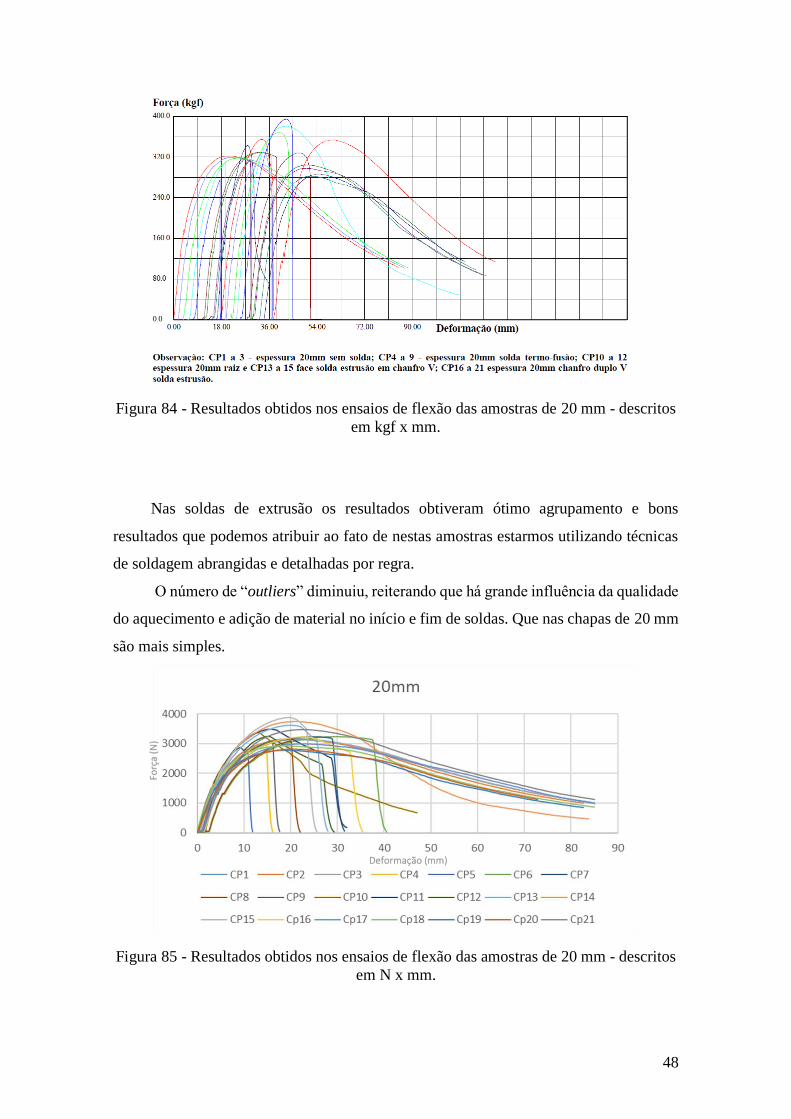
6.2.6 RESULTADOS GERAIS 20 MM
Os resultados (figuras 83 e 84) dos testes realizados nas chapas de 20 mm
apresentaram dispersão menor quando comparados aos resultados de 30 mm. As maiores
diferenças notadas mais uma vez se deram entra soldas realizadas por termofusão e
extrusão.
Deformação (mm)
Forç
a (N
)
Deformação (mm)
Forç
a (N
)
48
Figura 84 - Resultados obtidos nos ensaios de flexão das amostras de 20 mm - descritos
em kgf x mm.
Nas soldas de extrusão os resultados obtiveram ótimo agrupamento e bons
resultados que podemos atribuir ao fato de nestas amostras estarmos utilizando técnicas
de soldagem abrangidas e detalhadas por regra.
O número de “outliers” diminuiu, reiterando que há grande influência da qualidade
do aquecimento e adição de material no início e fim de soldas. Que nas chapas de 20 mm
são mais simples.
Figura 85 - Resultados obtidos nos ensaios de flexão das amostras de 20 mm - descritos
em N x mm.
Deformação (mm)
Forç
a (N
)
49
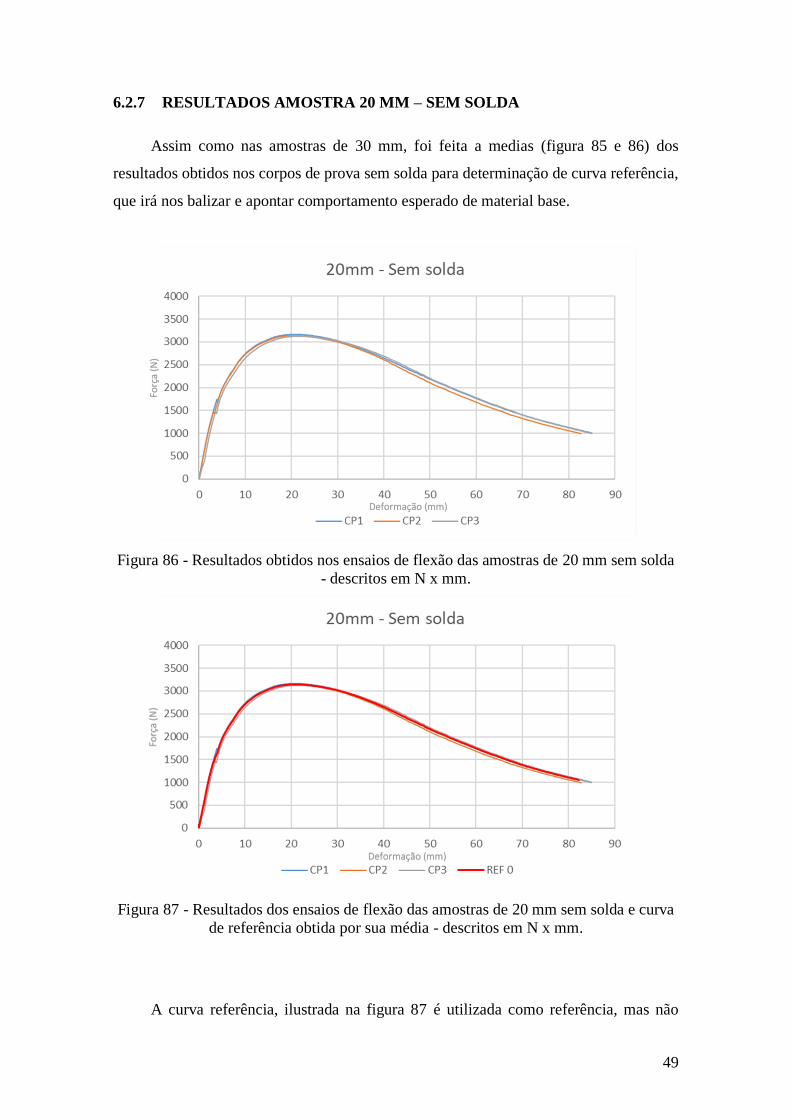
6.2.7 RESULTADOS AMOSTRA 20 MM – SEM SOLDA
Assim como nas amostras de 30 mm, foi feita a medias (figura 85 e 86) dos
resultados obtidos nos corpos de prova sem solda para determinação de curva referência,
que irá nos balizar e apontar comportamento esperado de material base.
Figura 86 - Resultados obtidos nos ensaios de flexão das amostras de 20 mm sem solda
- descritos em N x mm.
Figura 87 - Resultados dos ensaios de flexão das amostras de 20 mm sem solda e curva
de referência obtida por sua média - descritos em N x mm.
A curva referência, ilustrada na figura 87 é utilizada como referência, mas não
Deformação (mm)
Forç
a (N
)
Deformação (mm)
Forç
a (N
)

50
aponta aceitabilidade da peça testada. Para critério de aceitação temos curvas fornecidas
pela DVS2203-1 ilustradas na figura 67.
Figura 88 - Curva de referência obtida pela média dos ensaios de flexão das amostras de
20 mm sem solda - descritos em N x mm.
6.2.8 RESULTADOS AMOSTRA 20 MM – TERMOFUSÃO
Para esta espessura, metade das amostras apresentam resultados (figura 88 e 89)
que atendem o critério pedido. Considerando que a qualidade de soldagem foi a mesma
das amostras de 30 mm soldadas por termofusão, podemos atribuir esse melhor resultado
aos menores esforços envolvidos na face tracionada pelo ensaio de flexão de peças de
menor espessura.
O resultado o obtido ainda não é considerado aceitável, e para que seja aceito como
processo, todos os corpos de prova teriam que ser refeitos e testados, pois o número de
amostras falhas é superior a 2.
Outro ponto que vale ser ressaltado é que a regra pressupõe melhores resultados de
peças confeccionadas por termofusão, tendo deformação mínima de regra, superior as
deformações exigidas para amostras soldadas por extrusão. Para esta espessura, as
amostras atingiram bons valores de esforço, bem aderidos a curva referência, mas suas
falhas frágeis em pequenos deslocamentos condenaram toda a amostra.
Deformação (mm)
Forç
a (N
)

51
Figura 89 - Resultados dos ensaios de flexão das amostras de 20 mm soldadas por
termofusão - descritos em N x mm.
Figura 90 - Resultados dos ensaios de flexão das amostras de 20 mm soldadas por
termofusão e curva de referência - descritos em N x mm.
6.2.9 RESULTADOS AMOSTRA 20 MM – CHANFRO V – PASSE SIMPLES
A amostra de 20 mm soldada em V por extrusão apresentou resultados satisfatórios
(figura 90). Os níveis de esforço alcançado e as deformações de todos os exemplares
atenderam com facilidade o mínimo de regra.
Deformação (mm)
Forç
a (N
)
Deformação (mm)
Forç
a (N
)
52
Figura 91 - Resultados dos ensaios de flexão das amostras de 20 mm soldadas por
extrusão em V - descritos em N x mm.
Mais uma vez pode ser notada a grande influência do gradiente de tensões residuais
e variação de comportamento na face e na raiz durante o teste. Corpos de prova testado
sobre raiz e sobre face apresentaram diferenças (figuras 92 e 93) que podem indicar menor
resistência da raiz a esforços de tração.
Figura 92 - Resultados dos ensaios de flexão das amostras de 20 mm soldadas por
extrusão em V - Raiz - descritos em N x mm.
Deformação (mm)
Forç
a (N
)
Deformação (mm)
Forç
a (N
)

53
Figura 93 - Resultados dos ensaios de flexão das amostras de 20 mm soldadas por
extrusão em V - Face - descritos em N x mm.
Na figura 93 é observado boa aderência a curva, até a região dos 20mm, o que já
garantiu o mínimo exigido por regra, mas aponta mudança considerável no perfil
operacional da peça quando sob solicitações extremas.
Figura 94 - Resultados dos ensaios de flexão das amostras de 20 mm soldadas por
extrusão em V e curva de referência- descritos em N x mm.
6.2.10 RESULTADOS AMOSTRA 20 MM – CHANFRO X
A amostra de 20 mm soldada em X por extrusão apresentou resultados (figuras 94
e 95) ótimos e grande aderência a curva referência, podendo ser considerada solução
confiável e de aplicabilidade bem próxima ao material base. Um dos corpos de prova
apresentou resultado abaixo do grupo, sendo considerado um outlier, mas ainda sim, está
superando bastante as deformações mínimas de regra.
Deformação (mm)
Forç
a (N
)
Deformação (mm)
Forç
a (N
)

54
Figura 95 - Resultados dos ensaios de flexão das amostras de 20 mm soldadas por
extrusão em X e curva de referência - descritos em N x mm.
Figura 96 - Resultados dos ensaios de flexão das amostras de 20 mm soldadas por
extrusão em X e curva de referência - descritos em N x mm.
Na figura 95 é observada ótima aderência a curva, durante todo o ensaio, o que além de
garantir atendimento a regra aponta que a mudança do perfil operacional da peça
quando sob solicitações extremas é pouca.
Deformação (mm)
Forç
a (N
)
Deformação (mm)
Forç
a (N
)
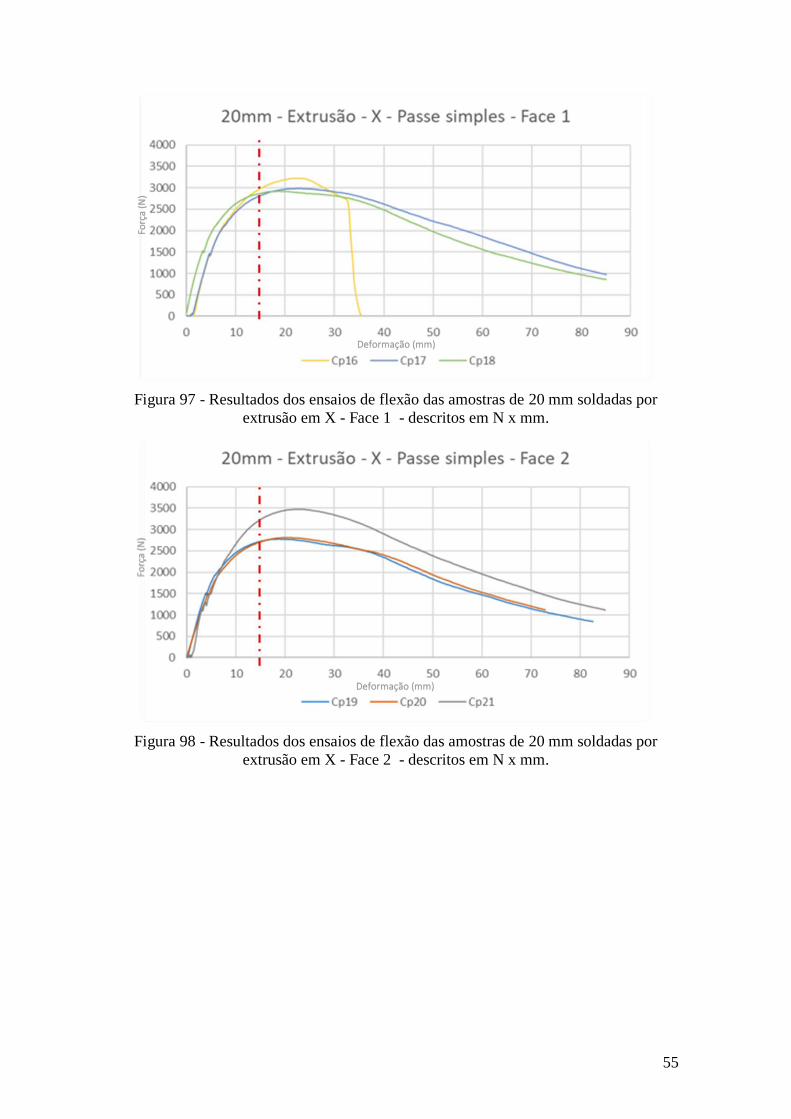
55
Figura 97 - Resultados dos ensaios de flexão das amostras de 20 mm soldadas por
extrusão em X - Face 1 - descritos em N x mm.
Figura 98 - Resultados dos ensaios de flexão das amostras de 20 mm soldadas por
extrusão em X - Face 2 - descritos em N x mm.
Deformação (mm)
Forç
a (N
)
Deformação (mm)
Forç
a (N
)

56
Como era esperado, a variação de faces na solda em X, não apresentou variações
significativas (figuras 96 e 97), o que nos leva a considerar que as peças soldadas por este
método sofrem menos influência dos gradientes interno de tensão de solda, usualmente
observados nas soldas em V.
6.3 ANÁLISE DOS CORPOS DE PROVAS COM DEFEITOS
PONTUAIS
6.3.1 CP16 – AMOSTRA DE 30 MM SOLDADA EM X POR EXTRUSÃO
O poro observado no corpo de prova CP16 (figura 98) de 30 mm sofreu deformação
(figura 99) e a interface base/solda se acentuou (figura 100) indicando pequena diferença
de comportamento entre os materiais, proveniente do processo de soldagem.
Figura 99 - CP16 de 30 mm antes da realização do ensaio de flexão.
Figura 100 - CP16 de 30 mm após ensaio de flexão.

57
Figura 101 - CP16 de 30 mm após ensaio de flexão (detalhe).
O resultado (figura 101) obtido, nos ensaios de flexão não apontam qualquer tipo
de influência do defeito observado e atende sem dificuldade a deformação mínima
esperada pela regra DVS2202-1.
Figura 102 - Resultado do ensaio de flexão da amostra CP16 de 30 mm - descrito em N
x mm.
6.3.2 CP14– AMOSTRA DE 20 MM SOLDADA EM V POR EXTRUSÃO
O poro observado e a interface base/solda do corpo de prova CP14 (figura 102) de
20 mm não sofreram deformação, já a região próxima a solda apresentou grandes
deformações e fratura, fato visível nas figuras 103 e 104.
Deformação (mm)
Forç
a (N
)
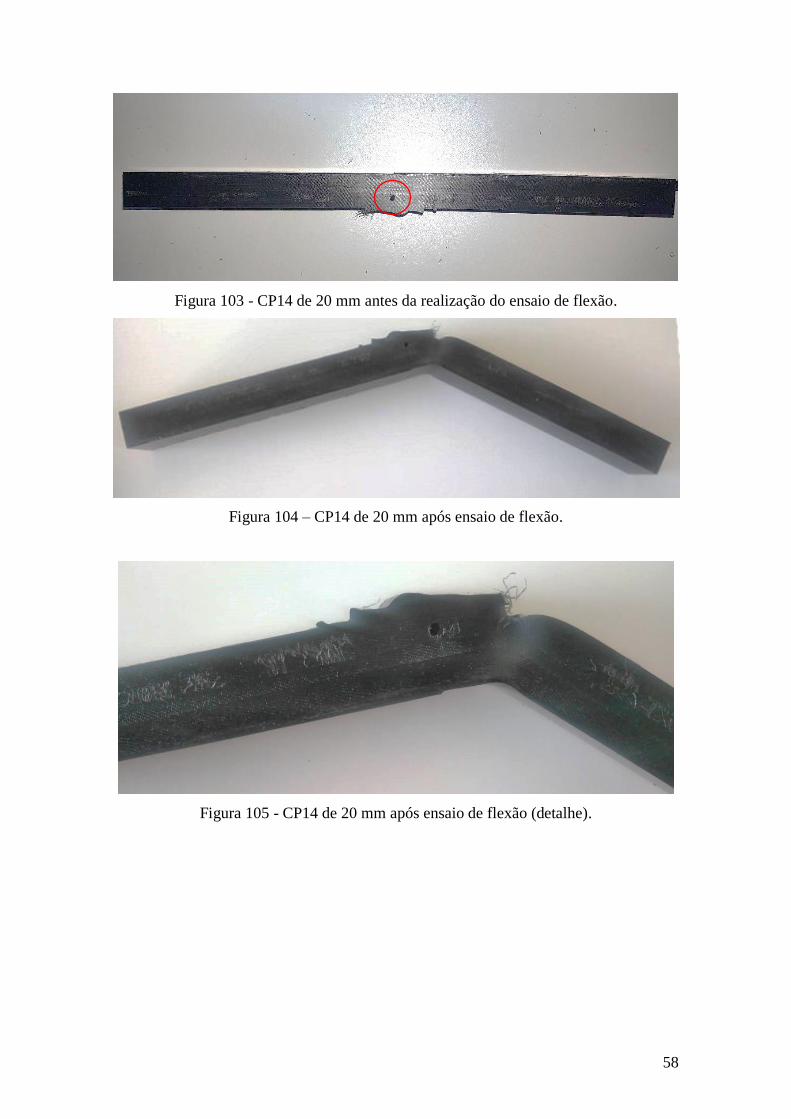
58
Figura 103 - CP14 de 20 mm antes da realização do ensaio de flexão.
Figura 104 – CP14 de 20 mm após ensaio de flexão.
Figura 105 - CP14 de 20 mm após ensaio de flexão (detalhe).

59
Figura 106 - CP14 de 20 mm após ensaio de flexão (detalhe topo).
O poro observado não influenciou a resposta da amostra no teste de flexão, já a
protrusão do material extrudado está diretamente relacionada a fissura observada (figura
105), a diferença de espessura local (figura 102) com variação de forma abrupta
concentrou esforços que levaram a fratura fora da região da solda. O ensaio não foi
encerrado no momento do início da fratura por esta não estar visível ao olhar do
observador, mas a leve variação da tangente da curva próxima a região dos 35 mm indica
início da mesma (figura 106).
Figura 107 - Resultado do ensaio de flexão da amostra CP14 de 20 mm - descrito em N
x mm.
Apesar da fratura observada, a amostra testada obteve resultado satisfatório e atende
com facilidade as mínimas deformações exigidas por regra.
Deformação (mm)
Forç
a (N
)

60
6.3.3 CP15 – AMOSTRA DE 30 MM SOLDADA EM V POR EXTRUSÃO
O poro observado e a interface base/solda do corpo de prova CP14 (figura 107) de
20 mm não sofreram grandes deformação, mas foram observadas fissuras nestes que
determinaram o fim do ensaio.
Figura 108 - CP15 de 30 mm antes da realização do ensaio de flexão.
Figura 109 - CP15 de 30 mm após ensaio de flexão (detalhe).
Nesta amostra tanto a interface base/solda quanto a região próxima a solda sofreram
com os esforços do ensaio, mas o poro observado não se deformou, indicando que não
influenciou resultado obtido (figura 110).

61
Figura 110 - Resultado do ensaio de flexão da amostra CP15 de 30 mm - descrito em N
x mm.
A primeira redução abrupta da força exercida é explicada pelo deslocamento lateral
do corpo de prova (figura 111), observado durante o teste executado. Já a segunda redução
de força observada é devido ao início do processo de falha do material, que teve seu ensaio
encerrado quando esta se tornou visível.
Figura 111 - Deslocamento lateral observado na filmagem realizada durante ensaio de
flexão do CP15 de 30 mm.
6.3.4 CP21 – AMOSTRA DE 30 MM SOLDADA EM X POR EXTRUSÃO
O poro observado e a interface base/solda do corpo de prova CP21(figura 112) de
30 mm não sofreram deformação, já a região no entorno da solda apresentou grandes
Deformação (mm)
Forç
a (N
)

62
deformação e fratura (figuras 113 e 114). Indicando que a protrusão de material na região
de solda mais uma vez influenciou no comportamento sob solicitação extrema em teste
de flexão.
Figura 112 - CP21 de 30 mm antes da realização do ensaio de flexão.
Figura 113 - CP21 de 30 mm após ensaio de flexão.
Figura 114 - CP21 de 30 mm após ensaio de flexão (detalhe).

63
Figura 115 - Resultado do ensaio de flexão da amostra CP21 de 30 mm - descrito em N
x mm.
A curva obtida no ensaio de flexão (figura 115) é muito satisfatória e atende com
bastante folga aos requisitos mínimos de deformação impostos por regra, durante o ensaio
ocorreram dois deslizamentos laterais do corpo de prova (figuras 116 e 117), que
ocasionaram duas abruptas diminuições de força medida. A terceira variação é notada na
região dos 95mm, e representa a falha observada na figura 118.
Figura 116 – Primeiro deslocamento lateral observado na filmagem realizada durante
ensaio de flexão do CP21 de 30 mm.
Deformação (mm)
Forç
a (N
)
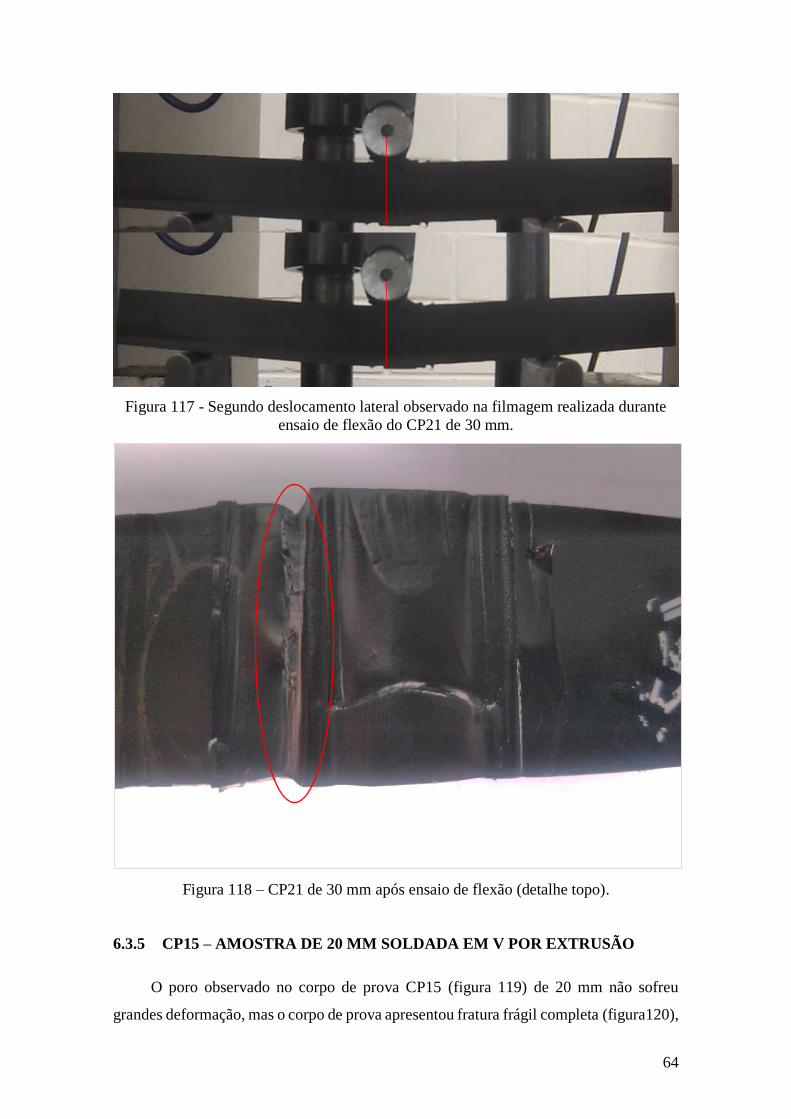
64
Figura 117 - Segundo deslocamento lateral observado na filmagem realizada durante
ensaio de flexão do CP21 de 30 mm.
Figura 118 – CP21 de 30 mm após ensaio de flexão (detalhe topo).
6.3.5 CP15 – AMOSTRA DE 20 MM SOLDADA EM V POR EXTRUSÃO
O poro observado no corpo de prova CP15 (figura 119) de 20 mm não sofreu
grandes deformação, mas o corpo de prova apresentou fratura frágil completa (figura120),

65
na periferia do cordão de solda.
Figura 119 - CP15 de 20 mm antes da realização do ensaio de flexão.
Figura 120 – CP15 de 20 mm após ensaio de flexão (detalhe).
A ilustração da figura 120 explicita de forma clara que não houve deformação do
poro, ou qualquer tipo de manifestação na interface base/solda. A falha (figura 121) que
ocorreu de forma frágil, foi originada na região de concentração de tensões decorrentes
da diferença de espessuras provocadas pela região de solda.

66
Figura 121 - CP15 de 20 mm após ensaio de flexão (detalhe na face da fratura).
Figura 122 - Resultado do ensaio de flexão da amostra CP15 de 20 mm - descrito em N
x mm.
Apesar da falha repentina e muito fora do padrão observado nos demais corpos de
prova da mesma amostra, o corpo de prova observado atingiu mínimas deformações de
regra (figura 122). Sendo considerado aceitável.
7 SELEÇÃO DO MÉTODO DE SOLDAGEM
Os resultados obtidos em todas as amostras mostram que seguir as recomendações
e condições sugeridas pela regra, buscando sempre produzir o mínimo de defeitos ou não
conformidades possíveis, já garante a segurança da operação e confiabilidade necessárias
às aplicações que se pretende. Neste trabalho, em particular, foi abordada uma forte
Deformação (mm)
Forç
a (N
)

67
demanda do meio náutico, mas os resultados aqui obtidos se aplicam a maioria das
demandas de chapas soldadas de grandes espessuras.
Os resultados obtidos com as amostras soldadas por termofusão obtiveram
desempenho abaixo do mínimo exigido por regra. Assim sendo, fazem-se necessárias
novas avaliações para sua adequação à regra. Em virtude, este método (executado pelo
fornecedor das amostras soldadas por termofusão deste trabalho) não será considerado
como opção válida de escolha.
Já as amostras soldadas por extrusão pelo Estaleiro DGS DEFENSE, demonstram
atendimento a regra e boa aderência a curva de referência na maioria dos casos. Sendo
assim escolhida a soldagem por extrusão como melhor método. Dando preferência ao
preparo dos chanfros em X.
Considerando os resultados obtidos, as amostras soldadas por extrusão em X foram
escolhidas como opção mais confiável e de melhor logística, por diversos fatores:
Simetria de esforços e tensões pós solda (resultados semelhantes e bem
aderidos a curva de referência quando testados sob ambas as faces)
Menor quantidade de solda por passe e de calor adicionado
Velocidade de soldagem de cada passe é muito superior aos passes únicos
em V, viabilizando descanso ou até mesmo troca de soldador para
realização da soldagem de cada face
Menores deformações permanentes pós solda
Podemos também elencar os fatores que podem levar o estaleiro em questão a
utilizar a soldagem em V quando necessário:
Realização de soldagem em campo, quando a falta de ferramentas de
manuseio de carga exige que a solda seja realizada por um só lado.
Junção de chapas em embarcação ou semelhante, quando só há acesso
externo, inviabilizando a soldagem em X.
7.1 PROPOSIÇÃO DE MELHORIAS AO PROCESSO DE
SOLDAGEM PARA SOLDAS DE EXTRUSÃO
Muitas das boas práticas de soldagem não estão claramente descritas nas normas e
regras, a experiência dos estaleiros ou soldadores individuais vem contribuindo muito
para o desenvolvimento de soldas e produtos mais confiáveis e de fabricação cada dia

68
mais eficiente.
Por exemplo, o estaleiro DGS DEFENSE, responsável pela soldagem por extrusão
das amostras 3,4,5 e 6, tem 11 anos de experiência em soldagem de embarcações
produzidas com termoplásticos, e ainda hoje há rotina de criação de desenvolvimento de
novos procedimentos de soldagem, assim como a regra se atualiza, o mercado também
gera conhecimento e demandas cada dia maiores para as instituições de pesquisa.
O que com muita clareza foi observado é que a regra possui critérios que nos
asseguram com boas margens de que atendendo requisitos mínimos de controle de
soldagem nós teremos segurança implementação de elementos soldados em projetos
diversos. O que não nos impede de analisar as falhas e fraturas ocorridas, e propor
melhorias, mesmo que amostras em questão sejam aceitáveis por regra.
Considerando que o objetivo para incremento de segurança é não apenas atender
deformações mínimas de regra, mas também minimizar ao máximo falhas pontuais. Os
defeitos mais recorrentes e as ações para sua solução total ou parcial destes são descritos
a seguir.
POROS INDIVIDUAIS
A aparição de poros individuais é influenciada fortemente por variações de
geometria e condução de calor no começo e final das peças soldadas. Para favorecer a
homogeneidade do cordão de solda e mitigar a possível formação de poros, é amplamente
utilizado na indústria peças temporárias de mesmo formato de chanfro de solda, para que
a solda possa ser iniciada e terminada fora da peça que efetivamente ira compor o produto.
Essa solução é muito utilizada em soldas de regiões importantes onde o nível de
exigência é maior e a tolerância a falhas como inclusão de poros é baixo.
MATERIAL EXCESSIVO
O excesso de material, mesmo que em níveis toleráveis por regra, deve ser olhado
com atenção e evitado, pois sob grandes esforços sua geometria implica em fatores
complicadores a resistência da solda.
Realização de ajuste fino dos parâmetros de soldagem (velocidade, temperatura e
vazão de ar) para cada tipo de chanfro e espessura (diferente do que foi realizado em teste,
considerando pior caso), somados com o constante treinamento do soldador diminuem
muito o excesso desnecessário de solda na peça.

69
REBARBAS NÃO ADERIDAS
A presença de excesso de solda não aderido é item importante de ser
acompanhando. O material que “escapa” da região de pressão durante a soldagem, se
espalha sobre a periferia da solda executada, mas não possui aderência de solda, pela
baixa temperatura e pressão. Este defeito não é aceito em nenhuma proporção sob nível
de aceitabilidade 1.
A não aderência nas periferias da solda, pode gerar trincas sob esforços grandes ou
repetitivos. A realização de ajuste fino dos parâmetros de soldagem (velocidade,
temperatura e vazão de ar) para cada tipo de chanfro e espessura, somados com o
constante treinamento do soldador diminuem muito o excesso não fundido sobre a peça.
8 CONCLUSÃO
O resultado obtido nos testes de flexão “depõe” a favor a própria regra, que quando
seguida, associada aos cuidados e experiência da empresa responsável, garante resultados
positivos e com ótimo nível de confiabilidade.
A não conformidade observada nas amostras soldadas por termofusão fortalecem o
conceito atual de gerencia sobre recebimentos. Quando a aprovação de recebimento está
diretamente ligada a conferencia (neste caso com realização de testes destrutivos) da
qualidade e garantia do material e serviço executado.
A amostra de 30 mm soldada em V, por múltiplos passes também é um bom
indicativo de que a regra abre precedentes, mas que cabe ao usuário da regra estudar e
testar as possibilidades apontadas. A regra afirma que o uso de múltiplos passes para
espessuras maiores que 30 mm é indicado, mas não há detalhamento de procedimentos
ou detalhamento de bicos de soldas para múltiplos passes, deixando assim com o usuário
o trabalho de analisar a viabilidade de uso.
Dado os resultados obtidos, é possível afirmar que a fim de viabilizar novas formas
de produzir, transportar ou estocar peças de embarcações. As chapas emendadas por
extrusão em X apresentam resultados com bom nível de simetria e ótima aderência ao
comportamento de peças produzidas ou usinadas em uma só placa da material base.
70
9 REFERÊNCIAS BIBLIOGRÁFICAS
[1]Grewell,D ;Benetar,A ;Park,J. Plastics and composites welding handbook. Munich:
Hanser Publishers, 2003.
[2] EXTRUSION WELDING OF THERMOPLASTICS. Disponível em:
<https://www.twi-global.com/technical-knowledge/job-knowledge/extrusion-welding-
of-thermoplastics-057>. Acesso em: 20 out. 2017.
[3] DVS. DVS 2207-4: Welding of thermoplastics – Extrusion welding of pipes, piping
parts and panels – Processes and requirements. Dusseldorf, 2013.
[4] DVS. DVS 2201-1: Welding of thermoplastics – Heated element welding of pipes,
piping parts and panels made of polyethylene. Dusseldorf, 2014.
[5] POLIETILENO DE ALTA DENSIDADE (PEAD). Disponível em: <
http://almaqua.com/polietileno-de-alta-densidade-pead/>. Acesso em: 26 out. 2017.
[6] PLASTIC WELDING: Inspection and Testing of Plastic Welds. Disponível em: <
http://www.plasticsmag.com/welding.asp?fIssue=Mar/Apr-02&aid=3501>. Acesso em:
15 mar. 2017.
[7] Giro, F. Construção de embarcações em polietileno de alta densidade. Projeto de
conclusão de curso (graduação em engenharia naval e oceânica) – Escola politécnica.
Universidade Federal do Rio de Janeiro. Rio de janeiro,2016.
[8] Handbook of plastics joining : a practical guide / M.J. Troughton. -- 2nd ed.
New York: William Andrew Inc, 2008
[9] DVS. DVS 2203-5: Testing of Welded joints of thermoplastics plates and tubes -
Technological bend test. Dusseldorf, 1999.
[10] DVS. DVS 2203-1: Testing of Welded joints between panels and pipes made of
thermoplastics – Requirements in the technological bending test – Bending angle/
Bending path. Dusseldorf, 2012.
[11] Polietileno: Principais Tipos, Propriedades e Aplicações. Coutinho, Fernanda M.
B.,
Mello, Ivana L. e Santa Maria, Luiz C. de. 2003, Polímeros: Ciência e Tecnologia, pp.
p. 1-13.
[12] Tavares, Claudia. Projeto de embarcação para construção em Polietileno de Alta
Densidade. Projeto de conclusão de curso (graduação em engenharia naval e oceânica) –
Escola politécnica. Universidade Federal do Rio de Janeiro. Rio de janeiro,2018.
[14] Handbook of Polyethylene Pipe, The Plastics Pipe Institute, Inc. 2nd ed., 2012.