estudo da eficiÊncia do grÁfico de controle por...
TRANSCRIPT

ESTUDO DA EFICIÊNCIA DO GRÁFICO
DE CONTROLE POR GRUPOS (GG)
QUANDO HÁ PRESENÇA DE
CORRELAÇÃO ENTRE OS FLUXOS DO
PROCESSO
MAX BRANDAO DE OLIVEIRA (UFPI )
NUBIA DA SILVA BATISTA BRANDAO (UFC )
Joao Welliandre Carneiro Alexandre (UFC )
Os gráficos de controle (GC) foram propostos por Walter A. Shewart
em 1931 para monitorar um processo de fabricação em série. Com o
surgimento dos processos paralelos (PP), o monitoramento por meio
do GC ficou inviável, pois requer a análise individual para cada fluxo.
Boyd (1950), então, propôs o gráfico de controle por grupo (GG), que
consiste em elaborar um único gráfico para o nível de qualidade e
outro para a variabilidade, permitindo monitorar várias linhas
produtivas com apenas duas cartas. O objetivo deste estudo, portanto,
é analisar o desempenho do GG na presença e na ausência de
correlação (r) entre os fluxos através de um algoritmo de simulação. O
algoritmo foi elaborado no software livre R com base no método de
Monte Carlo e simula o número médio de amostras até a ocorrência do
primeiro alarme falso (NMA) em diversos cenários. Resultados
apontam que o desempenho do GG com correlação é inferior ao sem
correlação, chegando a ser 94,3% inferior para r = 0,1 quando
comparado com fluxos independentes, confirmando a hipótese de que a
correlação influencia negativamente o desempenho do GG. A presença
de correlação entre os fluxos faz com que a carta saia de controle mais
rápido, comprometendo o desempenho do processo, indicando a
necessidade da adoção de uma nova estratégia para o monitoramento
dos processos paralelos correlacionados.
Palavras-chaves: Gráfico por grupo, processos paralelos, fluxos
correlacionados
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
2
1. Introdução
No monitoramento de um processo de fabricação em série é natural estabelecer uma variável
de interesse X, conhecida como a característica da qualidade, que será avaliada em termos das
especificações técnicas do produto. Segundo Oliveira (2010), a característica da qualidade
pode ser definida como qualquer aspecto, propriedade ou atributo de um item, como por
exemplo, a dimensão, o acabamento, o peso ou a acidez, cuja distribuição de probabilidade é
vinculada ao estado de controle do processo. Em particular, a característica X apresenta uma
distribuição aproximadamente normal com média -∞ < µ < ∞ e variância σ² > 0.
Com o propósito de monitorar a variável X, os gráficos de controle (GC) foram desenvolvidos
por Shewhart em 1931 como método de inspeção de processos em série (SHEWHART,
1931). O método consiste na coleta de amostras contendo n itens a cada intervalo de h
unidades de tempo. De cada amostra é calculada uma medida de localização e outra de
dispersão, as quais são comparadas com os limites inferior e superior de controle, LIC e LSC,
e então decidido o estado de controle do processo. Para maiores detalhes, ver Montgomey
(2009).
Em particular, neste estudo, somente o GC para X será considerado. Assim, adotando L como
o fator de largura do intervalo, se XXX
LLICX ou XXX
LLSCX , assume-se que
uma causa especial alterou a média do processo, agora considerado fora de controle. Nesta
situação, ações corretivas devem ser executadas visando anular tal fonte de distúrbio.
A implementação do GC tradicional de Shewhart aplica-se em processos em série cuja
característica da qualidade X ~ N(µ,σ²) é isenta de estruturas de correlação. No entanto, o
conceito de produção em massa favoreceu o surgimento de processos cujo produto decorre de
diferentes fluxos produtivos, chamados processos paralelos (PP). Nestas situações, não é
recomendado mesclar itens de fluxos distintos, visto que cada linha de produção carrega
informação própria. Assim, o ideal seria elaborar duas cartas de controle tradicionais de
Shewhart para cada fluxo, uma para monitorar o nível e outra para a variabilidade. No
entanto, a inspeção torna-se árdua e complexa, além de aumentar significativamente o tempo
de análise e os custos.
Uma alternativa empregada para contornar essas dificuldades é a utilização dos gráficos de
controle por grupos (GG), introduzidos por Boyd (1950), que têm como principal
característica a construção de dois gráficos para o monitoramento de processos paralelos com

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
3
k fluxos, um para a média e outro para a variabilidade. O GG pode ser considerado uma
variação do gráfico convencional de Shewhart e ambos descartam a presença de qualquer
estrutura de dependência, seja correlação entre os fluxos ou autocorrelação dentro das linhas
de produção em série.
O procedimento de monitoramento pelo GG consiste em plotar a maior e a menor média de
cada grupo, no gráfico para média, e a maior amplitude, no gráfico para amplitude. Se ambos
os gráficos apresentarem um comportamento aleatório com todos os pontos entre os limites de
controle, assume-se o processo sob controle estatístico, caso contrário, recomenda-se
averiguar e reparar as causas que levaram a esse estado de instabilidade. Alexandre et al.
(2006) apresenta uma aplicação do GG em uma indústria manufatureira no Estado do Ceará.
Por ser uma ferramenta simples, o GG vem sendo amplamente empregado no monitoramento
dos processos paralelos nas indústrias de transformação. No entanto, em geral, não há
qualquer preocupação em relação à presença de uma estrutura de correlação entre os fluxos,
podendo levar a interpretações equivocadas acerca do controle estatístico do processo.
Guimarães e Epprecht (2000) apontam que a existência de autocorrelação no GC de Shewhart
causa a ocorrência de sucessivos alarmes falsos. Porém, não se sabe como a presença de
correlação entre os fluxos pode afetar o desempenho do GG.
Neste sentido, este estudo foi conduzido visando constatar o efeito da correlação entre os
fluxos no desempenho do GG quanto à detecção de causas especiais. Para isso, foi
desenvolvido um algoritmo de simulação no software livre R (R DEVELOPMENT CORE
TEAM, 2011) para determinar o desempenho do GG em ambos cenários (fluxos com e sem
correlação). O algoritmo baseia-se no Método de Monte Carlo (MMC) e calcula o número
médio de amostras (NMA) até ocorrência do primeiro alarme falso através das distribuições
do mínimo e do máximo da média de X. Espera-se que a presença de correlação em processos
paralelos provoque uma redução no desempenho do GG.
O presente artigo se dividirá nas seguintes seções: Trabalhos correlatos, Gráficos de controle
por grupos (GG), Indicador de desempenho, Algoritmo e simulação, Resultados e Conclusões.
2. Trabalhos correlatos
Mortell e Runger (1995) tratam o monitoramento individual dos componentes dos fluxos
através de uma análise residual de cada fluxo, isto é, a diferença entre cada observação

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
4
corrente e a média geral do processo. Na mesma linha, Epprecht, Barbosa e Simões (2011)
fazem um estudo do desempenho do GG com um deslocamento na média em um único fluxo
do processo. Em outra vertente, Grinshaw, Bryce e Meade (1999) desenvolvem métodos para
comparar o desempenho do GG em relação ao GC tradicional de Shewhart (GCS) propondo
limites de controle para o GG mantendo a mesma taxa de alarme falso do GCS. Vasconcelos
(2009) corroborou a pesquisa determinando a estrutura probabilística, o desempenho e
eficiência do GG em relação ao GCS. Oliveira et al. (2011) desenvolve um procedimento
análogo através de um algoritmo de simulação baseado no método de Monte Carlo. Sousa et
al. (2013) estuda a eficiência do GG em relação ao GCS na presença de autocorrelação. Já
Oliveira et al. (2013) faz uma comparação entre GG e GCS causando distúrbio conjunto na
média e na variância do processo. A proposta e o diferencial deste artigo, portanto, consiste
em inserir uma estrutura de dependência entre os fluxos, permitindo uma análise apurada do
GG em função da correlação.
3. Gráficos de controle por grupos (GG)
A elaboração e aplicação do GG são hábeis e objetivas. Segundo Costa, Epprecht e Carpinetti
(2010), o princípio essencial da construção do GG consiste na formação dos subgrupos para
análise da estabilidade estatística do processo, os chamados de subgrupos racionais. A má
formação dos subgrupos impossibilita rastrear o fluxo onde ocorreu o distúrbio no processo,
resultado da uma estratificação incorreta.
A configuração geral do GG, apresentada na Tabela 1, pode facilitar a estratificação e a
formação dos subgrupos racionais. O esquema do GG, segundo Mortell e Runger (1995), tem
dois objetivos preliminares: detectar um deslocamento na média de todos os fluxos e detectar
um deslocamento na média de um fluxo individual do processo.
Para a elaboração dos gráficos de controle por grupos (GG), Ramos (2000) sugere a adoção
dos seguintes passos:
a) Inicia-se a coleta sistemática de amostras de cada fluxo, como se fossem construir
gráficos para a média em cada fluxo, seguindo o modelo tradicional de Shewhart;

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
5
b) Calcula-se, em seguida, a média para cada amostra selecionada, a média geral X e a
amplitude média R ;
c) Determinam-se limites de controle para o GG para média da mesma forma que os
calculam para o gráfico tradicional de Shewhart;
d) Plotam-se a maior e menor média de cada grupo.
Tabela 1 - Esquema de montagem do gráfico de controle por grupos para X
Grupo Fluxo Prod. 1 Prod. n X R
1
1 X111 X11n R11
k X1k1 X1kn kX 1 R1k
m
1 Xm11 Xm1n 1mX Rm1
k Xmk1 Xmkn mkX Rmk
Fonte: Próprio autor
Caso não existam pontos fora dos limites de controle e seja constatado um comportamento
aleatório, semelhante ao modelo de Shewhart, o processo está sob controle. Caso contrário, é
necessário investigar, identificar e corrigir os fatores que ocasionaram instabilidade no
processo. A ideia é simples e intuitiva. Se o máximo ou o mínimo do subgrupo se localiza
além dos limites de controle, então provavelmente o fluxo estará fora de controle.
Os limites de controle do GG para X são obtidos de maneira similar ao modelo de Shewhart,
que são respectivamente,
RAXLSC
XLC
RAXLIC
X
X
X
2
2
em que A2 é uma constante calculada em função do tamanho amostral, X
LSC , X
LIC e X
LC
são, respectivamente, os limites superior e inferior de controle e a linha central
(MONTGOMERY, 2009). Destaca-se ainda que
m
i
k
j
n
t
ijt mknXX1 1 1
e
m
i
k
j
n
t
ijt mknRR1 1 1
,

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
6
onde i, j e t são índices associados ao subgrupo, ao fluxo e à amostra, respectivamente. Para
mais detalhes, ver Costa, Epprecht e Carpinetti (2010).
O GG tem se destacado como uma alternativa viável em relação ao modelo de Shewhart na
aplicação em processos paralelos. No entanto, não se sabe como a existência de correlação
entre os fluxos afeta o desempenho do mesmo. Para isso, utilizou-se o número médio de
amostras (NMA) até a ocorrência do primeiro alarme falso, indicador de desempenho da carta
de controle.
4. Indicador de desempenho
Os gráficos de controle podem ser vistos como um teste de hipóteses,
01
00
:
:
H
H
em que a hipótese nula H0 assume o processo sob controle e a hipótese alternativa H1 afirma
que o processo está fora de controle. Associado ao teste, o erro do tipo I (ETI), o alarme falso
no contexto dos gráficos de controle, tem sua probabilidade definida por,
).|],[()( 0 LSCLICXPETIP (1)
Para vários fluxos, a equação (1) pode ser reescrita como,
,|],[)( 0
1
LSCLICXPETIPk
i
ik (2)
ou
.|],[1)( 0
k
k LSCLICXPETIP (3)
No controle estatístico do processo (CEP), o ETI ocorre ao se afirmar que o processo está fora
de controle, quando na verdade não está. A probabilidade apresentada em (2) é usada como
parâmetro de uma distribuição geométrica da variável aleatória Y, descrita como o número de
ensaios até a ocorrência do primeiro sucesso (Y ~ G(p)) (MORETTIM; BUSSAB, 2010).

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
7
A esperança de Y (E(Y)) significa o número médio de ensaios até a ocorrência do primeiro
sucesso. Assumindo o sucesso como sendo o alarme falso, define-se o NMA como,
1
0
1
|],[1
)(
LSCLICXP
pNMAYE
k
i
i , (4)
que pode escrito como
kLLNMA
)()(1
1
, (5)
em que )(L representa a função de distribuição acumulada da distribuição normal no ponto
L, que é o fator de largura do intervalo. Para maiores detalhes, ver Mood, Graybill e Boes
(1974). No contexto do CEP, o NMA, considerando que o processo está sob controle,
representa o número médio de amostras até a ocorrência do primeiro alarme falso, que é uma
indicativa que o processo pode estar fora de controle.
5. Algoritmo e simulação
A função de distribuição acumulada )(L não possui forma exata, o que impossibilita
trabalhar os resultados de forma teórica ou probabilística. Portanto, a simulação surge como
alternativa para atingir os resultados desejados, no caso, o NMA, ver Nascimento e Zucchi
(1997). Para isso, foi elaborado um algoritmo no software livre R que simula o NMA para o
GG em diversos cenários. Os cenários envolvem questões como o número de fluxos (k), o
grau de correlação entre os fluxos (ρ), o tamanho da amostra (n), o fator de largura do
intervalo (L), a média (µ) e a variância (σ²) do processo.
Os parâmetros de entrada do algoritmo (k; ρ; n; L; µ e σ²) são empregados na simulação de
um NMA que virtualiza um processo paralelo com características específicas. A função é uma
extensão da apresentada em Oliveira (2013), tendo uma vantagem, que é a inserção da
correlação entre os fluxos produtivos. Este fator permite avaliar o comportamento do NMA
em relação a ρ, estimado por r. A função baseia-se no método de Monte Carlo, proposto por
Metropolis e Ulam (1949), e pode ser melhor compreendida segundo o algoritmo da Figura 1.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
8
Figura 1 – Algoritmo de simulação do NMA
Fonte: Próprio autor
O laço externo vai de 1 até 500, um valor relativamente baixo para simulação. No entanto, por
se tratar de uma distribuição normal, a convergência é mais rápida. Testes foram realizados
para iterações de tamanho superior (1.000, 5.000, ..., 10.000), mas não houve diferença
significativa nos resultados gerados. 1X e nX representam, respectivamente, o mínimo e o
máximo de X para os k fluxos, LC são os limites inferior e superior de controle e
500
1
.500i
iVV
O algoritmo pretende analisar o comportamento do NMA em processos paralelos com fluxos
correlacionados. A ideia consiste em comparar o desempenho do GG na presença e na
ausência de correlação através da eficiência relativa (ER),
1000
0
NMA
NMANMAER
teindependen, (6)
em que 0NMA é o indicador na presença de correlação entre os fluxos e NMAindependente
assumindo independência. É importante enfatizar que as iterações são inicializadas assumindo
o processo sob controle, ver Oliveira et al. (2013).
A eficiência (ER) aponta o aumento ou a redução do NMA com correlação em relação ao
caso em que os fluxos são independentes. Destaca-se que, em princípio, a correlação é a
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
9
mesma entre todos os fluxos, levando a matriz de correlação a se configurar como uma matriz
uniforme. Tal composição foi selecionada a fim de beneficiar uma análise preliminar do
cenário com fluxos correlacionados de forma mais simples e objetiva.
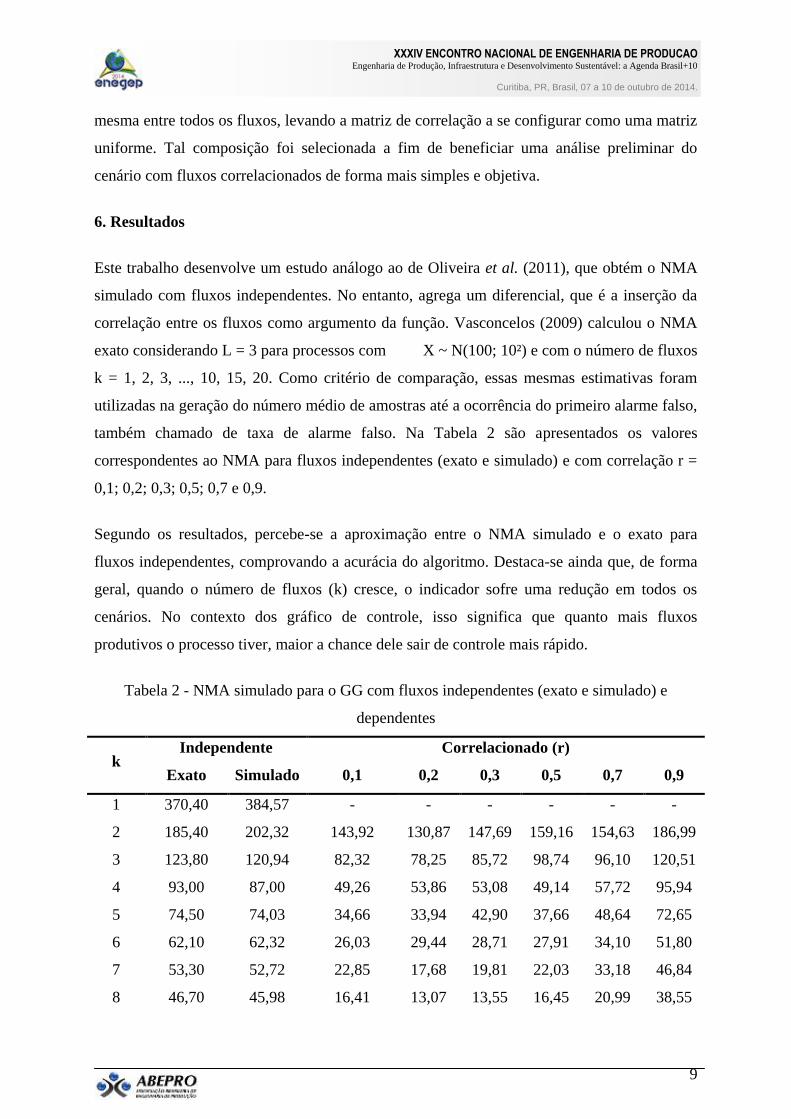
6. Resultados
Este trabalho desenvolve um estudo análogo ao de Oliveira et al. (2011), que obtém o NMA
simulado com fluxos independentes. No entanto, agrega um diferencial, que é a inserção da
correlação entre os fluxos como argumento da função. Vasconcelos (2009) calculou o NMA
exato considerando L = 3 para processos com X ~ N(100; 10²) e com o número de fluxos
k = 1, 2, 3, ..., 10, 15, 20. Como critério de comparação, essas mesmas estimativas foram
utilizadas na geração do número médio de amostras até a ocorrência do primeiro alarme falso,
também chamado de taxa de alarme falso. Na Tabela 2 são apresentados os valores
correspondentes ao NMA para fluxos independentes (exato e simulado) e com correlação r =
0,1; 0,2; 0,3; 0,5; 0,7 e 0,9.
Segundo os resultados, percebe-se a aproximação entre o NMA simulado e o exato para
fluxos independentes, comprovando a acurácia do algoritmo. Destaca-se ainda que, de forma
geral, quando o número de fluxos (k) cresce, o indicador sofre uma redução em todos os
cenários. No contexto dos gráfico de controle, isso significa que quanto mais fluxos
produtivos o processo tiver, maior a chance dele sair de controle mais rápido.
Tabela 2 - NMA simulado para o GG com fluxos independentes (exato e simulado) e
dependentes
k Independente Correlacionado (r)
Exato Simulado 0,1 0,2 0,3 0,5 0,7 0,9
1 370,40 384,57 - - - - - -
2 185,40 202,32 143,92 130,87 147,69 159,16 154,63 186,99
3 123,80 120,94 82,32 78,25 85,72 98,74 96,10 120,51
4 93,00 87,00 49,26 53,86 53,08 49,14 57,72 95,94
5 74,50 74,03 34,66 33,94 42,90 37,66 48,64 72,65
6 62,10 62,32 26,03 29,44 28,71 27,91 34,10 51,80
7 53,30 52,72 22,85 17,68 19,81 22,03 33,18 46,84
8 46,70 45,98 16,41 13,07 13,55 16,45 20,99 38,55

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
10
9 41,60 34,95 9,67 10,68 10,01 12,95 15,93 33,04
10 37,50 37,92 8,74 8,39 10,38 11,61 15,50 22,90
15 25,20 27,15 2,44 4,13 2,64 4,42 4,89 10,63
20 19,00 19,02 1,22 1,09 1,97 2,03 3,04 6,16
Fonte: Próprio autor
Para k = 2, o NMA simulado sem correlação foi de 202,32, enquanto o indicador para uma
correlação de 0,5 foi 159,16. Em outras palavras, a correlação r afeta, neste cenário, de forma
negativa o desempenho do processo, levando o processo a sair de controle mais rápido na
presença de correlação. O mesmo acontece para os demais níveis de r.
Por outro lado, mantendo constante o número de fluxos e alterando r, é constatado que,
quando a correlação cresce, o NMA diminui. Mesmo com correlação r = 0,9, o indicador
ainda é inferior ao cenário com independência entre os fluxos. Isto é, pode-se afirmar que a
correlação positiva afeta negativamente o desempenho do GG, levando-o a sair de controle
mais rápido. A Figura 2 apresenta o comportamento retratado na Tabela 2.
Figura 2 – NMA para o GG com fluxos correlacionados e não correlacionados
Fonte: Próprio autor
Pela Figura 2, o comportamento das linhas correspondentes ao NMA exibe uma queda à
medida que o número de fluxos aumenta, bem como se percebe que, quanto maior a
correlação maior o NMA, como já comentado anteriormente.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
11
É importante lembrar que, para o NMA com correlação r = 0,9, ou seja, para uma forte
correlação positiva, os valores do NMA são significativamente maiores quando comparados
aos demais com correlações inferiores. Duas suposições são feitas para este fato, a primeira é
que, para uma forte correlação, assumindo o processo inicialmente sob controle, é natural que
amostras tenham valores significativamente relacionados e levem mais tempo para sair de
controle, por estarem mais concentrados.
Outra suposição baseia-se na ideia de que, se os fluxos apresentam uma baixa correlação,
existe uma considerável dispersão entre os fluxos e o GG pode considerar os fluxos como se
fossem duas variáveis distintas. Essa característica violaria a condição do GG que exige
fluxos igualmente distribuídos. Neste caso, uma ideia seria utilizar os gráficos de controle
multivariados, que monitoram duas ou mais características de um item Brandão (2014). Desta
forma, os fluxos seriam percebidos como variáveis de um processo.
Na Tabela 3 estão dispostos os índices de eficiência relativa, tendo como referência os valores
simulados não correlacionados. Nota-se que, com o aumento da correlação, os índices de
eficiência aumentam consideravelmente quando comparadas as correlações extremas (r = 0,1
e 0,9). Para k = 2, com a correlação 0,1, o índice de eficiência é de -28,9% e sobe para -7,6%
quando a correlação passa para 0,9. Este fenômeno se repete em praticamente todos os valores
de k.
Tabela 3 – Eficiência Relativa (%) entre o GG
k Correlação (r)
0,1 0,2 0,3 0,5 0,7 0,9
2 -28,9 -35,3 -27,0 -21,3 -23,6 -07,6
3 -31,9 -35,3 -29,1 -18,4 -20,5 -00,4
4 -43,4 -38,1 -39,0 -43,5 -33,7 10,3
5 -53,2 -54,2 -42,1 -49,1 -34,3 -01,9
6 -58,2 -52,8 -53,9 -55,2 -45,3 -16,9
7 -56,7 -66,5 -62,4 -58,2 -37,1 -11,2
8 -64,3 -71,6 -70,5 -64,2 -54,3 -16,2
9 -72,3 -69,4 -71,4 -62,9 -54,4 -05,5
10 -77,0 -77,9 -72,6 -69,4 -59,1 -39,6

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
12
15 -91,0 -84,8 -90,3 -83,7 -82,0 -60,8
20 -93,6 -94,3 -89,6 -89,3 -84,0 -67,6
Fonte: Próprio autor
Nota-se que, para k = 1 os valores foram omitidos, visto que a correlação é de natureza
multidimensional. O sinal negativo indica uma redução entre o NMA para fluxos
independentes e o NMA para fluxos correlacionados, comprovando a redução no desempenho
do GG na presença de uma estrutura de correlação. Em todos os níveis de correlação positiva
o GG tem seu desempenho comprometido, apontando que um estudo da correlação entre os
fluxos deve ser realizado antes da aplicação da carta de controle. A Figura 3 retrata o
comportamento da eficiência relativa.
Figura 3 – Eficiência Relativa do GG com fluxos correlacionados
Fonte: Próprio autor
A Figura 3 permite visualizar uma semelhança entre os cinco primeiros níveis de correlação
(r = 0,1; 0,2; 0,3; 0,5 e 0,7). Por outro lado, os índices para uma forte correlação são
significativamente maiores, mostrando assim que o aumento da eficiência relativa é
proporcional ao aumento da correlação, isto é, quanto maior a dependência, maior é a
eficiência do processo.
7. Conclusão e trabalhos futuros

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
13
O objetivo deste estudo foi analisar o desempenho do gráfico por grupos em processos com
fluxos correlacionados. Desenvolveu-se um algoritmo usando o software livre R, para a
simulação do indicador de desempenho que é o número médio de amostras até o primeiro
alarme falso (NMA). O algoritmo permite a inserção de uma estrutura de correlação entre os
fluxos, produzindo uma relação de dependência entre eles. Além disso, o viabiliza um estudo
aprofundado de cenários com características distintas. Em seguida, calculou-se a eficiência
relativa entre os gráficos com fluxos correlacionados e não correlacionados utilizando os
respectivos desempenhos.
Resultados apontam que, como esperado, a correlação afeta o desempenho dos gráficos de
controle por grupos. De forma geral, não se recomenda utilizar o GG quando os fluxos forem
correlacionados, pois o desempenho da carta diminui significativamente quanto à ocorrência
do primeiro alarme falso, chegando a ter seu desempenho 94,3% inferior ao caso sem
correlação. Em resumo, a presença de correlação entre os fluxos faz com que a carta saia de
controle mais rápido, comprometendo o desempenho do processo.
Como trabalhos futuros, é interessante avaliar o desempenho do GG quando a matriz de
correlação não for uniforme. Além disso, é viável realizar o mesmo estudo para o GG para
amplitude, focando no monitoramento da variabilidade do processo, que é geralmente
descartado pelas indústrias.
REFERÊNCIAS
ALEXANDRE, J. W. C.; FREITAS, S. M.; RODRIGUES, L. F. M.; RODRIGUES, F. P.
Aplicação do gráfico de controle por grupos em uma indústria manufatureira do estado
do Ceará. In: Encontro Nacional de Engenharia de Produção. [S.l.: s.n.], 2006. v. 26.
BOYD, D. R. Applying the group chart for X and R. In: Industrial Quality Control. [S.l.:
s.n.], 1950.
BRANDÃO, N. S. B. Eficiência entre os gráficos de controle T² de Hotelling e os gráficos
de X univariados simultâneos para a média em processos multivariados. Dissertação
(Mestrado) — Mestrado em Logística e Pesquisa Operacional, Universidade Federal do
Ceará, Fortaleza, 2014.
XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
14
COSTA, A. F. B.; EPPRECHT, E. K.; CARPINETTI, L. C. R. Controle Estatístico de
Qualidade. 2 ed. São Paulo, SP: Atlas, 2010.
EPPRECHT, E. K.; BARBOSA, L. F. M.; SIMÕES, B. F. T. Spc of multiple stream
processes, a chart for enhanced detection of shifts in one stream. In: Produção. [S.l.: s.n.],
2011.
GRINSHAW, S. D.; BRYCE, G. R.; MEADE, D. J. Control Limits for Group Charts. In:
Quality Engineering.[S.l.: s.n.], 1999. v. 12, n. 2, p. 177–184.
GUIMARÃES, N. R.; EPPRECHT, E. K. Uma proposta prática para o controle estatístico
de processos com correlação. In: Anais do Encontro Nacional de Engenharia de Produção.
[S.l.: s.n.], 2000. v. 20.
METROPOLIS, N.; ULAM, S. The Monte Carlo method. In: Journal of the American
Statistical Association. [S.l.: s.n.], 1949. v. 44, n. 247, p. 335–341.
MONTGOMEY, Douglas C. Introdução ao controle estatístico da qualidade. 4th. ed.
[S.l.]: Rio de Janeiro. LTC, 2009.
MOOD, A. M.; GRAYBILL, F. A.; BOES, D. C. Introduction to the Theory of Statistics.
[S.l.]: McGraw- Hill International Editions, hird revised edition, 1974.
MORETTIM, P. A.; BUSSAB, W. O. Estatística Básica. 6 ed. São Paulo, SP: Editora
Saraiva, 2010.
MORTELL, R. R.; RUNGER, G. C. Statistical process control of multiple stream
processes. In: Journal of Quality Technology. [S.l.: s.n.], 1995. v. 27, p. 1–22.
NASCIMENTO, A. M.; ZUCCHI, A. L. Modelos de simulação. Monografia (Graduação) —
Faculdade de Economia, Administração e Contabilidade, Universidade de São Paulo, São
Paulo, 1997.
OLIVEIRA, K. M. Um estudo da evolução da GQT por meio do modelo de resposta
gradual da teoria da resposta ao item. Dissertação (Mestrado) — Mestrado em Logística e
Pesquisa Operacional, Universidade Federal do Ceará, Fortaleza, 2010.

XXXIV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Engenharia de Produção, Infraestrutura e Desenvolvimento Sustentável: a Agenda Brasil+10
Curitiba, PR, Brasil, 07 a 10 de outubro de 2014.
15
OLIVEIRA, M. B.; ALEXANDRE, J. W. C.; BRANDÃO, N. S. B.; FREITAS, S. M.
Eficiência entre o gráfico de controle por grupos para a média e o de Shewhart para
fluxos correlacionados com um deslocamento conjunto na média e na variância do
processo. In: XXXIII Encontro Nacional de Engenharia de Produção. [S.l.: s.n.], 2013.
OLIVEIRA, M. B.; ALEXANDRE, J. W. C.; VASCONCELOS, A. P.; FREITAS, S. M. Um
estudo sobre o desempenho e eficiência dos gráficos de controle por grupos em processos
paralelos através da simulação das distribuições do mínimo e do máximo. In: Anais do
Encontro Nacional de Engenharia de Produção. [S.l.: s.n.], 2011. v. 31.
OLIVEIRA, M. B. Eficiência entre os Gráficos de Controle por Grupos para a média e o
tradicional de Shewhart em processos com fluxos correlacionados. Dissertação
(Mestrado) — Mestrado em Logística e Pesquisa Operacional, Universidade Federal do
Ceará, Fortaleza, 2013.
R Development Core Team. R: A language and environment for statistical computing.
Vienna, Austria: R Foundation for Statistical Computing, 2011. ISBN 3-900051-07-0.
Disponível em: <http://www.Rproject. org>.
RAMOS, A. W. CEP para processos contínuos e em bateladas. São Paulo, SP: Editora
Edgard Blücher Ltda., 2000.
SHEWHART, Walter A. Economic control quality of manufacturing product. In: . [S.l.]:
New York: Van Nostrand, 1931.
SOUSA, V. G.; OLIVEIRA, M. B.; ALEXANDRE, J. W. C.; FREITAS, S. M. Uma análise
da eficiência do gráfico de controle por grupos para a média em relação ao modelo de
Shewhart, em processos paralelos e autocorrelacionados. In: XXXIII Encontro Nacional
de Engenharia de Produção. [S.l.: s.n.], 2013.
VASCONCELOS, A. P. Um Estudo sobre o desempenho e eficiência do Gráfico de
Controle por Grupos em Processos Paralelos. Dissertação (Mestrado) — Mestrado em
Logística e Pesquisa Operacional, Universidade Federal do Ceará, Fortaleza, 2009.