estampagem
TRANSCRIPT
ESTAMPAGEMESTAMPAGEM
• Processos para conformação de superfíciesProcessos para conformação de superfícies
Deformações localizadasDeformações localizadas Chapas e folhasChapas e folhas
de acordo com o processo e o produtode acordo com o processo e o produto• Esforços:Esforços: Flexão, Compressão, Cisalhamento, Estiramento Flexão, Compressão, Cisalhamento, Estiramento
ESTAMPAGEM PROFUNDAESTAMPAGEM PROFUNDA
• Copos e caixas Copos e caixas
• Estampos progressivos Estampos progressivos
• Outros processos por estampagemOutros processos por estampagem
Produtos: peças isoladasProdutos: peças isoladas

ESTAMPAGEMESTAMPAGEM• Normalmente realizado a frioNormalmente realizado a frio
• A quente, somente para chapas espessasA quente, somente para chapas espessas
MATÉRIA PRIMAMATÉRIA PRIMA• Laminados a frio delgados de aços, ligas de alumínio e Ligas de cobreLaminados a frio delgados de aços, ligas de alumínio e Ligas de cobre
ESTAMPAGEM PROFUNDAESTAMPAGEM PROFUNDA• Em vários estágios, dependentes do coeficiente limite de Em vários estágios, dependentes do coeficiente limite de embutimentoembutimento• Material de partida na forma de discosMaterial de partida na forma de discos• Para peças pequenas: processos contínuos, com estampos progressivosPara peças pequenas: processos contínuos, com estampos progressivos
CONFORMAÇÃO EM GERALCONFORMAÇÃO EM GERAL
• Em vários estágios de acordo com a complexidade da geometriaEm vários estágios de acordo com a complexidade da geometria• Material de partida: tiras, esboçoMaterial de partida: tiras, esboço

MECÂNICA DA ESTAMPAGEM PROFUNDAMECÂNICA DA ESTAMPAGEM PROFUNDA
ELEMENTOS CONSTRUTIVOS:ELEMENTOS CONSTRUTIVOS:• Punção, matriz, sujeitador, extratorPunção, matriz, sujeitador, extrator
SUJEITADOR:SUJEITADOR:• Evita o enrugamento da aba e do copoEvita o enrugamento da aba e do copo• Pressões de sujeição entre 5 e 10 kgf/cmPressões de sujeição entre 5 e 10 kgf/cm22
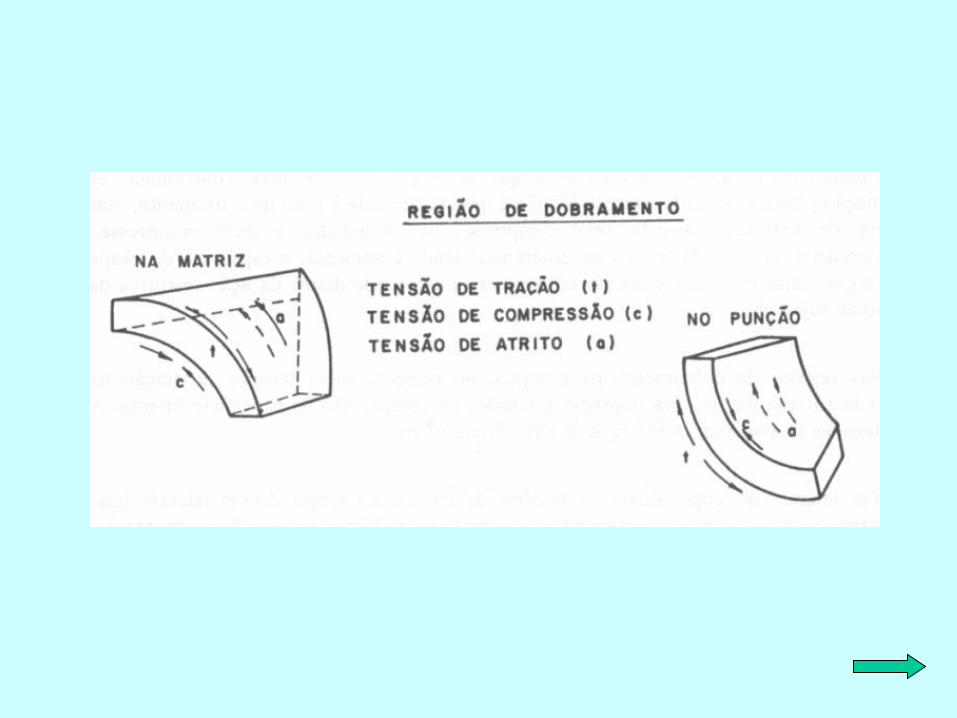
ESFORÇOS PREDOMINANTES NAS REGIÕES DO COPOESFORÇOS PREDOMINANTES NAS REGIÕES DO COPO• De acordo com a região e a fase do processo, os esforços De acordo com a região e a fase do processo, os esforços podem ser de compressão, tração ou flexãopodem ser de compressão, tração ou flexão• Nível dos esforços e afinamento da espessura dependem do Nível dos esforços e afinamento da espessura dependem do atrito entre chapa e ferramentasatrito entre chapa e ferramentas
EQUIPAMENTOS DE ESTAMPAGEMEQUIPAMENTOS DE ESTAMPAGEM
• Movimento alternativo: prensasMovimento alternativo: prensas• Movimento contínuo: laminadores, calandrasMovimento contínuo: laminadores, calandras

ESTAMPAGEMESTAMPAGEM
FERRAMENTAS DE ESTAMPAGEMFERRAMENTAS DE ESTAMPAGEM
• Elementos construtivosElementos construtivos• Faca de avançoFaca de avanço• “ “Top” de passo de avançoTop” de passo de avanço• Punções e matrizes de corte e embutimentoPunções e matrizes de corte e embutimento• Extratores e sujeitadoresExtratores e sujeitadores
REPUXOREPUXO
• Processo importante para obtenção de peças de grandes Processo importante para obtenção de peças de grandes dimensões ou de lotes reduzidosdimensões ou de lotes reduzidos
• Equipamentos rotativos (tornos), ferramenta de conformãção Equipamentos rotativos (tornos), ferramenta de conformãção móvel (bastão) e ferramenta de conformação fixa (matriz única ou móvel (bastão) e ferramenta de conformação fixa (matriz única ou desmontável)desmontável)

• Seqüência de processamento:Seqüência de processamento:
corte, curvamento, lubrificação, hidroconformação, corte, curvamento, lubrificação, hidroconformação, monitoramento dos furos, lavagem, expediçãomonitoramento dos furos, lavagem, expedição
ESTAMPAGEMESTAMPAGEM
HIDROCONFORMAÇÃO (“HYDROFORMING”)HIDROCONFORMAÇÃO (“HYDROFORMING”)
• Processo importante para obtenção de peças tubulares com Processo importante para obtenção de peças tubulares com geometrias complexas, com aumento de resistência mecânica geometrias complexas, com aumento de resistência mecânica e diminuição das operações de soldageme diminuição das operações de soldagem
• Deformação da peça causada pela aumento da pressão Deformação da peça causada pela aumento da pressão interna e pela compressão axial pela ação de ferramentas interna e pela compressão axial pela ação de ferramentas horizontaishorizontais
• Matéria-prima: tubos e perfis tubularesMatéria-prima: tubos e perfis tubularesFIMFIM





ESQUEMA DE UM ESTAMPO PROGRESSIVOESQUEMA DE UM ESTAMPO PROGRESSIVO

ESQUEMA DE UM ESTAMPO PROGRESSIVOESQUEMA DE UM ESTAMPO PROGRESSIVO
FACA DE FACA DE AVANÇOAVANÇO

ESQUEMA DE TIRA OBTIDA EM ESTAMPO PROGRESSIVOESQUEMA DE TIRA OBTIDA EM ESTAMPO PROGRESSIVO

TIRA OBTIDA EM ESTAMPO PROGRESSIVOTIRA OBTIDA EM ESTAMPO PROGRESSIVO

ESTAMPO ESTAMPO PROGRESSIVOPROGRESSIVO




PRENSA TRANSFER PARA ESTAMPAGEMPRENSA TRANSFER PARA ESTAMPAGEM

MATRIZ DE ESTAMPAGEMMATRIZ DE ESTAMPAGEM
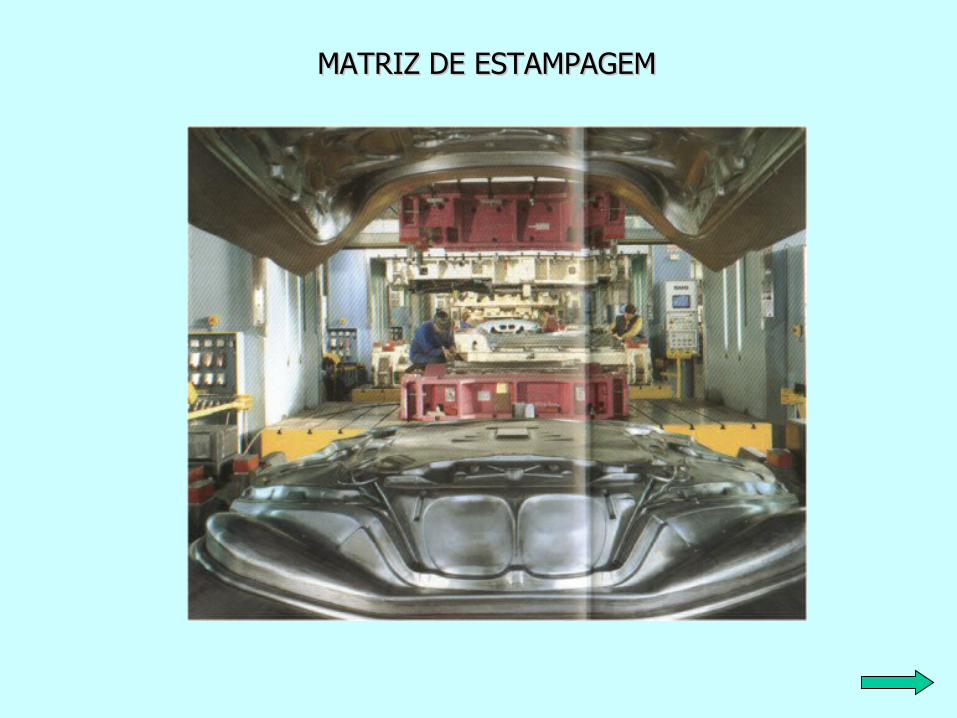
MATRIZ DE ESTAMPAGEMMATRIZ DE ESTAMPAGEM
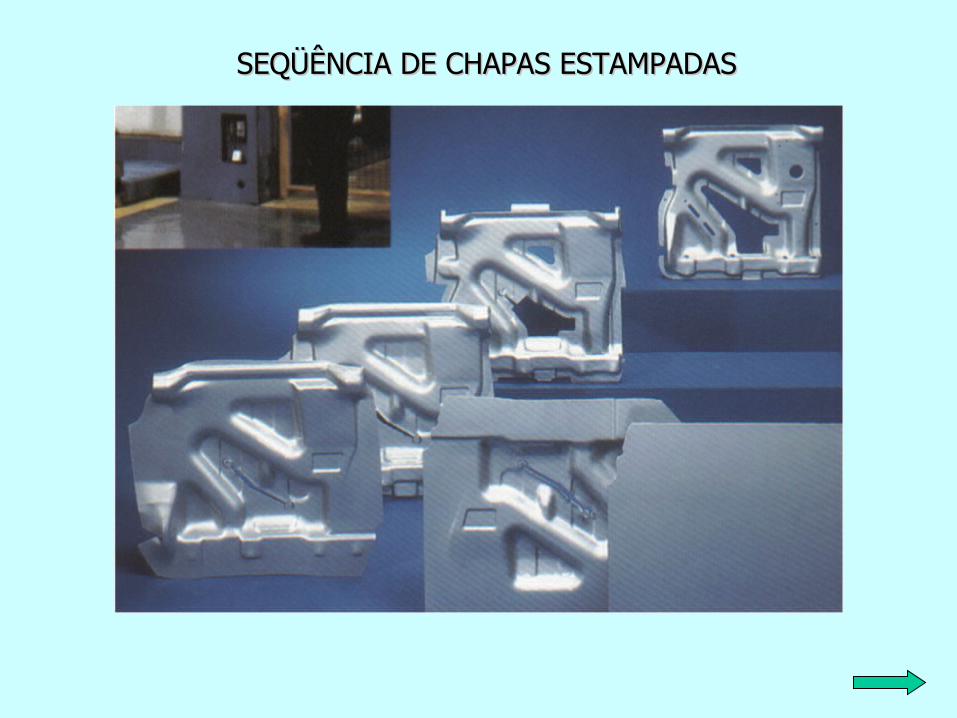
SEQÜÊNCIA DE CHAPAS ESTAMPADASSEQÜÊNCIA DE CHAPAS ESTAMPADAS


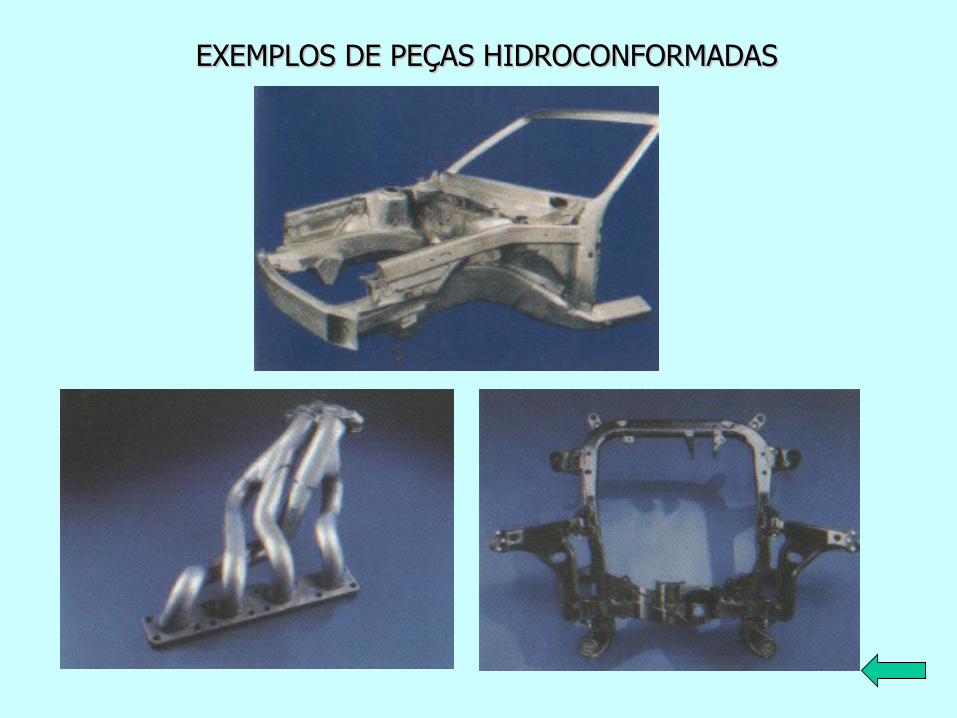
EXEMPLOS DE PEÇAS HIDROCONFORMADASEXEMPLOS DE PEÇAS HIDROCONFORMADAS

ETAPAS DO PROCESSO DE HIDROCONFORMAÇÃOETAPAS DO PROCESSO DE HIDROCONFORMAÇÃO
Punção de Punção de contra-pressãocontra-pressão
TuboTubo
Matrizes com relevoMatrizes com relevo
Punção de selagemPunção de selagem
Produto em “T”Produto em “T”
Fechamento Fechamento da prensada prensa
Preenchimento Preenchimento com o fluidocom o fluido
Movimento dos Movimento dos cilindros cilindros
horizontais e horizontais e controle da controle da
pressãopressão
Fechamento Fechamento da prensada prensa

EXEMPLOS DE MATÉRIAS-PRIMAS PARA HIDROCONFORMAÇÃOEXEMPLOS DE MATÉRIAS-PRIMAS PARA HIDROCONFORMAÇÃO


DESCRIÇÃO DO PROCESSO DE REPUXO DE CHAPASDESCRIÇÃO DO PROCESSO DE REPUXO DE CHAPAS
MATRIZMATRIZ DISCODISCO PRODUTOPRODUTO
BASTÃOBASTÃO